CN113544813A - 用于分割结晶材料的激光辅助方法 - Google Patents
用于分割结晶材料的激光辅助方法 Download PDFInfo
- Publication number
- CN113544813A CN113544813A CN201980093259.6A CN201980093259A CN113544813A CN 113544813 A CN113544813 A CN 113544813A CN 201980093259 A CN201980093259 A CN 201980093259A CN 113544813 A CN113544813 A CN 113544813A
- Authority
- CN
- China
- Prior art keywords
- crystalline material
- laser damage
- substantially parallel
- parallel lines
- lines
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 136
- 239000002178 crystalline material Substances 0.000 title claims description 449
- 239000000758 substrate Substances 0.000 claims abstract description 385
- 239000000463 material Substances 0.000 claims abstract description 138
- 238000012545 processing Methods 0.000 claims abstract description 72
- 230000002829 reductive effect Effects 0.000 claims abstract description 20
- 239000013078 crystal Substances 0.000 claims description 69
- 230000015572 biosynthetic process Effects 0.000 claims description 51
- 239000004065 semiconductor Substances 0.000 claims description 41
- 238000003672 processing method Methods 0.000 claims description 37
- 230000001902 propagating effect Effects 0.000 claims description 17
- 238000011282 treatment Methods 0.000 claims description 11
- 230000004044 response Effects 0.000 claims description 10
- 238000001514 detection method Methods 0.000 claims description 6
- 235000012431 wafers Nutrition 0.000 description 208
- 238000000227 grinding Methods 0.000 description 148
- 229910010271 silicon carbide Inorganic materials 0.000 description 103
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 86
- 239000010410 layer Substances 0.000 description 57
- 238000005755 formation reaction Methods 0.000 description 49
- 239000000853 adhesive Substances 0.000 description 31
- 230000001070 adhesive effect Effects 0.000 description 31
- 238000000926 separation method Methods 0.000 description 27
- 230000008569 process Effects 0.000 description 24
- 238000005520 cutting process Methods 0.000 description 19
- 239000000126 substance Substances 0.000 description 17
- 239000011248 coating agent Substances 0.000 description 16
- 238000000576 coating method Methods 0.000 description 16
- 238000005498 polishing Methods 0.000 description 16
- 238000001816 cooling Methods 0.000 description 14
- 239000012634 fragment Substances 0.000 description 12
- 238000004519 manufacturing process Methods 0.000 description 10
- 238000001878 scanning electron micrograph Methods 0.000 description 10
- 239000012636 effector Substances 0.000 description 9
- 239000007788 liquid Substances 0.000 description 9
- 239000011253 protective coating Substances 0.000 description 9
- 238000010521 absorption reaction Methods 0.000 description 8
- 230000003287 optical effect Effects 0.000 description 8
- 238000004381 surface treatment Methods 0.000 description 8
- 238000005452 bending Methods 0.000 description 6
- 238000001218 confocal laser scanning microscopy Methods 0.000 description 6
- 238000005336 cracking Methods 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- 229910052594 sapphire Inorganic materials 0.000 description 6
- 239000010980 sapphire Substances 0.000 description 6
- 238000010586 diagram Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 238000013532 laser treatment Methods 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- 238000013519 translation Methods 0.000 description 5
- 238000011144 upstream manufacturing Methods 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 241001050985 Disco Species 0.000 description 4
- 230000008859 change Effects 0.000 description 4
- 238000007796 conventional method Methods 0.000 description 4
- 238000000151 deposition Methods 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 238000009499 grossing Methods 0.000 description 4
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- 239000012790 adhesive layer Substances 0.000 description 3
- 230000000712 assembly Effects 0.000 description 3
- 238000000429 assembly Methods 0.000 description 3
- 230000009286 beneficial effect Effects 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 238000004140 cleaning Methods 0.000 description 3
- 238000003776 cleavage reaction Methods 0.000 description 3
- 229910003460 diamond Inorganic materials 0.000 description 3
- 239000010432 diamond Substances 0.000 description 3
- 229920002120 photoresistant polymer Polymers 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 3
- 238000007670 refining Methods 0.000 description 3
- 230000007017 scission Effects 0.000 description 3
- 239000002002 slurry Substances 0.000 description 3
- 229920001169 thermoplastic Polymers 0.000 description 3
- 239000004416 thermosoftening plastic Substances 0.000 description 3
- 238000004026 adhesive bonding Methods 0.000 description 2
- 239000000969 carrier Substances 0.000 description 2
- 239000000110 cooling liquid Substances 0.000 description 2
- 238000012937 correction Methods 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 230000001976 improved effect Effects 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000010348 incorporation Methods 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 230000000670 limiting effect Effects 0.000 description 2
- 238000001465 metallisation Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 150000004767 nitrides Chemical class 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 238000005457 optimization Methods 0.000 description 2
- 230000005693 optoelectronics Effects 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 239000011343 solid material Substances 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- 229910002704 AlGaN Inorganic materials 0.000 description 1
- 101100460704 Aspergillus sp. (strain MF297-2) notI gene Proteins 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- 229910001218 Gallium arsenide Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- XSTXAVWGXDQKEL-UHFFFAOYSA-N Trichloroethylene Chemical group ClC=C(Cl)Cl XSTXAVWGXDQKEL-UHFFFAOYSA-N 0.000 description 1
- 238000002441 X-ray diffraction Methods 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 239000004205 dimethyl polysiloxane Substances 0.000 description 1
- 235000013870 dimethyl polysiloxane Nutrition 0.000 description 1
- 238000003618 dip coating Methods 0.000 description 1
- 239000002019 doping agent Substances 0.000 description 1
- 238000000407 epitaxy Methods 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 230000009969 flowable effect Effects 0.000 description 1
- 238000007710 freezing Methods 0.000 description 1
- 230000008014 freezing Effects 0.000 description 1
- 238000002513 implantation Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 238000005305 interferometry Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000010330 laser marking Methods 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 238000004377 microelectronic Methods 0.000 description 1
- 230000000116 mitigating effect Effects 0.000 description 1
- CXQXSVUQTKDNFP-UHFFFAOYSA-N octamethyltrisiloxane Chemical compound C[Si](C)(C)O[Si](C)(C)O[Si](C)(C)C CXQXSVUQTKDNFP-UHFFFAOYSA-N 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 238000004987 plasma desorption mass spectroscopy Methods 0.000 description 1
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000006748 scratching Methods 0.000 description 1
- 230000002393 scratching effect Effects 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 238000004528 spin coating Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 238000004227 thermal cracking Methods 0.000 description 1
- 238000002604 ultrasonography Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images













































































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/50—Working by transmitting the laser beam through or within the workpiece
- B23K26/53—Working by transmitting the laser beam through or within the workpiece for modifying or reforming the material inside the workpiece, e.g. for producing break initiation cracks
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic Table or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/26—Bombardment with radiation
- H01L21/263—Bombardment with radiation with high-energy radiation
- H01L21/268—Bombardment with radiation with high-energy radiation using electromagnetic radiation, e.g. laser radiation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/02002—Preparing wafers
- H01L21/02005—Preparing bulk and homogeneous wafers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/0006—Working by laser beam, e.g. welding, cutting or boring taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/0093—Working by laser beam, e.g. welding, cutting or boring combined with mechanical machining or metal-working covered by other subclasses than B23K
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/062—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam
- B23K26/0626—Energy control of the laser beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/0665—Shaping the laser beam, e.g. by masks or multi-focusing by beam condensation on the workpiece, e.g. for focusing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/083—Devices involving movement of the workpiece in at least one axial direction
- B23K26/0853—Devices involving movement of the workpiece in at least in two axial directions, e.g. in a plane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/0869—Devices involving movement of the laser head in at least one axial direction
- B23K26/0876—Devices involving movement of the laser head in at least one axial direction in at least two axial directions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/352—Working by laser beam, e.g. welding, cutting or boring for surface treatment
- B23K26/359—Working by laser beam, e.g. welding, cutting or boring for surface treatment by providing a line or line pattern, e.g. a dotted break initiation line
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/60—Preliminary treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0076—Other grinding machines or devices grinding machines comprising two or more grinding tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/04—Lapping machines or devices; Accessories designed for working plane surfaces
- B24B37/042—Lapping machines or devices; Accessories designed for working plane surfaces operating processes therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/04—Lapping machines or devices; Accessories designed for working plane surfaces
- B24B37/07—Lapping machines or devices; Accessories designed for working plane surfaces characterised by the movement of the work or lapping tool
- B24B37/10—Lapping machines or devices; Accessories designed for working plane surfaces characterised by the movement of the work or lapping tool for single side lapping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/20—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground
- B24B7/22—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain
- B24B7/228—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain for grinding thin, brittle parts, e.g. semiconductors, wafers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/02—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground
- B24B9/06—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain
- B24B9/065—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of thin, brittle parts, e.g. semiconductors, wafers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D5/00—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/02002—Preparing wafers
- H01L21/02005—Preparing bulk and homogeneous wafers
- H01L21/02008—Multistep processes
- H01L21/0201—Specific process step
- H01L21/02013—Grinding, lapping
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/02002—Preparing wafers
- H01L21/02005—Preparing bulk and homogeneous wafers
- H01L21/02008—Multistep processes
- H01L21/0201—Specific process step
- H01L21/02021—Edge treatment, chamfering
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic Table or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/30—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26
- H01L21/302—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26 to change their surface-physical characteristics or shape, e.g. etching, polishing, cutting
- H01L21/306—Chemical or electrical treatment, e.g. electrolytic etching
- H01L21/30625—With simultaneous mechanical treatment, e.g. mechanico-chemical polishing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67092—Apparatus for mechanical treatment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67098—Apparatus for thermal treatment
- H01L21/67115—Apparatus for thermal treatment mainly by radiation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/683—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L21/6835—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping using temporarily an auxiliary support
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/683—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L21/6838—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping with gripping and holding devices using a vacuum; Bernoulli devices
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/70—Manufacture or treatment of devices consisting of a plurality of solid state components formed in or on a common substrate or of parts thereof; Manufacture of integrated circuit devices or of parts thereof
- H01L21/77—Manufacture or treatment of devices consisting of a plurality of solid state components or integrated circuits formed in, or on, a common substrate
- H01L21/78—Manufacture or treatment of devices consisting of a plurality of solid state components or integrated circuits formed in, or on, a common substrate with subsequent division of the substrate into plural individual devices
- H01L21/82—Manufacture or treatment of devices consisting of a plurality of solid state components or integrated circuits formed in, or on, a common substrate with subsequent division of the substrate into plural individual devices to produce devices, e.g. integrated circuits, each consisting of a plurality of components
- H01L21/8213—Manufacture or treatment of devices consisting of a plurality of solid state components or integrated circuits formed in, or on, a common substrate with subsequent division of the substrate into plural individual devices to produce devices, e.g. integrated circuits, each consisting of a plurality of components the substrate being a semiconductor, using SiC technology
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L29/00—Semiconductor devices specially adapted for rectifying, amplifying, oscillating or switching and having potential barriers; Capacitors or resistors having potential barriers, e.g. a PN-junction depletion layer or carrier concentration layer; Details of semiconductor bodies or of electrodes thereof ; Multistep manufacturing processes therefor
- H01L29/02—Semiconductor bodies ; Multistep manufacturing processes therefor
- H01L29/12—Semiconductor bodies ; Multistep manufacturing processes therefor characterised by the materials of which they are formed
- H01L29/16—Semiconductor bodies ; Multistep manufacturing processes therefor characterised by the materials of which they are formed including, apart from doping materials or other impurities, only elements of Group IV of the Periodic Table
- H01L29/1608—Silicon carbide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/40—Semiconductor devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26
- B23K2103/56—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26 semiconducting
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Computer Hardware Design (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- High Energy & Nuclear Physics (AREA)
- Toxicology (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- General Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Electromagnetism (AREA)
- Inorganic Chemistry (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Laser Beam Processing (AREA)
Abstract
一种用于处理结晶基材以形成表面下激光损坏的多个图案的方法促进基材的随后的断裂,以产生厚度减小的第一和第二基材部分。多个表面下激光损坏图案的多组平行线可以彼此顺序散布,不同组的至少一些线彼此不交叉。某些实施方式包括具有彼此不平行的平行线组的多个表面下激光损坏图案,但每条线在垂直于基材的材料的六方晶体结构的<1120>方向的±5度内。进一步的方法包括形成以基材内的不同深度为中心的初始和随后的表面下激光损坏图案,其中激光损坏图案是对齐的并具有重叠的竖直范围。
Description
相关申请的引证
本申请要求于2019年2月12日提交的美国专利申请号16/274064、于2019年2月8日提交的美国临时专利申请号62/803340和于2018年12月29日提交的美国临时专利申请号62/786333的优先权,其中前述申请的全部公开内容通过引证结合在此。
技术领域:
本公开涉及用于处理结晶材料的方法,更具体地涉及用于从基质(如晶锭或晶片)分割或去除相对薄的结晶材料层的激光辅助方法。
背景技术
各种微电子、光电和微制造应用需要薄结晶材料层作为用于制造各种有用系统的起始结构。用于从结晶材料的大直径结晶锭切割薄层(例如晶片)的传统方法涉及使用线锯。线锯切割技术已经应用于各种结晶材料,如硅、蓝宝石和碳化硅。线锯切割工具包括通过一个或多个导辊的凹槽的超细钢丝(通常具有0.2mm或更小的直径)。存在两种切片方法,即松散目切片和固定目切片。松散目切片涉及将浆料(通常是目在油中的悬浮液)施加到高速运行的钢丝上,由此钢丝与工件之间的目的滚动导致锭的切割。不幸的是,浆料受环境的影响是相当大的。为了减少这种影响,固定有金刚石目的线可以用于仅需要水溶性冷却剂液体(不是浆料)的固定目切片方法中。高效率的平行切片允许在单个切片过程中生产大量的晶片。图1示出了传统的线锯切割工具1,其包括在辊4A-4C之间延伸并布置成将锭2同时锯成多个薄段(例如晶片8A-8G)的平行线段3,每个薄段具有基本上平行于锭2的端面6的面。在锯切过程期间,可以在向下方向5上朝向锭2下面的支架7压制由辊4A-4C支撑的线材部分3。如果端面6平行于锭2的结晶c平面,并且线段3平行于端面6锯穿锭2,则每个所得晶片8A-8G将具有平行于结晶c平面的“同轴”端面6’。
还可以生产具有不平行于结晶c平面的端面的相邻(也称为斜切(offcut)或“离轴”)晶片。具有4度斜切的相邻晶片(例如SiC的)经常被用作用于其他材料(例如AlN和其他III族氮化物)的高质量外延生长的生长基材。可以通过在远离c轴的方向上生长锭(例如在相邻晶种材料上生长)并垂直于锭侧壁锯切锭来生产相邻晶片,或通过以同轴晶种材料开始生长锭并以偏离垂直于锭侧壁的角度锯切锭来生产相邻晶片。
半导体材料的线锯切割涉及各种限制。基于每次切割去除的材料的宽度的切口损失是锯切割固有的,并且代表半导体材料的显著损失。线锯切割向晶片施加适度高的应力,导致非零的弯曲和翘曲特性。单个晶锭(或锭)的处理时间非常长,并且像丝线断裂的事件可能增加处理时间并且导致不希望的材料损失。晶片强度可通过在晶片的切割表面上剥落和断裂而降低。在线锯切割过程结束时,必须清除所得晶片上的碎屑。
在具有高耐磨性(以及与金刚石和氮化硼相当的硬度)的碳化硅(SiC)的情况下,线锯可能需要大量的时间和资源,从而需要大量的生产成本。SiC基材使得能够制造期望功率的电子、射频和光电子器件。SiC存在于被称为多型体的许多不同的晶体结构中,其中某些多型体(例如4H-SiC和6H-SIC)具有六方晶体结构。
图2是示出了如4H-SiC的六方晶体的坐标系的第一透视图晶体平面图,其中c平面((0001)平面,对应于外延结晶生长的[0001](竖直)方向)垂直于m平面( 平面)和a平面(
平面)和a平面( 平面),
平面), 平面垂直于
平面垂直于 方向,
方向, 平面垂直于
平面垂直于 方向。图3是六方晶体的第二透视图晶体平面图,示出不平行于c平面的相邻平面9,其中向量10(与相邻平面9垂直)以(略微)朝向
方向。图3是六方晶体的第二透视图晶体平面图,示出不平行于c平面的相邻平面9,其中向量10(与相邻平面9垂直)以(略微)朝向 方向倾斜的倾角β远离[0001]方向倾斜。图4A是示出相邻晶片11A相对于c平面((0001)平面)的取向的透视图晶片取向图,其中向量10A(与晶片面9A垂直)以[0001]方向倾斜了倾角β。该倾角β与在(0001)平面和晶片面9A的投影12A之间跨越的正交的倾斜(或偏向角)β相等。图4B是叠置在从中限定相邻晶片11A的锭14A(例如具有平行于(0001)平面的端面6A的同轴锭)的一部分上的相邻晶片11A的简化横截面图。图4B示出相邻晶片11A的晶片面9A相对于(0001)平面错开倾角β。
方向倾斜的倾角β远离[0001]方向倾斜。图4A是示出相邻晶片11A相对于c平面((0001)平面)的取向的透视图晶片取向图,其中向量10A(与晶片面9A垂直)以[0001]方向倾斜了倾角β。该倾角β与在(0001)平面和晶片面9A的投影12A之间跨越的正交的倾斜(或偏向角)β相等。图4B是叠置在从中限定相邻晶片11A的锭14A(例如具有平行于(0001)平面的端面6A的同轴锭)的一部分上的相邻晶片11A的简化横截面图。图4B示出相邻晶片11A的晶片面9A相对于(0001)平面错开倾角β。
图5是示例性SiC晶片25的俯视平面图,其包括上面26(例如平行于(0001)平面(c-平面)并且垂直于[0001]方向)并且由大致圆形边缘27(具有直径D)横向地界定,该大致圆形的边缘包括垂直于 平面并且平行于
平面并且平行于 方向的主平坦部28(具有长度LF)。SiC晶片可以包括与c平面不对准(例如相对于c平面以倾角离轴)的外表面。
方向的主平坦部28(具有长度LF)。SiC晶片可以包括与c平面不对准(例如相对于c平面以倾角离轴)的外表面。
由于与制造和处理SiC有关的困难,SiC器件晶片相对于各种其他半导体材料的晶片成本高。从线锯切割SiC获得的典型切口损失可以是每个晶片大约250微米或更大,考虑到由线锯切割过程产生的晶片可以是大约350微米厚并随后变薄(通过研磨)至大约100至180微米的最终厚度(取决于最终用途),这是相当显著的。根据线锯切割和器件制造问题,将晶片切成薄于约350微米是不切实际的。
为了寻求解决与线锯切割有关的限制,已经开发了用于从块状晶体去除半导体材料薄层的替代技术。在Kim等人的“4H-SiC wafer slicing by using femtosecond laserdouble pulses,”Optical Materials Express 2450,vol.7,no.7(2017)中描述了涉及从较大晶体中去除碳化硅层的技术。这种技术涉及通过在碳化硅上冲击激光脉冲以引起表面下损坏来形成激光写入的轨迹,随后将晶体粘附到锁定夹具并施加张力以实现沿着表面下损坏区的断裂。使用激光来弱化材料中的特定区域,随后在这些区域之间断裂减少了激光扫描时间。
Disco Corporation的美国专利号9925619公开了另一种涉及形成激光表面下损坏的分离技术。通过在向前路径中移动SiC锭,标引激光的焦点,然后在向后路径中移动锭,标引激光的焦点等,形成激光表面下损坏线。激光表面下损坏的形成在锭内产生平行于c平面延伸的内部裂纹,并且对锭施加超声波振动以引入断裂。
Disco Corporation的美国专利号10155323公开了涉及形成激光表面下损坏的类似分离技术。向SiC锭供给脉冲激光束,以在进料方向上以80%的重叠率形成各自具有17微米直径的多个连续改性部分,并且标引激光的焦点,其中交替执行改性部分形成步骤和标引步骤以产生分离层,其中在标引方向上彼此相邻的裂纹相连。之后,对锭施加超声波振动以引入断裂。
Siltectra GmbH的美国专利申请公开号2018/0126484A1公开了用于从块状晶体去除半导体材料薄层的另一技术。将激光辐射照射在固态材料上以产生分离区或多个部分分离区,随后形成聚合物接收层(例如PDMS)并且冷却(可选地与高速旋转结合)以诱发机械应力,该机械应力使得固态材料的薄层沿着分离区与材料的剩余部分分离。
在半导体材料中形成激光表面下损坏的工具是本领域已知的,并且可从如DiscoCorporation(Tokyo,Japan)的各种供应商商购获得。这种工具允许激光发射聚焦在结晶基材的内部,并且使得激光能够相对于基材横向移动。典型的激光损坏图案包括形成平行线,所述平行线在结晶材料基材内的深度处相对于彼此横向间隔开。可以调整如聚焦深度、激光功率、平移速度等参数以赋予激光损坏,但是某些因素的调整涉及折衷。增加激光功率倾向于赋予更大的表面下损坏,这可能增加易断裂性(例如通过减小完成断裂所需的应力),但是更大的表面下损坏增加了沿着通过断裂暴露的表面的表面不规则性,使得可能需要额外的处理来使得此类表面足够光滑以用于随后的加工(例如用于结合到电子器件中)。减小表面下激光损坏线之间的横向间距还可能增加易断裂性,但减小激光损坏线之间的间距增加基材和激光之间的平移通过的数量,从而降低工具产量。此外,通过激光处理获得的结果可以在基材内变化,这取决于在特定垂直位置处的横向或径向位置,和/或取决于基材表面相对于其作为锭的一部分的原始生长位置的垂直位置。
因此,本领域继续寻求改进的激光辅助方法,用于从基材分离或去除相对薄的结晶(例如半导体)材料层,以解决与传统方法相关的问题。
发明内容
本公开在各方面中涉及用于处理结晶材料基材以在结晶材料的区域中形成多个表面下激光损坏部位以促进基材的随后的断裂以得到第一和第二结晶材料部分的方法。表面下激光损坏的形成分布在结晶材料的多个非重叠区域中。例如,可以在结晶材料的非重叠的第一和第二区域中形成第一组表面下激光损坏部位。其后,可以在结晶材料的相同的非重叠的第一和第二区域内形成第二组表面下激光损坏部位,其中第二组表面下激光损坏部位的至少一些(或全部)部位不与第一组表面下激光损坏部位的部位交叉。其他组的表面下激光损坏部位可以分布在结晶材料的相同的不重叠的第一和第二区域中,直到形成所需量的表面下激光损坏。已经发现,通过以这种方式分布表面下激光损坏,可以增加相邻表面下激光损坏部位之间的间距(并且如果这种区域间隔开,可以增加非重叠区域之间的间距),并且可能需要较少的表面下激光损坏来分离结晶材料,从而能够增加激光工具产量并降低切口损失。
在某些实施方式中,每组表面下激光损坏部位为多条平行线的形式,并且结晶材料的非重叠区域中的每组平行线形成表面下激光损坏图案。在某些实施方式中,多个(例如第一和第二、第一至第三等)表面下激光损坏图案的多条(例如第一和第二、第一至第三等)基本上平行的线是散布的。在某些实施方式中,第二多条基本上平行的线中的至少一些线不与第一多条基本上平行的线中的任何线交叉。某些实施方式涉及在包含六方晶体结构的结晶材料的基材中形成各自包含多条基本上平行的线的初始的表面下激光损坏图案和随后的表面下激光损坏图案,其中每条线在垂直于六方晶体结构的 方向的±5度内,以及最初的多条基本上平行的线中的线和随后的的多条基本上平行的线中的线不平行。进一步的实施方式涉及在结晶材料的多个区域的每个区域中形成第一多个表面下激光损坏区,以及在结晶材料的多个区域的每个区域中形成第二多个表面下激光损坏区,其中第一多个表面下损坏区的至少一些区域不与第二多个表面下损坏区的区域交叉。其他实施方式涉及横跨多个区域的每个区域顺序地形成第一和第二多个表面下激光损坏区以形成散布的表面下激光损坏区,其中第一多个表面下激光损坏区的至少一些区域不与第二多个表面下激光损坏区的区域交叉。还进一步的实施方式涉及形成基本以基材的结晶材料内部的初始深度为中心的初始的表面下激光损坏图案,和形成基本以基材内的随后的深度为中心的随后的表面下激光损坏图案,其中随后的深度不同于初始深度,随后的表面下激光损坏图案基本上与初始的表面下激光损坏图案对准,并且初始的和表面下激光损坏图案的至少部分的竖直范围重叠。前述方法中的每一种可以促进结晶材料基材的随后的断裂。其他方法涉及用多个研磨步骤处理结晶材料以去除表面下损坏和边缘研磨以赋予斜面或圆形的边缘轮廓,其中选择研磨步骤的顺序和/或使用保护性表面涂层来降低在边缘研磨之后赋予其他表面损坏的可能性并使晶片准备用于化学机械平坦化。此外,材料处理设备包括激光处理台、断裂台、平行设置在断裂台下游的多个粗磨台和设置在多个粗磨台下游的至少一个细磨台。
方向的±5度内,以及最初的多条基本上平行的线中的线和随后的的多条基本上平行的线中的线不平行。进一步的实施方式涉及在结晶材料的多个区域的每个区域中形成第一多个表面下激光损坏区,以及在结晶材料的多个区域的每个区域中形成第二多个表面下激光损坏区,其中第一多个表面下损坏区的至少一些区域不与第二多个表面下损坏区的区域交叉。其他实施方式涉及横跨多个区域的每个区域顺序地形成第一和第二多个表面下激光损坏区以形成散布的表面下激光损坏区,其中第一多个表面下激光损坏区的至少一些区域不与第二多个表面下激光损坏区的区域交叉。还进一步的实施方式涉及形成基本以基材的结晶材料内部的初始深度为中心的初始的表面下激光损坏图案,和形成基本以基材内的随后的深度为中心的随后的表面下激光损坏图案,其中随后的深度不同于初始深度,随后的表面下激光损坏图案基本上与初始的表面下激光损坏图案对准,并且初始的和表面下激光损坏图案的至少部分的竖直范围重叠。前述方法中的每一种可以促进结晶材料基材的随后的断裂。其他方法涉及用多个研磨步骤处理结晶材料以去除表面下损坏和边缘研磨以赋予斜面或圆形的边缘轮廓,其中选择研磨步骤的顺序和/或使用保护性表面涂层来降低在边缘研磨之后赋予其他表面损坏的可能性并使晶片准备用于化学机械平坦化。此外,材料处理设备包括激光处理台、断裂台、平行设置在断裂台下游的多个粗磨台和设置在多个粗磨台下游的至少一个细磨台。
在一个方面,本公开涉及结晶材料处理方法,包括提供聚焦在基材的结晶材料的内部的激光发射,以及进行激光和基材之间的相对横向移动,以形成具有第一表面下激光损坏图案的表面下激光损坏,该第一表面下激光损坏图案包括第一多条基本上平行的线。方法进一步包括在形成第一表面下激光损坏图案之后,提供聚焦在结晶材料的内部的激光发射,以及进行激光和基材之间的相对横向移动,以形成具有第二表面下激光损坏图案的表面下激光损坏,该第二表面下激光损坏图案包括第二多条基本上平行的线。第一表面下激光损坏图案在结晶材料的内部形成从第一多条基本上平行的线中的线横向向外扩展的第一多个裂纹,并且第二表面下激光损坏图案在结晶材料的内部形成从第二多条基本上平行的线中的线横向向外扩展的第二多个裂纹。根据此方法,第二多条基本上平行的线中的线在第一多条基本上平行的线中的线之间交错,且第二多条基本上平行的线中的至少一些线不与第一多条基本上平行的线中的任何线交叉。
在某些实施方式中,第二多条基本上平行的线中的每条线不与第一多条基本上平行的线中的任何线交叉。
在某些实施方式中,第二多条基本上平行的线中的每条线布置在第一多条基本上平行的线中的不同对的相邻线之间。
在某些实施方式中,结晶材料包括六方晶体结构;以及第一多条基本上平行的线的每条线和第二多条基本上平行的线的每条线在垂直于六方晶体结构的 方向的±5度内并且基本平行于基材的表面。
方向的±5度内并且基本平行于基材的表面。
在某些实施方式中,第一多条基本上平行的线中的至少一些线之间的间隔与第二多条基本上平行的线中的至少一些线之间的间隔基本上相同。
在某些实施方式中,第二多条基本上平行的线中的每条线不与第一多条基本上平行的线中的任何线交叉。
在某些实施方式中,方法进一步包括在形成第一表面下激光损坏图案和第二表面下激光损坏图案之后,提供聚焦在结晶材料的内部的激光发射,以及进行激光和基材之间的相对横向移动,以形成具有第三表面下激光损坏图案的表面下激光损坏,该第三表面下激光损坏图案包括第三多条基本上平行的线。根据此方法,第三多条基本上平行的线中的线在第一多条基本上平行的线和第二多条基本上平行的线中的线之间散布或交错。
在某些实施方式中,第三多条基本上平行的线中的每条线布置在第一多条基本上平行的线中的一条线与第二多条基本上平行的线中的一条线之间。
在某些实施方式中,在基材内部内的激光发射的聚焦深度在第一、第二和第三表面下激光损坏图案的至少两个之间相差约2微米至约5微米范围内的距离。
在某些实施方式中,第一表面下激光损坏图案包括在结晶材料的内部从第一多条基本上平行的线中的线横向向外扩展的第一多个裂纹;第二表面下激光损坏图案包括在结晶材料的内部从第二多条基本上平行的线中的线横向向外扩展的第二多个裂纹,并且第二多个裂纹与第一多个裂纹不连接;以及第三表面下激光损坏图案包括在结晶材料的内部从第三多条基本上平行的线中的线横向向外扩展的第三多个裂纹,其中第三多个裂纹中的至少一些裂纹与第一多个裂纹中的至少一些裂纹连接,并且与第二多个裂纹中的至少一些裂纹连接。
在某些实施方式中,第三多条基本上平行的线的每条线布置在第一多条基本上平行的线的对应线和第二多条基本上平行的线的对应线之间以形成三线组,使得第一、第二和第三表面下激光损坏图案组合形成多个三线组;以及对于多个三线组中的一个或多个三线组,三线组通过组间间隔与至少一个相邻的三线组分离,该组间间隔超过一个或多个三线组中的任意两条相邻线之间的间隔。
在某些实施方式中,方法进一步包括在形成第一、第二和第三表面下激光损坏图案之后,提供聚焦在结晶材料的内部的激光发射,以及进行激光和基材之间的相对横向移动,以形成具有第四表面下激光损坏图案的表面下激光损坏,所述第四表面下激光损坏图案包括第四多条基本上平行的线;其中第四多条基本上平行的线中的线在所述第一、第二和第三多条基本上平行的线中的线之间散布或交错。
在某些实施方式中,结晶材料包括六方晶体结构;以及第一多条基本上平行的线的每条线、第二多条基本上平行的线的每条线、第三多条基本上平行的线的每条线以约1度至约5度范围内的角度偏离垂直于六方晶体结构的 方向,同时基本平行于基材的表面。
方向,同时基本平行于基材的表面。
在某些实施方式中,在形成第一表面下激光损坏图案和第二表面下激光损坏图案期间,在基材的内部内的激光发射的聚焦深度基本相同。
在某些实施方式中,第一多条基本上平行的线中的至少一些线在结晶材料的内部内与第二多条基本上平行的线中的至少一些线基本上在相同的深度处布置。
在某些实施方式中,方法进一步包括:检测指示结晶材料在基材的至少一部分表面上的非均匀掺杂的条件的存在,该非均匀掺杂包括至少一个第一掺杂区和至少一个第二掺杂区;以及响应于指示结晶材料的非均匀掺杂的条件的检测,在形成第一表面下激光损坏图案和第二表面下激光损坏图案期间,改变激光功率以在第一掺杂区中形成表面下激光损坏时以第一平均功率提供激光发射,并在第二掺杂区中形成表面下激光损坏时以第二平均功率提供激光发射。
在某些实施方式中,方法进一步包括进行第一、第二或第三表面下激光损坏图案中至少一个的重复进程,包括提供聚焦在结晶材料的内部的激光发射,以形成与第一、第二或第三表面下激光损坏图案中的至少一个对齐的重复表面下激光损坏图案,其中重复表面下损坏图案的中心在与第一、第二或第三表面下激光损坏图案中的至少一个不同的相对于结晶材料表面的深度处。
在某些实施方式中,结晶材料包括单晶半导体材料。
在某些实施方式中,其中第一多条基本上平行的线中的线与第二多条基本上平行的线中的线不平行,以及第二多条基本上平行的线中的线的角度方向与第一多条基本上平行的线中的线的角度方向相差不超过10度。
在某些实施方式中,方法进一步包括基本上沿着第一表面下激光损坏图案和第二表面下激光损坏图案中的至少一个或在它们之间断裂结晶材料,以产生第一和第二结晶材料部分,其各自具有相对于基材减小的厚度,但与基材具有基本相同的长度和宽度。
在某些实施方式中,第一结晶材料部分或第二结晶材料部分中的至少一个包括独立式(free-standing)晶片,配置为用于在其上生长至少一个外延层。在某些实施方式中,第一结晶材料部分或第二结晶材料部分中的一个包括器件晶片,包括生长在其上的至少一个外延层。
在另一方面中,本公开涉及结晶材料处理方法,包括:提供聚焦在结晶材料的基材的内部中的激光发射,以及进行激光与基材之间的相对横向移动,以形成具有初始的表面下激光损坏图案的表面下激光损坏,该初始的表面下激光损坏图案包括初始的多条基本上平行的线;以及提供聚焦在基材的内部的激光发射,以及实现激光和基材之间的相对横向移动,以形成表面下激光损坏,所述表面下激光损坏具有包括随后的多条基本上平行的线的随后的表面下激光损坏图案。根据此方法,初始的多条基本上平行的线中的线不平行于随后的多条基本上平行的线中的线;随后的多条基本上平行的线中的线的角度方向与初始的多条基本上平行的线中的线的角度方向的差异不超过10度;且随后的多条基本上平行的线中的至少一些线不与初始的多条基本上平行的线中的任何线交叉。
在某些实施方式中,随后的多条基本上平行的线中的每条线不与初始的多条基本上平行的线中的任何线交叉。
在某些实施方式中,随后的多条基本上平行的线中的每条线布置在初始的多条基本上平行的线中的不同对相邻线之间。
在某些实施方式中,结晶材料包括六方晶体结构,初始的多条基本上平行的线中的每条线和随后的多条基本上平行的线中的每条线在垂直于六方晶体结构的 方向的±5度内,并且基本上平行于基材的表面。
方向的±5度内,并且基本上平行于基材的表面。
在某些实施方式中,随后的多条基本上平行的线中的线散布或交错在初始的多条基本上平行的线中的线之间,随后的多条基本上平行的线中的每条线布置在初始的多条基本上平行的线中的不同对的相邻线之间。
在某些实施方式中,随后的多条基本上平行的线中的一条或多条线与初始的多条基本上平行的线中的一条或多条线交叉。
在某些实施方式中,初始的表面下激光损坏图案包括第一表面下激光损坏图案和第二表面下激光损坏图案,第一表面下激光损坏图案包括第一多条基本上平行的线,第二表面下激光损坏图案包括第二多条基本上平行的线;随后的激光损坏图案体现为第三表面下激光损坏图案;且第三多条基本上平行的线中的线在第一多条基本上平行的线和第二多条基本上平行的线中的线之间散布或交错,第三多条基本上平行的线中的每条线布置在第一多条基本上平行的线中的一条线与第二多条基本上平行的线中的一条线之间。
在某些实施方式中,第一多条基本上平行的线中的每条线与第二多条基本上平行的线中的最近的线分隔至少100微米。
在某些实施方式中,在基材的内部内的激光发射的聚焦深度在第一、第二和第三表面下激光损坏图案的至少两个之中相差约2微米至约5微米范围的距离。
在某些实施方式中,第一表面下激光损坏图案包括在结晶材料的内部从第一多条基本上平行的线中的线横向向外扩展的第一多个裂纹;第二表面下激光损坏图案包括在结晶材料的内部从第二多条基本上平行的线中的线横向向外扩展的第二多个裂纹,并且第二多个裂纹与第一多个裂纹不连接;以及第三表面下激光损坏图案包括在结晶材料的内部从第三多条基本上平行的线中的线横向向外扩展的第三多个裂纹,其中第三多个裂纹中的至少一些裂纹与第一多个裂纹中的至少一些裂纹连接,并且与第二多个裂纹中的至少一些裂纹连接。
在某些实施方式中,在形成初始的表面下激光损坏图案和随后的表面下激光损坏图案期间,在基材的内部内的激光发射的聚焦深度基本相同。
在某些实施方式中,方法进一步包括:检测指示结晶材料在基材的至少一部分表面上的非均匀掺杂的条件的存在,该非均匀掺杂包括至少一个第一掺杂区和至少一个第二掺杂区;以及响应于指示结晶材料的非均匀掺杂的条件的检测,在形成初始的表面下激光损坏图案和随后的表面下激光损坏图案期间,改变激光功率以在第一掺杂区中形成表面下激光损坏时以第一平均功率提供激光发射,并在第二掺杂区中形成表面下激光损坏时以第二平均功率提供激光发射。
在某些实施方式中,结晶材料包括单晶半导体材料。
在某些实施方式中,方法进一步包括基本上沿着初始的表面下激光损坏图案和随后的表面下激光损坏图案中的至少一个或在其之间断裂结晶材料,以产生第一和第二结晶材料部分,其各自具有相对于基材减小的厚度,但与基材具有基本相同的长度和宽度。
在某些实施方式中,第一结晶材料部分或第二结晶材料部分中的至少一个包括独立式晶片,其配置为用于在其上生长至少一个外延层。在某些实施方式中,第一结晶材料部分或第二结晶材料部分中的一个包括器件晶片,其包括生长在其上的至少一个外延层。
在另一方面,本公开涉及结晶材料处理方法,包括:提供聚焦到基材的结晶材料的内部的初始深度的激光发射,以及进行激光器和基材之间的相对横向移动,以形成表面下激光损坏,该表面下激光损坏具有基本上以内部初始深度为中心的初始的第一表面下激光损坏图案;以及提供聚焦在结晶材料的内部的随后的位置的激光发射,并进行激光与基材之间的相对横向移动,以形成表面下激光损坏,该表面下激光损坏具有基本上以内部的随后的深度为中心的随后的激光损坏图案,其中随后的深度不同于初始深度,随后的表面下激光损坏图案基本上与初始的表面下激光损坏图案对准,并且初始的表面下激光损坏图案的至少一部分表面下激光损坏的竖直范围与随后的表面下激光损坏图案的至少一部分表面下激光损坏的竖直范围重叠。
在某些实施方式中,初始深度与随后的深度之间的差在约2微米至约5微米的范围内。
在某些实施方式中,结晶材料包括六方晶体结构,初始的表面下激光损坏图案包括初始的多条基本上平行的线;第二表面下激光损坏图案包括随后的多条基本上平行的线;以及初始的多条基本上平行的线中的每条线和随后的多条基本上平行的线中的每条线在垂直于六方晶体结构的 方向的±5度内且基本平行于基材的表面。
方向的±5度内且基本平行于基材的表面。
在某些实施方式中,随后的多条基本上平行的线中的线相对于初始的多条基本上平行的线中的线是非交叉的。
在某些实施方式中,随后的多条基本上平行的线中的一条或多条线与初始的多条基本上平行的线中的一条或多条线交叉。
在某些实施方式中,初始的表面下激光损坏图案和随后的激光损坏图案中的每一个包括第一表面下激光损坏图案和第二表面下激光损坏图案,第一表面下激光损坏图案包括第一多条基本上平行的线,第二表面下激光损坏图案包括第二多条基本上平行的线;并且第一多条基本上平行的线中的线与第二多条基本上平行的线中的线不平行。
在某些实施方式中,第一多条基本上平行的线中的每条线与第二多条基本上平行的线中的最近线分隔至少100微米。
在某些实施方式中,方法进一步包括:检测指示结晶材料在基材的至少一部分表面上的非均匀掺杂的条件的存在,该非均匀掺杂包括至少一个第一掺杂区和至少一个第二掺杂区;以及响应于指示结晶材料的非均匀掺杂的条件的检测,在形成初始的表面下激光损坏图案和随后的表面下激光损坏图案期间,改变激光功率以在第一掺杂区中形成表面下激光损坏时以第一平均功率提供激光发射,并在第二掺杂区中形成表面下激光损坏时以第二平均功率提供激光发射。
在某些实施方式中,初始的表面下激光损坏图案包括初始的多条基本上平行的线;第二表面下激光损坏图案包括随后的多条基本上平行的线;初始的多条基本上平行的线中的线不平行于随后的多条基本上平行的线中的线;且随后的多条基本上平行的线中的任一条线不与初始的多条基本上平行的线中的线分开超过10度取向。
在某些实施方式中,方法进一步包括基本上沿着初始深度和随后深度中的至少一个或在初始深度和随后深度之间断裂结晶材料,以产生第一和第二结晶材料部分,其各自具有相对于基材减小的厚度,但是具有与基材基本上相同的长度和宽度。
在某些实施方式中,第一结晶材料部分或第二结晶材料部分中的至少一个包括独立式晶片,其配置为用于在其上生长至少一个外延层。在某些实施方式中,第一结晶材料部分或第二结晶材料部分中的一个包括器件晶片,其包括生长在其上的至少一个外延层。
在另一方面,本公开涉及用于处理结晶材料的方法,结晶材料包括相对于彼此不重叠的多个区域,方法包括:在结晶材料的多个区域中的每个区域中形成第一多个表面下激光损坏区;以及在结晶材料的多个区域的每个区域中形成第二多个表面下激光损坏区,其中第一多个表面下激光损坏区中的至少一些表面下激光损坏区不与第二多个表面下激光损坏区中的表面下激光损坏区交叉。第一多个表面下激光损坏区包括第一多条基本上平行的线,第二多个表面下激光损坏区包括第二多条基本上平行的线。方法进一步包括重复形成在结晶材料的多个区域的每个区域中的第一多个或第二多个表面下激光损坏区的至少一个,包括提供聚焦在结晶材料的内部的激光发射,以形成与第一多个或第二多个表面下激光损坏区的至少一个对齐的重复表面下激光损坏区,其中重复表面下损坏区以与第一多个或第二多个激光损坏区中的至少一个不同的相对于结晶材料表面的深度为中心。
在某些实施方式中,第二多条基本上平行的线中的每条线不与第一多条基本上平行的线中的任何线交叉。在某些实施方式中,第二多条基本上平行的线中的每条线布置在第一多条基本上平行的线中的不同对相邻线之间。
在某些实施方式中,第一多条基本上平行的线中的至少一些线之间的间隔与第二多条基本上平行的线中的至少一些线之间的间隔基本上相同。
在某些实施方式中,结晶材料包括六方晶体结构;并且第一多条基本上平行的线的每条线和第二多条基本上平行的线的每条线在垂直于六方晶体结构的 方向的±5度内并且基本平行于结晶材料的平坦表面。
方向的±5度内并且基本平行于结晶材料的平坦表面。
在某些实施方式中,方法进一步包括在形成第一多个表面下激光损坏区和第二表面下激光损坏区之后,在结晶材料的多个区域的每个区域中形成第三多个表面下激光损坏区。
在某些实施方式中,第一多个表面下激光损坏区包括第一多条基本上平行的线;第二多个表面下激光损坏区包括第二多条基本上平行的线;第三多个表面下激光损坏区包括第三多条基本上平行的线;且第三多条基本上平行的线中的至少一些线散布在第一多条基本上平行的线和第二多条基本上平行的线中的线之间。
在某些实施方式中,方法进一步包括重复形成第一、第二或第三表面下激光损坏区中的至少一个以形成与第一、第二或第三表面下激光损坏图案中的至少一个对齐的重复表面下激光损坏区,其中重复表面下损坏区以与第一、第二或第三表面下激光损坏图案中的至少一个不同的相对于结晶材料的表面的深度为中心。
在某些实施方式中,每个激光损坏区基本上从结晶材料的一个横向边界延伸到结晶材料的另一个横向边界。
在某些实施方式中,该多个区域包括至少三个区域。
在某些实施方式中,结晶材料包括单晶半导体材料。
在某些实施方式中,结晶材料包括基材,以及方法进一步包括基本上沿着第一多个表面下激光损坏区和第二多个表面下激光损坏区中的至少一个或在第一多个表面下激光损坏区和第二多个表面下激光损坏区之间断裂结晶材料,以产生第一和第二结晶材料部分,第一和第二结晶材料部分的每一个相对于基材具有减小的厚度,但具有与基材基本上相同的长度和宽度。
在某些实施方式中,第一结晶材料部分或第二结晶材料部分中的至少一个包括独立式晶片,其配置为用于在其上生长至少一个外延层。
在某些实施方式中,第一结晶材料部分或第二结晶材料部分中的一个包括器件晶片,其包括生长在其上的至少一个外延层。
在另一方面,本公开涉及用于处理结晶材料的方法,结晶材料包括相对于彼此不重叠的多个区域,方法包括:在多个区域中的每个区域上依次形成第一和第二多个表面下激光损坏区,以形成散布的表面下激光损坏区,其中第一多个表面下激光损坏区中的至少一些表面下激光损坏区不与第二多个表面下激光损坏区中的表面下激光损坏区交叉。方法进一步包括在形成第一多个表面下激光损坏区和第二多个表面下激光损坏区之后,在结晶材料的多个区域的每个区域中形成第三多个表面下激光损坏区。
第三多个表面下激光损坏区包括第三多条基本上平行的线,并且第三多条基本上平行的线中的至少一些线散布在第一多条基本上平行的线和第二多条基本上平行的线中的线之间。第三多条基本上平行的线中的至少一些线散布在第一多条基本上平行的线和第二多条基本上平行的线中的线之间。
在某些实施方式中,第一多个表面下激光损坏区包括第一多个基本上平行的线,以及第二多个表面下激光损坏区包括第二多个基本上平行的线。
在某些实施方式中,第二多条基本上平行的线中的每条线不与第一多条基本上平行的线中的任何线交叉。
在某些实施方式中,第二多条基本上平行的线中的每条线布置在第一多条基本上平行的线中的不同对的相邻线之间。
在某些实施方式中,第一多条基本上平行的线中的至少一些线之间的间隔与第二多条基本上平行的线中的至少一些线之间的间隔基本上相同。
在某些实施方式中,结晶材料包括六方晶体结构;以及第一多条基本上平行的线的每条线和第二多条基本上平行的线的每条线在垂直于六方晶体结构的 方向的±5度内并且基本平行于结晶材料的平坦表面。
方向的±5度内并且基本平行于结晶材料的平坦表面。
在某些实施方式中,方法进一步包括在形成第一多个表面下激光损坏区和第二多个表面下激光损坏区之后,在结晶材料的多个区域的每个区域中形成第三多个表面下激光损坏区。
在某些实施方式中,第一多个表面下激光损坏区包括第一多条基本上平行的线;第二多个表面下激光损坏区包括第二多条基本上平行的线;第三多个表面下激光损坏区包括第三多条基本上平行的线;且第三多条基本上平行的线中的至少一些线散布在第一多条基本上平行的线和第二多条基本上平行的线中的线之间。
在某些实施方式中,方法进一步包括重复形成第一、第二或第三表面下激光损坏区中的至少一个以形成与第一、第二或第三表面下激光损坏图案中的至少一个对齐的重复表面下激光损坏区,其中重复表面下损坏区以与第一、第二或第三表面下激光损坏图案中的至少一个不同的相对于结晶材料表面的深度为中心。
在某些实施方式中,每个激光损坏区基本上从结晶材料的一个横向边界延伸到结晶材料的另一个横向边界。
在某些实施方式中,多个区域包括至少三个区域。
在某些实施方式中,结晶材料包括单晶半导体材料。
在某些实施方式中,结晶材料包括基材,以及方法进一步包括基本上沿着第一多个表面下激光损坏区和第二多个表面下激光损坏区中的至少一个或在第一多个表面下激光损坏区和第二多个表面下激光损坏区之间断裂结晶材料,以产生第一和第二结晶材料部分,第一和第二结晶材料部分的每一个相对于基材具有减小的厚度,但具有与基材基本上相同的长度和宽度。
在某些实施方式中,第一结晶材料部分或第二结晶材料部分中的至少一个包括独立式晶片,其配置为用于在其上生长至少一个外延层。
在某些实施方式中,第一结晶材料部分或第二结晶材料部分中的一个包括器件晶片,其包括生长在其上的至少一个外延层。
在另一个方面,本公开涉及用于处理结晶材料晶片的方法,结晶材料晶片包括在其上具有表面损坏的第一表面,第一表面由边缘界定,方法包括:用至少一个第一研磨设备研磨第一表面以去除表面损坏的第一部分;在用至少一个第一研磨设备研磨第一表面之后,对边缘进行边缘研磨以形成斜面或圆形的边缘轮廓;以及在边缘研磨之后,用至少一个第二研磨设备研磨第一表面,以去除表面损坏的第二部分,该第二部分足以使第一表面适于通过化学机械平坦化进行进一步处理。
在某些实施方式中,方法进一步包括在用至少一个第二研磨设备研磨第一表面之后,通过化学机械平坦化处理第一表面,以使第一表面在其上外延生长一层或多层半导体材料。
在某些实施方式中,至少一个第一研磨设备包括具有小于5000目(例如1000目、1400目、2000目、3000目、4000目等)的研磨表面的至少一个研磨轮,并且至少一个第二研磨设备包括具有至少5000目(例如5000目、7000目、8000目、10000目、15000目、20000目、25000目、30000目等)的研磨表面的至少一个研磨轮。
在某些实施方式中,用至少一个第一研磨设备研磨第一表面包括去除20微米至100微米(例如20微米至80微米、40微米至80微米、40微米至60微米等)厚度的结晶材料,以及用至少一个第二研磨设备研磨第二表面包括去除3微米至15微米(例如5微米至10微米)厚度的结晶材料。
在某些实施方式中,表面损坏包括激光损坏和断裂损坏。
在某些实施方式中,结晶材料包括碳化硅材料,以及第一表面包括碳化硅材料的Si端面。
在另一个方面,本公开涉及用于处理结晶材料晶片的方法,结晶材料晶片包括在其上具有表面损坏的第一表面,第一表面由边缘界定,方法包括:用至少一个第一研磨设备研磨第一表面以去除表面损坏的第一部分;在用至少一个第一研磨设备研磨第一表面之后,用至少一个第二研磨设备研磨第一表面以去除表面损坏的第二部分,第二部分足以使第一表面适合于通过化学机械平坦化进行进一步处理;在用至少一个第二研磨设备研磨第一表面之后,在第一表面上形成保护涂层;在第一表面上沉积牺牲材料之后,对边缘进行边缘研磨以形成斜面或圆形的边缘轮廓;以及在边缘研磨之后,从第一表面去除保护涂层。
在某些实施方式中,方法进一步包括在从第一表面去除牺牲材料之后通过化学机械平坦化来处理第一表面,以使第一表面在其上外延生长一层或多层半导体材料。
在某些实施方式中,至少一个第一研磨设备包括具有小于5000目的研磨表面的至少一个研磨轮,并且至少一个第二研磨设备包括具有至少5000目的研磨表面的至少一个研磨轮。
在某些实施方式中,用至少一个第一研磨设备研磨第一表面包括去除20微米至100微米厚度的结晶材料,以及用至少一个第二研磨设备研磨第二表面包括去除3微米至15微米厚度的结晶材料。
在某些实施方式中,保护涂层包括光刻胶。
在某些实施方式中,表面损坏包括激光损坏和断裂损坏。
在某些实施方式中,结晶材料包括碳化硅材料,以及第一表面包括碳化硅材料的Si端接面。
在另一方面,本公开涉及材料处理设备,包括:激光处理台,配置为在提供至激光处理台的结晶材料基材中形成表面下激光损坏区;断裂台,布置为接收由激光处理台处理的结晶材料基材,并且配置为沿着表面下激光损坏区断裂结晶材料基材,以形成从结晶材料基材去除的结晶材料部分,其中每个结晶材料部分包括表面损坏;多个粗磨台,平行布置在断裂台的下游,并且配置为从结晶材料部分除去表面损坏的第一部分,其中多个粗磨台中的至少第一粗磨台和第二粗磨台配置为同时操作以去除不同结晶材料部分的表面损坏的第一部分;以及至少一个精磨台,布置在多个粗磨台的下游并且配置为从结晶材料部分去除表面损坏的第二部分,所述第二部分足以使每个结晶材料部分的至少一个表面适于通过化学机械平坦化进行进一步处理。
在某些实施方式中,设备进一步包括至少一个化学机械平坦化台,其布置在至少一个精磨台的下游,并且配置为使每个结晶材料部分的至少一个表面适合于通过化学机械平坦化进行进一步处理。
在某些实施方式中,设备进一步包括至少一个边缘研磨台,其配置为研磨每个结晶材料部分的边缘以形成斜面或圆形的边缘轮廓。
在某些实施方式中,每个粗磨台包括具有小于5000目的研磨表面的至少一个研磨轮,并且该至少一个精磨台包括具有至少5000目的研磨表面的至少一个研磨轮。
在某些实施方式中,每个粗磨台配置为从每个结晶材料部分移除20微米至100微米厚度的结晶材料,以及每个细磨台配置为从每个结晶材料部分移除3微米至15微米厚度的结晶材料。
在某些实施方式中,激光处理台配置为在多个结晶材料基材中同时形成表面下激光损坏区。
在另一方面,前述方面中的任一个、和/或如在此描述的不同分开的方面和特征可以组合用于另外的优点。如本文公开的各种特征和元件中的任何一个可以与一个或多个其他公开的特征和元件组合,除非本文相反地指出。
本公开的其他方面、特征和实施方式将由随后的公开和所附权利要求中更加显而易见。
附图说明
结合在本说明书中并且形成本说明书的一部分的附图示出了本公开的若干方面,并且与说明书一起用于解释本公开的原理。
图1包括第一框和第二框,第一框提供由常规线锯工具接收并经受线锯切割处理的锭的透视图,第二框提供通过线锯切割处理获得的多个晶片的透视图。
图2是示出如4H-SiC的六方晶体的坐标系的第一透视晶体平面图。
图3是六方晶体的第二透视晶体平面图,示出了不平行于c平面的相邻平面。
图4A是示出相邻晶片相对于c平面的取向的晶片取向透视图。
图4B是叠置在锭的一部分上的图4A的相邻晶片的简化截面图。
图5是示例性SiC晶片的俯视平面图,其中叠加的箭头显示结晶取向。
图6A是结晶材料的同轴锭的侧视示意图。
图6B是图6A旋转4度的锭的侧视示意图,具有用于切割锭的端部的叠加图案。
图6C是除去端部以提供不垂直于c方向的端面后的锭的侧视示意图。
图7是配置为将激光发射聚焦在结晶材料内部以形成表面下损坏的可移动激光工具的示意性透视图。
图8A和8B提供了相对于结晶材料的示例性激光工具行进路径,其用于在结晶材料内形成表面下损坏,图8B包括叠加箭头,其示出表面下损坏线相对于结晶材料的六方晶体结构的 方向的取向。
方向的取向。
图9是断裂之后但在平滑化之前的离轴(相对于c轴)或相邻4H-SiC结晶的表面结构的示意性透视图,断裂的表面表现出梯形和台阶。
图10A-10D分别是通过将激光发射聚焦到裸基材中、通过由载体支撑的基材的表面、通过载体和粘合剂层进入基材中以及通过载体进入基材中而在结晶材料的基材中形成表面下激光损坏的横截面示意图。
图11A提供了根据一个实施方式的结晶材料基材的俯视平面图,该基材包括其中限定的散布的第一、第二和第三表面下激光损坏图案,每个损坏图案包括垂直于 方向(并且基本上垂直于主基材平坦部)的多条基本上平行的线,并且激光损坏图案组合形成多个三线组,其通过组间间距彼此分开,所述间距超过每个三线组中相邻线之间的间距。
方向(并且基本上垂直于主基材平坦部)的多条基本上平行的线,并且激光损坏图案组合形成多个三线组,其通过组间间距彼此分开,所述间距超过每个三线组中相邻线之间的间距。
图11B是在形成第一表面下激光损坏图案之后的制造过程中图11A的结晶材料基材的俯视平面示意图,示出了基材内部内的第一多个裂纹从第一多条基本上平行的线横向向外扩展。
图11C是在第一表面下激光损坏图案之后形成第二表面下激光损坏图案时的图11B的结晶材料基材的俯视平面图,示出了基材内部内的第二多个裂纹从第二多条基本上平行的线横向向外扩展但不接触第一多个裂纹。
图11D是第一和第二表面下激光损坏图案之后形成第三表面下激光损坏图案时的图11C的结晶材料基材的俯视图,示出了基材内部内的第三多个裂纹从第三多条基本上平行的线横向向外扩展并连接第一多个和第二多个裂纹中的裂纹。
图12是根据类似于图11A所示的一个实施方式的结晶材料基材的俯视平面示意图,其包括散布的其中限定的第一至第三表面下激光损坏图案,每个损坏图案包括相对于垂直于沿着基材表面的 方向(且基本上垂直于主基材平坦部)偏离三度的多条基本上平行的线,且激光损坏图案组合形成多个三线组,三线组通过组间间距彼此分开,所述间距超过每个三线组中相邻线之间的间距。
方向(且基本上垂直于主基材平坦部)偏离三度的多条基本上平行的线,且激光损坏图案组合形成多个三线组,三线组通过组间间距彼此分开,所述间距超过每个三线组中相邻线之间的间距。
图13是结晶材料基材的俯视平面示意图,其包括散布的第一至第四激光损坏图案,其中所有线彼此平行且垂直于沿着基材表面的 方向(且基本上垂直于主基材平坦部)。
方向(且基本上垂直于主基材平坦部)。
图14是根据一个实施方式的结晶材料基材的俯视平面示意图,该基材包括散布的其中限定的第一、第二和第三表面下激光损坏图案,其中第一和第二组线各自相互平行并且垂直于沿着基材表面的 方向(并且基本上垂直于主基材平坦部),并且第三组线不平行于第一和第二组线,但不与基材内的第一和第二组线的线交叉。
方向(并且基本上垂直于主基材平坦部),并且第三组线不平行于第一和第二组线,但不与基材内的第一和第二组线的线交叉。
图15是根据一个实施方式的结晶材料基材的俯视平面示意图,该基材包括散布的其中限定的第一、第二和第三表面下激光损坏图案,其中第一和第二组线各自相互平行并从垂直于沿着基材表面的 方向(且基本上垂直于主基材平坦部)偏离约3度,且第三组线垂直于主基材平坦部但不与基材内的第一和第二组线的线交叉。
方向(且基本上垂直于主基材平坦部)偏离约3度,且第三组线垂直于主基材平坦部但不与基材内的第一和第二组线的线交叉。
图16是根据一个实施方式的结晶材料基材的俯视平面示意图,该基材包括散布的其中限定的第一、第二和第三表面下激光损坏图案,其中所有激光损坏线彼此平行,且激光损坏线的组间间距在基材的至少一部分上不均匀。
图17是根据一个实施方式的结晶材料基材的俯视平面示意图,其包括散布的其中限定的第一、第二和第三表面下激光损坏图案,其中所有激光损坏线彼此平行,且激光损坏线表现出组内间隔、组间间隔和组的组成的变化。
图18是根据一个实施方式的结晶材料基材的俯视平面示意图,其包括依次形成的其中限定的第一、第二和第三表面下激光损坏图案,其中第一和第二组激光损坏线彼此平行,而第三组激光损坏线不平行于第一和第二组激光损坏线并且与第一和第二组激光损坏线交叉。
图19是包括依次形成的第一、第二和第三表面下激光损坏图案的结晶材料基材的俯视平面示意图,其中各组激光损坏线包括平行线,且各组激光损坏线与其他各组激光损坏线不平行。
图20A是结晶材料基材的俯视图,示出其中可以形成激光损坏区的不重叠的第一、第二和第三区域。
图20B是在第一至第三区域中形成第一多个表面下激光损坏区之后图20A的结晶材料基材的俯视平面图。
图20C是在第一至第三区域中形成第二多个表面下激光损坏区之后图20B的结晶材料基材的俯视平面图。
图20D是在第一至第三区域中形成第三多个表面下激光损坏区之后图20C的结晶材料基材的俯视平面图。
图21是激光处理设备的支架的俯视平面示意图,其布置为保持四个基材,其中可以用一个或多个激光器形成表面下激光损坏。
图22A是单个基材的俯视平面示意图,其用分裂激光束处理以根据第一表面下激光损坏图案在基材的两个部分中同时形成表面下激光损坏。
图22B是两个基材的俯视平面示意图,其用分裂激光束处理以根据第一表面下激光损坏图案在两个基材中同时形成表面下激光损坏。
图23A是包含以第一深度为中心的第一表面下激光损坏图案的结晶材料基材的横截面示意图。
图23B是在形成以第二深度为中心并与第一表面下激光损坏图案对齐的第二表面下激光损坏图案之后,具有第一和第二损坏图案的重叠竖直范围的图23A的基材的横截面示意图。
图24A是根据本文描述的方法从热塑性胶粘合的蓝宝石载体分离之后的SiC晶片的透视图照片。
图24B是分离了图24A的SiC晶片的蓝宝石载体的透视图照片。
图24C是图24A的SiC晶片照片的部分色调反转版本,以强调晶片的中心掺杂环与环形外部之间的对比。
图24D示出用虚线椭圆注释的图24C的图像,以表示中心掺杂环和晶片的环形外部之间的边界。
图25是通过包括形成表面下激光损坏和随后的分离的过程而从锭分离的SiC晶片的Si接面的透视图照片,其中插图部分(右上)描绘SiC晶片的碎片,碎片包括在随后的扫描电子显微镜(SEM)图像中描绘的边缘。
图26是在15度倾角下获取的图25的SiC晶片碎片的一部分的45倍放大SEM图像,其中叠加箭头示出 和
和 晶面的方向。
晶面的方向。
图27是在15度倾角下获得的图25的SiC晶片碎片的一部分的1300倍放大SEM图像。
图28是在15度倾角下获得的图25的SiC晶片碎片的一部分的350倍放大SEM图像。
图29是在2度倾角下获得的图25的SiC晶片碎片的一部分的100倍放大SEM图像。
图30是在2度倾角下获得的图25的SiC晶片碎片的一部分的1000倍放大SEM图像。
图31A是图25的SiC晶片的小的中心部分的共焦激光扫描显微图像,具有通过激光扫描形成的“沟槽”的叠加十字线标记位置。
图31B是图21A的SiC晶片的部分的表面轮廓图。
图32A是图25的SiC晶片的较大的顶部附近(如图所示)部分的共焦激光扫描显微图像,具有通过激光扫描形成的“沟槽”的叠加十字线标记位置。
图32B是图32A的SiC晶片的顶部附近部分的表面轮廓图。
图33A是图25的SiC晶片的较大的底部附近(如图所示)部分的共焦激光扫描显微图像,具有通过激光扫描形成的“沟槽”的叠加十字线标记位置。
图33B是图33A的SiC晶片的底部附近部分的表面轮廓图。
图34A是具有结合到其表面的粘合剂材料的固体载体的侧横截面示意图。
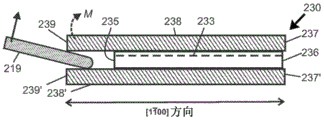
图34B是包括结合到结晶材料基材的图34A的固体载体和粘合剂材料的组件的横截面示意图,该结晶材料基材具有接近粘合剂材料凸缘的表面下激光损坏区。
图34C是图34B的组件的横截面示意图,其中固体载体的表面定位在液冷卡盘(chuck)形式的冷却设备上。
图34D是在沿着表面下激光损坏区断裂结晶材料之后,从包括固体载体和从基材去除的结晶材料的一部分的结合组件(在液冷卡盘顶上)分离的结晶材料基材的大部分的横截面示意图。
图34E是从液冷卡盘移除之后的图34D的结合组件的横截面示意图,其中向上表面存在残余激光损坏。
图34F是由加热的真空卡盘支撑的结晶材料部分的横截面示意图,其中固体载体和粘合剂材料在粘合剂材料热软化和释放之后横向平移远离结晶材料部分。
图35是具有表面下激光损坏且结合到刚性载体的结晶材料的横截面示意图,其中结晶材料和载体布置在超声波发生器的液浴中。
图36A-36C是横截面示意图,示出了断裂具有表面下激光损坏的结晶材料的步骤,包括在载体的一个边缘附近施加机械力以在载体的至少一部分中赋予弯曲力矩。
图37A-37O是示出器件晶片分裂过程的步骤的横截面示意图,根据该过程,厚晶片从结晶材料断裂,至少一个外延层生长在厚晶片上,以及厚晶片断裂以形成第一和第二结合组件,每个结合组件包括载体和从厚晶片分离的薄晶片,第一结合组件包括作为操作的基于半导体的器件的一部分的至少一个外延层。
图38是流程图,其示意地示出产生表面下激光损坏和将刚性载体结合到结晶(例如SiC)材料锭的步骤,随后激光分离包括载体和一部分结晶材料的结合组件,随后进一步处理结合组件并在器件晶片上形成外延层,其中锭和刚性载体返回到过程开始步骤。
图39是图38的结晶材料基材的一部分的横截面示意图,示出了表面下激光损坏,叠加的虚线标识了归因于激光损坏和随后的表面处理(例如研磨和平坦化)的预期切口损失材料区域。
图40是根据一个实施方式的材料处理设备的示意图,包括激光处理台、材料断裂台、平行布置的多个粗磨台、精磨台和CMP台。
图41是根据与图40类似的一个实施方式的材料处理设备的示意图,但是边缘研磨台布置在精磨台和粗磨台之间。
图42是根据一个实施方式的材料处理设备的示意图,包括激光处理台、材料断裂台、平行布置的多个粗磨台、精磨台、表面涂覆台、边缘研磨台、涂层去除台和CMP台。
图43A是根据一个实施方式的用于保持锭的第一设备的示意性侧视截面图,该锭具有不垂直于其侧壁的端面。
图43B是根据一个实施方式的用于保持锭的第二设备的示意性侧视截面图,该锭具有不垂直于其侧壁的端面。
具体实施方式
本公开的方面提供了用于处理结晶材料基材以形成表面下激光损坏的多个图案的方法,所述表面下激光损坏促进基材的随后的断裂以产生基材的厚度减小的第一结晶材料部分和第二结晶材料部分。某些方法涉及分别散布多个表面下激光损坏图案的多个连续形成的多条基本上平行的线,其中第二(例如随后形成的)多条线中的至少一些线不与第一多条线中的线交叉。某些方法涉及形成初始和随后的表面下激光损坏图案,每个图案包括在结晶材料基材中的多条基本上平行的线,初始和随后的多条基本上平行的线中的线彼此不平行,其中随后的多条基本上平行的线中的线的角度方向与初始的多条基本上平行的线中的线的角度方向相差不超过10度,以及随后的多条基本上平行的线中的至少一些线不与初始的多条基本上平行的线中的任何线交叉。某些方法涉及形成基本以基材的结晶材料内部的初始深度为中心的初始表面下激光损坏图案,和形成基本以基材内的随后的深度(不同于初始深度)为中心的随后的表面下激光损坏图案,其中随后的表面下激光损坏图案基本上与初始的表面下激光损坏图案对准,以及初始的表面下激光损坏图案和表面下激光损坏图案的至少部分的竖直范围重叠。
认为依次形成在结晶材料上分布的散布或交错的表面下激光损坏图案有益地维持结晶材料内的足够应力,以利用本文中的方法促进随后的材料断裂,同时能够得到高激光工具产量以及适度的材料损坏和伴随的低切口损失。原则上,使用高激光功率并扫描几乎整个结晶材料以促进沿激光损坏线断裂将是简单的。这种方法可以可靠地将结晶材料的薄层与块状基材(例如锭)分离,但是高激光功率倾向于增加材料损坏,从而需要显著的表面处理(例如研磨和平坦化)来去除损坏。激光损坏线之间的紧密间隔将有助于促进断裂,但代价是显著降低激光处理工具的产量。用于形成表面下激光损坏的传统方法涉及在结晶材料的向前方向上形成表面下激光损坏线,随后在材料和激光之间的横向方向上相对标引,随后在向后方向上形成表面下激光损坏线,随后在相同横向方向上横向标引等。这种方法通常需要更高的激光功率或依次形成的激光损坏线之间的更近的间隔,这将倾向于降低产量或赋予更大程度的损坏,从而增加切口损失,这是由于需要从激光处理的表面去除额外的材料以去除激光损坏。该常规方法不涉及形成第一分布的表面下激光损坏图案(例如涉及在基材的多个非重叠区域上形成第一多个激光损坏区),然后形成第二分布的表面下激光损坏图案(例如涉及在基材的相同多个非重叠区域上形成第二多个激光损坏区),第二表面下激光损坏图案交错或散布在第一表面下激光损坏图案中。
本文所公开的各个实施方式解决了促进结晶材料的薄层(例如晶片)与基材的可靠分离而没有过高的激光功率,同时实现高激光工具产量并提供低切口损失的问题。本文的某些实施方式涉及在结晶材料基材中形成初始分布的表面下激光损坏图案(例如在基材的多个非重叠区域的每个区域上),然后在同一基材中形成至少一个随后的分布的表面下激光损坏图案(例如在相同的多个非重叠区域的每个区域上),其中至少一个随后的激光损坏图案的至少部分(例如线)布置在初始的激光损坏图案的激光损坏线之间的间隙中,从而提供散布或交错的表面下激光损坏图案。在某些实施方式中,至少一个随后形成的激光损坏图案的至少一些(或全部)激光损坏线不与初始的表面下激光损坏图案的激光损坏线交叉。认为激光损坏图案的非交叉可以有利地避免局部应力消散。在某些实施方式中,第一和第二散布的表面下激光损坏图案以防止其间的局部表面下裂纹扩展的方式形成,但是第三(或随后的)散布的表面下激光损坏图案的施加将导致局部表面下裂纹在结晶材料基材的整个内平面上以基本连续的方式扩展和连接,从而使用本文所公开的技术沿着激光损坏区减轻随后的断裂。已观察到根据本文所述方法形成散布的表面下激光损坏允许结晶材料的薄层从基材可靠地分离,其中每个层去除较少数量的激光损坏线,有利地在提供低水平的激光损坏(实现低切口损失)的同时提供增加的激光工具产量。
以下阐述的实施方式表示使本领域技术人员能够实践实施方式并且示出实践实施方式的最佳模式的必要信息。当根据附图阅读以下描述时,本领域技术人员将理解本公开的概念,并且将认识到本文未具体解决的这些概念的应用。应当理解,这些概念和应用落在本公开和所附权利要求的范围内。
应理解,尽管术语第一、第二等可在本文中用于描述各种元件,但这些元件不应受这些术语限制。这些术语仅用于将一个元件与另一个元件区分开。例如,在不背离本公开的范围的情况下,第一元件可被称为第二元件,并且类似地,第二元件可被称为第一元件。如本文所使用的,术语“和/或”包括一个或多个有关的所列项目的任何和所有组合。
应当理解,当如层、区或基材的元件被称为在另一元件“上(on)”或延伸到另一元件“上(onto)”时,其可以直接在另一元件上或直接延伸到另一元件上,或也可以存在中间元件。相反,当元件被称为“直接在另一元件上”或“直接延伸到另一元件上”时,不存在中间元件。同样地,将理解的是,当如层、区或基材的元件被称为在另一元件“上方”或在另一元件“上方”延伸时,其可以直接在另一元件上方或直接在另一元件上方延伸,或也可以存在中间元件。相反,当元件被称为“直接在另一元件上方”或“直接在另一元件上方”延伸时,不存在中间元件。还将理解的是,当元件被称为连接或耦接至另一个元件时,其可以直接“连接”或“耦接”至另一个元件或可以存在中间元件。相反,当元件被称为“直接连接”或“直接耦接”至另一元件时,不存在中间元件。
如“下方”或“下方”或“上部”或“下部”或“水平”或“垂直”的相对术语可在本文中用于描述如附图中所示的一个元件、层或区与另一元件、层或区的关系。将理解,这些术语和上文所讨论的那些术语旨在涵盖除了附图中所描绘的取向之外的设备的不同取向。
本文使用的术语仅用于描述特定实施方式的目的,而不旨在限制本公开。如本文所使用的,单数形式“一个”、“一种”、和“该”旨在也包括复数形式,除非上下文另外清楚地指示。将进一步理解,当在本文中使用时,术语“包括(comprises)”、“包括(comprising)”、“包含(includes)”和/或“包含(including)”指定所陈述的特征、整数、步骤、操作、元件和/或组件的存在,但不排除一个或多个其他特征、整数、步骤、操作、元件、组件和/或其群组的存在或添加。
除非另外定义,否则在此使用的所有术语(包括技术术语和科学术语)具有与本公开所属领域的普通技术人员通常理解的相同的含义。将进一步理解,在此使用的术语应被解释为具有与它们在本说明书以及相关领域的背景下的含义一致的含义,并且将不会以理想化或过于正式的意义进行解释,除非在此明确地如此定义。
如本文中所使用的,“基材”是指结晶材料(如单晶半导体材料),可选地包括锭或晶片,所述结晶材料可分成至少两个较薄部分,所述至少两个较薄部分具有与基材基本上相同的横向尺寸(例如直径或长度和宽度)并且具有足够的厚度(i)以被表面处理(例如研磨和抛光)来支持一个或多个半导体材料层的外延沉积,以及可选地(ii)如果并且当与刚性载体分离时是独立的。在某些实施方式中,基材可以具有总体上圆柱形的形状,和/或可以具有至少约一个或多个以下厚度的厚度:300μm、350μm、500μm、750μm、1mm、2mm、3mm、5mm、1cm、2cm、5cm、10cm、20cm、30cm或更大。在某些实施方式中,基材可以包括较厚的晶片,其可分成两个较薄的晶片。在某些实施方式中,基材可以是较厚晶片的一部分,该较厚晶片具有布置在其上的一个或多个外延层(可选地与一个或多个金属接触件结合)作为具有多个电操作器件的器件晶片的一部分。可以根据本公开内容的方面划分器件晶片以产生较薄的器件晶片和在其上可以随后形成一个或多个外延层(可选地与一个或多个金属接触结合)的第二较薄的晶片。在某些实施方式中,基材可以包括150mm或更大或200mm或更大的直径。在某些实施方式中,基材可以包括4H-SiC,具有150mm、200mm或更大的直径以及在100至1000微米范围内、或在100至800微米范围内、或在100至600微米范围内、或在150至500微米范围内、或在150至400微米范围内、或在200至500微米范围内、或在任何其他厚度范围内或具有在此指定的任何其他厚度值的厚度。
各种实施方式涉及激光表面下损坏,包括相对于基材的晶体结构取向的线。在某些实施方式中,基材包括具有六方晶体结构的结晶材料,其中激光损坏线的取向垂直于六方晶体结构的 方向或在垂直于六方晶体结构的
方向或在垂直于六方晶体结构的 方向的±5度内,并平行或基本上平行于(例如,在±5度、±3度或±1度内)基材的表面。虽然常规4H-SiC晶片上的主平坦部旨在平行于六方晶体结构的
方向的±5度内,并平行或基本上平行于(例如,在±5度、±3度或±1度内)基材的表面。虽然常规4H-SiC晶片上的主平坦部旨在平行于六方晶体结构的 方向取向,但是由于制造上的变化,主平坦部可能不是真正平行于该方向。各种SiC晶片制造商为六方晶体结构的平行于
方向取向,但是由于制造上的变化,主平坦部可能不是真正平行于该方向。各种SiC晶片制造商为六方晶体结构的平行于 方向的±5度的主平坦部取向提供了公开的规范。因此,优选使用X射线衍射(XRD)数据而不是晶片平面对齐,以确定用于形成表面下激光损坏的合适的激光取向。
方向的±5度的主平坦部取向提供了公开的规范。因此,优选使用X射线衍射(XRD)数据而不是晶片平面对齐,以确定用于形成表面下激光损坏的合适的激光取向。
本文所公开的方法可以应用于各种结晶材料的基材,单晶和多晶种类的基材。在某些实施方式中,本文公开的方法可以利用立方、六方和其他晶体结构,并且可能涉及具有同轴和离轴结晶取向的结晶材料。在某些实施方式中,本文公开的方法可以应用于半导体材料和/或宽带隙材料。示例性材料包括但不限于Si、GaAs和金刚石。在某些实施方式中,这样的方法可以利用具有六方晶体结构的单晶半导体材料,如4H-SiC、6H-SIC或III族氮化物材料(例如GaN、AlN、InN、InGaN、AlGaN或AlInGaN)。下文描述的各种说明性实施方式通常提及SiC或特别地提及4H-SiC,但是应当理解,可以使用任何合适的结晶材料。在各种SiC多型体中,4H-SiC多型体由于其高导热性、宽带隙和各向同性的电子迁移率对于功率电子器件是特别有吸引力的。块状SiC可以同轴生长(即与其c平面没有有意的角度偏差,适合于形成未掺杂的或半绝缘材料)或在轴外生长(通常从生长轴(如c轴)偏离非零角度,通常在从0.5至10度的范围内(或其子范围,如2至6度或另一子范围),如可能适合于形成N掺杂的或高导电材料的)。本文公开的实施方式可以应用于同轴和离轴结晶材料,以及掺杂的和无意掺杂的结晶半导体材料。掺杂的半导体材料(例如N掺杂的SiC)表现出一些红外吸收,因此需要使用比未掺杂的材料更高的激光功率来赋予表面下激光损坏。在某些实施方式中,结晶材料可以包括单晶材料,并且还可以包括单晶半导体材料。本文公开的某些实施方式可以利用具有1至10度、或2至6度、或约4度范围内的截止值的同轴4H-SiC或相邻(离轴)4H-SiC。
图6A和6C示意性地示出了可以与本文所公开的方法一起使用的锭形式的同轴和离轴结晶基材。图6A是具有垂直于c方向(即六方晶体结构材料如4H-SiC的[0001]方向)的第一端面16和第二端面17的结晶材料的同轴锭15的侧视示意图。图6B是图6A的锭15旋转四度的侧视示意图,具有用于切割和去除锭15靠近端面16、17的端部的叠加图案18(虚线所示)。图6C是由图6B的锭15形成的离轴锭15A的侧视示意图,其是在除去端部以提供不垂直于c方向的新端面16A、17A之后。如果通过锭15的端面16提供第一深度的激光发射以形成表面下激光损坏,载体(未示出)结合到端面16,并且锭15沿着表面下激光损坏断裂,则可以形成同轴晶片。相反,如果通过离轴锭15A的端面16A提供第一深度的激光发射以形成表面下激光损坏,载体(未示出)结合到端面16A,并且锭15A沿着表面下激光损坏断裂,则可以形成离轴晶片。
表面下激光损坏形成
用于在结晶材料中形成激光表面下损坏的工具是本领域已知的,并且可以从各种供应商如Disco Corporation(Tokyo Japan)商购获得。这种工具允许激光发射聚焦在结晶材料基材的内部内,并且使得激光能够相对于基材横向移动。本领域中典型的激光损坏图案包括形成平行线,所述平行线在结晶基材内的一深度处相对于彼此横向间隔开。可以调整如聚焦深度、激光功率、平移速度和表面下损坏线间距的参数以赋予激光损坏,但是某些因素的调整涉及折衷。增加激光功率倾向于赋予更大的表面下损坏,这可能增强易断裂性(例如通过减小完成断裂所需的应力),但是更大的表面下损坏会增加沿着通过断裂暴露的表面的表面不规则性,使得可能需要额外的处理来使得这样的表面足够平滑以用于随后的处理(例如用于结合到电子器件中),并且额外的处理导致额外的切口损失。减小表面下激光损坏线之间的横向间距也可能增强易断裂性,但激光损坏线之间的间距的减小增加了基材和激光之间的平移通过的数量,从而降低了工具产量。
图7是激光工具29的一个实例的透视示意图,其配置为将激光发射聚焦在结晶材料30内部以形成表面下损坏40。结晶材料30包括上表面32和相对的下表面34,并且表面下损坏40形成在结晶材料30的内部中,位于上表面32和下表面34之间。激光发射36用透镜组件35聚焦以产生聚焦光束38,其焦点在结晶材料30的内部。这样的激光发射36可以以任何合适的频率(通常在纳秒、皮秒或飞秒范围内)和光束强度脉动,其波长低于结晶材料30的带隙,以允许激光发射36聚焦在其表面以下的目标深度处。在焦点处,光束大小和短脉冲宽度导致能量密度高到足以导致形成表面下损坏的非常局部化的吸收。可以改变透镜组件35的一个或多个性质,以将聚焦光束38的焦点调节到结晶材料30内的期望深度。可以实现透镜组件35和结晶材料30之间的相对横向运动(例如横向平移),以沿所需方向传播表面下损坏40,如虚线44示意性所示。这种横向移动可以以各种图案重复,包括下文所述的图案。
图8A和8B提供了相对于结晶材料的示例性激光工具行进路径,用于在结晶材料内形成表面下损坏。在某些实施方式中,激光工具部分(例如包括透镜组件)可以配置为在结晶材料静止时移动;在其他实施方式中,激光工具部分可以保持静止,而结晶材料相对于工具部分移动。图8A示出适于在第一结晶材料45A内以横向间隔的平行线的图案形成表面下损坏的反向y方向线性扫描移动46。图8B示出在结晶材料45B的整个表面上方(且超出整个表面)的y方向线性扫描移动48(在y方向上每次反转时在x方向上略微前进),足以形成分布在整个结晶材料45B中的平行表面下激光损坏线。如所示的,激光损坏线沿着结晶材料45B的表面垂直于结晶材料45B的六方晶体结构的 方向,并且基本上平行于结晶材料45B的表面。
方向,并且基本上平行于结晶材料45B的表面。
用沿y方向形成的激光线覆盖结晶材料的整个表面,在每个y方向反转之后在x方向上单向前进,可以称为激光损坏形成的单次进程。在某些实施方式中,可以在两次、三次、四次、五次、六次、七次或八次进程或任何其他合适次数的进程中进行对结晶材料的激光处理以形成表面下损坏。增加在较低激光功率下的进程次数可以减少切口损失。为了实现材料损失与加工速度的期望的平衡,发现在进行断裂步骤之前,期望数量的激光表面下损坏形成进程是2至5次或3至4次。
在某些实施方式中,相邻激光表面下损坏线之间的横向间距(无论是单程或多程形成)可以是80至400微米、或100至300微米、或125至250微米。相邻激光表面下损坏线之间的横向间距影响激光处理时间、易断裂性和(取决于c平面取向或偏向)有效激光损坏深度。
已观察到,在结晶材料中形成表面下激光损坏线导致在材料内部形成从激光损坏线向外(例如横向向外)扩展的小裂纹。这种裂纹似乎基本上或主要地沿着C平面延伸。此类裂纹的长度似乎与激光功率水平(其可计算为脉冲频率乘以每脉冲能量的乘积)在功能上相关。对于隔开特定距离的相邻激光表面下损坏线,已观察到在形成此类激光表面下损坏线时增加激光功率趋于增加裂纹在激光表面下损坏线之间连接或结合的能力,这有利于促进易断裂性。
如果经受激光损坏形成的结晶材料包括离轴(即非c平面)取向(例如在0.5-10度、1-5度或另一种偏向的范围内),则这种偏向可影响期望的激光损坏线间隔。
SiC基材可以包括未对准(例如相对于c平面以倾角离轴)的表面。离轴基材也可以称为相邻基材。在断裂这样的基材之后,如此断裂的表面可以包括梯形面和台阶(此后可以通过表面处理如研磨和抛光来使其平滑)。图9是断裂之后但在平滑化之前的离轴4H-SiC晶体50(相对于c轴基面具有角度A)的表面结构的示意性透视图。断裂表面相对于c轴基面56具有台阶52和梯形面54。对于4度离轴表面,对于250微米的平台宽度,台阶理论上具有约17微米的高度。对于具有表面下激光损坏的4H-SiC晶体,激光线之间的250微米间隔形成250微米宽度的梯形面。在断裂之后,台阶表面经受研磨光滑、平坦化和抛光,以准备在其上的一个或多个层的外延生长。
当在结晶材料(例如SiC)中形成表面下激光损坏时,并且如果表面下激光损坏线取向为远离垂直于基材平面(即不垂直于 方向),则这种激光损坏线以等同于离轴半导体材料的方式延伸通过多个台阶和梯形面。出于随后的讨论的目的,术语“离轴激光表面下损坏线”将用于指不垂直于
方向),则这种激光损坏线以等同于离轴半导体材料的方式延伸通过多个台阶和梯形面。出于随后的讨论的目的,术语“离轴激光表面下损坏线”将用于指不垂直于 方向的激光表面下损坏线。
方向的激光表面下损坏线。
在相邻表面下激光损坏线之间提供太大的间隔抑制了结晶材料的断裂。在相邻表面下激光损坏线之间提供太小的间隔倾向于减小台阶高度,但增加竖直台阶的数量,并且增加竖直台阶的数量通常需要更大的分离力来完成断裂。
将相邻激光损坏线之间的间隔减小到太小的距离可产生减小的返回并显著增加处理时间和成本。SiC分解需要最小激光能量阈值。如果这个最小能级在间隔约100微米的两条激光线之间产生连接裂纹,那么将激光线间隔减小到低于这个阈值在减小切口损失方面可能提供很小的益处。
由于断裂而暴露的结晶材料的表面粗糙度不仅会影响随后的处理如机器人真空,而且还会影响研磨轮磨损,这是主要的消耗费用。粗糙度受到表面下激光损坏线的间隔和这种表面下损坏线相对于半导体材料的晶体结构的取向的影响。减小表面下损坏线之间的间隙简单地减小潜在的台阶高度。提供离轴激光表面下损坏线倾向于打破否则将存在于激光损坏区的长的平行台阶,并且其还有助于减轻来自C平面斜率或曲率的至少一些影响。当激光线垂直于基材的平面时,平行于沿着C平面的激光线的解理面从平面延伸至晶片的相对弯曲端部约150mm。C平面斜率或曲率中的微小偏差(其对于SiC基材是常见的)可以在断裂表面中产生显著变化,因为其迫使平面在断裂扩展时跳跃。提供离轴激光表面下损坏线的缺点是这种表面下损坏线通常需要增加激光功率以在相邻激光线之间形成连接的裂纹。因此,在某些实施方式中,形成同轴表面下激光损坏线(其垂直于主平坦部)和离轴激光表面下损坏线的组合提供了避免断裂表面的过度可变性而不需要过度增加的激光功率来在相邻激光线之间形成连接裂纹之间的良好平衡。
在某些实施方式中,具有1064nm波长的激光可以用于实现本文所公开的方法,发明人已经在4H-SiC的处理中获得经验。尽管在某些实施方式中可以使用宽范围的脉冲频率,但是已经成功地采用120kHz至150kHz的脉冲频率。已成功利用激光器与待处理基材之间的936mm/s的平移平台速度;然而,在某些实施方式中可以使用更高或更低的平移台速度,其中适当地调节激光频率以维持期望的激光脉冲重叠。在掺杂的SiC材料中形成表面下激光损坏的平均激光功率范围为3W至8W,对于未掺杂的SiC材料为1W至4W。激光脉冲能量可以计算为功率除以频率。可以使用3ns到4ns的激光脉冲宽度,但在其他实施方式中可以使用其他脉冲宽度。在某些实施方式中,可以使用在0.3至0.8范围内的激光透镜数值孔径(NA)。对于涉及SiC处理的实施方式,给定从空气(约1)到SiC(约2.6)的折射率变化,在待处理的SiC材料内部经历了折射角的显著变化,使得激光透镜NA和像差校正对于实现期望的结果很重要。
切口损失的主要驱动因素之一是锭侧的主要断裂区域下方的表面下激光损坏。通常,表面下激光损坏的增加增加了切口损失。表面下激光损坏增加的一个潜在原因是不能充分补偿结晶材料的光学特性。在某些实施方式中,光学参数优化可以在基材中形成表面下激光损坏之前周期性地进行(例如每次将结晶材料基材(例如锭)提供到激光工具时)。这种优化可以利用可变高度调节来实现初始状态,其中激光束的最佳焦点形成在结晶材料基材的上表面上,然后根据随后的状态对应于结晶材料中的表面下激光损坏的所需形成深度来调节激光工具的孔和/或校正套环调节环。
在某些实施方式中,结晶材料基材可以表现出相对于横跨基材的主表面(例如面)的位置(例如横向和/或直径)而变化的掺杂。例如,掺杂的SiC的生长可以导致形成掺杂剂浓度增加的掺杂环区(如图14A、14C和14D所示),导致更高的激光吸收和稍微改变的折射率,其中上述两者均影响激光发射在基材中的聚焦的冲击深度。相对于将聚焦激光发射射入掺杂环区外的材料时所使用的功率,增加将聚焦激光发射射入掺杂环区时的激光功率可以补偿掺杂环区的不同性质。在某些实施方式中,可以检测指示基材的至少一部分表面的结晶材料的非均匀掺杂的条件的存在,以确定至少一个第一掺杂区和至少一个第二掺杂区的存在。(用于检测不同掺杂条件的方法包括但不限于干涉测量、电阻率测量、吸收或反射率测量以及本领域技术人员已知的其他技术)。之后,响应于指示结晶材料非均匀掺杂的条件的检测,在形成表面下激光损坏图案期间可以改变激光功率,以在第一掺杂区中形成表面下激光损坏时以第一平均功率提供激光发射,并在第二掺杂区中形成表面下激光损坏时以第二平均功率提供激光发射,其中第一平均功率水平和第二平均功率水平彼此不同。
在某些实施方式中,结晶材料基材可以表现出相对于基材中(例如锭内)的垂直位置而变化的激光吸收水平,尤其对于有意掺杂的材料。激光吸收水平也可以因基材而异(例如因锭而异)。认为这种变化可能归因于掺杂变化。在某些实施方式中,较低的平均激光功率(例如3W)可以用于在远离生长晶种的基材区中形成表面下激光损坏,较高的平均激光功率(例如5.5W)可以用于在相邻生长晶种的基材区中形成表面下激光损坏。
在某些实施方式中,对于激光表面下损坏相对于结晶材料基材的表面的正确深度的初始设置,可以进行半导体材料中的激光聚焦深度的光学测量(例如考虑半导体材料/空气折射率变化),以及可以在扫描基材的整个表面之前响应于这种测量调整激光损坏的设置(例如激光功率和/或激光焦点)。在某些实施方式中,激光聚焦深度的光学测量可以每锭进行一次,或每次在锭的一部分断裂和去除之后(即在通过随后的断裂去除的每个基材层的表面下激光损坏图案的形成之前)进行。
在某些实施方式中,如本文所公开的半导体材料处理方法可以包括以下项目和/或步骤中的一些或全部。第二载体晶片可以附接到结晶材料基材(例如锭)的底侧。此后,结晶材料基材的顶侧可以经研磨或抛光,如提供小于约5纳米的平均表面粗糙度Ra,以制备用于传输激光能量的表面。然后,可以在结晶材料基材内所需的一个或多个深度处施加激光损坏,其中激光损坏轨迹的间隔和方向视情况取决于结晶材料基材的晶体取向。第一载体可以结合到结晶材料基材的顶侧。链接至第一载体的识别码或其他信息与从结晶材料基材得到的晶片有关。可替代地,可以在分离之前对晶片(不是载体)施加激光标记,以促进制造期间及制造之后的晶片的可追溯性。然后沿着表面下激光损坏区使结晶材料基材断裂(使用本文公开的一种或多种方法),以提供与第一载体结合的半导体材料基材的一部分,以及与第二载体结合的结晶材料基材的剩余部分。半导体材料基材的被去除的部分和半导体材料基材的其余部分都被研磨光滑,并且根据需要清洁以去除残留的表面下激光损坏。可以使半导体材料基材的去除的部分与载体分离。之后,可以使用半导体材料基材的剩余部分来重复该过程。
虽然SiC晶片的线锯切割通常需要每个晶片至少约250微米的切口损失,但是本文所公开的并应用于SiC的激光辅助分离方法和载体辅助分离方法可以实现每个晶片在从80至140微米的范围内的切口损失。
在某些实施方式中,可以在将基材结合至刚性载体之前在结晶材料基材中形成激光表面下损坏。在某些实施方式中,在形成表面下激光损坏之前,可以将对期望波长的激光发射透明的刚性载体结合到结晶材料基材。在该实施方式中,激光发射可以可选地透射穿过刚性载体并进入结晶材料基材的内部。在图10A-10D中示出不同的载体-基材表面下激光形成构造。图10A是激光发射61通过裸基材62的表面聚集以在基材62内形成表面下激光损坏63的示意图,由此在形成表面下激光损坏之后,可以将刚性载体固定到基材62。图10B是激光发射61穿过基材62的表面聚集而形成基材62内的表面下激光损坏63的示意图,其中基材62先前已使用粘合剂材料64结合到刚性载体66。图10C是激光发射61通过刚性载体66和粘合剂64聚集以在先前结合到刚性载体66的基材62内形成表面下激光损坏63的示意图。在某些实施方式中,基材62的远离刚性载体66的表面可以包括一个或多个外延层和/或金属化层,其中在形成表面下激光损坏63之前,基材62实施操作性电子器件。图10D是激光发射61通过刚性载体66聚焦到基材62(没有介入的粘合剂层)中以在先前结合(例如经由阳极结合或其他无粘附手段)到刚性载体66的基材62内形成表面下激光损坏63的示意图。
散布的表面下激光损坏
在某些实施方式中,可以通过连续形成多个散布的激光损坏图案来在结晶材料中形成表面下激光损坏,其中每个表面下激光损坏图案包括多条基本上平行的线。在某些实施方式中,各表面下激光损坏图案可以在基本上整个长度(例如垂直于基材平面)上延伸,并包括分布在结晶材料基材的基本上整个宽度上的间隔开的线。在某些实施方式中,散布的损坏图案可以包括依次形成的第一和第二、或第一至第三、或第一至第四表面下激光损坏图案,每个表面下激光损坏图案包括多条平行线。据信,以散布的方式依次形成多个表面下激光损坏图案(例如形成第一表面下损坏图案,然后形成第二表面下损坏图案,然后形成任何随后的表面下损坏图案,每个损坏图案的不同线分布在其他损坏图案中)优选地形成相同轨迹而不散布,以促进沿着表面下激光损坏区或与表面下激光损坏区相邻的结晶材料的易断裂性。不希望受任何特定理论的束缚,因为通过将表面下激光损坏图案散布在结晶材料中获得的改进的断裂结果,据信,散布的表面下激光损坏图案的连续形成可以保留半导体材料内更大程度的内部应力,以促进从不同表面下激光损坏线发出的裂纹的横向扩展。
在某些实施方式中,结晶材料中的第一表面下激光损坏图案包括第一多条平行线和结晶材料内部的第一多个裂纹,所述第一多个裂纹从第一多条基本上平行的线中的线横向向外(例如主要或基本上沿着c平面)扩展,其中从每条线发散的裂纹与从每条相邻线发散的裂纹不相连。在某些实施方式中,在形成第一表面下激光损坏图案之后,在结晶材料中形成包括第二多条平行线的第二表面下激光损坏图案,其中第二表面下激光损坏图案包括在结晶材料内部从第二多条基本上平行的线中的线横向向外扩展的第二多个裂纹,并且第二多个裂纹中的至少一些裂纹与从第一多条线的两条相邻线发散的裂纹连接(例如形成连续裂纹)。
在某些实施方式中,第一、第二和第三表面下激光损坏图案在结晶材料中依次形成,每个表面下激光损坏图案包括多条平行线,且每个表面下激光损坏图案的线分布在其他表面下激光损坏图案的线之间。在某些实施方式中,第一表面下激光损坏图案包括在结晶材料内部从第一多条基本上平行的线中的线横向向外扩展的第一多个裂纹;第二表面下激光损坏图案包括在结晶材料内部从第二多条基本上平行的线中的线横向向外扩展的第二多个裂纹,第二多个裂纹与第一多个裂纹不连接;以及第三表面下激光损坏图案包括在结晶材料内部从第三多条基本上平行的线中的线横向向外扩展的第三多个裂纹。在该实施方式中,第三多个裂纹中的至少一些裂纹与(i)第一多个裂纹中的至少一些裂纹以及(ii)第二多个裂纹中的至少一些裂纹连接(例如形成连续裂纹)。在某些实施方式中,可以在第一到第三表面下激光损坏图案之后形成第四表面下激光损坏图案,第四表面下激光损坏图案用于进一步连接从第一、第二或第三线中的任意两条或更多条线发出的裂纹。在某些实施方式中,可以提供三个、四个、五个或更多个散布的表面下激光损坏图案。
在某些实施方式中,基材的一个或多个部分可以包括散布的表面下激光损坏图案,而基材的其他部分可以包括非散布的激光损坏图案。在某些实施方式中,可以在同一基材上提供不同的表面下激光损坏的散布图案。例如,单个基材上的表面下激光损坏的散布图案可以包括在第一区域中的五条损坏线、在第二区域中的四条损坏线、在第三区域中的三条损坏线、在第四区域中的两条损坏线、在第五区域中的一条损坏线(即没有散布)、在第六区域中的零个损坏图案、或前述中的两种或三种的任意组合,可选地其中上述各区具有大致相同的单位面积。在某些实施方式中,散布的损坏线的规则(例如规则重复)图案可以存在于基材的至少一个区中,且散布的损坏线或非散布的损坏线的不规则(例如缺少规则重复)图案可以存在于基材的至少一个其他区中。
图11A提供了根据一个实施方式的结晶材料基材70的俯视平面图,该基材包括限定在其中的散布的第一、第二和第三表面下激光损坏图案。第一、第二和第三表面下损坏图案分别包括第一、第二和第三多条平行线71、72、73,其垂直于主基材平坦部78(并垂直于[1120]方向)延伸。三个激光损坏图案组合形成多个三线组74,其以超过每个三线组74中的相邻线之间的间距76、77的组间间距75彼此分开。为了清楚起见,图11A中未示出由第一、第二和第三多条平行线71、72、73形成的裂纹。在某些实施方式中,第一多条平行线71在第一进程中形成,第二多条平行线72在第二进程中形成,以及第三多条平行线73在第三进程中形成。第三进程可以用于连接最初从第一平行线71和/或第二平行线72中的任一个发出的裂纹。
继续参考图11A,在一个实施方式中,第一多条平行线71可以形成为具有500微米节距(即线之间的间距),以及第二多条平行线72可以形成为具有500微米节距和相对于第一多条平行线71的250微米的偏移。其后,第三多条平行线73可以形成为具有500微米节距和相对于第一多条平行线71的125微米的偏移。该布置产生多个三线组74,它们通过250微米的间隙与各个三线组分隔,每个三线组内的相邻线通过125微米的间隙彼此分隔。
发明人已发现,结合图11A所述的三进程激光损坏形成过程的顺序是重要的。如果改变进程顺序以依次形成第一、第三和第二多条表面下激光损坏线,则需要更高的激光功率来完成跨250微米组间间距75的裂纹。认为这可能归因于当使用原始(第一、第二、第三进程)连续顺序时在第二进程上125微米间隔的线之间发生的裂纹,其中在第三进程中形成的裂纹的尺寸足以连接从第二表面下损坏线发出的横跨第二125微米间隙77的裂纹。当进程的顺序为第一、第三、第二时,则除非激光功率增加,否则不会观察到横跨组间间距75的裂纹,但是激光功率增加通常会增加切口损失。因此,根据其中进程的顺序为第一、第二、第三的某些实施方式,可能希望在第一和第二进程中形成的裂纹不彼此连接,然后在第三进程中形成的裂纹产生横跨125微米间隙76、77和250微米组间间距75的连接的裂纹。
在某些实施方式中,每个三线组74的边界可以视为界定基材70的损坏承载区域,并且每个三线组74的损坏承载区域与每个其他三线组的损坏承载区域间隔开(即通过组间间距75)。值得注意的是,如图11D所示,由表面下激光损坏形成的裂纹可以在相邻的三线组74之间横跨组间间距75扩展。
图11B-11D示出了图11A的结晶材料基材70的制造。图11B示出在形成具有节距(或线间间距)71B并形成第一表面下激光损坏图案71A的第一多个表面下激光损坏线71(垂直于基材70的平面78)之后的基材70。裂纹71C从第一多个表面下激光损坏线71横向向外扩展,但从不同表面下激光损坏线71发出的裂纹不相互连接。
图11B示出在形成具有节距(或线间间距)72B并形成第二表面激光损坏图案72A的第二多个表面下激光损坏线72(垂直于基材70的平面78)之后的基材70。裂纹72C从第二多个表面下激光损坏线71横向向外扩展,但从不同表面下激光损坏线71发出的裂纹不相互连接。
图11C示出了在形成具有节距(或线间间距)73B并形成第三表面下激光损坏图案73A的第三多个表面下激光损坏线73(垂直于基材70的平面78)之后的基材70。裂纹73C从第三多个表面下激光损坏线73横向向外扩展,这种裂纹73C足以连接由第一和第二表面下激光损坏线71、72形成的裂纹71C、72C。如所示的,第一多个表面下损坏线、第二多个表面下损坏线和第三多个表面下损坏线之间的裂纹的连接也足以导致裂纹进一步扩展并连接跨过组间间距75。
在某些实施方式中,形成第三表面下损坏图案的第三激光进程在比前两次进程更高的激光功率水平下进行,以帮助延伸裂纹以跨过组间间距75连接,其比每个三线组74内的线之间的间距76、77更宽。发明人发现,在第三进程期间增加激光功率足以不仅连接分开125μm的激光表面下损坏线之间的裂纹,还连接分开250μm的激光表面下损坏线之间的裂纹(例如图11D所示)。这产生了大约25%的工具产量增加,小的切口损失(例如大约110μm的切口损失而不是100μm)。
在某些实施方式中,所有激光表面下损坏线可以不垂直于主基材平坦部(和 方向),与垂直线成约1度至5度的范围。例如,图12是结晶材料基材80的俯视平面示意图,其包括基材平面88和第一、第二和第三多条基本平行的表面下激光损坏线81-83,它们相互之间散布或交错以形成第一至第三表面下激光损坏图案。多个基本上平行的表面下激光损坏线81-83中的每个相对于垂直于主基材平坦部(和
方向),与垂直线成约1度至5度的范围。例如,图12是结晶材料基材80的俯视平面示意图,其包括基材平面88和第一、第二和第三多条基本平行的表面下激光损坏线81-83,它们相互之间散布或交错以形成第一至第三表面下激光损坏图案。多个基本上平行的表面下激光损坏线81-83中的每个相对于垂直于主基材平坦部(和 方向)偏离三度,激光损坏图案组合形成多个三线组89,其以组间间距85彼此分开,组间间距85超过每个三线组89中相邻线之间的间距(或间隙)86、87。在一个实施方式中,第一多条平行线81可以形成为具有500微米节距(即线之间的间距),以及第二多条平行线82可以形成为具有500微米节距和相对于第一多条平行线81的250微米的偏移。其后,第三多条平行线83可以形成为具有500微米节距和相对于第一多条平行线81的125微米的偏移。该布置产生多个三线组89,它们通过250微米的间隙与每个三线组分隔,每个三线组内的相邻线通过125微米的间隙彼此分隔。如所示的,各组的平行表面下激光损坏线81-83彼此平行。
方向)偏离三度,激光损坏图案组合形成多个三线组89,其以组间间距85彼此分开,组间间距85超过每个三线组89中相邻线之间的间距(或间隙)86、87。在一个实施方式中,第一多条平行线81可以形成为具有500微米节距(即线之间的间距),以及第二多条平行线82可以形成为具有500微米节距和相对于第一多条平行线81的250微米的偏移。其后,第三多条平行线83可以形成为具有500微米节距和相对于第一多条平行线81的125微米的偏移。该布置产生多个三线组89,它们通过250微米的间隙与每个三线组分隔,每个三线组内的相邻线通过125微米的间隙彼此分隔。如所示的,各组的平行表面下激光损坏线81-83彼此平行。
图13是结晶材料基材90的俯视平面示意图,其包括基材平面98和第一至第四多条基本平行的表面下激光损坏线91-94,它们相互之间散布或交错以形成第一至第四表面下激光损坏图案,其中所有线相互平行并垂直于基材平面98(和 方向)。在某些实施方式中,第一至第四多条表面下激光损坏线91-94可以各自包括节距为500nm的线,其中第二多条线92从第一多条线91偏移250微米,第三多条线从第一多条线91偏移125微米,以及第四多条线从第一多条线91偏移375微米。最终结果是在第一多条线91至第四多条线94的每条线之间提供125微米的间隙。四线重复组95由第一至第四线91-94组成。
方向)。在某些实施方式中,第一至第四多条表面下激光损坏线91-94可以各自包括节距为500nm的线,其中第二多条线92从第一多条线91偏移250微米,第三多条线从第一多条线91偏移125微米,以及第四多条线从第一多条线91偏移375微米。最终结果是在第一多条线91至第四多条线94的每条线之间提供125微米的间隙。四线重复组95由第一至第四线91-94组成。
形成类似于图13所示基材90的结晶材料基材的替代方法包括使用四次激光表面下损坏形成,其中每次形成线具有500微米节距。在第一次之后,由第二次形成的线与第一次的线偏移125微米,然后第三次的线与第一次的线偏移250微米,然后第四次的线与第一次的线偏移375微米。
图14是结晶材料基材100的俯视平面示意图,其包括基材平面108,且包括散布的第一至第三多条表面下激光损坏线101、103,其形成第一、第二和第三表面下激光损坏图案。第一和第二多条线101、102各自彼此平行并且垂直于主基材平坦部108(并且垂直于 方向),而第三多条线103不平行于第一和第二多条线101、102(例如具有1至5度的范围内的角度差),但是不与基材100内的第一和第二线101、102中的任一条相交。在某些实施方式中,首先形成第一和第二多条平行线101、102,并且随后形成第三多条平行线103。在某些实施方式中,第一和第二多条平行线101、102各自具有500微米的节距,第二多条平行线102相对于第一多条平行线101偏移250微米。多线重复组104由第一至第三线101-103组成。
方向),而第三多条线103不平行于第一和第二多条线101、102(例如具有1至5度的范围内的角度差),但是不与基材100内的第一和第二线101、102中的任一条相交。在某些实施方式中,首先形成第一和第二多条平行线101、102,并且随后形成第三多条平行线103。在某些实施方式中,第一和第二多条平行线101、102各自具有500微米的节距,第二多条平行线102相对于第一多条平行线101偏移250微米。多线重复组104由第一至第三线101-103组成。
虽然图14中的表面下激光损坏线是不交叉的,但是在一些实施方式中,一条或多条表面下激光损坏线(例如在随后的激光损坏形成过程中形成)可以与一条或多条其他表面下损坏线(例如在先前或初始激光损坏形成过程中形成)交叉。在某些实施方式中,交叉的表面下激光损坏线之间的相对角度可以为4至30度、或5至20度、或5至15度、或5至10度。
图15是结晶材料基材110的俯视平面示意图,其包括基材平面118,且包括散布的第一至第三多条表面下激光损坏线111-113,其形成第一表面下激光损坏图案至第三表面下激光损坏图案。第一和第二多条线111、112各自彼此平行并且不垂直于主基材平坦部108(例如具有1度至5度的范围内的角度差),而第三多条线113垂直于主基材平坦部118但其中的至少一些(或全部)线不与基材110内的第一和第二组线111、112的线相交。在某些实施方式中,第一和第二多条平行线111、112各自具有510微米的节距,其中第二多条平行线112相对于第一多条平行线111偏移250微米。三线重复组114由第一至第三线111-113组成。
图16是根据一个实施方式的结晶材料基材的俯视平面示意图,该基材包括限定在其中的散布的第一、第二和第三表面下激光损坏图案,其中所有激光损坏线彼此平行,且激光损坏线的组间间距在基材的至少一部分上不均匀。
图17是根据一个实施方式的结晶材料基材的俯视平面示意图,该基材包括限定在其中的散布的第一、第二和第三表面下激光损坏图案,其中所有激光损坏线彼此平行,且激光损坏线表现出组内间隔、组间间隔和组组成的变化。
图18是根据一个实施方式的结晶材料基材的俯视平面示意图,该基材包括依次形成的在其中限定的第一、第二和第三表面下激光损坏图案,其中第一和第二组激光损坏线彼此平行,而第三组激光损坏线不平行于第一和第二组激光损坏线并且与第一和第二组激光损坏线交叉。
图19是包括依次形成的第一、第二和第三表面下激光损坏图案的结晶材料基材的俯视平面示意图,其中各组激光损坏线包括平行线,且各组激光损坏线彼此不平行。虽然图11A-19示出了包括三组或四组多个表面下激光损坏线的实施方式,但是应理解,可以提供任意合适数量的表面下激光损坏线组。例如,在某些实施方式中,在没有第三和/或第四多条表面下激光损坏线的情况下,第一和第二多条表面下激光损坏线可以散布。在某些实施方式中,可以分别在第一次和第二次中形成第一多条表面下激光损坏线和第二多条表面下激光损坏线,其中每一多条激光损坏线具有250微米的节距,且第二多条激光损坏线相对于第一多条激光损坏线偏移125微米。
在某些实施方式中,通过在结晶材料的非重叠的第一和第二区域中形成第一组表面下激光损坏部位,随后在第一和第二区域中形成第二组表面下激光损坏部位,使表面下激光损坏分布在结晶材料的多个非重叠区域中,其中在非重叠区域中形成第二组表面下激光损坏部位的至少一些(或所有)部位不与第一组表面下激光损坏部位的部位交叉。随后可以形成一组或多组其他表面下激光损坏部位,并使其分布在结晶材料的相同的不重叠的第一区域和第二区域中。尽管已经描述了第一区域和第二区域,但是应当理解,可以定义任何合适数量的非重叠区域(例如,三个、四个、五个、六个或更多个区域)。在某些实施方式中,这样的区域不仅可以缺乏任何重叠,而且可以以非接触关系彼此间隔开(例如横向间隔开)。
图20A是结晶材料基材150的俯视平面图,示出其中可以形成激光损坏区的不重叠的第一、第二和第三区域150A-150C。尽管为了说明的目的已经向第一和第三区域150A、150C添加阴影以强调第一至第三区域150A-150C之间的边界,但是应当理解,实际的结晶材料基材150的颜色通常是均匀的。每个区域150A-150C接触基材150的主平坦部150’的一部分。虽然在图20A-20D中示出了三个区域150A-150C,但是设想了任何合适数量的区域,如两个、三个、四个、五个、六个或更多个,并且此类区域可以以任何合适的构造布置,如以一维阵列、二维阵列、从中心点延伸的区段(例如楔形区段)等。
图20B是在第一至第三区域150A-150C中形成第一多个表面下激光损坏区151之后图20A的结晶材料基材150的俯视平面图。如所示,激光损坏区151设置为基本上平行的线,其基本上垂直于基材150的主平坦部150’。多个激光损坏区151设置在第一至第三区域150A-150C的每一个中。虽然图20B中未示出,但应理解横向延伸的裂纹(例如图11B所示)可以从激光损坏区151散发,但优选不连接相邻的激光损坏区151。在某些实施方式中,多个表面下激光损坏区151的表面下激光损坏区151可以在第一区域150A中形成,然后在第二区域150B中形成,最后在第三区域150C中形成。
图20C是在第一至第三区域150A-150C中形成第二多个表面下激光损坏区152之后图20B的结晶材料基材150的俯视平面图。如所示,第二多个表面下激光损坏区152的激光损坏区152设置为基本上平行的线,其基本上垂直于主平坦部150’,且在第一至第三区域150A-150C的每一个中设置多个激光损坏区152。此外,第二多个表面下激光损坏区152的每个激光损坏区152基本上平行于第一多个表面下激光损坏区151。虽然图20C中未显示,但应理解横向延伸的裂纹可以从各激光损坏区151,152发散,但此类裂纹优选在相邻激光损坏区151,152之间不连接。在某些实施方式中,多个表面下激光损坏区152中的表面下激光损坏区152可以与第一表面下激光损坏区151相同的顺序形成(例如表面下激光损坏区152可以在第一区域150A中形成,然后在第二区域150B中形成,最后在第三区域150C中形成)。以这种方式,第二多个表面下激光损坏区152的激光损坏区152散布在第一多个表面下激光损坏区151的激光损坏区151之间。
图20D是在第一至第三区域150A-150C中形成第三多个表面下激光损坏区153之后的图20C的结晶材料基材的俯视平面图。如所示,第三多个表面下激光损坏区153的激光损坏区153设置为基本上平行的线,其基本上垂直于主平坦部150’,并且第三多个表面下激光损坏区153的多个激光损坏区153设置在第一至第三区域150A-150C的每一个中。第三多个表面下激光损坏区153的每个激光损坏区153可以基本上平行于第一和第二多个表面下激光损坏区151、152。由第一至第三表面下激光损坏区151-153提供的表面下激光损坏图案形成多个三线组154,其以组间间距154’彼此间隔开,该组间间距154’超过每个三线组154中相邻的激光损坏区151-153之间的间距。虽然图20C中未示出,但应理解横向延伸的裂纹可从各激光损坏区151-153发散,裂纹在所有激光损坏区151-153之间横向延伸(例如图11D所示),以促进随后从基材150的其余部分断裂基材150的上部部分。在某些实施方式中,多个表面下激光损坏区152中的表面下激光损坏区153可按照与第一和第二表面下激光损坏区151,152相同的顺序形成(例如表面下激光损坏区153可在第一区域150A中形成,然后在第二区域150B中形成,最后在第三区域150C中形成)。以这种方式,第三多个表面下激光损坏区153的激光损坏区153散布在第一和第二多个表面下激光损坏区151、152的激光损坏区151、152之间。
平行处理和/或激光束分离
在某些实施方式中,可以同时处理一个基材的多个区域以在多个基材区域中形成表面下激光损坏,和/或可以在单个工具内布置多个基材以用于同时或基本上同时的激光处理,以增强工具产量。在某些实施方式中,可以使用一个或多个分束器将一个激光器的输出光束分成多个光束,可以将光束的各个光束提供给不同基材或单个基材的不同区域,以利用本文所公开的方法在其中形成表面下激光损坏。在某些实施方式中,多个激光器可用于同时向多个基材或单个基材的多个区域提供光束,以利用本文所公开的方法在其中形成表面下激光损坏。
图21是激光处理设备的支架163的俯视平面示意图,该支架设置成保持四个基材155A-155D,其中可以利用一个或多个激光器形成表面下激光损坏。如所示,每个基材155A-155D包括限定在其中的表面下激光损坏图案,这种图案包括第一、第二和第三多条基本上平行的线156-158。三个激光损坏图案组合形成多个三线组156,其以组间间距160彼此分开,组间间距160超过每个三线组159中的相邻线之间的间距161、162。在某些实施方式中,可以用第一激光器或第一分离激光束部分在第一基材155A和第三基材155C中形成激光损坏图案,并且可用第二激光器或第二分离激光束部分在第二基材155B和第四基材155D中形成激光损坏图案。在某些实施方式中,承载基材155A-155D的支架163配置为移动(例如在两个(x,y)横向方向上),同时限制一或多个激光器和/或其聚集光学器件横向移动(但可以经受竖直(z方向)移动)。
图22A是用激光束处理的单个基材164的俯视平面示意图,所述激光束分成多个部分以根据基材164的多个区域中的第一表面下激光损坏图案同时形成表面下激光损坏区。如所示,基材164包括多个区域164A-164C(例如类似于图20A-20C中所描绘的区域150A-150C)。初始的激光损坏形成步骤包括冲击两个分离的激光束部分以在第一和第二区域164A、164B中同时形成激光损坏区165’。基材164可以相对于激光横向标引(例如在与向右箭头相反的方向上),随后的激光损坏形成步骤包括冲击两个分离的激光束部分以同时在第一和第二区域164A、164B中形成激光损坏区165”。重复该过程以在第一和第二区域164A、164B中形成其他激光损坏区165”’、165””,并最终覆盖第一、第二和第三区域164A-164C以形成第一表面下激光损坏图案。之后,可以重复该过程以分别形成第二和第三表面下激光损坏图案,它们与第一表面下激光损坏图案散布。第一和第二分离激光束部分可以用于在可以由单个未分离的激光束形成图案的一半时间内形成分布在整个基材164上的表面下激光损坏图案。图22B是两个基材166A、166B的俯视平面示意图,所述基材由支架168支撑并用激光束处理,激光束分成两个部分以根据两个基材166A、166B中的至少一个表面下激光损坏图案同时形成表面下激光损坏。初始激光损坏形成步骤包括冲击两个分裂激光束部分以在第一和第二基材166A、166B中同时形成激光损坏区167’。承载基材166A、166B的支架可以相对于激光横向标引(例如在与向右箭头相反的方向上),且随后的激光损坏形成步骤包括撞击两个分裂激光束部分以同时在第一和第二基材166A、166B中形成激光损坏区167”。重复该过程以在第一和第二基材166A、166B中形成额外的激光损坏区167”’、167””,并最终覆盖第一和第二基材166A、166B以在其中形成第一表面下激光损坏图案。其后,可重复该过程以分别在基材166A、166B中形成第二和第三表面下激光损坏图案,它们与第一表面下激光损坏图案散布。
在不同深度处形成重叠的表面下激光损坏
在某些实施方式中,可以在结晶材料基材的内部形成以第一深度为中心的初始的表面下激光损坏,以及可以在基材的内部形成以第二深度为中心的其他表面下激光损坏,其中其他表面下激光损坏基本上与初始的表面下激光损坏对准,以及其他表面下激光损坏的至少一部分的竖直范围与初始的激光损坏的至少一部分的竖直范围重叠。重申,配置为在不同深度处赋予激光损坏的一个或多个随后的进程可以添加到一个或多个先前进程的顶部,以提供具有重叠竖直范围的表面下激光损坏。在某些实施方式中,可以响应于断裂之前的确定(例如通过光学分析)进行一个或多个先前的表面下激光损坏形成步骤不完整的重叠表面下损坏的添加。在不同深度形成重叠的表面下激光损坏可结合本文中任何其他方法步骤进行,包括(但不限于)形成多个散布的表面下激光损坏图案。
图23A是结晶材料基材170的横截面示意图,该基材包括相对于基材1770的第一表面171以第一深度为中心的第一表面下激光损坏图案173,其中表面下损坏图案173由激光179的聚焦发射产生。第一表面下激光损坏图案173具有竖直范围174,其保留在第一表面171和相对的第二表面172之间的基材170的内部。图23B是在形成以第二深度为中心并与第一表面下激光损坏图案173对齐的第二表面下激光损坏图案175之后图23A的基材的横截面示意图,其中第二损坏图案175的竖直延伸部176在损坏重叠区177中与第一损坏图案173的竖直延伸部174重叠。在某些实施方式中,可以沿着或通过损坏重叠区177进行结晶材料170的随后的断裂。在不同深度处形成非重叠的表面下激光损坏
在某些实施方式中,可以在基材中的不同深度形成表面下激光损坏线,而不与其他(例如先前形成的)表面下激光损坏线对齐,和/或不使初始和随后的激光损坏的竖直范围在特征上重叠。在某些实施方式中,表面下激光损坏的散布图案可以包括激光线组,其中不同的组聚焦在相对于基材表面的不同深度处。在某些实施方式中,在基材的内部内的激光发射的聚焦深度在不同的激光线组(例如第一和第二组、第一至第三组、第一至第四组等的至少两个不同的组)之间相差在从约2微米至约5微米(即约2μm至约5μm)的范围内的距离。
激光工具校准
切口损失的主要驱动因素之一是锭侧的主要断裂区域下方的表面下激光损坏。通常,表面下激光损坏的增加增加了切口损失。表面下激光损坏增加的一个潜在原因是不能充分补偿结晶材料的光学特性。
在某些实施方式中,在激光工具中形成表面下激光损坏之前,每次向激光工具提供结晶材料基材(例如锭)时,可以进行激光校准。这种校准可以利用可变高度调整以在形成结晶材料基材的上表面的激光束的最佳焦点处实现初始状态,随后根据随后的状态调整激光工具的孔或校正环圈,该孔或校正环圈对应于结晶材料中的表面下激光损坏的所需形成深度。
晶片图像
图24A是使用本文所述的热致断裂方法从载体(即图24B中所示的热塑性胶粘合的蓝宝石载体181)分离之后的SiC晶片180的透视图照片。晶片180和载体181均具有150mm的直径。热致断裂后没有观察到晶片断裂。图24C是图24A的SiC晶片照片的部分色调反转版本,以强调SiC晶片180的中心掺杂环182与环形外部部分183之间的对比。图24D示出用虚线椭圆注释的图24C的图像,以表示中央掺杂环182和SiC晶片180的环形外部183之间的边界。掺杂环182表示相对于SiC晶片的环形外部部分183具有增加的掺杂的区域。由于掺杂的半导体材料(例如SiC)展现出增加的IR波长吸收,因此当寻求在掺杂环182中的SiC晶片中形成表面下激光损坏时,与环形外部部分183相比,较高的激光功率可能是有益的。在某些实施方式中,可以检测指示基材的至少一部分表面上的结晶材料的不均匀掺杂的条件的存在,如通过用光学手段检测光反射或吸收的变化以确定至少一个第一掺杂区和至少一个第二掺杂区(例如掺杂环182和环形外部部分183)的存在。之后,响应于指示结晶材料的非均匀掺杂的条件的检测,在形成表面下激光损坏图案期间可以改变激光功率,以在第一掺杂区(例如掺杂环182)中形成表面下激光损坏时以第一平均功率提供激光发射,并在第二掺杂区(例如环形外部183)中形成表面下激光损坏时以第二平均功率提供激光发射,其中第一平均功率水平和第二平均功率水平彼此不同。
图25是通过涉及形成表面下激光损坏和随后的分离的过程从锭分离的SiC晶片的Si面的透视照片,其中插图部分(右上)描绘SiC晶片的有意分离的碎片,包括随后的扫描电子显微镜(SEM)图像中描绘的边缘。
图26是在15度倾角下获取的图25的SiC晶片段的一部分的45倍放大SEM图像,其中叠加箭头示出 和
和 晶面的方向。激光线垂直于
晶面的方向。激光线垂直于 方向,其间间隔约250微米。图27是在15度倾角下获得的图25的SiC晶片碎片的一部分的1300倍放大SEM图像。图28是图25的SiC晶片碎片的一部分的以15度倾角获取的350倍放大SEM图像。如图28所示,离轴解理平面大致与激光间距相关,但在整个晶片表面上不一致。这可至少部分归因于解理平面上激光线位置的变化。在该晶片中,在多晶内含物处引发断裂。
方向,其间间隔约250微米。图27是在15度倾角下获得的图25的SiC晶片碎片的一部分的1300倍放大SEM图像。图28是图25的SiC晶片碎片的一部分的以15度倾角获取的350倍放大SEM图像。如图28所示,离轴解理平面大致与激光间距相关,但在整个晶片表面上不一致。这可至少部分归因于解理平面上激光线位置的变化。在该晶片中,在多晶内含物处引发断裂。
图29是图25的SiC晶片碎片的一部分的在2度倾角下获取的100倍放大SEM图像。图30是在2度倾角下获得的图25的SiC晶片碎片的一部分的1000倍放大SEM图像。图29和30示出与沿着断裂区的表面特征相比,激光损坏相当浅。所得断裂损坏的变化是可见的,特别是在图30的中心部分。
图31A是图25的SiC晶片的小的中心部分的共焦激光扫描显微图像,具有通过激光扫描形成的“沟槽”的叠加十字线标记位置。图31B是图31A的SiC晶片的部分的表面轮廓图。参考图31B,可以观察到相对于SiC解理面的激光线位置的变化。
图32A是图35的SiC晶片的较大的顶部附近(如图所示)部分的共焦激光扫描显微图像,具有通过激光扫描形成的“沟槽”或线的叠加十字线标记位置。图32B是图32A的SiC晶片的顶部附近部分的表面轮廓图。在图32B中,对应于激光损坏的第一对线(表示为椭圆200内的十字线)分开超过30微米的深度,且对应于激光损坏的第二对线(表示为椭圆201内的十字线)分开超过20微米的深度。图32A和32B示出激光线之间的不规则间距,其中第一对线内(椭圆200内)的单独线彼此更靠近,而第二对线内(椭圆201内)的单独线比其他所示的激光损坏线彼此更靠近。
图33A是图25的SiC晶片的较大的底部附近(如图所示)部分的共焦激光扫描显微图像,具有通过激光扫描形成的“沟槽”的叠加十字线标记位置。图33B是图33A的SiC晶片的底部附近部分的表面轮廓图。图33B显示相邻激光损坏线对之间的横向距离变化,一对间隔334微米,另一对间隔196微米,但最大深度变化为13微米。
形成表面下激光损坏之后基材的断裂
如本文先前讨论的,可以在结晶材料基材内形成表面下激光损坏以制备用于断裂的基材以从基材移除至少一个薄层结晶材料(例如晶片)。虽然下文描述了具体断裂技术的实例(例如冷却与基材结合的CTE不匹配载体,在基材上冲击超声波,或在安装于基材的载体上施加弯曲力矩),但是应当理解,本文所述的各种表面下激光损坏形成技术可以用于任何合适的断裂技术,包括本领域技术人员已知的断裂技术。
通过冷却具有载体/基材CTE不匹配的刚性载体断裂
图34A-34F示出根据本公开的一个实施方式的用于断裂结晶材料的载体辅助方法的步骤,该方法利用具有比结合到结晶材料的结晶材料更大的CTE的刚性载体。图34A是具有结合到刚性载体202的第一表面203的粘合剂材料层198并且具有与第一表面203相对的第二表面204的刚性载体202的侧横截面示意图。
图34B是包含图34A的刚性载体202和粘合剂材料198的组件188的横截面示意图,该组件结合到其中具有表面下激光损坏区196的结晶材料基材190。刚性载体202具有比基材190更大的直径或横向范围。基材190包括靠近粘合剂材料198的第一表面192,并包括相对的第二表面194,表面下激光损坏196更靠近第一表面192而不是第二表面194。粘合剂材料198在结晶基材190的第一表面192与刚性载体202的第一表面203之间延伸。粘合剂材料198可以根据选择的结合方法(例如热压粘合剂结合、压缩辅助UV结合、化学反应性结合等)的要求来固化。在某些实施方式中,第二载体(未示出)可以结合至基材190的第二表面194,其中第二载体可选地不宽于基材190和/或CTE匹配基材。
图34C是在将刚性载体202的第二表面204定位在冷却设备的支撑表面208上之后的图34B的组件的横截面示意图,该冷却设备配置为接收冷却液体的冷却卡盘206的形式。刚性载体202和冷却的卡盘206之间的接触使得热量从刚性载体202传递到冷却的卡盘206。在冷却过程期间,由于载体202的CTE大于基材190,刚性载体202将横向收缩到比结晶材料基材190大的程度,使得载体202在基材190上施加剪切应力。由于在将刚性载体202结合到基材190的粘合剂层198附近存在表面下激光损坏196,在基材190上施加剪切应力导致结晶材料沿着或靠近表面下激光损坏区196断裂。
在某些实施方式中,冷却的卡盘206具有比刚性载体202的直径更小的直径。虽然冷却的卡盘206可以供应有冷却液体,但是刚性载体202没有必要达到液氮温度(-160℃)来成功地完成结晶材料基材190的热致断裂。使用维持在-70℃的冷却卡盘断裂由单晶蓝宝石基材支撑的单晶SiC材料已经获得了有利的分离结果。可以使用从两相泵送的蒸发冷却系统接收的各种冷却液体,例如液体甲醇(其在-97℃在其冰点以上保持可流动)来维持这样的温度。通过在维持在-20℃的冰箱中冷却载体、粘合剂和基材也已经获得了有利的分离结果,其中这样的温度可以使用单相蒸发冷却系统来维持。使用单相蒸发冷却系统或双相泵送蒸发冷却系统而不是液氮的能力显著降低了操作成本。
图34D是在结晶材料沿着表面下激光损坏区断裂之后,从包括刚性载体202、粘合剂材料198和从基材190A的其余部分去除的结晶材料210的一部分的结合组件分离的结晶材料基材190A的其余部分的横截面示意图。结晶材料基材190A的其余部分由与第二表面194相对的新的第一表面193(具有残余的激光损坏196A)界定。相应地,结晶材料210的去除部分由与第一表面192相对的新的第二表面212(具有残余激光损坏196B)界定。其后,包括刚性载体202、粘合剂材料198和结晶材料160的移除部分的结合组件215可以从冷却的卡盘206撤出。
图34E是从液冷卡盘206撤出之后的图34D的结合组件215的横截面示意图。保持附接到刚性载体202的结晶材料210的去除部分有利地为结晶材料210的去除部分提供机械支撑,以允许在新表面212上进行一个或多个表面处理步骤(例如研磨、抛光等),以去除残余激光损坏196B并实现结晶材料210的期望厚度(例如经由研磨,可选地随后化学机械平坦化和/或抛光步骤)。在某些实施方式中,激光损坏去除和减薄可以包括顺序研磨/抛光操作,以及为随后的操作(例如表面注入、激光标记(例如沿着晶片平面)、外延层的形成、金属化等)准备新表面212的任何合适的抛光和清洁步骤。
图34F是由加热的真空吸盘216的上表面218支撑的结晶材料210的去除的部分的横截面示意图,其中在升高的温度软化和释放粘合剂材料198之后,刚性载体202和粘合剂材料198横向平移远离结晶材料212的去除的部分。即加热的真空卡盘216可以将粘合剂材料198加热到足够的温度以软化和/或流动,使得在向刚性载体202的第二表面204施加外部剪切应力时,允许刚性载体202横向平移远离结晶材料212的被移除部分,其由加热的真空吸盘216临时保持在一个位置。此后,可以关闭加热的真空吸盘216,并且结晶材料212的移除部分体现为自支撑材料。如果需要,可以从刚性载体202的第一表面203去除和清洁来自粘合剂198的任何残留物,并且刚性载体202可选地可以再用于另一断裂操作。去除的结晶材料然后可以用作用于沉积一个或多个外延层和导电金属层的生长基材,以形成器件晶片,然后被单片化以形成分立的半导体器件。
由超声波能量引起的断裂
用于沿着结合到刚性载体的结晶材料的激光诱导表面下损坏区实现断裂的另一种方法涉及在处于结合状态时向结晶材料施加超声能量。图35是组件188A的横截面示意图,其包括具有表面下激光损坏196A的结晶材料190A,并使用介入的粘合剂材料198A粘合到刚性载体202A,其中组件188A布置在超声波发生器设备220的液池225中。设备220还包括容器222,其布置成与超声产生元件224接触,容器222容纳液体浴225。刚性载体202A的存在可以减少或消除结晶材料190A在受到超声能量时的断裂,特别是如果在分离之前残留应力残留在刚性载体202A和结晶材料190A之间(例如由于CTE不匹配)。这种残余应力可减少引发结晶材料断裂所需的超声能量的量,从而降低材料断裂的可能性。
由机械力引起的断裂
在某些实施方式中,可以通过(i)在载体的至少一个边缘附近施加机械力(例如可选地定位在一个或多个点处)来促进结合到刚性载体的结晶材料的断裂。这种力可以在载体的至少一部分中赋予弯曲力矩,这种弯曲力矩被传递到表面下激光损坏区以引发断裂。图36A-36C示出了示例性实施例。
图36A-36C是截面示意图,其示出通过在载体238的一个边缘附近施加机械力而使具有表面下激光损坏233的结晶材料基材236断裂的步骤,基材236结合到载体。结合组件包括结晶材料基材236,其具有结合在刚性载体238、238’之间的表面下激光损坏区233。每个刚性载体238、238’包括与基材236的平坦部235对准的横向突出的凸出部分239、239’,从而提供限定凹槽231的局部增大的边界区域,工具219可以插入到该凹槽中。图36A示出将工具219插入凹部191之前的状态。图36B示出了当工具216向上倾斜时在工具219插入凹部中之后的状态,由此在趋向于促进刚性支架238、238’之间的分离的方向上施加牵拉力,由此在至少一个支架238上施加弯曲力矩M。在某些实施方式中,基材236包括具有六方晶体结构的材料(例如4H-SiC),并且弯曲力矩M取向在垂直于六方晶体结构的 方向的±5度内(或等效地在平行于[1-100]方向的±5度内)。图36C显示沿着表面下激光损坏区233初始断裂结晶基材236之后的状态,由此结晶材料的上部236保持结合到上载体238,且结晶材料的下部236B保持结合到下载体238’,且上载体238相对于下载体238’向上倾斜。这种断裂产生与第二结合组件229B(包括结晶材料的下载体238’和下部分236B)分离的第一结合组件229A(包括结晶材料的上载体238和上部分236A)。在某些实施方式中,可以在基材结合的刚性载体的相对边缘附近施加机械力,以促进结合至载体的具有表面下激光损坏的结晶材料的断裂。
方向的±5度内(或等效地在平行于[1-100]方向的±5度内)。图36C显示沿着表面下激光损坏区233初始断裂结晶基材236之后的状态,由此结晶材料的上部236保持结合到上载体238,且结晶材料的下部236B保持结合到下载体238’,且上载体238相对于下载体238’向上倾斜。这种断裂产生与第二结合组件229B(包括结晶材料的下载体238’和下部分236B)分离的第一结合组件229A(包括结晶材料的上载体238和上部分236A)。在某些实施方式中,可以在基材结合的刚性载体的相对边缘附近施加机械力,以促进结合至载体的具有表面下激光损坏的结晶材料的断裂。
应注意,特别考虑结合两种或更多种断裂技术(例如CTE不匹配和超声诱导的断裂;或CTE不匹配和机械诱导的断裂;或超声诱导和机械诱导断裂)。在某些实施方式中,超声浴的液体可以在施加超声能量之前或期间冷却。完成断裂所需的机械力的量可能受到基材与载体之间的CTE差异的影响。在某些实施方式中,可以组合CTE差和机械力。如果载体和基材之间的CTE差较小或不存在(即匹配的CTE),则可能需要更多的机械力来完成断裂。相反,如果CTE不匹配较大,则可能需要减小的机械力或不需要机械力来完成断裂。
器件晶片分离过程
在某些实施方式中,可以在结晶材料上形成至少一个外延层(以及可选地至少一个金属层)之后,将激光和载体辅助分离方法应用于结晶材料,作为操作的基于半导体的器件的一部分。此器件晶片分离过程对于通过显著减少在器件形成之后研磨掉基材材料的需要而增加结晶材料的产率(且减少浪费)的能力特别有利。
图37A-37O是示出器件晶片分离过程的步骤的横截面示意图,根据该过程,厚晶片从结晶材料断裂,至少一个外延层生长在厚晶片上,并且厚晶片断裂以形成第一和第二结合组件,每个结合组件包括载体和从厚晶片分离的薄晶片,其中第一结合组件包括作为操作的基于半导体的器件的一部分的至少一个外延层。
图37A示出结晶材料基材240,其具有第一表面241和相对于第一表面布置在一定深度的表面下激光损坏243。图37B示出了在第一表面241之上添加粘合剂材料244之后的图37A的基材240。图37C示出了在使用粘合剂材料244将刚性载体246结合到基材240上之后图37B中所描绘的项目。图37D示出了在沿着表面下激光损坏243断裂基材240(例如,使用本文公开的一种或多种方法)之后产生基材240的剩余部分的图37D的项目,该剩余部分从包括载体246、粘合剂材料244和从基材240去除的结晶材料部分(例如厚晶片)242的结合组件分离。在某些实施方式中,厚晶片242可以具有约350至750微米的范围内的厚度。厚晶片242的暴露表面243A、243B和基材240的其余部分可分别呈现表面不规则性,其可以通过如研磨、CMP、抛光等的表面处理步骤来减少。图37E示出了在从载体246脱离和移除之后的厚晶片242,其中厚晶片242包括垂直边缘轮廓。晶片的垂直边缘容易断裂,在晶片处理期间产生不可接受的边缘碎片和颗粒。为了降低断裂的风险,晶片边缘可以被边缘研磨以产生具有斜面或圆形边缘的非垂直晶片边缘。图37F示出了厚晶片242,其被支撑在转台的相对的上和下抓持部分248A、248B之间,该转台靠近旋转轮廓研磨工具249,其具有凹形切削表面249A(例如浸有金刚石颗粒),该凹形切削表面被配置成赋予厚晶片242圆形边缘轮廓247。图37G示出了在边缘研磨(也称为边缘成型)之后的厚晶片242,其中该厚晶片包括圆形边缘247,其提供第一和第二晶片表面251、252之间的边界。
图37H示出了在厚晶片251的第一表面251上或上方沉积一个或多个外延层253之后的图37G的厚晶片242。由于粘合剂与外延固有的高温的不相容性,图37D所示的载体不存在。图371示出了在外延层253上方形成导电(例如金属)接触件254以形成至少一个操作半导体器件之后的图37H的结构,其中厚晶片242仍具有圆形边缘247。常规地,研磨将在第二表面252上进行以将厚晶片242减薄至对于所得器件而言适当的厚度(例如对于肖特基二极管或MOSFET而言100至200微米)。本文公开的方法减少了对晶片研磨的需要,而是利用激光和载体辅助分离来去除厚晶片的一部分,从而厚晶片可以被表面精整并用于制造另一操作半导体器件。
发明人已发现,厚晶片242上圆形边缘247的存在抑制了相邻边缘247的表面下激光损坏的受控形成,因为圆形轮廓负面地影响激光聚集和深度控制。为了解决这个问题,可以在进一步激光处理之前去除厚晶片242的圆形边缘247。图37J示出了图37I的结构,该结构经受使用边缘研磨机256的研磨以研磨掉圆形的边缘247并且赋予在厚晶片242的第一和第二表面251、252之间延伸的基本上垂直的边缘255,其中外延层253和接触件254布置在第一表面251上。
图37K示出了在厚晶片242的第一表面251、外延层253和接触件254之上添加临时粘合剂材料257之后图37J的结构,其准备接收和粘合第一载体。图37L示出了在临时粘合剂材料257上添加第一载体258之后并且在通过穿过厚晶片242的第二表面252入射聚焦的激光发射而在厚晶片242内形成表面下激光损坏259之后的图37K的结构。图37M示出了在将刚性第二载体260结合到厚晶片242的第二表面252上靠近表面下激光损坏259之后的图37L的结构。为了分离的目的,刚性第二载体260将充当旨在去除厚晶片242的一部分(即层)的前侧载体。
在某些实施方式中,激光发射可以应用于独立设备厚晶片,且第一和第二载体可基本上同时结合到厚晶片的正面和背面。在某些实施方式中,可以在载体或晶片上针对前侧和后侧中的一者或两者施加粘合剂材料。
图37N示出了在应用如本文公开的至少一个断裂过程以沿着表面下激光损坏259断裂厚晶片242以产生第一和第二结合子组件262A、262B之后的图37M的项目。第一结合子组件262A包括第一薄晶片部分242A(与图37M的厚晶片242分离)、外延层253、接触件254、临时粘合剂材料和第一载体258。第二结合子组件262B包括第二薄晶片部分242B(与图37M的厚晶片242分离)和第二载体260。薄晶片部分242A、242B的暴露表面259A、259B可能由于激光损坏和/或断裂而呈现表面不规则,其可通过常规表面处理步骤(例如研磨、CMP和/或抛光)来减少。图37O示出了通过移除临时粘合剂257和第一载板258从第一结合子组件262A得到的可操作半导体器件264。在移除第二载体260之后,此图还有第二薄晶片部分242B,以制备第二薄晶片部分242B以供进一步处理(例如,外延生长)。
包括重新使用载体晶片的示例性方法
图38是示意性示出根据本发明的方法的步骤的流程图。从左上开始,激光器266可以将激光发射聚焦在厚结晶材料基材270(例如SiC锭)的第一表面272下方,以产生表面下激光损坏区268。其后,载体晶片224可以结合到结晶材料基材270的第一表面272,载体晶片274包括第一表面276(相邻基材270的第一表面272)和与载体晶片274的第一表面276相对的第二表面278。载体晶片278与结晶材料基材270之间的这种结合可通过本文公开的任何方法(如粘合剂结合或阳极结合)来进行。关于结晶材料基材与载体之间的阳极结合的细节公开于美国专利申请公开号2016/0189954,其中此公开的内容通过引用结合在此。之后,施加如本文公开的断裂过程(例如冷却CTE不匹配的载体、施加超声能量和/或施加机械力)以沿着表面下激光损坏区218断裂结晶材料270,使得结合到载体晶片278的结晶材料部分280与结晶材料基材270A的剩余部分分离。具有残余激光损坏的结晶材料基材270A的其余部分的新暴露表面282A被研磨光滑且清洁,并且返回到该过程的开始处(在图38的左上部)。而且,去除的结晶材料280的新暴露表面284在附着到载体274的同时被研磨成光滑的。其后,载体晶片274可以从结晶材料280的去除的部分分离,并且结晶材料280可以经受一个或多个层的外延生长以形成外延器件280’,同时载体晶片274被清洁并且返回到过程的开始(在图38的左上部)以实现结晶材料基材270的另一个相对薄的部分的去除。
图39是图38的结晶材料基材(例如SiC锭)270的一部分的横截面示意图,示出了表面下激光损坏268,其中叠加的虚线标识预期的切口损失材料区域290。预期的切口损失材料区域290包括激光损坏268,加上要从结晶材料部分280(例如SiC晶片)的下表面288(例如Si终止表面)机械地移除(例如通过研磨和抛光)以与基材270分离的材料284,加上要从基材270的剩余部分270A的上表面282A(例如,C终止)表面机械地移除(例如通过研磨和抛光)的材料286。结晶材料部分280的下表面288与其上表面272相对。在某些实施方式中,对于SiC,整个切口损失材料区域可具有在80-120微米范围内的厚度,以提供足以进行进一步处理的基材上表面282A和晶片下表面288。
通过多个研磨台/步骤的材料处理
在某些实施方式中,经受激光处理和断裂的结晶材料可以进一步用多个表面研磨步骤处理以去除表面下损坏和边缘研磨以赋予斜面或圆形的边缘轮廓,其中选择研磨步骤的顺序和/或使用保护性表面涂层来降低赋予额外表面损坏的可能性并使结晶材料晶片准备好用于化学机械平坦化。这些步骤可以例如使用根据本文公开的实施方式的材料处理设备来进行,其中示例性设备包括激光处理台、断裂台、在断裂台下游平行布置的多个粗磨台、以及在粗磨台下游布置的至少一个细磨台。当处理通过线锯切割的晶片时,通常在表面研磨或抛光之前进行边缘研磨以去除线锯切割表面损坏。然而,发明人已发现,具有激光损坏结合断裂损坏的基材部分(例如晶片)的边缘研磨增加了基材部分开裂的可能性。虽然不希望受关于这种现象的原因的任何特定理论的束缚,但认为如果在至少一些表面处理(研磨和/或抛光)之前进行边缘研磨,则由表面断裂产生的暴露的解理平面使得表面易于开裂。为此,已发现在边缘研磨之前执行至少一些表面处理(例如研磨和/或抛光)是有益的。
已经发现,粗磨步骤(即沿着基材部分和块体基材的断裂表面去除激光损坏和断裂损坏)倾向于需要比先前的激光处理和断裂步骤显著更长的时间来完成,并且比随后的的细磨步骤显著更长的时间来完成。为此,平行设置多个粗磨台,以从块状结晶材料(例如锭)中消除多个晶片的制造中的瓶颈。在某些实施方式中,机器人处理机可布置在多个粗磨台的上游和下游,以控制基材部分的装载和卸载。在某些实施方式中,载体结合台可设置在激光处理台和断裂台之间,并且载体去除台可设置在边缘研磨台的上游(直接或间接)。载体可理想地在至少一些表面研磨步骤期间保持结合至基材部分以降低断裂的可能性,特别是对于薄基材部分(例如晶片);然而,优选在边缘研磨之前(或在边缘研磨之前用保护涂层涂覆晶片之前)移除载体。
在某些实施方式中,载体结合台可以使用预涂覆有临时结合介质的载体,将载体对准并按压到基材表面,以及使结合介质经受必要的条件(例如热和压力)以实现载体和基材之间的结合。可替代地,载体结合台可以包括可根据需要用来涂覆载体或基材的涂覆台。
图40是根据一个实施方式的材料处理设备300的示意图,包括激光处理台302、载体结合台303、材料断裂台304、平行布置的多个粗磨台308A、308B、精磨台312、载体去除台313和CMP台314。激光处理台302包括至少一个激光器和用于至少一个基材的支架,所述支架布置成接收用于在结晶材料(例如锭)中形成表面下激光损坏的至少一个激光束。载体结合台303构造成将结晶材料(在其中具有表面下激光损坏)结合到至少一个刚性载体。断裂台304布置成从载体结合台303接收一个或多个组件(每个组件包括结合到刚性载体的基材),并沿着表面下激光损坏区断裂至少一个基材以去除基材部分(其可类似于结合到载体的晶片)。第一和第二粗磨台308A、308B平行布置在断裂台304的下游,其中第一机械处理器306设置成将从断裂台304接收的基材部分(作为结合组件的一部分)交替地输送至第一粗磨台308A或第二粗磨台3048B。在第一和第二粗磨台308A、308B的下游,提供第二机械处理器310以将粗研磨的基材部分(作为结合组件的一部分)输送到精磨台312。载体去除台313设置在精磨台312的下游,并用于将研磨的基材部分与载体分离。化学机械平坦化(CMP)台314设置在载体去除台313的下游,以制备基材部分以供进一步处理,如清洁与外延生长。CMP台314用于除去精磨后残留的损害,其本身除去粗磨后残留的损害。在某些实施方式中,每个粗磨台308A、308B包括具有小于5000目的研磨表面的至少一个研磨轮,并且精磨台312包括具有至少5000目的研磨表面的至少一个研磨轮。在某些实施方式中,每个粗磨台308A、308B经设置以从结晶材料部分(例如晶片)移除20微米至100微米的结晶材料的厚度,且精磨台312经设置以移除3微米至15微米的结晶材料的厚度。在某些实施方式中,每个粗磨台308A、308B和/或精磨台312可以包括多个研磨子台,其中,不同的子台包括不同目的研磨轮。
可以改善根据图40的设备的设备以适应边缘研磨,以赋予结晶基材部分(如晶片)的圆形或斜面边缘轮廓。这种边缘轮廓将降低晶片边缘断裂的风险。当基材部分结合至载体时,可以不执行边缘研磨;因此,载体去除台可以布置在边缘研磨台的上游(直接或间接)。
图41示出根据类似于图40的一个实施方式的材料处理设备320,但结合了边缘研磨台332。材料处理设备320包括激光处理台322、载体结合台323、材料断裂台324、第一机械处理器326、平行布置的多个粗磨台328A、328B、第二机械处理器328、载体去除台331、边缘研磨台332、精磨台334和CMP台336。示例性边缘研磨台332可布置成在转台的上夹持部与下夹持部之间夹持晶片,所述转台布置成靠近在表面期间具有凹形的旋转研磨工具(例如如图37G所示)。以这种方式夹持晶片可能不希望地对晶片表面(例如SiC晶片的Si终止表面)造成损坏。为此,图41所示的边缘研磨台332布置在精磨台334的上游,以允许在精磨台334中去除由边缘研磨台332产生的任何表面损坏。虽然精磨台334可去除小程度的厚度的晶片,从而改变由边缘研磨台332产生的圆角或斜角边缘轮廓,但是将保留足够程度的圆形或斜切边缘轮廓以抑制晶片边缘的断裂。
根据图41的设备320可以用于进行用于处理结晶材料晶片的方法,结晶材料晶片包括在其上具有表面损坏的第一表面,其中第一表面由边缘界定。该方法包括用至少一个第一研磨设备研磨第一表面以去除表面损坏的第一部分;在用至少一个第一研磨设备研磨第一表面之后,对边缘进行边缘研磨以形成斜面或圆形的边缘轮廓;以及在边缘研磨之后,用至少一个第二研磨设备研磨第一表面,以去除表面损坏的第二部分,该第二部分足以使第一表面适于通过化学机械平坦化进行进一步处理。在某些实施方式中,第一研磨设备可实施在粗磨台328A、328B中,边缘研磨可由边缘研磨台332进行,并且第二研磨设备可实施在寻找研磨台312中。在某些实施方式中,可在用至少一个第一研磨设备研磨第一表面之后且在边缘研磨边缘以形成斜面或圆形边缘轮廓之前,进行载体移除步骤。
在某些实施方式中,可以采用保护性表面涂层来降低在边缘研磨期间赋予额外的表面损坏的可能性,并使结晶材料晶片准备好用于化学机械平坦化。这种表面涂层可以包括光刻胶或任何其他合适的涂层材料,可在边缘研磨之前施加,并且可在边缘研磨之后移除。
图42是根据与图40相似的一个实施方式的材料处理设备340的示意图,但是在精磨台352和边缘研磨台356之间结合了表面涂覆台354,以及在边缘研磨台356和CMP台360之间结合了涂层去除台358。材料处理设备340还包括激光处理台342、材料断裂台344、第一机械处理器346、平行布置的多个粗磨台348A、348B、以及精磨台352上游的第二机械处理器348。涂覆台354可经配置以通过例如旋涂、浸涂、喷涂等方法施加保护涂层(例如光刻胶)。保护涂层应具有足够的厚度和坚固性,以吸收边缘研磨台365可能产生的任何损坏。对于SiC晶片,Si端面可以涂覆有保护涂层,因为Si端面通常是在其上执行外延生长的表面。涂层去除台358可配置成通过化学、热和/或机械手段剥离涂层。
根据图42的设备340可以用于进行用于处理结晶材料晶片的方法,所述结晶材料晶片包括在其上具有表面损坏的第一表面,第一表面由边缘界定。该方法包括用至少一个第一研磨设备(例如粗磨台348A、348B)研磨第一表面以去除表面损坏的第一部分;然后用至少一个第二研磨设备(例如精磨台352)研磨第一表面,以去除表面损坏的第二部分,其足以使第一表面适于通过化学机械平坦化进行进一步处理;此后在第一表面上形成保护性涂层(例如使用表面涂覆台354);然后(例如使用边缘研磨台356)对边缘进行边缘研磨以形成斜面或圆形的边缘轮廓;以及之后从第一表面去除保护涂层(例如使用涂层去除台)。此后可以通过化学机械平坦化(例如通过CMP台360)来处理第一表面,从而使第一表面(例如晶片的Si端表面)准备好进行随后的处理,如表面清洁和外延生长。
在某些实施方式中,夹持设备可以配置为用于保持锭,该锭具有与其侧壁不垂直的端面,以允许用激光处理端面以形成表面下损坏。在某些实施方式中,夹持效应器可以符合当从上方观察时具有圆形截面的倾斜侧壁。在某些实施方式中,夹持效应器可以包括允许夹持效应器符合倾斜侧壁的接头。
图43A是根据一个实施方式的用于保持锭364的第一夹持设备362的示意性侧视横截面图,该锭具有不垂直于其侧壁370的端面366、368。上端面366水平布置,以接收激光束376。下端面368可以具有附接至下端面368的载体372,其中卡盘374(例如真空卡盘)保持载体372。提供具有非垂直面的夹持效应器378以夹持锭364的侧壁370,其中夹持效应器378相对于水平致动杆380以非垂直角度A1、A2布置。如图所示,使用夹持设备362保持锭364(例如靠近锭的底部)使得上端面366和侧壁370的上部可用于使用本文所公开的方法进行处理。
图43B是根据一个实施方式的用于保持锭364’的第二夹持设备362’的示意性侧视横截面图,该锭具有不垂直于其侧壁370’的端面366’、368’。上端面366’水平设置以接收激光束376,而下端面368’可以具有与其连接的载体372’,载体372’由卡盘374’保持。提供具有非垂直面的夹持效应器378’,以夹持锭364’的侧壁370’,其中夹持效应器378’相对于水平致动杆380’以非垂直角度A1、A2布置。枢轴接头382’设置在致动杆380’与夹持效应器378’之间,从而便于夹持效应器378’与锭364’的侧壁370’之间的自动对准。
在一个实施方式中,厚度大于10mm的150mm直径的单晶SiC基材(锭)用作生产厚度355微米的SiC晶片的起始材料。激光发射通过SiC基材的C端接上表面照射以形成表面下激光损坏。使用本文公开的热塑性粘合剂材料将蓝宝石载体结合到SiC基材的上表面,并且执行热致断裂以将SiC的上(晶片)部分与锭的剩余部分分离。使用2000目研磨轮(例如金属、玻璃体或树脂结合型研磨轮)粗研磨分离的晶片部分的Si端面和锭剩余物的C端面,以去除所有可见的激光和断裂损坏。其后,分离的晶片部分的Si端面和锭剩余物的C端面都用7000或更高目(例如高达30000目或更高)精细研磨(例如使用玻璃体研磨表面),以产生更光滑的表面,优选地小于4nm的平均粗糙度(Ra),更优选地在1-2nm的Ra的范围内。在锭剩余物上,需要光滑的表面以避免对随后的激光处理的任何影响。该晶片准备好CMP并且具有足够的光滑度以最小化所需的CMP去除量,因为CMP典型地是更高成本的方法。在细磨处理期间典型的材料去除可以在5至10微米的厚度范围内,以从粗磨中去除所有残留的表面下损坏和任何剩余的激光损坏(肉眼可见和不可见)。其后,锭剩余物返回到激光器用于进一步处理,晶片被边缘研磨并经受化学机械平坦化(CMP)以准备用于外延生长。可在粗糙和精细表面研磨之间执行边缘研磨,以避免划伤精密研磨的Si面的任何风险。CMP期间的材料移除可在约2微米的厚度范围内。从基材(锭)消耗的总材料可小于475微米。给定355微米的最终晶片厚度,切口损失小于120微米。
本公开的一个或多个实施方式可以获得的技术益处可以包括:与线锯切割相比,减少的结晶材料切口损失;与线锯切割相比,结晶材料晶片和所得器件的处理时间减少并且产量增加;与现有的基于激光的方法相比,减少了激光处理时间;沿着激光损坏区实现断裂所需的力减小;减少对分离后表面平滑化以去除分离之后的激光损坏的需要;减少的结晶材料弯曲和断裂;和/或增加从结晶材料基材分离的薄层的再现性。
本领域的技术人员将认识到对本公开的优选实施方式的改进和修改。所有这些改进和修改都被认为在本文公开的概念和随后的权利要求的范围内。
Claims (53)
1.一种结晶材料处理方法,包括:
提供聚焦在基材的结晶材料的内部的激光发射,并进行所述激光和所述基材之间的相对横向移动,以形成具有第一表面下激光损坏图案的表面下激光损坏,所述第一表面下激光损坏图案包括第一多条基本上平行的线;以及
在形成所述第一表面下激光损坏图案之后,提供聚焦在所述结晶材料的内部的激光发射,并进行所述激光和所述基材之间的相对横向移动,以形成具有第二表面下激光损坏图案的表面下激光损坏,所述第二表面下激光损坏图案包括第二多条基本上平行的线;
其中所述第一表面下激光损坏图案在所述结晶材料的内部形成第一多个裂纹,所述第一多个裂纹从所述第一多条基本上平行的线中的线的横向向外扩展;
其中所述第二表面下激光损坏图案在所述结晶材料的内部形成第二多个裂纹,所述第二多个裂纹从所述第二多条基本上平行的线中的线的横向向外扩展;
其中所述第二多条基本上平行的线中的线散布在所述第一多条基本上平行的线中的线之间;并且
其中所述第二多条基本上平行的线中的至少一些线不与所述第一多条基本上平行的线中的任何线交叉。
2.根据权利要求1所述的结晶材料处理方法,其中,所述第二多条基本上平行的线中的每条线不与所述第一多条基本上平行的线中的任何线交叉。
3.根据权利要求1或2所述的结晶材料处理方法,其中,所述第二多条基本上平行的线中的每条线布置在所述第一多条基本上平行的线中的不同对的相邻线之间。
4.根据权利要求1至3中任一项所述的结晶材料处理方法,其中:
所述结晶材料包括六方晶体结构;并且
所述第一多条基本上平行的线中的每条线和所述第二多条基本上平行的线中的每条线在垂直于所述六方晶体结构的 方向的±5度内并且基本上平行于所述基材的表面。
方向的±5度内并且基本上平行于所述基材的表面。
5.根据权利要求1至4中任一项所述的结晶材料处理方法,其中,所述第一多条基本上平行的线中的至少一些相邻的线之间的间隔与所述第二多条基本上平行的线中的至少一些相邻线之间的间隔基本上相同。
6.根据权利要求1至5中任一项所述的结晶材料处理方法,进一步包括:
在形成所述第一表面下激光损坏图案和所述第二表面下激光损坏图案之后,提供聚焦在所述结晶材料的内部的激光发射,并进行所述激光与所述基材之间的相对横向移动,以形成具有第三表面下激光损坏图案的表面下激光损坏,所述第三表面下激光损坏图案包括第三多条基本上平行的线;
其中所述第三多条基本上平行的线中的至少一些线散布在所述第一多条基本上平行的线和所述第二多条基本上平行的线中的线之间。
7.根据权利要求6所述的结晶材料处理方法,其中,所述第三多条基本上平行的线中的每条线布置在所述第一多条基本上平行的线中的一条线与所述第二多条基本上平行的线中的一条线之间。
8.根据权利要求6或7中任一项所述的结晶材料处理方法,其中,所述基材的内部内的所述激光发射的聚焦深度在第一、第二和第三表面下激光损坏图案中的至少两个之间相差约2微米至约5微米范围内的距离。
9.根据权利要求6或7中任一项所述的结晶材料处理方法,其中:
所述第二多个裂纹与所述第一多个裂纹不连接;并且
所述第三表面下激光损坏图案在所述结晶材料的内部形成第三多个裂纹,所述第三多个裂纹从所述第三多条基本上平行的线中的线横向向外扩展,其中所述第三多个裂纹中的至少一些裂纹与所述第一多个裂纹中的至少一些裂纹以及与所述第二多个裂纹中的至少一些裂纹连接。
10.根据权利要求6或7中任一项所述的结晶材料处理方法,其中:
所述第三多条基本上平行的线的每条线布置在所述第一多条基本上平行的线中的对应的线和所述第二多条基本上平行的线中的对应的线之间以形成三线组,使得第一、第二和第三表面下激光损坏图案组合形成多个三线组;并且
对于所述多个三线组中的一个或多个三线组,所述三线组与至少一个相邻的三线组由组间间隔分隔,所述组间间隔超过所述一个或多个三线组中的任意两条相邻的线之间的间隔。
11.根据权利要求6至10中任一项所述的结晶材料处理方法,其中:
所述结晶材料包括六方晶体结构;并且
所述第一多条基本上平行的线的每条线、所述第二多条基本上平行的线的每条线、所述第三多条基本上平行的线的每条线与所述六方晶体结构的 方向垂直偏离约1度至约5度范围内的角度。
方向垂直偏离约1度至约5度范围内的角度。
12.根据权利要求6至11中任一项所述的结晶材料处理方法,其中,所述第一多条基本上平行的线中的至少一些线在所述结晶材料的内部内以与所述第二多条基本上平行的线中的至少一些线基本上相同的深度布置。
13.根据权利要求1至6中任一项所述的结晶材料处理方法,进一步包括:
横跨所述基材的表面的至少一部分检测指示所述结晶材料的非均匀掺杂的条件的存在,所述非均匀掺杂包括至少一个第一掺杂区和至少一个第二掺杂区;并且
响应于指示所述结晶材料的非均匀掺杂的所述条件的检测,在形成所述第一表面下激光损坏图案和所述第二表面下激光损坏图案期间,改变激光功率以在第一掺杂区中形成表面下激光损坏时以第一平均功率提供激光发射,并在第二掺杂区中形成表面下激光损坏时以第二平均功率提供激光发射。
14.根据权利要求1至5中任一项所述的方法,进一步包括进行所述第一表面下激光损坏图案或所述第二表面下激光损坏图案中的至少一个的重复进程,包括提供聚焦在所述结晶材料的内部的激光发射,以形成与所述第一表面下激光损坏图案或所述第二表面下激光损坏图案中的至少一个对齐的重复表面下激光损坏图案,其中重复表面下损坏图案以与所述第一表面下激光损坏图案或所述第二表面下激光损坏图案中的至少一个不同的相对于所述结晶材料的表面的深度为中心。
15.根据权利要求6至14中任一项所述的结晶材料处理方法,进一步包括进行第一、第二或第三表面下激光损坏图案中的至少一个的重复进程,包括提供聚焦在所述结晶材料的内部的激光发射,以形成与第一、第二或第三表面下激光损坏图案中的至少一个对齐的重复表面下激光损坏图案,其中所述重复表面下损坏图案以与第一、第二或第三表面下激光损坏图案中的至少一个不同的相对于所述结晶材料的表面的深度为中心。
16.根据权利要求1至15中任一项所述的结晶材料处理方法,进一步包括基本上沿着所述第一表面下激光损坏图案和所述第二表面下激光损坏图案中的至少一个或在所述第一表面下激光损坏图案和所述第二表面下激光损坏图案之间断裂所述结晶材料,以产生第一和第二结晶材料部分,所述第一和第二结晶材料部分相对于所述基材各自具有减小的厚度,但具有与所述基材基本上相同的长度和宽度。
17.一种结晶材料处理方法,包括:
提供聚焦在结晶材料的基材的内部内的激光发射,并且进行所述激光和所述基材之间的相对横向移动,以形成具有初始的表面下激光损坏图案的表面下激光损坏,所述初始的表面下激光损坏图案包括初始的多条基本上平行的线;以及
提供聚焦在所述基材的内部内的激光发射,并且进行所述激光和所述基材之间的相对横向移动,以形成具有随后的表面下激光损坏图案的表面下激光损坏,所述随后的表面下激光损坏图案包括随后的多条基本上平行的线;
其中所述初始的多条基本上平行的线中的线不平行于所述随后的多条基本上平行的线中的线;
其中所述随后的多条基本上平行的线中的线的角度方向与所述初始的多条基本上平行的线中的线的角度方向的差异不超过10度;并且
其中所述随后的多条基本上平行的线中的至少一些线不与所述初始的多条基本上平行的线中的任何线交叉。
18.根据权利要求17所述的结晶材料处理方法,其中,所述随后的多条基本上平行的线中的每条线不与所述初始的多条基本上平行的线中的任何线交叉。
19.根据权利要求17或18所述的结晶材料处理方法,其中,所述随后的多条基本上平行的线中的线散布在所述初始的多条基本上平行的线中的线之间。
20.根据权利要求17或18中任一项所述的结晶材料处理方法,其中,所述随后的多条基本上平行的线中的每条线布置在所述初始的多条基本上平行的线中的不同对的相邻线之间。
21.根据权利要求17至20中任一项所述的结晶材料处理方法,其中,所述结晶材料包括六方晶体结构,所述初始的多条基本上平行的线中的每条线和所述随后的多条基本上平行的线中的每条线在垂直于所述六方晶体结构的 方向的±5度内并且基本上平行于所述基材的表面。
方向的±5度内并且基本上平行于所述基材的表面。
22.根据权利要求17所述的结晶材料处理方法,其中,所述随后的多条基本上平行的线中的一条或多条线与所述初始的多条基本上平行的线中的一条或多条线交叉。
23.根据权利要求17所述的结晶材料处理方法,其中:
所述初始的表面下激光损坏图案包括第一表面下激光损坏图案和第二表面下激光损坏图案,所述第一表面下激光损坏图案包括第一多条基本上平行的线,所述第二表面下激光损坏图案包括第二多条基本上平行的线;
所述随后的激光损坏图案包括第三表面下激光损坏图案,所述第三表面下激光损坏图案包括第三多条基本上平行的线;并且
所述第三多条基本上平行的线中的线散布在所述第一多条基本上平行的线和所述第二多条基本上平行的线中的线之间,所述第三多条基本上平行的线中的每条线布置在所述第一多条基本上平行的线中的一条线与所述第二多条基本上平行的线中的一条线之间。
24.根据权利要求23所述的结晶材料处理方法,其中,所述第一多条基本上平行的线中的每条线与所述第二多条基本上平行的线中的最近线分离至少100微米。
25.根据权利要求23或24中任一项所述的结晶材料处理方法,其中,所述基材的内部之内的所述激光发射的聚焦深度在第一、第二和第三表面下激光损坏图案中的至少两个之间相差约2微米至约5微米范围内的距离。
26.根据权利要求23至25中任一项所述的结晶材料处理方法,其中:
所述第一表面下激光损坏图案包括在所述结晶材料的内部中的第一多个裂纹,所述第一多个裂纹从所述第一多条基本上平行的线中的线横向向外扩展;
所述第二表面下激光损坏图案包括在所述结晶材料的内部中的第二多个裂纹,所述第二多个裂纹从所述第二多条基本上平行的线中的线横向向外扩展,并且所述第二多个裂纹与所述第一多个裂纹不连接;并且
所述第三表面下激光损坏图案包括在所述结晶材料的内部中的第三多个裂纹,所述第三多个裂纹从所述第三多条基本上平行的线中的线横向向外扩展,其中所述第三多个裂纹中的至少一些裂纹与所述第一多个裂纹中的至少一些裂纹以及与所述第二多个裂纹中的至少一些裂纹连接。
27.根据权利要求23至26中任一项所述的结晶材料处理方法,其中,在形成所述初始的表面下激光损坏图案和所述随后的表面下激光损坏图案期间,所述基材的内部之内的所述激光发射的聚焦深度基本相同。
28.根据权利要求17至27中任一项所述的结晶材料处理方法,进一步包括:
横跨所述基材的表面的至少一部分检测指示所述结晶材料的非均匀掺杂的条件的存在,所述非均匀掺杂包括至少一个第一掺杂区和至少一个第二掺杂区;以及
在形成所述初始的表面下激光损坏图案和所述随后的表面下激光损坏图案期间,响应于指示所述结晶材料的非均匀掺杂的条件的检测,改变激光功率以在第一掺杂区中形成表面下激光损坏时以第一平均功率提供激光发射,以及在第二掺杂区中形成表面下激光损坏时以第二平均功率提供激光发射。
29.根据权利要求17至28中任一项所述的结晶材料处理方法,其中,所述结晶材料包括单晶半导体材料。
30.根据权利要求17至29中任一项所述的结晶材料处理方法,进一步包括基本上沿着所述初始的表面下激光损坏图案和所述随后的表面下激光损坏图案中的至少一个或在所述初始的表面下激光损坏图案和所述随后的表面下激光损坏图案之间断裂所述结晶材料,以产生第一结晶材料部分和第二结晶材料部分,所述第一结晶材料部分和所述第二结晶材料部分各自具有相对于所述基材减小的厚度,但是具有与所述基材基本上相同的长度和宽度。
31.根据权利要求30所述的结晶材料处理方法,其中,所述第一结晶材料部分或所述第二结晶材料部分中的至少一个包括独立式晶片,所述独立式晶片配置用于在其上生长至少一个外延层。
32.根据权利要求30所述的结晶材料处理方法,其中,所述第一结晶材料部分或所述第二结晶材料部分中的一个包括器件晶片,所述器件晶片包括生长于其上的至少一个外延层。
33.一种用于处理结晶材料的方法,所述结晶材料包括相对于彼此不重叠的多个区域,所述方法包括:
在所述结晶材料的所述多个区域的每个区域中形成第一多个表面下激光损坏区;
在所述结晶材料的所述多个区域的每个区域中形成第二多个表面下激光损坏区,其中所述第一多个表面下激光损坏区中的至少一些表面下激光损坏区与所述第二多个表面下激光损坏区中的表面下激光损坏区不交叉,其中所述第一多个表面下激光损坏区包括第一多条基本上平行的线,并且所述第二多个表面下激光损坏区包括第二多条基本上平行的线;以及
进行在所述结晶材料的所述多个区域的每个区域中形成所述第一多个表面下激光损坏区或所述第二多个表面下激光损坏区中的至少一个的重复进程,包括提供聚焦在所述结晶材料的内部的激光发射以形成与所述第一多个表面下激光损坏区或所述第二多个表面下激光损坏区中的至少一个对齐的重复表面下激光损坏区,其中所述重复表面下损坏区以与第一多个或第二多个激光损坏区中的至少一个不同的相对于所述结晶材料的表面的深度为中心。
34.根据权利要求33所述的方法,其中,所述第二多条基本上平行的线中的每条线与所述第一多条基本上平行的线中的任何线不交叉。
35.根据权利要求33或34中任一项所述的方法,进一步包括:
在形成所述第一多个表面下激光损坏区和第二表面下激光损坏区之后,在所述结晶材料的所述多个区域的每个区域中形成第三多个表面下激光损坏区,其中:
所述第三多个表面下激光损坏区包括第三多条基本上平行的线;并且
所述第三多条基本上平行的线中的至少一些线散布在所述第一多条基本上平行的线中的线和所述第二多条基本上平行的线中的线之间。
36.根据权利要求35所述的方法,其中:
所述第一多个表面下激光损坏区包括所述结晶材料的内部的第一多个裂纹,所述第一多个裂纹从所述第一多条基本上平行的线中的线横向向外扩展;并且
所述第二多个表面下激光损坏区包括所述结晶材料的内部的第二多个裂纹,所述第二多个裂纹从所述第二多条基本上平行的线中的线横向向外扩展。
37.根据权利要求33所述的方法,其中,进行在所述结晶材料的所述多个区域的每个区域中形成所述第一多个表面下激光损坏区或所述第二多个表面下激光损坏区的至少一个的重复进程包括:
进行在所述结晶材料的所述多个区域的每个区域中形成所述第一多个表面下激光损坏区和所述第二多个表面下激光损坏区的重复进程。
38.一种用于处理结晶材料的方法,所述结晶材料包括相对于彼此不重叠的多个区域,所述方法包括:
在所述多个区域中的每个区域上依次形成第一多个表面下激光损坏区和第二多个表面下激光损坏区,以形成散布的表面下激光损坏区,其中所述第一多个表面下激光损坏区中的至少一些表面下激光损坏区不与所述第二多个表面下激光损坏区中的表面下激光损坏区交叉;以及
在形成所述第一多个表面下激光损坏区和所述第二多个表面下激光损坏区之后,在所述结晶材料的所述多个区域的每个区域中形成第三多个表面下激光损坏区;
其中所述第三多个表面下激光损坏区包括第三多条基本上平行的线;并且
其中所述第三多条基本上平行的线中的至少一些线散布在所述第一多条基本上平行的线中的线和所述第二多条基本上平行的线中的线之间。
39.根据权利要求38所述的方法,其中,所述第二多条基本上平行的线中的每条线布置在所述第一多条基本上平行的线中的不同对的相邻线之间。
40.根据权利要求38或39中任一项所述的方法,其中,所述多个区域包括至少三个区域。
41.一种结晶材料处理方法,包括:
提供聚焦在结晶材料基材的内部之内的初始深度的激光发射,以及进行激光和所述基材之间的相对横向移动,以形成表面下激光损坏,所述表面下激光损坏具有基本以所述内部之内的所述初始深度为中心的初始的表面下激光损坏图案;以及
提供聚焦在所述结晶材料的内部之内的随后的深度的激光发射,以及进行激光和所述基材之间的相对横向移动,以形成表面下激光损坏,所述表面下激光损坏具有基本上以所述内部之内的所述随后的深度为中心的随后的激光损坏图案,其中所述随后的深度不同于所述初始深度,所述随后的表面下激光损坏图案基本上与所述初始的表面下激光损坏图案对准,并且所述初始的表面下激光损坏图案的至少一部分表面下激光损坏的竖直范围与所述随后的表面下激光损坏图案的至少一部分表面下激光损坏的竖直范围重叠。
42.根据权利要求41所述的结晶材料处理方法,其中,所述初始深度和所述随后的深度之间的差在约2微米至约5微米的范围内。
43.根据权利要求41或42中任一项所述的结晶材料处理方法,其中:
所述结晶材料包括六方晶体结构,
所述初始的表面下激光损坏图案包括初始的多条基本上平行的线;
所述第二表面下激光损坏图案包括随后的多条基本上平行的线;并且
所述初始的多条基本上平行的线中的每条线和所述随后的多条基本上平行的线中的每条线在垂直于所述六方晶体结构的 方向的±5度内且基本平行于所述基材的表面。
方向的±5度内且基本平行于所述基材的表面。
44.根据权利要求41至43中任一项所述的结晶材料处理方法,其中,所述随后的多条基本上平行的线中的线相对于所述初始的多条基本上平行的线中的线是非交叉的。
45.根据权利要求41至44中任一项所述的结晶材料处理方法,其中,所述随后的多条基本上平行的线中的一条或多条线与所述初始的多条基本上平行的线中的一条或多条线交叉。
46.根据权利要求41至45中任一项所述的结晶材料处理方法,其中:
所述初始的表面下激光损坏图案和所述随后的激光损坏图案中的每一个包括第一表面下激光损坏图案和第二表面下激光损坏图案,所述第一表面下激光损坏图案包括第一多条基本上平行的线,以及所述第二表面下激光损坏图案包括第二多条基本上平行的线;并且
所述第一多条基本上平行的线中的线与所述第二多条基本上平行的线中的线不平行。
47.根据权利要求41至46中任一项所述的结晶材料处理方法,其中,所述第一多条基本上平行的线中的每条线与所述第二多条基本上平行的线中的最近的线分离至少100微米。
48.根据权利要求41至47中任一项所述的结晶材料处理方法,进一步包括:
横跨所述基材的表面的至少一部分检测指示所述结晶材料的非均匀掺杂的条件的存在,所述非均匀掺杂包括至少一个第一掺杂区和至少一个第二掺杂区;并且
在形成所述初始的表面下激光损坏图案和所述随后的表面下激光损坏图案期间,响应于指示所述结晶材料的非均匀掺杂的条件的检测,改变激光功率以在所述第一掺杂区中形成表面下激光损坏时以第一平均功率提供激光发射,并在所述第二掺杂区中形成表面下激光损坏时以第二平均功率提供激光发射。
49.根据权利要求41至48中任一项所述的结晶材料处理方法,其中,所述结晶材料包括单晶半导体材料。
50.根据权利要求41至49中任一项所述的结晶材料处理方法,其中:
所述初始的表面下激光损坏图案包括初始的多条基本上平行的线;
所述第二表面下激光损坏图案包括随后的多条基本上平行的线;
所述初始的多条基本上平行的线中的线不平行于所述随后的多条基本上平行的线中的线;并且
所述随后的多条基本上平行的线中的线与所述初始的多条基本上平行的线中的线分开不超过10度取向。
51.根据权利要求41至50中任一项所述的结晶材料处理方法,进一步包括基本上沿着所述初始深度和所述随后的深度中的至少一个或在所述初始深度和所述随后的深度之间断裂所述结晶材料,以产生第一结晶材料部分和第二结晶材料部分,所述第一结晶材料部分和第二结晶材料部分中的每个相对于所述基材具有减小的厚度,但是具有与所述基材基本上相同的长度和宽度。
52.根据权利要求51所述的结晶材料处理方法,其中,所述第一结晶材料部分或所述第二结晶材料部分中的至少一个包括独立式晶片,所述独立式晶片配置为用于在其上生长至少一个外延层。
53.根据权利要求51所述的结晶材料处理方法,其中,所述第一结晶材料部分或所述第二结晶材料部分中的一个包括器件晶片,所述器件晶片包括生长于其上的至少一个外延层。
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201862786333P | 2018-12-29 | 2018-12-29 | |
| US62/786,333 | 2018-12-29 | ||
| US201962803340P | 2019-02-08 | 2019-02-08 | |
| US62/803,340 | 2019-02-08 | ||
| US16/274,064 US10576585B1 (en) | 2018-12-29 | 2019-02-12 | Laser-assisted method for parting crystalline material |
| US16/274,064 | 2019-02-12 | ||
| PCT/IB2019/061410 WO2020136622A2 (en) | 2018-12-29 | 2019-12-27 | Laser-assisted method for parting crystalline material |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN113544813A true CN113544813A (zh) | 2021-10-22 |
Family
ID=69645853
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201980093259.6A Pending CN113544813A (zh) | 2018-12-29 | 2019-12-27 | 用于分割结晶材料的激光辅助方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US10576585B1 (zh) |
| EP (1) | EP3902652B1 (zh) |
| JP (2) | JP7312833B2 (zh) |
| KR (1) | KR102644548B1 (zh) |
| CN (1) | CN113544813A (zh) |
| WO (1) | WO2020136622A2 (zh) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102300061B1 (ko) | 2016-03-22 | 2021-09-09 | 실텍트라 게엠베하 | 분리될 고형체의 결합된 레이저 처리 방법 |
| EP3551373A1 (de) * | 2016-12-12 | 2019-10-16 | Siltectra GmbH | Verfahren zum dünnen von mit bauteilen versehenen festkörperschichten |
| JP7170521B2 (ja) * | 2018-12-05 | 2022-11-14 | 昭和電工株式会社 | SiC単結晶の評価用サンプル取得方法 |
| US10576585B1 (en) * | 2018-12-29 | 2020-03-03 | Cree, Inc. | Laser-assisted method for parting crystalline material |
| US11024501B2 (en) | 2018-12-29 | 2021-06-01 | Cree, Inc. | Carrier-assisted method for parting crystalline material along laser damage region |
| US10562130B1 (en) | 2018-12-29 | 2020-02-18 | Cree, Inc. | Laser-assisted method for parting crystalline material |
| JP7217426B2 (ja) * | 2019-02-22 | 2023-02-03 | パナソニックIpマネジメント株式会社 | レーザ加工装置およびレーザ加工方法 |
| US10611052B1 (en) | 2019-05-17 | 2020-04-07 | Cree, Inc. | Silicon carbide wafers with relaxed positive bow and related methods |
| JP7321888B2 (ja) * | 2019-10-24 | 2023-08-07 | 株式会社ディスコ | SiCインゴットの加工方法およびレーザー加工装置 |
| US11081393B2 (en) | 2019-12-09 | 2021-08-03 | Infineon Technologies Ag | Method for splitting semiconductor wafers |
| JP7418916B2 (ja) * | 2020-01-31 | 2024-01-22 | 株式会社ディスコ | 切削ブレードの位置検出方法 |
| DE102020206233B3 (de) * | 2020-05-18 | 2021-08-12 | Disco Corporation | Verfahren zum herstellen eines substrats und system zum herstellen eines substrats |
| US11848197B2 (en) | 2020-11-30 | 2023-12-19 | Thinsic Inc. | Integrated method for low-cost wide band gap semiconductor device manufacturing |
| EP4015677A1 (en) * | 2020-12-21 | 2022-06-22 | Nickl Technologies GmbH | Methods for separating a substrate from a wafer or ingot and apparatuses for separating a substrate from a wafer or ingot |
Family Cites Families (314)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3105623A (en) | 1959-05-12 | 1963-10-01 | Philips Corp | Method of separating into pieces plates of brittle material |
| NL299821A (zh) | 1962-10-31 | 1900-01-01 | ||
| US3970819A (en) | 1974-11-25 | 1976-07-20 | International Business Machines Corporation | Backside laser dicing system |
| NL7609815A (nl) | 1976-09-03 | 1978-03-07 | Philips Nv | Werkwijze voor het vervaardigen van een half- geleiderinrichting en halfgeleiderinrichting vervaardigd met behulp van de werkwijze. |
| JPS59152581A (ja) | 1983-02-18 | 1984-08-31 | Fujitsu Ltd | バブル装置の製造法 |
| JPH02179708A (ja) | 1989-01-05 | 1990-07-12 | Kawasaki Steel Corp | 半導体ウエハの破折分離方法 |
| JPH04116848A (ja) | 1990-09-06 | 1992-04-17 | Seiko Instr Inc | 半導体装置の製造方法 |
| US6958093B2 (en) | 1994-01-27 | 2005-10-25 | Cree, Inc. | Free-standing (Al, Ga, In)N and parting method for forming same |
| US5631190A (en) | 1994-10-07 | 1997-05-20 | Cree Research, Inc. | Method for producing high efficiency light-emitting diodes and resulting diode structures |
| US5597767A (en) | 1995-01-06 | 1997-01-28 | Texas Instruments Incorporated | Separation of wafer into die with wafer-level processing |
| US5786560A (en) | 1995-03-31 | 1998-07-28 | Panasonic Technologies, Inc. | 3-dimensional micromachining with femtosecond laser pulses |
| KR970008386A (ko) | 1995-07-07 | 1997-02-24 | 하라 세이지 | 기판의 할단(割斷)방법 및 그 할단장치 |
| JPH0929472A (ja) | 1995-07-14 | 1997-02-04 | Hitachi Ltd | 割断方法、割断装置及びチップ材料 |
| WO1997029509A1 (en) | 1996-02-09 | 1997-08-14 | Philips Electronics N.V. | Laser separation of semiconductor elements formed in a wafer of semiconductor material |
| US5761111A (en) | 1996-03-15 | 1998-06-02 | President And Fellows Of Harvard College | Method and apparatus providing 2-D/3-D optical information storage and retrieval in transparent materials |
| US6087617A (en) | 1996-05-07 | 2000-07-11 | Troitski; Igor Nikolaevich | Computer graphics system for generating an image reproducible inside optically transparent material |
| IL127388A0 (en) | 1998-12-03 | 1999-10-28 | Universal Crystal Ltd | Material processing applications of lasers using optical breakdown |
| IL127387A0 (en) | 1998-12-03 | 1999-10-28 | Universal Crystal Ltd | Laser image formation in multiple transparent samples |
| US6555781B2 (en) | 1999-05-10 | 2003-04-29 | Nanyang Technological University | Ultrashort pulsed laser micromachining/submicromachining using an acoustooptic scanning device with dispersion compensation |
| US6555447B2 (en) | 1999-06-08 | 2003-04-29 | Kulicke & Soffa Investments, Inc. | Method for laser scribing of wafers |
| JP3867102B2 (ja) | 2000-09-13 | 2007-01-10 | 浜松ホトニクス株式会社 | 半導体材料基板の切断方法 |
| JP4142694B2 (ja) | 2000-09-13 | 2008-09-03 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP3867003B2 (ja) | 2000-09-13 | 2007-01-10 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP3867101B2 (ja) | 2000-09-13 | 2007-01-10 | 浜松ホトニクス株式会社 | 半導体材料基板の切断方法 |
| JP5025876B2 (ja) | 2000-09-13 | 2012-09-12 | 浜松ホトニクス株式会社 | レーザ加工装置 |
| JP3867103B2 (ja) | 2000-09-13 | 2007-01-10 | 浜松ホトニクス株式会社 | 半導体材料基板の切断方法 |
| JP3626442B2 (ja) | 2000-09-13 | 2005-03-09 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP3935187B2 (ja) | 2000-09-13 | 2007-06-20 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4964376B2 (ja) | 2000-09-13 | 2012-06-27 | 浜松ホトニクス株式会社 | レーザ加工装置及びレーザ加工方法 |
| JP3761565B2 (ja) | 2000-09-13 | 2006-03-29 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4762458B2 (ja) | 2000-09-13 | 2011-08-31 | 浜松ホトニクス株式会社 | レーザ加工装置 |
| JP3751970B2 (ja) | 2000-09-13 | 2006-03-08 | 浜松ホトニクス株式会社 | レーザ加工装置 |
| JP4837320B2 (ja) | 2000-09-13 | 2011-12-14 | 浜松ホトニクス株式会社 | 加工対象物切断方法 |
| JP3408805B2 (ja) | 2000-09-13 | 2003-05-19 | 浜松ホトニクス株式会社 | 切断起点領域形成方法及び加工対象物切断方法 |
| JP4095092B2 (ja) | 2000-09-13 | 2008-06-04 | 浜松ホトニクス株式会社 | 半導体チップ |
| JP3867107B2 (ja) | 2000-09-13 | 2007-01-10 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP3761567B2 (ja) | 2000-09-13 | 2006-03-29 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP3935188B2 (ja) | 2000-09-13 | 2007-06-20 | 浜松ホトニクス株式会社 | レーザ加工装置 |
| JP4659300B2 (ja) | 2000-09-13 | 2011-03-30 | 浜松ホトニクス株式会社 | レーザ加工方法及び半導体チップの製造方法 |
| JP3867109B2 (ja) | 2000-09-13 | 2007-01-10 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4128204B2 (ja) | 2000-09-13 | 2008-07-30 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4664140B2 (ja) | 2000-09-13 | 2011-04-06 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4663952B2 (ja) | 2000-09-13 | 2011-04-06 | 浜松ホトニクス株式会社 | レーザ加工装置及びレーザ加工方法 |
| JP3867110B2 (ja) | 2000-09-13 | 2007-01-10 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP3867108B2 (ja) | 2000-09-13 | 2007-01-10 | 浜松ホトニクス株式会社 | レーザ加工装置 |
| JP3876628B2 (ja) | 2001-02-07 | 2007-02-07 | 株式会社デンソー | 炭化珪素単結晶の製造方法および炭化珪素単結晶 |
| JP4659301B2 (ja) | 2001-09-12 | 2011-03-30 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4358502B2 (ja) | 2002-03-12 | 2009-11-04 | 浜松ホトニクス株式会社 | 半導体基板の切断方法 |
| JP3822626B2 (ja) | 2002-03-12 | 2006-09-20 | 浜松ホトニクス株式会社 | 半導体基板の切断方法 |
| JP3867105B2 (ja) | 2002-03-12 | 2007-01-10 | 浜松ホトニクス株式会社 | 半導体基板の切断方法 |
| CN1328002C (zh) | 2002-03-12 | 2007-07-25 | 浜松光子学株式会社 | 加工对象物切割方法 |
| JP4851060B2 (ja) | 2002-03-12 | 2012-01-11 | 浜松ホトニクス株式会社 | 半導体レーザ素子の製造方法 |
| JP4146863B2 (ja) | 2002-03-12 | 2008-09-10 | 浜松ホトニクス株式会社 | 半導体基板の切断方法 |
| JP3935186B2 (ja) | 2002-03-12 | 2007-06-20 | 浜松ホトニクス株式会社 | 半導体基板の切断方法 |
| JP4509720B2 (ja) | 2002-03-12 | 2010-07-21 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4527098B2 (ja) | 2002-03-12 | 2010-08-18 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP3990711B2 (ja) | 2002-03-12 | 2007-10-17 | 浜松ホトニクス株式会社 | レーザ加工装置 |
| TWI326626B (en) | 2002-03-12 | 2010-07-01 | Hamamatsu Photonics Kk | Laser processing method |
| JP3624909B2 (ja) | 2002-03-12 | 2005-03-02 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4463796B2 (ja) | 2002-03-12 | 2010-05-19 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4509719B2 (ja) | 2002-03-12 | 2010-07-21 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| AU2003211575A1 (en) | 2002-03-12 | 2003-09-22 | Hamamatsu Photonics K.K. | Semiconductor substrate, semiconductor chip, and semiconductor device manufacturing method |
| EP3664131A3 (en) | 2002-03-12 | 2020-08-19 | Hamamatsu Photonics K. K. | Substrate dividing method |
| JP3935189B2 (ja) | 2002-03-12 | 2007-06-20 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP3761566B2 (ja) | 2002-03-12 | 2006-03-29 | 浜松ホトニクス株式会社 | 半導体チップの製造方法 |
| JP3867100B2 (ja) | 2002-03-12 | 2007-01-10 | 浜松ホトニクス株式会社 | 半導体基板の切断方法 |
| JP4050534B2 (ja) | 2002-03-12 | 2008-02-20 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP3869850B2 (ja) | 2002-03-12 | 2007-01-17 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP3990710B2 (ja) | 2002-03-12 | 2007-10-17 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP3867104B2 (ja) | 2002-03-12 | 2007-01-10 | 浜松ホトニクス株式会社 | 半導体基板の切断方法 |
| JP3670267B2 (ja) | 2002-03-12 | 2005-07-13 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4409840B2 (ja) | 2002-03-12 | 2010-02-03 | 浜松ホトニクス株式会社 | 加工対象物切断方法 |
| US7601441B2 (en) | 2002-06-24 | 2009-10-13 | Cree, Inc. | One hundred millimeter high purity semi-insulating single crystal silicon carbide wafer |
| TWI520269B (zh) | 2002-12-03 | 2016-02-01 | Hamamatsu Photonics Kk | Cutting method of semiconductor substrate |
| JP4167094B2 (ja) | 2003-03-10 | 2008-10-15 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| FR2852250B1 (fr) | 2003-03-11 | 2009-07-24 | Jean Luc Jouvin | Fourreau de protection pour canule, un ensemble d'injection comportant un tel fourreau et aiguille equipee d'un tel fourreau |
| WO2004080642A1 (ja) | 2003-03-12 | 2004-09-23 | Hamamatsu Photonics K.K. | レーザ加工方法 |
| EP1609559B1 (en) | 2003-03-12 | 2007-08-08 | Hamamatsu Photonics K. K. | Laser beam machining method |
| JP4703983B2 (ja) | 2003-07-18 | 2011-06-15 | 浜松ホトニクス株式会社 | 切断方法 |
| EP1649965B1 (en) | 2003-07-18 | 2012-10-24 | Hamamatsu Photonics K. K. | Method of laser beam machining a machining target |
| US7052978B2 (en) | 2003-08-28 | 2006-05-30 | Intel Corporation | Arrangements incorporating laser-induced cleaving |
| JP4563097B2 (ja) | 2003-09-10 | 2010-10-13 | 浜松ホトニクス株式会社 | 半導体基板の切断方法 |
| JP4440582B2 (ja) | 2003-09-10 | 2010-03-24 | 浜松ホトニクス株式会社 | 半導体基板の切断方法 |
| JP4509578B2 (ja) | 2004-01-09 | 2010-07-21 | 浜松ホトニクス株式会社 | レーザ加工方法及びレーザ加工装置 |
| JP4598407B2 (ja) | 2004-01-09 | 2010-12-15 | 浜松ホトニクス株式会社 | レーザ加工方法及びレーザ加工装置 |
| JP4601965B2 (ja) | 2004-01-09 | 2010-12-22 | 浜松ホトニクス株式会社 | レーザ加工方法及びレーザ加工装置 |
| JP4584607B2 (ja) | 2004-03-16 | 2010-11-24 | 浜松ホトニクス株式会社 | 加工対象物切断方法 |
| US7202141B2 (en) | 2004-03-29 | 2007-04-10 | J.P. Sercel Associates, Inc. | Method of separating layers of material |
| JP4829781B2 (ja) | 2004-03-30 | 2011-12-07 | 浜松ホトニクス株式会社 | レーザ加工方法及び半導体チップ |
| JP4536407B2 (ja) | 2004-03-30 | 2010-09-01 | 浜松ホトニクス株式会社 | レーザ加工方法及び加工対象物 |
| EP1742253B1 (en) | 2004-03-30 | 2012-05-09 | Hamamatsu Photonics K.K. | Laser processing method |
| JP4634089B2 (ja) | 2004-07-30 | 2011-02-16 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4732063B2 (ja) | 2004-08-06 | 2011-07-27 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| CN100548564C (zh) | 2004-08-06 | 2009-10-14 | 浜松光子学株式会社 | 激光加工方法及半导体装置 |
| JP4754801B2 (ja) | 2004-10-13 | 2011-08-24 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4781661B2 (ja) | 2004-11-12 | 2011-09-28 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4917257B2 (ja) | 2004-11-12 | 2012-04-18 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4198123B2 (ja) | 2005-03-22 | 2008-12-17 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| WO2006116030A2 (en) | 2005-04-21 | 2006-11-02 | Aonex Technologies, Inc. | Bonded intermediate substrate and method of making same |
| JP4776994B2 (ja) | 2005-07-04 | 2011-09-21 | 浜松ホトニクス株式会社 | 加工対象物切断方法 |
| JP4749799B2 (ja) | 2005-08-12 | 2011-08-17 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| KR100766727B1 (ko) | 2005-08-19 | 2007-10-15 | 하마마츠 포토닉스 가부시키가이샤 | 레이저 가공 방법 |
| JP4762653B2 (ja) | 2005-09-16 | 2011-08-31 | 浜松ホトニクス株式会社 | レーザ加工方法及びレーザ加工装置 |
| KR20080046658A (ko) | 2005-09-16 | 2008-05-27 | 크리 인코포레이티드 | 실리콘 카바이드 전력 소자들을 그 상에 가지는 반도체웨이퍼들의 가공방법들 |
| JP4237745B2 (ja) | 2005-11-18 | 2009-03-11 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4907965B2 (ja) | 2005-11-25 | 2012-04-04 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4804911B2 (ja) | 2005-12-22 | 2011-11-02 | 浜松ホトニクス株式会社 | レーザ加工装置 |
| JP4907984B2 (ja) | 2005-12-27 | 2012-04-04 | 浜松ホトニクス株式会社 | レーザ加工方法及び半導体チップ |
| JP4322881B2 (ja) | 2006-03-14 | 2009-09-02 | 浜松ホトニクス株式会社 | レーザ加工方法及びレーザ加工装置 |
| US7547897B2 (en) | 2006-05-26 | 2009-06-16 | Cree, Inc. | High-temperature ion implantation apparatus and methods of fabricating semiconductor devices using high-temperature ion implantation |
| JP5269356B2 (ja) | 2006-07-03 | 2013-08-21 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP5183892B2 (ja) | 2006-07-03 | 2013-04-17 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| EP1875983B1 (en) | 2006-07-03 | 2013-09-11 | Hamamatsu Photonics K.K. | Laser processing method and chip |
| US8980445B2 (en) | 2006-07-06 | 2015-03-17 | Cree, Inc. | One hundred millimeter SiC crystal grown on off-axis seed |
| EP1901345A1 (en) | 2006-08-30 | 2008-03-19 | Siltronic AG | Multilayered semiconductor wafer and process for manufacturing the same |
| US8993410B2 (en) | 2006-09-08 | 2015-03-31 | Silicon Genesis Corporation | Substrate cleaving under controlled stress conditions |
| KR101428823B1 (ko) | 2006-09-19 | 2014-08-11 | 하마마츠 포토닉스 가부시키가이샤 | 레이저 가공 방법 및 레이저 가공 장치 |
| JP5322418B2 (ja) | 2006-09-19 | 2013-10-23 | 浜松ホトニクス株式会社 | レーザ加工方法及びレーザ加工装置 |
| JP4954653B2 (ja) | 2006-09-19 | 2012-06-20 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP5037082B2 (ja) | 2006-10-02 | 2012-09-26 | 浜松ホトニクス株式会社 | レーザ加工方法及びレーザ加工装置 |
| JP5132911B2 (ja) | 2006-10-03 | 2013-01-30 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP4964554B2 (ja) | 2006-10-03 | 2012-07-04 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP5117806B2 (ja) | 2006-10-04 | 2013-01-16 | 浜松ホトニクス株式会社 | レーザ加工方法及びレーザ加工装置 |
| EP2070636B1 (en) | 2006-10-04 | 2015-08-05 | Hamamatsu Photonics K.K. | Laser processing method |
| JP5177992B2 (ja) | 2006-10-27 | 2013-04-10 | 浜松ホトニクス株式会社 | 加工対象物切断方法 |
| JP5122161B2 (ja) | 2007-03-07 | 2013-01-16 | 浜松ホトニクス株式会社 | 加工対象物切断方法 |
| KR101506355B1 (ko) | 2007-05-25 | 2015-03-26 | 하마마츠 포토닉스 가부시키가이샤 | 절단용 가공방법 |
| JP5336054B2 (ja) | 2007-07-18 | 2013-11-06 | 浜松ホトニクス株式会社 | 加工情報供給装置を備える加工情報供給システム |
| JP4402708B2 (ja) | 2007-08-03 | 2010-01-20 | 浜松ホトニクス株式会社 | レーザ加工方法、レーザ加工装置及びその製造方法 |
| JP5312761B2 (ja) | 2007-08-09 | 2013-10-09 | 浜松ホトニクス株式会社 | 切断用加工方法 |
| JP5225639B2 (ja) | 2007-09-06 | 2013-07-03 | 浜松ホトニクス株式会社 | 半導体レーザ素子の製造方法 |
| JP5342772B2 (ja) | 2007-10-12 | 2013-11-13 | 浜松ホトニクス株式会社 | 加工対象物切断方法 |
| JP5449665B2 (ja) | 2007-10-30 | 2014-03-19 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| US8440129B2 (en) | 2007-11-02 | 2013-05-14 | President And Fellows Of Harvard College | Production of free-standing solid state layers by thermal processing of substrates with a polymer |
| JP5094337B2 (ja) | 2007-11-05 | 2012-12-12 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP5134928B2 (ja) | 2007-11-30 | 2013-01-30 | 浜松ホトニクス株式会社 | 加工対象物研削方法 |
| JP5054496B2 (ja) | 2007-11-30 | 2012-10-24 | 浜松ホトニクス株式会社 | 加工対象物切断方法 |
| US20120000415A1 (en) | 2010-06-18 | 2012-01-05 | Soraa, Inc. | Large Area Nitride Crystal and Method for Making It |
| JP5254761B2 (ja) | 2008-11-28 | 2013-08-07 | 浜松ホトニクス株式会社 | レーザ加工装置 |
| CN102307699B (zh) | 2009-02-09 | 2015-07-15 | 浜松光子学株式会社 | 加工对象物的切断方法 |
| JP5446325B2 (ja) | 2009-03-03 | 2014-03-19 | 豊田合成株式会社 | レーザ加工方法および化合物半導体発光素子の製造方法 |
| US8288220B2 (en) | 2009-03-27 | 2012-10-16 | Cree, Inc. | Methods of forming semiconductor devices including epitaxial layers and related structures |
| WO2010116917A1 (ja) | 2009-04-07 | 2010-10-14 | 浜松ホトニクス株式会社 | レーザ加工装置及びレーザ加工方法 |
| CN102460677A (zh) | 2009-04-16 | 2012-05-16 | 休斯微技术股份有限公司 | 用于临时晶片接合和剥离的改进装置 |
| JP5491761B2 (ja) | 2009-04-20 | 2014-05-14 | 浜松ホトニクス株式会社 | レーザ加工装置 |
| JP5476063B2 (ja) | 2009-07-28 | 2014-04-23 | 浜松ホトニクス株式会社 | 加工対象物切断方法 |
| JP5537081B2 (ja) | 2009-07-28 | 2014-07-02 | 浜松ホトニクス株式会社 | 加工対象物切断方法 |
| JP5775265B2 (ja) | 2009-08-03 | 2015-09-09 | 浜松ホトニクス株式会社 | レーザ加工方法及び半導体装置の製造方法 |
| JP5451238B2 (ja) | 2009-08-03 | 2014-03-26 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| CN102470484B (zh) | 2009-08-11 | 2015-09-30 | 浜松光子学株式会社 | 激光加工装置及激光加工方法 |
| JP5379604B2 (ja) | 2009-08-21 | 2013-12-25 | 浜松ホトニクス株式会社 | レーザ加工方法及びチップ |
| US20120208019A1 (en) | 2009-09-09 | 2012-08-16 | Mitsubishi Rayon Co., Ltd. | Carbon fiber bundle and method for producing same |
| JP5148575B2 (ja) | 2009-09-15 | 2013-02-20 | 浜松ホトニクス株式会社 | レーザ加工方法、及び、レーザ加工装置 |
| JP5410250B2 (ja) | 2009-11-25 | 2014-02-05 | 浜松ホトニクス株式会社 | レーザ加工方法及びレーザ加工装置 |
| JP5479925B2 (ja) | 2010-01-27 | 2014-04-23 | 浜松ホトニクス株式会社 | レーザ加工システム |
| JP5479924B2 (ja) | 2010-01-27 | 2014-04-23 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| US8950217B2 (en) | 2010-05-14 | 2015-02-10 | Hamamatsu Photonics K.K. | Method of cutting object to be processed, method of cutting strengthened glass sheet and method of manufacturing strengthened glass member |
| JP5670647B2 (ja) | 2010-05-14 | 2015-02-18 | 浜松ホトニクス株式会社 | 加工対象物切断方法 |
| JP5552373B2 (ja) | 2010-06-02 | 2014-07-16 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| DE102010030358B4 (de) | 2010-06-22 | 2014-05-22 | Osram Opto Semiconductors Gmbh | Verfahren zum Abtrennen einer Substratscheibe |
| JP5597051B2 (ja) | 2010-07-21 | 2014-10-01 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP5597052B2 (ja) | 2010-07-21 | 2014-10-01 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| US8722516B2 (en) | 2010-09-28 | 2014-05-13 | Hamamatsu Photonics K.K. | Laser processing method and method for manufacturing light-emitting device |
| JP5771391B2 (ja) | 2010-12-22 | 2015-08-26 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP5775312B2 (ja) | 2011-01-13 | 2015-09-09 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP5480169B2 (ja) | 2011-01-13 | 2014-04-23 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP5670764B2 (ja) | 2011-01-13 | 2015-02-18 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP5670765B2 (ja) | 2011-01-13 | 2015-02-18 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP2012146876A (ja) | 2011-01-13 | 2012-08-02 | Hamamatsu Photonics Kk | レーザ加工方法 |
| JP2013042119A (ja) | 2011-07-21 | 2013-02-28 | Hamamatsu Photonics Kk | 発光素子の製造方法 |
| JP5140198B1 (ja) * | 2011-07-27 | 2013-02-06 | 東芝機械株式会社 | レーザダイシング方法 |
| JP5844089B2 (ja) | 2011-08-24 | 2016-01-13 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP5917862B2 (ja) | 2011-08-30 | 2016-05-18 | 浜松ホトニクス株式会社 | 加工対象物切断方法 |
| US9821408B2 (en) | 2011-09-16 | 2017-11-21 | Hamamatsu Photonics K.K. | Laser machining method and laser machining device |
| JP2013063454A (ja) | 2011-09-16 | 2013-04-11 | Hamamatsu Photonics Kk | レーザ加工方法及びレーザ加工装置 |
| JP2013063455A (ja) | 2011-09-16 | 2013-04-11 | Hamamatsu Photonics Kk | レーザ加工方法 |
| JP5894754B2 (ja) | 2011-09-16 | 2016-03-30 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP5864988B2 (ja) | 2011-09-30 | 2016-02-17 | 浜松ホトニクス株式会社 | 強化ガラス板切断方法 |
| JP2013126682A (ja) | 2011-11-18 | 2013-06-27 | Hamamatsu Photonics Kk | レーザ加工方法 |
| JP5255109B2 (ja) | 2011-12-05 | 2013-08-07 | 浜松ホトニクス株式会社 | レーザ加工方法、レーザ加工装置及びその製造方法 |
| JP2013124206A (ja) | 2011-12-15 | 2013-06-24 | Panasonic Corp | ウエハ切断方法および装置 |
| JP6012185B2 (ja) | 2012-01-30 | 2016-10-25 | 浜松ホトニクス株式会社 | 半導体デバイスの製造方法 |
| JP5969214B2 (ja) | 2012-01-30 | 2016-08-17 | 浜松ホトニクス株式会社 | 半導体デバイスの製造方法 |
| JP6076601B2 (ja) | 2012-01-30 | 2017-02-08 | 浜松ホトニクス株式会社 | レーザ加工方法、半導体デバイスの製造方法及びレーザ加工装置 |
| JP5905274B2 (ja) | 2012-01-30 | 2016-04-20 | 浜松ホトニクス株式会社 | 半導体デバイスの製造方法 |
| JP6050002B2 (ja) | 2012-01-31 | 2016-12-21 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| JP6012186B2 (ja) | 2012-01-31 | 2016-10-25 | 浜松ホトニクス株式会社 | 加工対象物切断方法 |
| WO2013126927A2 (en) * | 2012-02-26 | 2013-08-29 | Solexel, Inc. | Systems and methods for laser splitting and device layer transfer |
| JP6009225B2 (ja) | 2012-05-29 | 2016-10-19 | 浜松ホトニクス株式会社 | 強化ガラス板の切断方法 |
| JP2014041926A (ja) | 2012-08-22 | 2014-03-06 | Hamamatsu Photonics Kk | 加工対象物切断方法 |
| JP2014041925A (ja) | 2012-08-22 | 2014-03-06 | Hamamatsu Photonics Kk | 加工対象物切断方法 |
| JP2014041927A (ja) | 2012-08-22 | 2014-03-06 | Hamamatsu Photonics Kk | 加工対象物切断方法 |
| JP2014041924A (ja) | 2012-08-22 | 2014-03-06 | Hamamatsu Photonics Kk | 加工対象物切断方法 |
| FR2995447B1 (fr) | 2012-09-07 | 2014-09-05 | Soitec Silicon On Insulator | Procede de separation d'au moins deux substrats selon une interface choisie |
| US8946731B2 (en) | 2012-09-24 | 2015-02-03 | International Business Machines Corporation | OLED display with spalled semiconductor driving circuitry and other integrated functions |
| CN105051919A (zh) | 2013-01-16 | 2015-11-11 | Qmat股份有限公司 | 用于形成光电器件的技术 |
| JP6030470B2 (ja) | 2013-02-14 | 2016-11-24 | 株式会社熊谷組 | トンネル施工方法 |
| JP5923799B2 (ja) | 2013-02-14 | 2016-05-25 | 新日鐵住金株式会社 | 光伝播機能を備えた建造物骨組み要素からなる建造物 |
| JP2014156689A (ja) | 2013-02-14 | 2014-08-28 | Kumagai Gumi Co Ltd | 管 |
| JP6272300B2 (ja) | 2013-03-27 | 2018-01-31 | 浜松ホトニクス株式会社 | レーザ加工装置及びレーザ加工方法 |
| KR102215918B1 (ko) | 2013-03-27 | 2021-02-16 | 하마마츠 포토닉스 가부시키가이샤 | 레이저 가공 장치 및 레이저 가공 방법 |
| JP6272302B2 (ja) | 2013-03-27 | 2018-01-31 | 浜松ホトニクス株式会社 | レーザ加工装置及びレーザ加工方法 |
| US10124439B2 (en) | 2013-03-27 | 2018-11-13 | Hamamatsu Photonics K.K. | Laser machining device and laser machining method |
| JP6059059B2 (ja) | 2013-03-28 | 2017-01-11 | 浜松ホトニクス株式会社 | レーザ加工方法 |
| DE102013007672A1 (de) | 2013-05-03 | 2014-11-06 | Siltectra Gmbh | Verfahren und Vorrichtung zur Waferherstellung mit vordefinierter Bruchauslösestelle |
| JP6163035B2 (ja) | 2013-07-18 | 2017-07-12 | 浜松ホトニクス株式会社 | レーザ加工装置 |
| US9768259B2 (en) | 2013-07-26 | 2017-09-19 | Cree, Inc. | Controlled ion implantation into silicon carbide using channeling and devices fabricated using controlled ion implantation into silicon carbide using channeling |
| JP5620553B2 (ja) | 2013-08-01 | 2014-11-05 | 浜松ホトニクス株式会社 | 加工情報供給装置 |
| WO2015032408A1 (en) | 2013-09-06 | 2015-03-12 | Danmarks Tekniske Universitet | All-optical orthogonal frequency division multiplexing (ofdm) demultiplexer |
| JP6473455B2 (ja) | 2013-09-06 | 2019-02-20 | ジーティーエイティー コーポレーションGtat Corporation | 炭化ケイ素シードを用いたバルクの炭化ケイ素の製造方法及び装置 |
| DE102013016669A1 (de) * | 2013-10-08 | 2015-04-09 | Siltectra Gmbh | Kombiniertes Herstellungsverfahren zum Abtrennen mehrerer dünner Festkörperschichten von einem dicken Festkörper |
| US20150158117A1 (en) | 2013-12-05 | 2015-06-11 | David Callejo Muñoz | System and method for obtaining laminae made of a material having known optical transparency characteristics |
| US9219049B2 (en) | 2013-12-13 | 2015-12-22 | Infineon Technologies Ag | Compound structure and method for forming a compound structure |
| DE102015000449A1 (de) * | 2015-01-15 | 2016-07-21 | Siltectra Gmbh | Festkörperteilung mittels Stoffumwandlung |
| JP6353683B2 (ja) | 2014-04-04 | 2018-07-04 | 浜松ホトニクス株式会社 | レーザ加工装置及びレーザ加工方法 |
| JP6258787B2 (ja) | 2014-05-29 | 2018-01-10 | 浜松ホトニクス株式会社 | レーザ加工装置及びレーザ加工方法 |
| JP6272145B2 (ja) | 2014-05-29 | 2018-01-31 | 浜松ホトニクス株式会社 | レーザ加工装置及びレーザ加工方法 |
| JP5931124B2 (ja) | 2014-06-01 | 2016-06-08 | 株式会社シーエンジ | 立体網状構造体、立体網状構造体製造方法及び立体網状構造体製造装置 |
| JP5863891B2 (ja) | 2014-07-01 | 2016-02-17 | 浜松ホトニクス株式会社 | レーザ加工装置、レーザ加工装置の制御方法、レーザ装置の制御方法、及び、レーザ装置の調整方法 |
| US9757815B2 (en) | 2014-07-21 | 2017-09-12 | Rofin-Sinar Technologies Inc. | Method and apparatus for performing laser curved filamentation within transparent materials |
| JP6327519B2 (ja) | 2014-07-30 | 2018-05-23 | 日立金属株式会社 | 炭化珪素単結晶基板の加工方法、及び治具付き炭化珪素単結晶基板 |
| JP6483974B2 (ja) | 2014-07-31 | 2019-03-13 | 浜松ホトニクス株式会社 | 加工対象物切断方法 |
| JP6390898B2 (ja) | 2014-08-22 | 2018-09-19 | アイシン精機株式会社 | 基板の製造方法、加工対象物の切断方法、及び、レーザ加工装置 |
| JP6506520B2 (ja) | 2014-09-16 | 2019-04-24 | 株式会社ディスコ | SiCのスライス方法 |
| JP6328534B2 (ja) * | 2014-09-30 | 2018-05-23 | 株式会社Screenホールディングス | 基板処理装置および基板処理方法 |
| LT3206829T (lt) | 2014-10-13 | 2019-03-12 | Evana Technologies, Uab | Lazerinio apdorojimo būdas perskelti arba perpjauti ruošinį, formuojant "adatos" formos pažeidimus |
| WO2016083609A2 (de) * | 2014-11-27 | 2016-06-02 | Siltectra Gmbh | Laserbasiertes trennverfahren |
| CN108838562B (zh) * | 2014-11-27 | 2021-08-17 | 西尔特克特拉有限责任公司 | 借助于材料转化的固体分开 |
| JP6358940B2 (ja) | 2014-12-04 | 2018-07-18 | 株式会社ディスコ | ウエーハの生成方法 |
| JP6399914B2 (ja) | 2014-12-04 | 2018-10-03 | 株式会社ディスコ | ウエーハの生成方法 |
| JP6399913B2 (ja) | 2014-12-04 | 2018-10-03 | 株式会社ディスコ | ウエーハの生成方法 |
| JP6418927B2 (ja) | 2014-12-04 | 2018-11-07 | 株式会社ディスコ | ウエーハの生成方法 |
| JP6366486B2 (ja) | 2014-12-04 | 2018-08-01 | 株式会社ディスコ | ウエーハの生成方法 |
| JP6358941B2 (ja) | 2014-12-04 | 2018-07-18 | 株式会社ディスコ | ウエーハの生成方法 |
| JP6355540B2 (ja) | 2014-12-04 | 2018-07-11 | 株式会社ディスコ | ウエーハの生成方法 |
| JP6366485B2 (ja) | 2014-12-04 | 2018-08-01 | 株式会社ディスコ | ウエーハの生成方法 |
| US20160189954A1 (en) | 2014-12-31 | 2016-06-30 | Cree, Inc. | Methods of performing semiconductor growth using reusable carrier substrates and related carrier substrates |
| JP6395613B2 (ja) | 2015-01-06 | 2018-09-26 | 株式会社ディスコ | ウエーハの生成方法 |
| JP6391471B2 (ja) | 2015-01-06 | 2018-09-19 | 株式会社ディスコ | ウエーハの生成方法 |
| JP6395632B2 (ja) | 2015-02-09 | 2018-09-26 | 株式会社ディスコ | ウエーハの生成方法 |
| JP6395634B2 (ja) | 2015-02-09 | 2018-09-26 | 株式会社ディスコ | ウエーハの生成方法 |
| JP6395633B2 (ja) | 2015-02-09 | 2018-09-26 | 株式会社ディスコ | ウエーハの生成方法 |
| JP6444207B2 (ja) | 2015-02-17 | 2018-12-26 | 株式会社ディスコ | 六方晶単結晶基板の検査方法及び検査装置 |
| JP6494382B2 (ja) | 2015-04-06 | 2019-04-03 | 株式会社ディスコ | ウエーハの生成方法 |
| JP6429715B2 (ja) | 2015-04-06 | 2018-11-28 | 株式会社ディスコ | ウエーハの生成方法 |
| JP6425606B2 (ja) | 2015-04-06 | 2018-11-21 | 株式会社ディスコ | ウエーハの生成方法 |
| DE102015006971A1 (de) | 2015-04-09 | 2016-10-13 | Siltectra Gmbh | Verfahren zum verlustarmen Herstellen von Mehrkomponentenwafern |
| JP6444249B2 (ja) | 2015-04-15 | 2018-12-26 | 株式会社ディスコ | ウエーハの生成方法 |
| JP6456228B2 (ja) | 2015-04-15 | 2019-01-23 | 株式会社ディスコ | 薄板の分離方法 |
| JP6472333B2 (ja) | 2015-06-02 | 2019-02-20 | 株式会社ディスコ | ウエーハの生成方法 |
| JP6482389B2 (ja) | 2015-06-02 | 2019-03-13 | 株式会社ディスコ | ウエーハの生成方法 |
| JP6478821B2 (ja) | 2015-06-05 | 2019-03-06 | 株式会社ディスコ | ウエーハの生成方法 |
| JP6552898B2 (ja) | 2015-07-13 | 2019-07-31 | 株式会社ディスコ | 多結晶SiCウエーハの生成方法 |
| JP6494457B2 (ja) | 2015-07-16 | 2019-04-03 | 株式会社ディスコ | ウエーハの生成方法 |
| JP6482423B2 (ja) | 2015-07-16 | 2019-03-13 | 株式会社ディスコ | ウエーハの生成方法 |
| JP6472347B2 (ja) | 2015-07-21 | 2019-02-20 | 株式会社ディスコ | ウエーハの薄化方法 |
| JP6482425B2 (ja) | 2015-07-21 | 2019-03-13 | 株式会社ディスコ | ウエーハの薄化方法 |
| DE102015112649B4 (de) | 2015-07-31 | 2021-02-04 | Infineon Technologies Ag | Verfahren zum bilden eines halbleiterbauelements und halbleiterbauelement |
| JP6486240B2 (ja) | 2015-08-18 | 2019-03-20 | 株式会社ディスコ | ウエーハの加工方法 |
| JP6486239B2 (ja) | 2015-08-18 | 2019-03-20 | 株式会社ディスコ | ウエーハの加工方法 |
| JP6633326B2 (ja) | 2015-09-15 | 2020-01-22 | 株式会社ディスコ | 窒化ガリウム基板の生成方法 |
| JP6562819B2 (ja) * | 2015-11-12 | 2019-08-21 | 株式会社ディスコ | SiC基板の分離方法 |
| CN105436710B (zh) | 2015-12-30 | 2019-03-05 | 大族激光科技产业集团股份有限公司 | 一种硅晶圆的激光剥离方法 |
| JP6654435B2 (ja) | 2016-01-07 | 2020-02-26 | 株式会社ディスコ | ウエーハ生成方法 |
| JP6602207B2 (ja) | 2016-01-07 | 2019-11-06 | 株式会社ディスコ | SiCウエーハの生成方法 |
| JP6604891B2 (ja) | 2016-04-06 | 2019-11-13 | 株式会社ディスコ | ウエーハの生成方法 |
| JP6690983B2 (ja) | 2016-04-11 | 2020-04-28 | 株式会社ディスコ | ウエーハ生成方法及び実第2のオリエンテーションフラット検出方法 |
| JP6669594B2 (ja) | 2016-06-02 | 2020-03-18 | 株式会社ディスコ | ウエーハ生成方法 |
| JP6678522B2 (ja) | 2016-06-10 | 2020-04-08 | 株式会社ディスコ | ウエーハ生成方法及び剥離装置 |
| JP6698468B2 (ja) * | 2016-08-10 | 2020-05-27 | 株式会社ディスコ | ウエーハ生成方法 |
| JP6723877B2 (ja) * | 2016-08-29 | 2020-07-15 | 株式会社ディスコ | ウエーハ生成方法 |
| JP6773506B2 (ja) | 2016-09-29 | 2020-10-21 | 株式会社ディスコ | ウエーハ生成方法 |
| JP2018093046A (ja) | 2016-12-02 | 2018-06-14 | 株式会社ディスコ | ウエーハ生成方法 |
| JP6773539B2 (ja) | 2016-12-06 | 2020-10-21 | 株式会社ディスコ | ウエーハ生成方法 |
| US10577720B2 (en) | 2017-01-04 | 2020-03-03 | Cree, Inc. | Stabilized, high-doped silicon carbide |
| JP6831253B2 (ja) * | 2017-01-27 | 2021-02-17 | 株式会社ディスコ | レーザー加工装置 |
| JP6781639B2 (ja) * | 2017-01-31 | 2020-11-04 | 株式会社ディスコ | ウエーハ生成方法 |
| JP6858586B2 (ja) | 2017-02-16 | 2021-04-14 | 株式会社ディスコ | ウエーハ生成方法 |
| JP6858587B2 (ja) | 2017-02-16 | 2021-04-14 | 株式会社ディスコ | ウエーハ生成方法 |
| JP6797481B2 (ja) | 2017-03-01 | 2020-12-09 | 株式会社ディスコ | 半導体インゴットの検査方法、検査装置及びレーザー加工装置 |
| WO2018192689A1 (de) | 2017-04-20 | 2018-10-25 | Siltectra Gmbh | Verfahren zur waferherstellung mit definiert ausgerichteten modifikationslinien |
| JP6935224B2 (ja) | 2017-04-25 | 2021-09-15 | 株式会社ディスコ | ウエーハの生成方法 |
| JP6923877B2 (ja) * | 2017-04-26 | 2021-08-25 | 国立大学法人埼玉大学 | 基板製造方法 |
| CN107170668B (zh) | 2017-06-01 | 2020-06-05 | 镓特半导体科技(上海)有限公司 | 一种自支撑氮化镓制备方法 |
| JP6904793B2 (ja) | 2017-06-08 | 2021-07-21 | 株式会社ディスコ | ウエーハ生成装置 |
| JP6994852B2 (ja) | 2017-06-30 | 2022-01-14 | 株式会社ディスコ | レーザー加工装置及びレーザー加工方法 |
| JP6976745B2 (ja) | 2017-06-30 | 2021-12-08 | 株式会社ディスコ | ウエーハ生成装置 |
| JP6946153B2 (ja) | 2017-11-16 | 2021-10-06 | 株式会社ディスコ | ウエーハの生成方法およびウエーハ生成装置 |
| JP6974133B2 (ja) | 2017-11-22 | 2021-12-01 | 株式会社ディスコ | SiCインゴットの成型方法 |
| JP6976828B2 (ja) | 2017-11-24 | 2021-12-08 | 株式会社ディスコ | 剥離装置 |
| JP7034683B2 (ja) | 2017-11-29 | 2022-03-14 | 株式会社ディスコ | 剥離装置 |
| JP6959120B2 (ja) | 2017-12-05 | 2021-11-02 | 株式会社ディスコ | 剥離装置 |
| JP7009194B2 (ja) | 2017-12-12 | 2022-01-25 | 株式会社ディスコ | ウエーハ生成装置および搬送トレー |
| JP7009224B2 (ja) | 2018-01-16 | 2022-01-25 | 株式会社ディスコ | 平坦化方法 |
| JP7123583B2 (ja) | 2018-03-14 | 2022-08-23 | 株式会社ディスコ | ウエーハの生成方法およびウエーハの生成装置 |
| JP7027215B2 (ja) | 2018-03-27 | 2022-03-01 | 株式会社ディスコ | ウエーハの生成方法およびウエーハの生成装置 |
| JP7073172B2 (ja) | 2018-04-03 | 2022-05-23 | 株式会社ディスコ | ウエーハの生成方法 |
| JP7137992B2 (ja) | 2018-08-02 | 2022-09-15 | 株式会社ディスコ | 加工装置及び剥離装置 |
| JP7235456B2 (ja) | 2018-08-14 | 2023-03-08 | 株式会社ディスコ | 半導体基板の加工方法 |
| JP7106217B2 (ja) | 2018-08-22 | 2022-07-26 | 株式会社ディスコ | ファセット領域の検出方法及び検出装置 |
| JP7187215B2 (ja) | 2018-08-28 | 2022-12-12 | 株式会社ディスコ | SiC基板の加工方法 |
| JP7201367B2 (ja) | 2018-08-29 | 2023-01-10 | 株式会社ディスコ | SiC基板の加工方法 |
| JP7128067B2 (ja) | 2018-09-14 | 2022-08-30 | 株式会社ディスコ | ウエーハの生成方法およびレーザー加工装置 |
| JP7164396B2 (ja) | 2018-10-29 | 2022-11-01 | 株式会社ディスコ | ウエーハ生成装置 |
| JP7229729B2 (ja) | 2018-11-08 | 2023-02-28 | 株式会社ディスコ | Facet領域の検出方法および検出装置ならびにウエーハの生成方法およびレーザー加工装置 |
| JP7166893B2 (ja) | 2018-11-21 | 2022-11-08 | 株式会社ディスコ | ウエーハの生成方法 |
| JP7285636B2 (ja) | 2018-12-06 | 2023-06-02 | 株式会社ディスコ | 板状物の加工方法 |
| US10576585B1 (en) * | 2018-12-29 | 2020-03-03 | Cree, Inc. | Laser-assisted method for parting crystalline material |
| US11024501B2 (en) | 2018-12-29 | 2021-06-01 | Cree, Inc. | Carrier-assisted method for parting crystalline material along laser damage region |
| US10562130B1 (en) | 2018-12-29 | 2020-02-18 | Cree, Inc. | Laser-assisted method for parting crystalline material |
| US10867797B2 (en) | 2019-02-07 | 2020-12-15 | Cree, Inc. | Methods and apparatuses related to shaping wafers fabricated by ion implantation |
| JP7308652B2 (ja) | 2019-04-26 | 2023-07-14 | 株式会社ディスコ | デバイスチップの製造方法 |
| US10611052B1 (en) | 2019-05-17 | 2020-04-07 | Cree, Inc. | Silicon carbide wafers with relaxed positive bow and related methods |
| JP7321022B2 (ja) | 2019-07-29 | 2023-08-04 | 株式会社ディスコ | レーザー加工装置およびレーザー加工方法 |
-
2019
- 2019-02-12 US US16/274,064 patent/US10576585B1/en active Active
- 2019-12-27 EP EP19842414.5A patent/EP3902652B1/en active Active
- 2019-12-27 WO PCT/IB2019/061410 patent/WO2020136622A2/en active Application Filing
- 2019-12-27 KR KR1020217024073A patent/KR102644548B1/ko active IP Right Grant
- 2019-12-27 JP JP2021538091A patent/JP7312833B2/ja active Active
- 2019-12-27 CN CN201980093259.6A patent/CN113544813A/zh active Pending
-
2020
- 2020-06-23 US US16/909,299 patent/US11826846B2/en active Active
-
2023
- 2023-07-10 JP JP2023113038A patent/JP2023139058A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| WO2020136622A3 (en) | 2020-11-26 |
| JP2022517543A (ja) | 2022-03-09 |
| WO2020136622A2 (en) | 2020-07-02 |
| EP3902652A2 (en) | 2021-11-03 |
| EP3902652B1 (en) | 2024-05-01 |
| US11826846B2 (en) | 2023-11-28 |
| JP2023139058A (ja) | 2023-10-03 |
| KR102644548B1 (ko) | 2024-03-08 |
| US20200316724A1 (en) | 2020-10-08 |
| KR20210107842A (ko) | 2021-09-01 |
| JP7312833B2 (ja) | 2023-07-21 |
| US10576585B1 (en) | 2020-03-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7312833B2 (ja) | 結晶材料を切り分けるためのレーザ・アシスト法 | |
| JP7315677B2 (ja) | 結晶材料を切り分けるためのレーザ・アシスト法 | |
| CN113825602B (zh) | 用于处理具有松弛正弯的碳化硅晶片的方法 | |
| US11901181B2 (en) | Carrier-assisted method for parting crystalline material along laser damage region |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| CB02 | Change of applicant information | ||
| CB02 | Change of applicant information |
Address after: North Carolina Applicant after: Wofu Semiconductor Co.,Ltd. Address before: North Carolina Applicant before: CREE, Inc. |
|
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |