KR20200052319A - 데드프론트 유리용 촉각 요소 및 이를 제조하는 방법 - Google Patents
데드프론트 유리용 촉각 요소 및 이를 제조하는 방법 Download PDFInfo
- Publication number
- KR20200052319A KR20200052319A KR1020207009546A KR20207009546A KR20200052319A KR 20200052319 A KR20200052319 A KR 20200052319A KR 1020207009546 A KR1020207009546 A KR 1020207009546A KR 20207009546 A KR20207009546 A KR 20207009546A KR 20200052319 A KR20200052319 A KR 20200052319A
- Authority
- KR
- South Korea
- Prior art keywords
- layer
- mol
- substrate
- surface roughness
- deadfront
- Prior art date
Links
- 239000011521 glass Substances 0.000 title claims description 180
- 238000000034 method Methods 0.000 title claims description 127
- 239000000758 substrate Substances 0.000 claims abstract description 244
- 230000003746 surface roughness Effects 0.000 claims abstract description 161
- 230000000007 visual effect Effects 0.000 claims abstract description 107
- 230000000295 complement effect Effects 0.000 claims abstract description 35
- 239000000463 material Substances 0.000 claims description 71
- 230000008569 process Effects 0.000 claims description 64
- 230000003287 optical effect Effects 0.000 claims description 59
- 238000005530 etching Methods 0.000 claims description 56
- 238000013461 design Methods 0.000 claims description 49
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 claims description 36
- 239000003086 colorant Substances 0.000 claims description 23
- 239000002023 wood Substances 0.000 claims description 20
- 239000010985 leather Substances 0.000 claims description 16
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 14
- 239000003960 organic solvent Substances 0.000 claims description 11
- 238000005498 polishing Methods 0.000 claims description 11
- 239000004744 fabric Substances 0.000 claims description 10
- 229910052751 metal Inorganic materials 0.000 claims description 10
- 239000002184 metal Substances 0.000 claims description 10
- DDFHBQSCUXNBSA-UHFFFAOYSA-N 5-(5-carboxythiophen-2-yl)thiophene-2-carboxylic acid Chemical compound S1C(C(=O)O)=CC=C1C1=CC=C(C(O)=O)S1 DDFHBQSCUXNBSA-UHFFFAOYSA-N 0.000 claims description 9
- 238000005488 sandblasting Methods 0.000 claims description 6
- 239000002241 glass-ceramic Substances 0.000 claims description 5
- 239000005341 toughened glass Substances 0.000 claims description 5
- 229920000642 polymer Polymers 0.000 claims description 4
- 239000007787 solid Substances 0.000 claims description 4
- 230000002708 enhancing effect Effects 0.000 claims description 2
- 239000010410 layer Substances 0.000 description 318
- 239000000203 mixture Substances 0.000 description 60
- 239000000243 solution Substances 0.000 description 36
- 238000005452 bending Methods 0.000 description 26
- 238000000576 coating method Methods 0.000 description 23
- 239000000853 adhesive Substances 0.000 description 18
- 230000001070 adhesive effect Effects 0.000 description 18
- 239000011248 coating agent Substances 0.000 description 18
- 150000002500 ions Chemical class 0.000 description 14
- 238000002834 transmittance Methods 0.000 description 14
- 239000011734 sodium Substances 0.000 description 13
- 238000007639 printing Methods 0.000 description 11
- 239000002344 surface layer Substances 0.000 description 11
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 10
- 238000007654 immersion Methods 0.000 description 10
- 239000000049 pigment Substances 0.000 description 10
- 239000000126 substance Substances 0.000 description 10
- 239000002253 acid Substances 0.000 description 9
- 150000003839 salts Chemical class 0.000 description 9
- 229910018068 Li 2 O Inorganic materials 0.000 description 8
- 230000000694 effects Effects 0.000 description 8
- 238000005286 illumination Methods 0.000 description 8
- 238000005507 spraying Methods 0.000 description 8
- 230000015572 biosynthetic process Effects 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 7
- 238000005342 ion exchange Methods 0.000 description 7
- 230000000873 masking effect Effects 0.000 description 7
- 229920003023 plastic Polymers 0.000 description 7
- 229920000049 Carbon (fiber) Polymers 0.000 description 6
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 6
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 6
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 6
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 6
- 239000004917 carbon fiber Substances 0.000 description 6
- 238000000151 deposition Methods 0.000 description 6
- 230000006870 function Effects 0.000 description 6
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 6
- 239000004033 plastic Substances 0.000 description 6
- 229910052708 sodium Inorganic materials 0.000 description 6
- 229910010413 TiO 2 Inorganic materials 0.000 description 5
- 239000002585 base Substances 0.000 description 5
- -1 etc.) Substances 0.000 description 5
- 238000001429 visible spectrum Methods 0.000 description 5
- 239000004593 Epoxy Substances 0.000 description 4
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 4
- 229910004298 SiO 2 Inorganic materials 0.000 description 4
- 239000005354 aluminosilicate glass Substances 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 230000008021 deposition Effects 0.000 description 4
- 238000005137 deposition process Methods 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 229910001414 potassium ion Inorganic materials 0.000 description 4
- 235000019592 roughness Nutrition 0.000 description 4
- 238000005728 strengthening Methods 0.000 description 4
- 229910006404 SnO 2 Inorganic materials 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 239000003513 alkali Substances 0.000 description 3
- 229910000272 alkali metal oxide Inorganic materials 0.000 description 3
- 229910052792 caesium Inorganic materials 0.000 description 3
- 150000001768 cations Chemical class 0.000 description 3
- 239000011247 coating layer Substances 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000004049 embossing Methods 0.000 description 3
- 230000001747 exhibiting effect Effects 0.000 description 3
- 238000013003 hot bending Methods 0.000 description 3
- 238000000206 photolithography Methods 0.000 description 3
- 239000004417 polycarbonate Substances 0.000 description 3
- 238000005096 rolling process Methods 0.000 description 3
- 238000007650 screen-printing Methods 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 239000010935 stainless steel Substances 0.000 description 3
- 229910001220 stainless steel Inorganic materials 0.000 description 3
- RRQYJINTUHWNHW-UHFFFAOYSA-N 1-ethoxy-2-(2-ethoxyethoxy)ethane Chemical compound CCOCCOCCOCC RRQYJINTUHWNHW-UHFFFAOYSA-N 0.000 description 2
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 2
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 2
- 230000004913 activation Effects 0.000 description 2
- 150000001298 alcohols Chemical class 0.000 description 2
- 229910052783 alkali metal Inorganic materials 0.000 description 2
- 239000006117 anti-reflective coating Substances 0.000 description 2
- 230000003667 anti-reflective effect Effects 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 239000005388 borosilicate glass Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000005234 chemical deposition Methods 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 229940019778 diethylene glycol diethyl ether Drugs 0.000 description 2
- 238000007598 dipping method Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000009477 glass transition Effects 0.000 description 2
- 238000007646 gravure printing Methods 0.000 description 2
- 230000003993 interaction Effects 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 229960004592 isopropanol Drugs 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000007935 neutral effect Effects 0.000 description 2
- 150000002823 nitrates Chemical class 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000005289 physical deposition Methods 0.000 description 2
- 238000005240 physical vapour deposition Methods 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 229910052701 rubidium Inorganic materials 0.000 description 2
- 239000005368 silicate glass Substances 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 229910001415 sodium ion Inorganic materials 0.000 description 2
- HUAUNKAZQWMVFY-UHFFFAOYSA-M sodium;oxocalcium;hydroxide Chemical compound [OH-].[Na+].[Ca]=O HUAUNKAZQWMVFY-UHFFFAOYSA-M 0.000 description 2
- 238000010345 tape casting Methods 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- ARXJGSRGQADJSQ-UHFFFAOYSA-N 1-methoxypropan-2-ol Chemical compound COCC(C)O ARXJGSRGQADJSQ-UHFFFAOYSA-N 0.000 description 1
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000640 Fe alloy Inorganic materials 0.000 description 1
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 1
- 239000006125 LAS system Substances 0.000 description 1
- 229910013553 LiNO Inorganic materials 0.000 description 1
- 239000006126 MAS system Substances 0.000 description 1
- 229910000861 Mg alloy Inorganic materials 0.000 description 1
- FXHOOIRPVKKKFG-UHFFFAOYSA-N N,N-Dimethylacetamide Chemical compound CN(C)C(C)=O FXHOOIRPVKKKFG-UHFFFAOYSA-N 0.000 description 1
- 241001274216 Naso Species 0.000 description 1
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 1
- NPYPAHLBTDXSSS-UHFFFAOYSA-N Potassium ion Chemical compound [K+] NPYPAHLBTDXSSS-UHFFFAOYSA-N 0.000 description 1
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 1
- 238000003848 UV Light-Curing Methods 0.000 description 1
- 239000006127 ZAS system Substances 0.000 description 1
- 239000003929 acidic solution Substances 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 238000004378 air conditioning Methods 0.000 description 1
- 239000005358 alkali aluminosilicate glass Substances 0.000 description 1
- 229910001413 alkali metal ion Inorganic materials 0.000 description 1
- 229910000287 alkaline earth metal oxide Inorganic materials 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 238000005422 blasting Methods 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000003426 chemical strengthening reaction Methods 0.000 description 1
- 238000005229 chemical vapour deposition Methods 0.000 description 1
- 150000001805 chlorine compounds Chemical class 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 238000001723 curing Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000002845 discoloration Methods 0.000 description 1
- 229920006332 epoxy adhesive Polymers 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000005357 flat glass Substances 0.000 description 1
- 229920005570 flexible polymer Polymers 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 239000006124 glass-ceramic system Substances 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- AMGQUBHHOARCQH-UHFFFAOYSA-N indium;oxotin Chemical compound [In].[Sn]=O AMGQUBHHOARCQH-UHFFFAOYSA-N 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 238000007641 inkjet printing Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 238000001459 lithography Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 239000004579 marble Substances 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 238000001465 metallisation Methods 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 238000012634 optical imaging Methods 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000013001 point bending Methods 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 239000011591 potassium Substances 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 238000010955 robust manufacturing process Methods 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 239000006120 scratch resistant coating Substances 0.000 description 1
- 230000035807 sensation Effects 0.000 description 1
- 235000019615 sensations Nutrition 0.000 description 1
- 239000005361 soda-lime glass Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 238000007655 standard test method Methods 0.000 description 1
- 230000004936 stimulating effect Effects 0.000 description 1
- 150000003467 sulfuric acid derivatives Chemical class 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 238000001029 thermal curing Methods 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000012780 transparent material Substances 0.000 description 1
- 238000007514 turning Methods 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images



































Classifications
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F9/00—Indicating arrangements for variable information in which the information is built-up on a support by selection or combination of individual elements
- G09F9/30—Indicating arrangements for variable information in which the information is built-up on a support by selection or combination of individual elements in which the desired character or characters are formed by combining individual elements
- G09F9/33—Indicating arrangements for variable information in which the information is built-up on a support by selection or combination of individual elements in which the desired character or characters are formed by combining individual elements being semiconductor devices, e.g. diodes
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/001—General methods for coating; Devices therefor
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C15/00—Surface treatment of glass, not in the form of fibres or filaments, by etching
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/133—Constructional arrangements; Operation of liquid crystal cells; Circuit arrangements
- G02F1/1333—Constructional arrangements; Manufacturing methods
- G02F1/1343—Electrodes
- G02F1/134309—Electrodes characterised by their geometrical arrangement
- G02F1/134336—Matrix
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60K—ARRANGEMENT OR MOUNTING OF PROPULSION UNITS OR OF TRANSMISSIONS IN VEHICLES; ARRANGEMENT OR MOUNTING OF PLURAL DIVERSE PRIME-MOVERS IN VEHICLES; AUXILIARY DRIVES FOR VEHICLES; INSTRUMENTATION OR DASHBOARDS FOR VEHICLES; ARRANGEMENTS IN CONNECTION WITH COOLING, AIR INTAKE, GAS EXHAUST OR FUEL SUPPLY OF PROPULSION UNITS IN VEHICLES
- B60K35/00—Instruments specially adapted for vehicles; Arrangement of instruments in or on vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60K—ARRANGEMENT OR MOUNTING OF PROPULSION UNITS OR OF TRANSMISSIONS IN VEHICLES; ARRANGEMENT OR MOUNTING OF PLURAL DIVERSE PRIME-MOVERS IN VEHICLES; AUXILIARY DRIVES FOR VEHICLES; INSTRUMENTATION OR DASHBOARDS FOR VEHICLES; ARRANGEMENTS IN CONNECTION WITH COOLING, AIR INTAKE, GAS EXHAUST OR FUEL SUPPLY OF PROPULSION UNITS IN VEHICLES
- B60K35/00—Instruments specially adapted for vehicles; Arrangement of instruments in or on vehicles
- B60K35/20—Output arrangements, i.e. from vehicle to user, associated with vehicle functions or specially adapted therefor
- B60K35/21—Output arrangements, i.e. from vehicle to user, associated with vehicle functions or specially adapted therefor using visual output, e.g. blinking lights or matrix displays
- B60K35/22—Display screens
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/02—Re-forming glass sheets
- C03B23/023—Re-forming glass sheets by bending
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C15/00—Surface treatment of glass, not in the form of fibres or filaments, by etching
- C03C15/02—Surface treatment of glass, not in the form of fibres or filaments, by etching for making a smooth surface
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/001—General methods for coating; Devices therefor
- C03C17/002—General methods for coating; Devices therefor for flat glass, e.g. float glass
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/34—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/34—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions
- C03C17/3405—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions with at least two coatings of organic materials
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/34—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions
- C03C17/36—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions at least one coating being a metal
- C03C17/38—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions at least one coating being a metal at least one coating being a coating of an organic material
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C19/00—Surface treatment of glass, not in the form of fibres or filaments, by mechanical means
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C21/00—Treatment of glass, not in the form of fibres or filaments, by diffusing ions or metals in the surface
- C03C21/001—Treatment of glass, not in the form of fibres or filaments, by diffusing ions or metals in the surface in liquid phase, e.g. molten salts, solutions
- C03C21/002—Treatment of glass, not in the form of fibres or filaments, by diffusing ions or metals in the surface in liquid phase, e.g. molten salts, solutions to perform ion-exchange between alkali ions
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/076—Glass compositions containing silica with 40% to 90% silica, by weight
- C03C3/078—Glass compositions containing silica with 40% to 90% silica, by weight containing an oxide of a divalent metal, e.g. an oxide of zinc
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/076—Glass compositions containing silica with 40% to 90% silica, by weight
- C03C3/083—Glass compositions containing silica with 40% to 90% silica, by weight containing aluminium oxide or an iron compound
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/076—Glass compositions containing silica with 40% to 90% silica, by weight
- C03C3/089—Glass compositions containing silica with 40% to 90% silica, by weight containing boron
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/076—Glass compositions containing silica with 40% to 90% silica, by weight
- C03C3/089—Glass compositions containing silica with 40% to 90% silica, by weight containing boron
- C03C3/091—Glass compositions containing silica with 40% to 90% silica, by weight containing boron containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/042—Coating with two or more layers, where at least one layer of a composition contains a polymer binder
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/133—Constructional arrangements; Operation of liquid crystal cells; Circuit arrangements
- G02F1/1333—Constructional arrangements; Manufacturing methods
- G02F1/1335—Structural association of cells with optical devices, e.g. polarisers or reflectors
- G02F1/1336—Illuminating devices
- G02F1/133602—Direct backlight
- G02F1/133603—Direct backlight with LEDs
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F3/00—Input arrangements for transferring data to be processed into a form capable of being handled by the computer; Output arrangements for transferring data from processing unit to output unit, e.g. interface arrangements
- G06F3/01—Input arrangements or combined input and output arrangements for interaction between user and computer
- G06F3/016—Input arrangements with force or tactile feedback as computer generated output to the user
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F3/00—Input arrangements for transferring data to be processed into a form capable of being handled by the computer; Output arrangements for transferring data from processing unit to output unit, e.g. interface arrangements
- G06F3/01—Input arrangements or combined input and output arrangements for interaction between user and computer
- G06F3/03—Arrangements for converting the position or the displacement of a member into a coded form
- G06F3/041—Digitisers, e.g. for touch screens or touch pads, characterised by the transducing means
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F9/00—Indicating arrangements for variable information in which the information is built-up on a support by selection or combination of individual elements
- G09F9/30—Indicating arrangements for variable information in which the information is built-up on a support by selection or combination of individual elements in which the desired character or characters are formed by combining individual elements
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F9/00—Indicating arrangements for variable information in which the information is built-up on a support by selection or combination of individual elements
- G09F9/30—Indicating arrangements for variable information in which the information is built-up on a support by selection or combination of individual elements in which the desired character or characters are formed by combining individual elements
- G09F9/33—Indicating arrangements for variable information in which the information is built-up on a support by selection or combination of individual elements in which the desired character or characters are formed by combining individual elements being semiconductor devices, e.g. diodes
- G09F9/335—Indicating arrangements for variable information in which the information is built-up on a support by selection or combination of individual elements in which the desired character or characters are formed by combining individual elements being semiconductor devices, e.g. diodes being organic light emitting diodes [OLED]
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F9/00—Indicating arrangements for variable information in which the information is built-up on a support by selection or combination of individual elements
- G09F9/30—Indicating arrangements for variable information in which the information is built-up on a support by selection or combination of individual elements in which the desired character or characters are formed by combining individual elements
- G09F9/35—Indicating arrangements for variable information in which the information is built-up on a support by selection or combination of individual elements in which the desired character or characters are formed by combining individual elements being liquid crystals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60K—ARRANGEMENT OR MOUNTING OF PROPULSION UNITS OR OF TRANSMISSIONS IN VEHICLES; ARRANGEMENT OR MOUNTING OF PLURAL DIVERSE PRIME-MOVERS IN VEHICLES; AUXILIARY DRIVES FOR VEHICLES; INSTRUMENTATION OR DASHBOARDS FOR VEHICLES; ARRANGEMENTS IN CONNECTION WITH COOLING, AIR INTAKE, GAS EXHAUST OR FUEL SUPPLY OF PROPULSION UNITS IN VEHICLES
- B60K2360/00—Indexing scheme associated with groups B60K35/00 or B60K37/00 relating to details of instruments or dashboards
- B60K2360/20—Optical features of instruments
- B60K2360/27—Optical features of instruments using semi-transparent optical elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60K—ARRANGEMENT OR MOUNTING OF PROPULSION UNITS OR OF TRANSMISSIONS IN VEHICLES; ARRANGEMENT OR MOUNTING OF PLURAL DIVERSE PRIME-MOVERS IN VEHICLES; AUXILIARY DRIVES FOR VEHICLES; INSTRUMENTATION OR DASHBOARDS FOR VEHICLES; ARRANGEMENTS IN CONNECTION WITH COOLING, AIR INTAKE, GAS EXHAUST OR FUEL SUPPLY OF PROPULSION UNITS IN VEHICLES
- B60K2360/00—Indexing scheme associated with groups B60K35/00 or B60K37/00 relating to details of instruments or dashboards
- B60K2360/60—Structural details of dashboards or instruments
- B60K2360/68—Features of instruments
- B60K2360/688—Frames or decorative parts
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2204/00—Glasses, glazes or enamels with special properties
- C03C2204/08—Glass having a rough surface
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2217/00—Coatings on glass
- C03C2217/40—Coatings comprising at least one inhomogeneous layer
- C03C2217/43—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase
- C03C2217/46—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase characterized by the dispersed phase
- C03C2217/48—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase characterized by the dispersed phase having a specific function
- C03C2217/485—Pigments
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2217/00—Coatings on glass
- C03C2217/70—Properties of coatings
- C03C2217/72—Decorative coatings
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2217/00—Coatings on glass
- C03C2217/70—Properties of coatings
- C03C2217/77—Coatings having a rough surface
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2217/00—Coatings on glass
- C03C2217/90—Other aspects of coatings
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2218/00—Methods for coating glass
- C03C2218/10—Deposition methods
- C03C2218/15—Deposition methods from the vapour phase
- C03C2218/151—Deposition methods from the vapour phase by vacuum evaporation
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2218/00—Methods for coating glass
- C03C2218/30—Aspects of methods for coating glass not covered above
- C03C2218/365—Coating different sides of a glass substrate
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Life Sciences & Earth Sciences (AREA)
- Theoretical Computer Science (AREA)
- Physics & Mathematics (AREA)
- General Engineering & Computer Science (AREA)
- General Physics & Mathematics (AREA)
- Human Computer Interaction (AREA)
- Mechanical Engineering (AREA)
- Combustion & Propulsion (AREA)
- Transportation (AREA)
- Optics & Photonics (AREA)
- Crystallography & Structural Chemistry (AREA)
- Polymers & Plastics (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Laminated Bodies (AREA)
- Nonlinear Science (AREA)
- Mathematical Physics (AREA)
- Geometry (AREA)
- Surface Treatment Of Glass (AREA)
- Devices For Indicating Variable Information By Combining Individual Elements (AREA)
- Instrument Panels (AREA)
- Fittings On The Vehicle Exterior For Carrying Loads, And Devices For Holding Or Mounting Articles (AREA)
- Position Input By Displaying (AREA)
- Illuminated Signs And Luminous Advertising (AREA)
- Glass Compositions (AREA)
Abstract
기판의 제1 표면 상에 형성된 촉각 요소 및 상기 제1 표면 대향하는 기판의 제2 표면 상에 배치된 시각적 요소를 포함하는 데드프론트 물품. 상기 촉각 요소는, 기판의 제2 표면 상에 배치된 시각적 요소에 상보적인 방식으로 기판의 제1 표면 상에 위치된다. 상기 촉각 요소는, 표면 거칠기 부분과 경계를 이루는 구역의 표면 거칠기와 다른 표면 거칠기를 갖는 표면 거칠기 부분을 포함할 수 있다. 데드프론트 물품은, 사용자에게 시각적 및 햅틱 디스플레이 인터페이스를 제공하기 위해 자동차 인테리어 내로 혼입될 수 있다.
Description
본 출원은, 2018년 9월 11일에 출원된 미국 가출원 제62/729,695호, 2018년 6월 1일에 출원된 미국 가출원 제62/679,278호 및 2017년 9월 12일에 출원된 미국 가출원 제62/557,502호의 우선권을 주장하며, 이들의 전체적인 내용은 참조로서 여기에 병합된다.
본 개시는, 기판 상에 개선된 시각 및 선택적으로 촉각 특색 (tactile features)을 제공하기 위한 디스플레이 방법 및 장치에 대한 데드프론트 물품 (deadfront article)에 관한 것이다. 좀 더 구체적으로는, 본 개시는 데드프론트 물품의 전면에 촉감을 갖는 데드프론트 물품에 관한 것이다.
최근에, 자동차 인테리어 구성요소 (automobile interior components)를 포함하는, 소비자 제품은, 더 많은 터치 스크린과 데드프론트 타입의 컨트롤 디스플레이 (control displays) 및 더 적은 버튼식 (push-button) 및 노브 (knob) 지향 컨트롤을 혼입해 왔다. 데드프론트 물품은, 물품이 백라이트 (backlit)가 아닐 때, 표면이 보는 사람로부터 기본 디스플레이 특색을 숨기거나 또는 가리는 데드프론트 효과를 나타내는 표면을 포함하지만, 물품이 백라이트일 때 디스플레이 특색을 볼 수 있게 한다.
따라서, 터치 스크린 및 데드프론트 타입의 컨트롤 디스플레이에서 혁신에 대한 요구가 존재한다.
본 개시는, 촉감을 갖는 장식 표면을 제공하는 소비자 제품용 데드프론트 물품에 관한 것이다. 개시된 데드프론트 물품은, 장식적인 외관 (예를 들어, 스테인레스 스틸, 나무, 등), 촉감, 및 기본 컨트롤 특색 (예를 들어, 디스플레이 버튼/아이콘)을 갖는 표면을 제공하기 위해 소비자 제품으로 혼입될 수 있다. 개시된 데드프론트 물품은, 다양한 산업에서 촉감을 갖는 윤이 나고, 가벼우 며, 강하고, 장식적이며, 기능적인 표면을 만들기 위해 사용될 수 있다. 예를 들어, 개시된 데드프론트 물품은, 자동차 산업에서 햅틱 특색 (haptic features)을 갖는 데드프론트 컨트롤 디스플레이를 제공하기 위해 자동차 산업에서 사용될 수 있다.
제1 관점에서, 데드프론트 물품이 기재되며, 상기 데드프론트 물품은, 제1 표면 및 상기 제1 표면 대향하는 제2 표면을 갖는 기판; 상기 기판의 제2 표면 상에 및/또는 상기 기판 내에 배치되어 상기 제1 표면을 통해 볼 수 있고, 상기 제1 표면을 통해 볼 수 있는 그래픽을 포함하는 시각적 요소 (visual element); 상기 기판의 제1 표면 상에 형성되고, 하나 이상의 표면 거칠기 부분 (surface roughness portions)을 포함하는 적어도 하나의 촉각 요소 (tactile element)로서, 여기서, 상기 하나 이상의 표면 거칠기 부분 중 적어도 하나는, 그래픽에 상보적인 방식 (complementary fashion)으로 상기 기판의 제1 표면 상에 위치되는, 촉각 요소; 상기 기판의 제2 표면의 적어도 제1 부분 상에 배치되고, 단색의 영역 또는 2 이상의 색상의 디자인의 영역을 갖는 반-투명층 (semi-transparent layer); 및 상기 영역의 적어도 일부 상에 배치된 콘트라스트 층 (contrast layer)을 포함하고, 상기 콘트라스트 층은, 상기 영역의 색상의 가시성을 향상시키거나 또는 상기 콘트라스트 층이 배치되는 영역의 일부 상에 상기 영역의 디자인의 색상들 사이에 콘트라스트를 향상시키도록 구성된다.
제2 관점에서, 전술한 단락의 관점에 따른 데드프론트 물품은: (i) 상대적으로 더 낮은 표면 거칠기의 적어도 하나의 구역에 의해 경계를 이룬 상대적으로 더 높은 표면 거칠기의 구역, 및 (ⅱ) 상대적으로 더 높은 표면 거칠기의 적어도 하나의 구역에 의해 경계를 이룬 상대적으로 더 낮은 표면 거칠기의 구역 중 하나에 의해 한정된 하나 이상의 표면 거칠기 부분을 포함할 수 있다.
제3 관점에서, 전술한 단락 중 어느 하나의 관점에 따른 데드프론트 물품은, 아이콘을 포함하는 그래픽을 포함할 수 있다.
제4 관점에서, 전술한 단락 중 어느 하나의 관점에 따른 데드프론트 물품은, 기판의 제1 표면의 에칭된 부분을 포함하는 하나 이상의 표면 거칠기 부분을 포함할 수 있다.
제5 관점에서, 전술한 단락 중 어느 하나의 관점에 따른 데드프론트 물품은, 제1 표면을 포함할 수 있고, 여기서, 기판의 제1 표면의 총 표면적의 대부분은, 제1 표면 거칠기를 포함하며, 상기 촉각 요소의 하나 이상의 표면 거칠기 부분은, 제1 표면의 총 표면적의 작은 부분을 덮고, 제1 표면 거칠기와 다른 제2 표면 거칠기를 포함한다. 몇몇 구체 예에서, 상기 제2 표면 거칠기는, 제1 표면 거칠기보다 상대적으로 거칠 수 있다. 몇몇 구체 예에서, 상기 제2 표면 거칠기는, 약 80 ㎚를 초과하는 Ra 표면 거칠기를 가질 수 있다. 몇몇 구체 예에서, 상기 제1 표면 거칠기는, 제2 표면 거칠기보다 상대적으로 거칠 수 있다. 몇몇 구체 예에서, 상기 제1 표면 거칠기는, 약 80 ㎚를 초과하는 Ra 표면 거칠기를 가질 수 있다.
제6 관점에서, 전술한 단락 중 어느 하나의 관점에 따른 데드프론트 물품은, 유리, 유리 세라믹, 및 중합체로 이루어진 군으로부터 선택된 물질을 포함하는 기판을 포함할 수 있다.
제7 관점에서, 전술한 단락 중 어느 하나의 관점에 따른 데드프론트 물품은, 강화 유리를 포함하는 기판을 포함할 수 있다.
제8 관점에서, 전술한 단락 중 어느 하나의 관점에 따른 데드프론트 물품은, 상기 콘트라스트 층의 적어도 일부 상에 배치된 높은 광학 밀도층을 포함할 수 있어 상기 콘트라스트 층은 높은 광학 밀도층과 반-투명층 사이에 위치된다. 몇몇 구체 예에서, 상기 높은 광학 밀도층은, 그래픽을 적어도 부분적으로 한정한다.
제9 관점에서, 전술한 단락 중 어느 하나의 관점에 따른 데드프론트 물품은, 상기 높은 광학 밀도층에 의해 한정된 상기 시각적 요소의 적어도 일부에서, 상기 콘트라스트 층이 반-투명층과 색상층 사이에 위치되도록 상기 시각적 요소의 영역에 배치된 색상층을 포함할 수 있다.
제10 관점에서, 전술한 단락 중 어느 하나의 관점에 따른 데드프론트 물품은, 2 이상의 색상의 디자인을 갖는 반-투명층의 영역을 포함할 수 있고, 상기 디자인은 가죽결 패턴 (leather grain pattern), 나무결 패턴 (wood grain pattern), 패브릭 패턴, 브러시드 금속 마감 패턴 (brushed metal finish pattern), 및 로고 중 적어도 하나를 포함한다.
제11 관점에서, 전술한 단락 중 어느 하나의 관점에 따른 데드프론트 물품은, 상기 시각적 요소 뒤에 위치된 터치 패널을 포함할 수 있고, 상기 터치 패널은 사용자에 의한 터치에 반응하도록 구성된다.
제12 관점에서, 자동차 인테리어는 기재되며, 상기 자동차 인테리어는, 제1 표면 및 상기 제1 표면 대향하는 제2 표면을 갖는 기판; 상기 기판의 제2 표면 상에 및/또는 상기 기판 내에 배치되어 상기 제1 표면을 통해 볼 수 있고, 상기 제1 표면을 통해 볼 수 있는 그래픽을 포함하는 시각적 요소; 상기 기판의 제1 표면 상에 형성되고, 하나 이상의 표면 거칠기 부분을 포함하는 적어도 하나의 촉각 요소로서, 여기서, 상기 하나 이상의 표면 거칠기 부분 중 적어도 하나는, 그래픽에 상보적인 방식으로 상기 기판의 제1 표면 상에 위치되는, 촉각 요소; 상기 기판층의 제2 표면 상에 배치된 반-투명층; 상기 반-투명층의 적어도 일부에 배치된 콘트라스트 층; 및 상기 콘트라스트 층의 적어도 일부 상에 배치되고, 상기 그래픽을 적어도 부분적으로 한정하는 높은 광학 밀도층을 포함하는, 데드프론트 물품; 및 상기 시각적 요소 뒤에 위치하며, 사용자에 의한 터치에 반응하도록 구성된 터치 패널을 포함한다.
제13 관점에서, 전술한 단락의 관점들에 따른 자동차 인테리어는, 아이콘인 그래픽을 포함할 수 있고, 상기 터치 패널은 아이콘의 사용자의 터치에 반응하도록 구성된다.
제14 관점에서, 전술한 2개의 단락 중 어느 하나의 관점에 따른 자동차 인테리어는, 단색의 영역 또는 2 이상의 색상의 디자인의 영역을 갖는 반-투명층을 포함할 수 있으며, 상기 디자인은 가죽결 패턴, 나무결 패턴, 패브릭 패턴, 브러시드 금속 마감 패턴 및 로고 중 적어도 하나를 포함한다.
제15 관점에서, 전술한 3개의 단락 중 어느 하나의 관점에 따른 자동차 인테리어는, 콘트라스트 층이 높은 광학 밀도층과 반-투명층 사이에 위치되도록 콘트라스트 층의 적어도 일부 상에 배치된 높은 광학 밀도층을 포함할 수 있다.
제16 관점에서, 전술한 4개의 단락 중 어느 하나의 관점에 따른 자동차 인테리어는, 상기 높은 광학 밀도층에 의해 한정된 시각적 요소의 적어도 일부에서, 상기 콘트라스트 층이 반-투명층과 색상층 사이에 위치되도록, 상기 시각적 요소의 영역에 배치된 색상층을 포함할 수 있다.
제17 관점에서, 데드프론트 물품 상에 촉각 요소를 형성하는 방법은 기재되며, 상기 방법은, 제1 표면을 통해 그래픽이 보여질 수 있도록, 기판 내에 및/또는 제1 표면 대향하는 기판의 제2 표면 상에 배치된 시각적 요소에 의해 한정된 그래픽에 상보적인 방식으로 기판의 제1 표면 상에 적어도 하나의 촉각 요소를 형성하는 단계를 포함하며; 여기서, 상기 적어도 하나의 촉각 요소는, 에칭, 샌드 블라스팅 (sandblasting), 연마, 및 조판술 (engraving) 중 적어도 하나를 포함하는 공정에 의해 형성된다.
제18 관점에서, 전술한 단락의 관점에 따른 방법은, 에칭 공정에 의해 적어도 하나의 촉각 요소를 형성하는 단계를 포함할 수 있다. 몇몇 구체 예에서, 상기 에칭 공정은, 제1 에칭 용액으로 제1 표면을 에칭하는 단계; 상기 제1 에칭 용액으로 제1 표면을 에칭한 후 제1 표면 위에 마스크를 배치하는 단계로서, 상기 마스크는 그래픽의 형상에 상응하는 형상을 포함하는, 마스크를 배치하는 단계; 및 상기 제2 에칭 용액으로 제1 표면의 마스킹되지 않은 영역을 에칭하는 단계를 포함할 수 있다. 몇몇 구체 예에서, 상기 제1 에칭 용액은, 불화수소산, 불화 암모늄, 및 수혼화성 유기 용매를 포함할 수 있고, 상기 제2 에칭 용액은 불화수소산을 포함할 수 있다.
부가적인 특색 및 장점은 하기 상세한 설명에서 서술될 것이고, 부분적으로 하기 상세한 설명으로부터 기술분야의 당업자에게 명백하거나, 또는 하기 상세한 설명, 청구범위뿐만 아니라 첨부된 도면을 포함하는, 여기에 기재된 구체 예를 실행시켜 용이하게 인지될 것이다.
전술한 배경기술 및 하기 상세한 설명 모두는 단지 대표적인 것이고, 청구범위의 본질 및 특징을 이해하기 위한 개요 또는 틀거리를 제공하도록 의도된 것으로 이해될 것이다. 수반되는 도면은 또 다른 이해를 제공하기 위해 포함되고, 본 명세서에 병합되며, 본 명세서의 일부를 구성한다. 도면은 하나 이상의 구체 예를 예시하고, 상세한 설명과 함께 다양한 구체 예의 원리 및 작동을 설명하는 역할을 한다.
도 1은, 여기에서 논의된 하나 이상의 구체 예에 따른 데드프론트 물품을 활용하는 차량 인테리어 시스템을 갖는 차량 인테리어의 사시도이다.
도 2는, 대표적인 구체 예에 따른, 디스플레이가 꺼진 단색 데드프론트 물품을 갖는 디스플레이를 나타낸다.
도 3은, 대표적인 구체 예에 따른, 디스플레이가 켜진 도 2의 데드프론트 물품을 갖는 디스플레이를 나타낸다.
도 4는, 대표적인 구체 예에 따른, 디스플레이가 꺼진 패턴화된 데드프론트 물품을 갖는 디스플레이를 나타낸다.
도 5는, 대표적인 구체 예에 따른, 디스플레이가 켜진 도 4의 데드프론트 물품을 갖는 디스플레이를 도시한다.
도 6은, 대표적인 구체 예에 따른, 반-투명층 및 콘트라스트 층을 갖는 디스플레이용 데드프론트 물품의 측-단면도이다.
도 7은, 대표적인 구체 예에 따른, 기능성 표면층 및 불투명층 (opaque layer)을 갖는 디스플레이용 데드프론트 물품의 또 다른 측면도이다.
도 8은, 대표적인 구체 예에 따른, 데드프론트 물품을 포함하는 LED 디스플레이의 측-단면도이다.
도 9는, 대표적인 구체 예에 따른, 데드프론트 물품을 포함하는 DLP MEMS 칩의 측-단면도이다.
도 10은, 대표적인 구체 예에 따른, 터치-스크린 기능을 갖는 데드프론트 디스플레이의 측-단면도이다.
도 11은, 대표적인 구체 예에 따른, 차량 인테리어용 가죽결 (leather grain) 데드프론트 디스플레이이다.
도 12는, 대표적인 구체 예에 따른, 차량 인테리어용 나무결 데드프론트 디스플레이이다.
도 13a 및 13b는, 반-투명층이 인쇄된 유리층의 전면 및 후면을 도시한다.
도 14a 및 14b는, 대표적인 구체 예에 따른, 반-투명층 및 콘트라스트 층이 인쇄된 유리층의 전면 및 후면을 도시한다.
도 15는, 대표적인 구체 예에 따른, 유리 시트 상에 인쇄된 다양한 백색도의 콘트라스트 층을 도시한다.
도 16은, 대표적인 구체 예에 따른, 투과율이 변하는 콘트라스트 층에 대한 투과율의 그래프이다.
도 17은, 대표적인 구체 예에 따른, 데드프론트 물품에 대한 4개의 다른-패턴화된 반-투명층을 도시한다.
도 18은, 대표적인 구체 예에 따른, 가죽결에서 단일 검정색으로 전환되는 반-투명층을 갖는 데드프론트 물품을 도시한다.
도 19는, 데드프론트 물품에 대한 니트-패턴화된 (knit-patterned) 반-투명층을 도시한다.
도 20은, 대표적인 구체 예에 따른, 콘트라스트 층이 뒤에 인쇄된 데드프론트 물품에 대한 니트-패턴화된 반-투명층을 도시한다.
도 21 및 22는, 대표적인 구체 예에 따른, 콘트라스트 층에 윈도우 (window)를 갖는 마블-패턴화된 (marble-patterned) 반-투명층을 구비한 데드프론트 물품의 전면 및 후면을 도시한다.
도 23은, 대표적인 구체 예에 따른, 디스플레이와 함께 사용하기 위한 만곡된 유리 데드프론트 물품의 측면도이다.
도 24는, 대표적인 구체 예에 따른, 곡선 형성 (curve formation) 전에 도 6의 유리 데드프론트 물품을 위한 유리층의 정면 사시도이다.
도 25는, 대표적인 구체 예에 따른, 만곡된 디스플레이 프레임에 일치하도록 형상화된 유리층을 포함하는 만곡된 데드프론트 물품을 나타낸다.
도 26은, 대표적인 구체 예에 따른, 유리층을 포함하는 데드프론트 물품을 만곡된 형상으로 냉간 형성 (cold forming)하는 공정을 나타낸다.
도 27은, 대표적인 구체 예에 따른, 만곡된 유리층을 포함하는 만곡된 데드프론트 물품을 형성하는 공정을 나타낸다.
도 28은, 대표적인 구체 예에 따른, 데드프론트 물품의 층들의 분해도이다.
도 29는, 대표적인 구체 예에 따른, 나무결 데드프론트 물품을 도시한다.
도 30은, 대표적인 구체 예에 따른, 점등된 뒷면 (lighted back)을 갖는 나무결 데드프론트 물품을 도시한다.
도 31은, 대표적인 구체 예에 따른, 점등된 뒷면 및 다른 색상의 아이콘을 갖는 나무결 데드프론트 물품을 도시한다.
도 32는, 불투명도가 너무 높은 탄소 섬유 패턴 (carbon fiber pattern) 데드프론트 물품을 도시한다.
도 33은, 높은 수준의 불투명도가 아이콘을 흐릿하게 보여주는, 점등된 뒷면을 갖는 도 32의 데드프론트 물품을 도시한다.
도 34는, 대표적인 구체 예에 따른, 개시된 범위 내에 불투명도를 갖는 탄소 섬유 패턴 데드프론트 물품을 도시한다.
도 35는, 더 우수한 가시성의 아이콘을 보여주는, 점등된 뒷면을 갖는 도 34의 데드프론트 물품을 도시한다.
도 36은, 대표적인 구체 예에 따른, 터치 패널을 갖는 데드프론트 물품을 도시한다.
도 37은, 시각 및 촉각 특색 모두를 갖는 기판 물품의 평면도 및 사시도를 도시한다.
도 38 및 39는, 기판 위에 시각적 및 촉각 특색을 배치하기 위한 공정을 통해 기판의 이동에 따른 기판의 개략적인 이미지를 도시한다.
도 40은, 기판 위에 시각적 및 촉각 특색을 배치하기 위한 선택적인 공정을 통해 기판의 이동에 따른 기판의 개략적인 이미지를 도시한다.
도 41은, 물품의 표면을 통해 보이는 시각적 요소를 갖는 백라이트 데드프론트 물품을 도시한다.
도 42는, 물품이 백라이트가 아닌 경우 데드프론트 물품의 표면 상에 촉각 요소를 도시한다.
도 2는, 대표적인 구체 예에 따른, 디스플레이가 꺼진 단색 데드프론트 물품을 갖는 디스플레이를 나타낸다.
도 3은, 대표적인 구체 예에 따른, 디스플레이가 켜진 도 2의 데드프론트 물품을 갖는 디스플레이를 나타낸다.
도 4는, 대표적인 구체 예에 따른, 디스플레이가 꺼진 패턴화된 데드프론트 물품을 갖는 디스플레이를 나타낸다.
도 5는, 대표적인 구체 예에 따른, 디스플레이가 켜진 도 4의 데드프론트 물품을 갖는 디스플레이를 도시한다.
도 6은, 대표적인 구체 예에 따른, 반-투명층 및 콘트라스트 층을 갖는 디스플레이용 데드프론트 물품의 측-단면도이다.
도 7은, 대표적인 구체 예에 따른, 기능성 표면층 및 불투명층 (opaque layer)을 갖는 디스플레이용 데드프론트 물품의 또 다른 측면도이다.
도 8은, 대표적인 구체 예에 따른, 데드프론트 물품을 포함하는 LED 디스플레이의 측-단면도이다.
도 9는, 대표적인 구체 예에 따른, 데드프론트 물품을 포함하는 DLP MEMS 칩의 측-단면도이다.
도 10은, 대표적인 구체 예에 따른, 터치-스크린 기능을 갖는 데드프론트 디스플레이의 측-단면도이다.
도 11은, 대표적인 구체 예에 따른, 차량 인테리어용 가죽결 (leather grain) 데드프론트 디스플레이이다.
도 12는, 대표적인 구체 예에 따른, 차량 인테리어용 나무결 데드프론트 디스플레이이다.
도 13a 및 13b는, 반-투명층이 인쇄된 유리층의 전면 및 후면을 도시한다.
도 14a 및 14b는, 대표적인 구체 예에 따른, 반-투명층 및 콘트라스트 층이 인쇄된 유리층의 전면 및 후면을 도시한다.
도 15는, 대표적인 구체 예에 따른, 유리 시트 상에 인쇄된 다양한 백색도의 콘트라스트 층을 도시한다.
도 16은, 대표적인 구체 예에 따른, 투과율이 변하는 콘트라스트 층에 대한 투과율의 그래프이다.
도 17은, 대표적인 구체 예에 따른, 데드프론트 물품에 대한 4개의 다른-패턴화된 반-투명층을 도시한다.
도 18은, 대표적인 구체 예에 따른, 가죽결에서 단일 검정색으로 전환되는 반-투명층을 갖는 데드프론트 물품을 도시한다.
도 19는, 데드프론트 물품에 대한 니트-패턴화된 (knit-patterned) 반-투명층을 도시한다.
도 20은, 대표적인 구체 예에 따른, 콘트라스트 층이 뒤에 인쇄된 데드프론트 물품에 대한 니트-패턴화된 반-투명층을 도시한다.
도 21 및 22는, 대표적인 구체 예에 따른, 콘트라스트 층에 윈도우 (window)를 갖는 마블-패턴화된 (marble-patterned) 반-투명층을 구비한 데드프론트 물품의 전면 및 후면을 도시한다.
도 23은, 대표적인 구체 예에 따른, 디스플레이와 함께 사용하기 위한 만곡된 유리 데드프론트 물품의 측면도이다.
도 24는, 대표적인 구체 예에 따른, 곡선 형성 (curve formation) 전에 도 6의 유리 데드프론트 물품을 위한 유리층의 정면 사시도이다.
도 25는, 대표적인 구체 예에 따른, 만곡된 디스플레이 프레임에 일치하도록 형상화된 유리층을 포함하는 만곡된 데드프론트 물품을 나타낸다.
도 26은, 대표적인 구체 예에 따른, 유리층을 포함하는 데드프론트 물품을 만곡된 형상으로 냉간 형성 (cold forming)하는 공정을 나타낸다.
도 27은, 대표적인 구체 예에 따른, 만곡된 유리층을 포함하는 만곡된 데드프론트 물품을 형성하는 공정을 나타낸다.
도 28은, 대표적인 구체 예에 따른, 데드프론트 물품의 층들의 분해도이다.
도 29는, 대표적인 구체 예에 따른, 나무결 데드프론트 물품을 도시한다.
도 30은, 대표적인 구체 예에 따른, 점등된 뒷면 (lighted back)을 갖는 나무결 데드프론트 물품을 도시한다.
도 31은, 대표적인 구체 예에 따른, 점등된 뒷면 및 다른 색상의 아이콘을 갖는 나무결 데드프론트 물품을 도시한다.
도 32는, 불투명도가 너무 높은 탄소 섬유 패턴 (carbon fiber pattern) 데드프론트 물품을 도시한다.
도 33은, 높은 수준의 불투명도가 아이콘을 흐릿하게 보여주는, 점등된 뒷면을 갖는 도 32의 데드프론트 물품을 도시한다.
도 34는, 대표적인 구체 예에 따른, 개시된 범위 내에 불투명도를 갖는 탄소 섬유 패턴 데드프론트 물품을 도시한다.
도 35는, 더 우수한 가시성의 아이콘을 보여주는, 점등된 뒷면을 갖는 도 34의 데드프론트 물품을 도시한다.
도 36은, 대표적인 구체 예에 따른, 터치 패널을 갖는 데드프론트 물품을 도시한다.
도 37은, 시각 및 촉각 특색 모두를 갖는 기판 물품의 평면도 및 사시도를 도시한다.
도 38 및 39는, 기판 위에 시각적 및 촉각 특색을 배치하기 위한 공정을 통해 기판의 이동에 따른 기판의 개략적인 이미지를 도시한다.
도 40은, 기판 위에 시각적 및 촉각 특색을 배치하기 위한 선택적인 공정을 통해 기판의 이동에 따른 기판의 개략적인 이미지를 도시한다.
도 41은, 물품의 표면을 통해 보이는 시각적 요소를 갖는 백라이트 데드프론트 물품을 도시한다.
도 42는, 물품이 백라이트가 아닌 경우 데드프론트 물품의 표면 상에 촉각 요소를 도시한다.
일반적으로 도면을 참조하면, 차량 인테리어 시스템은, 평평하거나 또는 만곡된 디스플레이 표면과 같이, 투명하게 설계된 다양한 다른 평평하거나 또는 만곡된 표면을 포함할 수 있으며, 본 개시는, 이러한 평평하거나 또는 만곡된 표면을 형성하기 위한 방법 및 물품을 제공한다. 하나 이상의 구체 예에서, 이러한 표면은, 유리 물질 또는 플라스틱 물질로 형성된다. 유리 물질로부터 만곡된 또는 평평한 차량 표면의 형성은, 차량 인테리어에서 전통적으로 발견되는 통상적인 만곡된 또는 평평한 플라스틱 패널과 비교하여 많은 장점을 제공할 수 있다. 예를 들어, 유리는 통상적으로, 플라스틱 커버 물질에 비해, 디스플레이 적용 및 터치 스크린 적용과 같은, 많은 평평하거나 또는 만곡된 커버 물질 적용에 향상된 기능성 및 사용자 경험 (user experience)을 제공하는 것으로 고려된다.
더욱이, 많은 적용에서, 데드프론트 외관을 갖는, 디스플레이, 특히, 차량 인테리어 시스템용 디스플레이를 장착하는 것은 바람직한 것으로 고려된다. 일반적으로, 데드프론트 외관은, 디스플레이가 꺼져있을 때, 기초를 이루는 디스플레이 구성요소, 아이콘, 그래픽, 등의 가시성을 차단하지만, (터치-가능 디스플레이의 경우에서) 디스플레이가 켜져 있거나 또는 활성화된 경우, 디스플레이 구성요소를 쉽게 볼 수 있게 한다. 부가적으로, 데드프론트 효과를 제공하는 물품 (즉, 데드프론트 물품)은, 데드프론트 물품에서 주변 구성요소로의 전환의 가시성을 제거하기 위해 물품의 색상 또는 패턴을 인접한 구성요소와 일치시키는데 사용될 수 있다. 이는, 데드프론트 물품이 주변 구성요소와 다른 물질인 경우 (예를 들어, 데드프론트 물품은 유리 물질로 형성되지만, 가죽으로-덮인 센터 콘솔 (leather-covered center console)로 둘러싸인 경우), 특히 유용할 수 있다. 예를 들어, 나무결 패턴 또는 가죽 패턴을 가질 수 있는 데드프론트 물품은, 디스플레이가 장착된 차량 인테리어 시스템의 주변 목재 또는 가죽 구성요소 (예를 들어, 목재 또는 가죽 대시보드)와 디스플레이의 외관을 일치시키는데 사용될 수 있다.
본 개시의 다양한 구체 예는, 냉간-형성 또는 냉간-굽힘 공정 (cold-bending process)을 활용하는 만곡된 유리-계 데드프론트 물품의 형성에 관한 것이다. 여기에서 논의된 바와 같이, 통상적인 유리 열간-형성 공정의 결함을 피하기 위해 만곡된 유리-계 데드프론트 물품 및 이를 제조하는 공정은 제공된다. 예를 들어, 열간-형성 공정 (hot-forming processes)은 에너지 집약적이고, 여기에서 논의되는 냉간-굽힘 공정에 비해, 만곡된 유리 구성요소를 형성하는 비용을 증가시킨다. 부가적으로, 열간-형성 공정은 통상적으로, 데드프론트 잉크 또는 안료층과 같은, 유리 코팅 층의 적용을 좀 더 어렵게 만든다. 예를 들어, 많은 잉크 또는 안료 물질은, 열간-형성 공정 전에 유리 물질의 평평한 조각 (flat piece)에 적용될 수 없는데, 이는 잉크 또는 안료 물질이 통상적으로 고온의 열간-형성 공정을 견딜 수 없기 때문이다. 더욱이, 열간-굽힘 후 만곡된 유리 물품의 표면에 잉크 또는 안료 물질의 적용은, 평평한 유리 물품에 적용하는 것보다 실질적으로 좀 더 어렵다.
본 개시의 다양한 구체 예는, 전면에 촉감의 구역을 갖는 데드프론트 물품에 관한 것이다. 터치 스크린 및 데드프론트 타입 디스플레이의 사용이 증가함에 따라, 미적 특색의 중요성 및 형태와 기능의 통합은, 또한 증가한다. 사용자와 시각적 및 촉각적 상호작용을 용이하게 하는 데드프론트 물품은, 사용자를 위해 물품과의 상호작용을 보다 편리하게 만든다. 촉감의 구역을 갖는 데드프론트 물품은, 데드프론트 물품이 꺼졌을 때 임의의 이미지화된 물질 (예를 들어, 탄소 섬유, 스테인리스 스틸, 목재, 등)의 외관을 갖는 장식된 표면 상에 사용자를 위한 "보이지 않는" 컨트롤 ("invisible" controls)을 생성할 수 있다.
도 1은, 대표적인 구체 예에 따른, 3개의 다른 차량 인테리어 시스템 (100, 200, 300)을 포함하는 차량 인테리어 (10)를 나타낸다. 차량 인테리어 시스템 (100)은 평평하거나 또는 만곡된 디스플레이 (130)로 나타낸, 디스플레이를 포함하는, 평평하거나 또는 만곡된 표면 (120)을 갖는 센터 콘솔 베이스 (110)를 포함한다. 차량 인테리어 시스템 (200)은 평평하거나 또는 만곡된 디스플레이 (230)로 나타낸, 디스플레이를 포함하는, 만곡된 표면 (220)을 갖는 대시보드 베이스 (210)를 포함한다. 대시보드 베이스 (210)는 통상적으로 평평하거나 또는 만곡된 디스플레이를 또한 포함할 수 있는 계기판 (215)을 포함한다. 차량 인테리어 시스템 (300)은, 만곡된 표면 (320)을 갖는 대시보드 스티어링 휠 베이스 (310), 및 평평하거나 또는 만곡된 디스플레이 (330)로 나타낸, 디스플레이를 포함한다. 하나 이상의 구체 예에서, 차량 인테리어 시스템은, 팔걸이, 기둥, 시트백, 플로어 보드 (floor board), 헤드레스트 (headrest), 도어 패널 (door panel), 또는 만곡된 표면을 포함하는 차량의 내부의 임의의 부분인, 베이스를 포함할 수 있다.
여기에 기재된 데드프론트 물품의 구체 예는, 차량 인테리어 시스템 (100, 200 및 300) 중 어느 하나 또는 모두에 사용될 수 있다. 도 1이 자동차 인테리어를 나타내지만, 차량 인테리어 시스템의 다양한 구체 예는, 인간-조종 차량, 반-자율 차량 및 완전 자율 차량을 포함하는, 기차, 자동차 (예를 들어, 승용차, 트럭, 버스 및 이와 유사한 것), 선박 (보트, 배, 잠수함, 및 이와 유사한 것), 및 항공기 (예를 들어, 드론, 비행기, 제트기, 헬리콥터 및 이와 유사한 것) 중 임의의 타입으로 혼입될 수 있다. 더욱이, 여기에서 설명이 주로 차량 디스플레이에 사용되는 데드프론트 구체 예의 사용과 관련되지만, 여기에서 논의된 다양한 데드프론트 구체 예는, 임의의 타입의 디스플레이 적용에 사용될 수 있는 것으로 이해되어야 한다. 예를 들어, 촉감의 구역을 갖는 데드프론트 물품은, 디스플레이를 갖는 물품 (또는 디스플레이 물품) (예를 들어, 휴대 전화, 태블릿, 컴퓨터, 내비게이션 시스템, 웨어러블 장치 (wearable devices) (예를 들어, 시계 및 이와 유사한 것)), 건축용 물품 (예를 들어, 창 또는 창 어셈블리), 또는 가전 물품 (예를 들어, 냉장고 또는 레인지)으로 통합될 수 있다.
도 2 및 도 3을 참조하면, 디스플레이 (130, 230 및/또는 330)와 같은, 차량 디스플레이용 데드프론트 물품 (400)은 나타내고 기재된다. 도 2는, 관련 디스플레이의 광원이 비활성일 때 데드프론트 물품 (400)의 외관을 나타내고, 도 3은, 관련 디스플레이의 광원이 활성화될 때 데드프론트 물품 (400)의 외관을 나타낸다. 도 3에 나타낸 바와 같이, 광원이 활성화되면, 그래픽 (410) 및/또는 복수의 아이콘은, 데드프론트 물품을 통해 볼 수 있다. 광원이 비활성화될 때, 그래픽 (410)은 사라지고, 데드프론트 물품 (400)은, 그래픽 (410)에 의해 중단되지 않는 원하는 표면 마감 (예를 들어, 도 2의 검정색 표면)을 나타내는 표면을 보여준다. 몇몇 구체 예에서, 광원은 전원 버튼 (420)을 사용하여 활성화된다. 도 2 및 3의 구체 예에 나타낸 바와 같이, 전원 버튼 (420)은 점등될 수 있고, 활성화시 적색에서 녹색으로 변화한다. 대표적인 구체 예들에서, 전원 버튼 (420)은 IEC 60417-5007, IEC 60417-5008, IEC 60417-5009, 및 IEC 60417-5010 중 하나를 따르도록 선택된다.
도 4 및 도 5는, 디스플레이 (130, 230 및/또는 330)와 같은, 차량 디스플레이용 데드프론트 물품 (400)의 또 다른 구체 예를 도시한다. 도 2의 단색 데드프론트 물품 (400)과 비교하여, 패턴화된 데드프론트 물품 (400)은 도 4에 도시된다. 도 4에서와 같이 관련 디스플레이의 광원이 비활성화된 경우, 단지 데드프론트 물품 (400)의 패턴은 보여질 수 있다. 도 3에서, 관련 디스플레이의 광원은 활성화되고, 아이콘 (430)은 데드프론트 물품 (400)을 통해 보여질 수 있다. 따라서, 광원이 비활성화되면, 아이콘 (430)은 사라지고, 데드프론트 물품 (400)은, 아이콘 (430)에 의해 중단되지 않는 원하는 패턴 (예를 들어, 도 4에서 가죽결 패턴)을 나타내는 표면을 보여준다.
이하 좀 더 상세히 논의되는 바와 같이, 데드프론트 물품 (400)은, 외부 기판과 광원 사이에 배치된 하나 이상의 색상층을 활용하여 이러한 차별적인 아이콘 디스플레이를 제공한다. 색상층의 광학 특성은, 광원이 꺼져있을 때 색상층 아래의 아이콘 또는 다른 디스플레이 구조의 경계가 보이지 않지만, 광원이 켜져있을 때 그래픽 (410) 및/또는 아이콘 (430)이 볼 수 있도록 설계된다. 다양한 구체 예에서, 여기에서 논의된 데드프론트 물품은, 광원이 켜진 상태에서 높은 콘트라스트의 아이콘 (high contrast icons)을 포함하고, 조명이 꺼질 때 동일한 데드프론트 외관과 조합된, 고품질 데드프론트 외관을 제공하도록 설계된다. 더욱이, 이러한 다양한 데드프론트 물품은, 이하 논의되는 바와 같은, 복합 만곡된 형상 (complex curved shapes)을 포함하는, 만곡된 형상으로 냉간 형성에 적합한 물질을 사용하여 형성될 수 있다.
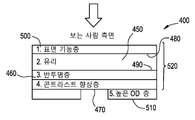
이하 도 6을 참조하면, 데드프론트 물품 (400)의 구조의 구체 예는 제공된다. 특히, 데드프론트 물품 (400)은, 적어도 기판 (450), 반-투명층 (460), 및 콘트라스트 층 (470)을 포함한다. 반-투명층 (460)은, 단색의 영역 또는 2 이상의 색상의 디자인의 영역을 포함할 수 있다. 반-투명층의 단색 또는 2 이상의 디자인은, 데드프론트 물품 (400)의 장식용 색상 또는 패턴 (예를 들어, 나무-결 디자인, 가죽-결 디자인, 패브릭 디자인, 브러시드 금속 디자인, 그래픽 디자인, 단색 및/또는 로고)을 생성할 수 있다. 콘트라스트 층 (470)은, 반-투명층 (460)의 색상의 가시성을 향상시키도록 및/또는 반-투명층 (460)의 색상들 사이에 콘트라스트를 향상시키도록 구성될 수 있다.
기판 (450)은, 보는 사람을 향하는 외부 표면 (480), 및 반-투명층 (460) 및/또는 콘트라스트 층 (470)이 적어도 부분적으로 배치되는, 내부 표면 (490)을 갖는다. 여기에 사용된 바와 같은, 용어 "배치"는, 당업계에 공지된 방법을 사용하여 표면 상으로 물질을 코팅, 침착 및/또는 형성시키는 것을 포함한다. 배치된 물질은, 여기에서 정의된 바와 같은, 층을 구성할 수 있다. 여기에 사용된 바와 같은, 문구 "상에 배치된"은, 물질이 표면과 직접 접촉하도록 물질을 표면 상으로 형성시키는 사례를 포함하고, 또한 배치된 물질와 표면 사이에 있는 하나 이상의 개재 물질(들) (intervening material(s))과 함께, 물질이 표면 상에 형성되는 사례를 포함한다. 개재 물질(들)은, 여기에 정의된 바와 같은, 층을 구성할 수 있다. 용어 "층"은, 단일층을 포함하거나 또는 하나 이상의 서브-층 (sub-layers)을 포함할 수 있다. 이러한 서브-층은 서로 직접 접촉할 수 있다. 서브-층은 동일한 물질 또는 둘 이상의 다른 물질로 형성될 수 있다. 하나 이상의 선택적인 구체 예에서, 이러한 서브-층은 그들 사이에 배치된 다른 물질의 개재 층들을 가질 수 있다. 하나 이상의 구체 예에서, 층은 하나 이상의 인접하고 중단되지 않는 층 및/또는 하나 이상의 불연속적이고 중단된 층 (즉, 다른 물질이 서로 인접하여 형성된 층)을 포함할 수 있다. 층 또는 서브-층은, 개별 침착 또는 연속 침착 공정을 포함하여, 당업계에 임의의 공지된 방법에 의해 형성될 수 있다. 하나 이상의 구체 예에서, 층은 오직 연속적인 침착 공정, 또는 선택적으로, 개별 침착 공정을 사용하여 형성될 수 있다.
기판 (450)의 세부 내용은 이하 더 상세히 논의될 것이지만, 몇몇 구체 예들에서, 기판 (450)은 0.05 내지 2.0 ㎜ (millimeters)의 두께를 갖는다. 하나 이상의 구체 예들에서, 기판은 PMMA, 폴리카보네이트 및 이와 유사한 것과 같은, 투명한 플라스틱일 수 있거나, 또는 (선택적으로 강화될 수 있는) 유리 물질를 포함할 수 있다. 또한, 이하 좀 더 상세히 논의되는 바와 같이, 몇몇 구체 예들에서, 반-투명층 (460)은, 기판 (450)의 내부 표면 (490)의 적어도 일부 상에 인쇄된다. 다른 구체 예들에서, 반-투명층 (460)은 비-전도성 진공 금속화 (non-conductive vacuum metallization)를 사용하여 침착된다. 더욱이, 몇몇 구체 예들에서, 콘트라스트 층 (470)은, 기판 (450)의 내부 표면 (490)의 적어도 일부 상에 및/또는 반-투명층 (460)의 적어도 일부 상에 인쇄된다.
도 7에 나타낸 바와 같은, 특정 구체 예에서, 데드프론트 물품 (400)은 또한, 기능성 표면층 (500) 및/또는 불투명층 (510) (또한 "높은 광학 밀도층"이라고도 함)을 포함한다. 기능성 표면층 (500)은, 하나 이상의 다양한 기능을 제공하도록 구성될 수 있다. 또 다른 대표적인 구체 예에서, 기능성 표면층 (500)은, 세정-용이성 성능, 방-현 특성, 반사-방지 특성, 및/또는 하프-미러 코팅 (half-mirror coating)을 제공하도록 구성된 광학 코팅이다. 이러한 광학 코팅은 단일층 또는 다중층을 사용하여 생성될 수 있다. 반사-방지 기능성 표면층의 경우에서, 이러한 층은, 교차하는 고 굴절률 및 저 굴절률을 갖는 다수의 층을 사용하여 형성될 수 있다. 저-굴절률 물질의 비-제한적인 예로는, SiO2, MgF2, 및 Al2O3를 포함하고, 고-굴절률 물질의 비-제한적인 예로는 Nb2O5, TiO2, ZrO2, HfO2, 및 Y2O3를 포함한다. 몇몇 구체 예들에서, (방-현 표면 또는 매끄러운 기판 표면 위에 배치될 수 있는) 이러한 광학 코팅의 총 두께는, 5 ㎚ 내지 750 ㎚이다. 부가적으로, 몇몇 구체 예들에서, 세정-용이성 성능을 제공하는 기능성 표면층 (500)은, 지문을 감소시키기 위해 터치 스크린 및/또는 코팅/처리에 대한 향상된 감촉을 제공한다. 몇몇 구체 예에서, 기능성 표면층 (500)은, 기판의 외부 표면 (480)에 일체형이다. 예를 들어, 이러한 기능성 표면층은, 방-현 표면 (또는 2% 내지 20%의 헤이즈 (haze))을 제공하는 기판 (450)의 외부 표면 (480)에 에칭된 표면을 포함할 수 있다. 기판 (450)과 함께 제공되는 경우, 기능성 표면층 (500)은, 반-투명층 (460), 및 콘트라스트 층 (470)과 함께, 데드프론트 물품 (400)의 반-투명 구조 (520)를 포함한다.
이하 좀 더 상세히 논의되는 바와 같이, 불투명층 (510)은, 광 투과율을 차단하기 위해 높은 광학 밀도를 갖는다. 여기에 사용된 바와 같은, "불투명층"은 "높은 광학 밀도층"과 상호교환적으로 사용된다. 몇몇 구체 예에서, 불투명층 (510)은, 데드프론트 물품 (400)의 특정 영역을 통한 광의 투과를 차단하는데 사용된다. 특정 구체 예에서, 불투명층 (510)은, 데드프론트 물품 (400)의 작동을 위해 제공된 기능적 또는 비-장식적 요소를 흐릿하게 한다. 다른 구체 예에서, 불투명층 (510)은 백라이트 아이콘 (backlit icons) 및/또는 기타 그래픽 (예컨대, 도 2 및 3에 나타낸 그래픽 (410) 및/또는 전원 버튼 (420) 및 도 5에 나타낸 아이콘 (430))의 윤곽을 보여주기 위해 제공되어 이러한 아이콘 및/또는 그래픽의 에지에서 콘트라스트를 증가시킨다. 따라서, 몇몇 구체 예에서, 불투명층 (510)은, 그래픽(들) (410), 전원 버튼(들) (420), 및/또는 아이콘(들) (430)에 대한 윈도우를 한정하는 층에서 중단을 갖는다. 즉, 몇몇 구체 예에서, 불투명층 (510)은, 그래픽 (410), 전원 버튼 (420), 및/또는 아이콘 (430)에 대한 주변부의 에지에 도달될 때까지 연속적으로 연장된다. 이러한 주변부 에지에서, 불투명층 (510)은 중지되거나, 또는 몇몇 구체 예에서, 광학 밀도를 실질적으로 감소시킨다 (예를 들어, 물질 두께를 얇게, 물질 밀도를 감소, 등). 몇몇 구체 예에서, 불투명층 (510)은, 그래픽 (410), 전원 버튼 (420), 및/또는 아이콘 (430)의 영역에서 간헐적으로 다시 시작하여, 예를 들어, 특정 전원 버튼 (420)의 "|" 및 "O"를 뚜렷하게 하는 것과 같이, 상기 그래픽 (410), 전원 버튼 (420), 및/또는 아이콘 (430)의 특색을 뚜렷하게 한다. 따라서, 몇몇 구체 예에서, 불투명층 (510)은, 기판 (450)의 외부 표면 (480)을 통해 사용자에 의해 볼 수 있는 그래픽 (410), 전원 버튼 (420), 및/또는 아이콘 (430)의 일부가 불투명층 (510)의 블랭크 영역 (blank regions)인 점에서 그래픽 (410), 전원 버튼 (420), 및/또는 아이콘 (430)에 대한 이미지 네거티브 (image negative)를 뚜렷하게 한다.
특정 구체 예에서, 불투명층 (510)이 검정색 또는 회색일지라도; 불투명층 (510)은 임의의 색상일 수 있다. 구체 예들에서, 불투명층 (510)은 반-투명층 (460) 위에 및/또는 기판 (450)의 내부 표면 (490) 위에 스크린 인쇄 또는 잉크젯 인쇄를 통해 적용된다. 일반적으로, 잉크젯-인쇄된 불투명층 (510)의 두께는, 1 ㎛ 내지 5 ㎛ (micrometers, microns)인 반면, 스크린-인쇄된 불투명층 (510)의 두께는 5 ㎛ 내지 20 ㎛이다. 따라서, 인쇄된 불투명층 (510)은 1 ㎛ 내지 20 ㎛의 범위에서 두께를 가질 수 있다. 그러나, 다른 구체 예들에서, 불투명층 (510)은, 물리적 기상 증착을 통해 증착된 금속층이거나 및/또는 색상 매칭 (color matching)을 위해 위에서 논의된 고/저-굴절률 스태킹 (stacking)을 사용하여 생성된 광학 스택이다.
도 28은, 구체 예에서 데드프론트 물품 (400)을 포함하는 층의 분해도를 제공한다. 알 수 있는 바와 같이, 층들은, 기판 (450), 반-투명층 (460), 콘트라스트 층 (470), 불투명층 (510), 및 색상층 (650)을 포함한다. 도 28에서 알 수 있는 바와 같이, 반-투명층 (460)은 나무결 패턴이고, 불투명층 (510)은, 아이콘 (430), 예를 들어, 전원 버튼 (420), 튜닝 제어, 볼륨 제어, 프리셋 (presets), 등과 같은 엔터테인먼트 콘솔 (entertainment console)을 위한 잔상 (negative images)을 제공한다. 반-투명층 (460), 콘트라스트 층 (470), 및 불투명층 (510)의 조합은, 도 29 및 도 30에 나타낸 바와 같은 데드프론트 물품 (400)을 제공한다. 도 29에서, 데드프론트 물품 (400)이 백라이트가 아닐 때, 반-투명층 (460)의 나무결은 보여지며, 데드프론트 물품 (400)이 백라이트일 때, 아이콘 (430)은 데드프론트 물품 (400)의 외부 표면 (480)을 통해 볼 수 있다. 도 28를 다시 참조하면, 색상층 (650)이 (적어도 아이콘 (430)의 영역들에서) 불투명층 (510) 상에 배치된 경우, 아이콘들 (430)의 색상은, 도 31에 나타낸 것으로 변화될 수 있다. 더욱이, 단색층 (650)이 도 28에 도시되지만, 색상층 (650)은 도 31에 나타낸 바와 같이 층을 가로지르는 다중 색상 및/또는 특정 아이콘 (430)의 영역에서 또는 아이콘 (430)의 일부에서 특정 색상을 포함할 수 있다. 이러한 방식으로, 색상층 (650)은, 몇몇 구체 예에서, 연속적인 층이고, 다른 구체 예에서, 색상층 (650)은 불연속적이다, 즉, 색상은 아이콘 (430)을 뚜렷하게 하는 영역에서 불투명층 (510) 및/또는 콘트라스트 층 (470) 위에 특정 위치에서만 제공될 수 있다.
몇몇 구체 예들에서, 층들의 광학 밀도는, 데드프론트 물품 (400)이 백라이트일 때, 그래픽 (410), 전원 버튼 (420), 및/또는 아이콘 (430)의 가시성을 향상시키도록 조정된다. 특정 구체 예에서, 조명 영역 (즉, 그래픽 (410), 전원 버튼 (420), 및/또는 아이콘 (430))에서 반-투명층 (460) 및 콘트라스트 층 (470)의 조합된 광학 밀도는 1.0 내지 2.1이다. 다른 구체 예에서, 조합된 광학 밀도는 1.2 내지 1.6이고, 또 다른 구체 예에서, 조합된 광학 밀도는 약 1.4이다. 조명 영역의 광학 밀도를 제공하는데 있어서, 콘트라스트 층 (470)의 광학 밀도는, 몇몇 구체 예에서, 0.9 내지 2.0이고, 반-투명층 (460)의 광학 밀도는, 몇몇 구체 예에서, 0.1 내지 0.5이다. 비-조명 영역 (즉, 그래픽 (410), 전원 버튼 (420), 및/또는 아이콘 (430)을 둘러싸는 영역)에서, 반-투명층 (460), 콘트라스트 층 (470), 및 불투명층 (510)의 조합된 광학 밀도는, 적어도 3.4이다. 비-조명 영역의 광학 밀도를 제공하는데 있어서, 콘트라스트 층 (470)의 광학 밀도는, 몇몇 구체 예에서, 0.9 내지 2.0이고, 반-투명층 (460)의 광학 밀도는, 몇몇 구체 예에서, 0.1 내지 0.5이며, 불투명층 (510)의 광학 밀도는, 몇몇 구체 예에서, 적어도 2.4이다. 대표적인 구체 예들에서, 색상층 (650)의 광학 밀도는, 0.3 내지 0.7이다. 더욱이, 몇몇 구체 예들에서, 특정 층의 광학 밀도는, 층을 포함하는 물질 또는 잉크를 보존하거나 또는 향상된 콘트라스트를 제공하기 위해 층에 걸쳐 변할 수 있다. 예를 들어, 콘트라스트 층 (470)의 광학 밀도는, 비-조명 영역보다 조명 영역에서 더 낮을 수 있다. 부가적으로, 색상층 (650)의 광학 밀도는, 조명 영역보다 비-조명 영역에서 더 낮거나 (또는 0)일 수 있다.
도 32 및 33 및 도 34 및 35는, 다른 수준의 광학 밀도를 갖는 다른 데드프론트 물품을 나타내고, 따라서, 이들 도면들은, 광학 밀도가 조명 영역에서 너무 높은데드프론트 물품 (400) (도 32 및 33)과 광학 밀도가 조명 영역에 대해 전-술된 범위 내에 있는 데드프론트 물품 (400) (도 34 및 35) 사이에 다른 외관을 보여준다. 도 32에서 알 수 있는 바와 같이, 데드프론트 물품은, 반-투명층의 광학 밀도가 너무 높은 탄소 섬유 패턴을 갖는다. 따라서, 도 33에서 알 수 있는 바와 같이, 조명 영역은 흐릿해진다. 비교하면, 도 34의 데드프론트 물품 (400)은, 전-술한 범위 내에 광학 밀도를 갖는 반-투명층 (460), 콘트라스트 층 (470), 및 불투명층 (510)으로 탄소 섬유 패턴이 제공된다. 따라서, 도 35에 나타낸 바와 같이, 아이콘 (430)은 훨씬 더 뚜렷하게 되고, 명확하게 보인다. 또한, 도 35에 나타낸 바와 같이, 중앙 아이콘 (430)은, 색상층 (650)을 사용하여 적색이 제공된 전원 버튼 (420)이다.
도 8 및 9에 나타낸 바와 같이, 데드프론트 물품 (400)은, 몇몇 구체 예에서, 디스플레이 (530) 위에 또는 전면에 배치될 수 있다. 하나 이상의 구체 예에서, 디스플레이는, 디스플레이 및 터치 패널을 포함하는 터치-가능 디스플레이를 포함할 수 있다. 대표적인 디스플레이는, LED (light emitting diode) 디스플레이 (도 8), DLP (digital micromirror device) MEMS 칩 (도 9), LCDs (liquid crystal displays), OLED (organic light emitting diode) 디스플레이, 투과 디스플레이, 반사 디스플레이 및 이와 유사한 것을 포함한다. 몇몇 구체 예들에서, 디스플레이 (530)는, 예를 들어, 광학적으로 투명한 접착제 (540)를 사용하여 데드프론트 물품 (400)에 부착되거나 장착된다. 데드프론트 물품 (400)은, 가시 스펙트럼, 즉, 400 ㎚ 내지 700 ㎚의 파장을 따라 약 5% 내지 30%의 투과율을 갖는다. 다시 말하면, 데드프론트 물품 (400)은, 약 400 ㎚ 내지 약 700 ㎚의 전체 파장 범위에 걸쳐 약 5% 내지 약 30%의 범위에서 평균 광 투과율을 나타낸다. 여기에 사용된 바와 같은, 용어 "투과율"은, 물질 (예를 들어, 데드프론트 물품, 기판 또는 이의 층들)을 통해 전달된 주어진 파장 범위 내에서 입사 광 파워의 퍼센트로 정의된다. 몇몇 구체 예들에서, 데드프론트 물품 (400)은, 광 투과율이 전체 가시 스펙트럼에 걸쳐 10% 이하인 저 투과율 데드프론트 물품이다. 이러한 사례에서, 불투명층 (510)은, 디스플레이 (530)의 에지, 즉, 디스플레이 경계, 및/또는 배선, 커넥터, 등과 같은, 비-디스플레이 영역을 흐릿하게 하기 위해 필요하지 않을 수 있다. 다른 구체 예에서, 데드프론트 물품 (400)은, 약 10% 내지 약 30%의 평균 투과율을 나타내는 고 투과율 데드프론트 물품이다. 이러한 구체 예에서, 불투명층 (510)은, 비-디스플레이 영역을 보이지 않도록 차단하는데 필요할 수 있다.
특정 구체 예에서, 데드프론트 물품 (400)은, 도 10에 나타낸 바와 같은 터치 기능성이 제공된다. 도 10에서, 데드프론트 물품 (400)은, 기판 (450), 검정 반-투명층 (460), 및 상기 기판 (450) 및 반-투명층 (460)의 일부 상에 배치된 콘트라스트 층 (470)을 포함한다. 이러한 방식에서, 콘트라스트 층 (470) 및 반-투명층 (460)은, (예를 들어, 도 2 및 3에 나타낸 바와 같이) 전원 버튼 (420)과 같은, 아이콘 또는 그래픽을 뚜렷하게 한다. 구체 예에서, 터치 기능성은, 정전용량 센싱 (capacitive sensing)에 의해 제공된다. 특정 구체 예에서, 정전용량 센서는, 투명 전도성 필름 또는 코팅 (550)에 의해 생성된다. 대표적인 구체 예에서, 투명 전도성 필름 (550)은, 투명 전도성 산화물 (예를 들어, 인듐-주석-산화물 (ITO)) 코팅된 폴리에스테르 (예를 들어, PET) 필름이다.
(예를 들어, 투명 전도성 필름 (550)의 영역에서 데드프론트 물품 (400)을 터치하여) 토글 스위치 (toggle switch)의 활성화시, 광원 (570)은 활성화되거나 또는 비활성화된다. 도 10의 구체 예에서, 광원 (570)은, 적색 LED (580) 및 녹색 LED (590)를 포함한다. 차량과 같은, 특정 설정에서, 적색 LED (580) 및 녹색 LED (590)는, 데드프론트 물품 (400)의 상태를 나타낸다. 예를 들어, 차량을 켜기 전에, 적색 LED (580) 및 녹색 LED (590) 모두는, 도 10의 좌측 상에 전원 버튼 (420) 상태의 범례의 하단에 나타낸 바와 같이 오프된다. 차량이 켜지고, 전원 버튼 (420)을 터치하기 전에, 적색 LED (580)는, 녹색 LED (590)가 꺼져있는 동안 (전원 버튼 (420)의 범례의 상단 상태), 디스플레이 (530)가 비활성 상태임을 표시한다. 전원 버튼 (420)을 터치하면, 토글 스위치 (560)는, 적색 LED (580)를 끄고, 녹색 LED (590)를 켜고, 디스플레이 (530)를 활성화할 것이다. 차량이 여전히 켜져있는 동안 사용자가 디스플레이 (530)를 비활성화하는 것을 원한다면, 사용자는 전원 버튼 (420)을 다시 터치할 수 있고, 토글 스위치 (560)는 녹색 LED (590)를 끄고, 적색 LED (580)를 켜고, 디스플레이 (530)를 차단할 것이다. 특정 구체 예에서, 진동 모터 (600)는 제공되어, 토글 스위치 (560)가 활성화될 때마다 햅틱 피드백 (haptic feedback)을 제공한다.
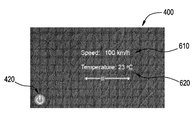
디스플레이 (530)에 대한 전원 버튼 (420)의 대표적인 구체 예가 제공되었지만, 터치 기능성은 다른 특색에 적합하다. 차량의 예로 계속하면, 터치-기능성은, 특히, 실내 온도 제어 (즉, 난방 및 에어컨) 시스템, 라디오/엔터테인먼트 시스템, (예를 들어, 속도계, 주행 거리계, 여행 주행 거리계, 회전 속도계, 차량 경고 표시기, 등에 대한) 대시보드 디스플레이 패널, 및 (예를 들어, GPS 디스플레이, 차량-내 정보, 등에 대한) 센터 콘솔 디스플레이 패널과 같은, 다양한 차량 시스템의 제어를 위해 사용하는데 적합하다. 도 11에서, 데드프론트 물품 (400)은, 속도계 (610) 및 실내 온도 조절기 (620)로 도시되어 있다. 데드프론트 물품 (400)은 가죽결 패턴을 포함한다. 도 12는, 속도계 (610) 및 실내 온도 조절기 (620)를 갖는 실질적으로 유사한 데드프론트 물품 (400)을 제공하지만, 데드프론트 물품 (400)은 나무결 패턴을 포함한다.
특정 구체 예에서, 기판 (450)은, 버튼의 구역에서 (예를 들어, 샌드 블라스팅, 에칭, 조판술, 등을 통해) 처리되어 사용자의 손가락에 촉각 피드백을 제공한다. 이러한 방식으로, 사용자는 도로에서 눈을 떼지 않고 (도로 차량 설정에서) 버튼에 대한 데드프론트 물품 (400)을 느낄 수 있다. 더욱이, 몇몇 구체 예들에서, 토글 스위치 (560)는, 토글 스위치 (560)의 우발적 인 활성화를 피하기 위해, 예를 들어, 1 내지 3초의 지연이 제공된다.
도 36은, 터치 기능성을 갖는 데드프론트 물품 (400)의 또 다른 구체 예를 제공한다. 특히, 데드프론트 물품 (400)은 터치 패널 (660)을 포함한다. 터치 패널 (660)은, 저항식 터치 패널, 정전용량 (예를 들어, 표면 또는 투영형) 터치 패널, 초음파 터치 패널 (surface acoustic wave touch panel), 적외선 터치 패널, 광학 이미징 터치 패널, 분산 신호 터치 패널, 또는 음파 인식 터치 패널 (acoustic pulse recognition touch panel)과 같은 다양한 적합한 터치 패널 중 어느 하나일 수 있다. 몇몇 구체 예들에서, 터치 패널 (660)은, 광학적으로 투명한 접착제 (540)를 사용하여 데드프론트 물품 (400)에 적층된다. 다른 구체 예들에서, 터치 패널 (660)은, 광학적으로 투명한 접착제 (540)가 불필요하도록 데드프론트 물품 (400) 상으로 인쇄된다. 유리하게는, 터치 패널 (660)은 냉간 굽힘 가능하여 3-차원 형상을 제공한다. (터치 패널 (660)을 포함하는) 데드프론트 물품 (400)의 냉간 굽힘은, 이하 좀 더 상세히 설명된다.
이하, 데드프론트 물품 (400)의 구조를 반-투명층 (460) 및 콘트라스트 층 (470)에 대하여 일반적으로 설명한다. 전술한 바와 같이, 반-투명층 (460) 및 콘트라스트 층 (470)은 기판 (450) 상에 배치된다. 몇몇 구체 예들에서, 반-투명층 (460)은 CMYK 색상 모델 (CMYK color model)을 사용하여 기판 상에 인쇄된다. 콘트라스트 층이, 회색과 같이, 흰색이 아닌 몇몇 구체 예에서, CMYK 색상 모델은 또한 콘트라스트 층 (470)를 인쇄하는데 사용될 수 있다. 콘트라스트 층 (470)이 흰색인 다른 구체 예에서, 흰색 잉크를 혼입한 색상 모델은, 콘트라스트 층 (470)을 인쇄하는데 사용될 수 있다. 인쇄된 반-투명층 (460) 및 인쇄된 콘트라스트 층 (470)은 각각 1 ㎛ 내지 6 ㎛의 두께를 가질 수 있다. 몇몇 구체 예들에서, 색상층 (650)은 또한 1 ㎛ 내지 6 ㎛의 두께를 갖는다. 더욱이, 몇몇 구체 예에서, 색상층 (650)은, 불투명층 (510) 및/또는 콘트라스트 층 (470) 상에 인쇄된다. 특정 구체 예에서, 색상층 (650)은 CMYK 색상 모델을 사용하여 불투명층 (510) 및/또는 콘트라스트 층 (470) 상에 인쇄된다.
반-투명층 (460), 콘트라스트 층 (470), 및/또는 색상층 (650)을 인쇄하는데 사용되는 잉크는, 열 또는 UV 경화 잉크일 수 있다. 특히, 잉크는 적어도 하나의 착색제 및 비히클 (vehicle)로 구성된다. 착색제는 비히클에 가용성 또는 불용성일 수 있다. 몇몇 구체 예에서, 착색제는 미세 분말 형태의 건식 착색제이다. 이러한 미세 분말은, 몇몇 구체 예에서, 10 ㎚ 내지 500 ㎚ 크기인 입자를 갖는다. CMYK 색상 모델을 사용하면, 착색제는 시안, 마젠타 (magenta), 황색, 및/또는 기본 (검정) 색상을 제공한다. 백색 잉크의 경우, 착색제는, TiO2, Sb2O3, BaSO4, BaSO4:ZnS, ZnO, 및 (PbCO3)2:Pb(OH)2와 같은, 다양한 적합한 안료 중 어느 하나일 수 있다. 착색제는 비히클에 용해 또는 현탁된다.
비히클은, 잉크가 적용되는 표면에 접착력을 생성하기 위한 결합제로서 역할할 수 있다. 더욱이, 몇몇 구체 예에서, 첨가제는, 유리/플라스틱 표면에 대한 접착력을 개선시킬 목적을 위해 특별히 비히클에 포함된다. 착색제용 비히클의 비-제한적인 예로는, 프로필렌글리콜 모노메틸 에테르, 디에틸렌글리콜 디에틸 에테르, 디메틸아세트아미드, 및 톨루엔을 포함한다. 일반적으로, 이러한 비히클은, 80 ℃ 내지 200 ℃의 온도에서 고형화된다. 몇몇 구체 예에서, 잉크는, 0.5 부피% - 6 부피%의 착색제 및 94 부피% - 99.5 부피%의 비히클을 포함한다.
도 13a 및 13b에 나타낸 바와 같이, 가죽결 반-투명층 (460)은, (비록, 다른 구체 예에서, 다른 프린터 타입 및/또는 인쇄 모델이 사용될지라도) 특히 CMYK 색상 모델에 따른 잉크젯 프린터를 사용하여, 기판 (450) 상에 인쇄된다. 도 14a 및 14b에서, 백색 콘트라스트 층 (470)은, 반-투명층 (460) 뒤에 인쇄된다. 도 13b 및 14b는 이들 인쇄층의 후면을 도시한다. 도 13a 및 도 14a의 비교에서 볼 수 있는 바와 같이, 반-투명층 (460)의 가죽결 패턴의 콘트라스트는, 도 14a에서 백색 콘트라스트 층 (470)에 의해 향상된다. 실제로, 콘트라스트 층 (470)을 사용하여, 반-투명층 (460)에서 패턴 또는 디자인의 전체적인 외관은 더 밝고, 패턴 또는 디자인에서 색상들 사이에 콘트라스트는 향상된다.
콘트라스트 층 (470)의 두께 및 조성은, 가시 및 적외선 파장 범위에서 특정 투과율을 나타내도록 조정 가능하다. 도 15는, 유리 배경 위에 인쇄된 콘트라스트 층 (470)을 도시한다. 콘트라스트 층 (470)은 다양한 백색도 (W)를 갖는다. 여기에 사용된 바와 같은 "백색도"는, 가시 스펙트럼 (400 ㎚ 내지 700 ㎚의 파장)에 걸쳐 백색 표면에 의해 반사되는 광량을 측정하는, CIE 백색도, 또는 ISO 11475:2004를 지칭한다. 도 15의 하단 좌측 코너는, 100W의 콘트라스트 층이다. 콘트라스트 층 (470)의 백색도는, 하부 열을 따라 좌측에서 우측으로 갈수록 100W에서 60W로 감소하고, 상부 열을 따라, 백색도는 좌측에서 우측으로 갈수록 50W에서 10W로 감소한다. 알 수 있는 바와 같이, 상대적으로 더 낮은 백색도의 콘트라스트 층 (470)은 상대적으로 더 높은 백색도의 콘트라스트 층 (470)보다 더 많은 광을 투과시킨다. 이는 또한 도 16의 투과율 (T) 그래프에서 보여진다. 백색도가 증가함에 따라, 가시 스펙트럼에 걸친 투과율 퍼센트 (%T)은 감소한다. 도 16의 그래프를 발생시키기 위한 데이터는, 128 노즐, 40 pL 프린트헤드를 사용하여, 디에틸렌글리콜 디에틸 에테르 용매를 갖는 백색 잉크를 인쇄한 후, 계산된다. 투과율 (T)은, 인쇄 해상도 및 층 두께의 조작을 통해 제어된다. 몇몇 구체 예들에서, 데드프론트 물품 (400)은, 10W 내지 60W의 백색도를 갖는 콘트라스트 층 (470)이 제공된다. 다른 구체 예에서, 콘트라스트 층 (470)은, 20W 내지 50W의 백색도를 갖는다. 특정 구체 예에서, 콘트라스트 층 (470)은 20W 내지 30W의 백색도를 갖는다.
도 17은, 반-투명층 (460) 및 그 위에 인쇄된 콘트라스트 층 (470)을 갖는 4개의 유리 기판 (450)을 도시한다. 도 17에서 알 수 있는 바와 같이, 반-투명층 (460)은, 니티드 패브릭 패턴 (knitted fabric pattern), 가죽결 패턴, 및 2개의 나무결 패턴들의 디자인을 특색으로 한다. 도 18은, 가죽결 패턴으로부터 단일 검정색 패턴으로 전환되는 반-투명층 (460)을 도시한다. 도 18에서, 녹색 전원 버튼은 또한 하부 좌측 코너에 인쇄된다. 도 19 및 20은, 동일한 니티드 패브릭 패턴 반-투명층 (460) 사이에 비교를 제공한다. 그러나, 도 20에서, 콘트라스트 층 (470)은 반-투명층 (460) 뒤에 인쇄된다. 도 20에서, 데드프론트 물품 (400)은 가시 스펙트럼 (400 ㎚ 내지 700 ㎚의 파장)에 걸쳐 5% 내지 10%의 투과율을 갖는다. 도 21 및 22는 마블 데드프론트 물품 (400)을 도시한다. 특히, 도 21은, 데드프론트 물품 (400)의 보는 사람 측면인 반면에, 도 22는 데드프론트 물품 (400)의 뒷면이다. 도 22에서 알 수 있는 바와 같이, 반-투명층 (460)의 일부분은 콘트라스트 층 (470)으로 덮여지지 않는다. 몇몇 구체 예들에서, 디스플레이는 콘트라스트 층 (470)에 의해 덮여지지 않는 부분에 설치될 수 있다.
도 23-27을 참조하면, 만곡된 유리-계 데드프론트를 형성하기 위한 다양한 공정과 함께 유리-계 데드프론트 물품에 대한 다양한 크기, 형상, 곡률, 유리 물질, 등은 나타내고 기재된다. 도 23-27이 설명의 편의를 위해 단순히 만곡된 데드프론트 물품 (2000)의 맥락에서 기재되지만, 데드프론트 물품 (2000)는 여기에서 논의된 데드프론트 구체 예들 중 어느 하나일 수 있는 것으로 이해되어야 한다.
도 23에 나타낸 바와 같이, 하나 이상의 구체 예에서, 데드프론트 물품 (2000)은, 적어도 제1 곡률 반경 (R1)을 갖는 만곡된 외부 유리 기판 (2010)을 포함하고, 다양한 구체 예에서, 만곡된 외부 유리 기판 (2010)은, 적어도 하나의 부가적인 곡률 반경을 갖는 복합 만곡된 유리 물질의 시트이다. 다양한 구체 예에서, R1은 약 60 ㎜ 내지 약 1500 ㎜의 범위이다.
만곡된 데드프론트 물품 (2000)은, 만곡된 외부 유리 기판 (2010)의 내부 주표면을 따라 위치된 데드프론트 색상층 (2020) (예를 들어, 전술한 바와 같은, 잉크/안료층(들))을 포함한다. 일반적으로, 데드프론트 색상층 (2020)은, 나무-결 디자인, 가죽-결 디자인, 패브릭 디자인, 브러시드 메탈 디자인, 그래픽 디자인, 단색 및/또는 로고를 제공하기 위해 인쇄, 착색, 형상화된다. 그러나, 본 발명의 구체 예는 이러한 디자인 또는 패턴으로 제한되지 않는다. 만곡된 데드프론트 물품 (2000)은 또한, 전술한 바와 같은 또는 그렇지 않으면 여기에서 논의된 바와 같이 디스플레이 또는 차량 인테리어 시스템과 관련될 수 있는, 부가적인 층들 (2030) 중 어느 하나 (예를 들어, 높은 광학 밀도층, 도광층 (light guide layers), 반사기 층, 디스플레이 모듈(들), 디스플레이 스택층, 광원, 터치 패널, 등)을 포함할 수 있다.
이하, 좀 더 상세히 논의되는 바와 같이, 다양한 구체 예에서, 유리 기판 (2010) 및 색상층 (2020)을 포함하는 만곡된 데드프론트 물품 (2000)은, 도 23에 나타낸 바와 같은, 만곡된 형상으로 함께 냉간-형성될 수 있다. 몇몇 구체 예에서, 유리 기판 (2010), 색상층 (2020) 및 부가적인 층 (2030)을 포함하는 만곡된 데드프론트 물품 (2000)은, 도 23에 나타낸 것과 같은, 만곡된 형상으로 함께 냉간-형성될 수 있다. 다른 구체 예들에서, 유리 기판 (2010)은 만곡된 형상으로 형성될 수 있고, 그 다음 층들 (2020 및 2030)은 곡선 형성 후에 적용된다.
도 24를 참조하면, 외부 유리 기판 (2010)은, 도 24에 나타낸 만곡된 형상으로 형성되기 전을 나타낸다. 일반적으로, 여기에서 논의된 물품 및 공정은, 이전에 제공되지 않는 크기, 형상, 조성, 강도, 등의 유리를 활용하는 고품질 데드프론트 물품을 제공한다.
도 24에 나타낸 바와 같이, 외부 유리 기판 (2010)은, 제1 주표면 (2050) 및 제1 주표면 (2050)에 대향하는 제2 주표면 (2060)을 포함한다. 에지 표면 또는 부표면 (2070)은, 제1 주표면 (2050)과 제2 주표면 (2060)을 연결한다. 외부 유리 기판 (2010)은, 실질적으로 일정하고, 제1 주표면 (2050)과 제2 주표면 (2060) 사이에 거리로 정의되는 두께 (t)를 갖는다. 몇몇 구체 예에서, 여기에 사용된 바와 같은 두께 (t)는, 외부 유리 기판 (2010)의 최대 두께를 지칭한다. 외부 유리 기판 (2010)은, 두께 (t)에 직교하는 제1 또는 제2 주표면 중 하나의 제1 최대 치수로서 정의된 폭 (W)을 포함하고, 외부 유리 기판 (2010)은 또한 두께 및 폭 모두에 직교하는 제1 또는 제2 표면 중 하나의 제2 최대 치수로서 정의된 길이 (L)를 포함한다. 다른 구체 예에서, 여기에서 논의된 치수는, 평균 치수이다.
하나 이상의 구체 예에서, 외부 유리 기판 (2010)은, 0.05 ㎜ 내지 2 ㎜의 범위에서 두께 (t)를 갖는다. 다양한 구체 예에서, 외부 유리 기판 (2010)은, 약 1.5 ㎜ 이하의 두께 (t)를 갖는다. 예를 들어, 두께는, 약 0.1 ㎜ 내지 약 1.5 ㎜, 약 0.15 ㎜ 내지 약 1.5 ㎜, 약 0.2 ㎜ 내지 약 1.5 ㎜, 약 0.25 ㎜ 내지 약 1.5 ㎜, 약 0.3 ㎜ 내지 약 1.5 ㎜, 약 0.35 ㎜ 내지 약 1.5 ㎜, 약 0.4 ㎜ 내지 약 1.5 ㎜, 약 0.45 ㎜ 내지 약 1.5 ㎜, 약 0.5 ㎜ 내지 약 1.5 ㎜, 약 0.55 ㎜ 내지 약 1.5 ㎜, 약 0.6 ㎜ 내지 약 1.5 ㎜, 약 0.65 ㎜ 내지 약 1.5 ㎜, 약 0.7 ㎜ 내지 약 1.5 ㎜, 약 0.1 ㎜ 내지 약 1.4 ㎜, 약 0.1 ㎜ 내지 약 1.3 ㎜, 약 0.1 ㎜ 내지 약 1.2 ㎜, 약 0.1 ㎜ 내지 약 1.1 ㎜, 약 0.1 ㎜ 내지 약 1.05 ㎜, 약 0.1 ㎜ 내지 약 1 ㎜, 약 0.1 ㎜ 내지 약 0.95 ㎜, 약 0.1 ㎜ 내지 약 0.9 ㎜, 약 0.1 ㎜ 내지 약 0.85 ㎜, 약 0.1 ㎜ 내지 약 0.8 ㎜, 약 0.1 ㎜ 내지 약 0.75 ㎜, 약 0.1 ㎜ 내지 약 0.7 ㎜, 약 0.1 ㎜ 내지 약 0.65 ㎜, 약 0.1 ㎜ 내지 약 0.6 ㎜, 약 0.1 ㎜ 내지 약 0.55 ㎜, 약 0.1 ㎜ 내지 약 0.5 ㎜, 약 0.1 ㎜ 내지 약 0.4 ㎜, 또는 약 0.3 ㎜ 내지 약 0.7 ㎜의 범위일 수 있다.
하나 이상의 구체 예에서, 외부 유리 기판 (2010)은, 약 5 ㎝ 내지 약 250 ㎝, 약 10 ㎝ 내지 약 250 ㎝, 약 15 ㎝ 내지 약 250 ㎝, 약 20 ㎝ 내지 약 250 ㎝, 약 25 ㎝ 내지 약 250 ㎝, 약 30 ㎝ 내지 약 250 ㎝, 약 35 ㎝ 내지 약 250 ㎝, 약 40 ㎝ 내지 약 250 ㎝, 약 45 ㎝ 내지 약 250 ㎝, 약 50 ㎝ 내지 약 250 ㎝, 약 55 ㎝ 내지 약 250 ㎝, 약 60 ㎝ 내지 약 250 ㎝, 약 65 ㎝ 내지 약 250 ㎝, 약 70 ㎝ 내지 약 250 ㎝, 약 75 ㎝ 내지 약 250 ㎝, 약 80 ㎝ 내지 약 250 ㎝, 약 85 ㎝ 내지 약 250 ㎝, 약 90 ㎝ 내지 약 250 ㎝, 약 95 ㎝ 내지 약 250 ㎝, 약 100 ㎝ 내지 약 250 ㎝, 약 110 ㎝ 내지 약 250 ㎝, 약 120 ㎝ 내지 약 250 ㎝, 약 130 ㎝ 내지 약 250 ㎝, 약 140 ㎝ 내지 약 250 ㎝, 약 150 ㎝ 내지 약 250 ㎝, 약 5 ㎝ 내지 약 240 ㎝, 약 5 ㎝ 내지 약 230 ㎝, 약 5 ㎝ 내지 약 220 ㎝, 약 5 ㎝ 내지 약 210 ㎝, 약 5 ㎝ 내지 약 200 ㎝, 약 5 ㎝ 내지 약 190 ㎝, 약 5 ㎝ 내지 약 180 ㎝, 약 5 ㎝ 내지 약 170 ㎝, 약 5 ㎝ 내지 약 160 ㎝, 약 5 ㎝ 내지 약 150 ㎝, 약 5 ㎝ 내지 약 140 ㎝, 약 5 ㎝ 내지 약 130 ㎝, 약 5 ㎝ 내지 약 120 ㎝, 약 5 ㎝ 내지 약 110 ㎝, 약 5 ㎝ 내지 약 100 ㎝, 약 5 ㎝ 내지 약 90 ㎝, 약 5 ㎝ 내지 약 80 ㎝, 또는 약 5 ㎝ 내지 약 75 ㎝의 범위에서 폭 (W)을 갖는다.
하나 이상의 구체 예에서, 외부 유리 기판 (2010)은, 약 5 ㎝ 내지 약 250 ㎝, 약 10 ㎝ 내지 약 250 ㎝, 약 15 ㎝ 내지 약 250 ㎝, 약 20 ㎝ 내지 약 250 ㎝, 약 25 ㎝ 내지 약 250 ㎝, 약 30 ㎝ 내지 약 250 ㎝, 약 35 ㎝ 내지 약 250 ㎝, 약 40 ㎝ 내지 약 250 ㎝, 약 45 ㎝ 내지 약 250 ㎝, 약 50 ㎝ 내지 약 250 ㎝, 약 55 ㎝ 내지 약 250 ㎝, 약 60 ㎝ 내지 약 250 ㎝, 약 65 ㎝ 내지 약 250 ㎝, 약 70 ㎝ 내지 약 250 ㎝, 약 75 ㎝ 내지 약 250 ㎝, 약 80 ㎝ 내지 약 250 ㎝, 약 85 ㎝ 내지 약 250 ㎝, 약 90 ㎝ 내지 약 250 ㎝, 약 95 ㎝ 내지 약 250 ㎝, 약 100 ㎝ 내지 약 250 ㎝, 약 110 ㎝ 내지 약 250 ㎝, 약 120 ㎝ 내지 약 250 ㎝, 약 130 ㎝ 내지 약 250 ㎝, 약 140 ㎝ 내지 약 250 ㎝, 약 150 ㎝ 내지 약 250 ㎝, 약 5 ㎝ 내지 약 240 ㎝, 약 5 ㎝ 내지 약 230 ㎝, 약 5 ㎝ 내지 약 220 ㎝, 약 5 ㎝ 내지 약 210 ㎝, 약 5 ㎝ 내지 약 200 ㎝, 약 5 ㎝ 내지 약 190 ㎝, 약 5 ㎝ 내지 약 180 ㎝, 약 5 ㎝ 내지 약 170 ㎝, 약 5 ㎝ 내지 약 160 ㎝, 약 5 ㎝ 내지 약 150 ㎝, 약 5 ㎝ 내지 약 140 ㎝, 약 5 ㎝ 내지 약 130 ㎝, 약 5 ㎝ 내지 약 120 ㎝, 약 5 ㎝ 내지 약 110 ㎝, 약 5 ㎝ 내지 약 100 ㎝, 약 5 ㎝ 내지 약 90 ㎝, 약 5 ㎝ 내지 약 80 ㎝, 또는 약 5 ㎝ 내지 약 75 ㎝의 범위에서 길이 (L)를 갖는다.
도 23에 나타낸 바와 같이, 외부 유리 기판 (2010)은, R1으로 나타낸, 적어도 하나의 곡률 반경을 갖는 만곡된 형상으로 형상화된다. 다양한 구체 예에서, 외부 유리 기판 (2010)은, 냉간-형성 및 열간-형성을 포함하는, 임의의 적합한 공정을 통해 만곡된 형상으로 형상화될 수 있다.
특정 구체 예에서, 외부 유리 기판 (2010)은, 냉간-형성 공정을 통해, 단독으로 또는 층 (2020 및 2030)의 부착 후에, 도 23에 나타낸 만곡된 형상으로 형상화된다. 여기에 사용된 바와 같은, 용어 "냉간-굽혀진", "냉간-굽힘", "냉간-형성된" 또는 "냉간-형성"은, (여기에 기재된 바와 같은) 유리 기판의 연화점보다 낮은 냉간-형성 온도에서 유리 기판을 만곡시키는 것을 지칭한다. 냉간-형성된 유리 기판의 특색은, 제1 주표면 (2050)과 제2 주표면 (2060) 사이에 비대칭 표면 압축 (asymmetric surface compressive)이다. 몇몇 구체 예에서, 냉간-형성 공정 또는 냉간-형성되기 전에, 몇몇 구체 에에서, 제1 주표면 (2050) 및 제2 주표면 (2060)에서 각각의 압축 응력은, 실질적으로 동일하다.
외부 유리 기판 (2010)이 강화되지 않는 몇몇 이러한 구체 예에서, 제1 주표면 (2050) 및 제2 주표면 (2060)은, 냉간-형성 전에, 상당한 압축 응력을 나타내지 않는다. 외부 유리 기판 (2010)이 (여기에서 기재된 바와 같이) 강화되는 몇몇 이러한 구체 예에서, 제1 주표면 (2050) 및 제2 주표면 (2060)은, 냉간-형성 전에, 서로에 대해 실질적으로 동일한 압축 응력을 나타낸다. 하나 이상의 구체 예에서, (예를 들어, 도 23에 나타낸) 냉간-형성 후, 제2 주표면 (2060) (예를 들어, 굽힘 후 오목한 표면) 상에 압축 응력은 증가한다 (즉, 제2 주표면 (2050) 상에 압축 응력은, 냉간-형성 전보다 냉간-형성 후에 더 크다).
이론에 구속됨이 없이, 냉간-형성 공정은, 굽힘 및/또는 형성 작업 동안 부여된 인장 응력을 보상하기 위해 형상화되는 유리 기판의 압축 응력을 증가시킨다. 하나 이상의 구체 예에서, 냉간-형성 공정은, 제2 주표면 (2060)에 압축 응력을 유발하는 반면, 제1 주표면 (2050) (예를 들어, 굽힘 후 볼록한 표면)에 인장 응력을 유발한다. 굽힘 후 표면 (2050)에 의해 경험되는 인장 응력은, 표면 압축 응력의 순 감소 (net decrease)를 결과하여, 굽힘 후 강화 유리 시트의 표면 (2050)에서 압축 응력은 유리 시트가 평평할 때 표면 (2050)에서 압축 응력보다 작다.
더욱이, 강화 유리 기판이 외부 유리 기판 (2010)에 활용되는 경우, 제1 주표면 및 제2 주표면 (2050, 2060)은, 이미 압축 응력하에 있으므로, 제1 주표면 (2050)은, 파손 위험없이 굽힘 동안 더 큰 인장 응력을 경험할 수 있다. 이것은, 강화된 외부 유리 기판 (2010)의 구체 예가 (예를 들어, 더 작은 R1 값을 갖도록 형상화된) 좀 더 정확하게 만곡된 표면에 일치시키는 것을 가능하게 한다.
다양한 구체 예에서, 외부 유리 기판 (2010)의 두께는, 원하는 곡률 반경을 달성하기 위해 외부 유리 기판 (2010)이 좀 더 유연해지는 것이 가능하도록 조정된다. 게다가, 더 얇은 외부 유리 기판 (2010)은 보다 용이하게 변형될 수 있는데, 이는 (하기에서 논의되는 바와 같이) 지지부 또는 프레임의 형상에 의해 생성될 수 있는 형상 불일치 및 갭을 잠재적으로 보상할 수 있다. 하나 이상의 구체 예들에서, 얇고 강화된 외부 유리 기판 (2010)은, 특히 냉간-형성 동안 더 큰 유연성을 나타낸다. 여기에서 논의된 유리 기판의 더 큰 유연성은, 가열없이 일관된 굽힘 형성을 가능하게 할 수 있다.
다양한 구체 예에서, 외부 유리 기판 (2010) (및 결과적으로 데드프론트 물품 (2000))은, 주반경 및 교차 곡률 (cross curvature)을 포함하는 복합 곡선을 가질 수 있다. 복합적으로 만곡된 냉간-형성된 외부 유리 기판 (2010)은, 2개의 독립적인 방향으로 별개의 곡률 반경을 가질 수 있다. 따라서, 하나 이상의 구체 예들에 따르면, 복합적으로 만곡된 냉간-형성된 외부 유리 기판 (2010)은, "교차 곡률"을 갖는 것을 특징으로 할 수 있으며, 여기서, 냉간-형성된 외측 유리 기판 (2010)은, 주어진 치수에 평행한 축 (즉, 제1 축)을 따라 만곡되고, 또한 동일한 치수에 직교하는 축 (즉, 제2 축)을 따라 만곡된다. 냉간-형성된 외부 유리 기판 (2010)의 곡률은, 상당한 최소 반경이 상당한 교차 곡률, 및/또는 굽힘의 깊이와 조합되는 경우 훨씬 더 복합적일 수 있다.
도 25를 참조하면, 대표적인 구체 예에 따른 디스플레이 어셈블리 (2100)는 나타낸다. 나타낸 구체 예에서, 디스플레이 어셈블리 (2100)는, 디스플레이 모듈 (2120)로서 나타낸, 광원, 및 데드프론트 물품 (2000) 모두를 (직접적으로 또는 간접적으로) 지지하는 프레임 (2110)을 포함한다. 도 25에 나타낸 바와 같이, 데드프론트 물품 (2000) 및 디스플레이 모듈 (2120)은, 프레임 (2110)에 연결되고, 디스플레이 모듈 (2120)은, 사용자가 데드프론트 물품 (2000)을 통해 디스플레이 모듈 (2120)에 의해 발생된 광, 이미지, 등을 볼 수 있도록 위치된다. 다양한 구체 예에서, 프레임 (2110)은, 플라스틱 (PC/ABS, 등), 금속 (Al-합금, Mg-합금, Fe-합금, 등)과 같은 다양한 물질로부터 형성될 수 있다. 캐스팅, 기계가공, 스탬핑, 사출 성형 (injection molding), 등과 같은 다양한 공정은, 프레임 (2110)의 만곡된 형상을 형성하는데 활용될 수 있다. 도 25가 디스플레이 모듈의 형태에서 광원을 나타내지만, 디스플레이 어셈블리 (2100)는, 여기에서 논의된 데드프론트 구체 예들 중 어느 하나를 통해 그래픽, 아이콘, 이미지, 디스플레이, 등을 생성하기 위해 여기에서 논의된 광원 중 어느 하나를 포함할 수 있는 것으로 이해되어야 한다. 더욱이, 프레임 (2110)이 디스플레이 어셈블리와 연관된 프레임으로서 나타내지만, 프레임 (2110)은, 차량 인테리어 시스템과 관련된 임의의 지지부 또는 프레임 물품일 수 있다.
다양한 구체 예에서, 여기에 기재된 시스템 및 방법은, 프레임 (2110)이 가질 수 있는 매우 다양한 만곡된 형상에 일치하도록 데드프론트 물품 (2000)을 형성할 수 있게 한다. 도 25에 나타낸 바와 같이, 프레임 (2110)은, 만곡된 형상을 갖는 지지 표면 (2130)을 갖고, 데드프론트 물품 (2000)은, 지지 표면 (2130)의 만곡된 형상과 일치하도록 형상화된다. 이해될 수 있는 바와 같이, 데드프론트 구조물 (2000)은, 디스플레이 어셈블리 (2100)의 원하는 프레임 형상에 일치하도록 매우 다양한 형상으로 형상화될 수 있으며, 이는 궁극적으로, 여기에서 논의된 바와 같은, 차량 인테리어 시스템의 일부의 형상에 맞도록 형상화될 수 있다.
하나 이상의 구체 예에서, 데드프론트 구조물 (2000) (및 특히 외부 유리 기판 (2010))은, 약 60 ㎜ 이상의 제1 곡률 반경 (R1)을 갖도록 형상화된다. 예를 들어, R1은, 약 60 ㎜ 내지 약 1500 ㎜, 약 70 ㎜ 내지 약 1500 ㎜, 약 80 ㎜ 내지 약 1500 ㎜, 약 90 ㎜ 내지 약 1500 ㎜, 약 100 ㎜ 내지 약 1500 ㎜, 약 120 ㎜ 내지 약 1500 ㎜, 약 140 ㎜ 내지 약 1500 ㎜, 약 150 ㎜ 내지 약 1500 ㎜, 약 160 ㎜ 내지 약 1500 ㎜, 약 180 ㎜ 내지 약 1500 ㎜, 약 200 ㎜ 내지 약 1500 ㎜, 약 220 ㎜ 내지 약 1500 ㎜, 약 240 ㎜ 내지 약 1500 ㎜, 약 250 ㎜ 내지 약 1500 ㎜, 약 260 ㎜ 내지 약 1500 ㎜, 약 270 ㎜ 내지 약 1500 ㎜, 약 280 ㎜ 내지 약 1500 ㎜, 약 290 ㎜ 내지 약 1500 ㎜, 약 300 ㎜ 내지 약 1500 ㎜, 약 350 ㎜ 내지 약 1500 ㎜, 약 400 ㎜ 내지 약 1500 ㎜, 약 450 ㎜ 내지 약 1500 ㎜, 약 500 ㎜ 내지 약 1500 ㎜, 약 550 ㎜ 내지 약 1500 ㎜, 약 600 ㎜ 내지 약 1500 ㎜, 약 650 ㎜ 내지 약 1500 ㎜, 약 700 ㎜ 내지 약 1500 ㎜, 약 750 ㎜ 내지 약 1500 ㎜, 약 800 ㎜ 내지 약 1500 ㎜, 약 900 ㎜ 내지 약 1500 ㎜, 약 9500 ㎜ 내지 약 1500 ㎜, 약 1000 ㎜ 내지 약 1500 ㎜, 약 1250 ㎜ 내지 약 1500 ㎜, 약 60 ㎜ 내지 약 1400 ㎜, 약 60 ㎜ 내지 약 1300 ㎜, 약 60 ㎜ 내지 약 1200 ㎜, 약 60 ㎜ 내지 약 1100 ㎜, 약 60 ㎜ 내지 약 1000 ㎜, 약 60 ㎜ 내지 약 950 ㎜, 약 60 ㎜ 내지 약 900 ㎜, 약 60 ㎜ 내지 약 850 ㎜, 약 60 ㎜ 내지 약 800 ㎜, 약 60 ㎜ 내지 약 750 ㎜, 약 60 ㎜ 내지 약 700 ㎜, 약 60 ㎜ 내지 약 650 ㎜, 약 60 ㎜ 내지 약 600 ㎜, 약 60 ㎜ 내지 약 550 ㎜, 약 60 ㎜ 내지 약 500 ㎜, 약 60 ㎜ 내지 약 450 ㎜, 약 60 ㎜ 내지 약 400 ㎜, 약 60 ㎜ 내지 약 350 ㎜, 약 60 ㎜ 내지 약 300 ㎜, 또는 약 60 ㎜ 내지 약 250 ㎜의 범위일 수 있다.
하나 이상의 구체 예에서, 지지 표면 (2130)은, 약 60㎜ 이상의 제2 곡률 반경을 갖는다. 예를 들어, 지지 표면 (2130)의 제2 곡률 반경은, 약 60 ㎜ 내지 약 1500 ㎜, 약 70 ㎜ 내지 약 1500 ㎜, 약 80 ㎜ 내지 약 1500 ㎜, 약 90 ㎜ 내지 약 1500 ㎜, 약 100 ㎜ 내지 약 1500 ㎜, 약 120 ㎜ 내지 약 1500 ㎜, 약 140 ㎜ 내지 약 1500 ㎜, 약 150 ㎜ 내지 약 1500 ㎜, 약 160 ㎜ 내지 약 1500 ㎜, 약 180 ㎜ 내지 약 1500 ㎜, 약 200 ㎜ 내지 약 1500 ㎜, 약 220 ㎜ 내지 약 1500 ㎜, 약 240 ㎜ 내지 약 1500 ㎜, 약 250 ㎜ 내지 약 1500 ㎜, 약 260 ㎜ 내지 약 1500 ㎜, 약 270 ㎜ 내지 약 1500 ㎜, 약 280 ㎜ 내지 약 1500 ㎜, 약 290 ㎜ 내지 약 1500 ㎜, 약 300 ㎜ 내지 약 1500 ㎜, 약 350 ㎜ 내지 약 1500 ㎜, 약 400 ㎜ 내지 약 1500 ㎜, 약 450 ㎜ 내지 약 1500 ㎜, 약 500 ㎜ 내지 약 1500 ㎜, 약 550 ㎜ 내지 약 1500 ㎜, 약 600 ㎜ 내지 약 1500 ㎜, 약 650 ㎜ 내지 약 1500 ㎜, 약 700 ㎜ 내지 약 1500 ㎜, 약 750 ㎜ 내지 약 1500 ㎜, 약 800 ㎜ 내지 약 1500 ㎜, 약 900 ㎜ 내지 약 1500 ㎜, 약 9500 ㎜ 내지 약 1500 ㎜, 약 1000 ㎜ 내지 약 1500 ㎜, 약 1250 ㎜ 내지 약 1500 ㎜, 약 60 ㎜ 내지 약 1400 ㎜, 약 60 ㎜ 내지 약 1300 ㎜, 약 60 ㎜ 내지 약 1200 ㎜, 약 60 ㎜ 내지 약 1100 ㎜, 약 60 ㎜ 내지 약 1000 ㎜, 약 60 ㎜ 내지 약 950 ㎜, 약 60 ㎜ 내지 약 900 ㎜, 약 60 ㎜ 내지 약 850 ㎜, 약 60 ㎜ 내지 약 800 ㎜, 약 60 ㎜ 내지 약 750 ㎜, 약 60 ㎜ 내지 약 700 ㎜, 약 60 ㎜ 내지 약 650 ㎜, 약 60 ㎜ 내지 약 600 ㎜, 약 60 ㎜ 내지 약 550 ㎜, 약 60 ㎜ 내지 약 500 ㎜, 약 60 ㎜ 내지 약 450 ㎜, 약 60 ㎜ 내지 약 400 ㎜, 약 60 ㎜ 내지 약 350 ㎜, 약 60 ㎜ 내지 약 300 ㎜, 또는 약 60 ㎜ 내지 약 250 ㎜의 범위일 수 있다.
하나 이상의 구체 예에서, 데드프론트 구조물 (2000)은, 프레임 (2110)의 지지 표면 (2130)의 제2 곡률 반경의 10% 이내 (예를 들어, 약 10% 이하, 약 9% 이하, 약 8% 이하, 약 7% 이하, 약 6% 이하, 또는 약 5% 이하)인, 제1 반경 곡률 (R1)을 나타내도록 냉간-형성된다. 예를 들어, 프레임 (2110)의 지지 표면 (2130)은, 1000 ㎜의 곡률 반경을 나타내며, 데드프론트 물품 (2000)은, 약 900 ㎜ 내지 약 1100 ㎜의 범위에서 곡률 반경을 갖도록 냉간-형성된다.
하나 이상의 구체 예에서, 유리 기판 (2010)의 제1 주표면 (2050) 및/또는 제2 주표면 (2060)은, 여기에 기재된 바와 같은 기능성 코팅층을 포함한다. 기능성 코팅층은, 제1 주표면 (2050) 및/또는 제2 주표면 (2060)의 적어도 일부를 덮을 수 있다. 대표적인 기능성 코팅은, 눈부심 감소 코팅 또는 표면, 방-현 코팅 또는 표면, 내스크래치성 코팅, 반사-방지 코팅, 하프-미러 코팅, 또는 세정-용이성 코팅 중 적어도 하나를 포함한다.
도 26을 참조하면, 데드프론트 물품 (2000)과 같은, 냉간-형성 데드프론트 물품을 포함하는 디스플레이 어셈블리를 형성하기 위한 방법 (2200)은 나타낸다. 단계 (2210)에서, 상기 방법은, 지지체의 만곡된 표면으로, 데드프론트 물품 (2000)과 같은, 데드프론트 물품을 만곡시키는 단계를 포함한다. 일반적으로, 지지체는, 차량 디스플레이의 주변부 및 만곡된 형상을 한정하는 프레임 (2110)과 같은, 디스플레이의 프레임일 수 있다. 일반적으로, 프레임은, 만곡된 지지 표면을 포함하고, 데드프론트 물품 (2000)의 주표면 (2050 및 2060) 중 하나는, 만곡된 지지 표면과 접촉하도록 배치된다.
단계 (2220)에서, 상기 방법은, 만곡된 데드프론트 물품을 지지체에 고정시켜 데드프론트 물품을 지지체의 만곡된 표면에 부합 (또는 일치)하도록 굽히는, 고정시키는 단계를 포함한다. 이러한 방식으로, 도 23에 나타낸 바와 같은, 만곡된 데드프론트 물품 (2000)은, 일반적으로 평평한 데드프론트 물품으로부터 만곡된 데드프론트 물품으로 형성된다. 이러한 배열에서, 평평한 데드프론트 물품을 만곡시키는 단계는, 지지체를 향한 주표면 상에 만곡된 형상을 형성하는 한편, 또한 상응하는 (그러나 상보적인) 곡선을 프레임의 반대쪽 주표면에 형성되게 한다. 만곡된 프레임 상에 직접 데드프론트 물품을 굽혀서, (기타 유리 굽힘 공정에서 통상적으로 필요한) 별도의 만곡된 다이 또는 몰드에 대한 필요는 제거될 수 있다. 더욱이, 데드프론트를 만곡된 프레임에 직접 형상화하여, 광범위한 만곡된 반경은 낮은 복잡도의 제조 공정에서 달성될 수 있다.
몇몇 구체 예에서, 단계 (2210) 및/또는 단계 (2220)에서 가해지는 힘은, 진공 고정구 (vacuum fixture)를 통해 가해지는 기압일 수 있다. 몇몇 다른 구체 예에서, 기압 차이는, 프레임 및 데드프론트 물품을 둘러싸는 기밀 인클로저 (airtight enclosure)에 진공을 적용하여 형성된다. 특정 구체 예에서, 기밀 인클로저는, 플라스틱 백 또는 파우치 (bag or pouch)와 같은, 플렉시블 고분자 쉘 (polymer shell)이다. 다른 구체 예에서, 기압 차이는, 오토클레이브 (autoclave)와 같은, 과압 장치로 데드프론트 물품 및 프레임 주위에서 증가된 기압을 발생시켜 형성된다. 기압은 견고한 제조 공정으로 또한 이어지는 (접촉-기반 굽힘 방법과 비교하여) 일관되고 매우 균일한 굽힘력 (bending force)을 제공한다. 다양한 구체 예에서, 기압 차이는, 0.5 내지 1.5 기압 (atm), 구체적으로, 0.7 내지 1.1 atm, 좀 더 구체적으로, 0.8 내지 1 atm이다.
단계 (2230)에서, 데드프론트 물품의 온도는, 단계들 (2210 및 2220) 동안 외부 유리층의 물질의 유리 전이 온도 아래로 유지된다. 이로써, 방법 (2200)은 냉간-형성 또는 냉간-굽힘 공정이다. 특정 구체 예에서, 데드프론트 물품의 온도는, 500℃, 400℃, 300℃, 200℃ 또는 100℃ 아래로 유지된다. 특정 구체 예에서, 데드프론트 물품은, 굽힘 동안 실온 이하로 유지된다. 특정 구체 예에서, 데드프론트 물품은, 유리를 만곡된 형태로 열간-형성시키는 경우와 같이, 굽힘 동안, 가열 요소, 가열로, 오븐, 등을 통해 능동적으로 가열되지 않는다.
전술한 바와 같이, 고가이고 및/또는 느린 가열 단계를 제거하는 것과 같은 공정 장점을 제공하는 것에 부가하여, 여기에서 논의된 냉간-형성 공정은, 열간-형성 공정을 통해 달성가능한 것들 보다 우수한 것으로 믿어지는 다양한 특성을 갖는 만곡된 데드프론트 물품을 발생시키는 것으로 믿어진다. 예를 들어, 적어도 몇몇 유리 물질의 경우, 열간-형성 공정 동안 가열이 만곡된 유리 기판의 광학 특성을 감소시키므로, 여기에서 논의된 냉간-굽힘 공정/시스템을 활용하여 형성된 만곡된 유리-계 데드프론트 물품은, 열간-굽힘 공정으로 달성가능한 것으로 믿어지지 않는 개선된 광학 특성과 함께 만곡된 유리 형상 모두를 제공한다.
더욱이, 다양한 코팅 및 층에 사용되는 많은 물질 (예를 들어, 세척-용이성 코팅, 반사-방지 코팅, 등)은, 만곡된 표면 위에 코팅에 통상적으로 적합하지 않는 스퍼터링 공정과 같은, 침착 공정을 통해 적용된다. 부가적으로, 데드프론트 잉크/안료 물질와 같은, 많은 코팅 물질은 또한, 열간-굽힘 공정과 관련된 고온을 견딜 수 없다. 따라서, 여기에서 논의된 특정 구체 예에서, 층 (2020)은, 냉간-굽힘 전에 외부 유리 기판 (2010)에 적용된다. 따라서, 하나 이상의 코팅 물질이 유리에 적용된 후, 여기에서 논의된 공정 및 시스템은, 통상적인 열간-형성 공정과 대조적으로, 유리의 굽힘을 가능하게 한다.
단계 (2220)에서, 만곡된 데드프론트 물품은 만곡된 지지체에 붙쳐지거나 또는 부착된다. 다양한 구체 예에서, 만곡된 데드프론트 물품과 만곡된 지지체 사이에 부착은, 접착제 물질을 통해 달성될 수 있다. 이러한 접착제는, 데드프론트 물품을 디스플레이 어셈블리 (예를 들어, 디스플레이의 프레임)에 대해 제자리에서 결합시키기 위한 임의의 적합한 광학적으로 투명한 접착제를 포함할 수 있다. 일 실시 예에서, 접착제는, 상표명 8215로 3M Corporation으로부터 이용 가능한 광학적으로 투명한 접착제를 포함할 수 있다. 접착제의 두께는, 약 200㎛ 내지 약 500㎛의 범위일 수 있다.
접착 물질은, 다양한 방식으로 적용될 수 있다. 하나의 구체 예에서, 접착제는, 도포구 총 (applicator gun)을 사용하여 도포되고, 롤러 또는 드로우 다운 다이 (draw down die)를 사용하여 균일하게 만들어진다. 다양한 구체 예에서, 여기에 논의된 접착제는, 구조용 접착제 (structural adhesives)이다. 특정 구체 예에서, 구조용 접착제는, 하나 이상의 카테고리: (a) 강화된 에폭시 (Masterbond EP21TDCHT-LO, 3M 3M Scotch Weld Epoxy DP460 Off-white); (b) 플렉서블 에폭시 (Masterbond EP21TDC-2LO, 3M Scotch Weld Epoxy 2216 B/A Gray); (c) 아크릴 (LORD Adhesive 410/Accelerator 19 w/ LORD AP 134 primer, LORD Adhesive 852/LORD Accelerator 25GB, Loctite HF8000, Loctite AA4800); (d) 우레탄 (3M Scotch Weld Urethane DP640 Brown); 및 (e) 실리콘 (Dow Corning 995)으로부터 선택된 접착제를 포함할 수 있다. 몇몇 경우에서, (B-단계 에폭시 접착제 (B-staged epoxy adhesives)와 같은) 시트 포맷 (sheet format)에서 이용가능한 구조용 접착제는 활용될 수 있다. 더군다나, 3M VHB 테이프와 같은, 감압 (pressure sensitive) 구조용 접착제는 활용될 수 있다. 이러한 구체 예에서, 감압 접착제를 활용하면, 경화 단계가 필요없이 만곡된 데드프론트 물품은 프레임에 결합될 수 있다.
하나 이상의 구체 예에서, 상기 방법은 단계 (2240)를 포함하고, 여기서, 만곡된 데드프론트는 디스플레이에 고정된다. 하나 이상의 구체 예에서, 상기 방법은, 단계 (2210) 전에 데드프론트 물품에 디스플레이를 고정시키는 단계 및 단계 (2210)에서 디스플레이 및 데드프론트 물품 모두를 만곡시키는 단계를 포함할 수 있다. 하나 이상의 구체 예에서, 상기 방법은, 차량 인테리어 시스템 (100, 200, 300)에 만곡된 데드프론트 및 디스플레이를 배치 또는 조립하는 단계를 포함한다.
도 27을 참조하면, 만곡된 데드프론트 물품을 활용하는 디스플레이를 형성하는 방법 (2300)은 나타내고 기재된다. 몇몇 구체 예에서, 데드프론트 물품의 기판 (예를 들어, 외부 유리층 (2010))은, 단계 (2310)에서 만곡된 형상으로 형성된다. 단계 (2310)에서 형상화는, 냉간-형성 또는 열간-형성일 수 있다. 단계 (2320)에서, 데드프론트 잉크/안료층(들) (예를 들어, 층 (2020))은, 형상화 후 기판에 적용되어 만곡된 데드프론트 물품을 제공한다. 다음으로 단계 (2330)에서, 만곡된 데드프론트 물품은, 디스플레이 어셈블리 (2100)의 프레임 (2110)과 같은 프레임, 또는 차량 인테리어 시스템과 관련될 수 있는 다른 프레임에 부착된다.
기판 물질
여기에서 논의된 데드프론트 물품의 다양한 기판은, 중합체 (예를 들어, PMMA, 폴리카보네이트 및 이와 유사한 것) 또는 유리와 같은 임의의 투명한 물질로부터 형성될 수 있다. 적합한 유리 조성물은, 소다 라임 유리, 알루미노실리케이트 유리, 보로실리케이트 유리, 보로알루미노실리케이트 유리, 알칼리-함유 알루미노실리케이트 유리, 알칼리-함유 보로실리케이트 유리, 및 알칼리-함유 보로알루미노실리케이트 유리를 포함한다.
몇몇 구체 예에서, 여기에서 논의된 기판은, 유리의 제어된 결정화를 통해 생성된 "유리-세라믹" 물질로 형성될 수 있다. 이러한 구체 예에서, 유리-세라믹은 약 30% 내지 약 90%의 결정도를 갖는다. 사용될 수 있는 유리 세라믹 시스템의 비-제한적인 예로는, Li2O Х Al2O3 Х nSiO2 (즉, LAS 시스템), MgO Х Al2O3 Х nSiO2 (즉, MAS 시스템), 및 ZnO Х Al2O3 Х nSiO2 (즉, ZAS 시스템)를 포함한다.
별도로 명시되지 않는 한, 여기에 개시된 유리 조성물은, 산화물 기준으로 분석된 바와 같은 몰 퍼센트 (mol%)로 기재된다.
하나 이상의 구체 예에서, 유리 조성물은, 약 66 mol% 내지 약 80 mol%, 약 67 mol% 내지 약 80 mol%, 약 68 mol% 내지 약 80 mol%, 약 69 mol% 내지 약 80 mol%, 약 70 mol% 내지 약 80 mol%, 약 72 mol% 내지 약 80 mol%, 약 65 mol% 내지 약 78 mol%, 약 65 mol% 내지 약 76 mol%, 약 65 mol% 내지 약 75 mol%, 약 65 mol% 내지 약 74 mol%, 약 65 mol% 내지 약 72 mol%, 또는 약 65 mol% 내지 약 70 mol%의 범위, 및 이들 사이에 모든 범위 및 서브-범위의 양으로 SiO2를 포함할 수 있다.
하나 이상의 구체 예에서, 유리 조성물은, 약 4 mol% 초과, 또는 약 5 mol% 초과의 양으로 Al2O3를 포함한다. 하나 이상의 구체 예에서, 유리 조성물은, 약 7 mol% 초과 내지 약 15 mol%, 약 7 mol% 초과 내지 약 14 mol%, 약 7 mol% 내지 약 13 mol%, 약 4 mol% 내지 약 12 mol%, 약 7 mol% 내지 약 11 mol%, 약 8 mol% 내지 약 15 mol%, 9 mol% 내지 약 15 mol%, 약 9 mol% 내지 약 15 mol%, 약 10 mol% 내지 약 15 mol%, 약 11 mol% 내지 약 15 mol%, 또는 약 12 mol% 내지 약 15 mol%의 범위, 및 이들 사이에 모든 범위 및 서브-범위의 양으로 Al2O3를 포함한다. 하나 이상의 구체 예에서, Al2O3의 상한은 약 14 mol%, 14.2 mol%, 14.4 mol%, 14.6 mol%, 또는 14.8 mol%일 수 있다.
하나 이상의 구체 예에서, 여기에서 유리층(들)은, 알루미노실리케이트 유리 물품으로서 또는 알루미노실리케이트 유리 조성물을 포함하는 것으로 기재된다. 이러한 구체 예에서, 유리 조성물 또는 이로부터 형성된 물품은, SiO2 및 Al2O3를 포함하며, 소다 라임 실리케이트 유리가 아니다. 이와 관련하여, 유리 조성물 또는 이로부터 형성된 물품은, Al2O3를 약 2 mol% 이상, 2.25 mol% 이상, 2.5 mol% 이상, 약 2.75 mol% 이상, 약 3 mol% 이상의 양으로 포함한다.
하나 이상의 구체 예에서, 유리 조성물은, B2O3 (예를 들어, 약 0.01 mol% 이상)를 포함한다. 하나 이상의 구체 예에서, 유리 조성물은, 약 0 mol% 내지 약 5 mol%, 약 0 mol% 내지 약 4 mol%, 약 0 mol% 내지 약 3 mol%, 약 0 mol% 내지 약 2 mol%, 약 0 mol% 내지 약 1 mol%, 약 0 mol% 내지 약 0.5 mol%, 약 0.1 mol% 내지 약 5 mol%, 약 0.1 mol% 내지 약 4 mol%, 약 0.1 mol% 내지 약 3 mol%, 약 0.1 mol% 내지 약 2 mol%, 약 0.1 mol% 내지 약 1 mol%, 약 0.1 mol% 내지 약 0.5 mol%의 범위, 및 이들 사이에 모든 범위 및 서브-범위의 양으로 B2O3를 포함한다. 하나 이상의 구체 예에서, 유리 조성물은 실질적으로 B2O3이 없다.
여기에 사용된 바와 같은, 조성물의 성분과 관련한, 문구 "실질적으로 없다"는, 성분이 초기 배칭 (batching) 동안 조성물에 능동적으로 또는 의도적으로 첨가되지 않지만, 약 0.001 mol% 미만의 양의 불순물로 존재할 수 있음을 의미한다.
하나 이상의 구체 예에서, 유리 조성물은 P2O5 (예를 들어, 약 0.01 mol% 이상)를 선택적으로 포함한다. 하나 이상의 구체 예에서, 유리 조성물은 0이 아닌 양의 P2O5를 2 mol% 이하, 1.5 mol% 이하, 1 mol% 이하, 또는 0.5 mol% 이하로 포함한다. 하나 이상의 구체 예에서, 유리 조성물에는 P2O5가 실질적으로 없다.
하나 이상의 구체 예에서, 유리 조성물은, 약 8 mol% 이상, 약 10 mol% 이상, 또는 약 12 mol% 이상인 (Li2O, Na2O, K2O, Rb2O, 및 Cs2O와 같은 알칼리 금속 산화물의 총량인) R2O의 총량을 포함할 수 있다. 몇몇 구체 예에서, 유리 조성물은, 약 8 mol% 내지 약 20 mol%, 약 8 mol% 내지 약 18 mol%, 약 8 mol% 내지 약 16 mol%, 약 8 mol% 내지 약 14 mol%, 약 8 mol% 내지 약 12 mol%, 약 9 mol% 내지 약 20 mol%, 약 10 mol% 내지 약 20 mol%, 약 11 mol% 내지 약 20 mol%, 약 12 mol% 내지 약 20 mol%, 약 13 mol% 내지 약 20 mol%, 약 10 mol% 내지 약 14 mol%, 또는 11 mol% 내지 약 13 mol%의 범위, 및 이들 사이에 모든 범위 및 서브-범위에서 R2O의 총량을 포함한다. 하나 이상의 구체 예에서, 유리 조성물은, Rb2O, Cs2O 또는 Rb2O 및 Cs2O 모두가 실질적으로 없을 수 있다. 하나 이상의 구체 예에서, R2O는, 오직 Li2O, Na2O 및 K2O의 총량을 포함할 수 있다. 하나 이상의 구체 예에서, 유리 조성물은, Li2O, Na2O 및 K2O로부터 선택된 적어도 하나의 알칼리 금속 산화물을 포함할 수 있으며, 여기서, 상기 알칼리 금속 산화물은 약 8 mol% 이상의 양으로 존재한다.
하나 이상의 구체 예에서, 유리 조성물은 약 8 mol% 이상, 약 10 mol% 이상, 또는 약 12 mol% 이상의 양으로 Na2O를 포함한다. 하나 이상의 구체 예에서, 조성물은, 약 8 mol% 내지 약 20 mol%, 약 8 mol% 내지 약 18 mol%, 약 8 mol% 내지 약 16 mol%, 약 8 mol% 내지 약 14 mol%, 약 8 mol% 내지 약 12 mol%, 약 9 mol% 내지 약 20 mol%, 약 10 mol% 내지 약 20 mol%, 약 11 mol% 내지 약 20 mol%, 약 12 mol% 내지 약 20 mol%, 약 13 mol% 내지 약 20 mol%, 약 10 mol% 내지 약 14 mol%, 또는 11 mol% 내지 약 16 mol%의 범위, 및 이들 사이에 모든 범위 및 서브-범위의 양으로 Na2O를 포함한다.
하나 이상의 구체 예에서, 유리 조성물은 약 4 mol% 미만의 K2O, 약 3 mol% 미만의 K2O, 또는 약 1 mol% 미만의 K2O를 포함한다. 몇몇 사례에서, 유리 조성물은, 약 0 mol% 내지 약 4 mol%, 약 0 mol% 내지 약 3.5 mol%, 약 0 mol% 내지 약 3 mol%, 약 0 mol% 내지 약 2.5 mol%, 약 0 mol% 내지 약 2 mol%, 약 0 mol% 내지 약 1.5 mol%, 약 0 mol% 내지 약 1 mol%, 약 0 mol% 내지 약 0.5 mol%, 약 0 mol% 내지 약 0.2 mol%, 약 0 mol% 내지 약 0.1 mol%, 약 0.5 mol% 내지 약 4 mol%, 약 0.5 mol% 내지 약 3.5 mol%, 약 0.5 mol% 내지 약 3 mol%, 약 0.5 mol% 내지 약 2.5 mol%, 약 0.5 mol% 내지 약 2 mol%, 약 0.5 mol% 내지 약 1.5 mol%, 또는 약 0.5 mol% 내지 약 1 mol%의 범위, 및 이들 사이에 모든 범위 및 서브-범위의 양으로 K2O를 포함할 수 있다. 하나 이상의 구체 예에서, 유리 조성물은 K2O가 실질적으로 없을 수 있다.
하나 이상의 구체 예에서, 유리 조성물은, Li2O가 실질적으로 없다. 하나 이상의 구체 예에서, 조성물 중 Na2O의 양은 Li2O의 양을 초과할 수 있다. 몇몇 사례에서, Na2O의 양은 Li2O 및 K2O의 조합된 양을 초과할 수 있다. 하나 이상의 선택적인 구체 예에서, 조성물 중 Li2O의 양은, Na2O의 양 또는 Na2O 및 K2O의 조합된 양을 초과할 수 있다.
하나 이상의 구체 예에서, 유리 조성물은, 약 0 mol% 내지 약 2 mol%의 범위에서 (CaO, MgO, BaO, ZnO 및 SrO와 같은 알칼리 토금속 산화물의 총량인) RO의 총량을 포함할 수 있다. 몇몇 구체 예에서, 유리 조성물은 0이 아닌 양의 RO를 약 2 mol%까지 포함한다. 하나 이상의 구체 예에서, 유리 조성물은, 약 0 mol% 내지 약 1.8 mol%, 약 0 mol% 내지 약 1.6 mol%, 약 0 mol% 내지 약 1.5 mol%, 약 0 mol% 내지 약 1.4 mol%, 약 0 mol% 내지 약 1.2 mol%, 약 0 mol% 내지 약 1 mol%, 약 0 mol% 내지 약 0.8 mol%, 약 0 mol% 내지 약 0.5 mol%, 및 이들 사이에 모든 범위 및 서브-범위의 양으로 RO를 포함한다.
하나 이상의 구체 예에서, 유리 조성물은 약 1 mol% 미만, 약 0.8 mol% 미만, 또는 약 0.5 mol% 미만의 양으로 CaO를 포함한다. 하나 이상의 구체 예에서, 유리 조성물은 CaO가 실질적으로 없다.
몇몇 구체 예에서, 유리 조성물은, 약 0 mol% 내지 약 7 mol%, 약 0 mol% 내지 약 6 mol%, 약 0 mol% 내지 약 5 mol%, 약 0 mol% 내지 약 4 mol%, 약 0.1 mol% 내지 약 7 mol%, 약 0.1 mol% 내지 약 6 mol%, 약 0.1 mol% 내지 약 5 mol%, 약 0.1 mol% 내지 약 4 mol%, 약 1 mol% 내지 약 7 mol%, 약 2 mol% 내지 약 6 mol%, 또는 약 3 mol% 내지 약 6 mol%, 및 이들 사이에 모든 범위 및 서브-범위의 양으로 MgO를 포함한다.
하나 이상의 구체 예에서, 유리 조성물은, 약 0.2 mol% 이하, 약 0.18 mol% 이하, 약 0.16 mol% 이하, 약 0.15 mol% 이하, 약 0.14 mol% 이하, 약 0.12 mol% 이하의 양으로 ZrO2를 포함한다. 하나 이상의 구체 예에서, 유리 조성물은, 약 0.01 mol% 내지 약 0.2 mol%, 약 0.01 mol% 내지 약 0.18 mol%, 약 0.01 mol% 내지 약 0.16 mol%, 약 0.01 mol% 내지 약 0.15 mol%, 약 0.01 mol% 내지 약 0.14 mol%, 약 0.01 mol% 내지 약 0.12 mol%, 또는 약 0.01 mol% 내지 약 0.10 mol%의 범위, 및 이들 사이에 모든 범위 및 서브-범위의 양으로 ZrO2를 포함한다.
하나 이상의 구체 예에서, 유리 조성물은 약 0.2 mol% 이하, 약 0.18 mol% 이하, 약 0.16 mol% 이하, 약 0.15 mol% 이하, 약 0.14 mol% 이하, 약 0.12 mol% 이하의 양으로 SnO2를 포함한다. 하나 이상의 구체 예에서, 유리 조성물은, 약 0.01 mol% 내지 약 0.2 mol%, 약 0.01 mol% 내지 약 0.18 mol%, 약 0.01 mol% 내지 약 0.16 mol%, 약 0.01 mol% 내지 약 0.15 mol%, 약 0.01 mol% 내지 약 0.14 mol%, 약 0.01 mol% 내지 약 0.12 mol%, 또는 약 0.01 mol% 내지 약 0.10 mol%의 범위, 및 이들 사이에 모든 범위 및 서브-범위의 양으로 SnO2를 포함한다.
하나 이상의 구체 예에서, 유리 조성물은, 유리 물품에 색상 또는 색조를 부여하는 산화물을 포함할 수 있다. 몇몇 구체 예에서, 유리 조성물은, 유리 물품이 자외선에 노출될 때 유리 물품의 변색을 방지하는 산화물을 포함한다. 이러한 산화물의 예로는, Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Ce, W, 및 Mo의 산화물을 포함하지만, 이에 제한되는 것은 아니다.
하나 이상의 구체 예에서, 유리 조성물은 Fe2O3로 표현된 Fe를 포함하며, 여기서 Fe는 약 1 mol% 이하의 양으로 존재한다. 몇몇 구체 예에서, 유리 조성물은 실질적으로 Fe가 없다. 하나 이상의 구체 예에서, 유리 조성물은, 약 0.2 mol% 이하, 약 0.18 mol% 이하, 약 0.16 mol% 이하, 약 0.15 mol% 이하, 약 0.14 mol% 이하, 약 0.12 mol% 이하의 양으로 Fe2O3를 포함한다. 하나 이상의 구체 예에서, 유리 조성물은, 약 0.01 mol% 내지 약 0.2 mol%, 약 0.01 mol% 내지 약 0.18 mol%, 약 0.01 mol% 내지 약 0.16 mol%, 약 0.01 mol% 내지 약 0.15 mol%, 약 0.01 mol% 내지 약 0.14 mol%, 약 0.01 mol% 내지 약 0.12 mol%, 또는 약 0.01 mol% 내지 약 0.10 mol%의 범위, 및 이들 사이에 모든 범위 및 서브-범위의 양으로 Fe2O3를 포함한다.
유리 조성물이 TiO2를 포함하는 경우, TiO2는, 약 5 mol% 이하, 약 2.5 mol% 이하, 약 2 mol% 이하 또는 약 1 mol% 이하의 양으로 존재할 수 있다. 하나 이상의 구체 예에서, 유리 조성물은 TiO2가 실질적으로 없을 수 있다.
대표적인 유리 조성물은, 약 65 mol% 내지 약 75 mol% 범위의 양으로 SiO2, 약 8 mol% 내지 약 14 mol% 범위의 양으로 Al2O3, 약 12 mol% 내지 약 17 mol%의 범위의 양으로 Na2O, 약 0 mol% 내지 약 0.2 mol% 범위의 양으로 K2O, 및 약 1.5 mol.% 내지 약 6 mol% 범위의 양으로 MgO를 포함한다. 선택적으로, SnO2는 여기에 별도로 개시된 양으로 포함될 수 있다.
강화 기판
하나 이상의 구체 예에서, 기판은 여기에서 논의된 데드프론트 물품 구체 예 중 어느 하나의 (외부 유리 기판 (2010) 또는 다른 유리 기판과 같은) 유리 물질을 포함한다. 하나 이상의 구체 예에서, 이러한 유리 기판은 강화될 수 있다. 하나 이상의 구체 예들에서, 유리 기판은, 표면으로부터 압축 깊이 (DOC)까지 연장되는 압축 응력을 포함하도록 강화될 수 있다. 압축 응력 영역은, 인장 응력을 나타내는 중심 부분에 의해 균형이 이루어진다. DOC에서, 응력은 양의 (압축) 응력에서 음의 (인장) 응력으로 교차한다.
하나 이상의 구체 예에서, 여기에 논의된 데드프론트 물품에 사용된 유리 기판은, 압축 응력 영역 및 인장 응력을 나타내는 중심 영역을 생성하기 위해 유리의 부분들 사이에 열팽창계수의 불일치를 활용하여 기계적으로 강화될 수 있다. 몇몇 구체 예들에서, 유리 기판은, 유리 전이점 초과의 온도로 유리를 가열 한 다음, 신속하게 퀀칭 (quenching)시켜 열적으로 강화될 수 있다.
하나 이상의 구체 예에서, 여기에 논의된 데드프론트 물품에 사용된 유리 기판은, 이온 교환에 의해 화학적으로 강화될 수 있다. 이온 교환 공정에서, 유리 기판의 표면에 또는 그 근처의 이온은, 동일한 원자가 또는 산화 상태를 갖는 더 큰 이온으로 대체되거나 - 교환된다. 유리 기판이 알칼리 알루미노실리케이트 유리 또는 소다 라임 실리케이트 유리를 포함하는 구체 예에서, 물품의 표면층에 이온 및 더 큰 이온은, 1가 알칼리 금속 양이온, 예컨대, Li+, Na+, K+, Rb+, 및 Cs+이다. 선택적으로, 표면층에서 1가 양이온은, Ag+ 또는 이와 유사한 것과 같은, 알칼리 금속 양이온 이외의 1가 양이온으로 대체될 수 있다. 이러한 구체 예에서, 유리 기판으로 교환된 1가 이온 (또는 양이온)은, 응력을 발생시킨다.
이온 교환 공정은, 통상적으로 유리 기판에서 더 작은 이온과 교환될 더 큰 이온을 함유하는 용융염 욕조 (또는 둘 이상의 용융염 욕조)에 유리 기판을 침지시켜 수행된다. 수성의 염 욕조가 또한 활용될 수 있음에 유의해야 한다. 부가적으로, 욕조(들)의 조성물은, 하나 이상의 타입의 더 큰 이온 (예를 들어, Na+ 및 K+) 또는 단일의 더 큰 이온을 포함할 수 있다. 욕조 조성물 및 온도, 침지 시간, 염 욕조 (또는 욕조들)에 유리 기판의 침지 횟수, 다중 염 욕조의 사용, 부가적인 단계, 예컨대, 어닐링, 세척, 및 이와 유사한 것를 포함하지만, 이에 제한되지 않는, 이온 교환 공정에 대한 파라미터가, 일반적으로 (기판의 구조 및 존재하는 임의의 결정질 상을 포함하는) 유리 기판의 조성물 및 강화로부터 결과하는 유리 기판의 원하는 DOC 및 CS에 의해 결정된다는 것을 당업자에 의해 이해될 것이다.
대표적인 용융 욕조 조성물은, 더 큰 알칼리 금속 이온의 질산염, 황산염, 및 염화물을 포함할 수 있다. 통상적인 질산염은 KNO3, NaNO3, LiNO3, NaSO4 및 이들의 조합을 포함한다. 용융염 욕조의 온도는 통상적으로 약 380℃ 내지 약 450℃의 범위이고, 침지 시간은, 유리 기판 두께, 욕조 온도 및 유리 (또는 1가 이온) 확산성에 의존하여 약 15분 내지 약 100시간의 범위이다. 그러나, 전술한 것과 다른 온도 및 침지 시간은 또한 사용될 수 있다.
하나 이상의 구체 예에서, 데드프론트 물품에 사용된 유리 기판은, 약 370℃ 내지 약 480℃의 온도를 갖는 100% NaNO3, 100% KNO3, 또는 NaNO3와 KNO3의 조합의 용융염 욕조에 침지될 수 있다. 몇몇 구체 예에서, 데드프론트 물품의 유리 기판은, 약 5% 내지 약 90% KNO3 및 약 10% 내지 약 95% NaNO3를 포함하는 용융 혼합염 욕조에 침지될 수 있다. 하나 이상의 구체 예에서, 유리 기판은, 제1 욕조에 침지된 후, 제2 욕조에 침지될 수 있다. 제1 및 제2 욕조들은, 서로 다른 조성물 및/또는 온도를 가질 수 있다. 제1 및 제2 욕조에서 침지 시간은 변할 수 있다. 예를 들어, 제1 욕조에서 침지는, 제2 욕조에서 침지보다 길 수 있다.
하나 이상의 구체 예에서, 데드프론트 물품을 형성하는데 사용된 유리 기판은, 약 420℃ 미만 (예를 들어, 약 400℃ 또는 약 380℃)의 온도를 갖는 NaNO3 및 KNO3 (예를 들어, 49%/51%, 50%/50%, 51%/49%)을 포함하는 용융된, 혼합염 욕조에, 약 5시간 미만, 또는 심지어 약 4시간 이하 동안 침지될 수 있다.
이온 교환 조건은, 그 결과로 생긴 유리 기판의 표면에서 또는 그 근처에서 응력 프로파일의 기울기를 증가시키거나 또는 "스파이크 (spike)"를 제공하도록 조정될 수 있다. 스파이크는, 더 큰 표면 CS 값을 결과할 수 있다. 이러한 스파이크는, 여기에 기재된 데드프론트 물품의 유리 기판에 사용된 유리 조성물의 독특한 특성에 기인하여, 단일 조성물 또는 혼합 조성물을 갖는, 단일 욕조 또는 다중 욕조에 의해 달성될 수 있다.
하나 이상의 1가 이온이 데드프론트 물품에 사용된 유리 기판 내로 교환되는 하나 이상의 구체 예에서, 다른 1가 이온은, 유리 기판 내에 다른 깊이로 교환될 수 있고 (및 다른 깊이에서 유리 기판 내에서 다른 크기의 응력을 발생할 수 있다). 응력-발생 이온의 그 결과로 생긴 상대 깊이는 결정될 수 있고, 응력 프로파일의 다른 특징을 유발할 수 있다.
CS는, 당업계에 공지된 수단, 예컨대, Orihara Industrial Co., Ltd. (일본)에 의해 제작된, FSM-6000과 같은 상업적으로 이용 가능한 기구를 사용하는 표면 응력계 (FSM)에 의해 측정된다. 표면 응력 측정은, 유리의 복굴절과 관련된, 응력 광학 계수 (SOC)의 정확한 측정에 의존한다. SOC는, 결과적으로, 당업계에 공지된 방법들, 예컨대, 명칭이 "Standard Test Method for Measurement of Glass Stress-Optical Coefficient"인, ASTM 표준 C770-98 (2013)에 모두 기재되고, 이들의 전체적인 내용이 참조로서 여기에 병합된, 섬유 및 4-점 굽힘 방법들, 및 벌크 실린더 방법에 의해 측정된다. 여기에 사용된 바와 같은, CS는, 압축 응력층 내에서 측정된 최고 압축 응력 값인, "최대 압축 응력"일 수 있다. 몇몇 구체 예에서, 최대 압축 응력은, 유리 기판의 표면에 위치된다. 다른 구체 예들에서, 최대 압축 응력은, 표면 아래의 깊이에서 발생하여, 압축 프로파일에 "매립된 피크 (buried peak)"의 외관을 제공할 수 있다.
DOC는, 강화 방법 및 조건에 의존하여, FSM 또는 산란된 광 편광기 (SCALP) (예컨대, Tallinn Estonia에 위치한 Glasstress Ltd.로부터 구입 가능한 SCALP-04 산란된 광 편광기)에 의해 측정될 수 있다. 유리 기판이 이온 교환 처리에 의해 화학적으로 강화된 경우, 이온이 유리 기판으로 교환되는 것에 의존하여 FSM 또는 SCALP는 사용될 수 있다. 유리 기판으로 칼륨 이온을 교환하여 유리 기판에 응력이 발생되는 경우, FSM은 DOC를 측정하는데 사용된다. 나트륨 이온을 유리 기판으로 교환하여 응력이 발생하는 경우, SCALP는 DOC를 측정하는데 사용된다. 칼륨과 나트륨 이온 모두를 유리 내로 교환하여 유리 기판에서 응력이 발생되는 경우, DOC는 SCALP에 의해 측정되는데, 이는 나트륨의 교환 깊이가 DOC를 나타내고, 칼륨 이온의 교환 깊이가 압축 응력의 크기에서 변화 (그러나 압축에서 인장으로의 응력에서 변화가 아님)를 나타내는 것으로 믿어지기 때문이며; 이러한 유리 기판에서 칼륨 이온의 교환 깊이는 FSM에 의해 측정된다. 중심 장력 또는 CT는, 최대 인장 응력이며, SCALP에 의해 측정된다.
하나 이상의 구체 예에서, 데드프론트 물품을 형성하는데 사용된 유리 기판은, (여기에 기재된 바와 같은) 유리 기판의 두께 (t)의 일부로 기재된 DOC를 나타내도록 강화될 수 있다. 예를 들어, 하나 이상의 구체 예들에서, DOC는, 약 0.05t 이상, 약 0.1t 이상, 약 0.11t 이상, 약 0.12t 이상, 약 0.13t 이상, 약 0.14t 이상, 약 0.15t 이상, 약 0.16t 이상, 약 0.17t 이상, 약 0.18t 이상, 약 0.19t 이상, 약 0.2t 이상, 또는 약 0.21t 이상일 수 있다. 몇몇 구체 예에서, DOC는, 약 0.08t 내지 약 0.25t, 약 0.09t 내지 약 0.25t, 약 0.18t 내지 약 0.25t, 약 0.11t 내지 약 0.25t, 약 0.12t 내지 약 0.25t, 약 0.13t 내지 약 0.25t, 약 0.14t 내지 약 0.25t, 약 0.15t 내지 약 0.25t, 약 0.08t 내지 약 0.24t, 약 0.08t 내지 약 0.23t, 약 0.08t 내지 약 0.22t, 약 0.08t 내지 약 0.21t, 약 0.08t 내지 약 0.2t, 약 0.08t 내지 약 0.19t, 약 0.08t 내지 약 0.18t, 약 0.08t 내지 약 0.17t, 약 0.08t 내지 약 0.16t, 또는 약 0.08t 내지 약 0.15t의 범위일 수 있다. 몇몇 사례에서, DOC는 약 20 ㎛ 이하일 수 있다. 하나 이상의 구체 예들에서, DOC는, 약 40㎛ 이상 (예를 들어, 약 40 ㎛ 내지 약 300 ㎛, 약 50 ㎛ 내지 약 300 ㎛, 약 60 ㎛ 내지 약 300 ㎛, 약 70 ㎛ 내지 약 300 ㎛, 약 80 ㎛ 내지 약 300 ㎛, 약 90 ㎛ 내지 약 300 ㎛, 약 100 ㎛ 내지 약 300 ㎛, 약 110 ㎛ 내지 약 300 ㎛, 약 120 ㎛ 내지 약 300 ㎛, 약 140 ㎛ 내지 약 300 ㎛, 약 150 ㎛ 내지 약 300 ㎛, 약 40 ㎛ 내지 약 290 ㎛, 약 40 ㎛ 내지 약 280 ㎛, 약 40 ㎛ 내지 약 260 ㎛, 약 40 ㎛ 내지 약 250 ㎛, 약 40 ㎛ 내지 약 240 ㎛, 약 40 ㎛ 내지 약 230 ㎛, 약 40 ㎛ 내지 약 220 ㎛, 약 40 ㎛ 내지 약 210 ㎛, 약 40 ㎛ 내지 약 200 ㎛, 약 40 ㎛ 내지 약 180 ㎛, 약 40 ㎛ 내지 약 160 ㎛, 약 40 ㎛ 내지 약 150 ㎛, 약 40 ㎛ 내지 약 140 ㎛, 약 40 ㎛ 내지 약 130 ㎛, 약 40 ㎛ 내지 약 120 ㎛, 약 40 ㎛ 내지 약 110 ㎛, 또는 약 40 ㎛ 내지 약 100 ㎛)일 수 있다.
하나 이상의 구체 예에서, 데드프론트 물품을 형성하는데 사용된 유리 기판은, 약 200 MPa 이상, 300 MPa 이상, 400 MPa 이상, 약 500 MPa 이상, 약 600 MPa 이상, 약 700 MPa 이상, 약 800 MPa 이상, 약 900 MPa 이상, 약 930 MPa 이상, 약 1000 MPa 이상, 또는 약 1050 MPa 이상의 (유리 물품 내에 표면 또는 깊이에서 확인될 수 있는) CS를 가질 수 있다.
하나 이상의 구체 예에서, 데드프론트 물품을 형성하는데 사용된 유리 기판은, 약 20 MPa 이상, 약 30 MPa 이상, 약 40 MPa 이상, 약 45 MPa 이상, 약 50 MPa 이상, 약 60 MPa 이상, 약 70 MPa 이상, 약 75 MPa 이상, 약 80 MPa 이상, 또는 약 85 MPa 이상의 최대 인장 응력 또는 중심 장력 (CT)을 가질 수 있다. 몇몇 구체 예에서, 최대 인장 응력 또는 중심 장력 (CT)은, 약 40 MPa 내지 약 100 MPa의 범위일 수 있다.
촉각 요소
도 37-40은, 하나 이상의 촉각 요소를 포함하는 기판 (700)을 예시한다. 기판 (700)은, 제1 표면 (702), 제1 표면 (702)에 대향하는 제2 표면 (704), 및 제1 및 제2 표면 (702, 704) 사이에서 연장되는 적어도 하나의 에지 표면 (706)을 포함한다. 기판 (700)을 포함하는 물품 (예를 들어, 데드프론트 물품 (400))은, 기판 (700)의 제1 표면 (702)에 의해 한정된 외부 표면 (예를 들어, 외부 표면 (480))을 포함할 수 있다. 따라서, 물품의 사용자는, 물품과 상호작용할 때 기판 (700)의 제1 표면 (702)을 보고 터치할 수 있다.
기판 (700)은, 이의 제1 표면 (702)을 통해 적어도 하나의 시각적 요소가 보일 수 있도록, 기판 (700)의 제2 표면 (704) 상에 배치된 적어도 하나의 시각적 요소 (710-1, 710-2)를 포함한다. 부가적으로 및/또는 선택적으로, 적어도 하나의 시각적 요소 (710-1, 710-2)는, 공지된 기술을 사용하여 (예를 들어, 착색된 유리, 등을 사용하여) 기판 (700) 내에 배치될 수 있다. 시각적 요소(들) (710-1, 710-2)은, 제1 표면 (702)을 통해 보이는 하나 이상의 그래픽일 수 있거나 또는 이를 포함할 수 있다. 몇몇 구체 예에서, 하나 이상의 그래픽은, 하나 이상의 아이콘을 포함할 수 있다.
몇몇 구체 예들에서, 적어도 하나의 시각적 요소 (710-1, 710-2)는, 불투명층 (예를 들어, 불투명층 (510))에 의해 전체적으로 또는 부분적으로 한정될 수 있다. 몇몇 구체 예에서, 불투명층은, 백라이트 아이콘 및/또는 다른 그래픽 (예컨대, 도 2 및 3에 나타낸 그래픽 (410) 및/또는 전원 버튼 (420), 도 5에 나타낸 아이콘 (430), 또는 도 41에 나타낸 그래픽 (820))으로 윤곽을 나타내기 위해 제공될 수 있다. 따라서, 몇몇 구체 예에서, 불투명층은, 시각적 요소(들) (710-1, 710-2)을 한정하는 층에서 중단을 갖는다. 이러한 구체 예들에서, 불투명층 (510)은, 시각적 요소(들) (710-1, 710-2)을 한정하는 마스킹층 (masking layer)일 수 있다.
시각적 요소(들) (710-1, 710-2)은, (i) 하나 이상의 색상의 구역, (ⅱ) 하나 이상의 라인 (lines), (ⅲ) 하나 이상의 패턴, (ⅳ) 하나 이상의 디자인, (v) 하나 이상의 이미지, (ⅵ) 하나 이상의 그래픽, 및 (ⅶ) 이의 하나 이상의 조합 중 적어도 하나로 배열된 하나 이상의 시각적 부분을 포함할 수 있다. 단지 예로서, 제1 시각적 요소 (710-1)는, 색상, 라인, 패턴, 음영, 마스킹, 디자인, 등을 통해 형성된 원일 수 있고, 제2 시각적 요소 (710-2)는, 색상, 라인, 패턴, 음영, 마스킹, 디자인, 등을 통해 형성된 삼각형일 수 있다. 당업자는, 시각적 요소(들) (710-1, 710-2) 내에 포함된 특정 예술적 요소가 많으며, 예시된 예들로 제한되지 않음을 인지할 것이다.
몇몇 구체 예에서, 시각적 요소(들) (710-1, 710-2)은, 물품 (700)의 제2 표면 (704) 상에 배치되어, 물품의 내부 표면 (예를 들어, 데드프론트 물품 (400)의 내부 표면 (490))으로서 역할을 할 수 있다. 따라서, 시각적 요소(들) (710-1, 710-2)은, 기판 (700)의 제1 표면 (702)을 통해 사용자에 의해 보여 질 수 있지만, 시각적 요소(들) (710-1, 710-2)은, 기판 (700)의 제2 표면 (704) 상에 배치를 통해 마모 또는 손상으로부터 보호된다. 위에서 언급한 바와 같이, 부가적인 및/또는 선택적인 구체 예는, 기판 (700) 내에 배치된 적어도 하나의 시각적 요소 (710-1, 710-2)를 포함할 수 있다.
도 37에 예시된 바와 같이, 기판 (700)은, 적어도 하나의 촉각 요소 (712-1, 712-2)를 포함한다. 여기에서 설명되는 바와 같이, 적어도 하나의 시각적 요소 (710-1, 710-2)와 적어도 하나의 촉각 요소 (712-1, 712-2)의 조합은, 물품의 느낌 및/또는 외관을 향상시키는 방식으로 조합될 수 있다. 예를 들어, 촉각 요소(들) (712-1, 712-2)은, 물품 표면의 느낌 또는 사용자 손의 물품의 느낌을 향상시킬 수 있다. 몇몇 구체 예에서, 촉각 요소(들) (712-1, 712-2)은 또한, 촉각 요소(들) (712-1, 712-2)이 없는 물품과 비교하여 시각적 요소(들) (710-1, 710-2)이 시각적으로 향상되는 방식으로 작동할 수 있다. 예를 들어, 현저하게 시각적으로 자극하는 (깊이 및/또는 3-차원) 효과는, 기판 (700)의 제2 표면 (704) 상에 시각적 요소(들) (710-1, 710-2)을 제공하고, 기판 (700)의 제1 표면 (702) 상에 상보적인 방식으로 촉각 요소(들) (712-1, 712-2)을 제공하여 발견되었다. 유사한 효과는, 기판 (700) 내에 배치된 시각적 요소(들) (710-1, 710-2)에 대해서도 달성될 수 있다. 이와 관련하여, 적어도 하나의 촉각 요소 (712-1, 712-2)를 제공하는 상보적인 성질 (complementary nature)은, 적어도 하나의 시각적 요소 (710-1, 710-2)의 색상(들), 라인(들), 패턴(들), 디자인(들), 그래픽, 및/또는 이미지(들), 등을 보완하는 표면 하나 이상의 거칠기의 부분 및/또는 작은 표면 요소들을 제공하는 단계를 포함할 수 있다.
여기서 논의된 표면 거칠기는, 예를 들어, (서브범위를 포함하는) 상대적으로 매끄러운 표면 거칠기 에 대해 약 10 ㎚ 내지 약 80 ㎚의 Ra 표면 거칠기, (서브범위를 포함하는) 상대적으로 중간의 표면 거칠기에 대해 약 80 ㎚ 내지 약 300 ㎚의 Ra 표면 거칠기, 및 상대적으로 거친 표면 거칠기에 대해 약 300 ㎚를 초과하는 Ra 표면 거칠기를 나타내는 것으로, 정량화될 수 있다. 예를 들어, 상대적으로 매끄러운 표면 거칠기는, 10 ㎚, 20 ㎚, 30 ㎚, 40 ㎚, 50 ㎚, 60 ㎚, 70 ㎚, 또는 80 ㎚의 Ra 표면 거칠기, 또는 이들 값들 중 임의의 2개를 말단점으로 갖는 범위의 Ra 표면 거칠기를 가질 수 있다. 또 다른 예로서, 상대적으로 중간 정도의 표면 거칠기는, 80 ㎚, 100 ㎚, 125 ㎚, 150 ㎚, 175 ㎚, 200 ㎚, 225 ㎚, 250 ㎚, 275 ㎚, 또는 300 ㎚의 Ra 표면 거칠기, 또는 이들 값들 중 임의의 2개를 말단점으로 갖는 범위의 Ra 표면 거칠기를 가질 수 있다. 여기서 논의된 작은 표면 요소들의 높이 차이 특징 (height difference characteristics)은, 기판의 표면으로부터 멀리 연장되는 상대적으로 작은 요소를 통해 실행될 수 있고, 예를 들어, 상대적으로 매끄러운 표면 거칠기의 경우 약 10 ㎚ 내지 약 80 ㎚의 높이, 상대적으로 중간의 표면 거칠기의 경우 약 80 ㎚ 내지 약 300 ㎚의 높이, 및 상대적으로 거친 표면 거칠기의 경우 약 300 ㎚ 초과의 높이를 갖는 것으로, 정량화될 수 있다.
표면 거칠기 (Ra)는, 국소 표면 높이와 평균 표면 높이 사이에 차이의 산술적 평균으로 정의되며, 수학식 1에 의해 기재될 수 있다:
[수학식 1]
여기서, yi는, 평균 표면 높이에 대한 국소 표면 높이이고, 여기서, 약 100㎛ x 100㎛의 적어도 3개의 샘플 구역 (n)에서 표면 거칠기 (Ra)는 측정되고 평균화된다. 표면 거칠기 (Ra)는, Zygo Corp.로부터 이용가능한 표면 프로파일로미터 (surface profilometer)를 사용하여 측정될 수 있다.
적어도 하나의 시각적 요소 (710-1, 710-2)에 대해 상보적인 방식으로 적어도 하나의 촉각 요소 (712-1, 712-2)를 제공하는 전술된 제공은, 적어도 하나의 시각적 요소 (710-1, 710-2)의 상응하는 라인, 형상, 패턴, 그래픽, 색상, 등에 실질적으로 일치하는 (예를 들어, 정합되는) 기판 (700)의 제1 표면 (702) 상에 표면 거칠기 및/또는 작은 표면 요소들의 라인, 구역, 디자인, 형상, 패턴, 등을 제공하는 단계를 포함할 수 있다.
여기서 사용된 바와 같이, "상보적인 방식으로" 배치되거나 또는 위치된 2개의 대상은, 2개의 대상이 실질적으로 동일한 전체 형상, 주변 형상, 디자인, 및/또는 패턴을 가지며, 기판의 대향 표면 상에 동일한 상대 표면 구역을 실질적으로 차지하는 것을 의미한다. 기판 내에 형성된 대상 (예를 들어, 기판 내에 배치된 시각적 요소)을 포함하는 구체 예에서, 이러한 대상의 전체 형상, 주변 형상, 디자인, 및/또는 패턴, 및 상대 표면적은, 상응하는 대상이 상보적인 방식으로 배치되거나 또는 위치되는 표면에 대향하는 기판의 표면 상에 투영되는 그 대상의 전체 형상, 주변 형상, 디자인, 및/또는 패턴, 및 표면적이다. 도 37은, 기판 (700)의 제1 표면 (702) 상에 제1 촉각 요소 (712-1)에 상보적인 방식으로 제2 표면 (704) 상에 위치된 제1 시각적 요소 (710-1)를 예시한다. 유사하게, 도 37은, 기판 (700)의 제1 표면 (702) 상에 제2 촉각 요소 (712-2)에 상보적인 방식으로 제2 표면 (704) 상에 위치된 제2 시각적 요소 (710-2)를 예시한다.
몇몇 구체 예에서, 바람직한 시각 효과는, 상보적인 방식으로 대상을 배치하지 않고 얻어질 수 있다. 몇몇 구체 예에서, 적어도 하나의 촉각 요소(들) (712-1, 712-2)은, 바람직한 시각 효과를 생성하기 위해 적어도 하나의 시각적 요소 (710-1, 710-2)에 대해 비-코멘터리 방식 (non-commentary fashion) (예를 들어, 오프셋 방식)으로 배치될 수 있다.
촉각 요소(들) (712-1, 712-2)은: (i) 하나 이상의 표면 거칠기의 구역 및/또는 작은 표면 요소들, (ⅱ) 하나 이상의 표면 거칠기의 라인 및/또는 작은 표면 요소들, (ⅲ) 하나 이상의 표면 거칠기의 패턴 및/또는 작은 표면 요소들, (ⅳ) 하나 이상의 표면 거칠기의 디자인 및/또는 작은 표면 요소들, 및 (v) 이들의 하나 이상의 조합 중 적어도 하나로 배열된 하나 이상의 표면 거칠기 부분 및/또는 작은 표면 요소들을 포함한다. 단지 예로서, 제1 촉각 요소 (712-1)는, 상승된 표면 거칠기 및/또는 작은 표면 요소들의 라인, 또는 감소된 표면 거칠기 및/또는 작은 표면 요소들의 라인을 통해 형성된 원일 수 있고, 제2 촉각 요소 (712-2)는 상승된 표면 거칠기 및/또는 작은 표면 요소들의 라인, 또는 감소된 표면 거칠기 및/또는 작은 표면 요소들의 라인을 통해 형성된 삼각형일 수 있다. 다시, 당업자는 촉각 요소(들) (712-1, 712-2) 내에 포함된 특정 예술적 요소가 많다는 것을 인지할 것이다.
여기서 논의되는 바와 같이, 촉각 요소(들) (712-1, 712-2)은, 제1 표면 (702)이 물품의 외부 표면으로 역할을 하는 방식으로 기판 (700)의 제1 표면 (702)에 적용될 수 있다. 기판 (700)의 제1 표면 (702)은, 사용자에게 약간의 촉각 피드백을 제공하는 어느 정도의 표면 거칠기 (예를 들어, 헤이징 효과 (hazing effect))를 제공하기 위해 표면 처리에 적용될 수 있다. 여기서 기재된 바와 같이, 표면 거칠기 및/또는 작은 표면 요소들의 수준은, 디자인의 목표를 달성하기 위해 매끄러운 느낌 (매우 작거나 또는 없는 표면 거칠기 및/또는 작은 표면 요소들)으로부터, 벨벳 같은 부드러운 (velvety softness) 느낌 (무광 표면 거칠기와 같은, 중간 수준의 표면 거칠기, 및/또는 중간 수준의 작은 표면 요소들)까지, 또는 상당히 거친 느낌 (더 높은 수준의 거칠기 및/또는 작은 표면 요소들)까지의 범위일 수 있다.
도 37에 나타낸 바와 같이, 촉각 요소(들) (712-1, 712-2)의 표면 거칠기 부분 (및/또는 작은 표면 요소 부분들) 중 적어도 일부는, 시각적 요소(들) (710-1, 710-2)의 시각적 부분 중 적어도 일부와 관련하여 상보적인 방식으로 기판 (700)의 제1 표면 (702) 상에 위치된다. 이러한 배열은, 기판 (700)의 제1 표면 (702)을 통해 볼 때 시각적 요소(들) (710-1, 710-2)의 시각 효과를 변경할 수 있다. 예를 들어, 몇몇 형태에서, 상보적인 배열은, 특히 일부 시야각에서, 3-차원 시각 효과를 제공할 수 있다.
이러한 예에서, 제1 시각적 요소 (710-1)에 상보적인 방식으로 위치된 제1 촉각 요소 (712-1)는, 제1 시각적 요소 (710-1)의 원과 같은 상보적인 크기 및 형상의 라인의 형태 (예를 들어, 원형 외곽선)로 제1 촉각 요소 (712-1)의 제1 표면 거칠기 부분 (및/또는 작은 표면 요소 부분)을 통해 달성될 수 있다. 유사하게, 제2 시각적 요소 (710-2)에 상보적인 방식으로 위치된 제2 촉각 요소 (712-2)는, 제2 시각적 요소 (710-2)의 삼각형과 같은 상보적인 크기 및 형상의 라인의 형태 (예를 들어, 삼각형 윤곽)로 제2 촉각 요소 (712-2)의 제2 표면 거칠기 부분 (및/또는 작은 표면 요소 부분)을 통해 달성될 수 있다.
촉각 요소(들) (712-1, 712-2)의 표면 거칠기 부분 (및/또는 작은 표면 요소 부분)은, 많은 방법으로 달성될 수 있다. 예를 들어, 표면 거칠기 부분 (및/또는 작은 표면 요소 부분)은, 상대적으로 더 낮은 표면 거칠기 (및/또는 더 낮은 표면 요소 높이)의 적어도 하나의 구역에 의해 경계를 이룬 상응하는 시각적 요소(들) (710-1 및/또는 710-2)과 관련하여 시각적으로 상보적인 방식으로 위치된 상대적으로 더 높은 표면 거칠기 (및/또는 더 높은 표면 요소 높이)의 구역 (예를 들어, 원, 삼각형, 원형 및/또는 삼각형 구역)에 의해 한정될 수 있다. 이러한 효과를 달성하는 하나의 방법은: (i) 상대적으로 낮은 표면 거칠기의 상대적으로 매끄러운 마감 (예를 들어, 표면 거칠기가 없거나 또는 표면 요소 높이가 없는 것으로부터 무광택 마감 표면 거칠기와 같은, 약간 낮거나 또는 중간 수준의 표면 거칠기, 및/또는 중간 수준의 표면 요소 높이에 이르는 범위)으로 기판 (700)의 제1 표면 (702)의 총 표면적의 대부분; 및 (ⅱ) 제1 표면 (702)의 총 표면적의 대부분으로 촉각 요소(들) (712-1 및/또는 712-2)의 상대적으로 더 높은 표면 거칠기, 및/또는 더 높은 표면 요소 높이의 구역 (예를 들어, 원형 및/또는 삼각형 윤곽, 원형 및/또는 삼각형 구역)을 제공하는데 있고, 및 매끄러운 마감과 비교하여 상대적으로 더 거친 표면 거칠기 및/또는 표면 요소 높이 (예를 들어, 중간 수준의 표면 거칠기 및/또는 중간의 표면 요소 높이로부터 높은 수준의 표면 거칠기 및/또는 높은 표면 요소 높이에 이르는 범위)를 통해 이러한 원형 및/또는 삼각형 윤곽의 적어도 일부분을 포함하는데 있다.
선택적으로, (예를 들어, 삼각 또는 삼각형 윤곽의 형태의) 촉각 요소(들) (712-1, 712-2)의 표면 거칠기 부분 및/또는 표면 요소 부분은, 상대적으로 더 높은 표면 거칠기의 적어도 하나의 구역에 의해 경계를 이룬 시각적으로 상보적인 방식으로 위치된 상대적으로 더 낮은 표면 거칠기 및/또는 더 낮은 표면 요소 높이의 구역을 통해 달성될 수 있다. 이러한 효과를 달성하는 하나의 방법은: (i) 상대적으로 거친 마감 (예를 들어, 무광택 마감 표면 거칠기보다 더 거친 것과 같은, 약간 중간 수준의 표면 거칠기, 및/또는 약간 중간 수준의 표면 요소 높이로부터, 약간 높은 수준의 표면 거칠기 및/또는 약간 높은 수준의 표면 요소 높이에 이르는 범위)으로 기판 (700)의 제1 표면 (702)의 총 표면적의 대부분; 및 (ⅱ) 제1 표면 (702)의 총 표면적의 작은 부분으로 촉각 요소(들) (712-1 및/또는 712-2)의 상대적으로 더 낮은 표면 거칠기 및/또는 상대적으로 더 낮은 표면 요소 높이의 구역 (예를 들어, 원, 삼각형, 원형 및/또는 삼각형 윤곽)을 제공하는데 있고, 및 거친 마감과 비교하여 상대적으로 더 매끄러운 표면 거칠기 및/또는 표면 요소 높이 (예를 들어, 표면 거칠기가 없거나 및/또는 표면 요소 높이가 없는 것으로부터 약간 낮은 수준의 표면 거칠기 및/또는 낮은 수준의 표면 요소 높이에 이르는 범위)를 통해, 이러한 원, 삼각형, 원형 및/또는 삼각형 윤곽의 적어도 일부분을 포함하는데 있다.
기판 (700)에 적어도 하나의 촉각 요소 (712-1, 712-2) 및 적어도 하나의 시각적 요소 (710-1, 710-2)의 적용을 달성하기 위한 공정은, 상기 공정을 통해 기판 (700)의 이동에 따른 기판의 개략적 이미지를 함유하는, 도 38-39을 참조하여 논의될 것이다. 예시되고 기재된 단계들은, 총망라된 것이 아니고; 기타 단계들은 기재되고 예시된 단계들 중 어느 하나의 단계 전에, 후에 또는 사이에서 수행될 수 있다. 몇몇 구체 예들에서, 단계들은 다른 순서로 수행될 수 있다. 도 38-39에 예시된 공정의 변형은, 본 개시의 범주 내에 있다.
이러한 예의 목적을 위해, 적어도 하나의 촉각 요소 (710-1, 710-2)는, 표면 거칠기 특징을 통해 달성된다. 도 38-39에 개시된 공정은, 적어도 하나의 시각적 요소 (710-1, 710-2)에 대하여 상보적인 방식으로 배치되는 적어도 하나의 촉각 요소 (712-1, 712-2)의 상대적으로 더 매끄럽고, 상대적으로 더 높은 표면 거칠기 부분들인 기판 (700)의 제1 표면 (702)의 총 표면적의 대부분을 통해 적어도 하나의 촉각 요소 (712-1, 712-2)가 달성되는 공정이다.
단계 (750)에서, 기판 (700)의 실질적으로 모든 제2 표면 (704)은, 내에칭성 (etch resistant) 물질 (예를 들어, 단계 (750)에서 검정색으로 나타낸 바와 같은, 내에칭성 잉크)로 마스킹된다. 다음으로, 기판 (700)의 적어도 제1 표면 (702)은, 무광택 마감 표면 거칠기와 같은, 제1 표면 (702) 상에 낮은 수준 내지 중간 수준의 표면 거칠기를 발생시키기 위해 산성 용액 (에칭 용액)에 노출 (예를 들어, 침지, 분무, 등)된다. 그 결과로 생긴 무광택 마감은, 단계 (752)에서 회색으로 나타내며, 여기서, 내에칭성 잉크는 제거되어 기판 (700)의 제2 표면 (704)의 상대적으로 매끄러운 마감을 노출시킨다 (단계 (752)에서 흰색으로 나타냄). 몇몇 구체 예에서, 기판 (700)의 제2 표면 (704)은, 내에칭성 물질로 직접 마스킹되지 않을 수 있으며, 그러나, 대신에 대안적인 방식으로 에칭 용액으로부터 보호될 수 있다. 예를 들어, 단계 (752)는, 물품 (예를 들어, 데드프론트 물품 (400))의 일부를 한정하는 기판 (700)에 대해 수행될 수 있으며, 이 경우, 단계 (752)에서 에칭되는 것으로 의도되지 않은 물품의 임의의 부분은, 적절한 물질 또는 장치를 사용하여 에칭 용액으로부터 보호될 수 있다.
몇몇 구체 예에서, 단계 (752)에서 사용된 에칭 용액은, 불화수소산, 불화 암모늄, 및 수혼화성 유기 용매를 포함할 수 있다. 몇몇 구체 예에서, 단계 (752)에서 에칭 용액은, 1-15 wt% (중량 퍼센트)의 불화수소산, 1-40 wt%의 불화 암모늄, 0-35 wt%의 수혼화성 유기 용매, 및 물을 포함할 수 있다. 몇몇 구체 예에서, 단계 (752)의 에칭 용액은, 4-10 wt%의 불화수소산, 5-30 wt%의 불화 암모늄, 0-25 wt%의 수혼화성 유기 용매, 및 물을 포함할 수 있다. 몇몇 구체 예에서, 단계 (752)에서 에칭 용액 내에 수혼화성 유기 용매는, 알코올, 에틸렌 글리콜, 프로필렌 글리콜, 글리세롤, 또는 이들의 조합일 수 있다. 적절한 알코올은, 에탄올 및 이소-프로판올을 포함한다.
단계 (754)에서, 내에칭성 물질 (예를 들어, 단계 (754)에서 검정색으로 나타낸, 내에칭성 잉크 마스크)은, 기판 (700)의 제1 표면 (702)에 적용된다. 특히, 내에칭성 물질은, 시각적 요소(들) (710-1, 710-2)에 궁극적으로 상보적일 전술한 촉각 요소(들) (712-1, 712-2)을 달성하기 위해 적용된다. 다시, 기판 (700)의 실질적으로 모든 제2 표면 (704)은, 단계 (754)에서 에칭 용액으로부터 마스킹되거나 또는 보호될 수 있다 (단계 (754)에서 검정색으로 나타냄). 기판 (700)은, 기판 (700)의 제1 표면 (702)의 마스킹되지 않은 영역의 연마 (거칠기를 감소)를 위해 설계된 산 (에칭) 용액에 다시 노출 (예를 들어, 침지, 분무, 등)된다. 몇몇 구체 예에서, 산 용액은 또한 물질 제거를 통해 마스킹되지 않은 영역에서 기판 (700)의 두께를 감소시킬 수 있다. 그 결과로 생긴 무광택 마감 및 촉각 요소는 단계 (756)에 나타내며, 여기서, 내에칭성 물질은 제거되어 제1 표면 (702)의 이전에 마스킹된 부분을 노출시킨다 (단계 (756)에서 진회색으로 나타냄). 특히, 제1 표면 (702)의 이전에 마스킹된 부분은 따라서 연마되고 다소 얇아진, 제1 표면 (702)의 마스킹되지 않은 영역보다 높은 표면 거칠기를 가질 것이다. 대안적인 구체 예에서, 시각적 요소(들) (710-1, 710-2)에 궁극적으로 상보적일 촉각 요소(들) (712-1, 712-2)의 위치에 상응하는 부분을 제외한 제1 표면 (702)의 모든 부분은, 단계 (754)에서 마스킹될 수 있다. 이러한 구체 예에서, 촉각 요소(들) (712-1, 712-2)은, 촉각 요소(들) (712-1, 712-2) 주위의 마스킹되지 않은 영역보다 표면 거칠기를 낮출 수 있다.
몇몇 구체 예에서, 단계 (756)에서 사용된 에칭 용액은, 불화수소산을 포함할 수 있다. 몇몇 구체 예에서, 단계 (756)에서 사용된 에칭 용액은, 1-10 wt%의 불화수소산을 포함할 수 있다. 몇몇 구체 예에서, 단계 (756)의 에칭 용액은, 5 wt%의 불화수소산을 포함할 수 있다.
당업자는, 비록 에칭 및/또는 연마를 위한 산의 사용이 기판 (700)의 표면 거칠기 또는 헤이즈의 적용 및/또는 변경을 위한 사용에 적합한 것으로서 전술되었을지라도, 임의의 다른 적합한 방법, 예를 들어, 샌드 블라스팅, 엠보싱, 롤링, 기계적 연마, 조판술, 및/또는 증착 (예를 들어, 화학적 또는 물리적 증착)이 사용될 수 있다는 것을 인지할 것이다. 또한, 당업자는, 비록 잉크 인쇄가 에칭 마스크 및/또는 시각적 요소를 형성하는 하나의 방식으로 기재되었을지라도, 임의의 적합한 대안적인 기술, 예를 들어, 인쇄, 스크린 인쇄, 닥터 블레이딩, 그라비아 인쇄, 포토리소그래피, 등이 사용될 수 있다는 것을 인지할 것이다.
선택적인 단계에서, 기판 (700)은 또한, 강화 공정, 예를 들어, 열적 강화 공정 또는 화학적 강화 공정 (기술 분야에서 이온 교환 공정으로 알려짐)에 노출될 수 있다. 몇몇 구체 예들에서, 이러한 선택적 강화 공정은, 단계 (756) 후에 수행될 수 있다.
단계 (758)에서, 적어도 하나의 시각적 요소 (710-1, 710-2)는, 기판 (700)의 제2 표면 (704) 상에 배치된다. 이는, 기판 (700)의 제1 표면 (702)을 통해 볼 수 있는 방식으로 적어도 하나의 시각적 요소 (710-1, 710-2)를 배치하는 단계를 포함한다. 이것은: (i) 하나 이상의 색상의 구역, (ⅱ) 하나 이상의 라인, (iii) 하나 이상의 패턴, (iv) 하나 이상의 디자인, (v) 하나 이상의 이미지, (ⅵ) 하나 이상의 그래픽, 및 (ⅶ) 하나 이상의 조합 중 적어도 하나로 배열된, 또는 적어도 하나로 한정된 하나 이상의 시각 부분을 제공하기 위해, 잉크 인쇄, 잉크 분무, 마스킹 기술, 코팅 기술, 포토리소그래피, 등을 포함할 수 있다. 몇몇 구체 예에서, 단계 (758)는, 데드프론트 물품을 형성하기 위해 하나 이상의 층을 배치하는 단계를 포함할 수 있다. 예를 들어, 반-투명층 (예를 들어, 반-투명층 (460)), 콘트라스트 층 (예를 들어, 콘트라스트 층 (470)), 색상층 (예를 들어, 색상층 (650)), 및/또는 불투명층 (예를 들어, 불투명층 (510))은, 단계 (758)에서 기판 (700)의 제2 표면 (704) 위에 배치될 수 있다.
단계 (760)에서, 기판 (700)의 제1 표면 (702)을 통해 적어도 하나의 시각적 요소 (710-1, 710-2)의 가시성을 향상시키기 위한 공정은, 수행될 수 있다. 예를 들어, 백색과 같은, 선명한 (바람직하게는 중간색의) 안료층은, 인쇄, 코팅, 분무, 등을 통해 제2 표면 (704) 상에 시각적 요소(들) (710-1, 710-2) 위에 적용될 수 있다. 선명한 층은 단계 (760)에서 백색으로 나타낸다. 몇몇 구체 예들에서, 시각적 요소(들) (710-1, 710-2)의 가시성의 바람직한 향상은, "선명한" 층이 제2 표면 (704) 상에 시각적 요소(들) (710-1, 710-2) 위에 적용된 빛나는 검정색 및/또는 금속 코팅일 때 달성될 수 있다.
기판 (700) 상에 적어도 하나의 촉각 요소 (712-1, 712-2) 및 적어도 하나의 시각적 요소 (710-1, 710-2)의 적용을 달성하기 위한 대안적인 공정은, 대안적인 공정을 통한 기판 (700)의 이동에 따른 기판의 개략적 이미지를 함유하는, 도 40에 예시된다. 본 실시 예의 목적을 위해, 적어도 하나의 촉각 요소 (710-1, 710-2)는, 표면 거칠기 특징을 통해 다시 달성된다. 도 40에 개시된 공정은, 적어도 하나의 촉각 요소 (712-1, 712-2)가, 적어도 하나의 시각적 요소 (710-1, 710-2)에 관련하여 상보적인 방식으로 배치될 적어도 하나의 촉각 요소 (712-1, 712-2)의 상대적으로 높은 표면 거칠기 및 상대적으로 낮은 표면 거칠기 부분인 기판 (700)의 제1 표면 (702)의 총 표면적의 대부분을 통해 달성되는 공정이다. 예시되고 기재된 단계들은, 총망라된 것이 아니고; 기타 단계들은 기재되고 예시된 단계들 중 어느 하나의 전에, 후에 또는 사이에서 수행될 수 있다. 몇몇 구체 예들에서, 단계들은, 다른 순서로 수행될 수 있다. 도 40에 예시된 공정의 변형은, 본 개시의 범주 내에 있다.
단계 (780)에서, 기판 (700)의 실질적으로 모든 제2 표면 (704)은, 내에칭성 물질 (예를 들어, 단계 (780)에서 검정색으로 나타낸 바와 같은, 내에칭성 잉크)로 마스킹되거나 또는 보호된다. 몇몇 구체 예들에서, 기판 (700)의 제2 표면 (704)은, 내에칭성 물질로 직접 마스킹되지 않을 수 있으며, 그러나 대신에 대안적인 방식으로 에칭 용액으로부터 보호될 수 있다. 예를 들어, 단계 (780)는, 물품 (예를 들어, 데드프론트 물품 (400))의 일부를 한정하는 기판 (700)에 대해 수행될 수 있으며, 이 경우, 단계 (780)에서 에칭되는 것으로 의도되지 않은 물품의 임의의 부분은, 적절한 물질 또는 장치를 사용하여 에칭 용액으로부터 보호될 수 있다.
부가적으로, 내에칭성 물질 (예를 들어, 단계 (780)에서 검정색으로 나타낸 바와 같은, 내에칭성 잉크 마스크)은, 기판 (700)의 제1 표면 (702)에 적용된다. 특히, 내에칭성 물질은, 전술한 적어도 하나의 촉각 요소 (712-1, 712-2)를 달성하기 위해 제1 표면 (702)에 적용된다.
다음으로, 기판 (700)은, 무광택 마감 표면 거칠기와 같은, 제1 표면 (702)의 마스킹되지 않은 부분들에 대해 낮은 수준 내지 중간 수준의 표면 거칠기를 발생시키기 위해 산 용액에 노출 (예를 들어, 침지, 분무, 등)된다. 물론, 대안적인 구체 예는, 더 높은 수준의 표면 거칠기를 생성하는 방식으로 산 용액을 사용할 수 있다. 단계 (782)에서, 내에칭성 물질은 그 다음, 표면 거칠기가 낮은 수준 내지 중간 수준 (또는 선택적으로 단계 (782)에서 회색으로 나타낸, 더 높은 수준의 거칠기)인 다른 부분들 중 제1 표면 (702) 상에 상대적으로 매끄러운 마감인 (단계 (782)에서 백색으로 나타낸), 하나 이상의 구역, 라인, 패턴, 디자인, 이들의 조합, 등을 노출시키기 위해 제거될 수 있다.
몇몇 구체 예에서, 단계 (782)에서 사용된 에칭 용액은, 불화수소산, 불화 암모늄, 및 수혼화성 유기 용매를 포함할 수 있다. 몇몇 구체 예에서, 단계 (782)에서의 에칭 용액은, 1-15 wt% (중량 퍼센트)의 불화수소산, 1-40 wt%의 불화 암모늄, 0-35 wt%의 수혼화성 유기 용매, 및 물을 포함할 수 있다. 몇몇 구체 예에서, 단계 (782)에서의 에칭 용액은, 4-10 wt%의 불화수소산, 5-30 wt%의 불화 암모늄, 0-25 wt%의 수혼화성 유기 용매, 및 물을 포함할 수 있다. 몇몇 구체 예에서, 단계 (782)의 에칭 용액에서 수혼화성 유기 용매는, 알코올, 에틸렌 글리콜, 프로필렌 글리콜, 글리세롤, 또는 이들의 조합일 수 있다. 적합한 알코올은, 에탄올 및 이소-프로판올을 포함한다.
몇몇 구체 예에서, 단계 (782)에서 사용된 에칭 용액은, 불화수소산을 포함할 수 있다. 몇몇 구체 예들에서, 단계 (782)에서 사용된 에칭 용액은, 1-10 wt%의 불화수소산을 포함할 수 있다. 몇몇 구체 예에서, 단계 (756)의 에칭 용액은, 5 wt%의 불화수소산을 포함할 수 있다.
단계 (784)에서, 적어도 하나의 시각적 요소 (710-1, 710-2)는, (단계 (782)에서 백색이 아닌 표면 (704)으로 나타낸 바와 같이) 기판 (700)의 제2 표면 (704) 상에 배치된다. 전에 논의된 바와 같이, 이것은, 시각적 요소(들) (710-1, 710-2)이 제1 표면 (702)을 통해 볼 수 있는 방식으로 이를 적용하는 단계를 포함한다. 이것은: (i) 하나 이상의 색상의 구역, (ⅱ) 하나 이상의 라인, (ⅲ) 하나 이상의 패턴, (ⅳ) 하나 이상의 디자인, (v) 하나 이상의 이미지, (ⅵ) 하나 이상의 그래픽, 및 (ⅶ) 이들의 하나 이상의 조합 중 적어도 하나로 배열되거나, 또는 적어도 하나로 한정되는 하나 이상의 시각적 부분을 제공하기 위해, 잉크 인쇄, 잉크 분무, 마스킹, 코팅, 포토리소그래피, 등을 포함할 수 있다. 몇몇 구체 예에서, 단계 (784)는, 데드프론트 물품을 형성하기 위해 하나 이상의 층을 배치하는 단계를 포함할 수 있다. 예를 들어, 반-투명층 (예를 들어, 반-투명층 (460)), 콘트라스트 층 (예를 들어, 콘트라스트 층 (470)), 색상층 (예를 들어, 색상층 (650)), 및/또는 불투명층 (예를 들어, 불투명층 (510))은, 단계 (784)에서 기판 (700)의 제2 표면 (704) 위에 배치될 수 있다.
단계 (786)에서, 기판 (700)의 제1 표면 (702)을 통해 적어도 하나의 시각적 요소 (710-1, 710-2)의 가시성을 향상시키기 위한 공정은 수행될 수 있다. 예를 들어, 백색과 같은, 밝은 (바람직하게는 중간색의) 안료층은, 단계 (786)에서 제2 표면 (704) 상에 백색으로 나타낸 바와 같이, 인쇄, 코팅, 분무, 등을 통해 제2 표면 (704)상의 적어도 하나의 시각적 요소 (710-1, 710-2) 위에 적용된다. 전술된 바와 같이, 적어도 하나의 시각적 요소 (710-1, 710-2)의 가시성의 바람직한 향상은, "선명한" 층이 제2 표면 (704)상에 적어도 하나의 시각적 요소 (710-1, 710-2) 위에 적용된 빛나는 검정색 및/또는 금속 코팅일 때 선택적으로 달성될 수 있다.
당업자는, 비록 에칭 및/또는 연마를 위한 산의 사용이 기판 (700)의 표면 거칠기 또는 헤이즈의 적용 및/또는 변형에 사용하는데 적합한 것으로 기재되었을지라도, 임의의 다른 적합한 방법, 예를 들어, 샌드 블라스팅, 엠보싱, 롤링, 기계적 연마, 조판술, 및/또는 증착 (예를 들어, 화학적 또는 물리적 증착)이 사용될 수 있다는 것을 인지할 것이다. 또한, 당업자는, 비록 잉크 인쇄가 에칭 마스크 및/또는 시각적 요소를 형성하는 하나의 방식으로 기재되었을지라도, 임의의 적합한 대안 기술, 예를 들어, 인쇄, 스크린 인쇄, 닥터 블레이딩, 그라비아 인쇄, 포토리소그래피, 등이 사용될 수 있다는 것을 인지할 것이다.
도 38-40에 관련한 전술한 공정은, 적어도 하나의 촉각 요소 (712-1, 712-2)를 달성하기 위해 2개의 다른 수준의 표면 거칠기를 결과한다. 그러나, 당업자는, 촉각 요소(들) (712-1, 712-2)의 시각 및/또는 촉각 효과를 향상시킬 수 있는, 3가지 이상의 다른 수준의 표면 거칠기를 달성하기 위해 공정에서 언급된 단계가 (예를 들어, 마스킹, 에칭, 연마, 및/또는 기타 기술의 단계를 부가하여) 변경될 수 있음을 인지할 것이다.
더욱이, 당업자는, 도 38-40에 관련한 전술한 공정이 적어도 하나의 촉각 요소 (712-1, 712-2)에 대한 대안적인 특징의 세트 (set of characteristics)를 달성하도록 변형될 수 있음을 인지할 것이다. 예를 들어, 적어도 하나의 촉각 요소(들) (712-1, 712-2)은, 적어도 2개의 다른 수준의 표면 거칠기 및/또는 표면 요소 높이로부터 형성될 수 있는데, 이들 중 어느 것도 기판 (700)의 변경되지 않은, 원래의, 매끄러운 표면 마감이 아니다.
예를 들어, 단계 (780)는, 내에칭성 물질 (마스크) 및 기판 (700)의 실질적으로 모든 제2 표면 (704)의 전술된 인쇄 단계를 포함할 수 있다. 그러나, 내에칭성 물질을 제1 표면 (702)에 적용하기 전에, 기판 (700)은, 무광택 마감 표면 거칠기와 같은, 제1 표면 (702) 상에 약간 수준의 표면 거칠기를 발생시키기 위해 산 용액에 노출 (예를 들어, 침지, 분무, 등)될 수 있다. 그 후, 내에칭성 물질 (마스크)은, 기판 (700)의 제1 표면 (702)에 (즉, 이전에 형성된 무광택 마감 위에) 적용되어 전술된 적어도 하나의 촉각 요소 (712-1, 712-2)를 달성한다.
다음으로, 기판 (700)은 산 용액에 다시 노출 (예를 들어, 침지, 분무, 등)되어, 이전에 생성된 무광택 마감 표면보다 더 거친, 제1 표면 (702)의 마스킹되지 않은 부분에 부가 수준의 표면 거칠기를 발생시킨다. 단계 (782)에서, 내에칭성 물질은 그 다음 제1 표면 (702)로부터 제거되어 (도 40에서 단계들 (782, 784)에서 회색으로 나타낸) 더 높은 수준의 표면 거칠기인 다른 부분 중에서 (도 40에서 단계 (782, 784)에서 백색의 라인으로 나타낸) 무광택 마감 표면 거칠기인, 하나 이상의 구역, 라인, 패턴, 디자인, 이들의 조합, 등을 노출시킬 수 있다.
다음으로, 도 40의 단계들 (784 및 786)과 관련되어 이전에 논의된 공정의 나머지는 수행될 수 있고, 이는 적어도 2개의 다른 수준의 표면 거칠기로 형성된 적어도 하나의 촉각 요소 (712-1, 712-2)를 생성할 수 있는데, 이들 중 어느 것도 기판 (700)의 변경되지 않은, 원래의, 매끄러운 표면 마감이 아니다. 이러한 공정이 적어도 하나의 촉각 요소 (712-1, 712-2)를 달성하기 위해 2개의 다른 수준의 표면 거칠기를 결과하지만, 당업자는, 공정에서 단계들이 3 이상의 다른 수준의 표면 거칠기를 달성하기 위해 (예를 들어, 마스킹, 에칭, 연마, 및/또는 기타 기술의 단계를 부가하여) 변경될 수 있다는 것을 인지할 것이다.
도 41 및 42는, 몇몇 구체 예에 따른 데드프론트 물품 (800)을 예시한다. 도 41은, 백라이트인 경우 나타낸 물품 (800)의 시각적 요소 (810)를 갖는 물품 (800)을 예시한다. 도 42는, 백라이트가 아닌 경우 나타낸 물품 (800)의 촉각 요소 (830)를 갖는 물품 (800)을 예시한다.
데드프론트 물품 (800)은 기판 (801)을 포함한다. 기판 (801)은 여기서 논의된 임의의 기판과 동일하거나 또는 유사할 수 있고, 제1 표면 (802) 및 상기 제1 표면 (802)과 대향하는 제2 표면 (804)을 포함한다. 시각적 요소 (810)가 제1 표면 (802)을 통해 보일 수 있도록, 시각적 요소 (810)는, 기판 (801)의 제2 표면 (804) 및/또는 기판 (801) 내에 배치될 수 있다. 시각적 요소 (810)는, 물품 (800)이 백라이트일 때 제1 표면 (802)을 통해 볼 수 있는 하나 이상의 그래픽 (820)을 포함할 수 있다 (도 41 참조). 몇몇 구체 예에서, 하나 이상의 그래픽 (820)은, 아이콘을 포함하거나 또는 아이콘이다. 몇몇 구체 예에서, 시각적 요소 (810)는, 하나 이상의 그래픽을 포함하는 복수의 개별 시각적 요소를 포함할 수 있다. 예를 들어, 시각적 요소 (810)는, 하나 이상의 그래픽을 포함하는, 복수의 인쇄된, 코팅된, 분무된, 등의 층 또는 물질을 포함할 수 있다.
여기서 사용된 바와 같은, "아이콘"은, 장치의 하나 이상의 기능을 나타내는 구역, 라인, 형상, 패턴, 디자인, 이미지, 심볼, 문자, 숫자, 로고, 또는 이들의 조합이다. 사용자에 의해 (예를 들어, 터치를 통해) 작동될 때, 아이콘은, 아이콘으로 표시된 기능적 결과를 생성할 것이다. 예를 들어, 켜기/끄기 아이콘은, 장치 전원을 켜거나 끈다. 또 다른 예로서, "볼륨" 아이콘은, 장치가 더 큰 또는 더 작은 소리를 생성하게 할 것이다. 아이콘은 또한 버튼이라고 호칭될 수 있다.
물품 (800)은 또한 기판 (801)의 제1 표면 (802) 상에 형성된 적어도 하나의 촉각 요소 (830)를 포함한다. 여기서 논의된 바와 같이, 촉각 요소(들) (830)은, 하나 이상의 표면 거칠기 부분을 포함할 수 있고, 하나 이상의 표면 거칠기 부분 중 적어도 하나는, 시각적 요소 (810)의 전부 또는 일부에 대해 상보적인 방식으로 제1 표면 (802) 상에 위치된다. 예를 들어, 촉각 요소(들) (830)은, 하나 이상의 표면 거칠기 부분을 포함할 수 있으며, 하나 이상의 표면 거칠기 부분 중 적어도 하나는. 그래픽 (820)에 상보적인 방식으로 제1 표면 (802) 상에 위치된다. 촉각 요소(들) (830)은, 물품 (800)이 백라이트가 아닌 경우, 제1 표면 (802) 상에 이미지된 데드프론트 물질의 외관 (예를 들어, 탄소 섬유, 스테인리스 스틸, 목재, 등)을 유지하면서 사용자가 제1 표면 (802)을 만지는 햅틱 느낌을 생성한다. 몇몇 구체 예에서, 촉각 요소(들) (830)은, 제1 표면 (802)에서 희미하게 보일 수 있다.
여기서 사용된 바와 같은, 제2 대상 (예를 들어, 기판)의 표면 상에 "형성된" 제1 대상 (예를 들어, 촉각 요소)는, 제1 대상이 제2 대상의 표면 상에 직접 형성되는 것을 의미한다. 제2 대상의 표면 상에 형성된 제1 대상은, 표면 상에 물질을 침착시키는 단계, 상기 표면으로부터 물질을 제거하는 단계, 및/또는 상기 표면의 하나 이상의 표면 특성을 화학적으로 변경시키는 단계에 의해 형성될 수 있다. 제2 대상의 표면 상에 제1 대상을 형성하기 위한 적절한 방법은, 에칭 (예를 들어, 산으로 에칭), 연마, 샌드 블라스팅, 조판술, 엠보싱, 롤링, 및/또는 증착 (예를 들어, 화학적 또는 물리적 증착)을 포함하지만, 이에 제한되는 것은 아니다. 제2 대상의 표면 상에 제1 대상의 형성은, 표면 기하구조, 표면 거칠기, 헤이즈, 및 반사율을 포함하지만, 이에 제한되지 않는, 표면의 하나 이상의 특성을 변화시킬 수 있다. 몇몇 구체 예에서, 촉각 요소(들) (830)은, 예를 들어, 도 38-39 또는 도 40에 대하여 기재된 에칭 공정에 의해 형성된 에칭된 표면 부분일 수 있다.
데드프론트 물품 (800)은 또한 제2 표면 (804) 상에 배치된 데드프론트 어셈블리 (840)를 포함한다. 데드프론트 어셈블리 (840)는, 데드프론트 물품을 형성하기 위해 여기에 기재된 임의의 층들을 포함할 수 있다. 예를 들어, 데드프론트 어셈블리 (840)는, 반-투명층 (예를 들어, 반-투명층 (460)), 콘트라스트 층 (예를 들어, 콘트라스트 층 (470)), 색상층 (예를 들어, 색상층 (650)), 및/또는 불투명층 (예를 들어, 불투명층 (510))을 포함할 수 있다. 예를 들어, 도 42는, 제2 표면 (804) 상에 배치되고, 물품이 백라이트가 아닌 경우 제1 표면 (802)을 통해 보이는, 반-투명층 (850)을 예시한다.
또 다른 예로서, 데드프론트 어셈블리 (840)는, 콘트라스트 층이 높은 광학 밀도층과 반-투명층 사이에 위치되도록 콘트라스트 층 (예를 들어, 콘트라스트 층 (470))의 적어도 일부 상에 배치된 높은 광학 밀도층 (예를 들어, 불투명층 (510))을 포함할 수 있다. 이러한 구체 예에서, 높은 광학 밀도층은, 하나 이상의 그래픽 (820)을 적어도 부분적으로 한정할 수 있다. 몇몇 구체 예에서, 데드프론트 물품 (800)은, 시각적 요소 (810) 뒤에 위치된 터치 패널 (예를 들어, 터치 패널 (660))을 포함할 수 있고, 상기 터치 패널은 사용자에 의한 터치 (예를 들어, 하나 이상의 그래픽 (820)의 터치)에 반응하도록 구성된다. 그러한 구체 예들에서, 터치 패널은, 사용자의, 아이콘일 수 있는, 그래픽 (820)의 터치에 반응하도록 구성될 수 있다.
몇몇 구체 예들에서, 촉각 요소(들) (830)에 의해 점유된 제1 표면 (802)의 부분은, 제1 표면 (802)의 나머지의 전부 또는 일부보다 상대적으로 더 거칠 수 있다 (즉, 더 높은 표면 거칠기를 가질 수 있다). 이러한 구체 예에서, 촉각 요소(들) (830)은, 약 80 ㎚를 초과하는 Ra 표면 거칠기를 가질 수 있다.
몇몇 구체 예에서, 촉각 요소(들) (830)에 의해 점유되는 제1 표면 (802)의 부분은, 제1 표면 (802)의 나머지 전부 또는 일부보다 상대적으로 더 매끄러울 수 있다 (즉, 더 낮은 표면 거칠기를 가질 수 있다). 이러한 구체 예에서, 촉각 요소(들) (830) 주위의 제1 표면 (802)의 전부 또는 일부는, 약 80 ㎚를 초과하는 Ra 표면 거칠기를 가질 수 있다.
몇몇 구체 예에서, 데드프론트 물품 (800)은, 도 38-40을 참조하여 여기에 기재된 하나 이상의 공정을 포함하는 공정을 사용하여 만들어질 수 있다. 이러한 구체 예에서, 데드프론트 물품 (800) 상에 촉각 요소(들) (830)을 형성하는 방법은, 그래픽 (820)이 제1 표면 (802)을 통해 보여질 수 있도록 기판 (801) 내에 및/또는 제1 표면 (802)에 대향하는 기판 (801)의 제2 표면 (804) 상에 배치된 시각적 요소 (810)의 그래픽 (820)에 상보적인 방식으로 기판 (801)의 제1 표면 (802) 상에 적어도 하나의 촉각 요소 (830)를 형성하는 단계를 포함한다.
본 개시의 관점 (1)은, 제1 표면; 및 상기 제1 표면에 대향하는 제2 표면을 포함하는 기판; 상기 기판의 제2 표면 상에 및/또는 상기 기판 내에 배치되어 상기 제1 표면을 통해 볼 수 있고, 상기 제1 표면을 통해 볼 수 있는 그래픽을 포함하는 시각적 요소; 상기 기판의 제1 표면 상에 형성되고, 하나 이상의 표면 거칠기 부분을 포함하는 적어도 하나의 촉각 요소로서, 여기서, 상기 하나 이상의 표면 거칠기 부분 중 적어도 하나는, 그래픽에 상보적인 방식으로 상기 기판의 제1 표면 상에 위치되는, 촉각 요소; 상기 기판의 제2 표면의 적어도 제1 부분 상에 배치되고, 단색의 영역 또는 2 이상의 색상의 디자인의 영역을 갖는 반-투명층; 및 상기 영역의 적어도 일부 상에 배치된 콘트라스트 층을 포함하고, 상기 콘트라스트 층은, 상기 영역의 색상의 가시성을 향상시키거나 또는 상기 콘트라스트 층이 배치되는 영역의 일부 상에 상기 영역의 디자인의 색상들 사이에 콘트라스트를 향상시키도록 구성되는, 데드프론트 물품에 관한 것이다.
본 개시의 관점 (2)는, 관점 (1)의 데드프론트 물품에 관한 것으로, 여기서, 상기 하나 이상의 표면 거칠기 부분은: (i) 상대적으로 더 낮은 표면 거칠기의 적어도 하나의 구역에 의해 경계를 이룬 상대적으로 더 높은 표면 거칠기의 구역, 및 (ⅱ) 상대적으로 더 높은 표면 거칠기의 적어도 하나의 구역에 의해 경계를 이룬 상대적으로 더 낮은 표면 거칠기의 구역 중 하나에 의해 한정된다.
본 개시의 관점 (3)는, 관점 (1) 또는 관점 (2)의 데드프론트 물품에 관한 것으로, 여기서, 상기 그래픽은 아이콘을 포함한다.
본 개시의 관점 (4)는, 관점 (1) 내지 (3) 중 어느 하나의 데드프론트 물품에 관한 것으로, 여기서, 상기 하나 이상의 표면 거칠기 부분은 기판의 제1 표면의 에칭된 부분을 포함한다.
본 개시의 관점 (5)는, 관점 (1) 내지 (4) 중 어느 하나의 데드프론트 물품에 관한 것으로, 여기서, 상기 기판의 제1 표면의 총 표면적의 대부분은, 제1 표면 거칠기를 포함하며; 및 상기 촉각 요소의 하나 이상의 표면 거칠기 부분은, 제1 표면의 총 표면적의 작은 부분을 덮고, 제1 표면 거칠기와 다른 제2 표면 거칠기를 포함한다.
본 개시의 관점 (6)은, 관점 (5)의 데드프론트 물품에 관한 것으로, 여기서, 상기 제2 표면 거칠기는 제1 표면 거칠기보다 상대적으로 더 거칠다.
본 개시의 관점 (7)은, 관점 (6)의 데드프론트 물품에 관한 것으로, 여기서, 상기 제2 표면 거칠기는 약 80 ㎚를 초과하는 Ra 표면 거칠기를 포함한다.
본 개시의 관점 (8)은, 관점 (5)의 데드프론트 물품에 관한 것으로, 여기서, 상기 제1 표면 거칠기는 제2 표면 거칠기보다 상대적으로 더 거칠다.
본 개시의 관점 (9)는, 관점 (8)의 데드프론트 물품에 관한 것으로, 여기서, 상기 제1 표면 거칠기는 약 80 ㎚를 초과하는 Ra 표면 거칠기를 포함한다.
본 개시의 관점 (10)은, 관점 (1) 내지 (9) 중 어느 하나의 데드프론트 물품에 관한 것으로, 여기서, 상기 기판은 유리, 유리 세라믹 및 중합체로 이루어진 군으로부터 선택된 물질을 포함한다.
본 개시의 관점 (11)은, 관점 (1) 내지 (10) 중 어느 하나의 데드프론트 물품에 관한 것으로, 여기서, 상기 기판은 강화 유리를 포함한다.
본 개시의 관점 (12)는, 관점 (1) 내지 (11) 중 어느 하나의 데드프론트 물품에 관한 것으로, 상기 콘트라스트 층의 적어도 일부 상에 배치된 높은 광학 밀도층을 더욱 포함하여 상기 콘트라스트 층은 높은 광학 밀도층과 반-투명층 사이에 위치된다.
본 개시의 관점 (13)은, 관점 (11)의 데드프론트 물품에 관한 것으로, 여기서, 상기 높은 광학 밀도층은 그래픽을 적어도 부분적으로 한정한다.
본 개시의 관점 (14)는, 관점 (13)의 데드프론트 물품에 관한 것으로, 상기 높은 광학 밀도층에 의해 한정된 상기 시각적 요소의 적어도 일부에서, 상기 콘트라스트 층이 반-투명층과 색상층 사이에 위치되도록 상기 시각적 요소의 영역에 배치된 색상층을 더욱 포함한다.
본 개시의 관점 (15)는, 관점 (1) 내지 (14) 중 어느 하나의 데드프론트 물품에 관한 것으로, 여기서, 상기 반-투명층의 영역은, 2 이상의 색상의 디자인을 가지며, 상기 디자인은 가죽결 패턴, 나무결 패턴, 패브릭 패턴, 브러시드 금속 마감 패턴, 및 로고 중 적어도 하나를 포함한다.
본 개시의 관점 (16)는, 관점 (1) 내지 (15) 중 어느 하나의 데드프론트 물품에 관한 것으로, 여기서, 상기 시각적 요소 뒤에 위치된 터치 패널을 더욱 포함하고, 상기 터치 패널은 사용자에 의한 터치에 반응하도록 구성된다.
관점 (17)은, 제1 표면; 및 상기 제1 표면에 대향하는 제2 표면을 포함하는 기판; 상기 기판의 제2 표면 상에 및/또는 상기 기판 내에 배치되어 상기 제1 표면을 통해 볼 수 있고, 상기 제1 표면을 통해 볼 수 있는 그래픽을 포함하는 시각적 요소; 상기 기판의 제1 표면 상에 형성되고, 하나 이상의 표면 거칠기 부분을 포함하는 적어도 하나의 촉각 요소로서, 여기서, 상기 하나 이상의 표면 거칠기 부분 중 적어도 하나는, 그래픽에 상보적인 방식으로 상기 기판의 제1 표면 상에 위치되는, 촉각 요소; 상기 기판층의 제2 표면 상에 배치된 반-투명층; 상기 반-투명층의 적어도 일부에 배치된 콘트라스트 층; 및 상기 콘트라스트 층의 적어도 일부 상에 배치되고, 상기 그래픽을 적어도 부분적으로 한정하는 높은 광학 밀도층을 포함하는, 데드프론트 물품; 및 상기 시각적 요소 뒤에 위치하며, 사용자에 의한 터치에 반응하도록 구성된 터치 패널을 포함하는, 자동차 인테리어에 관한 것이다.
관점 (18)은, 관점 (17)의 자동차 인테리어에 관한 것으로, 여기서, 상기 그래픽은 아이콘이고, 상기 터치 패널은 아이콘의 사용자의 터치에 반응하도록 구성된다.
관점 (19)는, 관점 (17) 또는 관점 (18)의 자동차 인테리어에 관한 것으로, 여기서, 상기 반-투명층은, 단색의 영역 또는 2 이상의 디자인의 영역을 가지며, 상기 디자인은, 가죽결 패턴, 나무결 패턴, 패브릭 패턴, 브러시드 메탈 마감 패턴, 및 로고 중 적어도 하나를 포함한다.
관점 (20)은, 관점 (17) 내지 관점 (19) 중 어느 하나의 자동차 인테리어에 관한 것으로, 여기서, 상기 높은 광학 밀도층은, 상기 콘트라스트 층이 높은 광학 밀도층과 반-투명층 사이에 위치되도록 상기 콘트라스트 층의 적어도 일부 상에 배치된다.
관점 (21)은, 관점 (20)의 자동차 인테리어에 관한 것으로, 상기 광학 밀도층에 의해 한정된 시각적 요소의 적어도 일부에서, 상기 콘트라스트 층이 반-투명층과 색상층 사이에 위치되도록, 상기 시각적 요소의 영역에 배치된 색상층을 더욱 포함한다.
관점 (22)는, 데드프론트 물품 상에 촉각 요소를 형성하는 방법에 관한 것으로, 상기 방법은: 제1 표면을 통해 그래픽이 보여질 수 있도록, 기판 내에 및/또는 제1 표면 대향하는 기판의 제2 표면 상에 배치된 시각적 요소에 의해 한정된 그래픽에 상보적인 방식으로 기판의 제1 표면 상에 적어도 하나의 촉각 요소를 형성하는 단계를 포함하며; 여기서, 상기 적어도 하나의 촉각 요소는, 에칭, 샌드 블라스팅, 연마, 및 조판술 중 적어도 하나를 포함하는 공정에 의해 형성된다.
관점 (23)은, 관점 (22)의 데드프론트 물품 상에 촉각 요소를 형성하는 방법에 관한 것으로, 여기서, 상기 적어도 하나의 촉각 요소는 에칭 공정에 의해 형성된다.
관점 (24)는, 관점 (23)의 데드프론트 물품 상에 촉각 요소를 형성하는 방법에 관한 것으로, 여기서, 상기 에칭 공정은: 제1 에칭 용액으로 제1 표면을 에칭하는 단계; 상기 제1 에칭 용액으로 제1 표면을 에칭한 후 제1 표면 위에 마스크를 배치하는 단계로서, 상기 마스크는 그래픽의 형상에 상응하는 형상을 포함하는, 마스크를 배치하는 단계; 및 상기 제2 에칭 용액으로 제1 표면의 마스킹되지 않은 영역을 에칭하는 단계를 포함한다.
관점 (25)는, 관점 (24)의 데드프론트 물품 상에 촉각 요소를 형성하는 방법에 관한 것으로, 여기서, 상기 제1 에칭 용액은, 불화수소산, 불화 암모늄, 및 수혼화성 유기 용매를 포함하고, 상기 제2 에칭 용액은 불화수소산을 포함한다.
별도로 명확히 명시되지 않는 한, 여기에 서술된 임의의 방법은, 이의 단계가 특정 순서로 수행되는 것을 요구하는 것으로 해석되는 것으로 의도되지 않는다. 따라서, 방법 청구범위가 실제로 이의 단계가 뒤따라야 할 순서를 나열하지 않거나 또는 단계들이 특정 순서로 제한되는 것으로 청구범위 또는 상세한 설명에 구체적으로 명시되지 않는 경우, 임의의 특정 순서로 간주되는 것으로 의도되지 않는다. 부가적으로, 여기에 사용된 바와 같은, 용어들의 "단수"는, 하나 이상의 구성요소 또는 요소를 포함하도록 의도되며, 단지 하나를 의미하는 것으로 해석되도록 의도되지 않는다.
다양한 변형 및 변화가 개시된 구체 예의 사상 및 범주를 벗어나지 않고 만들어질 수 있음은 당업자에게 명백할 것이다. 구체 예의 사상 및 물질을 혼입하는 개시된 구체 예의 변형, 조합, 서브-조합 및 변화가 기술분야에서 당업자에게 일어날 수 있기 때문에, 개시된 구체 예는 첨부된 청구범위 및 이들의 균등물의 범주 내에 모든 것을 포함하는 것으로 해석되어야 한다.
여기에 사용된 바와 같은, 용어 "또는"은 포괄적이며; 좀 더 구체적으로는, 문구 "A 또는 B"는 "A, B, 또는 A 및 B 모두"를 의미한다. 배타적인 "또는"은, 예를 들어, "어느 하나의 A 또는 B" 또는 "A 또는 B 중 하나"와 같은 용어로 여기에 표기된다.
여기에 사용된 바와 같은, 용어들의 "단수"는, 본 발명의 요소 및 구성요소를 설명하는데 사용된다. 이들 단수의 사용은 요소 및 구성요소 중 하나 또는 적어도 하나를 의미한다. 이들 단수는 변경된 명사가 단수 명사라는 것을 나타내기 위해 통상적으로 사용되었지만, 여기에 사용된 바와 같은, "단수"는, 특정 사례에서 별도로 언급되지 않는 한, 복수를 포함한다.
청구범위에 사용된 바와 같은 "포함하는"은, 개방형 전환 문구이다. 전환 문구 "포함하는" 뒤에 오는 요소의 목록은, 비-배타적 목록이며, 목록에 구체적으로 언급된 것 외에 요소가 또한 존재할 수 있다. 청구범위에 사용된 바와 같이, "필수적으로 이루어지는" 또는 "필수적으로 구성되는"은, 물질의 조성물을 명시된 물질 및 물질의 기본 및 신규 특징(들)에 실질적으로 영향을 미치지 않는 것들로 제한한다. 청구범위에 사용된 바와 같은, "이루어지는" 또는 "전적으로 구성되는"은, 물질의 조성물을 명시된 물질로 제한하고, 명시되지 않은 임의의 물질을 배제한다.
용어 "여기서"는, 구조의 일련의 특징의 열거를 도입하기 위해, 개방형 전환 문구로서 사용된다.
특정 상황에서 별도로 언급되지 않는 한, 상한값 및 하한값을 포함하는, 수치 값의 범위가 여기에서 인용되는 경우, 범위는 이의 말단점, 및 범위 내의 모든 정수 및 분수를 포함하는 것으로 의도된다. 청구범위의 범위는, 범위를 한정할 때 인용된 특정 값으로 제한되는 것으로 의도되지 않는다. 더욱이, 양, 농도, 또는 다른 값 또는 파라미터가 범위, 하나 이상의 바람직한 범위 또는 바람직한 상한값 및 바람직한 하한값의 목록으로 제공되는 경우, 이는, 임의의 상한 범위 또는 바람직한 값 및 임의의 하한 범위 또는 바람직한 값의 임의의 쌍으로부터 형성된 모든 범위를, 이러한 쌍이 개별적으로 개시되는지 여부에 관계없이, 구체적으로 개시하는 것으로 이해되어야 한다. 마지막으로, 용어 "약"이 범위의 값 또는 말단-점을 설명하는데 사용되는 경우, 본 개시는 언급된 특정 값 또는 말단점을 포함하는 것으로 이해되어야 한다. 범위의 수치 값 또는 말단-점이 "약"을 인용하든 아니든, 범위의 수치 값 또는 말단-점은, "약"에 의해 변형된 것과, "약"에 의해 변형되지 않은, 2개의 구체 예를 포함하는 것으로 의도된다.
여기에 사용된 바와 같은, 용어 "약"은, 양, 크기, 범위, 제형, 파라미터, 및 기타 수량 및 특징이 정확하지 않고 정확할 필요는 없으며, 허용 오차, 변환 계수 (conversion factors), 반올림, 측정 오차 및 이와 유사한 것, 및 기술분야의 당업자에게 알려진 기타 인자들을 반영하여, 원하는 것에, 대략적이거나 및/또는 더 크거나 작을 수 있음을 의미한다.
여기에 사용된 바와 같은, 용어 "실질적인", "실질적으로" 및 이들의 변형은, 기재된 특색이 값 또는 기재와 동일하거나 또는 거의 동일하다는 것을 유의하도록 의도된다. 예를 들어, "실질적으로 평면인" 표면은, 평면이거나 또는 거의 평면인 표면을 나타내는 것으로 의도된다. 게다가, "실질적으로"는, 2개의 값이 동일하거나 또는 거의 같다는 것을 나타내는 것으로 의도된다. 몇몇 구체 예에서, "실질적으로"는, 서로 약 10% 이내, 예를 들어, 서로 약 5% 이내, 또는 서로 약 2% 이내의 값을 나타낼 수 있다.
본 구체 예(들)은, 명시된 기능의 실행 및 이의 관계를 예시하는 기능적 빌딩 블록 (building blocks)의 도움으로 위에서 설명되었다. 이러한 기능적 빌딩 블록의 경계 (boundaries)는, 설명의 편의를 위해 여기에서 임의로 한정되어 있다. 명시된 기능 및 이의 관계가 적절히 수행되는 한, 선택적인 경계는 한정될 수 있다.
여기에 사용된 문구 또는 용어는, 설명의 목적을 위한 것이며, 제한하려는 것이 아님을 이해해야 한다. 본 개시의 폭 및 범주는, 전-술한 대표적인 구체 예들 중 어느 하나에 의해 제한되지 않아야 하고, 다음의 청구범위 및 이들의 균등물에 따라 한정되어야 한다.
Claims (25)
- 제1 표면; 및
상기 제1 표면에 대향하는 제2 표면을 포함하는 기판;
상기 기판의 제2 표면 상에 및/또는 상기 기판 내에 배치되어 상기 제1 표면을 통해 볼 수 있고, 상기 제1 표면을 통해 볼 수 있는 그래픽을 포함하는 시각적 요소;
상기 기판의 제1 표면 상에 형성되고, 하나 이상의 표면 거칠기 부분을 포함하는 적어도 하나의 촉각 요소로서, 여기서, 상기 하나 이상의 표면 거칠기 부분 중 적어도 하나는, 그래픽에 상보적인 방식으로 상기 기판의 제1 표면 상에 위치되는, 촉각 요소;
상기 기판의 제2 표면의 적어도 제1 부분 상에 배치되고, 단색의 영역 또는 2 이상의 색상의 디자인의 영역을 갖는 반-투명층; 및
상기 영역의 적어도 일부 상에 배치된 콘트라스트 층을 포함하고, 상기 콘트라스트 층은, 상기 영역의 색상의 가시성을 향상시키거나 또는 상기 콘트라스트 층이 배치되는 영역의 일부 상에 상기 영역의 디자인의 색상들 사이에 콘트라스트를 향상시키도록 구성되는, 데드프론트 물품. - 청구항 1에 있어서,
상기 하나 이상의 표면 거칠기 부분은: (i) 상대적으로 더 낮은 표면 거칠기의 적어도 하나의 구역에 의해 경계를 이룬 상대적으로 더 높은 표면 거칠기의 구역, 및 (ⅱ) 상대적으로 더 높은 표면 거칠기의 적어도 하나의 구역에 의해 경계를 이룬 상대적으로 더 낮은 표면 거칠기의 구역 중 하나에 의해 한정되는, 데드프론트 물품. - 청구항 1 또는 2에 있어서,
상기 그래픽은 아이콘을 포함하는, 데드프론트 물품. - 전술한 청구항 중 어느 한 항에 있어서,
상기 하나 이상의 표면 거칠기 부분은, 기판의 제1 표면의 에칭된 부분을 포함하는, 데드프론트 물품. - 전술한 청구항 중 어느 한 항에 있어서,
상기 기판의 제1 표면의 총 표면적의 대부분은, 제1 표면 거칠기를 포함하며; 및
상기 촉각 요소의 하나 이상의 표면 거칠기 부분은, 제1 표면의 총 표면적의 작은 부분을 덮고, 제1 표면 거칠기와 다른 제2 표면 거칠기를 포함하는, 데드프론트 물품. - 청구항 5에 있어서,
상기 제2 표면 거칠기는, 제1 표면 거칠기보다 상대적으로 더 거친, 데드프론트 물품. - 청구항 6에 있어서,
상기 제2 표면 거칠기는, 약 80 ㎚를 초과하는 Ra 표면 거칠기를 포함하는, 데드프론트 물품. - 청구항 5에 있어서,
상기 제1 표면 거칠기는, 제2 표면 거칠기보다 상대적으로 더 거친, 데드프론트 물품. - 청구항 8에 있어서,
상기 제1 표면 거칠기는, 약 80 ㎚를 초과하는 Ra 표면 거칠기를 포함하는, 데드프론트 물품. - 전술한 청구항 중 어느 한 항에 있어서,
상기 기판은, 유리, 유리 세라믹, 및 중합체로 이루어진 군으로부터 선택된 물질을 포함하는, 데드프론트 물품. - 전술한 청구항 중 어느 한 항에 있어서,
상기 기판은 강화 유리를 포함하는, 데드프론트 물품. - 전술한 청구항 중 어느 한 항에 있어서,
상기 콘트라스트 층의 적어도 일부 상에 배치된 높은 광학 밀도층을 포함하여 상기 콘트라스트 층은 높은 광학 밀도층과 반-투명층 사이에 위치되는, 데드프론트 물품. - 청구항 12에 있어서,
상기 높은 광학 밀도층은, 그래픽을 적어도 부분적으로 한정하는, 데드프론트 물품. - 청구항 13에 있어서,
상기 높은 광학 밀도층에 의해 한정된 상기 시각적 요소의 적어도 일부에서, 상기 콘트라스트 층이 반-투명층과 색상층 사이에 위치되도록 상기 시각적 요소의 영역에 배치된 색상층을 더욱 포함하는, 데드프론트 물품. - 전술한 청구항 중 어느 한 항에 있어서,
상기 반-투명층의 영역은, 2 이상의 색상의 디자인을 가지며, 상기 디자인은 가죽결 패턴, 나무결 패턴, 패브릭 패턴, 브러시드 금속 마감 패턴, 및 로고 중 적어도 하나를 포함하는, 데드프론트 물품. - 전술한 청구항 중 어느 한 항에 있어서,
상기 시각적 요소 뒤에 위치된 터치 패널을 더욱 포함하고, 상기 터치 패널은 사용자에 의한 터치에 반응하도록 구성된, 데드프론트 물품. - 제1 표면; 및
상기 제1 표면에 대향하는 제2 표면을 포함하는 기판;
상기 기판의 제2 표면 상에 및/또는 상기 기판 내에 배치되어 상기 제1 표면을 통해 볼 수 있고, 상기 제1 표면을 통해 볼 수 있는 그래픽을 포함하는 시각적 요소;
상기 기판의 제1 표면 상에 형성되고, 하나 이상의 표면 거칠기 부분을 포함하는 적어도 하나의 촉각 요소로서, 여기서, 상기 하나 이상의 표면 거칠기 부분 중 적어도 하나는, 그래픽에 상보적인 방식으로 상기 기판의 제1 표면 상에 위치되는, 촉각 요소;
상기 기판층의 제2 표면 상에 배치된 반-투명층;
상기 반-투명층의 적어도 일부에 배치된 콘트라스트 층; 및
상기 콘트라스트 층의 적어도 일부 상에 배치되고, 상기 그래픽을 적어도 부분적으로 한정하는 높은 광학 밀도층을 포함하는, 데드프론트 물품; 및
상기 시각적 요소 뒤에 위치하며, 사용자에 의한 터치에 반응하도록 구성된 터치 패널을 포함하는, 자동차 인테리어. - 청구항 17에 있어서,
상기 그래픽은 아이콘이고, 상기 터치 패널은 상기 아이콘의 사용자의 터치에 반응하도록 구성되는, 자동차 인테리어. - 청구항 17 또는 18에 있어서,
상기 반-투명층은, 단색의 영역 또는 2 이상의 디자인의 영역을 가지며, 상기 디자인은, 가죽결 패턴, 나무결 패턴, 패브릭 패턴, 브러시드 메탈 마감 패턴, 및 로고 중 적어도 하나를 포함하는, 자동차 인테리어. - 청구항 17-19 중 어느 한 항에 있어서,
상기 높은 광학 밀도층은, 상기 콘트라스트 층이 높은 광학 밀도층과 반-투명층 사이에 위치되도록 상기 콘트라스트 층의 적어도 일부 상에 배치되는, 자동차 인테리어. - 청구항 20에 있어서,
상기 광학 밀도층에 의해 한정된 시각적 요소의 적어도 일부에서, 상기 콘트라스트 층이 반-투명층과 색상층 사이에 위치되도록, 상기 시각적 요소의 영역에 배치된 색상층을 더욱 포함하는, 자동차 인테리어. - 제1 표면을 통해 그래픽이 보여질 수 있도록, 기판 내에 및/또는 제1 표면 대향하는 기판의 제2 표면 상에 배치된 시각적 요소에 의해 한정된 그래픽에 상보적인 방식으로 기판의 제1 표면 상에 적어도 하나의 촉각 요소를 형성하는 단계를 포함하며;
여기서, 상기 적어도 하나의 촉각 요소는, 에칭, 샌드 블라스팅, 연마, 및 조판술 중 적어도 하나를 포함하는 공정에 의해 형성되는, 데드프론트 물품 상에 촉각 요소를 형성하는 방법. - 청구항 22에 있어서,
상기 적어도 하나의 촉각 요소는, 에칭 공정에 의해 형성되는, 데드프론트 물품 상에 촉각 요소를 형성하는 방법. - 청구항 23에 있어서,
상기 에칭 공정은:
제1 에칭 용액으로 제1 표면을 에칭하는 단계;
상기 제1 에칭 용액으로 제1 표면을 에칭한 후 제1 표면 위에 마스크를 배치하는 단계로서, 상기 마스크는 그래픽의 형상에 상응하는 형상을 포함하는, 마스크를 배치하는 단계; 및
상기 제2 에칭 용액으로 제1 표면의 마스킹되지 않은 영역을 에칭하는 단계를 포함하는, 데드프론트 물품 상에 촉각 요소를 형성하는 방법. - 청구항 24에 있어서,
상기 제1 에칭 용액은, 불화수소산, 불화 암모늄, 및 수혼화성 유기 용매를 포함하고, 및
여기서, 상기 제2 에칭 용액은 불화수소산을 포함하는, 데드프론트 물품 상에 촉각 요소를 형성하는 방법.
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201762557502P | 2017-09-12 | 2017-09-12 | |
| US62/557,502 | 2017-09-12 | ||
| US201862679278P | 2018-06-01 | 2018-06-01 | |
| US62/679,278 | 2018-06-01 | ||
| US201862729695P | 2018-09-11 | 2018-09-11 | |
| US62/729,695 | 2018-09-11 | ||
| PCT/US2018/050772 WO2019055581A1 (en) | 2017-09-12 | 2018-09-12 | TOUCH-SENSITIVE GLASS ELEMENTS WITH INSULATED FACE AND METHODS OF MAKING SAME |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200052319A true KR20200052319A (ko) | 2020-05-14 |
| KR102574235B1 KR102574235B1 (ko) | 2023-09-11 |
Family
ID=63708481
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207009547A KR102564868B1 (ko) | 2017-09-12 | 2018-09-12 | 장식용 유리 상에 터치 패널을 포함하는 디스플레이용 데드프론트 및 관련 방법 |
| KR1020207009546A KR102574235B1 (ko) | 2017-09-12 | 2018-09-12 | 데드프론트 유리용 촉각 요소 및 이를 제조하는 방법 |
| KR1020237026489A KR102669222B1 (ko) | 2017-09-12 | 2018-09-12 | 장식용 유리 상에 터치 패널을 포함하는 디스플레이용 데드프론트 및 관련 방법 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207009547A KR102564868B1 (ko) | 2017-09-12 | 2018-09-12 | 장식용 유리 상에 터치 패널을 포함하는 디스플레이용 데드프론트 및 관련 방법 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020237026489A KR102669222B1 (ko) | 2017-09-12 | 2018-09-12 | 장식용 유리 상에 터치 패널을 포함하는 디스플레이용 데드프론트 및 관련 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (5) | US11459268B2 (ko) |
| EP (2) | EP3681847A1 (ko) |
| JP (3) | JP7335872B2 (ko) |
| KR (3) | KR102564868B1 (ko) |
| CN (3) | CN111356662B (ko) |
| TW (3) | TWI818921B (ko) |
| WO (2) | WO2019055581A1 (ko) |
Families Citing this family (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11597672B2 (en) | 2016-03-09 | 2023-03-07 | Corning Incorporated | Cold forming of complexly curved glass articles |
| KR102513536B1 (ko) | 2016-06-28 | 2023-03-24 | 코닝 인코포레이티드 | 장식 및 디스플레이 커버 적용(application)을 위한 커브드(curved) 몰딩된(molded) 플라스틱 표면에 대한 얇은 강화된 유리의 적층(laminating) |
| TWI730140B (zh) | 2016-07-05 | 2021-06-11 | 美商康寧公司 | 冷成形玻璃製品及其組裝製程 |
| CN115403280B (zh) | 2016-10-25 | 2024-03-19 | 康宁公司 | 用于显示器的冷成形玻璃积层 |
| US11016590B2 (en) | 2017-01-03 | 2021-05-25 | Corning Incorporated | Vehicle interior systems having a curved cover glass and display or touch panel and methods for forming the same |
| EP3981590A1 (en) | 2017-01-03 | 2022-04-13 | Corning Incorporated | Kit having a curved glass substrate |
| JP7357546B2 (ja) | 2017-05-15 | 2023-10-06 | コーニング インコーポレイテッド | 輪郭形成済みガラス物品及びその作製方法 |
| WO2019017915A1 (en) | 2017-07-18 | 2019-01-24 | Corning Incorporated | COLD FORMING GLASS ARTICLES WITH COMPLEX CURVATURE |
| KR102564868B1 (ko) | 2017-09-12 | 2023-08-09 | 코닝 인코포레이티드 | 장식용 유리 상에 터치 패널을 포함하는 디스플레이용 데드프론트 및 관련 방법 |
| US11065960B2 (en) | 2017-09-13 | 2021-07-20 | Corning Incorporated | Curved vehicle displays |
| TW202340816A (zh) | 2017-09-13 | 2023-10-16 | 美商康寧公司 | 用於顯示器的基於光導器的無電面板、相關的方法及載具內部系統 |
| TWI844520B (zh) | 2017-10-10 | 2024-06-11 | 美商康寧公司 | 具有改善可靠性的彎曲的覆蓋玻璃的車輛內部系統及其形成方法 |
| JP6370519B1 (ja) * | 2017-10-28 | 2018-08-08 | mui Lab株式会社 | 操作表示パネル組込物品 |
| WO2019103469A1 (en) | 2017-11-21 | 2019-05-31 | Corning Precision Materials Co., Ltd. | Aspheric mirror for head-up display system and methods for forming the same |
| US11550148B2 (en) | 2017-11-30 | 2023-01-10 | Corning Incorporated | Vacuum mold apparatus, systems, and methods for forming curved mirrors |
| CN111656254B (zh) | 2017-11-30 | 2023-06-02 | 康宁公司 | 用于真空成形非球面镜的系统与方法 |
| CN111771334B (zh) * | 2018-02-26 | 2024-08-27 | 上海延锋金桥汽车饰件系统有限公司 | 车辆内部部件 |
| EP3765425B1 (en) | 2018-03-13 | 2023-11-08 | Corning Incorporated | Vehicle interior systems having a crack resistant curved cover glass and methods for forming the same |
| JP7268765B2 (ja) * | 2018-06-13 | 2023-05-08 | Agc株式会社 | 曲面に印刷層を有するカバーガラスおよびその印刷方法 |
| JP7219024B2 (ja) * | 2018-06-29 | 2023-02-07 | 日本板硝子株式会社 | カバーガラス |
| CN112566782A (zh) | 2018-07-16 | 2021-03-26 | 康宁公司 | 具冷弯玻璃基板的车辆内部系统及其形成方法 |
| CN111348837A (zh) * | 2018-12-20 | 2020-06-30 | 康宁股份有限公司 | 强化制品、强化玻璃制品以及制造强化制品的方法 |
| EP3898539A1 (en) | 2018-12-21 | 2021-10-27 | Corning Incorporated | Strengthened 3d printed surface features and methods of making the same |
| US20220176821A1 (en) * | 2019-04-29 | 2022-06-09 | Corning Incorporated | Display with underlying decorative layer |
| JP6899969B2 (ja) | 2019-07-01 | 2021-07-07 | アルプスアルパイン株式会社 | 静電入力装置 |
| US20220267195A1 (en) * | 2019-07-12 | 2022-08-25 | Corning Incorporated | Antiglare surface with ultra-low sparkle and the method of making the same |
| EP3771695A1 (en) | 2019-07-31 | 2021-02-03 | Corning Incorporated | Method and system for cold-forming glass |
| KR20210073691A (ko) * | 2019-12-10 | 2021-06-21 | 삼성디스플레이 주식회사 | 윈도우 제조 방법 |
| WO2021123295A1 (en) * | 2019-12-18 | 2021-06-24 | Agc Glass Europe | Cover glass sheet with differential texturing |
| US11952304B2 (en) | 2020-03-12 | 2024-04-09 | Corning Incorporated | Apparatuses, systems and methods for cold forming glass |
| JP2021152794A (ja) * | 2020-03-24 | 2021-09-30 | 株式会社デンソーテン | 入力装置 |
| US11772361B2 (en) | 2020-04-02 | 2023-10-03 | Corning Incorporated | Curved glass constructions and methods for forming same |
| US11681173B2 (en) | 2020-04-03 | 2023-06-20 | Corning Incorporated | Image panel having composite image using color changing with backlight illumination |
| CN111708215A (zh) * | 2020-07-14 | 2020-09-25 | 京东方科技集团股份有限公司 | 一种镜面切换屏及显示装置 |
| CN113407060B (zh) * | 2021-06-28 | 2022-10-04 | 重庆大学 | 一种透光触控部件的制作方法及透光触控部件 |
| WO2023129360A1 (en) * | 2021-12-30 | 2023-07-06 | Corning Incorporated | Cover substrates for displays with decorative layers having integrated logic circuits and methods of forming the same |
| JP7349546B1 (ja) | 2022-03-25 | 2023-09-22 | Solize株式会社 | 革シボを有する樹脂成形品の製造方法 |
| WO2024072788A1 (en) | 2022-09-30 | 2024-04-04 | Corning Incorporated | Deadfront articles with multi-layer optical structures and associated methods |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2385630A2 (en) * | 2010-05-04 | 2011-11-09 | Whirlpool Corporation | Dead-front user interface |
| US20150360606A1 (en) * | 2014-06-12 | 2015-12-17 | Nthdegree Technologies Worldwide Inc. | Thin flexible led light sheet applications |
| JP2020518495A (ja) * | 2017-01-03 | 2020-06-25 | コーニング インコーポレイテッド | 湾曲したカバーガラスとディスプレイまたはタッチパネルを有する乗り物内装システムおよびその形成方法 |
Family Cites Families (660)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2068030A (en) | 1934-10-02 | 1937-01-19 | Leo F Lieser | Spark plug |
| US2352957A (en) | 1942-03-06 | 1944-07-04 | Corning Glass Works | Method of forming glass articles |
| US2403060A (en) | 1943-04-23 | 1946-07-02 | Pittsburgh Plate Glass Co | Installation for laminated glass |
| BE538214A (fr) | 1947-10-09 | 1955-06-15 | Libbey Owens Ford Glass Co | Moule pour le cintrage de plaques de verre |
| GB805770A (en) | 1955-06-13 | 1958-12-10 | Du Pont | Reinforced glass-containing articles based on polypyromellitimides |
| BE618736A (ko) | 1961-06-12 | |||
| GB991867A (en) | 1962-06-21 | 1965-05-12 | Pirna Guss & Farbenglaswerke | Method of and apparatus for the continuous production of a bar of glass of predetermined profile |
| US3197903A (en) * | 1963-05-28 | 1965-08-03 | Gerald A Walley | Dead front display |
| US3338696A (en) | 1964-05-06 | 1967-08-29 | Corning Glass Works | Sheet forming apparatus |
| US3674589A (en) | 1969-02-28 | 1972-07-04 | Ncr Co | Method of fabrication and reinforcing high solids-containing materials |
| US3582456A (en) | 1969-05-23 | 1971-06-01 | Monsanto Co | Cold-formable composites |
| BE757057A (fr) | 1969-10-06 | 1971-04-05 | Corning Glass Works | Procede et appareil de controle d'epaisseur d'une feuille de verre nouvellement etiree |
| BE758410A (fr) | 1969-11-06 | 1971-05-03 | Kalle Ag | Complexe, compose de verre et de matiere plastique |
| GB1309333A (en) | 1970-01-19 | 1973-03-07 | Glaverbel | Process for bending glass |
| US3737212A (en) | 1970-12-14 | 1973-06-05 | Gen Electric | Diffraction optics head up display |
| GB1359165A (en) | 1971-05-21 | 1974-07-10 | Glaverbel | Panels incorporating a glass sheet and the manufacture thereof |
| US3881043A (en) | 1971-06-21 | 1975-04-29 | Ppg Industries Inc | Laminated safety windshields |
| US3778335A (en) | 1971-09-02 | 1973-12-11 | Corning Glass Works | Sodium aluminosilicate glass article strengthened by a surface compressive stress layer |
| US4052236A (en) | 1974-04-11 | 1977-10-04 | Pandel-Bradford, Inc. | Method of preparing imitation sheet material |
| US4147527A (en) | 1975-03-28 | 1979-04-03 | Bystrov Nikolai M | Glass sheet molding assembly |
| FR2338229A1 (fr) | 1976-01-14 | 1977-08-12 | Bfg Glassgroup | Procede pour le pliage de feuilles de verre, dispositif et installation pour la mise en oeuvre du procede |
| JPS53147708A (en) | 1977-05-30 | 1978-12-22 | Central Glass Co Ltd | Apparatus for producing curved plate glass |
| DE2758581C2 (de) | 1977-12-29 | 1980-01-03 | Bfg Glassgroup, Paris | Windschutzscheibe, insbesondere für Kraftfahrzeuge, mit Innenscheibe aus chemisch vorgespanntem Silikatglas |
| US4238265A (en) | 1978-10-27 | 1980-12-09 | The Boeing Company | Method of manufacturing a glass parabolic-cylindrical solar collector |
| JPS55154329A (en) | 1979-05-18 | 1980-12-01 | Nec Kagoshima Ltd | Manufacture of cover glass for display tube |
| US4289520A (en) | 1979-12-17 | 1981-09-15 | Advanced Glass Systems Corporation | Method and apparatus for bending glass sheets |
| DE3012007A1 (de) | 1980-03-28 | 1981-10-08 | Gebr. Happich Gmbh, 5600 Wuppertal | Schaumstoffkoerper, insbesondere armaturentafel fuer kraftfahrzeuge |
| JPS5748082A (en) | 1980-08-30 | 1982-03-19 | Yoshida Kanamono Kk | Criminal unlocking preventer |
| US4400419A (en) | 1980-11-14 | 1983-08-23 | Antoni Laczynski | Decal assembly for inside-outside application having a reflectorized surface |
| DE3140366C2 (de) | 1981-10-10 | 1985-02-14 | Metzeler Kautschuk GmbH, 8000 München | Verfahren und Vorrichtung zur Herstellung eines Einbauteils, bestehend aus einer Scheibe und einem Dichtungs- und Halterahmen |
| US4445953A (en) | 1982-02-25 | 1984-05-01 | Ppg Industries, Inc. | Method of forming shaped laminates |
| JPS58194751A (ja) | 1982-05-04 | 1983-11-12 | Asahi Glass Co Ltd | ガラス板の曲げ加工装置 |
| JPS5976561A (ja) | 1982-10-25 | 1984-05-01 | Toshiba Corp | 核燃料再処理用遠心分離機 |
| US4470837A (en) | 1982-11-22 | 1984-09-11 | Ppg Industries, Inc. | Split ring-like support member of adjustable length for shaping glass sheets |
| US4506956A (en) * | 1983-03-29 | 1985-03-26 | Xerox Corporation | Multicolor liquid crystal display with a dead front |
| DE3400428A1 (de) | 1984-01-09 | 1985-07-18 | VEGLA Vereinigte Glaswerke GmbH, 5100 Aachen | Autoglasscheibe fuer die direktverglasung, und verfahren zum einsetzen einer autoglasscheibe in die fensteroeffnung einer fahrzeugkarosserie |
| US4508556A (en) | 1984-06-04 | 1985-04-02 | Ppg Industries, Inc. | Method and apparatus for bending glass sheets to complicated shapes including an S-shaped transverse bend |
| GB2171990B (en) | 1985-03-08 | 1988-12-07 | Central Glass Co Ltd | Method of strengthening glass article formed of float glass by ion exchange and strengthened glass article |
| FR2596751B1 (fr) | 1986-04-08 | 1988-06-03 | Saint Gobain Vitrage | Dispositif de formage du verre |
| US4802903A (en) | 1986-09-25 | 1989-02-07 | Saint-Gobain Vitrage | Method and apparatus for curving a glass sheet |
| JPS6389317A (ja) | 1986-10-03 | 1988-04-20 | Nissan Motor Co Ltd | 自動車用ウインドウエザ−ストリツプの成形方法 |
| US4746348A (en) | 1986-12-29 | 1988-05-24 | Ppg Industries, Inc. | Horizontal press bending apparatus and method |
| JPH0755841B2 (ja) | 1987-02-03 | 1995-06-14 | 旭硝子株式会社 | 合せガラス用ガラス板の曲げ加工方法 |
| CN1013957B (zh) | 1987-02-20 | 1991-09-18 | 詹姆斯·阿瑟·艾伯特·希克曼 | 耐火安全玻璃 |
| BE1000350A5 (fr) | 1987-02-27 | 1988-11-08 | Saint Roch Glaceries | Panneau vitre cintre. |
| FR2623126B1 (fr) | 1987-11-12 | 1990-02-16 | Saint Gobain Vitrage | Dispositif pour l'assemblage des vitrages feuilletes |
| EP0347049A3 (en) | 1988-06-15 | 1990-06-13 | Dow Corning Corporation | Improved primer compositions |
| LU87241A1 (fr) | 1988-06-15 | 1990-02-28 | Glaverbel | Procede d'augmentation de la resistance a la penetration au travers d'une baie vitree et vitrage a resistance a l'effraction renforcee |
| US4969966A (en) | 1989-06-26 | 1990-11-13 | Water Bonnet Manufacturing, Inc. | Method of producing curved laminated glass panels |
| US4979977A (en) | 1989-09-18 | 1990-12-25 | Ppg Industries, Inc. | Bending iron having member to effect reverse bend and method of using same |
| JPH0359337U (ko) | 1989-10-12 | 1991-06-11 | ||
| JPH03131539A (ja) | 1989-10-17 | 1991-06-05 | Asahi Glass Co Ltd | 曲げ成型用プレス型とガラス板の曲げ成型方法及びその装置 |
| FR2657046B1 (fr) | 1990-01-16 | 1992-04-30 | Saint Gobain Vitrage Int | Dispositif pour l'assemblage par pressage des vitrages feuilletes. |
| JPH03228840A (ja) | 1990-02-02 | 1991-10-09 | Nippon Sheet Glass Co Ltd | ガラス容器の成形方法 |
| FR2658808B1 (fr) | 1990-02-21 | 1993-05-14 | Saint Gobain Vitrage Int | Four de bombage de feuilles de verre par effondrement sur un cadre de bombage et son application a la realisation de vitrages de forme complexe. |
| JPH04119931A (ja) | 1990-09-06 | 1992-04-21 | Asahi Glass Co Ltd | ガラス板の曲げ成形方法 |
| US5250146A (en) | 1990-11-05 | 1993-10-05 | Horvath Steven J | Apparatus for applying anti-lacerative film to glass |
| US5106671A (en) | 1990-12-10 | 1992-04-21 | Ford Motor Company | Transparent anti-reflective coating |
| US5245468A (en) | 1990-12-14 | 1993-09-14 | Ford Motor Company | Anti-reflective transparent coating |
| JP2930147B2 (ja) | 1991-06-24 | 1999-08-03 | 日本板硝子株式会社 | プレスロール装置 |
| US5220442A (en) * | 1991-09-06 | 1993-06-15 | Xerox Corporation | Method of making color liquid crystal display with dead front appearance |
| US5279635A (en) | 1992-01-08 | 1994-01-18 | Libbey-Owens-Ford Co. | Method and apparatus for controlling the temperature of glass sheets in press bending |
| US5264058A (en) | 1992-08-24 | 1993-11-23 | Monsanto | Forming a shaped prelaminate and bilayer glazing of glass and plastic |
| US5589248A (en) | 1992-09-18 | 1996-12-31 | Suntec Corporation | Shaped glass sheet and a process for the preparation thereof |
| ES2110702T3 (es) | 1993-01-16 | 1998-02-16 | Saint Gobain Vitrage | Cristal automovil pre-equipado para el encolado en un hueco y procedimiento de fabricacion. |
| GB9306444D0 (en) | 1993-03-27 | 1993-05-19 | Pilkington Aerospace Ltd | Glass component |
| BR9406364A (pt) | 1993-05-03 | 1996-02-13 | Geon Co | Artigo compósito e processo de produção do mesmo |
| JPH06340029A (ja) | 1993-06-03 | 1994-12-13 | Asahi Chem Ind Co Ltd | ガラスフィルムと樹脂とよりなる積層板 |
| FR2707283B1 (fr) | 1993-07-09 | 1995-09-22 | Saint Gobain Vitrage Int | Procédé et dispositif de formage de plaques de verre et application de ce procédé à l'obtention de vitrages de formes complexes. |
| DE4426344C2 (de) | 1993-09-07 | 1998-02-26 | Ford Motor Co | Anzeigeinstrument |
| DE4337559C1 (de) | 1993-11-04 | 1995-03-23 | Ver Glaswerke Gmbh | Verfahren zum paarweisen Biegen von Glasscheiben |
| EP0686474B1 (en) | 1993-12-28 | 2000-09-20 | Nissha Printing Co., Ltd. | Apparatus and method for molding product with pattern |
| IT1267986B1 (it) | 1994-01-19 | 1997-02-20 | Fiat Auto Spa | Procedimento per la formatura di un elemento di materiale composito ed elemento di materiale composito utilizzabile in tale procedimento. |
| JP3246828B2 (ja) | 1994-03-18 | 2002-01-15 | 本田技研工業株式会社 | 車輌用ガラス保持構造 |
| JP3059337B2 (ja) | 1994-04-21 | 2000-07-04 | シャープ株式会社 | 半導体装置およびその製造方法 |
| DE4415787A1 (de) | 1994-05-05 | 1995-11-09 | Tadeusz Tumalski | Schnuller-Thermometer |
| US5668663A (en) | 1994-05-05 | 1997-09-16 | Donnelly Corporation | Electrochromic mirrors and devices |
| DE4415878C2 (de) | 1994-05-05 | 1996-08-14 | Bayerische Motoren Werke Ag | Verbundglasscheibe, insbesondere für Fahrzeuge |
| JP2694920B2 (ja) | 1994-07-28 | 1997-12-24 | 大日本印刷株式会社 | 射出成形同時絵付方法及び装置 |
| US7489303B1 (en) | 2001-02-22 | 2009-02-10 | Pryor Timothy R | Reconfigurable instrument panels |
| DE19503314C1 (de) | 1995-02-02 | 1996-06-20 | Sekurit Saint Gobain Deutsch | Für die Klebemontage vorgerüstete Glasscheibe, insbesondere Autoglasscheibe |
| JP3364081B2 (ja) | 1995-02-16 | 2003-01-08 | 株式会社半導体エネルギー研究所 | 半導体装置の作製方法 |
| GB9600247D0 (en) | 1996-01-06 | 1996-03-06 | Contra Vision Ltd | Panel with light permeable images |
| WO1997039074A1 (en) | 1996-04-15 | 1997-10-23 | Lord Corporation | Free radical polymerizable compositions including para-halogenated aniline derivatives |
| FR2750075B1 (fr) | 1996-06-25 | 1998-08-21 | Saint Gobain Vitrage | Vitrage feuillete et son procede de fabrication, moule pour le fabriquer et ensemble incorporant un tel vitrage |
| EP0816064A1 (fr) | 1996-06-25 | 1998-01-07 | Saint-Gobain Vitrage | Vitrage composite en verre et matière plastique et procédé de détermination des paramètres géométriques optimaux de ce vitrage |
| NL1003537C2 (nl) | 1996-07-08 | 1998-01-12 | Holland Railconsult B V | Werkwijze voor het vervaardigen van een gebogen beglazing. |
| JP3879152B2 (ja) | 1996-08-12 | 2007-02-07 | 旭硝子株式会社 | ガラス板の曲げ成形装置、曲げ成形型およびその製造方法 |
| US5916600A (en) | 1996-09-06 | 1999-06-29 | Donnelly Corporation | Mold assembly for holding a sheet of glass during molding |
| JP3753526B2 (ja) | 1996-12-18 | 2006-03-08 | サクラ精機株式会社 | 顕微鏡標本のカバーガラス貼着方法と装置 |
| JPH10218630A (ja) | 1997-02-04 | 1998-08-18 | A F C Ceramic:Kk | 鏡面成形型 |
| SE508831C2 (sv) | 1997-04-29 | 1998-11-09 | Ovako Steel Ab | Nitrerstål |
| JP4010467B2 (ja) | 1997-05-12 | 2007-11-21 | マツダ株式会社 | コンバーチブル・トップ組立体、並びにその製造方法、及び装置 |
| DE29713779U1 (de) | 1997-08-02 | 1997-10-09 | SOMMER ALLIBERT-LIGNOTOCK GmbH, 76744 Wörth | Mehrschichtiges Formteil |
| JPH1160293A (ja) | 1997-08-06 | 1999-03-02 | Nippon Sheet Glass Co Ltd | 合わせガラスおよび自動車窓構造 |
| JP3220058B2 (ja) | 1997-08-11 | 2001-10-22 | 東海興業株式会社 | モールディングを備えたウインドパネルとその製造方法 |
| JPH11126029A (ja) | 1997-10-22 | 1999-05-11 | Yazaki Corp | 表示器 |
| US6287674B1 (en) | 1997-10-24 | 2001-09-11 | Agfa-Gevaert | Laminate comprising a thin borosilicate glass substrate as a constituting layer |
| US6514621B1 (en) * | 1997-12-24 | 2003-02-04 | Ppg Industries Ohio, Inc. | Patterned coated articles and methods for producing the same |
| CA2228057C (en) * | 1998-01-28 | 2001-07-31 | Craft Originators Inc. | Composite panelling materials for displaying back-lit graphics and colours |
| DE69922725T2 (de) | 1998-03-17 | 2005-12-15 | Chi Mei Optoelectronics Corp. | Material bestehend aus einer Anti-Reflektionsbeschichtung auf einem flexiblen Glassubstrat |
| US6066218A (en) | 1998-04-23 | 2000-05-23 | 3M Innovative Properties Company | Method and apparatus for assembling an optical recording medium |
| JP2000068295A (ja) | 1998-08-25 | 2000-03-03 | Tomoegawa Paper Co Ltd | 電子部品用接着フィルム |
| US6170956B1 (en) | 1998-10-14 | 2001-01-09 | Gentex Corporation | Rearview mirror with display |
| JP3059337U (ja) | 1998-11-25 | 1999-07-09 | 太陽科学株式会社 | 簡易ポケットチーフ |
| FR2787440B1 (fr) | 1998-12-21 | 2001-12-07 | Saint Gobain Vitrage | Substrat transparent comportant un revetement antireflet |
| EP1031409B1 (en) | 1999-01-27 | 2005-01-12 | Ford Global Technologies, LLC | Method of manufacturing lightweight glazing by multilayer glass/plastic sheets |
| DE19906989A1 (de) | 1999-02-19 | 2000-09-14 | Roehm Gmbh | Lärmschutzwandsegment |
| JP2000260330A (ja) | 1999-03-08 | 2000-09-22 | Fujitsu Ltd | プラズマディスプレイパネル及びその蛍光体層形成方法 |
| DE19917426A1 (de) | 1999-04-19 | 2000-10-26 | Weidemann Unternehmensgruppe G | Verfahren zur Herstellung von gebogenem Verbundglas |
| US6263566B1 (en) | 1999-05-03 | 2001-07-24 | Micron Technology, Inc. | Flexible semiconductor interconnect fabricated by backslide thinning |
| US6582799B1 (en) | 1999-06-02 | 2003-06-24 | Ppg Industries Ohio, Inc. | Laminated transparency |
| KR100590368B1 (ko) | 2000-02-01 | 2006-06-15 | 미쯔이카가쿠 가부시기가이샤 | 디스플레이용 필터, 표시장치 및 그 제조 방법 |
| KR100789205B1 (ko) | 2000-03-29 | 2007-12-31 | 신에쯔 한도타이 가부시키가이샤 | 실리콘 웨이퍼 및 에스오아이 웨이퍼의 제조방법, 그리고그 에스오아이 웨이퍼 |
| US6420800B1 (en) * | 2000-05-25 | 2002-07-16 | Gentex Corporation | Rearview mirror with buttons incorporating display |
| US6359737B1 (en) | 2000-07-28 | 2002-03-19 | Generals Motors Corporation | Combined head-up display |
| JP3733852B2 (ja) | 2000-09-29 | 2006-01-11 | 日産自動車株式会社 | 表示装置 |
| JP2002255574A (ja) | 2001-02-23 | 2002-09-11 | Canon Inc | ガラス光学素子のプレス成形方法 |
| KR100806591B1 (ko) | 2001-03-19 | 2008-02-28 | 가부시키가이샤 하이렉스 코포레이션 | 만곡 글래스의 지지 구조 및 윈드 레귤레이터 |
| US6816225B2 (en) | 2001-06-26 | 2004-11-09 | International Business Machines Corporation | LCD cell construction by mechanical thinning of a color filter substrate |
| KR20030012506A (ko) | 2001-08-01 | 2003-02-12 | 삼성코닝 주식회사 | 디스플레이장치용 무반사 무정전 다층 박막 |
| DE10146687C1 (de) | 2001-09-21 | 2003-06-26 | Flabeg Solarglas Gmbh & Co Kg | Glas mit einer porösen Antireflex-Oberflächenbeschichtung sowie Verfahren zur Herstellung des Glases und Verwendung eines derartigen Glases |
| TWI264121B (en) | 2001-11-30 | 2006-10-11 | Semiconductor Energy Lab | A display device, a method of manufacturing a semiconductor device, and a method of manufacturing a display device |
| US6953735B2 (en) | 2001-12-28 | 2005-10-11 | Semiconductor Energy Laboratory Co., Ltd. | Method for fabricating a semiconductor device by transferring a layer to a support with curvature |
| US6903871B2 (en) | 2002-01-09 | 2005-06-07 | Derrick John Page | Reconfigurable surface |
| JP2003276571A (ja) | 2002-03-25 | 2003-10-02 | Jidosha Denki Kogyo Co Ltd | ワイパ装置 |
| JP2003281959A (ja) * | 2002-03-25 | 2003-10-03 | Toyota Motor Corp | 入力装置 |
| JP4132949B2 (ja) | 2002-05-02 | 2008-08-13 | ハイテックエンジニアリング株式会社 | 曲げ合わせガラスの製造方法及び製造装置 |
| US20040026021A1 (en) | 2002-05-31 | 2004-02-12 | Groh A. Anthony | Method of manufacturing a metal-reinforced plastic panel |
| JP2004045529A (ja) * | 2002-07-09 | 2004-02-12 | Fuji Mark Kk | 照光表示体 |
| US6791065B2 (en) | 2002-07-24 | 2004-09-14 | Ppg Industries Ohio, Inc. | Edge sealing of a laminated transparency |
| US6904771B2 (en) | 2002-07-25 | 2005-06-14 | Visteon Global Technologies, Inc. | Method of forming and transporting curved glass |
| DE10238607B4 (de) | 2002-08-16 | 2006-04-27 | Schott Ag | Verfahren zur Formung von Glas oder Glaskeramik und dessen Verwendung |
| JP4259829B2 (ja) | 2002-09-06 | 2009-04-30 | スリーエム イノベイティブ プロパティズ カンパニー | イメージ表示体 |
| US20040069770A1 (en) | 2002-10-11 | 2004-04-15 | Schott Corporation | Glass/metal laminate for appliances |
| JP4331475B2 (ja) | 2002-12-27 | 2009-09-16 | ポリマテック株式会社 | 加飾樹脂成形体の製造方法 |
| JP2004284839A (ja) | 2003-03-19 | 2004-10-14 | Nippon Sheet Glass Co Ltd | 合わせガラス |
| FR2852951B1 (fr) | 2003-03-26 | 2007-02-16 | Saint Gobain | Procede de bombage de feuilles de verre par pressage et aspiration |
| DE10314408A1 (de) | 2003-03-28 | 2004-10-07 | Pilkington Automotive Deutschland Gmbh | Vorrichtung zum Erzeugen eines Gaskissens |
| DE102004022008A1 (de) | 2003-05-01 | 2004-12-16 | Europtec Gmbh | Glas für Anzeigen und Displays |
| ATE504438T1 (de) | 2003-06-12 | 2011-04-15 | Pilkington Italia Spa | Verfahren zur herstellung einer gebogenen laminierten glasscheibe |
| FR2858816B1 (fr) | 2003-08-13 | 2006-11-17 | Saint Gobain | Substrat transparent comportant un revetement antireflet |
| US7237408B2 (en) | 2003-08-29 | 2007-07-03 | Ppg Industries, Ohio, Inc. | Flexible surface mold and method of use |
| DE10344444B4 (de) | 2003-09-25 | 2007-10-31 | Schott Ag | Verfahren zum partiellen Umformen von Glasplatten, Glas- oder Glaskeramikplatte mit partiell umgeformten Teilbereichen und Verwendung dieser Platte |
| US7297040B2 (en) | 2003-10-30 | 2007-11-20 | Industrial Technology Research Institute | Method for manufacturing a flexible panel for a flat panel display |
| US7065909B2 (en) | 2003-11-05 | 2006-06-27 | Highly Graphic, Inc. | Portable animated illuminated panel display device |
| US8294992B2 (en) | 2003-11-18 | 2012-10-23 | Merlin Technologies, Inc. | Projection-receiving surface |
| DE102004002208B4 (de) | 2004-01-15 | 2011-03-17 | Rudolf Gmbh & Co. Kg Chemische Fabrik | Zubereitungen auf Basis von Organopolysiloxan-Polyammonium-Blockcopolymeren und deren Anwendung auf textilen Substraten |
| ATE352576T1 (de) | 2004-03-12 | 2007-02-15 | Dow Global Technologies Inc | Epoxidharz klebstoffzusammensetzung |
| GB0407951D0 (en) | 2004-04-08 | 2004-05-12 | Pilkington Plc | Vehicle glazing |
| US7437892B2 (en) | 2004-04-21 | 2008-10-21 | Ppg Industries Ohio, Inc. | Apparatus having vacuum applying facilities and method of using vacuum to bend and/or shape one or more sheets |
| KR20070015590A (ko) | 2004-04-22 | 2007-02-05 | 오스람 옵토 세미컨덕터스 게엠베하 | 유기 전자 부품용 캡슐, 그의 제조 방법 및 용도 |
| CN1305793C (zh) | 2004-07-01 | 2007-03-21 | 赵雁 | 双曲面钢化玻璃冷却成型装置 |
| DE502005004385D1 (de) | 2004-10-13 | 2008-07-24 | Alfons Oberhofer | Halter für ein plattenförmiges Element |
| JP4590258B2 (ja) | 2004-12-28 | 2010-12-01 | 共和成型 株式会社 | ガラス棚の枠体成形方法 |
| KR100761477B1 (ko) | 2005-01-20 | 2007-09-27 | 삼성전자주식회사 | 액정패널 스크라이빙방법 및 장치와 액정패널 제조방법 |
| US20060191625A1 (en) | 2005-02-28 | 2006-08-31 | Ferro Corporation | Method of decorating laminated glass |
| BE1016540A3 (fr) | 2005-03-10 | 2007-01-09 | Glaverbel | Vitrage automobile a diffusion selective. |
| JP4891554B2 (ja) | 2005-03-11 | 2012-03-07 | セイコーエプソン株式会社 | 表示パネル、これを用いた移動体の表示モジュール、および電子機器 |
| US20060227125A1 (en) | 2005-03-29 | 2006-10-12 | Intel Corporation | Dynamic backlight control |
| JP4758139B2 (ja) | 2005-05-19 | 2011-08-24 | 株式会社ブリヂストン | 表示媒体用粒子及びその製造方法 |
| WO2008051910A2 (en) | 2006-10-24 | 2008-05-02 | Donnelly Corporation | Display device for exterior mirror |
| US8521955B2 (en) | 2005-09-13 | 2013-08-27 | Lsi Corporation | Aligned data storage for network attached media streaming systems |
| JP5042032B2 (ja) | 2005-11-18 | 2012-10-03 | Hoya株式会社 | 成形品の製造方法、ガラス素材、ならびにガラス素材および成形型の面形状決定方法 |
| US7478930B2 (en) | 2006-01-12 | 2009-01-20 | Samsung Corning Precision Glass Co., Ltd. | Backlight unit with an oxide compound-laminated optical layer |
| JP2007197288A (ja) | 2006-01-30 | 2007-08-09 | Nippon Sheet Glass Co Ltd | 合わせガラス及びこれを用いたガラス窓構造 |
| EP1873126A1 (en) | 2006-02-22 | 2008-01-02 | Central Glass Co., Ltd. | Anti-Glare Glass Substrate |
| JP4797696B2 (ja) | 2006-02-28 | 2011-10-19 | 日本精機株式会社 | 表示装置 |
| US20070221313A1 (en) | 2006-03-23 | 2007-09-27 | Centre Luxembourgeois De Recherches Pour Le Verre Et La Ceramique S.A. (C.R.V.C.) | Method of making reflector for solar collector or the like and corresponding product |
| US20070223121A1 (en) | 2006-03-23 | 2007-09-27 | Centre Luxembourgeois De Recherches Pour Le Verre Et La Ceramique S.A. (C.R.V.C.) | Method of making reflector for solar collector or the like and corresponding product |
| US8814372B2 (en) | 2006-03-23 | 2014-08-26 | Guardian Industries Corp. | Stiffening members for reflectors used in concentrating solar power apparatus, and method of making same |
| US7871664B2 (en) | 2006-03-23 | 2011-01-18 | Guardian Industries Corp. | Parabolic trough or dish reflector for use in concentrating solar power apparatus and method of making same |
| US20070291384A1 (en) | 2006-06-14 | 2007-12-20 | Guardian Industries Corp. | Method of making reflector for solar collector or the like, and corresponding product, including reflective coating designed for improved adherence to laminating layer |
| US20070236798A1 (en) | 2006-04-05 | 2007-10-11 | Shelestak Larry J | Antireflective coating and substrates coated therewith |
| JPWO2008013014A1 (ja) | 2006-07-27 | 2009-12-17 | シャープ株式会社 | 表示装置 |
| CN101496082A (zh) | 2006-07-27 | 2009-07-29 | 夏普株式会社 | 显示装置 |
| US20080031991A1 (en) | 2006-08-02 | 2008-02-07 | Moya International Co., Ltd. | Injection mold for glass encapsulation |
| CN201044114Y (zh) | 2006-08-23 | 2008-04-02 | 浦比俊引特艾克堤夫科技公司 | 具有空中器显示系统的自动售货机 |
| KR20080023888A (ko) | 2006-09-12 | 2008-03-17 | 코리아 오토글라스 주식회사 | 반사방지 기능성 코팅유리 |
| EP2062862B1 (en) | 2006-09-14 | 2012-06-13 | Nippon Electric Glass Co., Ltd. | Sheet glass laminate structure and multiple sheet glass laminate structure |
| JP4593545B2 (ja) | 2006-09-26 | 2010-12-08 | 日本板硝子株式会社 | 車両用合わせガラスの製造方法および車両用合わせガラス |
| US8077142B2 (en) | 2006-09-27 | 2011-12-13 | Tred Displays Corporation | Reflective, bi-stable magneto optical display architectures |
| US20080085415A1 (en) | 2006-10-04 | 2008-04-10 | Chengtao Li | Decorated plastic glazing assembly via a film insert molding process |
| US20080093753A1 (en) | 2006-10-19 | 2008-04-24 | Schuetz Mark | Process for thermo-molding convex mirrors |
| US7786559B2 (en) | 2006-11-08 | 2010-08-31 | Corning Incorporated | Bezel packaging of frit-sealed OLED devices |
| JP5349751B2 (ja) | 2006-12-26 | 2013-11-20 | 日東電工株式会社 | 遮光性粘着シートおよび液晶表示装置 |
| JP5052143B2 (ja) * | 2007-01-16 | 2012-10-17 | 矢崎総業株式会社 | 表示板、および該表示板を備えた表示装置 |
| EP2066592B1 (en) | 2007-01-30 | 2012-08-22 | Corning Incorporated | Ultra thin glass drawing and blowing |
| JP2010517907A (ja) | 2007-02-06 | 2010-05-27 | サン−ゴバン グラス フランス | 湾曲したペインを含む絶縁グレージングユニット |
| CN101563643B (zh) | 2007-03-30 | 2012-05-09 | 夏普株式会社 | 显示面板的制造装置及制造方法以及用该制造方法制作的显示面板 |
| US7750821B1 (en) | 2007-03-30 | 2010-07-06 | Yazaki North America, Inc. | System and method for instrument panel with color graphical display |
| CN101754865B (zh) | 2007-06-04 | 2013-06-19 | 反相有限公司 | 具有对比色衬垫的视觉控制面板组件 |
| JP2008304535A (ja) | 2007-06-05 | 2008-12-18 | Hitachi Displays Ltd | 表示装置 |
| CN101681060B (zh) | 2007-06-06 | 2011-07-27 | 夏普株式会社 | 液晶显示装置 |
| SE531427C2 (sv) | 2007-06-15 | 2009-03-31 | Scania Cv Ab | Förfarande för fastsättning av en fönsterruta |
| FR2918411B1 (fr) | 2007-07-06 | 2013-10-18 | Faurecia Sys Echappement | Nappe de maintien thermoexpansible. |
| JP5094250B2 (ja) | 2007-07-10 | 2012-12-12 | 株式会社ジャパンディスプレイイースト | 表示装置 |
| JP5179113B2 (ja) | 2007-08-09 | 2013-04-10 | 株式会社ジャパンディスプレイイースト | 液晶表示装置 |
| US20090096937A1 (en) | 2007-08-16 | 2009-04-16 | Bauer Frederick T | Vehicle Rearview Assembly Including a Display for Displaying Video Captured by a Camera and User Instructions |
| US8169587B2 (en) | 2007-08-16 | 2012-05-01 | Apple Inc. | Methods and systems for strengthening LCD modules |
| JP4920530B2 (ja) | 2007-09-10 | 2012-04-18 | 信越ポリマー株式会社 | 表示用部材およびそれを用いた押釦スイッチ用部材 |
| JP5213407B2 (ja) | 2007-10-10 | 2013-06-19 | 株式会社ジャパンディスプレイイースト | 液晶表示装置および有機el表示装置 |
| GB2455061A (en) | 2007-10-30 | 2009-06-03 | Sharp Kk | Liquid Crystal Device with three sets of electrodes for controlling tilt and azimuth angles |
| US20090117332A1 (en) | 2007-11-03 | 2009-05-07 | Solfocus, Inc. | Monolithic glass array |
| CN105776849B (zh) | 2007-11-29 | 2020-04-14 | 康宁股份有限公司 | 具有改进的韧性和抗刮性的玻璃 |
| CN101883739B (zh) | 2007-12-04 | 2013-06-05 | 旭硝子株式会社 | 玻璃板的弯曲成形方法及玻璃板的弯曲成形装置 |
| WO2009093505A1 (ja) | 2008-01-25 | 2009-07-30 | Asahi Glass Company, Limited | ガラス樹脂複合体の製造方法 |
| US9637926B2 (en) | 2008-04-10 | 2017-05-02 | Velcro BVBA | Membrane roofing |
| FR2930917B1 (fr) | 2008-05-06 | 2010-09-10 | Faurecia Interieur Ind | Panneau de garnissage de vehicule automobile comprenant un pictogramme retroeclaire de facon nette |
| DE102008025613A1 (de) | 2008-05-28 | 2009-12-03 | Bayer Materialscience Ag | Hydrophile Polyurethanbeschichtungen |
| US9010153B2 (en) | 2008-07-02 | 2015-04-21 | Corning Incorporated | Method of making shaped glass articles |
| US7542302B1 (en) | 2008-07-14 | 2009-06-02 | International Business Machines Corporation | Minimizing thickness of deadfronted display assemblies |
| TWI384434B (zh) | 2008-08-28 | 2013-02-01 | Au Optronics Corp | 可撓式顯示面板及其製造方法、光電裝置及其製造方法 |
| US20100065342A1 (en) | 2008-09-15 | 2010-03-18 | Thin Film Devices, Inc. | Touch screen having reduced reflection |
| CN101684032A (zh) | 2008-09-27 | 2010-03-31 | 深圳市三鑫特种玻璃技术股份有限公司石岩生产中心 | 玻璃冷弯方法 |
| TW201017499A (en) | 2008-10-27 | 2010-05-01 | Tpk Touch Solutions Inc | Manufacturing method and structure of curved-surface capacitive touch panel |
| CN102566841B (zh) | 2008-10-31 | 2015-04-15 | 宸美(厦门)光电有限公司 | 曲面状电容式触控板的结构 |
| KR101511189B1 (ko) | 2008-11-18 | 2015-04-13 | 삼성디스플레이 주식회사 | 광원 구동 방법, 이를 수행하기 위한 광원 장치 및 이를 갖는 표시 장치 |
| JP2010145731A (ja) | 2008-12-18 | 2010-07-01 | Sharp Corp | 表示装置 |
| JP2010156784A (ja) | 2008-12-26 | 2010-07-15 | Sharp Corp | 液晶表示装置 |
| US8341976B2 (en) | 2009-02-19 | 2013-01-01 | Corning Incorporated | Method of separating strengthened glass |
| FR2942793B1 (fr) | 2009-03-05 | 2012-03-23 | Saint Gobain | Formage d'un vitrage comprenant une ouverture |
| KR20100108044A (ko) | 2009-03-27 | 2010-10-06 | 삼성전자주식회사 | 전자 기기의 키패드 및 그 제조방법 |
| JP2010257562A (ja) | 2009-03-30 | 2010-11-11 | Hoya Corp | 磁気ディスク用基板及びその製造方法 |
| JP2010256769A (ja) | 2009-04-28 | 2010-11-11 | Nippon Seiki Co Ltd | 発光表示装置 |
| US8657456B2 (en) | 2009-04-30 | 2014-02-25 | Mitsubishi Electric Corporation | Display device and method for manufacturing the same |
| EP2439301B1 (en) | 2009-05-07 | 2017-03-22 | Nisshin Steel Co., Ltd. | High strength stainless steel pipe |
| DE102009021938A1 (de) | 2009-05-19 | 2010-11-25 | Nyssen, Siegfried, Dr. | Verbundglasscheibe und Verfahren zu ihrer Herstellung |
| US9555516B2 (en) | 2009-07-24 | 2017-01-31 | Corning Incorporated | Method for processing an edge of a glass plate |
| IN2012DN02029A (ko) | 2009-09-08 | 2015-07-31 | Siemens Concentrated Solar Power Ltd | |
| JP4565670B1 (ja) | 2009-10-09 | 2010-10-20 | 株式会社ミクロ技術研究所 | フレキシブルガラス基板の製造方法及びフレキシブルガラス基板 |
| WO2011048978A1 (ja) | 2009-10-20 | 2011-04-28 | 旭硝子株式会社 | ガラス積層体、支持体付き表示装置用パネル、表示装置用パネル、表示装置、およびこれらの製造方法 |
| KR101320501B1 (ko) | 2009-11-23 | 2013-10-23 | 엘지디스플레이 주식회사 | 플렉서블 표시장치 및 그 제조 방법 |
| US20110148267A1 (en) | 2009-12-18 | 2011-06-23 | Mcdaniel Aaron Matthew | Slumped glass spill proof shelf for an appliance and method of manufacturing a shelf |
| MX2012008288A (es) | 2010-01-19 | 2012-08-31 | Guardian Industries | Panel reflector secundario mejorado (srp) con recubrimiento tratable con calor para aplicaciones de energia solar concentrada y/o metodos para hacer el mismo. |
| DE102010007204A1 (de) | 2010-02-05 | 2011-08-11 | Daimler AG, 70327 | Tankdeckel mit optischer Anzeige des zu befüllenden Teibstoffes |
| US8673186B2 (en) | 2010-03-02 | 2014-03-18 | Microsoft Corporation | Fabrication of an optical wedge |
| KR101113289B1 (ko) | 2010-03-04 | 2012-02-24 | 주식회사 토비스 | 곡면 디스플레이 패널 제조 방법, 이를 이용한 곡면 디스플레이 패널, 및 이를 이용한 다중 영상 표시 장치 |
| EP2546087B1 (en) | 2010-03-11 | 2018-10-24 | Toyota Jidosha Kabushiki Kaisha | Image position adjustment device |
| KR20110103730A (ko) | 2010-03-15 | 2011-09-21 | (주)탑나노시스 | 터치센서 조립체 및 그 제조방법 |
| JP5370944B2 (ja) | 2010-03-17 | 2013-12-18 | 株式会社ジャパンディスプレイ | タッチパネルおよびその製造方法 |
| JP5585147B2 (ja) | 2010-03-23 | 2014-09-10 | 凸版印刷株式会社 | ベゼル加飾物 |
| JP5418781B2 (ja) | 2010-03-24 | 2014-02-19 | 日本精機株式会社 | 照明装置 |
| EP2551136A1 (en) | 2010-03-25 | 2013-01-30 | Asahi Glass Company, Limited | Method of manufacturing vehicle window pane member |
| DE102010020439A1 (de) | 2010-05-12 | 2011-11-17 | Schott Ag | Verfahren zur Herstellung geformter Glasartikel und Verwendung der verfahrensgemäß hergestellten Glasartikel |
| DE102010021161A1 (de) | 2010-05-21 | 2011-11-24 | Faurecia Innenraum Systeme Gmbh | Verfahren zum Umbiegen eines Randabschnitts eines Vorformlings |
| WO2011153369A2 (en) | 2010-06-02 | 2011-12-08 | University Of Washington Through Its Center For Commercialization | Porous glass articles formed using cold work process |
| US20120128952A1 (en) | 2010-06-02 | 2012-05-24 | Yoshiharu Miwa | Glass film laminate |
| WO2011155403A1 (ja) | 2010-06-10 | 2011-12-15 | 日本電気硝子株式会社 | 湾曲状ガラス樹脂積層体の製造方法 |
| JP2013189320A (ja) | 2010-07-06 | 2013-09-26 | Asahi Glass Co Ltd | ガラス基板の強度を高める方法 |
| US8923693B2 (en) | 2010-07-30 | 2014-12-30 | Apple Inc. | Electronic device having selectively strengthened cover glass |
| CN201989544U (zh) | 2010-08-02 | 2011-09-28 | 吕孟龙 | 复合玻璃装饰板 |
| US8638549B2 (en) | 2010-08-24 | 2014-01-28 | Apple Inc. | Electronic device display module |
| TWI531811B (zh) | 2010-10-28 | 2016-05-01 | 康寧公司 | 影像螢幕保護玻璃照明 |
| US20120111056A1 (en) | 2010-11-04 | 2012-05-10 | Christopher Prest | Enhanced strengthening of glass |
| JP5622318B2 (ja) * | 2010-11-08 | 2014-11-12 | 矢崎総業株式会社 | 計器用文字板の構造 |
| CN102464456B (zh) | 2010-11-16 | 2015-12-09 | 信义汽车玻璃(东莞)有限公司 | 一种防反射汽车玻璃及其制备方法 |
| JP2012111661A (ja) | 2010-11-24 | 2012-06-14 | Nippon Electric Glass Co Ltd | ガラス基板およびその製造方法 |
| US9346703B2 (en) | 2010-11-30 | 2016-05-24 | Corning Incorporated | Ion exchangable glass with deep compressive layer and high damage threshold |
| US8778496B2 (en) | 2010-11-30 | 2014-07-15 | Corning Incorporated | Anti-glare glass sheet having compressive stress equipoise and methods thereof |
| DE102010053578A1 (de) * | 2010-12-06 | 2012-06-06 | Daimler Ag | Interieurkomponente und Verfahren zu deren Herstellung |
| CN102557402B (zh) | 2010-12-11 | 2014-07-09 | 富泰华工业(深圳)有限公司 | 曲面玻璃板的成型方法与其采用的模具 |
| EP2463247A1 (de) | 2010-12-13 | 2012-06-13 | Saint-Gobain Glass France | Verfahren und Vorrichtung zum Biegen von Scheiben |
| EP2651676B1 (de) | 2010-12-13 | 2018-01-24 | Saint-Gobain Glass France | Gebogene scheibe |
| TW201226347A (en) | 2010-12-21 | 2012-07-01 | Chunghwa Picture Tubes Ltd | Method of thinning glass substrate |
| US20120196110A1 (en) | 2011-01-19 | 2012-08-02 | Takashi Murata | Tempered glass and tempered glass sheet |
| KR102101944B1 (ko) | 2011-02-28 | 2020-04-21 | 코닝 인코포레이티드 | 낮은 디스플레이 스파클을 갖는 방현 표면을 구비한 유리 |
| JP5916236B2 (ja) | 2011-03-31 | 2016-05-11 | 株式会社シンク・ラボラトリー | 情報表示システム及びドットパターン印刷物 |
| CN103443045B (zh) | 2011-04-01 | 2015-09-30 | 旭硝子株式会社 | 夹层玻璃及其制造方法 |
| KR101636765B1 (ko) | 2011-05-03 | 2016-07-20 | 삼성전자주식회사 | 휴대용 단말기의 화면 밝기를 조정하기 위한 장치 및 방법 |
| US20120280368A1 (en) | 2011-05-06 | 2012-11-08 | Sean Matthew Garner | Laminated structure for semiconductor devices |
| US9140543B1 (en) | 2011-05-25 | 2015-09-22 | Corning Incorporated | Systems and methods for measuring the stress profile of ion-exchanged glass |
| TWI547369B (zh) | 2011-05-27 | 2016-09-01 | 康寧公司 | 玻璃塑膠積層之裝置、處理線、及方法 |
| DE102011050870A1 (de) | 2011-06-06 | 2012-12-06 | Schott Ag | Anzeigevorrichtung |
| TWI591039B (zh) | 2011-07-01 | 2017-07-11 | 康寧公司 | 具高壓縮應力的離子可交換玻璃 |
| BE1020051A3 (fr) | 2011-07-04 | 2013-04-02 | Agc Glass Europe | Vitrage automobile. |
| KR20130005776A (ko) | 2011-07-07 | 2013-01-16 | 블루리버 주식회사 | 씨아이디 콘텐츠의 재생이 가능한 수신 단말기, 씨아이디 콘텐츠 서비스 제공 서버 및 방법 |
| CN103650015B (zh) | 2011-07-21 | 2016-07-06 | 丰田自动车株式会社 | 车辆用信息传递装置 |
| US9169988B2 (en) | 2011-08-02 | 2015-10-27 | Lg Innotek Co., Ltd. | Light emitting module and head lamp including the same |
| US9278655B2 (en) | 2011-08-08 | 2016-03-08 | Faurecia Interior Systems, Inc. | Foldable substrates for motor vehicles and methods for making the same |
| JP5382280B2 (ja) | 2011-08-29 | 2014-01-08 | 旭硝子株式会社 | ガラス板 |
| JPWO2013031547A1 (ja) | 2011-08-29 | 2015-03-23 | 旭硝子株式会社 | ガラス板、およびガラス板の製造方法 |
| MX2014003556A (es) | 2011-09-27 | 2014-05-28 | Koninkl Philips Nv | Aparato y metodo para transformacion de intervalo dinamico de imagenes. |
| CN103030262A (zh) | 2011-09-30 | 2013-04-10 | 富泰华工业(深圳)有限公司 | 曲面玻璃板的成型方法与其采用的成型设备 |
| TWI467427B (zh) | 2011-10-07 | 2015-01-01 | Young Optics Inc | 觸控顯示裝置 |
| KR102044359B1 (ko) | 2011-10-10 | 2019-11-13 | 코닝 인코포레이티드 | 얇은 유리 시트를 충분하게 절곡하는 장치 및 방법 |
| WO2013055589A2 (en) | 2011-10-10 | 2013-04-18 | Corning Incorporated | Reshaping thin glass sheets |
| US8833106B2 (en) | 2012-09-18 | 2014-09-16 | Corning Incorporated | Thermo-mechanical reforming method and system and mechanical reforming tool |
| KR101479892B1 (ko) | 2011-10-18 | 2015-01-06 | 피셔 테크놀로지 피티이. 엘티디. | 몰딩하는 방법 |
| JP5831974B2 (ja) | 2011-11-08 | 2015-12-16 | Mipox株式会社 | 端縁部を研磨テープにより研磨仕上げした板ガラス並びに板ガラス端縁部の研磨方法及び研磨装置 |
| EP3342759B1 (en) | 2011-11-16 | 2021-08-25 | Corning Incorporated | Ion exchangeable glass with high crack initiation threshold |
| US20130120850A1 (en) | 2011-11-16 | 2013-05-16 | Delphi Technologies, Inc. | Heads-up display system |
| FR2982855B1 (fr) | 2011-11-17 | 2013-11-08 | Saint Gobain | Bombage a froid d'un vitrage feuillete |
| US8549885B2 (en) | 2011-11-23 | 2013-10-08 | Corning Incorporated | Process and system for precision glass sheet bending |
| US8776550B2 (en) | 2011-11-23 | 2014-07-15 | Corning Incorporated | Method and system for making glass articles |
| KR101879615B1 (ko) | 2011-11-23 | 2018-07-19 | 삼성전자주식회사 | 디스플레이 장치 및 그의 제어 방법 |
| CN104302589B (zh) | 2011-11-30 | 2017-11-28 | 康宁股份有限公司 | 光学涂覆方法、设备和产品 |
| JP2013117665A (ja) | 2011-12-05 | 2013-06-13 | Fujitsu Ltd | フレキシブル表示素子およびその製造方法 |
| US8528366B2 (en) | 2011-12-22 | 2013-09-10 | Sunpower Corporation | Heat-regulating glass bending apparatus and method |
| WO2013099620A1 (ja) | 2011-12-26 | 2013-07-04 | 旭硝子株式会社 | 化学強化処理によるガラス基板の反りを低減する方法、および化学強化ガラス基板の製造方法 |
| EP2617690B1 (en) | 2012-01-19 | 2017-11-22 | Corning Incorporated | Method of decorating chemically strengthened glass |
| EP2620806B1 (en) | 2012-01-30 | 2018-08-01 | Samsung Electronics Co., Ltd. | Display apparatus with detachable glass panel |
| US20130209824A1 (en) | 2012-02-15 | 2013-08-15 | Rti International Metals, Inc. | Titanium alloys |
| WO2013146442A1 (ja) | 2012-03-26 | 2013-10-03 | 旭硝子株式会社 | 化学強化時の反りを低減できるガラス板 |
| WO2013146441A1 (ja) | 2012-03-26 | 2013-10-03 | 旭硝子株式会社 | 化学強化時の反りを低減できるガラス板 |
| JP5883333B2 (ja) | 2012-04-02 | 2016-03-15 | 日東電工株式会社 | 透明シートおよびその製造方法 |
| US9223162B2 (en) | 2012-04-11 | 2015-12-29 | Apple Inc. | Display having a flexured element |
| JP2015121567A (ja) | 2012-04-11 | 2015-07-02 | シャープ株式会社 | 表示制御装置及び表示装置 |
| FR2990651B1 (fr) | 2012-05-21 | 2014-05-16 | Peugeot Citroen Automobiles Sa | Pare-brise comportant un fenestron pourvu d'une semelle d'accouplement integree de forme conjuguee a celle du montant de carrosserie. |
| US20130314642A1 (en) | 2012-05-23 | 2013-11-28 | Conopco, Inc., D/B/A Unilever | Non-black dead front display |
| US8967834B2 (en) | 2012-05-23 | 2015-03-03 | Iluminage Beauty, Ltd. | Curved dead front display |
| WO2013176150A1 (ja) | 2012-05-25 | 2013-11-28 | 旭硝子株式会社 | 化学強化ガラス板、カバーガラス、タッチセンサ付化学強化ガラスおよびディスプレイ装置 |
| US9517967B2 (en) | 2012-05-31 | 2016-12-13 | Corning Incorporated | Ion exchangeable glass with high damage resistance |
| US8962084B2 (en) | 2012-05-31 | 2015-02-24 | Corning Incorporated | Methods of applying a layer of material to a non-planar glass sheet |
| US9611165B2 (en) | 2012-06-08 | 2017-04-04 | Corning Incorporated | Method and apparatus for bending a glass sheet and an electronic device casing |
| US9120187B2 (en) | 2012-06-08 | 2015-09-01 | Nokia Technologies Oy | Multilayer 3D glass window with embedded functions |
| JP5435166B1 (ja) | 2012-06-14 | 2014-03-05 | 日本電気硝子株式会社 | 屈曲部を有するガラス板の製造方法及び屈曲部を有するガラス板 |
| EP2679551A1 (en) | 2012-06-28 | 2014-01-01 | Corning Incorporated | Process and system for fine tuning precision glass sheet bending |
| KR20140002470A (ko) | 2012-06-29 | 2014-01-08 | 삼성디스플레이 주식회사 | 디스플레이 장치, 디스플레이 장치의 제조방법, 디스플레이 장치의 제조장치 |
| US20150168768A1 (en) | 2012-06-29 | 2015-06-18 | Sony Corporation | Display device |
| US20140014260A1 (en) | 2012-07-12 | 2014-01-16 | Dipakbin Qasem Chowdhury | Laminated structures and methods of manufacturing laminated structures |
| CN104661976A (zh) | 2012-07-12 | 2015-05-27 | 康宁股份有限公司 | 纹理化的玻璃表面及其制备方法 |
| CN202806307U (zh) | 2012-07-23 | 2013-03-20 | 长春光景科技有限公司 | 一种带有柔性显示屏的汽车前风挡玻璃 |
| CN104937460B (zh) | 2012-08-13 | 2018-11-13 | 科思创德国股份有限公司 | 液晶显示器的照明设备 |
| US9028296B2 (en) | 2012-08-30 | 2015-05-12 | Corning Incorporated | Glass sheets and methods of shaping glass sheets |
| JPWO2014045809A1 (ja) | 2012-09-20 | 2016-08-18 | 旭硝子株式会社 | 化学強化ガラスの製造方法 |
| WO2014055583A1 (en) | 2012-10-05 | 2014-04-10 | Corning Incorporated | Glass/metal laminated structures and methods of manufacturing laminated structures |
| JP5999340B2 (ja) | 2012-10-05 | 2016-09-28 | 日本電気硝子株式会社 | タッチパネル用ガラスフィルム積層体、及びタッチパネル、並びにタッチパネル用ガラスフィルム積層体の製造方法 |
| JP5796561B2 (ja) | 2012-10-23 | 2015-10-21 | 株式会社デンソー | 車載用電子制御装置 |
| KR102050434B1 (ko) | 2012-10-31 | 2019-11-29 | 엘지디스플레이 주식회사 | 플렉서블 유기전계 발광소자 및 그 제조방법 |
| JP2014139122A (ja) | 2012-11-07 | 2014-07-31 | Nippon Electric Glass Co Ltd | ディスプレイ用カバーガラスの製造方法及びディスプレイ用カバーガラスの製造装置 |
| JP2014139121A (ja) | 2012-11-07 | 2014-07-31 | Nippon Electric Glass Co Ltd | ディスプレイ用カバーガラスの製造方法及びディスプレイ用カバーガラスの製造装置 |
| TWI468789B (zh) | 2012-11-09 | 2015-01-11 | Au Optronics Corp | 顯示裝置 |
| WO2014085663A1 (en) | 2012-11-29 | 2014-06-05 | Corning Incorporated | Methods of fabricating glass articles by laser damage and etching |
| US20140168546A1 (en) | 2012-12-13 | 2014-06-19 | 3M Innovative Properties Company | Curved Automatic-Darkening Filter |
| US20140168153A1 (en) | 2012-12-17 | 2014-06-19 | Corning Incorporated | Touch screen systems and methods based on touch location and touch force |
| DE102012224352A1 (de) | 2012-12-21 | 2014-06-26 | Continental Automotive Gmbh | Elektrooptische Anzeige mit einer transparenten Abdeckung |
| JP2014126564A (ja) | 2012-12-25 | 2014-07-07 | Nippon Electric Glass Co Ltd | 表示装置用カバーガラス、表示装置及び表示装置用カバーガラスの製造方法 |
| CN105517796B (zh) | 2013-01-07 | 2018-03-30 | 康宁股份有限公司 | 强化层压玻璃结构 |
| US9701564B2 (en) | 2013-01-15 | 2017-07-11 | Corning Incorporated | Systems and methods of glass cutting by inducing pulsed laser perforations into glass articles |
| EP2754524B1 (de) | 2013-01-15 | 2015-11-25 | Corning Laser Technologies GmbH | Verfahren und Vorrichtung zum laserbasierten Bearbeiten von flächigen Substraten, d.h. Wafer oder Glaselement, unter Verwendung einer Laserstrahlbrennlinie |
| JP6136286B2 (ja) | 2013-01-17 | 2017-05-31 | 大日本印刷株式会社 | 表示装置用前面保護板、及び表示装置 |
| DE102013001785A1 (de) | 2013-01-31 | 2014-07-31 | erfis GmbH | Parabolrinnenspiegel |
| JP5976561B2 (ja) | 2013-02-04 | 2016-08-23 | 株式会社東海理化電機製作所 | 操作装置 |
| CN105793203B (zh) | 2013-02-20 | 2022-03-01 | 康宁股份有限公司 | 用于形成具有形状的玻璃制品的方法和设备 |
| US9187365B2 (en) | 2013-02-25 | 2015-11-17 | Corning Incorporated | Methods for measuring the asymmetry of a glass-sheet manufacturing process |
| EP3838582A1 (en) | 2013-02-26 | 2021-06-23 | Corning Incorporated | Shape-retaining flexible glass-polymer laminates |
| US9308714B2 (en) | 2013-03-05 | 2016-04-12 | International Business Machines Corporation | Method for improving surface quality of spalled substrates |
| KR20140111403A (ko) | 2013-03-11 | 2014-09-19 | 엘지전자 주식회사 | 성형유리 제조 장치 및 제조 방법 |
| US9690032B1 (en) | 2013-03-12 | 2017-06-27 | Flex Lighting Ii Llc | Lightguide including a film with one or more bends |
| JP2014189478A (ja) | 2013-03-28 | 2014-10-06 | Hamamatsu Photonics Kk | 強化ガラス板加工方法 |
| WO2014157014A1 (ja) | 2013-03-29 | 2014-10-02 | 株式会社クリエイティブ テクノロジー | チャック装置 |
| TWI631019B (zh) | 2013-04-19 | 2018-08-01 | 美商康寧公司 | 形成積層玻璃結構之方法 |
| JP5997655B2 (ja) | 2013-04-26 | 2016-09-28 | 矢崎総業株式会社 | 車両用表示装置 |
| TWI503721B (zh) | 2013-05-09 | 2015-10-11 | Henghao Technology Co Ltd | 觸控電極裝置 |
| US9470919B2 (en) | 2013-05-14 | 2016-10-18 | Microsoft Technology Licensing, Llc | Methods for producing a glass-based non planar digital display |
| US20160083292A1 (en) | 2013-05-24 | 2016-03-24 | Nippon Electric Glass Co., Ltd. | Method for manufacturing tempered glass sheet |
| US10329193B2 (en) | 2013-05-24 | 2019-06-25 | Nippon Electric Glass Co., Ltd. | Method for producing toughened glass plate |
| KR101701247B1 (ko) | 2013-05-27 | 2017-02-02 | 삼성디스플레이 주식회사 | 라미네이션 장치 및 이를 이용한 라미네이션 방법 |
| US9109881B2 (en) | 2013-06-17 | 2015-08-18 | Corning Incorporated | Prism coupling methods with improved mode spectrum contrast for double ion-exchanged glass |
| US9114625B2 (en) * | 2013-06-26 | 2015-08-25 | Nike, Inc. | Additive color printing |
| JP6394110B2 (ja) | 2013-07-08 | 2018-09-26 | 日本電気硝子株式会社 | 強化ガラスの製造方法 |
| DE102013011690B4 (de) | 2013-07-12 | 2022-04-21 | e.solutions GmbH | Glasoberflächenverbund zur Anordnung vor einer optischen Anzeige, einem Bedienfeld und/ oder zur Verwendung als dekoratives Element, insbesondere in einem Kraftfahrzeug |
| DE102013214108B4 (de) | 2013-07-18 | 2023-05-17 | Bayerische Motoren Werke Aktiengesellschaft | Räumlich gekrümmter Glasformkörper und Verfahren zu dessen Herstellung |
| EP3024908B1 (en) | 2013-07-24 | 2020-12-16 | Blue Cube IP LLC | Curable compositions |
| US9821509B2 (en) | 2013-07-29 | 2017-11-21 | Faurecia Innenraum Systeme Gmbh | Method and device for producing an interior covering part |
| US9573843B2 (en) | 2013-08-05 | 2017-02-21 | Corning Incorporated | Polymer edge-covered glass articles and methods for making and using same |
| US9522837B2 (en) | 2013-08-08 | 2016-12-20 | Corning Incorporated | Method of making glass articles |
| US10005246B2 (en) | 2013-08-22 | 2018-06-26 | Faurecia Interior Systems, Inc. | Methods for making interior panels for motor vehicles |
| JP6274537B2 (ja) | 2013-08-29 | 2018-02-07 | 国立大学法人神戸大学 | 加圧成形用ガラス体及びその製造方法並びに微細加工ガラス体及びその製造方法 |
| JP6431069B2 (ja) | 2013-08-29 | 2018-11-28 | コーニング インコーポレイテッド | 薄いガラスラミネート構造 |
| DE102013109443B4 (de) | 2013-08-30 | 2017-06-22 | Schott Ag | Verfahren zum Ziehen von Glasbändern |
| JP2015060174A (ja) | 2013-09-20 | 2015-03-30 | 日本精機株式会社 | 表示装置 |
| KR102079556B1 (ko) | 2013-09-25 | 2020-02-20 | 엘지디스플레이 주식회사 | 곡면형 표시장치 및 이의 곡면형성 방법 |
| CN104516562B (zh) | 2013-09-29 | 2017-10-27 | 宏碁股份有限公司 | 触控面板以及其制造方法 |
| KR102235722B1 (ko) | 2013-10-14 | 2021-04-05 | 코닝 인코포레이티드 | 이온 교환 공정 및 이로부터 결과하는 화학적으로 강화된 유리 기판 |
| US9649792B2 (en) | 2013-10-15 | 2017-05-16 | Velcro BVBA | Forming longitudinally pleated products |
| FR3012073A1 (fr) | 2013-10-23 | 2015-04-24 | Saint Gobain | Vitrage feuillete asymetrique |
| KR102108362B1 (ko) | 2013-10-25 | 2020-05-11 | 삼성디스플레이 주식회사 | 플렉서블 디스플레이 장치 |
| US9446723B2 (en) | 2013-10-29 | 2016-09-20 | Faurecia Interior Systems, Inc. | Interior panels for motor vehicles and methods for making the interior panels |
| KR101550292B1 (ko) | 2013-11-04 | 2015-09-04 | 코닝정밀소재 주식회사 | 유리기판 성형장치 |
| KR101499431B1 (ko) | 2013-11-04 | 2015-03-06 | 코닝정밀소재 주식회사 | 유리기판 성형장치 |
| JP6127923B2 (ja) | 2013-11-06 | 2017-05-17 | 株式会社デンソー | ヘッドアップディスプレイ装置 |
| CN103587161A (zh) | 2013-11-06 | 2014-02-19 | 徐林波 | 玻璃-金属复合板材及其制造方法和应用 |
| EP2874024A1 (fr) * | 2013-11-15 | 2015-05-20 | The Swatch Group Research and Development Ltd. | Cadran nacre pour afficheur cache |
| WO2015085283A1 (en) | 2013-12-06 | 2015-06-11 | General Plasma Inc. | Durable anti-reflective coated substrates for use in electronic-devices displays and other related technology |
| WO2015084902A1 (en) | 2013-12-06 | 2015-06-11 | Corning Incorporated | Methods for forming patterns in thin glass laminate structures |
| TWI485432B (zh) | 2013-12-12 | 2015-05-21 | Au Optronics Corp | 顯示模組及抬頭顯示器 |
| US9815730B2 (en) | 2013-12-17 | 2017-11-14 | Corning Incorporated | Processing 3D shaped transparent brittle substrate |
| US20150165560A1 (en) | 2013-12-17 | 2015-06-18 | Corning Incorporated | Laser processing of slots and holes |
| JP6586092B2 (ja) | 2013-12-19 | 2019-10-02 | コーニング インコーポレイテッド | ディスプレイ用途のための起伏加工表面 |
| KR20160101124A (ko) | 2013-12-20 | 2016-08-24 | 코닝 인코포레이티드 | 유체 및 진공의 공급을 누출 방지하기 위한, 동심원 튜브를 갖는 몰드 어셈블리 |
| KR102145191B1 (ko) | 2014-01-24 | 2020-08-19 | 엘지전자 주식회사 | 이동 단말기 |
| US9321677B2 (en) | 2014-01-29 | 2016-04-26 | Corning Incorporated | Bendable glass stack assemblies, articles and methods of making the same |
| FR3017073B1 (fr) | 2014-02-03 | 2016-03-04 | Holdham | Fiche d'informations, destinee a etre introduite entre deux pages d'un produit de papeterie, tel qu'un cahier |
| US9452948B2 (en) | 2014-02-06 | 2016-09-27 | Glasstech, Inc. | Three stage forming station and method for forming a hot glass sheet with transverse curvature |
| US9724727B2 (en) | 2014-02-13 | 2017-08-08 | Corning Incorporated | Methods for printing on glass |
| JP6348302B2 (ja) | 2014-02-28 | 2018-06-27 | 株式会社デンソーテン | 画像表示装置 |
| KR101550833B1 (ko) | 2014-03-10 | 2015-09-07 | 이지스코 주식회사 | 고무 점착식 척킹기구 및 이를 구비한 기판 합착장치와 그 제조방법 |
| US9240437B2 (en) | 2014-03-17 | 2016-01-19 | Cbrite Inc. | Flexible TFT backpanel by glass substrate removal |
| KR102187473B1 (ko) | 2014-03-17 | 2020-12-08 | 엘지이노텍 주식회사 | 터치 디바이스 |
| US20150274585A1 (en) | 2014-03-26 | 2015-10-01 | Apple Inc. | Asymmetric chemical strengthening |
| US20170088454A1 (en) | 2014-03-27 | 2017-03-30 | Nippon Sheet Glass Company, Limited | Method for reducing warpage occurring in glass sheet due to chemical strengthening treatment, method for producing glass sheet for chemical strengthening, and method for producing chemically strengthened glass sheet |
| CN203825589U (zh) | 2014-04-10 | 2014-09-10 | 上海博泰悦臻电子设备制造有限公司 | 一种曲面触摸显示屏 |
| KR102353766B1 (ko) | 2014-04-15 | 2022-01-20 | 삼성전자 주식회사 | 디스플레이를 제어하는 장치 및 방법 |
| US9829979B2 (en) * | 2014-04-28 | 2017-11-28 | Ford Global Technologies, Llc | Automotive touchscreen controls with simulated texture for haptic feedback |
| US9278500B2 (en) | 2014-05-06 | 2016-03-08 | Faurecia Interior Systems, Inc. | Vehicle interior panels with sealed stitching |
| TWI649277B (zh) | 2014-05-07 | 2019-02-01 | 美商康寧公司 | 成形玻璃物件及其形成方法 |
| US11267973B2 (en) | 2014-05-12 | 2022-03-08 | Corning Incorporated | Durable anti-reflective articles |
| CN106458683A (zh) | 2014-05-15 | 2017-02-22 | 旭硝子株式会社 | 玻璃物品以及玻璃物品的制造方法 |
| KR102276108B1 (ko) | 2014-05-26 | 2021-07-12 | 삼성전자 주식회사 | 폴더형 표시부를 가지는 전자 장치 및 이의 운영 방법 |
| KR102203104B1 (ko) | 2014-06-05 | 2021-01-15 | 삼성디스플레이 주식회사 | 플렉서블 디스플레이 장치 |
| US10549704B2 (en) | 2014-07-10 | 2020-02-04 | Corning Incorporated | Cold formed glass applique |
| WO2016007843A1 (en) | 2014-07-11 | 2016-01-14 | Corning Incorporated | Systems and methods of glass cutting by inducing pulsed laser perforations into glass articles |
| EP3169635B1 (en) | 2014-07-14 | 2022-11-23 | Corning Incorporated | Method and system for forming perforations |
| CN105481236A (zh) | 2014-07-14 | 2016-04-13 | 康宁股份有限公司 | 用于切割叠层结构的系统和方法 |
| US9617180B2 (en) | 2014-07-14 | 2017-04-11 | Corning Incorporated | Methods and apparatuses for fabricating glass articles |
| JP6213737B2 (ja) | 2014-07-30 | 2017-10-18 | 豊田合成株式会社 | タッチパネル装置およびタッチパネル装置の製造方法 |
| JP2017524642A (ja) | 2014-07-30 | 2017-08-31 | コーニング インコーポレイテッド | 極薄ガラスシートを改作する方法および装置 |
| CA2956929A1 (en) | 2014-07-31 | 2016-02-04 | Corning Incorporated | Thermally tempered glass and methods and apparatuses for thermal tempering of glass |
| DE102014110920C5 (de) | 2014-07-31 | 2023-08-03 | Schott Ag | Geformter Glasartikel mit vorbestimmter Geometrie |
| US11097974B2 (en) | 2014-07-31 | 2021-08-24 | Corning Incorporated | Thermally strengthened consumer electronic glass and related systems and methods |
| WO2016020808A1 (ja) | 2014-08-07 | 2016-02-11 | 株式会社半導体エネルギー研究所 | 表示装置、および運転支援システム |
| JP6086954B2 (ja) | 2014-08-08 | 2017-03-01 | Japan 3D Devices株式会社 | 光学用曲げガラス板及びその製造方法 |
| CN204111583U (zh) | 2014-08-15 | 2015-01-21 | 福耀集团(上海)汽车玻璃有限公司 | 一种改进型的汽车夹层玻璃炉外压制成型模具 |
| EP3183116B1 (en) | 2014-08-19 | 2022-05-04 | Corning Incorporated | Bendable glass stack assemblies and methods of making the same |
| KR20170043586A (ko) | 2014-08-20 | 2017-04-21 | 코닝 인코포레이티드 | 크고 얇은 유리/금속 라미네이트 |
| JP2017532274A (ja) | 2014-08-20 | 2017-11-02 | コーニング インコーポレイテッド | フレキシブル薄型ガラスの切断において高エッジ強度を生み出す方法および装置 |
| WO2016027812A1 (ja) | 2014-08-22 | 2016-02-25 | 旭硝子株式会社 | 車載表示装置 |
| TWI553598B (zh) * | 2014-08-27 | 2016-10-11 | 群創光電股份有限公司 | 曲面電子裝置 |
| KR20160031363A (ko) | 2014-09-12 | 2016-03-22 | 삼성전자주식회사 | 유연성 디스플레이 소자를 포함하는 전자 장치 |
| WO2016044360A1 (en) | 2014-09-17 | 2016-03-24 | Corning Incorporated | Curved liquid crystal display panel and process of manufacture |
| US20160091645A1 (en) | 2014-09-30 | 2016-03-31 | Continental Automotive Systems, Inc. | Dead-front lens for interior vehicle display |
| JP6832274B6 (ja) | 2014-10-03 | 2021-03-24 | スリーエム イノベイティブ プロパティズ カンパニー | 入射光の散乱を管理する方法、及びそれにより形成される物品 |
| CN206580739U (zh) | 2014-10-08 | 2017-10-24 | 康宁股份有限公司 | 玻璃基制品 |
| US9606625B2 (en) | 2014-10-13 | 2017-03-28 | Immersion Corporation | Haptically-enabled deformable device with rigid component |
| KR102247283B1 (ko) | 2014-10-20 | 2021-05-03 | 삼성전자주식회사 | 전자 장치 및 그의 외관 부재 제작 방법 |
| CN107075337B (zh) | 2014-10-23 | 2021-02-09 | Sika技术股份公司 | 具有高反应性预处理剂的粘合体系 |
| CN107076878A (zh) | 2014-10-31 | 2017-08-18 | 康宁股份有限公司 | 具有均匀织构化表面和低闪耀的抗眩目基材及其制造方法 |
| US9477334B2 (en) | 2014-10-31 | 2016-10-25 | Buwon Precision Sciences Co., Ltd. | Curved touch panel and method for fabricating the same |
| DE102014016323B4 (de) | 2014-11-03 | 2021-11-25 | Audi Ag | Anzeigevorrichtung für einen Kraftwagen, Verfahren zum Betreiben einer Anzeigevorrichtung und Kraftwagen mit einer Anzeigevorrichtung |
| DE102014016328B3 (de) | 2014-11-03 | 2016-03-17 | Audi Ag | Verfahren zum Betreiben einer Anzeigevorrichtung, Anzeigevorrichtung für einen Kraftwagen und Kraftwagen mit einer Anzeigenvorrichtung |
| TWI733654B (zh) | 2014-11-04 | 2021-07-21 | 美商康寧公司 | 具有無鹼玻璃元件的可彎曲玻璃物件 |
| WO2016073549A1 (en) | 2014-11-05 | 2016-05-12 | Corning Incorporated | Glass articles with non-planar features and alkali-free glass elements |
| TWI564766B (zh) | 2014-11-09 | 2017-01-01 | 財團法人工業技術研究院 | 網狀電極、感測元件以及電極層 |
| KR20160056763A (ko) | 2014-11-10 | 2016-05-20 | 주식회사 다이아벨 | 밴딩 힌지 장치 및 이를 구비하는 전자기기 |
| DE102014116798A1 (de) | 2014-11-17 | 2016-05-19 | Schott Ag | Chemisch vorspannbares oder vorgespanntes Glas und Verfahren zu dessen Herstellung |
| KR102288437B1 (ko) | 2014-11-21 | 2021-08-10 | 삼성전자주식회사 | 접을 수 있는 전자 장치 |
| WO2016093535A1 (ko) | 2014-12-10 | 2016-06-16 | 엘지전자 주식회사 | 차량 디스플레이 장치 및 이를 구비한 차량 |
| DE102014119064A1 (de) | 2014-12-18 | 2016-06-23 | Schott Ag | Glasfilm mit speziell ausgebildeter Kante, Verfahren zu dessen Herstellung sowie dessen Verwendung |
| JP6511810B2 (ja) | 2014-12-26 | 2019-05-15 | Agc株式会社 | 表示装置用前面ガラス及び表示装置付き機器 |
| US20180005960A1 (en) | 2015-01-14 | 2018-01-04 | Corning Incorporated | Glass substrate and display device comprising the same |
| CN204439971U (zh) | 2015-01-15 | 2015-07-01 | 合肥惠科金扬科技有限公司 | 曲面液晶显示设备的超薄边框模组 |
| JP2016130810A (ja) | 2015-01-15 | 2016-07-21 | 株式会社Nsc | 液晶表示パネル用基板 |
| CN104503629A (zh) | 2015-01-19 | 2015-04-08 | 欧浦登(顺昌)光学有限公司 | 一种全贴合曲面触控显示屏及其制造工艺 |
| CN204463066U (zh) | 2015-01-19 | 2015-07-08 | 欧浦登(顺昌)光学有限公司 | 一种全贴合曲面触控显示屏 |
| CN104656999B (zh) | 2015-01-19 | 2017-10-24 | 欧浦登(顺昌)光学有限公司 | 一种弯曲触控显示屏及其制造工艺 |
| JP6442294B2 (ja) | 2015-01-19 | 2018-12-19 | 株式会社Screenホールディングス | 画像データ生成方法、画像記録方法、画像データ生成装置および画像記録装置 |
| KR102309386B1 (ko) | 2015-01-20 | 2021-10-06 | 삼성디스플레이 주식회사 | 윈도우 가공 장치 |
| TW201627964A (zh) | 2015-01-26 | 2016-08-01 | 廣達電腦股份有限公司 | 可出現光紋圖案之電子裝置 |
| JP6447193B2 (ja) | 2015-01-30 | 2019-01-09 | ヤマハ株式会社 | スピーカユニット |
| CN107207314B (zh) | 2015-02-05 | 2020-03-10 | Agc株式会社 | 曲面保护玻璃及其制造方法、以及车载用显示构件 |
| JP2015092422A (ja) | 2015-02-20 | 2015-05-14 | 株式会社ミクロ技術研究所 | 湾曲型タッチパネル |
| JP6579191B2 (ja) | 2015-02-25 | 2019-09-25 | Agc株式会社 | 曲面カバーガラス及びその製造方法、並びに、ガラス部材、表示装置、曲面ガラス |
| DE102015102743A1 (de) * | 2015-02-26 | 2016-09-01 | Schott Ag | Beschichteter Glas- oder Glaskeramikartikel |
| US20160250982A1 (en) | 2015-02-26 | 2016-09-01 | Corning Incorporated | Thin laminate structures with enhanced acoustic performance |
| KR102309091B1 (ko) | 2015-03-02 | 2021-10-07 | 삼성디스플레이 주식회사 | 오토모티브 표시 장치 |
| JP2016169143A (ja) | 2015-03-10 | 2016-09-23 | 旭硝子株式会社 | 化学強化ガラス |
| JP2016173794A (ja) | 2015-03-18 | 2016-09-29 | 小島プレス工業株式会社 | 車両搭載用タッチセンサおよびその製造方法 |
| CN106033283B (zh) | 2015-03-20 | 2019-12-13 | 南昌欧菲光学技术有限公司 | 显示屏、终端及显示屏制作方法 |
| CN107250906A (zh) | 2015-03-23 | 2017-10-13 | 英特曼帝克司公司 | 光致发光彩色显示器 |
| CN104843976B (zh) | 2015-04-01 | 2018-02-27 | 桂林电子科技大学 | 一种3d曲面超薄玻璃弯曲成型装置和制造方法 |
| KR101738413B1 (ko) | 2015-04-03 | 2017-05-23 | (주)대호테크 | 진공 성형시 흡착성형자국이 발생하지 않도록 한 유리성형용 금형장치 |
| CN104851889A (zh) | 2015-04-10 | 2015-08-19 | 京东方科技集团股份有限公司 | 可折叠基板及其制作方法、柔性显示装置 |
| US10109228B2 (en) | 2015-04-10 | 2018-10-23 | Samsung Display Co., Ltd. | Method and apparatus for HDR on-demand attenuation control |
| KR20160124665A (ko) | 2015-04-20 | 2016-10-28 | 호시덴 가부시기가이샤 | 터치 패널 및 그 제조방법 |
| JP2016207200A (ja) | 2015-04-20 | 2016-12-08 | ホシデン株式会社 | タッチパネル及びその製造方法 |
| DE102015005365A1 (de) | 2015-04-25 | 2016-10-27 | Audi Ag | Anzeigevorrichtung für einen Kraftwagen, Verfahren zum Betreiben einer Anzeigevorrichtung und Kraftwagen mit einer Anzeigevorrichtung |
| KR102300081B1 (ko) | 2015-04-27 | 2021-09-08 | 삼성디스플레이 주식회사 | 합착 장치 및 이를 이용한 곡면 표시 장치의 제조 방법 |
| US20160318790A1 (en) | 2015-04-30 | 2016-11-03 | Rofin-Sinar Technologies Inc. | Method and system for scribing heat processed transparent materials |
| KR102414855B1 (ko) | 2015-04-30 | 2022-07-01 | 삼성전자주식회사 | 플렉시블 전자 장치 |
| CN107667303A (zh) | 2015-05-11 | 2018-02-06 | 康宁股份有限公司 | 具有不透明屏幕的表面显示单元 |
| JP6491532B2 (ja) | 2015-05-11 | 2019-03-27 | 日本精機株式会社 | 車両用表示装置 |
| US9528696B2 (en) | 2015-05-12 | 2016-12-27 | Haier U.S. Appliance Solutions, Inc. | Appliance with dead front user interface |
| JP6536164B2 (ja) | 2015-05-18 | 2019-07-03 | 日本精機株式会社 | ヘッドアップディスプレイ装置 |
| EP3302968A1 (en) | 2015-06-02 | 2018-04-11 | Corning Incorporated | Glass laminate with pane having glass-glass laminate structure |
| TW201710113A (zh) | 2015-06-02 | 2017-03-16 | 康寧公司 | 車輛投影系統 |
| WO2016196540A1 (en) | 2015-06-02 | 2016-12-08 | Corning Incorporated | Aesthetic surface and display device with such a surface |
| WO2016196532A1 (en) | 2015-06-02 | 2016-12-08 | Corning Incorporated | Multi-functional material system for surface display unit |
| EP3303952A1 (en) | 2015-06-02 | 2018-04-11 | Arçelik Anonim Sirketi | A refrigerator wherein ice is obtained quickly |
| CN107743443B (zh) | 2015-06-02 | 2020-11-20 | 康宁股份有限公司 | 光响应薄玻璃层压件 |
| US10286631B2 (en) | 2015-06-03 | 2019-05-14 | Precision Glass Bending Corporation | Bent, veneer-encapsulated heat-treated safety glass panels and methods of manufacture |
| KR102098208B1 (ko) | 2015-06-03 | 2020-04-07 | 삼성전자주식회사 | 시인성이 개선된 디스플레이 시스템 및 그 방법 |
| US9895975B2 (en) | 2015-06-05 | 2018-02-20 | Lg Display Co., Ltd. | Bar type display apparatus and vehicle comprising the same |
| JP6332559B2 (ja) | 2015-06-05 | 2018-05-30 | 旭硝子株式会社 | 車載表示装置 |
| KR102411046B1 (ko) | 2015-06-05 | 2022-06-20 | 엘지디스플레이 주식회사 | 바형 디스플레이 장치 및 이를 포함하는 차량 |
| EP3310209A4 (en) | 2015-06-16 | 2019-03-27 | Amx Llc | RETRACTABLE DISPLAY DEVICE |
| EA034551B1 (ru) | 2015-06-18 | 2020-02-19 | Агк Гласс Юроп | Лист стекла с высокой светопроницаемостью и с ахроматическими краями |
| JP5927637B1 (ja) | 2015-06-19 | 2016-06-01 | Hoya株式会社 | プレス成形用ガラス素材、プレス成形用ガラス素材の製造方法、及び光学素子の製造方法 |
| KR20170000208A (ko) | 2015-06-23 | 2017-01-02 | 코닝정밀소재 주식회사 | 기판 진공성형 금형 및 방법 |
| CN107810100B (zh) | 2015-06-26 | 2020-10-30 | 康宁股份有限公司 | 用于对板材进行再成形的设备和方法 |
| FR3037890B1 (fr) | 2015-06-29 | 2019-03-15 | Faurecia Sieges D'automobile | Realisation d'un element d'habillage pour siege de vehicule automobile ou habitacle de vehicule automobile |
| KR102511591B1 (ko) | 2015-07-10 | 2023-03-17 | 코닝 인코포레이티드 | 냉간 성형 적층물 |
| WO2017011705A1 (en) | 2015-07-16 | 2017-01-19 | The Regents Of The University Of California | Method for fabricating two-dimensional protein crystals |
| EP3118174A1 (en) | 2015-07-17 | 2017-01-18 | AGC Glass Europe | Center console for vehicle |
| EP3118175A1 (en) | 2015-07-17 | 2017-01-18 | AGC Glass Europe | Trim element for interior vehicle |
| JP2017026694A (ja) | 2015-07-17 | 2017-02-02 | 三菱電機株式会社 | 表示装置筐体 |
| US10579106B2 (en) | 2015-07-21 | 2020-03-03 | Corning Incorporated | Glass articles exhibiting improved fracture performance |
| EP3326054A4 (en) | 2015-07-21 | 2019-03-27 | The Arizona Board of Regents On Behalf of the University of Arizona | SYSTEMS AND METHOD FOR ANALYZING HEALTH DATA |
| MX2018001302A (es) | 2015-07-30 | 2018-11-12 | Corning Inc | Vidrio reforzado térmicamente y sistemas y métodos relacionados. |
| US9573349B1 (en) | 2015-07-30 | 2017-02-21 | Eastman Kodak Company | Multilayered structure with water-impermeable substrate |
| JP2018529611A (ja) | 2015-07-30 | 2018-10-11 | コーニング インコーポレイテッド | 熱強化された自動車用ガラス |
| US20180200995A1 (en) | 2015-07-31 | 2018-07-19 | Corning Incorporated | Strengthened asymmetric glass laminates |
| CN106495507B (zh) | 2015-09-07 | 2020-11-13 | Agc株式会社 | 夹层玻璃 |
| JP2018536177A (ja) | 2015-09-14 | 2018-12-06 | コーニング インコーポレイテッド | 高光線透過性かつ耐擦傷性反射防止物品 |
| US10343944B2 (en) | 2015-09-21 | 2019-07-09 | Apple Inc. | Glass structure having 3D shape and uniform thickness |
| US9947882B2 (en) | 2015-09-25 | 2018-04-17 | Apple Inc. | Electronic devices with robust flexible displays |
| US20170094039A1 (en) | 2015-09-26 | 2017-03-30 | Liwei Lu | Touch screen protector |
| US10712614B2 (en) | 2015-09-30 | 2020-07-14 | Samsung Display Co., Ltd. | Color conversion panel and display device including the same |
| CN105118391B (zh) | 2015-10-12 | 2017-10-17 | 武汉华星光电技术有限公司 | 用于显示面板与盖板的装配方法及装置 |
| EP3156286A1 (en) | 2015-10-16 | 2017-04-19 | AGC Glass Europe | Method for fixing a glass interior trim element into a motor vehicle |
| KR102438886B1 (ko) | 2015-10-22 | 2022-09-01 | 삼성디스플레이 주식회사 | 어레이 기판 및 이를 포함하는 표시 장치 |
| KR102423447B1 (ko) | 2015-10-22 | 2022-07-21 | 삼성전자 주식회사 | 벤디드 디스플레이를 구비한 전자 장치 및 그 제어 방법 |
| WO2017075118A1 (en) | 2015-10-27 | 2017-05-04 | Corning Incorporated | Method of laminating ultra-thin glass to non-glass substrates |
| KR102396460B1 (ko) | 2015-10-29 | 2022-05-11 | 엘지디스플레이 주식회사 | 곡면부를 갖는 표시 장치 및 이를 포함하는 전자 장치 |
| JP6106247B2 (ja) * | 2015-10-30 | 2017-03-29 | ミネベアミツミ株式会社 | 入力装置 |
| US9927650B1 (en) | 2015-11-17 | 2018-03-27 | Amazon Technologies, Inc. | Display assembly with an opaque layer |
| TWI758263B (zh) | 2015-11-19 | 2022-03-21 | 美商康寧公司 | 顯示螢幕保護器 |
| KR20170064360A (ko) | 2015-12-01 | 2017-06-09 | 삼성전자주식회사 | 휘어진 디스플레이를 포함하는 전자 장치 |
| WO2017094727A1 (ja) | 2015-12-02 | 2017-06-08 | 旭硝子株式会社 | ガラス製造方法 |
| JP2019503963A (ja) | 2015-12-16 | 2019-02-14 | コーニング インコーポレイテッド | 非対称ガラス積層板 |
| WO2017110560A1 (ja) | 2015-12-21 | 2017-06-29 | 旭硝子株式会社 | 積層板 |
| CN205239166U (zh) | 2015-12-24 | 2016-05-18 | 深圳市柔宇科技有限公司 | 汽车中控台及控制面板 |
| KR20180099743A (ko) | 2015-12-28 | 2018-09-05 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 유체 공동 설계를 갖는 가요성 전자 디바이스 |
| KR102459831B1 (ko) | 2015-12-28 | 2022-10-28 | 삼성전자주식회사 | 플렉서블 디스플레이를 포함하는 전자 장치 및 그 동작 방법 |
| KR102489592B1 (ko) | 2015-12-31 | 2023-01-18 | 엘지디스플레이 주식회사 | 플렉서블 표시장치 |
| JP6787066B2 (ja) | 2016-01-05 | 2020-11-18 | Agc株式会社 | 積層板 |
| CN108698922B (zh) | 2016-01-12 | 2020-02-28 | 康宁股份有限公司 | 薄的热强化和化学强化的玻璃基制品 |
| CN105511127B (zh) | 2016-01-26 | 2020-11-06 | 深圳市华星光电技术有限公司 | 曲面显示屏贴合设备 |
| US10328865B2 (en) | 2016-01-27 | 2019-06-25 | Panasonic Automotive Systems Company Of America, Division Of Panasonic Corporation Of North America | Flexible display framework for cars |
| US20170213872A1 (en) | 2016-01-27 | 2017-07-27 | Semiconductor Energy Laboratory Co., Ltd. | Display device |
| WO2017146866A1 (en) | 2016-01-29 | 2017-08-31 | Sabic Global Technologies B.V. | Cover assembly for an electronic device, method of its manufacture, and device comprising the cover assembly |
| EP3210948B1 (de) * | 2016-02-29 | 2019-12-04 | Schott Ag | Beschichteter glas- oder glaskeramikartikel |
| US11597672B2 (en) | 2016-03-09 | 2023-03-07 | Corning Incorporated | Cold forming of complexly curved glass articles |
| KR102509088B1 (ko) | 2016-03-14 | 2023-03-10 | 삼성디스플레이 주식회사 | 표시 장치 |
| WO2017158031A1 (en) | 2016-03-17 | 2017-09-21 | Agc Glass Europe | Exterior glass trim element for vehicle |
| KR102454824B1 (ko) | 2016-03-25 | 2022-10-18 | 삼성디스플레이 주식회사 | 플렉서블 표시장치 |
| US11097973B2 (en) | 2016-04-05 | 2021-08-24 | Corning Incorporated | Mold stack for forming 3D glass-based articles |
| JP6340029B2 (ja) | 2016-04-06 | 2018-06-06 | 太平洋精工株式会社 | ヒューズユニット、及びヒューズユニットの製造方法 |
| FR3054217B1 (fr) | 2016-07-25 | 2020-02-21 | Saint-Gobain Glass France | Support de verre a aspiration |
| US11453612B2 (en) | 2016-04-20 | 2022-09-27 | Corning Incorporated | Glass-based articles including a metal oxide concentration gradient |
| US10303315B2 (en) | 2016-04-22 | 2019-05-28 | Samsung Display Co., Ltd. | Flexible display device |
| KR102625286B1 (ko) | 2016-04-22 | 2024-01-17 | 삼성디스플레이 주식회사 | 플렉서블 표시장치 |
| US20210179893A1 (en) | 2016-04-26 | 2021-06-17 | Nitto Denko Corporation | Shaping-stage adhesive sheet and lamination shaping device |
| CN107329301B (zh) | 2016-04-29 | 2020-10-16 | 群创光电股份有限公司 | 显示装置 |
| US10209563B2 (en) * | 2016-05-12 | 2019-02-19 | Google Llc | Non-black dead front display assembly |
| TWI655160B (zh) | 2016-05-19 | 2019-04-01 | 美商蘋果公司 | 非對稱化學強化 |
| KR102513536B1 (ko) | 2016-06-28 | 2023-03-24 | 코닝 인코포레이티드 | 장식 및 디스플레이 커버 적용(application)을 위한 커브드(curved) 몰딩된(molded) 플라스틱 표면에 대한 얇은 강화된 유리의 적층(laminating) |
| TWI730140B (zh) | 2016-07-05 | 2021-06-11 | 美商康寧公司 | 冷成形玻璃製品及其組裝製程 |
| CN205905907U (zh) | 2016-07-12 | 2017-01-25 | 同济大学 | 一种可自动或手动伸缩翻转的显示屏机构 |
| KR102038740B1 (ko) | 2016-07-19 | 2019-10-31 | (주)화이트스톤 | 곡면 커버 글라스 보호필름, 이의 부착장치 및 이를 이용한 곡면 커버 글라스 보호필름의 부착방법 |
| EP3272719A1 (en) | 2016-07-20 | 2018-01-24 | AGC Glass Europe | Glass sheet approaching neutrality irrespective of its thickness |
| KR102499448B1 (ko) | 2016-07-21 | 2023-02-15 | 삼성전자주식회사 | 힌지 구조를 포함하는 전자 장치 |
| WO2018022413A1 (en) | 2016-07-29 | 2018-02-01 | Corning Incorporated | Single mode optical fiber with chlorine doped core and low bend loss |
| CN106132141A (zh) | 2016-08-03 | 2016-11-16 | 南昌欧菲光学技术有限公司 | 电子产品、玻璃外壳及其制造设备和方法 |
| CN106293221B (zh) | 2016-08-05 | 2018-07-06 | 歌尔股份有限公司 | 触摸压力控制方法及设备 |
| DE102016215546A1 (de) | 2016-08-18 | 2018-02-22 | Faurecia Innenraum Systeme Gmbh | Verfahren zur Herstellung eines Fahrzeuginnenverkleidungsteils und Fahrzeuginnenverkleidungsteil |
| KR102614333B1 (ko) | 2016-09-08 | 2023-12-19 | 삼성디스플레이 주식회사 | 표시장치 |
| KR102636648B1 (ko) | 2016-09-13 | 2024-02-15 | 삼성전자주식회사 | 플렉서블 디스플레이 전자 장치 |
| US20180072022A1 (en) | 2016-09-14 | 2018-03-15 | Innolux Corporation | Curved stack structures, manufacturing methods thereof and curved electronic devices |
| US11073715B2 (en) | 2016-09-27 | 2021-07-27 | AGC Inc. | Method for producing glass article, and glass article |
| CN206114956U (zh) | 2016-09-27 | 2017-04-19 | 东莞市银特丰光学玻璃科技有限公司 | 一种改良型曲面显示器导光板 |
| JP6752667B2 (ja) | 2016-09-27 | 2020-09-09 | キヤノン株式会社 | 画像処理装置と画像処理方法およびプログラム |
| CN206114596U (zh) | 2016-09-28 | 2017-04-19 | 济南图科电子有限公司 | 一种小盲区超声波探头 |
| DE102016218916A1 (de) | 2016-09-29 | 2018-03-29 | Faurecia Innenraum Systeme Gmbh | Verkleidungsteil für einen Fahrzeuginnenraum |
| KR102578589B1 (ko) | 2016-09-30 | 2023-09-14 | 엘지디스플레이 주식회사 | 플렉서블 표시장치 |
| KR20180039342A (ko) | 2016-10-10 | 2018-04-18 | 삼성전자주식회사 | 플렉서블 디스플레이를 가지는 전자 장치 |
| CN116395986A (zh) | 2016-10-18 | 2023-07-07 | Agc株式会社 | 化学强化用玻璃、化学强化玻璃以及化学强化玻璃的制造方法 |
| WO2018075853A1 (en) | 2016-10-20 | 2018-04-26 | Corning Incorporated | Cold formed 3d cover glass articles and forming process to make the same |
| CN115403280B (zh) | 2016-10-25 | 2024-03-19 | 康宁公司 | 用于显示器的冷成形玻璃积层 |
| KR102329159B1 (ko) | 2016-10-31 | 2021-11-23 | 엘지디스플레이 주식회사 | 이중층 산화물 반도체 물질을 구비한 박막 트랜지스터 기판 |
| KR102649729B1 (ko) | 2016-11-02 | 2024-03-22 | 삼성디스플레이 주식회사 | 표시장치 |
| US10858280B2 (en) | 2016-11-22 | 2020-12-08 | Corning Incorporated | Automotive and architectural glass articles and laminates |
| KR20190086019A (ko) | 2016-11-29 | 2019-07-19 | 코닝 인코포레이티드 | 강화 유리-기반 제품 및 강화 유리-기반 제품에서 휘어짐을 감소시키는 방법 |
| FR3059318B1 (fr) | 2016-11-30 | 2021-04-02 | Saint Gobain | Bombage de verre mince |
| KR102653367B1 (ko) | 2016-12-08 | 2024-04-02 | 삼성전자 주식회사 | 벤디드 디스플레이를 구비한 전자 장치 및 그 제어 방법 |
| US20210116706A1 (en) | 2016-12-12 | 2021-04-22 | Konica Minolta, Inc. | Combiner, head-up display device, and method for manufacturing combiner |
| KR102597750B1 (ko) | 2016-12-28 | 2023-11-07 | 엘지디스플레이 주식회사 | 플렉서블 표시장치 |
| US10211416B2 (en) | 2016-12-28 | 2019-02-19 | Shanghai Tianma AM-OLED Co., Ltd. | Flexible display panel, fabrication method, and flexible display apparatus |
| KR102516353B1 (ko) | 2016-12-28 | 2023-04-03 | 엘지디스플레이 주식회사 | 플렉서블 표시장치 및 그 제조 방법 |
| CN110520331A (zh) | 2016-12-30 | 2019-11-29 | 康宁公司 | 以玻璃覆盖的运载工具内部系统及其形成方法 |
| WO2018122767A1 (en) | 2016-12-30 | 2018-07-05 | Agp America S.A. | Method and apparatus for bending thin glass |
| US10712850B2 (en) | 2017-01-03 | 2020-07-14 | Corning Incorporated | Vehicle interior systems having a curved cover glass and a display or touch panel and methods for forming the same |
| US11016590B2 (en) | 2017-01-03 | 2021-05-25 | Corning Incorporated | Vehicle interior systems having a curved cover glass and display or touch panel and methods for forming the same |
| TWI755486B (zh) | 2017-02-16 | 2022-02-21 | 美商康寧公司 | 具有一維調光的背光單元 |
| TWI778025B (zh) | 2017-02-24 | 2022-09-21 | 碁米庫斯生物科技股份有限公司 | 抗生素檢測及篩選系統 |
| FR3063287B1 (fr) | 2017-02-27 | 2021-09-24 | Saint Gobain | Vitrage a contrainte d'extension reduite |
| JP7378297B2 (ja) | 2017-03-02 | 2023-11-13 | コーニング インコーポレイテッド | 低たわみおよび高損傷抵抗性ガラス物品のための非対称応力プロファイル |
| KR20180109292A (ko) | 2017-03-27 | 2018-10-08 | (주)화이트스톤 | 스마트 기기의 디스플레이부 보호 및 재생 기능을 갖는 프로텍터, 이의 부착기재 및 부착방법 |
| JP7155582B2 (ja) | 2017-04-04 | 2022-10-19 | Agc株式会社 | 開口部材の製造方法、加工部材の製造方法及び板状部材 |
| KR102309412B1 (ko) | 2017-04-19 | 2021-10-06 | 엘지전자 주식회사 | 차량에 구비된 차량 제어 장치 및 차량의 제어방법 |
| JP2020520331A (ja) | 2017-04-25 | 2020-07-09 | コーニング インコーポレイテッド | 3dレーザ穿孔サーマルサギングプロセス |
| TW201843115A (zh) | 2017-04-26 | 2018-12-16 | 美商康寧公司 | 三維玻璃物件及製造方法 |
| KR102426694B1 (ko) | 2017-05-02 | 2022-07-29 | 삼성전자주식회사 | 플렉서블 디스플레이를 포함하는 전자 장치 |
| DE102017207452A1 (de) | 2017-05-03 | 2018-11-08 | Faurecia Innenraum Systeme Gmbh | Verfahren und Formwerkzeug zum Herstellen eines Bauteils für die Verwendung in einem Fahrzeuginnenraum |
| CN208814878U (zh) | 2017-05-12 | 2019-05-03 | Agc株式会社 | 弯曲基材 |
| JP7357546B2 (ja) | 2017-05-15 | 2023-10-06 | コーニング インコーポレイテッド | 輪郭形成済みガラス物品及びその作製方法 |
| KR102324508B1 (ko) | 2017-06-28 | 2021-11-09 | 엘지디스플레이 주식회사 | 접이식 디스플레이 장치 |
| CN107298528B (zh) | 2017-06-30 | 2019-08-30 | 东旭科技集团有限公司 | 铝硼硅酸盐玻璃及其制备方法和应用 |
| WO2019017915A1 (en) | 2017-07-18 | 2019-01-24 | Corning Incorporated | COLD FORMING GLASS ARTICLES WITH COMPLEX CURVATURE |
| US10649267B2 (en) | 2017-07-19 | 2020-05-12 | Innolux Corporation | Display device and manufacturing method thereof |
| US10943529B2 (en) | 2017-08-28 | 2021-03-09 | Apple Inc. | Electronic devices with flexible displays |
| KR101882939B1 (ko) | 2017-09-08 | 2018-07-27 | 코닝정밀소재 주식회사 | 기판 진공성형 금형 및 방법 |
| KR102564868B1 (ko) * | 2017-09-12 | 2023-08-09 | 코닝 인코포레이티드 | 장식용 유리 상에 터치 패널을 포함하는 디스플레이용 데드프론트 및 관련 방법 |
| US11065960B2 (en) | 2017-09-13 | 2021-07-20 | Corning Incorporated | Curved vehicle displays |
| CN111527053B (zh) | 2017-10-06 | 2022-09-20 | 康宁股份有限公司 | 采用应力预测分析玻璃层叠体制品的冷成形性以及相关方法 |
| WO2019074800A1 (en) | 2017-10-09 | 2019-04-18 | Corning Incorporated | METHODS FOR FIXING AND PRINTING CURVED SUBSTRATES |
| TWI844520B (zh) | 2017-10-10 | 2024-06-11 | 美商康寧公司 | 具有改善可靠性的彎曲的覆蓋玻璃的車輛內部系統及其形成方法 |
| JP6992422B2 (ja) | 2017-11-09 | 2022-01-13 | Agc株式会社 | 成形型、成形装置、および成形体の製造方法 |
| KR102553983B1 (ko) | 2017-11-20 | 2023-07-11 | 현대자동차주식회사 | 곡면 디스플레이장치 및 그 제조방법 |
| WO2019103469A1 (en) | 2017-11-21 | 2019-05-31 | Corning Precision Materials Co., Ltd. | Aspheric mirror for head-up display system and methods for forming the same |
| CN111656254B (zh) | 2017-11-30 | 2023-06-02 | 康宁公司 | 用于真空成形非球面镜的系统与方法 |
| US11550148B2 (en) | 2017-11-30 | 2023-01-10 | Corning Incorporated | Vacuum mold apparatus, systems, and methods for forming curved mirrors |
| CN109935615B (zh) | 2017-12-15 | 2021-02-26 | 京东方科技集团股份有限公司 | 基板及其制备方法、显示面板 |
| KR102489830B1 (ko) | 2017-12-29 | 2023-01-18 | 엘지디스플레이 주식회사 | 표시장치 |
| CN109996052B (zh) | 2018-01-02 | 2021-10-22 | 京东方科技集团股份有限公司 | 一种车载显示装置、车载显示方法、存储介质及车辆 |
| KR102487389B1 (ko) | 2018-01-30 | 2023-01-11 | 삼성전자주식회사 | 제스쳐를 이용하여 화면을 제어하기 위한 폴더블 전자 장치 및 방법 |
| WO2019163368A1 (ja) | 2018-02-21 | 2019-08-29 | ソニーセミコンダクタソリューションズ株式会社 | 測距システム、及び、受光モジュール |
| CN111757858A (zh) | 2018-02-27 | 2020-10-09 | Agc株式会社 | 三维形状的晶化玻璃、三维形状的化学强化玻璃以及它们的制造方法 |
| CN108519831B (zh) | 2018-03-05 | 2022-01-14 | 努比亚技术有限公司 | 一种弯折伸缩机构 |
| KR102563802B1 (ko) | 2018-03-07 | 2023-08-07 | 삼성전자주식회사 | 디스플레이의 컬러를 보정하기 위한 전자 장치 |
| CN108399863B (zh) | 2018-03-22 | 2020-08-21 | 京东方科技集团股份有限公司 | 一种柔性显示装置及其驱动方法 |
| US11025892B1 (en) | 2018-04-04 | 2021-06-01 | James Andrew Aman | System and method for simultaneously providing public and private images |
| CN108550587B (zh) | 2018-06-05 | 2020-08-11 | 京东方科技集团股份有限公司 | 柔性显示基板及其制作方法、柔性显示装置 |
| TWI839368B (zh) | 2018-07-26 | 2024-04-21 | 美商康寧公司 | 冷成形曲面玻璃物件及其製造方法 |
| CN109135605A (zh) | 2018-08-09 | 2019-01-04 | 安徽天念材料科技有限公司 | 一种汽车装饰用防破水热熔胶膜及其制备方法 |
| WO2020081935A1 (en) | 2018-10-18 | 2020-04-23 | Corning Incorporated | Strengthened glass articles exhibiting improved headform impact performance and automotive interior systems incorporating the same |
| CN112969579A (zh) | 2018-10-18 | 2021-06-15 | 康宁公司 | 冷成形产品和工艺的粘合剂选择的方法 |
| KR102589499B1 (ko) | 2018-10-31 | 2023-10-13 | 엘지디스플레이 주식회사 | 플렉서블 디스플레이 장치 및 이를 포함하는 전자 기기 |
| JP2022507731A (ja) | 2018-11-20 | 2022-01-18 | コーニング インコーポレイテッド | 二重接着剤システムを有する冷間成形されたガラス物品および冷間成形ガラス物品のためのプロセス |
| EP3883897A1 (en) | 2018-11-21 | 2021-09-29 | Corning Incorporated | Low stored tensile energy dicing glass and preferential crack fragmentation |
| CN111352262A (zh) | 2018-12-21 | 2020-06-30 | 群创光电股份有限公司 | 电子装置 |
| CN112469673B (zh) | 2018-12-28 | 2023-05-23 | 株式会社三光精衡所 | 具有抛物面的热塑板的制作方法和夹持装置 |
| CN109743421B (zh) | 2018-12-29 | 2021-04-23 | Oppo广东移动通信有限公司 | 电子设备 |
| DE102019106505A1 (de) | 2019-03-14 | 2020-09-17 | Carl Zeiss Jena Gmbh | Verfahren und Vorrichtung zum Anbringen eines Materials auf einem Träger |
| KR102249690B1 (ko) | 2019-03-14 | 2021-05-10 | 삼성전자 주식회사 | 전자 장치 및 전자 장치의 제어 방법 |
| CN111722426A (zh) | 2019-03-20 | 2020-09-29 | 群创光电股份有限公司 | 可挠式液晶显示设备 |
| FR3094364A1 (fr) | 2019-03-29 | 2020-10-02 | Saint-Gobain Glass France | Convoyage de feuilles de verre par des rouleaux cintrés |
| FR3094363A1 (fr) | 2019-03-29 | 2020-10-02 | Saint-Gobain Glass France | Convoyage de feuilles de verre par des rouleaux conformés |
| US20200325057A1 (en) | 2019-04-15 | 2020-10-15 | Corning Incorporated | Glass forming furnace |
| CN113825730A (zh) | 2019-05-03 | 2021-12-21 | 康宁公司 | 用于提高设计灵活性的组合式冷成形和热成形工艺 |
| US20220306523A1 (en) | 2019-05-03 | 2022-09-29 | Corning Incorporated | Glass article with a living hinge |
| JP2022535589A (ja) | 2019-06-11 | 2022-08-09 | エージーシー グラス ユーロップ | 装飾ガラス要素及びそれを製造する方法 |
| EP3771700A1 (en) | 2019-08-02 | 2021-02-03 | Corning Incorporated | Cold-formed glass assemblies and methods of making |
| CN117631355A (zh) | 2019-08-21 | 2024-03-01 | 群创光电股份有限公司 | 显示设备 |
| KR20210029942A (ko) | 2019-09-09 | 2021-03-17 | 삼성전자주식회사 | 글래스 부재 및 그를 포함하는 전자 장치 |
| US11491735B2 (en) | 2020-04-02 | 2022-11-08 | Corning Incorporated | Apparatus and methods for cold-shaping glass sheets |
| KR102187114B1 (ko) | 2020-06-17 | 2020-12-04 | 주식회사 한화 | 레이저를 이용한 공진기용 쉘 제조장치 |
| JP2023536404A (ja) | 2020-07-23 | 2023-08-25 | コーニング インコーポレイテッド | 曲面ガラスシートを堅い枠部に接合する可撓性中間枠部を含むガラス物品 |
| US20220024798A1 (en) | 2020-07-24 | 2022-01-27 | Corning Incorporated | Method, system, and chuck for forming tight bend radius glass shapes |
-
2018
- 2018-09-12 KR KR1020207009547A patent/KR102564868B1/ko active IP Right Grant
- 2018-09-12 TW TW107132030A patent/TWI818921B/zh active
- 2018-09-12 US US16/646,732 patent/US11459268B2/en active Active
- 2018-09-12 CN CN201880072944.6A patent/CN111356662B/zh active Active
- 2018-09-12 KR KR1020207009546A patent/KR102574235B1/ko active IP Right Grant
- 2018-09-12 TW TW112136528A patent/TW202405636A/zh unknown
- 2018-09-12 JP JP2020514953A patent/JP7335872B2/ja active Active
- 2018-09-12 CN CN201880064270.5A patent/CN111183123A/zh active Pending
- 2018-09-12 TW TW107132011A patent/TWI776952B/zh active
- 2018-09-12 KR KR1020237026489A patent/KR102669222B1/ko active IP Right Grant
- 2018-09-12 WO PCT/US2018/050772 patent/WO2019055581A1/en unknown
- 2018-09-12 US US16/646,783 patent/US12012354B2/en active Active
- 2018-09-12 EP EP18783603.6A patent/EP3681847A1/en active Pending
- 2018-09-12 WO PCT/US2018/050590 patent/WO2019055469A1/en unknown
- 2018-09-12 JP JP2020514557A patent/JP7124065B2/ja active Active
- 2018-09-12 CN CN202211161732.XA patent/CN115602068A/zh active Pending
- 2018-09-12 EP EP18779527.3A patent/EP3681846A1/en active Pending
-
2022
- 2022-08-29 US US17/897,900 patent/US11713276B2/en active Active
-
2023
- 2023-06-22 US US18/212,776 patent/US12110250B2/en active Active
- 2023-08-18 JP JP2023133392A patent/JP2023169149A/ja active Pending
-
2024
- 2024-05-07 US US18/656,845 patent/US20240286951A1/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2385630A2 (en) * | 2010-05-04 | 2011-11-09 | Whirlpool Corporation | Dead-front user interface |
| US20150360606A1 (en) * | 2014-06-12 | 2015-12-17 | Nthdegree Technologies Worldwide Inc. | Thin flexible led light sheet applications |
| JP2020518495A (ja) * | 2017-01-03 | 2020-06-25 | コーニング インコーポレイテッド | 湾曲したカバーガラスとディスプレイまたはタッチパネルを有する乗り物内装システムおよびその形成方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20200299184A1 (en) | 2020-09-24 |
| KR102564868B1 (ko) | 2023-08-09 |
| JP7124065B2 (ja) | 2022-08-23 |
| US20240286951A1 (en) | 2024-08-29 |
| JP2020533703A (ja) | 2020-11-19 |
| JP2021501076A (ja) | 2021-01-14 |
| TW202405636A (zh) | 2024-02-01 |
| US11713276B2 (en) | 2023-08-01 |
| TWI776952B (zh) | 2022-09-11 |
| CN111356662A (zh) | 2020-06-30 |
| KR102574235B1 (ko) | 2023-09-11 |
| TWI818921B (zh) | 2023-10-21 |
| WO2019055581A1 (en) | 2019-03-21 |
| EP3681846A1 (en) | 2020-07-22 |
| EP3681847A1 (en) | 2020-07-22 |
| JP2023169149A (ja) | 2023-11-29 |
| JP7335872B2 (ja) | 2023-08-30 |
| WO2019055469A1 (en) | 2019-03-21 |
| TW201922663A (zh) | 2019-06-16 |
| KR20200052320A (ko) | 2020-05-14 |
| KR102669222B1 (ko) | 2024-05-24 |
| CN111356662B (zh) | 2022-10-04 |
| CN115602068A (zh) | 2023-01-13 |
| US20220411323A1 (en) | 2022-12-29 |
| US20230331626A1 (en) | 2023-10-19 |
| US12110250B2 (en) | 2024-10-08 |
| US12012354B2 (en) | 2024-06-18 |
| KR20230121633A (ko) | 2023-08-18 |
| US11459268B2 (en) | 2022-10-04 |
| US20200262744A1 (en) | 2020-08-20 |
| TW201921232A (zh) | 2019-06-01 |
| CN111183123A (zh) | 2020-05-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102574235B1 (ko) | 데드프론트 유리용 촉각 요소 및 이를 제조하는 방법 | |
| TWI782088B (zh) | 用於顯示器的黑色無電面板及相關的顯示設備及方法 | |
| EP3682163B1 (en) | Light guide-based deadfront for display and vehicle interior systems | |
| KR20210032979A (ko) | 색상 매칭을 위해 구성된 데드프론트 | |
| EP4215808B1 (en) | Light guide-based deadfront for display |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |