KR20150117275A - 캐리어를 통한 공급을 이용하는 3차원 제작을 위한 방법 및 장치 - Google Patents
캐리어를 통한 공급을 이용하는 3차원 제작을 위한 방법 및 장치 Download PDFInfo
- Publication number
- KR20150117275A KR20150117275A KR1020157022106A KR20157022106A KR20150117275A KR 20150117275 A KR20150117275 A KR 20150117275A KR 1020157022106 A KR1020157022106 A KR 1020157022106A KR 20157022106 A KR20157022106 A KR 20157022106A KR 20150117275 A KR20150117275 A KR 20150117275A
- Authority
- KR
- South Korea
- Prior art keywords
- build
- carrier
- liquid
- polymerization
- polymerizable liquid
- Prior art date
Links
Images
























Classifications
-
- B29C67/0085—
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/82—Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M37/00—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin
- A61M37/0015—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin by using microneedles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/0061—Moulds or cores; Details thereof or accessories therefor characterised by the configuration of the material feeding channel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0888—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using transparant moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
- B29C64/129—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
- B29C64/129—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask
- B29C64/135—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask the energy source being concentrated, e.g. scanning lasers or focused light sources
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/40—Structures for supporting 3D objects during manufacture and intended to be sacrificed after completion thereof
-
- B29C67/0088—
-
- B29C67/0092—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/0037—Production of three-dimensional images
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2240/00—Manufacturing or designing of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof
- A61F2240/001—Designing or manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C2033/0005—Moulds or cores; Details thereof or accessories therefor with transparent parts, e.g. permitting visual inspection of the interior of the cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0827—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using UV radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2071/00—Use of polyethers, e.g. PEEK, i.e. polyether-etherketone or PEK, i.e. polyetherketone or derivatives thereof, as moulding material
- B29K2071/02—Polyalkylene oxides, e.g. PEO, i.e. polyethylene oxide, or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0005—Condition, form or state of moulded material or of the material to be shaped containing compounding ingredients
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0058—Liquid or visquous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2827/00—Use of polyvinylhalogenides or derivatives thereof as mould material
- B29K2827/12—Use of polyvinylhalogenides or derivatives thereof as mould material containing fluorine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2883/00—Use of polymers having silicon, with or without sulfur, nitrogen, oxygen, or carbon only, in the main chain, as mould material
- B29K2883/005—LSR, i.e. liquid silicone rubbers, or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/0026—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0059—Degradable
- B29K2995/006—Bio-degradable, e.g. bioabsorbable, bioresorbable or bioerodible
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0065—Permeability to gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/753—Medical equipment; Accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/753—Medical equipment; Accessories therefor
- B29L2031/7532—Artificial members, protheses
- B29L2031/7534—Cardiovascular protheses
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/49—Nc machine tool, till multiple
- G05B2219/49016—Desktop manufacturing [DTM]; Solid freeform machining [SFM]; Solid freeform fabrication [SFF]
Abstract
3차원 물체를 형성하는 방법이, (a) 캐리어 및 빌드 플레이트를 제공하는 단계로서, 빌드 플레이트는 반투과성 부재를 포함하고, 반투과성 부재는 빌드 표면을 포함하고, 빌드 표면 및 캐리어는 그 사이에 빌드 영역을 형성하고, 빌드 표면은 반투과성 부재에 의해 중합 억제제의 공급원과 유체 소통하는 단계; (b) 빌드 영역에 중합성 액체를 충전하는 단계로서, 중합성 액체는 빌드 표면에 접촉하는 단계; (c) 빌드 영역에 고체 중합 영역을 생성하기 위해 빌드 플레이트를 통해 빌드 영역을 조사하는 한편, 고체 중합 영역과 빌드 표면과의 사이에 형성된 중합성 액체를 포함하는 액체 막 분리 층을 형성 또는 유지하는 단계로서, 중합 억제제에 의해 상기 액체 막의 중합이 억제되는 단계; 및 (d) 중합 영역과 빌드 표면과의 사이에 후속 빌드 영역을 생성하기 위해 캐리어를 거기에 부착된 중합 영역과 함께 빌드 플레이트의 빌드 표면으로부터 멀어지게 전진시키는 단계에 의해 실행되며, (e) 캐리어는 내부에 형성된 적어도 하나의 채널을 갖고, 충전 단계는 적어도 하나의 채널을 통해 중합성 액체를 빌드 영역 안으로 지나가게 하거나 가압함으로써 실행된다. 상기 방법을 실행하기 위한 장치가 또한 기재된다.
Description
본 출원은, 공동 소유의 2013년 12월 23일에 출원된 미국가특허출원번호 61/919,903(문서 번호 1151-3PR2), 2013년 8월 14일에 출원된 미국가특허출원번호 61/865,841(문서 번호 1151-3PR) 및 2013년 2월 12일에 출원된 미국가특허출원번호 61/763,746(문서 번호 1151-2PR)의 이익을 청구하며, 상기 개시물은 그 전체가 본원에 참조로 통합된다.
본 발명은 액체 중합성 재료로부터 고체 3차원 물체를 제작하기 위한 방법 및 장치에 관한 것이다.
종래의 첨가식 또는 3차원 제작 기법에서는, 3차원 물체의 구성이 단계적 또는 레이어바이레이어(layer-by-layer) 방식으로 행해진다. 특히, 층 형성은 가시광 또는 UV 광 조사 동작 하의 광경화성 수지의 응고를 통해 행해진다. 2가지 기법이 알려져 있으며, 한가지 기법에서는 새로운 층이 성장중인 물체의 상부 표면에 형성되고, 다른 기법에서는 새로운 층이 성장중인 물체의 저부 표면에 형성된다.
성장중인 물체의 상부 표면에 새로운 층이 형성되는 경우, 각각의 조사 단계 후, 구성 중에 있는 물체는 수지 "풀" 안으로 하강되고, 수지의 새로운 층이 상부에 코팅되며, 새로운 조사 단계가 행해진다. 이러한 기법의 초기 예가 도 3에서 Hull의 미국특허번호 5,236, 637에 주어져 있다. 이러한 "탑 다운(top down)" 기법의 단점은, 성장중인 물체를 (잠재적으로는 깊은) 액체 수지의 풀(pool)에 침지시키고 정밀한 액체 수지의 덧층(overlayer)을 재구성할 필요가 있다는 것이다.
성장중인 물체의 저부에 새로운 층이 형성되는 경우에는, 각각의 조사 단계 후에, 구성 중에 있는 물체는 제작 웰(well)의 저부 플레이트로부터 분리되어야 한다. 이러한 기법의 초기 예가 도 4에서 Hull 의 미국특허번호 5,236,637에 주어져 있다. 이러한 "보톰 업(bottom up)" 기법은 대신 비교적 좁은 웰 또는 풀 밖으로 물체를 상승시킴으로써 물체가 침지되어 있는 깊은 웰에 대한 필요성을 제거하는 가능성을 유지하지만, 상업적으로 실행되는 바와 같은 이러한 "보톰 업" 제작 기법에 있어서의 문제는, 극도의 주의가 필요하며, 응고된 층을 저부 플레이트로부터 분리할 때 그들 사이의 물리적 및 화학적 상호작용으로 인해 추가적인 기계적 요소가 채용되어야 한다는 것이다. 예를 들어, 미국특허번호 7,438,846에는, 저부 구성 평면에서의 응고된 재료의 "비파괴적" 분리를 달성하기 위해 탄성 분리층이 사용된다. 미국 사우스다코타주 데드우드의 B9Creations에 의해 시판되는 B9Creator™ 3 차원 프린터와 같은 다른 접근법은 슬라이딩 빌드 플레이트를 채용한다. 예를 들어, M. Joyce, 미국특허출원 2013/0292862 및 Y. Chen 등, 미국특허출원 2013/0295212(양쪽 모두 2013년 11월 7일) 참조; 또한 Y. Pan 등, J. Manufacturing Sci . and Eng . 134, 051011-1 (2012년 10월) 참조. 이러한 접근법은, 장치를 복잡하게 만들 수 있고, 방법을 느리게 할 수 있으며, 그리고/또는 최종 생산물을 잠재적으로 뒤틀리게 할 수 있는 기계적인 단계를 도입한다.
3차원 물체를 생산하기 위한 연속 공정들이 미국특허번호 7,892,474에서 "탑 다운" 기법에 대해 일정 분량으로 제안되지만, 이러한 참고문헌은 상기 공정들이 생산되는 물품에 대해 비파괴적인 방식으로 "보톰 업" 시스템에서 어떻게 실행될 수 있는지를 설명하지 않는다. 따라서, "보텀 업" 제작에서 기계적인 분리 단계에 대한 필요성을 제거할 수 있는 3차원 제작을 위한 대안적 방법 및 장치에 대한 필요성이 있다.
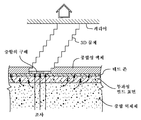
여기 기재된 것은 3차원 물체의 일반적으로 연속적인 생산을 위한 방법, 시스템 및 장치(관련된 제어 방법, 시스템 및 장치 포함)이다. 이 방법, 시스템 및 장치에서, 3차원 물체는 액체 계면으로부터 생성된다. 그러나, 상기 방법, 시스템 및 장치는 편의상 그리고 비제한적으로 "연속 액체 중간상(interphase) 인쇄"로서 칭해진다. 개략적인 모습이 본원의 도 1에 주어져 있다.
아래 논의된 바와 같이, 계면은 중합성 액체의 제1 및 제2 층 또는 구역들 사이에 있다. 제1 층 또는 구역(때로는 "데드 존"이라고도 칭함)은 (적어도 중합 억제 량의) 중합 억제제를 함유하고; 제2 층 또는 구역에서 억제제는 중합이 더 이상 실질적으로 억제되지 않는 지점까지 소비되었다(또는 다르게는 내부에 침투 또는 통합되어 있지 않다). 제1 및 제2 구역은 서로의 사이에 엄격한 계면을 형성하지 않고, 상기 층들 사이에는 뚜렷한 계면과 대조되는 중간상을 형성하는 것으로서 기술될 수도 있는 조성물의 구배가 있는데, 이는 상기 상들이 서로와 혼화될 수 있고 추가로 그 사이에 (그리고, 또한 제작되는 3차원 물체와 빌드 표면 - 빌드 표면을 통해 중합성 액체가 조사됨 - 사이에) (부분적으로 또는 완전히 중첩하는) 중합의 구배를 형성하기 때문이다. 3차원 물체는 (레이어바이레이어로 제작되지 않고) 중합의 구배로부터 연속적으로 제작, 성장, 또는 생성될 수 있다. 결과적으로, Y. Pan 등 또는 J. Joyce 등(위에 기재된)에 기재된 바와 같은 레이어바이레이어 기법에서 발생할 수 있는 생성되는 물체에 있어서의 결함 또는 분할선의 생성이 감소 또는 제거될 수 있다. 물론, 이러한 결함 또는 분할선은 아래에서 추가로 논의되는 바와 같이 원하는 경우 의도적으로 도입될 수 있다.
연속 액체 중간상 인쇄의 일부 실시형태에서, 제1 층 또는 구역이 빌드 플레이트와 접촉하여 또는 빌드 플레이트의 상부에 인접하여 제공된다. 빌드 플레이트는 중합을 개시시키는 조사(예를 들어, 패턴화된 방사선)에 대해 투명하지만, 빌드 플레이트는 바람직하게는 중합 억제제에 대해 반투과성이며 (예를 들어, "데드 존"에 억제제를 연속적으로 공급하기 위해) 중합 억제제(예를 들어, 산소)가 부분적으로 또는 완전히 빌드 플레이트를 통과하는 것을 허용한다. 빌드 플레이트는 바람직하게는 (레이어바이레이어 공정에서와 같은) 별도의 또는 순차적인 단계를 생성하기 위해 슬라이드, 후퇴, 복귀 등을 할 필요가 없다는 의미에서 "고정" 또는 "정지"되어 있다. 물론, 중합의 구배를 과도하게 방해하지 않고 액체 계면으로부터의 연속적인 중합을 계속해서 허용하는 x 및/또는 y 방향의 빌드 플레이트의 작은 동작은 아래에서도 논의되는 바와 같이 일부 실시형태에서는 수용될 수 있다.
따라서, 본 발명은 3차원 물체를 형성하는 방법을 제공하며, 상기 방법은, 빌드 표면을 갖는 광학적으로 투명한 부재 및 캐리어를 제공하는 단계로서, 상기 캐리어 및 상기 빌드 표면은 그 사이에 빌드 영역을 형성하는 단계; 상기 빌드 영역에 중합성 액체를 충전하는 단계; 상기 중합성 액체로부터 고체 중합체를 형성하기 위해 상기 광학적으로 투명한 부재를 통해 상기 빌드 영역을 조사하는 동시에 상기 고체 중합체로부터 상기 3차원 물체를 형성하기 위해 상기 빌드 표면으로부터 멀어지게 상기 캐리어를 전진시키고, 또한 동시에 (i) 중합성 액체의 데드 존을 상기 빌드 표면과 접촉하는 상태로 연속적으로 유지시키고, (ii) 상기 데드 존과 상기 고체 중합체와의 사이에서 그리고 그 각각과 접촉하는 상태로 중합 구역의 구배를 연속적으로 유지시키는 단계로서, 상기 중합 구역의 구배는 부분적으로 경화된 형태의 상기 중합성 액체를 포함하는(예를 들어, 그에 따라 상기 3차원 물체의 고체 중합체의 층 사이에서 결함 또는 분할선의 형성이 감소된다) 단계를 포함한다. 일부 실시형태에서, 광학적으로 투명한 부재는 반투과성 부재를 포함하고, 상기 데드 존을 연속적으로 유지시키는 단계는 상기 광학적으로 투명한 부재를 통해 중합 억제제를 공급하여 상기 데드 존에서, 그리고 선택적으로는 적어도 상기 중합 구역의 구배의 일부에서 억제제의 구배를 생성함으로써 실행되고; 다른 실시형태에서, 광학적으로 투명한 부재는, 반투과성 부재를 포함하고, 공정 동안 억제제의 추가적인 공급 없이 제작되는 물품을 생산하기 위해 충분한 길이의 시간 동안 데드 존을 연속적으로 유지시키도록 충분한 양(또는 "풀")의 억제제를 포함하도록 구성된다. 일부 실시형태에서, 광학적으로 투명한 부재는 반투과성 플루오로중합체, 강성 가스 투과성 중합체, 다공성 유리, 또는 이들의 조합물을 포함한다. 일부 실시형태에서, 조사 단계는 상기 빌드 영역 안으로 투사되는 2차원 방사선 패턴에 의해 실행되고, 상기 패턴은 시간에 따라 변하는 한편, 상기 동시에 전진시키는 단계는 상기 3차원 물체를 형성하는데 충분한 시간 동안(즉, 그 시간 동안 상기 중합 구역의 구배가 유지됨) 연속된다.
데드 존 및 중합 구역의 구배는 (2개가 만나는 위치에서) 그 사이에 뚜렷한 경계를 갖지 않지만, 중합 구역의 구배의 두께는 일부 실시형태에서 적어도 데드 존의 두께만큼 크다. 따라서, 일부 실시형태에서, 데드 존은 0.01, 0.1, 1, 2, 또는 10미크론 내지 100, 200, 또는 400미크론 이상의 두께를 가지며, 그리고/또는 상기 중합 구역의 구배 및 상기 데드 존은 함께 1 또는 2미크론 내지 400, 600, 또는 1000미크론 이상의 두께를 갖는다. 일부 실시형태에서, 중합 구역의 구배는 적어도 5, 10, 15, 20 또는 30초 내지 5, 10, 15 또는 20분 이상의 시간 동안 또한 3차원 생산물의 완성 때까지 중합 단계가 연속되는 상태에서 유지된다.
상기 방법은, (예를 들어, 의도적인 분할을 위한 미리 정해진 원하는 위치, 또는 분할의 방지 또는 분할의 감소가 중요하지 않은 상기 물체의 위치에서) 상기 3차원 물체에 분할선을 형성하는데 충분한 시간 동안 상기 중합 구역의 구배를 중단시키는 단계, 및 그 후 (예를 들어, 전진 단계의 정지 및 재개, 조사 강도의 증가, 그 후 감소, 및 이들의 조합에 의해) 상기 중합 구역의 구배를 복귀시키는 단계를 더 포함할 수 있다.
상기 방법은, (예를 들어, 아래 예에서 주어진 바와 같은 양으로) 빌드 영역에서의 중합 액체의 점도를 감소시키기 위해 (예를 들어, 아래 예에서 주어진 바와 같은 양으로) 상기 중합성 액체가 빌드 영역에 공급될 때 그리고/또는 빌드 영역 내에서 중합성 액체를 가열하는 단계를 더 포함할 수 있다.
상기 캐리어가 내부에 형성된 적어도 하나의 채널을 갖고, 상기 충전 단계는 상기 적어도 하나의 채널을 통해 상기 중합성 액체를 상기 빌드 영역 안으로 통과시키거나 가압하는 방식으로 상기 방법이 수행되고 그리고 장치가 구현될 수 있다(예를 들어, 상기 캐리어는 내부에 형성된 복수의 채널을 갖고, 상이한 중합성 액체가 상기 복수의 채널의 상이한 채널들을 통해 가압되고; 예를 들어, 상기 물체로부터 분리된 적어도 하나 또는 복수의 외부 공급 도관을 동시에 형성하는 단계를 더 포함하고, 상기 적어도 하나의 공급 도관의 각각은 적어도 하나의 또는 복수의 상이한 중합성 액체를 상기 캐리어로부터 상기 빌드 구역으로 공급하기 위해 상기 캐리어의 채널과 유체 소통한다). 일부 실시형태에서, 반투과성 부재는 0.1 또는 1밀리미터 내지 10 또는 100밀리미터의 두께를 갖고, 그리고/또는 상기 반투과성 부재는 적어도 10Barrer의 산소 투과성을 갖는다.
본 발명의 한가지 특정 양태는 3차원 물체를 형성하는 방법이며, 상기 방법은,
(a) 캐리어 및 빌드 플레이트를 제공하는 단계로서, 빌드 플레이트는 반투과성 부재를 포함하고, 반투과성 부재는 빌드 표면을 포함하고, 빌드 표면 및 캐리어는 그 사이에 빌드 영역을 형성하고, 빌드 표면은 반투과성 부재에 의해 중합 억제제의 공급원과 유체 소통하는, 단계,
(b) 빌드 영역에 중합성 액체를 충전하는 단계로서, 중합성 액체는 빌드 표면에 접촉하는, 단계,
(c) 빌드 영역에 고체 중합 영역을 생성하기 위해 빌드 플레이트를 통해 빌드 영역을 조사하는 한편, 고체 중합 영역과 빌드 표면과의 사이에 형성되는 중합성 액체를 포함하는 액체 막 분리 층을 형성 또는 유지시키는 단계로서, 중합 억제제에 의해 상기 액체 막의 중합이 억제되는, 단계, 및
(d) 중합 영역과 빌드 표면과의 사이에 후속 빌드 영역을 형성하기 위해 캐리어를 거기에 부착된 중합 영역과 함께 빌드 플레이트의 빌드 표면으로부터 멀어지게 전진시키는 단계를 포함하고,
(e) 캐리어는 내부에 형성된 적어도 하나의 채널을 갖고, 충전 단계는 중합성 액체를 적어도 하나의 채널을 통해 빌드 영역 안으로 지나가게 하거나 가압함으로써 실행된다.
전술한 일부 실시형태에서, 캐리어는 내부에 형성된 복수의 채널을 갖고, 상이한 중합성 액체가 복수의 채널의 상이한 채널을 통해 가압된다.
전술한 일부 실시형태에서, 상기 방법은 물체로부터 분리된 적어도 하나 또는 복수의 외부 공급 도관을 동시에 형성하는 단계를 더 포함하고, 적어도 하나의 공급 도관의 각각은 캐리어의 채널과 유체 소통하여 적어도 하나 또는 복수의 상이한 중합성 액체를 캐리어로부터 빌드 구역으로 공급한다.
일부 실시형태에서, 상기 방법은, (e) 서로 부착된 중합 영역의 연속된 또는 반복된 퇴적이 3차원 물체를 형성할 때까지 이전 중합 영역에 부착된 후속 중합 영역을 생성하기 위해 단계 (b) 내지 (e)를 연속 및/또는 반복하는 단계를 더 포함할 수 있다.
일부 실시형태에서, 단계 (b) 내지 (e)는 동시에 실행된다.
일부 실시형태에서, 빌드 플레이트는 실질적으로 고정 또는 정지되어 있다.
일부 실시형태에서, 중합 억제제의 공급원은 반투과성 부재 내의 중합 억제제의 저장소이다.
일부 실시형태에서, 반투과성 부재는 빌드 표면으로부터 분리된 공급 표면을 더 포함한다.
일부 실시형태에서, 공급 표면은 중합 억제제의 공급원을 제공하기 위해 중합 억제제와 유체 접촉한다.
일부 실시형태에서, 상기 방법은 빌드 영역의 중합성 액체의 점도를 감소시키기 위해 중합성 액체를 가열하는 단계를 더 포함한다.
일부 실시형태에서, 상기 방법은 중합 반응에 의해 발생되는 열을 소산시키기 위해 빌드 영역의 중합성 액체를 냉각시키는 단계를 더 포함한다.
일부 실시형태에서, 전진 단계 또는 단계들은 1초당 적어도 0.1, 1, 10, 100 또는 1000 미크론의 누적률에서 실행된다.
일부 실시형태에서, 초과 중합성 액체가 빌드 영역에 공급되고 그로부터 제거 또는 배출되어 빌드 영역을 냉각시키며, 그 후 빌드 영역으로 선택적으로 재순환되어 되돌아간다.
일부 실시형태에서, 전진 단계는 캐리어를 빌드 표면으로부터 수직으로 전진시킴으로써 실행된다.
일부 실시형태에서, 반투과성 부재는 상부 표면 부분, 저부 표면 부분, 및 에지 표면 부분을 포함하고, 빌드 표면은 상부 표면 부분에 있으며, 공급 표면은 상부 표면 부분, 저부 표면 부분, 및 에지 표면 부분 중 적어도 하나에 있다.
일부 실시형태에서, 반투과성 부재는 0.1 또는 1 밀리미터 내지 10 또는 100밀리미터의 두께를 갖고; 그리고/또는 반투과성 부재는 적어도 7.5×10-17m2s-1Pa-1(10 Barrer)의 산소 투과성을 가지며; 그리고/또는 반투과성 부재는 반투과성 플루오로중합체, 강성 가스-투과성 중합체, 다공성 유리, 또는 이들의 조합으로 형성된다.
일부 실시형태에서, 조사 단계는 화학 방사선에 의해 실행된다.
일부 실시형태에서, 캐리어는 그 위에 가용성 희생층을 갖고, 3차원 물체는 가용성 희생층 위에 형성된다.
일부 실시형태에서, 빌드 영역의 총 표면적은 빌드 표면의 총 표면적의 적어도 70 퍼센트를 차지하며; 그리고/또는 임의의 방향의 캐리어 및 물체의 측방 이동은 대응하는 방향의 빌드 영역의 폭의 30 퍼센트보다 더 크지 않다.
일부 실시형태에서, 중합성 액체는 자유 라디칼 중합성 액체를 포함하고, 억제제는 산소를 포함한다.
일부 실시형태에서, 중합성 액체는 산-촉매형 또는 양이온 중합성 액체를 포함하고, 억제제는 염기를 포함한다.
일부 실시형태에서, 중합성 액체는 활성제, 검출가능 작용제, 고체 입자, 또는 이들의 조합을 더 포함한다.
일부 실시형태에서, 3차원 물체는 의료 장치, 로드 또는 섬유를 포함한다.
일부 실시형태에서, 조사 단계는 마스크리스 리소그래피에 의해 실행된다.
일부 실시형태에서, 상기 방법은, 적어도 하나의 공정 파라미터를 감시 또는 검출하고, 그리고/또는 적어도 하나의 알려진 또는 미리 정해진 공정 파라미터를 제공하는 단계; 및 그 후 감시된 공정 파라미터 또는 알려진 공정 파라미터에 응답하여 적어도 하나의 공정 조건을 변경하는 단계를 더 포함한다.
일부 실시형태에서, 캐리어는 거기에 부착된 상기 중합 영역과 함께 정지되어 있는 빌드 플레이트의 빌드 표면으로부터 멀어지게 단일방향으로 전진된다.
본 발명의 추가의 특정 양태는, 중합성 액체로부터 3차원 물체를 형성하기 위한 장치이며, 상기 장치는, (a) 지지체; (b) 상기 지지체와 작동적으로 연계된 캐리어로서, 상기 캐리어 상에서 3차원 물체가 형성되는 캐리어; (c) 캐리어에 형성된 적어도 하나의 채널; (d) 지지체에 연결되는 빌드 플레이트로서, 빌드 플레이트는 반투과성 부재를 포함하고, 반투과성 부재는 빌드 표면을 포함하고, 빌드 표면 및 캐리어는 그 사이에 빌드 영역을 형성하는, 빌드 플레이트; (e) 빌드 플레이트와 작동적으로 연계되며, 응고/중합을 위해 적어도 하나의 채널을 통해 빌드 영역 안으로 액체 중합체를 공급하도록 구성되는 액체 중합체 공급부; (f) 빌드 플레이트와 작동적으로 연계되며, 빌드 플레이트를 통해 빌드 영역을 조사하고 액체 중합체로부터 내부에 고체 중합 영역을 형성하도록 구성되는, 방사선원, 및 (g) 반투과성 부재에 의해 중합 억제제의 공급원과 유체 소통되어, 고체 중합 영역과 빌드 표면과의 사이에 형성되는 중합성 액체를 포함하는 액체 막 분리 층의 형성 또는 유지를 촉진하는 빌드 표면으로서, 중합 억제제에 의해 상기 액체 막의 중합이 억제되는, 빌드 표면을 포함한다.
전술한 일부 실시형태에서, 캐리어는, 내부에 형성된 복수의 채널을 갖고, 복수의 채널의 상이한 채널을 통해 상이한 중합성 액체를 공급하도록 구성된다.
일부 실시형태에서, 상기 장치는, (예를 들어, 물체를 제작하는 과정에서 구성될 수 있는) 물체로부터 분리된 적어도 하나 또는 복수의 외부 공급 도관을 더 포함하고, 적어도 하나의 공급 도관의 각각은 캐리어의 채널과 유체 소통하고 적어도 하나 또는 복수의 상이한 중합성 액체를 캐리어로부터 빌드 구역으로 공급하도록 구성된다.
전술한 일부 실시형태에서, 빌드 플레이트는 실질적으로 고정 또는 정지되어 있다.
전술한 일부 실시형태에서, 중합 억제제의 공급원은 반투과성 부재 내의 중합 억제제의 저장소이다.
전술한 일부 실시형태에서, 반투과성 부재는 빌드 표면으로부터 분리된 공급 표면을 더 포함한다.
전술한 일부 실시형태에서, 공급 표면은 상기 중합 억제제의 공급원을 제공하기 위해 중합 억제제와 유체 접촉한다.
전술한 일부 실시형태에서, 상기 장치는, 빌드 영역에서의 액체의 중합 동안 또는 중합 후에 캐리어를 빌드 플레이트로부터 멀어지게 전진시키기 위해 캐리어 및 광원과 작동적으로 연계되는 제어기를 더 포함한다.
전술한 일부 실시형태에서, 상기 장치는, 빌드 플레이트 및/또는 액체 중합체 공급부와 작동적으로 연계되는 가열기를 더 포함하고, 가열기는 빌드 영역에 공급되는 중합성 액체를 가열하도록 구성된다.
전술한 일부 실시형태에서, 상기 장치는, 빌드 플레이트와 작동적으로 연계되고 빌드 영역의 중합성 액체를 냉각하도록 구성되는 냉각기를 더 포함한다.
전술한 일부 실시형태에서, 반투과성 부재는 상부 표면 부분, 저부 표면 부분, 및 에지 표면 부분을 포함하고; 빌드 표면은 상부 표면 부분에 있으며; 공급 표면은 상부 표면 부분, 저부 표면 부분, 및 에지 표면 부분 중 적어도 하나에 있다.
전술한 일부 실시형태는, 액체 중합체 공급부와 작동적으로 연계되는 압력 공급원을 더 포함한다.
전술한 일부 실시형태에서, 방사선원은 광원을 포함한다.
전술한 일부 실시형태는, 방사선원 및 제어기와 작동적으로 연계되며 마스크리스 포토리소그래피에 의해 중합성 액체의 조사를 실행하도록 구성되는 공간 광 조절 어레이를 더 포함한다.
전술한 일부 실시형태에서, 캐리어는 적어도 하나의 액추에이터와 작동적으로 연계되는 플레이트, 기둥, 웨브, 막, 릴, 또는 이들의 조합을 포함한다.
전술한 일부 실시형태에서, 캐리어는 구동장치를 포함하고, 구동장치 및 제어기는 캐리어를 빌드 표면으로부터 멀어지게 단일방향으로 전진시키도록 구성된다.
전술한 일부 실시형태에서, 캐리어는 그 위에 가용성 희생층을 갖고, 3차원 물체는 가용성 희생층 위에 형성된다.
B9Creator™ 3차원 인쇄기에서, 폴리디메틸실록산(PDMS) 코팅이 슬라이딩 빌드 표면에 도포된다. PDMS 코팅은 산소를 흡수하고 중합 억제제로서의 그 작용을 통해 미중합 수지의 얇은 윤활 막을 형성한다. 그러나, PDMS 코팅된 빌드 표면은 성장중인 물체 아래로부터 표면을 기계적으로 이동(슬라이딩)시키면서 와이퍼 블레이드에 의해 그로부터 미중합 수지를 와이핑하고, 그 후 성장중인 물체 아래의 그 이전 위치로 표면을 복귀시킴으로써 산소를 직접적으로 보충 받는다. 일부 실시형태에서, 산소와 같은 억제제를 제공하는 보조 수단(예를 들어, 연계된 채널에 대한 압축기)이 제공되지만, 공정은 여전히 표면의 슬라이딩 및 와이핑을 이용하는 레이어바이레이어 접근법을 채용한다. PDMS 코팅은 수지에 의해 팽창할 수 있기 때문에, 이러한 팽창은 기계적인 단계와 함께 PDMS 코팅의 파열 또는 PDMS 코팅에 대한 손상을 초래할 수 있다.
본 발명의 비제한적인 예 및 특정 실시형태를 본원의 도면 및 이하의 명세서에서 보다 상세하게 설명한다. 모든 미국특허 참고 문헌의 개시내용은 그 전체가 참조로 본원에 통합된다.
도 1은 본 발명의 방법의 일 실시형태의 개략도이다.
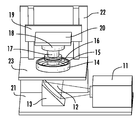
도 2는 본 발명의 장치의 일 실시형태의 사시도이다.
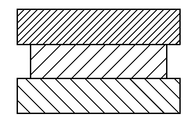
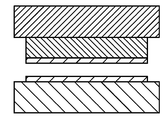
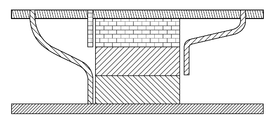
도 3은 본 발명에서 사용하기 위한 강성 빌드 플레이트의 대안적 실시형태의 측단면도를 제공한다.
도 4는 본 발명에서 사용하기 위한 다양한 대안적 캐리어를 도시한다.
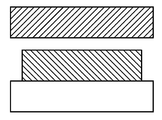
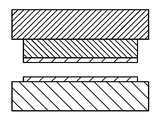
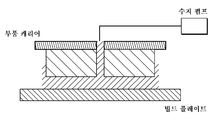
도 5는 빌드 플레이트의 빌드 표면에 미중합 막을 형성하는 것을 돕는 강성 빌드 플레이트의 중합 억제제를 도시한다.
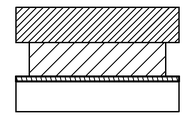
도 6은 빌드 표면에 비중합 막을 형성하는 것을 돕기 위해 플레이트의 후방의 공급 표면으로부터 플레이트의 전방의 빌드 표면까지 빌드 플레이트를 통해 억제제(이 경우에는 산소)를 이동시키는 것을 도시한다.
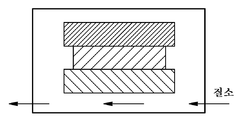
도 7은, 후속 중합이 실행될 수 있기 전에 그들 사이의 간극이 충전되어야 하는, 빌드 표면으로부터 멀어지게 전진되어 있는 성장중인 3차원 물체를 도시한다.
도 8은 도 8에 도시된 간극의 충전을 촉진하기 위해 압력의 적용을 제공하는 본 발명의 실시형태를 개략적으로 도시한다.
도 9는 본 발명의 방법 및 장치에 의해 생산될 수 있는 로드 또는 섬유를 도시한다.
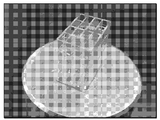
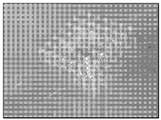
도 10은 본 발명의 방법 및 장치에 의해 제작되는 미소바늘 어레이의 사진이다. 어레이가 유지되는 캐리어의 직경은 재략 미국 25 센트 동전(또는 "4분의 1")과 동일하다. 본질적으로 동일한 캐리어가 아래 도시된 추가적인 예에서 사용된다.
도 11은 본 발명의 방법 및 장치에 의해 제작되는 제2 미소바늘 어레이의 사진이다.
도 12는 본 발명의 방법 및 장치에 의해 제작되는 링 구조물의 사진이다. 제작 동안의 광범위한 "돌출부(overhang)"를 유의하라.
도 13은 완성된 도 12의 링의 사진이다.
도 14는 본 발명의 방법 및 장치에 의해 제작되는 4개의 체스 부품 구조물의 사진이다.
도 15는 본 발명의 방법 및 장치에 의해 제작되는 직사각형 프리즘 구조물의 사진이다.
도 16은 본 발명의 방법 및 장치에 의해 제작되는 코일 구조물의 사진이다. 제작에서 완성된 구조물까지의 기간의 광범위한 "돌출부"를 유의하라
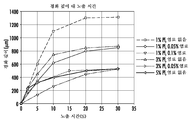
도 17은 경화 시간에 대한 염료 및 광개시제의 영향을 도시한다.
도 18은 상기 도 14에 도시된 것과 유사하지만 본 발명의 방법에 의해 염색 수지에 의해 형성된 체스 부품의 사진이다.
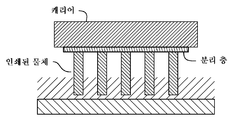
도 19는 분리 층을 갖는 캐리어에서의 복수의 물품의 제작을 개략적으로 도시한다.
도 20은 분리 층을 갖는 캐리어로부터의 복수의 물품의 분리를 개략적으로 도시한다.
도 21은 본 발명의 방법 및 장치에 의해 제작되는, 분리 층 상의, 프리즘의 어레이의 사진이다.
도 22는 분리 후의 도 21에 도시된 프리즘의 사진이다.
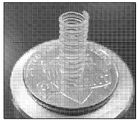
도 23은 본 발명의 방법 및 장치에 의해 생산되는 원통형 케이지 구조물의 사진이다.
도 24는, 폴리에틸렌 글리콜 중합체를 포함하는 것을 제외하고, 도 21의 것과 유사하고, 본질적으로 동일한 방법에 의해 생산되는 어레이의 사진이다.
도 25는, 폴리에틸렌 글리콜 중합체를 포함하는 것을 제외하고, 도 23의 것과 유사하고 실질적으로 동일한 방법에 의해 생산되는 원통형 케이지 구조물의 사진이다. 상기 부품은 가요성이라는 것을 유의하라.
도 26은 하나 이상의 가열기가 중합성 액체의 점도를 감소시키기 위해 포함되는 본 발명의 장치의 실시형태를 개략적으로 도시한다.
도 27은 빌드 영역에 캐리어를 통해 공급되는 중합성 액체가 충전되는 본 발명의 장치의 실시형태를 개략적으로 도시한다.
도 28은 캐리어로부터 빌드 영역으로의 하나 또는 다수의 중합성 액체의 공급을 용이하게 하기 위해 외부 도관이 형성되어 있는 본 발명의 실시형태를 개략적으로 도시한다.
도 29 내지 도 31은 본 발명을 실행하기 위한 제어 시스템 및 방법을 도시하는 순서도이다.
도 2는 본 발명의 장치의 일 실시형태의 사시도이다.
도 3은 본 발명에서 사용하기 위한 강성 빌드 플레이트의 대안적 실시형태의 측단면도를 제공한다.
도 4는 본 발명에서 사용하기 위한 다양한 대안적 캐리어를 도시한다.
도 5는 빌드 플레이트의 빌드 표면에 미중합 막을 형성하는 것을 돕는 강성 빌드 플레이트의 중합 억제제를 도시한다.
도 6은 빌드 표면에 비중합 막을 형성하는 것을 돕기 위해 플레이트의 후방의 공급 표면으로부터 플레이트의 전방의 빌드 표면까지 빌드 플레이트를 통해 억제제(이 경우에는 산소)를 이동시키는 것을 도시한다.
도 7은, 후속 중합이 실행될 수 있기 전에 그들 사이의 간극이 충전되어야 하는, 빌드 표면으로부터 멀어지게 전진되어 있는 성장중인 3차원 물체를 도시한다.
도 8은 도 8에 도시된 간극의 충전을 촉진하기 위해 압력의 적용을 제공하는 본 발명의 실시형태를 개략적으로 도시한다.
도 9는 본 발명의 방법 및 장치에 의해 생산될 수 있는 로드 또는 섬유를 도시한다.
도 10은 본 발명의 방법 및 장치에 의해 제작되는 미소바늘 어레이의 사진이다. 어레이가 유지되는 캐리어의 직경은 재략 미국 25 센트 동전(또는 "4분의 1")과 동일하다. 본질적으로 동일한 캐리어가 아래 도시된 추가적인 예에서 사용된다.
도 11은 본 발명의 방법 및 장치에 의해 제작되는 제2 미소바늘 어레이의 사진이다.
도 12는 본 발명의 방법 및 장치에 의해 제작되는 링 구조물의 사진이다. 제작 동안의 광범위한 "돌출부(overhang)"를 유의하라.
도 13은 완성된 도 12의 링의 사진이다.
도 14는 본 발명의 방법 및 장치에 의해 제작되는 4개의 체스 부품 구조물의 사진이다.
도 15는 본 발명의 방법 및 장치에 의해 제작되는 직사각형 프리즘 구조물의 사진이다.
도 16은 본 발명의 방법 및 장치에 의해 제작되는 코일 구조물의 사진이다. 제작에서 완성된 구조물까지의 기간의 광범위한 "돌출부"를 유의하라
도 17은 경화 시간에 대한 염료 및 광개시제의 영향을 도시한다.
도 18은 상기 도 14에 도시된 것과 유사하지만 본 발명의 방법에 의해 염색 수지에 의해 형성된 체스 부품의 사진이다.
도 19는 분리 층을 갖는 캐리어에서의 복수의 물품의 제작을 개략적으로 도시한다.
도 20은 분리 층을 갖는 캐리어로부터의 복수의 물품의 분리를 개략적으로 도시한다.
도 21은 본 발명의 방법 및 장치에 의해 제작되는, 분리 층 상의, 프리즘의 어레이의 사진이다.
도 22는 분리 후의 도 21에 도시된 프리즘의 사진이다.
도 23은 본 발명의 방법 및 장치에 의해 생산되는 원통형 케이지 구조물의 사진이다.
도 24는, 폴리에틸렌 글리콜 중합체를 포함하는 것을 제외하고, 도 21의 것과 유사하고, 본질적으로 동일한 방법에 의해 생산되는 어레이의 사진이다.
도 25는, 폴리에틸렌 글리콜 중합체를 포함하는 것을 제외하고, 도 23의 것과 유사하고 실질적으로 동일한 방법에 의해 생산되는 원통형 케이지 구조물의 사진이다. 상기 부품은 가요성이라는 것을 유의하라.
도 26은 하나 이상의 가열기가 중합성 액체의 점도를 감소시키기 위해 포함되는 본 발명의 장치의 실시형태를 개략적으로 도시한다.
도 27은 빌드 영역에 캐리어를 통해 공급되는 중합성 액체가 충전되는 본 발명의 장치의 실시형태를 개략적으로 도시한다.
도 28은 캐리어로부터 빌드 영역으로의 하나 또는 다수의 중합성 액체의 공급을 용이하게 하기 위해 외부 도관이 형성되어 있는 본 발명의 실시형태를 개략적으로 도시한다.
도 29 내지 도 31은 본 발명을 실행하기 위한 제어 시스템 및 방법을 도시하는 순서도이다.
이제 본 발명의 실시형태가 도시되어 있는 첨부의 도면을 참고하여 본 발명을 이하에서 상세하게 설명한다. 그러나, 본 발명은 많은 상이한 형태로 실시될 수 있고 여기 설명된 실시형태로 제한되는 것으로 해석되어서는 안되며, 이 실시형태들은 본 개시물이 면밀하고 완전해지도록 하고 본 발명의 범위를 통상의 기술자에게 충분히 전달되도록 하기 위해 제공된다.
동일한 도면부호는 전체에 걸쳐 동일한 요소를 나타낸다. 도면에서, 소정 라인, 층, 구성요소, 요소 또는 특징부의 두께는 명확화를 위해 과장될 수 있다. 파선이 사용되는 경우, 파선은 달리 명시되지 않는 한 선택적인 특징부 또는 동작을 나타낸다.
여기서 사용되는 용어는 단지 특정 실시형태를 설명하기 위한 것이며 본 발명을 한정하려는 것이 아니다. 여기서 사용되는 바와 같이, 단수 형태는 문맥상 명확히 달리 나타내지 않는 한 복수 형태도 포함하는 것이다. 용어 "포함하다" 또는 "포함하는"은, 본 명세서에서 사용될 때, 설명된 특징, 정수, 단계, 동작, 요소, 구성요소 및/또는 이들의 그룹 또는 조합의 존재를 명시하지만, 하나 이상의 다른 특징, 정수, 단계, 동작, 요소, 구성요소 및/또는 이들의 그룹 또는 조합을 배제하지 않는다는 것이 또한 이해될 것이다.
여기서 사용될 때, 용어 "및/또는"은 관련된 열거된 항목의 임의의 그리고 모든 가능한 조합 또는 하나 이상을 포함할 뿐만 아니라, 대안("또는")으로 해석될 때는 조합이 결여되어 있는 것을 포함한다.
달리 규정되지 않는 한, 여기서 사용되는 모든 용어(기술적 및 과학적 용어 포함)는 본 발명이 속하는 기술분야의 통상의 기술자에 의해 일반적으로 이해되는 것과 동일한 의미를 갖는다. 일반적으로 사용되는 사전에 규정된 것과 같은 용어는 명세서 및 청구항의 문맥에서의 그 의미와 일치하는 의미를 갖는 것으로 해석되어야 하며 본원에서 표현적으로 그렇게 규정되지 않는 한 이상화된 또는 지나치게 형식적인 의미로 해석되어서는 안 된다는 것이 또한 이해될 것이다. 잘 알려진 기능 또는 구성은 간결성 및/또는 명확성을 위해 상세하게 기재되지 않을 수 있다.
요소가 다른 요소 "상에 있는", 다른 요소에 "부착"되는, 다른 요소에 "연결"되는, 다른 요소에 "결합"되는, 다른 요소에 "접촉"하는 등과 같이 언급될 때, 요소는 또한 존재할 수 있는 다른 요소 또는 중간 요소 상에 있고, 그 요소에 직접적으로 부착, 그 요소에 연결, 그 요소에 결합 및/또는 그 요소에 접촉할 수 있다는 것이 이해될 것이다. 반대로, 요소가 예를 들어 다른 요소 "상에 직접적으로 있는", 다른 요소에 "직접적으로 부착되는", 다른 요소에 "직접적으로 연결되는", 다른 요소에 "직접적으로 결합되는", 또는 다른 요소에 "직접적으로 접촉하는" 것으로서 언급될 때, 거기에는 중간 요소가 존재하지 않는다. 또한, 다른 특징부에 "인접하여" 배치되는 구조물 또는 특징부에 대한 언급은 인접하는 특징부에 겹치거나 다른 특징부 아래에 놓일 수 있는 부분을 가질 수 있다는 것이 통상의 기술자에게 또한 인식될 것이다.
"하에", "아래에", "하부", "위", "상부" 등과 같은 공간적으로 상대적인 용어는 도면에 도시된 바와 같은 다른 요소(들) 또는 특징부(들)에 대한 요소 또는 특징부의 관계를 설명하기 위해 설명의 용이성을 위해 본원에서 사용될 수 있다. 공간적으로 상대적인 용어는 도면에 나타낸 배향 이외에 사용 또는 동작에 있어서의 장치의 상이한 배향을 포함하는 것이라는 것이 이해될 것이다. 예를 들어, 도면의 장치가 역전될 때, 다른 요소 또는 특징부 "아래에" 또는 "밑에"와 같이 기재되는 요소는 다른 요소 또는 특징부의 "위에" 배향될 것이다. 따라서, 예시적인 용어 "아래에"는 위 및 아래의 배향의 양쪽 모두를 포함할 수 있다. 장치는 달리 배향될 수 있고(90 도 또는 다른 배향으로 회전), 여기서 사용되는 공간적으로 상대적인 기술어는 그에 따라 해석된다. 유사하게는, 용어 "상방으로", "하방으로", "수직인", "수평인" 등은 명확하게 달리 지시되지 않는 한 단지 설명을 위해 사용된다.
용어 제1, 제2 등이 다양한 요소, 구성요소, 영역, 층 및/또는 구간을 설명하기 위해 본원에서 사용되지만, 이들 요소, 구성요소, 영역, 층 및/또는 구간은 이러한 용어에 의해 제한되어서는 안된다는 것이 이해될 것이다. 그보다는, 이러한 용어는 단지 하나의 요소, 구성요소, 영역, 층 및/또는 구간을 다른 요소, 구성요소, 영역 및/또는 구간으로부터 구별하기 위해 사용된다. 따라서, 본원에서 논의되는 제1 요소, 구성요소, 영역, 층 또는 구간은 본 발명의 교시 내에서 제2 요소, 구성요소, 영역, 층 또는 구간을 말할 수 있다. 동작(또는 단계)의 시퀀스는 구체적으로 달리 지시되지 않는 한 청구항 또는 도면에 나타낸 순서로 제한되지 않는다.
1.
중합성
액체
임의의 적절한 중합성 액체가 본 발명을 가능하게 하기 위해 사용될 수 있다. 액체(때로는 본원에서 "액체 수지", "잉크", 또는 간단히 "수지"를 칭하기도 함)는 단량체, 특히 광중합성 및/또는 자유 라디칼 중합성 단량체, 및 자유 라디칼 개시제와 같은 적절한 개시제, 및 이들의 조합을 포함할 수 있다. 예는 아크릴, 메타크릴산, 아크릴아미드, 스티레닉(styrenic), 올레핀, 할로겐화 올레핀, 시클릭 알켄, 말레산 무수물, 알켄, 알킨, 일산화탄소, 관능화 올리고머, 다관능성 큐트 부위 단량체(multifunctional cute site monomer), 관능화 PEG 등과 이들의 조합을 포함하지만, 이들로 제한되는 것은 아니다. 액체 수지, 단량체 및 개시제의 예는 미국특허번호 8,232,043; 8,119,214; 7,935,476; 7,767,728; 7,649,029; WO 2012129968 A1; CN 102715751 A; JP 2012210408 A에 설명된 것을 포함하지만 이들로 제한되지 않는다.
산 촉매형 중합성 액체. 위에 기재된 바와 같은 일부 실시형태에서, 중합성 액체는 자유 라디칼 중합성 액체(이 경우에 억제제는 하이 기재된 바와 같이 산소일 수 있다)를 포함하지만, 다른 실시형태에서 중합성 액체는 산 촉매형 또는 양이온 중합형 중합성 액체를 포함한다. 이러한 실시형태에서, 중합성 액체는 에폭시드기, 비닐 에테르기 등과 같은 산 촉매작용에 적합한 단량체 함유기를 포함한다. 따라서, 적절한 단량체는 메톡시에텐, 4-메톡시스티렌, 스티렌, 2-메틸프로프-1-엔, 1,3-부타디엔 등과 같은 올레핀; 옥시란, 티에탄, 테트라히드로푸란, 옥사졸린, 1,3, 디옥세판, 옥세탄-2-온 등과 같은 헤테로시클로익 단량체(락톤, 락탐, 및 시클릭 아민을 포함), 및 이들의 조합을 포함한다. 적절한 (일반적으로 이온성 또는 비-이온성) 광산 발생제 (PAG)가 산 촉매형 중합성 액체에 포함되고, 상기 산 촉매형 중합성 액체의 예는, 오늄 염, 술포늄 및 아이오도늄 염 등, 예컨대 디페닐 아이오다이드 헥사플루오로포스페이트, 디페닐 아이오다이드 헥세플루오로아르세네이트, 디페닐 아이오다이드 헥사플루오로안티모네이트, 디페닐 p-메톡시페닐 트리플레이트, 디페닐 p-톨루에닐 트리플레이트, 디페닐 p-이소부틸페닐 트리플레이트, 디페닐 p-테르트-부틸페닐 트리플레이트, 트리페닐술포늄 헥사플루오로르포스페이트, 트리페닐술포늄 헥사플루오로아르세네이트, 트리페닐술포늄 헥사플루오로안티모네이트, 트리페닐술포늄 트리플레이트, 디부틸나프틸술포늄 트리플레이트 등과 이들의 혼합물을 포함하지만 이들로 제한되지는 않는다. 예를 들어, 미국특허번호 7,824,839; 7,550,246; 7,534,844; 6,692,891; 5,374,500; 및 5,017,461 참조; 또한 Photoacid Generator Selection Guide for the electronics industry and energy curable coatings (BASF 2010) 참조.
히드로겔. 일부 실시형태에서, 적합한 수지는 폴리(에틸렌 글리콜)(PEG) 및 젤라틴 같은 광경화성 히드로겔을 포함한다. PEG 히드로겔은, 성장 인자를 포함하는 다양한 생물학적 제제를 전달하기 위해 사용되어 왔지만, 사슬 성장 중합에 의해 가교되는 PEG 히드로겔에 직면하는 큰 도전은 비가역 단백질 손상에 대한 가능성이다. 광중합되는 PEG 디아크릴레이트 히드로겔로부터의 생물학적 제제의 분리를 최대화시키기 위한 조건은, 광중합 전에 단량체 수지 용액에 친화력 결합 펩티드 서열을 포함시켜 연속적 전달을 허용함으로써 향상될 수 있다. 젤라틴은 음식, 화장품, 제약 및 사진 산업에서 주로 사용되는 생물중합체이다. 젤라틴은 콜라겐의 열변성 또는 화학적 및 물리적 열화에 의해 획득된다. 동물, 어류 및 인간에서 발견되는 것을 포함하여 3가지 종류의 젤라틴이 있다. 냉수성 어류의 피부로부터의 젤라틴은 제약 용례에 사용하기에 안전한 것으로 생각된다. UV 또는 가시광은 적절히 수정된 젤라틴을 가교하기 위해 사용될 수 있다. 젤라틴을 가교하기 위한 방법은 로즈벵갈(Rose Bengal)과 같은 염료로부터의 경화 유도체를 포함한다.
광경화성 실리콘 수지. 적합한 수지는 광경화성 실리콘을 포함한다. Siliopren™ UV Cure Silicone Rubber와 같은 UV 경화 실리콘 루버가 LOCTITE™ Cure Silicone 접착제 실란트로서 사용될 수 있다. 용례는 광학 계기, 의료 및 수술 장비, 외부 조명 및 인클로져(enclosure), 전기 커넥터/센서, 광섬유 및 개스킷을 포함한다.
생분해성 수지. 생분해성 수지는 약을 전달하기 위한 삽입가능 장치 또는 생분해성 나사 및 스텐트(미국특허 7,919,162; 6,932,930) 같은 일시적 동작 용례를 위해 특히 중요하다. 락트산 및 글리콜산(PLGA)의 생분해성 공중합체가 사용에 적합한 투명 수지를 산출하기 위해 PEG 디메타크릴레이트에 용해될 수 있다. 폴리크프로락톤 및 PLGA 올리고머는 이들이 사용에 효과적인 수지가 될 수 있도록 하기 위해 아크릴기 또는 메타크릴기에 의해 관능화될 수 있다.
광경화성 폴리우레탄. 특히 유용한 수지는 광경화성 폴리우레탄이다. (1) 알리패틱 디이소시아네이트, 폴리(헥사메틸렌 이소프탈레이트 글리콜) 및 선택적으로는 1,4-부탄디올에 기초한 폴리우레탄; (2) 다관능 아크릴산 에스테르; (3) 광개시제; 및 (4) 산화방지제를 포함하는 광중합성 폴리우레탄 조성물은, 그것이 경질이고, 내마모성이며, 얼룩 방지성인 재료를 제공하도록 배합될 수 있다(미국특허 4,337,130). 광경화성 열가소성 폴리우레탄 엘라스토머는 사슬 연장제로서 광반응성 디아세틸렌 디올을 통합한다.
고성능 수지. 일부 실시형태에서, 고성능 수지가 사용된다. 이러한 고성능 수지는 때때로 위에서 언급되고 아래에서 추가로 논의되는 바와 같이 그 점도를 감소시키고 그리고/또는 약화시키기 위해 가열의 사용을 요구할 수 있다. 이러한 수지의 예는, 미국특허번호 7,507,784; 6,939,940에 기재된 바와 같이 에스테르, 에스테르-이미드, 및 에스테르-아미드의 액체 결정성 중합체로서 때때로 칭해지는 재료를 위한 수지를 포함하지만 이들로 제한되지는 않는다. 이러한 수지는, 때때로 고온 열경화성 수지로서 채용되기 때문에, 본 발명에서 상기 수지는 추가로 아래에서 더 논의되는 바와 같은 조사에 대해 가교를 개시시키기 위해 벤조페논, 안트라퀴논, 및 플루오로에논 개시제(이 유도체를 포함)와 같은 적절한 광개시제를 포함한다.
추가적인 예시적 수지. 치과 용례를 위한 특히 유용한 수지는 EnvisionTEC's Clear Guide, EnvisionTEC's E-Denstone Material를 포함한다. 보청 산업을 위한 특히 유용한 수지는 수지의 EnvisionTEC's e-Shell 300 Series를 포함한다. 특히 유용한 수지는 몰딩/캐스팅 용례의 가황 고무와 함께 직접적으로 사용하기 위한 EnvisionTEC's HTM140IV High Temperature Mold Material를 포함한다. 질기고 강한 부품을 제조하는데 특히 유용한 재료는 EnvisionTEC's RC31 수지를 포함한다. 인베스트먼트 주조(investment casting) 용례에 특히 유용한 수지는 EnvisionTEC's Easy Cast EC500를 포함한다.
추가적인 수지 성분. 액체 수지 또는 중합성 재료는 그 내부에 부유되거나 확산되는 고체 입자를 가질 수 있다. 임의의 적절한 고체 입자는 제조되는 최종 생산물에 따라 사용될 수 있다. 입자는 금속성, 유기질/중합성, 무기질, 또는 복합물 또는 이들의 혼합물일 수 있다. 입자는 비전도성, 반전도성, 또는 전도성(금속성 및 비금속성 또는 중합체 전도체를 포함)일 수 있으며, 입자는 자성, 강자성, 상자성, 또는 비자성일 수 있다. 입자는 구형, 타원형, 원통형 등을 포함하는 임의의 적절한 형상일 수 있다. 입자는 아래에 기재된 바와 같이 활성제 또는 검출가능 화합물을 포함할 수 있지만, 입자는 또한 아래에서 또한 논의되는 바와 같이 액체 수지에 용해 가용화되어 제공될 수 있다. 예를 들어, 자성 또는 상자성 입자 또는 나노입자가 채용될 수 있다.
액체 수지는 그 내부에 가용화되는 추가적인 성분을 가질 수 있으며, 상기 성분은 제작되는 생산물의 특정 목적에 따라 색소, 염료, 활성 화합물 또는 제약 화합물, 검출가능 화합물(예를 들어, 형광성, 인광성, 방사성) 등을 포함한다. 이러한 추가적인 성분의 예는 단백질, 펩티드, siRNA와 같은 핵산(DNA, RNA), 당, 작은 유기 화합물(약물 및 약물 유사 화합물) 등과 이들의 조합물을 포함하지만 이들로 제한되는 것은 아니다.
중합 억제제. 본 발명에서 사용하기 위한 억제제 또는 중합 억제제는 액체 또는 가스의 형태일 수 있다. 일부 실시형태에서, 가스 억제제가 바람직하다. 특정 억제제는 중합되는 단량체 및 중합 반응에 의존할 것이다. 자유 라디칼 중합 단량체에 대해, 억제제는 편리하게는 공기와 같은 가스, 산소 농후 가스(그러나, 선택적으로는 일부 실시형태에서 그 연소성을 감소시키기 위해 추가적인 불활성 가스를 함유하는 것이 바람직함), 또는 일부 실시형태에서는 순수 산소 가스의 형태로 제공될 수 있는 산소일 수 있다. 대안적 실시형태에서, 예를 들어 단량체가 광산 발생제 개시제에 의해 중합되는 경우에, 억제제는 암모니아, 트레이스 아민(예를 들어, 메틸 아민, 에틸 아민, 디메닐 아민과 같은 디 및 트리아킬 아민, 디에틸 아민, 트리메틸 아민, 트리에틸 아민 등), 또는 이산화탄소와 이들의 혼합물 또는 조합물과 같은 염기일 수 있다.
생세포를 보유하는 중합성 액체. 일부 실시형태에서, 중합성 액체는 그 내부의 "입자"로서의 생세포를 보유할 수 있다. 이러한 중합성 액체는, 일반적으로 수성이고, 산소를 공급받을 수 있으며, 생세포가 별개의 상인 경우 "에멀젼"으로서 고려될 수 있다. 적절한 생세포는 식물 세포(예를 들어, 외떡잎식물, 쌍떡잎식물), 동물 세포(예를 들어, 포유류, 조류, 양서류, 파충류 세포), 미생물 세포(예를 들어, 원핵생물, 진핵생물, 원생동물 등) 등일 수 있다. 세포는 임의의 유형의 조직(예를 들어, 혈액, 연골, 뼈, 근육, 내분비선, 외분비선, 상피조직, 내피 등)으로부터 분화된 세포 또는 상기 조직에 대응하는 세포일 수 있거나 줄기 세포 또는 간세포와 같은 미분화 세포일 수 있다. 이러한 실시형태에서, 중합성 액체는 미국특허번호 7,651,683; 7,651,682; 7,556,490; 6,602,975; 5,836,313 등에 기재된 것을 포함하지만 이들로 제한되지는 않는 히드로겔을 형성하는 것일 수 있다.
2. 장치
본 발명의 장치의 비제한적인 실시형태가 도 2에 도시되어 있다. 상기 실시형태는, 반사 거울(13)을 통해 벽(14)에 의해 형성된 빌드 챔버에 방사되는 전자기 방사선(12)을 제공하는 디지털 라이트 프로세서(DLP)와 같은 방사선원(11) 및 액체 수지(16)로 충전되는 빌드 챔버의 저부를 형성하는 강성 빌드 플레이트(15)를 포함한다. 챔버(15)의 저부는 아래에서 추가로 논의되는 바와 같은 강성 반투과성 부재를 포함하는 강성 빌드 플레이트로 구성된다. 구성 중의 물체(17)의 상부는 캐리어(18)에 부착된다. 캐리어는 선형 스테이지(19)에 의해 수직 방향으로 구동되지만, 아래에서 논의되는 바와 같이 대안적 구조가 사용될 수 있다.
빌드 챔버의 액체 수지의 풀을 보충하기 위해 액체 수지 저장소, 배관, 펌프 액체 레벨 센서 및/또는 밸브가 포함될 수 있지만(명확화를 위해 도시되지 않음), 일부 실시형태에서는 간단한 중력 공급이 채용될 수 있다. 알려진 기법에 따라 관련된 배선과 함께 캐리어 또는 선형 스테이지를 위한 구동장치/액추에이터가 포함될 수 있다(역시 명확화를 위해 도시되지 않음). 구동장치/액추에이터, 방사선 원, 및 일부 실시형태에서는 펌프 및 액체 레벨 센서는 역시 알려진 기법에 따라 모두 적절한 제어기와 작동적으로 연계될 수 있다.
본 발명을 실행하기 위해 사용되는 빌드 플레이트(15)는 일반적으로 (전형적으로 강성이거나 조밀하고, 정지되어 있며, 그리고/또는 고정형인) 반투과성 (또는 가스 투과성) 부재를 단독으로 또는 하나 이상의 추가적인 지지 기판(예를 들어, 다른 가요성 반투과성 재료를 강화시키기 위한 클램프 및 텐셔닝 부재)과 조합하여 포함하거나 그것으로 구성될 수 있다. 강성 반투과성 부재는 관련 파장에 있어서 광학적으로 투명한(또는 인간 눈에 의해 인지되는 바와 같이 시각적으로 투명한지의 여부에 관계 없이 방사선원에 대해 투명한-즉, 광학적으로 투명한 윈도우가 일부 실시형태에서는 시각적으로 불투명할 수 있음) 임의의 적절한 재료로 구성될 수 있으며, 상기 재료는 강성 가스 투과성 콘택트 렌즈의 제조를 위해 사용되는 강성 가스 투과성 중합체 및 다공성 또는 미소다공성 유리를 포함하지만 이들로 제한되는 것은 아니다. 예를 들어, Norman G.Gaylord, 미국특허번호 RE31,406 참조하고; 또한 미국특허번호 7,862,176; 7,344,731; 7,097,302; 5,349,394; 5,310,571; 5,162,469; 5,141,665; 5,070,170; 4,923,906; 및 4,845,089를 참조하라. 일부 실시형태에서, 이러한 재료는 유리질 및/또는 비정질 중합체로서 그리고/또는 실질적으로 가교되는 것으로서 특징지어지며, 본질적으로 비팽창성이다. 바람직하게는, 강성 반투과성 부재는 중합될 재료 또는 액체 수지에 접촉될 때 팽창되지 않는 재료로 형성된다(즉, "비팽창성"이다). 강성 반투과성 재료를 위한 적절한 재료는 미국특허번호 5,308,685 및 5,051,115에 기재된 것과 같은 강성 비정질 플루오로중합체를 포함한다. 예를 들어, 이러한 플루오로중합체는 중합될 유기 액체 수지 잉크와 함께 사용될 때 잠재적으로 팽윤하는 실리콘에 관해서 특히 유용하다. 낮은 팽창 경향을 갖는 일부 중합체 수지 잉크 시스템 및/또는 더욱 수성계인 단량체 시스템과 같은 일부 액체 수지 잉크에 대해서는, 실리콘계 윈도우 재료가 아마도 적합하다. 유기 액체 수지 잉크의 용해성 또는 투과성은 윈도우 재료의 가교 밀도를 증가시키는 것 또는 액체 수지 잉크의 분자량을 증가시키는 것을 포함하는 많은 알려진 파라미터에 의해 급격하게 감소될 수 있다. 일부 실시형태에서, 빌드 플레이트는 얇은 막 또는 시트로 형성될 수 있고, 상기 막 또는 시트의 재료는 본 발명의 장치로부터 분리될 때 유연하지만 (예를 들어, 텐셔닝 링에 의해) 장치에 설치될 때는 클램핑되고 긴장되어 장치에서는 강성이 된다. 특정 재료는 DuPont으로부터 상업적으로 입수할 수 있는 TEFLON AF® 플루오로중합체를 포함한다. 추가적인 재료는 미국특허번호 8,268,446; 8,263,129; 8,158,728; 및 7,435,495에 기재된 바와 같은 퍼플루오르폴리에테르를 포함한다.
본질적으로 모든 고체 재료, 및 위에 기재된 것의 대부분은, 그 형상 및 두께와 같은 인자 및 그들이 처해지는 압력 및 온도와 같은 환경 인자에 따라 "강성"인 것으로 고려될 수 있지만, 일부 고유한 "유연성"을 갖는 다는 것이 인식될 것이다. 또한, 빌드 플레이트에 관한 용어 "정지" 또는 "고정"은, 빌드 플레이트의 점진적인 조정(예를 들어, 중합 구역의 구배의 붕괴를 초래하지 않거나 유발하지 않는 조정)에 대한 메커니즘이 제공되는 경우에도, (레이어바이레이어 방법 또는 장치에서와 같이) 공정의 기계적인 중단에 대한 메커니즘 또는 구조가 제공되지 않거나 공정의 기계적인 중단이 발생하지 않다는 것을 의미한다.
반투과성 부재는 전형적으로 상부 표면 부분, 저부 표면 부분, 및 에지 표면 부분을 포함한다. 빌드 표면은 상부 표면 부분에 있으며, 공급 표면은 상부 표면 부분, 저부 표면 부분 및/또는 에지 표면 부분 중 하나, 둘, 또는 셋 모두에 있을 수 있다. 도 2에 도시된 실시형태에서, 공급 표면은 저부 표면 부분에 있지만, 공급 표면이 (빌드 표면에 가깝지만 빌드 표면으로부터 분리된 또는 이격된) 상부 표면 부분 및/또는 에지 표면 부분에 제공되는 대안적 구성이 통상적인 기술에 의해 실행될 수 있다.
반투과성 부재는 일부 실시형태에서 아래에서 추가로 논의되는 바와 같이 적층되거나 또는 유리 등과 같은 추가적인 지지 플레이트와 접촉하는지의 여부에 관계 없이 제작되는 품목의 크기에 따라 0.01, 0.1 또는 1 밀리미터 내지 10 또는 100 밀리미터 이상의 두께를 갖는다.
중합 억제제에 대한 반투과성 부재의 투과성은 분위기 및/또는 억제제의 압력, 억제제의 선택, 제작률 또는 제작 속도 등과 같은 조건에 의존할 것이다. 일반적으로, 억제제가 산소일 때, 산소에 대한 반투과성 부재의 투과성은 10 또는 20 Barrer 내지 1000 또는 2000 Barrer 이상일 수 있다. 예를 들어, 150 PSI의 압력 하의 순수 산소 또는 매우 농후화된 산소 분위기에서 사용되는 10 Barrer의 투과성을 갖는 반투과성 부재는, 산소가 대기 조건 하의 주위 분위기로부터 공급될 때 500 Barrer의 투과성을 갖는 반투과성 부재와 실질적으로 동일하게 작동할 수 있다.
따라서, 반투과성 부재는 가요성 중합체 막(임의의 적절한 두께, 예를 들어 0.001, 0.01, 0.1 또는 1밀리미터 내지 5, 10 또는 100밀리미터 이상의 두께를 가짐)을 포함할 수 있고, 빌드 플레이트는 중합체 막에 연결되고 (예를 들어, 적어도 물체가 막으로부터 전진되고 탄력적으로 또는 탄성적으로 복귀될 때 막이 물체에 달라붙지 않도록 충분하게) 막을 고정시키고 강화시키기 위한 텐셔닝 부재(예를 들어, 주변 클램프 및 "드럼 헤드"에서와 같은 작동적으로 연계된 변형 부재 또는 신축 부재; 복수의 주변 클램프 등과 이들의 조합을 포함함)를 더 포함할 수 있다. 막은 상부 표면 및 저부 표면을 갖고, 빌드 표면은 상부 표면에 있고 공급 표면은 바람직하게는 저부 표면에 있다. 다른 실시형태에서, 반투과성 부재는, (i) 상기 중합성 액체에 접촉하도록 위치되는 상부 표면 및 저부 표면을 갖는 중합체 막 층(임의의 적절한 두께, 예를 들어 0.001, 0.01, 0.1 또는 1밀리미터 내지 5, 10 또는 100 밀리미터 이상), 및 (ii) 상기 막 층 저부 표면에 접촉하는 강성적이고 가스 투과성이며 광학적으로 투명한 지지 부재(임의의 적절한 두께, 예를 들어 0.01, 0.1 또는 1밀리미터 내지 10, 100 또는 200밀리미터 이상)를 포함한다. 지지 부재는 막 층 저부 표면에 접촉하는 상부 표면을 갖고, 지지 부재는 중합 억제제를 위한 공급 표면으로서의 역할을 할 수 있는 저부 표면을 갖는다. 반투과성(즉, 중합 억제제에 대해 투과성)인 임의의 적절한 재료가 사용될 수 있다. 예를 들어, 중합체 막 또는 중합체 막 층은, 예를 들어 TEFLON AF 1600™ 또는 TEFLON AF 2400™ 플루오로중합체 막 같은 무정형 열가소성 플루오로중합체, 또는 퍼플루오로폴리에테르(PFPE), 특히 가교된 PFPE 막, 또는 가교된 실리콘 중합체 막과 같은 플루오로중합체 막일 수 있다. 지지 부재는 폴리드미에틸실록산(polydmiethylxiloxane) 부재 같은 실리콘 또는 가교된 실리콘 중합체 부재, 강성 가스 투과성 중합체 부재, 또는 다공성 또는 미소다공성 유리 부재를 포함한다. 막이 (예를 들어, PFPE 및 PDMS 재료를 사용하여) 접착제 없이 강성 지지 부재에 직접적으로 적층 또는 클램핑될 수 있거나, PDMS 층의 상부 표면과 반응하는 실란 커플링제가 제1 중합체 막 층에 부착하기 위해 이용될 수 있다. UV 경화성, 아크릴레이트 관능기 실리콘이 또한 UV 경화성 PFPE와 강성 PDMS 지지 층과의 사이의 연결 층으로서 사용될 수 있다.
상기와 같이, 일부 실시형태에서 반투과성 부재는 억제제가 그 내부를 통과할 수 있도록 하지만, 반투과성 부재는 간단하게는 공정 동안 억제제의 추가적인 공급 없이 제작되는 물품을 생산하도록 충분한 길이의 시간 동안 데드 존을 연속적으로 유지하기 위해 충분한 양(또는 "풀")의 억제제를 포함하도록 구성될 수 있다(상기 "풀"은 생성 동작 사이에 보충되거나 재충전될 수 있다). 부재의 크기 및 내부 부피는 충분한 풀의 억제제의 풀을 포함하도록 제작되는 특정 물품에 적합한 것으로서 구성될 수 있다.
장치에의 배치를 위해 구성될 때, 캐리어는 빌드 표면의 전체 면적 내에서 빌드 표면에 "빌드 영역"을 형성한다. 연속적인 층 사이의 부착을 파괴하기 위해 본 발명에서는 (예를 들어, X 및/또는 Y 방향의) 측방 "스로(throw)"가 요구되지 않기 때문에, 앞서 설명된 Joyce 및 Chen 장치에서와 같이, 빌드 표면 내의 빌드 영역의 면적은 최대화될 수 있다(또는, 반대로 빌드 영역에 기여하지 않는 빌드 표면의 면적이 최소화될 수 있다). 따라서, 일부 실시형태에서, 빌드 영역의 총 표면 면적은 빌드 표면의 총 표면 면적의 적어도 50, 60, 70, 80, 또는 90 퍼센트를 차지할 수 있다.
도 2에 도시된 바와 같이, 다양한 구성요소가 지지체 또는 프레임 조립체(20)에 장착된다. 지지체 또는 프레임 조립체의 특정 설계는 중요하지 않고 많은 구성을 가정할 수 있지만, 도시된 실시형태에서는 지지체 또는 프레임 조립체는, 방사선원(11)이 확실하게 또는 견고하게 부착되는 베이스(21), 선형 스테이지가 작동적으로 연계되는 수직 부재(22), 및 벽(14)이 제거가능하게 또는 확실하게 부착되는(또는 벽이 배치되는) 수평 테이블(23)과, 상기와 같이 빌드 챔버를 형성하도록 영구적으로 또는 제거가능하게 견고하게 고정되는 빌드 플레이트를 포함한다.
상기와 같이, 빌드 플레이트는 단일의 통합형 및 일체형 부품의 강성 반투과성 부재를 포함할 수 있거나 추가적인 재료를 포함할 수 있다. 예를 들어, 도 3a에 도시된 바와 같이, 다공성 또는 미소다공성 유리가 강성 반투과성 재료에 적층 또는 고정될 수 있다. 또는, 도 3b에 도시된 바와 같이, 상측 부분으로서의 반투과성 부재가 중합 억제제를 반투과성 부재(위 및 아래에서 기재되는 바와 같이, 이 반투과성 부재를 통과하여 가스가 빌드 표면으로 가서 미중합 액체 재료의 분리 층의 형성을 용이하게 한다)에 보유하는 가스를 공급하기 위해 내부에 형성된 퍼지 채널을 갖는 투명한 하부 부재에 고정될 수 있다. 이러한 퍼지 채널은 완전히 또는 부분적으로 베이스 플레이트를 통해 연장될 수 있다. 예를 들어, 퍼지 채널은 부분적으로 베이스 플레이트 안으로 연장될 수 있지만, 뒤틀림의 도입을 피하기 위해서 빌드 표면의 바로 아래의 영역에서 끝난다. 특정 지오메트리는, 억제제를 반투과성 부재 안으로 보내기 위한 공급 표면이 빌드 표면과 동일한 측 또는 반대측에, 또는 그 에지 부분에, 또는 그 몇몇의 조합의 부분에 위치되는지의 여부에 의존한다.
채용되는 특정 수지에 따라 전자 빔 및 이온화 방사선원을 포함하는 임의의 적절한 방사선원(또는 소스의 조합)이 사용될 수 있다. 바람직한 실시형태에서, 방사선원은 하나 이상의 광원, 및 특히 하나 이상의 자외선 광원과 같은 화학 방사선원이다. 백열광, 형광, 인광성 또는 발광성 광, 레이저, 발광 다이오드 등과 같은 그리고 이들의 어레이를 포함하는 임의의 적절한 광원이 사용될 수 있다. 광원은 바람직하게는 상기와 같이 제어기와 작동적으로 연계되는 패턴 형성 요소를 포함한다. 일부 실시형태에서, 광원 또는 패턴 형성 요소는 디지털 라이트 프로세싱(DLP), 공간 변조기(SLM), 또는 미세전자기계 시스템(MEMS) 미러 어레이를 이용한 디지털(또는 변형가능) 마이크로미러 장치(DMD), 마스크[레티클로도 알려짐], 실루엣, 또는 이들의 조합을 포함한다. 미국특허번호 7,902,526를 참조하라. 바람직하게는, 광원은 예를 들어 마스크리스 포토리소그래피에 의해 마스크가 없는 상태에서 중합성 액체의 노출 또는 조사를 실행하도록 구성되는 액정 광 밸브 어레이 또는 마이크로미러 어레이와 같은 공간 광 변조 어레이 또는 DMD(예를 들어, 작동적으로 연관된 디지털 광 프로세서를 이용하며, 전형적으로는 결국 적절한 제어기의 제어 하에 있음)를 포함한다. 미국특허번호 6,312,134; 6,248,509; 6,238,852; 및 5,691,541을 참조하라.
대안적인 캐리어 및 액추에이터/구동장치 배치가 도 4에 도시되어 있다. 테이크-업 릴, XYZ 구동장치 어셈블리(예를 들어, 자동화된 현미경 스테이지에서 일반적으로 사용되는 바와 같음) 등을 포함하는 다양한 변형이 채용될 수 있다. 도 2에 도시된 실시형태에 있어서, 구동장치 어셈블리는 일반적으로 수직 또는 "Z" 방향으로만 빌드 표면으로부터 멀어지게 캐리어를 이동 또는 전진시키기 위해 채용되는 웜 기어 및 모터, 랙 및 피니언 및 모터, 유압식, 공압식, 압전식 구동장치 등을 포함할 것이다. 도 4에 도시된 대안적인 실시형태에서, 특히 제작되는 생산물이 세장형 로드 또는 섬유(아래에서 추가로 논의됨)일 때, 연관된 구동장치 또는 액추에이터 및 가이드(도시되지 않음)와 함께 스풀 또는 테이크-업 릴이 이용될 수 있다. 대안적인 실시형태에서, 연관된 가이드 및 연관된 구동장치 또는 액추에이터를 이용하는 한 쌍의 테이크-업 릴(도시되지 않음)이 선형 스테이지(19)에 의해 제공되는 Z 방향의 이동 이외에 또는 이 이동과 조합되어 X 및/또는 Y 방향의 이동을 제공하기 위해 선형 스테이지에 장착될 수 있다. 또 다른 실시형태에서, 자동화된 망원경에서 사용되는 것 같은 XYZ 구동장치 어셈블리가 X, Y 및/또는 Z 방향, 예를 들어 일 각도, 또는 변화하는 각도, 또는 다양한 스테이지에서의 방향의 조합에서 빌드 표면으로부터 캐리어를 멀어지게 이동 또는 전진시키기 위해 선형 스테이지(19) 대신에 사용될 수 있다. 따라서, 빌드 플레이트로부터 멀어지는 전진은 Z(또는 수직) 방향에서 단독으로, 또는 X 및/또는 Y 방향에서의 이동과 Z 방향에서의 이동을 조합함으로써 적어도 Z 방향에서 실행될 수 있다. 일부 실시형태에서, Z 방향의 이동과 동시에 X 및/또는 Y 방향의 이동이 있을 수 있으며, X 및/또는 Y 방향의 이동은 중합성 액체의 중합 동안 발생한다(이는 중합성 액체를 보충하기 위한 이전 중합 단계와 후속 중합 단계와의 사이의 이동인, Y. Chen 등 또는 M. Joyce, supra에 기재된 바와 같은 이동에 대조된다). 본 발명에 있어서, 이러한 이동은 빌드 표면의 특정 영역에서의 오손(fouling) 또는 "번 인(burn in)"을 감소시키는 등의 목적을 위해 실행될 수 있다.
본 발명의 일부 실시형태의 이점은, 반투과성 부재(즉, 빌드 플레이트 또는 윈도우)의 빌드 표면의 크기가 상기 Joyce 또는 Chen 장치에서와 같이 과도한 측방 "스로"에 대한 요건의 부재로 인해 감소될 수 있다는 것이기 때문에, 본 발명의 방법, 시스템 및 장치에서, (이러한 측방 이동이 존재하는 경우) 캐리어 및 물체의 측방 이동(X 및/또는 Y 방향 또는 이들의 조합의 이동을 포함)이 빌드 영역의 (측방 이동의 방향의) 폭의 80, 70, 60, 50, 40, 30, 20 또는 나아가 10 퍼센트 이하인 것이 바람직하다.
일부 실시형태에서, 캐리어는 정지해 있는 빌드 플레이트로부터 상방으로 그리고 멀어지게 전진하도록 엘리베이터에 장착되지만, 다른 실시형태에서 정반대의 배치가 사용될 수 있다. 즉, 캐리어는 고정될 수 있고 빌드 플레이트는 하강되어, 캐리어를 그로부터 멀어지게 전진시킨다. 동일한 결과를 달성하는 많은 상이한 기계적인 구성이 통상의 기술자에게 명확할 것이고, 상기 구성 모두에서 빌드 플레이트는, 그 위에 억제제를 보충하기 위해서 측방(X 또는 Y) 이동을 할 필요가 없거나, [캐리어의 관련된 과도한 전진(over-advance) 및 후진(back-up)과 함께] 신장되고 그 후 복귀되어야 하는 탄성 빌드 플레이트가 채용될 필요가 없다는 의미에서 "정지"되어 있다.
캐리어를 구성하는 재료의 선택 및 물품을 구성하는 중합체 또는 수지의 선택에 따라, 캐리어에 대한 물품의 접착은 때때로 완성된 물품 또는 "빌드"의 완성까지 캐리어 상에 물품을 유지시키기에 불충분할 수 있다. 예를 들어, 알루미늄 캐리어는 폴리(비닐 클로라이드) (또는 "PVC") 캐리어보다 더 낮은 접착력을 가질 수 있다. 따라서, 한가지 해법은 제작되고 있는 물품이 중합되는 표면에 PVC를 포함하는 캐리어를 채용하는 것이다. 이것이 접착력이 너무 커서 캐리어로부터 완료된 부분을 편리하게 분리하지 못하게 하는 경우, 제작 동안 캐리어에 물품을 추가로 고정시키기 위한 "Basic Painting #2025 High 접착을 위한 Greener Masking Tape"와 같은 접착 테이프의 도포를 포함하지만 이것으로 제한되지 않는 다양한 기법 중 임의의 것이 접착력이 덜한 캐리어에 물품을 추가로 고정시키기 위해 사용될 수 있다.
가용성 희생 층. 일부 실시형태에서, 가용성 희생 층 또는 분리 층은 캐리어와 3차원 물체와의 사이에 형성될 수 있고, 따라서 일단 제작이 완료되면 캐리어로부터 3차원 물체를 편리하게 분리하기 위해 희생 층이 후속하여 용해될 수 있다. 캐리어에 도포되거나 제공될 수 있는 접착제와 같은 임의의 적절한 희생 층이 채용될 수 있고, 희생 분리 층을 가용화하는 임의의 적절한 용매(예를 들어, 극성 및 무극성 유기 용매, 수성 용매 등)가 희생 층을 통해 채용될 수 있고, 희생 층의 대응하는 용매는 3차원 물체를 형성하는 특정 재료가 그 용매에 의해 과도하게 침범하지 않거나 가용화되지 않도록 선택되어야 한다. 희생 층은 분사, 딥 코팅, 페인팅 등과 같은 임의의 적절한 기법에 의해 캐리어에 도포될 수 있다. 가용성 희생 분리 층에 적절한 재료의 예(및 대응하는 용매의 비제한적인 예)는, 시아노아크릴레이트 접착제(아세톤 용매); 폴리(비닐피롤리돈)(물 및/또는 이소프로필 알콜 용매); 래커(아세톤 용매); 폴리비닐 알콜, 폴리아크릴산, 폴리(메타크릴산), 폴리아크릴아미드, 폴리알킬렌 옥시드 예컨대 폴리(에틸렌 옥시드), 당 및 사카라이드 예컨대 수크로스 및 덱스트란 (모든 물 또는 수성 용매); 등을 포함한다. 저 표면 에너지 용매가 일부 실시형태에서 특히 바람직하다.
본 발명의 일부 실시형태에서, 액추에이터/구동장치 및/또는 연관된 제어기는 아래에서 추가로 논의되는 바와 같이 단지 (예를 들어, 단일 방향성인) 빌드 플레이트로부터 캐리어를 멀어지게 전진시키도록 구성된다.
본 발명의 일부 실시형태에서, 액추에이터/구동장치 및/또는 연관된 제어기는 아래에서 또한 논의되는 바와 같이 연속 구동장치로서(단계식 구동장치와 대조됨) 구성된다.
3. 방법
.
상기와 같이, 본 발명은 3차원 물체를 형성하는 방법을 제공하며, 상기 방법은, (a) 캐리어 및 빌드 플레이트를 제공하는 단계로서, 상기 빌드 플레이트는 반투과성 부재를 포함하고, 상기 반투과성 부재는 빌드 표면 및 상기 빌드 표면과 분리되어 있는 자유 표면을 포함하고, 상기 빌드 표면 및 상기 캐리어는 그 사이에 빌드 영역을 형성하고, 상기 공급 표면은 중합 억제제와 유체 소통되는 단계; 그리고 (동시에 및/또는 순차적으로) (b) 상기 빌드 영역에 중합성 액체를 충전하는 단계로서, 상기 중합성 액체는 상기 빌드 세그먼트에 접촉하는 단계, (c) 상기 빌드 영역에 고체 중합 영역을 생성하기 위해 상기 빌드 영역을 통해 상기 빌드 영역을 조사하는 단계로서, 액체 막 분리 층이 상기 고체 중합 영역과 상기 빌드 표면과의 사이에 형성된 상기 중합성 액체를 포함하고, 상기 중합 억제제에 의해 액체 막의 중합이 억제되는 단계, 및 (d) 상기 중합 영역과 상기 상부 구역과의 사이에 후속 빌드 영역을 생성하기 위해 상기 캐리어를 거기에 부착된 상기 중합 영역과 함께 상기 정지되어 있는 빌드 플레이트의 상기 빌드 표면으로부터 멀어지게 전진시키는 단계를 포함한다. 일반적으로 , 상기 방법은 (e) 서로에게 부착되는 중합 영역의 연속되거나 반복되는 퇴적이 상기 3차원 물체를 형성할 때까지 이전의 중합 영역에 부착된 후속 중합 영역을 생성하도록 단계 (b) 내지 (d)를 연속 및/또는 반복하는 단계를 포함한다.
분리 층의 기계적인 분리가 요구되지 않거나, 산소를 보충하기 위한 빌드 표면의 기계적인 이동이 요구되지 않기 때문에, 상기 개별적인 단계들이 순차적으로, 동시에, 또는 이의 조합 형태로 실행될 수 있는 것으로 인식될 것이지만 상기 방법은 연속적으로 실행될 수 있다. 실제로, 단계들의 비율은 제작 중인 영역의 밀도 및/또는 복잡성과 같은 인자에 따라 시간에 따라 변할 수 있다.
윈도우로부터 또는 분리 층으로부터의 기계적인 분리는 일반적으로, 캐리어가 다음 조사 단계에 요구되는 것보다 빌드 플레이트로부터 더 큰 거리를 전진하고, 이에 의해 윈도우가 재코팅되고 빌드 플레이트에 더 가깝게 캐리어가 후퇴될 수 있게 하는 것(예를 들어, "2단계 전진 1단계 후퇴")을 요구하기 때문에, 본 발명은 일부 실시형태에서 이 "후진"의 제거를 허용하고 캐리어가 일방향적으로 또는 단일 방향으로 전진될 수 있게 하며, 재코팅을 위한 윈도우의 이동 또는 사전 형성된 탄성 분리 층의 "스냅핑"을 개입시키지 않는다.
일부 실시형태에서, 전진 단계는 각각의 단계 또는 증분에 대해 균일한 증분으로(예를 들어, 0.1 또는 1미크론, 또는 10 또는 100미크론 이하, 또는 그 이상으로) 순차적으로 실행된다. 일부 실시형태에서, 전지 단계는 각각의 단계 또는 증분에 대해 가변적인 증분으로(예를 들어, 0.1 또는 1미크론, 10 또는 100미크론 이하, 또는 그 이상의 각각의 증분 범위로) 순차적으로 실행된다. 전진률에 따른 증분의 크기는 부분적으로 온도, 압력, 생산되는 물품의 구성(예를 들어, 크기, 밀도, 복잡성, 구조 등)과 같은 인자에 의존할 것이다.
본 발명의 다른 실시형태에서, 전진 단계는 균일하게 또는 가변적일 비율로 연속적으로 실행된다.
일부 실시형태에서, 전진율(순차적으로 또는 연속적으로 실행되는지에 관계 없음)은 1초당 약 0.1, 1, 또는 10 미크론 내지 초당 약 100, 1000, 또는 10000 미크론이고, 또한 온도, 압력, 생산되는 물품의 구조, 조사의 강도 등과 같은 인자에 의존한다.
아래에서 더 기재되는 바와 같이, 일부 실시형태에서, 충전 단계는 상기 중합성 액체를 압력 하에 상기 빌드 영역 안으로 보냄으로써 실행된다. 이러한 경우에, 전진 단계 또는 단계들은 초당 적어도 0.1, 1, 10, 50, 100, 500 또는 1000 미크론 이상의 비율, 또는 누적률 또는 평균 비율로 실행될 수 있다. 일반적으로, 압력은 어쨌든 상기 압력의 부재 시의 상기 전진 단계의 반복의 최대 비율에 비해 적어도 2, 4, 6, 8 또는 10배로 상기 전진 단계(들)의 비율을 증가시키기에 충분한 것일 수 있다. 압력이 상기와 같이 압력 용기에서 장치를 둘러싸고 가압된 분위기(예를 들어, 공기, 산소 농후 공기, 가스의 혼합물, 순수 산소 등의 분위기)에서 공정을 실행함으로써 제공되는 경우, 1평방 인치당 10, 20, 30 또는 40 파운드(PSI) 내지 200, 300, 400 또는 500 PSI 이상의 압력이 사용될 수 있다. 큰 불규칙한 물체의 제작에 대해서는, 큰 고압 용기의 비용으로 인해 더 느린 제작 시간에 비해 더 높은 압력은 덜 바람직할 수 있다. 이러한 실시형태에서, 공급 표면 및 중합성 액체의 양자 모두는 동일한 압축 가스(예를 들어, 중합 억제제로서의 역할을 하는 20 내지 95 부피 퍼센트의 산소를 포함하는 것)와 유체 접촉할 수 있다.
한편, 더 작은 품목이 제작되거나, 또는 내부의 포트 또는 오리피스를 통해 생성됨에 따라 압력 용기로부터 제거 또는 배출될 수 있는 로드 또는 섬유가 제작되는 경우, 압력 용기의 크기는 제작되는 생산물의 크기에 비해 더 작게 유지될 수 있고 더 높은 압력이 (원하는 경우) 더 용이하게 이용될 수 있다.
상기와 같이, 조사 단계는 일부 실시형태에서 패턴화된 조사로 실행된다. 패턴화된 조사는, 고정된 패턴일 수 있거나, 제작되는 특정 품목에 따라 상기와 같이 패턴 발생기(예를 들어, DLP)에 의해 생성되는 가변적인 패턴일 수 있다.
패턴화된 조사가 시간에 걸쳐 일정하게 유지되는 패턴이 아닌 가변적인 패턴인 경우, 각각의 조사 단계는 조사의 강도, 중합성 재료에서의 염료의 존재 또는 부재, 성장률 등과 같은 인자에 따른 임의의 적절한 시간 또는 기간일 수 있다. 따라서, 일부 실시형태에서, 각각의 조사 단계는 기간이 0.001, 0.01, 0.1, 1 또는 10 마이크로초 내지 1, 10, 또는 100 분 이상일 수 있다. 각각의 조사 단계 사이의 간격은 일부 실시형태에서 가능한 짧은, 예를 들어 0.001, 0.01, 0.1 또는 1 마이크로초 내지 0.1, 1, 또는 10 초인 것이 바람직하다.
일부 실시형태에서, 빌드 표면은 평평하고, 다른 실시형태에서 빌드 표면은 볼록하거나 오목하게 만곡된 것과 같이 불규칙하거나, 또는 내부에 형성된 벽 또는 트렌치를 갖는다. 어느 경우에서는, 빌드 표면은 매끄럽거나 직물형일 수 있다.
만곡되고 그리고/또는 불규칙한 빌드 플레이트 또는 빌드 표면은 제작되는 단일 물체에 상이한 재료를 제공하기 위해(즉, 각각 별도의 액체 공급부 등에 연계된, 빌드 표면에 형성된 채널 또는 트렌치를 통해 동일한 빌드 표면에 상이한 중합성 액체를 제공하기 위해) 섬유 또는 로드 형성에 사용될 수 있다.
중합성 액체를 위한 캐리어 공급 채널. 중합성 액체는 액체 도관 및 저장소 시스템으로부터 빌드 플레이트에 직접적으로 제공될 수 있는 한편, 일부 실시형태에서 캐리어는 내부에 하나 이상의 공급 채널을 포함한다. 캐리어 공급 채널은 중합성 액체 공급부, 예를 들어 저장소 및 연계된 펌프와 유체 소통한다. 상이한 캐리어 공급 채널이 동일한 공급부와 유체 소통할 수 있고 서로 동시에 작동할 수 있거나, 상이한 캐리어 공급 채널이 서로 개별적으로 제어가능하다(예를 들어, 각각에 대해 펌프 및/또는 밸브의 제공을 통해). 개별적으로 제어가능한 공급 채널은 동일한 중합성 액체를 포함하는 저장소와 유체 소통할 수 있거나 상이한 중합성 액체를 포함하는 저장소와 유체 소통할 수 있다. 원하는 경우, 밸브 조립체의 사용을 통해, 상이한 중합성 액체가 일부 실시형태에서 동일한 공급 채널을 통해 대안적으로 공급될 수 있다.
4. 제어기 및 공정 제어
본 발명의 방법 및 장치는, 예를 들어 상기 방법의 속도 및/또는 신뢰성을 향상시키기 위한 피드백 및 피드포워드 제어를 포함하는 공정 제어를 실행하기 위한 공정 단계 및 장치 특징부를 포함할 수 있다.
본 발명을 실행하기 위해 사용되는 제어기는 하드웨어 회로, 소프트웨어, 또는 이들의 조합으로서 실행될 수 있다. 일 실시형태에서, 제어기는 모니터, 구동장치, 펌프, 및 다른 구성요소와 작동적으로 연계된 소프트웨어를 적절한 인터페이스 하드웨어 및/또는 소프트웨어를 통해 작동시키는 범용 컴퓨터이다. 여기 기재된 바와 같은 3차원 인쇄 또는 제작 방법 및 장치의 제어를 위한 적절한 소프트웨어는, ReplicatorG 오픈 소스 3d 인쇄 프로그램, 3D systems으로부터의 3DPrint™ 제어기 소프트웨어, Slic3r, Skeinforge, KISSlicer, Repetier-Host, PrintRun, Cura 등과 이들의 조합을 포함하지만 이것으로 제한되는 것은 아니다.
공정 동안(예를 들어, 상기 충전, 조사 및 전진 단계 중 하나, 일부 또는 모두 동안) 연속적으로 또는 간헐적으로, 직접적으로 또는 간접적으로 감시하기 위한 공정 파라미터는, 조사 강도, 캐리어의 온도, 빌드 구역의 중합성 액체, 성장중인 생산물의 온도, 빌드 플레이트의 온도, 압력, 전진 속도, 압력, 힘(예를 들어, 캐리어 및 제작되는 생산물을 통해 빌드 플레이트에 가해지는 힘), 변형(예를 들어, 제작되는 성장중인 생산물에 의해 캐리어에 가해지는 변형), 분리 층의 두께 등을 포함하지만 이것으로 제한되는 것은 아니다.
피드백 및/또는 피드포워드 제어 시스템에서 사용될 수 있는 알려진 파라미터는, (예를 들어, 제작되는 물품의 알려진 지오메트리 또는 부피로부터의) 중합성 액체의 예상 소비, 중합성 액체로부터 형성되는 중합체의 열화 온도 등을 포함하지만 이것으로 제한되는 것은 아니다.
(예를 들어, 상기 공정 단계 중 임의의 것 또는 그 모두 동안) 감시된 파라미터 및/또는 알려진 파라미터에 응답하여 연속적으로 또는 단계적으로, 직접적으로 또는 간접적으로 제어하기 위한 공정 조건은, (예를 들어, 각각의 "슬라이스"에 대한) 중합성 액체의 공급률, 온도, 압력, 캐리어의 전진 비율 또는 속도, 조사의 강도, 조사 기간 등을 포함하지만, 이것으로 제한되는 것은 아니다.
예를 들어, 빌드 구역의 중합성 액체의 온도, 또는 빌드 플레이트의 온도는, 온도가 중합 생산물의 열화 온도를 초과하는지의 여부를 결정하기 위해, 적절한 서모커플, 비접촉식 온도 센서(예를 들어, 적외선 온도 센서), 또는 다른 적절한 온도 센서에 의해 직접적으로 또는 간접적으로 감시될 수 있다. 만일 그렇다면, 공정 파라미터는 빌드 구역 및/또는 빌드 플레이트의 온도를 감소시키기 위해 제어기를 통해 조정될 수 있다. 이러한 조정을 위한 적절한 공정 파라미터는, 냉각기에 의해 온도를 감소시키는 것, 캐리어의 전진 비율을 감소시키는 것, 조사 강도를 감소시키는 것, 조사 노출 기간을 감소시키는 것 등을 포함할 수 있다.
또한, 조사원(예를 들어, 수은 램프와 같은 자외선 광원)의 강도는 (예를 들어, 사용 동안의 그 통상의 열화를 통한) 조사원으로부터의 강도의 감소를 검출하도록 광검출기에 의해 감시될 수 있다. 검출되는 경우, 공정 파라미터는 강도의 손실을 조절하기 위해 제어기를 통해 조정될 수 있다. 이러한 조정을 위한 적절한 공정 파라미터는, 가열기에 의해 온도를 증가시키는 것, 캐리어의 전진 비열을 감소시키는 것, 광원으로의 전력을 증가시키는 것 등을 포함할 수 있다.
다른 예로서, 제작 시간을 향상시키기 위한 온도 및/또는 압력의 제어는 (개별적으로 또는 서로 조합되어, 그리고 제어기에 응답하여 별도로) 가열기 및 냉각기에 의해, 그리고/또는 (개별적으로 또는 서로 조합되어 그리고 제어기에 응답하여 별도로) 압력 공급부(예를 들어, 펌프, 압력 용기, 밸브 및 이들의 조합) 및/또는 제어가능 밸브와 같은 압력 분리 기구에 의해 달성될 수 있다.
일부 실시형태에서, 제어기는 최종 생산물의 일부 또는 그 모두의 제작 동안에 여기 기재된 중합 구역의 구배(예를 들어, 도 1 참조)를 유지시키도록 구성된다. 특정 구성(예를 들어, 시간, 전진 비율 또는 속도, 조사 강도, 온도 등)은 특정 중합성 액체 및 생성되는 생산물의 성질과 같은 인자에 의존할 것이다. 중합 구역의 구배를 유지시키기 위한 구성은 이전에 결정된 또는 일련의 시험 수행 또는 "시행 착오"를 통해 결정된 공정 파라미터 또는 명령의 세트를 입력함으로써 경험적으로 실행될 수 있고, 구성은 적절한 감시 및 피드백(상기와 같음), 이들의 조합, 또는 임의의 다른 적절한 방식에 의해 달성될 수 있다.
5. 제작 생산물
본 발명의 방법 및 공정에 의해 생산되는 3차원 생산물은, 최종품, 완성품 또는 실질적으로 완성품일 수 있거나, 표면 처리, 레이저 커팅, 전기 방전 기계가공 등과 같은 추가적인 제조 단계를 거치는 중간 생산물일 수 있다. 중간 생산물은 동일한 또는 상이한 장치에서 추가적인 부가 제조가 실행될 수 있는 생산물을 포함한다. 예를 들어, 완성품의 하나의 영역을 종결시키기 위해, 또는 간단하게는 완성품의 특정 영역 또는 "빌드"가 다른 영역보다 덜 취성적이기 때문에, 결함 또는 분할선이, 중합 구역의 구배를 붕괴시키고 그 후 회복시킴으로써 진행중인 "빌드"에 의도적으로 도입될 수 있다.
대형 모델 또는 프로토타입, 소형 주문 생산물, 소형 또는 초소형 생산물 또는 장치 등을 모두 포함하는, 많은 상이한 생산물이 본 발명의 방법 및 장치에 의해 만들어질 수 있다. 예로는, 스텐트와 같은 이식가능 의료 장치 및 의료 장치, 약물 전달 축적물, 기능 구조물, 미소바늘 어레이, 도파관과 같은 로드 및 섬유, 미소기계 장치, 미소유체 장치 등이 있지만 이것으로 제한되는 것은 아니다.
따라서, 일부 실시형태에서, 생산물은 0.1 또는 1 밀리미터 내지 10 또는 100 밀리미터 이상의 높이 및/또는 0.1 또는 1밀리미터 내지 10 또는 100밀리미터 이상의 최대 폭을 가질 수 있다. 다른 실시형태에서, 생산물은 10 또는 100 나노미터 내지 10 또는 100 미크론 이상의 높이 및/또는 10 또는 100 나노미터 내지 10 또는 100 미크론 이상의 최대 폭을 가질 수 있다. 이들은 단지 예일뿐이다. 최대 크기 및 폭은 특정 장치의 구조 및 광원의 해상도(resolution)에 의존하며 제작되는 실시형태 또는 물품의 특정 목표에 따라 조정될 수 있다.
일부 실시형태에서, 생산물의 높이 대 폭의 비는 적어도 2:1, 10:1, 50:1 또는 100:1 이상이거나, 폭 대 높이 비는 1:1, 10:1, 50:1 또는 100:1 이상이다.
일부 실시형태에서, 생산물은 아래에서 더 논의되는 바와 같이 내부에 형성된 구멍 또는 채널 중 적어도 하나 또는 복수개를 갖는다.
여기 기재된 공정은 다양한 상이한 특성을 갖는 생산물을 생산할 수 있다. 따라서, 일부 실시형태에서, 생산물은 강성이고, 다른 실시형태에서 생산물은 가요성 또는 탄력성이다. 일부 실시형태에서, 생산물은 고체이고, 다른 실시형태에서 생산물은 히드로겔과 같은 겔이다. 일부 실시형태에서, 생산물은 형상 기억성을 가질 수 있다(즉, 구조적인 파괴 점까지 변형되지 않는 한, 변형된 후 이전 형상으로 실질적으로 복귀한다). 일부 실시형태에서, 생산물은 단일품이고(즉, 단일 중합성 액체로 형성됨), 일부 실시형태에서 생산물은 복합품이다(즉, 2 이상의 상이한 중합성 액체로 형성됨). 채용되는 중합성 액체(들)의 선택과 같은 인자에 의해 특별한 특성이 결정될 것이다.
일부 실시형태에서, 형성된 생산물 또는 물품은, 2개의 지지 몸체 사이의 가교 요소, 또는 하나의 실질적으로 수직인 지지 몸체로부터 돌출하는 외팔보 요소와 같은 적어도 하나의 돌출 특징부(또는 "돌출부")를 갖는다. 본 공정의 일부 실시형태의 단일방향성 연속적 성질로 인해, 각각의 층이 중합되어 실질적으로 완성되고 다음 패턴이 노출되기 전에 실질적인 시간 간격이 발생할 때 층 사이에 형성되는 결함 또는 분할선의 문제가 실질적으로 감소된다. 따라서, 일부 실시형태에서, 상기 방법은 물품과 동시에 제작되는 이러한 돌출부를 위한 지지 구조물의 수를 감소 또는 제거하는데 있어서 특히 유리하다.
본 발명을 이하의 비제한적인 예에서 더 상세하게 설명한다.
예 1
별도의 공급 표면으로부터
빌드
표면으로의 억제제 전달
자외선(UV) 경화성 접착제의 방울이 도 5a에 도시된 바와 같이 금속 플레이트에 배치되고 10mm 두께의 TEFLON® AF 플루오로중합체(무정형 유리 중합체) 플레이트에 의해 덮였다. 도 5b에 도시된 바와 같이 Teflon AF의 측방으로부터 UV 방사선이 접착제에 공급되었다. UV 노출 후 2개의 플레이트가 분리되었다. 2개의 플레이트를 분리하는데 힘이 요구되지 않는다는 것을 알아냈다. 샘플의 시험 시에, 도 5c에 도시된 바와 같이, 접착제는 금속 플레이트 옆에서만 경화되었고, 미경화 접착제의 얇은 막이 Teflon AF 플루오로중합체 플레이트 및 또한 접착제의 경화된 부분에 존재한다는 것을 발견하였다.
클린 유리(도 5d 내지 도 5f) 및 또한 분리 층으로 처리된 유리(도 5g 내지 도 5i)가 사용된 경우의 2개의 제어된 실험이 또한 실행되었다. 금속으로부터 클린 유리를 분리하는데는 상당한 힘이 필요하다는 것이 확인되었고, 접착제가 유리에 남아있다는 것을 알아냈다. 처리된 유리를 분리하는 데는 보다 작은 힘이 필요하지만, 접착제가 금속 플레이트에 남아있었다.
관찰된 거동을 설명하는 화학적인 현상은 라디칼 중합 반응의 산소 억제이다. 특히, Teflon AF는 매우 높은 산소 투과 계수를 갖는다. 10 mm 두께의 Teflon AF를 통한 산소의 일정한 공급이 아크릴레이트 접착제의 얇은 층을 중합으로부터 방지하는데 충분하다. 상기 실험의 미경화 접착제 층의 두께는 약 10 미크론이었고, 상기 두께는 접착제에 존재하는 광 개시제의 양을 변화시킴으로써 증가 또는 감소될 수 있다.
예 2
빌드 플레이트를 통해 빌드 표면으로의 억제제 전달
도 6a에 도시된 바와 같이, 샘플 1 및 2가 유사한 방식으로 준비되었고, UV 경화성 접착제의 방울이 금속 플레이트에 배치되었고 10 mm 두께의 TEFLON® AF 플루오로중합체 플레이트로 덮였다. 도 6b에 도시된 바와 같이 양쪽 샘플 모두는 임의의 산소의 존재를 제거하기 위해 질소 환경에 노출되었다. 다음에, 양 샘플은 표준 분위기 환경으로 이동되었고, 샘플 1은 UV 방사선에 즉시 노출되었으며, 한편 샘플 2는 상기 분위기 환경에서 있은 10분 후에 UV 방사선에 노출되었다. 도 6c 및 도 6e에 도시된 바와 같이 양 샘플이 동일한 양의 UV 방사선에 노출되었다. 상기 샘플의 시험 시에, UV 노출 후 도 6d에 도시된 바와 같이 접착제는 샘플 1에서는 완전히 경화되었으며, 도 6f에 도시된 바와 같이 샘플 2에서는 금속 플레이트 옆에서만 접착제가 경화된 것을 발견하였다. 샘플 2에 대해 미경화 접착제의 얇은 막이 Teflon AF 플루오로중합체 및 또한 접착제의 경화된 부분에 존재하였다. 이 실험은 억제제인 산소가 상기 분위기 환경에 노출되는 10분의 기간 동안 Teflon AF 플레이트를 통해 접착제에 전달된 것을 나타낸다.
예 3
제작 비율 증가:압력
산소 투과성이 크고 UV 투명성인 재료가 본 발명의 장치에서 광경화성 수지로 충전된 챔버의 저부로서 사용된다. 구성 동안, 물체의 상부는 실질적으로 일정한 속도로 상승되는 지지 플레이트에 부착되는 한편, 물체의 저부는 챔버의 저부의 바로 위에서 계속해서 형성된다. 물체의 저부와 챔버의 저부와의 사이의 간극은 항상 수지로 충전된다. 물체가 형성되고 전진됨에 따라, 간극의 수지는 챔버에 포함되는 공급 수지에 의해 계속해서 보충된다.
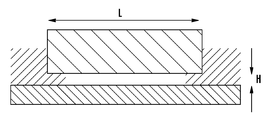
물체의 형성 속도는 수지의 점도(η), 대기 압력(P), 물체와 챔버의 저부와의 사이의 간극의 높이(h), 및 물체의 저부 표면의 선형 치수(L)에 의존한다. 2개의 평행한 플레이트 사이의 점성 유동 이론을 이용하여 이 속도를 추정하기 위해 간단한 계산이 수행된다. 도 7에 도시된 간극을 충전하기 위해 요구되는 시간(τ)은 이하의 식으로 주어진다:

아래와 같이 상정됨:
L ~ 100 mm
h ~ 100 미크론
η ~ 100 센티푸아즈
P ~ 1 atm
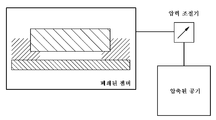
이 예시적인 실시형태에서, 시간(τ)은 약 1초인 것으로 추정되며, 1초당 100 미크론 또는 1인치당 5분의 제작 속도가 도출된다. 이 계산은 미경화 수지의 두께가 약 100 미크론으로 유지되는 것을 상정한다. 베이스 플레이트의 투과성 및 수지의 화학적 성질에 따라, 이 파라미터는 변할 수 있다. 예를 들어, 간극이 25 미크론인 경우, 대기 압력에서의 제작 속도는 16의 비율로 식 1에 따라 감소할 것이다. 그러나, 예를 들어 도 8에 도시된 바와 같이 약 150 PSI의 외부 압력을 가함으로써 주위 압력을 대기 압력보다 더 크게 증가시키면 일부 실시형태에서 10의 비율로 제작 속도가 증가할 수 있다.
산소가 중합 억제제인 경우, 미경화 수지의 간극은 폐쇄된 챔버 접촉 공급 표면의 물리적인 환경을 변경시킴으로써 제어될 수 있다. 예를 들어, 제작 시간의 증가를 초래하는 간극을 증가시키기 위해 순수 산소 또는 산소 농후(예를 들어, 95% 산소 5% 이산화탄소) 분위기가 압축 공기 대신에 제공될 수 있다.
예 4
로드 및 섬유의 제작
본 발명의 방법은 도 9에 도시된 바와 같이 세장형 로드 또는 섬유를 형성하기 위해 사용될 수 있고, 상기 로드 또는 섬유는 (예를 들어) 0.01 또는 0.1 내지 10 또는 100 밀리미터의 폭 또는 직경을 갖는다. 원형 단면이 도시되어 있지만, 타원형, 다각형(삼각형, 정사각형, 오각형, 육각형 등), 불규칙형, 및 이들의 조합을 포함하는 임의의 적절한 단면이 이용될 수 있다. 로드 또는 섬유는 상기와 같은 임의의 적절한 직경(예를 들어, 0.1 또는 1 미크론 내지 10 또는 100 미크론 이상) 및 임의의 적절한 단면의 내부에 형성된 복수의 세장형 구멍 또는 채널(예를 들어, 1, 10, 100, 1000, 10000 또는 100000 이상)을 가질 수 있다. 구멍 또는 채널의 중합되지 않은 액체는 (필요한 경우) 블로잉, 압력, 진공, 가열, 건조 및 이들의 조합과 같은 임의의 적절한 기술에 의해 제거될 수 있다. 로드 또는 섬유의 길이는 상기와 같이 테이크-업 릴을 이용함으로써 증가될 수 있고, 로드 또는 섬유의 제작 속도는 상기와 같이 압력 하에 중합을 실행함으로써 증가될 수 있다. 복수의 이러한 로드 또는 섬유는 복수의 독립적인 캐리어 또는 테이크-업 릴을 제공함으로써 단일 빌드 플레이트로부터 동시에 구성될 수 있다. 이러한 로드 또는 섬유는 내부의 각각의 구멍 또는 채널을 미소유체 시스템의 독립적인 채널로서 이용하는 것과 같은 임의의 목적을 위해 사용될 수 있다.
예 5
예시적인 장치
본 발명을 실행하기 위해 사용될 수 있는 장치는, 자외선 광원으로서의 LOCTITE™ UV Curing Wand System, 윈도우에 클램핑되고 텐셔닝 링에 의해 상당한 강성으로 텐셔닝되는 Biogeneral로부터의 0.0025 인치 두께의 Teflon AF 2400 막을 포함하는 빌드 플레이트, Newport Corporation, Edmund Optics, 및 Thorlabs로부터의 광학 구성요소, 디지널 프로젝터로서의 Texas Instruments로부터의 DLP LightCrafter Development Kit, 캐리어를 위한 엘리베이터로서의 역할을 하는 THK Co., LTD 볼 스크류 선형 스테이지, 엘리베이터 및 캐리어 구동장치 또는 모터로서의 Parallax Inc로부터의 연속 서보, Parallax Inc.로부터의 Propeller 마이크로제어기에 기초하는 동작 제어기, Austria Microsystems로부터의 자기 인코더에 기초한 위치 제어기, Parallax에 의해 생성되는 SPIN 언어로 기입된 동작 제어 소프트웨어, 개방 소스 Slic3r 3D 슬라이싱 소프트웨어, 및 Qt 프레임워크 및 Visual C++을 이용하여 기입된 화상 제어 소프트웨어와 함께 상기와 같이 조립되었다.
여기 기재된 방법에 의해 이러한 장치에 의해 제작된 다양한 상이한 예시적인 물품이 아래에 추가로 기재되어 있다.
예 6
700 미크론 미소바늘 어레이의 제작
상기 예에 기재된 바와 같은 장치, 중합성 액체로서의 트리메틸올프로판 트리아크릴레이트, 및 광개시제로서의 디페닐(2,4,6-트리메틸벤조일)포스핀 옥시드를 사용하여, 도 10에 도시된 미소바늘의 어레이를 형성하였다. 캐리어는 1초당 10 미크론의 연속적인 비율로 볼 스크류에 의해 단일방향으로 전진되었고, 연속적인 노출이 노출 당 0.2 초의 기간 동안 빌딩 높이를 따라 2미크론 마다 실행되었다. 연속적인 노출의 총 수는 350이었고 총 제작 시간은 70초였다.
예 7
2000 미크론 미소바늘 어레이의 제작
도 11에 도시된 2000 미크론 미소바늘 어레이는 200 초의 총 제작 시간에 걸쳐 1000 회의 연속적인 노출에 의해 상기 예 6에서 기재된 것과 유사한 방식으로 만들어졌다.
예를 들어, 5 내지 500 마이크로미터의 폭 및 5 내지 2000 마이크로미터 이상의 높이를 갖는 미소바늘을 갖는 다른 어레이가 유사한 방식으로 제작될 수 있다는 것이 명확할 것이다. 정사각형 단면이 도시되어 있지만, 원형, 타원형, 다각형(삼각형, 직사각형, 오각형, 육각형 등), 불규칙형 및 이들의 조합을 포함하는 임의의 적절한 단면이 이용될 수 있다. 미소바늘 사이의 공간은 원하는 바에 따라 예를 들어 5 내지 100 마이크로미터로 변할 수 있고, 미소바늘 또는 다른 미세구조물이 임의의 적절한 패턴, 예를 들어 정사각형, 직사각형, 육각형 등으로 서로에 대해 배치될 수 있다.
예 8
링 구조물의 제작
링은 상기 예 5에 기재된 장치, 중합성 액체로서의 트리메틸올프로판 트리아크릴레이트, 및 광개시제로서의 디페닐(2,4,6-트리메틸벤조일)포스핀 옥시드를 사용하여 제작되었다. 캐리어는 1초당 20 미크론의 연속적인 비율로 볼 스크류에 의해 단일방향으로 전진되었고, 연속적인 노출이 노출 당 0.5초의 기간에 빌딩 높이를 따라 10미크론 마다 실행되었다. 연속적인 노출의 총 수는 1040이었고 총 제작 시간은 520초였다. 도 12는 제작 동안의 링을 도시하며, 도 13은 제작 후의 링을 도시한다. 제작 동안 광범위하게 돌출된 요소를 위한 지지체가 없다는 것을 유의하라.
예 9
체스 부품의 제작
도 14에 도시된 체스 부품은 상기 예들에 기재된 장치, 중합성 액체로서의 트리메틸올프로판 트리아크릴레이트, 및 광개시제로서의 디페닐(2,4,6-트리메틸벤조일)포스핀 옥시드를 사용하여 만들어졌다. 캐리어는 1초당 20미크론의 연속적인 비율로 볼 스크류에 의해 단일방향으로 전진되었고, 연속적인 노출이 노출 당 0.5초의 기간에 빌딩 높이를 따라 10미크론 마다 실행되었다. 연속적인 노출의 총 수는 1070이었고, 총 제작 시간은 535초였다.
예 10
골이 진 직사각형 프리즘의 제작
도 15에 도시된 골이 진 직사각형 프리즘은 상기 예들에 기재된 장치, 중합성 액체로서의 트리메틸올프로판 트리아크릴레이트, 및 광개시제로서의 디페닐(2,4,6-트리메틸벤조일)포스핀 옥시드를 사용하여 만들어졌다. 캐리어는 1초당 20미크론의 연속적인 비율로 웜 기어에 의해 단일방향으로 전진되었고, 연속적인 노출이 노출 당 0.5초의 기간에 빌딩 높이를 따라 10미크론 마다 실행되었다. 연속적인 노출의 총 수는 800이었고 총 제작 시간은 400초였다.
예 11
코일형 또는 나선형 구조물의 제작
도 16에 도시된 코일 또는 나선은 상기 예들에 기재된 장치, 중합성 액체로서의 트리메틸올프로판 트리아크릴레이트, 및 광개시제로서의 디페닐(2,4,6-트리메틸벤조일)포스핀 옥시드를 사용하여 만들어졌다. 캐리어는 1초당 20미크론의 연속적인 비율로 볼 스크류에 의해 단일방향으로 전진되었고, 연속적인 노출이 노출 당 0.5초의 기간에 빌딩 높이를 따라 10미크론 마다 실행되었다. 연속적인 노출의 총 수는 970이었고 총 제작 시간은 485초였다.
이 긴 외팔보식 구조물은 어떠한 지지 구조물도 없이 제적되었다는 것을 유의하라.
예 12
경화 깊이 대 노출 시간
중합성 액체로서의 트리메틸올프로판 트리아크릴레이트 및 광개시제로서의 디페닐(2,4,6-트리메틸벤조일)포스핀 옥시드의 다양한 농노의 황색 양초 염료 및 광 개시제(PI)를 이용하여 실험을 행하였다. 결과가 도 17에 도시되어 있다. 사용된 이미지(image)는, 경화될 때 수지 욕에서 디스크 형상 부품을 생성하는 6mm 원이였다. 디스크의 두께는 수지에서의 광 개시제 및 염료의 농도 및 노출 시간에 기초하여 변한다. 모든 수지 혼합물은 빠르게 경화하기 시작할 것이고 한계값에 접근할 것이다. 최적 수지는 짧은 시간에 경화해야 하고, 한계값은 가능한 작아야 한다. 이러한 기준에 가장 잘 맞는 2개의 수지는 0.05% 염료(미세 도트)가 있는 3% 광 개시제(미세 도트) 및 염료가 없는 5% 광개시제(고체)이다. 이러한 수지는 또한 특징부 콘트라스트 및 명확성의 면에서 가장 잘 인쇄된 부품을 생성시킨다.
이러한 염료 함유 수지에 의해 만들어진 체스 부품이 도 18에 도시되어 있다.
예 13
캐리어
가용성 희생(또는 분리) 층
종래 기술의 결점은, 예를 들어 빌드 플레이트를 슬라이딩시킴으로써 또는 탄성 빌드 플레이트를 사용함으로써 빌드 플레이트로부터 접착제를 "분리"시키기 위한 요건이, 제작 공정 동안 조기에 실패할 수 있는 캐리어에 가용성 접착제 층 또는 분리 층을 채용하는 것을 어렵게 했다는 것이다. 본 발명은 제작 동안 캐리어에 리릴스 층을 채용하는 것을 용이하게 한다.
도 19에 도시된 바와 같이, 캐리어의 표면은 분리 층, 즉 가용성 희생 층(예를 들어, 시아노아크릴레이트 접착제)으로 코팅될 수 있고, 물체의 어레이가 인쇄될 수 있다. 예를 들어, 100 나노미터 내지 1밀리미터의 임의의 적절한 두께의 분리 층이 사용될 수 있다. 제작된 물체를 갖는 캐리어를 분리 층을 선택적으로 용해 또는 가용화시키는 적절한 용매(예를 들어, 시아노아크릴레이트 접착제를 위한 아세톤)에 침지시키면 도 20에 도시된 바와 같이 캐리어로부터 물체가 분리된다.
예 14
분리 층 위에 직사각형 프리즘 제작
도 21에 도시된 200 × 200 × 1000 마이크로미터의 치수를 갖는 직사각형 프리즘의 어레이가 상기 장치, 중합성 액체로서의 트리메틸올프로판 트리아크릴레이트, 광개시제로서의 디페닐(2,4,6-트리메틸벤조일)포스핀 옥시드, 및 분리 층으로서의 시아노아크릴레이트 접착제를 사용하여 만들어졌다. 캐리어는 1초당 10미크론의 연속적인 비율로 볼 스크류에 의해 전진되었고, 연속적인 노출이 노출 당 1초의 기간에 빌딩 높이를 따라 10미크론 마다 실행되었다. 연속적인 노출의 총 수는 100이었고, 총 제작 시간은 100초였다. 시아노아크릴레이트 분리 층은 그 후 아세톤에 의해 용해되어 도 22에 도시된 바와 같이 자유 부유 프리즘을 생성시켰다.
예 15
원통형 케이지 구조물의 제작
도 23의 원통형 케이지 구조물은, 상기 예에 기재된 장치, 중합성 액체로서의 트리메틸올프로판 트리아크릴레이트, 및 광개시제로서의 디페닐(2,4,6-트리메틸벤조일)포스핀 옥시드를 사용하여 만들어졌다. 캐리어는 1초당 20미크론의 연속적인 비율로 볼 스크류에 의해 전진되었고, 연속적인 노출이 노출 당 0.5초의 기간에 빌딩 높이를 따라 10미크론 마다 실행되었다. 연속적인 노출의 총 수는 1400이었고, 총 제작 시간은 700초였다. 외팔보식 특징부 또는 "돌출부"를 위한 제거가능한 지지 구조물은 사용되지 않았다.
예 16
히드로겔로부터의 구조물의 제작
도 24 및 도 25는, 각각 위에서 기재된 것과 유사한 방식으로 생산되는 어레이 구조물 및 케이지 구조물의 사진이며, 다만 상기 구조물들이 중합성 액체로서의 PEG (폴리(에틸렌 글리콜) 디아크릴레이트, 평균 Mn 700) 및 광개시제로서의 5%의 디페닐(2,4,6-트리메틸벤조일)포스핀 옥시드를 사용하여 제작된 점에서는 상이하다. 그 외 공정 조건은 이전에 제작된 트리아크릴레이트 부품에 대한 것과 동일하다.
예 17
히드로겔계 부품의 가요성
위 예 23에서 생산되고 도 25에 도시된 원통형 케이지 구조물은 2개의 유리 현미경 슬라이드 사이에 수동적으로 위치되었고, 원통형 케이지 구조물이 형성되고 실질적으로 평평해질 때까지 압력이 수동적으로 가해졌다. 그 후 수동적인 압력은 해제되었고, 케이지 구조물은 그 이전의 실질적인 원통형 형태로 복귀되었다. 상기 물품의 가요성, 탄력성, 및 형상 기억 특성은 상기 물품을, 다양한 생물의학 용례를 위한 스텐트를 포함하지만 이것으로 제한되지 않는, 다양한 용도에 매력적이 되게 한다.
예 18
치료 용도를 위한 내강내 스텐트의 제작
스텐트는 전형적으로 폐색된 또는 부분적으로 폐색된 동맥 및 다른 혈관의 치료에서 경피 경관 풍선 혈관성형술에 대한 부속물로서 사용된다. 풍선 혈관성형술의 예로서, 안내 카테터 또는 시스(sheath)가 대퇴 동맥을 통해 환자의 심혈관 시스템 안으로 경피적으로 도입되고 안내 카테터의 원위 단부가 병변 부위에 근접하는 지점에 위치될 때까지 혈관계를 통해 전진된다. 원위 단부에 풍선을 갖는 팽창 카테터 및 안내와이어가 팽창 카테터 내에서 슬라이딩하는 안내와이어에 의해 안내 카테터를 통해 도입된다. 안내와이어는 우선 안내 카테터로부터 환자의 혈관계 안으로 전진되고 혈관 병변을 가로질러 보내진다. 팽창 카테터는 후속하여 팽창 풍선이 혈관 병변을 가로질러 적절히 위치될 때까지 앞서 전진된 안내와이어에 걸쳐서 전진된다. 병변을 가로지르는 위치에서, 팽창가능 풍선은 비교적 고압의 방사선비투과성 액체에 의해 미리 정해진 크기로 팽창되어 병변의 아테롬성동맥경화판을 동맥 벽의 내측에 대해 압박하여 동맥의 내강을 팽창시킨다. 풍선은 그 후, 팽창 카테터가 환자의 혈관계로부터 인출되고 팽창된 동맥을 통해 혈액 유동이 재개될 수 있도록 작은 프로파일로 수축된다.
풍선 혈관성형술은 때때로 단기간 또는 장기간 부전을 초래한다. 즉, 혈관이 수술 직후 갑자기 막힐 수 있거나, 수술 후 수개월의 기간에 걸쳐 점진적으로 재협착이 발생할 수 있다. 혈관성형술 후 재협착을 막기 위해서, 일반적으로 스텐트라 칭하는 이식형 내강내 인공삽입물이 장기간의 혈관 개존성을 달성하기 위해 사용된다. 혈관 벽을 구조적으로 지지하여 내강 개존성을 유지하기 위한 스캐폴딩으로서의 스텐트 기능은 전달 카테터에 의해 병변 부위에 전달된다.
스텐트의 유형은 풍선 팽창형 스텐트, 스프링형, 자기 팽창형 스텐트, 및 열 팽창형 스텐트를 포함할 수 있다. 풍선 팽창형 스텐트는, 팽창 카테터에 의해 전달되고, 팽창 풍선과 같은 팽창형 부재에 의해 작은 초기 직경으로부터 더 큰 팽창된 직경으로 가소적으로 변형된다. 자기 팽창 스텐트는 전달 카테터에 대해 반경방향으로 압축가능한 스프링 요소로서 형성된다. 압축된 자기 팽창 스텐트는 전형적으로 전달 시스에 의해 압축된 상태로 유지된다. 병변 부위에 전달되면, 전달 시스는 스텐트가 팽창할 수 있도록 후퇴된다. 열 평창형 스텐트는 합금에 열을 가하면 작은 초기 직경으로부터 제2 큰 직경으로 팽창하는 능력을 갖는 형상 기억 합금으로 형성된다.
스텐트에 의해 지지되고 있는 부위에서 혈관의 국부적인 약리학적 치료를 제공하는 것이 바람직할 수 있다. 따라서, 때때로 스텐트를 내강 벽의 지지체와 하나 이상의 약리학적 작용제를 위한 전달 매체의 양자 모두로서 이용하는 것이 바람직하다. 안타깝게도, 종래의 스텐트에서 전형적으로 채용되는 기본 금속 재료는 일반적으로 약리학적 작용제를 보유 및 방출할 수 없다. 이러한 딜레마에 대한 앞서 발명된 해결책은 약물 보유 중합체를 금속 스텐트에 결합시키는 것이었다. 부가적으로, 적용된 약리학적 작용제를 보유하는 능력을 향상시키는 다공성 표면을 생성하도록 스텐트의 금속 구조물을 형성 또는 처리한 방법들이 개시되었다. 그러나, 이러한 방법들은 일반적으로 스텐트와 같은 내강내 인공삽입물에 약물을 탑재하는 신속하고, 용이하며, 저렴한 방법을 제공하는데 실패하였다. 또한, 얇은 중합체 코팅에는 단지 소량의 약물만이 탑재될 수 있다.
종래의 금속 인공삽입물의 한계를 극복하기 위해 다양한 중합체 재료 및/또는 중합체 재료의 코팅을 사용하여 스텐트와 같은 내강내 인공삽입물이 개발되었다. 그러나, 중합체 내강내 인공삽입물의 다양한 기계적인 특성(예를 들어, 탄성률, 후프 강도, 가요성 등)을 조정할 수 있는 것이 바람직할 것이다. 예를 들어, 약리학적 작용제를 전달하기 위해 사용되는 내강내 인공삽입물에 대해서, 그로부터의 약리학적 작용제의 용리율을 조정할 수 있는 것이 바람직할 것이다. 다른 예로서, 중합체 재료의 열화율 및/또는 열화의 성질을 조정할 수 있는 것이 바람직할 것이다.
본 예의 실시형태에 따르면, (예를 들어, 적절하게 관능화된 PEG, PLGA, 폴리카프로락톤, 젤라틴을 포함하도록 중합체 재료로 형성된) 중합체 내강내 인공삽입물의 제조 방법은, 결정성 또는 결정질 구조물을 선택적으로 변성시키도록 중합체 재료를 어닐링하는 단계를 포함하며, 상기 구조물은 상기와 같은 원통형 케이지 구조물과 관련하여 설명된 것을 포함하지만 이것으로 제한되지는 않는 여기 기재된 방법에 의해 달성된다.
중합체 재료에 또는 중합체 재료 내에 배치되는 약리학적 작용제는, 항신생물제, 항유사분제, 항염증제, 항혈소판제, 항응고제, 항피브린제, 항트롬빈제, 항증식제, 항생제, 항산화제, 면역억제, 항알레르기 물질, 및 이들의 조합의 카테고리로부터 선택되는 작용제를 포함할 수 있지만 이것으로 제한되지는 않는다.
본 발명의 다른 실시형태에 따르면, 내강내 인공삽입물의 중합체 재료의 분자 가교의 정도는 중합체 재료에 대해 화학적 처리 및/또는 조사를 행함으로써 변화될 수 있다. 어닐링 전, 어닐링 도중, 및/또는 어닐링 후에 중합체 재료에 화학적 처리 및/또는 조사가 행해질 수 있다. 이러한 처리는 또한 멸균 단계로서 작용할 수 있다.
예 19
치료용 미세바늘 어레이의 제작
많은 유망한 새로운 치료법은 펩티드, 단백질, 항체, 및 핵산과 같은 큰 생체분자이다. 이러한 분자들은 전통적인 도입 루트에 의해 전달하기에는 과도하게 크거나, 취성적이거나, 불용성일 수 있다. 피하 주사(혈관내, 근육내 주사 등을 포함)는 민감한 치료제의 전달을 가능하게 하지만, 이들은 고통을 유발하고, 과실로 인한 바늘 찌름의 기회를 제공하며, 심각한 생물학적 훼손을 초래한다. 또한, 백신 전달의 경우에, 피하 바늘은 면역 반응을 유도하는 최적의 위치에 용량을 전달하지 않고, 피하 바늘은 피부보다 저밀도의 면역적으로 민감한 세포를 갖는 것으로 알려진 영역인 근육에 침투한다. 경피 패치가 선택된 시간 분해 약물(니코틴 및 멀미약 같은 것)에 효과적이지만, 표피(특히 각질층)는 피부를 통한 대부분의 약물(>500 Da)의 확산을 제한한다. 분명히, 치료제를 신체 안으로 효과적으로 운반하는 능력은 중요한 문제로 남아 있다.
전형적으로 피부를 통한 치료제의 피동적 확산에 의존하는 전통적인 경피적 약물 전달에는 한계가 있지만, 이 투여 경로는 여전히 매우 유망하다.
상기 예들에 기재된 장치들의 사용 및 광중합성, 생체적합성, 및 생분해성 수지(적절하게는, 관능화된 PEG, PLGA, 폴리카프로락톤, 젤라틴 등)가 치료제 및 백신 요소(항원, 아주반트 등)와 조합되어 사용되어, 위에서 도시한 것과 본질적으로 동일한 구조 및 외관을 갖는 치료용 미세바늘 어레이를 생산한다. 통상의 기술자는 여기 기재된 방법 및 장치에 의해 생산될 수 있는 이러한 치료용 미세바늘 어레이를 위한 많은 상이한 구조 및 구성을 인식할 것이다.
예 20
제작 속도에 대한 수직 해상도의 의존성
부품 빌드 공정 동안, 제어기 화상 처리 유닛(IPU)은 일부 실시형태에서 부품의 단면층의 화상을 연속적으로 갱신한다. 회상 갱신의 최대 속도(f)는 일부 실시형태에서 하드웨어에 따라 1초당 1 프레임으로부터 1초당 1000 프레임까지 변할 수 있다.
바람직한 수직 해상도가 빌드 공정 동안 델타인 경우, 하나의 화상 프레임 동안의 부품 캐리어의 전진분(dz)은 델타 미만이어야 한다. 제작 속도가 v 인 경우, dz는 아래의 식으로 주어진다:

해상도 델타를 달성하기 위해서, 제작 속도(v)는 아래의 식에 의해 주어진 최대 제작 속도(v max) 미만이어야 한다.
위에서 예시된 것과 유사한 2개의 체스 부품은 250 mm/hour 및 500 mm/hour의 캐리어 전진분 속도로 만들어졌다. 상기 부품을 만들기 위해 사용된 특정 IPU의 최대 프레임율은 1초당 대략 1프레임이었다. 이 부품의 추정 해상도는 250mm/hour에서 50마이크로미터 그리고 500mm/hour에서 100마이크로미터였다.
예 21
제작률 증가: 온도
압력에 의한 제작률 증가는 위에서 설명되었다. 또한, 위 및 아래에서 일반적으로 그리고 구체적으로 모두 설명된 방법 및 장치에서, 제작률은 중합성 액체 또는 수지를 (압력 증가와 함께 또는 압력 증가 없이) 가열하여 그 점도를 감소시켜, 중합체 액체를 빌드 구역에 충전하는 것 또는 중합체 액체를 빌드 구역 안으로 이동시키는 것을 용이하게 함으로써 증가될 수 있다. 위에서 기재된 것을 포함하는 고성능 수지와 같은 일부 수지는 실온 및 압력에서 고체일 수 있고, 가열은 고체를 액화시키는 편리한 방법일 수 있다.
가열은, 도 26에 개략적으로 도시된 바와 같은 온도 센서 및 제어기와 작동적으로 연계된 폐쇄형 오븐 적외선 가열기의 이용과 같은 임의의 적절한 기법에 의해 실행될 수 있다. 많은 추가적인 유형 및 구성의 가열기가 단독으로 또는 상기의 것과 그리고 서로 조합되어 사용될 수 있다. 예를 들어, 빌드 플레이트의 중합성 액체에 침지되어 있는 저항 가열기가 사용될 수 있다. 예를 들어, 빌드 플레이트 및/또는 중합성 액체에 접촉하는 열전기 장치 또는 펠티에 가열기가 사용될 수 있다. 중합성 액체는 저장소 및/또는 다양한 공급 라인을 통해 사전 가열될 수 있다. 하나 이상의 온도 센서가 주위(챔버 내) 온도, 비드 플레이트 온도, 캐리어 온도, 중합성 액체 온도(예를 들어, 빌드 플레이트 위와 같은 임의의 지점에서의 온도) 등을 검출하기 위해 채용될 수 있다.
일부 실시형태에서, 중합성 액체는 실온 보다 적어도 섭씨 5, 10, 20, 40, 60, 80, 또는 100 도 이상 높게 가열된다.
일부 실시형태에서, 중합성 액체는 섭씨 25도 및 대기 압력에서 적어도, 100, 1000, 또는 10000 센티푸아즈 내지 1000000 센티푸아즈 또는 그 이상의 점도를 갖는다(1 센티푸아즈=1 밀리파스칼 초이다). 일부 실시형태에서, 이러한 중합성 액체는 가열될 때(예를 들어, 상기 양으로) 1000, 100, 10 또는 1 센티푸아즈의 점도를 가질 수 있다. 달성될 바람직한 특정 최종 점도는 원하는 제작률, 제작되는 물품의 크기 및 형상, 압력 또는 증가된 압력의 부재 등과 같은 인자에 의존할 것이다.
점도는 임의의 적절한 기법, 예를 들어 1 도의 원뿔 각, 40 밀리미터 직경을 갖고, 1분당 60 해상도에서 작동되는, 원뿔 및 플레이트 지오메트리를 갖는 Brookfield 점도계에 의해 측정될 수 있다.
원하는 경우 온도를 더 신속하게 보정하기 위해 냉각기가 선택적으로 사용될 수 있다(가열기가 있는 상태 또는 가열기가 없는 상태에서, 예를 들어 급속 광중합에 의해 발열적으로 발생되는 열을 소산시키는 것을 보조하기 위해). 또한, 상기 제어기 및 온도 센서와 일반적으로 작동적으로 연계되어 있는 임의의 적절한 냉각기 구성이 사용될 수 있다. 펠티에 냉각기(펠티에 가열기로서의 역할도 할 수 있음)와 같은 열전기 장치, 냉각제, 히트 싱크, 열교환기 등이 채용될 수 있다.
예 22
캐리어 및 내부 공급 채널을 통한 수지 공급
예 3에서 논의된 바와 같이, 물체의 형성 속도는 물체의 저부 표면의 선형 치수(L), 수지의 점도(η), 대기 압력(P), 및 물체와 챔버의 저부와의 사이의 간극의 높이(h)에 의존한다. 물체와 챔버의 저부와의 사이의 간극을 충전하는데 필요한 시간(τ)은 이하와 같다:

알 수 있는 바와 같이, 부품 크기의 10배 증가는 제작 속도의 100배 감소를 초래한다. 부품 크기에 대한 제작 속도의 이러한 강한 의존성을 제거하기 위해, 중합성 액체(또는 수지)는 도 27에 도시된 바와 같이 부품 캐리어 및 부품을 통해 공급될 수 있다.
펌프는 시린지 펌프, 기어 펌프, 연동 펌프 등을 포함하지만 이들로 제한되지 않는 임의의 적절한 펌핑 장치를 포함할 수 있다. 펌프가 작동하는 속도는 제어기에 의해 제어되고 부품 지오메트리 및 제작 속도에 의존한다.
이러한 접근법에서, 물체의 저부 표면의 선형 치수(L), 수지의 점도(η), 대기 압력(P), 및 물체와 챔버의 저부와의 사이의 간극의 높이(h)에 대한 부품 제작 속도의 의존성은, 더 이상 상기 식에 의해 제한되지 않고 그보다는 수지 펌프가 작동하는 속도, 경화 반응 속도, 및 경화 반응으로부터의 열 제거를 경감시키는 능력에 의해 제어된다. 이 예의 펌프는 시린지 펌프, 기어 펌프, 또는 연동 펌프를 포함할 수 있다. 펌핑 속도가 부품 지오메트리 및 원하는 제작 속도에 의존하는 경우, 펌프 작동은 중앙 처리 유닛에 의해 제어되는 피드백 루프에 포함될 수 있다.
예 23
수지 공급률
제어:피드포워드
제어
부품 빌드 공정 동안, 수지 소비율은 부품의 단면적에 기초하여 변한다. 수지 전달률을 제어하는 공정이 아래 기재되어 있다. 빌드 속도가 v이고 부품의 단면적(A)이 A(t)로서 시간(t)에 따라 변하는 경우, 수지 전달률은 전체적으로 또는 부분적으로 이하의 식에 대응하도록 조정될 수 있다:
예를 들어, 빌드 공정 동안, 제어기로서의 역할을 하는 중앙 처리 유닛(CPU)은 부품의 현재 단면을 실시간으로 계산할 수 있고, 상기 식과 같은 규칙에 기초하여 전달률을 계산할 수 있으며, 수지 전달 펌프 제어기(RDPC)에 계산된 율을 전달할 수 있다. RDPC는 그 후 CPU로부터 수신된 데이터에 기초하여 수지 전달 펌프의 속도를 조정할 수 있다.
이러한 피드-포워드 제어 시스템은 단독으로 또는 상기와 같은 다른 피드포워드 및 피드백 제어 시스템(예를 들어, 온도 및/또는 압력 제어)과 조합되어 사용될 수 있다.
예 24
외부 공급 도관을 통한 중합성 액체 공급
중합성 액체가 캐리어에 형성된 하나 이상의 채널을 통해 공급되는 일부 실시형태에서, 제작되는 물품의 일부 또는 모두가 처음부터 끝까지 고체인 것이 바람직할 수 있다. 이러한 경우, 중합성 액체를 공급하는 하나의 (또는 각각의) 채널과 유체 소통하는 별도의 또는 외부의 공급 도관이 제작되는 물품에 인접하여 동시에 제작될 수 있다(생산되는 물품 내에 형성되는 하나 이상의 내부 공급 채널에 대조됨).
중합성 액체는 그 후 외부 공급 도관(들)을 통해 빌드 플레이트 및 제작 구역에 제공될 수 있다. 일부 실시형태에서, 다수의 이러한 공급 도관은 제작되는 물품의 크기에 따라 예를 들어 2, 10, 100, 또는 1000 개 이상 구성될 수 있다. 이러한 외부 공급 도관은, 동시에 또는 순차적으로(예를 들어, 대안적으로), 내부 공급 채널(즉, 제작되는 물품 내에 형성된 채널)과 조합되어 사용될 수 있다.
예 25
다수의 공급 도관에 의한 다수의 별개의 수지를 이용한 제작
물품은, 빌드 플랫폼을 통해 상이한 수지들을 공급하고 제작되는 부품의 정확한 영역에 수지를 전달하도록 튜브 또는 채널을 생성하기 위해 상기 수지들을 사용함으로써, 다수의 수지를 사용하여 제작될 수 있다.
도 28은, 빌드 플랫폼을 통해 수지를 공급하기 위해 사용될 수 있고, 수지를 사용하여 수지 전달 채널을 필요한 형상으로 제작할 수 있으며, 필요할 때 추가의 수지를 공급하여 부품 그 자체를 제작할 수 있는 방법을 도시한다. 상기 섹션이 제작을 종료했을 때, 상기 채널은 경화되어 막히고, 다른 채널이 부품 제작을 연속하기 위해 다음 수지의 공급을 시작할 수 있다.
예 26
방법 및 장치의 제어
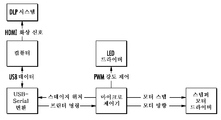
상기와 같은 방법 및 장치는 상기 장치와 범용 컴퓨터와의 사이의 적절한 인터페이스 하드웨어에 의해 상기 컴퓨터에서 구동하는 소프트웨어 프로그램에 의해 제어될 수 있다. 많은 대안을 상업적으로 입수할 수 있다. 구성요소의 일 조합의 비제한적인 예들이 도 29 내지 도 31에 도시되어 있으며, 여기서 "마이크로컨트롤러"는 Parallax Propeller이고, 스테퍼 모터 드라이버는 Sparkfun EasyDriver이고, LED 드라이버는 Luxeon Single LED Driver이고, USB-Serial 변환은 Parallax USB-Serial 변환 변환기이며, DLP 시스템은 Texas Instruments LightCrafter 시스템이다.
전술한 것은 본 발명의 예시이며 본 발명을 제한하는 것으로서 해석되어서는 안된다. 본 발명은 이하의 청구항에 의해 규정되며, 그 청구항의 균등물도 본 발명 내에 포함된다.
Claims (43)
- 3차원 물체를 형성하는 방법이며, 상기 방법은,
(a) 캐리어 및 빌드 플레이트를 제공하는 단계로서, 상기 빌드 플레이트는 반투과성 부재를 포함하고, 상기 반투과성 부재는 빌드 표면을 포함하고, 상기 빌드 표면 및 상기 캐리어는 그 사이에 빌드 영역을 형성하고, 상기 빌드 표면은 반투과성 부재에 의해 중합 억제제의 공급원과 유체 소통하는, 단계,
(b) 상기 빌드 영역에 중합성 액체를 충전하는 단계로서, 상기 중합성 액체는 상기 빌드 표면에 접촉하는, 단계,
(c) 상기 빌드 영역에 고체 중합 영역을 생성하기 위해 상기 빌드 플레이트를 통해 상기 빌드 영역을 조사하는 한편, 상기 고체 중합 영역과 상기 빌드 표면과의 사이에 형성되는 상기 중합성 액체를 포함하는 액체 막 분리 층을 형성 또는 유지하는 단계로서, 상기 중합 억제제에 의해 상기 액체 막의 중합이 억제되는, 단계, 및
(d) 상기 중합 영역과 상기 빌드 표면과의 사이에 후속 빌드 영역을 형성하기 위해 상기 캐리어를 거기에 부착된 상기 중합 영역과 함께 상기 빌드 플레이트 상의 상기 빌드 표면으로부터 멀어지게 전진시키는, 단계를 포함하며,
(e) 상기 캐리어는 내부에 형성된 적어도 하나의 채널을 갖고, 상기 충전 단계는 상기 중합성 액체를 상기 적어도 하나의 채널을 통해 상기 빌드 영역 안으로 지나가게 하거나 가압함으로써 실행되는, 방법. - 제1항에 있어서,
상기 캐리어는 내부에 형성된 복수의 채널을 갖고, 상이한 중합성 액체가 상기 복수의 채널의 상이한 채널을 통해 가압되는, 방법. - 제1항 또는 제2항에 있어서, 상기 물체로부터 분리된 적어도 하나 또는 복수의 외부 공급 도관을 동시에 형성하는 단계를 더 포함하고, 상기 적어도 하나의 공급 도관의 각각은 상기 캐리어의 채널과 유체 소통하여 적어도 하나 또는 복수의 상이한 중합성 액체를 상기 캐리어로부터 상기 빌드 구역으로 공급하는, 방법.
- 제1항 내지 제3항 중 어느 한 항에 있어서,
(e) 서로 부착된 중합 영역의 연속된 또는 반복된 퇴적이 상기 3차원 물체를 형성할 때까지 이전 중합 영역에 부착된 후속 중합 영역을 생성하기 위해 단계 (b) 내지 (e)를 연속 및/또는 반복하는 단계를 더 포함하는, 방법. - 제4항에 있어서, 단계 (b) 내지 (e)는 동시에 실행되는, 방법.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 빌드 플레이트는 고정 또는 정지되어 있는, 방법.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 중합 억제제의 공급원은 반투과성 부재 내의 중합 억제제의 저장소인, 방법.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 반투과성 부재는 상기 빌드 표면으로부터 분리된 공급 표면을 더 포함하는, 방법.
- 제8항에 있어서, 공급 표면은 상기 중합 억제제의 공급원을 제공하기 위해 중합 억제제와 유체 접촉하는, 방법.
- 제1항 내지 제9항 중 어느 한 항에 있어서, 상기 빌드 영역의 상기 중합성 액체의 점도를 감소시키기 위해 상기 중합성 액체를 가열하는 단계를 더 포함하는, 방법.
- 제1항 내지 제9항 중 어느 한 항에 있어서, 중합 반응에 의해 발생되는 열을 소산시키기 위해 상기 빌드 영역의 상기 중합성 액체를 냉각시키는 단계를 더 포함하는, 방법.
- 제1항 내지 제11항 중 어느 한 항에 있어서, 상기 전진 단계 또는 단계들은 1초당 적어도 0.1, 1, 10, 100 또는 1000 미크론의 누적률에서 실행되는, 방법.
- 제1항 내지 제12항 중 어느 한 항에 있어서, 초과 중합성 액체가 상기 빌드 영역에 공급되고 그로부터 제거 또는 배출되어 상기 빌드 영역을 냉각시키며, 그 후 상기 빌드 영역으로 선택적으로 재순환되어 되돌아가는, 방법.
- 제1항 내지 제13항 중 어느 한 항에 있어서, 상기 전진 단계는 상기 캐리어를 상기 빌드 표면으로부터 수직으로 전진시킴으로써 실행되는, 방법.
- 제8항 또는 제8항에 종속하는 제9항 내지 제14항 중 어느 한 항에 있어서, 상기 반투과성 부재는 상부 표면 부분, 저부 표면 부분, 및 에지 표면 부분을 포함하고, 상기 빌드 표면은 상기 상부 표면 부분에 있으며, 상기 공급 표면은 상기 상부 표면 부분, 상기 저부 표면 부분, 및 상기 에지 표면 부분 중 적어도 하나에 있는, 방법.
- 제1항 내지 제15항 중 어느 한 항에 있어서,
상기 반투과성 부재는 0.1 또는 1 밀리미터 내지 10 또는 100 밀리미터의 두께를 갖고, 그리고/또는
상기 반투과성 부재는 적어도 7.5×10-17m2s-1Pa-1(10 Barrer)의 산소 투과성을 가지며, 그리고/또는
상기 반투과성 부재는 반투과성 플루오로중합체, 강성 가스-투과성 중합체, 다공성 유리, 또는 이들의 조합으로 형성되는, 방법. - 제1항 내지 제16항 중 어느 한 항에 있어서, 상기 조사 단계는 화학 방사선에 의해 실행되는, 방법.
- 제1항 내지 제17항 중 어느 한 항에 있어서, 상기 캐리어는 그 위에 가용성 희생층을 갖고, 상기 3차원 물체는 상기 가용성 희생층 위에 형성되는, 방법.
- 제1항 내지 제18항 중 어느 한 항에 있어서,
빌드 영역의 총 표면적은 빌드 표면의 총 표면적의 적어도 70 퍼센트를 차지하며, 그리고/또는
임의의 방향의 캐리어 및 물체의 측방 이동은 대응하는 방향의 상기 빌드 영역의 폭의 30 퍼센트보다 더 크지 않은, 방법. - 제1항 내지 제19항 중 어느 한 항에 있어서, 상기 중합성 액체는 자유 라디칼 중합성 액체를 포함하고, 상기 억제제는 산소를 포함하는, 방법.
- 제1항 내지 제19항 중 어느 한 항에 있어서, 상기 중합성 액체는 산-촉매형 또는 양이온 중합성 액체를 포함하고, 상기 억제제는 염기를 포함하는, 방법.
- 제1항 내지 제21항 중 어느 한 항에 있어서, 상기 중합성 액체는 활성제, 검출가능 작용제, 고체 입자, 또는 이들의 조합을 더 포함하는, 방법.
- 제1항 내지 제22항 중 어느 한 항에 있어서, 상기 3차원 물체는 의료 장치, 로드 또는 섬유를 포함하는, 방법.
- 제1항 내지 제23항 중 어느 한 항에 있어서, 상기 조사 단계는 마스크리스 리소그래피에 의해 실행되는, 방법.
- 제1항 내지 제24항 중 어느 한 항에 있어서,
적어도 하나의 공정 파라미터를 감시 또는 검출하고, 그리고/또는 적어도 하나의 알려진 또는 미리 정해진 공정 파라미터를 제공하는 단계, 및 그 후
상기 감시된 공정 파라미터 또는 알려진 공정 파라미터에 응답하여 적어도 하나의 공정 조건을 변경하는 단계를 더 포함하는, 방법. - 제1항 내지 제25항 중 어느 한 항에 있어서, 캐리어는 거기에 부착된 상기 중합 영역과 함께 상기 정지되어 있는 빌드 플레이트의 상기 빌드 표면으로부터 멀어지게 단일방향으로 전진되는, 방법.
- 중합성 액체로부터 3차원 물체를 형성하기 위한 장치이며,
(a) 지지체,
(b) 상기 지지체와 작동적으로 연계된 캐리어로서, 상기 캐리어 상에서 상기 3차원 물체가 형성되는 캐리어,
(c) 캐리어에 형성된 적어도 하나의 채널,
(d) 상기 지지체에 연결되는 빌드 플레이트로서, 상기 빌드 플레이트는 반투과성 부재를 포함하고, 상기 반투과성 부재는 빌드 표면을 포함하고, 상기 빌드 표면 및 상기 캐리어는 그 사이에 빌드 영역을 형성하는, 빌드 플레이트,
(e) 상기 빌드 플레이트와 작동적으로 연계되며, 응고 중합을 위해 상기 적어도 하나의 채널을 통해 상기 빌드 영역 안으로 액체 중합체를 공급하도록 구성되는 액체 중합체 공급부,
(f) 상기 빌드 플레이트와 작동적으로 연계되며, 상기 빌드 플레이트를 통해 상기 빌드 영역을 조사하고 상기 액체 중합체로부터 내부에 고체 중합 영역을 형성하도록 구성되는, 방사선원, 및
(g) 반투과성 부재에 의해 중합 억제제의 공급원과 유체 소통되어, 상기 고체 중합 영역과 상기 빌드 표면과의 사이에 형성되는 상기 중합성 액체를 포함하는 액체 막 분리 층의 형성 또는 유지를 촉진하는 빌드 표면으로서, 상기 중합 억제제에 의해 상기 액체 막의 중합이 억제되는, 빌드 표면
을 포함하는, 장치. - 제27항에 있어서, 상기 캐리어는, 내부에 형성된 복수의 채널을 갖고, 상기 복수의 채널의 상이한 채널을 통해 상이한 중합성 액체를 공급하도록 구성되는, 장치.
- 제27항 또는 제28항에 있어서, 상기 물체로부터 분리된 적어도 하나 또는 복수의 외부 공급 도관을 더 포함하고, 상기 적어도 하나의 공급 도관의 각각은 상기 캐리어의 채널과 유체 소통하고 적어도 하나 또는 복수의 상이한 중합성 액체를 상기 캐리어로부터 상기 빌드 구역으로 공급하도록 구성되는, 장치.
- 제27항 내지 제29항 중 어느 한 항에 있어서, 빌드 플레이트는 실질적으로 고정 또는 정지되어 있는, 장치.
- 제27항 내지 제30항 중 어느 한 항에 있어서, 중합 억제제의 공급원은 반투과성 부재 내의 중합 억제제의 저장소인, 장치.
- 제27항 내지 제30항 중 어느 한 항에 있어서, 반투과성 부재는 상기 빌드 표면으로부터 분리된 공급 표면을 더 포함하는, 장치.
- 제32항에 있어서, 공급 표면은 상기 중합 억제제의 공급원을 제공하기 위해 중합 억제제와 유체 접촉하는, 장치.
- 제27항 내지 제33항 중 어느 한 항에 있어서, 상기 빌드 영역에서의 액체의 중합 동안 또는 중합 후에 상기 캐리어를 상기 빌드 플레이트로부터 멀어지게 전진시키기 위해 상기 캐리어 및 상기 광원과 작동적으로 연계되는 제어기를 더 포함하는, 장치.
- 제27항 내지 제34항 중 어느 한 항에 있어서, 상기 빌드 플레이트 및/또는 상기 액체 중합체 공급부와 작동적으로 연계되는 가열기를 더 포함하고, 상기 가열기는 상기 빌드 영역에 공급되는 중합성 액체를 가열하도록 구성되는, 장치.
- 제27항 내지 제35항 중 어느 한 항에 있어서, 상기 빌드 플레이트와 작동적으로 연계되고 상기 빌드 영역의 중합성 액체를 냉각하도록 구성되는 냉각기를 더 포함하는, 장치.
- 제32항 또는 제32항에 종속하는 제33항 내지 제36항 중 어느 한 항에 있어서,
상기 반투과성 부재는 상부 표면 부분, 저부 표면 부분, 및 에지 표면 부분을 포함하고,
상기 빌드 표면은 상기 상부 표면 부분에 있으며,
상기 공급 표면은 상기 상부 표면 부분, 상기 저부 표면 부분, 및 상기 에지 표면 부분 중 적어도 하나에 있는, 장치. - 제27항 내지 제37항 중 어느 한 항에 있어서, 상기 액체 중합체 공급부와 작동적으로 연계되는 압력 공급원을 더 포함하는, 장치.
- 제27항 내지 제38항 중 어느 한 항에 있어서, 상기 방사선원은 광원을 포함하는, 장치.
- 제27항 내지 제39항 중 어느 한 항에 있어서, 상기 방사선원 및 상기 제어기와 작동적으로 연계되며 마스크리스 포토리소그래피에 의해 중합성 액체의 조사를 실행하도록 구성되는 공간 광 조절 어레이를 더 포함하는, 장치.
- 제27항 내지 제40항 중 어느 한 항에 있어서, 상기 캐리어는 적어도 하나의 액추에이터와 작동적으로 연계되는 플레이트, 기둥, 웨브, 막, 릴, 또는 이들의 조합을 포함하는, 장치.
- 제34항 또는 제34항에 종속하는 제35항 내지 제41항 중 어느 한 항에 있어서, 상기 캐리어는 구동장치를 포함하고, 상기 구동장치 및 상기 제어기는 상기 캐리어를 상기 빌드 표면으로부터 멀어지게 단일방향으로 전진시키도록 구성되는, 장치.
- 제27항 내지 제42항 중 어느 한 항에 있어서, 상기 캐리어는 그 위에 가용성 희생층을 갖고, 상기 3차원 물체는 상기 가용성 희생층 위에 형성되는, 장치.
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201361763746P | 2013-02-12 | 2013-02-12 | |
| US61/763,746 | 2013-02-12 | ||
| US201361865841P | 2013-08-14 | 2013-08-14 | |
| US61/865,841 | 2013-08-14 | ||
| US201361919903P | 2013-12-23 | 2013-12-23 | |
| US61/919,903 | 2013-12-23 | ||
| PCT/US2014/015497 WO2014126834A2 (en) | 2013-02-12 | 2014-02-10 | Method and apparatus for three-dimensional fabrication with feed through carrier |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20150117275A true KR20150117275A (ko) | 2015-10-19 |
Family
ID=50156962
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020157022106A KR20150117275A (ko) | 2013-02-12 | 2014-02-10 | 캐리어를 통한 공급을 이용하는 3차원 제작을 위한 방법 및 장치 |
| KR1020157022103A KR20150117273A (ko) | 2013-02-12 | 2014-02-10 | 연속 액체 중간상 인쇄 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020157022103A KR20150117273A (ko) | 2013-02-12 | 2014-02-10 | 연속 액체 중간상 인쇄 |
Country Status (15)
| Country | Link |
|---|---|
| US (10) | US9205601B2 (ko) |
| EP (4) | EP3203318A1 (ko) |
| JP (3) | JP6522519B2 (ko) |
| KR (2) | KR20150117275A (ko) |
| CN (2) | CN105122135B (ko) |
| BR (2) | BR112015017976A2 (ko) |
| CA (2) | CA2898106A1 (ko) |
| DK (1) | DK2956823T4 (ko) |
| ES (1) | ES2588485T5 (ko) |
| HK (2) | HK1215477A1 (ko) |
| HR (1) | HRP20161016T4 (ko) |
| MX (2) | MX352989B (ko) |
| PL (1) | PL2956823T5 (ko) |
| TW (2) | TW201842404A (ko) |
| WO (2) | WO2014126834A2 (ko) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180028012A (ko) * | 2016-09-07 | 2018-03-15 | 캐논 가부시끼가이샤 | 3차원 조형 장치, 3차원 조형물의 제조 방법 및 3차원 조형 장치용 용기 |
| KR20180111775A (ko) * | 2015-11-12 | 2018-10-11 | 클라우스 슈타들만 | 카트리지 장치를 포함한 스테레오리소그래피 장치 |
| KR20190021199A (ko) * | 2016-03-25 | 2019-03-05 | 클라우스 슈타들만 | 3차원 개체 생성 시스템 및 방법 |
Families Citing this family (604)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BR112015017976A2 (pt) | 2013-02-12 | 2017-07-11 | Carbon3D Inc | impressão de interfase líquida contínua |
| US9498920B2 (en) | 2013-02-12 | 2016-11-22 | Carbon3D, Inc. | Method and apparatus for three-dimensional fabrication |
| GB2514139A (en) | 2013-05-14 | 2014-11-19 | Aghababaie Lin & Co Ltd | Apparatus for fabrication of three dimensional objects |
| US11260208B2 (en) | 2018-06-08 | 2022-03-01 | Acclarent, Inc. | Dilation catheter with removable bulb tip |
| US9360757B2 (en) | 2013-08-14 | 2016-06-07 | Carbon3D, Inc. | Continuous liquid interphase printing |
| US9707748B2 (en) * | 2013-10-07 | 2017-07-18 | Planetary Systems Corporation | Printed spacecraft separation system |
| US9248611B2 (en) | 2013-10-07 | 2016-02-02 | David A. Divine | 3-D printed packaging |
| AT515138B1 (de) * | 2013-11-22 | 2016-05-15 | Tech Universität Wien | Vorrichtung zum Verarbeiten von photopolymerisierbarem Material zum schichtweisen Aufbau eines Formkörpers |
| US10380476B1 (en) | 2013-12-10 | 2019-08-13 | Wells Fargo Bank, N.A. | Transaction instrument |
| US10354175B1 (en) | 2013-12-10 | 2019-07-16 | Wells Fargo Bank, N.A. | Method of making a transaction instrument |
| US10479126B1 (en) | 2013-12-10 | 2019-11-19 | Wells Fargo Bank, N.A. | Transaction instrument |
| US10513081B1 (en) | 2013-12-10 | 2019-12-24 | Wells Fargo Bank, N.A. | Method of making a transaction instrument |
| US20150197063A1 (en) * | 2014-01-12 | 2015-07-16 | Zohar SHINAR | Device, method, and system of three-dimensional printing |
| US10555792B2 (en) | 2014-01-31 | 2020-02-11 | Align Technology, Inc. | Direct fabrication of orthodontic appliances with elastics |
| EP3099266B1 (en) | 2014-01-31 | 2021-07-28 | Align Technology, Inc. | Orthodontic appliances with elastics |
| US10537406B2 (en) | 2014-02-21 | 2020-01-21 | Align Technology, Inc. | Dental appliance with repositioning jaw elements |
| US9844424B2 (en) | 2014-02-21 | 2017-12-19 | Align Technology, Inc. | Dental appliance with repositioning jaw elements |
| US11318668B2 (en) * | 2014-02-28 | 2022-05-03 | Byung-keuk Lee | Method for 3D printing using photo-polymer and an apparatus thereof |
| CN111772834B (zh) | 2014-03-21 | 2022-07-15 | 阿莱恩技术有限公司 | 具有弹性体的分段的正畸矫正器 |
| US10232605B2 (en) | 2014-03-21 | 2019-03-19 | Carbon, Inc. | Method for three-dimensional fabrication with gas injection through carrier |
| EP3134250B1 (en) | 2014-04-25 | 2023-11-15 | Carbon, Inc. | Continuous three dimensional fabrication from immiscible liquids |
| US9782934B2 (en) | 2014-05-13 | 2017-10-10 | Autodesk, Inc. | 3D print adhesion reduction during cure process |
| US9841750B2 (en) | 2014-05-13 | 2017-12-12 | Autodesk, Inc. | Dynamic real-time slice engine for 3D printing |
| US10073424B2 (en) | 2014-05-13 | 2018-09-11 | Autodesk, Inc. | Intelligent 3D printing through optimization of 3D print parameters |
| US10569465B2 (en) | 2014-06-20 | 2020-02-25 | Carbon, Inc. | Three-dimensional printing using tiled light engines |
| US10661501B2 (en) | 2014-06-20 | 2020-05-26 | Carbon, Inc. | Three-dimensional printing method using increased light intensity and apparatus therefor |
| EP3871633A1 (en) | 2014-06-20 | 2021-09-01 | Align Technology, Inc. | Elastic-coated orthodontic appliance |
| US10471699B2 (en) | 2014-06-20 | 2019-11-12 | Carbon, Inc. | Three-dimensional printing with reciprocal feeding of polymerizable liquid |
| CN111631832B (zh) | 2014-06-20 | 2022-02-25 | 阿莱恩技术有限公司 | 具有弹性层的矫正器 |
| EP3158399B1 (en) | 2014-06-23 | 2022-10-26 | Carbon, Inc. | Polyurethane resins having multiple mechanisms of hardening for use in producing three-dimensional objects |
| WO2016007495A1 (en) * | 2014-07-10 | 2016-01-14 | Carbon3D, Inc. | Methods and apparatus for continuous liquid interface production with rotation |
| CN111703212B (zh) | 2014-08-07 | 2022-11-18 | 奥宝科技有限公司 | Lift印刷系统 |
| US11390062B2 (en) | 2014-08-12 | 2022-07-19 | Carbon, Inc. | Three-dimensional printing with supported build plates |
| US9975295B2 (en) | 2014-08-12 | 2018-05-22 | Carbon, Inc. | Acceleration of stereolithography |
| US10668709B2 (en) | 2014-08-12 | 2020-06-02 | Carbon, Inc. | Three-dimensional printing using carriers with release mechanisms |
| US10166725B2 (en) * | 2014-09-08 | 2019-01-01 | Holo, Inc. | Three dimensional printing adhesion reduction using photoinhibition |
| US9610141B2 (en) | 2014-09-19 | 2017-04-04 | Align Technology, Inc. | Arch expanding appliance |
| US10449016B2 (en) | 2014-09-19 | 2019-10-22 | Align Technology, Inc. | Arch adjustment appliance |
| US9873180B2 (en) | 2014-10-17 | 2018-01-23 | Applied Materials, Inc. | CMP pad construction with composite material properties using additive manufacturing processes |
| CN107078048B (zh) | 2014-10-17 | 2021-08-13 | 应用材料公司 | 使用加成制造工艺的具复合材料特性的cmp衬垫建构 |
| US11745302B2 (en) | 2014-10-17 | 2023-09-05 | Applied Materials, Inc. | Methods and precursor formulations for forming advanced polishing pads by use of an additive manufacturing process |
| US10875153B2 (en) | 2014-10-17 | 2020-12-29 | Applied Materials, Inc. | Advanced polishing pad materials and formulations |
| US10193004B2 (en) | 2014-10-19 | 2019-01-29 | Orbotech Ltd. | LIFT printing of conductive traces onto a semiconductor substrate |
| JP6652559B2 (ja) | 2014-11-12 | 2020-02-26 | オーボテック リミテッド | 光学装置及び光学方法 |
| US9744001B2 (en) | 2014-11-13 | 2017-08-29 | Align Technology, Inc. | Dental appliance with cavity for an unerupted or erupting tooth |
| US10730241B2 (en) * | 2014-11-17 | 2020-08-04 | Autodesk, Inc. | Techniques for automatically placing escape holes during three-dimensional printing |
| CN107111225B (zh) | 2014-12-23 | 2021-07-27 | 普利司通美国轮胎运营有限责任公司 | 聚合物产品的增材制造方法 |
| WO2016109550A1 (en) | 2014-12-31 | 2016-07-07 | Carbon3D, Inc. | Three-dimensional printing of objects with breathing orifices |
| WO2016112084A1 (en) * | 2015-01-06 | 2016-07-14 | Carbon3D, Inc. | Build plate for three dimensional printing having a rough or patterned surface |
| WO2016112090A1 (en) * | 2015-01-07 | 2016-07-14 | Carbon3D, Inc. | Microfluidic devices and methods of making the same |
| EP3245044B1 (en) * | 2015-01-13 | 2021-05-05 | Carbon, Inc. | Three-dimensional printing with build plates having surface topologies for increasing permeability and related methods |
| US10633758B2 (en) | 2015-01-19 | 2020-04-28 | Orbotech Ltd. | Printing of three-dimensional metal structures with a sacrificial support |
| GB201501089D0 (en) | 2015-01-22 | 2015-03-11 | Univ Greenwich | Stent |
| US10504386B2 (en) | 2015-01-27 | 2019-12-10 | Align Technology, Inc. | Training method and system for oral-cavity-imaging-and-modeling equipment |
| WO2016123499A1 (en) * | 2015-01-30 | 2016-08-04 | Carbon3D, Inc. | Build plates for continuous liquid interface printing having permeable base and adhesive for increasing permeability and related methods, systems and devices |
| EP3250368A1 (en) * | 2015-01-30 | 2017-12-06 | Carbon, Inc. | Build plates for continuous liquid interface printing having permeable sheets and related methods, systems and devices |
| WO2016126779A1 (en) | 2015-02-05 | 2016-08-11 | Carbon3D, Inc. | Method of additive manufacturing by fabrication through multiple zones |
| JP6731930B2 (ja) * | 2015-02-05 | 2020-07-29 | カーボン,インコーポレイテッド | 断続的曝露による付加製造方法 |
| US20160229123A1 (en) * | 2015-02-09 | 2016-08-11 | Carbon3D, Inc. | Remote three-dimensional continuous liquid interface production (clip) systems, related printers, and methods of operating the same |
| US11000992B2 (en) * | 2015-02-20 | 2021-05-11 | Carbon, Inc. | Methods and apparatus for continuous liquid interface printing with electrochemically supported dead zone |
| US10391711B2 (en) | 2015-03-05 | 2019-08-27 | Carbon, Inc. | Fabrication of three dimensional objects with multiple operating modes |
| WO2016140888A1 (en) * | 2015-03-05 | 2016-09-09 | Carbon3D, Inc. | Fabrication of three dimensional objects with variable slice thickness |
| WO2016145050A1 (en) * | 2015-03-10 | 2016-09-15 | Carbon3D, Inc. | Microfluidic devices having flexible features and methods of making the same |
| WO2016145182A1 (en) * | 2015-03-12 | 2016-09-15 | Carbon3D, Inc. | Additive manufacturing using polymerization initiators or inhibitors having controlled migration |
| WO2016149152A1 (en) | 2015-03-13 | 2016-09-22 | The University Of North Carolina At Chapel Hill | Polymeric microneedles and rapid additive manufacturing of the same |
| US10336000B2 (en) | 2015-03-13 | 2019-07-02 | Carbon, Inc. | Methods, systems, and computer program products for determining orientation and fabrication parameters used in three-dimensional (3D) continuous liquid interface printing (CLIP) systems, and related printers |
| WO2016161194A1 (en) * | 2015-03-31 | 2016-10-06 | Dentsply Sirona Inc. | Three-dimensional fabricating systems rapidly producing objects |
| CN106142551A (zh) * | 2015-04-10 | 2016-11-23 | 江苏威宝仕科技有限公司 | 一种用于快速成型的连续紫外线光固化方法 |
| KR101681974B1 (ko) * | 2015-04-28 | 2016-12-12 | 주식회사 쓰리디박스 | 3d 프린터 |
| EP3304201A4 (en) | 2015-04-30 | 2019-06-26 | Castanon, Diego | IMPROVED STEREOLITHOGRAPHY SYSTEM |
| WO2016172804A1 (en) * | 2015-04-30 | 2016-11-03 | Fortier, Raymond | Improved stereolithography system |
| WO2016172805A1 (en) * | 2015-04-30 | 2016-11-03 | Fortier, Raymond | Improved stereolithography system |
| WO2016172784A1 (en) * | 2015-04-30 | 2016-11-03 | Fortier, Raymond | Improved stereolithography system |
| JP2018515371A (ja) * | 2015-05-19 | 2018-06-14 | アディファブ アーペーエス | 再コートユニットを有する積層造形装置および該積層造形装置を用いる方法 |
| TWI667125B (zh) * | 2015-05-20 | 2019-08-01 | 蔡枘頤 | 光固化3d成型機光學系統校正方法及其裝置 |
| US10308007B2 (en) | 2015-06-18 | 2019-06-04 | University Of Southern California | Mask video projection based stereolithography with continuous resin flow |
| DE102015212099B4 (de) | 2015-06-29 | 2022-01-27 | Adidas Ag | Sohlen für Sportschuhe |
| DE102015212153A1 (de) | 2015-06-30 | 2017-01-05 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Druckvorrichtung zum Drucken einer dreidimensionalen Struktur |
| US10959810B2 (en) | 2015-07-07 | 2021-03-30 | Align Technology, Inc. | Direct fabrication of aligners for palate expansion and other applications |
| US10743964B2 (en) | 2015-07-07 | 2020-08-18 | Align Technology, Inc. | Dual aligner assembly |
| US11571278B2 (en) | 2015-07-07 | 2023-02-07 | Align Technology, Inc. | Systems, apparatuses and methods for dental appliances with integrally formed features |
| US11963842B2 (en) | 2015-07-07 | 2024-04-23 | Align Technology, Inc. | Appliances for intraoral delivery of agents |
| US11045282B2 (en) | 2015-07-07 | 2021-06-29 | Align Technology, Inc. | Direct fabrication of aligners with interproximal force coupling |
| US10874483B2 (en) | 2015-07-07 | 2020-12-29 | Align Technology, Inc. | Direct fabrication of attachment templates with adhesive |
| WO2017006178A1 (en) | 2015-07-07 | 2017-01-12 | Align Technology, Inc. | Systems, apparatuses and methods for substance delivery from dental appliances and for ornamental designs on dental appliances |
| WO2017007964A1 (en) | 2015-07-07 | 2017-01-12 | Align Technology, Inc. | Orthodontic appliances with variable properties and integrally formed components |
| US10492888B2 (en) | 2015-07-07 | 2019-12-03 | Align Technology, Inc. | Dental materials using thermoset polymers |
| EP3322835A4 (en) * | 2015-07-09 | 2019-02-27 | Orbotech Ltd. | LASER-INDUCED FRONT TRANSFER EJECTION ANGLE CONTROL (LIFT) |
| US10139650B2 (en) | 2015-07-15 | 2018-11-27 | Timothy James | One piece eyewear with concealed hinges |
| EP3328613A4 (en) * | 2015-07-30 | 2019-03-20 | Wildcat DP LLC | MATERIAL AND METHOD FOR 3D MANUFACTURING |
| EP3124509A1 (en) | 2015-07-31 | 2017-02-01 | Afinitica Technologies, S. L. | Fast light curing cyanoacrylate compositions |
| HU230841B1 (hu) | 2015-08-14 | 2018-08-28 | Marton Bartos | Berendezés és eljárás háromdimenziós tárgy elõállítására |
| JP7069006B2 (ja) | 2015-09-04 | 2022-05-17 | カーボン,インコーポレイテッド | 積層造形用シアネートエステル二重硬化樹脂 |
| WO2017040890A1 (en) * | 2015-09-04 | 2017-03-09 | Carbon3D, Inc. | Methods of making three dimensional objects from dual cure resins with supported second cure |
| JP6845226B2 (ja) | 2015-09-09 | 2021-03-17 | カーボン,インコーポレイテッド | 積層造形用エポキシ二重硬化樹脂 |
| US10792868B2 (en) | 2015-09-09 | 2020-10-06 | Carbon, Inc. | Method and apparatus for three-dimensional fabrication |
| WO2017048710A1 (en) | 2015-09-14 | 2017-03-23 | Carbon, Inc. | Light-curable article of manufacture with portions of differing solubility |
| DE102015115796A1 (de) | 2015-09-18 | 2017-03-23 | Osram Opto Semiconductors Gmbh | Verfahren zum Ausbilden eines oder mehrerer dreidimensionaler Objekte |
| KR101874791B1 (ko) * | 2015-09-22 | 2018-07-05 | 주식회사 캐리마 | 광경화식 3d 성형방법 및 광경화식 3d 성형장치 |
| US11220051B2 (en) | 2015-09-25 | 2022-01-11 | Carbon, Inc. | Build plate assemblies for continuous liquid interphase printing having lighting panels and related methods, systems and devices |
| WO2017059082A1 (en) | 2015-09-30 | 2017-04-06 | Carbon, Inc. | Method and apparatus for producing three-dimensional objects |
| ITUB20154169A1 (it) | 2015-10-02 | 2017-04-02 | Thelyn S R L | Metodo e apparato di foto-indurimento a substrato auto-lubrificante per la formazione di oggetti tridimensionali. |
| TW201713488A (zh) * | 2015-10-07 | 2017-04-16 | Shi-Bin Li | 3d雷射列印機之光源調整方法 |
| US20180290380A1 (en) | 2015-10-15 | 2018-10-11 | Saint-Gobain Ceramics & Plastics, Inc. | Method for forming a three dimensional body from a mixture with a high content of solid particles |
| EP3347904B1 (de) | 2015-10-28 | 2019-08-28 | LEONI Kabel GmbH | Verfahren zur ummantelung eines strangguts, vorrichtung für das verfahren und computerprogrammprodukt |
| US20180311893A1 (en) * | 2015-10-30 | 2018-11-01 | Jae-won Choi | Additive printing apparatus and method employing liquid bridge |
| CN113103145B (zh) | 2015-10-30 | 2023-04-11 | 应用材料公司 | 形成具有期望ζ电位的抛光制品的设备与方法 |
| CN109874321B (zh) * | 2015-10-30 | 2021-12-24 | 速尔特技术有限公司 | 增材制造系统和方法 |
| CN106626373B (zh) * | 2015-10-30 | 2019-08-23 | 杭州云中新材料有限公司 | 一种点阵技术3d打印方法及应用其的设备 |
| US10647873B2 (en) | 2015-10-30 | 2020-05-12 | Carbon, Inc. | Dual cure article of manufacture with portions of differing solubility |
| WO2017075575A1 (en) | 2015-10-30 | 2017-05-04 | Polar 3D Llc | Apparatus and method for forming 3d objects |
| US11891485B2 (en) | 2015-11-05 | 2024-02-06 | Carbon, Inc. | Silicone dual cure resins for additive manufacturing |
| US10384439B2 (en) | 2015-11-06 | 2019-08-20 | Stratasys, Inc. | Continuous liquid interface production system with viscosity pump |
| US11554000B2 (en) | 2015-11-12 | 2023-01-17 | Align Technology, Inc. | Dental attachment formation structure |
| US11931222B2 (en) | 2015-11-12 | 2024-03-19 | Align Technology, Inc. | Dental attachment formation structures |
| CN108349120B (zh) | 2015-11-22 | 2020-06-23 | 奥博泰克有限公司 | 打印的三维结构的表面性质控制 |
| US11065616B2 (en) * | 2015-11-23 | 2021-07-20 | King Abdullah University Of Science And Technology | Methods of making microfluidic devices |
| US11141919B2 (en) | 2015-12-09 | 2021-10-12 | Holo, Inc. | Multi-material stereolithographic three dimensional printing |
| US11103330B2 (en) | 2015-12-09 | 2021-08-31 | Align Technology, Inc. | Dental attachment placement structure |
| US11596502B2 (en) | 2015-12-09 | 2023-03-07 | Align Technology, Inc. | Dental attachment placement structure |
| DE102015121858A1 (de) * | 2015-12-15 | 2017-06-22 | Heraeus Kulzer Gmbh | Verfahren zur Herstellung grosser polymerisierter dentaler Materialblöcke |
| WO2017106082A1 (en) * | 2015-12-16 | 2017-06-22 | 3M Innovative Properties Company | An additive manufacturing system and a method of additive manufacturing |
| JP6886182B2 (ja) * | 2015-12-16 | 2021-06-16 | 国立大学法人横浜国立大学 | 光造形装置 |
| AT518101B1 (de) | 2015-12-17 | 2018-05-15 | Stadlmann Klaus | Verfahren zum Erzeugen eines dreidimensionalen Gegenstands |
| EP3390006B1 (en) | 2015-12-17 | 2021-01-27 | Bridgestone Americas Tire Operations, LLC | Additive manufacturing cartridges and processes for producing cured polymeric products by additive manufacturing |
| WO2017112521A1 (en) | 2015-12-22 | 2017-06-29 | Carbon, Inc. | Production of flexible products by additive manufacturing with dual cure resins |
| WO2017112483A2 (en) | 2015-12-22 | 2017-06-29 | Carbon, Inc. | Accelerants for additive manufacturing with dual cure resins |
| US10611080B2 (en) | 2015-12-22 | 2020-04-07 | Carbon, Inc. | Three-dimensional printing using selectively lockable carriers |
| CN108139665B (zh) | 2015-12-22 | 2022-07-05 | 卡本有限公司 | 用于用双重固化树脂的增材制造的双重前体树脂系统 |
| US10538031B2 (en) | 2015-12-22 | 2020-01-21 | Carbon, Inc. | Dual cure additive manufacturing of rigid intermediates that generate semi-rigid, flexible, or elastic final products |
| US10501572B2 (en) | 2015-12-22 | 2019-12-10 | Carbon, Inc. | Cyclic ester dual cure resins for additive manufacturing |
| US10343331B2 (en) | 2015-12-22 | 2019-07-09 | Carbon, Inc. | Wash liquids for use in additive manufacturing with dual cure resins |
| US10787583B2 (en) | 2015-12-22 | 2020-09-29 | Carbon, Inc. | Method of forming a three-dimensional object comprised of a silicone polymer or co-polymer |
| JP6944935B2 (ja) | 2015-12-22 | 2021-10-06 | カーボン,インコーポレイテッド | 二重硬化樹脂を用いた積層造形による複数の中間体からの複合生産物の製作 |
| WO2017117506A1 (en) | 2015-12-30 | 2017-07-06 | Saint-Gobain Performance Plastics Corporation | Radiation curable article and method for making and using same |
| CN106976230B (zh) * | 2016-01-13 | 2019-08-20 | 中国科学院福建物质结构研究所 | 一种3d打印设备和方法 |
| CN106976232B (zh) * | 2016-01-13 | 2020-10-16 | 福建国锐中科光电有限公司 | 一种半渗透性元件及其应用和制备方法及3d打印设备 |
| US11123920B2 (en) | 2016-01-13 | 2021-09-21 | Fujian Institute Of Research On The Structure Of Matter, Chinese Academy Of Science | 3D printing apparatus and method |
| US10391605B2 (en) | 2016-01-19 | 2019-08-27 | Applied Materials, Inc. | Method and apparatus for forming porous advanced polishing pads using an additive manufacturing process |
| US10259081B2 (en) | 2016-02-08 | 2019-04-16 | Board Of Regents, The University Of Texas System | Connecting metal foils/wires and components in 3D printed substrates with wire bonding |
| US10569464B2 (en) | 2016-02-08 | 2020-02-25 | Board Of Regents, The University Of Texas System | Connecting metal foils/wires at different layers in 3D printed substrates with wire spanning |
| JP6849457B2 (ja) | 2016-03-09 | 2021-03-24 | キヤノン株式会社 | 三次元造形装置 |
| DK3432889T3 (da) | 2016-03-23 | 2022-10-17 | Univ North Carolina Chapel Hill | Geometrisk komplekse intravaginale ringe, systemer og fremgangsmåder til fremstilling deraf |
| US10016661B2 (en) | 2016-04-06 | 2018-07-10 | Acushnet Company | Methods for making golf ball components using three-dimensional additive manufacturing systems |
| JP2019516823A (ja) | 2016-04-08 | 2019-06-20 | ソルベイ スペシャルティ ポリマーズ ユーエスエー, エルエルシー | 光硬化性ポリマー、光硬化性ポリマー組成物、及びこれを含むリソグラフィープロセス |
| US10350573B2 (en) * | 2016-04-29 | 2019-07-16 | Saint-Gobain Performance Plastics Corporation | Radiation curable system and method for making a radiation curable article |
| EP3452271A4 (en) * | 2016-05-04 | 2020-01-15 | Saint-Gobain Ceramics&Plastics, Inc. | METHOD FOR FORMING A THREE-DIMENSIONAL BODY HAVING DIFFERENT DENSITY REGIONS |
| CN105773982B (zh) * | 2016-05-13 | 2017-10-13 | 江苏锐辰光电技术有限公司 | 激光3d打印机用万向载物台 |
| JP7056936B2 (ja) | 2016-05-31 | 2022-04-19 | ノースウェスタン ユニバーシティ | 3次元物体の製作のための方法および同方法のための装置 |
| EP3988048B1 (en) | 2016-06-17 | 2024-01-17 | Align Technology, Inc. | Orthodontic appliance performance monitor |
| US10470847B2 (en) | 2016-06-17 | 2019-11-12 | Align Technology, Inc. | Intraoral appliances with sensing |
| JP7169270B2 (ja) * | 2016-06-20 | 2022-11-10 | ビー9クリエーションズ エルエルシー | 三次元付加製造生産時間を削減するためのシステムおよび方法 |
| US10500786B2 (en) | 2016-06-22 | 2019-12-10 | Carbon, Inc. | Dual cure resins containing microwave absorbing materials and methods of using the same |
| EP3475051B1 (en) | 2016-06-27 | 2022-05-25 | Formlabs, Inc. | Position detection techniques for additive fabrication and related systems and methods |
| US20180001552A1 (en) * | 2016-06-30 | 2018-01-04 | Carbon, Inc. | Method and apparatus for three-dimensional fabrication of continuous sheets of material |
| EP3423257B1 (en) * | 2016-07-01 | 2020-08-05 | Carbon, Inc. | Three-dimensional printing with build plates having channels |
| SG10201605884SA (en) | 2016-07-18 | 2018-02-27 | Mastercard Asia Pacific Pte Ltd | A System And Method For Authentication And Making Payment When Carrying Out On-Demand Manufacturing |
| CN106042388A (zh) * | 2016-07-25 | 2016-10-26 | 东莞中国科学院云计算产业技术创新与育成中心 | 3d打印装置及其系统控制方法与其工作方法 |
| US10507087B2 (en) | 2016-07-27 | 2019-12-17 | Align Technology, Inc. | Methods and apparatuses for forming a three-dimensional volumetric model of a subject's teeth |
| JP2019523064A (ja) | 2016-07-27 | 2019-08-22 | アライン テクノロジー, インコーポレイテッド | 歯科診断機能を有する口腔内スキャナ |
| US10241401B2 (en) | 2016-08-01 | 2019-03-26 | Macdermid Graphics Solutions Llc | Method of making a flexographic printing plate |
| JP6964125B2 (ja) * | 2016-08-03 | 2021-11-10 | スリーエム イノベイティブ プロパティズ カンパニー | 光硬化性材料から物体を漸進的にビルドアップするための装置及び方法 |
| EP3284583B1 (de) * | 2016-08-18 | 2019-02-20 | Cubicure GmbH | Verfahren und vorrichtung zur lithographiebasierten generativen fertigung von dreidimensionalen formkörpern |
| JP6783586B2 (ja) * | 2016-08-23 | 2020-11-11 | キヤノン株式会社 | 三次元造形装置および三次元造形物の製造方法 |
| KR102233625B1 (ko) | 2016-08-23 | 2021-03-31 | 캐논 가부시끼가이샤 | 3차원 조형 장치 및 3차원 조형물의 제조 방법 |
| WO2018044249A1 (ru) * | 2016-09-01 | 2018-03-08 | Олег Юрьевич ХАЛИП | Устройство и способ формирования трехмерного изделия из жидкого полимера |
| JP6849357B2 (ja) * | 2016-09-16 | 2021-03-24 | キヤノン株式会社 | 3次元造形装置および3次元造形物の製造方法 |
| US11518087B2 (en) | 2016-09-12 | 2022-12-06 | University Of Washington | Vat photopolymerization additive manufacturing of multi-material parts |
| CN109790250B (zh) | 2016-09-28 | 2021-08-17 | Agc株式会社 | 单体组合物及含氟聚合物的制造方法 |
| CN106476279A (zh) * | 2016-09-29 | 2017-03-08 | 浙江迅实科技有限公司 | 一种3d打印装置盛液机构 |
| CN106626375A (zh) * | 2016-09-29 | 2017-05-10 | 浙江迅实科技有限公司 | 一种快速3d打印装置及快速打印方法 |
| US10061201B2 (en) | 2016-10-24 | 2018-08-28 | Hrl Laboratories, Llc | Bottom up apparatus design for formation of self-propagating photopolymer waveguides |
| EP3532267B1 (en) | 2016-10-27 | 2023-03-01 | Bridgestone Americas Tire Operations, LLC | Processes for producing cured polymeric products by additive manufacturing |
| CN117257492A (zh) | 2016-11-04 | 2023-12-22 | 阿莱恩技术有限公司 | 用于牙齿图像的方法和装置 |
| US11117316B2 (en) | 2016-11-04 | 2021-09-14 | Carbon, Inc. | Continuous liquid interface production with upconversion photopolymerization |
| WO2018089526A1 (en) | 2016-11-08 | 2018-05-17 | Formlabs, Inc. | Multi-material separation layers for additive fabrication |
| CN110023056B (zh) | 2016-11-21 | 2021-08-24 | 卡本有限公司 | 通过递送反应性组分用于后续固化来制造三维物体的方法 |
| ES2948482T3 (es) | 2016-11-23 | 2023-09-13 | Atheneum Optical Sciences Llc | Impresión tridimensional de dispositivos ópticos |
| WO2018094504A1 (en) * | 2016-11-23 | 2018-05-31 | Institut National De La Recherche Scientifique | Method and system of laser-driven impact acceleration |
| AU2017366755B2 (en) | 2016-12-02 | 2022-07-28 | Align Technology, Inc. | Methods and apparatuses for customizing rapid palatal expanders using digital models |
| EP3824843A1 (en) | 2016-12-02 | 2021-05-26 | Align Technology, Inc. | Palatal expanders and methods of expanding a palate |
| WO2018102702A1 (en) | 2016-12-02 | 2018-06-07 | Align Technology, Inc. | Dental appliance features for speech enhancement |
| US11376101B2 (en) | 2016-12-02 | 2022-07-05 | Align Technology, Inc. | Force control, stop mechanism, regulating structure of removable arch adjustment appliance |
| LT3548523T (lt) * | 2016-12-05 | 2022-11-10 | Covestro Deutschland Ag | Objekto gamybos būdas ir sistema, kuriant sluoksninę sandarą antspaudavimo būdu |
| CA3044541A1 (en) | 2016-12-05 | 2018-06-14 | Arkema Inc. | Initiator blends and photocurable compositions containing such initiator blends useful for 3d printing |
| CN211071077U (zh) | 2016-12-14 | 2020-07-24 | 卡本有限公司 | 用于清洗通过立体光刻制造的物体的设备和增材制造系统 |
| US10933580B2 (en) | 2016-12-14 | 2021-03-02 | Carbon, Inc. | Continuous liquid interface production with force monitoring and feedback |
| US11179926B2 (en) * | 2016-12-15 | 2021-11-23 | General Electric Company | Hybridized light sources |
| US10548700B2 (en) | 2016-12-16 | 2020-02-04 | Align Technology, Inc. | Dental appliance etch template |
| WO2018118769A1 (en) | 2016-12-19 | 2018-06-28 | Align Technology, Inc. | Aligners with enhanced gable bends |
| US11059222B2 (en) * | 2016-12-21 | 2021-07-13 | 3D Systems, Inc. | Continuous digital production of 3D articles of manufacture |
| WO2018118832A1 (en) | 2016-12-23 | 2018-06-28 | Carbon, Inc. | Adhesive sheet for securing 3d object to carrier platform and method of using same |
| US11629202B2 (en) | 2017-01-05 | 2023-04-18 | Carbon, Inc. | Dual cure stereolithography resins containing thermoplastic particles |
| US11421119B2 (en) | 2017-01-12 | 2022-08-23 | Konica Minolta, Inc. | Resin composition, and three-dimensional moulding production method |
| US20180207863A1 (en) * | 2017-01-20 | 2018-07-26 | Southern Methodist University | Methods and apparatus for additive manufacturing using extrusion and curing and spatially-modulated multiple materials |
| US10940638B2 (en) * | 2017-01-24 | 2021-03-09 | Continuous Composites Inc. | Additive manufacturing system having finish-follower |
| EP3573815A4 (en) | 2017-01-27 | 2020-09-02 | The Government of the United States of America, as represented by the Secretary of the Navy | METHOD AND APPARATUS FOR VOLUMETRIC MANUFACTURING OF COMPOSITE OBJECTS |
| US20180215093A1 (en) * | 2017-01-30 | 2018-08-02 | Carbon, Inc. | Additive manufacturing with high intensity light |
| WO2018143904A1 (ru) * | 2017-02-02 | 2018-08-09 | Олег Юрьевич ХАЛИП | Способ изготовления из жидкого фотополимера, отверждаемого актиничным излучением, трехмерного изделия, содержащего функциональный элемент, и устройство для его осуществления |
| JP6883658B2 (ja) | 2017-02-10 | 2021-06-09 | スリーディー システムズ インコーポレーテッド | 三次元プリント処理の統合 |
| US10779718B2 (en) | 2017-02-13 | 2020-09-22 | Align Technology, Inc. | Cheek retractor and mobile device holder |
| WO2018148632A1 (en) | 2017-02-13 | 2018-08-16 | Carbon, Inc. | Method of making composite objects by additive manufacturing |
| SG10201912501SA (en) * | 2017-03-01 | 2020-02-27 | Nat Univ Singapore | A microneedle device |
| WO2018165090A1 (en) | 2017-03-09 | 2018-09-13 | Carbon, Inc. | Tough, high temperature polymers produced by stereolithography |
| US11085018B2 (en) | 2017-03-10 | 2021-08-10 | Prellis Biologics, Inc. | Three-dimensional printed organs, devices, and matrices |
| US10933579B2 (en) * | 2017-03-10 | 2021-03-02 | Prellis Biologics, Inc. | Methods and systems for printing biological material |
| US10935891B2 (en) | 2017-03-13 | 2021-03-02 | Holo, Inc. | Multi wavelength stereolithography hardware configurations |
| WO2018169821A1 (en) | 2017-03-15 | 2018-09-20 | Carbon, Inc. | Integrated additive manufacturing systems |
| US10384394B2 (en) | 2017-03-15 | 2019-08-20 | Carbon, Inc. | Constant force compression lattice |
| US10973611B2 (en) | 2017-03-20 | 2021-04-13 | Align Technology, Inc. | Generating a virtual depiction of an orthodontic treatment of a patient |
| EP3592558A1 (en) | 2017-03-23 | 2020-01-15 | Carbon, Inc. | Lip supports useful for making objects by additive manufacturing |
| US10575588B2 (en) | 2017-03-27 | 2020-03-03 | Adidas Ag | Footwear midsole with warped lattice structure and method of making the same |
| WO2018182974A1 (en) | 2017-03-27 | 2018-10-04 | Carbon, Inc. | Method of making three-dimensional objects by additive manufacturing |
| EP3600832B1 (en) * | 2017-03-30 | 2022-03-16 | Dow Silicones Corporation | Method of preparing porous silicone article and use of the silicone article |
| US10613515B2 (en) | 2017-03-31 | 2020-04-07 | Align Technology, Inc. | Orthodontic appliances including at least partially un-erupted teeth and method of forming them |
| US10239255B2 (en) | 2017-04-11 | 2019-03-26 | Molecule Corp | Fabrication of solid materials or films from a polymerizable liquid |
| US11376786B2 (en) | 2017-04-21 | 2022-07-05 | Carbon, Inc. | Methods and apparatus for additive manufacturing |
| WO2018194805A1 (en) | 2017-04-21 | 2018-10-25 | Carbon, Inc. | Dental model and die assembly and method of making the same |
| US10429736B2 (en) * | 2017-04-27 | 2019-10-01 | Macdermid Graphics Solutions Llc | Method of making a flexographic printing plate |
| US10316213B1 (en) | 2017-05-01 | 2019-06-11 | Formlabs, Inc. | Dual-cure resins and related methods |
| GB2564956B (en) | 2017-05-15 | 2020-04-29 | Holo Inc | Viscous film three-dimensional printing systems and methods |
| WO2018213432A1 (en) * | 2017-05-17 | 2018-11-22 | Formlabs, Inc. | Techniques for casting from additively fabricated molds and related systems and methods |
| US11150694B2 (en) | 2017-05-23 | 2021-10-19 | Microsoft Technology Licensing, Llc | Fit system using collapsible beams for wearable articles |
| TW201901887A (zh) | 2017-05-24 | 2019-01-01 | 以色列商奧寶科技股份有限公司 | 於未事先圖樣化基板上電器互連電路元件 |
| JP2020524483A (ja) | 2017-05-25 | 2020-08-20 | プレリス バイオロジクス,インク. | 三次元印刷された器官、デバイス、およびマトリックス |
| WO2018226943A1 (en) | 2017-06-08 | 2018-12-13 | Carbon, Inc. | Blocking groups for light polymerizable resins useful in additive manufacturing |
| US11045283B2 (en) | 2017-06-09 | 2021-06-29 | Align Technology, Inc. | Palatal expander with skeletal anchorage devices |
| US10245785B2 (en) | 2017-06-16 | 2019-04-02 | Holo, Inc. | Methods for stereolithography three-dimensional printing |
| JP7092125B2 (ja) * | 2017-06-19 | 2022-06-28 | ソニーグループ株式会社 | 造形装置および光ヘッドユニット |
| DE102017210384B3 (de) * | 2017-06-21 | 2018-08-30 | Sirona Dental Systems Gmbh | Behälter zum Einsatz in Stereolithographie-Anlagen und Stereolithographie-Anlage |
| JP6894015B2 (ja) | 2017-06-21 | 2021-06-23 | カーボン,インコーポレイテッド | 積層造形の方法 |
| WO2019005808A1 (en) | 2017-06-26 | 2019-01-03 | Align Technology, Inc. | BIOCAPTOR PERFORMANCE INDICATOR FOR INTRABUCCAL DEVICES |
| US11135766B2 (en) | 2017-06-29 | 2021-10-05 | Carbon, Inc. | Products containing nylon 6 produced by stereolithography and methods of making the same |
| EP3644891B1 (en) | 2017-06-30 | 2022-02-16 | Align Technology, Inc. | Computer implemented method and system for designing and/or manufacturing orthodontic appliances for treating or preventing temporomandibular joint dysfunction |
| US10495973B2 (en) | 2017-06-30 | 2019-12-03 | Align Technology, Inc. | 3D printed composites from a single resin by patterned light exposures |
| US11793606B2 (en) | 2017-06-30 | 2023-10-24 | Align Technology, Inc. | Devices, systems, and methods for dental arch expansion |
| US11084222B2 (en) | 2017-06-30 | 2021-08-10 | Autodesk, Inc. | Systems and methods for determining dynamic forces in a liquefier system in additive manufacturing |
| US11135653B2 (en) | 2017-07-06 | 2021-10-05 | General Electric Company | DMLM build release layer and method of use thereof |
| US10967578B2 (en) | 2017-07-11 | 2021-04-06 | Daniel S. Clark | 5D part growing machine with volumetric display technology |
| US11919246B2 (en) | 2017-07-11 | 2024-03-05 | Daniel S. Clark | 5D part growing machine with volumetric display technology |
| US10885521B2 (en) | 2017-07-17 | 2021-01-05 | Align Technology, Inc. | Method and apparatuses for interactive ordering of dental aligners |
| US10568696B2 (en) | 2017-07-17 | 2020-02-25 | International Business Machines Corporation | Apparatus for supporting personalized coronary stents |
| US10751932B2 (en) | 2017-07-21 | 2020-08-25 | Wisconsin Alumni Research Foundation | Joint structures |
| CN110869421A (zh) | 2017-07-21 | 2020-03-06 | 美国圣戈班性能塑料公司 | 形成三维本体的方法 |
| WO2019018784A1 (en) | 2017-07-21 | 2019-01-24 | Align Technology, Inc. | ANCHOR OF CONTOUR PALATIN |
| EP3658602A4 (en) | 2017-07-25 | 2021-04-14 | 3M Innovative Properties Company | PHOTOPOLYMERIZABLE COMPOSITIONS CONSISTING OF A URETHANE COMPONENT AND A REACTIVE THINNER, ARTICLES AND METHODS |
| US11471999B2 (en) | 2017-07-26 | 2022-10-18 | Applied Materials, Inc. | Integrated abrasive polishing pads and manufacturing methods |
| EP3658067B1 (en) | 2017-07-27 | 2023-10-25 | Align Technology, Inc. | System and methods for processing an orthodontic aligner by means of an optical coherence tomography |
| CN110996842B (zh) | 2017-07-27 | 2022-10-14 | 阿莱恩技术有限公司 | 牙齿着色、透明度和上釉 |
| WO2019032286A1 (en) | 2017-08-07 | 2019-02-14 | Applied Materials, Inc. | ABRASIVE DISTRIBUTION POLISHING PADS AND METHODS OF MAKING SAME |
| US11135765B2 (en) | 2017-08-11 | 2021-10-05 | Carbon, Inc. | Serially curable resins useful in additive manufacturing |
| US11116605B2 (en) | 2017-08-15 | 2021-09-14 | Align Technology, Inc. | Buccal corridor assessment and computation |
| WO2019036677A1 (en) | 2017-08-17 | 2019-02-21 | Align Technology, Inc. | SURVEILLANCE OF CONFORMITY OF DENTAL DEVICE |
| US11484389B2 (en) | 2017-08-17 | 2022-11-01 | Align Technology, Inc. | Systems, methods, and apparatus for correcting malocclusions of teeth |
| US10688737B2 (en) | 2017-09-14 | 2020-06-23 | General Electric Company | Method for forming fiber-reinforced polymer components |
| JPWO2019059184A1 (ja) * | 2017-09-22 | 2020-10-15 | コニカミノルタ株式会社 | 樹脂組成物、およびこれを用いた立体造形物の製造方法、立体造形物、ならびに対象物把持用アタッチメントおよびこれを用いた産業用ロボット |
| KR20190033887A (ko) * | 2017-09-22 | 2019-04-01 | 최형준 | 3d 프린터용 초소수성 또는 초소유성 성질을 갖는 투명 윈도우 및 이를 구비한 3d 프린터 |
| JP7115491B2 (ja) | 2017-09-22 | 2022-08-09 | コニカミノルタ株式会社 | 樹脂組成物、およびこれを用いた立体造形物の製造方法、ならびに立体造形物 |
| CN111278877A (zh) | 2017-09-22 | 2020-06-12 | 卡本有限公司 | 通过增材制造生产透光物体 |
| JP7309315B2 (ja) * | 2017-09-22 | 2023-07-18 | コニカミノルタ株式会社 | 樹脂組成物、およびこれを用いた立体造形物の製造方法、ならびに立体造形物 |
| CN111417672A (zh) | 2017-09-26 | 2020-07-14 | 美国圣戈班性能塑料公司 | 可光致固化组合物及将其用于进行3d打印的方法 |
| US10590066B2 (en) | 2017-09-29 | 2020-03-17 | 3D-Biomaterials, Llc | Biocompositions for 3D printing |
| WO2019068032A1 (en) | 2017-09-29 | 2019-04-04 | Align Technology, Inc. | CELLULAR ARCHITECTURE FOR CONTROLLED FOCAL RIGIDITY IN THE INTRA-MOBILE DEVICE ASSEMBLY |
| US10783629B2 (en) | 2017-09-29 | 2020-09-22 | Align Technology, Inc. | Aligner image based quality control system |
| US11220054B2 (en) * | 2017-10-02 | 2022-01-11 | Global Filtration Systems | Method of stabilizing a photohardening inhibitor-permeable film in the manufacture of three-dimensional objects |
| US10414090B2 (en) * | 2017-10-02 | 2019-09-17 | Global Filtration Systems | Method of stabilizing a photohardening inhibitor-permeable film in the manufacture of three-dimensional objects |
| US11420384B2 (en) | 2017-10-03 | 2022-08-23 | General Electric Company | Selective curing additive manufacturing method |
| US11351724B2 (en) | 2017-10-03 | 2022-06-07 | General Electric Company | Selective sintering additive manufacturing method |
| US10813720B2 (en) | 2017-10-05 | 2020-10-27 | Align Technology, Inc. | Interproximal reduction templates |
| US11801643B2 (en) | 2017-10-09 | 2023-10-31 | Carbon, Inc. | Performance optimization in additive manufacturing |
| CN111247623B (zh) * | 2017-10-17 | 2024-03-08 | 佳能株式会社 | 压印装置和物品制造方法 |
| EP3697595A4 (en) | 2017-10-20 | 2021-07-28 | Formlabs, Inc. | TECHNIQUES FOR THE APPLICATION OF LIGHT IN ADDITIVE MANUFACTURING AND ASSOCIATED SYSTEMS AND PROCESSES |
| WO2019083833A1 (en) | 2017-10-23 | 2019-05-02 | Carbon, Inc. | CORRECTION OF WINDOW VARIABILITY IN ADDITIVE MANUFACTURE |
| WO2019083876A1 (en) | 2017-10-26 | 2019-05-02 | Carbon, Inc. | REDUCTION OF WITHDRAWAL OR LOWERING IN OBJECTS PRODUCED BY ADDITIVE MANUFACTURING |
| CN114939001A (zh) | 2017-10-27 | 2022-08-26 | 阿莱恩技术有限公司 | 替代咬合调整结构 |
| US11400644B2 (en) | 2017-10-27 | 2022-08-02 | Carbon, Inc. | Reduction of polymerization inhibitor irregularity on additive manufacturing windows |
| WO2019089269A1 (en) | 2017-10-31 | 2019-05-09 | Carbon, Inc. | Efficient surface texturing of objects produced by additive manufacturing |
| EP3664994B1 (en) | 2017-10-31 | 2022-04-13 | Carbon, Inc. | Mass customization in additive manufacturing |
| CN111295153B (zh) | 2017-10-31 | 2023-06-16 | 阿莱恩技术有限公司 | 具有选择性牙合负荷和受控牙尖交错的牙科器具 |
| US11737857B2 (en) | 2017-11-01 | 2023-08-29 | Align Technology, Inc. | Systems and methods for correcting malocclusions of teeth |
| US11096763B2 (en) | 2017-11-01 | 2021-08-24 | Align Technology, Inc. | Automatic treatment planning |
| US11022888B2 (en) * | 2017-11-01 | 2021-06-01 | Syracuse University | Synthesis of superhydrophobic microporous surfaces via light-directed photopolymerization and phase separation |
| US11590691B2 (en) | 2017-11-02 | 2023-02-28 | General Electric Company | Plate-based additive manufacturing apparatus and method |
| US11254052B2 (en) | 2017-11-02 | 2022-02-22 | General Electric Company | Vatless additive manufacturing apparatus and method |
| US11534974B2 (en) | 2017-11-17 | 2022-12-27 | Align Technology, Inc. | Customized fabrication of orthodontic retainers based on patient anatomy |
| US11535714B2 (en) | 2017-11-20 | 2022-12-27 | Carbon, Inc. | Light-curable siloxane resins for additive manufacturing |
| US10482365B1 (en) | 2017-11-21 | 2019-11-19 | Wells Fargo Bank, N.A. | Transaction instrument containing metal inclusions |
| CN111372959B (zh) | 2017-11-22 | 2022-09-02 | 3M创新有限公司 | 包含氨基甲酸酯组分和单官能反应性稀释剂的光致聚合型组合物、制品和方法 |
| CN111615377A (zh) | 2017-11-22 | 2020-09-01 | 3M创新有限公司 | 包含含有带光引发基团的聚合物或大分子的固化的可自由基聚合组合物的正畸制品 |
| US11904031B2 (en) | 2017-11-22 | 2024-02-20 | 3M Innovative Properties Company | Orthodontic articles comprising polymerized composition comprising at least two free-radical initiators |
| WO2019104079A1 (en) | 2017-11-22 | 2019-05-31 | 3M Innovative Properties Company | Orthodontic articles comprising polymerized composition comprising at least two free-radical initiators |
| EP3716885B1 (en) | 2017-11-30 | 2023-08-30 | Align Technology, Inc. | Orthodontic intraoral appliances comprising sensors |
| WO2019112707A1 (en) | 2017-12-08 | 2019-06-13 | Carbon, Inc. | Shelf stable, low tin concentration, dual cure additive manufacturing resins |
| CN111788058B (zh) | 2017-12-14 | 2022-10-25 | 南洋理工大学 | 用于在软材料中生成复杂的三维(3d)结构的定向聚合方法 |
| WO2019118876A1 (en) | 2017-12-15 | 2019-06-20 | Align Technology, Inc. | Closed loop adaptive orthodontic treatment methods and apparatuses |
| US10980613B2 (en) | 2017-12-29 | 2021-04-20 | Align Technology, Inc. | Augmented reality enhancements for dental practitioners |
| WO2019140164A1 (en) * | 2018-01-12 | 2019-07-18 | University Of Florida Research Foundation, Inc. | Multi-material microstereolithography using injection of resin |
| US11616302B2 (en) | 2018-01-15 | 2023-03-28 | Rogers Corporation | Dielectric resonator antenna having first and second dielectric portions |
| CN108213433A (zh) * | 2018-01-25 | 2018-06-29 | 安徽科元三维技术有限公司 | Slm打印控制系统 |
| US10821668B2 (en) | 2018-01-26 | 2020-11-03 | General Electric Company | Method for producing a component layer-by- layer |
| US10821669B2 (en) | 2018-01-26 | 2020-11-03 | General Electric Company | Method for producing a component layer-by-layer |
| CA3086553A1 (en) | 2018-01-26 | 2019-08-01 | Align Technology, Inc. | Diagnostic intraoral scanning and tracking |
| US11273022B2 (en) | 2018-02-13 | 2022-03-15 | Emanate Biomedical, Inc. | Oral appliance in a blockchain system |
| WO2019164808A1 (en) | 2018-02-20 | 2019-08-29 | The Regents Of The University Of Michigan | Polymerization photoinhibitor |
| USD882782S1 (en) | 2018-02-21 | 2020-04-28 | Ethicon Llc | Three dimensional adjunct |
| EP3727799B1 (en) | 2018-02-21 | 2022-06-01 | Carbon, Inc. | Enhancing adhesion of objects to carriers during additive manufacturing |
| US11504115B2 (en) | 2018-02-21 | 2022-11-22 | Cilag Gmbh International | Three dimensional adjuncts |
| WO2019165052A1 (en) | 2018-02-21 | 2019-08-29 | Carbon, Inc. | Methods of reducing distortion of additively manufactured objects |
| US10952724B2 (en) | 2018-02-21 | 2021-03-23 | Ethicon Llc | Three dimensional adjuncts |
| US11426938B2 (en) | 2018-02-21 | 2022-08-30 | Carbon, Inc. | Rapid wash system for additive manufacturing |
| US11230050B2 (en) | 2018-02-27 | 2022-01-25 | Carbon, Inc. | Lattice base structures for additive manufacturing |
| WO2019168807A1 (en) | 2018-03-02 | 2019-09-06 | Carbon, Inc. | Sustainable additive manufacturing resins and methods of recycling |
| US20210016496A1 (en) * | 2018-03-09 | 2021-01-21 | Northwestern University | High-throughput 3d printing of customized aspheric imaging lenses |
| US11541600B2 (en) | 2018-03-20 | 2023-01-03 | Carbon, Inc. | Rapid wash carrier platform for additive manufacturing of dental models |
| US11117315B2 (en) | 2018-03-21 | 2021-09-14 | Carbon, Inc. | Additive manufacturing carrier platform with window damage protection features |
| EP3768335A1 (en) | 2018-03-22 | 2021-01-27 | Tissium SA | 3d printing composition for biomaterials |
| US11937991B2 (en) | 2018-03-27 | 2024-03-26 | Align Technology, Inc. | Dental attachment placement structure |
| US11027487B2 (en) | 2018-03-27 | 2021-06-08 | Carbon, Inc. | Functional surface coating methods for additively manufactured products |
| CN112166039B (zh) * | 2018-04-06 | 2023-09-05 | 聚合-医药有限公司 | 用于光致聚合增材制造的方法和组合物 |
| CA3096417A1 (en) | 2018-04-11 | 2019-10-17 | Align Technology, Inc. | Releasable palatal expanders |
| WO2019204258A1 (en) | 2018-04-17 | 2019-10-24 | Carbon, Inc. | Temperature regulated stereolithography apparatus with infrared heating |
| CN112203828B (zh) | 2018-04-19 | 2023-06-09 | 聚合-医药有限公司 | 用于光固化过程的大分子单体和组合物 |
| WO2019204095A1 (en) | 2018-04-20 | 2019-10-24 | Carbon, Inc. | Bonded surface coating methods for additively manufactured products |
| EP3727711B1 (en) | 2018-04-23 | 2021-07-28 | Carbon, Inc. | Method and resin extractor for additive manufacturing |
| CN115331838A (zh) | 2018-04-30 | 2022-11-11 | 阿莱恩技术有限公司 | 使用领域特定的治疗方案进行治疗的系统和方法 |
| EP3800176A1 (de) | 2018-05-04 | 2021-04-07 | Align Technology, Inc. | Neue polymerisierbare monomere und deren verwendung als reaktivverdünner in härtbaren zusammensetzungen |
| AU2019262641A1 (en) | 2018-05-04 | 2020-12-03 | Align Technology, Inc. | Curable composition for use in a high temperature lithography-based photopolymerization process and method of producing crosslinked polymers therefrom |
| AU2019262643A1 (en) | 2018-05-04 | 2020-12-03 | Align Technology, Inc. | Polymerizable monomers and method of polymerizing the same |
| US11938678B2 (en) | 2018-05-05 | 2024-03-26 | Luxcreo (Beijing) Inc. | Adhesion blocking element, three-dimensional printing device, and three-dimensional printing method |
| CN108297398A (zh) * | 2018-05-05 | 2018-07-20 | 宁波市石生科技有限公司 | 一种光固化三维制造装置 |
| JP2021523036A (ja) * | 2018-05-07 | 2021-09-02 | フォームラブス, インコーポレーテッドFormlabs, Inc. | 積層造形のための多材料分離層 |
| WO2019217642A1 (en) | 2018-05-11 | 2019-11-14 | Carbon, Inc. | Reactive particulate materials useful for additive manufacturing |
| WO2019222094A1 (en) * | 2018-05-14 | 2019-11-21 | Carbon, Inc. | Stereolithography apparatus with individually addressable light source arrays |
| US11026766B2 (en) | 2018-05-21 | 2021-06-08 | Align Technology, Inc. | Photo realistic rendering of smile image after treatment |
| CN111050690A (zh) | 2018-05-31 | 2020-04-21 | 弗朗茨设计公司 | 用于同质牙科设备的方法和系统 |
| US11167491B2 (en) | 2018-06-01 | 2021-11-09 | Formlabs, Inc. | Multi-film containers for additive fabrication and related systems and methods |
| US11440256B2 (en) | 2018-06-15 | 2022-09-13 | Howmedica Osteonics Corp. | Stackable build plates for additive manufacturing powder handling |
| WO2019244007A1 (en) | 2018-06-19 | 2019-12-26 | 3M Innovative Properties Company | Aqueous dispersions including polyester particles, photopolymerizable compositions, articles, and methods |
| WO2019245892A1 (en) | 2018-06-20 | 2019-12-26 | Carbon, Inc. | Method of treating additive manufacturing objects with a compound of interest |
| JP7393367B2 (ja) | 2018-06-26 | 2023-12-06 | アルケマ フランス | 多段ポリマーをベースとする硬化性組成物 |
| US11151292B2 (en) * | 2018-06-27 | 2021-10-19 | Carbon, Inc. | Additive manufacturing method including thermal modeling and control |
| CN109016495B (zh) * | 2018-06-28 | 2020-06-19 | 西安交通大学 | 一种连续成型3d打印设备及操作方法 |
| US11225535B2 (en) | 2018-06-29 | 2022-01-18 | 3M Innovative Properties Company | Photopolymerizable compositions including a polyurethane methacrylate polymer prepared using a polycarbonate diol, articles, and methods |
| US11553988B2 (en) | 2018-06-29 | 2023-01-17 | Align Technology, Inc. | Photo of a patient with new simulated smile in an orthodontic treatment review software |
| WO2020003197A2 (en) | 2018-06-29 | 2020-01-02 | 3M Innovative Properties Company | Orthodontic articles prepared using a polycarbonate diol, polymerizable compositions, and methods of making the articles |
| CN112367959A (zh) | 2018-06-29 | 2021-02-12 | 3M创新有限公司 | 包含在水性环境中具有改善的强度的固化的可自由基聚合组合物的正畸制品 |
| EP3813764A2 (en) | 2018-06-29 | 2021-05-05 | 3M Innovative Properties Company | Orthodontic articles prepared using a polycarbonate diol, polymerizable compositions, and methods of making the articles |
| CN112368133B (zh) | 2018-06-29 | 2023-02-21 | 无畏自动化 | 基于实时反馈的闭环打印过程调整 |
| JP7010455B2 (ja) | 2018-06-29 | 2022-01-26 | スリーエム イノベイティブ プロパティズ カンパニー | ポリカーボネートジオールを使用して調製された歯科矯正物品、及びその製造方法 |
| WO2020008788A1 (ja) * | 2018-07-05 | 2020-01-09 | 三井化学株式会社 | 三次元造形装置、制御装置、および造形物の製造方法 |
| ES2930086T3 (es) | 2018-07-18 | 2022-12-07 | Arkema France | Artículos preparados usando composiciones curables basadas en especies iónicas polimerizables |
| US10835349B2 (en) | 2018-07-20 | 2020-11-17 | Align Technology, Inc. | Parametric blurring of colors for teeth in generated images |
| WO2020023823A1 (en) | 2018-07-27 | 2020-01-30 | Carbon, Inc. | Branched reactive blocked prepolymers for additive manufacturing |
| WO2020206053A1 (en) * | 2019-04-04 | 2020-10-08 | Calt Dynamics Ltd | Methods, systems and devices for three-dimensional object generation and physical mask curing |
| US11235515B2 (en) | 2018-07-28 | 2022-02-01 | CALT Dynamics Limited | Methods, systems, and devices for three-dimensional object generation and physical mask curing |
| US11633909B2 (en) | 2018-07-28 | 2023-04-25 | CALT Dynamics Limited | Methods, systems, and devices for three-dimensional object generation and physical mask curing |
| US11198249B2 (en) * | 2018-07-30 | 2021-12-14 | General Electric Company | Method of joining additively manufactured components |
| US11292186B2 (en) | 2018-08-01 | 2022-04-05 | Carbon, Inc. | Production of low density products by additive manufacturing |
| WO2020028498A1 (en) | 2018-08-01 | 2020-02-06 | Carbon, Inc. | Method for rapid encapsulation of microelectronic devices |
| US20210242097A1 (en) | 2018-08-02 | 2021-08-05 | Carbon, Inc. | Method of Packaging an Integrated Circuit |
| CN109130173A (zh) * | 2018-08-15 | 2019-01-04 | 吴晶军 | 一种三维成型方法 |
| US11203156B2 (en) | 2018-08-20 | 2021-12-21 | NEXA3D Inc. | Methods and systems for photo-curing photo-sensitive material for printing and other applications |
| US11192305B2 (en) | 2018-08-24 | 2021-12-07 | Carbon, Inc. | Window cassettes for reduced polymerization inhibitor irregularity during additive manufacturing |
| US11504903B2 (en) | 2018-08-28 | 2022-11-22 | Carbon, Inc. | 1K alcohol dual cure resins for additive manufacturing |
| US11104060B2 (en) | 2018-08-29 | 2021-08-31 | Massachusetts Institute Of Technology | Methods and apparatus for fabrication with a movable sheet |
| CN112638606A (zh) | 2018-08-31 | 2021-04-09 | 3M创新有限公司 | 用于制备非氧化物陶瓷制品以及气凝胶、干凝胶和多孔陶瓷制品的叠层制造方法 |
| US11407183B2 (en) | 2018-08-31 | 2022-08-09 | Carbon, Inc. | Additively manufactured objects with pre-formed bonding features and methods of making the same |
| CN112654655A (zh) | 2018-09-04 | 2021-04-13 | 应用材料公司 | 先进抛光垫配方 |
| US11376792B2 (en) | 2018-09-05 | 2022-07-05 | Carbon, Inc. | Robotic additive manufacturing system |
| EP3849806B1 (en) | 2018-09-10 | 2023-04-05 | Carbon, Inc. | Dual cure additive manufacturing resins for production of flame retardant objects |
| FR3085682B1 (fr) | 2018-09-11 | 2020-10-16 | Arkema France | Compositions reticulables ayant une faible viscosite pour revetements et materiaux a haut indice de refraction et a temperature de deflexion thermique elevee |
| US11552390B2 (en) | 2018-09-11 | 2023-01-10 | Rogers Corporation | Dielectric resonator antenna system |
| WO2020055609A1 (en) | 2018-09-13 | 2020-03-19 | Carbon, Inc. | Reversible thermosets for additive manufacturing |
| WO2020068720A1 (en) | 2018-09-25 | 2020-04-02 | Carbon, Inc. | Dual cure resins for additive manufacturing |
| EP3856489A4 (en) * | 2018-09-26 | 2022-10-19 | Board of Trustees of the University of Arkansas | RESIN EXTRUSION PRINTHEAD FOR 3D PRINTING |
| WO2020069152A1 (en) | 2018-09-26 | 2020-04-02 | Carbon, Inc. | Spin cleaning method and apparatus for additive manufacturing |
| US11523881B2 (en) | 2018-09-27 | 2022-12-13 | Align Technology, Inc. | Prediction of aligner progressive damage using simulation |
| CN216579226U (zh) | 2018-09-28 | 2022-05-24 | 卡本有限公司 | 用于增材制造设备的可移除构建平台 |
| WO2020069281A1 (en) | 2018-09-28 | 2020-04-02 | Carbon, Inc. | Removable window cassette for an additive manufacturing apparatus |
| WO2020069060A1 (en) | 2018-09-28 | 2020-04-02 | Carbon, Inc. | Thermally regulated window cassette for additive manufacturing apparatus |
| TWI820237B (zh) | 2018-10-18 | 2023-11-01 | 美商羅傑斯公司 | 聚合物結構、其立體光刻製造方法以及包含該聚合物結構之電子裝置 |
| CN112839815B (zh) | 2018-10-22 | 2023-07-28 | 卡本有限公司 | 增材制造的产品中的晶格过渡结构 |
| CN109228315B (zh) * | 2018-10-22 | 2021-05-14 | 泰州极光电子科技有限公司 | 一种连续3d打印系统 |
| US20210341031A1 (en) | 2018-10-22 | 2021-11-04 | Carbon, Inc. | Shock absorbing lattice structure produced by additive manufacturing |
| WO2020092485A1 (en) | 2018-10-31 | 2020-05-07 | Carbon, Inc. | Apparatuses for additively manufacturing three-dimensional objects |
| US11420362B2 (en) | 2018-10-31 | 2022-08-23 | Align Technology, Inc. | Mechanisms to automate removal of aligner from mold |
| DE102018127451A1 (de) | 2018-11-05 | 2020-05-07 | Bayerische Motoren Werke Aktiengesellschaft | Vorrichtung sowie Verfahren zur additiven Herstellung eines Bauteils |
| DE102018127581A1 (de) | 2018-11-06 | 2020-05-07 | Bayerische Motoren Werke Aktiengesellschaft | Vorrichtung sowie Verfahren zum additiven Herstellen eines Bauteils |
| CN113242787B (zh) | 2018-11-09 | 2023-02-10 | 耐克森三维有限公司 | 三维打印系统 |
| WO2020102757A1 (en) | 2018-11-16 | 2020-05-22 | Align Technology, Inc. | Machine based three-dimensional (3d) object defect detection |
| CN113015511A (zh) | 2018-11-19 | 2021-06-22 | 3M创新有限公司 | 包含聚酯氨基甲酸酯(甲基)丙烯酸酯聚合物和单官能(甲基)丙烯酸酯单体的正畸制品、方法和可聚合组合物 |
| WO2020113200A1 (en) * | 2018-12-01 | 2020-06-04 | Innovamake, Inc. | System and method for three-dimensional production |
| US11498274B2 (en) | 2018-12-03 | 2022-11-15 | Carbon, Inc. | Window thermal profile calibration in additive manufacturing |
| GB2594171A (en) | 2018-12-04 | 2021-10-20 | Rogers Corp | Dielectric electromagnetic structure and method of making the same |
| WO2020117407A1 (en) | 2018-12-07 | 2020-06-11 | Carbon, Inc. | Methods of surface finishing objects produced by additive manufacturing |
| FR3090295B1 (fr) | 2018-12-19 | 2021-09-10 | Oreal | Procédé de génération d’un modèle numérique d’applicateur de produit cosmétique |
| FR3090298B1 (fr) | 2018-12-19 | 2021-04-30 | Oreal | Applicateur pour appliquer un produit cosmétique (F) sur les cils et/ou sourcils. |
| FR3090300B1 (fr) | 2018-12-19 | 2021-08-06 | Oreal | Applicateur pour appliquer un produit cosmétique sur les cils et/ou sourcils. |
| FR3090299B1 (fr) | 2018-12-19 | 2021-04-30 | Oreal | Applicateur comportant un organe d’application fabriqué par synthèse additive |
| FR3090301B1 (fr) | 2018-12-19 | 2021-05-14 | Oreal | Applicateur comportant un organe d’application à branche ouverte |
| FR3090296B1 (fr) | 2018-12-19 | 2020-12-11 | Oreal | Applicateur pour appliquer un produit cosmétique sur les cils et/ou sourcils. |
| FR3090297B1 (fr) | 2018-12-19 | 2021-10-15 | Oreal | Applicateur cosmétique en spirale |
| FR3090294B1 (fr) | 2018-12-19 | 2021-04-30 | Oreal | Applicateur pour appliquer un produit cosmétique sur les cils et/ou sourcils |
| WO2020131675A1 (en) | 2018-12-21 | 2020-06-25 | Carbon, Inc. | Energy absorbing dual cure polyurethane elastomers for additive manufacturing |
| EP3902659A4 (en) * | 2018-12-26 | 2022-09-07 | Holo, Inc. | SENSORS FOR THREE-DIMENSIONAL PRESSURE SYSTEMS AND PROCESSES |
| WO2020141521A1 (en) | 2018-12-31 | 2020-07-09 | Stratasys Ltd. | Additive manufacturing using materials that form a weak gel |
| JP2022518362A (ja) | 2018-12-31 | 2022-03-15 | ストラタシス リミテッド | 放射性ファントムの積層造形 |
| KR20210110667A (ko) | 2018-12-31 | 2021-09-08 | 아르끄마 프랑스 | (메트)아크릴레이트-작용기화된 분지형 폴리알파-올레핀 |
| US11478334B2 (en) | 2019-01-03 | 2022-10-25 | Align Technology, Inc. | Systems and methods for nonlinear tooth modeling |
| CN111902258B (zh) | 2019-01-04 | 2022-07-15 | 卡本有限公司 | 具有哑光饰面的增材制造的产品 |
| US11779243B2 (en) | 2019-01-07 | 2023-10-10 | Align Technology, Inc. | Customized aligner change indicator |
| WO2020146000A1 (en) | 2019-01-07 | 2020-07-16 | Carbon, Inc. | Systems and methods for resin recovery in additive manufacturing |
| KR102150879B1 (ko) * | 2019-01-09 | 2020-09-03 | (주)링크솔루션 | 레진 사용량 절감을 위한 플로팅 용액을 포함하는 sla 3d 프린터 |
| US20220057776A1 (en) | 2019-01-09 | 2022-02-24 | Carbon, Inc. | Systems and apparatuses for additive manufacturing with process update and lock down |
| US11859027B2 (en) | 2019-01-18 | 2024-01-02 | Carbon, Inc. | Apparatus for determining the photosensitivity of a stereolithography resin |
| US11794412B2 (en) | 2019-02-20 | 2023-10-24 | General Electric Company | Method and apparatus for layer thickness control in additive manufacturing |
| US11498283B2 (en) | 2019-02-20 | 2022-11-15 | General Electric Company | Method and apparatus for build thickness control in additive manufacturing |
| WO2020176487A1 (en) | 2019-02-26 | 2020-09-03 | Carbon, Inc. | Resin level detection in additive manufacturing |
| WO2020185692A2 (en) * | 2019-03-07 | 2020-09-17 | Northwestern University | Rapid, large volume, dead layer-free 3d printing |
| EP3705266B1 (de) | 2019-03-08 | 2022-08-17 | Ivoclar Vivadent AG | Verfahren zum additiven aufbau eines dreidimensionalen produkts |
| US11179891B2 (en) | 2019-03-15 | 2021-11-23 | General Electric Company | Method and apparatus for additive manufacturing with shared components |
| US20200290262A1 (en) | 2019-03-15 | 2020-09-17 | Align Technology, Inc. | Thermoforming multiple aligners in parallel |
| CA3130312C (en) | 2019-03-18 | 2023-08-01 | NEXA3D Inc. | Method and system for additive manufacture |
| US11679547B2 (en) * | 2019-03-27 | 2023-06-20 | 3D Systems, Inc. | High productivity system for printing precision articles |
| WO2020205212A1 (en) | 2019-03-29 | 2020-10-08 | Carbon, Inc. | Dual cure resin for the production of moisture-resistant articles by additive manufacturing |
| US11295444B2 (en) | 2019-04-01 | 2022-04-05 | Align Technology, Inc. | Vision and geometric approaches to detect defects in dental appliances |
| US11511485B2 (en) | 2019-04-02 | 2022-11-29 | Align Technology, Inc. | 3D printed objects with selective overcure regions |
| US10967573B2 (en) | 2019-04-02 | 2021-04-06 | NEXA3D Inc. | Tank assembly and components thereof for a 3D printing system |
| CA3136654A1 (en) | 2019-04-17 | 2020-10-22 | Origin Laboratories, Inc. | Method for regulating temperature at a resin interface in an additive manufacturing process |
| FR3095443B1 (fr) | 2019-04-26 | 2021-03-19 | Arkema France | Compositions réticulables ayant une faible viscosité pour revêtements et matériaux à haut indice de réfraction et à température de déflexion thermique élevée |
| US11235533B2 (en) | 2019-04-26 | 2022-02-01 | Carbon, Inc. | Resin viscosity detection in additive manufacturing |
| US20220143917A1 (en) | 2019-04-30 | 2022-05-12 | Carbon, Inc. | Mass customization in additive manufacturing |
| WO2020223058A1 (en) | 2019-04-30 | 2020-11-05 | Carbon, Inc. | Low viscosity dual cure additive manufacturing resins |
| US11945935B2 (en) | 2019-05-08 | 2024-04-02 | Saint-Gobain Performance Plastics Corporation | Hydrophilic polymer compositions |
| US20220242991A1 (en) | 2019-05-21 | 2022-08-04 | 3M Innovative Properties Company | Orthodontic Articles Comprising Polymerized Composition with Pendent Cyclic Moieties, Methods, and Polymerizable Compositions |
| FR3096606A1 (fr) | 2019-05-29 | 2020-12-04 | Elkem Silicones France Sas | Méthode de fabrication additive pour produire un article en élastomère silicone |
| CN113906066A (zh) | 2019-05-30 | 2022-01-07 | 罗杰斯公司 | 用于立体光刻的可光固化组合物、使用所述组合物的立体光刻方法、通过立体光刻方法形成的聚合物组件、以及包含所述聚合物组件的装置 |
| CA3137929A1 (en) | 2019-05-31 | 2020-12-03 | The Procter & Gamble Company | Methods of making a deflection member |
| WO2020256825A1 (en) | 2019-06-18 | 2020-12-24 | Carbon, Inc. | Additive manufacturing method and apparatus for the production of dental crowns and other objects |
| US20220297382A1 (en) | 2019-06-24 | 2022-09-22 | Carbon, Inc. | Preemptive apparatus failure detection in additive manufacturing |
| WO2020263480A1 (en) | 2019-06-28 | 2020-12-30 | Carbon, Inc. | Dual cure additive manufacturing resins for the production of objects with mixed tensile properties |
| CA3146801A1 (en) | 2019-07-17 | 2021-01-21 | Arkema France | (meth)acrylate-functionalized oligomers and methods of preparing and using such oligomers |
| EP3766669A1 (en) | 2019-07-18 | 2021-01-20 | Bostik Sa | 3d-printing methods and systems |
| US11186336B2 (en) | 2019-07-22 | 2021-11-30 | Specialized Bicycle Components, Inc. | Bicycle saddle |
| EP3990258A1 (en) | 2019-07-29 | 2022-05-04 | Align Technology, Inc. | Systems and method for additive manufacturing of dental devices using photopolymer resins |
| WO2021019305A1 (en) | 2019-07-31 | 2021-02-04 | Arkema France | Method of making glycerol carbonate (meth)acrylate and curable compositions based thereon |
| EP4007691A4 (en) | 2019-08-02 | 2023-11-08 | Origin Laboratories, Inc. | METHOD AND SYSTEM FOR INTERLAYER FEEDBACK CONTROL AND ERROR DETECTION IN A GENERATIVE MANUFACTURING PROCESS |
| WO2021025876A1 (en) | 2019-08-06 | 2021-02-11 | Carbon, Inc. | Additive manufacturing apparatus with purged light engine |
| WO2021024162A1 (en) | 2019-08-06 | 2021-02-11 | 3M Innovative Properties Company | Continuous additive manufacturing method for making ceramic articles, and ceramic articles |
| US11446860B2 (en) | 2019-08-16 | 2022-09-20 | General Electric Company | Method and apparatus for separation of cured resin layer from resin support in additive manufacturing |
| WO2021040898A1 (en) | 2019-08-30 | 2021-03-04 | Carbon, Inc. | Divided resin cassettes for enhanced work flow in additive manufacturing of dental products and the like |
| US11840023B2 (en) * | 2019-08-30 | 2023-12-12 | Carbon, Inc. | Mutliphysics model for inverse warping of data file in preparation for additive manufacturing |
| WO2021046376A1 (en) | 2019-09-06 | 2021-03-11 | Carbon, Inc. | Cushions containing shock absorbing triply periodic lattice and related methods |
| WO2021048733A1 (en) | 2019-09-12 | 2021-03-18 | 3M Innovative Properties Company | Apparatus, system, method of post-curing an article, and post-cured article |
| EP3791808A1 (en) | 2019-09-16 | 2021-03-17 | Ethicon LLC | Compressible non-fibrous adjuncts |
| EP3791809A1 (en) | 2019-09-16 | 2021-03-17 | Ethicon LLC | Compressible non-fibrous adjuncts |
| EP3791807B1 (en) | 2019-09-16 | 2023-10-04 | Ethicon LLC | Compressible non-fibrous adjuncts |
| EP3791804B1 (en) | 2019-09-16 | 2023-11-29 | Ethicon LLC | Compressible non-fibrous adjuncts |
| EP3791798B1 (en) | 2019-09-16 | 2022-05-04 | Ethicon LLC | Compressible non-fibrous adjuncts |
| EP3791799A1 (en) | 2019-09-16 | 2021-03-17 | Ethicon LLC | Compressible non-fibrous adjuncts |
| EP3791806A1 (en) | 2019-09-16 | 2021-03-17 | Ethicon LLC | Compressible non-fibrous adjuncts |
| EP3791810B1 (en) | 2019-09-16 | 2023-12-20 | Ethicon LLC | Compressible non-fibrous adjuncts |
| EP3791800A1 (en) | 2019-09-16 | 2021-03-17 | Ethicon LLC | Compressible non-fibrous adjuncts |
| US11638584B2 (en) | 2019-09-16 | 2023-05-02 | Cilag Gmbh International | Compressible non-fibrous adjuncts |
| CN114641241A (zh) | 2019-09-16 | 2022-06-17 | 卡本有限公司 | 用于增材制造的生物可吸收性树脂 |
| US11490890B2 (en) | 2019-09-16 | 2022-11-08 | Cilag Gmbh International | Compressible non-fibrous adjuncts |
| WO2021055743A1 (en) | 2019-09-20 | 2021-03-25 | Carbon, Inc. | Cleaning of additively manufactured objects by vacuum cycling nucleation |
| WO2021062079A1 (en) | 2019-09-25 | 2021-04-01 | Carbon, Inc. | Particle coating methods for additively manufactured products |
| EP4048712A1 (en) | 2019-10-23 | 2022-08-31 | Arkema France | Multi(meth)acrylate-functionalized oligomers and methods of preparing and using such oligomers |
| EP3812131B1 (de) | 2019-10-23 | 2022-04-13 | Ivoclar Vivadent AG | Stereolithographieverfahren |
| US20220227058A1 (en) * | 2019-10-25 | 2022-07-21 | Hewlett-Packard Development Company, L.P. | Chamber temperature control |
| US20220403102A1 (en) | 2019-10-25 | 2022-12-22 | Carbon, Inc. | Mechanically anisotropic 3d printed flexible polymeric sheath |
| CN114727856A (zh) | 2019-10-31 | 2022-07-08 | 阿莱恩技术有限公司 | 可结晶树脂 |
| EP4061276A1 (en) | 2019-11-18 | 2022-09-28 | Carbon, Inc. | Partial dentures and methods of making the same |
| US11911955B1 (en) * | 2019-12-03 | 2024-02-27 | Triad National Security, Llc | System and method embodiments for modifying gas content in printable compositions for additive manufacturing |
| WO2021116859A1 (en) | 2019-12-12 | 2021-06-17 | 3M Innovative Properties Company | Polymer bond abrasive articles including continuous polymer matrix, and methods of making same |
| US20230150189A1 (en) | 2019-12-13 | 2023-05-18 | Carbon, Inc. | Additive manufacturing from a velocity induced dead zone |
| US11713367B2 (en) | 2019-12-23 | 2023-08-01 | Carbon, Inc. | Inhibition of crystallization in polyurethane resins |
| EP4081161B8 (en) | 2019-12-27 | 2024-03-20 | Solventum Intellectual Properties Company | Preformed orthodontic aligner attachments |
| FR3105791B1 (fr) | 2019-12-31 | 2022-12-16 | Arkema France | Composition réticulable comprenant un mono(méth)acrylate ayant un cycle 1,3-dioxolane |
| US20230025425A1 (en) | 2020-01-17 | 2023-01-26 | Carbon, Inc. | Chemical recycling of additively manufactured objects |
| US11440259B2 (en) | 2020-01-31 | 2022-09-13 | Carbon, Inc. | Resin reclamation centrifuge rotor for additively manufactured objects |
| US11446750B2 (en) | 2020-02-03 | 2022-09-20 | Io Tech Group Ltd. | Systems for printing solder paste and other viscous materials at high resolution |
| US11622451B2 (en) | 2020-02-26 | 2023-04-04 | Io Tech Group Ltd. | Systems and methods for solder paste printing on components |
| US20230078824A1 (en) | 2020-02-28 | 2023-03-16 | Carbon, Inc. | Methods of making a three-dimensional object |
| CN115151586A (zh) | 2020-02-28 | 2022-10-04 | 卡本有限公司 | 用于增材制造的单份可湿固化树脂 |
| EP4093784A1 (en) | 2020-03-02 | 2022-11-30 | Align Technology, Inc. | Low viscosity photo-curable resins for the direct fabrication of orthodontic appliances |
| EP3876034A1 (en) | 2020-03-04 | 2021-09-08 | Arkema France | Curable composition comprising a photoinitiator |
| EP3875552A1 (en) | 2020-03-04 | 2021-09-08 | Lambson Limited | Photoinitiator emulsions |
| US11470956B2 (en) | 2020-03-06 | 2022-10-18 | Applied Materials, Inc. | Brush, method of forming a brush, and structure embodied in a machine readable medium used in a design process |
| WO2021183741A1 (en) | 2020-03-12 | 2021-09-16 | Carbon, Inc. | Partially reversible thermosets useful for recycling |
| CN115485310A (zh) | 2020-03-13 | 2022-12-16 | 阿莱恩技术有限公司 | 热固性材料中用于提高韧性的弱共价交联 |
| WO2021183263A1 (en) | 2020-03-13 | 2021-09-16 | Carbon, Inc. | Additively manufactured products having a matte surface finish |
| FR3108907B1 (fr) | 2020-04-01 | 2022-07-08 | Arkema France | Matériaux élastiques préparés à partir de compositions liquides durcissables par énergie |
| FR3108908B1 (fr) | 2020-04-01 | 2022-03-25 | Arkema France | Matériaux élastiques préparés à partir de compositions liquides durcissables |
| WO2021202655A1 (en) | 2020-04-03 | 2021-10-07 | Carbon, Inc. | Resins and methods for additive manufacturing of energy absorbing three-dimensional objects |
| US11482790B2 (en) | 2020-04-08 | 2022-10-25 | Rogers Corporation | Dielectric lens and electromagnetic device with same |
| US11655329B2 (en) | 2020-04-24 | 2023-05-23 | Carbon, Inc. | Delayed action catalysts for dual cure additive manufacturing resins |
| WO2021222086A1 (en) | 2020-04-28 | 2021-11-04 | Carbon, Inc. | Methods of making a three-dimensional object |
| WO2021220095A1 (en) | 2020-04-28 | 2021-11-04 | 3M Innovative Properties Company | Methods of making additive manufactured articles using multilayer articles, objects prepared by the methods, and multilayer articles |
| WO2021221900A1 (en) | 2020-04-30 | 2021-11-04 | Carbon, Inc. | Film remover apparatus for additive manufacturing build platforms and related methods |
| WO2021221877A1 (en) | 2020-04-30 | 2021-11-04 | Carbon, Inc. | Film applicator apparatus for additive manufacturing build platforms and related systems |
| US11207830B2 (en) | 2020-05-11 | 2021-12-28 | Io Tech Group Ltd. | Methods for negative 3D printing machine at high resolution |
| US11548219B2 (en) | 2020-05-15 | 2023-01-10 | Carbon, Inc. | Apparatus and methods for controlled validation of additive manufacturing systems |
| JP2023526097A (ja) * | 2020-05-19 | 2023-06-20 | テクニオン・リサーチ・アンド・ディベロップメント・ファウンデーション・リミテッド | 硬化物品を製作するためのシステム及び方法 |
| US11497124B2 (en) | 2020-06-09 | 2022-11-08 | Io Tech Group Ltd. | Methods for printing conformal materials on component edges at high resolution |
| FR3111637B1 (fr) | 2020-06-18 | 2022-09-02 | Arkema France | Compositions et procédés de formation de matériaux imprimables 3d capables d’une faible perte diélectrique |
| FR3111902B1 (fr) | 2020-06-30 | 2023-03-10 | Arkema France | Oligomères contenant un amide fonctionnalisés par (méth)acrylate |
| US20220031426A1 (en) | 2020-07-31 | 2022-02-03 | Align Technology, Inc. | Direct fabrication of mixed metal and polymer orthodontic devices |
| US11691332B2 (en) | 2020-08-05 | 2023-07-04 | Io Tech Group Ltd. | Systems and methods for 3D printing with vacuum assisted laser printing machine |
| CN112008982B (zh) * | 2020-08-14 | 2023-03-21 | 珠海赛纳三维科技有限公司 | 模型打印装置 |
| US11661468B2 (en) | 2020-08-27 | 2023-05-30 | Align Technology, Inc. | Additive manufacturing using variable temperature-controlled resins |
| US11701826B2 (en) * | 2020-08-31 | 2023-07-18 | Nissan North America, Inc. | 3-D printer apparatus |
| EP4188274A1 (en) | 2020-08-31 | 2023-06-07 | Align Technology, Inc. | 3d printed composites from phase separated materials |
| US11413819B2 (en) | 2020-09-03 | 2022-08-16 | NEXA3D Inc. | Multi-material membrane for vat polymerization printer |
| US11820061B2 (en) | 2020-09-10 | 2023-11-21 | Regents Of The University Of Minnesota | Additively manufactured self-supporting microfluidics |
| US20230348667A1 (en) | 2020-09-11 | 2023-11-02 | 3M Innovative Properties Company | Investment Casting Compositions and Methods |
| DE102020124546B4 (de) | 2020-09-21 | 2024-03-28 | Audi Aktiengesellschaft | 3D-Druckverfahren und Vorrichtung zur Herstellung eines 3D-Bauteils |
| WO2022066565A1 (en) | 2020-09-25 | 2022-03-31 | Carbon, Inc. | Epoxy dual cure resin for the production of moisture-resistant articles by additive manufacturing |
| US11786008B2 (en) | 2020-10-07 | 2023-10-17 | Adidas Ag | Footwear with 3-D printed midsole |
| EP4225560A1 (en) | 2020-10-09 | 2023-08-16 | Carbon, Inc. | Vapor spin cleaning of additively manufactured parts |
| US20220110408A1 (en) | 2020-10-13 | 2022-04-14 | Adidas Ag | Footwear and footwear components having a mesh component |
| US11589647B2 (en) | 2020-10-13 | 2023-02-28 | Adidas Ag | Footwear midsole with anisotropic mesh and methods of making the same |
| US20220110406A1 (en) | 2020-10-13 | 2022-04-14 | Adidas Ag | Footwear midsole with 3-d printed mesh having an anisotropic structure and methods of making the same |
| US11633907B2 (en) * | 2020-10-16 | 2023-04-25 | Indizen Optical Technologies S.L. | Eyewear lens creation using additive techniques with diffuse light |
| WO2022090831A1 (en) | 2020-10-28 | 2022-05-05 | 3M Innovative Properties Company | Methods and systems for processing photopolymerizable compositions |
| EP4237172A2 (en) * | 2020-10-29 | 2023-09-06 | Seurat Technologies, Inc. | Light valve cooling system |
| CN112477134B (zh) * | 2020-11-03 | 2023-01-06 | 深圳市纵维立方科技有限公司 | 送料装置和3d打印机 |
| EP4247292A1 (en) | 2020-11-20 | 2023-09-27 | 3M Innovative Properties Company | Articles, methods and compositions comprising polymerizable dicarbonyl polymers |
| US11707883B2 (en) | 2020-11-20 | 2023-07-25 | General Electric Company | Foil interaction device for additive manufacturing |
| US20240017497A1 (en) | 2020-12-11 | 2024-01-18 | Carbon, Inc. | Force-regulated additive manufacturing |
| FR3118051A1 (fr) | 2020-12-21 | 2022-06-24 | Arkema France | Compositions durcissables par rayonnement actinique contenant un polyamide |
| EP4274510A1 (en) | 2021-01-08 | 2023-11-15 | 3M Innovative Properties Company | Prescription attachments for use in each phase of combination orthodontic treatment |
| EP4029675A1 (en) | 2021-01-19 | 2022-07-20 | Bostik SA | 3d-printing methods and systems |
| FR3118965B1 (fr) | 2021-01-20 | 2023-12-01 | Arkema France | Thioxanthone polymérisable |
| US11878389B2 (en) | 2021-02-10 | 2024-01-23 | Applied Materials, Inc. | Structures formed using an additive manufacturing process for regenerating surface texture in situ |
| WO2022180458A1 (en) | 2021-02-24 | 2022-09-01 | 3M Innovative Properties Company | Methods of manufacturing electromagnetic radiation altering articles, articles made by the methods, apparatuses, and methods of altering electromagnetic radiation |
| US11865780B2 (en) | 2021-02-26 | 2024-01-09 | General Electric Company | Accumalator assembly for additive manufacturing |
| EP4053115A1 (en) | 2021-03-01 | 2022-09-07 | Arkema France | Liquid type-ii photoinitiators |
| CN112590213B (zh) * | 2021-03-04 | 2021-06-25 | 源秩科技(上海)有限公司 | 一种光固化三维打印装置和打印方法 |
| WO2022212472A1 (en) | 2021-04-01 | 2022-10-06 | Carbon, Inc. | Systems and methods for constructing lattice objects for additive manufacturing |
| WO2022212475A1 (en) | 2021-04-01 | 2022-10-06 | Carbon, Inc. | Hybrid surface lattices for additively manufactured products |
| US20220380502A1 (en) | 2021-04-23 | 2022-12-01 | Align Technology, Inc. | Monomeric and polymeric compositions and methods of producing and using the same |
| USD990180S1 (en) | 2021-04-30 | 2023-06-27 | Specialized Bicycle Components, Inc. | Bicycle saddle |
| WO2022234357A1 (en) | 2021-05-06 | 2022-11-10 | 3M Innovative Properties Company | Precursor compositions including a curable component and surface coated or modified hollow glass microspheres, articles, additive manufacturing methods, and methods of interfering with electromagnetic radiation |
| US11964425B2 (en) | 2021-05-12 | 2024-04-23 | Elkem Silicones USA Corp. | Method for producing a three-dimensional printed article |
| US20220380549A1 (en) | 2021-05-12 | 2022-12-01 | Elkem Silicones USA Corp. | Method for producing a three-dimensional printed article |
| WO2022256635A1 (en) | 2021-06-03 | 2022-12-08 | Carbon, Inc. | Methods for the rapid production of blocked prepolymers |
| EP4313534A1 (en) | 2021-06-09 | 2024-02-07 | Carbon, Inc. | Systems and methods for making polymer dental appliances |
| WO2022266331A1 (en) | 2021-06-16 | 2022-12-22 | Carbon, Inc. | Methods for surface coating additively manufactured objects |
| US11951679B2 (en) | 2021-06-16 | 2024-04-09 | General Electric Company | Additive manufacturing system |
| US11731367B2 (en) | 2021-06-23 | 2023-08-22 | General Electric Company | Drive system for additive manufacturing |
| WO2022272142A1 (en) | 2021-06-24 | 2022-12-29 | Align Technology, Inc. | Multi-valent polymerizable compositions and methods of producing and using the same |
| US11939287B2 (en) | 2021-06-24 | 2024-03-26 | Align Technology, Inc. | Recovery of monomeric and oligomeric building blocks from polymeric materials |
| US11958250B2 (en) | 2021-06-24 | 2024-04-16 | General Electric Company | Reclamation system for additive manufacturing |
| US11958249B2 (en) | 2021-06-24 | 2024-04-16 | General Electric Company | Reclamation system for additive manufacturing |
| EP4359214A1 (en) | 2021-06-24 | 2024-05-01 | VICI Metronics, Inc. | Laminates and 3d printers |
| US11952457B2 (en) | 2021-06-30 | 2024-04-09 | Carbon, Inc. | Bioabsorbable resin for additive manufacturing with non-cytotoxic photoinitiator |
| US11826950B2 (en) | 2021-07-09 | 2023-11-28 | General Electric Company | Resin management system for additive manufacturing |
| WO2023019183A1 (en) | 2021-08-10 | 2023-02-16 | Align Technology, Inc. | Systems and methods for customizing orthodontic treatment and treatment planning |
| WO2023028502A2 (en) | 2021-08-24 | 2023-03-02 | Carbon, Inc. | Versatile lattice cell transitioning for additively manufactured products |
| US11884000B2 (en) | 2021-08-27 | 2024-01-30 | Carbon, Inc. | One part, catalyst containing, moisture curable dual cure resins for additive manufacturing |
| WO2023031693A1 (en) | 2021-08-31 | 2023-03-09 | 3M Innovative Properties Company | Infiltrated three-dimensional articles and methods of making same |
| US11813799B2 (en) | 2021-09-01 | 2023-11-14 | General Electric Company | Control systems and methods for additive manufacturing |
| EP4151410A1 (en) | 2021-09-17 | 2023-03-22 | Arkema France | Photosensitive composition |
| US20230100712A1 (en) | 2021-09-24 | 2023-03-30 | Align Technology, Inc. | Palatal expansion appliances and methods of producing and using the same |
| WO2023064488A1 (en) | 2021-10-14 | 2023-04-20 | Align Technology, Inc. | Recoating system |
| US20230137027A1 (en) | 2021-10-28 | 2023-05-04 | Align Technology, Inc. | Methods for post-processing additively manufactured objects with sensor feedback |
| WO2023081747A1 (en) | 2021-11-04 | 2023-05-11 | The Procter & Gamble Company | Web material structuring belt, method for making and method for using |
| WO2023081746A1 (en) | 2021-11-04 | 2023-05-11 | The Procter & Gamble Company | Web material structuring belt, method for making and method for using |
| CA3180938A1 (en) | 2021-11-04 | 2023-05-04 | The Procter & Gamble Company | Web material structure belt, method for making and method for using |
| WO2023081745A1 (en) | 2021-11-04 | 2023-05-11 | The Procter & Gamble Company | Web material structuring belt, method for making structured web material and structured web material made by the method |
| EP4177282A1 (en) | 2021-11-04 | 2023-05-10 | Arkema France | Polyglycerin-based urethane (meth)acrylate |
| WO2023091331A1 (en) | 2021-11-16 | 2023-05-25 | Carbon, Inc. | Method for additively manufacturing composite objects for securing to wearable articles and articles obtained thereby |
| DE102021130480A1 (de) | 2021-11-22 | 2023-05-25 | Engelbert Strauss Gmbh & Co Kg | Knieschoner |
| WO2023096876A2 (en) | 2021-11-23 | 2023-06-01 | Align Technology, Inc. | Orthodontic aligner manufacturing and quality assessment system |
| US20230212107A1 (en) | 2021-12-30 | 2023-07-06 | Align Technology, Inc. | Synthesis of para-alkylated syringyl (meth)acrylate derivatives and photopolymerizable compositions for additive manufacturing in dental applications |
| FR3131585A1 (fr) | 2021-12-30 | 2023-07-07 | Arkema France | Époxydes cycloaliphatiques polymériques |
| WO2023130034A1 (en) | 2021-12-30 | 2023-07-06 | Align Technology, Inc. | Devices and methods for controlling particle distribution in polymers |
| WO2023123326A1 (en) | 2021-12-31 | 2023-07-06 | Elkem Silicones Shanghai Co., Ltd. | Silicone composition and a method for photopolymerization-based 3d printing |
| EP4206183A1 (en) | 2021-12-31 | 2023-07-05 | Arkema France | Polyhydroxylated photoinitiators |
| US20230301762A1 (en) | 2022-02-01 | 2023-09-28 | Align Technology, Inc. | Mold arch reinforcement and labeling for dental appliance manufacturing |
| US20230256672A1 (en) * | 2022-02-14 | 2023-08-17 | Lung Biotechnology Pbc | High density mesh for inverted 3d printing |
| WO2023164569A1 (en) | 2022-02-23 | 2023-08-31 | Align Technology, Inc. | Control systems for additive manufacturing and associated methods |
| US20240059025A1 (en) * | 2022-03-08 | 2024-02-22 | Kinetic 3D Llc | Devices, systems, processes, and methods relating to tankless production of three-dimensional target objects |
| WO2023177815A1 (en) * | 2022-03-17 | 2023-09-21 | The Board Of Trustees Of The Leland Stanford Junior University | Methods and systems for making polymeric microstructures |
| EP4249518A1 (en) | 2022-03-25 | 2023-09-27 | Arkema France | Polymerizable photoinitiators |
| WO2023205716A1 (en) | 2022-04-22 | 2023-10-26 | Carbon, Inc. | Hollow dental molds configured for high throughput cleaning |
| WO2023220523A1 (en) | 2022-05-09 | 2023-11-16 | Carbon, Inc. | Method for direct coloration of resins for additive manufacturing |
| CN115071126B (zh) * | 2022-06-06 | 2023-06-13 | 江苏大学 | 一种形状回复速度可调多层结构的光固化4d打印方法及其多层结构 |
| US20240005472A1 (en) | 2022-06-30 | 2024-01-04 | Align Technology, Inc. | Defect detection for dental appliances |
| WO2024005907A1 (en) * | 2022-06-30 | 2024-01-04 | Carnegie Mellon University | Biodegradable hydrogel actuator with shape morphing capability for soft robotics and methods of fabrication |
| WO2024010873A1 (en) | 2022-07-06 | 2024-01-11 | Align Technology, Inc. | Bioglass fiber reinforcement of additively manufactured polymers |
| US20240016579A1 (en) | 2022-07-06 | 2024-01-18 | Align Technology, Inc. | Additively manufactured dental attachment placement devices using curable compositions |
| WO2024026293A1 (en) | 2022-07-26 | 2024-02-01 | Align Technology, Inc. | Method of determining tooth root apices using intraoral scans and panoramic radiographs |
| US20240051246A1 (en) | 2022-08-15 | 2024-02-15 | Align Technology, Inc. | Methods for selective post-curing of additively manufactured objects |
| WO2024039675A1 (en) | 2022-08-15 | 2024-02-22 | Align Technology, Inc. | Vinyl ether-based inkjet ink photopolymerized by thiol-ene click chemistry used for toughening of photopolymers |
| EP4327789A1 (en) | 2022-08-21 | 2024-02-28 | Frantz Design Incorporated | An adjustable thermoplastic dental appliance system and method |
| WO2024052875A1 (en) | 2022-09-09 | 2024-03-14 | Solventum Intellectual Properties Company | Transfer apparatus for orthodontic appliances and related methods of manufacturing |
| US20240087184A1 (en) | 2022-09-12 | 2024-03-14 | Align Technology, Inc. | Systems and methods for teeth whitening simulation |
| US20240091906A1 (en) | 2022-09-15 | 2024-03-21 | Align Technology, Inc. | Systems and methods for modifying surfaces of additively manufactured objects |
| WO2024056948A1 (fr) | 2022-09-15 | 2024-03-21 | Elkem Silicones France Sas | Méthode de fabrication additive pour produire un article en élastomère silicone |
| US20240100775A1 (en) | 2022-09-22 | 2024-03-28 | Cubicure Gmbh | Modular build platforms for additive manufacturing |
| EP4344873A1 (en) | 2022-09-27 | 2024-04-03 | Elkem Silicones France SAS | Post-treatment of a 3d-printed elastomer silicone article |
Family Cites Families (154)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1010157A (en) | 1910-12-15 | 1911-11-28 | Bliss E W Co | Feed mechanism for perforating-machines. |
| USRE31406E (en) | 1972-06-16 | 1983-10-04 | Syntex (U.S.A.) Inc. | Oxygen permeable contact lens composition, methods and article of manufacture |
| FR2232331B1 (ko) | 1973-06-06 | 1978-03-24 | Guerin A Ets | |
| US4337130A (en) | 1980-06-25 | 1982-06-29 | E. I. Du Pont De Nemours And Company | Photocurable polyurethane film coatings |
| US5236637A (en) | 1984-08-08 | 1993-08-17 | 3D Systems, Inc. | Method of and apparatus for production of three dimensional objects by stereolithography |
| US5571471A (en) | 1984-08-08 | 1996-11-05 | 3D Systems, Inc. | Method of production of three-dimensional objects by stereolithography |
| US4575330A (en) | 1984-08-08 | 1986-03-11 | Uvp, Inc. | Apparatus for production of three-dimensional objects by stereolithography |
| DE3616681A1 (de) | 1986-05-16 | 1987-11-19 | Bayer Ag | 1-aralkylpyrazole |
| US5051115A (en) | 1986-05-21 | 1991-09-24 | Linde Aktiengesellschaft | Pressure swing adsorption process |
| ATE113746T1 (de) * | 1986-06-03 | 1994-11-15 | Cubital Ltd | Gerät zur entwicklung dreidimensionaler modelle. |
| US5263130A (en) | 1986-06-03 | 1993-11-16 | Cubital Ltd. | Three dimensional modelling apparatus |
| US4801477A (en) | 1987-09-29 | 1989-01-31 | Fudim Efrem V | Method and apparatus for production of three-dimensional objects by photosolidification |
| US5141665A (en) | 1987-03-31 | 1992-08-25 | Sherman Laboratories, Inc. | Cleaning, conditioning, storing and wetting system and method for rigid gas permeable contact lenses and other contact lenses |
| US4923906A (en) | 1987-04-30 | 1990-05-08 | Ciba-Geigy Corporation | Rigid, gas-permeable polysiloxane contact lenses |
| IL109511A (en) | 1987-12-23 | 1996-10-16 | Cubital Ltd | Three-dimensional modelling apparatus |
| US5070170A (en) | 1988-02-26 | 1991-12-03 | Ciba-Geigy Corporation | Wettable, rigid gas permeable, substantially non-swellable contact lens containing block copolymer polysiloxane-polyoxyalkylene backbone units, and use thereof |
| JPH01233443A (ja) | 1988-03-15 | 1989-09-19 | Fujitsu Ltd | パターン形成方法 |
| US5772947A (en) | 1988-04-18 | 1998-06-30 | 3D Systems Inc | Stereolithographic curl reduction |
| US5256340A (en) | 1988-04-18 | 1993-10-26 | 3D Systems, Inc. | Method of making a three-dimensional object by stereolithography |
| US5776409A (en) | 1988-04-18 | 1998-07-07 | 3D Systems, Inc. | Thermal stereolithograp using slice techniques |
| US5059359A (en) | 1988-04-18 | 1991-10-22 | 3 D Systems, Inc. | Methods and apparatus for production of three-dimensional objects by stereolithography |
| US5609813A (en) | 1988-04-18 | 1997-03-11 | 3D Systems, Inc. | Method of making a three-dimensional object by stereolithography |
| US5523193A (en) | 1988-05-31 | 1996-06-04 | Texas Instruments Incorporated | Method and apparatus for patterning and imaging member |
| US5258146A (en) | 1988-09-26 | 1993-11-02 | 3D Systems, Inc. | Method of and apparatus for measuring and controlling fluid level in stereolithography |
| US5171490A (en) | 1988-11-29 | 1992-12-15 | Fudim Efrem V | Method and apparatus for production of three-dimensional objects by irradiation of photopolymers |
| US5143663A (en) | 1989-06-12 | 1992-09-01 | 3D Systems, Inc. | Stereolithography method and apparatus |
| JPH03244528A (ja) | 1989-09-28 | 1991-10-31 | Three D Syst Inc | 実質的に平担な立体平版加工面の形成装置および方法 |
| US5143817A (en) | 1989-12-22 | 1992-09-01 | E. I. Du Pont De Nemours And Company | Solid imaging system |
| GB9008577D0 (en) | 1990-04-17 | 1990-06-13 | Pilkington Diffractive Lenses | Rigid gas permeable lenses |
| US5158858A (en) | 1990-07-05 | 1992-10-27 | E. I. Du Pont De Nemours And Company | Solid imaging system using differential tension elastomeric film |
| US5192559A (en) | 1990-09-27 | 1993-03-09 | 3D Systems, Inc. | Apparatus for building three-dimensional objects with sheets |
| US5198159A (en) | 1990-10-09 | 1993-03-30 | Matsushita Electric Works, Ltd. | Process of fabricating three-dimensional objects from a light curable resin liquid |
| US5122441A (en) | 1990-10-29 | 1992-06-16 | E. I. Du Pont De Nemours And Company | Method for fabricating an integral three-dimensional object from layers of a photoformable composition |
| US5597520A (en) | 1990-10-30 | 1997-01-28 | Smalley; Dennis R. | Simultaneous multiple layer curing in stereolithography |
| US5271882A (en) | 1990-11-09 | 1993-12-21 | Tokai Kogyo Kabushiki Kaisha | Blow molding process with sheet interposed between mold and product being molded |
| DE4125534A1 (de) | 1991-08-01 | 1993-02-18 | Eos Electro Optical Syst | Verfahren und vorrichtung zum herstellen eines objekts mittels stereograhpie |
| US5162469A (en) | 1991-08-05 | 1992-11-10 | Optical Research Inc. | Composition for rigid gas permeable contact lenses |
| US5247180A (en) | 1991-12-30 | 1993-09-21 | Texas Instruments Incorporated | Stereolithographic apparatus and method of use |
| US5296283A (en) | 1992-01-13 | 1994-03-22 | E. I. Du Pont De Nemours And Company | Protective coating for machine-readable markings |
| JP3011768B2 (ja) | 1992-02-28 | 2000-02-21 | ボード オブ リージェンツ,ザ ユニバーシティ オブ テキサス システム | 組織接触材料および制御放出キャリアとしての光重合性生分解性親水ゲル |
| US5310571A (en) | 1992-09-01 | 1994-05-10 | Allergan, Inc. | Chemical treatment to improve oxygen permeability through and protein deposition on hydrophilic (soft) and rigid gas permeable (RGP) contact lenses |
| US5836313A (en) | 1993-02-08 | 1998-11-17 | Massachusetts Institute Of Technology | Methods for making composite hydrogels for corneal prostheses |
| US5374500A (en) | 1993-04-02 | 1994-12-20 | International Business Machines Corporation | Positive photoresist composition containing photoacid generator and use thereof |
| DE9319405U1 (de) | 1993-12-17 | 1994-03-31 | Forschungszentrum Informatik A | Vorrichtung zur Herstellung eines dreidimensionalen Objekts (Modells) nach dem Prinzip der Photoverfestigung |
| JPH07299874A (ja) * | 1994-04-28 | 1995-11-14 | Hikari Syst Kenkyusho:Kk | 高na光学系を用いた光造形装置 |
| JPH08150662A (ja) * | 1994-11-30 | 1996-06-11 | Olympus Optical Co Ltd | 粉末混合光硬化性樹脂を用いた光造形装置及び光造形方法 |
| JPH08192469A (ja) | 1995-01-20 | 1996-07-30 | Ushio Inc | 光硬化性樹脂の硬化装置 |
| JP3246848B2 (ja) | 1995-02-22 | 2002-01-15 | アピックヤマダ株式会社 | 汎用ゲート位置樹脂モールド装置および樹脂モールド方法 |
| US5691541A (en) | 1996-05-14 | 1997-11-25 | The Regents Of The University Of California | Maskless, reticle-free, lithography |
| US6312134B1 (en) | 1996-07-25 | 2001-11-06 | Anvik Corporation | Seamless, maskless lithography system using spatial light modulator |
| JPH10249943A (ja) | 1997-03-10 | 1998-09-22 | Hitachi Ltd | 光造形装置 |
| US5945058A (en) | 1997-05-13 | 1999-08-31 | 3D Systems, Inc. | Method and apparatus for identifying surface features associated with selected lamina of a three-dimensional object being stereolithographically formed |
| US6503231B1 (en) | 1998-06-10 | 2003-01-07 | Georgia Tech Research Corporation | Microneedle device for transport of molecules across tissue |
| US6238852B1 (en) | 1999-01-04 | 2001-05-29 | Anvik Corporation | Maskless lithography system and method with doubled throughput |
| US6391245B1 (en) | 1999-04-13 | 2002-05-21 | Eom Technologies, L.L.C. | Method for creating three-dimensional objects by cross-sectional lithography |
| US6611707B1 (en) | 1999-06-04 | 2003-08-26 | Georgia Tech Research Corporation | Microneedle drug delivery device |
| US6248509B1 (en) | 1999-07-27 | 2001-06-19 | James E. Sanford | Maskless photoresist exposure system using mems devices |
| JP3971541B2 (ja) | 1999-12-24 | 2007-09-05 | 富士通株式会社 | 半導体装置の製造方法及びこの方法に用いる分割金型 |
| US6547552B1 (en) | 2000-02-08 | 2003-04-15 | Efrem V. Fudim | Fabrication of three-dimensional objects by irradiation of radiation-curable materials |
| DE10015408A1 (de) | 2000-03-28 | 2001-10-11 | Fraunhofer Ges Forschung | Verfahren und Vorrichtung zur Herstellung von Bauteilen aus lichtaushärtbaren Werkstoffen |
| DE10018987A1 (de) | 2000-04-17 | 2001-10-31 | Envision Technologies Gmbh | Vorrichtung und Verfahren zum Herstellen von dreidimensionalen Objekten |
| US20010048183A1 (en) | 2000-05-31 | 2001-12-06 | Sanyo Electric Co., Ltd | Optical shaping apparatus and optical shaping process |
| JP3433158B2 (ja) * | 2000-05-31 | 2003-08-04 | 三洋電機株式会社 | 光造形装置 |
| US7318718B2 (en) | 2000-06-06 | 2008-01-15 | Teijin Seiki Co., Ltd. | Stereolithographic apparatus and method for manufacturing three-dimensional object |
| KR100583095B1 (ko) | 2000-06-30 | 2006-05-24 | 주식회사 하이닉스반도체 | 광산 발생제와 함께 광 라디칼 발생제(prg)를 포함하는포토레지스트 조성물 |
| US6500378B1 (en) | 2000-07-13 | 2002-12-31 | Eom Technologies, L.L.C. | Method and apparatus for creating three-dimensional objects by cross-sectional lithography |
| US6439869B1 (en) | 2000-08-16 | 2002-08-27 | Micron Technology, Inc. | Apparatus for molding semiconductor components |
| US6939940B2 (en) | 2000-09-13 | 2005-09-06 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Liquid crystalline thermosets from ester, ester-imide, and ester-amide oligomers |
| DE20106887U1 (de) | 2001-04-20 | 2001-09-06 | Envision Technologies Gmbh | Vorrichtung zum Herstellen eines dreidimensionalen Objekts |
| DE10119817A1 (de) | 2001-04-23 | 2002-10-24 | Envision Technologies Gmbh | Vorrichtung und Verfahren für die zerstörungsfreie Trennung ausgehärteter Materialschichten von einer planen Bauebene |
| US7095484B1 (en) | 2001-06-27 | 2006-08-22 | University Of South Florida | Method and apparatus for maskless photolithography |
| SE0102736D0 (sv) | 2001-08-14 | 2001-08-14 | Patrick Griss | Side opened out-of-plane microneedles for microfluidic transdermal interfacing and fabrication process of side opened out-of-plane microneedles |
| US7023432B2 (en) | 2001-09-24 | 2006-04-04 | Geomagic, Inc. | Methods, apparatus and computer program products that reconstruct surfaces from data point sets |
| US20030173713A1 (en) | 2001-12-10 | 2003-09-18 | Wen-Chiang Huang | Maskless stereo lithography method and apparatus for freeform fabrication of 3-D objects |
| US20060066006A1 (en) | 2002-07-19 | 2006-03-30 | Haraldsson K T | Fabrication of 3d photopolymeric devices |
| US7093756B2 (en) | 2002-10-31 | 2006-08-22 | Sap Aktiengesellschaft | Distributed production control |
| US6932930B2 (en) | 2003-03-10 | 2005-08-23 | Synecor, Llc | Intraluminal prostheses having polymeric material with selectively modified crystallinity and methods of making same |
| US8268446B2 (en) | 2003-09-23 | 2012-09-18 | The University Of North Carolina At Chapel Hill | Photocurable perfluoropolyethers for use as novel materials in microfluidic devices |
| JP4044505B2 (ja) | 2003-09-29 | 2008-02-06 | 独立行政法人科学技術振興機構 | 光酸発生剤 |
| EP1682161A4 (en) | 2003-10-29 | 2011-12-07 | Gentis Inc | POLYMERIZABLE EMULSIONS FOR TISSUE GENIUS |
| KR101376715B1 (ko) | 2003-12-19 | 2014-03-27 | 더 유니버시티 오브 노쓰 캐롤라이나 엣 채플 힐 | 소프트 또는 임프린트 리소그래피를 이용하여 분리된 마이크로- 및 나노- 구조를 제작하는 방법 |
| EP1751814A4 (en) | 2004-01-23 | 2010-01-13 | Univ North Carolina State | Liquid materials for use in electrochemical cells |
| DE102004022606A1 (de) | 2004-05-07 | 2005-12-15 | Envisiontec Gmbh | Verfahren zur Herstellung eines dreidimensionalen Objekts mit verbesserter Trennung ausgehärteter Materialschichten von einer Bauebene |
| EP1894705B1 (de) | 2004-05-10 | 2010-08-25 | Envisiontec GmbH | Verfahren und Vorrichtung zur Herstellung eines dreidimensionalen Objekts mit Auflösungsverbesserung mittels Pixel-Shift |
| DE102004022961B4 (de) | 2004-05-10 | 2008-11-20 | Envisiontec Gmbh | Verfahren zur Herstellung eines dreidimensionalen Objekts mit Auflösungsverbesserung mittels Pixel-Shift |
| US7649029B2 (en) | 2004-05-17 | 2010-01-19 | 3M Innovative Properties Company | Dental compositions containing nanozirconia fillers |
| US7097302B2 (en) | 2004-07-03 | 2006-08-29 | Mcgregor Scott D | Rigid gas permeable contact lens with 3-part curvature |
| US7556490B2 (en) | 2004-07-30 | 2009-07-07 | Board Of Regents, The University Of Texas System | Multi-material stereolithography |
| WO2006028806A2 (en) | 2004-09-01 | 2006-03-16 | Appleton Papers Inc. | Encapsulated cure systems |
| EP1810206B1 (en) | 2004-10-19 | 2014-07-09 | Rolls-Royce Corporation | Method associated with anisotropic shrink in sintered ceramic items |
| KR100637450B1 (ko) | 2005-02-16 | 2006-10-23 | 한양대학교 산학협력단 | 플루오로알킬술폰늄염의 광산발생기가 치환된 화합물과 이를 중합한 공중합체 |
| US7344731B2 (en) | 2005-06-06 | 2008-03-18 | Bausch & Lomb Incorporated | Rigid gas permeable lens material |
| CA2612005C (en) | 2005-06-17 | 2013-10-29 | Georgia Tech Research Corporation | Coated microstructures and method of manufacture thereof |
| EP2537657A3 (en) | 2005-08-09 | 2016-05-04 | The University of North Carolina At Chapel Hill | Methods and materials for fabricating microfluidic devices |
| US7709544B2 (en) | 2005-10-25 | 2010-05-04 | Massachusetts Institute Of Technology | Microstructure synthesis by flow lithography and polymerization |
| DE602005013536D1 (de) | 2005-11-18 | 2009-05-07 | Agfa Graphics Nv | Verfahren zur Herstellung einer Lithografiedruckform |
| US20070191506A1 (en) | 2006-02-13 | 2007-08-16 | 3M Innovative Properties Company | Curable compositions for optical articles |
| WO2007124092A2 (en) | 2006-04-21 | 2007-11-01 | Cornell Research Foundation, Inc. | Photoacid generator compounds and compositions |
| DE102006019963B4 (de) | 2006-04-28 | 2023-12-07 | Envisiontec Gmbh | Vorrichtung und Verfahren zur Herstellung eines dreidimensionalen Objekts durch schichtweises Verfestigen eines unter Einwirkung von elektromagnetischer Strahlung verfestigbaren Materials mittels Maskenbelichtung |
| DE102006019964C5 (de) | 2006-04-28 | 2021-08-26 | Envisiontec Gmbh | Vorrichtung und Verfahren zur Herstellung eines dreidimensionalen Objekts mittels Maskenbelichtung |
| JP2007299874A (ja) | 2006-04-28 | 2007-11-15 | Matsushita Electric Ind Co Ltd | 熱伝導性基板及び電気伝導性基板 |
| US7636610B2 (en) | 2006-07-19 | 2009-12-22 | Envisiontec Gmbh | Method and device for producing a three-dimensional object, and computer and data carrier useful therefor |
| US7524615B2 (en) | 2006-08-14 | 2009-04-28 | Gary Ganghui Teng | Negative laser sensitive lithographic printing plate having specific photosensitive composition |
| DE102006040642A1 (de) | 2006-08-30 | 2008-03-13 | Robert Bosch Gmbh | Mikronadeln zur Platzierung in der Haut zwecks transdermaler Applikation von Pharmazeutika |
| WO2008053481A1 (en) | 2006-11-01 | 2008-05-08 | Svip 6 Llc | Microneedle arrays |
| DK2083992T3 (en) | 2006-11-10 | 2016-09-12 | Envisiontec Gmbh | Continuous, generative method and apparatus for the manufacture of a three-dimensional object |
| US7892474B2 (en) * | 2006-11-15 | 2011-02-22 | Envisiontec Gmbh | Continuous generative process for producing a three-dimensional object |
| JP2008150662A (ja) | 2006-12-18 | 2008-07-03 | Seiko Epson Corp | マスク蒸着法、有機エレクトロルミネッセンス装置の製造方法、およびマスク蒸着装置 |
| JP5073284B2 (ja) | 2006-12-22 | 2012-11-14 | ローランドディー.ジー.株式会社 | 三次元造形装置 |
| US8003039B2 (en) | 2007-01-17 | 2011-08-23 | 3D Systems, Inc. | Method for tilting solid image build platform for reducing air entrainment and for build release |
| DK2011631T3 (da) | 2007-07-04 | 2012-06-25 | Envisiontec Gmbh | Fremgangsmåde og indretning til fremstilling af et tre-dimensionelt objekt |
| DK2052693T4 (da) | 2007-10-26 | 2021-03-15 | Envisiontec Gmbh | Proces og fri-formfabrikationssystem til at fremstille en tredimensionel genstand |
| JP5538897B2 (ja) | 2007-11-21 | 2014-07-02 | 株式会社バイオセレンタック | 体表適用製剤、並びに、体表適用製剤保持シート |
| US7862176B2 (en) | 2007-11-24 | 2011-01-04 | Truform Optics | Method of fitting rigid gas-permeable contact lenses from high resolution imaging |
| US8286236B2 (en) | 2007-12-21 | 2012-10-09 | The Invention Science Fund I, Llc | Manufacturing control system |
| JP5234319B2 (ja) | 2008-01-21 | 2013-07-10 | ソニー株式会社 | 光造形装置および光造形方法 |
| US7902526B2 (en) | 2008-04-28 | 2011-03-08 | Massachusetts Institute Of Technology | 3D two-photon lithographic microfabrication system |
| US8246888B2 (en) * | 2008-10-17 | 2012-08-21 | Stratasys, Inc. | Support material for digital manufacturing systems |
| WO2010077097A2 (ko) | 2008-12-30 | 2010-07-08 | 주식회사 캐리마 | 고속 적층식 광조형 장치 |
| JP2010249943A (ja) | 2009-04-13 | 2010-11-04 | Olympus Imaging Corp | ストラップ及びカメラからなる表示画面フードシステムと、この表示画面フードシステムに適用されるストラップ及びカメラ |
| US20100323301A1 (en) | 2009-06-23 | 2010-12-23 | Huey-Ru Tang Lee | Method and apparatus for making three-dimensional parts |
| IT1395683B1 (it) | 2009-08-03 | 2012-10-16 | Dws Srl | Macchina stereolitografica perfezionata |
| US8372330B2 (en) | 2009-10-19 | 2013-02-12 | Global Filtration Systems | Resin solidification substrate and assembly |
| US8834423B2 (en) | 2009-10-23 | 2014-09-16 | University of Pittsburgh—of the Commonwealth System of Higher Education | Dissolvable microneedle arrays for transdermal delivery to human skin |
| IT1397457B1 (it) | 2010-01-12 | 2013-01-10 | Dws Srl | Piastra di modellazione per una macchina stereolitografica, macchina stereolitografica impiegante tale piastra di modellazione e utensile per la pulizia di tale piastra di modellazione. |
| KR101006414B1 (ko) | 2010-03-10 | 2011-01-06 | 주식회사 캐리마 | 고속 적층식 광조형 장치 |
| CN103379924B (zh) | 2010-08-20 | 2015-07-29 | 凯斯西储大学 | 植入物的连续数字光处理添加制造 |
| EP2670572B1 (en) | 2011-01-31 | 2022-09-21 | Global Filtration Systems, A DBA of Gulf Filtration Systems Inc. | Apparatus for making three-dimensional objects from multiple solidifiable materials |
| CN102715751A (zh) | 2011-03-30 | 2012-10-10 | 朱雪兵 | 凝胶垫及其紫外固化生产方法 |
| KR20120119250A (ko) | 2011-04-21 | 2012-10-31 | (주)마이티시스템 | 단턱이 형성된 미세바늘 |
| US9802361B2 (en) | 2011-08-20 | 2017-10-31 | Zydex Pty Ltd | Apparatus and method for making an object |
| US8708906B1 (en) | 2011-09-07 | 2014-04-29 | Allen J. Orehek | Method for the prevention of dementia and Alzheimer's disease |
| CN104471483A (zh) | 2012-03-22 | 2015-03-25 | 科罗拉多大学董事会 | 液体沉积光刻 |
| US9120270B2 (en) | 2012-04-27 | 2015-09-01 | University Of Southern California | Digital mask-image-projection-based additive manufacturing that applies shearing force to detach each added layer |
| US9636873B2 (en) | 2012-05-03 | 2017-05-02 | B9Creations, LLC | Solid image apparatus with improved part separation from the image plate |
| TWI554289B (zh) | 2012-06-29 | 2016-10-21 | 國立成功大學 | 鑲嵌式經皮藥物釋放貼片及其製造方法 |
| KR20150016355A (ko) | 2012-06-29 | 2015-02-11 | 이엘씨 매니지먼트 엘엘씨 | 하나 이상의 화장 성분을 포함하는 미세바늘 |
| US20140085620A1 (en) | 2012-09-24 | 2014-03-27 | Maxim Lobovsky | 3d printer with self-leveling platform |
| CN203254661U (zh) | 2012-12-31 | 2013-10-30 | 刘彦君 | 一种光固化快速成型装置 |
| CN103029301B (zh) | 2012-12-31 | 2016-02-10 | 刘彦君 | 一种光固化快速成型装置及其方法 |
| US9498920B2 (en) | 2013-02-12 | 2016-11-22 | Carbon3D, Inc. | Method and apparatus for three-dimensional fabrication |
| BR112015017976A2 (pt) | 2013-02-12 | 2017-07-11 | Carbon3D Inc | impressão de interfase líquida contínua |
| WO2014165265A1 (en) | 2013-03-12 | 2014-10-09 | Dudley Kurt | 3d printing using spiral buildup |
| JP2015027738A (ja) | 2013-07-30 | 2015-02-12 | ローランドディー.ジー.株式会社 | 三次元造形装置 |
| DE202013103446U1 (de) | 2013-07-31 | 2013-08-26 | Tangible Engineering Gmbh | Kompakte Vorrichtung zur Herstellung eines dreidimensionalen Objekts durch Verfestigen eines fotohärtenden Materials |
| US9360757B2 (en) | 2013-08-14 | 2016-06-07 | Carbon3D, Inc. | Continuous liquid interphase printing |
| CN103895231A (zh) | 2014-04-09 | 2014-07-02 | 刘彦君 | 一种光固化快速成型装置及方法 |
| US9782934B2 (en) | 2014-05-13 | 2017-10-10 | Autodesk, Inc. | 3D print adhesion reduction during cure process |
| US10073424B2 (en) | 2014-05-13 | 2018-09-11 | Autodesk, Inc. | Intelligent 3D printing through optimization of 3D print parameters |
| JP6731930B2 (ja) | 2015-02-05 | 2020-07-29 | カーボン,インコーポレイテッド | 断続的曝露による付加製造方法 |
| US11000992B2 (en) | 2015-02-20 | 2021-05-11 | Carbon, Inc. | Methods and apparatus for continuous liquid interface printing with electrochemically supported dead zone |
| EP3304201A4 (en) | 2015-04-30 | 2019-06-26 | Castanon, Diego | IMPROVED STEREOLITHOGRAPHY SYSTEM |
| AU2016263581B2 (en) | 2015-05-19 | 2020-09-10 | Lawrence ADLOFF | Stable basic electrolyte material and solvent material containing same |
| US10384439B2 (en) | 2015-11-06 | 2019-08-20 | Stratasys, Inc. | Continuous liquid interface production system with viscosity pump |
-
2014
- 2014-02-10 BR BR112015017976A patent/BR112015017976A2/pt not_active IP Right Cessation
- 2014-02-10 EP EP16171599.0A patent/EP3203318A1/en not_active Withdrawn
- 2014-02-10 TW TW107128194A patent/TW201842404A/zh unknown
- 2014-02-10 CN CN201480008364.2A patent/CN105122135B/zh active Active
- 2014-02-10 EP EP14706224.4A patent/EP2956823B2/en active Active
- 2014-02-10 MX MX2015010376A patent/MX352989B/es active IP Right Grant
- 2014-02-10 DK DK14706224.4T patent/DK2956823T4/da active
- 2014-02-10 WO PCT/US2014/015497 patent/WO2014126834A2/en active Application Filing
- 2014-02-10 EP EP16171600.6A patent/EP3187938A1/en not_active Withdrawn
- 2014-02-10 JP JP2015557153A patent/JP6522519B2/ja active Active
- 2014-02-10 KR KR1020157022106A patent/KR20150117275A/ko not_active Application Discontinuation
- 2014-02-10 WO PCT/US2014/015506 patent/WO2014126837A2/en active Application Filing
- 2014-02-10 JP JP2015557154A patent/JP6356700B2/ja active Active
- 2014-02-10 CN CN201480008529.6A patent/CN105452958B/zh active Active
- 2014-02-10 TW TW103104226A patent/TWI655498B/zh active
- 2014-02-10 ES ES14706224T patent/ES2588485T5/es active Active
- 2014-02-10 EP EP14706223.6A patent/EP2956822B1/en active Active
- 2014-02-10 KR KR1020157022103A patent/KR20150117273A/ko not_active Application Discontinuation
- 2014-02-10 PL PL14706224T patent/PL2956823T5/pl unknown
- 2014-02-10 MX MX2015010375A patent/MX352425B/es active IP Right Grant
- 2014-02-10 CA CA2898106A patent/CA2898106A1/en not_active Abandoned
- 2014-02-10 CA CA2898103A patent/CA2898103A1/en not_active Abandoned
- 2014-02-10 BR BR112015018056A patent/BR112015018056A2/pt not_active IP Right Cessation
- 2014-12-12 US US14/569,202 patent/US9205601B2/en active Active
- 2014-12-15 US US14/570,591 patent/US9216546B2/en active Active
- 2014-12-16 US US14/572,128 patent/US9211678B2/en active Active
-
2015
- 2015-11-10 US US14/937,237 patent/US10150253B2/en active Active
- 2015-11-10 US US14/937,151 patent/US10093064B2/en active Active
- 2015-11-10 US US14/937,304 patent/US10144181B2/en active Active
-
2016
- 2016-03-23 HK HK16103409.1A patent/HK1215477A1/zh unknown
- 2016-03-23 HK HK16103408.2A patent/HK1215476A1/zh unknown
- 2016-08-16 HR HRP20161016TT patent/HRP20161016T4/hr unknown
-
2018
- 2018-08-20 US US16/105,378 patent/US10596755B2/en active Active
- 2018-11-29 US US16/204,523 patent/US10618215B2/en active Active
- 2018-11-29 US US16/204,570 patent/US20200139617A1/en not_active Abandoned
-
2019
- 2019-01-15 JP JP2019004485A patent/JP6700443B2/ja active Active
-
2020
- 2020-03-19 US US16/824,077 patent/US11235516B2/en active Active
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180111775A (ko) * | 2015-11-12 | 2018-10-11 | 클라우스 슈타들만 | 카트리지 장치를 포함한 스테레오리소그래피 장치 |
| KR20190021199A (ko) * | 2016-03-25 | 2019-03-05 | 클라우스 슈타들만 | 3차원 개체 생성 시스템 및 방법 |
| KR20180028012A (ko) * | 2016-09-07 | 2018-03-15 | 캐논 가부시끼가이샤 | 3차원 조형 장치, 3차원 조형물의 제조 방법 및 3차원 조형 장치용 용기 |
| US11130286B2 (en) | 2016-09-07 | 2021-09-28 | Canon Kabushiki Kaisha | Three-dimensional manufacturing apparatus, three-dimensional manufactured object producing method, and container for three-dimensional manufacturing apparatus |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11235516B2 (en) | Method and apparatus for three-dimensional fabrication | |
| US20220048242A1 (en) | Method and apparatus for three-dimensional fabrication | |
| US10232605B2 (en) | Method for three-dimensional fabrication with gas injection through carrier |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |