CN108139665B - 用于用双重固化树脂的增材制造的双重前体树脂系统 - Google Patents
用于用双重固化树脂的增材制造的双重前体树脂系统 Download PDFInfo
- Publication number
- CN108139665B CN108139665B CN201680050991.1A CN201680050991A CN108139665B CN 108139665 B CN108139665 B CN 108139665B CN 201680050991 A CN201680050991 A CN 201680050991A CN 108139665 B CN108139665 B CN 108139665B
- Authority
- CN
- China
- Prior art keywords
- component
- reactive
- optionally
- build
- polymerizable liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

















Classifications
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B13/00—Soles; Sole-and-heel integral units
- A43B13/14—Soles; Sole-and-heel integral units characterised by the constructive form
- A43B13/18—Resilient soles
- A43B13/181—Resiliency achieved by the structure of the sole
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
-
- A—HUMAN NECESSITIES
- A42—HEADWEAR
- A42C—MANUFACTURING OR TRIMMING HEAD COVERINGS, e.g. HATS
- A42C2/00—Manufacturing helmets by processes not otherwise provided for
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B13/00—Soles; Sole-and-heel integral units
- A43B13/14—Soles; Sole-and-heel integral units characterised by the constructive form
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B17/00—Insoles for insertion, e.g. footbeds or inlays, for attachment to the shoe after the upper has been joined
- A43B17/02—Insoles for insertion, e.g. footbeds or inlays, for attachment to the shoe after the upper has been joined wedge-like or resilient
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B21/00—Heels; Top-pieces or top-lifts
- A43B21/24—Heels; Top-pieces or top-lifts characterised by the constructive form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
- B29C64/129—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
- B29C64/129—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask
- B29C64/135—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask the energy source being concentrated, e.g. scanning lasers or focused light sources
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/379—Handling of additively manufactured objects, e.g. using robots
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
- B33Y40/20—Post-treatment, e.g. curing, coating or polishing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/08—Processes
- C08G18/10—Prepolymer processes involving reaction of isocyanates or isothiocyanates with compounds having active hydrogen in a first reaction step
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/48—Polyethers
- C08G18/4829—Polyethers containing at least three hydroxy groups
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/48—Polyethers
- C08G18/4833—Polyethers containing oxyethylene units
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L63/00—Compositions of epoxy resins; Compositions of derivatives of epoxy resins
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/0037—Production of three-dimensional images
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/004—Photosensitive materials
- G03F7/027—Non-macromolecular photopolymerisable compounds having carbon-to-carbon double bonds, e.g. ethylenic compounds
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/004—Photosensitive materials
- G03F7/027—Non-macromolecular photopolymerisable compounds having carbon-to-carbon double bonds, e.g. ethylenic compounds
- G03F7/028—Non-macromolecular photopolymerisable compounds having carbon-to-carbon double bonds, e.g. ethylenic compounds with photosensitivity-increasing substances, e.g. photoinitiators
- G03F7/029—Inorganic compounds; Onium compounds; Organic compounds having hetero atoms other than oxygen, nitrogen or sulfur
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/004—Photosensitive materials
- G03F7/038—Macromolecular compounds which are rendered insoluble or differentially wettable
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/16—Coating processes; Apparatus therefor
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/26—Processing photosensitive materials; Apparatus therefor
- G03F7/40—Treatment after imagewise removal, e.g. baking
Abstract
通过增材制造形成双重固化三维物体的方法可以通过混合第一前体液体和第二前体液体以产生可聚合液体而进行,所述可聚合液体包含(i)光可聚合液体第一组分和(ii)不同于所述第一组分(例如不含阳离子光引发剂,或通过不同的物理机制进一步凝固,或通过不同的化学反应进一步反应、聚合或扩链)的第二可凝固组分(例如第二反应性组分)的混合物。在前述中,(i')所述第二可凝固组分的至少一种反应物包含在所述第一前体液体中,和(ii')所述第二可凝固组分的至少一种反应物或催化剂包含在所述第二前体液体中。一旦混合,三维物体可以由树脂通过双重固化增材制造过程形成。
Description
相关申请
本申请要求2015年12月22日提交的美国临时专利申请序列号62/270,829的权益,其公开内容全文通过引用并入本文。
发明领域
本发明涉及用于由液体材料制造固体三维物体的材料、方法和装置和由此制备的物体。
发明背景
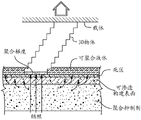
在传统增材制造或三维制造技术中,以逐步或逐层方式进行三维物体的构建。特别地,通过光固化性树脂在可见光或紫外光辐照的作用下的凝固来进行层形成。两种技术是已知的:一种在增长中的物体的顶面形成新层;另一种在增长中的物体的底面形成新层。
如果在增长中的物体的顶面形成新层,则在各辐照步骤后将构建中的物体降到树脂“池”中,在顶上涂布新的树脂层并进行新的辐照步骤。在Hull,美国专利第5,236,637号,图3中给出这种技术的一个早期实例。这种“自顶向下(top down)”技术的一个缺点是需要将增长中的物体浸没在(可能深的)液体树脂池中并重构精确的液体树脂覆盖层。
如果在增长中的物体的底部形成新层,则在各辐照步骤后必须将构建中的物体与制造井(fabrication well)中的底板分离。在Hull,美国专利第5,236,637号,图4中给出这种技术的一个早期实例。尽管这种“自底向上(bottom up)”技术有可能通过将改为物体向上提离相对浅的井或池而消除对浸没物体于其中的深井的需求,如商业上实施的这种“自底向上”制造技术的问题在于,在将固化层与底板分离时,由于它们之间的物理和化学相互作用,必须极其小心并使用额外的机械元件。例如,在美国专利第7,438,846号中,使用弹性分离层实现固化材料在底部构建平面的“非破坏性”分离。其它方法,如B9Creations ofDeadwood, South Dakota, USA出售的B9Creator™三维打印机使用滑动构建板(slidingbuild plate)。参见例如M. Joyce,美国专利申请2013/0292862和Y. Chen等人,美国专利申请2013/0295212(都在2013年11月7日);还参见Y. Pan等人, J. Manufacturing Sci. and Eng. 134, 051011-1(2012年10月)。这些方法引入可能使装置变复杂、减慢该方法和/或可能使最终产品变形的机械步骤。
在美国专利第7,892,474号中就“自顶向下”技术相当详尽地提出制造三维物体的连续方法,但这一参考资料没有解释它们如何在“自底向上”系统中以不破坏制备的制品的方式实施,这限制了可用于该方法的材料,进而限制由此制成的物体的结构性质。
Southwell, Xu等人,美国专利申请公开第2012/0251841号描述了用于增材制造的液体可辐射固化树脂,但这些包含阳离子光引发剂(因此限制可用的材料)并仅建议用于逐层制造。
Velankar, Pazos和Cooper, Journal of Applied Polymer Science 162, 1361(1996)描述了通过去封闭化学形成的可UV固化的聚氨酯丙烯酸酯,但没有提出将它们用于增材制造,并且没有提出如何使这些材料适应增材制造。
因此,需要用于通过增材制造来制备具有令人满意的结构性质的三维物体的新材料和方法。
发明概述
本文中描述了用于通过增材制造来制备三维物体的方法、系统和装置(包括相关控制方法、系统和装置)。在优选(但不一定限制性的)实施方案中,连续进行该方法。在优选(但不一定限制性的)实施方案中,由液体界面制造三维物体。因此为方便起见而非为了限制,它们有时被称作“连续液体界面制备”、“连续液体界面打印”等(即“CLIP”)。在本文的图2中给出其一个实施方案的示意性图示。
本发明提供形成三维物体的方法,其包括:(a) (i) 提供载体和具有构建表面(build surface)的光学透明构件,所述载体和所述构建表面在它们之间限定构建区域(build region),或(ii) 在可聚合液体储器中提供载体,所述储器具有填充水平面,所述载体和所述填充水平面限定它们之间的构建区域;(b) 用可聚合液体填充所述构建区域,所述可聚合液体包含(i) 光可聚合液体第一组分,和(ii) 不同于第一组分的第二可凝固(或第二反应性)组分的混合物;(c) 用光(当存在时穿过所述光学透明构件)辐照所述构建区域以由第一组分形成固体聚合物支架并推进(例如与辐照步骤并行-即同时推进,或以交替方式相继推进)所述载体远离所述构建表面以形成具有与所述三维物体相同的形状或待赋予所述三维物体的形状并含有以未凝固(unsolidified)或未固化(uncured)形式承载在所述支架中的第二可凝固组分的三维中间体;和(d) 与所述辐照步骤同时或在其之后,使所述三维中间体中的第二可凝固或反应性组分凝固(solidifying)和/或固化(curing)(例如进一步反应、聚合或扩链)以形成三维物体。
任选地,可以在形成三维中间体和随后形成三维物体的凝固和/或固化步骤(d)之间包括洗涤步骤。可以使用任何合适的洗涤液(例如,BIO-SOLVTM溶剂替换物;PURPLEPOWERTM脱脂剂/清洁剂;SIMPLE GREEN®多用途清洁剂;50:50体积:体积的水和异丙醇混合物等。亦参见美国专利号5,248,456)。
在一些实施方案中,第二组分包含:(i) 溶解或悬浮在第一组分中的可聚合液体;(ii) 溶解在第一组分中的可聚合固体;或(iii) 溶解在第一组分中的聚合物。在另一些实施方案中,第二组分包含:(i) 悬浮在第一组分中的可聚合固体;或(ii) 悬浮在第一组分中的固体热塑性或热固性聚合物粒子。
在一些实施方案中,第一组分包含封闭或反应性封闭的预聚物和(任选但在一些实施方案中优选)反应性稀释剂,且第二组分包含扩链剂。第一组分在辐照步骤过程中一起反应以形成封闭的聚合物支架,其在第二步骤过程中通过加热或微波辐照去封闭以进而与扩链剂反应。在一些实施方案中,反应性封闭组分包含反应性封闭的二异氰酸酯或支化异氰酸酯和/或扩链剂,独自或与反应性封闭的预聚物和其它未封闭的成分(例如多异氰酸酯低聚物、二异氰酸酯、反应性稀释剂和/或扩链剂)结合。
在一些实施方案中,反应性封闭的预聚物、二异氰酸酯、支化异氰酸酯和/或扩链剂通过多异氰酸酯低聚物、异氰酸酯和/或扩链剂与胺(甲基)丙烯酸酯、醇(甲基)丙烯酸酯、马来酰亚胺或正乙烯基甲酰胺单体封闭剂的反应而被封闭(即是它们之间的反应的反应产物)。
在一些实施方案中,该三维中间体可折叠或可压缩(例如为弹性的)。
在一些实施方案中,该支架是连续的;在另一些实施方案中,该支架是不连续的(例如为开孔或闭孔泡沫体,该泡沫体可以是规则(例如为几何学的,如网格)或不规则的)。
在一些实施方案中,该三维物体包含由第一组分和第二组分形成的共混聚合物(例如互穿聚合物网络、半互穿聚合物网络、顺序互穿聚合物网络)。
在一些实施方案中,该可聚合液体包含1、2或5重量%至20、30、40、90或99重量%的第一组分;和1、10、60、70或80重量%至95、98或99重量%的第二组分(任选包含一种或多种附加组分)。在另一些实施方案中,该可聚合液体包含1、2或5重量%至20、30、40、90或99重量%的第二组分;和1、10、60、70或80重量%至95、98或99重量%的第一组分(任选包含一种或多种附加组分)。
在一些实施方案中,凝固和/或固化步骤(d)与辐照步骤(c)同时进行,并且:(i) 所述凝固和/或固化步骤通过沉淀进行;(ii) 所述辐照步骤由第一组分的聚合生成足以使第二组分热凝固或聚合的量的热(例如到50或80至100℃的温度,以使聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲)聚合);和(iii) 通过与第一组分在辐照步骤中相同的光凝固第二组分(例如光或紫外光可固化的环氧树脂)。
在一些实施方案中,凝固和/或固化步骤(d)在辐照步骤(c)后进行并且如下进行:(i) 加热或微波辐照第二可凝固组分;(ii) 用与辐照步骤(c)中的光不同波长的光辐照第二可凝固组分;(iii) 使第二可聚合组分与水接触;或(iv) 使第二可聚合组分与催化剂接触。
在一些实施方案中,第二组分包含聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))、聚硅氧烷树脂或天然橡胶的前体,并通过加热或微波辐照进行所述凝固和/或固化步骤。
在一些实施方案中,第二组分包含阳离子固化的树脂(例如环氧树脂或乙烯基醚)并通过用与辐照步骤(c)中的光不同波长的光辐照第二可凝固组分而进行所述凝固和/或固化步骤。
在一些实施方案中,第二组分包含聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))的前体,并通过使第二组分与水(例如以液体、气体或气雾剂形式)接触而进行所述凝固和/或固化步骤。这样的前体的合适的实例包括但不限于B. Baumbach, Silane TerminatedPolyurethanes (Bayer MaterialScience 2013)中描述的那些。
在一些实施方案中,第二组分包含聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))、聚硅氧烷树脂、开环易位聚合树脂或点击化学树脂(与加上叠氮单体的化合物结合的炔单体)的前体,并通过使第二组分与聚合催化剂(例如对于聚氨酯/聚脲树脂,金属催化剂如锡催化剂,和/或胺催化剂;对于聚硅氧烷树脂,铂或锡催化剂;对于开环易位聚合树脂,钌催化剂;对于点击化学树脂,铜催化剂;等等,使催化剂以液体气溶胶的形式、通过浸渍等与制品接触)或含氨基塑料的树脂,如含有N-(烷氧基甲基)丙烯酰胺、羟基的树脂和封闭的酸催化剂接触而进行所述凝固和/或固化步骤。
在一些实施方案中,在进行所述辐照步骤和/或推进步骤的同时也:
(i) 连续保持与构建表面接触的可聚合液体的死区(dead zone)(或持久或稳定液体界面),和
(ii) 连续保持在死区和固体聚合物之间并与它们各自接触的聚合区的梯度(例如活性表面),聚合区的梯度包含部分固化形式的第一组分。
在一些实施方案中,第一组分包含可自由基聚合液体且抑制剂包含氧;或第一组分包含酸催化的或可阳离子聚合的液体,且抑制剂包含碱。
在一些实施方案中,聚合区的梯度和死区一起具有1至1000微米的厚度。
在一些实施方案中,使聚合区的梯度保持至少5、10、20或30秒或至少1或2分钟的时间。
在一些实施方案中,以至少0.1、1、10、100或1000微米/秒的累积速率进行所述推进。
在一些实施方案中,所述构建表面在横向和/或垂直维度上基本固定或静止。
在一些实施方案中,所述方法进一步包括相对于构建表面垂直往复移动所述载体以增强或加速用可聚合液体再填充所述构建区域。
本发明的另一方面是基本如上下文所述和/或用于进行如本文所述的方法的可聚合液体。
在上文和下文所述的方法和组合物的一些实施方案中,可聚合液体(或“双重固化树脂”)在该方法的室温下和/或操作条件下具有100、200、500或1,000厘泊或更高的粘度,在室温下和/或该方法的操作条件下具有至多10,000、20,000或50,000厘泊或更高的粘度。
本文中公开的本发明的一个特定实施方案是形成包含聚氨酯、聚脲或其共聚物的三维物体的方法,所述方法包括:(a) 提供载体和具有构建表面的光学透明构件,所述载体和所述构建表面在它们之间限定构建区域;(b) 用可聚合液体填充所述构建区域,所述可聚合液体包含(i) 封闭或反应性封闭的预聚物,(ii) 封闭或反应性封闭的二异氰酸酯或支化异氰酸酯,或(iii) 封闭或反应性封闭的二异氰酸酯或支化异氰酸酯扩链剂的至少一种;(c) 用穿过所述光学透明构件的光辐照所述构建区域以形成封闭的固体聚合物支架并推进所述载体远离所述构建表面以形成具有与所述三维物体相同的形状或待赋予所述三维物体的形状的三维中间体,所述中间体含有扩链剂;然后(d) 充分加热或微波辐照所述三维中间体以由所述三维中间体形成包含聚氨酯、聚脲或其共聚物的三维物体。
在一些实施方案中,在所述方法的过程中至少一次将所述可凝固或可聚合液体与后续可凝固或可聚合液体交换;任选地,其中后续可凝固或可聚合液体可在后续固化过程中与各在前可凝固或可聚合液体交叉反应,以形成具有多个互相共价结合的结构段的物体,各结构段具有不同的结构(例如拉伸)性质。
本文中公开的本发明的另一方面是可用于通过增材制造来制备包含聚氨酯、聚脲或其共聚物的三维物体的可聚合液体,所述可聚合液体包含下列组分的混合物:
(a) 选自(i) 封闭或反应性封闭的预聚物,(ii) 封闭或反应性封闭的二异氰酸酯或支化异氰酸酯,和(iii) 封闭或反应性封闭的二异氰酸酯或支化异氰酸酯扩链剂的至少一种成分,
(b) 任选地,至少一种附加扩链剂,
(c) 光引发剂,
(d) 任选多元醇和/或多胺,
(e) 任选地,反应性稀释剂,
(f) 任选地,非反应性(即非引发反应的)光吸收(特别是紫外光吸收)颜料或染料,其当存在时,以0.001或0.01至10重量%的量包含,和
(g) 任选地,填料(例如二氧化硅、增韧剂例如芯-壳橡胶等,包括其组合);
任选地,但在一些实施方案中优选地,条件是当所述至少一种成分仅是封闭或反应性封闭的预聚物时,存在所述非反应性光吸收颜料或染料。
在一些实施方案中,本发明中所用的可聚合液体包括非反应性颜料或染料。实例包括但不限于,(i) 二氧化钛(例如0.05或0.1至1或5重量%的量),(ii) 炭黑(例如以0.05或0.1至1或5重量%的量包含),和/或(iii) 有机紫外光吸收剂,如羟基二苯甲酮、羟苯基苯并三唑、草酰替苯胺、二苯甲酮、噻吨酮、羟苯基三嗪和/或苯并三唑紫外光吸收剂(例如0.001或0.005至1、2或4重量%的量)。
在一些实施方案中,可聚合液体中包含的路易斯酸或可氧化锡盐(例如,以0.01或0.1至1或2重量%或更多的量)的量有效加速形成在其生产过程中的三维中间物体。
本文中公开的本发明的另一方面是包含(a) 光聚合的第一组分;和(b) 不同于第一组分的第二凝固组分(例如进一步反应、聚合或扩链的组分)的三维物体;任选地,但在一些实施方案中优选地,条件是:(i) 第二组分不含阳离子聚合光引发剂,和/或(ii) 通过连续液体界面制备法制备所述三维物体。
在一些实施方案中,所述物体进一步包含:(c) 不同于第一和第二组分的第三凝固(或进一步反应、聚合或扩链的)组分,所述物体至少具有互相共价结合的第一结构段和第二结构段,第一结构段包含第二凝固组分,第二结构段包含第三凝固组分;且第一和第二结构段都包含相同或不同的光聚合的第一组分。
在一些实施方案中,所述物体包含由第一组分和第二组分形成的共混聚合物。
所述物体可以是具有无法通过注射成型或铸造形成的形状的物体。
在前述的一些实施方案中,在形成三维物体时随后的凝固和/或固化步骤降低三维中间体(有时称为“未熟的”物体)的刚度和/或增加弹性,例如通过在形成三维物体时将中间体的杨氏模量降低至少10%、20%、30%或40%、至多60%、80%、90%或99%。
在一些实施方案中,三维物体的杨氏模量为三维中间体的杨氏模量的2、5或10%至20、40、60或80%。
在一些实施方案中,三维中间体具有30兆帕斯卡至50、100或200兆帕斯卡或更高的杨氏模量,并且三维物体具有0.1或0.2兆帕斯卡至20或30兆帕斯卡的杨氏模量。
在一些实施方案中,可聚合液体的组分或成分在两种不同的前体液体中分配。然后方法可如下进行:将第一前体液体和第二前体液体混合以产生包含(i)可光聚合液体第一组分的混合物的可聚合液体,其中(i')所述第二可凝固组分的至少一种反应物包含在所述第一前体液体中,和(ii')所述第二可凝固组分的至少一种反应物或催化剂包含在所述第二前体液体中;然后(通常在所述混合步骤的一天内,并且优选在一个或两个小时内),用所述可聚合液体填充所述构建区域。
进一步提供的是包含第一和第二前体树脂组合物的组合,其在混合在一起时产生可用于增材制造的环氧双重固化树脂,所述组合包含:(a)第一假塑性前体树脂组合物,其包含:(i) 与环氧树脂可共聚的硬化剂(例如有机硬化剂),所述有机硬化剂呈固体颗粒形式并分散在所述树脂组合物中; (ii)任选(即,在一些实施方案中)光引发剂; (iii)任选通过暴露于光化辐射或光下而可聚合的单体和/或预聚物; (iv)任选光吸收颜料或染料;(v)任选稀释剂; (vi)任选颗粒填料;和(vii)任选共聚单体和/或共预聚物(与所述环氧树脂);和(b)与所述第一前体树脂分开包装(即不与所述第一前体树脂混合)的第二任选假塑性前体树脂组合物,所述第二前体树脂包含:(i)与所述有机硬化剂可共聚的环氧树脂;(ii)其上取代有与所述单体和/或预聚物反应的第一反应性基团和可与所述环氧树脂反应的第二反应性基团(例如环氧丙烯酸酯)的双重反应性化合物,所述单体和/或预聚物可通过暴露于光化辐射或光而可聚合; (iii)任选光引发剂; (iv)任选通过暴露于光化辐射或光下而可聚合的单体和/或预聚物; (v)任选光吸收颜料或染料; (vi)任选稀释剂; (vii)任选颗粒填料;和(viii)任选共聚单体和/或共预聚物(与所述环氧树脂);条件是所述光引发剂和通过暴露于光化辐射或光而可聚合的所述单体和/或预聚物各自包含在所述第一和第二前体树脂组合物各自中的至少一种中。
还提供了一种用于制造双重固化树脂的前体树脂组合物,所述前体树脂组合物继而可用于增材制造,所述前体树脂基本上由以下组成:(i)可与有机硬化剂共聚的环氧树脂; (ii)其上取代有与可通过暴露于光化辐射或光而可聚合的单体和/或预聚物反应的第一反应性基团,和可与所述环氧树脂(例如环氧丙烯酸酯)反应的第二反应性基团的双重反应性化合物;(iii)任选光引发剂; (iv)任选通过暴露于光化辐射或光下而可聚合的单体和/或预聚物; (v)任选光吸收颜料或染料; (vi)任选稀释剂; (vii)任选颗粒填料;(viii)任选共聚单体和/或共预聚物(与所述环氧树脂)。
在本文的附图和下列说明书中更详细说明本发明的非限制性实例和具体实施方案。本文中引用的所有美国专利参考文献的公开内容全文经此引用并入本文。
附图简述
图1是用于实施本发明的方法和装置的一个实施方案的示意图,其中两种前体树脂混合产生可聚合液体。
图2是本发明的方法的一个实施方案的示意图。
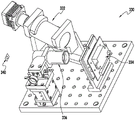
图3是本发明的装置的一个实施方案的透视图。
图4是例示用于实施本发明的控制系统和方法的第一流程图。
图5是例示用于实施本发明的控制系统和方法的第二流程图。
图6是例示用于实施本发明的控制系统和方法的第三流程图。
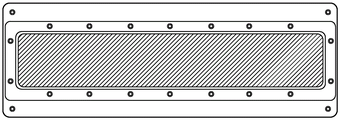
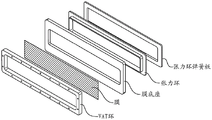
图7是本发明的3英寸 × 16英寸“高纵横比”矩形构建板(build plate)(或“窗口”)组装件的顶视图,其中膜尺寸为3.5英寸 × 17英寸。
图8是图7的构建板的部件分解图,其显示张力环和张力环弹簧板。
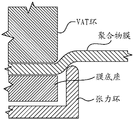
图9是图7和图10的构建板的侧截面图,其显示张紧构件如何张紧和固定聚合物膜。
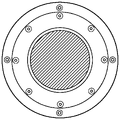
图10是本发明的2.88英寸直径圆形构建板的顶视图,其中膜尺寸可以为4英寸直径。
图11是图10的构建板的部件分解图。
图12显示图7-11的构建板的各种替代实施方案。
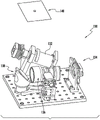
图13是根据本发明的一个示例性实施方案的装置的正面透视图。
图14是图13的装置的侧视图。
图15是图13的装置的背面透视图。
图16是与图13的装置一起使用的光引擎组装件的透视图。
图17是根据本发明的另一示例性实施方案的装置的正面透视图。
图18A是例示铺设图像(tiled images)的示意图。
图18B是例示铺设图像的第二个示意图。
图18C是例示铺设图像的第三个示意图。
图19是根据本发明的另一示例性实施方案的装置的正面透视图。
图20是图19的装置的侧视图。
图21是与图19的装置一起使用的光引擎组装件的透视图。
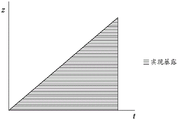
图22是本发明的方法的图例,其显示载体相对于构建表面或板的位置,其中载体的推进和构建区域的辐照两者连续进行。载体的推进例示在纵轴上,时间例示在横轴上。
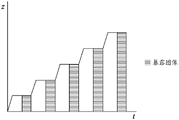
图23是本发明的另一方法的图例,其显示载体相对于构建表面或板的位置,其中载体的推进和构建区域的辐照两者分步进行,但保持死区和聚合的梯度。载体的推进仍例示在纵轴上,时间例示在横轴上。
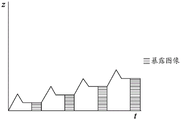
图24是本发明的再一方法的图例,其显示载体相对于构建表面或板的位置,其中载体的推进和构建区域的辐照两者分步进行,保持死区和聚合的梯度,并在辐照步骤之间引入往复移动步骤以增强可聚合液体流入构建区域中。载体的推进仍例示在纵轴上,时间例示在横轴上。
图25是图24的往复移动步骤的详细例示,其显示在上升行程中存在的加速期(即上升行程的逐渐开始)和在下行行程中存在的减速期(即逐渐结束下行行程)。
图26A描绘使用可热裂解端基的双重固化体系。I. 含有未反应的扩链剂的交联封闭二异氰酸酯预聚物。II. i) 与反应性稀释剂共聚的线性烯键式不饱和封闭单体和ii)线性热塑性聚氨酯的共混聚合物。
图26B描绘用甲基丙烯酸酯封闭的二异氰酸酯(ABDIs)进行的本发明的方法。I.含有未反应的软链段和扩链剂的交联封闭二异氰酸酯。II. i) 与反应性稀释剂共聚的线性烯键式不饱和封闭单体和ii) 线性热塑性聚氨酯的共混聚合物。
图26C描绘用(甲基)丙烯酸酯封闭的扩链剂(ABCEs)进行的本发明的方法。I. 含有含未反应的软链段的扩链剂和扩链剂的交联封闭二异氰酸酯。II. i) 与反应性稀释剂共聚的线性烯键式不饱和封闭单体和ii) 线性热塑性聚氨酯的共混聚合物。
示例性实施方案的详述
现在下文参照附图更充分描述本发明,在其中显示本发明的实施方案。但是,本发明可以具体体现为许多不同的形式并且不应被视为局限于本文中阐述的实施方案;相反,提供这些实施方案以使本公开充分和完全,并向本领域技术人员充分传达本发明的范围。
在通篇中同样的数字是指同样的要素。在附图中,为清楚起见,可能放大某些线、层、组件、元件或特征的厚度。除非另有规定,虚线在使用之处说明任选特征或操作。
本文所用的术语仅用于描述特定实施方案并且无意限制本发明。除非上下文清楚地另行指明,本文所用的单数形式“一”和“该”也意在包括复数形式。还要理解的是,术语“包含”在本说明书中使用时规定了所阐述的特征、整数、步骤、操作、元件、组分和/或基团或它们的组合的存在,但不排除一个或多个其它特征、整数、步骤、操作、元件、组分和/或基团或它们的组合的存在或加入。
本文所用的术语“和/或”包括一个或多个相关列举项的任何和所有可能的组合,以及在以替代性(alternative)(“或”)解释时不存在组合。
除非另有规定,本文使用的所有术语(包括技术和科学术语)具有与本发明所属领域的普通技术人员通常理解的相同的含义。还要理解的是,如常用词典中定义的那些术语应被解释为具有与它们在本说明书和权利要求书的文本中的含义一致的含义,而不应以理想化或过于正式的意义解释,除非在本文中明确地如此规定。为简洁和/或清楚起见,可能未详细描述公知的功能或构造。
要理解的是,当一个元件被提到在另一元件“上”、“附着到”另一元件上、“连接到”另一元件上、与另一元件“结合”、“接触”另一元件等时,其可以直接在另一元件上、附着到另一元件上、连接到另一元件上、与另一元件结合和/或接触另一元件或也可存在中间元件。相反,当一个元件被提到“直接在另一元件上”、“直接附着到”另一元件上、“直接连接到”另一元件上、与另一元件“直接结合”或“直接接触”另一元件时,不存在中间元件。本领域技术人员还会理解,提到与另一构件“相邻”布置的一个结构或构件可具有叠加在该相邻构件上或位于该相邻构件下的部分。
空间相关术语,如“下方”、“低于”、“下部”、“上方”、“上部”等在本文中可为易于描述而使用以描述如附图中所示的元件或构件与另外的一个或多个元件或构件的关系。要理解的是,空间相关术语除附图中描绘的取向外还意在包括器件在使用或运行中的不同取向。例如,如果倒转附图中的器件,被描述为在其它元件或构件“下方”或“下面”的元件则将取向在其它元件或构件“上方”。因此,示例性术语“下方”可包括上方和下方的取向两者。器件可以以其它方式取向(旋转90度或其它取向)并相应地解释本文所用的空间相关描述词。类似地,除非明确地另行指示,术语“向上”、“向下”、“垂直”、“水平”等在本文中仅用于解释说明。
要理解的是,尽管在本文中可能使用术语第一、第二等描述各种元件、组分、区域、层和/或区段,但这些元件、组分、区域、层和/或区段不应受这些术语限制。相反,这些术语仅用于使一个元件、组分、区域、层和/或区段区别于另一元件、组分、区域、层和/或区段。因此,本文中论述的第一元件、组分、区域、层或区段可以被称作第二元件、组分、区域、层或区段而不背离本发明的教导。除非明确地另行指示,操作(或步骤)的顺序不限于权利要求或附图中呈现的顺序。
“待赋予...的形状”是指中间体的形状在其形成与形成后续三维产品之间轻微变化的情况,通常通过收缩(例如最多1、2或4体积%)、膨胀(例如最多1、2或4体积%)、除去载体结构或通过插入成形步骤(例如有意弯曲、拉伸、钻孔、研磨、切削、抛光或在形成中间产品之后但在形成后续三维产品之前的其它有意成形)。如上所述,如果需要,还可以在进一步固化之前和/或在任何介入的成形步骤之前,期间或之后洗涤三维中间体。
本文所用的“烃基”是指双官能烃基,该烃可以是脂族、芳族或混合脂族和芳族,并任选含有一个或多个(例如1、2、3或4)个杂原子(通常选自N、O和S)。这样的烃基可任选被取代(例如,用另外的异氰酸酯基团)并可含有1、2或3个碳原子、多达6、8或10个碳原子或更多,和多达40、80或100个碳原子或更多。
本文所用的“硬链段”和“软链段”源自可含有不同相分离区域的弹性体聚合物的形态。这些区域可以通过热分析技术检测并且通过例如玻璃化转变温度来区分。通常,聚合物的软链段可以被认为具有低于室温的玻璃化转变温度,而硬链段可以被认为具有高于室温的玻璃化转变温度,或者如果是微晶,则甚至可以认为是熔点。目前的观点(以及它们的分类)表明,“软链段”预聚物或树脂组分与产物的软链段相形成相关,相反,硬链段预聚物或树脂组分与产品的硬链段相相关。硬和软链段相的结构-性质关系例如由Redman在"Developments in Polyurethanes-I" J. M. Buist Ed., Elsevier, London--1978年出版,中描述。参见例如美国专利号5,418,259(Dow)。
加热可以是主动加热(例如,在诸如电、气或太阳炉的烘箱中)或被动加热(例如在环境温度下)。主动加热通常比被动加热更快并且在一些实施方案中是优选的,但是在一些实施方案中优选被动加热-例如简单地将中间体在环境温度下维持足够的时间以进行进一步固化。
本文所用的“异氰酸酯”包括二异氰酸酯、多异氰酸酯和支化异氰酸酯。
“二异氰酸酯”和“多异氰酸酯”在本文中可互换使用,并且指平均每个分子具有至少2个,或在一些实施方案中多于2个异氰酸酯(NCO)基团的脂族,脂环族和芳族异氰酸酯。在一些实施方案中,异氰酸酯平均每个分子具有2.1、2.3、2.5、2.8或3个异氰酸酯基团,平均每个分子具有至多6、8或10个或更多个异氰酸酯基团。在一些实施方案中,异氰酸酯可以是超支化或树枝状异氰酸酯(例如,平均每个分子含有多于10个异氰酸酯基团,平均每个分子含有至多100或200个或更多个异氰酸酯基团)。合适的异氰酸酯的常见实例包括但不限于亚甲基二苯基二异氰酸酯(MDI)、甲苯二异氰酸酯(TDI))、对苯基二异氰酸酯(PPDI)、4,4'-二环己基甲烷二异氰酸酯(HMDI)、六亚甲基二异氰酸酯HDI)、异佛尔酮二异氰酸酯(IPDI)、三苯基甲烷-4,4,4''-三异氰酸酯、甲苯-2,4,6-三基三异氰酸酯、1,3,5-三嗪-2,4,6-三异氰酸酯、乙基酯L-赖氨酸三异氰酸酯等,包括其组合。许多另外的实例是已知的并描述于例如美国专利9,200,108; 8,378,053; 7,144,955;4,075,151、3,932,342以及美国专利申请公开号US 20040067318和US 20140371406,其全部内容通过引用整体并入本文。
本文所用的“支化异氰酸酯”是指平均每个分子具有3个或更多个异氰酸酯基团或者(对于不同异氰酸酯的混合物)每个分子具有多于2个异氰酸酯基团的如上所述的二异氰酸酯或多异氰酸酯。在一些实施方案中,支化异氰酸酯平均每个分子具有2.1、2.3、2.5、2.8或3个异氰酸酯基团,平均每个分子具有至多6、8或10个或更多个异氰酸酯基团。在一些实施方案中,异氰酸酯可以是如上所讨论的超支化或树枝状异氰酸酯(例如,平均每个分子含有多于10个异氰酸酯基团,平均每个分子含有至多100或200个或更多个异氰酸酯基团)。
可用于实施本发明的可氧化锡盐包括但不限于丁酸亚锡、辛酸亚锡、己酸亚锡、庚酸亚锡、亚油酸亚锡、丁酸苯基亚锡、硬脂酸苯基亚锡、油酸苯基亚锡、壬酸亚锡、癸酸亚锡、十一酸亚锡、十二酸亚锡、硬脂酸亚锡、油酸亚锡、十一烯酸亚锡、2-乙基己酸亚锡、二月桂酸二丁基锡、二油酸二丁基锡、二硬脂酸二丁基锡、二月桂酸二丙基锡、二油酸二丙基锡、二硬脂酸二丙基锡、二己酸锡二丁基锡及其组合。。也参见美国专利号5,298,532;4,421,822;和4,389,514,其公开内容在此引入作为参考。除了上述可氧化锡盐之外,路易斯酸如在Chu等人在Macromolecular Symposia,1995年6月,第95卷,第1期,第233-242页中所述的路易斯酸,已知提高自由基聚合的聚合速率,并将其通过引用包括在本文中。
取决于要制造的部件或物体所需的性质,可以将任何合适的填料与本发明结合使用。因此,填料可以是固体或液体,有机或无机的,并且可以包括反应性和非反应性橡胶:硅氧烷、丙烯腈-丁二烯橡胶;反应性和非反应性热塑性塑料(包括但不限于:聚(醚酰亚胺)、马来酰亚胺-苯乙烯三元共聚物、聚芳酯、聚砜和聚醚砜等)、无机填料如硅酸盐(如滑石、粘土、二氧化硅、云母)、玻璃、碳纳米管、石墨烯、纤维素纳米晶体等、包括所有前述的组合。合适的填料包括增韧剂,如芯-壳橡胶,如下所述。
增韧剂。一种或多种聚合物和/或无机增韧剂可用作本发明中的填料。一般性参见美国专利申请公开号20150215430。增韧剂可以以固化产品中的颗粒形式均匀分布。颗粒的直径可以小于5微米(μm)。这些增韧剂包括但不限于由以下形成的那些:弹性体、支化聚合物、超支化聚合物、树枝状聚合物、橡胶状聚合物、橡胶状共聚物、嵌段共聚物、芯-壳粒子、氧化物或无机材料如粘土、多面体低聚倍半硅氧烷(POSS)、碳质材料(例如炭黑、碳纳米管、碳纳米纤维、富勒烯)、陶瓷和碳化硅,具有或不具有表面改性或官能化。嵌段共聚物的实例包括其组成描述于美国专利号6,894,113 (Court等人,Atofina,2005)的共聚物,并且包括由Arkema生产的“NANOSTRENTH®”SBM(聚苯乙烯-聚丁二烯-聚甲基丙烯酸酯)和AMA(聚甲基丙烯酸酯-聚丙烯酸丁酯-聚甲基丙烯酸酯)。其它合适的嵌段共聚物包括FORTEGRATM和转让给Dow Chemical的美国专利号7,820,760B2中描述的两亲性嵌段共聚物。已知的芯-壳颗粒的实例包括其组成在US20100280151A1(Nguyen等人,Toray Industries,Inc.,2010)中描述的用于胺支化聚合物的芯-壳(树枝状聚合物)颗粒,作为接枝到芯聚合物上的壳,所述芯聚合物由含有不饱和碳-碳键的可聚合单体聚合,其组成描述于Kaneka Corporation的EP1632533A1和EP 2123711A1中的芯-壳橡胶颗粒,和其颗粒具有聚合芯的所述颗粒/环氧树脂共混物的“KaneAce MX”生产线,所述聚合芯由可聚合单体如丁二烯、苯乙烯、其它不饱和碳-碳键单体或它们的组合聚合,以及与环氧树脂(通常为聚甲基丙烯酸甲酯,聚甲基丙烯酸缩水甘油酯,聚丙烯腈或类似聚合物)相容的聚合物壳,如下面进一步讨论的。也适用作本发明的嵌段共聚物的是:JSR公司生产的“JSR SX”系列羧化聚苯乙烯/聚二乙烯基苯;作为丁二烯烷基甲基丙烯酸酯苯乙烯共聚物的“Kureha Paraloid”EXL-2655(由KurehaChemical Industry Co., Ltd.生产);“Stafiloid”AC-3355和TR-2122(均由TakedaChemical Industries, Ltd.生产),其中每一种都是丙烯酸酯甲基丙烯酸酯共聚物;和“PARALOID”EXL-2611和EXL-3387(均由Rohm&Haas生产),其中每一种都是丙烯酸丁酯甲基丙烯酸甲酯共聚物。合适的氧化物颗粒的实例包括由nanoresins AG生产的NANOPOX®。这是官能化纳米二氧化硅颗粒和环氧树脂的主要共混物。
芯-壳橡胶。芯-壳橡胶是具有橡胶芯的颗粒材料(颗粒)。这样的材料是已知的并且在例如美国专利申请公开号20150184039以及美国专利申请公开号20150240113和美国专利号6,861,475、7,625,977、7,642,316、8,088,245和其它地方已有描述。
在一些实施方案中,芯-壳橡胶颗粒是纳米颗粒(即,具有小于1000纳米(nm)的平均粒度)。通常,芯-壳橡胶纳米颗粒的平均粒度小于500nm,例如小于300nm,小于200nm,小于100nm或甚至小于50nm。典型地,这样的颗粒是球形的,所以粒度是直径;然而,如果颗粒不是球形的,则粒度被定义为颗粒的最长尺寸。
在一些实施方案中,橡胶芯的玻璃化转变温度(Tg)可以小于-25℃,更优选小于-50℃,甚至更优选小于-70℃。橡胶芯的Tg可能远低于-100℃。芯-壳橡胶还具有至少一个壳部分,其优选具有至少50℃的Tg。“芯”是指芯-壳橡胶的内部部分。芯可以形成芯-壳颗粒的中心,或者芯-壳橡胶的内部壳或域。壳是橡胶芯外部的芯-壳橡胶的一部分。一个(或多个)壳部分通常形成芯-壳橡胶颗粒的最外部分。壳材料可以接枝到芯上或交联。橡胶芯可占芯-壳橡胶颗粒重量的50-95%,或60-90%。
芯-壳橡胶的芯可以是共轭二烯如丁二烯,或低级烷基丙烯酸酯如正丁基-、乙基-、异丁基-或2-乙基己基丙烯酸酯的聚合物或共聚物。芯聚合物可以另外含有至多20重量%的其它共聚单不饱和单体,例如苯乙烯、乙酸乙烯酯,氯乙烯、甲基丙烯酸甲酯等。芯聚合物任选交联。芯聚合物任选地含有至多5%的具有两个或更多个反应性不等同的不饱和位点的共聚接枝连接单体,如马来酸二烯丙酯、富马酸单烯丙酯、甲基丙烯酸烯丙酯等,至少一个反应位点是非共轭的。
芯聚合物也可以是硅橡胶。这些材料通常具有低于-100℃的玻璃化转变温度。具有硅橡胶芯的芯-壳橡胶包括可以商品名GENIOPERL®从Wacker Chemie,Munich,Germany商购的那些。
任选地化学接枝或交联到橡胶芯的壳聚合物可以由至少一种甲基丙烯酸低级烷基酯如甲基丙烯酸甲酯、甲基丙烯酸乙酯或甲基丙烯酸叔丁酯聚合。可以使用这种甲基丙烯酸酯单体的均聚物。此外,至多40重量%的壳聚合物可以由其它单亚乙烯基单体如苯乙烯、乙酸乙烯酯、氯乙烯、丙烯酸甲酯、丙烯酸乙酯、丙烯酸丁酯等形成。接枝壳聚合物的分子量可以在20,000和500,000之间。
一种合适类型的芯-壳橡胶在壳聚合物中具有可与环氧树脂或环氧树脂硬化剂反应的反应性基团。缩水甘油基是合适的。这些可以由单体如甲基丙烯酸缩水甘油酯提供。
合适的芯-壳橡胶的一个实例是美国专利申请公开号2007/0027233(EP 1 632533 A1)中描述的类型。其中描述的芯-壳橡胶颗粒包括交联橡胶芯,在大多数情况下是丁二烯的交联共聚物,和壳,其优选为苯乙烯、甲基丙烯酸甲酯、甲基丙烯酸缩水甘油酯和任选的丙烯腈的共聚物。芯-壳橡胶优选分散在聚合物或环氧树脂中,亦如该文献中所述。
合适的芯-壳橡胶包括但不限于由Kaneka Corporation以名称Kaneka Kane Ace出售的那些,包括Kaneka Kane Ace15和120系列产品,包括Kaneka Kane Ace MX 120,Kaneka Kane Ace MX 153, Kaneka Kane Ace MX 154, Kaneka Kane Ace MX 156,Kaneka Kane Ace MX170和Kaneka Kane Ace MX 257和Kaneka Kane Ace MX 120芯-壳橡胶分散体及其混合物。
I. 可聚合液体: A部分.
本文所述的双重固化体系可包含第一可固化体系(在本文中有时被称作“A部分”),其可通过光化辐射(通常为光,在一些实施方案中为紫外(UV)光)固化。可以使用任何合适的可聚合液体作为第一组分。该液体(在本文中有时也被称作“液体树脂”、“墨水”或简称为“树脂”)可包括单体,特别是可光聚合和/或可自由基聚合的单体,和合适的引发剂,如自由基引发剂,及其组合。实例包括但不限于,丙烯酸类树脂、甲基丙烯酸类树脂、丙烯酰胺、苯乙烯类、烯烃、卤化烯烃、环烯烃、马来酸酐、链烯、炔、一氧化碳、官能化低聚物、多官能固化位点(cute site)单体、官能化PEG等,包括它们的组合。液体树脂、单体和引发剂的实例包括但不限于美国专利号8,232,043;8,119,214;7,935,476;7,767,728;7,649,029;WO 2012129968 A1;CN 102715751 A;JP 2012210408 A中阐述的那些。
酸催化的可聚合液体. 尽管在如上所述的一些实施方案中该可聚合液体包含可自由基聚合液体(在这种情况下抑制剂可以如下所述是氧),在另一些实施方案中,该可聚合液体包含酸催化或阳离子聚合的可聚合液体。在这样的实施方案中该可聚合液体包含含有适合酸催化的基团,如环氧基、乙烯基醚基团等的单体。因此合适的单体包括烯烃,如甲氧基乙烯、4-甲氧基苯乙烯、苯乙烯、2-甲基丙-1-烯、1,3-丁二烯等;杂环单体(包括内酯、内酰胺和环胺),如环氧乙烷、噻丁环、四氢呋喃、噁唑啉、1,3-二氧杂环庚烷、氧杂环丁烷-2-酮等和它们的组合。在酸催化的可聚合液体中包含合适的(通常离子型或非离子型)光致产酸剂(PAG),其实例包括,但不限于鎓盐、锍和碘鎓盐等,如二苯基碘六氟磷酸盐、二苯基碘六氟砷酸盐、二苯基碘六氟锑酸盐、二苯基对甲氧基苯基三氟甲磺酸盐、二苯基对亚苄基三氟甲磺酸盐、二苯基对异丁基苯基三氟甲磺酸盐、二苯基对叔丁基苯基三氟甲磺酸盐、三苯基锍六氟磷酸盐、三苯基锍六氟砷酸盐、三苯基锍六氟锑酸盐、三苯基锍三氟甲磺酸盐、二丁基萘基锍三氟甲磺酸盐等,包括它们的混合物。参见例如美国专利号7,824,839;7,550,246;7,534,844;6,692,891;5,374,500;和5,017,461;还参见Photoacid Generator Selection Guide for the electronics industry and energy curable coatings (BASF 2010)。
水凝胶. 在一些实施方案中,合适的树脂包括可光固化的水凝胶,如聚(乙二醇)(PEG)和明胶。PEG水凝胶已用于递送各种生物制品,包括生长因子;但是,通过链增长聚合交联的PEG水凝胶面对的一大挑战是不可逆蛋白质损伤的可能。可以通过在光聚合之前在单体树脂溶液中加入亲和结合肽序列而增强从光聚合PEG二丙烯酸酯水凝胶中最大化释放生物制品的条件,以实现持续递送。明胶是在食品、化妆品、制药和摄影工业中常用的生物聚合物。其通过胶原的热变性或化学和物理降解获得。有三种类型的明胶,包括在动物、鱼和人类中发现的那些。来自冷水鱼皮的明胶被认为在制药应用中使用安全。UV或可见光可用于使适当改性的明胶交联。使明胶交联的方法包括固化来自染料如玫瑰红的衍生物。
可光固化的聚硅氧烷树脂. 合适的树脂包括可光固化的聚硅氧烷。可以使用UV固化聚硅氧烷橡胶,如Siliopren™ UV Cure Silicone Rubber,也可以使用LOCTITE™ CureSilicone粘合剂密封剂。应用包括光学仪器、医疗和手术设备、室外照明和外壳、电连接器/传感器、光纤、垫圈和模具。
可生物降解树脂. 可生物降解树脂对用于递送药物的可植入器件或对临时功能应用,如可生物降解的螺钉和支架特别重要(美国专利7,919,162;6,932,930)。可以将乳酸和乙醇酸的可生物降解共聚物(PLGA)溶解在PEG二(甲基)丙烯酸酯中以产生适用的透明树脂。聚己内酯和PLGA低聚物可以用丙烯酸或甲基丙烯酸基团官能化以使它们成为用来使用的有效树脂。
可光固化聚氨酯. 特别有用的树脂是可光固化聚氨酯(包括聚脲,和聚氨酯和聚脲的共聚物(例如聚(氨酯-脲))。可以配制包含(1) 基于脂族二异氰酸酯、聚(六亚甲基二醇间苯二甲酸酯)(poly(hexamethylene isophthalate glycol))和任选的1,4-丁二醇的聚氨酯;(2) 多官能丙烯酸酯;(3) 光引发剂;和(4) 抗氧化剂的可光聚合聚氨酯/聚脲组合物,以使其提供硬质、耐磨和耐沾污材料(美国专利4,337,130)。可光固化的热塑性聚氨酯弹性体并入 光反应性丁二炔二醇作为扩链剂。
高性能树脂. 在一些实施方案中,使用高性能树脂。如上文指出和下文进一步论述,这样的高性能树脂有时可能要求使用加热以熔融和/或降低其粘度。这样的树脂的实例包括但不限于,如美国专利号7,507,784;6,939,940中所述的用于有时被称作酯、酯-酰亚胺和酯-酰胺低聚物的液晶聚合物的那些材料的树脂。由于这样的树脂有时用作高温热固性树脂,如下文进一步论述,在本发明中它们进一步包含合适的光引发剂,如二苯甲酮、蒽醌和芴酮(fluoroenone)引发剂(包括其衍生物)以在辐照时引发交联。
附加实例树脂. 特别可用于牙科应用的树脂包括EnvisionTEC’s Clear Guide、EnvisionTEC’s E-Denstone Material。特别可用于助听器工业的树脂包括EnvisionTEC’se-Shell 300 Series的树脂。特别有用的树脂包括直接与硫化橡胶一起用于模制/铸造应用的EnvisionTEC’s HTM140IV High Temperature Mold Material。特别可用于制造韧性和刚性部件的材料包括EnvisionTEC’s RC31树脂。特别可用于熔模铸造应用的树脂包括EnvisionTEC’s Easy Cast EC500树脂和MadeSolid FireCast树脂。
附加树脂成分. 该液体树脂或可聚合材料可具有悬浮或分散在其中的固体粒子。根据制造的最终产品,可以使用任何合适的固体粒子。该粒子可以是金属的、有机/聚合的、无机的或复合材料或其混合物。该粒子可以是不导电、半导电或导电的(包括金属和非金属或聚合物导体);该粒子可以是磁性、铁磁性、顺磁性或非磁性的。该粒子可具有任何合适的形状,包括球形、椭圆形、圆柱形等。该粒子可具有任何合适的尺寸(例如1纳米至20微米平均直径)。
该粒子可包含如下所述的活性剂或可检测化合物,尽管这些也可也如下所述溶解在液体树脂中提供。例如,可以使用磁性或顺磁性粒子或纳米粒子。
该液体树脂可具有溶解在其中的附加成分,包括颜料、染料、活性化合物或药物化合物、可检测化合物(例如荧光、磷光、放射性)等,这仍取决于制造的产品的特定目的。这样的附加成分的实例包括但不限于,蛋白质、肽、核酸(DNA、RNA)如siRNA、糖、小有机化合物(药物和类药化合物)等,包括它们的组合。
非反应性光吸收剂. 在一些实施方案中,用于实施本发明的可聚合液体包括吸收光,特别是紫外光的非反应性颜料或染料。这样的光吸收剂的合适实例包括,但不限于:(i) 二氧化钛(例如以0.05或0.1至1或5重量%的量包含),(ii) 炭黑(例如以0.05或0.1至1或5重量%的量包含),和/或(iii) 有机紫外光吸收剂,如羟基二苯甲酮、羟苯基苯并三唑、草酰替苯胺、二苯甲酮、噻吨酮、羟苯基三嗪和/或苯并三唑紫外光吸收剂(例如Mayzo BLS1326)(例如以0.001或0.005至1、2或4重量%的量包含)。合适的有机紫外线吸收剂的实例包括但不限于,美国专利号3,213,058;6,916,867;7,157,586;和7,695, 643中描述的那些,它们的公开内容经此引用并入本文。
聚合抑制剂. 用于本发明的抑制剂或聚合抑制剂可以是液体或气体形式。在一些实施方案中,气体抑制剂是优选的。在一些实施方案中,液体抑制剂如油或润滑剂(例如氟化油如全氟聚醚)可用作抑制剂(或用作保持液体界面的脱离层)。具体抑制剂将取决于聚合的单体和聚合反应。对于自由基聚合单体,该抑制剂可以方便地为氧,其可以以气体形式提供,如空气、富氧气体(任选但在一些实施方案中优选含有附加惰性气体以降低其可燃性)或在一些实施方案中纯氧气。在替代性实施方案中,例如其中通过光致产酸剂引发剂使单体聚合,该抑制剂可以是碱,如氨、痕量胺(例如甲胺、乙胺、二和三烷基胺,如二甲胺、二乙胺、三甲胺、三乙胺等)或二氧化碳,包括它们的混合物或组合。
带有活细胞的可聚合液体. 在一些实施方案中,该可聚合液体可带有活细胞作为其中的“粒子”。这样的可聚合液体通常是水性的并可以充氧(oxygenated)并且当活细胞是离散相时可以被视为“乳液”。合适的活细胞可以是植物细胞(例如单子叶植物、双子叶植物)、动物细胞(例如哺乳动物、家禽、两栖动物、爬行动物细胞)、微生物细胞(例如原核生物、真核生物、原生动物等)等。该细胞可以具有来自或对应于任何类型的组织(例如血液、软骨、骨骼、肌肉、内分泌腺、外分泌腺、上皮、内皮等)的分化细胞,或可以是未分化细胞,如干细胞或祖细胞。在这样的实施方案中,该可聚合液体可以是形成水凝胶的液体,包括但不限于美国专利号7,651,683;7,651,682;7,556,490;6,602,975;5,836,313;等中描述的那些。
II. 装置
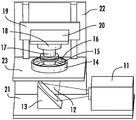
本发明的装置的一个非限制性实施方案显示在图3中。其包含辐射源11,如数字光处理器(DLP),其提供电磁辐射12,其经反射镜13辐照由壁14和形成构建室的底部的刚性或柔性构建板15限定的构建室,该构建室填充有液体树脂16。室底部15由包含如下文进一步论述的刚性或柔性半渗透性构件的构建板构成。构造中的物体17的顶部附着到载体18上。通过线性平台(linear stage)19在垂直方向上驱动该载体,尽管也可以如下文所述使用替代性的结构。
可包括液体树脂储器、管材、泵、液位传感器和/或阀以补充构建室中的液体树脂池(为清楚起见未显示),尽管在一些实施方案中可以使用简单的重力进料。可以根据已知技术包括该载体或线性平台的驱动器/致动器以及相关布线(为清楚起见也未显示)。该驱动器/致动器、辐射源和在一些实施方案中泵和液位传感器都可以仍根据已知技术全部与合适的控制器在操作上关联(operatively associated)。
用于实施本发明的构建板15通常包含或由(通常为刚性或固体、静止、和/或固定,尽管在一些实施方案中为柔性的)半渗透性(或透气的)构件构成,其独自或与一个或多个附加支承基底(例如夹具和张紧构件以张紧和稳定另外为柔性的半渗透性材料)结合。该半渗透性构件可以由在相关波长下光学透明(或另外对辐射源透明,无论其是否被人眼感知为视觉透明-即光学透明窗在一些实施方案中可以是视觉上不透明的)的任何合适的材料制成,包括但不限于多孔或微孔玻璃和用于制造刚性透气隐形眼镜的刚性透气聚合物。参 见例如Norman G. Gaylord,美国专利号RE31,406;还参见美国专利号7,862,176;7,344,731;7,097,302;5,349,394;5,310,571;5,162,469;5,141,665;5,070,170;4,923,906;和4,845,089。在一些实施方案中,这样的材料的特征为玻璃质和/或非晶聚合物和/或基本交联以使它们基本不可溶胀。该半渗透性构件优选由在与要聚合的液体树脂或材料接触时不溶胀的材料形成(即“不可溶胀”)。适用于半渗透性构件的材料包括非晶含氟聚合物,如美国专利号5,308,685和5,051,115中描述的那些。例如,当与要聚合的有机液体树脂墨水一起使用时,这样的含氟聚合物特别优于可能溶胀的聚硅氧烷。对于一些液体树脂墨水,如更基于水性的单体体系和/或一些具有低溶胀趋势的聚合树脂墨水体系,基于聚硅氧烷的窗口材料(window materials)可能是合适的。可通过许多已知参数(包括提高窗口材料的交联密度或提高液体树脂墨水的分子量)显著降低有机液体树脂墨水的溶解度或渗透性。在一些实施方案中,该构建板可以由在与本发明的装置分开时为柔性但在安装在该装置中时(例如用张力环)被夹紧并张紧以使其张紧和固定在该装置中的材料的薄膜或片材形成。特定材料包括可商购自DuPont的TEFLON AF®含氟聚合物。另外的材料包括如美国专利号8,268,446;8,263,129;8,158,728;和7,435,495中描述的全氟聚醚聚合物。
要认识到,基本所有固体材料和大部分上述材料具有一定的固有“柔性”,尽管根据如其形状和厚度之类的因素和环境因素如它们受到的压力和温度,它们可能被视为“刚性”。此外,关于该构建板的术语“静止”或“固定”意在表示没有发生该方法的机械中断(mechanical interruption),或没有提供用于机械中断该方法的机构或结构(如在逐层方法或装置中那样),即使提供用于增量调节(incremental adjustment)构建板的机构(例如,不会导致或造成聚合区的梯度瓦解的调节)。
该半渗透性构件通常包括顶面部分、底面部分和边缘表面部分。构建表面在顶面部分上;并且进料表面(feed surface)可以在顶面部分、底面部分和/或边缘表面部分中的一个、两个或全部三个上。在图3中所例示的实施方案中,进料表面在底面部分上,但用常规技术可以实施替代性的配置,其中在边缘上和/或在顶面部分上提供进料表面(靠近构建表面但与构建表面分开或隔开)。
该半渗透性构件在一些实施方案中具有0.01、0.1或1毫米至10或100毫米或更大的厚度(取决于制造的物体的尺寸,其是否如下文进一步论述那样被层压到附加支承板如玻璃等上或与附加支承板如玻璃等接触)。
该半渗透性构件对聚合抑制剂的渗透率将取决于如该气氛和/或抑制剂的压力、抑制剂的选择、制造速率或制造速度等条件。一般而言,当抑制剂是氧时,该半渗透性构件的氧渗透率可以为10或20 Barrers至1000或2000 Barrers或更大。例如,与在150 PSI压力下的纯氧或高度富氧气氛一起使用的具有10 Barrers渗透率的半渗透性构件可基本表现得与由在大气条件下的环境气氛供氧时具有500 Barrers渗透率的半渗透性构件一样。
因此,该半渗透性构件可包含柔性聚合物膜(具有任何合适的厚度,例如0.001、0.01、0.05、0.1或1毫米至1、5、10或100毫米或更大),且该构建板可进一步包含连接到该聚合物膜上并固定和张紧、稳定或固定该膜(例如至少足以在该物体推进并从该膜上回弹性或弹性反弹时该薄膜不会粘着到该物体上)的张紧构件(例如外周夹和操作上关联的应变构件(strain member)或拉伸构件,如在“鼓膜(drum head)”中;多个外周夹等,包括它们的组合)。该膜具有顶面和底面,构建表面在顶面上,进料表面优选在底面上。在另一些实施方案中,该半渗透性构件包括:(i) 聚合物膜层(具有任何合适的厚度,例如0.001, 0.01、0.1或1毫米至5、10或100毫米或更大),具有针对接触可聚合液体而定位的顶面,和底面,和(ii) 接触该膜层底面的透气、光学透明的支承构件(具有任何合适的厚度,例如0.01、0.1或1毫米至10、100或200毫米或更大)。该支承构件具有接触膜层底面的顶面,并且该支承构件具有可充当聚合抑制剂的进料表面的底面。可以使用任何合适的半渗透性(即对聚合抑制剂可透)材料。例如,该聚合物膜或聚合物膜层可以是含氟聚合物膜,如非晶热塑性含氟聚合物,如TEFLON AF 1600™或TEFLON AF 2400™含氟聚合物膜,或全氟聚醚(PFPE),特别是交联PFPE膜,或交联聚硅氧烷聚合物膜。该支承构件包含聚硅氧烷或交联聚硅氧烷聚合物构件,如聚二甲基硅氧烷构件、透气聚合物构件或多孔或微孔玻璃构件。膜可以不用粘合剂直接层压或夹紧到刚性支承构件上(例如使用PFPE和PDMS材料),或可以使用与PDMS层的上表面反应的硅烷偶联剂以粘附到第一聚合物膜层上。也可以使用可UV固化的丙烯酸酯官能的聚硅氧烷作为可UV固化的PFPE和刚性PDMS支承层之间的粘结层。
当为安置在该装置中而配置时,载体在构建表面的总面积内限定构建表面上的“构建区域”。由于在本发明中不像上文提到的Joyce和Chen装置中那样需要横向“抛投(throw)”(例如在X和/或Y方向上)来破坏相继层之间的粘合,可以使构建表面内的构建区域的面积最大化(或反过来说,可以使不充当构建区域的构建表面的面积最小化)。因此在一些实施方案中,构建区域的总表面积可占据构建表面的总表面积的至少50%、60%、70%、80%或90%。
如图3中所示,各种组件安装在支撑件或框架组装件20上。尽管支撑件或框架组装件的具体设计不重要并且可采用许多配置,但在所例示实施方案中其由底座21(辐射源11牢固或紧固地与其连接)、垂直构件22(线性平台与其操作上关联)和水平台23(壁14可拆卸地或牢固地与其连接(或将壁置于其上))构成,并永久或可拆卸地固定构建板以形成如上所述的构建室。
如上所述,该构建板可由单个一体且整片的半渗透性构件构成,或可包含附加材料。例如,可以将多孔或微孔玻璃层压或固定到半渗透性材料上。或者,可以将作为上部的半渗透性构件固定到透明下部构件上,后者具有在其中形成的吹扫通道以将载有聚合抑制剂的气体进给到半渗透性构件中(经此其传送至构建表面以如上下文中所述促进形成未聚合液体材料的脱离层(release layer))。这样的吹扫通道可完全或部分延伸穿过底板:例如,该吹扫通道可部分延伸到底板中,但随后终结于直接位于构建表面下方的区域中以避免引入变形。具体几何结构将取决于抑制剂进入半渗透性构件的进料表面位于构建表面的同一侧还是相反侧上、位于其边缘部分上、还是其中几种的组合。
可以使用任何合适的辐射源(或辐射源的组合),取决于所用的具体树脂,包括电子束和电离辐射源。在一个优选实施方案中,该辐射源是光化辐射源,如一个或多个光源,特别是一个或多个紫外光源。可以使用任何合适的光源,如白炽灯、荧光灯、磷光或冷光灯、激光器、发光二极管等,包括其阵列。如上所述,该光源优选包括与控制器操作上关联的图案形成元件(pattern-forming element)。在一些实施方案中,该光源或图案形成元件包括具有数字光处理(DLP)的数字(或可变形)微镜器件(DMD)、空间调制器(SLM)或微机电系统(MEMS)镜阵列、液晶显示(LCD)板、掩模(又名中间掩膜(reticle))、剪影(silhouette)或其组合。参见美国专利号7,902,526。该光源优选包括空间光调制阵列,如液晶光阀阵列或微镜阵列或DMD(例如具有操作上关联的数字光处理器,通常进而在合适的控制器的控制下),将其配置成无掩模地进行可聚合液体的曝光或辐照,例如通过无掩模光刻法。参见例如美国专利号6,312,134;6,248,509;6,238,852;和5,691,541。
在一些实施方案中,如下文进一步论述,可以与在Z方向上运动同时地在X和/或Y方向上运动,在X和/或Y方向上的运动因此在可聚合液体的聚合过程中进行(这不同于上述Y. Chen等人或M. Joyce中描述的运动,其是在之前和后续聚合步骤之间的用于补充可聚合液体的运动)。在本发明中,可以为例如减少构建表面的特定区域中的“老化(burn in)”或结垢而进行这样的运动。
由于本发明的一些实施方案的优点在于由于不像上述Joyce或Chen器件中那样需要大量横向“throw”,可以降低半渗透性构件(即构建板或窗口)上的构建表面的尺寸,在本发明的方法、系统和装置中,载体和物体的横向运动(包括在X和/或Y方向上的运动或其组合)(如果存在这样的横向运动)优选不大于或小于构建区域的宽度(在该横向运动的方向上)的80、70、60、50、40、30、20或甚至10%。
尽管在一些实施方案中将该载体安装在升降机上以向上并远离静止的构建板推进,但在另一些实施方案中,可以使用相反布置:也就是说,可以固定该载体并使构建板下降,由此推进载体远离构建板。用于实现相同结果的许多不同的机械配置对本领域技术人员而言将是显而易见的。
根据对用于制造载体的材料的选择和对用于制造制品的聚合物或树脂的选择,制品与载体的粘合有时不足以将制品保持在载体上直至成品或“构建(build)”完成。例如,铝载体可能具有比聚(氯乙烯)(或“PVC”)载体低的粘合。因此一个解决方案是使用在表面(制造的制品在该表面上聚合)上包含PVC的载体。如果这造成太强的粘合以致不能方便地将成品部件与载体分离,可以使用任何的各种技术进一步将制品固定到粘性较低的载体上,包括但不限于施加粘合胶带如"Greener Masking Tape for Basic Painting #2025 Highadhesion"以在制造过程中进一步将制品固定到载体上。
III. 控制器和工艺控制
本发明的方法和装置可包括用于实施工艺控制,包括反馈和前馈控制的工艺步骤和装置构件,以例如提高该方法的速度和/或可靠性。
用于实施本发明的控制器可以硬件电路、软件或其组合的形式执行。在一个实施方案中,该控制器是运行软件的通用计算机,通过合适的接口硬件和/或软件与监视器、驱动器、泵和其它组件操作上关联。适用于控制如本文所述的三维打印或制造方法和装置的软件包括,但不限于,ReplicatorG开源3d打印程序、来自3D systems的3DPrint™控制器软件、Slic3r、Skeinforge、KISSlicer、Repetier-Host、PrintRun、Cura等,包括它们的组合。
在该方法的过程中(例如在填充、辐照和推进步骤的一个、一些或全部的过程中)连续或间歇地直接或间接监测的工艺参数包括但不限于,辐照强度、载体的温度、构建区域中的可聚合液体、增长中的产品的温度、构建板的温度、压力、推进速度、压力、力(例如经由载体和制造的产品施加在构建板上)、应变(例如由制造的增长中的产品施加在载体上)、脱离层的厚度等。
在反馈和/或前馈控制系统中可以使用的已知参数包括但不限于,可聚合液体的预期消耗(例如根据制造的制品的已知几何结构或体积)、由可聚合液体形成的聚合物的降解温度等。
连续或逐步响应监测的参数和/或已知参数(例如在任何或所有上述工艺步骤的过程中)直接或间接控制的工艺条件包括但不限于,可聚合液体的供应速率、温度、压力、载体的推进速率或速度、辐照强度、辐照持续时间(例如对于各“层片(slice)”)等。
例如,可以用适当的热电偶、非接触式温度传感器(例如红外温度传感器)或其它合适的温度传感器直接或间接监测可聚合液体在构建区域中的温度或构建板的温度以测定温度是否超过聚合产品的降解温度。如果超过,可以通过控制器调节工艺参数以降低构建区域中的温度和/或构建板的温度。适合此类调节的工艺参数可包括:用冷却器降低温度、减低载体的推进速率、降低辐照强度、降低辐射暴露持续时间等。
此外,可以用光检测器监测辐照源(例如紫外光源,如汞灯)的强度以检测来自辐照源的强度的降低(例如由于其在使用过程中的常规退化)。如果检测到,可以通过控制器调节工艺参数以适应强度的损失。适用于此类调节的工艺参数可包括:用加热器提高温度、降低载体的推进速率、提高光源的功率等。
作为另一实例,可以用加热器和冷却器(独立地,或互相结合并分开地响应控制器)和/或用压力供应(例如泵、压力容器、阀或其组合)和/或压力脱离机构,如可控阀(独立地,或互相结合并分开地响应控制器)实现温度和/或压力的控制以增加制造时间。
在一些实施方案中,配置该控制器以在对一些或全部的最终产品的制造全程中保持本文所述的聚合区的梯度(参见例如图2)。具体配置(例如时间、推进速率或速度、辐射强度、温度等)将取决于如特定可聚合液体和生成的产品的性质之类的因素。可以通过输入预先确定或经一系列试验运行或“试错法”确定的一组工艺参数或指令凭经验进行保持聚合区的梯度的配置;可以通过预定指令提供配置;可以通过合适的监测和反馈(如上文论述)、它们的组合或以任何其它合适的方式实现配置。
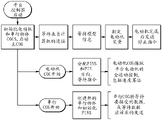
在一些实施方案中,可以通过在通用计算机中运行的软件程序控制如上所述的方法和装置,在该计算机和上述装置之间具有合适的接口硬件。许多替代方案是市售的。组件的一种组合的非限制性实例显示在图4至6中,其中“微控制器(Microcontroller)”是Parallax Propeller,步进电机驱动器(Stepper Motor Driver)是Sparkfun EasyDriver,LED驱动器(LED Driver)是Luxeon Single LED Driver,USB串行接口(USB TO Serial)是Parallax USB串行接口转换器,且DLP系统是Texas Instruments LightCrafter系统。
IV. 一般方法
三维中间体优选由如上所述的树脂通过增材制造,典型地自底向上或自顶向下的增材制造来形成。一般来说,自顶向下的三维制造如下进行:
(a)提供具有可聚合液体填充水平面的可聚合液体储器和位于所述储器中的载体,所述载体和所述填充水平面在其间限定构建区域;
(b)用可聚合液体(即树脂)填充构建区域,所述可聚合液体包含以下的混合物:双重固化体系的(i)光(通常为紫外光)可聚合液体第一组分,和(ii)第二可凝固组分;和然后
(c)用光辐照所述构建区域以由所述第一组分形成固体聚合物支架并还推进所述载体远离所述构建表面以形成具有与所述三维物体相同的形状或待赋予所述三维物体的形状并含有以未凝固或未固化形式承载在所述支架中的所述第二可凝固组分(例如第二反应性组分)的三维中间体;
根据已知技术,可以任选地在填充水平面处提供刮水片、刮片或光学透明(刚性或柔性)窗口以促进可聚合液体变平。在光学透明窗口的情况下,窗口提供构建表面,相对于构建表面上形成三维中间体,类似于下面讨论的自底向上三维制造中的构建表面。
一般而言,自底向上的三维制造如下进行:
(a)提供载体和具有构建表面的光学透明构件,所述载体和构建表面在其间限定构建区域;
(b)用可聚合液体(即树脂)填充构建区域,所述可聚合液体包含以下的混合物:双重固化体系的(i)光(通常为紫外光)可聚合液体第一组分和(ii)第二可凝固组分;和然后
(c)用穿过所述光学透明构件的光辐照所述构建区域以由所述第一组分形成固体聚合物支架并还推进(通常升高)所述载体远离所述构建表面以形成具有与所述三维物体相同的形状或待赋予所述三维物体的形状并含有以未凝固或未固化形式承载在所述支架中的所述第二可凝固组分(例如第二反应性组分)的三维中间体。
在本发明的背景下实施的自底向上或自顶向下的三维制造的一些实施方案中,构建表面在形成三维中间体期间是静止的;在本发明上下文中实施的自底向上三维制造的其它实施方案中,在形成三维中间体期间,构建表面被倾斜、滑动、弯曲和/或剥离,和/或以其它方式移位或从生长中的三维中间体释放,通常重复进行。
在本发明的背景下实施的自底向上或自顶向下的三维制造的一些实施方案中,在填充和辐照步骤期间,在制造三维中间体的一些、大部分或全部过程中,可聚合液体(或树脂)与生长中的三维中间体和构建表面保持液体接触。
在本发明的背景下实施的自底向上或自顶向下的三维制造的一些实施方案中,在三维中间体形成的至少部分期间,生长中的三维中间体以无层方式制造(例如,通过多次曝光或“一片片”图案化的光化辐射或光)。
在本发明的背景下实施的自底向上或自顶向下的三维制造的一些实施方案中,在三维中间体形成的至少部分期间,生长中的三维中间体以逐层方式制造(例如,通过多次曝光或“一片片”图案化的光化辐射或光)。
在采用刚性或柔性光学透明窗口的自底向上或自顶向下的三维制造的一些实施方案中,润滑剂或不混溶液体可以在窗口和可聚合液体之间(例如氟化流体或油如全氟聚醚油)提供。
从上述可以理解的是,在本发明的背景下实施的自底向上或自顶向下的三维制造的一些实施方案中,生长中的三维中间体在形成其至少一部分的过程中以无层方式制造并且在其至少一个其它部分的形成过程中以逐层的方式制造相同的生长中的三维中间体。因此,根据诸如部件几何形状的操作条件的需要,可以在无层制造和逐层制造之间一次或者多次改变操作模式。
在一些实施方案中,中间体通过连续液体界面制备(CLIP)形成,如下面进一步讨论的。
如上所述,本发明提供(在一些实施方案中)形成三维物体的方法,其包括步骤:(a) 提供载体和构建板,所述构建板包含半渗透性构件,所述半渗透性构件包含构建表面和与构建表面分离的进料表面,其中所述构建表面和所述载体在它们之间限定构建区域,且其中所述进料表面与聚合抑制剂流体接触;然后(同时和/或相继地)(b) 用可聚合液体填充所述构建区域,所述可聚合液体接触构建段(build segment),(c) 穿过所述构建板辐照所述构建区域以在所述构建区域中产生已聚合的固体区,其中在所述已聚合的固体区和所述构建表面之间形成由所述可聚合液体构成的液膜脱离层,通过聚合抑制剂抑制所述液膜的聚合;和(d) 推进其上粘附着已聚合区的载体远离静止构建板上的构建表面以在所述已聚合区和顶部区(top zone)之间生成后续构建区域。一般而言,该方法包括(e) 继续和/或重复步骤(b)至(d)以制造粘附到前一已聚合区上的后续已聚合区直至粘附至彼此的已聚合区的持续或重复沉积形成三维物体。
由于不需要脱离层的机械脱离或不需要构建表面的机械运动以补偿氧或其它抑制剂,可以以连续方式进行该方法,但要认识到,上述个体步骤可以相继进行、同时进行或其组合。实际上,可以根据如制造中的区域的密度和/或复杂度之类的因素随时间经过改变步骤的速率。
此外,由于从窗口或从脱离层上机械脱离通常要求载体距构建板的推进距离大于下一辐照步骤所需的距离(这能够再涂布该窗口),然后使载体回退更接近构建板(例如“向前两步退一步”操作),本发明在一些实施方案中能够消除这一“反退(back-up)”步骤并能使载体单向或朝单个方向推进,而没有窗口的中间运动以便再涂布,或“卡入(snapping)”预先形成的弹性脱离层。但是,在本发明的另一些实施方案中,使用往复移动,其不是为了实现脱离,而是为了将可聚合液体更快填充到或泵入构建区域中。
尽管死区和聚合区的梯度之间(在两者会合的位置中)没有严格的边界,但聚合区的梯度的厚度在一些实施方案中至少与死区的厚度一样大。因此,在一些实施方案中,死区具有0.01、0.1、1、2或10微米至100、200或400微米或更大的厚度,和/或聚合区的梯度和死区一起具有1或2微米至400、600或1000微米或更大的厚度。因此,根据此时的特定工艺条件,聚合区的梯度可以厚或薄。如果聚合区的梯度薄,其也可被描述为在增长中的三维物体的底部上的活性表面,单体可与其反应并继续与其形成增长的聚合物链。在一些实施方案中,将聚合区的梯度或活性表面保持(同时聚合步骤继续)至少5、10、15、20或30秒至5、10、15或20分钟或更长的时间,或直至三维产品完成。
该方法可进一步包括中断聚合区的梯度足以在三维物体中形成分裂线(例如在要有意分裂的预定所需位置,或在物体中的对分裂的防止或对分裂的降低不重要的位置)的时间的步骤,然后恢复聚合区的梯度(例如通过暂停并重新开始推进步骤,提高然后降低辐照强度,及其组合)。
在一些实施方案中,该推进步骤以每步或增量的均一增量(例如0.1或1微米至10或100微米或更大)相继进行。在一些实施方案中,该推进步骤以每步或增量的可变增量(例如各增量为0.1或1微米至10或100微米或更大)相继进行。增量的大小以及推进速率将部分取决于如温度、压力、制备的制品的结构(例如尺寸、密度、复杂度、配置等)之类的因素。
在本发明的另一些实施方案中,该推进步骤以均一或可变速率连续进行。
在一些实施方案中,推进速率(无论相继还是连续进行)为大约0.1、1或10微米/秒至大约100、1,000或10,000微米/秒,仍取决于如温度、压力、制备的制品的结构、辐射强度等因素。
如下文进一步描述,在一些实施方案中,通过在压力下迫使可聚合液体进入构建区域中来进行填充步骤。在这种情况下,一个或多个推进步骤可以以至少0.1、1、10、50、100、500或1000微米/秒或更大的速率或累积或平均速率进行。一般而言,压力可无论如何足以将一个或多个推进步骤的速率与不存在压力时推进步骤的最大重复速率相比提高至少2、4、6、8或10倍。如果通过将如上所述的装置封装在压力容器中并在加压气氛(例如空气、富氧空气、气体共混物、纯氧等)中进行该方法来提供压力,可以使用10、20、30或40磅/平方英寸(PSI)至200、300、400或500 PSI或更大的压力。为了制造大型不规则物体,由于大型高压容器的成本,较高压力可能不如较慢制造时间优选。在这样的实施方案中,进料表面和可聚合液体可以与相同压缩气体(例如包含20至95体积%氧气的压缩气体,该氧气充当聚合抑制剂)流体接触。
另一方面,当制造较小物体或制造可随其制成而经压力容器内的开口或孔从中取出或离开的杆或纤维时,则可以使压力容器的尺寸保持比制造的产品的尺寸小并且可更容易使用较高压力(如果需要)。
如上所述,辐照步骤在一些实施方案中用图案化辐照进行。根据制造的特定物体,该图案化辐照可以是固定图案或可以是通过如上所述的图案发生器(例如DLP)生成的可变图案。
当该图案化辐照是可变图案而非随时间经过保持恒定的图案,则各辐照步骤可以为任何合适的时间或持续时间,取决于如辐照强度、可聚合材料中存在或不存在染料、生长速率等因素。因此,在一些实施方案中,各辐照步骤的持续时间可以为0.001、0.01、0.1、1或10微秒至1、10或100分钟或更久。各辐照步骤之间的间隔在一些实施方案中优选尽可能短,例如0.001、0.01、0.1或1微秒至0.1、1或10秒。在示例性实施方案中,该图案可改变数百、数千或数百万次以赋予形成的三维物体形状改变。此外,在示例性实施方案中,图案发生器可具有高分辨率,其具有数百万像素要素(pixel elements),其可变化以改变其赋予的形状。例如,图案发生器可以是具有多于1,000或2,000或3,000或更多行和/或多于1,000或2,000或3,000或更多列的微镜(或液晶面板中的像素)的DLP,它们可用于改变形状。在示例性实施方案中,可以通过聚合的梯度形成三维物体,其使得在连续打印的同时赋予形状变化。在示例性实施方案中,这使得能够以高速形成具有无分裂线或接缝的基本连续表面的复杂三维物体。在一些实例中,可以跨大于1毫米、1厘米、10厘米或更大的成形中的物体的长度或跨已成形的物体的整个长度无分裂线或接缝地赋予形成中的三维物体数千或数百万次形状变化。在示例性实施方案中,可以通过聚合的梯度以大于1、10、100、1000、10000微米/秒或更大的速率连续形成该物体。
在一些实施方案中,构建表面是平坦的;在另一些实施方案中,构建表面是不规则的,如凸起弯曲或凹进弯曲,或具有在其中形成的壁或槽。在任一情况下,该构建表面可以是光滑或有纹理的。
弯曲和/或不规则的构建板或构建表面可用于纤维或杆形成,以为制造的单一物体提供不同材料(也就是说,通过在构建表面中形成的各自与单独液体供给源相关连的通道或槽等向相同构建表面提供不同的可聚合液体)。
可聚合液体的载体进料通道. 尽管可以从液体导管和储器系统直接向构建板提供可聚合液体,但在一些实施方案中,载体包括在其中的一个或多个进料通道。载体进料通道与可聚合液体供给源,例如储器和相关的泵流体连通。不同的载体进料通道可以与相同供给源流体连通并彼此同时运行,或不同的载体进料通道可为可彼此分开控制(例如通过为各自提供泵和/或阀)。可分开控制的进料通道可以与含有相同可聚合液体的储器流体连通,或可以与含有不同可聚合液体的储器流体连通。如果需要,通过使用阀组装件,在一些实施方案中可经由相同进料通道交替进给不同的可聚合液体。
V. 可聚合液体的往复进料.
在本发明的一个实施方案中,相对于构建表面垂直往复移动载体以增强或加速用可聚合液体再填充构建区域。
在一些实施方案中,包括上升行程和下行行程的垂直往复移动步骤在上行行程的行进距离大于下行行程的行进距离的情况下进行,由此部分或完全同时进行推进步骤(即驱动载体在Z维度上远离构建板)。
在一些实施方案中,上升行程的速度逐渐加速(也就是说,经上升行程总时间的至少20、30、40或50%的时间段提供上升行程的逐渐开始和/或逐渐加速),直至上升行程结束或方向改变,这代表下行行程的起点。换言之,上升行程平缓或逐渐开始或启动。
在一些实施方案中,下行行程的速度逐渐减速(也就是说,经下行行程总时间的至少20、30、40或50%的时间段提供下行行程的逐渐终止和/或逐渐减速)。换言之,下行行程平缓或逐渐结束或终止。
尽管在一些实施方案中存在上升行程的骤然结束或骤然减速和下行行程的骤然开始或减速(例如行进矢量或方向从上升行程到下行行程的迅速变化),但要认识到,在此也可以引入逐渐过渡(例如通过在上升行程和下行行程之间在行进中引入“稳定阶段(plateau)”或暂停)。还要认识到,尽管该往复移动步骤可以是单个上升行程和下行行程,但可以在相同或不同幅度和频率的往复移动的相连组中进行往复移动。
在一些实施方案中,垂直往复移动步骤经0.01或0.1秒至1或10秒的总时间(例如每个上升行程和下行行程周期)进行。
在一些实施方案中,上升行程的行进距离为0.02或0.2毫米(或20或200微米)至1或10毫米(或1000至10,000微米)。下行行程的行进距离可以与上升行程的行进距离相同或更小,其中下行行程的较小行进距离用于在逐渐形成三维物体时实现载体远离构建表面的推进。
优选地,该垂直往复移动步骤,特别是其上升行程,不会造成在构建区域中形成气泡或气窝,而相反构建区域在往复移动步骤全程中保持充满可聚合液体,并且聚合区或区域的梯度在往复移动步骤全程中与“死区”和与正制造的增长中的物体保持接触。会认识到,往复移动的目的是与无往复移动步骤时构建区域的再填充速度相比,加速或增强构建区域的再填充,特别是在要用可聚合液体再填充较大构建区域时。
在一些实施方案中,推进步骤以每分钟1、2、5或10次单个推进至每分钟300、600或1000次单个推进的速率间歇进行,在每次推进后暂停,在此期间进行辐照步骤。要认识到,在各推进步骤内可以进行一个或多个往复移动步骤(例如上升行程 + 下行行程)。换言之,往复移动步骤可以嵌套在推进步骤内。
在一些实施方案中,在10或50微米至100或200微米的各推进的平均行进距离(任选包括各垂直往复移动步骤的总行进距离,例如上升行程距离减去下行行程距离的总和)内进行单个推进。
用于实施本发明的装置,其中基本如上所述实施本文所述的往复移动步骤,其具有与载体关联的驱动器和/或与透明构件操作上关联的附加驱动器,并具有与所述驱动器中任一或两者操作上关联并配置成如上所述相对于彼此往复移动载体和透明构件的控制器。
VI. 通过提高光强度提高制造速度.
一般而言已经观察到可以通过提高光强度来提高制造速度。在一些实施方案中,将光集中或“聚焦”在构建区域以提高制造速度。这可以使用光学器件如物镜实现。
制造速度通常可与光强度成比例。例如,可以通过将以毫瓦特/平方厘米计的光强度和乘数相乘计算以毫米/小时计的构建速度。该乘数可取决于各种因素,包括下文论述的那些。可以使用从低到高的乘数范围。在该范围的下端,该乘数可以为大约10、15、20或30。在该乘数范围的上端,该乘数可以为大约150、300、400或更大。
通常针对1、5或10毫瓦特/平方厘米至20或50毫瓦特/平方厘米的光强度考虑上述关系。
可以选择光的某些光学特征以促进提高的制造速度。例如,可以与汞灯泡光源一起使用带通滤波器以提供在半峰全宽(FWHM)处测得的365 ± 10纳米光。作为另一实例,可以与LED光源一起使用带通滤波器以提供在FWHM处测得的375 ± 15纳米光。
如上所述,此类方法中所用的可聚合液体通常是以氧作为抑制剂的可自由基聚合液体,或以碱作为抑制剂的酸催化或可阳离子聚合的液体。一些特定可聚合液体当然比另一些更快或更有效固化并因此更可顺应更高速度,尽管这可以至少部分通过进一步提高光强度弥补。
在较高光强度和速度下,随着抑制剂消耗,“死区”变更薄。如果死区消失,则中断该方法。在这种情况下,可以通过任何合适的手段增强抑制剂的供应,包括提供抑制剂的富集和/或加压气氛、更多孔的半渗透性构件、更强或更有力的抑制剂(特别是在使用碱时)等。
一般而言,较低粘度的可聚合液体更可顺应较高速度,特别是对于具有大和/或致密横截面的制品的制造(尽管这可以至少部分通过提高光强度弥补)。可聚合液体具有50或100厘泊至600、800或1000厘泊或更大的粘度(如用合适的装置,如HYDRAMOTIONREACTAVISC™ Viscometer(可获自Hydramotion Ltd, 1 York Road Business Park,Malton, York YO17 6YA England)在室温和大气压下测量)。在一些实施方案中,如果必要,可以通过如上所述加热可聚合液体而有利地降低可聚合液体的粘度。
在一些实施方案(如具有大和/或致密横截面的制品的制造)中,可以通过如上所述引入往复移动以“泵抽”可聚合液体和/或也如上所述使用经载体进给可聚合液体和/或也如上所述加热和/或加压可聚合液体来提高制造速度。
VII. 铺设.
可能希望使用多于一个光引擎以在较大构建尺寸下保持分辨率和光强度。各光引擎可配置成将图像(例如像素阵列)投影到构建区域中以将多个“铺设“图像投影到构建区域中。本文所用的术语“光引擎”可指包括光源、DLP器件如数字微镜或LCD器件和光学器件如物镜的组装件。“光引擎”还可包括与一个或多个其它组件操作上关联的电子设备,如控制器。
这示意性显示在图18A-18C中。光引擎组装件130A, 130B产生相邻或“铺设”图像140A, 140B。在图18A中,图像略微错位;也就是说,在它们之间存在间隙。在图18B中,图像对准;在它们之间没有间隙和没有重叠。在图18C中,图像140A和140B存在轻微重叠。
在一些实施方案中,图18C中所示的具有重叠图像的配置与如例如美国专利号7,292,207、8,102,332、8,427,391、8,446,431和美国专利申请公开号2013/0269882、2013/0278840和2013/0321475(它们的公开内容全文经此引用并入本文)中大致论述的重叠区的一定形式的“调和(blending)”或“平滑化(smoothing)”一起使用。
铺设图像可允许更大的构建面积而不牺牲光强度,因此可促进对更大物体的更快构建速度。要理解的是,可以使用多于两个光引擎组件(和相应的铺设图像)。本发明的各种实施方案使用至少4、8、16、32、64、128或更多个铺设图像。
VIII. 双重硬化可聚合液体: B部分.
如上所述,在本发明的一些实施方案中,可聚合液体包含第一光可聚合组分(在本文中有时被称作“A部分”)和通过另一机制或以与第一组分不同的方式,通常通过进一步反应、聚合或扩链凝固的第二组分(在本文中有时被称作“B部分”)。可以进行许多实施方案。在下文中,要指出,在描述特定丙烯酸酯,如甲基丙烯酸酯之处,也可使用其它丙烯酸酯。
A部分化学. 如上所述,在本发明的一些实施方案中,树脂具有第一组分,被称作“A部分”。A部分包含或由可通过暴露在光化辐射或光下聚合的单体和/或预聚物的混合物构成。这种树脂可具有2或更高的官能度(尽管当该聚合物不溶解在其单体中时也可以使用官能度为1的树脂)。A部分的作用是“锁定”形成的物体的形状或生成一种或多种附加组分(例如B部分)的支架。重要地,A部分以在初始凝固后保持形成的物体的形状所需的最小量或高于最小量存在。在一些实施方案中,这种量对应于总树脂(可聚合液体)组合物的少于10、20或30重量%。
在一些实施方案中,A部分可以反应以形成交联聚合物网络或固体均聚物。
适用于A部分的成分、单体或预聚物的合适的反应性端基的实例包括,但不限于:丙烯酸酯、甲基丙烯酸酯、α-烯烃、N-乙烯基(N-vinyls)、丙烯酰胺、甲基丙烯酰胺、苯乙烯类、环氧基(epoxides)、硫醇(thiols)、1,3-二烯、卤化乙烯基、丙烯腈、乙烯基酯、马来酰亚胺和乙烯基醚。
A部分的凝固的一个方面在于其提供支架,被称作“B部分”的第二反应性树脂组分可以在第二步骤的过程中凝固在其中(这可以与A部分的凝固同时或在其之后发生)。这种二次反应优选在不使在A部分的凝固过程中确定的原始形状显著变形的情况下发生。替代性方法会以所需方式使原始形状变形。
在特定实施方案中,当用于本文所述的方法和装置时,在打印过程中在特定区域内通过氧或胺或其它反应性物类连续抑制A部分的凝固,以在凝固部分和抑制剂可透的膜或窗口之间形成液体界面(例如通过连续液体相间/界面打印/聚合进行)。
B部分化学. B部分可包含、由或基本由具有在A部分凝固反应后参与第二凝固反应的反应性端基的单体和/或预聚物的混合物构成。在一些实施方案中,可以与A部分同时添加B部分,由此B部分在暴露在光化辐射下的过程中存在,或可以在后续步骤中将B部分灌注到在3D打印过程中制成的物体中。用于凝固B部分的方法的实例包括但不限于,使该物体或支架与热、水或水蒸气、在A部分固化所处于的不同的波长下的光、催化剂(存在或不存在另外的热)接触、从可聚合液体中蒸发溶剂(例如使用热、真空或其组合)、微波辐照等,包括它们的组合。
适用于B部分的成分、单体或预聚物的合适的反应性端基对的实例包括,但不限于:环氧基/胺、环氧基/羟基、氧杂环丁烷/胺、氧杂环丁烷/醇、异氰酸酯*/羟基、异氰酸酯*/胺、异氰酸酯/羧酸、酸酐/胺、胺/羧酸、胺/酯、羟基/羧酸、羟基/酰基氯、胺/酰基氯、乙烯基/Si-H(硅氢化)、Si-Cl/羟基、Si-Cl/胺、羟基/醛、胺/醛、羟甲基或烷氧基甲基酰胺/醇、氨基塑料、炔烃/叠氮化物(也已知是“点击化学”的一个实施方案,与附加反应,包括硫醇烯(thiolene)、迈克尔加成、狄尔斯-阿尔德反应、亲核取代反应等一起)、烯烃/硫(聚丁二烯硫化)、烯烃/过氧化物、烯烃/硫醇、炔烃/硫醇、羟基/卤化物、异氰酸酯*/水(聚氨酯泡沫)、Si-OH/羟基、Si-OH/水、Si-OH/Si-H(锡催化的聚硅氧烷)、Si-OH/Si-OH(锡催化的聚硅氧烷)、全氟乙烯基(偶联以形成全氟环丁烷)等,(其中*异氰酸酯包括受保护的异氰酸酯(例如肟)),用于狄尔斯-阿尔德反应的二烯/亲二烯体、烯烃易位聚合、使用齐格勒纳塔催化的烯烃聚合、开环聚合(包括开环烯烃易位聚合,内酰胺、内酯、硅氧烷、环氧化物、环醚、亚胺、环状缩醛等)等。
本领域技术人员可认识到适用于B部分的其它反应性化学品。“ConcisePolymeric Materials Encyclopedia”和“Encyclopedia of Polymer Science andTechnology”中描述的可用于形成聚合物的B部分组分经此引用并入本文。
有机过氧化物。在一些实施方案中,有机过氧化物可以包含在可聚合液体或树脂中,例如以促进在热和/或微波辐照固化期间可能未反应的双键的反应。这种有机过氧化物可以以任何合适的量包含在树脂或可聚合液体中,例如0.001或0.01或0.1重量%,至多1、2或3重量%。合适的有机过氧化物的实例包括但不限于2,5-双(叔丁基过氧基)-2,5-二甲基己烷(例如LUPEROX 101TM)、过氧化二月桂酰(例如LUPEROX LPTM)、过氧化苯甲酰(例如LUPEROX A98TM)和双(叔丁基二氧基异丙基)苯(例如VulCUP RTM)等,包括其组合。这些有机过氧化物可以从各种来源获得,包括但不限于Arkema (420 rue d'Estienne d'Orves,92705 Colombes Cedex, France)。
弹性体. 用于实施本发明的一个特别有用的实施方案是用于形成弹性体。韧性、高伸长率弹性体难以仅使用液体可UV固化前体实现。但是,存在许多热固化材料(聚氨酯、聚硅氧烷、天然橡胶)在固化后产生韧性高伸长率弹性体。这些可热固化的弹性体自身通常与大多数3D打印技术不相容。
在本发明的实施方案中,将少量(例如少于20重量%)低粘度可UV固化材料(A部分)与可热固化前体共混以形成(优选韧性)弹性体(例如聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))和聚硅氧烷)(B部分)。该可UV固化组分用于使用如本文所述的3D打印将物体凝固成所需形状和该可聚合液体中的弹性体前体的支架。然后可在打印后加热该物体,由此活化第二组分,以产生包含该弹性体的物体。
形成的物体的粘合. 在一些实施方案中,可能有用的是,利用A部分的凝固定义多个物体的形状、以特定配置排列这些物体以使物体之间气密封接、然后活化B部分的二次凝固。以这种方式,可以在制备过程中实现部件之间的强粘合。一个特别有用的实例可以是在运动鞋组件的形成和粘合中。
作为B部分的粒子的熔合. 在一些实施方案中,“B部分”可以简单地由预先形成聚合物的小粒子构成。在A部分凝固后,可以在高于B部分的玻璃化转变温度加热该物体以熔合截留的聚合物粒子。
作为B部分的溶剂的蒸发. 在一些实施方案中,“B部分”可以由溶解在溶剂中的预先形成聚合物构成。在A部分凝固成所需物体后,对该物体施以能使B部分的溶剂蒸发的工艺(例如热 + 真空),由此凝固B部分。
可热裂解端基. 在一些实施方案中,在A部分的凝固后可以热裂解A部分中的反应性化学以生成新的反应性物类。新形成的反应性物类可在二次凝固中进一步与B部分反应。Velankar, Pezos和Cooper, Journal of Applied Polymer Science, 62, 1361-1376(1996)描述了一个示例性体系。在此,在UV固化后,热裂解形成的物体中的丙烯酸酯/甲基丙烯酸酯基团以生成二异氰酸酯或支化异氰酸酯预聚物,其与共混的扩链剂进一步反应以在原始固化材料或支架内产生高分子量聚氨酯/聚脲。这样的体系通常是如下文更详细论述的使用封闭或反应性封闭预聚物的双重硬化体系。可以指出,稍后的研究表明上述热裂解实际上是扩链剂(通常二胺)与受阻脲的置换反应,以产生最终聚氨酯/聚脲而不生成异氰酸酯中间体。
混合组分的方法. 在一些实施方案中,可在引入打印机构建板或构建区域之前(作为单个批次,和/或以连续的方式)混合组分。这可以使用任何合适的方式完成,例如使用混合器,包括静态混合器,例如多筒式注射器和混合喷嘴进行。图1提供了其示意图。该方法可以如下进行:混合第一前体液体和第二前体液体以产生包含(i)光可聚合液体第一组分的混合物的可聚合液体,并且其中:(i')所述第二可凝固组分的至少一种反应物包含在所述第一前体液体中,和(ii')所述第二可凝固组分的至少一种反应物或催化剂包含在所述第二前体液体中;然后(通常在所述混合步骤的一天内,并且优选在一个或两个小时内)继续用所述可聚合液体填充所述构建区域。如图所示,可以由混合器(例如静态混合器)的输出直接进行填充。
例如,A部分可包含或由可UV固化的二(甲基)丙烯酸酯树脂构成,B部分可包含或由二异氰酸酯或支化异氰酸酯预聚物和多元醇混合物构成。多元醇可以在一个筒中与A部分共混在一起并保持未反应。第二注射器筒将含有B部分的二异氰酸酯。由此,可以储存该材料而不用担心“B部分”过早凝固。另外,在以这种方式将树脂引入打印机时,可在所有组分混合和A部分凝固之间规定恒定时间。
应该理解,前体液体或树脂(如通过其混合形成的双重固化树脂)通常将是粘性液体,并且在一些情况下可以有利地为如下所述的假塑性的。
假塑性前体液体。在一些实施方案中,特别是其中一种或两种前体树脂在其中携带固体颗粒的情况下,该前体树脂是假塑性组合物。假塑性树脂组合物和赋予树脂组合物假塑性的各种方法是已知的。参见例如美国专利号9,216,543;也参见美国专利号6,180,244; 6,172,134; 8,604,132和7,482,399(所有这些文献的公开内容通过引用整体并入本文)。
如本文所用的假塑性(或“剪切变稀”)组合物是指当施加力,特别是在混合期间遇到的剪切或压力之类的机械力(例如搅动、搅拌、泵送、摇动等)时变得更加流动的组合物,尤其是前体树脂。在本发明中,含有颗粒的前体树脂的假塑性可有助于在储存期间稳定该前体树脂(例如,储存期间较高的粘度用于抑制固体颗粒的沉降),但不会不适当地干扰在分配以使用时该树脂与另一种前体树脂的混合。
在一些实施方案中,假塑性树脂可以具有至少5、6或10,至多40、60、80或100或更大的剪切变稀值。可根据已知技术确定剪切变稀值(参见例如美国专利号9,382,370;8,604,132;和8,173,750,其公开内容通过引用整体并入本文)。
在一些实施方案中,树脂可以固有地为假塑性的(即,由包含在前体树脂中的用于其它目的的组分赋予假塑性);在其它实施方案中,通过在其中包含一种或多种流变改性剂,以任何合适的量(例如0.1或1重量%,至多2、5或10重量%)赋予该前体树脂假塑性。可以使用的流变改性剂包括但不限于有机和无机流变改性剂,缔合型以及非缔合型改性剂。有机流变改性剂包括基于天然材料的产品,如纤维素,纤维素衍生物,藻酸盐或多糖及其衍生物如黄原胶,或合成聚合物材料如聚丙烯酸酯,聚氨酯或聚酰胺。无机流变改性剂包括粘土,如膨润土粘土,绿坡缕石粘土,有机粘土,高岭土和经处理或未经处理的合成二氧化硅,如热解二氧化硅。
流变改性剂的具体实例包括但不限于碱溶性或可溶胀乳剂,例如AcrySol™ ASE-60, ASE-75和ASB-95NP, Acusol™ 810A (Rohm and Haas Co.)和Alcogum™ L-15, L-31和L-37 (Alco Chemical), 碱溶性缔合乳液如Alcogum™ SL-70和78 (Alco Chemical)或Acrysol™ TT-935或RM-5 (Rohm and Haas Co.)和碱可溶胀缔合聚氨酯如Polyphobe™P-104,和P-106 (Union Carbide),以及此外,疏水改性的聚氨酯分散体如Nopco DSX1514, 1550, 2000 EXP和3000 EXP (Henkel Corporation)和Acrysol™ RM-825 (Rohmand Haas Co.)。
流变改性剂的其它实例包括但不限于涂覆有三甲基硅烷的热解二氧化硅。三甲基硅烷涂覆的二氧化硅可以例如通过用甲基氯硅烷如二甲基二氯硅烷或二乙基氯硅烷,或更优选用六甲基二硅氮烷如AerosilTM R812(Degussa Limited)处理热解二氧化硅来制备。流变改性剂的另一个非限制性实例是用硅油处理的热解二氧化硅,如AEROSIL™ R202(Degussa Limited)。
流变改性剂的另外实例包括但不限于基于蜡的流变改性剂如熔点约60°C的聚乙二醇蜡,或低熔点(例如低于100℃)的硬脂酸酯。合适的商业制剂是以商标THIXOMEN™和THIXOTROL ST™出售的那些。
用于制备环氧双重固化树脂的示例性前体树脂。用于生产环氧双重固化树脂的前体树脂对的非限制性实例是以下的组合:
(a)第一假塑性前体树脂组合物,其包含或基本上由以下组成(期望与硬化剂分开包装环氧树脂和双重反应性化合物,以避免过早反应和延长保存期限):
(i)与环氧树脂可共聚的有机硬化剂,所述有机硬化剂呈固体颗粒形式并分散在所述树脂组合物中;
(ii)任选光引发剂;
(iii)任选通过暴露于光化辐射或光下而可聚合的单体和/或预聚物;
(iv)任选光吸收颜料或染料;
(v)任选稀释剂;
(vi)任选颗粒填料;
(vii)任选共聚单体和/或共预聚物(与所述环氧树脂);和
(b)与所述第一前体树脂分开包装(即不与其混合)的第二任选假塑性前体树脂组合物,所述第二前体树脂包含或基本上由以下组成(期望从第二前体树脂中排除硬化剂以避免过早反应和延长保存期限):
(i)与所述有机硬化剂可共聚的环氧树脂;
(ii)其上取代有与所述单体和/或预聚物反应的第一反应性基团和可与所述环氧树脂(例如环氧丙烯酸酯)反应的第二反应性基团的双重反应性化合物,所述单体和/或预聚物可通过暴露于光化辐射或光而可聚合;
(iii)任选光引发剂;
(iv)任选通过暴露于光化辐射或光下而可聚合的单体和/或预聚物;
(v)任选光吸收颜料或染料;
(vi)任选稀释剂;
(vii)任选颗粒填料;
(viii)任选共聚单体和/或共预聚物(与所述环氧树脂);
条件是所述光引发剂和通过暴露于光化辐射或光而可聚合的所述单体和/或预聚物各自包含在所述第一和第二前体树脂组合物各自中的至少一种中。
这两者可以通过任何合适的方式彼此分开包装,例如在共同的外容器中的两个单独的罐、瓶或其它容器中;在双室或多室筒或分配器的分开的室中;等等。
过渡性短语“基本上由...组成”意味着权利要求的范围应被解释为包括权利要求中所述的具体材料或步骤,以及另外的材料或步骤,其不会实质上影响如本文所述要求保护的发明的基本和新颖特征。例如,在组合物的一些实施方案中,包含(i)可与有机硬化剂共聚的环氧树脂;和(ii)其上取代有与所述单体和/或预聚物反应的第一反应性基团和可与所述环氧树脂(例如环氧丙烯酸酯)反应的第二反应性基团的双重反应性化合物(所述单体和/或预聚物可通过暴露于光化辐射或光而可聚合)的第二前体组合物受限于第二前体组合物不包括(或不明显包括)有机硬化剂的条件。
在一些实施方案中,环氧树脂包含双酚A环氧树脂、双酚F环氧树脂、酚醛环氧树脂、脂族环氧树脂、缩水甘油胺环氧树脂或其组合。在一些实施方案中,环氧树脂包含具有至少两个环氧基团的环氧化合物;在其它实施方案中,环氧树脂可以包含具有单个环氧基团的环氧化合物,例如作为反应性稀释剂。合适的环氧树脂(和有机硬化剂)的许多实例是已知的。参见例如美国专利号3,945,972; 3,947,395; 4,833,226; 5,319,004; 6,355,763; 6,881,813; 8,383,025; 9,133,301;等等。
在一些实施方案中,环氧树脂包含环氧化植物油。通常,环氧化植物油可以通过不饱和脂肪酸的甘油三酯的环氧化获得。它们通过环氧化天然存在的甘油三酯油的反应性烯烃基团而制成。烯烃基团可以用过酸如过苯甲酸,过乙酸等以及用过氧化氢环氧化。合适的环氧化植物油是环氧化亚麻籽油、环氧化大豆油、环氧化玉米油、环氧化棉籽油、环氧化紫苏油、环氧化红花油等。参见例如美国专利号3,051,671; 5,973,082; 8,481,622和9,169,386;也参见M. Stemmelen等人, A fully biobased epoxy resin from vegetable oils:From the synthesis of the precursors by thiol-ene reaction to the study ofthe final material, J. Polym Sci. Part A: Polym Chem.49, 2434-2444 (2011)。
在一些实施方案中,环氧树脂包含催化的环氧树脂(其可不需要硬化剂)。在这种情况下,树脂可以进一步包括环氧均聚催化剂,如叔胺或咪唑(阴离子聚合)或三氟化硼(阳离子聚合)。
可以使用任何合适的硬化剂(参见上面关于环氧树脂引用的参考文献)。在一些实施方案中,硬化剂包含胺或多胺(例如,芳族胺或多胺,环脂族胺或多胺,脂族胺或多胺如聚醚胺等)。
在一些实施方案中、硬化剂包含酸或多元酸(即多元羧酸)、酚或多酚、醇或多元醇或硫醇或多元硫醇。
在一些实施方案中、硬化剂包含酸酐,例如线性或环状酸酐,包括具有多于一个酸酐基的化合物(例如以下的至少一种:聚癸二酸或聚壬二酸酐、甲基四氢邻苯二甲酸酐、四氢邻苯二甲酸酐、甲基纳迪克酸酐、六氢邻苯二甲酸酐和甲基六氢邻苯二甲酸酐;琥珀酸酐、取代的琥珀酸酐、柠檬酸酐、马来酸酐、马来酸酐的加合物、十二烷基琥珀酸酐、马来酸酐、马来酸酐乙烯基和苯乙烯共聚物、多环脂环酸酐,和/或偏苯三酸酐(参见例如美国专利号9,080,007))。
潜伏性硬化剂。在一些实施方案中,硬化剂包含潜伏性硬化剂(包括其混合物);也就是说,在较低温度下具有低反应性和/或在较低温度下具有微溶性的硬化剂,使得硬化剂在室温下可以更稳定,但随后在加热时活化。众多潜伏性硬化剂的实例是已知的。参见例如美国专利号8,779,036;也参见美国专利号4,859,761。具体的实例包括取代的胍和芳香胺,如二氰二酰胺、苯并胍胺、邻甲苯基双胍、双(4-氨基苯基)砜(也称为二氨基二苯砜:DDS)、双(3-氨基苯基)砜、4,4'-亚甲基二胺、1,2-或1,3-或1,4-苯二胺、双(4-氨基苯基)-1,4-二异丙基苯(例如来自Shell的EPON 1061)、双(4-氨基-3,5-二甲基苯基) (例如来自Shell的EPON 1062)、双(氨基苯基)醚、二氨基二苯甲酮、2,6-二氨基吡啶、2,4-甲苯二胺、二氨基二苯基丙烷、1,5-二氨基萘、二甲苯二胺、1,1-双-4-氨基苯基环己烷、亚甲基双(2,6-二乙基苯胺)(例如来自Lonza的LONZACURE M-DEA)、亚甲基双(2-异丙基-6-甲基苯胺)(例如来自Lonza的LONZACURE M-MIPA)、亚甲基双(2,6-二异丙基苯胺) (例如来自Lonza的LONZACUREM-DIPA)、4-氨基二苯胺、二乙基甲苯二胺、苯基-4,6-二氨基三嗪和月桂基-4,6-二氨基三嗪。另外其它实例包括N-酰基咪唑如1-(2',4',6'--三甲基苯甲酰基)-2-苯基咪唑或1-苯甲酰基-2-异丙基咪唑(参见例如美国专利4,436,892和4,587,311);氰基乙酰基化合物如新戊二醇双氰基乙酸酯、N-异丁基氰基乙酰胺、1,6-六亚甲基双氰基乙酸酯或1,4-环己烷二甲醇双氰基乙酸酯(参见例如美国专利号4,283,520);N-氰基酰胺化合物例如N,N'-二氰基己二酰胺(参见例如美国专利号4,529,821、4,550,203和4,618,712;酰基硫代丙基苯酚(参见例如美国专利号4,694,096)和脲衍生物例如甲苯-2,4-双(N,N-二甲基脲)(参见例如美国专利号3,386,955);以及脂肪族或脂环族二胺和多胺,如果它们具有足够的非反应性。可以在此提及的实例是聚醚胺,例如JEFFAMINE 230和400。也可使用这样的脂肪族或脂环族二胺或多胺,其反应性被空间和/或电子影响因素降低或/和微溶或具有高熔点,例如JEFFLINK 754(Huntsman)或CLEARLINK 1000(Dorf Ketal)。
环氧树脂加速剂:环氧树脂加速剂(或加速剂的混合物)也可任选包括在可聚合液体中,其实例包括但不限于美国专利号9,080,007; 8,779,036; 7,750,107; 6,773,754;5,198,146; 4,800,222和3,639,928中所述的那些。
双重反应性化合物。如上所述,在一些实施方案中,双重反应性化合物包含在可聚合液体中。通常,这种双重反应性化合物包含:(i)与通过暴露于光化辐射或光而可聚合的单体和/或预聚物反应(即,优选与其反应)的第一反应性基团,和(ii)与环氧树脂反应(即优先与环氧树脂反应)的第二反应性基团。可以包括一个或多个各反应性基团。
合适的第一反应性基团的实例包括但不限于丙烯酸酯、甲基丙烯酸酯、α-烯烃、N-乙烯基、丙烯酰胺、甲基丙烯酰胺、苯乙烯类、硫醇、1,3-二烯、卤化乙烯基、丙烯腈、乙烯基酯、马来酰亚胺、和乙烯基醚。
合适的第二反应性基团的例子包括但不限于环氧基、胺基、异氰酸酯基、醇基和酸酐基。
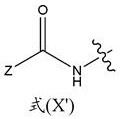
因此,合适的双重反应性化合物的具体实例包括通式(X)nR(X')m的化合物,其中:X是第一反应性基团,X'是第二反应性基团,n和m各自是1或2至10或20的整数,并且R为烃基或有机基团(例如,芳族、脂族或混合的芳族和脂族基团,如双酚A)。具体实例包括但不限于环氧丙烯酸酯和环氧甲基丙烯酸酯,例如式I的化合物:

其中R'是H或CH3且R如上所述。R可以与-CH2-一样短(例如,甲基丙烯酸缩水甘油酯),或者本身可以是长链有机聚合物。参见例如美国专利号8,383,025,第4栏。
其它成分如通过暴露于光化辐射或光下可聚合的单体和/或预聚物、光引发剂、颜料、染料、填料/增韧剂、光吸收颜料或染料、稀释剂等,可以如上文和下文所述。
各成分可以以任何合适的量包含在每种前体中,例如使得可聚合液体(即两种前体树脂混合在一起时的组合)包含:
0.1至4重量%的所述光引发剂;
10至90重量%的所述可通过暴露于光化辐射或光下而可聚合的单体和/或预聚物;
当存在时为0.1-2重量%的所述光吸收颜料或染料;
2、5或10至50或60重量%的所述环氧树脂;
当存在时为1或2至30或40重量%的所述有机硬化剂;
当存在时为1或2至30或40重量%的所述双重反应性化合物;
当存在时为1至40重量%的所述稀释剂;
当存在时为1-50重量%的所述填料。
其它增材制造技术. 本领域技术人员清楚的是,本发明中描述的材料可用于其它增材制造技术,包括熔融沉积成型(FDM)、固体激光烧结(SLS)和喷墨法。例如,熔体加工的(melt-processed)丙烯腈-丁二烯-苯乙烯树脂可以与可在通过FDM形成物体后活化的第二可UV固化组分一起配制。以该方式可以实现新的机械性质。在另一备选方案中,将熔体加工的未硫化橡胶与硫化剂,如硫或过氧化物混合,并通过FDM固定形状,然后继续硫化。
IX. 使用封闭的成分和可热裂解封闭基团的双重硬化可聚合液体.
在一些实施方案中,如果凝固和/或固化步骤(d)在照射辐照步骤(例如通过加热或微波辐照)后进行(例如通过加热或微波辐照),则凝固和/或固化步骤(d)在其中该固体聚合物支架降解并形成第二组分的聚合所必需的成分(例如成分例如(i)预聚物,(ii) 二异氰酸酯、支化异氰酸酯或多异氰酸酯,和/或(iii) 多元醇和/或二醇之类的成分,其中第二组分包含聚氨酯/聚脲树脂的前体)的条件下进行。这样的方法可能涉及利用在第一组分的成分上或偶联到第一组分的成分上的反应性或非反应性封闭基团,以使该成分参与第一硬化或凝固事件,并在脱保护(以产生游离成分和游离封闭基团或封闭剂)时生成可参与第二凝固和/或固化事件的游离成分。下面进一步描述这样的方法的非限制性实例。
A. 使用封闭的预聚物和可热裂解封闭基团的双重硬化可聚合液体.
本发明的一些"双重固化"实施方案一般而言是形成三维物体的方法,其包括:
(a) 提供载体和具有构建表面的光学透明构件,所述载体和所述构建表面在它们之间限定构建区域;
(b) 用可聚合液体填充所述构建区域,所述可聚合液体包含封闭或反应性封闭的预聚物、任选但在一些实施方案中优选的反应性稀释剂、扩链剂和光引发剂的混合物;
(c) 用穿过所述光学透明构件的光辐照所述构建区域以由所述封闭的预聚物和任选所述反应性稀释剂形成(刚性、可压缩、可折叠、柔性或弹性)封闭的固体聚合物支架,同时推进所述载体远离所述构建表面以形成具有与所述三维物体相同的形状或待赋予所述三维物体的形状的三维中间体,所述中间体含有扩链剂;然后
(d) 充分加热或微波辐照所述三维中间体以由所述三维中间体形成三维产品(不希望受制于任何特定机制,但该加热或微波辐照可能导致扩链剂与封闭或反应性封闭的预聚物或其未封闭的产物反应)。
在一些实施方案中,该封闭或反应性封闭的预聚物包含多异氰酸酯。
在一些实施方案中,该封闭或反应性封闭的预聚物包含式A-X-A或X(-A)n的化合物,其中n是至少2.1、2.3、2.5或3(平均),X是烃基且各A是独立选择的式X的取代基:

其中R是烃基,R'是O或NH,且Z是封闭基团,该封闭基团任选具有反应性端基(例如可聚合端基,如环氧基、烯烃、炔烃或硫羟端基,例如烯键式不饱和端基,如乙烯基醚)。在一个特定实例中,各A是独立选择的式(XI)的取代基:

其中R和R'如上文给出。
在一些实施方案中,该封闭或反应性封闭的预聚物包含通过至少一种二异氰酸酯或支化异氰酸酯(例如二异氰酸酯,如己二异氰酸酯(HDI)、双-(4-异氰酸根合环己基)甲烷(HMDI)、异佛尔酮二异氰酸酯(IPDI)等,三异氰酸酯等)与至少一种多元醇(例如聚醚或聚酯或聚丁二烯二醇)的反应产生的多异氰酸酯低聚物。
在一些实施方案中,反应性封闭的预聚物通过多异氰酸酯与胺(甲基)丙烯酸酯单体封闭剂(例如甲基丙烯酸叔丁基氨基乙酯(TBAEMA)、甲基丙烯酸叔戊基氨基乙酯(TPAEMA)、甲基丙烯酸叔己基氨基乙酯(THAEMA)、甲基丙烯酸叔丁基氨基丙酯(TBAPMA)、其丙烯酸酯类似物,及其混合物(参见例如美国专利申请公开号20130202392)的反应被封闭。要指出,所有这些也可用作稀释剂。
存在许多用于异氰酸酯的封闭剂。在本发明的优选实施方案中,封闭剂(例如TBAEMA)固化(例如由光化辐射或光)到该系统中。本领域技术人员可以将(甲基)丙烯酸酯基团偶联到已知封闭剂上以生成可用于进行本发明的附加封闭剂。另外,本领域技术人员可以使用马来酰亚胺或在其它已知封闭剂上用马来酰亚胺取代,以用于本发明。
用于本发明的可被(甲基)丙烯酸酯或马来酰亚胺取代或共价偶联到甲基丙烯酸酯或马来酰亚胺上的已知封闭剂的实例包括但不限于,酚型封闭剂(例如苯酚、甲酚、二甲酚、硝基酚、氯酚、乙基苯酚、叔丁基苯酚、羟基苯甲酸、羟基苯甲酸酯、2,5-二-叔丁基-4-羟基甲苯等)、内酰胺型封闭剂(例如ε-己内酰胺、δ-戊内酰胺、γ-丁内酰胺、β-丙内酰胺等)、活性亚甲基型封闭剂(例如丙二酸二乙酯、丙二酸二甲酯、乙酰乙酸乙酯、乙酰乙酸甲酯、乙酰丙酮等)、醇型封闭剂(例如甲醇、乙醇、正丙醇、异丙醇、正丁醇、异丁醇、叔丁醇、正戊醇、叔戊醇、月桂醇、乙二醇单甲基醚、乙二醇单乙基醚、乙二醇单丁基醚、二乙二醇单甲基醚、二乙二醇单乙基醚、丙二醇单甲基醚、甲氧基乙醇、乙醇酸、乙醇酸酯、乳酸、乳酸酯、羟甲基脲、羟甲基三聚氰胺、二丙酮醇、2-氯乙醇(ethylene chlorohydrine)、2-溴乙醇(ethylenebromhydrine)、1,3-二氯-2-丙醇、ω-氢全氟醇、羟基乙腈(acetocyanhydrine)等)、硫醇型封闭剂(例如丁基硫醇、己基硫醇、叔丁基硫醇、叔十二烷基硫醇、2-巯基-苯并噻唑、苯硫酚、甲基苯硫酚、乙基苯硫酚(ethyl thiophenyl)等)、酸酰胺型封闭剂(例如乙酰苯胺、乙酰甲氧苯胺酰胺、丙烯酰胺、甲基丙烯酰胺、乙酰胺、硬脂酰胺、苯甲酰胺等)、酰亚胺型封闭剂(例如琥珀酰亚胺、邻苯二甲酰亚胺、马来酰亚胺等)、胺型封闭剂(例如二苯基胺、苯基萘基胺、二甲苯胺、N-苯基二甲苯胺、咔唑、苯胺、萘胺、丁胺、二丁胺、丁基苯胺等)、咪唑型封闭剂(例如咪唑、2-乙基咪唑等)、脲型封闭剂(例如脲、硫脲、亚乙基脲、亚乙基硫脲、1,3-二苯基脲等)、氨基甲酸酯型封闭剂(例如N-苯基氨基甲酸苯基酯、2-噁唑烷酮等)、亚胺型封闭剂(例如乙烯亚胺等)、肟型封闭剂(例如甲醛肟、乙醛肟(acetaldoximine)、丙酮肟、甲基乙基酮肟、二乙酰基一肟、二苯酮肟、环己酮肟等)和亚硫酸盐型封闭剂(例如亚硫酸氢钠、亚硫酸氢钾等)。在这些中,优选使用酚型、内酰胺型、活性亚甲基型和肟型封闭剂(参见例如美国专利号3,947,426)。
在一些实施方案中,二异氰酸酯或异氰酸酯官能低聚物或预聚物用醛封闭剂例如甲酰基封闭剂封闭。实例包括但不限于(甲基)丙烯酸2-甲酰氧基乙酯(FEMA)(或其它含醛的丙烯酸酯或甲基丙烯酸酯)与二异氰酸酯或异氰酸酯官能低聚物或聚合物。参见例如X.Tassel等人, A New Blocking Agent of isocyanates, European Polymer Journal 36(9), 1745-1751 (2000); T. Haig, P. Badyrka et al., US Patent No. 8,524,816;以及M. Sullivan和D. Bulpett, 美国专利公开号US20120080824。 US20120080824。这种醛封闭剂与异氰酸酯的反应产物在一些实施方案中可以通过减少由于脲形成导致的氢键(继而(在一些实施方案中))导致较低粘度的封闭异氰酸酯而具有优于TBAEMA封闭的ABPU的优点。另外,在一些实施方案中,第二个优点是消除可能氧化并引起泛黄或导致降解的最终产物(来自ABPU的TBAEMA解封闭的产物)内的游离胺。
在一些实施方案中,反应性稀释剂包括丙烯酸酯、甲基丙烯酸酯、苯乙烯、丙烯酸、乙烯基酰胺、乙烯基醚、乙烯基酯(包括其衍生物)、含有上述任何一种或多种的聚合物和上述两种或更多种的组合(例如丙烯腈、苯乙烯、二乙烯基苯、乙烯基甲苯、丙烯酸甲酯、丙烯酸乙酯、丙烯酸丁酯、(甲基)丙烯酸甲酯、如上所述的胺(甲基)丙烯酸酯和其中任何两种或更多种的混合物)。参见例如美国专利申请公开号20140072806。
在一些实施方案中,扩链剂包括至少一种二醇、二胺或二硫醇扩链剂(例如乙二醇、1,3-丙二醇、1,2-丙二醇、1,4-丁二醇、1,5-戊二醇、1,6-己二醇、1,7-庚二醇、1,8-辛二醇、1,9-壬二醇、1,10-癸二醇、1,11-十一烷二醇、1,12-十二烷二醇、1,2-环己烷二甲醇、1,4-环己烷二甲醇、它们的相应二胺和二硫醇类似物、赖氨酸乙酯、精氨酸乙基酯、基于p-丙氨酸的二胺(p-alanine-based diamine),和由至少一种二异氰酸酯和至少一种二醇、二胺或二硫醇扩链剂制成的无规或嵌段共聚物;参见例如美国专利申请公开号20140010858)。还要指出,当使用二羧酸作为扩链剂时,制成聚酯(或氨基甲酸酯-羧酸酐)。
在一些实施方案中,该可聚合液体包含:
5或20或40重量%至60或80或90重量%的封闭或反应性封闭的预聚物;
10或20重量%至30或40或50重量%的反应性稀释剂;
5或10重量%至20或30重量%的扩链剂;和
0.1或0.2重量%至1、2或4重量%的光引发剂。
如上文更详细论述,也可包含任选的附加成分,如染料、填料(例如二氧化硅)、表面活性剂等。
本发明的一些实施方案的一个优点在于,由于这些可聚合液体在混合时没有迅速聚合,它们可以预先配制并通过从单一来源(例如含有预混形式的可聚合液体的单一储器)向构建区域进给或供应可聚合液体来进行填充步骤,由此免去了对修改该装置以提供分开的储器和混合能力的需要。
通过该方法制成的三维物体在一些实施方案中可折叠或可压缩,即弹性的(例如具有大约0.001、0.01或0.1 GPa至大约1、2或4 GPa的在室温下的杨氏模量和/或大约0.01、0.1或1至大约50、100或500 MPa的在室温下的在最大负荷下的拉伸强度和/或大约10、20、50或100%至1000、2000或5000%或更大的在室温下的致断伸长百分比)。
封闭的反应性预聚物的制备的另一实例显示在下列方案中:

a 速率和产物分割(product split)取决于催化剂:辛酸锌 --> 缓慢,主要为II脲;Sn+2 --> 更快,混合物。
可以使用与上述类似的化学品形成反应性封闭的二异氰酸酯、反应性封闭的扩链剂或反应性封闭的预聚物。
使用可热裂解端基的双重固化体系的一个非限制性实例显示在图26A和下列方案中:

不希望受制于任何潜在机制,但在一些实施方案中,在热固化过程中,封闭剂裂解并再形成二异氰酸酯预聚物并如下迅速与扩链剂或附加软链段反应以如下形成热塑性或热固性聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲)):

也可能实施或涉及替代性的机制,如下列B节中描述的那些。
在上示方案中,该双重固化树脂由可UV固化的(甲基)丙烯酸酯封闭的聚氨酯(ABPU)、反应性稀释剂、光引发剂和一种或多种扩链剂构成。该反应性稀释剂(10-50重量%)是有助于降低ABPU的粘度并在UV辐照下与ABPU共聚的丙烯酸酯或甲基丙烯酸酯。光引发剂(通常大约1重量%)可以是常用的UV引发剂之一,其实例包括但不限于例如苯乙酮(例如二乙氧基苯乙酮)、氧化膦,如二苯基(2,4,6-三甲基苯甲酰基)氧化膦、苯基双(2,4,6-三甲基苯甲酰基)氧化膦(PPO)、Irgacure 369等。
在UV固化以形成具有封闭的聚氨酯低聚物作为支架并携带扩链剂的中间成形产品后,对ABPU树脂施以热固化,在此期间通过聚氨酯/聚脲低聚物和一种或多种扩链剂之间的自发反应形成高分子量聚氨酯/聚脲。该聚氨酯/聚脲低聚物可与适当的扩链剂通过TBAEMA、N-乙烯基甲酰胺(NVF)等被适当的扩链剂取代(通过去封闭或置换)反应。所需热固化时间可随温度、产品的尺寸、形状和密度而变,但根据特定ABPU体系、扩链剂和温度,其通常为1至6小时。
上述内容的一个有利的方面是使用含叔胺的(甲基)丙烯酸酯(例如甲基丙烯酸叔丁基氨基乙酯,TBAEMA)以在两端用异氰酸酯终止合成的聚氨酯/聚脲低聚物。在涂料领域中在UV固化树脂中使用对含羟基的丙烯酸酯或甲基丙烯酸酯的使用以用异氰酸酯末端终止聚氨酯/聚脲低聚物。在异氰酸酯和羟基之间形成的氨基甲酸酯键通常即使在高温下也稳定。在本发明的实施方案中,在TBAEMA的叔胺和该低聚物的异氰酸酯之间形成的脲键在加热到合适的温度(例如大约100℃)时变得不稳定,再生成会在热固化过程中与一种或多种扩链剂反应以形成高分子量聚氨酯(PU)的异氰酸酯基团。尽管可以合成其它含常用的异氰酸酯封闭官能(如N-乙烯基甲酰胺、ε-己内酰胺、1,2,3-三唑、甲基乙基酮肟、丙二酸二乙酯等)的(甲基)丙烯酸酯,但示例性实施方案使用市售的TBAEMA。所用扩链剂可以是二醇、二胺、三醇、三胺或它们的组合等。乙二醇、1,4-丁二醇、亚甲基二环己基胺(methylenedicyclohexylamine)(H12MDA;或PACM作为商品名,来自Air Products)、氢醌双(2-羟乙基)醚(HQEE)、4,4'-亚甲基双(3-氯-2,6-二乙基苯胺)(MCDEA)、4,4'-亚甲基-双-(2,6-二乙基苯胺)(MDEA)、4,4'-亚甲基双(2-氯苯胺)(MOCA)是优选的扩链剂。
为了制备ABPU,可以使用TBAEMA终止由异氰酸酯封端的(tipped)多元醇衍生的预聚物的异氰酸酯端基。所用多元醇(优选羟基官能度为2)可以是聚醚 (尤其是聚环丁烷氧化物(polytetramethylene oxide,PTMO)、聚丙二醇(PPG))、聚酯(聚已酸内酯(PCL)或聚碳酸酯等),或聚丁二烯和嵌段共聚物如PCL和PTMO嵌段共聚物(Perstop, Inc.的Capa7201A)。这些多元醇的分子量可以为500至6000 Da,500-2000 Da是优选的。在催化剂(例如多元醇重量的0.1-0.3重量%的辛酸亚锡;其它锡催化剂或胺催化剂)存在下,将二异氰酸酯(例如甲苯二异氰酸酯(TDI)、二苯甲烷二异氰酸酯(MDI)、己二异氰酸酯(HDI)、异佛尔酮二异氰酸酯(IPDI)、氢化MDI(HMDI)、对苯基二异氰酸酯(PPDI)等)以特定摩尔比(大于1:1;优选不小于2:1,并且最优选2:1)添加到多元醇中(或者以相反顺序,优选将多元醇加到异氰酸酯中)以制备具有残余异氰酸酯基团地预聚物(50 – 100℃)。然后将TBAEMA添加到该反应中[注:摩尔(TBAEMA)*2+摩尔(OH)*2 = 摩尔(异氰酸酯)]以将剩余的异氰酸酯基团封端,得到ABPU(在40 – 70 °C下)。可以使用自由基抑制剂,如氢醌(100 – 500 ppm)抑制甲基丙烯酸酯在反应过程中的聚合。
一般而言,上述方法的三维产品包含(i) 线性热塑性聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))、(ii) 交联的热固性聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲)),或(iii) 它们的组合(任选与和一种或多种反应性稀释剂共聚的去封闭的封闭基团共混,例如以互穿聚合物网络、半互穿聚合物网络或顺序互穿聚合物网络的形式)。在一些示例性实施方案中,该三维产品还可包含留在三维成形物体中的未反应的光引发剂。例如,在一些实施方案中,0.1或0.2重量%至1、2或4重量%的光引发剂可留在三维成形物体中或光引发剂可以以更低的量或仅痕量存在。在一些示例性实施方案中,该三维产品还可包含反应的光引发剂片段。例如,在一些实施方案中,该反应的光引发剂片段可以是形成中间产物的第一固化的残留物。例如,0.1或0.2重量%至1、2或4重量%的反应的光引发剂片段可留在三维成形物体中或反应的光引发剂片段可以以更低的量或仅痕量存在。在示例性实施方案中,三维产品可包含线性热塑性聚氨酯、交联的热固性聚氨酯、未反应的光引发剂和反应的光引发剂材料的全部或任何组合或由或基本由其构成。
尽管上文已主要就反应性封闭基团描述了这一实施方案,但要认识到,也可以使用非反应性封闭基团。
此外,尽管较不优选,但要认识到,如上所述的方法也可以不用封闭剂进行,同时仍提供本发明的双重固化方法和产品。
此外,尽管这一实施方案主要用二醇和二胺扩链剂描述,要认识到,具有多于两个反应性基团的扩链剂(多元醇和多胺扩链剂,如三醇和三胺扩链剂)可用于形成包含交联的热固性聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))的三维物体。
这些材料可用于自底向上增材制造技术,如本文所述的连续液体界面打印技术,或如上下文所述的其它增材制造技术。
B. 使用封闭的二异氰酸酯和可热裂解封闭基团的双重硬化可聚合液体
另一实施方案提供形成包含聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))的三维物体的方法,所述方法包括:
(a) 提供载体和具有构建表面的光学透明构件,所述载体和所述构建表面在它们之间限定构建区域;
(b) 用可聚合液体填充所述构建区域,所述可聚合液体包含(i) 封闭或反应性封闭的二异氰酸酯、(ii) 多元醇和/或多胺、(iii) 扩链剂、(iv) 光引发剂和(v) 任选但在一些实施方案中优选的反应性稀释剂 (vi) 任选但在一些实施方案中优选的颜料或染料、(vii) 任选但在一些实施方案中优选的填料(例如二氧化硅)的混合物。
(c) 用穿过所述光学透明构件的光辐照所述构建区域以由所述封闭的二异氰酸酯和任选所述反应性稀释剂形成封闭的固体二异氰酸酯支架,并推进所述载体远离所述构建表面以形成具有与三维物体相同的形状或待赋予三维物体的形状的三维中间体,所述中间体含有扩链剂和多元醇和/或多胺;然后
(d) 充分加热或微波辐照所述三维中间体(例如足以将封闭的二异氰酸酯去封闭并形成未封闭的二异氰酸酯,其进而与扩链剂和多元醇和/或多胺聚合)以由所述三维中间体形成包含聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))的三维产品。
在一些实施方案中,该封闭或反应性封闭的二异氰酸酯或支化异氰酸酯包含式A’-X’-A’或X'(-A')n的化合物,其中n是至少2.1、2.3、2.5或3 (平均),X’是烃基且各A’是独立选择的式(X’)的取代基:
其中Z是封闭基团,该封闭基团任选具有反应性端基(例如可聚合端基,如环氧基、烯烃、炔烃或硫羟端基,例如烯键式不饱和端基,如乙烯基醚)。在一个特定实例中,各A’是独立选择的式(XI')的取代基:

以与上文部分IX.A.中所描述的类似方式进行这些方法的其它成分和步骤。
在一个非限制性实例中,如下列方案中所示制备封闭的二异氰酸酯。这样的封闭二异氰酸酯可用于如图26B中所示的方法中。

不希望受制于任何特定潜在机制,但在一些实施方案中,在热固化过程中,封闭剂裂解,且扩链剂例如如下所示反应以形成热塑性或热固性聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲)):

在替代性的机制中,在形成热塑性或热固性聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))的过程中,扩链剂与封闭的二异氰酸酯或支化异氰酸酯反应,去除封闭剂。
一般而言,上述方法的三维产品包含(i) 线性热塑性聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))、(ii) 交联的热固性聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲)),或(iii) 它们的组合(任选与和一种或多种反应性稀释剂共聚的去封闭的封闭基团共混,例如以互穿聚合物网络、半互穿聚合物网络或顺序互穿聚合物网络的形式)。在一些示例性实施方案中,该三维产品还可包括留在三维成形物体中的未反应的光引发剂。例如,在一些实施方案中,0.1或0.2重量%至1、2或4重量%的光引发剂可留在三维成形物体中或光引发剂可以以更低的量或仅痕量存在。在一些示例性实施方案中,该三维产品还可包括反应的光引发剂片段。例如,在一些实施方案中,该反应的光引发剂片段可以是形成中间产物的第一固化的残留物。例如,0.1或0.2重量%至1、2或4重量%的反应的光引发剂片段可留在三维成形物体中或反应的光引发剂片段可以以更低的量或仅痕量存在。在示例性实施方案中,三维产品可包含线性热塑性聚氨酯、交联的热固性聚氨酯、未反应的光引发剂和反应的光引发剂材料的全部或任何组合或由或基本由其构成。
尽管上文已主要就反应性封闭基团描述了这一实施方案,但要认识到,也可以使用非反应性封闭基团。
此外,尽管较不优选,但要认识到,如上所述的方法也可以不用封闭剂进行,同时仍提供本发明的双重固化方法和产品。
此外,尽管这一实施方案主要用二醇和二胺扩链剂描述,要认识到,具有多于两个反应性基团的扩链剂(多元醇和多胺扩链剂,如三醇和三胺扩链剂)可用于形成包含交联的热固性聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))的三维物体。
这些材料可用于自底向上增材制造技术,如本文所述的连续液体界面打印技术,或如上下文所述的其它增材制造技术。
C. 使用封闭的扩链剂和可热裂解封闭基团的双重硬化可聚合液体.
另一实施方案提供形成包含聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))的三维物体的方法,所述方法包括:
(a) 提供载体和具有构建表面的光学透明构件,所述载体和所述构建表面在它们之间限定构建区域;
(b) 用可聚合液体填充所述构建区域,所述可聚合液体包含(i) 多元醇和/或多胺、(ii) 封闭或反应性封闭的二异氰酸酯或支化异氰酸酯扩链剂、(iii) 任选一种或多种附加扩链剂、(iv) 光引发剂、和(v) 任选但在一些实施方案中优选的反应性稀释剂 (vi)任选但在一些实施方案中优选的颜料或染料、(vii) 任选但在一些实施方案中优选的填料(例如二氧化硅)的混合物;
(c) 用穿过所述光学透明构件的光辐照所述构建区域以由所述封闭或反应性封闭的二异氰酸酯或支化异氰酸酯扩链剂和任选所述反应性稀释剂形成封闭的链(blockedchain)二异氰酸酯或支化异氰酸酯扩链剂固体支架,并推进所述载体远离所述构建表面以形成具有与三维物体相同的形状或待赋予所述三维物体的形状的三维中间体,所述中间体含有多元醇和/或多胺和任选一种或多种附加扩链剂;并然后
(d) 充分加热或微波辐照所述三维中间体以由所述三维中间体形成包含聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))的三维产品(例如充分加热或微波辐照以将封闭的二异氰酸酯或支化异氰酸酯扩链剂去封闭以形成未封闭的二异氰酸酯扩链剂,其进而与多元醇和/或多胺和任选一种或多种附加扩链剂聚合)。
在一些实施方案中,该封闭或反应性封闭二异氰酸酯或支化异氰酸酯扩链剂包含式A"-X"-A"或X"(-A")n的化合物,其中n是至少2.1、2.3、2.5或3 (平均),其中X"是烃基,且各A"是独立选择的式(X")的取代基:

其中R是烃基,R'是O或NH,且Z是封闭基团,该封闭基团任选具有反应性端基(例如可聚合端基,如环氧基、烯烃、炔烃或硫羟端基,例如烯键式不饱和端基,如乙烯基醚)。在一个特定实例中,各A"是独立选择的式(XI")的取代基:

其中R和R'如上文给出。
用于进行这些方法中使用的其它成分和步骤可与上文部分IX.A中描述的相同。
封闭的二醇扩链剂的制备的一个实例显示在下列方案中。

封闭的二胺扩链剂的制备的一个实例显示在下列图式中:

在图26C中给出用上述材料进行的本发明的方法的一个实例。
不希望受制于本发明的任何潜在机制,但在一些实施方案中,在热固化过程中,(a) 封闭的异氰酸酯封端的扩链剂直接与软链段和/或扩链剂胺或醇基团反应,以置换封闭剂;或(b) 封闭的异氰酸酯封端的扩链剂裂解并再形成二异氰酸酯封端的扩链剂并与软链段和如果必要,附加扩链剂反应以产生热塑性或热固性聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲)),例如以下反应:

也可以实施或使用与上述部分IX.B.中所述类似的另一机制。
一般而言,上述方法的三维产品包含(i) 线性热塑性聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))、(ii) 交联的热固性聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲)),或(iii) 它们的组合(任选与和一种或多种反应性稀释剂共聚的去封闭的封闭基团共混,例如以互穿聚合物网络、半互穿聚合物网络或顺序互穿聚合物网络的形式)。在一些示例性实施方案中,该三维产品还可包含留在三维成形物体中的未反应的光引发剂。例如,在一些实施方案中,0.1或0.2重量%至1、2或4重量%的光引发剂可留在三维成形物体中或光引发剂可以以更低的量或仅痕量存在。在一些示例性实施方案中,该三维产品还可包含反应的光引发剂片段。例如,在一些实施方案中,该反应的光引发剂片段可以是形成中间产物的第一固化的残留物。例如,0.1或0.2重量%至1、2或4重量%的反应的光引发剂片段可留在三维成形物体中或反应的光引发剂片段可以以更低的量或仅痕量存在。在示例性实施方案中,三维产品可包含线性热塑性聚氨酯、交联的热固性聚氨酯、未反应的光引发剂和反应的光引发剂材料的全部或任何组合或由或基本由其构成。
尽管上文已主要就反应性封闭基团(即含有可聚合部分的封闭基团)描述了这一实施方案,但要认识到,也可以使用非反应性封闭基团。
此外,尽管较不优选,但要认识到,如上所述的方法也可以不用封闭剂进行,同时仍提供本发明的双重固化方法和产品。
此外,尽管这一实施方案主要用二醇和二胺扩链剂描述,要认识到,具有多于两个反应性基团的扩链剂(多元醇和多胺扩链剂,如三醇和三胺扩链剂)可用于形成包含交联的热固性聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))的三维物体。
这些材料可用于自底向上增材制造技术,如本文所述的连续液体界面打印技术,或如上下文所述的其它增材制造技术。
本领域技术人员会认识到,如Ying和Cheng, Hydrolyzable Polyureas BearingHindered Urea Bonds, JACS 136, 16974 (2014)中所描述的体系可用于实施本文所述的方法。
X. 由形成于双重硬化可聚合液体的互穿聚合物网络(IPN)构成的制品.
在一些实施方案中,包含如上所述的双重硬化体系的可聚合液体可用于形成进而包含互穿聚合物网络的三维制品。Lehigh University的Sperling和University ofDetroit的K. C. Frisch等已注意到这一领域。
在非限制性实例中,选择可聚合液体和方法步骤以使该三维物体包含下列:
溶胶-凝胶组合物. 这可以用可透胺(氨)的窗口或半渗透性构件进行。在此处论述的体系中,将原硅酸四乙酯(TEOS)、环氧树脂(双酚A的二缩水甘油醚)和4-氨基丙基三乙氧基硅烷可添加到自由基交联剂中,在该方法中,该自由基交联剂聚合并含有所示反应物,其随后在另一步骤或阶段中反应。反应要求存在水和酸。可任选将光致产酸剂(PAG)添加到上述混合物中以促进基于二氧化硅的网络的反应。要指出,如果仅包含TEOS,最终获得二氧化硅(玻璃)网络。可随后提高温度以除去有机相并留下通过更常规的方法难以制备的二氧化硅结构。除环氧树脂外通过这种方法还可以制备许多变体(不同聚合物结构),包括聚氨酯、官能化多元醇、聚硅氧烷橡胶等。
疏水-亲水IPN. 之前的IPN研究含有用于改进生物医学部件的血液相容性以及组织相容性的疏水-亲水网络的许多实例。聚((甲基)丙烯酸羟乙酯)是亲水组分的典型实例。另一选项是与异氰酸酯一起添加聚(环氧乙烷)多元醇或多胺以制备并入反应性体系中的聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))。
酚醛树脂(甲阶酚醛树脂). 酚醛树脂的前体涉及甲阶酚醛树脂(甲醛末端液体低聚物)或线性酚醛树脂(可与六甲基四胺交联的酚末端固体低聚物)。对于本方法,可以考虑甲阶酚醛树脂。其粘度可以高但可以用醇(甲醇或乙醇)稀释。甲阶酚醛树脂与可交联单体的组合可随后提供由IPN形成的产品。甲阶酚醛树脂与酚醛树脂的反应可以在高于100℃在短时间范围内进行。这种化学品的一个变体是将所得结构体碳化成碳或石墨。碳或石墨泡沫体通常由酚醛泡沫体制成并用于在高温下的隔热。
聚酰亚胺. 基于二酐和二胺的聚酰亚胺可适用于本方法。在这种情况下,使并入反应性可交联单体中的聚酰亚胺单体反应以产生IPN结构。用于聚酰亚胺的大多数二酐可在室温下是晶体但适量的挥发性溶剂可提供液相。在该网络聚合后可以在温和温度(例如大约100℃)下反应以使得形成聚酰亚胺。
导电聚合物. 将苯胺和过硫酸铵并入可聚合液体中用来制造导电部件。在该反应性体系聚合并用酸(如HCl蒸气)后处理后,可随后开始聚合成聚苯胺。
基于天然产物的IPN. 基于甘油三酯油,如蓖麻油的许多基于天然产物的IPN是已知的。可以将这些与异氰酸酯一起并入该可聚合液体中。在该部件完成后,甘油三酯可随后与二异氰酸酯反应以形成交联的聚氨酯。当然也可以使用甘油。
顺序IPN. 在这种情况下,将该模制的交联网络用单体和自由基催化剂(过氧化物)和任选的交联剂溶胀,接着聚合。交联的三丙烯酸酯体系应吸收(imbide)大量苯乙烯、丙烯酸酯和/或甲基丙烯酸酯单体,以能够制备顺序IPN。
聚烯烃聚合. 可以将聚烯烃催化剂(例如茂金属)添加到该可交联反应性体系中。在该部件暴露在加压的乙烯(或丙烯)或组合(为了制造EPR橡胶)和100℃的温度下时,该部件可随后含有中等至显著量的聚烯烃。乙烯、丙烯和α烯烃单体应容易扩散到该部分中以在此温度下与该催化剂反应并随着聚合进行,更多烯烃扩散到催化剂位点中。大量的部件可同时后聚合。
XI. 制造产品.
A. 实例三维(3D)物体.
通过本发明的方法和工艺制成的三维产品可以是最终产品、成品或基本成品,或可以是预期对其进行进一步制造步骤,如表面处理、激光切割、电火花加工等的中间产品。中间产品包括可在相同或不同装置中对其进行进一步增材制造的产品。例如,断层(fault)或分裂线可通过破坏,然后重建聚合区梯度被故意的引入到一个正在进行的“构建物”中,以结束最终产品的一个区域,或仅仅是因为最终产品或“构建物”的一个特定区域比其它的更少脆性。
可以通过本发明的方法和装置制造许多不同的产品,包括大型模型或原型、小的定制产品、小型或微型产品或器件等。实例包括但不限于,医疗器件和可植入医疗器件,如支架、药物传递贮库、功能结构、微针阵列、纤维和杆如波导管、微机械器件、微流体器件等。
因此在一些实施方案中,该产品可具有0.1或1毫米至10或100毫米或更大的高度,和/或0.1或1毫米至10或100毫米或更大的最大宽度。在另一些实施方案中,该产品可具有10或100纳米至10或100微米的高度,和/或10或100纳米至10或100微米或更大的最大宽度。这些仅是实例:最大尺寸和宽度取决于具体器件的架构和光源的分辨率并可以根据实施方案的特定目标或制造的制品调节。
在一些实施方案中,该产品的高宽比为至少2:1、10:1、50:1或100:1或更大,或为1:1、10:1、50:1或100:1或更大的宽高比。
在一些实施方案中,该产品具有在其中形成的至少一个或多个孔或通道,如下文进一步论述的。
本文所述的方法可制造具有各种不同性质的产品。因此在一些实施方案中该产品是刚性的;在另一些实施方案中该产品是柔性或回弹性的。在一些实施方案中,该产品是固体;在另一些实施方案中,该产品是凝胶,如水凝胶。在一些实施方案中,该产品具有形状记忆(即在变形后基本恢复之前的形状,只要它们不会变形到结构失效点)。在一些实施方案中,该产品是单式的(即由单一可聚合液体形成);在一些实施方案中,该产品是复合材料(即由两种或更多种不同的可聚合液体形成)。由如对所用的一种或多种可聚合液体的选择之类的因素决定具体性质。
在一些实施方案中,制得的产品或制品具有至少一个悬垂构件(或“悬垂物(overhang)”),例如两个支撑体之间的桥接元件,或从一个基本上垂直的支撑物主体突出的带悬臂的(cantilevered)元件。由于本方法的一些实施方案的单向性、连续性,当每层被聚合至基本上完成和在下一个图案被暴露之前存在充分的时间间隔时,在各层之间形成断层或分裂线的问题显著被减少。因此,在一些实施方案中,所述方法在减少或消除用于此类悬垂物的支撑物结构的数目方面是特别有利的,所述悬垂物与制品同时被制造。
B. 3D物体的示例性结构和几何.
在示例性实施方案中,可以形成三维(3D)物体,在形成的同时赋予该三维物体数千或数百万次形状变化。在示例性实施方案中,图案发生器生成不同的光图案以活化聚合梯度区域中的光引发剂以在经聚合梯度提取出(extracted)物体时提供不同形状。在示例性实施方案中,该图案发生器可具有高分辨率,其具有数百万像素要素,它们可变化以改变赋予的形状。例如,该图案发生器可以是具有多于1,000或2,000或3,000或更多行和/或多于1,000或2,000或3,000或更多列的微镜(或液晶面板中的像素)的DLP,它们可用于改变形状。因此,可以沿其长度赋予该物体非常精细的变化或层次。在示例性实施方案中,这能以高速形成具有无分裂线或接缝的基本连续表面的复杂三维物体。在一些实例中,可以跨大于1毫米、1厘米、10厘米或更大的形成中的物体的长度或跨已形成的物体的整个长度无分裂线或接缝地赋予成形中的三维物体大于数百、数千、数万、数十万或数百万次形状变化。在示例性实施方案中,可以通过聚合的梯度以大于1、10、100、1000、10000微米/秒或更大的速率连续形成该物体。
在示例性实施方案中,这能够形成复杂三维(3D)物体。在一些示例性实施方案中,该3D成形物体具有复杂的不可注射成型的形状。该形状不能容易地使用注射成型或铸造法形成。例如,该形状可能不能由分立的模具元件(它们配合形成腔,在其中注入填充材料并固化,如传统凹凸模具(two-part mold))形成。例如,在一些实施方案中,该3D成形物体可包括不适于注射成型的封闭腔或部分开放腔、重复单元胞室(repeating unit cells)或开孔或闭孔泡沫体结构并可包括数百、数千或数百万的这些结构或这些结构的互连网络。但是,在示例性实施方案中,这些形状可以使用本申请中描述的方法通过使用双重固化材料和/或互穿聚合物网络形成这些结构而以宽范围的性质(包括宽范围的弹性体性质、拉伸强度和致断伸长率)3D成形。在示例性实施方案中,可以形成没有使用注射成型或其它常规技术时可能存在的分裂线、分模线、接缝、铸口、浇口痕或顶针痕的3D物体。在一些实施方案中,该3D成形物体可具有跨大于1毫米、1厘米、10厘米或更大的长度或跨已成形的物体的整个长度没有模制或其它打印痕迹(artifacts)(如分裂线、分模线、接缝、铸口、浇口痕或顶针痕)的连续表面纹理(无论是平滑、图案化还是粗糙的)。在示例性实施方案中,可以形成在成品3D物体中跨大于1毫米、1厘米、10厘米或更大的长度或跨已成形的物体的整个长度没有来自打印过程的可见或易检测的离散层的复杂3D物体。例如,在打印过程中由图案发生器赋予的变化的形状可能不会在成品3D物体中被看见或察觉为不同的层,因为该打印经聚合区的梯度发生(由此在其暴露在图案发生器投射出的变化的图案下时提取出3D物体)。尽管获自这种方法的3D物体可被称作3D打印物体,可通过连续液体界面打印形成3D物体而没有与一些3D打印法相关的离散层或分裂线。
在一些实施方案中,该3D成形物体可包括一个或多个重复结构元件以形成3D物体,包括例如作为(或基本对应于)封闭腔、部分封闭腔、重复单元胞室或单元胞室的网络、泡沫体泡孔(foam cell)、Kelvin泡沫体泡孔或其它开孔或闭孔泡沫体结构、十字交叉结构、悬垂结构、悬垂、微针、纤维、桨叶、突起、针、凹窝、环、隧道、管、壳、板、梁(包括I型梁、U型梁、W型梁和圆柱梁)、支柱、系杆、通道(开放、封闭或部分封闭)、波导管、三角形结构、四面体或其它棱锥形状、立方体、八面体、八角棱柱、三十二面体、菱形三十面体或其它多面体形状或模块(包括Kelvin极小曲面十四面体(tetrakaidecahedra)、棱柱或其它多面体形状)、五边形、六边形、八边形和其它多边形结构或棱柱、多边形网格或其它三维结构的结构。在一些实施方案中,3D成形物体可包括任何这些结构的组合或这些结构的互连网络。在一个示例性实施方案中,该3D成形物体的所有或一部分结构可对应于(或基本对应于)一种或多种布拉维晶格或晶胞结构,包括立方(包括简单、体心或面心)、四方(包括简单或体心)、单斜(包括简单或底心)、正交(包括简单、体心、面心或底心)、菱形、六方和三斜结构。在示例性实施方案中,该3D成形物体可包括对应于(或基本对应于)悬链曲面、螺旋面、螺旋二十四面体(gyroid)或lidinoid、其它三周期极小曲面(TPMS)或来自相关家族(或Bonnet家族)的其它几何结构或Schwarz P(“原始”)或Schwarz D(“金刚石”)、Schwarz H(“六边形”)或Schwarz CLP("平行线交叉层")表面、菱形花纹或金刚石图案、格子或其它图案或结构的形状或表面。
在示例性实施方案中,可对图案发生器编程以在打印过程中快速变化从而以高分辨率赋予聚合梯度不同的形状。因此,上述任何结构元件可以以宽范围的尺寸和性质形成并可以重复或与其它结构元件组合以形成3D物体。在示例性实施方案中,3D成形物体可包括单个三维结构或可包括多于1、10、100、1000、10000、100000、1000000或更多个这些结构元件。该结构元件可以是类似形状的重复结构元件或不同结构元件的组合并可以具有上述那些的任一种或其它规则或不规则形状。在示例性实施方案中,这些结构元件各自可具有至少10纳米、100纳米、10微米、100微米、1毫米、1厘米、10厘米、50厘米或更大的横跨该结构的尺寸或可具有小于50厘米、10厘米、1厘米、1毫米、100微米、10微米、100纳米或10纳米或更小的横跨该结构的尺寸。在实例实施方案中,横跨该结构的高度、宽度或其它尺寸可以为大约10纳米至大约50厘米或更大或其中包含的任何范围。本文所用的“其中包含的任何范围”是指在指定范围内的任何范围。例如,下面这些都包含在大约10纳米至大约50厘米的范围内并包括在本文中:10纳米至1微米;1微米至1毫米;1毫米至1厘米;和1厘米至50厘米或在指定范围内的任何其它范围或范围集。在示例性实施方案中,各结构元件可形成在大约10平方纳米至大约50平方厘米或更大的范围内或在其中包含的任何范围内的3D物体的体积。在实例实施方案中,各结构元件可以在结构元件的表面之间形成腔或空心区或间隙,具有在大约10纳米至大约50厘米或更大的范围内或在其中包含的任何范围内的横跨该腔或空心区域或间隙的尺寸,或可以在该3D成形物体的区域内限定在大约10平方纳米至大约50平方厘米或更大的范围内或在其中包含的任何范围内的体积。
结构元件可为大致相同的尺寸或该尺寸可在3D成形物体的体积内变化。该尺寸可以从3D成形物体的一侧向另一侧提高或降低(逐渐或逐步)或不同形状的要素可以以规则或不规则图案混杂(例如具有混杂在整个泡沫体中的不同尺寸的开孔和/或闭孔腔的3D弹性泡沫体)。
在一些实施方案中,该3D成形物体可具有带有悬垂物、桥接元件或不对称的不规则形状或可在成形方向上具有偏移重心。例如,该3D成形物体可以是不对称的。在示例性实施方案中,该3D成形物体可以没有围绕任何轴的旋转对称或可具有仅围绕单轴的旋转对称。在示例性实施方案中,该3D成形物体可以没有围绕经过该3D成形物体的任何平面的反射对称或可具有仅围绕单个平面的反射对称。在示例性实施方案中,该3D物体可具有偏移重心。例如,该3D成形物体的重心可以不在该物体的位置中心。在一些实例中,重心可以不位于沿该物体的任何中心轴。例如,该3D成形物体可以是基本依循脚轮廓的鞋底或鞋垫。该鞋底或鞋垫可向右或向左倾斜并针对脚跟和脚趾具有不同宽度。因此,该3D成形物体在这一实例中没有边到边或前后的反射对称。但是,如果其是一致扁平的鞋底或鞋垫,其可具有从下到上的反射对称。在另一些实例中,鞋底或鞋垫可以在一面上扁平并在另一面上呈波状以接纳足弓,并因此没有从下到上的反射对称。用于可穿戴、假体或解剖学型材或器件的其它3D成形物体可具有类似的不对称和/或偏移重心。例如,用于牙模或牙种植体的3D成形物体可以基本符合牙齿的形状并可以没有关于任何平面的反射对称。在另一实例中,用于可穿戴器件的3D成形组件可以基本符合身体(body party)的形状并具有相应的不对称,如运动装备,如右或左异形护腿或用在硬护腿或头盔或其它可穿戴组件和人体之间的泡沫垫料或嵌件。这些仅是实例,并且许多3D成形物体可能不对称和/或具有偏移重心。在示例性实施方案中,如果存在显著不对称或突出要素(protruding element)(如臂、桥接元件、悬臂、刷纤维等)并且所需结构元件是弹性的,在3D打印或随后固化过程中有可能变形。例如,如果包含大量不可UV固化的弹性体树脂材料,重力可能在最终固化之前造成变形。尽管在3D打印过程中由可UV固化材料形成的支架(由双重固化法中的初始固化)有助于锁定该形状,但一些具有高度不对称或突出形状的弹性体组合物可能容易变形。在一些示例性实施方案中,可以调节该组合物中的可UV固化材料以形成更刚性的支架以避免变形。在另一些示例性实施方案中,具有不对称形状和/或偏移重心的物体可以用稍后拆除的连接体成对(或以其它组合)成形,特别是如果该3D成形物体或突出要素相对长。在一个实例中,弹性体3D物体可以沿长度成形,并具有为长度的大于10%、20%、30%、40%、50%或更大的横向于长度的不对称、重心偏移和/或突出要素。例如,该3D成形物体可具有大约1厘米至50厘米或更大的长度,或其中包含的任何范围,并可具有大约1厘米至50厘米或更大或其中包含的任何范围的横向或侧向不对称或突出要素。在一个示例性实施方案中,两个或更多个这些物体可以一起成形从而为横向或突出要素提供支撑直至弹性体材料固化并分离这些物体。例如两个鞋底可以成对成形(例如当在它们的长度方向上成形时)(例如,旋转和倒转的鞋底一起成形,在它们之间具有小的可去除连接体),以使这些鞋底在成形的同时为彼此提供支撑。在另一些示例性实施方案中,可以形成其它支撑结构并在弹性体材料固化后移除。
C. 3D物体的实例材料和组成
在示例性实施方案中,3D成形物体可具有任何上述形状或结构并可包含:(i) 线性热塑性聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))、(ii) 交联的热固性聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))、和/或(iii) 它们的组合(任选与和一种或多种反应性稀释剂共聚的去封闭的封闭基团共混,例如以互穿聚合物网络、半互穿聚合物网络或顺序互穿聚合物网络的形式)和/或(iv) 光引发剂(包括未反应的光引发剂和/或反应的光引发剂片段)或由或基本由它们构成。
在一些示例性实施方案中,可以形成聚硅氧烷橡胶3D物体。
1. 聚硅氧烷聚氨酯、聚脲或聚(氨酯-脲). 在任何上述聚氨酯实例中,在这些材料的形成中可以使用聚硅氧烷或聚(二甲基硅氧烷)(PDMS)作为软链段。例如,可以通过首先使低聚PDMS二醇或二胺与2当量异氰酸酯反应以形成PDMS氨基甲酸酯(urethane)预聚物来形成(甲基)丙烯酸酯官能的ABPU。这种材料可以进一步与TBAEMA或本文所述的其它反应性封闭剂反应以形成反应性封闭的PDMS预聚物,其可以与如上述实例中所述的扩链剂和反应性稀释剂共混。
2. 聚硅氧烷互穿聚合物网络. 在一些实施方案中,该材料可包含与两部分(two-part)可热固化PDMS低聚物体系共混的可UV固化PDMS低聚物或由或基本由其构成。
在示例性实施方案中,3D成形物体可具有上述任何形状或结构并可包含或由或基本由下列构成:
(i) 通过铂催化的硅氢化、锡催化的缩合化学或过氧化物引发的化学固化的热固性聚硅氧烷或PDMS网络。
(ii) 可在固化前与聚硅氧烷热固性低聚物混溶的可UV固化的反应性稀释剂。实例:丙烯酸酯官能的PDMS低聚物。
(iii) 它们的组合(任选与一种或多种反应性稀释剂共混,例如以互穿聚合物网络、半互穿聚合物网络或顺序互穿聚合物网络的形式),和/或
(iv) 光引发剂,包括未反应的光引发剂和/或反应的光引发剂片段。
在一个示例性实施方案中,用THINKYTM混合机将苯基双(2,4,6-三甲基苯甲酰基)氧化膦(PPO)溶解在丙烯酸异冰片酯(IBA)中。将甲基丙烯酰氧基丙基封端的聚二甲基硅氧烷(DMS-R31;Gelest Inc.)添加到该溶液中,接着添加Sylgard Part A和Part B(CorningPDMS前体),然后用THINKY™混合器进一步混合以产生均匀溶液。将该溶液装载到如上所述的装置中并通过如上所述的紫外线固化制造三维中间体。该三维中间体随后在100℃下热固化12小时以产生最终聚硅氧烷橡胶产品。
3. 环氧互穿网络. 在一些示例性实施方案中,可以形成环氧3D物体。在示例性实施方案中,3D成形物体可具有上述任何形状或结构并可包含:
(i) 通过二环氧化物与二胺的反应固化的热固性环氧网络。任选地,也可以包括共反应物,例如:包括多官能胺、酸(和酸酐)、酚、醇和硫醇的共反应物;
(ii) 可在固化前与环氧热固性前体混溶的可UV固化的反应性稀释剂;
(iii) 它们的组合(任选与一种或多种反应性稀释剂共混,例如以互穿聚合物网络、半互穿聚合物网络或顺序互穿聚合物网络的形式),和/或
(iv) 光引发剂,包括未反应的光引发剂和/或反应的光引发剂片段或由或基本由它们构成。
在一个示例性实施方案中:在THINKY™混合器上混合10.018克EpoxAcast 690树脂部分A和3.040克部分B。然后将3.484克与3.013克RKP5-78-1(Sartomer CN9782/N-乙烯基吡咯烷酮/二乙二醇二丙烯酸酯的65/22/13混合物)混合以产生清澈共混物,其在Dymax紫外线灯下固化以产生弹性3D物体。
在第二个示例性实施方案中,类似地固化含有3.517克上述环氧树脂和3.508克RKP5-90-3和Sartomer CN2920/N-乙烯基己内酰胺/N-乙烯基吡咯烷酮/PPO引发剂的65/33/2/0.25共混物的RKP11-10-1以形成柔性3D物体。
在一些示例性实施方案中,该3D成形物体可包含如上所述的溶胶-凝胶组合物、疏水或亲水组合物、甲阶酚醛树脂、氰酸酯、聚酰亚胺、导电聚合物、基于天然产物的IPN、顺序IPN和聚烯烃。
在示例性实施方案中,3D成形物体可具有上述任何形状或结构并可包含在3D成形物体的不同区域中具有不同拉伸强度或其它不同性质的多种不同材料或由或基本由其构成。在示例性实施方案中,这些不同材料可选自上述任何材料。在一些示例性实施方案中,制造该产品的方法可以暂停或中断一次或多次以改变可聚合液体。在示例性实施方案中,3D成形物体可包括如下文进一步描述的具有不同拉伸强度的多种材料(它们可以例如是热塑性或热固性聚氨酯、聚脲或其共聚物或聚硅氧烷橡胶或环氧树脂或上述的组合)。尽管由于中断可能在该中间体中形成断层线或面,但如果后续可聚合液体在其第二固化材料中可与第一固化材料反应,则该中间体的两个不同段会在第二固化过程中交叉反应并彼此共价偶联(例如通过加热或微波辐照)。因此,例如,可以序贯改变本文所述的任何材料以形成具有多个拉伸性质不同的不同段、同时仍然是具有彼此共价偶联的不同段的一体产品的产品。
在示例性实施方案中,聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))或聚硅氧烷橡胶或环氧树脂或上述的组合可构成该3D成形物体的按重量计的大部分,并可构成该3D成形物体的按重量计大于50%、60%、70%、80%或90%。在示例性实施方案中,该聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))或聚硅氧烷橡胶或环氧树脂或上述的组合可包含互穿网络、半互穿聚合物网络或顺序互穿聚合物网络或由或基本由其构成。
(i) 热塑性或热固性聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))的实例. 在示例性实施方案中,该聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))可构成该3D成形物体的按重量计的大部分,并可构成该3D成形物体的按重量计大于50%、60%、70%、80%或90%。
在示例性实施方案中,该聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))可包含线性热塑性或热固性聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))或由或基本由其构成。在示例性实施方案中,该线性热塑性或交联的热固性聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))可构成该3D成形物体的按重量计的大部分,并可构成该3D成形物体的按重量计大于50%、60%、70%、80%或90%。
在示例性实施方案中,该聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))可包含(i)与反应性稀释剂共聚的线性烯键式不饱和封闭单体和(ii) 线性热塑性或交联的热固性聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))的共混聚合物或由或基本由其构成。在示例性实施方案中,该共混聚合物可构成该3D成形物体的按重量计的大部分,并可构成该3D成形物体的按重量计大于50%、60%、70%、80%或90%。在示例性实施方案中,该线性热塑性或交联的聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))可包含线性聚(甲基)丙烯酸酯或由或基本由其构成。
在示例性实施方案中,该聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))可包含烯键式不饱和单体和交联或线性聚氨酯的互穿网络、半互穿聚合物网络或顺序互穿聚合物网络或由或基本由其构成。在示例性实施方案中,该烯键式不饱和单体和交联聚氨酯的网络可构成该3D成形物体的按重量计的大部分,并可构成该3D成形物体的按重量计大于50%、60%、70%、80%或90%。在示例性实施方案中,该线性热塑性或交联的热固性聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))可包含交联的聚(甲基)丙烯酸酯或由或基本由其构成。
在示例性实施方案中,该聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))可包含烯键式不饱和单体和线性热塑性或交联的热固性聚氨酯的互穿网络、半互穿聚合物网络或顺序互穿聚合物网络或由或基本由其构成。在示例性实施方案中,该烯键式不饱和单体和线性热塑性或交联的热固性聚氨酯的网络可构成该3D成形物体的按重量计的大部分,并可构成该3D成形物体的按重量计大于50%、60%、70%、80%或90%。在示例性实施方案中,该线性热塑性或交联的热固性聚氨酯、聚脲或其共聚物(例如聚(氨酯-脲))可包含线性聚(甲基)丙烯酸酯或由或基本由其构成。
在一些示例性实施方案中,该3D成形物体可包含如上所述的溶胶-凝胶组合物、疏水或亲水组合物、甲阶酚醛树脂、氰酸酯、聚酰亚胺、导电聚合物、基于天然产物的IPN、顺序IPN和聚烯烃。
(ii) 实例光引发剂和光引发剂片段. 在示例性实施方案中,该3D成形物体可包含留在3D成形物体中的未反应的光引发剂。例如,在一些实施方案中,0.1或0.2重量%至1、2或4重量%的光引发剂可留在三维成形物体中或光引发剂可以以更低的量或仅痕量存在。在一些示例性实施方案中,该三维产品还可包含反应的光引发剂片段。例如,在一些实施方案中,该反应的光引发剂片段可以是形成中间产物的第一固化的残留物。例如,0.1或0.2重量%至1、2或4重量%的反应的光引发剂片段可留在三维成形物体中或反应的光引发剂片段可以以更低的量或仅痕量存在。
在示例性实施方案中,由于该体系部分上由能够通过暴露于紫外光聚合的单体和低聚物构成,最终产品会含有残留光引发剂分子和光引发剂片段。
在一些实施方案中,光聚合将经历下文概述的转化。在第一步骤(引发)中,紫外光将引发剂裂解成活性自由基片段。这些活性自由基片段继续与单体基团“M”反应。在增长步骤的过程中,该活性单体与连接到生长的聚合物链上的附加单体反应。最后,可以通过重组或通过歧化发生终止。

在示例性实施方案中,通过本文概述的方法生成的3D成形物体在制成该物体后可含有下列化学产物:
(1) 潜伏的(Latent)未反应的光引发剂 – 光引发剂在光聚合过程中很少100%消耗,因此该产物通常含有嵌在固体物体各处的未反应的光引发剂:
(2) 共价连接到聚合物网络上的光引发剂副产物。
在示例性实施方案中,光引发剂可包括下列:
(a) 基于苯甲酰基-发色团的: 这些体系采取的形式为

其中“R”是多种其它原子,包括H、O、C、N、S。这些引发剂裂解以形成:

其中●代表自由基。这些组分中任一可继续引发聚合并因此共价键合到聚合物网络上。

下面显示这样的引发剂的一个实例
(b) 吗啉代和氨基酮. 这些体系采取的形式为:

其中“R”是多种其它原子,包括H、O、C、N、S。这些引发剂裂解以形成

其中●代表自由基。这些组分中任一可继续引发聚合并因此共价键合到聚合物网络上。

下面显示这样的引发剂的一个实例

(c) 苯甲酰基氧化膦. 这些体系采取的形式为

其中“R”是多种其它原子,包括H、O、C、N、S。这些引发剂裂解以形成

其中●代表自由基。这些组分中任一可继续引发聚合并因此共价键合到聚合物网络上。

下面显示这样的引发剂的一个实例

(d) 胺. 许多光引发剂可以与胺结合使用。在此在激发态下的光引发剂用于从胺中夺取氢原子,由此生成活性自由基。这种自由基可继续引发聚合并因此被并入形成的聚合物网络中。下面概述这一过程:

这些活性物类的任一种可继续形成活性聚合物链,以产生下列结构:

(e) 其它体系. 可用于生成这样的材料并因此生成共价连接到形成的聚合物网络上的片段的其它类型的光引发剂包括:三嗪、酮、过氧化物、二酮、叠氮化物、偶氮衍生物、二硫化物衍生物、乙硅烷衍生物、硫醇衍生物、二硒醚衍生物、联苯二碲衍生物、乙锗烷衍生物、二锡烷衍生物、碳-锗化合物、碳-硅衍生物、硫-碳衍生物、硫-硅衍生物、过酸酯、Barton’s酯衍生物、异羟肟酸和硫代异羟肟酸和酯、有机硼酸盐、有机金属化合物、二茂钛、铬络合物、alumate络合物、碳-硫或硫-硫引发转移终止剂化合物、醇胺(oxyamine)、醛、缩醛、硅烷、含磷化合物、硼烷络合物、噻吨酮衍生物、香豆素、蒽醌、芴酮、二茂铁盐。
(f) 检测. 可以通过许多光谱技术实现检测光引发剂片段在固化聚合物物体中的独有化学指纹。可独自或结合使用的特定技术包括: UV-Vis光谱、荧光光谱、红外光谱、核磁共振谱、质谱、原子吸收光谱、拉曼光谱和X-射线光电子光谱。
D. 3D物体的示例性性质
3D成形物体的结构性质可以与用于形成该3D物体的材料的性质一起选择以为该3D物体提供宽范围的性质。本申请中的上述双重固化材料和方法可用于形成具有所需材料性质的复杂形状以形成宽范围的3D物体。
在一些实施方案中,3D成形物体可以是刚性的并具有例如在大约800至3500的范围或其中包含的任何范围内的杨氏模量(MPa)、在大约30至100的范围或其中包含的任何范围内的拉伸强度(MPa)和/或在大约1至100的范围或其中包含的任何范围内的致断伸长百分比。这样的刚性3D成形物体的非限制性实例可包括紧固件;电子器件外壳;齿轮、推进器和叶轮;轮子、机械装置外壳;工具和其它刚性3D物体。
在一些实施方案中,3D成形物体可以是半刚性的并具有例如在大约300至2500的范围或其中包含的任何范围内的杨氏模量(MPa)、在大约20至70的范围或其中包含的任何范围内的拉伸强度(MPa)和/或在大约40至300或600的范围或其中包含的任何范围内的致断伸长百分比。这样的刚性3D成形物体的非限制性实例可包括结构元件;铰链,包括活动铰链;舟和船舶船体和甲板;轮子;瓶子、罐子和其它容器;管道、液管和连接体和其它半刚性3D物体。
在一些实施方案中,3D成形物体可以是弹性体的并具有例如在大约0.5至40的范围或其中包含的任何范围内的杨氏模量(MPa)、在大约0.5至30的范围或其中包含的任何范围内的拉伸强度(MPa)和/或在大约50至1000的范围或其中包含的任何范围内的致断伸长百分比。这样的刚性3D成形物体的非限制性实例可包括鞋底、鞋跟、内底和中底;套管和垫圈;垫子;电子器件外壳和其它弹性体3D物体。
在实施例18-61中给出用于形成如上所述具有从弹性体到半刚性到柔性的各种不同拉伸性质的聚氨酯产品的材料。
在一些示例性实施方案中,制造该产品的方法可以暂停或中断一次或多次以改变可聚合液体。在示例性实施方案中,3D成形物体可包括具有不同拉伸强度的多种材料(它们可以例如是热塑性或热固性聚氨酯、聚脲或其共聚物)。尽管由于中断可能在该中间体中形成断层线或面,但如果后续可聚合液体在其第二固化材料中可与第一固化材料反应,则该中间体的两个不同段会在第二固化过程中交叉反应并彼此共价偶联(例如通过加热或微波辐照)。因此,例如,可以序贯改变本文所述的任何材料以形成具有多个拉伸性质不同的不同段、同时仍然是具有彼此共价偶联的不同段的一体产品的产品。在一些实施方案中,可以形成含多个具有不同材料和性质的区域的3D物体。例如,3D成形物体可具有一个或多个具有在大约30 -100的范围或其中包含的任何范围内的拉伸强度(MPa)的由第一材料或一种或多种材料的第一组形成的区域,和/或一个或多个具有在大约20 -70的范围或其中包含的任何范围内的拉伸强度(MPa)的由第二材料或一种或多种材料的第二组形成的区域,和/或一个或多个具有在大约0.5-30的范围或其中包含的任何范围内的拉伸强度(MPa)的由第三材料或一种或多种材料的第三组形成的区域,或上述的任何组合。例如,该3D物体可具有1-10个或更多个选自上述任何材料和拉伸强度的具有不同拉伸强度的不同区域(或其中包含的任何范围)。例如,通过在三维中间体的成形过程中序贯改变可聚合液体(例如上述实施例19-60中描述的那些当中),可以形成铰链,该铰链包含刚性段,其与第二弹性段连接,第二弹性段与第三刚性段连接。可以以类似方式形成减震器或振动阻尼器,第二段是弹性或半刚性的。可以以类似方式形成一体的刚性漏斗-柔性软管组装件。
E. 3D物体的附加实例.
上述方法、结构、材料、组合物和性质可用于3D打印几乎无限数量的产品。实例包括但不限于,医疗器件和可植入医疗器件,如支架、药物传递贮库、导管、囊袋、乳房植入物、睾丸植入物、胸部植入物、眼植入物、隐形眼镜、牙校准器、微流体、密封件、护罩和其它需要高生物相容性的应用、功能结构、微针阵列、纤维、杆、波导管、微机械器件、微流体器件;紧固件;电子器件外壳;齿轮、推进器和叶轮;轮子、机械装置外壳;工具;结构元件;铰链,包括活动铰链;舟和船舶船体和甲板;轮子;瓶子、罐子和其它容器;管道、液管和连接体;鞋底、鞋跟、内底和中底;套管、o形环和垫圈;减震器、漏斗/软管组装件、垫子;电子器件外壳;护腿、护裆(athletic cups)、护膝、护肘、泡沫衬、垫料或嵌件、头盔、头盔带、帽子、鞋钉、手套、其它可穿戴或运动设备、刷子、梳子、戒指(rings)、珠宝、纽扣、四合扣、紧固件、表带或表壳、移动电话或平板电脑外套或外壳、计算机键盘或键盘按钮或组件、远程控制按钮或组件、汽车仪表盘组件、按钮、刻度盘、汽车车身部件、镶板、其它汽车、飞机或船舶部件、炊具、烘焙用具、厨具、蒸箱和许多其它3D物体。通过使用多种硬化方法(如双重硬化,其中可以使用连续液体界面打印锁定形状,并可以使用后续热固化或其它固化提供弹性体性质或其它所需性质)提供宽范围的形状和性质,包括弹性体性质的能力极大扩展了可形成的有用3D产品的范围。任何上述结构、材料和性质可以合并以形成3D物体,包括上述3D成形产品。这些仅是实例并可以使用本文所述的方法和材料形成许多其它3D物体。
XII. 在第二次固化之前洗涤中间体
当需要时,中间体的洗涤可通过任何合适的技术进行,并用任何合适的装置辅助,所述装置包括但不限于美国专利号5,248,456中所述的那些,其公开内容通过引用并入本文。
可以用于实施本发明的洗涤液体包括但不限于水、有机溶剂及其组合(例如组合为共溶剂),任选地含有附加成分例如表面活性剂、螯合剂(配体)、酶、硼砂、染料或着色剂、香料等,包括其组合。洗涤液体可以是任何合适的形式,例如溶液、乳液、分散液等。
可以用作洗涤液体或作为洗涤液体的组分的有机溶剂的实例包括但不限于醇、酯、二元酯、酮、酸、芳族、烃、醚、偶极非质子、卤化和碱性有机溶剂,包括其组合。部分地可以根据其对环境和健康的影响来选择溶剂(参见例如GSK溶剂选择指南2009)。
可用于本发明的醇有机溶剂的实例包括但不限于脂族和芳族醇,例如2-乙基己醇、甘油、环己醇、乙二醇、丙二醇、二-丙二醇、1,4-丁二醇、异戊醇、1,2-丙二醇、1,3-丙二醇、苯甲醇、2-戊醇、1-丁醇、2-丁醇、甲醇、乙醇、叔丁醇、2-丙醇、1-丙醇、2-甲氧基乙醇、四氢呋喃醇、苄醇等,包括其组合。
可用于实施本发明的酯有机溶剂的实例包括但不限于乙酸叔丁酯、乙酸正辛酯、乙酸丁酯、碳酸亚乙酯、碳酸亚丙酯、碳酸亚丁酯、碳酸甘油酯、乙酸异丙酯、乳酸乙酯、乙酸丙酯、碳酸二甲酯、乳酸甲酯、乙酸乙酯、丙酸乙酯、乙酸甲酯、甲酸乙酯等,包括其组合。
二元酯有机溶剂的实例包括但不限于琥珀酸、戊二酸、己二酸等的二甲酯,包括其组合。
可用于实施本发明的有机酮有机溶剂的实例包括但不限于环己酮、环戊酮、2-戊酮、3-戊酮、甲基异丁基酮、丙酮、甲基乙基酮等,包括其组合。
可用于实施本发明的酸性有机溶剂的实例包括但不限于丙酸、乙酸酐、乙酸等,包括其组合。
可用于实施本发明的芳族有机溶剂的实例包括但不限于均三甲苯、异丙苯、对二甲苯、甲苯、苯等,包括其组合。
可用于实施本发明的烃(即脂族)有机溶剂的实例包括但不限于顺式萘烷、ISOPARG、异辛烷、甲基环己烷、环己烷、庚烷、戊烷、甲基环戊烷、2-甲基戊烷、己烷、汽油等,包括其组合。
可用于实施本发明的醚有机溶剂的实例包括但不限于二(乙二醇)、乙氧基苯、三(乙二醇)、环丁砜、DEG单丁醚、苯甲醚、二苯醚、二丁醚、叔戊基甲基醚、叔丁基甲基醚、环戊基甲基醚、叔丁基乙基醚、2-甲基四氢呋喃、二乙基醚、双(2-甲氧基乙基)醚、二甲基醚、1,4-二噁烷、四氢呋喃、1,2-二甲氧基乙烷、二异丙基醚等,包括其组合。
可用于实施本发明的偶极非质子有机溶剂的实例包括但不限于二甲基亚丙基脲、二甲基亚砜、甲酰胺、二甲基甲酰胺、N-甲基甲酰胺、N-甲基吡咯烷酮、丙腈、二甲基乙酰胺、乙腈等,包括其组合。
可用于实施本发明的卤化有机溶剂的实例包括但不限于1,2-二氯苯、1,2,4-三氯苯、氯苯、三氯乙腈、氯乙酸、三氯乙酸、全氟甲苯、全氟环己烷、四氯化碳、二氯甲烷、全氟己烷、氟苯、氯仿、全氟环醚、三氟乙酸、三氟甲苯、1,2-二氯乙烷、2,2,2-三氟乙醇等,包括其组合。
可用于实施本发明的碱性有机溶剂的实例包括但不限于N,N-二甲基苯胺、三乙胺、吡啶等,包括其组合。
可用于实施本发明的其它有机溶剂的实例包括但不限于硝基甲烷、二硫化碳等,包括其组合。
表面活性剂的实例包括但不限于阴离子表面活性剂(例如硫酸盐、磺酸盐、羧酸盐和磷酸酯)、阳离子表面活性剂、两性离子表面活性剂、非离子表面活性剂等,包括其组合。常见实例包括但不限于硬脂酸钠、线性烷基苯磺酸盐、木质素磺酸盐、脂肪醇乙氧基化物、烷基酚乙氧基化物等,包括其组合。合适表面活性剂的众多实例性的另外实例是已知的,其中一些描述于美国专利号9,198,847, 9,175,248, 9,121,000, 9,120,997, 9,095,787,9,068,152, 9,023,782和8,765,108。
螯合剂(chelant/chelating agent)的实例包括但不限于乙二胺四乙酸、磷酸盐、次氮基三乙酸(NTA)、柠檬酸盐、硅酸盐以及丙烯酸和马来酸的聚合物。
可包含在洗涤液体中的酶的实例包括但不限于蛋白酶、淀粉酶、脂肪酶、纤维素酶等,包括其混合物。参见例如美国专利号7,183,248、6,063,206。
在一些实施方案中,洗涤液体可以是乙氧基化醇、柠檬酸钠、N,N-双(羧甲基)-L-谷氨酸四钠、碳酸钠、柠檬酸和异噻唑啉酮混合物。其一个具体实例是本身使用的或与另外的水混合的SIMPLE GREEN®全能清洁剂(Sunshine Makers Inc., Huntington Beach,California, USA)。
在一些实施方案中,洗涤液体可以是由2-丁氧基乙醇,偏硅酸钠和氢氧化钠构成的水溶液。其一个具体实例是本身使用的或与额外的水混合的PURPLE POWERTM脱脂剂/清洁剂(Aiken Chemical Co., Greenville,South Carolina, USA))。
在一些实施方案中,洗涤液体可以是乳酸乙酯,单独或与共溶剂一起使用。其一个具体实例是本身使用的或与水混合的BIO-SOLVTM溶剂置换剂(Bio Brands LLC,Cinnaminson, New Jersey, USA)。
在一些实施方案中,洗涤液体由水和异丙醇的50:50(体积:体积)溶液组成。
当洗涤液体包括不希望进入进一步固化步骤的成分时,在一些实施方案中,用洗涤液体进行初始洗涤后可以用漂洗液体如水洗涤(例如蒸馏和/或去离子水)或水和醇如异丙醇的混合物进行进一步漂洗步骤。
XIII. 替代性方法和装置
尽管优选通过如上文详细描述和如下文进一步详细描述的连续液体相间/界面聚合进行本发明,但在一些实施方案中可以使用用于自底向上或自顶向下三维制造的替代性方法和装置,包括逐层制造。这样的方法和装置的实例包括但不限于,Hull的美国专利号5,236,637、Lawton的美国专利号5,391,072和5,529,473、John的美国专利号7,438,846、Shkolnik的美国专利号7,892,474、El-Siblani的美国专利号8,110,135、Joyce的美国专利申请公开号2013/0292862和Chen等人的2013/0295212,和Robeson等人的PCT申请公开号WO2015/164234。这些专利和申请的公开内容全文经此引用并入本文。
在PCT申请号PCT/US2014/015486(作为美国专利号9,211,678在2015年12月15日公开);PCT/US2014/015506(也作为美国专利号9,205,601在2015年12月8日公开)、PCT/US2014/015497(也作为US 2015/0097316和作为美国专利号9,216,546在2015年12月22日公开)和J. Tumbleston、D. Shirvanyants、N. Ermoshkin等人,Continuous liquidinterface of 3D Objects, Science 347, 1349-1352(2015年3月16日在线公开)中说明了可用于实施本发明的元件和构件。
在下列非限制性实施例中更详细说明本发明的实施方案。
实施例1
高纵横比可调节张紧构建板组装件
图7是本发明的3英寸 × 16英寸“高纵横比”矩形构建板(或“窗口”)组装件的顶视图,图8是部件分解图,其中膜尺寸为3.5英寸 × 17英寸。膜本身与vat环和膜底座的内径相比的较大尺寸提供夹在vat环和膜底座之间的膜中的外周或圆周法兰部分,如图9中的侧截面图中所示。可以在外周或圆周法兰部分中的聚合物膜中提供一个或多个对位孔(未显示)以助于将聚合物膜对齐在vat环和膜底座之间,其用多个从一个延伸到另一个的螺钉(未显示)(一些或全部穿过在聚合物膜的外周边缘中的孔)以将聚合物膜牢固夹紧在它们之间的方式彼此紧固。
如图8-9中所示,提供张力环,其紧靠聚合物膜并拉伸该膜以张紧、稳定或固定(rigidify)该膜。该张力环可作为预设构件提供或可以是可调节构件。可以通过提供面向张力环的弹簧板实现调节,在它们之间具有一个或多个可压缩元件,如聚合物垫或弹簧(例如扁弹簧(flat springs)、螺旋弹簧(coil springs)、波浪弹簧(wave springs)等),并具有从弹簧板穿过(或围绕)张力环到膜底座的可调节紧固件,如螺钉紧固件等。
聚合物膜优选是0.01或0.05毫米至0.1或1毫米或更大厚度的含氟聚合物膜,如非晶热塑性含氟聚合物。在一些实施方案中使用0.0035英寸(0.09毫米)厚的BiogeneralTeflon AF 2400聚合物膜和0.004英寸(0.1毫米)厚的Random Technologies Teflon AF2400聚合物膜。
根据操作条件,如制造速度,优选用张力环将膜上的张力调节到大约10至100磅。
vat环、膜底座、张力环和张力环弹簧板可以由任何合适的,优选刚性材料,包括金属(例如不锈钢、铝和铝合金)、碳纤维、聚合物及其复合材料制成。
可以按需要在vat环、膜底座、张力环和/或弹簧板任一者中提供对位柱(Registration posts)和相应的插口(sockets)。
实施例2
圆形可调节张紧圆形构建板组装件
图10是本发明的2.88英寸直径圆形构建板的顶视图,图11是部件分解图,其中膜尺寸可以为4英寸直径。以与上述实施例1中所给类似的方式构造,显示圆周波形弹簧组装件在适当位置。优选将该薄膜上的张力调节到与上述实施例1中所给类似的张力(仍取决于其它操作条件,如制造速度)。
图11是图10的构建板的部件分解图。
实施例3
可调节构建板的另外的实施方案
图12显示图7-11的构建板的各种替代性实施方案。材料和张力类似于上文所述方式。
实施例4
装置的示例性实施方案
图13是根据本发明的一个示例性实施方案的装置100的正面透视图,图14是侧视图且图15是背面透视图。装置100包括框架102和外壳104。在图13-15中移除大部分外壳104或显示为透明。
装置100包括几个与上文参照图3描述的装置相同或类似的组件和构件。参照图13,在连接到框架102上的底板108上提供构建室106。构建室106由壁或vat环110和构建板或“窗口”,如上文参照图3和7-12描述的窗口之一限定。
转向图14,由电动机116沿轨道114以垂直方向驱动载体112。电动机可以是任何类型的电动机,如伺服电动机。一种示例性的合适的电动机是可获自Oriental Motor ofTokyo, Japan的NXM45A电动机。
液体储器118与构建室106流体连通并向构建室106补充液体树脂。例如,管材可以从液体储器118连向构建室106。阀120控制液体树脂从液体储器118流向构建室106。一种示例性的合适的阀是可获自McMaster-Carr of Atlanta, Georgia的用于管材的夹式铝电磁阀。
框架102包括轨道122或其它安装构件,将光引擎组装件130(图16)固定或安装在其上。光源124使用光导引入电缆126连接到光引擎组装件130上。光源124可以是任何合适的光源,如可获自Dymax Corporation of Torrington, Connecticut的BlueWave® 200系统。
转向图16,光引擎或光引擎组装件130包括聚光透镜组装件132和包含数字微镜器件(DMD)134和光学或投影透镜组装件136(其可包括物镜)的数字光处理(DLP)系统。合适的DLP系统是可获自Texas Instruments, Inc. of Dallas, Texas的DLP Discovery™ 4100系统。来自DLP系统的光被镜子138反射并照射构建室106。具体而言,将“图像”140投影在构建表面或窗口上。
参照图15,将电子组件板或线路板150连接到框架102上。在线路板150上安装多个电气或电子组件。控制器或处理器152与各种组件如上述电动机116、阀120、光源124和光引擎组装件130操作上关联。合适的控制器是可获自Parallax, Inc. of Rocklin,California的Propeller Proto Board。
与控制器152操作上关联的其它电气或电子组件包括用于控制电动116的电源154和电机驱动器158。在一些实施方案中,使用受脉冲宽度调制(PWM)驱动器156控制的LED光源代替汞灯(例如上述Dymax光源)。
合适的电源是24伏, 2.5A, 60W开关电源(例如可获自Marlin P. Jones &Assoc, Inc. of Lake Park, Florida的部件号PS1-60W-24 (HF60W-SL-24))。如果使用LED光源,合适的LED驱动器是24伏, 1.4A LED驱动器(例如可获自Digi-Key of ThiefRiver Falls, Minnesota的部件号788-1041-ND)。合适的电机驱动器是可获自OrientalMotor of Tokyo, Japan的NXD20-A电机驱动器。
图13-16的装置已用于用大约5 mW/cm2的光强度产生大约75毫米 × 100毫米的“图像尺寸”。图13-16的装置已用于以大约100至500 mm/hr的速度构建物体。构建速度取决于光强度和物体的几何结构。
实施例5
装置的另一示例性实施方案
图17是根据本发明的另一示例性实施方案的装置200的正面透视图。装置200包括与装置100的相同组件和构件,区别如下。
装置200包括框架202,其包括轨道222或其它安装构件,将图16中所示的两个光引擎组装件130并排安装在其上。光引擎组装件130配置成在构建站206提供一对“铺设的”图像。上文更详细描述了使用多个光引擎提供铺设的图像。
图17的装置已用于用大约1 mW/cm2的光强度提供大约150毫米 × 200毫米的铺设的“图像尺寸”。图17的装置已用于以大约50至100 mm/hr的速度构建物体。构建速度取决于光强度和物体的几何结构。
实施例6
装置的另一示例性实施方案
图19是根据本发明的另一示例性实施方案的装置300的正面透视图,且图20是侧视图。装置300包括与装置100的相同组件和构件,区别如下。
装置300包括框架302,其包括轨道322或其它安装构件,将图21中所示的光引擎组装件330以与装置100的光组装件130不同的取向安装在其上。参照图20和21,光引擎组装件330包括聚光透镜组装件332和包含数字微镜器件(DMD)334和光学或投影透镜组装件336(其可包括物镜)的数字光处理(DLP)系统。合适的DLP系统是可获自Texas Instruments,Inc. of Dallas, Texas的DLP Discovery™ 4100系统。来自DLP系统的光照射构建室306。具体而言,将“图像”340投影在构建表面或窗口上。不同于装置100,装置300不使用反射镜。
图19-21的装置已用于用大约200 mW/cm2和40 mW/cm2的光强度提供大约10.5毫米× 14毫米和大约24毫米 × 32毫米的“图像尺寸”。图19-21的装置已用于以大约10,000和4,000 mm/hr的速度构建物体。构建速度取决于光强度和物体的几何结构。
实施例7
具有Lua脚本的控制程序
现行打印机技术需要底层控制(low level control)以确保合格部件制造。物理参数如光强度、暴露时间和载体的运动都应优化以确保部件质量。利用使用编程语言“Lua”的控制器如Parallax PROPELLER™微控制器的脚本界面为用户提供在底层上(on a lowlevel)对打印机的所有方面的控制。大体上参见R. Ierusalimschy, Programming in Lua (2013) (ISBN-10: 859037985X;ISBN-13: 978-8590379850)。
这一实施例例示用使用Lua脚本撰写的示例性程序控制本发明的方法和装置。对应于这样的指令的程序代码,或其对于本领域技术人员而言将是显而易见的变化,基于所用的特定微控制器,根据已知的技术编写。
概念. 一个部件由连续行程的聚合物层片组成。每个层片的形状由光引擎显示的框架限定。
框架(Frame). 框架代表层片的最终输出。框架表现为部件的物理几何结构。框架中的数据是打印机为固化该聚合物而投射的数据。
层片(Slice). 将要输出给框架的所有2D几何结构将被合并成层片。层片可由程序上的几何结构、3D模型的层片或这两者的任何组合组成。生成层片的工艺允许用户对任何框架的组成有直接的控制。
3D模型的层片(Slice of a 3D Model). 层片是来自一个部件的3D模型的2D几何结构的特殊类型。它代表与平行于窗口的平面交叉的几何结构。部件通常通过采取3D模型并在极小的间隔将它们切片来构造。然后每个层片由打印机连续解读并用来以适当的高度固化聚合物。
程序上的几何结构(Procedural Geometry). 程序生成的几何体也可加入到层片中。这是通过调用形状生成函数来完成的,例如“添加圆(addcircle)”、“添加矩形(addrectangle)”,及其它。每个函数允许投射相应的形状到打印窗口上。产生的部件作为垂直挤出的形状或形状的组合出现。
坐标空间(Coordinate spaces): 阶段. 阶段使用的坐标系统通常是经校准的,以致原点是在窗口以上1-20微米。
坐标空间(Coordinate spaces): 层片. 投影层片的坐标系统是这样的,即原点位于打印窗口的中心。
快速启动(Quick Start).
下面是从切片(sliced)3D模型打印部件的最基本的方法。打印切片模型由4个主要的部分组成:加载数据、准备打印机、打印,和停机。
加载数据(Loading Data). 在这段代码中,将切片模型数据加载到内存中。到模型的文件路径在代码的常量部分中限定。详情见下面的完整代码。

--Loading Model(加载模型)
modelFilePath = "Chess King.svg"
numSlices = loadslices(modelFilePath)

准备打印机(Preparing the printer)重要的是在打印之前做两件事情。首先必须打开具有中继功能的光引擎,并且如果适用,应该设定所需液体高度。

--Prepare Printer(准备打印机)
relay(true)—打开光
showframe(-1) --确保在设置过程中无暴露
setlevels(.55, .6)--如果可用,打印机设定流体泵以保持大约55%填充

打印. 打印过程的第一步骤是校准系统并通过调用gotostart,设置平台至其起始位置。其次发明人开始一个循环,其中发明人打印每一层片。循环的第一行使用infoline指令以在侧边栏显示当前的层片指数。此后发明人确定将被固化的下一层片的高度。该值被存储于nextHeight中。此后发明人将平台移至下一层片需要固化的高度。为确保清洁的打印,有时可能有必要等到氧气扩散至树脂中。因此发明人称为半秒钟的睡眠(预暴露时间的精确时间也在常量部分中定义)。此后是实际固化树脂的时间,所以发明人称为showfram并使它通过要打印的层片指数,这是由循环存储在sliceIndex中。此后再次睡眠持续暴露时间(exposureTime)秒,以使树脂固化。在移动到下一框架之前,发明人调用showframe(-1),以防止光引擎固化任何树脂,同时平台被移动至下一高度。

--Execute Print(执行打印)
gotostart()--将平台移向起始位置
for sliceIndex =0,numSlices-1 do
infoline(5, string.format("Current Slice: %d", sliceIndex))
nextHeight = sliceheight(sliceIndex)--计算为暴露这一框架该平台应该处于的高度
moveto(nextHeight, stageSpeed)--移向下一高度
sleep(preExposureTime)--等待给定时间量以使氧气扩散到树脂中,
预暴露时间在常量部分中预定义
showframe(sliceIndex)--暴露框架
sleep(exposureTime)--在框架暴露的同时等待,暴露时间在常量部分中预定义
showframe(-1)-- 什么都不显示以确保在平台移向下一位置的同时没有暴露
end

关机(Shutdown). 打印过程的最后一步是关闭打印机。调用relay(false)以关闭光引擎。如果使用流体控制,调用setlevels (0,0)以确保阀门关闭。最后在打印后使平台上移一点,以允许部件容易取出是一个好主意。

--停机
relay(false)
setlevels(0,0)
--升高平台以取出部件
moveby(25, 16000)

下面阐述基于上述内容执行指令的完全完成的代码。

--常量
exposureTime = 1.5-- 以秒计
preExposureTime = 0.5 -- 以秒计
stageSpeed = 300 --以毫米/小时计
--加载模型
modelFilePath = "Chess King.svg"
numSlices = loadslices(modelFilePath)
--计算参数
maxPrintHeight = sliceheight(numSlices-1)--找出打印中的最高点,这与最后一个层片的高度相同。层片是0索引的(0 indexed),因此为-1。
infoline(1, "Current Print Info:")
infoline(2, string.format("Calculated Max Print Height: %dmm",maxPrintHeight))
infoline(3, string.format("Calculated Est. Time: %dmin",(maxPrintHeight/stageSpeed)*60 + (preExposureTime+exposureTime)*numSlices/60))
infoline(4, string.format("Number of Slices: %d", numSlices))
--准备打印机
relay(true)—打开光
showframe(-1) --确保在设置过程中无暴露
setlevels(.55, .6)--如果可用,打印机设定流体泵以保持大约55%填充
--执行打印
gotostart()--将平台移向起始位置
for sliceIndex =0,numSlices-1 do
infoline(5, string.format("Current Slice: %d", sliceIndex))
nextHeight = sliceheight(sliceIndex)--计算为暴露这一框架该平台应该处于的高度
moveto(nextHeight, stageSpeed)--移向下一高度
sleep(preExposureTime)--等待给定时间量以使氧气扩散到树脂中,预暴露时间在常量部分中预定义
showframe(sliceIndex)--暴露框架
sleep(exposureTime)--在框架暴露的同时等待,暴露时间在常量部分中预定义
showframe(-1)-- 什么都不显示以确保在平台移向下一位置的同时没有暴露
end
--停机
relay(false)
setlevels(0,0)
--升高平台以取出部件
moveby(25, 16000)

Gotostart.gotostart的主要目的是校准平台。这一函数重设坐标系统以使原点在最低点,在此启动限位开关。调用这一命令会使平台下移直至启动打印机中的限位开关;这应该在平台位于绝对最小高度时发生。
gotostart() 以随打印机而变的最大速度移动平台至起点

gotostart()--以默认速度移向原点

gotostart(number speed) 在以毫米/小时给出的速度下移动平台至起点

gotostart(15000)--以15000mm/hr移动平台至原点

-speed: 以毫米/小时计的速度,平台以此速度移向起始位置。
MOVETO
moveto允许用户将平台以给定速度引导至所需高度。从内部确保速度和加速度的安全上限和下限。
moveto(number targetHeight, number speed)

moveto(25, 15000)--以15,000mm/hr移动至25mm
moveto(number targetHeight, number speed, number acceleration)
该函数的这一版本能够除速度外还定义加速度。平台以初始速度开始移动,然后加速提高。

moveto(25, 20000, 1e7)--在以1000,000 mm/hr^2加速的同时以20,000mm/hr移动平台至25mm

moveto(number targetHeight, number speed, table controlPoints,function callback)
这一函数表现类似于该函数的基础版本。其以初始速度和位置开始,并移动至控制点表上的最高点。当平台经过各控制点(control point)时,调用callback。

function myCallbackFunction(index)--定义回调函数
print("hello")
end
moveto(25, 20000, slicecontrolpoints(), myCallbackFunction)--在由slicecontrolpoints()生成的控制点调用myCallbackFunction的同时,以20,000mm/hr移动平台至25mm

moveto(number targetHeight, number speed, number acceleration,table controlPoints, function callback) 这一函数与上述相同,只是用户可以输入(pass)加速。平台从其初始位置连续加速直至其达到最后控制点。

function myCallbackFunction(index)--定义回调函数
print("hello")
end
moveto(25, 20000, 0.5e7, slicecontrolpoints(),myCallbackFunction)--在以500000 mm/hr^2加速的同时以20,000mm/hr移动平台至25mm,也在由slicecontrolpoints()生成的控制点调用myCallbackFunction

-targetHeight: 平台移动至的距原点的高度,以毫米计。
-initialSpeed: 平台开始移动时的初始速度,以毫米/小时计。
-acceleration: 平台速度从初始速度提高的速率,以毫米/小时2计。
-controlPoints: 以毫米计的目标高度表。在平台到达目标高度后,其调用函数callback。
-callback指向在平台到达控制点时调用的函数。callback函数应采用一个自变量(argument),其是平台已到达的控制点的指数。
moveby
moveby允许用户将平台高度以给定速度改变所需量。从内部确保速度和加速度的安全上限和下限。moveby(number dHeight, number initalSpeed)

1 moveby(-2, 15000)--以15,000mm/hr下移2mm

moveby(number dHeight, number initialSpeed, number acceleration)
该函数的这一版本能够除速度外还定义加速度。平台以初始速度开始移动,然后加速提高直至其到达其目的地。

1 moveby(25, 15000, 1e7)--在以1e7mm/hr^2加速的同时以15,000mm/hr上移25mm

moveby(number dHeight, number initialSpeed, table controlPoints,function callback)
这一函数允许用户向该函数输入绝对高度坐标表。在平台到达这些目标高度之一后,其调用函数'callback'。Callback应采用一个自变量(argument),其是已到达的控制点的指数。

function myCallbackFunction(index)--定义回调函数
print("hello")
end
moveby(25, 20000, slicecontrolpoints(),myCallbackFunction)—
在由slicecontrolpoints()生成的控制点调用myCallbackFunction的同时,
以20,000mm/hr上移平台25mm

moveby(number dHeight, number initialSpeed, number acceleration,table controlPoints, function callback) 这一函数与上述相同,只是用户可以输入(pass)加速。平台从其初始位置连续加速直至其达到最后控制点。

function myCallbackFunction(index)--定义回调函数
print("hello")
end
moveby(25, 20000, 1e7,slicecontrolpoints(), myCallbackFunction)—在由slicecontrolpoints()生成的控制点调用myCallbackFunction并以1e7mm/hr^2加速的同时以20,000mm/hr上移平台至25mm

-dHeight: 平台的所需高度变化,以毫米计。
-initialSpeed: 平台移动的初始速度,以毫米/小时计。
-acceleration: 平台速度从初始速度提高的速率,以毫米/小时2计。
-controlPoints: 以毫米计的目标高度表。在平台到达目标高度后,其调用函数callback。
-callback: 指向在平台到达控制点时调用的函数。callback函数应采用一个自变量(argument),其是平台已到达的控制点的指数。
光引擎控制(LIGHT ENGINE CONTROL)
光
在打印机中使用继电器(relay)打开或关闭光引擎。光引擎必须打开才能打印。确保在脚本结束时将继电器设定为关。
relay(boolean lightOn)

relay(true)—打开光

-lightOn: false关闭光引擎,true打开光引擎。
添加程序上的几何结构(ADDING PROCEDURAL GEOMETRY)
这一节中的函数用于投影形状而不使用切片部件文件(sliced part file)。这一节中的每一函数具有被称作figureIndex的任选数值。层片中的各图形(figure)具有其自己的指数。图形彼此叠加。绘制图形以使具有最高指数的图形在“顶部”,因此不被其下方的任何东西遮蔽。默认以它们的创建顺序分配指数以使创建的最后一个图形在顶部。但是,可以通过将所需指数输入figureIndex来改变指数。
这一节中的每一函数需要sliceIndex自变量。这一值是该图形要添加至的层片的指数。
要指出,这一程序上的几何结构的生成不保证其可见或可打印。必须使用下文概述的函数如fillmask或linemask之一。
addcircle(添加圆)
addcircle(number x, number y, number radius, number sliceIndex)addcircle 在指定层片中绘制圆

addCircle(0,0, 5, 0)--在第一层片的原点创建半径5毫米的圆

-x: 是从圆心到原点的水平距离,以毫米计
-y: 是从圆心到原点的垂直距离,以毫米计
-radius: 是以毫米测得的圆半径
-sliceIndex: 图形要添加至的层片的指数
Returns: 图形的图形指数(figure index)。
addrectangle(添加矩形)
addrectangle(number x, number y, number width, number height numbersliceIndex) addrectangle在指定层片中绘制矩形

addrectangle(0,0, 5,5, 0)--创建左上角在原点的5mm x 5mm正方形

-x: 矩形左上角的水平坐标,以毫米计
-y: 矩形左上角的垂直坐标,以毫米计
-width: 以毫米计的矩形宽度
-height: 以毫米计的矩形高度
-sliceIndex: 图形要添加至的层片的指数
Returns: 图形的图形指数(figure index)。
addline(添加线)
addline(number x0, number y0, number x1, number y1, numbersliceIndex) addline 绘制线段

addLine(0,0, 20,20, 0)--在第一层片上沿x和y轴从原点创建线至20mm

-x0: 线段中的第一点的水平坐标,以毫米测量
-y0: 线段中的第一点的垂直坐标,以毫米测量
-x1: 线段中的第二点的水平坐标,以毫米测量
-y2: 线段中的第二点的垂直坐标,以毫米测量
-sliceIndex: 图形要添加至的层片的指数
Returns: 图形的图形指数(figure index)。
addtext(添加文本)
text(number x, number y, number scale, string text, numbersliceIndex) addtext在指定层片上在位置'x, y'开始绘制具有尺寸为'scale'的字母的文本

addtext(0,0, 20, "Hello world", 0)--在第一层片的原点撰写Hello World

-x: 文本周围的边框的左上角的水平坐标,以毫米测量
-y: 文本周围的边框的左上角的垂直坐标,以毫米测量
-scale: 以毫米计的字母尺寸,解译可随所基于的操作系统(Windows, OSX,Linux等)而变
-text: 将在层片上绘制的实际文本
-sliceIndex: 图形要添加至的层片的指数
Returns: 图形的图形指数(figure index)。
填充和线路控制(FILL and LINE CONTROL)
fillmask(填充遮蔽)
fillmask(number color, number sliceIndex, number figureIndex)fillmask用于控制如何绘制程序上的几何结构。fillmask命令所涉图形用颜色填满整个内部。
-color: 可以是在0至255范围内的任何数。如果0是黑色且255是白色,其间的任何值是基于颜色值在黑色和白色之间灰色线性插值的色调。小于0的任何值会产生透明颜色。

myCircle = addCircle(0,0,5,0)--创建圆以供填充
fillmask(255, 0, myCircle)--创建白色填充的圆

-sliceIndex: 应该修改的层片的指数
-figureIndex: 用于决定应该填充层片上的哪个图形。各图形具有其自己独有的指数。如果不输入figureIndex,填充该层片中的所有图形。
linemask(线遮蔽)
linemask(number color, number sliceIndex, number figureIndex)linemask用于控制如何绘制程序上的几何结构。linemask命令图形以特定颜色绘制其轮廓线。通过函数linewidth定义轮廓线的宽度。

myCircle = addCircle(0,0,20,0)-- 创建圆以供填充
linemask(255, 0, myCircle)--将圆的轮廓线设定为白色
fillmask(150,0, myCircle)--将圆的填充设定为灰色

-color: 可以是在0至255范围内的任何数。如果0是黑色且255是白色,其间的任何值是基于颜色值在黑色和白色之间灰色线性插值的色调。小于0的任何值会产生透明颜色。
-sliceIndex: 应该修改的层片的指数
-figureIndex: 用于决定应该填充层片上的哪个图形。各图形具有其自己独有的指数。如果不输入figureIndex,填充该层片中的所有图形。
linewidth(线宽)
linewidth(number width, number sliceIndex, number figureIndex)linewidth 用于设定linemask用来描画图形轮廓的线的宽度

linewidth(2,0)--将第一层片上的每一图形的线宽设定为2mm

-sliceIndex: 应该修改的层片的指数
-figureIndex: 用于决定层片上的哪个图形应改变其轮廓。各图形具有其自己独有的指数,更多细节参见第2.3节(Pg. 10)。如果不输入figureIndex,填充该层片中的所有图形。
loadmask(加载遮蔽)
loadmask(string filepath) loadmask实现先进的填充控制。其能让用户从位图文件加载纹理并借此用纹理填满整个图形。

texture = loadmask("voronoi_noise.png")—loading texture.voronoi_noise.png在与脚本相同的地址目录中
myCircle = addCircle(0,0,20,0)--创建圆以供填充
fillmask(texture, 0, myCircle)--用voronoi噪声填充圆

-filepath: 访问图像文件的文件路径
Returns: 可作为颜色自变量输入fillmask或linemask函数中的特殊数据类型。
框架(FRAMES)
showframe(显示框架)
showframe(number sliceIndex) showframe对该打印过程而言是必不可少的。这一函数将来自层片的数据发送给打印机。在不存在的框架上调用showframes以渲染黑色框架,例如showframe(-1).

showframe(2)--显示第三层片

-sliceIndex: 要发送给打印机的层片的指数。
framegradient(框架梯度)
framegradient(number slope) framegradient设计成补偿光强度差异。
calcframe(计算框架)
calcframe()
calcframe设计成分析层片的构造,计算所示的最后框架

showframe(0)
calcframe()

Returns: 图形中的任何点与边缘之间的最大可能距离。
2.5.4 loadframe(加载框架)
loadframe(string filepath)
loadframe用于从支持的位图文件加载单个层片。

loadframe("slice.png")--slice.png在与脚本相同的地址目录中

-filepath: 访问图像文件的文件路径。
层片
addslice(添加层片)
addslice(number sliceHeight) addslice在层片堆叠结束时在给定高度创建新层片

addslice(.05)—以0.05mm添加层片

addslice(number sliceHeight, number sliceIndex)

addslice(.05, 2)—以0.05mm和指数2添加层片。这推动了全部的层2并达到较高的指数。

addslice在给定高度和层片指数处创建新层片。
-sliceHeight: 层片的高度,以毫米计
-sliceIndex: 应添加层片处的指数。Returns: 层片指数。
loadslices(加载层片)
loadslices(string filepath) loadslices用于加载来自2D层片文件的所有层片

loadslices("Chess King.svg")--加载来自Chess King.svg文件的所有层片

-filepath: 访问切片模型的文件路径。可接受格式是.cli和.svg. Returns: 层片数。
sliceheight(层片高度)
sliceheight(number sliceIndex) sliceheight用于找出层片距底座的高度,以毫米计。

addslice(.05,0)--设置第一层片至0.05mm
sliceheight(0)--检查层片0的高度,在此实例中其应回到0.05

-sliceIndex: 要检查的层片的指数. Returns: 以毫米计的层片高度
2.6.4 slicecontrolpoints(层片控制点)
slicecontrolpoints() slicecontrolpoints是创建模型的各层片的控制点的辅助函数。可以将这些控制点输入moveto或moveby函数以将其设定为在平台到达各层片的高度时callback。确保在调用这一函数前已调用loadslices。

loadslices("Chess King.svg")
controlPoints = slicecontrolpoints()

Returns: 控制点的Lua表。
定时
Sleep(休眠)
sleep(number seconds) sleep允许用户暂停该程序的执行设定的秒数。

sleep(.5)--休眠半秒

-seconds: 暂停脚本执行的秒数。
Clock(时钟)
clock() clock回输以秒计的当前时间。其精确到至少毫秒,因此应代替Lua的内置时钟功能使用。clock应该用作测量在第二计数的起始时间随系统而变时的时间差的手段。

t1 = clock()
loadslices("Chess King.svg")
deltaTime = clock()-t1

Returns: 以秒计的系统时间。
流体控制(FLUID CONTROL)
这组函数可用于支持流体控制的打印机型号。在脚本结束执行之前,应该调用setlevels(0,0)以确保泵停止将流体泵入vat。
getcurrentlevel(获得当前水平)
getcurrentlevel() getcurrentlevel回输vat的充满百分比。

print( string.format("Vat is %d percent full.", getcurrentlevel()*100) )

Returns: 在0至1范围内的浮点数,其代表vat的充满百分比。
setlevels(设定水平)
setlevels(number min, number max) setlevels允许用户确定vat中应该有多少流体。通过泵自动调节流体高度。min和max之差应大于0.05以确保阀不会始终打开和关闭。

setlevels(.7,.75)--使vat保持大约75%满

-min: vat应该充满的最小百分比。作为0至1的浮点数输入。
-max: vat应该充满的最大百分比。作为0至1的浮点数输入。
用户反馈(User Feedback)
infoline(信息线)
infoline(int lineIndex, string text) infoline允许用户在ProgrammablePrinter Platform上的边栏上在恒定位置中显示最多5行文字。这一函数常用于让用户一次监测几个变化的变量。

infoline(1, string.format("Vat is %d percent full.", getcurrentlevel()*100) )

-lineIndex: 线的指数。指数应该在1至5的范围内,1是最上方的线
-text: 要在line index处显示的文本。
全局配置表(GLOBAL CONFIGURATION TABLE).
在执行打印脚本之前,将所有全局变量加载到被称作cfg的配置表中。到用户脚本执行时,已通过Programmable Printer Platform读取此表中的大部分数据,因此,改变它们没有作用。但是,写入到cfg的xscale、yscale、zscale、xorig和yorig域(field)中将实现稍后作出的所有loadslices和addlayer调用。如果设计用户脚本以在特定标度和/或位置运行,好的做法是用正确的设置覆盖cfg以确保无法通过Programmable Printer Platform意外改变标度和位置。

cfg.xscale = 3 --覆盖全局设置以将x轴上的标度设定至3
cfg.yscale = 2 --覆盖全局设置以将y轴上的标度设定至2
cfg.zscale = 1 --覆盖全局设置以将z轴上的标度设定至1
cfg.xorig = -2.0 --覆盖全局设置以将x轴上的原点往左边设2mm
cfg.yorig = 0.25 --覆盖全局设置以将y轴上的原点往正向设0.25mm

cfg中的域:
-serial port: 串行端口名(改变这一变量不会影响代码)
-xscale: x标度
-yscale: y 标度
-zscale: z 标度
-xorig: x原点
-yorig: y原点
-hw xscale: x方向上的像素分辨率(改变这一变量不会影响代码)
-hw yscale: y方向上的像素分辨率(改变这一变量不会影响代码)。
有用的LUA标准库(USEFUL LUA STANDARD LIBRARIES)
数学标准库含有可用于计算几何结构的几个不同的函数。字符串对象在打印中最有助于控制信息字符串。关于详情,联系LabLua at Departamento de Informática, PUC-Rio, Rua Marquês de São Vicente, 225;22451-900 Rio de Janeiro, RJ, Brazil。
实施例8
用于连续打印的Lua脚本程序
这一实施例显示与上述实施例7对应的用于连续三维打印的Lua脚本程序。

--Constants(常量)
sliceDepth = .05—以毫米计
exposureTime = .225—以秒计
--Loading Model(加载模型)
modelFilePath = "Chess King.svg"
numSlices = loadslices(modelFilePath)
controlPoints = slicecontrolpoints()--生成控制点
--calculating parameters(计算参数)
exposureTime = exposureTime/(60*60)--换算成小时
stageSpeed = sliceDepth/exposureTime--所需距离/所需时间
maxPrintHeight = sliceheight(numSlices-1)--找出打印中的最高点,这与最后一个层片的高度相同。层片是0索引的(0 indexed),因此为-1。
infoline(1, "Current Print Info:")
infoline(2, string.format("Calulated Stage Speed: %dmm/hr\n",stageSpeed))
infoline(3, string.format("Calculated Max Print Height: %dmm",maxPrintHeight))
infoline(4, string.format("Calculated Est. Time: %dmin",(maxPrintHeight/stageSpeed)*60))
--Create Function for use with moveto(创建与moveto一起使用的Callback函数)
function movetoCallback(controlPointIndex)
showframe(controlPointIndex)
end
--Prepare Printer(准备打印机)
relay(true)—打开光
setlevels(.55, .6)-- 如果可用,打印机设定流体泵以保持大约50%填充
--Execute Print(执行打印)
gotostart()--将平台移向起始位置
moveto(maxPrintHeight, stageSpeed, controlPoints, movetoCallback)
--Shutdown(停机)
relay(false)
setlevels(0,0)
-- Lift stage to remove part(升高平台以取出部件)
moveby(25, 160000)。

实施例9
用于气缸(Cylinder)和带扣(Buckle)的Lua脚本程序
这一实施例显示用于使用程序上的几何结构的两个配合部件的Lua脚本程序。
气缸:

--Constants(常量)
exposureTime = 1.5--以秒计
preExposureTime = 1 --以秒计
stageSpeed = 300 --以毫米/小时计
sliceDepth = .05
numSlices = 700
--Generating Model(生成模型)
radius = 11
thickness = 4
smallCircleRad = 1.4
for sliceIndex = 0,numSlices-1 do
addlayer(sliceDepth*(sliceIndex+1), sliceIndex)--层片的深度*其指数 =层片的高度
largeCircle = addcircle(0,0,radius, sliceIndex)
linewidth(thickness, sliceIndex, largeCircle)
linemask(255, sliceIndex, largeCircle)
for i=0,2*math.pi, 2*math.pi/8 do
addcircle(math.cos(i)*radius, math.sin(i)*radius, smallCircleRad,sliceIndex)
end
fillmask(0,sliceIndex)
end
--calculating parameters(计算参数)
maxPrintHeight = sliceheight(numSlices-1)-- 找出打印中的最高点,这与最后一个层片的高度相同。层片是0索引的(0 indexed),因此为-1。
infoline(1, "Current Print Info:")
infoline(2, string.format("Calculated Max Print Height: %dmm",maxPrintHeight))
infoline(3, string.format("Calculated Est. Time: %dmin",(maxPrintHeight/stageSpeed)*60 + (preExposureTime+exposureTime)*numSlices/60))
infoline(4, string.format("Number of Slices: %d", numSlices))
--Prepare Printer(准备打印机)
relay(true)—打开光
showframe(-1) --确保在设置过程中无暴露
setlevels(.55, .6)--如果可用,打印机设定流体泵以保持大约55%填充
--Execute Print(执行打印)
gotostart()--将平台移向起始位置
for sliceIndex =0,numSlices-1 do
infoline(5, string.format("Current Slice: %d", sliceIndex))
nextHeight = sliceheight(sliceIndex)--计算为暴露这一框架该平台应该处于的高度
moveto(nextHeight, stageSpeed)--移向下一高度
sleep(preExposureTime)--等待给定时间量以使氧气扩散到树脂中,预暴露时间在常量部分中预定义
showframe(sliceIndex)--暴露框架
sleep(1.5)--在框架暴露的同时等待,暴露时间在常量部分中预定义
showframe(-1)-- 什么都不显示以确保在平台移向下一位置的同时没有暴露
end
--Shutdown(停机)
relay(false)
setlevels(0,0)
-- Lift stage to remove part(升高平台以取出部件)
moveby(25, 160000)

带扣:

--Constants(常量)
exposureTime = 1.5-- 以秒计
preExposureTime = 0.5 -- 以秒计
stageSpeed = 300 --以毫米/小时计
sliceDepth = .05
numSlices = 900
--Generating Model(生成模型)
baseRadius = 11
thickness = 3
innerCircleRad = 7.5
for sliceIndex = 0,numSlices-1 do
addlayer(sliceDepth*(sliceIndex+1))-- 层片的深度*其指数 = 层片的高度
if (sliceIndex < 100)then --base
addcircle(0,0, baseRadius, sliceIndex)
fillmask(255, sliceIndex)
else -- inner circle(内圈)
innerCircle = addcircle(0,0, innerCircleRad, sliceIndex)
linewidth(thickness, sliceIndex, innerCircle)
linemask(255, sliceIndex, innerCircle)
for i = 0,4*2*math.pi/8, 2*math.pi/8 do
x = math.cos(i)*(innerCircleRad+thickness)
y = math.sin(i)*(innerCircleRad+thickness)
cutLine = addline(x,y, -x,-y, sliceIndex)
linewidth(3, sliceIndex, cutLine)
linemask(0, sliceIndex, cutLine)
end
if (sliceIndex > 800)then --tips
r0 = innerCircleRad +2
if (sliceIndex < 850)then
r0 = innerCircleRad + (sliceIndex-800)*(2/50)
end
for i = 0,4*2*math.pi/8, 2*math.pi/8 do
ang = i + (2*math.pi/8)/2
x = math.cos(ang)*(r0)
y = math.sin(ang)*(r0)
nubLine = addline(x,y, -x,-y, sliceIndex)
linewidth(2, sliceIndex, nubLine)
linemask(255, sliceIndex, nubLine)
end
fillmask(0,sliceIndex, addcircle(0,0, innerCircleRad-(thickness/2),sliceIndex))
end
end
showframe(sliceIndex)
sleep(.02)
end
--calculating parameters(计算参数)
maxPrintHeight = sliceheight(numSlices-1)-- 找出打印中的最高点,这与最后一个层片的高度相同。层片是0索引的(0 indexed),因此为-1。
infoline(1, "Current Print Info:")
infoline(2, string.format("Calculated Max Print Height: %dmm",maxPrintHeight))
infoline(3, string.format("Calculated Est. Time: %dmin",(maxPrintHeight/stageSpeed)*60 + (preExposureTime+exposureTime)*numSlices/60))
infoline(4, string.format("Number of Slices: %d", numSlices))
--Prepare Printer(准备打印机)
relay(true)—打开光
showframe(-1) --确保在设置过程中无暴露
setlevels(.55, .6)--如果可用,打印机设定流体泵以保持大约55%填充
--Execute Print(执行打印)
gotostart()--将平台移向起始位置
for sliceIndex =0,numSlices-1 do
infoline(5, string.format("Current Slice: %d", sliceIndex))
nextHeight = sliceheight(sliceIndex)--计算为暴露这一框架该平台应该处于的高度
moveto(nextHeight, stageSpeed)--移向下一高度
sleep(preExposureTime)--等待给定时间量以使氧气扩散到树脂中, 预暴露时间在常量部分中预定义
showframe(sliceIndex)--暴露框架
sleep(1.5)--在框架暴露的同时等待,暴露时间在常量部分中预定义
showframe(-1)-- 什么都没有显示以确保在平台移向下一位置的同时没有暴露
end
--Shutdown(停机)
relay(false)
setlevels(0,0)
-- Lift stage to remove part(升高平台以取出部件)
moveby(25, 160000)。

实施例10
使用间歇照射和推进的连续制造
本发明的方法例示在图22中,其中纵轴例示载体远离构建表面的运动。在这一实施方案中,垂直运动或推进步骤(这可通过驱动载体或构建表面,优选载体实现)是连续和单向的,辐照步骤连续进行。制造的制品的聚合由聚合梯度发生,因此将制品内“逐层”断层线的生成减至最低。
本发明的一个替代性实施方案显示在图23中。在这一实施方案中,推进步骤逐步进行,在载体和构建表面互相远离的主动(active)推进之间引入暂停。此外,辐照步骤间歇进行,在这种情况下在推进步骤的暂停过程中进行。我们发现,只要向死区供应足以在辐照和/或推进的暂停过程中保持死区和相邻聚合梯度的量的聚合抑制剂,就可保持聚合梯度并最大限度降低或避免制造的制品内的成层。换言之,尽管辐照和推进步骤不是连续的,但聚合是连续的。可以通过各种技术中的任何一种来供应足够的抑制剂,包括但不限于:使用对抑制剂充分可透的透明构件,富集抑制剂(例如由抑制剂富集和/或加压的气氛供给抑制剂)等。一般而言,三维物体的制造越快(即推进的累积速率越快),需要越多抑制剂来保持死区和相邻聚合梯度。
实施例11
在推进过程中使用往复移动以增强用可聚合液体填充构建区域的连续制造
本发明的又一实施方案例示在图24中。如同上述实施例10,在这一实施方案中,推进步骤逐步进行,在载体和构建表面互相远离的主动(active)推进之间引入暂停。也如同上述实施例10,辐照步骤间歇进行,仍在推进步骤的暂停过程中进行。但是,在这一实施例中,通过在辐照中的暂停过程中引入垂直往复移动来利用在推进和辐照中的暂停过程中保持死区和聚合梯度的能力。
我们发现,特别是在辐照中的暂停过程中,垂直往复移动(驱动载体和构建表面互相远离,然后互相靠近)可有助于增强用可聚合液体填充构建区域——显然通过将可聚合液体拉入构建区域中。当辐照较大面积或制造较大部件且构建区域的中心部位的填充可能限制原本快速制造的速率时,这是有利的。
在垂直或Z轴上的往复移动可以在两个方向上以任何合适的速度进行(两个方向上的速度不需要相同),尽管优选的是,在远离地往复移动时的速度不足以导致在构建区域中形成气泡。
尽管在图24中在辐照中的每次暂停过程中显示单个往复移动循环,但要认识到,在各暂停过程中可以引入多个循环(可以彼此相同或不同)。
如同上述实施例10,只要向死区供应足以在往复移动过程中保持死区和相邻聚合梯度的量的聚合抑制剂,就可保持聚合梯度,最大限度降低或避免制造的制品内的成层并且聚合/制造保持连续,即使辐照和推进步骤不是连续的。
实施例12
在往复移动上升行程过程中的加速和在往复移动下行行程过程中的减速以提高
部件质量
我们观察到,上升行程和相应的下行行程存在极限速度,如果超过该速度,会导致制造的部件或物体的质量变差(可能由于由树脂流的横向剪切力造成的聚合梯度内的软区的劣化)。为了降低这些剪切力和/或提高制造的部件的品质,发明人在上升行程和下行行程内引入可变速率,如图25中示意性说明的,在上升行程的过程中逐渐加速并在下行行程的过程中逐渐减速。
实施例13
使用PEGDA + EGDA + 聚氨酯(基于HMDI)的双重固化
将5克下列混合物在高剪切混合器中混合3分钟。
1克聚(乙二醇)二丙烯酸酯(Mn = 700 g/mol),其含有12重量%二苯基(2,4,6-三甲基苯甲酰基)氧化膦(DPO).
1克二乙二醇二丙烯酸酯,其含有12重量% DPO
1克基于聚氨酯树脂(亚甲基双(4-环己基异氰酸酯)的“A部分”: Smooth-On®inc.出售的“ClearFlex 50”
2克“B部分”聚氨酯树脂(多元醇混合物): Smooth-On® inc.出售的“ClearFlex50”
0.005克非晶炭黑粉末
在混合后,该树脂使用如本文所述的装置3D成形。使用1.2 mV(使用配有光学传感器的电压表测量时)的光强度设置以160 mm/hr的速度形成“蜂窝”物体。总打印时间为大约10分钟。
在打印后,从打印平台取出部件,用己烷冲洗并置于设定在110℃的烘箱中12小时。
在加热后,该部件保持其在初始打印过程中生成的原始形状并转化成具有大约200%的致断伸长率的坚韧、耐用的弹性体。
实施例14
使用EGDA + 聚氨酯(基于TDI)的双重固化
将5克下列混合物在高剪切混合器中混合3分钟。
1克二乙二醇二丙烯酸酯,其含有12重量% DPO
2克基于聚氨酯树脂(甲苯二异氰酸酯)的“A部分”: Smooth-On® inc.出售的“VytaFlex 30”
2克“B部分”聚氨酯树脂(多元醇混合物): Smooth-On® inc.出售的“Vytaflex30”
在混合后,该树脂使用如本文所述的装置3D成形。使用1.2 mV(使用配有光学传感器的电压表测量时)的光强度设置以50 mm/hr的速度形成圆柱形物体。总打印时间为大约15分钟。
在打印后,从打印平台取出部件,用己烷冲洗并置于设定在110℃的烘箱中12小时。
在加热后,该部件保持其在初始打印过程中生成的原始形状并转化成具有大约400%的致断伸长率的坚韧、耐用的弹性体。
实施例15
用于双重固化的反应性封闭的聚氨酯预聚物的合成
将200克熔融无水2000 Da聚环丁烷氧化物(PTMO2k)添加到带有顶置搅拌器、氮气吹扫和温度计的500毫升三颈烧瓶中。然后将44.46克IPDI添加到该烧瓶中并搅拌成与PTMO的均匀溶液10分钟,接着添加140微升锡(II)催化剂辛酸亚锡。将温度提高到70℃,并保持反应3小时。在3小时后,逐渐降低温度到40℃并使用另外的漏斗在20分钟内逐渐添加37.5克TBAEMA。然后将温度设定为50℃并加入100 ppm氢醌。使该反应继续14小时。倒出最终液体作为产物。
实施例16
用于双重固化的第二反应性封闭的聚氨酯预聚物的合成
将150克干燥1000 Da聚环丁烷氧化物(PTMO1k)添加到带有顶置搅拌器、氮气吹扫和温度计的500毫升三颈烧瓶中。然后将50.5克HDI添加到该烧瓶中并搅拌成与PTMO的均匀溶液10分钟,接着添加100微升锡(II)催化剂辛酸亚锡。将温度提高到70℃,并保持反应3小时。在3小时后,逐渐降低温度到40℃并使用另外的漏斗在20分钟内逐渐添加56克TBAEMA。然后将温度设定为50℃并加入100 ppm氢醌。使该反应继续14小时。倒出最终液体作为产物。
在上述实施例中,可以用聚丙二醇(PPG,如1000 Da PPG (PPG1k))或其它聚酯或聚丁二烯二醇替代PTMO。可以用其它二异氰酸酯或支化异氰酸酯替代IPDI或HDI。多元醇 :二异氰酸酯 : TBAEMA的摩尔化学计量比优选为1 : 2 : 2。优选使用多元醇重量的0.1至0.3重量%的辛酸亚锡。
实施例17
使用反应性封闭的聚氨酯预聚物的打印和热固化
可以使用表1中的配方以最多100 mm/hr将ABPU树脂成形(任选但优选通过连续液体相间/界面打印)以根据ABPU中所用的二异氰酸酯和一种或多种扩链剂在100℃下热固化2至6小时后生成具有低滞后的弹性体。

通过使用不同的ABPU(改变用于合成的二异氰酸酯和多元醇)和反应性稀释剂的连续液体界面打印形成狗骨形试样。表2显示一些热固化的狗骨形样品在室温下的机械性质。

实施例18-61
另外的聚氨酯双重固化材料、测试和拉伸性质
在下列实施例中使用下列缩写:“DEGMA”是指二(乙二醇)甲基醚甲基丙烯酸酯;“IBMA”是指甲基丙烯酸异冰片酯;“PACM”是指4,4'-二氨基二环己基甲烷;“BDO”是指1,4-丁二醇;“PPO”是指苯基双(2,4,6-三甲基苯甲酰基)氧化膦;“MDEA”是指4,4'-亚甲基-双-(2,6-二乙基苯胺);“2-EHMA”是指甲基丙烯酸2-乙基己基酯;和“PEGDMA”是指聚(乙二醇)二甲基丙烯酸酯(MW = 700 Da)。
实施例18
拉伸性质的测试
在上文和下文的实施例中,根据ASTM标准D638-10, Standard Test Methods for Tensile Properties of Plastics (ASTM International, 100 Barr Harbor Drive, POBox C700, West Conshohocken, PA, 19428-2959 USA)测试拉伸性质。
简言之,将拉伸试样(有时参照它们的形状被称作“狗骨形样品”)装载到具有Instron BLUEHILL3测量软件的Instron 5964测试装置(Instron, 825 University Ave,Norwood, MA, 02062-2643, USA)上。该样品垂直和平行于测试方向取向。铸造和泛光(flood)固化样品使用DNMAX 5000 EC-Series封闭UV泛光灯(225 mW/cm2)完全固化持续30至90秒暴露时间。下表3概括受试拉伸试样的类型、一般材料性质(刚性或非刚性)和相关的应变速率。

使用狗骨型IV测试弹性体样品。
以使样品在30秒至5分钟之间破裂的速率测试样品以确保样品应变速率足够慢以捕捉样品中的塑性变形。
不包括在中间矩形段中没有破裂的所测量的狗骨形样品。在夹具中或在测试前断裂的样品不代表预期失效模式并从数据中排除。
根据ASTM D-638,测量杨氏模量(弹性模量)(在5-10%伸长率之间的应力-应变曲线的斜率)、拉伸断裂强度、拉伸屈服强度、致断伸长百分比、屈服伸长百分比。
选择应变速率以使具有最低致断应变(%)的部件在5分钟内失效。这通常意味着较慢应变速率是刚性样品所必需的。
实施例19
来自反应性封闭的聚氨酯预聚物的弹性体
将除PACM外的如表4中所示的组分添加到容器中并彻底混合(通过顶置搅拌器或离心混合器,如THINKYTM混合器)以获得均匀树脂。然后将PACM添加到该树脂中并根据树脂的体积和粘度混合另外2-30分钟。该树脂通过如上所述的CLIP成形为D638 Type IV狗骨形试样,接着在125℃下热固化2小时。在Instron装置上根据ASTM标准D638-10测试该固化弹性体试样的如上所述的机械性质,这些性质也概括在表4中。

实施例20
来自反应性封闭的聚氨酯预聚物的弹性体
以与实施例19中相同的方式但使用表5中的配方制备固化弹性体试样。在Instron装置上根据ASTM标准测试该固化试样的如上所述的机械性质,这些性质概括在表5中。

实施例21
来自反应性封闭的聚氨酯预聚物的弹性体
以与实施例19中相同的方式但使用表6中的配方制备固化弹性体试样。在Instron装置上根据ASTM标准测试该固化试样的如上所述的机械性质,这些性质概括在表6中。

实施例22
来自反应性封闭的聚氨酯预聚物的弹性体
将如表7中所示的组分添加到容器中并彻底混合(通过顶置搅拌器或离心混合器,如THINKYTM混合器)以获得均匀树脂。将该树脂浇铸到正方形模具(尺寸100×100×4 mm)中并UV泛光固化1分钟,接着在125℃下热固化2小时。将所得弹性体片材模切成尺寸为100×20×4 mm的矩形棒。在Instron装置上根据ASTM标准D638-10测试弹性体试样的如上所述的机械性质,这些性质概括在表7中。

实施例23
来自反应性封闭的聚氨酯预聚物的弹性体
以与实施例22中相同的方式但使用表8中的配方制备固化弹性体试样。在Instron装置上根据ASTM标准D638-10测试弹性体试样的如上所述的机械性质,这些性质概括在表8中。

实施例24
来自反应性封闭的聚氨酯预聚物的弹性体
以与实施例22中相同的方式但使用表9中的配方制备固化弹性体试样。在Instron装置上根据ASTM标准D638-10测试弹性体试样的如上所述的机械性质,这些性质概括在表9中。

实施例25
来自反应性封闭的聚氨酯预聚物的弹性体
以与实施例22中相同的方式但使用表10中的配方制备固化弹性体试样。在Instron装置上根据ASTM标准D638-10测试弹性体试样的如上所述的机械性质,这些性质概括在表10中。

实施例26
来自反应性封闭的聚氨酯预聚物的弹性体
以与实施例22中相同的方式但使用表11中的配方制备固化弹性体试样。在Instron装置上根据ASTM标准D638-10测试弹性体试样的如上所述的机械性质,这些性质概括在表11中。

实施例27
来自反应性封闭的聚氨酯预聚物的弹性体
以与实施例22中相同的方式但使用表12中的配方制备固化弹性体试样。在Instron装置上根据ASTM标准D638-10测试弹性体试样的如上所述的机械性质,这些性质概括在表12中。

实施例28
来自反应性封闭的聚氨酯预聚物的弹性体
以与实施例22中相同的方式但使用表13中的配方制备固化弹性体试样。在Instron装置上根据ASTM标准D638-10测试弹性体试样的如上所述的机械性质,这些性质概括在表13中。

实施例29
来自反应性封闭的聚氨酯预聚物的弹性体
以与实施例22中相同的方式但使用表14中的配方通过将所有组分一起混合制备固化弹性体试样。在Instron装置上根据ASTM标准D638-10测试弹性体试样的如上所述的机械性质,这些性质概括在表14中。

实施例30
来自反应性封闭的聚氨酯预聚物的弹性体
以与实施例22中相同的方式但使用表15中的配方制备固化弹性体试样。在Instron装置上根据ASTM标准D638-10测试弹性体试样的如上所述的机械性质,这些性质概括在表15中。

实施例31
来自反应性封闭的聚氨酯预聚物的弹性体
以与实施例22中相同的方式但使用表16中的配方制备固化弹性体试样。在Instron装置上根据ASTM标准D638-10测试弹性体试样的如上所述的机械性质,这些性质概括在表16中。

实施例32
来自反应性封闭的聚氨酯预聚物的弹性体
以与实施例22中相同的方式但使用表17中的配方制备固化弹性体试样。在Instron装置上根据ASTM标准D638-10测试弹性体试样的如上所述的机械性质,这些性质概括在表17中。

实施例33
来自反应性封闭的聚氨酯预聚物的弹性体
以与实施例22中相同的方式但使用表18中的配方制备固化弹性体试样。在Instron装置上根据ASTM标准D638-10测试弹性体试样的如上所述的机械性质,这些性质概括在表18中。

实施例34
来自反应性封闭的聚氨酯预聚物的弹性体
以与实施例22中相同的方式但使用表19中的配方制备固化弹性体试样。在Instron装置上根据ASTM标准D638-10测试弹性体试样的如上所述的机械性质,这些性质概括在表19中。

实施例35
来自反应性封闭的聚氨酯预聚物的弹性体
以与实施例22中相同的方式但使用表20中的配方制备固化弹性体试样。在Instron装置上根据ASTM标准D638-10测试弹性体试样的如上所述的机械性质,这些性质概括在表20中。
表20

实施例36
来自反应性封闭的聚氨酯预聚物的弹性体
以与实施例22中相同的方式但使用表21中的配方制备固化弹性体试样。在Instron装置上根据ASTM标准D638-10测试弹性体试样的如上所述的机械性质,这些性质概括在表21中。

实施例37
来自反应性封闭的聚氨酯预聚物的弹性体
以与实施例22中相同的方式但使用表22中的配方制备固化弹性体试样。在Instron装置上根据ASTM标准D638-10测试弹性体试样的如上所述的机械性质,这些性质概括在表22中。

实施例38
来自反应性封闭的聚氨酯预聚物的弹性体
以与实施例22中相同的方式但使用表23中的配方制备固化弹性体试样。在Instron装置上根据ASTM标准D638-10测试弹性体试样的如上所述的机械性质,这些性质概括在表23中。

实施例39
来自反应性封闭的聚氨酯预聚物的弹性体
以与实施例22中相同的方式但使用表24中的配方制备固化弹性体试样。在Instron装置上根据ASTM标准D638-10测试弹性体试样的如上所述的机械性质,这些性质概括在表24中。

实施例40
来自反应性封闭的聚氨酯预聚物的弹性体
以与实施例22中相同的方式但使用表25中的配方制备固化弹性体试样。在Instron装置上根据ASTM标准D638-10测试弹性体试样的如上所述的机械性质,这些性质概括在表25中。

实施例41
来自反应性封闭的聚氨酯预聚物的双重固化材料
将除PACM外的如表26中所示的组分添加到容器中并彻底混合(通过顶置搅拌器或THINKYTM混合器)以获得均匀树脂。然后将PACM添加到该树脂中并混合另外30分钟。该树脂通过UV泛光固化60秒、接着在125℃下热固化4小时而铸造成狗骨形试样。在Instron装置上根据ASTM标准测试该固化试样的如上所述的机械性质,这些性质也概括在表26中。

实施例42
来自反应性封闭的聚氨酯预聚物的双重固化材料
以与实施例41中相同的方式但使用表27中的配方制备固化试样。在Instron装置上根据ASTM标准D638-10测试试样的如上所述的机械性质,这些性质概括在表27中。

实施例43
来自反应性封闭的聚氨酯预聚物的双重固化材料
以与实施例41中相同的方式但使用表28中的配方制备固化试样。在Instron装置上根据ASTM标准D638-10测试试样的如上所述的机械性质,这些性质概括在表28中。

实施例44
来自反应性封闭的聚氨酯预聚物的双重固化材料
以与实施例41中相同的方式但使用表29中的配方制备固化试样。在Instron装置上根据ASTM标准D638-10测试试样的如上所述的机械性质,这些性质概括在表29中。

实施例45
来自反应性封闭的聚氨酯预聚物的双重固化材料
以与实施例41中相同的方式但使用表30中的配方制备固化试样。在Instron装置上根据ASTM标准D638-10测试试样的如上所述的机械性质,这些性质概括在表30中。

实施例46
来自反应性封闭的聚氨酯预聚物的双重固化材料
以与实施例41中相同的方式但使用表31中的配方制备固化试样。在Instron装置上根据ASTM标准D638-10测试试样的如上所述的机械性质,这些性质概括在表31中。

实施例47
来自反应性封闭的聚氨酯预聚物的双重固化材料
以与实施例41中相同的方式但使用表32中的配方制备固化试样。在Instron装置上根据ASTM标准D638-10测试试样的如上所述的机械性质,这些性质概括在表32中。

实施例48
来自反应性封闭的聚氨酯预聚物的双重固化材料
以与实施例41中相同的方式但使用表33中的配方制备固化试样。在Instron装置上根据ASTM标准D638-10测试试样的如上所述的机械性质,这些性质概括在表33中。

实施例49
来自反应性封闭的聚氨酯预聚物的双重固化材料
以与实施例41中相同的方式但使用表34中的配方制备固化试样。在Instron装置上根据ASTM标准D638-10测试试样的如上所述的机械性质,这些性质概括在表34中。
表34

实施例50
来自反应性封闭的聚氨酯预聚物的双重固化材料
以与实施例41中相同的方式但使用表35中的配方制备固化试样。在Instron装置上根据ASTM标准D638-10测试试样的如上所述的机械性质,这些性质概括在表35中。
表35

实施例51
来自反应性封闭的聚氨酯预聚物的双重固化材料
以与实施例41中相同的方式但使用表36中的配方制备固化试样。在Instron装置上根据ASTM标准D638-10测试试样的如上所述的机械性质,这些性质概括在表36中。
表36

实施例52
来自反应性封闭的聚氨酯预聚物的双重固化材料
以与实施例41中相同的方式但使用表37中的配方制备固化试样。在Instron装置上根据ASTM标准D638-10测试试样的如上所述的机械性质,这些性质概括在表37中。
表37

实施例53
来自反应性封闭的聚氨酯预聚物的双重固化材料
以与实施例41中相同的方式但使用表38中的配方制备固化试样。在Instron装置上根据ASTM标准D638-10测试试样的如上所述的机械性质,这些性质概括在表38中。
表38

实施例54
来自反应性封闭的聚氨酯预聚物的双重固化材料
以与实施例41中相同的方式但使用表39中的配方制备固化试样。在Instron装置上根据ASTM标准D638-10测试试样的如上所述的机械性质,这些性质概括在表39中。
表39

实施例55
来自反应性封闭的聚氨酯预聚物的双重固化材料
以与实施例41中相同的方式但使用表40中的配方制备固化试样。在Instron装置上根据ASTM标准D638-10测试试样的如上所述的机械性质,这些性质概括在表40中。
表40

实施例56
来自反应性封闭的聚氨酯预聚物的双重固化材料
以与实施例41中相同的方式但使用表41中的配方制备固化试样。在Instron装置上根据ASTM标准D638-10测试试样的如上所述的机械性质,这些性质概括在表41中。
表41

实施例57
来自反应性封闭的聚氨酯预聚物的双重固化材料
以与实施例41中相同的方式但使用表42中的配方制备固化试样。在Instron装置上根据ASTM标准D638-10测试试样的如上所述的机械性质,这些性质概括在表42中。
表42

实施例58
来自反应性封闭的聚氨酯预聚物的双重固化材料
以与实施例41中相同的方式但使用表43中的配方制备固化试样。在Instron装置上根据ASTM标准D638-10测试试样的如上所述的机械性质,这些性质概括在表43中。
表43

实施例59
来自反应性封闭的聚氨酯预聚物的双重固化材料
以与实施例41中相同的方式但使用表44中的配方制备固化试样。在Instron装置上根据ASTM标准D638-10测试试样的如上所述的机械性质,这些性质概括在表44中。
表44

实施例60
来自反应性封闭的聚氨酯预聚物的双重固化材料
以与实施例41中相同的方式但使用表45中的配方制备固化试样。在Instron装置上根据ASTM标准D638-10测试试样的如上所述的机械性质,这些性质概括在表45中。
表45

实施例61
来自反应性封闭的聚氨酯预聚物的弹性体
以与实施例20中相同的方式但使用下表46中的配方制备固化弹性体试样。该固化试样产生与上文公开的那些类似的弹性体性质。
表46

实施例62
柔性“PVC样”光可固化聚氨酯
这个实例描述了生产具有类似于增塑PVC的物理性能的材料和产品的双固化聚氨酯树脂。
该材料通过将部分A与部分B结合在一起制成,光固化该混合物以凝固其形状,然后在一定温度下烘烤以获得所需的最终性能。以下是样品配方:

ABPU-25:该组分是丙烯酸酯封闭的聚氨酯。它包含两种低聚物的混合物。一种是用亚甲基双(4-环己基异氰酸酯)[HMDI]封端的650D a二醇,聚(四氢呋喃)[PTMO-650],其再次用2-(叔丁基氨基)乙基甲基丙烯酸酯[TBAEMA]封端。第二种低聚物是TBAEMA封端的HMDI。 TBAEMA:HMDI:PTMO的最终化学计量比为3.4:2.7:1。
IBMA:甲基丙烯酸异冰片酯,反应性稀释剂。
LMA:甲基丙烯酸月桂酯,活性稀释剂。
TMPTMA:三羟甲基丙烷三甲基丙烯酸酯,交联剂。
TPO:二苯基(2,4,6-三甲基苯甲酰基)氧化膦,光引发剂。
Wikoff Black:黑色颜料的分散体。
PACM:4,4'-亚甲基双环己胺,扩链剂。
部分A通过将所有单独组分加入容器并混合至均匀而合成。使用反应性稀释剂之一(例如LMA)和光引发剂(其为粉末)来制备储备溶液是最容易的。该储备溶液可以添加到ABPU和其它组分中,并使其更容易掺入光引发剂。
部分B可以以1:22的重量比直接加入部分A。一旦两部分在轨道或顶部混合器中充分混合,液态树脂就可以进行光固化。
光固化后,固体部分可以在异丙醇或Green Power Chemical Rapid Rinse溶液中洗涤以清洁任何未固化材料的表面。可以用毛巾轻轻拍打或使用压缩空气而将该部分干燥。
干燥后,应将该部分放在不粘锅上,放入120摄氏度的烘箱中长达4小时。烘烤后应将该部分放在台面上冷却。在使用前让该部分至少放置24小时。
实施例63
由双重固化材料制备的代表性聚氨酯产品
如上述实施例或详述中描述的可聚合材料(或对本领域技术人员而言显而易见的其变体)提供具有一系列不同弹性性质的产品。这些性质范围的实例从刚性经半刚性(刚性和柔性),至柔性,和至弹性体。可由这样的材料制成的产品的特定类型包括但不限于下表47中给出的那些。当通过如上所述的方法的一些实施方案制备时,该产品可含有反应的光引发剂片段(形成中间产物的第一固化的残留物)。要认识到,可以通过加入如上文论述的附加材料,如填料和/或染料进一步调节这些性质。
产品的性质(如表47示出的各列表征)可以通过多种方式收到影响。
通常,与聚合物中的软链段相比,增加聚合物中硬链段的量将有利于生产更刚性或刚性和柔性的材料。在一个具体实例中,增加TBAEMA的量将增加硬链段的量,并将有利于生产更刚性或刚性和柔性的材料。
将可聚合液体的组分共混以在最终聚合产物中产生更多相(例如2或3)将倾向于有利于生产更具弹性的最终产品。例如,在一些实施方案中,在产品中产生1相的共混物将有利于生产刚性或刚性和柔性的材料,而在材料中产生三相的共混物在一些实施方案中将有利于生产柔性或弹性体产品。
中间体的洗涤和洗涤液体的选择可用于影响产品的性质。例如,使中间产物中的扩链剂增溶并从中间体中提取扩链剂的洗涤液体可以使材料软化,并有利于生产不太刚性的产品。
与参与第二固化步骤的成分相比,改变参与第一固化步骤的成分的比例也可以用于改变所得产品的性质。
可以使用在树脂中包含填料以及选择填料(例如二氧化硅、增韧剂如芯-壳橡胶等)来改变最终产品的性能。

1产品材料中的相数直接对应于材料通过动态机械分析显示的峰数,例如使用Seiko Exstar 6000动态机械分析仪。在材料是基体聚合物和填料的复合物的情况下,该排中的相数是指基体聚合物的相数。
2在上表中,下列一般术语和短语包括下列非限制性具体实例:
“紧固件”包括,但不限于,螺母、螺栓、螺钉、膨胀紧固件、夹子、带扣等。
--“电子器件外壳”包括,但不限于,局部和完整手机外壳、平板电脑外壳、个人电脑外壳、电子记录器和存储媒介外壳、视频监视器外壳、键盘外壳等,
--“机械装置外壳”包括,但不限于,局部和完整齿轮箱、泵壳、电机外壳等
--本文所用的“结构元件”包括,但不限于,壳、板、杆、梁(例如I型梁、U型梁、W型梁、圆柱梁、通道等)、支柱、系杆等,用于包括建筑和建造、土木工程、汽车和其它运输工具(例如汽车车身板、发动机罩、底盘、框架、车顶、保险杠等)等应用,
--“工具”包括,但不限于,冲击工具,如锤子,驱动工具,如螺丝刀,抓取工具,如钳等,包括它们的组成部件(例如驱动头、爪和冲击头)。
--“玩具”包括单一成型物品或其组成部分,其实例包括但不限于模型车辆(包括飞机,火箭,宇宙飞船,汽车,火车),娃娃和小雕像(包括人形小雕像,动物雕像,机器人小雕像,幻想生物小雕像等)等,包括其复合物及其组成部分。
实施例64
具有多个结构段和/或多种拉伸性质的聚氨酯产品
如上述实施例62中所述的,在实施例18-61中给出用于形成具有从弹性体到半刚性到柔性的各种不同拉伸性质的聚氨酯产品的材料。
由于通过固化中间产物(例如通过加热或微波辐照)形成聚氨酯聚合物,制造该产品的方法可以暂停或中断一次或多次以改变可聚合液体。尽管由于中断可能在该中间体中形成断层线或面,但如果后续可聚合液体在其第二固化材料中可与第一固化材料反应,则该中间体的两个不同结构段会在第二固化过程中交叉反应并彼此共价偶联(例如通过加热或微波辐照)。因此,例如,可以序贯改变上述实施例19-60中描述的任何材料以形成具有多个拉伸性质不同的不同结构段、同时仍然是具有彼此共价偶联的不同段的一体产品的产品。
例如,通过在三维中间体的形成过程中序贯改变可聚合液体(例如上述实施例19-60中描述的那些当中),可以形成铰链,该铰链包含刚性段,其与第二弹性段连接,第二弹性段与第三刚性段连接。
可以以类似方式形成减震器或振动阻尼器,第二段是弹性或半刚性的。
可以以类似方式形成一体的刚性漏斗-柔性软管组装件。
可以用如PCT 申请公开号WO 2015/126834中描述的多口、通过承载体进料(feed-through carrier)的系统进行可聚合液体的序贯改变,或在位于构建表面上方的储器中供应可聚合液体的情况下,作为可在制造暂停过程中换出或调换的可互换药盒来提供储器和构建表面。
实施例65
聚硅氧烷橡胶产品
用THINKYTM混合器将苯基双(2,4,6-三甲基苯甲酰基)氧化膦(PPO)溶解在丙烯酸异冰片酯(IBA)中。将甲基丙烯酰氧基丙基封端的聚二甲基硅氧烷(DMS-R31;Gelest Inc.)添加到该溶液中,接着添加Sylgard Part A和Part B(Corning PDMS前体),然后用THINKY™混合器进一步混合以产生均匀溶液。将该溶液装载到如上所述的装置中并通过如上所述的紫外线固化制备三维中间体。该三维中间体随后在100℃下热固化12小时以产生最终聚硅氧烷橡胶产品。重量份数和拉伸性质在下表48中给出。
表48

实施例66
环氧双重固化产品
在THINKY™混合器上混合10.018克EpoxAcast 690树脂A部分和3.040克B部分。然后将3.484克与3.013克RKP5-78-1(Sartomer CN9782/N-乙烯基吡咯烷酮/二乙二醇二丙烯酸酯的65/22/13混合物)混合以产生清澈共混物,其在“狗骨”形样品模具(用于拉伸强度测试)中在Dymax紫外线灯下固化2分钟以产生非常弹性但弱的狗骨形样品。
类似地固化第二样品——含有3.517克上述环氧树脂和3.508克RKP5-90-3和Sartomer CN2920/N-乙烯基己内酰胺/N-乙烯基吡咯烷酮/PPO引发剂的65/33/2/0.25共混物的RKP11-10-1以产生非常柔性的狗骨形物。用RKP5-84-8 50/20/30/0.25 CN2920/CN9031/NVF/PPO制成的第三个1:1样品没有完全固化并且被弃置。
最后,如下制造环氧树脂/丙烯酸酯双重固化树脂的第一样品:
- Smooth-On EpoxAcure 690是与二氨基丙二醇低聚物固化剂一起出售并提供5hr施工时限/24 hr室温固化的EEW 190环氧树脂(可能是双酚A的二缩水甘油醚)。
– 将其与三种打印制剂1:1共混。两种样品是在标准2分钟UV固化时产生高弹性但极弱的狗骨形样品的良好均匀共混物。
- 样品随后在84℃下热固化5小时产生相当强韧和刚硬,但为柔性的样品,在一例中样品牢固粘合在聚苯乙烯陪替氏培养皿(在其上样品固化)上。拉伸在中等范围5-8 MPa内,小于基础丙烯酸酯树脂。
之后,将RKP1-17-2D(CN2920/NVC/DPO引发剂的66/33/1混合物)与EpoxAcure 690以1:1比率和2:1比率共混。
之前制备的1:1环氧树脂/丙烯酸酯双重固化制剂在如上所述的CLIP装置中在100或60 mm/hr下打印失败,但1:2比率在60 mm/hr下产生相当好的菱形花纹图案。Smooth-OnEpoxAcure 690/CN2920/NVC菱形花纹在室温下后固化成清澈、柔性(如发粘)的样品。也制备狗骨形物。
实施例67-72
在一些实施方案中,当使用ABDI而不是ABPU来制造双重固化部件,尤其是弹性体时,获得的优点在于UV固化部件通常可以具有比来自ABPU策略的相应部件更高的刚度。由于ABDI的低分子量,高交联密度确保UV固化部件的Tg更高。在接下来的热固化期间,ABDI中的异氰酸酯基团解封闭以与添加的多元醇或多胺、扩链剂和/或交联剂反应以形成弹性体。由于未熟样品(中间物体)柔软(通常杨氏模量<1 MPa),材料刚度的这种变化允许更精确地制造更复杂的弹性体几何形状,或者难以通过ABPU策略生产。在使用ABDI策略的典型配方中,未熟样品通常具有> 30MPa的杨氏模量。
实施例67
来自反应性封闭异氰酸酯的弹性体
将表34中所示的组分(除了胺)加入到容器中并充分混合(通过顶部搅拌器或离心混合器如THINKY TM)以获得均匀树脂。然后将胺加入树脂中并根据树脂的体积再混合2-30分钟。通过CLIP将树脂印刷到D412 IV型狗骨形样品中,然后在125℃热固化2小时。按照ASTM标准D412在Instron设备上测试如上所述的机械性能的固化弹性体样品,其性能也总结在表49中。
表49

实施例68
来自反应性封闭异氰酸酯的弹性体
按照与实施例67类似的方式制备样品。根据ASTM标准D412在Instron设备上测试固化弹性体样品的如上所述的机械性能,所述性能也总结于表50中。
表50

实施例69
来自反应性封闭异氰酸酯的弹性体
与实施例67类似地制备样品。根据ASTM标准D412在Instron设备上测试固化弹性体样品的如上所述的机械性能,所述性能也总结于表51中。
表51

实施例70
来自反应性封闭异氰酸酯的弹性体
与实施例67类似地制备样品。根据ASTM标准D412在Instron设备上测试固化弹性体样品的如上所述的机械性能,所述性能也总结于表52中。
表52

实施例71
来自反应性封闭异氰酸酯的弹性体
与实施例67类似地制备样品。根据ASTM标准D412在Instron设备上测试固化弹性体样品的如上所述的机械性能,所述性能也总结于表53中。
表53

实施例72
来自反应性封闭异氰酸酯的弹性体
与实施例67类似地制备样品。根据ASTM标准D412在Instron设备上测试固化弹性体样品的如上所述的机械性能,所述性能也总结于表54中。
表54

实施例73
假塑性前体树脂体系
制备前体树脂对。当混合在一起时,前体树脂形成可用于增材制造的单一“双重固化”树脂。每种前体树脂含有以下成分:
前体树脂I:
51.4%二甲基丙烯酸新戊二醇酯(SR248):51.4%
3,3'-二氨基二苯砜(DDS,5μm颗粒):25.6%
双酚A二甲基丙烯酸二缩水甘油酯(PRO13515):21.3%
二苯基(2,4,6-三甲基苯甲酰基)氧化膦(TPO)光引发剂:1.7%
前体树脂II:
含橡胶改性剂的双酚F环氧树脂,MX136:80.1%
丙烯酸化双酚A环氧树脂,CN153:19.7%
日光化学黑色颜料:0.2%
双重固化树脂的全部可光固化“部分A”组分在前体树脂I中。另外,前体树脂I含有DDS,其在与前体树脂II中的环氧树脂混合时形成双重固化树脂的第二可热固化的,“部分B”组分。
在前体树脂I中,反应性DDS呈颗粒状。但是,DDS也赋予了前体树脂I的假塑性,有利于提高其储存稳定性。
该前体树脂对储存在分开的容器中,该分开的容器可以彼此连接,或者进一步包含在共同的包装中。有利的是双室分配器,例如美国专利3,311,265;5335827;和6,458,095中所述的。
上文举例说明本发明并且不应被解释为对其的限制。通过所附权利要求来限定本发明,其中包括权利要求的等同内容。
Claims (39)
1.形成三维物体的方法,其包括:
(a) 提供载体和填充水平面,和具有限定所述填充水平面的构建表面的光学透明构件,所述载体和所述填充水平面在它们之间具有构建区域;
(b) 混合第一前体液体和第二前体液体以产生可聚合液体,所述可聚合液体包含(i)光可聚合液体第一组分和(ii) 不同于所述第一组分的第二可凝固组分的混合物,
并且其中:(i')所述第二可凝固组分的至少一种反应物包含在所述第一前体液体中,和(ii')所述第二可凝固组分的至少一种反应物或催化剂包含在所述第二前体液体中;然后
(c)用所述可聚合液体填充所述构建区域;
(d) 用光穿过所述光学透明构件辐照所述构建区域以由所述第一组分形成固体聚合物支架并还推进所述载体远离所述构建表面以形成具有与所述三维物体相同的形状或待赋予所述三维物体的形状并含有以未凝固和/或未固化形式承载在所述支架中的所述第二可凝固组分的三维中间体;
(e) 任选洗涤所述三维中间体;和
(f) 与所述辐照步骤同时或在其之后,使所述三维中间体中的所述第二可凝固组分凝固和/或固化以形成所述三维物体。
2.权利要求1的方法,其中所述第二可凝固组分包含溶解或悬浮在所述第一组分中的可聚合液体。
3.权利要求1或2的方法,其中所述第二可凝固组分包含:
(i) 悬浮在所述第一组分中的可聚合固体;
(ii) 溶解在所述第一组分中的可聚合固体;或
(iii) 溶解在所述第一组分中的聚合物。
4.权利要求1或2的方法,其中所述三维物体包含由所述第一组分和所述第二可凝固组分形成的共混聚合物、互穿聚合物网络、半互穿聚合物网络或顺序互穿聚合物网络。
5.权利要求1或2的方法,其中所述凝固和/或固化步骤(f)与所述辐照步骤(d)同时进行,并且:
(i) 所述凝固和/或固化步骤通过沉淀进行;或
(ii) 所述辐照步骤由所述第一组分的聚合生成足以使所述第二可凝固组分热凝固或聚合的量的热。
6.权利要求1或2的方法,其中所述凝固和/或固化步骤(f)在所述辐照步骤(d)后进行并且通过以下步骤进行:
(i) 加热所述第二可凝固组分;
(ii) 用与所述辐照步骤(d)中的光不同波长的光辐照所述第二可凝固组分;
(iii) 使所述第二可凝固组分与水接触;和/或
(iv) 使所述第二可凝固组分与催化剂接触。
7.权利要求1或2的方法,其中:所述第二可凝固组分包含聚氨酯、聚脲或其共聚物、聚硅氧烷树脂、环氧树脂、氰酸酯树脂或天然橡胶的前体;并通过加热进行所述凝固和/或固化步骤。
8.权利要求1或2的方法,其中:
所述第二可凝固组分包含聚氨酯、聚脲或其共聚物的前体,且
通过使所述第二可凝固组分与水接触而进行所述凝固和/或固化步骤。
9.权利要求1或2的方法,其中:
所述凝固和/或固化步骤(f)在所述辐照步骤后进行;且
所述凝固和/或固化步骤(f)在其中所述固体聚合物支架降解并形成所述第二可凝固组分的聚合所必需的成分的条件下进行。
10.权利要求1或2的方法,其中:
所述第二可凝固组分包含聚氨酯、聚脲或其共聚物、聚硅氧烷树脂、开环易位聚合树脂、点击化学树脂或氰酸酯树脂的前体,且
通过使所述第二可凝固组分与聚合催化剂接触而进行所述凝固和/或固化步骤。
11.权利要求1或2的方法,其中进行所述辐照和/或所述推进步骤也同时:
(i) 连续保持与所述构建表面接触的可聚合液体的死区,和
(ii) 连续保持在所述死区和所述固体聚合物支架之间并与它们各自接触的聚合区的梯度,所述聚合区的梯度包含部分固化形式的所述第一组分。
12.权利要求11的方法,其中所述光学透明构件包含半渗透性构件,并通过经由所述光学透明构件进给聚合抑制剂来进行所述连续保持死区,由此在所述死区中和任选在所述聚合区的梯度的至少一部分中生成抑制剂梯度;
其中所述光学透明构件包含含氟聚合物;
并且其中:所述第一组分包含可自由基聚合液体且所述抑制剂包含氧;或所述第一组分包含酸催化的或可阳离子聚合的液体,且所述抑制剂包含碱。
13.权利要求1或2的方法,其中所述第一组分包含可通过暴露于光化辐射或光来聚合的单体和/或预聚物;
和所述第二可凝固组分可在与热、水、在与使所述第一组分聚合的光不同的波长下的光、催化剂接触、从可聚合液体中蒸发溶剂、暴露于微波辐照及其组合时凝固。
14.权利要求13的方法,所述第一组分单体和/或预聚物包含选自丙烯酸酯、甲基丙烯酸酯、α-烯烃、N-乙烯基、丙烯酰胺、甲基丙烯酰胺、苯乙烯类、环氧化物、硫醇、1,3-二烯、卤化乙烯、丙烯腈、乙烯基酯、马来酰亚胺、乙烯基醚及其组合的反应性端基。
15.权利要求14的方法,所述第二可凝固组分包含含有选自环氧基/胺、环氧基/羟基、氧杂环丁烷/胺、氧杂环丁烷/醇、异氰酸酯/羟基、异氰酸酯/胺、异氰酸酯/羧酸、氰酸酯、酐/胺、胺/羧酸、胺/酯、羟基/羧酸、羟基/酰基氯、胺/酰基氯、乙烯基/Si-H、Si-Cl/羟基、Si-Cl/胺、羟基/醛、胺/醛、羟甲基或烷氧基甲基酰胺/醇、氨基塑料、炔烃/叠氮化物、点击化学反应性基团、烯烃/硫、烯烃/硫醇、炔烃/硫醇、羟基/卤化物、异氰酸酯/水、Si-OH/羟基、Si-OH/水、Si-OH/Si-H、Si-OH/Si-OH、全氟乙烯基、二烯/亲二烯体、烯烃易位聚合基团、用于齐格勒纳塔催化的烯烃聚合基团、开环聚合基团及其混合物的反应性端基的单体和/或预聚物。
16.权利要求1或2的方法,其中所述混合步骤通过将所述第一和第二前体液体进料或强制通过混合器进行。
17.权利要求16的方法,其中所述混合器包括静态混合器。
18.权利要求16的方法,其中所述填充步骤通过用所述混合器的输出填充所述构建区域来进行。
19.权利要求1或2的方法,其中所述第一和第二前体液体中的至少一种包含假塑性组合物,所述假塑性组合物中分散有至少一种固体颗粒。
20.权利要求19的方法,其中所述固体颗粒包含(i)反应性单体或预聚物,(ii)填料,或(iii)其组合。
21.权利要求19的方法,其中所述固体颗粒以0.1重量%至80重量%的量包含在所述假塑性组合物中和/或其中所述固体颗粒的平均直径为1微米至30微米或更大。
22.权利要求19的方法,其中所述假塑性组合物具有至少5的剪切变稀值。
23.一种形成由聚氨酯、聚脲或其共聚物构成的三维物体的方法,所述方法包括:
(a) 提供载体和填充水平面,和具有限定所述填充水平面的构建表面的光学透明构件,所述载体和所述填充水平面在它们之间具有构建区域;
(b) 混合第一前体液体和第二前体液体以产生包含以下至少一种的可聚合液体:(i)封闭或反应性封闭预聚物,(ii)封闭或反应性封闭异氰酸酯,或(iii)封闭或反应性封闭二异氰酸酯扩链剂;
(c)用所述可聚合液体填充所述构建区域;然后
(d) 用光穿过所述光学透明构件辐照所述构建区域以通过第一反应形成固体封闭聚合物支架并推进所述载体远离所述构建表面以形成具有与所述三维物体相同的形状或待赋予所述三维物体的形状的三维中间体,其中所述中间体包含所述扩链剂;
(e) 任选洗涤所述中间体;和然后
(f) 加热或微波辐照所述三维中间体足以通过第二反应从所述三维中间体形成所述三维物体,所述三维物体包含聚氨酯、聚脲或其共聚物;
并且其中:(i')所述第二反应的至少一种反应物包含在所述第一前体液体中,和(ii')所述第二反应的至少一种反应物或催化剂包含在所述第二前体液体中。
24.权利要求23的方法,其中进行所述辐照和/或所述推进步骤也同时:
(i) 连续保持与所述构建表面接触的可聚合液体的死区,和
(ii) 连续保持在所述死区和所述固体封闭聚合物支架之间并与它们各自接触的聚合区的梯度,所述聚合区的梯度包含部分固化形式的所述可聚合液体。
25.权利要求24的方法,其中所述光学透明构件包含半渗透性构件,并通过经由所述光学透明构件进给聚合抑制剂来进行所述连续保持死区,由此在所述死区中和任选在所述聚合区的梯度的至少一部分中生成抑制剂梯度。
26.权利要求25的方法,其中所述半渗透性构件包含含氟聚合物。
27.权利要求23至26中任一项的方法,所述可聚合液体包含以下的混合物:(i)封闭或反应性封闭预聚物,(ii)扩链剂,(iii)光引发剂,(iv)任选多元醇和/或多胺,和(v)任选反应性稀释剂,(vi)任选颜料或染料,和(vii)任选填料。
28.权利要求27的方法,其中所述封闭或反应性封闭预聚物包含式A-X-A的化合物,其中X是烃基并且每个A是独立选择的式(X)的取代基:

其中R是烃基,R'是O或NH,并且Z是封闭基团,所述封闭基团任选具有反应性端基。
29.权利要求23至26中任一项的方法,所述可聚合液体包含以下的混合物:(i)封闭或反应性封闭的二异氰酸酯或支化异氰酸酯,(ii)多元醇和/或多胺,(iii)扩链剂,(iv)光引发剂,(v)任选反应性稀释剂,(vi)任选颜料或染料,和(vii)任选填料。
30.权利要求29的方法,其中所述封闭或反应性封闭二异氰酸酯或支化异氰酸酯包含式A'-X'-A'或X'(-A')n的化合物,其中n至少为平均2.3,X'是烃基,并且每个A'是独立选择的式(X')的取代基:

其中Z是封闭基团,所述封闭基团任选具有反应性端基。
31.权利要求23至26中任一项的方法,所述可聚合液体包含以下的混合物:(i)多元醇和/或多胺,(ii)封闭或反应性封闭二异氰酸酯或支化异氰酸酯扩链剂,(iii)任选一种或多种另外的扩链剂,(iv)光引发剂,(v)任选反应性稀释剂,(vi)任选颜料或染料,和(vii)任选填料。
32.权利要求31的方法,其中所述封闭或反应性封闭二异氰酸酯或支化异氰酸酯扩链剂包含式A"-X"-A"或X"(-A")n的化合物,其中n至少为平均2.3,X''是烃基,并且每个A"是独立选择的式(X")的取代基:

其中R为烃基,R'为O或NH,并且Z为封闭基团,所述封闭基团任选具有反应性端基。
33.权利要求23至26中任一项的方法,其中所述混合步骤通过将所述第一和第二前体液体进料或强制通过混合器以产生所述可聚合液体作为其输出来进行。
34.权利要求33的方法,其中所述混合器包括静态混合器。
35.权利要求33的方法,其中所述填充步骤通过用所述混合器的输出填充所述构建区域来进行。
36.权利要求23至26中任一项的方法,其中所述第一和第二前体液体中的至少一种包含假塑性组合物,所述假塑性组合物中分散有至少一种固体颗粒。
37.权利要求36的方法,其中所述固体颗粒包含(i)反应性单体或预聚物,(ii)填料,或(iii)其组合。
38.权利要求36的方法,其中所述固体颗粒以0.1重量%至80重量%的量包含在所述假塑性组合物中和/或其中所述固体颗粒的平均直径为1微米至30微米或更大。
39.权利要求36的方法,其中所述假塑性组合物具有至少5的剪切变稀值。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210733377.2A CN115195104B (zh) | 2015-12-22 | 2016-12-20 | 用于用双重固化树脂的增材制造的双重前体树脂系统 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562270829P | 2015-12-22 | 2015-12-22 | |
| US62/270829 | 2015-12-22 | ||
| PCT/US2016/067739 WO2017112653A1 (en) | 2015-12-22 | 2016-12-20 | Dual precursor resin systems for additive manufacturing with dual cure resins |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210733377.2A Division CN115195104B (zh) | 2015-12-22 | 2016-12-20 | 用于用双重固化树脂的增材制造的双重前体树脂系统 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN108139665A CN108139665A (zh) | 2018-06-08 |
| CN108139665B true CN108139665B (zh) | 2022-07-05 |
Family
ID=57944493
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201680050991.1A Active CN108139665B (zh) | 2015-12-22 | 2016-12-20 | 用于用双重固化树脂的增材制造的双重前体树脂系统 |
| CN202210733377.2A Active CN115195104B (zh) | 2015-12-22 | 2016-12-20 | 用于用双重固化树脂的增材制造的双重前体树脂系统 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210733377.2A Active CN115195104B (zh) | 2015-12-22 | 2016-12-20 | 用于用双重固化树脂的增材制造的双重前体树脂系统 |
Country Status (5)
| Country | Link |
|---|---|
| US (3) | US10350823B2 (zh) |
| EP (1) | EP3341792A1 (zh) |
| JP (2) | JP7189015B2 (zh) |
| CN (2) | CN108139665B (zh) |
| WO (1) | WO2017112653A1 (zh) |
Families Citing this family (180)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109080735B (zh) | 2014-05-16 | 2022-05-03 | 迪根特技术公司 | 用于载具底盘的模块化成形节点及其使用方法 |
| US9796140B2 (en) * | 2014-06-19 | 2017-10-24 | Autodesk, Inc. | Automated systems for composite part fabrication |
| EP3158399B1 (en) | 2014-06-23 | 2022-10-26 | Carbon, Inc. | Polyurethane resins having multiple mechanisms of hardening for use in producing three-dimensional objects |
| AU2015284265A1 (en) | 2014-07-02 | 2017-02-16 | Divergent Technologies, Inc. | Systems and methods for fabricating joint members |
| US9975295B2 (en) | 2014-08-12 | 2018-05-22 | Carbon, Inc. | Acceleration of stereolithography |
| AU2015353634B2 (en) | 2014-11-24 | 2018-06-14 | Ppg Industries Ohio, Inc. | Methods for reactive three-dimensional printing by extrusion |
| WO2017048710A1 (en) * | 2015-09-14 | 2017-03-23 | Carbon, Inc. | Light-curable article of manufacture with portions of differing solubility |
| US10538031B2 (en) * | 2015-12-22 | 2020-01-21 | Carbon, Inc. | Dual cure additive manufacturing of rigid intermediates that generate semi-rigid, flexible, or elastic final products |
| WO2017112483A2 (en) * | 2015-12-22 | 2017-06-29 | Carbon, Inc. | Accelerants for additive manufacturing with dual cure resins |
| US10173255B2 (en) | 2016-06-09 | 2019-01-08 | Divergent Technologies, Inc. | Systems and methods for arc and node design and manufacture |
| EP3508538A4 (en) * | 2016-08-31 | 2019-09-04 | FUJIFILM Corporation | INK COMPOSITION FOR INK JET AND IMAGE FORMING METHOD |
| US11517063B2 (en) | 2016-10-17 | 2022-12-06 | 9376-4058 Quebec Inc. | Helmet, process for designing and manufacturing a helmet and helmet manufactured therefrom |
| CN110023056B (zh) * | 2016-11-21 | 2021-08-24 | 卡本有限公司 | 通过递送反应性组分用于后续固化来制造三维物体的方法 |
| CA3047384A1 (en) * | 2016-12-15 | 2018-06-21 | David Green | Reusable custom insoles |
| US20180207863A1 (en) * | 2017-01-20 | 2018-07-26 | Southern Methodist University | Methods and apparatus for additive manufacturing using extrusion and curing and spatially-modulated multiple materials |
| WO2018151923A1 (en) * | 2017-01-26 | 2018-08-23 | 3D Promed, Llc | Additive manufacturing with a plurality of materials |
| US20180215093A1 (en) * | 2017-01-30 | 2018-08-02 | Carbon, Inc. | Additive manufacturing with high intensity light |
| US10759090B2 (en) | 2017-02-10 | 2020-09-01 | Divergent Technologies, Inc. | Methods for producing panels using 3D-printed tooling shells |
| US11155005B2 (en) | 2017-02-10 | 2021-10-26 | Divergent Technologies, Inc. | 3D-printed tooling and methods for producing same |
| EP3582949B1 (en) * | 2017-02-20 | 2024-01-24 | 3D Systems, Inc. | Three dimensional printer resin replenishment apparatus and method |
| US10898968B2 (en) | 2017-04-28 | 2021-01-26 | Divergent Technologies, Inc. | Scatter reduction in additive manufacturing |
| US10703419B2 (en) | 2017-05-19 | 2020-07-07 | Divergent Technologies, Inc. | Apparatus and methods for joining panels |
| US11358337B2 (en) | 2017-05-24 | 2022-06-14 | Divergent Technologies, Inc. | Robotic assembly of transport structures using on-site additive manufacturing |
| US11123973B2 (en) | 2017-06-07 | 2021-09-21 | Divergent Technologies, Inc. | Interconnected deflectable panel and node |
| US10919230B2 (en) | 2017-06-09 | 2021-02-16 | Divergent Technologies, Inc. | Node with co-printed interconnect and methods for producing same |
| US10781846B2 (en) | 2017-06-19 | 2020-09-22 | Divergent Technologies, Inc. | 3-D-printed components including fasteners and methods for producing same |
| CN110799566A (zh) * | 2017-06-30 | 2020-02-14 | 科思创德国股份有限公司 | 使用热塑性的可自由基交联构建材料的增材制造方法 |
| US10994876B2 (en) | 2017-06-30 | 2021-05-04 | Divergent Technologies, Inc. | Automated wrapping of components in transport structures |
| US11022375B2 (en) | 2017-07-06 | 2021-06-01 | Divergent Technologies, Inc. | Apparatus and methods for additively manufacturing microtube heat exchangers |
| US10895315B2 (en) | 2017-07-07 | 2021-01-19 | Divergent Technologies, Inc. | Systems and methods for implementing node to node connections in mechanized assemblies |
| US11248117B2 (en) | 2017-07-20 | 2022-02-15 | 3M Innovative Properties Company | Fluorinated elastomers cured by actinic radiation and methods thereof |
| US10940609B2 (en) | 2017-07-25 | 2021-03-09 | Divergent Technologies, Inc. | Methods and apparatus for additively manufactured endoskeleton-based transport structures |
| US10751800B2 (en) | 2017-07-25 | 2020-08-25 | Divergent Technologies, Inc. | Methods and apparatus for additively manufactured exoskeleton-based transport structures |
| US10605285B2 (en) | 2017-08-08 | 2020-03-31 | Divergent Technologies, Inc. | Systems and methods for joining node and tube structures |
| US10357959B2 (en) | 2017-08-15 | 2019-07-23 | Divergent Technologies, Inc. | Methods and apparatus for additively manufactured identification features |
| US10434704B2 (en) | 2017-08-18 | 2019-10-08 | Ppg Industries Ohio, Inc. | Additive manufacturing using polyurea materials |
| US11598325B2 (en) | 2017-08-22 | 2023-03-07 | Lg Chem, Ltd. | Method for determining dispensing apparatus for heat-dissipating material |
| WO2019039852A1 (ko) * | 2017-08-22 | 2019-02-28 | 주식회사 엘지화학 | 방열 소재 디스펜싱 장치의 결정방법 |
| US11306751B2 (en) | 2017-08-31 | 2022-04-19 | Divergent Technologies, Inc. | Apparatus and methods for connecting tubes in transport structures |
| US10960611B2 (en) | 2017-09-06 | 2021-03-30 | Divergent Technologies, Inc. | Methods and apparatuses for universal interface between parts in transport structures |
| US11292058B2 (en) | 2017-09-12 | 2022-04-05 | Divergent Technologies, Inc. | Apparatus and methods for optimization of powder removal features in additively manufactured components |
| US11801643B2 (en) | 2017-10-09 | 2023-10-31 | Carbon, Inc. | Performance optimization in additive manufacturing |
| US10814564B2 (en) | 2017-10-11 | 2020-10-27 | Divergent Technologies, Inc. | Composite material inlay in additively manufactured structures |
| US10668816B2 (en) | 2017-10-11 | 2020-06-02 | Divergent Technologies, Inc. | Solar extended range electric vehicle with panel deployment and emitter tracking |
| US11786971B2 (en) | 2017-11-10 | 2023-10-17 | Divergent Technologies, Inc. | Structures and methods for high volume production of complex structures using interface nodes |
| JP7066384B2 (ja) * | 2017-11-27 | 2022-05-13 | キヤノン株式会社 | ブロックイソシアネート、光硬化性組成物、樹脂、および立体物の製造方法 |
| CN111356572A (zh) * | 2017-11-30 | 2020-06-30 | 惠普发展公司,有限责任合伙企业 | 三维打印 |
| US10926599B2 (en) | 2017-12-01 | 2021-02-23 | Divergent Technologies, Inc. | Suspension systems using hydraulic dampers |
| US11110514B2 (en) | 2017-12-14 | 2021-09-07 | Divergent Technologies, Inc. | Apparatus and methods for connecting nodes to tubes in transport structures |
| US11085473B2 (en) | 2017-12-22 | 2021-08-10 | Divergent Technologies, Inc. | Methods and apparatus for forming node to panel joints |
| US11534828B2 (en) | 2017-12-27 | 2022-12-27 | Divergent Technologies, Inc. | Assembling structures comprising 3D printed components and standardized components utilizing adhesive circuits |
| CN109970946A (zh) * | 2017-12-27 | 2019-07-05 | 上海优迈材料科技有限公司 | 一种环保低硬度聚氨酯弹性体的制备方法 |
| KR20200104368A (ko) | 2017-12-29 | 2020-09-03 | 디에스엠 아이피 어셋츠 비.브이. | 적층 제작을 위한 조성물 및 물품, 및 이의 사용 방법 |
| US11420262B2 (en) | 2018-01-31 | 2022-08-23 | Divergent Technologies, Inc. | Systems and methods for co-casting of additively manufactured interface nodes |
| US10751934B2 (en) | 2018-02-01 | 2020-08-25 | Divergent Technologies, Inc. | Apparatus and methods for additive manufacturing with variable extruder profiles |
| US11426938B2 (en) | 2018-02-21 | 2022-08-30 | Carbon, Inc. | Rapid wash system for additive manufacturing |
| US11633908B2 (en) | 2018-03-02 | 2023-04-25 | Formlabs, Inc. | Latent cure resins and related methods |
| US11224943B2 (en) | 2018-03-07 | 2022-01-18 | Divergent Technologies, Inc. | Variable beam geometry laser-based powder bed fusion |
| CN112055643A (zh) * | 2018-03-16 | 2020-12-08 | 维纳米技术公司 | 三维陶瓷图案的喷墨印刷 |
| US11267236B2 (en) | 2018-03-16 | 2022-03-08 | Divergent Technologies, Inc. | Single shear joint for node-to-node connections |
| US11872689B2 (en) | 2018-03-19 | 2024-01-16 | Divergent Technologies, Inc. | End effector features for additively manufactured components |
| US11254381B2 (en) | 2018-03-19 | 2022-02-22 | Divergent Technologies, Inc. | Manufacturing cell based vehicle manufacturing system and method |
| US11541600B2 (en) | 2018-03-20 | 2023-01-03 | Carbon, Inc. | Rapid wash carrier platform for additive manufacturing of dental models |
| US11408216B2 (en) | 2018-03-20 | 2022-08-09 | Divergent Technologies, Inc. | Systems and methods for co-printed or concurrently assembled hinge structures |
| US11613078B2 (en) | 2018-04-20 | 2023-03-28 | Divergent Technologies, Inc. | Apparatus and methods for additively manufacturing adhesive inlet and outlet ports |
| KR20210005628A (ko) | 2018-04-20 | 2021-01-14 | 디에스엠 아이피 어셋츠 비.브이. | 적층 제조용 복사선 경화성 조성물 |
| US11214317B2 (en) | 2018-04-24 | 2022-01-04 | Divergent Technologies, Inc. | Systems and methods for joining nodes and other structures |
| US10682821B2 (en) | 2018-05-01 | 2020-06-16 | Divergent Technologies, Inc. | Flexible tooling system and method for manufacturing of composite structures |
| US11020800B2 (en) | 2018-05-01 | 2021-06-01 | Divergent Technologies, Inc. | Apparatus and methods for sealing powder holes in additively manufactured parts |
| US11389816B2 (en) | 2018-05-09 | 2022-07-19 | Divergent Technologies, Inc. | Multi-circuit single port design in additively manufactured node |
| US10691104B2 (en) | 2018-05-16 | 2020-06-23 | Divergent Technologies, Inc. | Additively manufacturing structures for increased spray forming resolution or increased fatigue life |
| US11590727B2 (en) | 2018-05-21 | 2023-02-28 | Divergent Technologies, Inc. | Custom additively manufactured core structures |
| US11441586B2 (en) | 2018-05-25 | 2022-09-13 | Divergent Technologies, Inc. | Apparatus for injecting fluids in node based connections |
| US11035511B2 (en) | 2018-06-05 | 2021-06-15 | Divergent Technologies, Inc. | Quick-change end effector |
| US11292056B2 (en) | 2018-07-06 | 2022-04-05 | Divergent Technologies, Inc. | Cold-spray nozzle |
| US11269311B2 (en) | 2018-07-26 | 2022-03-08 | Divergent Technologies, Inc. | Spray forming structural joints |
| US11292186B2 (en) * | 2018-08-01 | 2022-04-05 | Carbon, Inc. | Production of low density products by additive manufacturing |
| US11167375B2 (en) | 2018-08-10 | 2021-11-09 | The Research Foundation For The State University Of New York | Additive manufacturing processes and additively manufactured products |
| CN109090768B (zh) * | 2018-08-13 | 2020-11-20 | 广州市鸿峥实业有限公司 | 一种具有抗皱功能的皮鞋的生产方法 |
| US10836120B2 (en) | 2018-08-27 | 2020-11-17 | Divergent Technologies, Inc . | Hybrid composite structures with integrated 3-D printed elements |
| US11433557B2 (en) | 2018-08-28 | 2022-09-06 | Divergent Technologies, Inc. | Buffer block apparatuses and supporting apparatuses |
| CN109228303A (zh) * | 2018-09-10 | 2019-01-18 | 宁波市石生科技有限公司 | 一种利用多波长光进行3d打印的方法 |
| US11826953B2 (en) | 2018-09-12 | 2023-11-28 | Divergent Technologies, Inc. | Surrogate supports in additive manufacturing |
| JP6791923B2 (ja) | 2018-09-20 | 2020-11-25 | ファナック株式会社 | 加工システムおよび加工方法 |
| CN109275983B (zh) * | 2018-09-30 | 2021-03-23 | 嘉兴学院 | 一种高柔性鞋垫及其制备方法 |
| US10844211B2 (en) * | 2018-10-01 | 2020-11-24 | Intrepid Automation | Membrane materials for photoreactive additive manufacturing |
| US11072371B2 (en) * | 2018-10-05 | 2021-07-27 | Divergent Technologies, Inc. | Apparatus and methods for additively manufactured structures with augmented energy absorption properties |
| US11472975B2 (en) * | 2018-10-08 | 2022-10-18 | Vista Applied Materials, Inc. | Formulation composition for 3D additive manufacturing and processing method of the same |
| US11260582B2 (en) | 2018-10-16 | 2022-03-01 | Divergent Technologies, Inc. | Methods and apparatus for manufacturing optimized panels and other composite structures |
| CA3116709A1 (en) | 2018-10-17 | 2020-04-23 | Inkbit, LLC | Thiol-ene printable resins for inkjet 3d printing |
| CA3116883A1 (en) | 2018-10-17 | 2020-04-23 | Inkbit, LLC | Polymer reinforced materials for inkjet based 3d printing |
| US10723069B2 (en) | 2018-11-01 | 2020-07-28 | Origin Laboratories, Inc. | Method for build separation from a curing interface in an additive manufacturing process |
| US11504912B2 (en) | 2018-11-20 | 2022-11-22 | Divergent Technologies, Inc. | Selective end effector modular attachment device |
| USD911222S1 (en) | 2018-11-21 | 2021-02-23 | Divergent Technologies, Inc. | Vehicle and/or replica |
| CA3122394A1 (en) | 2018-12-10 | 2020-06-18 | Inkbit, LLC | Precision system for additive fabrication |
| US11207833B2 (en) | 2018-12-14 | 2021-12-28 | 3D Systems, Inc. | Precision optical assembly method for three dimensional printing |
| WO2020123168A1 (en) * | 2018-12-14 | 2020-06-18 | 3D Systems, Inc. | Precision optical assembly for three dimensional printing |
| US11449021B2 (en) | 2018-12-17 | 2022-09-20 | Divergent Technologies, Inc. | Systems and methods for high accuracy fixtureless assembly |
| US10663110B1 (en) | 2018-12-17 | 2020-05-26 | Divergent Technologies, Inc. | Metrology apparatus to facilitate capture of metrology data |
| US11529741B2 (en) | 2018-12-17 | 2022-12-20 | Divergent Technologies, Inc. | System and method for positioning one or more robotic apparatuses |
| WO2020126021A1 (de) * | 2018-12-20 | 2020-06-25 | Puma SE | Schuh, insbesondere sportschuh |
| US11885000B2 (en) | 2018-12-21 | 2024-01-30 | Divergent Technologies, Inc. | In situ thermal treatment for PBF systems |
| WO2020131675A1 (en) * | 2018-12-21 | 2020-06-25 | Carbon, Inc. | Energy absorbing dual cure polyurethane elastomers for additive manufacturing |
| US11426898B2 (en) * | 2018-12-28 | 2022-08-30 | Konica Minolta Business Solutions U.S.A., Inc. | Process for fabrication of fiber composites using dual-cure free-form 3D-printed tailored fiber placement preform |
| WO2020167622A1 (en) * | 2019-02-11 | 2020-08-20 | Ppg Industries Ohio, Inc. | Methods of making chemically resistant sealing components |
| GB201902883D0 (en) * | 2019-03-04 | 2019-04-17 | Photocentric Ltd | Method of making 3D printed objects by dispensing sequential layers of material |
| US11407176B2 (en) | 2019-03-20 | 2022-08-09 | Magnum Venus Products, Inc. | Pumping system and method for 3D printing |
| WO2020205212A1 (en) * | 2019-03-29 | 2020-10-08 | Carbon, Inc. | Dual cure resin for the production of moisture-resistant articles by additive manufacturing |
| CA3136654A1 (en) | 2019-04-17 | 2020-10-22 | Origin Laboratories, Inc. | Method for regulating temperature at a resin interface in an additive manufacturing process |
| DE102019110245A1 (de) * | 2019-04-18 | 2020-10-22 | Comprise Tec Gmbh | Werkstoff, Werkstoffkomposition, Werkstoffherstellungsverfahren und Fertigungsverfahren |
| US11203240B2 (en) | 2019-04-19 | 2021-12-21 | Divergent Technologies, Inc. | Wishbone style control arm assemblies and methods for producing same |
| EP3738744A1 (en) * | 2019-05-13 | 2020-11-18 | Henkel AG & Co. KGaA | Radiation curable and printable polysiloxane composition |
| EP3738771B1 (en) * | 2019-05-13 | 2023-08-16 | Henkel AG & Co. KGaA | Dual cure epoxy formulations for 3d printing applications |
| EP3738743A1 (en) * | 2019-05-13 | 2020-11-18 | Henkel AG & Co. KGaA | Radiation curable and printable composition |
| US20220186053A1 (en) * | 2019-05-30 | 2022-06-16 | Lawrence Livermore National Security, Llc | A radiation-curable, nonradiation-curable copolymer system for additive manufacturing |
| WO2020264293A1 (en) * | 2019-06-26 | 2020-12-30 | Evolve Additive Solutions, Inc. | Thermoplastic elastomer material for selective deposition- based additive manufacturing and method of making same |
| CN112140551B (zh) * | 2019-06-27 | 2021-08-13 | 共享智能铸造产业创新中心有限公司 | 一种3dp粉末打印方法、装置、系统及存储介质 |
| CN112265262B (zh) * | 2019-07-08 | 2023-08-15 | 上海普利生机电科技有限公司 | 一种光固化型3d打印装置 |
| EP4007691A4 (en) | 2019-08-02 | 2023-11-08 | Origin Laboratories, Inc. | METHOD AND SYSTEM FOR INTERLAYER FEEDBACK CONTROL AND ERROR DETECTION IN A GENERATIVE MANUFACTURING PROCESS |
| US11602896B2 (en) * | 2019-08-14 | 2023-03-14 | Mighty Buildings, Inc. | 3D printing of a composite material via sequential dual-curing polymerization |
| CN110511658B (zh) * | 2019-08-22 | 2021-06-22 | 湖南松井新材料股份有限公司 | 双重固化型水性primer涂料及其制备方法、应用 |
| US11840023B2 (en) * | 2019-08-30 | 2023-12-12 | Carbon, Inc. | Mutliphysics model for inverse warping of data file in preparation for additive manufacturing |
| US11940634B2 (en) * | 2019-09-03 | 2024-03-26 | National Research Council Of Canada | 3D printed antenna |
| WO2021055743A1 (en) * | 2019-09-20 | 2021-03-25 | Carbon, Inc. | Cleaning of additively manufactured objects by vacuum cycling nucleation |
| US11787105B2 (en) * | 2019-11-14 | 2023-10-17 | Rolls-Royce Corporation | Fused filament fabrication of components including predetermined yield points based on composition functions |
| CN113453873B (zh) * | 2019-12-18 | 2023-04-04 | 株式会社爱世克私 | 聚合物部件的制造方法 |
| US20210368947A1 (en) * | 2019-12-20 | 2021-12-02 | Asics Corporation | Method of manufacturing shoe upper, shoe upper, and shoe |
| TWI737098B (zh) * | 2019-12-26 | 2021-08-21 | 財團法人工業技術研究院 | 選擇性雷射燒結組合物及利用其之選擇性雷射燒結三維列印方法 |
| US11458677B2 (en) | 2019-12-26 | 2022-10-04 | Industrial Technology Research Institute | Selective laser sintering composition and selective laser sintering 3D printing method employing the same |
| CN113040463B (zh) | 2019-12-27 | 2023-01-17 | 株式会社爱世克私 | 鞋底以及鞋 |
| US11912339B2 (en) | 2020-01-10 | 2024-02-27 | Divergent Technologies, Inc. | 3-D printed chassis structure with self-supporting ribs |
| US11590703B2 (en) | 2020-01-24 | 2023-02-28 | Divergent Technologies, Inc. | Infrared radiation sensing and beam control in electron beam additive manufacturing |
| US11479015B2 (en) | 2020-02-14 | 2022-10-25 | Divergent Technologies, Inc. | Custom formed panels for transport structures and methods for assembling same |
| US11884025B2 (en) | 2020-02-14 | 2024-01-30 | Divergent Technologies, Inc. | Three-dimensional printer and methods for assembling parts via integration of additive and conventional manufacturing operations |
| US11535322B2 (en) | 2020-02-25 | 2022-12-27 | Divergent Technologies, Inc. | Omni-positional adhesion device |
| US11421577B2 (en) | 2020-02-25 | 2022-08-23 | Divergent Technologies, Inc. | Exhaust headers with integrated heat shielding and thermal syphoning |
| CN115151586A (zh) * | 2020-02-28 | 2022-10-04 | 卡本有限公司 | 用于增材制造的单份可湿固化树脂 |
| US11413686B2 (en) | 2020-03-06 | 2022-08-16 | Divergent Technologies, Inc. | Methods and apparatuses for sealing mechanisms for realizing adhesive connections with additively manufactured components |
| WO2021202655A1 (en) * | 2020-04-03 | 2021-10-07 | Carbon, Inc. | Resins and methods for additive manufacturing of energy absorbing three-dimensional objects |
| US11655329B2 (en) * | 2020-04-24 | 2023-05-23 | Carbon, Inc. | Delayed action catalysts for dual cure additive manufacturing resins |
| CN111349197B (zh) * | 2020-04-29 | 2020-08-11 | 苏州博理新材料科技有限公司 | 双重固化相分离型连续3d打印高精度光敏树脂组合物 |
| US11638979B2 (en) * | 2020-06-09 | 2023-05-02 | Applied Materials, Inc. | Additive manufacturing of polishing pads |
| US11612978B2 (en) | 2020-06-09 | 2023-03-28 | Applied Materials, Inc. | Additive manufacturing of polishing pads |
| CN111607289B (zh) * | 2020-06-15 | 2021-07-06 | 中国科学技术大学 | 一种双固化机理紫外光固化喷墨打印墨水及其制备方法 |
| US11850804B2 (en) | 2020-07-28 | 2023-12-26 | Divergent Technologies, Inc. | Radiation-enabled retention features for fixtureless assembly of node-based structures |
| CN112111038B (zh) * | 2020-08-11 | 2022-02-18 | 中国科学院福建物质结构研究所 | 一种水溶性光敏树脂及其制备方法和应用 |
| US11806941B2 (en) | 2020-08-21 | 2023-11-07 | Divergent Technologies, Inc. | Mechanical part retention features for additively manufactured structures |
| US20220063182A1 (en) * | 2020-08-31 | 2022-03-03 | Ovitz Corporation | Methods of forming lens for correction of high-order aberrations using additive fabrication process |
| CN111923402A (zh) * | 2020-09-16 | 2020-11-13 | 佛山科学技术学院 | 一种基于液态凝胶环境的刚柔耦合部件混合增材制造方法 |
| WO2022066565A1 (en) | 2020-09-25 | 2022-03-31 | Carbon, Inc. | Epoxy dual cure resin for the production of moisture-resistant articles by additive manufacturing |
| EP4225204A1 (en) * | 2020-10-09 | 2023-08-16 | Align Technology, Inc. | Multiple material dental apparatuses and techniques for making the same |
| US11872626B2 (en) | 2020-12-24 | 2024-01-16 | Divergent Technologies, Inc. | Systems and methods for floating pin joint design |
| US11947335B2 (en) | 2020-12-30 | 2024-04-02 | Divergent Technologies, Inc. | Multi-component structure optimization for combining 3-D printed and commercially available parts |
| US11928966B2 (en) | 2021-01-13 | 2024-03-12 | Divergent Technologies, Inc. | Virtual railroad |
| DE102021200362A1 (de) * | 2021-01-15 | 2022-07-21 | SKZ - KFE gGmbH | Verfahren zur Fertigung eines medizinischen Simulators, medizinischer Simulator sowie Verwendung eines medizinischen Simulators |
| CN113072678B (zh) * | 2021-02-22 | 2022-04-29 | 浙江大学 | 一种聚脲丙烯酸酯齐聚物及其制备方法和应用方法 |
| CN116917129A (zh) | 2021-03-09 | 2023-10-20 | 戴弗根特技术有限公司 | 旋转式增材制造系统和方法 |
| CN115073882B (zh) * | 2021-03-15 | 2023-07-21 | 中国科学院福建物质结构研究所 | 一种原位固化的环氧树脂制件及其制备方法 |
| CN113388075B (zh) * | 2021-06-11 | 2023-03-24 | 珠海赛纳三维科技有限公司 | 一种3d打印用组合物、3d打印方法、装置 |
| AT525128B1 (de) * | 2021-06-14 | 2023-12-15 | Univ Wien Tech | Generative Fertigungsverfahren zur Herstellung von dreidimensionalen Gegenständen |
| US11951679B2 (en) | 2021-06-16 | 2024-04-09 | General Electric Company | Additive manufacturing system |
| US11731367B2 (en) | 2021-06-23 | 2023-08-22 | General Electric Company | Drive system for additive manufacturing |
| JP2023003758A (ja) * | 2021-06-24 | 2023-01-17 | 株式会社アシックス | 靴底および靴 |
| US11958249B2 (en) | 2021-06-24 | 2024-04-16 | General Electric Company | Reclamation system for additive manufacturing |
| CN113422188B (zh) * | 2021-06-24 | 2022-04-15 | 上海交通大学 | 利用3d打印制备单模柔性可拉伸太赫兹波导的方法及波导 |
| US11958250B2 (en) | 2021-06-24 | 2024-04-16 | General Electric Company | Reclamation system for additive manufacturing |
| US11826950B2 (en) | 2021-07-09 | 2023-11-28 | General Electric Company | Resin management system for additive manufacturing |
| EP4116348A1 (en) | 2021-07-09 | 2023-01-11 | Covestro Deutschland AG | Photo- and thermally curable resin useful in additive manufacturing processes |
| CN113583211A (zh) * | 2021-07-30 | 2021-11-02 | 浙江大学 | 一种聚脲丙烯酸酯齐聚物及其制备方法与应用方法 |
| US11865617B2 (en) | 2021-08-25 | 2024-01-09 | Divergent Technologies, Inc. | Methods and apparatuses for wide-spectrum consumption of output of atomization processes across multi-process and multi-scale additive manufacturing modalities |
| WO2023031693A1 (en) | 2021-08-31 | 2023-03-09 | 3M Innovative Properties Company | Infiltrated three-dimensional articles and methods of making same |
| US11813799B2 (en) | 2021-09-01 | 2023-11-14 | General Electric Company | Control systems and methods for additive manufacturing |
| EP4166331A1 (en) | 2021-10-12 | 2023-04-19 | Covestro Deutschland AG | Photo- and thermally curable resin useful in additive manufacturing processes |
| CN114395106B (zh) * | 2021-12-31 | 2023-07-25 | 盐城工学院 | 一种含环氧基团的高温自交联水性聚氨酯树脂及其制备方法与应用 |
| CN114619668B (zh) * | 2022-03-11 | 2023-04-11 | 珠海赛纳三维科技有限公司 | 三维物体打印方法及装置、三维打印材料 |
| WO2023195442A1 (ja) * | 2022-04-04 | 2023-10-12 | 幸士 生田 | 光硬化性組成物、硬化体及び硬化体の製造方法 |
| WO2023220523A1 (en) | 2022-05-09 | 2023-11-16 | Carbon, Inc. | Method for direct coloration of resins for additive manufacturing |
| CN115139514B (zh) * | 2022-07-04 | 2023-04-07 | 湖南大学 | 一种3d打印可降解的易分离微针阵列的制备方法 |
| CN115043987B (zh) * | 2022-07-26 | 2024-02-02 | 珠海赛纳三维科技有限公司 | 一种3d打印用组合物、打印方法和装置 |
| CN116653285B (zh) * | 2023-07-26 | 2023-11-07 | 中南大学 | 一种调控光敏浆料流变性能的多材料增材制造装置及方法 |
Family Cites Families (225)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3051671A (en) | 1959-12-07 | 1962-08-28 | Pacific Vegets Le Oil Corp | Epoxy resin-isano oil compositions |
| US3213058A (en) | 1960-12-19 | 1965-10-19 | American Cyanamid Co | Polymers reacted with benzotriazole uv absorbers |
| US3311265A (en) | 1965-06-03 | 1967-03-28 | Chem Dev Corp | Double-barreled dispensing gun |
| US3386955A (en) | 1966-01-14 | 1968-06-04 | American Cyanamid Co | Substituted ureas as low temperature epoxy curing agents |
| US3932342A (en) | 1966-12-14 | 1976-01-13 | Nippon Paint Co., Ltd. | Methyl methacrylate lacquers containing polyisocyanates |
| US3639928A (en) | 1970-11-27 | 1972-02-08 | Jefferson Chem Co Inc | Accelerator combination for epoxy curing |
| USRE31406E (en) | 1972-06-16 | 1983-10-04 | Syntex (U.S.A.) Inc. | Oxygen permeable contact lens composition, methods and article of manufacture |
| US3945972A (en) | 1973-10-09 | 1976-03-23 | Nitto Kasei Co. Ltd. | Curable epoxy resin composition comprising an epoxy resin and a reactive diluent |
| US3947426A (en) | 1974-04-12 | 1976-03-30 | Story Chemical Corporation | Solid particle-form polymerizable polymeric material and compositions, structures and methods of employing and producing the same |
| US3947395A (en) | 1974-05-07 | 1976-03-30 | Hitachi, Ltd. | Epoxy surface coating compositions |
| US4075151A (en) | 1975-05-05 | 1978-02-21 | The Dow Chemical Company | Solid, rapid-setting, rigid polyurethanes |
| NL7702518A (nl) | 1977-03-09 | 1978-09-12 | Akzo Nv | Werkwijze voor het bekleden van een substraat met een stralingshardbare bekledingskompositie. |
| CH637411A5 (de) | 1979-04-20 | 1983-07-29 | Ciba Geigy Ag | Epoxidharz, haerter und haertungsbeschleuniger enthaltende, lagerfaehige homogene mischung und deren verwendung zur herstellung gehaerteter erzeugnisse. |
| US4421822A (en) | 1979-08-20 | 1983-12-20 | Minnesota Mining And Manufacturing Co. | Ultraviolet polymerization of acrylate monomers using oxidizable tin compounds |
| US4337130A (en) | 1980-06-25 | 1982-06-29 | E. I. Du Pont De Nemours And Company | Photocurable polyurethane film coatings |
| US4389514A (en) | 1980-09-26 | 1983-06-21 | Congoleum Corporation | Accelerated polymerization of acrylic monomers initiated by dialkyl and diaralkyl peroxide free radical generators in the presence of tin accelerators |
| CH646956A5 (de) | 1981-12-15 | 1984-12-28 | Ciba Geigy Ag | Imidazolide. |
| US4550203A (en) | 1982-02-23 | 1985-10-29 | Ciba Geigy Corporation | Process for the preparation of N-substituted N-cyancarboxylic acid amides |
| US4618712A (en) | 1982-02-23 | 1986-10-21 | Ciba-Geigy Corporation | N-cyanocarboxylic acid amides, processes for their preparation and their use |
| US4529821A (en) | 1982-02-23 | 1985-07-16 | Ciba-Geigy Corporation | Cyanoacylamide compounds |
| EP0124482B1 (de) | 1983-04-29 | 1989-11-08 | Ciba-Geigy Ag | Neue Imidazolide und deren Verwendung als Härter für Polyepoxidverbindungen |
| US5236637A (en) | 1984-08-08 | 1993-08-17 | 3D Systems, Inc. | Method of and apparatus for production of three dimensional objects by stereolithography |
| EP0200674B1 (de) | 1985-02-01 | 1988-05-25 | Ciba-Geigy Ag | (Acylthiopropyl)-Polyphenole |
| DE3616681A1 (de) | 1986-05-16 | 1987-11-19 | Bayer Ag | 1-aralkylpyrazole |
| US5051115A (en) | 1986-05-21 | 1991-09-24 | Linde Aktiengesellschaft | Pressure swing adsorption process |
| US5141665A (en) | 1987-03-31 | 1992-08-25 | Sherman Laboratories, Inc. | Cleaning, conditioning, storing and wetting system and method for rigid gas permeable contact lenses and other contact lenses |
| US4923906A (en) | 1987-04-30 | 1990-05-08 | Ciba-Geigy Corporation | Rigid, gas-permeable polysiloxane contact lenses |
| US4800222A (en) | 1987-08-24 | 1989-01-24 | Texaco Inc. | Accelerator for curing epoxy resins comprising piperazine, triethanolamine and tris(dimethylaminomethyl)phenol |
| EP0304503B1 (en) | 1987-08-26 | 1994-06-29 | Asahi Kasei Kogyo Kabushiki Kaisha | Hardener for curable one-package epoxy resin system |
| EP0310545A3 (de) | 1987-09-02 | 1989-07-26 | Ciba-Geigy Ag | Cyanoguanidine als Härter für Epoxidharze |
| US5070170A (en) | 1988-02-26 | 1991-12-03 | Ciba-Geigy Corporation | Wettable, rigid gas permeable, substantially non-swellable contact lens containing block copolymer polysiloxane-polyoxyalkylene backbone units, and use thereof |
| DE3808352A1 (de) | 1988-03-12 | 1989-09-28 | Elastogran Polyurethane Gmbh | Verfahren und vorrichtung zum mischen und einfaerben von mehrkomponenten-kunststoffen, insbesondere polyurethan |
| JPH01233443A (ja) | 1988-03-15 | 1989-09-19 | Fujitsu Ltd | パターン形成方法 |
| JPH0757532B2 (ja) | 1988-10-19 | 1995-06-21 | 松下電工株式会社 | 三次元形状の形成方法 |
| US5248456A (en) | 1989-06-12 | 1993-09-28 | 3D Systems, Inc. | Method and apparatus for cleaning stereolithographically produced objects |
| US5093385A (en) | 1989-12-21 | 1992-03-03 | Minnesota Mining And Manufacturing Company | Method of accelerating photoiniferter polymerization, polymer produced thereby, and product produced therewith |
| DE4004620C1 (en) * | 1990-02-15 | 1991-09-05 | Du Pont De Nemours (Deutschland) Gmbh, 6380 Bad Homburg, De | Photo-structured layer of three=dimensional object prodn. - by using fusible plastisol or organosol contg. unsatd. monomer, photoinitiator and thermally reactive cpd. |
| GB9008577D0 (en) | 1990-04-17 | 1990-06-13 | Pilkington Diffractive Lenses | Rigid gas permeable lenses |
| US5158858A (en) | 1990-07-05 | 1992-10-27 | E. I. Du Pont De Nemours And Company | Solid imaging system using differential tension elastomeric film |
| EP0471988B1 (en) | 1990-07-25 | 1995-05-17 | John A Shomer, Ph.D. | Homogeneous accelerator system for epoxy resins |
| US5122441A (en) | 1990-10-29 | 1992-06-16 | E. I. Du Pont De Nemours And Company | Method for fabricating an integral three-dimensional object from layers of a photoformable composition |
| EG20399A (en) | 1991-06-13 | 1999-02-28 | Dow Chemical Co | A soft segment isocyanate terminate prepolymer and polyurethane elastomer therefrom |
| EP0525578A1 (en) | 1991-08-02 | 1993-02-03 | E.I. Du Pont De Nemours And Company | Photopolymer composition for the production of three-dimensional objects |
| US5162469A (en) | 1991-08-05 | 1992-11-10 | Optical Research Inc. | Composition for rigid gas permeable contact lenses |
| US5296283A (en) | 1992-01-13 | 1994-03-22 | E. I. Du Pont De Nemours And Company | Protective coating for machine-readable markings |
| JP3011768B2 (ja) | 1992-02-28 | 2000-02-21 | ボード オブ リージェンツ,ザ ユニバーシティ オブ テキサス システム | 組織接触材料および制御放出キャリアとしての光重合性生分解性親水ゲル |
| DE4206392A1 (de) | 1992-02-29 | 1993-09-02 | Hoechst Ag | Haertungsmittel fuer epoxidharze |
| CA2092131A1 (en) | 1992-03-27 | 1993-09-28 | Victor Kadziela (Nmi) | Low viscosity self-toughening acrylate composition |
| DE69315003T2 (de) | 1992-07-17 | 1998-03-12 | Ethicon Inc | Strahlenhärtbare Urethan-Acrylatprepolymere und vernetzte Polymere |
| US5310571A (en) | 1992-09-01 | 1994-05-10 | Allergan, Inc. | Chemical treatment to improve oxygen permeability through and protein deposition on hydrophilic (soft) and rigid gas permeable (RGP) contact lenses |
| US5264061A (en) | 1992-10-22 | 1993-11-23 | Motorola, Inc. | Method of forming a three-dimensional printed circuit assembly |
| US5335827A (en) | 1992-12-22 | 1994-08-09 | Chesebrough-Pond's Usa Co., A Division Of Conopco, Inc. | Multi-cavity dispensing refill cartridge |
| US5836313A (en) | 1993-02-08 | 1998-11-17 | Massachusetts Institute Of Technology | Methods for making composite hydrogels for corneal prostheses |
| US5679719A (en) | 1993-03-24 | 1997-10-21 | Loctite Corporation | Method of preparing fiber/resin composites |
| DE69403959T2 (de) | 1993-03-30 | 1997-11-20 | Shell Int Research | Die modifikation von epoxyestern mit epoxidiertem pflanzenöl |
| US5374500A (en) | 1993-04-02 | 1994-12-20 | International Business Machines Corporation | Positive photoresist composition containing photoacid generator and use thereof |
| DE59407524D1 (de) | 1993-08-26 | 1999-02-04 | Ciba Geigy Ag | Flüssige strahlungshärtbare Zusammensetzung, insbesondere für die Stereolithographie |
| US5418112A (en) | 1993-11-10 | 1995-05-23 | W. R. Grace & Co.-Conn. | Photosensitive compositions useful in three-dimensional part-building and having improved photospeed |
| US5705116A (en) | 1994-06-27 | 1998-01-06 | Sitzmann; Eugene Valentine | Increasing the useful range of cationic photoinitiators in stereolithography |
| GB9420743D0 (en) | 1994-10-15 | 1994-11-30 | Chemence Ltd | An aerobic preparation |
| IL112140A (en) | 1994-12-25 | 1997-07-13 | Cubital Ltd | Method of forming three dimensional objects |
| US5707780A (en) | 1995-06-07 | 1998-01-13 | E. I. Du Pont De Nemours And Company | Photohardenable epoxy composition |
| JP3668310B2 (ja) | 1996-01-22 | 2005-07-06 | 三菱レイヨン株式会社 | 光学的立体造形用樹脂組成物 |
| US5691541A (en) | 1996-05-14 | 1997-11-25 | The Regents Of The University Of California | Maskless, reticle-free, lithography |
| JP3786467B2 (ja) * | 1996-05-29 | 2006-06-14 | Jsr株式会社 | 立体形状物の光造形装置 |
| US6312134B1 (en) | 1996-07-25 | 2001-11-06 | Anvik Corporation | Seamless, maskless lithography system using spatial light modulator |
| ES2159067T3 (es) | 1997-04-16 | 2001-09-16 | Vantico Gmbh & Co Kg | Mezclas endurecibles de compuestos de glicidilo, endurecedores aminicos y aceleradores heterociclicos. |
| US6458095B1 (en) | 1997-10-22 | 2002-10-01 | 3M Innovative Properties Company | Dispenser for an adhesive tissue sealant having a housing with multiple cavities |
| US6180244B1 (en) | 1998-02-17 | 2001-01-30 | 3M Innovative Properties Company | Waterbased thermoforming adhesives |
| US6063206A (en) | 1998-05-04 | 2000-05-16 | C. J. Latta & Associates | De-oiling process using enzymes |
| JP2000007641A (ja) | 1998-06-17 | 2000-01-11 | Takemoto Oil & Fat Co Ltd | 光学的立体造形用樹脂及び光学的立体造形用樹脂組成物 |
| US6238852B1 (en) | 1999-01-04 | 2001-05-29 | Anvik Corporation | Maskless lithography system and method with doubled throughput |
| DE19926629A1 (de) | 1999-06-11 | 2000-12-14 | Cognis Deutschland Gmbh | Epoxidharzhärter-Zusammensetzungen |
| US6248509B1 (en) | 1999-07-27 | 2001-06-19 | James E. Sanford | Maskless photoresist exposure system using mems devices |
| US6658314B1 (en) | 1999-10-06 | 2003-12-02 | Objet Geometries Ltd. | System and method for three dimensional model printing |
| DE19961926A1 (de) | 1999-12-22 | 2001-07-05 | Basf Coatings Ag | Thermisch mit aktinischer Strahlung härtbare Stoffgemische und ihre Verwendung |
| US6380285B1 (en) | 2000-02-01 | 2002-04-30 | Ciba Specialty Chemicals Corporation | Bloom-resistant benzotriazole UV absorbers and compositions stabilized therewith |
| US7300619B2 (en) | 2000-03-13 | 2007-11-27 | Objet Geometries Ltd. | Compositions and methods for use in three dimensional model printing |
| DE10015408A1 (de) | 2000-03-28 | 2001-10-11 | Fraunhofer Ges Forschung | Verfahren und Vorrichtung zur Herstellung von Bauteilen aus lichtaushärtbaren Werkstoffen |
| GB2361005B (en) | 2000-04-04 | 2002-08-14 | Ciba Sc Holding Ag | Synergistic mixtures of uv-absorbers in polyolefins |
| US6309797B1 (en) | 2000-04-26 | 2001-10-30 | Spectra Group Limited, Inc. | Selectively colorable polymerizable compositions |
| FR2809741B1 (fr) | 2000-05-31 | 2002-08-16 | Atofina | Materiaux thermodurs a tenue au choc amelioree |
| KR100583095B1 (ko) | 2000-06-30 | 2006-05-24 | 주식회사 하이닉스반도체 | 광산 발생제와 함께 광 라디칼 발생제(prg)를 포함하는포토레지스트 조성물 |
| TWI244495B (en) * | 2000-08-14 | 2005-12-01 | Ciba Sc Holding Ag | Process for producing coatings siloxane photoinitiators |
| TW557298B (en) | 2000-08-14 | 2003-10-11 | Ciba Sc Holding Ag | A compound, a photopolymerizible composition, a process for producing coatings and a method for causing a photoinitiator to accumulate at the surface of coatings |
| US6939940B2 (en) | 2000-09-13 | 2005-09-06 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Liquid crystalline thermosets from ester, ester-imide, and ester-amide oligomers |
| JP4382978B2 (ja) | 2000-12-04 | 2009-12-16 | 学校法人神奈川大学 | 光硬化性・熱硬化性樹脂組成物 |
| CA2434208C (en) | 2001-01-12 | 2011-11-01 | Baxenden Chemicals Limited | Mixed-blocked polyisocyanates and uses thereof |
| GB0103752D0 (en) * | 2001-02-15 | 2001-04-04 | Vantico Ltd | Three-Dimensional printing |
| DE10115505B4 (de) | 2001-03-29 | 2007-03-08 | Basf Coatings Ag | Thermisch und mit aktinischer Strahlung härtbare wäßrige Dispersionen, Verfahren zu ihrer Herstellung und ihre Verwendung |
| DE10119817A1 (de) | 2001-04-23 | 2002-10-24 | Envision Technologies Gmbh | Vorrichtung und Verfahren für die zerstörungsfreie Trennung ausgehärteter Materialschichten von einer planen Bauebene |
| DE10135998A1 (de) | 2001-07-24 | 2003-02-20 | Basf Coatings Ag | Strukturviskose Klarlack-Slurry, Verfahren zu ihrer Herstellung und ihre Verwendung |
| US7183248B2 (en) | 2001-08-23 | 2007-02-27 | Treyco Supply Co. | Enzymatic cleaner having high pH stability |
| GB0129675D0 (en) | 2001-12-12 | 2002-01-30 | Hexcel Composites Ltd | Accelerator system for epoxy resins |
| US6861475B2 (en) | 2002-10-16 | 2005-03-01 | Rohm And Haas Company | Smooth, flexible powder coatings |
| US7211368B2 (en) * | 2003-01-07 | 2007-05-01 | 3 Birds, Inc. | Stereolithography resins and methods |
| US6932930B2 (en) | 2003-03-10 | 2005-08-23 | Synecor, Llc | Intraluminal prostheses having polymeric material with selectively modified crystallinity and methods of making same |
| DE10324486A1 (de) | 2003-05-30 | 2004-12-16 | Degussa Ag | Verwendung von Harnstoff-Derivaten als Beschleuniger für Epoxidharze |
| KR100780582B1 (ko) | 2003-06-09 | 2007-11-29 | 카네카 코포레이션 | 변성 에폭시 수지의 제조방법 |
| US7354643B2 (en) * | 2003-06-24 | 2008-04-08 | Cmet Inc. | Three-dimensional object and method of producing the same |
| US8268446B2 (en) | 2003-09-23 | 2012-09-18 | The University Of North Carolina At Chapel Hill | Photocurable perfluoropolyethers for use as novel materials in microfluidic devices |
| JP4044505B2 (ja) | 2003-09-29 | 2008-02-06 | 独立行政法人科学技術振興機構 | 光酸発生剤 |
| US7144955B2 (en) | 2003-10-27 | 2006-12-05 | Bayer Materialscience Llc | Acrylate-functional blocked polyisocyanate resin for UV/thermally curable coatings |
| EP1682161A4 (en) | 2003-10-29 | 2011-12-07 | Gentis Inc | POLYMERIZABLE EMULSIONS FOR TISSUE GENIUS |
| KR101376715B1 (ko) | 2003-12-19 | 2014-03-27 | 더 유니버시티 오브 노쓰 캐롤라이나 엣 채플 힐 | 소프트 또는 임프린트 리소그래피를 이용하여 분리된 마이크로- 및 나노- 구조를 제작하는 방법 |
| EP1751814A4 (en) | 2004-01-23 | 2010-01-13 | Univ North Carolina State | Liquid materials for use in electrochemical cells |
| ATE527099T1 (de) | 2004-03-22 | 2011-10-15 | Huntsman Adv Mat Switzerland | Photohärtbare zusammensetzungen |
| DE102004022606A1 (de) | 2004-05-07 | 2005-12-15 | Envisiontec Gmbh | Verfahren zur Herstellung eines dreidimensionalen Objekts mit verbesserter Trennung ausgehärteter Materialschichten von einer Bauebene |
| US7649029B2 (en) | 2004-05-17 | 2010-01-19 | 3M Innovative Properties Company | Dental compositions containing nanozirconia fillers |
| US7097302B2 (en) | 2004-07-03 | 2006-08-29 | Mcgregor Scott D | Rigid gas permeable contact lens with 3-part curvature |
| US7556490B2 (en) | 2004-07-30 | 2009-07-07 | Board Of Regents, The University Of Texas System | Multi-material stereolithography |
| US7292207B1 (en) | 2004-08-27 | 2007-11-06 | Sun Microsystems, Inc. | Computing blending functions for the tiling of overlapped video projectors |
| WO2006028806A2 (en) | 2004-09-01 | 2006-03-16 | Appleton Papers Inc. | Encapsulated cure systems |
| US7642316B2 (en) | 2004-10-14 | 2010-01-05 | Dow Global Technologies, Inc. | Rubber modified monovinylidene aromatic polymers and fabricated articles prepared therefrom |
| EP1810206B1 (en) | 2004-10-19 | 2014-07-09 | Rolls-Royce Corporation | Method associated with anisotropic shrink in sintered ceramic items |
| US9198847B2 (en) | 2004-11-05 | 2015-12-01 | The Procter & Gamble Company | Personal care composition containing a non-guar galactomannan polymer derivative and an anionic surfactant system |
| JP2008519885A (ja) | 2004-11-10 | 2008-06-12 | ダウ グローバル テクノロジーズ インコーポレイティド | 両親媒性ブロックコポリマーで変性したエポキシ樹脂及びそれらから製造した接着剤 |
| RU2414471C2 (ru) | 2005-02-02 | 2011-03-20 | Циба Спешиалти Кемикэлз Холдинг Инк. | Бензотриазоловые поглотители уф-лучей со смещенным в длинноволновую область спектром поглощения и их применение |
| KR100637450B1 (ko) | 2005-02-16 | 2006-10-23 | 한양대학교 산학협력단 | 플루오로알킬술폰늄염의 광산발생기가 치환된 화합물과 이를 중합한 공중합체 |
| US7344731B2 (en) | 2005-06-06 | 2008-03-18 | Bausch & Lomb Incorporated | Rigid gas permeable lens material |
| EP2537657A3 (en) | 2005-08-09 | 2016-05-04 | The University of North Carolina At Chapel Hill | Methods and materials for fabricating microfluidic devices |
| US7709544B2 (en) | 2005-10-25 | 2010-05-04 | Massachusetts Institute Of Technology | Microstructure synthesis by flow lithography and polymerization |
| US8334025B2 (en) * | 2005-10-27 | 2012-12-18 | 3D Systems, Inc. | Antimony-free photocurable resin composition and three dimensional article |
| US20070178133A1 (en) | 2005-11-09 | 2007-08-02 | Liquidia Technologies, Inc. | Medical device, materials, and methods |
| DE602005013536D1 (de) | 2005-11-18 | 2009-05-07 | Agfa Graphics Nv | Verfahren zur Herstellung einer Lithografiedruckform |
| US20070191506A1 (en) | 2006-02-13 | 2007-08-16 | 3M Innovative Properties Company | Curable compositions for optical articles |
| WO2007124092A2 (en) | 2006-04-21 | 2007-11-01 | Cornell Research Foundation, Inc. | Photoacid generator compounds and compositions |
| US7524615B2 (en) | 2006-08-14 | 2009-04-28 | Gary Ganghui Teng | Negative laser sensitive lithographic printing plate having specific photosensitive composition |
| US8481622B2 (en) | 2006-09-01 | 2013-07-09 | The Curators Of The University Of Missouri | Soybean based epoxy resin and methods of making and use |
| JP2008101088A (ja) | 2006-10-18 | 2008-05-01 | Sumika Bayer Urethane Kk | 脂肪族ポリイソシアネート組成物およびそれを用いたポリウレタン樹脂塗料組成物 |
| US20080103226A1 (en) | 2006-10-31 | 2008-05-01 | Dsm Ip Assets B.V. | Photo-curable resin composition |
| US7892474B2 (en) | 2006-11-15 | 2011-02-22 | Envisiontec Gmbh | Continuous generative process for producing a three-dimensional object |
| US8128393B2 (en) | 2006-12-04 | 2012-03-06 | Liquidia Technologies, Inc. | Methods and materials for fabricating laminate nanomolds and nanoparticles therefrom |
| WO2008077850A2 (en) | 2006-12-21 | 2008-07-03 | Agfa Graphics Nv | 3d-inkjet printing methods |
| EP2123711B1 (en) | 2007-02-28 | 2016-12-14 | Kaneka Corporation | Thermosetting resin composition having rubbery polymer particle dispersed therein, and process for production thereof |
| US8524816B2 (en) | 2007-03-15 | 2013-09-03 | Magni Industries, Inc. | Coating resistant to bio-diesel fuels |
| KR101514093B1 (ko) | 2007-04-03 | 2015-04-21 | 바스프 에스이 | 광활성화가능한 질소 염기 |
| WO2008127925A2 (en) | 2007-04-11 | 2008-10-23 | Dow Global Technologies, Inc. | Structural epoxy resins containing core-shell rubbers |
| US7961157B2 (en) | 2007-05-14 | 2011-06-14 | Christie Digital Systems Usa, Inc. | Configurable imaging system |
| BRPI0811680A2 (pt) | 2007-06-20 | 2015-02-10 | Dow Global Technologies Inc | "adesivo estrutural de um componente e método" |
| US20090035350A1 (en) | 2007-08-03 | 2009-02-05 | John Stankus | Polymers for implantable devices exhibiting shape-memory effects |
| DK2052693T4 (da) | 2007-10-26 | 2021-03-15 | Envisiontec Gmbh | Proces og fri-formfabrikationssystem til at fremstille en tredimensionel genstand |
| US7862176B2 (en) | 2007-11-24 | 2011-01-04 | Truform Optics | Method of fitting rigid gas-permeable contact lenses from high resolution imaging |
| EP2235087B1 (en) | 2008-01-23 | 2014-10-01 | Dow Global Technologies LLC | Epoxy resin hardener compositions and epoxy resin compositions containing such hardener compositions |
| US8980813B2 (en) | 2008-02-21 | 2015-03-17 | S. C. Johnson & Son, Inc. | Cleaning composition having high self-adhesion on a vertical hard surface and providing residual benefits |
| US7902526B2 (en) | 2008-04-28 | 2011-03-08 | Massachusetts Institute Of Technology | 3D two-photon lithographic microfabrication system |
| US8261780B2 (en) | 2008-08-01 | 2012-09-11 | Delaware Capital Formation, Inc. | RFID controlled chemical porportioner and dispenser |
| US20100140852A1 (en) | 2008-12-04 | 2010-06-10 | Objet Geometries Ltd. | Preparation of building material for solid freeform fabrication |
| US8777602B2 (en) | 2008-12-22 | 2014-07-15 | Nederlandse Organisatie Voor Tobgepast-Natuurwetenschappelijk Onderzoek TNO | Method and apparatus for layerwise production of a 3D object |
| FR2940094B1 (fr) | 2008-12-22 | 2011-02-25 | Oreal | Composition cosmetique detergente comprenant quatre tensioactifs, un polymere cationique et un sel de zinc |
| WO2010108863A1 (de) | 2009-03-24 | 2010-09-30 | Basf Se | Strahlungshärtbare hochfunktionelle polyurethan(meth)acrylate |
| US8173750B2 (en) | 2009-04-23 | 2012-05-08 | ATRP Solutions, Inc. | Star macromolecules for personal and home care |
| DE102009027826A1 (de) | 2009-04-29 | 2010-11-04 | Evonik Degussa Gmbh | Katalyse von Epoxidharzformulierungen |
| US20100280151A1 (en) | 2009-05-04 | 2010-11-04 | Toray Industries, Inc. | Toughened fiber reinforced polymer composite with core-shell particles |
| US8289346B2 (en) | 2009-05-06 | 2012-10-16 | Christie Digital Systems Usa, Inc. | DLP edge blending artefact reduction |
| US8383025B2 (en) | 2009-05-19 | 2013-02-26 | Nanyang Technological University | Method of manufacturing micro patterned device and device obtained by the method |
| US8102332B2 (en) | 2009-07-21 | 2012-01-24 | Seiko Epson Corporation | Intensity scaling for multi-projector displays |
| US8728335B2 (en) * | 2009-07-23 | 2014-05-20 | Dow Corning Corporation | Method and materials for double patterning |
| US8372330B2 (en) | 2009-10-19 | 2013-02-12 | Global Filtration Systems | Resin solidification substrate and assembly |
| US9169386B2 (en) | 2009-10-27 | 2015-10-27 | Eco Green Resins, Llc | Organic vegetable oil based resin and preparation method thereof |
| KR20120109558A (ko) | 2009-12-17 | 2012-10-08 | 디에스엠 아이피 어셋츠 비.브이. | 트라이아릴 설포늄 보레이트 양이온 광개시제를 포함하는 적층식 제작을 위한 액체 방사선 경화성 수지 |
| IT1397457B1 (it) | 2010-01-12 | 2013-01-10 | Dws Srl | Piastra di modellazione per una macchina stereolitografica, macchina stereolitografica impiegante tale piastra di modellazione e utensile per la pulizia di tale piastra di modellazione. |
| US8492325B2 (en) | 2010-03-01 | 2013-07-23 | The Procter & Gamble Company | Dual-usage liquid laundry detergents comprising a silicone anti-foam |
| GB201015277D0 (en) | 2010-09-14 | 2010-10-27 | Xeros Ltd | Novel cleaning method |
| US20120080824A1 (en) | 2010-10-01 | 2012-04-05 | Acushnet Company | Cast polyurethane and polyurea covers for golf balls |
| EP2436510A1 (en) * | 2010-10-04 | 2012-04-04 | 3D Systems, Inc. | System and resin for rapid prototyping |
| US20140005302A1 (en) * | 2010-10-14 | 2014-01-02 | Tnemec Company, Inc. | Geopolymer and epoxy simultaneous interpenetrating polymer network composition, and methods for the same |
| EP2670572B1 (en) | 2011-01-31 | 2022-09-21 | Global Filtration Systems, A DBA of Gulf Filtration Systems Inc. | Apparatus for making three-dimensional objects from multiple solidifiable materials |
| CN102715751A (zh) | 2011-03-30 | 2012-10-10 | 朱雪兵 | 凝胶垫及其紫外固化生产方法 |
| PL2707224T3 (pl) | 2011-05-09 | 2018-08-31 | Saudi Aramco Technologies Company | Kompozycje polimerowe i sposoby |
| WO2012160462A2 (en) | 2011-05-20 | 2012-11-29 | Ecolab Usa Inc. | Non-corrosive oven degreaser concentrate |
| JP5674041B2 (ja) | 2011-08-11 | 2015-02-18 | 株式会社ダイフク | 物品搬送設備 |
| US8877837B2 (en) * | 2011-09-21 | 2014-11-04 | Basf Se | Curing of epoxy resin compositions comprising cyclic carbonates using mixtures of amino hardeners and catalysts |
| RU2584948C2 (ru) | 2011-12-28 | 2016-05-20 | Хантсмэн Интернэшнл Ллс | Отверждаемая композиция, содержащая полиизоцианатную композицию |
| US9566742B2 (en) | 2012-04-03 | 2017-02-14 | Massachusetts Institute Of Technology | Methods and apparatus for computer-assisted spray foam fabrication |
| US8869866B2 (en) | 2012-04-15 | 2014-10-28 | Christie Digital Systems Usa, Inc. | Tiled display rotational assembly |
| US8786788B2 (en) | 2012-04-20 | 2014-07-22 | Mersive Technologies, Inc. | System and method for image aspect preservation in multiple projector alignment |
| US9120270B2 (en) | 2012-04-27 | 2015-09-01 | University Of Southern California | Digital mask-image-projection-based additive manufacturing that applies shearing force to detach each added layer |
| US9636873B2 (en) | 2012-05-03 | 2017-05-02 | B9Creations, LLC | Solid image apparatus with improved part separation from the image plate |
| US8860640B2 (en) | 2012-05-30 | 2014-10-14 | Christie Digital Systems Usa, Inc. | Zonal illumination for high dynamic range projection |
| US9481134B2 (en) | 2012-06-08 | 2016-11-01 | Makerbot Industries, Llc | Build platform leveling with tactile feedback |
| EP2679380A1 (en) * | 2012-06-28 | 2014-01-01 | RECTICEL Automobilsysteme GmbH | Method for manufacturing a flexible skin having at least one insert adhered thereto. |
| ITVI20120188A1 (it) | 2012-07-30 | 2014-01-31 | Dws Srl | Confezione di resina stereolitografica e metodo di mescolamento di una resina stereolitografica contenuta in tale confezione |
| EP2888331B1 (en) | 2012-08-27 | 2019-03-20 | Dow Global Technologies LLC | Accelerated and toughened two-part epoxy adhesives |
| US20150240113A1 (en) | 2012-09-17 | 2015-08-27 | 3N Innovative Properties Company | Powder coating epoxy compositions, methods, and articles |
| CA2888341A1 (en) | 2012-10-24 | 2014-05-01 | The Procter & Gamble Company | Anti foam compositions comprising aryl bearing polyorganosilicons |
| EP2757118A1 (en) | 2013-01-17 | 2014-07-23 | Allnex Belgium, S.A. | Radiation curable aqueous compositions with reversible drying. |
| MX350841B (es) * | 2013-02-12 | 2017-09-18 | Carbon3D Inc | Método y aparato para fabricación tridimensional. |
| BR112015017976A2 (pt) | 2013-02-12 | 2017-07-11 | Carbon3D Inc | impressão de interfase líquida contínua |
| US9498920B2 (en) | 2013-02-12 | 2016-11-22 | Carbon3D, Inc. | Method and apparatus for three-dimensional fabrication |
| US9080007B2 (en) | 2013-02-28 | 2015-07-14 | Air Products And Chemicals, Inc. | Anhydride accelerators for epoxy resin systems |
| WO2014152428A1 (en) | 2013-03-15 | 2014-09-25 | Curatolo Benedict S | Dual curable composition |
| JP6414411B2 (ja) | 2013-08-09 | 2018-10-31 | ディーエスエム アイピー アセッツ ビー.ブイ.Dsm Ip Assets B.V. | 積層造形用の低粘度液状放射線硬化型歯科アライナー成形型用樹脂組成物 |
| KR101956281B1 (ko) * | 2013-08-13 | 2019-03-08 | 삼성전기주식회사 | 수지 조성물, 이를 이용한 인쇄회로기판 및 그 제조방법 |
| US9360757B2 (en) | 2013-08-14 | 2016-06-07 | Carbon3D, Inc. | Continuous liquid interphase printing |
| CN103571211A (zh) | 2013-10-13 | 2014-02-12 | 甘春丽 | 双重固化组合物 |
| JP6433651B2 (ja) | 2013-11-21 | 2018-12-05 | スリーエム イノベイティブ プロパティズ カンパニー | 接着剤、接着剤付部材及び部材間の接続方法 |
| CA2937969C (en) * | 2013-12-31 | 2023-10-03 | Dentsply International Inc. | Dental compositions containing upconversion phosphors and methods of use |
| US9654377B2 (en) | 2014-01-30 | 2017-05-16 | Thomson Licensing | Per port ethernet packet processing mode by device type |
| CN106030157A (zh) | 2014-02-18 | 2016-10-12 | 艾科泰国际知识产权控股有限公司 | 用于改进的差速器锁的系统及方法 |
| US10562346B2 (en) | 2014-03-13 | 2020-02-18 | Honda Motor Co., Ltd. | Vehicle wheel with sub air chamber |
| WO2015141782A1 (ja) | 2014-03-19 | 2015-09-24 | シーメット株式会社 | プリントヘッドユニット、三次元積層造形装置、三次元積層造形方法および造形物 |
| US9802362B2 (en) * | 2014-03-27 | 2017-10-31 | Seiko Epson Corporation | Three-dimensional formation apparatus, three-dimensional formation method, and computer program |
| EP3134250B1 (en) | 2014-04-25 | 2023-11-15 | Carbon, Inc. | Continuous three dimensional fabrication from immiscible liquids |
| WO2015164954A1 (en) | 2014-04-30 | 2015-11-05 | Magna International Inc. | Apparatus and process for forming three-dimensional objects |
| US9782934B2 (en) | 2014-05-13 | 2017-10-10 | Autodesk, Inc. | 3D print adhesion reduction during cure process |
| US10073424B2 (en) | 2014-05-13 | 2018-09-11 | Autodesk, Inc. | Intelligent 3D printing through optimization of 3D print parameters |
| EP4147851B1 (en) | 2014-06-08 | 2024-05-01 | Massivit 3D Printing Technologies Ltd. | A method for manufacture of 3d objects |
| CN105313332B (zh) | 2014-06-09 | 2020-05-05 | 联合工艺公司 | 由两部分组成的热固性树脂增材制造系统 |
| EP3158399B1 (en) | 2014-06-23 | 2022-10-26 | Carbon, Inc. | Polyurethane resins having multiple mechanisms of hardening for use in producing three-dimensional objects |
| WO2016007495A1 (en) * | 2014-07-10 | 2016-01-14 | Carbon3D, Inc. | Methods and apparatus for continuous liquid interface production with rotation |
| US9574039B1 (en) | 2014-07-22 | 2017-02-21 | Full Spectrum Laser | Additive use in photopolymer resin for 3D printing to enhance the appearance of printed parts |
| WO2016140888A1 (en) * | 2015-03-05 | 2016-09-09 | Carbon3D, Inc. | Fabrication of three dimensional objects with variable slice thickness |
| WO2016145050A1 (en) | 2015-03-10 | 2016-09-15 | Carbon3D, Inc. | Microfluidic devices having flexible features and methods of making the same |
| US10336000B2 (en) * | 2015-03-13 | 2019-07-02 | Carbon, Inc. | Methods, systems, and computer program products for determining orientation and fabrication parameters used in three-dimensional (3D) continuous liquid interface printing (CLIP) systems, and related printers |
| US10106643B2 (en) * | 2015-03-31 | 2018-10-23 | 3M Innovative Properties Company | Dual-cure nanostructure transfer film |
| EP3304201A4 (en) | 2015-04-30 | 2019-06-26 | Castanon, Diego | IMPROVED STEREOLITHOGRAPHY SYSTEM |
| CN104842565A (zh) | 2015-05-14 | 2015-08-19 | 何岷洪 | 一种快速液体界面3d打印系统 |
| CN104943174B (zh) | 2015-05-26 | 2017-04-19 | 大族激光科技产业集团股份有限公司 | 3d打印装置及其打印方法 |
| US9708440B2 (en) | 2015-06-18 | 2017-07-18 | Novoset, Llc | High temperature three dimensional printing compositions |
| EP3313649B1 (en) | 2015-06-25 | 2020-02-26 | Dws S.R.L. | Stereolithography machine |
| US20170021566A1 (en) | 2015-07-23 | 2017-01-26 | John F. Lund | Systems and methods for producing three-dimensional objects |
| JP6845226B2 (ja) * | 2015-09-09 | 2021-03-17 | カーボン,インコーポレイテッド | 積層造形用エポキシ二重硬化樹脂 |
| US10384439B2 (en) | 2015-11-06 | 2019-08-20 | Stratasys, Inc. | Continuous liquid interface production system with viscosity pump |
| JP6894015B2 (ja) | 2017-06-21 | 2021-06-23 | カーボン,インコーポレイテッド | 積層造形の方法 |
-
2016
- 2016-12-20 CN CN201680050991.1A patent/CN108139665B/zh active Active
- 2016-12-20 CN CN202210733377.2A patent/CN115195104B/zh active Active
- 2016-12-20 WO PCT/US2016/067739 patent/WO2017112653A1/en active Application Filing
- 2016-12-20 JP JP2018516151A patent/JP7189015B2/ja active Active
- 2016-12-20 US US15/755,385 patent/US10350823B2/en active Active
- 2016-12-20 EP EP16831863.2A patent/EP3341792A1/en active Pending
-
2019
- 2019-06-05 US US16/432,352 patent/US11440244B2/en active Active
-
2022
- 2022-03-17 US US17/655,227 patent/US11833744B2/en active Active
- 2022-08-15 JP JP2022129370A patent/JP7411742B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US11833744B2 (en) | 2023-12-05 |
| WO2017112653A1 (en) | 2017-06-29 |
| US20220203609A1 (en) | 2022-06-30 |
| US20180264719A1 (en) | 2018-09-20 |
| EP3341792A1 (en) | 2018-07-04 |
| CN115195104B (zh) | 2023-12-05 |
| CN115195104A (zh) | 2022-10-18 |
| JP2022169640A (ja) | 2022-11-09 |
| US10350823B2 (en) | 2019-07-16 |
| JP2019503885A (ja) | 2019-02-14 |
| JP7189015B2 (ja) | 2022-12-13 |
| JP7411742B2 (ja) | 2024-01-11 |
| US20190283316A1 (en) | 2019-09-19 |
| CN108139665A (zh) | 2018-06-08 |
| US11440244B2 (en) | 2022-09-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108139665B (zh) | 用于用双重固化树脂的增材制造的双重前体树脂系统 | |
| CN108475008B (zh) | 一种形成三维物体的方法 | |
| US11034084B2 (en) | Dual cure additive manufacturing of rigid intermediates that generate semi-rigid, flexible, or elastic final products | |
| CN106796392B (zh) | 由具有多重硬化机制的材料制备聚氨酯三维物体的方法 | |
| US10647054B2 (en) | Accelerants for additive manufacturing with dual cure resins | |
| WO2017112521A1 (en) | Production of flexible products by additive manufacturing with dual cure resins |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |