CN105452958B - 通过承载体利用进料的三维制造的方法和设备 - Google Patents
通过承载体利用进料的三维制造的方法和设备 Download PDFInfo
- Publication number
- CN105452958B CN105452958B CN201480008529.6A CN201480008529A CN105452958B CN 105452958 B CN105452958 B CN 105452958B CN 201480008529 A CN201480008529 A CN 201480008529A CN 105452958 B CN105452958 B CN 105452958B
- Authority
- CN
- China
- Prior art keywords
- build
- carrier
- region
- polymerizable liquid
- liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/82—Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M37/00—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin
- A61M37/0015—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin by using microneedles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/0061—Moulds or cores; Details thereof or accessories therefor characterised by the configuration of the material feeding channel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0888—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using transparant moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
- B29C64/129—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
- B29C64/129—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask
- B29C64/135—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask the energy source being concentrated, e.g. scanning lasers or focused light sources
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/40—Structures for supporting 3D objects during manufacture and intended to be sacrificed after completion thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/0037—Production of three-dimensional images
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2240/00—Manufacturing or designing of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof
- A61F2240/001—Designing or manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C2033/0005—Moulds or cores; Details thereof or accessories therefor with transparent parts, e.g. permitting visual inspection of the interior of the cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0827—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using UV radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2071/00—Use of polyethers, e.g. PEEK, i.e. polyether-etherketone or PEK, i.e. polyetherketone or derivatives thereof, as moulding material
- B29K2071/02—Polyalkylene oxides, e.g. PEO, i.e. polyethylene oxide, or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0005—Condition, form or state of moulded material or of the material to be shaped containing compounding ingredients
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0058—Liquid or visquous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2827/00—Use of polyvinylhalogenides or derivatives thereof as mould material
- B29K2827/12—Use of polyvinylhalogenides or derivatives thereof as mould material containing fluorine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2883/00—Use of polymers having silicon, with or without sulfur, nitrogen, oxygen, or carbon only, in the main chain, as mould material
- B29K2883/005—LSR, i.e. liquid silicone rubbers, or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/0026—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0059—Degradable
- B29K2995/006—Bio-degradable, e.g. bioabsorbable, bioresorbable or bioerodible
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0065—Permeability to gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/753—Medical equipment; Accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/753—Medical equipment; Accessories therefor
- B29L2031/7532—Artificial members, protheses
- B29L2031/7534—Cardiovascular protheses
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/49—Nc machine tool, till multiple
- G05B2219/49016—Desktop manufacturing [DTM]; Solid freeform machining [SFM]; Solid freeform fabrication [SFF]
Abstract
形成三维物体的方法,通过以下实施:(a)提供承载体和构建板,所述构建板包含半渗透性元件,所述半渗透性元件包含构建表面,其中所述构建表面和所述承载体限定它们之间的构建区域,和所述构建表面通过半渗透性元件与聚合抑制剂来源流体连通;(b)用可聚合液体填充所述构建区域,所述可聚合液体与所述构建表面接触;(c)通过所述构建板照射所述构建区域以在所述构建区域内产生固体聚合区域,同时形成或保持在所述固体聚合区域和所述构建表面之间形成的由可聚合液体组成的液膜脱离层,通过所述聚合抑制剂抑制该液膜的聚合;和(d)将附着有聚合区域的承载体提升远离所述构建板上的构建表面,以产生在所述聚合区域和所述构建表面之间的后续构建区域;(e)其中所述承载体具有形成在其中的至少一个通道,和通过将可聚合液体通过至少一个通道通入或压入构建区域来实施填充步骤。也描述了用于实施所述方法的设备。
Description
相关申请
本申请主张共同拥有的以下专利申请的权益:2013年12月23日提交的US临时专利申请序号61/919,903(案件号1151-3PR2);2013年8月14日提交的61/865,841(案件号1151-3PR)和2013年2月12日提交的61/763,746(案件号1151-2PR),其公开内容通过引用以其全文并入本文。
发明领域
本发明涉及由液体可聚合材料制造固体三维物体的方法和设备。
发明背景
在常规添加剂或三维制造技术中,三维物体的构造以步进式或逐层式进行。特别地,在可见或UV光照射作用下,通过可光固化树脂的固化进行层形成。已知两种技术:一种为新层形成在增长物体的上表面;另一种为新层形成在增长物体的下表面。
如果新层形成在增长物体的上表面,则在每个照射步骤之后,使构造中的物体降低进入树脂“池”,树脂新层涂覆在顶上,并进行新的照射步骤。这种技术的早期实例给出于Hull,美国专利号5,236,637,图3。这些“自上而下”技术的缺点是需要将增长物体浸没在(可能是深的)液体树脂池中并重新组成液体树脂的精确覆盖层。
如果新层形成在增长物体的底部,则在每个照射步骤之后,必须使构造中的物体从制造井的底板上分离。这种技术的早期实例给出于Hull,美国专利号5,236,637,图4。虽然这种“自下而上”的技术有可能消除对深井(将物体浸没在其中)的需要,取而代之的是将物体从相对浅的井或池中提升,但在商业实施时,利用这种“自下而上”的制造技术的问题在于,当从底板分离所述固化层时,由于它们之间的物理和化学相互作用,必须极为注意,且使用额外的机械元件。例如,在美国专利号7,438,846中,弹性隔离层用于实现在底部构造平面上固化材料的“非破坏性”分离。其它方法,例如B9 Creations of Deadwood,SouthDakota,USA销售的B9 CreatorTM 3D打印机,使用滑动构建板。参见例如M. Joyce,美国专利申请2013/0292862和Y.Chen等人的美国专利申请2013/0295212(两者都在2013年11月7日);也参见Y. Pan等人,J. Manufacturing Sci. and Eng.,134,051011-1 (2012年10月)。这些方法引入机械步骤,其可能使所述设备复杂化,减慢所述方法和/或可能使最终产品变形。
生产三维物体的连续方法在美国专利号7,892,474中以一定篇幅在“自上而下”技术方面提出,但是该参考文献未解释它们可如何在“自下而上”系统中以对生产的制品非破坏性的方式实现。因此,需要替代方法和设备用于三维制造,其可消除在“自下而上”制造中对机械分离步骤的需要。
发明概要
本文描述用于三维物体的总体上连续生产的方法、系统和设备(包括相关的控制方法、系统和设备)。在这些方法、系统和设备中,由液体界面生产三维物体。因此,为方便起见且不是为了限制,它们有时称为“连续液体中间相打印”。示意图在本文的图1中给出。
如下讨论,界面在相同可聚合液体的第一和第二层或区域之间。第一层或区域(有时也称为“死区”)包含聚合抑制剂(至少为抑制聚合的量);在第二层或区域中,抑制剂已经消耗至基本不再抑制聚合的点(或已不再结合或渗透在其中)。第一和第二区域未形成彼此之间的严格的界面,而是有组成梯度,其还可描述为在它们之间形成与明显界面相对的中间相,因为所述相彼此可混溶,且还产生它们之间(也在制造的三维物体和通过其照射可聚合液体的构建表面之间)的聚合梯度(部分地或完全地重叠)。三维物体可由聚合梯度连续地制造、增长或生产(而不是逐层制造)。因此,可减少或消除在生产的物体上产生缺陷或切割线,这可发生在逐层技术中,例如Y. Pan等人或J. Joyce等人描述的(上述说明)。当然,当期望时,如下进一步讨论,可有意引入这种缺陷或切割线。
在连续液体相界面打印的一些实施方案中,第一层或区域紧接地提供在构建板之上,或与构建板接触。构建板对于引发聚合的照射(例如,图案化照射)是透明,但是构建板优选对聚合抑制剂为半渗透性的并允许聚合抑制剂(例如,氧)部分或完全通过其中(例如,以便连续地将抑制剂进料至“死区”)。构建板优选为“固定的”或“不动的”,意思是其不需滑动、缩进、回弹等以产生分离或顺序步骤(如在逐层方法中)。当然,构建板在x和/或y方向的较小运动(不会过度地中断聚合梯度,但是仍允许液体界面的连续聚合)仍可适应一些实施方案,也如下论述。
因此,本发明提供了形成三维物体的方法,其包含:提供承载体和具有构建表面的光学透明的元件,所述承载体和所述构建表面限定了它们之间的构建区域;用可聚合液体填充所述构建区域;通过所述光学透明元件照射所述构建区域以由所述可聚合液体形成固体聚合物,同时将所述承载体提升远离所述构建表面以由所述固体聚合物形成三维物体,还同时地,(i)连续保持可聚合液体的死区与所述构建表面接触,和(ii)连续保持在所述死区和所述固体聚合物之间的聚合区域梯度和它们的相互接触,所述聚合区域梯度包含部分固化形式的所述可聚合液体(例如,使得在所述三维物体中的固体聚合物层之间的缺陷或切割线形成减少)。在一些实施方案中,光学透明元件包含半渗透性元件,和通过将聚合抑制剂进料通过所述光学透明元件来实施所述连续保持死区,从而产生在所述死区内的抑制剂梯度和任选地所述聚合区域额梯度的至少一部分;在其它实施方案中,光学透明元件包含半渗透性元件,且经配置以包含足够量的抑制剂(或“池”)以连续保持死区足够的时间长度,以生产要制造的制品,在所述方法期间没有另外的抑制剂进料(在生产运行之间,该“池”可补充或再装入)。在一些实施方案中,光学透明元件由半渗透性含氟聚合物、刚性透气聚合物、多孔玻璃或它们的组合组成。在一些实施方案中,照射步骤用二维辐射图案投影在所述构建区域内实施,其中所述图案随时间变化,而所述同时提升步骤持续足够的时间以形成所述三维物体(即,在该时间期间,保持所述聚合区域梯度)。
虽然死区和聚合区域梯度在它们之间不具有严格的边界(两者相会的那些位置),在一些实施方案中,聚合区域梯度的厚度至少与死区的厚度一样大。因此,在一些实施方案中,死区具有0.01、0.1、1、2或10微米至100、200或400微米或更大的厚度,和/或所述聚合区域梯度和所述死区共同厚度为1或2微米至400、600或1000微米或更大。在一些实施方案中,聚合区域梯度保持(当聚合步骤持续时)的时间为至少5、10、15、20或30秒至5、10、15或20分钟或更多,或直到三维产品完成。
所述方法还可包含中断所述聚合区域梯度的步骤,经过足以在所述三维物体中形成切割线的时间(例如,在有意切割的预定所需位置,或在所述物体中阻止切割或减少切割不重要的位置),然后恢复所述聚合区域梯度(例如,通过暂停和继续提升步骤,增加然后减少照射强度,和它们的组合)。
所述方法还可包含在将所述可聚合液体提供至构建区域和/或在构建区域内时加热所述可聚合液体(例如按在以下实例中给出的量),以减少它们在构建区域内的粘度(例如,按在以下实例中给出的量)。
可实施所述方法和执行所述设备,其中所述承载体具有在其中形成的至少一个通道,和所述填充步骤通过将所述可聚合液体通过所述至少一个通道通至或压至所述构建区域中来实施(例如,其中所述承载体具有在其中形成的多个通道,和其中不同的可聚合液体通过所述多个通道的不同通道压入;例如,其进一步包含同时形成与所述物体分开的至少一个或多个外部进料导管,所述至少一个进料导管各自与所述承载体内的通道流体连通,以将至少一种或多种不同的可聚合液体由所述承载体供应至所述构建区域)。在一些实施方案中,半渗透性元件具有0.1或1毫米至10或100毫米的厚度;和/或所述半渗透性元件具有至少10巴的氧渗透率。
本发明的一个具体方面为形成三维物体的方法,其包含以下步骤:
(a)提供承载体和构建板,所述构建板包含半渗透性元件,半渗透性元件包含构建表面,其中构建表面和承载体限定它们之间的构建区域,和构建表面通过半渗透性元件与聚合抑制剂来源流体连通;
(b)用可聚合液体填充构建区域,可聚合液体与构建表面接触;
(c)通过构建板照射构建区域以产生构建区域内的固体聚合区域,同时形成或保持在固体聚合区域和构建表面之间形成由可聚合液体组成的液膜脱离层,通过聚合抑制剂抑制该液膜的聚合;和
(d)将附着有聚合区域的承载体提升远离构建板上的构建表面以产生在聚合区域和构建表面之间的后续构建区域;
(e)其中所述承载体具有形成在其中的至少一个通道,和通过所述至少一个通道将可聚合液体通入或压入构建区域来实施填充步骤。
在上述的一些实施方案中,承载体具有在其中形成的多个通道,和其中通过多个通道的不同通道压入不同的可聚合液体。
在上述的一些实施方案中,所述方法进一步包含同时形成与物体分开的至少一个或多个外部进料导管,所述至少一个进料导管各自与承载体内的通道流体连通,以将至少一种或多种不同的可聚合液体从承载体供应至构建区域。
在一些实施方案中,所述方法可进一步包含:(e)连续和/或重复步骤(b)至(e),以产生附着于先前聚合区域的后续聚合区域,直到彼此附着的聚合区域连续或重复沉积形成三维物体。
在一些实施方案中,步骤(b)至(e)同时实施。
在一些实施方案中,构建板是基本上固定的或不动的。
在一些实施方案中,聚合抑制剂来源为在半渗透性元件内的聚合抑制剂储器。
在一些实施方案中,半渗透性元件还包含与构建表面分开的进料表面。
在一些实施方案中,进料表面与聚合抑制剂流体接触以便提供聚合抑制剂来源。
在一些实施方案中,所述方法还包含在构建区域内加热可聚合液体以减少它们的粘度。
在一些实施方案中,所述方法还包含在构建区域内冷却可聚合液体以消散由聚合反应产生的热量。
在一些实施方案中,在至少0.1、1、10、100或1000微米/秒的累积速率下实施提升步骤。
在一些实施方案中,将过量的可聚合液体供应到构建区域,由此移除或排出以冷却构建区域,然后任选地再循环回到构建区域。
在一些实施方案中,通过将承载体垂直地从构建表面提升来实施提升步骤。
在一些实施方案中,半渗透性元件包含上表面部分、下表面部分和侧表面部分;构建表面在上表面部分上;和进料表面在上表面部分、下表面部分和侧表面部分至少之一上。
在一些实施方案中,半渗透性元件具有0.1或1毫米至10或100毫米的厚度;和/或半渗透性元件具有至少7.5x10-17m2s-1Pa-1(10巴)的氧渗透性;和/或半渗透性元件由半渗透性含氟聚合物、刚性透气聚合物、多孔玻璃或它们的组合形成。
在一些实施方案中,照射步骤用光化辐射实施。
在一些实施方案中,承载体在其上面具有可溶性牺牲层,和三维物体形成在可溶性牺牲层上。
在一些实施方案中,构建区域的总表面积占据构建表面总表面积的至少70%;和/或承载体和物体在任何方向的横向运动不超过相应方向上构建区域宽度的30%。
在一些实施方案中,可聚合液体包含自由基可聚合液体和抑制剂包含氧。
在一些实施方案中,可聚合液体包含酸催化或阳离子可聚合液体,和抑制剂包含碱。
在一些实施方案中,可聚合液体还包含活性剂、可检测剂、固体颗粒或它们的组合。
在一些实施方案中,三维物体包含医学装置、杆或纤维。
在一些实施方案中,照射步骤通过无掩模光刻法实施。
在一些实施方案中,所述方法还包含以下步骤:监控或探测至少一个过程参数和/或提供至少一个已知的或预定的过程参数;然后响应监控的过程参数或已知的过程参数改变至少一个过程条件。
在一些实施方案中,将附着有聚合区域承载体单向提升远离在固定构建板上的构建表面。
本发明的另一具体方面为用于由可聚合液体形成三维物体的设备,其包含:(a)支撑体;(b)操作关联到所述支撑体的承载体,在该承载体上形成所述三维物体;(c)形成在承载体内的至少一个通道;(d)连接到支撑体的构建板,所述构建板包含半渗透性元件,所述半渗透性元件包含构建表面,其中构建表面和承载体限定它们之间的构建区域;(e)液体聚合物供应,其操作关联到所述构建板并配置用以将液体聚合物通过至少一个通道供应至构建区域中,用于固化/聚合;(f)照射源,其操作关联到构建板并配置用以通过构建板照射构建区域和在其中由液体聚合物形成固体聚合区域;和(g)通过所述半渗透性元件与聚合抑制剂来源流体连通的构建表面,以便促进在所述固体聚合区域和所述构建表面之间形成的由所述可聚合液体组成的液膜脱离层的形成或维持,通过所述聚合抑制剂抑制该液膜的聚合。
在上述的一些实施方案中,承载体具有在其中形成的多个通道,配置用于将不同的可聚合液体供应通过多个通道的不同通道。
在一些实施方案中,所述设备还包含与物体分开的至少一个或多个外部进料导管(例如,其可在物体制造过程中构造),所述至少一个进料导管各自与承载体内的通道流体连通,配置用于将至少一种或多种不同的可聚合液体由承载体供应至构建区域。
在上述的一些实施方案中,构建板是基本上固定的或不动的。
在上述的一些实施方案中,聚合抑制剂来源为在半渗透性元件内的聚合抑制剂储器。
在上述的一些实施方案中,半渗透性元件还包含与构建表面分开的进料表面。
在上述的一些实施方案中,进料表面与聚合抑制剂流体接触以便提供聚合抑制剂来源。
在上述的一些实施方案中,所述设备还包含控制器,其操作关联到承载体和光源,用于在构建区域内在液体聚合期间或之后将承载体提升远离构建板。
在上述的一些实施方案中,所述设备还包含加热器,其操作关联到构建板和/或液体聚合物供应器,所述加热器配置用于加热供应至构建区域内的可聚合液体。
在上述的一些实施方案中,所述设备还包含冷却器,其操作关联到构建板并配置用以冷却构建区域内的可聚合液体。
在上述的一些实施方案中,半渗透性元件包含上表面部分、下表面部分和侧表面部分;构建表面在上表面部分上;和进料表面在上表面部分、下表面部分和侧表面部分至少之一上。
上述的一些实施方案还包含操作关联到液体聚合物供应的压力源。
在上述的一些实施方案中,照射源包含光源。
上述的一些实施方案还包含空间光调制阵列,其操作关联到照射源和控制器,并配置用以通过无掩模光刻法实施可聚合液体的照射。
在上述的一些实施方案中,承载体包含操作关联到至少一个致动器的板、柱、网、膜、卷或它们的组合。
在上述的一些实施方案中,承载体包含驱动器,驱动器和控制器配置用以将承载体单向提升远离构建表面。
在上述的一些实施方案中,承载体在其上面具有可溶性牺牲层,和三维物体形成在可溶性牺牲层上。
在B9CreatorTM 3D打印机中,聚二甲硅氧烷(PDMS)涂层涂敷在滑动构建表面上。PDMS涂层据称会吸收氧并产生未聚合树脂的薄的润滑膜,通过它的作用用作聚合抑制剂。然而,通过将表面机械从增长物体下方移动(滑动),将PDMS涂布的构建表面直接用氧填满,同时用刮刀从那里刮掉未聚合的树脂,然后将其返回至它在增长物体下方的先前位置。虽然在一些实施方案中,提供提供抑制剂例如氧的辅助手段(例如,压缩机,连接至通到),但所述方法仍使用滑动和刮擦所述表面的逐层方法。因为PDMS涂层可通过树脂膨胀,该膨胀与这些机械步骤一起,可能导致PDMS涂层的磨损或损害。
本发明的非限制性实例和具体的实施方案在以下阐述的本文附图和说明书中更详细地描述。本文引用的所有美国专利参考文献的公开内容通过引用以其全文并入本文。
附图简述
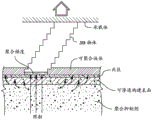
图1为本发明方法的一个实施方案的示意图。
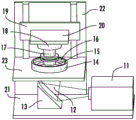
图2为本发明设备的一个实施方案的透视图。
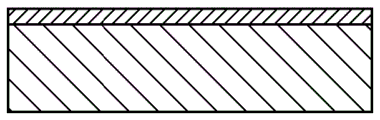
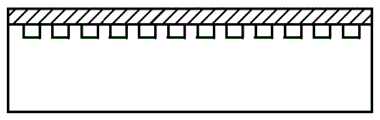
图3提供了用于本发明的刚性构建板的备选实施方案的侧剖视图。
图4说明了用于本发明的各种备选承载体。
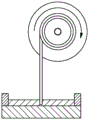
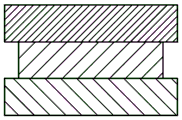
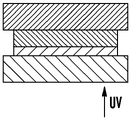
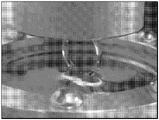
图5说明了在刚性构建板内帮助在其构建表面上建立非聚合膜的聚合抑制剂。
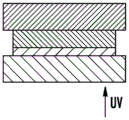
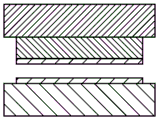
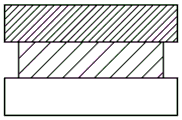
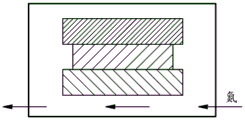
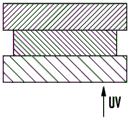
图6说明了抑制剂(在这种情况下为氧)从板背面上的进料表面向板前面上的构建表面迁移通过构建板,以帮助在构建表面上建立非聚合膜。
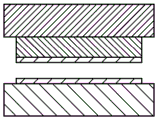
图7示意性地说明了增长的三维物体提升远离构建表面,和在后续聚合可实施之前,必须在填充它们之间的间隙。
图8示意性地说明了本发明的一个实施方案,其提供应用压力来加速在图8显示的间隙填充。
图9说明了通过本发明的方法和设备可生产的杆或纤维。
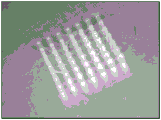
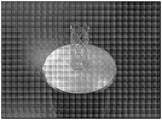
图10为用本发明的方法和设备制造的微针阵列图片。在其上容纳该阵列的承载体的直径大约与美国25美分硬币(或“quarter”)相同。基本相同的承载体用于如下说明的其它实例。
图11为用本发明的方法和设备制造的第二微针阵列的图片。
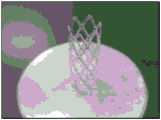
图12为用本发明的方法和设备制造的环状结构的图片。在制造时注意外延的“悬垂物(overhang)”。
图13为图12完成的环的图片。
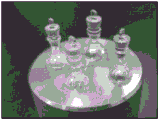
图14为用本发明的方法和设备制造的四个象棋棋子结构的图片。
图15为用本发明的方法和设备制造的矩形棱柱结构的图片。
图16为本发明的方法和设备制造的盘绕结构的图片。在制造直到完成结构期间注意外延的“悬垂物”。
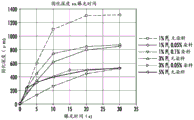
图17说明了在固化时间内染料和光引发剂的作用。
图18为类似于上图14显示的象棋棋子图片,但是通过本发明的方法用染色的树脂制作。
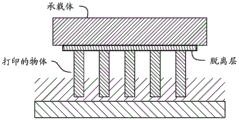
图19示意性地说明了在承载体上多个制品的制造,所述承载体在其上具有脱离层。
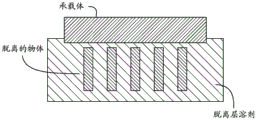
图20示意性地说明了从具有脱离层的承载体脱离多个制品。
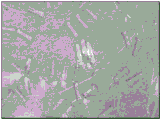
图21为本发明的方法和设备制造的棱柱阵列的图片,在脱离层上。
图22为图21中脱离之后的棱柱图片。
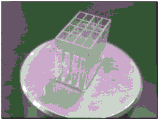
图23为本发明的方法和设备生产的圆柱状笼形结构的图片。
图24为类似于图21的阵列的图片,且通过基本相同的方法生产,除了包含聚乙二醇聚合物。
图25为类似于图23的圆柱状笼形结构的图片,且通过基本相同的方法生产,除了其包含聚乙二醇聚合物。应注意该部件是柔性的。
图26示意性地说明了本发明的设备的实施方案,其中包括一个或多个加热器以减小可聚合液体的粘度。
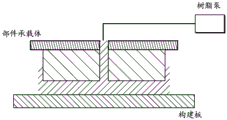
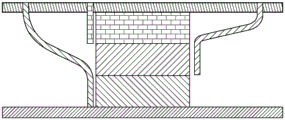
图27示意性地说明了本发明的设备的实施方案,其中构建区域用通过承载体进料的可聚合液体填充。
图28示意性地说明了本发明的实施方案,其中形成外部导管以促进一种或多种可聚合液体由承载体进料至构建区域。
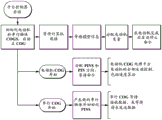
图29-31为说明了用于实施本发明的控制系统和方法的流程图。
说明性实施方案的详述
本发明现在参考附图更充分地在下文中描述,其中显示了本发明的实施方案。然而,本发明可体现为许多不同的形式,和不应理解为受限于本文阐述的实施方案;相反地,提供这些实施方案使得本公开是彻底的和完全的,并且将本发明的范围完全传递给本领域的技术人员。
全文中,相似的数字指代相似的元件。在图中,某些线、层、组件、元件或特征的厚度可能为了清楚而夸张。当使用时,除非另有指定,虚线说明任选的特征或操作。
本文使用的术语仅用于描述具体实施方案的目的,和不期望限制本发明。如本文所用,单数形式“一个”、“一种”和“所述”旨在也包括复数形式,除非上下文清楚说明其它。还应理解术语“包含”或“包括”,当用于本说明时,指定存在陈述的特征、整数、步骤、操作、元件、组件和/或它们的组或组合,但是不排除存在或附加一个或多个其它的特征、整数、步骤、操作、元件、组件和/或它们的组或组合。
如本文所用,术语“和/或”包括任意或全部可能的组合或一个或多个相关列举项目,以及当说明为备选(“或”)时包括缺少组合。
除非另有限定,本文使用的的全部术语(包括技术和科学术语)具有与本发明所属领域的普通技术人员通常理解的相同的意义。还应理解,术语,例如常用词典中限定的那些,应解释为具有与它们在本说明书和权利要求的上下文中意义一致的意义,和不应解释为理想化的或超过正常的意义,除非本文明确限定。为了简便和/或清楚起见,熟知的功能或结构可不详细描述。
应理解,当元件被称为在另一个元件“上”,“附着”于另一个元件,“连接”至另一个元件,与另一个元件“偶联”,“接触”另一个元件等时,其可直接附着于、连接至、偶联至和/或接触另一个元件,或还可存在中间元件。相反地,当元件被称为例如“直接在另一个元件上”,“直接附着”至另一个元件,“直接连接”至另一个元件,“直接偶联”至另一个元件,或“直接接触”另一个元件时,不存在中间元件。本领域技术人员还应理解,提及布置为“邻接”另一个特征的结构或特征可具有交叠或位于邻接特征之下的部分。
空间相对术语,例如“在……下”、“低于”、“下部”、“在……上”、“上部”等,可因易于描述而用于本文,描述元件或特征与另外的元件或特征的关系,如图所说明。应理解空间相对术语旨在包括使用或操作的装置的不同取向,除了图中描绘的取向之外。例如,如果图中装置为倒置的,描述为在其它的元件或特征“下”或在其它的元件或特征“下方”的元件则取向为在另一个元件或特征“上”。因此,示例性术语“在……下”可包括之上或之下两个取向。装置可为其它取向(旋转90度或以其它取向)和本文使用的空间相对描述据此解释。相似地,本文使用的术语“向上”、“向下”、“垂直”、“水平”等仅为了解释,除非另有特别说明。
应理解,虽然本文可使用术语第一、第二等来描述不同的元件、组件、区域、层和/或部分,这些元件、组件、区域、层和/或部分不应通过这些术语限制。相反地,这些术语仅用于将一个元件、组分、区域、层和/或部分与另一个元件、组分、区域、层和/或部分区分。因此,不离开本发明教导的情况下,本文讨论的第一元件、组分、区域、层或部分可称为第二元件、组分、区域、层或部分。操作(或步骤)顺序不局限于权利要求或图中存在的次序,除非另有特别说明。
1. 可聚合液体。
任何适合的可聚合液体可用于使本发明起作用。液体(有时也称为“液体树脂”、“油墨”或在此简称“树脂”)可包括单体,特别是光可聚合和/或自由基可聚合单体,和适合的引发剂例如自由基引发剂,和它们的组合。实例包括,但不限于,丙烯酸类、甲基丙烯酸类、丙烯酰胺、苯乙烯类、烯烃、卤化烯烃、环状烯烃、马来酸酐、链烯、炔、一氧化碳、官能化低聚物、多官能固化位点单体、官能化PEG等,包括它们的组合。液体树脂、单体和引发剂的实例包括但不限于以下阐述的那些:美国专利号8,232,043;8,119,214;7,935,476;7,767,728;7,649,029;WO 2012129968A1;CN 102715751A;JP 2012210408A。
酸催化可聚合液体。虽然在如上所述的一些实施方案中,可聚合液体包含自由基可聚合液体(在这样情况下,如下所述抑制剂可为氧),在其它实施方案中,可聚合液体包含酸催化或阳离子聚合的可聚合液体。在这些实施方案中,可聚合液体包含的单体含有适合于酸催化的基团,例如环氧基团、乙烯醚基团等。因此,适合的单体包括烯烃,例如甲氧基乙烯、4-甲氧基苯乙烯、苯乙烯、2-甲氧基丙-1-烯、1,3-丁二烯等;杂环单体(包括内酯、内酰胺和环胺)例如氧杂环己烷、硫杂环丁烷、四氢呋喃、噁唑啉、1,3-二氧杂环庚烷、2-氧杂环丁酮等,和它们的组合。适合的(通常为离子或非离子)光致产酸剂(PAG)包括在酸催化可聚合液体中,其实例包括但不限于鎓盐、锍和碘鎓盐等,例如,二苯基碘化六氟磷酸盐、二苯基碘化六氟砷酸盐、二苯基碘化六氟锑酸盐、二苯基对甲氧基苯基三氟甲磺酸盐、二苯基对亚苄基三氟甲磺酸盐、二苯基对异丁基苯基三氟甲磺酸盐、二苯基对叔丁苯基三氟甲磺酸盐、三苯基锍六氟磷酸盐、三苯基锍六氟砷酸盐、三苯基锍六氟锑酸盐、三苯基锍三氟甲磺酸盐、二丁基萘锍三氟甲磺酸盐等,包括它们的混合物。参见,例如,美国专利号7,824,839;7,550,246;7,534,844;6,692,891;5,374,500;和5,017,461;也参见Photoacid GeneratorSelection Guide for the electronics industry and energy curable coatings(用于电子工业和能源可固化涂层的光致产酸剂选择指南)(BASF2010)。
水凝胶。在一些实施方案中,适合的树脂包括可光固化的水凝胶,如聚(乙二醇)(PEG)和明胶。PEG水凝胶已用于递送多种生物制剂,包括增长因子;然而,通过链增长聚合交联的PEG水凝胶面临的一大难题是不可逆蛋白质损害的可能性。由光聚合的PEG二丙烯酸酯水凝胶最大化释放生物制剂的条件可通过以下增强:在单体树脂溶液中包含结合肽序列的亲合力,然后光聚合以允许持续递送。明胶为通常用于食品、美容、药品和摄影工业的生物聚合物。其通过胶原质的热变性或化学和物理降解获得。有三种类型的明胶,包括在动物、鱼和人中发现的那些。认为由冷水鱼皮肤获得的明胶在药品应用中是安全的。UV或可见光可用于交联适当改性的明胶。交联明胶的方法包括将来自染料(例如孟加拉玫瑰红)的衍生物固化。
可光固化的硅酮树脂。适合的树脂包括可光固化的硅酮。UV固化硅酮橡胶,例如SilioprenTMUV固化硅酮橡胶可用作LOCTITETM固化硅酮粘合密封剂。应用包括光学仪器、医学和手术器械、外部照明设备和外壳、电连接器/传感器、纤维光学装置和垫片。
可生物降解的树脂。可生物降解的树脂对于递送药物或临时性能应用的可植入装置特别重要,如可生物降解的螺丝和支架(美国专利7,919,162;6,932,930)。乳酸和羟基乙酸的可生物降解的共聚物(PLGA)可溶于PEG二甲基丙烯酸酯以产生适用的透明树脂。聚己酸内酯和PLGA低聚物可用丙烯酸或甲基丙烯酸基团官能化,以使它们成为有效使用的树脂。
可光固化的聚氨酯。特别有用的树脂为可光固化的聚氨酯。光可聚合聚氨酯组合物包含(1)基于脂族二异氰酸酯、聚(六亚甲基间苯二甲酸酯二醇)和任选1,4-丁二醇的聚氨酯;(2)多官能丙烯酸酯;(3)光引发剂;和(4)抗氧化剂,可配制使得其提供硬的、耐磨损的和耐污染材料(美国专利4,337,130)。可光固化的热塑性聚氨酯弹性体结合光反应性丁二炔二醇作为增链剂。
高性能树脂。在一些实施方案中,使用高性能树脂。这些高性能树脂有时可需要使用加热以熔融和/或减少它们的粘度,如以上所述和以下进一步论述。这些树脂的实例包括但不限于,有时称为酯、酯-酰亚胺和酯-酰胺低聚物的液晶聚合物的那些材料的树脂,如美国专利号7,507,784;6,939,940所述。因为这些树脂有时作为高温热固性树脂使用,在本发明中,它们还包含适合的光引发剂,例如苯甲酮、蒽醌和芴酮引发剂(包括它们的衍生物),以在照射下引发交联,如下进一步论述。
其它的实例树脂。用于牙齿应用的特别有用的树脂包括EnvisionTEC的ClearGuide,EnvisionTEC的E-Denstone材料。用于助听器工业的特别有用的树脂包括EnvisionTEC的e-Shell 300系列树脂。特别有用的树脂包括EnvisionTEC的HTM140IV高温模具材料,在模塑/流延应用中直接与硫化橡胶一起使用。制造韧性和硬性部件的特别有用的材料包括EnvisionTEC的RC31树脂。熔模铸造应用中特别有用的树脂包括EnvisionTEC的Easy Cast EC500。
其它的树脂成分。液体树脂或可聚合材料可具有悬浮或分散在其中的固体颗粒。可使用任何适合的固体颗粒,取决于制造的最终产品。颗粒可为金属的、有机/聚合的、无机的或它们的复合物或混合物。颗粒可为非导电的、半导电的或导电的(包括金属和非金属或聚合物导体);和颗粒可为磁性的、铁磁性的、顺磁性的或非磁性的。颗粒可为任何适合的形状,包括球状、椭圆、圆柱等。颗粒可包含如下所述的活性剂或可检测的化合物,但是这些还可溶解在液体树脂中提供,也如下论述。例如,可使用磁性的或顺磁性颗粒或纳米颗粒。
液体树脂可具有溶解在其中的其它成分,包括颜料、染料、活性化合物或药用化合物、可检测的化合物(例如,荧光的、磷光的、放射性的)等,同样取决于制造的产品的具体目的。这些其它成分的实例包括但不限于蛋白质、肽、核酸(DNA、RNA)例如siRNA、糖、小的有机化合物(药物和类似药物的化合物)等,包括它们的组合。
聚合抑制剂。用于本发明的抑制剂或聚合抑制剂可为液体或气体形式。在一些实施方案中,优选气体抑制剂。具体的抑制剂取决于聚合的单体和聚合反应。对于自由基聚合单体,抑制剂可方便地为氧,其可提供为气体形式,例如空气、富氧气体(任选地,但是在一些实施方案中优选地包含其它惰性气体以减少它们的可燃性),或在一些实施方案中为纯氧气。在备选实施方案中,例如其中通过光致产酸剂引发剂聚合单体,抑制剂可为碱,例如氨、微量胺(例如甲胺、乙胺、二和三烷基胺例如二甲胺、二乙胺、三甲胺、三乙胺等)或二氧化碳,包括它们的混合物或组合。
携带活细胞的可聚合液体。在一些实施方案中,可聚合液体可携带活细胞作为其中的“颗粒”。这些可聚合液体通常含水,和可为氧化的,和可认为是“乳液”,其中活细胞为分散相。适合的活细胞可为植物细胞(例如,单子叶植物、双子叶植物)、动物细胞(例如,哺乳动物、鸟类、两栖动物、爬行动物细胞)、微生物细胞(例如,原核生物、真核生物、原生动物等)等。细胞可为从任何类型的组织(例如,血液、软骨、骨、肌肉、内分泌腺、外分泌腺、上皮细胞、内皮细胞等)分化或与其对应的细胞,或可为未分化的细胞,例如干细胞或原始细胞。在这些实施方案中,可聚合液体可为形成水凝胶的一种液体,包括但不限于美国专利号7,651,683;7,651,682;7,556,490;6,602,975;5,836,313中描述的那些,等等。
2. 设备。
本发明设备的非限制性实施方案显示在图2中。其包含照射源11例如数字光处理器(DLP),提供电磁辐射12,穿过反射镜13照射由壁14和刚性构建板15限定的构建室,刚性构建板15形成构建室底部,该构建室填充有液体树脂16。室15的底部由刚性构建板构造,其包含刚性半渗透性元件,如下进一步论述。构造中的物体17的顶部附着于承载体18。在垂直方向通过线性平台19驱动承载体,但是可使用如下论述的替代结构。
可包括液体树脂储器、管、泵、液面传感器和/或阀以补充构建室内的液体树脂池(为了清楚起见,未显示),但是在一些实施方案中可使用简单的重力给料。依照已知技术可包括用于承载体或线性平台的驱动/致动器,以及相关线路(为了清楚起见,同样未显示)。驱动/致动器、照射源和在一些实施方案中泵和液面传感器全部可操作关联到适合的控制器,同样依照已知技术。
用于实施本发明的构建板15通常包含或由(通常为刚性的或固体的、不动的和/或固定的)半渗透性(或透气性)元件组成,单独或与一个或多个其它支撑基底组合(例如,夹具和拉伸元件以硬化另外的柔性半渗透性材料)。刚性半渗透性元件可由任何适合的材料生产,所述材料在相关波长下是光学透明的(或者,对照射源是透明的,不论其由人眼感知是否为视觉透明的,即,在一些实施方案中,光学透明窗可为视觉不透明的),包括但不限于多孔或微孔玻璃,和用于制造刚性透气隐形眼镜的刚性透气聚合物。参见,例如Norman G.Gaylord,美国专利号RE31,406;也参见美国专利号7,862,176;7,344,731;7,097,302;5,349,394;5,310,571;5,162,469;5,141,665;5,070,170;4,923,906;和4,845,089。在一些实施方案中,这些材料特征在于为玻璃质和/或无定形聚合物和/或基本交联的,它们基本非膨胀。优选地,刚性半渗透性元件由当接触液体树脂或要聚合的材料时不膨胀(即“非膨胀”)的材料形成。用于刚性半渗透性元件的适合的材料包括刚性无定形含氟聚合物,例如美国专利号5,308,685和5,051,115描述的那些。例如,这些含氟聚合物比起硅酮特别有用,当用于连接要聚合的有机液体树脂油墨时,硅酮可能会膨胀。对于一些液体树脂油墨,例如更多水基单体体系和/或具有低膨胀趋势的聚合树脂油墨体系,硅酮基的窗材料可能是适合的。有机液体树脂油墨的溶解度或渗透性可通过许多已知的参数显著减少,包括增加窗口材料的交联密度或增加液体树脂油墨的分子量。在一些实施方案中,构建板可由以下材料的薄膜或片材形成:所述材料当从本发明的设备分开时为柔性,但是当安置在设备中时(例如,用拉伸环)经夹紧和拉伸使得其在设备中呈现刚性。具体的材料包括TEFLON AF®含氟聚合物,由DuPont市售可得。其它材料包括全氟聚醚聚合物,例如在美国专利号8,268,446;8,263,129;8,158,728;和7,435,495中描述。
应理解基本全部的固体材料,和以上描述的那些的大部分,具有一些固有的“弯曲”,但可认为它们是“刚性的”,取决于例如它们的形状和厚度的因素和例如它们经受的压力和温度的环境因素。此外,关于构建板的术语“不动的”或“固定的”预期是指过程无机械中断发生,或未提供过程的机械中断的机制或结构(逐层法或设备),即使提供构建板的增加调节机制(例如,调节未引起或导致聚合区域梯度的失效)。
半渗透性元件通常包含上表面部分、下表面部分和侧表面部分。构建表面在上表面部分上;和进料表面可为上表面部分、下表面部分和/或侧表面部分中的一个、两个或全部三个。在图2说明的实施方案中,进料表面在下表面部分上,但是其中在上表面部分上和/或在侧表面部分上提供进料表面(接近构建表面,但与构建表面分开或间隔开)的备选构造可通过常规技术实现。
在一些实施方案中,半渗透性元件具有0.01、0.1或1毫米-10或100毫米的厚度,或更大(取决于制造的物品的尺寸,不论其是否与其它支撑板层压或接触,例如玻璃等,如下进一步论述)。
半渗透性元件对聚合抑制剂的渗透性取决于以下条件:例如,大气和/或抑制剂的压力,抑制剂的选择,制造速率或速度等。通常当抑制剂为氧时,半渗透性元件对氧的渗透性可为10或20巴,至1000或2000巴,或更高。例如,使用150 PSI压力气氛的纯氧或高度富集的氧的具有10巴渗透性的半渗透性元件可与当在大气条件下由环境大气供应氧时具有500巴渗透性的半渗透性元件表现基本相同。
因此,半渗透性元件可包含柔性聚合物膜(具有任何适合的厚度,例如0.001、0.01、0.1或1毫米至5、10或100毫米,或更高),和构建板还可包含拉伸元件(例如,外围夹具和操作关联的应变元件或拉伸元件,作为“封头(drum head)”;多个外围夹具等,包括它们的组合),其连接到聚合物膜并固定和硬化所述膜(例如,当物体提升时,至少足以使得所述膜不粘住物体并由此有弹力或有弹性地回弹)。所述膜具有上表面和下表面,其中构建表面在上表面上和优选地进料表面在下表面上。在其它实施方案中,半渗透性元件包含:(i)聚合物膜层(具有任何适合的厚度,例如0.001、0.01、0.1或1毫米至5、10或100毫米,或更高),具有放置用于接触所述可聚合液体的上表面,和下表面,和(ii)刚性、透气、光学透明的支撑元件(具有任何适合的厚度,例如0.01、0.1或1毫米至10、100或200毫米,或更高),与所述膜层下表面接触。支撑元件具有与膜层下表面接触的上表面,和支撑元件具有可用作聚合抑制剂进料表面的下表面。可使用任何适合的半渗透性材料(其对聚合抑制剂可渗透)。例如,聚合物膜或聚合物膜层可例如为含氟聚合物膜,例如无定形热塑性含氟聚合物如TEFLON AF1600TM或TEFLON AF2400TM含氟聚合物膜,或全氟聚醚(PFPE),特别地为交联PFPE膜,或交联硅酮聚合物膜。支撑元件包含硅酮或交联硅酮聚合物元件例如聚二甲基硅氧烷元件、刚性透气聚合物元件、或多孔或微孔玻璃元件。膜可直接层压或夹紧至刚性支撑元件,没有粘合剂(例如,使用PFPE和PDMS材料),或与PDMS层的上表面反应的硅烷偶联剂可用以粘合第一聚合物膜层。UV可固化的丙烯酸官能硅酮也可用作UV可固化PFPE和刚性PDMS支撑层的粘合层。
如上所述,在一些实施方案中,虽然半渗透性元件允许抑制剂通过中,但其可简单地配置用以容纳抑制剂的足够量(或“池”)以连续地将死区保持足够长的时间,以生产要制造的制品,在过程期间没有另外的抑制剂进料(该“池”可在生产过程之间补充或再装入)。元件的尺寸和内体积可经配置适合于要制造的具体制品,以包括足够的抑制剂池。
当配置以布置在设备中时,承载体限定了构建表面上的“构建区域”,在构建表面的总面积内。因为在本发明中不需要横向“移动(throw)”(例如在X和/或Y方向)以打断相邻层之间的附着,如前文所述的Joyce和Chen的装置中,在构建表面内的构建区域的面积可最大化(或者换句话说,未贡献给构建区域的构建表面的面积可最小化)。因此,在一些实施方案中,构建区域的总表面积可占据构建表面总表面积的至少50%、60%、70%、80%或90%。
如图2所示,不同的部件安装在支撑体或框架组件20上。虽然支撑体或框架组件的具体设计不重要,且可采取许多构造,但在说明的实施方案中,其由基底21、垂直元件22和水平桌23组成,照射源11牢固地或坚固地连接到基底21上,线性平台操作关联到垂直元件22,壁14可移除地或牢固地连接至水平桌23(或壁放置在其上),其中构建板坚固地固定(永久地或可移除地),以形成如上所述的构建室。
如上所述,构建板可由刚性半渗透性元件的单一整体和整体构件组成,或可包含其它材料。例如,如图3A所示,多孔或微孔玻璃可层压或固定到刚性半渗透性材料。或,如图3B所示,半渗透性元件作为上部可固定到透明下部元件上,所述下部元件其中形成有泄放通道,用于使进料气体携带聚合抑制剂至半渗透性元件(其经过该元件通到构建表面以促进未聚合的液体材料的脱离层形成,如上文和下文所述)。这些泄放通道可完全或部分延伸通过底板:例如,泄放通道可部分地延伸至底板内,然后直接最后进入构建表面下面的区域内以避免引入变形。具体的几何形状取决于使抑制剂进入半渗透性元件内的进料表面是否位于构建表面的同侧或相反侧上、在它们的侧部分上、或它们几个的组合。
可取决于使用的具体树脂使用任何适合的照射源(或源的组合),包括电子束和离子辐射源。在优选实施方案中,照射源为光化辐射源,例如一个或多个光源,和特别地为一个或多个紫外线光源。可使用任何适合的光源,例如白炽光、荧光、磷光或冷光、激光、发光二极管等。包括它们的阵列。光源优选地包括操作关联到控制器的图案形成元件,如上所述。在一些实施方案中,光源或图案形成元件包含具有数字光处理(DLP)、空间调制器(SLM)或微型机电系统(MEMS)镜阵列的数字(或可变形)微镜装置(DMD)、掩模(又名标线片(reticle))、剪影或它们的组合。参见美国专利号7,902,526。优选地,光源包含空间光调制阵列,例如液晶光阀阵列或微镜阵列或DMD(例如,有效关联的数字光处理器,通常依次在适合的控制器控制下),配置用以在没有掩模下进行可聚合液体的曝光或照射,例如无掩模光刻法。参见例如美国专利号6,312,134;;6,248,509;6,238,852;和5,691,541。
备选承载体和致动器/驱动器装置显示在图4中。可使用许多变化,包括卷轴、XYZ驱动组件(例如,通常用在自动化显微镜载物台上)等。在图2说明的实施方案中,驱动组件通常包含蜗轮和电动机,齿条和齿轮和电动机,液压传动的、风动的或压电的驱动器等,适于将承载体仅在垂直或“Z”方向上移动或提升远离构建表面。在图4显示的备选实施方案中,可利用线轴或卷轴,具有关联的驱动器或致动器和导机(guide)(未显示),特别地当制造的产品为伸长的杆或纤维时(如下进一步论述)。在备选实施方案中,与导机关联的一对卷轴以及关联的驱动器或致动器(未显示)可安装在线性平台上以提供X和/或Y方向的移动,除了线性平台19提供的Z方向移动之外或与线性平台19提供的Z方向移动组合。在其它的实施方案中,如用于自动化显微镜的XYZ驱动组件可用于代替线性平台19以在X、Y和/或Z方向将承载体移动或提升远离构建表面,例如以一定角度,或在变化的角度下,或在不同的阶段下多个方向的组合。因此,提升远离构建板可仅在Z(或垂直)方向实施,或至少在Z方向,通过在Z方向移动与X和/或Y方向移动组合。在一些实施方案中,X和/或Y方向的移动可与Z方向的移动同时发生,X和/或Y方向的移动因此在可聚合液体聚合期间发生(这与上文Y. Chen等人或M. Joyce描述的移动相反,那是在先前和随后的聚合步骤之间的移动,为了补充可聚合液体)。在本发明中,这种移动可实施用于例如减少在构建表面的具体区域内的“消耗”或污染。
因为本发明的一些实施方案的优点为,在半渗透性元件上的构建表面(即,构建板或窗)的尺寸可减少,由于不存在在如上所述的Joyce或Chen的装置中的大量横向“移动”需求,在本发明的方法、系统和设备中,承载体和物体的横向运动(包括在X和/或Y方向或它们的组合上的移动)(如果这些横向运动存在的话)优选地不超过,或小于构建区域(在该横向运动方向上)宽度的80%、70%、60%、50%、40%、30%、20%乃至10%。
虽然在一些实施方案中承载体安装在升降机上以提升和远离固定的构建板,但在其它实施方案中,可使用相反的布置:即承载体可固定,且构建板下降,从而使承载体提升远离构建板。许多不同的机械构造对本领域技术人员是显而易见的以获得相同的结果,在所有这些中,构建板为“固定的”,是指不需要横向(X或Y)移动来补充其上的抑制剂,或不需要使用必须经拉伸然后回弹的弹性构建板(与承载体的过提升和返回相关联)。
取决于制造承载体的材料选择,和制备制品的聚合物或树脂的选择,制品与承载体的附着力可能有时不足以维持承载体上的制品直到成品或“构建体”完成。例如,铝承载体可具有比聚(氯乙烯)(或“PVC”)承载体更低的附着力。因此,一个解决方案是使用在表面上包含PVC的承载体,在其上聚合要制造的制品。如果这提高太大的附着力以至于不能方便地将成品部件从承载体分离,则多种技术的任一项可用于进一步将制品固定于较低粘性的承载体,包括但不限于胶带的应用,例如“Greener Masking Tape for Basic Painting #2025 High adhesion”,以进一步在制造时将制品固定于承载体。
可溶性牺牲层。在一些实施方案中,可溶性牺牲层或脱离层可在承载体和三维物体之间设立,使得一旦制造完成,牺牲层可随后溶解以方便地将三维物体从承载体脱离。可使用可经涂布或另外提供在承载体上的任何适合的牺牲层,例如粘合剂,和可使用溶解牺牲脱离层的任何适合的溶剂(例如,极性和非极性有机溶剂,水溶剂等),但是应选择牺牲层和它的相应的溶剂使得形成三维物体的具体材料自身不受该溶剂的过度侵蚀或溶解。牺牲层可通过任何适合的技术涂敷在承载体上,例如喷雾、浸渍涂布、涂抹等。适合用于可溶性牺牲脱离层的材料的实例(和相应溶剂的非限制性实例)包括但不限于:氰基丙烯酸酯粘合剂(丙酮溶剂);聚(乙烯基吡硌烷酮)(水和/或异丙醇溶剂);漆(丙酮溶剂);聚乙烯醇、聚丙烯酸、聚(甲基丙烯酸)、聚丙烯酰胺、聚环氧烷例如聚(环氧乙烷)、糖和糖化物例如蔗糖和右旋糖苷(全部为水或含水溶剂)等。在一些实施方案中特别优选较低表面能的溶剂。
在本发明的一些实施方案中,致动器/驱动器和/或相关的控制器配置用以仅将承载体提升远离构建板(例如单向),如下进一步论述。
在本发明的一些实施方案中,致动器/驱动器和/或相关的控制器配置作为连续式驱动器(与步进式驱动器相对),也如下论述。
方法。
如上所述,本发明提供了形成三维物体的方法,其包含以下步骤:(a)提供承载体和构建板,所述构建板包含半渗透性元件,所述半渗透性元件包含构建表面和与所述构建表面分开的进料表面,所述构建表面和所述承载体限定它们之间的构建区域,和所述进料表面与聚合抑制剂流体接触;然后(同时和/或顺序地)(b)用可聚合液体填充所述构建区域,所述可聚合液体与所述构建段接触,(c)通过所述构建板照射所述构建区域以在所述构建区域内产生固体聚合区域,在所述固体聚合区域和所述构建表面之间形成的由所述可聚合液体组成的液膜脱离层,通过所述聚合抑制剂抑制该液膜的聚合;和(d)将附着有所述聚合区域的所述承载体提升远离在所述固定构建板上的所述构建表面,以在所述聚合区域和所述顶区之间产生后续构建区域。总而言之,所述方法包括(e)连续和/或重复步骤(b)至(d)以产生附着至先前聚合区域的后续聚合区域,直到连续或重复沉积的聚合区域彼此附着,形成所述三维物体。
因为不需要将脱离层机械脱离,或不需要机械移动构建表面以补充氧,所述方法可按连续方式实施,但应理解以上说明的单独步骤可顺序、同时或以它们的组合实施。事实上,步骤速率可随时间变化,取决于例如制造中的区域的密度和/或复杂度的因素。
此外,因为从窗或从脱离层机械脱离通常需要承载体从构建板提升比随后照射步骤所需的间隔更大的间隔,其使得窗能再涂布,然后将承载体返回更接近于构建板(例如,“两步向前一步向后”操作),在一些实施方案中,本发明允许消除该“返回”步骤并允许承载体单向或在单一方向上提升,没有窗的介入移动用于再涂布,或预形成的弹性脱离层的“突然断裂(snapping)”。
在一些实施方案中,对于每个步骤或增量,以均匀的增量(例如,0.1或1微米,至10或100微米,或更高)顺序实施提升步骤。在一些实施方案中,提升步骤连续的以可变增量实施用于每个步骤或增量(例如,每个增量范围为0.1或1微米,高至10或100微米,或更高)。增量的大小,以及提升速率,部分取决于以下因素:例如生产的制品的温度、压力、结构(例如,大小、密度、复杂度、结构等)。
在本发明的其它实施方案中,在均匀地或可变的速率下,连续实施提升步骤。
在一些实施方案中,提升速率(不论顺序或连续实施)为约0.1、1或10微米/秒,至约100、1,000或10,000微米/秒,同样取决于以下因素:例如生产的制品的温度、压力、结构、照射强度等。
如下进一步描述,在一些实施方案中,通过将所述可聚合液体在压力下压入所述构建区域来实施填充步骤。在这样的情况下,提升步骤可按至少0.1、1、10、50、100、500或1000微米/秒或更高的累积速率或平均速率实施。通常,无论如何,压力可足以将所述提升步骤的速率提高到至少2、4、6、8或10倍,与在无所述压力下所述提升步骤的重复最大速率相比。其中,通过将例如如上所述的设备装入压力容器中并在加压气氛(例如,空气、富氧空气,气体共混物,纯氧等)中实施该方法来提供所述压力,可能使用10、20、30或40磅/平方英寸(PSI)至200、300、400或500PSI或更高的压力。对于大的不规则物体的制造,由于大的高压容器的成本,与较低的制造时间相比,可能更不优选较高的压力。在这样的实施方案中,进料表面和可聚合液体两者可与相同的压缩气体流体接触(例如,包含20-95体积%氧的一种气体,氧作为聚合抑制剂)。
另一方面,当制造较小的物品或制造杆或纤维时,可按其生产的原样通过其中的口或孔从压力容器移除或退出,然后可保持压力容器的大小相对于制造的产品的大小更小,和可更容易利用较高压力(如果需要)。
如上所述,在一些实施方案中,用图案照射实施照射步骤。图案照射可为固定的图案或可为如上讨论的由图案发生器(例如DLP)产生的可变图案,取决于制造的具体物品。
当图案照射为可变图案,而不是随时间保持不变的图案时,则每个照射步骤可为任何适合的时间或持续时间,取决于以下因素:例如照射强度,在可聚合材料中存在或不存在染料,增长速率等。因此在一些实施方案中,每个照射步骤可为0.001、0.01、0.1、1或10微秒,至1、10或100分钟或更多的持续时间。在一些实施方案中,每个照射步骤之间的间隔优选地尽可能短,例如0.001、0.01、0.1或1微秒,至0.1、1或10秒。
在一些实施方案中,构建表面是平的;在其它中,构建表面中是不规则的,例如凸状或凹状弯曲,或在其中形成有壁或沟。在任一实例中,构建表面可为光滑的或有纹理的。
弯曲的和/或不规则的构建板或构建表面可用于纤维或杆的形成,以向制造的单一物体中提供不同的材料(即,不同的可聚合液体通过在构建表面中形成的通道或沟至相同的构建表面,各自与分开的液体供应等关联)。
用于可聚合液体的承载体进料通道。虽然可聚合液体可由液体管道和储器系统直接提供至构建板,在一些实施方案中,承载体包括在其中的一个或多个进料通道。承载体进料通道与可聚合液体供应流体连通,例如储器和关联的泵。不同的承载体进料通道可与相同的供应流体连通并彼此同时操作,或不同的承载体进料通道可彼此分别控制(例如,通过提供各自的泵和/或阀)。分别可控的进料通道可与包含相同可聚合液体的储器流体连通,或可与包含不同可聚合液体的储器流体连通。通过使用阀门组件,在一些实施方案中,不同的可聚合液体可通过相同的进料通道交替进料,如果需要的话。
控制器和过程控制。
本发明的方法和设备可包括过程步骤和设备特征以执行过程控制,包括反馈和前馈控制,例如,以提高方法的速度和/或可靠性。
用于实施本发明的控制器可作为硬件电路、软件或它们的组合来执行。在一个实施方案中,控制器为运行软件的通用计算机,其通过适合的接口硬件和/或软件操作关联到监控器、驱动器、泵和其它部件。用于控制如本文所述的三维打印或制造方法和设备的适合的软件包括但不限于ReplicatorG开源3d打印程序、来自3D系统的3DPrintTM控制器软件、Slic3r、Skeinforge、KISSlicer、Repetier-Host、PrintRun、Cura等,包括它们的组合。
在过程期间(例如,在所述填充、照射和提升步骤的一个、一些或全部期间),连续或间歇性地直接或间接监控的过程参数包括但不限于照射强度、承载体温度、构建区域内的可聚合液体、增长产品的温度、构建板温度、压力、提升速度、压力、动力(例如,通过承载体和制造的产品施加在构建板上)、应变(例如,通过制造的增长产品施加在承载体上)、脱离层厚度等。
可用于反馈和/或前馈控制系统的已知参数包括但不限于可聚合液体的预期消耗(例如,由制造制品的已知几何形状或体积),由可聚合液体形成的聚合物的降解温度等。
对应于监控参数和/或已知参数(例如,在如上说明的任意或全部过程步骤期间),连续或步进式直接或间接控制的过程条件包括但不限于可聚合液体的供应速率,温度,压力,承载体提升的速率或速度,照射强度,照射持续时间(例如对于每个“切片”)等。
例如,在构建区域内可聚合液体的温度,或构建板的温度,可用适当的热电偶、非接触温度传感器(例如,红外温度传感器)或其它适合的温度传感器直接或间接监控,以测定温度是否超过聚合产品的降解温度。如果这样的话,过程参数可通过控制器调节以降低构建区域和/或构建板中的温度。这种调节的适合的过程参数可包括:用冷却器降低温度,减少承载体的提升速率,减少照射强度,减少照射暴露的持续时间等。
此外,照射源强度(例如,紫外光源例如汞灯)可用光探测器监控以检测照射源强度的减少(例如,在使用期间它们的正常衰减)。如果检测的话,过程参数可通过控制器调节以适应强度损失。这种调节的适合的过程参数可包括:用加热器增加温度,减少承载体的提升速率,增加光源功率等。
作为另一个实例,控制温度和/或压力以提高制造时间可用以下来实现:加热器和冷却器(单独地,或彼此组合,和对控制器分别响应),和/或用压力供应(例如,泵,压力容器,阀和它们的组合)和/或压力脱离机构例如可控制的阀(单独地,或彼此组合,和对控制器分别响应)。
在一些实施方案中,控制器配置用以保持本文描述的一些或全部最终产品的制造由始至终的聚合区域梯度(见,例如图1)。具体的配置(例如,时间,提升速率或速度,照射强度,温度等)将取决于例如具体的可聚合液体和生产的产品的特性等因素。保持聚合区域梯度的配置可凭经验实施,通过输入上述测定的或通过一系列试验运行或“试错法”测定的一组过程参数或指令;可通过预定的指令提供配置;可通过适合的监控和反馈(如上讨论)实现配置,它们的组合或任何其它适合的方式。
制造产品。
预期通过本发明的方法和过程生产的三维产品可为最终成本或基本成品,或可为中间产品,其进一步经受制造步骤,例如表面处理、激光切割、电火花加工等。中间产品包括进一步附加制造可在相同的或不同的设备中实施的产品。例如,缺陷或切割线可通过中断然后恢复聚合区域的梯度来故意引入至正在进行的“构建体”中,以终止成品的一个区域,或简单地因为成品或“构建体”的具体区域比其它更不易碎。
可通过本发明的方法和设备生产许多不同的产品,包括大型模型或原型两者,小的定制产品,微型或微缩产品或装置等。实例包括但不限于医疗器械和可植入医疗器械例如支架、药物递送库、功能结构、微针阵列,纤维和杆例如波导管、微机械装置、微流体装置等。
因此,在一些实施方案中,产品可具有0.1或1毫米至10或100毫米或更高的高度,和/或0.1或1毫米至10或100毫米或更高的最大宽度。在其它实施方案中,产品可具有10或100纳米至10或100微米或更高的高度,和/或10或100纳米至10或100微米或更高的最大宽度。这些仅为实例:最大尺寸和宽度取决于具体的装置的结构和光源的分辨率,且可调节,取决于实施方案的具体目标或要制造的制品。
在一些实施方案中,产品的高度与宽度的比率为至少2:1、10:1、50:1或100:1或更高,或宽度与高度比为1:1、10:1、50:1或100:1或更高。
在一些实施方案中,产品具有在其中形成的至少一个或多个孔或通道,如下进一步论述。
本文描述的方法可生产具有多种不同性质的产品。因此,在一些实施方案中,产品为刚性的;在其它实施方案中产品为柔性的或有弹性的。在一些实施方案中,产品为固体;在其它实施方案中,产品为凝胶例如水凝胶。在一些实施方案中,产品具有形状记忆(即,在变形后,返回到基本上先前的形状,只要它们未变形到结构损坏的程度)。在一些实施方案中,产品为单一的(即,由单一可聚合液体形成);在一些实施方案中,产品为复合的(即,由两种或更多种不同的可聚合液体形成)。具体的性质通过例如使用的可聚合液体的选择的影响因素决定。
在一些实施方案中,制备的产品或制品具有至少一个悬垂特征(或“悬垂物”),例如在两个支撑体之间的桥接元件,或由一个基本垂直的支撑体伸出的悬臂式元件。因为本方法的一些实施方案的单向、连续特性,当每个层聚合基本完成且在后续图案暴露之前出现实质时间间隔时,在层之间形成的缺陷或切割线的问题显著减少。因此,在一些实施方案中,本方法特别有利于减少或消除用于与制品同时制造的这些悬垂物的支撑结构的数量。
本发明在下文的非限制性实施例中更描述地说明。
实施例1
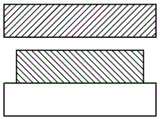
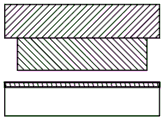
由分开的进料表面将抑制剂转移到构建表面
将一滴紫外线(UV)可固化粘合剂放置于金属板上并用10mm厚的TEFLON®AF含氟聚合物(无定形玻璃态聚合物)板覆盖,如图5A所示。UV辐射由TEFLON AF侧提供到粘合剂,如图5B所示。在UV曝光之后,两个板分开。发现不需用力来分开两个板。在样品检测后,发现仅靠近金属板的粘合剂固化,和未固化粘合剂的薄膜存在于Teflon AF含氟聚合物板上,且还在粘合剂的固化部分上,如图5C所示。
还进行了两个对比实验,其中使用清洁的玻璃(图5D-5F)和用脱离层处理的玻璃(图5G-5I)。证实需要相当大的力来将清洁玻璃与金属分开,和发现粘合剂保持在玻璃上。需要较少的力分开经处理的玻璃,但是粘合剂保持在金属板上。
描述观察到的行为的化学现象为自由基聚合反应的氧抑制。特别地,Teflon AF具有很高的透氧系数。通过10mm厚Teflon AF的恒定氧供应足以阻止丙烯酸酯粘合剂薄层聚合。上述实验中未固化的粘合剂层约为10微米,且其可通过改变存在于粘合剂中的光引发剂的量来增加或减少。
实施例2
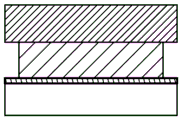
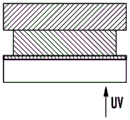
抑制剂通过构建板转移至构建表面
样品1和2按类似的方式制备,其中将一滴UV可固化粘合剂放置在金属板上,并用10mm厚的TEFLON® AF含氟聚合物板覆盖,如图6A所示。两个样品都暴露于氮环境中以消除任何存在的氧,如图6B所示。后续两个样品放入标准大气环境中,和样品1立即暴露于UV辐射,而样品2在大气环境之后暴露于UV辐射10分钟。两个样品暴露于相同量的UV辐射,如图6C和图6E所示。在UV曝光之后的样品检测中,发现粘合剂在样品1中完全固化,如图6D所示,和在样品2中仅接近于金属板的粘合剂固化,如图6F所示。未固化的粘合剂薄膜存在于Teflon AF含氟聚合物板上以及样品2的粘合剂固化部分上。该实验显示,抑制剂、氧在暴露于大气环境的10分钟时间内,通过Teflon AF板转移至粘合剂。
实施例3
增加制造速率:压力
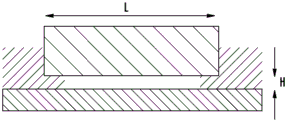
在本发明的装置中,高度透氧和UV透明的材料用作填充有可光固化树脂的室的底部。在构造期间,附着于支撑板的物体顶端在基本恒定的速度下向上移动,同时物体的底部部分正好在室底部上方恒定形成。在物体底部和室底部之间的间隙总是填充有树脂。当物体正在形成和提升时,间隙中的树脂用室内包含的供应树脂恒定补充。
物体形成的速度取决于树脂的粘度η,大气压力P,物体和室底部之间间隙的高度h和物体下表面的线性尺寸L。进行简单的计算以使用两个平行板之间的粘性流体理论估算该速度。填充图7所示的间隙需要的时间τ通过方程给出:

假定:
L ~ 100毫米
h ~ 100微米
η ~ 100厘泊
P ~ 1大气压
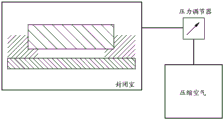
在该说明性实施方案中,时间τ估算约为1秒,导致制造速度为100微米/秒或5分钟/英寸。这些计算假定未固化树脂的厚度保持在约100微米。取决于树脂的化学性质和底板的渗透性,该参数可改变。如果,例如,间隙为25微米,则在大气压力下的制造速度根据方程1将减少至16分之一。然而,在一些实施方案中,环境压力增加至大于大气压力,例如,通过应用约150 PSI的外部压力,如图8所示,可将制造速度提高至10倍。
当氧为聚合抑制剂时,可通过改变与进料表面接触的封闭室内的物理环境来控制未固化树脂的间隙。例如,可提供纯氧或富氧气氛(例如95%氧,5%二氧化碳)代替压缩空气,以便提高间隙,导致制造时间增大。
实施例4
杆和纤维的制造
本发明的方法可用于制造如图9所示的伸长的杆或纤维,杆或纤维具有(例如)0.01或0.1至10或100毫米的宽度或直径。虽然显示了圆形横截面,但可利用任何适合的横截面,包括椭圆形、多边形(三角形、正方形、五边形、六边形等)、不规则形状,和它们的组合。所述杆或纤维可具有在其中形成的任何适合直径(例如,0.1或1微米至10或100微米或更大)的多个伸长孔或通道(例如,1、10、100、1,000、10,000或100,000或更多),和如上所述的任何适合的横截面。在孔或通道内未聚合的液体可通过任何适合的技术移除(如果需要的话),例如吹扫,压力,真空,加热,干燥和它们的组合。杆或纤维的长度可通过利用如上所述的卷轴增加,和杆或纤维的制造速度可通过在如上所述的压力下实施聚合来增加。多个这些杆或纤维可同时由单个构建板构造,通过提供多个独立的承载体或卷轴。这些杆或纤维可用于任何目的,例如利用其中的每个孔或通道作为微流体系统的独立通道。
实施例5
说明性设备
可用于实施本发明的设备如上所述组合,具有作为紫外光源的LOCTITETM UVCuring Wand System,由得自Biogeneral的0.0025英寸厚Teflon AF 2400膜组成的构建板,其夹紧在窗中并用拉伸环拉伸至基本刚性,光学部件:得自Newport Corporation,Edmund Optics,和Thorlabs,作为数字投影仪的得自Texas Instruments的DLPLightCrafter Development Kit,作为承载体升降机的THK Co,LTD滚珠螺杆线性平台,得自Parallax Inc作为升降机和承载体驱动器或电动机的连续伺服系统,基于得自ParallaxInc的Propeller微控制器的动作控制器,基于得自奥地利Microsystems的磁性编码器的位置控制器,Parallax创建的以SPIN语言书写的动作控制软件,开源Slic3r3D切片软件,和使用Qt框架和Visual C++书写的图像控制软件。
通过本文描述的方法用该装置制造的多种不同的实例制品在以下进一步描述。
实施例6
700微米微针阵列的制造
使用如上所述实施例中的设备,三羟甲基丙烷三丙烯酸酯作为可聚合液体,和二苯基(2,4,6-三甲基苯甲酰基)氧化膦作为光引发剂,制备图10中显示的微针阵列。通过滚珠螺杆在10微米/秒的连续速率下单向提升承载体并沿着构建高度每2微米实施连续曝光,持续时间为每次曝光0.2秒。连续曝光的总数为350次和总制造时间为70秒。
实施例7
2000微米微针阵列的制造
图11中显示的2000微米微针阵列以如上实施例6中所述的相似方式制造,1000次连续曝光,超过200秒的总制造时间。
显而易见的是,其它阵列,例如具有5-500微米宽度和5-2000微米或更大高度的微针,可以类似方式制造。虽然显示了正方形横截面,但可利用任何适合的横截面,包括圆形、椭圆形、多边形(三角形、长方形、五边形、六边形等)、不规则形状,和它们的组合。微针之间的间隔可根据需要变化,例如为5-100微米,和微针或其它微观结构可相对于彼此以任何适合的图案安排,例如正方形,长方形,六边形等。
实施例8
环结构的制造
使用上文实施例5中描述的设备制造环,三羟甲基丙烷三丙烯酸酯作为可聚合液体,和二苯基(2,4,6-三甲基苯甲酰基)氧化膦作为光引发剂。通过滚珠螺杆在20微米/秒的连续速率下单向提升承载体,并沿着构建高度每10微米实施连续曝光,持续时间为每次曝光0.5秒。连续曝光的总数为1040次和总制造时间为520秒。图12显示了在制造期间的环,和图13显示了制造之后的环。注意,在制造期间没有对延伸悬垂元件的支撑。
实施例9
象棋棋子的制造
使用上文实施例中描述的设备制造图14中显示的象棋棋子,三羟甲基丙烷三丙烯酸酯作为可聚合液体,和二苯基(2,4,6-三甲基苯甲酰基)氧化膦作为光引发剂。通过滚珠螺杆在20微米/秒的连续速率下单向提升承载体,并沿着构建高度每10微米实施连续曝光,持续时间为每次曝光0.5秒。连续曝光的总数为1070次和总制造时间为535秒。
实施例10
有肋的矩形棱柱的制造
使用上文实施例中描述的设备制造图15中显示的有肋的矩形棱柱,三羟甲基丙烷三丙烯酸酯作为可聚合液体,和二苯基(2,4,6-三甲基苯甲酰基)氧化膦作为光引发剂。通过蜗轮在20微米/秒的连续速率下单向提升承载体,并沿着构建高度每10微米实施连续曝光,持续时间为每次曝光0.5秒。连续曝光的总数为800次和总制造时间为400秒。
实施例11
盘管或螺旋结构的制造
使用上文实施例中描述的设备制造图16中显示的盘管或螺旋,三羟甲基丙烷三丙烯酸酯作为可聚合液体,和二苯基(2,4,6-三甲基苯甲酰基)氧化膦作为光引发剂。通过滚珠螺杆在20微米/秒的连续速率下单向提升承载体,并沿着构建高度每10微米实施连续曝光,持续时间为每次曝光0.5秒。连续曝光的总数为970次和总制造时间为485秒。
注意,制造该延伸悬臂结构时,无任何支撑结构。
实施例12
固化深度相对于曝光时间
用各种浓度的琥珀烛染料和光引发剂(PI)进行实验,三羟甲基丙烷三丙烯酸酯作为可聚合液体和二苯基(2,4,6-三甲基苯甲酰基)氧化膦作为光引发剂。结果显示在图17中。使用的图像为6mm的圆,其在树脂浴中当固化时生产圆盘状部件。圆盘的厚度根据曝光时间和树脂中光引发剂与染料的浓度变化。全部树脂混合物快速开始固化并接近极限值。优选的树脂应在短时期内固化且极限值应尽可能小。最符合那些标准的两种树脂为3%光引发剂与0.05%染料(细点)和5%光引发剂没有染料(固体)。在特征对比度和清晰度方面,这些树脂还产生了最佳的打印部分。
由含染料树脂制备的象棋棋子显示在图18中。
实施例13
承载体可溶性牺牲(或脱离)层
现有技术的不足为需要“破坏”构建板的附着力,例如,通过滑动构建板,或通过使用弹性构建板,使得在承载体上使用脱离层或可溶胶粘层是有问题的,其在制造方法期间可过早地失效。本发明促进了在制造期间在承载体上脱离层的使用。承载体的表面可涂布有脱离层,即可溶性牺牲层(例如,腈基丙烯酸酯粘合剂),和物体阵列可如图19所示打印。可使用任何适合厚度的脱离层,例如100纳米-1毫米。将承载体与制造的物体浸没在适当的溶剂中(例如,用于氰丙烯酸酯粘合剂的丙酮),选择性分解或溶解脱离层,然后将物体从承载体脱离,如图20所示。
实施例14
在脱离层上制造矩形棱柱
显示在图21中的具有200x200x1000微米尺寸的矩形棱柱的阵列使用如上所述的设备制备,三羟甲基丙烷三丙烯酸酯作为可聚合液体,二苯基(2,4,6-三甲基苯甲酰基)氧化膦作为光引发剂,和氰基丙烯酸酯粘合剂作为脱离层。通过滚珠螺杆在10微米/秒的连续速率下提升承载体,并沿着构建高度每10微米实施连续曝光,持续时间为每次曝光1秒。连续曝光总数为100次和总制造时间为100秒。然后通过丙酮溶解氰基丙烯酸酯脱离层以生产如图22所示的自由浮动的棱柱。
实施例15
圆柱笼结构的制造
使用上文实施例中描述的设备制造图23的圆柱笼结构,三羟甲基丙烷三丙烯酸酯作为可聚合液体,和二苯基(2,4,6-三甲基苯甲酰基)氧化膦作为光引发剂。通过滚珠螺杆在20微米/秒的连续速率下单向提升承载体,并沿着构建高度每10微米实施连续曝光,持续时间为每次曝光0.5秒。连续曝光总数为1400次和总制造时间为700秒。对于悬臂特征或“悬垂物”没有使用可移除的支撑结构。
实施例16
来自水凝胶的结构制造
图24和图25分别为阵列结构和笼结构的照片,以如上所述的那些类似方式生产,除了使用PEG(聚(乙二醇)二丙烯酸,平均Mn为700)作为可聚合液体和5%的二苯基(2,4,6-三甲基苯甲酰基)氧化膦作为光引发剂制造它们。另外,处理条件与前述制造的三丙烯酸酯部件相同。
实施例17
基于水凝胶的部件的柔韧性
在以上实施例23中生产和在图25中显示的圆柱笼结构手动放置在两个玻璃载物片之间并手动施加压力直到圆柱笼结构变形和基本为平的。然后释放手动压力,且笼结构返回至它的先前的基本圆柱形状。所述制品的柔韧性、回弹性和形状记忆性质使得它们在多种用途上有吸引力,包括但不限于各种生物医学应用的支架。
实施例18
制造用于治疗用途的管腔内支架
支架通常用作经皮经腔气囊血管成形术程序的配件,在阻塞或部分阻塞的动脉和其它血管的处理中。例如,气囊血管成形术程序,导引管或套通过股动脉经皮引入到患者的心血管系统中,并经过脉管系统前进直到导引管的末端放置在损伤部位邻近的点。导引线和在末端具有气囊的扩张导管通过导引管引入,其中导引线在扩张导管内滑动。导引线首先从导引管中出来前进到患者的脉管系统中,并引导跨过脉管损伤。随后扩张导管前进经过前述前进的导引线,直到扩张气囊适当地跨脉管损伤放置。一旦在跨损伤的位置,可扩张的气囊用不透辐射的液体在相对高的压力下膨胀至预定大小,将损伤的动脉粥样硬化斑径向动脉壁的内部向压缩,并从而扩大动脉内腔。然后将气囊排气至小的轮廓使得扩张导管可从患者的脉管系统中退出,且血流恢复通过扩大的动脉。
气囊血管成形术有时导致短期或长期破坏。即,在程序之后不久脉管可突然闭合或在此后的几个月期间可逐渐发生再狭窄。为了对抗血管成形术后的再狭窄,可植入管腔内修补物,通常称为支架,用于获得长期的脉管开放。支架用作架子以结构性支撑血管壁,从而保持内腔开放,和通过递送导管运输至损伤部位。
支架类型可包括气囊可扩大支架,弹簧状自扩大支架和热可扩大支架。气囊可扩大支架通过扩张导管递送并通过可扩大元件例如充气气囊塑性变形,从小的初始直径至较大的的扩大直径。自扩大支架形成为可围绕递送导管径向压缩的弹簧元件。压缩的自扩大支架通常通过递送套保持在压缩状态下。在递送至损伤部位时,递送套缩回,允许支架膨胀。热可扩大支架由形状记忆合金组成,其能够在施加热量到合金时从小的初始直径扩大至第二较大直径。
期望在通过支架支撑的部位提供定位的脉管药物处理。因此,有时期望利用支架作为内腔壁的支撑同时作为一种或更多种药物试剂的递送媒介物。遗憾的是,通常用于常规支架的裸露金属材料通常不能携带和释放药物试剂。对该难题的前述设计解决方案已经将携药聚合物加入到金属支架。此外,已公开了以下方法,其中支架的金属结构已经形成或处理以便生产多孔表面,其提高了保留应用的药物试剂的能力。然而,这些方法通常不能在管腔内修补物例如支架上提供负载药物的快速、容易和便宜的方式。此外,仅少量的药物可负载在薄的聚合涂层内。
管腔内修补物,例如支架,已使用各种聚合材料和/或聚合材料涂层开发以克服常规金属修补物的限制。然而,期望能调节聚合管腔内修补物的各种机械性质(例如,模量,环向强度,柔韧性等)。例如,用于递送药物试剂的管腔内修补物,期望能调节药物试剂由其流出的速率。作为另一个实施例,期望能调节聚合材料的降解速率和/或降解特性。
根据本实施例的实施方案,制造聚合管腔内修补物的方法(例如,由聚合材料形成以包括适合地官能化的PEG、PLGA、聚己酸内酯、凝胶等)包括使聚合材料退火以选择性改变通过本文描述的方法获得的它们的结晶或结晶结构,包括但不限于与如上所述的圆柱笼结构相关阐述的那些。
布置于聚合材料上或之内的药物试剂可包括但不限于选自以下种类的试剂:抗新生物药、抗有丝分裂药、抗炎药、抗血小板药、抗凝血剂、抗纤维化药、抗硫胺素、抗增生剂、抗菌素、抗氧化剂、免疫抑制剂、抗过敏物质和它们的组合。
根据本发明的其它实施方案,管腔内修补物的聚合材料的分子交联程度可通过将聚合材料经受化学处理和/或照射来改变。聚合材料可在退火之前、期间或之后经受化学处理和/或照射。这些处理还可作为杀菌步骤。
实施例19
治疗微针阵列的制造
许多有希望的新治疗剂为大生物分子,例如肽、蛋白质、抗体和核酸。这些对于通过常规引入路径递送可能太大、易碎或不溶。皮下注射(包括血管内、肌内等)使敏感治疗剂能递送,但是它们诱发疼痛、提供意外针刺的机会和产生尖锐的生物有害的废物。此外,在疫苗递送的情况下,皮下注射针未将药剂递送至引起免疫反应的最佳位置;它们穿透入肌肉,为已知比皮肤具有更低密度的免疫敏感细胞的区域。经皮的贴(patch)对选择时间释放药物是有效的(如尼古丁和运动病药物),但是表皮(特别是角质层)限制大部分药物(>500Da)通过皮肤的扩散。明显地,将治疗剂有效运输至体内的能力仍然是重大挑战。
虽然常规经皮药物递送有限制,通常依赖治疗剂通过皮肤的被动扩散,但该给药途仍然很有希望。
使用上文实施例中描述的设备和可光聚合的生物相容和可生物降解的树脂(适合地为官能化的PEG、PLGA、聚己酸内酯、凝胶等)与治疗剂和疫苗成分(抗原、辅药等)组合使用,以生产与如上所示的具有基本相同的结构或外观的治疗微针阵列。本领域技术人员应理解通过本文描述的方法和设备可生产的用于这些治疗微针阵列的许多不同结构和构造。
实施例20
垂直分辨率与制造速度的相关性
在部件构建过程期间,在一些实施方案中,控制器图象处理单元(IPU)持续更新部件的横截面层的图像。在一些实施方案中,图像更新的最大速度f可在1帧/秒至1000帧/秒之间变化,取决于硬件。
如果所需的垂直分辨率为δ,则在构建过程中,部件承载体在一个图像帧期间的提升dz应小于δ。如果制造速度为v,则dz由以下给出

为了获得分辨率δ,制造速度v应小于以下给出的最大制造速度vmax

类似于以上说明的那些的两个象棋棋子部件在250mm/小时和500mm/小时的承载体提升速度下制备。用于制造这些部件的具体IPU的最大帧速为约1帧/秒。这些部件的估算分辨率为:250mm/小时下50微米,和500mm/小时下100微米。
实施例21
增加制造速率:温度
上文描述通过压力增加制造速率。此外,在上下文既概括又具体地阐述的方法和设备中,制造速率都可通过加热可聚合液体或树脂以减少它们的粘度而增加,促进可聚合液体填充构建区域,或促进可聚合液体迁移至构建区域(有或者没有增加的压力)。一些树脂,例如包括以上说明的那些高性能树脂,在室温和压力下可为固体,和加热可为液化它们的方便方式。
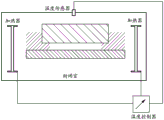
可通过任何适合的技术实施加热,例如操作关联到温度传感器和控制器的封闭式烘箱红外加热器,如图26中示意性说明。许多其它类型和构造的加热器,可单独或与上述和彼此组合使用。可使用电阻加热器,例如浸没在构建板上的可聚合液体中。可使用热电装置或Peltier加热器,例如与构建板和/或可聚合液体接触。可聚合液体可预热,在储存器中和/或通过不同进料线。可使用一个或多个温度传感器来检测环境(室内)温度、构建板温度、承载体温度、可聚合液体温度(例如,在任意点,例如在构建板上),等等。
在一些实施方案中,可聚合液体加热至高于室温至少5、10、20、40、60、80或100摄氏度或更多。
在一些实施方案中,可聚合液体在25摄氏度和大气压力下具有以下粘度:至少100、1,000或10,000厘泊,至1,000,000厘泊或更高(注意1厘泊=1毫帕斯卡秒)。在一些实施方案中,当加热(例如如上所述的量)时,这些可聚合液体可具有不超过1,000、100、10或1厘泊的粘度。需要获得的具体终粘度取决于以下因素,例如所需的制造速率,制造的制品的大小与形状,存在或不存在增加的压力等。
可通过任何适合的技术测量粘度,例如通过具有圆锥体和板几何形状的Brookfield粘度计,锥角为1度,40毫米的直径,在60转/分钟下操作。
如果需要,可任选地包括冷却器,以更快速地校正温度(具有加热器,或没有加热器),例如,以帮助将通过迅速光聚合放热产生的热量消散。同样可使用任何适合的冷却器构造,通常操作关联到如上所述的控制器和温度传感器。可使用换热器、散热器、冷冻剂、热电装置例如Peltier冷却器(其还可称作Peltier加热器)等。
实施例22
将树脂进料通过承载体和内部进料通道
如实施例3中论述,物体形成的速度取决于物体下表面的线性尺寸L,树脂粘度η,大气压力P和物体和室底部之间的间隙高度h。填充物体和室底部之间的间隙所需的时间τ为:

如可见,部件大小的10倍增加导致制造速度的100倍降低。为了消除制造速度与部件大小的这种强相关性,可聚合液体(或树脂)可进料通过部件承载体和通过部件,如图27所示。
泵可包含任何适合的泵送装置,包括但不限于注射泵、齿轮泵、蠕动泵等。泵运行的速率通过控制器控制,和取决于部件几何形状和制造速度。可聚合液体的压力可为
在该方法中,部件制造速率与物体下表面线性尺寸L、树脂粘度η、大气压力P、和物体和室底部之间的间隙高度h的相关性不再受以上方程限制,而是通过以下控制:树脂泵运行的速率、固化反应的速率和减轻从固化反应除热的能力。在该实施例中,泵可包含注射泵、齿轮泵或蠕动泵。泵操作可包括在中央处理器控制的反馈回路中,其中泵送速度取决于部件几何形状和所需的制造速度。
实施例23
树脂进料速率控制:前馈控制
在部件构建过程期间,树脂消耗速率基于部件的横截面积变化。控制树脂递送速率的方法描述如下。如果构建速度为v,且部件的横截面A随时间t变化为A(t),则树脂递送速度可调节,完全或部分地对应于:

例如,在构建过程期间,中央处理器(CPU)作为控制器可实时计算部件的当前横截面,然后根据例如以上方程的规则计算递送速率和将计算速率传达至树脂递送泵控制器(RDPC)。然后,RDPC可根据从CPU接收的数据调节树脂递送泵的速度。
这种前馈控制系统可单独或与如上所述的其它前馈和反馈控制系统(例如,温度和/或压力控制)组合使用。
实施例24
通过外部进料导管进料可聚合液体
在一些实施方案中,其中通过承载体内形成的一个或多个通道供应可聚合液体,可能需要所制造的制品的一些或全部整个都为固体。在此情况下,与供应可聚合液体的一个(或每个)通道流体连通的分开的或外部进料导管可在制品制造同时在邻近制造(与在生产的制品内形成的一个或多个内部进料通道相反)。
然后,可聚合液体可通过外部进料管道提供至构建板和制造区域。在一些实施方案中,可构造多个这样的进料导管,例如2、10、100或1000或更多,取决于制造的制品的大小。这些外部进料导管可与内部进料通道(即,在制造的制品内形成的通道)组合、同时或顺序(例如备选地)使用。
实施例25
用多个进料导管用多种不同树脂制造
可使用多种树脂制造制品,通过将不同的树脂进料通过构建平台,和使用它们产生管或通道以递送树脂来校正制造的部件的面积。
图28说明可用于将树脂进料通过构建平台的方法,使用其制造必要形状的树脂递送通道,和在必要时进料额外的树脂以制造部件自身。当该段已完成制造时,通道经固化关闭和另一个通道可开始进料下一树脂以继续制造部件。
实施例26
方法和设备的控制
如上所述的方法和设备可通过通用计算机内运行的软件程序控制,在计算机和如上所述的设备之间具有适合的接口硬件。许多备选是市售可得的。图29-31显示组件的一种组合的非限制性实例,其中“微控制器”为Parallax Propeller,步进式电动机驱动器为Sparkfun EasyDriver,LED驱动器为Luxeon Single LED Driver,串行USB为Parallax USBSerial转换器,和DLP系统为Texas Instruments LightCrafter系统。
上述为本发明的说明,且不应理解为其限制。本发明由以下权利要求限定,权利要求的等价物包括在其中。
Claims (43)
1.形成三维物体的方法,其包含以下步骤:
(a) 提供承载体和构建板,所述构建板包含半渗透性元件,所述半渗透性元件包含构建表面,其中所述构建表面和所述承载体限定它们之间的构建区域,和其中所述构建表面通过所述半渗透性元件与聚合抑制剂来源流体连通;
(b) 用可聚合液体填充所述构建区域,所述可聚合液体与所述构建表面接触;
(c) 通过所述构建板照射所述构建区域以在所述构建区域内产生固体聚合区域,同时形成或保持在所述固体聚合区域和所述构建表面之间形成的由所述可聚合液体组成的液膜脱离层,通过所述聚合抑制剂抑制该液膜的聚合;和
(d) 将附着有所述聚合区域的所述承载体提升远离所述构建板上的所述构建表面,以产生在所述聚合区域和所述构建表面之间的后续构建区域;
(e) 其中所述承载体具有形成在其中的至少一个通道,和通过将所述可聚合液体通过所述至少一个通道通入或压入所述构建区域来实施所述填充步骤。
2.权利要求1的方法,其中所述承载体具有在其中形成的多个通道,和其中将不同的可聚合液体压入通过所述多个通道的不同通道。
3.权利要求1或2的方法,其进一步包含同时形成与所述物体分开的至少一个或多个外部进料导管,所述至少一个进料导管各自与所述承载体内的通道流体连通,以将至少一种或多种不同的可聚合液体从所述承载体供应至所述构建区域。
4.权利要求1或2的方法,其进一步包含:
(e) 连续和/或重复步骤(b)至(e)以产生附着在先前的聚合区域的后续聚合区域,直到彼此附着的聚合区域的连续或重复沉积形成所述三维物体。
5.权利要求4的方法,其中步骤(b)至(e)同时实施。
6.权利要求1或2的方法,其中所述构建板是固定的或不动的。
7.权利要求1或2的方法,其中所述聚合抑制剂来源为在所述半渗透性元件内的聚合抑制剂储器。
8.权利要求1或2的方法,其中所述半渗透性元件还包含与所述构建表面分开的进料表面。
9.权利要求8的方法,其中所述进料表面与聚合抑制剂流体接触,以便提供所述聚合抑制剂来源。
10.权利要求1或2的方法,其进一步包含加热所述可聚合液体以减少它们在所述构建区域内的粘度。
11.权利要求1或2的方法,其进一步包含在所述构建区域内冷却所述可聚合液体以消散通过聚合反应产生的热量。
12.权利要求1或2的方法,其中所述提升步骤在至少0.1、1、10、100或1000微米/秒的累积率下实施。
13.权利要求1或2的方法,其中将过量的可聚合液体供应至所述构建区域,由此移除或排出以冷却所述构建区域,然后再循环回到所述构建区域。
14.权利要求1或2的方法,其中所述提升步骤通过从所述构建表面垂直地提升所述承载体来实施。
15.权利要求8的方法,其中:所述半渗透性元件包含上表面部分、下表面部分和侧表面部分;所述构建表面在所述上表面部分上;和所述进料表面在所述上表面部分、所述下表面部分和所述侧表面部分的至少之一上。
16.权利要求1或2的方法,其中所述半渗透性元件具有0.1-100毫米的厚度;和/或
其中所述半渗透性元件具有至少7.5x10-17m2s-1Pa-1的氧渗透率;和/或
其中所述半渗透性元件由半渗透性含氟聚合物、刚性透气聚合物、多孔玻璃或它们的组合形成。
17.权利要求1或2的方法,其中所述照射步骤用光化辐射实施。
18.权利要求1或2的方法,其中所述承载体在其上具有可溶性牺牲层,和所述三维物体在所述可溶性牺牲层上形成。
19.权利要求1或2的方法,其中:所述构建区域的总表面积占所述构建表面总表面积的至少70%;和/或
其中所述承载体和物体在任何方向的横向运动不超过所述构建区域在相应方向宽度的30%。
20.权利要求1或2的方法,其中所述可聚合液体包含自由基可聚合液体和所述抑制剂包含氧。
21.权利要求1或2的方法,其中所述可聚合液体包含酸催化或阳离子型可聚合液体,和所述抑制剂包含碱。
22.权利要求1或2的方法,其中所述可聚合液体还包含活性剂、可检测剂、固体颗粒或它们的组合。
23.权利要求1或2的方法,其中所述三维物体包含医学装置、杆或纤维。
24.权利要求1或2的方法,其中所述照射步骤通过无掩模光刻法实施。
25.权利要求1或2的方法,其进一步包含以下步骤:
监控或探测至少一个过程参数和/或提供至少一个已知的或预定的过程参数;然后
改变与所述监控过程参数或已知过程参数响应的至少一个过程条件。
26.权利要求1或2的方法,其中将附着有所述聚合区域的所述承载体单向提升远离在所述构建板上的所述构建表面。
27.由可聚合液体形成三维物体的设备,其包含:
(a) 支撑体;
(b) 操作关联到所述支撑体的承载体,在该承载体上形成所述三维物体;
(c) 形成在所述承载体内的至少一个通道;
(d) 连接到所述支撑体的构建板,所述构建板包含半渗透性元件,所述半渗透性元件包含构建表面,其中所述构建表面和所述承载体限定它们之间的构建区域;
(e) 液体聚合物供应,其操作关联到所述构建板并配置用以将液体聚合物通过所述至少一个通道供应至所述构建区域中用于固化聚合;
(f) 照射源,其操作关联到所述构建板并配置用以通过所述构建板照射所述构建区域和在其中由所述液体聚合物形成固体聚合区域;和
(g) 通过所述半渗透性元件与聚合抑制剂来源流体连通的构建表面,以便促进在所述固体聚合区域和所述构建表面之间形成的由所述可聚合液体组成的液膜脱离层的形成或维持,通过所述聚合抑制剂抑制该液膜的聚合。
28.权利要求27的设备,其中所述承载体具有在其中形成的多个通道,配置用于将不同的可聚合液体供应通过所述多个通道的不同通道。
29.权利要求27或28的设备,其进一步包含与所述物体分开的至少一个或多个外部进料导管,所述至少一个进料导管各自与所述承载体内的通道流体连通,配置用于将至少一种或多种不同的可聚合液体从所述承载体供应至所述构建区域。
30.权利要求27或28的设备,其中所述构建板是固定的或不动的。
31.权利要求27或28的设备,其中所述聚合抑制剂来源为在所述半渗透性元件内的聚合抑制剂储器。
32.权利要求27或28的设备,其中所述半渗透性元件还包含与所述构建表面分开的进料表面。
33.权利要求32的设备,其中所述进料表面与聚合抑制剂流体接触,以便提供所述聚合抑制剂来源。
34.权利要求27或28的设备,其进一步包含操作关联到所述承载体和光源的控制器,用于在所述构建区域内液体聚合期间或之后,将所述承载体提升远离所述构建板。
35.权利要求27或28的设备,其进一步包含操作关联到所述构建板和/或所述液体聚合物供应的加热器,所述加热器配置用以加热提供应到所述构建区域中的可聚合液体。
36.权利要求27或28的设备,其进一步包含冷却器,其操作关联到所述构建板并配置用以冷却所述构建区域内的可聚合液体。
37.权利要求32的设备,其中:
所述半渗透性元件包含上表面部分、下表面部分和侧表面部分;
所述构建表面在所述上表面部分上;和
所述进料表面在所述上表面部分、所述下表面部分和所述侧表面部分的至少之一上。
38.权利要求27或28的设备,其进一步包含操作关联到所述液体聚合物供应的压力源。
39.权利要求27或28的设备,其中所述照射源包含光源。
40.权利要求34的设备,其进一步包含操作关联到所述照射源和所述控制器的空间光调制阵列,并配置用以通过无掩模光刻法实施可聚合液体的照射。
41.权利要求27或28的设备,其中所述承载体包含操作关联到至少一个致动器的板、柱、网、膜、卷或它们的组合。
42.权利要求34的设备,其中所述承载体包含驱动器,所述驱动器和所述控制器配置用以将所述承载体单向提升远离所述构建表面。
43.权利要求27或28的设备,其中所述承载体在其上具有可溶性牺牲层,和所述三维物体在所述可溶性牺牲层上形成。
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201361763746P | 2013-02-12 | 2013-02-12 | |
| US61/763746 | 2013-02-12 | ||
| US201361865841P | 2013-08-14 | 2013-08-14 | |
| US61/865841 | 2013-08-14 | ||
| US201361919903P | 2013-12-23 | 2013-12-23 | |
| US61/919903 | 2013-12-23 | ||
| PCT/US2014/015497 WO2014126834A2 (en) | 2013-02-12 | 2014-02-10 | Method and apparatus for three-dimensional fabrication with feed through carrier |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN105452958A CN105452958A (zh) | 2016-03-30 |
| CN105452958B true CN105452958B (zh) | 2020-03-20 |
Family
ID=50156962
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201480008529.6A Active CN105452958B (zh) | 2013-02-12 | 2014-02-10 | 通过承载体利用进料的三维制造的方法和设备 |
| CN201480008364.2A Active CN105122135B (zh) | 2013-02-12 | 2014-02-10 | 连续液体中间相打印 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201480008364.2A Active CN105122135B (zh) | 2013-02-12 | 2014-02-10 | 连续液体中间相打印 |
Country Status (15)
| Country | Link |
|---|---|
| US (10) | US9205601B2 (zh) |
| EP (4) | EP3187938A1 (zh) |
| JP (3) | JP6522519B2 (zh) |
| KR (2) | KR20150117275A (zh) |
| CN (2) | CN105452958B (zh) |
| BR (2) | BR112015018056A2 (zh) |
| CA (2) | CA2898103A1 (zh) |
| DK (1) | DK2956823T4 (zh) |
| ES (1) | ES2588485T5 (zh) |
| HK (2) | HK1215476A1 (zh) |
| HR (1) | HRP20161016T4 (zh) |
| MX (2) | MX352425B (zh) |
| PL (1) | PL2956823T5 (zh) |
| TW (2) | TWI655498B (zh) |
| WO (2) | WO2014126837A2 (zh) |
Families Citing this family (602)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9498920B2 (en) | 2013-02-12 | 2016-11-22 | Carbon3D, Inc. | Method and apparatus for three-dimensional fabrication |
| CN105452958B (zh) | 2013-02-12 | 2020-03-20 | 卡本有限公司 | 通过承载体利用进料的三维制造的方法和设备 |
| GB2514139A (en) | 2013-05-14 | 2014-11-19 | Aghababaie Lin & Co Ltd | Apparatus for fabrication of three dimensional objects |
| US9360757B2 (en) | 2013-08-14 | 2016-06-07 | Carbon3D, Inc. | Continuous liquid interphase printing |
| US11260208B2 (en) | 2018-06-08 | 2022-03-01 | Acclarent, Inc. | Dilation catheter with removable bulb tip |
| US9248611B2 (en) | 2013-10-07 | 2016-02-02 | David A. Divine | 3-D printed packaging |
| US9707748B2 (en) * | 2013-10-07 | 2017-07-18 | Planetary Systems Corporation | Printed spacecraft separation system |
| AT515138B1 (de) * | 2013-11-22 | 2016-05-15 | Tech Universität Wien | Vorrichtung zum Verarbeiten von photopolymerisierbarem Material zum schichtweisen Aufbau eines Formkörpers |
| US10479126B1 (en) | 2013-12-10 | 2019-11-19 | Wells Fargo Bank, N.A. | Transaction instrument |
| US10380476B1 (en) | 2013-12-10 | 2019-08-13 | Wells Fargo Bank, N.A. | Transaction instrument |
| US10354175B1 (en) | 2013-12-10 | 2019-07-16 | Wells Fargo Bank, N.A. | Method of making a transaction instrument |
| US10513081B1 (en) | 2013-12-10 | 2019-12-24 | Wells Fargo Bank, N.A. | Method of making a transaction instrument |
| US20150197063A1 (en) * | 2014-01-12 | 2015-07-16 | Zohar SHINAR | Device, method, and system of three-dimensional printing |
| EP3099266B1 (en) | 2014-01-31 | 2021-07-28 | Align Technology, Inc. | Orthodontic appliances with elastics |
| US10555792B2 (en) | 2014-01-31 | 2020-02-11 | Align Technology, Inc. | Direct fabrication of orthodontic appliances with elastics |
| US10537406B2 (en) | 2014-02-21 | 2020-01-21 | Align Technology, Inc. | Dental appliance with repositioning jaw elements |
| US9844424B2 (en) | 2014-02-21 | 2017-12-19 | Align Technology, Inc. | Dental appliance with repositioning jaw elements |
| KR101863826B1 (ko) * | 2014-02-28 | 2018-06-01 | 이병극 | 광경화식 3d 성형방법 및 광경화식 3d 성형장치 |
| WO2015142546A1 (en) | 2014-03-21 | 2015-09-24 | Carbon3D, Inc. | Method and apparatus for three-dimensional fabrication with gas injection through carrier |
| CN111772834B (zh) | 2014-03-21 | 2022-07-15 | 阿莱恩技术有限公司 | 具有弹性体的分段的正畸矫正器 |
| WO2015164234A1 (en) | 2014-04-25 | 2015-10-29 | Carbon3D, Inc. | Continuous three dimensional fabrication from immiscible liquids |
| US9841750B2 (en) | 2014-05-13 | 2017-12-12 | Autodesk, Inc. | Dynamic real-time slice engine for 3D printing |
| US9782934B2 (en) | 2014-05-13 | 2017-10-10 | Autodesk, Inc. | 3D print adhesion reduction during cure process |
| US10073424B2 (en) | 2014-05-13 | 2018-09-11 | Autodesk, Inc. | Intelligent 3D printing through optimization of 3D print parameters |
| KR20170017941A (ko) | 2014-06-20 | 2017-02-15 | 카본, 인크. | 중합성 액체의 왕복 공급을 통한 3차원 프린팅 |
| WO2015193709A1 (en) | 2014-06-20 | 2015-12-23 | Align Technology, Inc. | Aligners with elastic layer |
| US10661501B2 (en) | 2014-06-20 | 2020-05-26 | Carbon, Inc. | Three-dimensional printing method using increased light intensity and apparatus therefor |
| US10569465B2 (en) | 2014-06-20 | 2020-02-25 | Carbon, Inc. | Three-dimensional printing using tiled light engines |
| CN106572894A (zh) | 2014-06-20 | 2017-04-19 | 阿莱恩技术有限公司 | 弹性件覆盖的正畸矫正器 |
| CN106796392B (zh) | 2014-06-23 | 2021-12-14 | 卡本有限公司 | 由具有多重硬化机制的材料制备聚氨酯三维物体的方法 |
| WO2016007495A1 (en) * | 2014-07-10 | 2016-01-14 | Carbon3D, Inc. | Methods and apparatus for continuous liquid interface production with rotation |
| US9925797B2 (en) | 2014-08-07 | 2018-03-27 | Orbotech Ltd. | Lift printing system |
| WO2016025599A1 (en) | 2014-08-12 | 2016-02-18 | Carbon3D, Inc. | Three-dimensional printing using carriers with release mechanisms |
| US9975295B2 (en) | 2014-08-12 | 2018-05-22 | Carbon, Inc. | Acceleration of stereolithography |
| US11390062B2 (en) | 2014-08-12 | 2022-07-19 | Carbon, Inc. | Three-dimensional printing with supported build plates |
| US10166725B2 (en) * | 2014-09-08 | 2019-01-01 | Holo, Inc. | Three dimensional printing adhesion reduction using photoinhibition |
| US9610141B2 (en) | 2014-09-19 | 2017-04-04 | Align Technology, Inc. | Arch expanding appliance |
| US10449016B2 (en) | 2014-09-19 | 2019-10-22 | Align Technology, Inc. | Arch adjustment appliance |
| US11745302B2 (en) | 2014-10-17 | 2023-09-05 | Applied Materials, Inc. | Methods and precursor formulations for forming advanced polishing pads by use of an additive manufacturing process |
| US10875153B2 (en) | 2014-10-17 | 2020-12-29 | Applied Materials, Inc. | Advanced polishing pad materials and formulations |
| SG11201703114QA (en) | 2014-10-17 | 2017-06-29 | Applied Materials Inc | Cmp pad construction with composite material properties using additive manufacturing processes |
| WO2016063270A1 (en) | 2014-10-19 | 2016-04-28 | Orbotech Ltd. | Llift printing of conductive traces onto a semiconductor substrate |
| US10451953B2 (en) | 2014-11-12 | 2019-10-22 | Orbotech Ltd. | Acousto-optic deflector with multiple output beams |
| US9744001B2 (en) | 2014-11-13 | 2017-08-29 | Align Technology, Inc. | Dental appliance with cavity for an unerupted or erupting tooth |
| US10730241B2 (en) * | 2014-11-17 | 2020-08-04 | Autodesk, Inc. | Techniques for automatically placing escape holes during three-dimensional printing |
| EP3237972A1 (en) | 2014-12-23 | 2017-11-01 | Bridgestone Americas Tire Operations, LLC | Actinic radiation curable polymeric mixtures, cured polymeric mixtures and related processes |
| EP3240671B1 (en) | 2014-12-31 | 2020-12-16 | Carbon, Inc. | Three-dimensional printing of objects with breathing orifices |
| WO2016112084A1 (en) * | 2015-01-06 | 2016-07-14 | Carbon3D, Inc. | Build plate for three dimensional printing having a rough or patterned surface |
| WO2016112090A1 (en) * | 2015-01-07 | 2016-07-14 | Carbon3D, Inc. | Microfluidic devices and methods of making the same |
| US20160200052A1 (en) * | 2015-01-13 | 2016-07-14 | Carbon3D, Inc. | Three-dimensional printing with build plates having surface topologies for increasing permeability and related methods |
| EP3247816A4 (en) | 2015-01-19 | 2018-01-24 | Orbotech Ltd. | Printing of three-dimensional metal structures with a sacrificial support |
| GB201501089D0 (en) | 2015-01-22 | 2015-03-11 | Univ Greenwich | Stent |
| US10504386B2 (en) | 2015-01-27 | 2019-12-10 | Align Technology, Inc. | Training method and system for oral-cavity-imaging-and-modeling equipment |
| EP3250368A1 (en) * | 2015-01-30 | 2017-12-06 | Carbon, Inc. | Build plates for continuous liquid interface printing having permeable sheets and related methods, systems and devices |
| WO2016123499A1 (en) * | 2015-01-30 | 2016-08-04 | Carbon3D, Inc. | Build plates for continuous liquid interface printing having permeable base and adhesive for increasing permeability and related methods, systems and devices |
| WO2016126779A1 (en) | 2015-02-05 | 2016-08-11 | Carbon3D, Inc. | Method of additive manufacturing by fabrication through multiple zones |
| JP6731930B2 (ja) * | 2015-02-05 | 2020-07-29 | カーボン,インコーポレイテッド | 断続的曝露による付加製造方法 |
| US20160229123A1 (en) * | 2015-02-09 | 2016-08-11 | Carbon3D, Inc. | Remote three-dimensional continuous liquid interface production (clip) systems, related printers, and methods of operating the same |
| US11000992B2 (en) * | 2015-02-20 | 2021-05-11 | Carbon, Inc. | Methods and apparatus for continuous liquid interface printing with electrochemically supported dead zone |
| US10391711B2 (en) | 2015-03-05 | 2019-08-27 | Carbon, Inc. | Fabrication of three dimensional objects with multiple operating modes |
| WO2016140888A1 (en) * | 2015-03-05 | 2016-09-09 | Carbon3D, Inc. | Fabrication of three dimensional objects with variable slice thickness |
| WO2016145050A1 (en) * | 2015-03-10 | 2016-09-15 | Carbon3D, Inc. | Microfluidic devices having flexible features and methods of making the same |
| WO2016145182A1 (en) * | 2015-03-12 | 2016-09-15 | Carbon3D, Inc. | Additive manufacturing using polymerization initiators or inhibitors having controlled migration |
| WO2016149152A1 (en) | 2015-03-13 | 2016-09-22 | The University Of North Carolina At Chapel Hill | Polymeric microneedles and rapid additive manufacturing of the same |
| US10336000B2 (en) | 2015-03-13 | 2019-07-02 | Carbon, Inc. | Methods, systems, and computer program products for determining orientation and fabrication parameters used in three-dimensional (3D) continuous liquid interface printing (CLIP) systems, and related printers |
| CA2981062C (en) * | 2015-03-31 | 2023-08-15 | Dentsply Sirona Inc. | Three-dimensional fabricating systems for rapidly producing objects |
| CN106142551A (zh) * | 2015-04-10 | 2016-11-23 | 江苏威宝仕科技有限公司 | 一种用于快速成型的连续紫外线光固化方法 |
| KR101681974B1 (ko) * | 2015-04-28 | 2016-12-12 | 주식회사 쓰리디박스 | 3d 프린터 |
| WO2016172804A1 (en) * | 2015-04-30 | 2016-11-03 | Fortier, Raymond | Improved stereolithography system |
| WO2016172784A1 (en) * | 2015-04-30 | 2016-11-03 | Fortier, Raymond | Improved stereolithography system |
| EP3304201A4 (en) * | 2015-04-30 | 2019-06-26 | Castanon, Diego | IMPROVED STEREOLITHOGRAPHY SYSTEM |
| WO2016172805A1 (en) * | 2015-04-30 | 2016-11-03 | Fortier, Raymond | Improved stereolithography system |
| EP3297809A1 (en) * | 2015-05-19 | 2018-03-28 | Addifab ApS | Additive manufacturing apparatus with recoat unit and process using the same |
| TWI667125B (zh) * | 2015-05-20 | 2019-08-01 | 蔡枘頤 | 光固化3d成型機光學系統校正方法及其裝置 |
| US10308007B2 (en) | 2015-06-18 | 2019-06-04 | University Of Southern California | Mask video projection based stereolithography with continuous resin flow |
| DE102015212099B4 (de) | 2015-06-29 | 2022-01-27 | Adidas Ag | Sohlen für Sportschuhe |
| DE102015212153A1 (de) | 2015-06-30 | 2017-01-05 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Druckvorrichtung zum Drucken einer dreidimensionalen Struktur |
| US10959810B2 (en) | 2015-07-07 | 2021-03-30 | Align Technology, Inc. | Direct fabrication of aligners for palate expansion and other applications |
| US11045282B2 (en) | 2015-07-07 | 2021-06-29 | Align Technology, Inc. | Direct fabrication of aligners with interproximal force coupling |
| WO2017006178A1 (en) | 2015-07-07 | 2017-01-12 | Align Technology, Inc. | Systems, apparatuses and methods for substance delivery from dental appliances and for ornamental designs on dental appliances |
| US10492888B2 (en) | 2015-07-07 | 2019-12-03 | Align Technology, Inc. | Dental materials using thermoset polymers |
| WO2017007964A1 (en) | 2015-07-07 | 2017-01-12 | Align Technology, Inc. | Orthodontic appliances with variable properties and integrally formed components |
| US10363116B2 (en) | 2015-07-07 | 2019-07-30 | Align Technology, Inc. | Direct fabrication of power arms |
| US10874483B2 (en) | 2015-07-07 | 2020-12-29 | Align Technology, Inc. | Direct fabrication of attachment templates with adhesive |
| US10743964B2 (en) | 2015-07-07 | 2020-08-18 | Align Technology, Inc. | Dual aligner assembly |
| US10471538B2 (en) * | 2015-07-09 | 2019-11-12 | Orbotech Ltd. | Control of lift ejection angle |
| US10139650B2 (en) | 2015-07-15 | 2018-11-27 | Timothy James | One piece eyewear with concealed hinges |
| WO2017020020A1 (en) * | 2015-07-30 | 2017-02-02 | Wildcat Dp Llc | Material and method for 3-d fabrication |
| EP3124509A1 (en) | 2015-07-31 | 2017-02-01 | Afinitica Technologies, S. L. | Fast light curing cyanoacrylate compositions |
| HU230841B1 (hu) | 2015-08-14 | 2018-08-28 | Marton Bartos | Berendezés és eljárás háromdimenziós tárgy elõállítására |
| CN108350145B (zh) * | 2015-09-04 | 2021-06-22 | 卡本有限公司 | 用于增材制造的氰酸酯双重固化树脂 |
| US20180229436A1 (en) * | 2015-09-04 | 2018-08-16 | Carbon3D, Inc. | Methods of Making Three Dimensional Objects from Dual Cure Resins with Supported Second Cure |
| EP3347399B1 (en) | 2015-09-09 | 2020-12-09 | Carbon, Inc. | Epoxy dual cure resins for additive manufacturing |
| US10792868B2 (en) | 2015-09-09 | 2020-10-06 | Carbon, Inc. | Method and apparatus for three-dimensional fabrication |
| US10800094B2 (en) | 2015-09-14 | 2020-10-13 | Carbon, Inc. | Light-curable article of manufacture with portions of differing solubility |
| DE102015115796A1 (de) * | 2015-09-18 | 2017-03-23 | Osram Opto Semiconductors Gmbh | Verfahren zum Ausbilden eines oder mehrerer dreidimensionaler Objekte |
| KR101874791B1 (ko) * | 2015-09-22 | 2018-07-05 | 주식회사 캐리마 | 광경화식 3d 성형방법 및 광경화식 3d 성형장치 |
| JP6889155B2 (ja) * | 2015-09-25 | 2021-06-18 | カーボン,インコーポレイテッド | ライティングパネルを有する継続的液体相間印刷用のビルドプレートアセンブリー、及び関連した方法、システム並びにデバイス |
| WO2017059082A1 (en) | 2015-09-30 | 2017-04-06 | Carbon, Inc. | Method and apparatus for producing three-dimensional objects |
| ITUB20154169A1 (it) | 2015-10-02 | 2017-04-02 | Thelyn S R L | Metodo e apparato di foto-indurimento a substrato auto-lubrificante per la formazione di oggetti tridimensionali. |
| TW201713488A (zh) * | 2015-10-07 | 2017-04-16 | Shi-Bin Li | 3d雷射列印機之光源調整方法 |
| US20180290380A1 (en) | 2015-10-15 | 2018-10-11 | Saint-Gobain Ceramics & Plastics, Inc. | Method for forming a three dimensional body from a mixture with a high content of solid particles |
| EP3347904B1 (de) | 2015-10-28 | 2019-08-28 | LEONI Kabel GmbH | Verfahren zur ummantelung eines strangguts, vorrichtung für das verfahren und computerprogrammprodukt |
| WO2017075575A1 (en) | 2015-10-30 | 2017-05-04 | Polar 3D Llc | Apparatus and method for forming 3d objects |
| EP3368311B1 (en) * | 2015-10-30 | 2022-09-14 | Seurat Technologies, Inc. | Additive manufacturing system |
| CN106626373B (zh) * | 2015-10-30 | 2019-08-23 | 杭州云中新材料有限公司 | 一种点阵技术3d打印方法及应用其的设备 |
| US20180311893A1 (en) * | 2015-10-30 | 2018-11-01 | Jae-won Choi | Additive printing apparatus and method employing liquid bridge |
| US10647873B2 (en) | 2015-10-30 | 2020-05-12 | Carbon, Inc. | Dual cure article of manufacture with portions of differing solubility |
| US11891485B2 (en) | 2015-11-05 | 2024-02-06 | Carbon, Inc. | Silicone dual cure resins for additive manufacturing |
| US10384439B2 (en) | 2015-11-06 | 2019-08-20 | Stratasys, Inc. | Continuous liquid interface production system with viscosity pump |
| WO2017079774A2 (de) | 2015-11-12 | 2017-05-18 | Klaus Stadlmann | Stereolithographie-vorrichtung mit kartuscheneinrichtung |
| US11554000B2 (en) | 2015-11-12 | 2023-01-17 | Align Technology, Inc. | Dental attachment formation structure |
| US11931222B2 (en) | 2015-11-12 | 2024-03-19 | Align Technology, Inc. | Dental attachment formation structures |
| CN108349120B (zh) | 2015-11-22 | 2020-06-23 | 奥博泰克有限公司 | 打印的三维结构的表面性质控制 |
| US11065616B2 (en) * | 2015-11-23 | 2021-07-20 | King Abdullah University Of Science And Technology | Methods of making microfluidic devices |
| US11103330B2 (en) | 2015-12-09 | 2021-08-31 | Align Technology, Inc. | Dental attachment placement structure |
| US11596502B2 (en) | 2015-12-09 | 2023-03-07 | Align Technology, Inc. | Dental attachment placement structure |
| US11141919B2 (en) | 2015-12-09 | 2021-10-12 | Holo, Inc. | Multi-material stereolithographic three dimensional printing |
| DE102015121858A1 (de) * | 2015-12-15 | 2017-06-22 | Heraeus Kulzer Gmbh | Verfahren zur Herstellung grosser polymerisierter dentaler Materialblöcke |
| WO2017104368A1 (ja) * | 2015-12-16 | 2017-06-22 | 国立大学法人横浜国立大学 | 光造形装置 |
| JP6949024B2 (ja) | 2015-12-16 | 2021-10-13 | スリーエム イノベイティブ プロパティズ カンパニー | 付加製造システム及び付加製造方法 |
| WO2017105960A1 (en) | 2015-12-17 | 2017-06-22 | Bridgestone Americas Tire Operations, Llc | Additive manufacturing cartridges and processes for producing cured polymeric products by additive manufacturing |
| AT518101B1 (de) | 2015-12-17 | 2018-05-15 | Stadlmann Klaus | Verfahren zum Erzeugen eines dreidimensionalen Gegenstands |
| US10343331B2 (en) | 2015-12-22 | 2019-07-09 | Carbon, Inc. | Wash liquids for use in additive manufacturing with dual cure resins |
| US10647054B2 (en) | 2015-12-22 | 2020-05-12 | Carbon, Inc. | Accelerants for additive manufacturing with dual cure resins |
| US10787583B2 (en) | 2015-12-22 | 2020-09-29 | Carbon, Inc. | Method of forming a three-dimensional object comprised of a silicone polymer or co-polymer |
| CN115195104B (zh) | 2015-12-22 | 2023-12-05 | 卡本有限公司 | 用于用双重固化树脂的增材制造的双重前体树脂系统 |
| US10501572B2 (en) | 2015-12-22 | 2019-12-10 | Carbon, Inc. | Cyclic ester dual cure resins for additive manufacturing |
| WO2017112521A1 (en) | 2015-12-22 | 2017-06-29 | Carbon, Inc. | Production of flexible products by additive manufacturing with dual cure resins |
| JP6944935B2 (ja) | 2015-12-22 | 2021-10-06 | カーボン,インコーポレイテッド | 二重硬化樹脂を用いた積層造形による複数の中間体からの複合生産物の製作 |
| US10611080B2 (en) | 2015-12-22 | 2020-04-07 | Carbon, Inc. | Three-dimensional printing using selectively lockable carriers |
| WO2017112571A1 (en) | 2015-12-22 | 2017-06-29 | Carbon, Inc. | Dual cure additive manufacturing of rigid intermediates that generate semi-rigid, flexible, or elastic final products |
| CN108473768A (zh) | 2015-12-30 | 2018-08-31 | 美国圣戈班性能塑料公司 | 可辐射固化制品及其制备和使用方法 |
| CN106976230B (zh) * | 2016-01-13 | 2019-08-20 | 中国科学院福建物质结构研究所 | 一种3d打印设备和方法 |
| US11123920B2 (en) | 2016-01-13 | 2021-09-21 | Fujian Institute Of Research On The Structure Of Matter, Chinese Academy Of Science | 3D printing apparatus and method |
| CN106976232B (zh) * | 2016-01-13 | 2020-10-16 | 福建国锐中科光电有限公司 | 一种半渗透性元件及其应用和制备方法及3d打印设备 |
| US10391605B2 (en) | 2016-01-19 | 2019-08-27 | Applied Materials, Inc. | Method and apparatus for forming porous advanced polishing pads using an additive manufacturing process |
| US10259081B2 (en) | 2016-02-08 | 2019-04-16 | Board Of Regents, The University Of Texas System | Connecting metal foils/wires and components in 3D printed substrates with wire bonding |
| US10569464B2 (en) | 2016-02-08 | 2020-02-25 | Board Of Regents, The University Of Texas System | Connecting metal foils/wires at different layers in 3D printed substrates with wire spanning |
| JP6849457B2 (ja) | 2016-03-09 | 2021-03-24 | キヤノン株式会社 | 三次元造形装置 |
| EP4129300A1 (en) | 2016-03-23 | 2023-02-08 | The University of North Carolina at Chapel Hill | Geometrically complex intravaginal rings, systems and methods of making the same |
| AT518465B1 (de) * | 2016-03-25 | 2017-11-15 | Stadlmann Klaus | Anlage und Verfahren zum Generieren eines dreidimensionalen Körpers |
| US10016661B2 (en) | 2016-04-06 | 2018-07-10 | Acushnet Company | Methods for making golf ball components using three-dimensional additive manufacturing systems |
| WO2017174545A1 (en) | 2016-04-08 | 2017-10-12 | Solvay Specialty Polymers Usa, Llc | Photocurable polymers, photocurable polymer compositions and lithographic processes including the same |
| WO2017190047A1 (en) * | 2016-04-29 | 2017-11-02 | Saint-Gobain Performance Plastics Corporation | Radiation curable system and method for making a radiation curable article |
| US20200307072A1 (en) * | 2016-05-04 | 2020-10-01 | Saomt-Gobain Ceramics & Plastics, Inc. | Method for forming a three-dimensional body having regions of different densities |
| CN105773982B (zh) * | 2016-05-13 | 2017-10-13 | 江苏锐辰光电技术有限公司 | 激光3d打印机用万向载物台 |
| CN109414874A (zh) * | 2016-05-31 | 2019-03-01 | 西北大学 | 用于制造三维物体的方法和设备 |
| US10383705B2 (en) | 2016-06-17 | 2019-08-20 | Align Technology, Inc. | Orthodontic appliance performance monitor |
| EP3471599A4 (en) | 2016-06-17 | 2020-01-08 | Align Technology, Inc. | INTRAORAL DEVICES WITH SENSOR |
| CN113059795B (zh) | 2016-06-20 | 2023-05-02 | B9创造有限责任公司 | 一种用于减少三维增材制造生产时间的系统和方法 |
| US10500786B2 (en) | 2016-06-22 | 2019-12-10 | Carbon, Inc. | Dual cure resins containing microwave absorbing materials and methods of using the same |
| JP7166175B2 (ja) | 2016-06-27 | 2022-11-07 | フォームラブス,インコーポレーテッド | 積層造形のための位置検出技術ならびに関連するシステムおよび方法 |
| US20180001552A1 (en) * | 2016-06-30 | 2018-01-04 | Carbon, Inc. | Method and apparatus for three-dimensional fabrication of continuous sheets of material |
| CN211105627U (zh) * | 2016-07-01 | 2020-07-28 | 卡本有限公司 | 用于三维打印机的构造板、构造板组件和用于由可聚合液体形成三维物体的装置 |
| SG10201605884SA (en) | 2016-07-18 | 2018-02-27 | Mastercard Asia Pacific Pte Ltd | A System And Method For Authentication And Making Payment When Carrying Out On-Demand Manufacturing |
| CN106042388A (zh) * | 2016-07-25 | 2016-10-26 | 东莞中国科学院云计算产业技术创新与育成中心 | 3d打印装置及其系统控制方法与其工作方法 |
| CA3030676A1 (en) | 2016-07-27 | 2018-02-01 | Align Technology, Inc. | Intraoral scanner with dental diagnostics capabilities |
| US10507087B2 (en) | 2016-07-27 | 2019-12-17 | Align Technology, Inc. | Methods and apparatuses for forming a three-dimensional volumetric model of a subject's teeth |
| US10241401B2 (en) | 2016-08-01 | 2019-03-26 | Macdermid Graphics Solutions Llc | Method of making a flexographic printing plate |
| JP6964125B2 (ja) * | 2016-08-03 | 2021-11-10 | スリーエム イノベイティブ プロパティズ カンパニー | 光硬化性材料から物体を漸進的にビルドアップするための装置及び方法 |
| EP3284583B1 (de) * | 2016-08-18 | 2019-02-20 | Cubicure GmbH | Verfahren und vorrichtung zur lithographiebasierten generativen fertigung von dreidimensionalen formkörpern |
| KR102233625B1 (ko) | 2016-08-23 | 2021-03-31 | 캐논 가부시끼가이샤 | 3차원 조형 장치 및 3차원 조형물의 제조 방법 |
| JP6783586B2 (ja) * | 2016-08-23 | 2020-11-11 | キヤノン株式会社 | 三次元造形装置および三次元造形物の製造方法 |
| RU2722902C1 (ru) * | 2016-09-01 | 2020-06-04 | Олег Юрьевич Халип | Способ формирования трехмерного изделия из жидкого фотополимера с применением преобразования волнового фронта актиничного излучения и устройство для его осуществления |
| JP6849357B2 (ja) * | 2016-09-16 | 2021-03-24 | キヤノン株式会社 | 3次元造形装置および3次元造形物の製造方法 |
| US11130286B2 (en) * | 2016-09-07 | 2021-09-28 | Canon Kabushiki Kaisha | Three-dimensional manufacturing apparatus, three-dimensional manufactured object producing method, and container for three-dimensional manufacturing apparatus |
| US11518087B2 (en) | 2016-09-12 | 2022-12-06 | University Of Washington | Vat photopolymerization additive manufacturing of multi-material parts |
| EP3521326B1 (en) | 2016-09-28 | 2022-03-02 | Agc Inc. | Monomer composition and method of producing fluorinated polymer |
| CN106626375A (zh) * | 2016-09-29 | 2017-05-10 | 浙江迅实科技有限公司 | 一种快速3d打印装置及快速打印方法 |
| CN106476279A (zh) * | 2016-09-29 | 2017-03-08 | 浙江迅实科技有限公司 | 一种3d打印装置盛液机构 |
| US10061201B2 (en) | 2016-10-24 | 2018-08-28 | Hrl Laboratories, Llc | Bottom up apparatus design for formation of self-propagating photopolymer waveguides |
| EP3532267B1 (en) | 2016-10-27 | 2023-03-01 | Bridgestone Americas Tire Operations, LLC | Processes for producing cured polymeric products by additive manufacturing |
| US11117316B2 (en) | 2016-11-04 | 2021-09-14 | Carbon, Inc. | Continuous liquid interface production with upconversion photopolymerization |
| WO2018085718A2 (en) | 2016-11-04 | 2018-05-11 | Align Technology, Inc. | Methods and apparatuses for dental images |
| CN109922963A (zh) | 2016-11-08 | 2019-06-21 | 福姆实验室公司 | 用于增材制造的多材料分离层 |
| CN110023056B (zh) | 2016-11-21 | 2021-08-24 | 卡本有限公司 | 通过递送反应性组分用于后续固化来制造三维物体的方法 |
| WO2018094504A1 (en) * | 2016-11-23 | 2018-05-31 | Institut National De La Recherche Scientifique | Method and system of laser-driven impact acceleration |
| WO2018095837A1 (en) | 2016-11-23 | 2018-05-31 | Atheneum Optical Sciences, Llc | Three-dimensional printing of optical devices |
| WO2018102809A1 (en) | 2016-12-02 | 2018-06-07 | Align Technology, Inc. | Palatal expanders and methods of expanding a palate |
| CN113440273A (zh) | 2016-12-02 | 2021-09-28 | 阿莱恩技术有限公司 | 一系列腭扩张器及其形成方法和形成设备 |
| WO2018102770A1 (en) | 2016-12-02 | 2018-06-07 | Align Technology, Inc. | Force control, stop mechanism, regulating structure of removable arch adjustment appliance |
| US11026831B2 (en) | 2016-12-02 | 2021-06-08 | Align Technology, Inc. | Dental appliance features for speech enhancement |
| ES2929298T3 (es) * | 2016-12-05 | 2022-11-28 | Covestro Deutschland Ag | Procedimiento y sistema para la fabricación de un artículo mediante construcción en capas en el procedimiento de estampado |
| CA3044541A1 (en) | 2016-12-05 | 2018-06-14 | Arkema Inc. | Initiator blends and photocurable compositions containing such initiator blends useful for 3d printing |
| EP3554793B1 (en) | 2016-12-14 | 2020-07-15 | Carbon, Inc. | Continuous liquid interface production with force monitoring and feedback |
| CN211071077U (zh) | 2016-12-14 | 2020-07-24 | 卡本有限公司 | 用于清洗通过立体光刻制造的物体的设备和增材制造系统 |
| US11179926B2 (en) * | 2016-12-15 | 2021-11-23 | General Electric Company | Hybridized light sources |
| US10548700B2 (en) | 2016-12-16 | 2020-02-04 | Align Technology, Inc. | Dental appliance etch template |
| US11166788B2 (en) | 2016-12-19 | 2021-11-09 | Align Technology, Inc. | Aligners with enhanced gable bends |
| US11059222B2 (en) * | 2016-12-21 | 2021-07-13 | 3D Systems, Inc. | Continuous digital production of 3D articles of manufacture |
| WO2018118832A1 (en) | 2016-12-23 | 2018-06-28 | Carbon, Inc. | Adhesive sheet for securing 3d object to carrier platform and method of using same |
| WO2018129020A1 (en) | 2017-01-05 | 2018-07-12 | Carbon, Inc. | Dual cure stereolithography resins containing thermoplastic particles |
| JP7036035B2 (ja) | 2017-01-12 | 2022-03-15 | コニカミノルタ株式会社 | 樹脂組成物および立体造形物の製造方法 |
| US20180207863A1 (en) * | 2017-01-20 | 2018-07-26 | Southern Methodist University | Methods and apparatus for additive manufacturing using extrusion and curing and spatially-modulated multiple materials |
| US10857726B2 (en) | 2017-01-24 | 2020-12-08 | Continuous Composites Inc. | Additive manufacturing system implementing anchor curing |
| JP2020505256A (ja) | 2017-01-27 | 2020-02-20 | アメリカ合衆国 | 複合オブジェクトの体積製造のための方法および装置 |
| US20180215093A1 (en) * | 2017-01-30 | 2018-08-02 | Carbon, Inc. | Additive manufacturing with high intensity light |
| WO2018143904A1 (ru) * | 2017-02-02 | 2018-08-09 | Олег Юрьевич ХАЛИП | Способ изготовления из жидкого фотополимера, отверждаемого актиничным излучением, трехмерного изделия, содержащего функциональный элемент, и устройство для его осуществления |
| US10926462B2 (en) | 2017-02-10 | 2021-02-23 | 3D Systems, Inc. | Integration of three dimensional printing processes |
| WO2018148632A1 (en) | 2017-02-13 | 2018-08-16 | Carbon, Inc. | Method of making composite objects by additive manufacturing |
| US10779718B2 (en) | 2017-02-13 | 2020-09-22 | Align Technology, Inc. | Cheek retractor and mobile device holder |
| JP2020510480A (ja) * | 2017-03-01 | 2020-04-09 | ナショナル ユニバーシティ オブ シンガポール | マイクロニードルデバイス |
| US11535686B2 (en) | 2017-03-09 | 2022-12-27 | Carbon, Inc. | Tough, high temperature polymers produced by stereolithography |
| US11085018B2 (en) | 2017-03-10 | 2021-08-10 | Prellis Biologics, Inc. | Three-dimensional printed organs, devices, and matrices |
| US10933579B2 (en) * | 2017-03-10 | 2021-03-02 | Prellis Biologics, Inc. | Methods and systems for printing biological material |
| WO2018218085A2 (en) | 2017-05-25 | 2018-11-29 | Prellis Biologics, Inc. | Three-dimensional printed organs, devices, and matrices |
| US10935891B2 (en) | 2017-03-13 | 2021-03-02 | Holo, Inc. | Multi wavelength stereolithography hardware configurations |
| US10384394B2 (en) | 2017-03-15 | 2019-08-20 | Carbon, Inc. | Constant force compression lattice |
| US20200001536A1 (en) | 2017-03-15 | 2020-01-02 | Carbon, Inc. | Integrated additive manufacturing systems incorporating a fixturing apparatus |
| EP4241725A3 (en) | 2017-03-20 | 2023-11-01 | Align Technology, Inc. | Generating a virtual depiction of an orthodontic treatment of a patient |
| CN110520298A (zh) * | 2017-03-23 | 2019-11-29 | 卡本有限公司 | 可用于通过增材制造来制造物体的唇缘支撑物 |
| US10575588B2 (en) | 2017-03-27 | 2020-03-03 | Adidas Ag | Footwear midsole with warped lattice structure and method of making the same |
| CN110520276B (zh) * | 2017-03-27 | 2022-03-25 | 卡本有限公司 | 通过增材制造制造三维物体的方法 |
| WO2018183803A1 (en) * | 2017-03-30 | 2018-10-04 | Dow Silicones Corporation | Method of preparing porous silicone article and use of the silicone article |
| US10613515B2 (en) | 2017-03-31 | 2020-04-07 | Align Technology, Inc. | Orthodontic appliances including at least partially un-erupted teeth and method of forming them |
| US10239255B2 (en) | 2017-04-11 | 2019-03-26 | Molecule Corp | Fabrication of solid materials or films from a polymerizable liquid |
| US11376786B2 (en) | 2017-04-21 | 2022-07-05 | Carbon, Inc. | Methods and apparatus for additive manufacturing |
| US20210282897A1 (en) | 2017-04-21 | 2021-09-16 | Carbon, Inc. | Dental model and die assembly and method of making the same |
| US10429736B2 (en) * | 2017-04-27 | 2019-10-01 | Macdermid Graphics Solutions Llc | Method of making a flexographic printing plate |
| US10316213B1 (en) | 2017-05-01 | 2019-06-11 | Formlabs, Inc. | Dual-cure resins and related methods |
| GB2564956B (en) | 2017-05-15 | 2020-04-29 | Holo Inc | Viscous film three-dimensional printing systems and methods |
| US11097449B2 (en) * | 2017-05-17 | 2021-08-24 | Formlabs, Inc. | Techniques for casting from additively fabricated molds and related systems and methods |
| US11150694B2 (en) | 2017-05-23 | 2021-10-19 | Microsoft Technology Licensing, Llc | Fit system using collapsible beams for wearable articles |
| TW201901887A (zh) | 2017-05-24 | 2019-01-01 | 以色列商奧寶科技股份有限公司 | 於未事先圖樣化基板上電器互連電路元件 |
| EP3635487A1 (en) | 2017-06-08 | 2020-04-15 | Carbon, Inc. | Blocking groups for light polymerizable resins useful in additive manufacturing |
| US11045283B2 (en) | 2017-06-09 | 2021-06-29 | Align Technology, Inc. | Palatal expander with skeletal anchorage devices |
| US10245785B2 (en) | 2017-06-16 | 2019-04-02 | Holo, Inc. | Methods for stereolithography three-dimensional printing |
| JP7092125B2 (ja) * | 2017-06-19 | 2022-06-28 | ソニーグループ株式会社 | 造形装置および光ヘッドユニット |
| DE102017210384B3 (de) * | 2017-06-21 | 2018-08-30 | Sirona Dental Systems Gmbh | Behälter zum Einsatz in Stereolithographie-Anlagen und Stereolithographie-Anlage |
| EP3600843B1 (en) | 2017-06-21 | 2021-07-21 | Carbon, Inc. | Resin dispenser for additive manufacturing |
| US10639134B2 (en) | 2017-06-26 | 2020-05-05 | Align Technology, Inc. | Biosensor performance indicator for intraoral appliances |
| US11135766B2 (en) | 2017-06-29 | 2021-10-05 | Carbon, Inc. | Products containing nylon 6 produced by stereolithography and methods of making the same |
| US11084222B2 (en) | 2017-06-30 | 2021-08-10 | Autodesk, Inc. | Systems and methods for determining dynamic forces in a liquefier system in additive manufacturing |
| EP4039222A1 (en) | 2017-06-30 | 2022-08-10 | Align Technology, Inc. | Treatment of temperomandibular joint dysfunction with aligner therapy |
| US10495973B2 (en) | 2017-06-30 | 2019-12-03 | Align Technology, Inc. | 3D printed composites from a single resin by patterned light exposures |
| US11793606B2 (en) | 2017-06-30 | 2023-10-24 | Align Technology, Inc. | Devices, systems, and methods for dental arch expansion |
| US11135653B2 (en) | 2017-07-06 | 2021-10-05 | General Electric Company | DMLM build release layer and method of use thereof |
| US11919246B2 (en) | 2017-07-11 | 2024-03-05 | Daniel S. Clark | 5D part growing machine with volumetric display technology |
| US10967578B2 (en) | 2017-07-11 | 2021-04-06 | Daniel S. Clark | 5D part growing machine with volumetric display technology |
| US10885521B2 (en) | 2017-07-17 | 2021-01-05 | Align Technology, Inc. | Method and apparatuses for interactive ordering of dental aligners |
| US10568696B2 (en) | 2017-07-17 | 2020-02-25 | International Business Machines Corporation | Apparatus for supporting personalized coronary stents |
| US10751932B2 (en) | 2017-07-21 | 2020-08-25 | Wisconsin Alumni Research Foundation | Joint structures |
| EP3655465A4 (en) | 2017-07-21 | 2021-04-14 | Saint-Gobain Performance Plastics Corporation | PROCESS FOR FORMING A THREE-DIMENSIONAL BODY |
| CN111107806B (zh) | 2017-07-21 | 2022-04-19 | 阿莱恩技术有限公司 | 颚轮廓锚固 |
| JP2020528479A (ja) | 2017-07-25 | 2020-09-24 | スリーエム イノベイティブ プロパティズ カンパニー | ウレタン成分及び反応性希釈剤を含む光重合性組成物、物品、並びに方法 |
| US11471999B2 (en) | 2017-07-26 | 2022-10-18 | Applied Materials, Inc. | Integrated abrasive polishing pads and manufacturing methods |
| WO2019023631A1 (en) | 2017-07-27 | 2019-01-31 | Align Technology, Inc. | SYSTEM AND METHODS FOR TREATING AN ORTHODONTIC ALIGNMENT USING OPTICAL COHERENCE TOMOGRAPHY |
| CN115462921A (zh) | 2017-07-27 | 2022-12-13 | 阿莱恩技术有限公司 | 牙齿着色、透明度和上釉 |
| WO2019032286A1 (en) | 2017-08-07 | 2019-02-14 | Applied Materials, Inc. | ABRASIVE DISTRIBUTION POLISHING PADS AND METHODS OF MAKING SAME |
| US11135765B2 (en) | 2017-08-11 | 2021-10-05 | Carbon, Inc. | Serially curable resins useful in additive manufacturing |
| US11116605B2 (en) | 2017-08-15 | 2021-09-14 | Align Technology, Inc. | Buccal corridor assessment and computation |
| US11123156B2 (en) | 2017-08-17 | 2021-09-21 | Align Technology, Inc. | Dental appliance compliance monitoring |
| WO2019036514A1 (en) | 2017-08-17 | 2019-02-21 | Align Technology, Inc. | SYSTEMS, METHODS AND APPARATUS FOR CORRECTING DENTAL MALOCCLUSIONS |
| US10688737B2 (en) | 2017-09-14 | 2020-06-23 | General Electric Company | Method for forming fiber-reinforced polymer components |
| EP3684826B1 (en) | 2017-09-22 | 2022-04-20 | Carbon, Inc. | Production of light-transmissive objects by additive manufacturing |
| US20200276752A1 (en) * | 2017-09-22 | 2020-09-03 | Konica Minolta, Inc. | Resin composition, method for manufacturing three-dimensional object using resin composition, three-dimensional object, and object-gripping attachment, and industrial robot using object-gripping attachment |
| WO2019059183A1 (ja) | 2017-09-22 | 2019-03-28 | コニカミノルタ株式会社 | 樹脂組成物、およびこれを用いた立体造形物の製造方法、ならびに立体造形物 |
| KR20190033887A (ko) * | 2017-09-22 | 2019-04-01 | 최형준 | 3d 프린터용 초소수성 또는 초소유성 성질을 갖는 투명 윈도우 및 이를 구비한 3d 프린터 |
| JP7309315B2 (ja) * | 2017-09-22 | 2023-07-18 | コニカミノルタ株式会社 | 樹脂組成物、およびこれを用いた立体造形物の製造方法、ならびに立体造形物 |
| CN111417672A (zh) | 2017-09-26 | 2020-07-14 | 美国圣戈班性能塑料公司 | 可光致固化组合物及将其用于进行3d打印的方法 |
| US10590066B2 (en) | 2017-09-29 | 2020-03-17 | 3D-Biomaterials, Llc | Biocompositions for 3D printing |
| EP3687439A4 (en) | 2017-09-29 | 2021-05-05 | Align Technology, Inc. | CELLULAR ARCHITECTURE ALLOWING CONTROLLED FOCAL RIGIDITY IN ALL INTRA-ORAL APPLIANCES |
| US10783629B2 (en) | 2017-09-29 | 2020-09-22 | Align Technology, Inc. | Aligner image based quality control system |
| US11220054B2 (en) * | 2017-10-02 | 2022-01-11 | Global Filtration Systems | Method of stabilizing a photohardening inhibitor-permeable film in the manufacture of three-dimensional objects |
| US10414090B2 (en) * | 2017-10-02 | 2019-09-17 | Global Filtration Systems | Method of stabilizing a photohardening inhibitor-permeable film in the manufacture of three-dimensional objects |
| US11351724B2 (en) | 2017-10-03 | 2022-06-07 | General Electric Company | Selective sintering additive manufacturing method |
| US11420384B2 (en) | 2017-10-03 | 2022-08-23 | General Electric Company | Selective curing additive manufacturing method |
| US10813720B2 (en) | 2017-10-05 | 2020-10-27 | Align Technology, Inc. | Interproximal reduction templates |
| US11801643B2 (en) | 2017-10-09 | 2023-10-31 | Carbon, Inc. | Performance optimization in additive manufacturing |
| US20200333704A1 (en) * | 2017-10-17 | 2020-10-22 | Canon Kabushiki Kaisha | Imprint apparatus and article manufacturing method |
| EP3697595A4 (en) | 2017-10-20 | 2021-07-28 | Formlabs, Inc. | TECHNIQUES FOR THE APPLICATION OF LIGHT IN ADDITIVE MANUFACTURING AND ASSOCIATED SYSTEMS AND PROCESSES |
| US11084207B2 (en) | 2017-10-23 | 2021-08-10 | Carbon, Inc. | Window variability correction in additive manufacturing |
| WO2019083876A1 (en) | 2017-10-26 | 2019-05-02 | Carbon, Inc. | REDUCTION OF WITHDRAWAL OR LOWERING IN OBJECTS PRODUCED BY ADDITIVE MANUFACTURING |
| CN111565668B (zh) | 2017-10-27 | 2022-06-07 | 阿莱恩技术有限公司 | 替代咬合调整结构 |
| WO2019084112A1 (en) | 2017-10-27 | 2019-05-02 | Carbon, Inc. | REDUCTION OF IRREGULARITY OF POLYMERIZATION INHIBITOR ON WINDOWS MANUFACTURED ADDITIVE |
| CN111295153B (zh) | 2017-10-31 | 2023-06-16 | 阿莱恩技术有限公司 | 具有选择性牙合负荷和受控牙尖交错的牙科器具 |
| US10882255B2 (en) | 2017-10-31 | 2021-01-05 | Carbon, Inc. | Mass customization in additive manufacturing |
| US11602899B2 (en) | 2017-10-31 | 2023-03-14 | Carbon, Inc. | Efficient surface texturing of objects produced by additive manufacturing |
| US11737857B2 (en) | 2017-11-01 | 2023-08-29 | Align Technology, Inc. | Systems and methods for correcting malocclusions of teeth |
| US11022888B2 (en) * | 2017-11-01 | 2021-06-01 | Syracuse University | Synthesis of superhydrophobic microporous surfaces via light-directed photopolymerization and phase separation |
| CN115252177A (zh) | 2017-11-01 | 2022-11-01 | 阿莱恩技术有限公司 | 自动治疗规划 |
| US11254052B2 (en) | 2017-11-02 | 2022-02-22 | General Electric Company | Vatless additive manufacturing apparatus and method |
| US11590691B2 (en) | 2017-11-02 | 2023-02-28 | General Electric Company | Plate-based additive manufacturing apparatus and method |
| US11534974B2 (en) | 2017-11-17 | 2022-12-27 | Align Technology, Inc. | Customized fabrication of orthodontic retainers based on patient anatomy |
| WO2019099347A1 (en) | 2017-11-20 | 2019-05-23 | Carbon, Inc. | Light-curable siloxane resins for additive manufacturing |
| US10482365B1 (en) | 2017-11-21 | 2019-11-19 | Wells Fargo Bank, N.A. | Transaction instrument containing metal inclusions |
| CN111615377A (zh) | 2017-11-22 | 2020-09-01 | 3M创新有限公司 | 包含含有带光引发基团的聚合物或大分子的固化的可自由基聚合组合物的正畸制品 |
| US11904031B2 (en) | 2017-11-22 | 2024-02-20 | 3M Innovative Properties Company | Orthodontic articles comprising polymerized composition comprising at least two free-radical initiators |
| WO2019104079A1 (en) | 2017-11-22 | 2019-05-31 | 3M Innovative Properties Company | Orthodontic articles comprising polymerized composition comprising at least two free-radical initiators |
| US11389276B2 (en) | 2017-11-22 | 2022-07-19 | 3M Innovative Properties Comany | Photopolymerizable compositions including a urethane component and a monofunctional reactive diluent, articles, and methods |
| EP3716885B1 (en) | 2017-11-30 | 2023-08-30 | Align Technology, Inc. | Orthodontic intraoral appliances comprising sensors |
| WO2019112707A1 (en) | 2017-12-08 | 2019-06-13 | Carbon, Inc. | Shelf stable, low tin concentration, dual cure additive manufacturing resins |
| WO2019117814A1 (en) | 2017-12-14 | 2019-06-20 | Nanyang Technological University | Directed polymerization method to generate complex, three dimensional (3d) structures in soft materials |
| US11432908B2 (en) | 2017-12-15 | 2022-09-06 | Align Technology, Inc. | Closed loop adaptive orthodontic treatment methods and apparatuses |
| US10980613B2 (en) | 2017-12-29 | 2021-04-20 | Align Technology, Inc. | Augmented reality enhancements for dental practitioners |
| US20200276761A1 (en) * | 2018-01-12 | 2020-09-03 | University Of Florida Research Foundation, Incorporated | Multi-material microstereolithography using injection of resin |
| US11616302B2 (en) | 2018-01-15 | 2023-03-28 | Rogers Corporation | Dielectric resonator antenna having first and second dielectric portions |
| CN108213433A (zh) * | 2018-01-25 | 2018-06-29 | 安徽科元三维技术有限公司 | Slm打印控制系统 |
| US10813727B2 (en) | 2018-01-26 | 2020-10-27 | Align Technology, Inc. | Diagnostic intraoral tracking |
| US10821669B2 (en) | 2018-01-26 | 2020-11-03 | General Electric Company | Method for producing a component layer-by-layer |
| US10821668B2 (en) | 2018-01-26 | 2020-11-03 | General Electric Company | Method for producing a component layer-by- layer |
| US11273022B2 (en) | 2018-02-13 | 2022-03-15 | Emanate Biomedical, Inc. | Oral appliance in a blockchain system |
| US11174326B2 (en) | 2018-02-20 | 2021-11-16 | The Regents Of The University Of Michigan | Polymerization photoinhibitor |
| US10813637B2 (en) | 2018-02-21 | 2020-10-27 | Ethicon Llc | Three dimensional adjuncts |
| US11504905B2 (en) | 2018-02-21 | 2022-11-22 | Carbon, Inc. | Methods of reducing distortion of additively manufactured objects |
| US10952724B2 (en) | 2018-02-21 | 2021-03-23 | Ethicon Llc | Three dimensional adjuncts |
| CN111801216B (zh) | 2018-02-21 | 2021-11-16 | 卡本有限公司 | 在增材制造期间增强物体与载体的粘合 |
| USD882782S1 (en) | 2018-02-21 | 2020-04-28 | Ethicon Llc | Three dimensional adjunct |
| US11426938B2 (en) | 2018-02-21 | 2022-08-30 | Carbon, Inc. | Rapid wash system for additive manufacturing |
| US11230050B2 (en) | 2018-02-27 | 2022-01-25 | Carbon, Inc. | Lattice base structures for additive manufacturing |
| WO2019168807A1 (en) | 2018-03-02 | 2019-09-06 | Carbon, Inc. | Sustainable additive manufacturing resins and methods of recycling |
| WO2019173674A1 (en) * | 2018-03-09 | 2019-09-12 | Northwestern University | High-throughput 3d printing of customized aspheric imaging lenses |
| US11541600B2 (en) | 2018-03-20 | 2023-01-03 | Carbon, Inc. | Rapid wash carrier platform for additive manufacturing of dental models |
| US11117315B2 (en) | 2018-03-21 | 2021-09-14 | Carbon, Inc. | Additive manufacturing carrier platform with window damage protection features |
| AU2019237219A1 (en) | 2018-03-22 | 2020-10-08 | Tissium Sa | 3D printing composition for biomaterials |
| US11937991B2 (en) | 2018-03-27 | 2024-03-26 | Align Technology, Inc. | Dental attachment placement structure |
| WO2019190902A1 (en) | 2018-03-27 | 2019-10-03 | Carbon, Inc. | Functional surface coating methods foradditively manufactured products |
| EP3774338B1 (en) * | 2018-04-06 | 2023-07-05 | Poly-Med Inc. | Methods and compositions for photopolymerizable additive manufacturing |
| CA3096417A1 (en) | 2018-04-11 | 2019-10-17 | Align Technology, Inc. | Releasable palatal expanders |
| WO2019204258A1 (en) | 2018-04-17 | 2019-10-24 | Carbon, Inc. | Temperature regulated stereolithography apparatus with infrared heating |
| US11639416B2 (en) | 2018-04-19 | 2023-05-02 | Poly-Med, Inc. | Macromers and compositions for photocuring processes |
| US11207835B2 (en) | 2018-04-20 | 2021-12-28 | Carbon, Inc. | Bonded surface coating methods for additively manufactured products |
| EP3727711B1 (en) | 2018-04-23 | 2021-07-28 | Carbon, Inc. | Method and resin extractor for additive manufacturing |
| CA3096502A1 (en) | 2018-04-30 | 2019-11-07 | Align Technology, Inc. | Systems and methods of managing customized run display elements with treatment templates based on treatment domain-specific protocols |
| CN116640061A (zh) | 2018-05-04 | 2023-08-25 | 阿莱恩技术有限公司 | 可聚合单体及其聚合方法 |
| EP3800176A1 (de) | 2018-05-04 | 2021-04-07 | Align Technology, Inc. | Neue polymerisierbare monomere und deren verwendung als reaktivverdünner in härtbaren zusammensetzungen |
| CN117736392A (zh) | 2018-05-04 | 2024-03-22 | 阿莱恩技术有限公司 | 用于基于高温光刻的光致聚合工艺的可固化组合物和由其制备交联聚合物的方法 |
| CN108297398A (zh) * | 2018-05-05 | 2018-07-20 | 宁波市石生科技有限公司 | 一种光固化三维制造装置 |
| CN110896616B (zh) | 2018-05-05 | 2022-07-29 | 清锋(北京)科技有限公司 | 阻粘元件、三维打印装置及三维打印方法 |
| CN112088085A (zh) * | 2018-05-07 | 2020-12-15 | 福姆实验室公司 | 用于增材制造的多材料分离层 |
| US11299576B2 (en) | 2018-05-11 | 2022-04-12 | Carbon, Inc. | Sustainable chemistry systems for recyclable dental models and other additively manufactured products |
| WO2019222094A1 (en) * | 2018-05-14 | 2019-11-21 | Carbon, Inc. | Stereolithography apparatus with individually addressable light source arrays |
| US11026766B2 (en) | 2018-05-21 | 2021-06-08 | Align Technology, Inc. | Photo realistic rendering of smile image after treatment |
| PT3801362T (pt) | 2018-05-31 | 2024-02-07 | Frantz Design Incorporated | Métodos e sistema para um aparelho dentário homogéneo |
| JP7356459B2 (ja) * | 2018-06-01 | 2023-10-04 | フォームラブス,インコーポレーテッド | 改良型ステレオリソグラフィ技術および関連するシステムと方法 |
| US11440256B2 (en) | 2018-06-15 | 2022-09-13 | Howmedica Osteonics Corp. | Stackable build plates for additive manufacturing powder handling |
| US11091579B2 (en) | 2018-06-19 | 2021-08-17 | 3M Innovative Properties Company | Aqueous dispersions including polyester particles, photopolymerizable compositions, articles, and methods |
| WO2019245892A1 (en) | 2018-06-20 | 2019-12-26 | Carbon, Inc. | Method of treating additive manufacturing objects with a compound of interest |
| US20210171760A1 (en) | 2018-06-26 | 2021-06-10 | Arkema France | Curable compositions based on multistage polymers |
| US11151292B2 (en) * | 2018-06-27 | 2021-10-19 | Carbon, Inc. | Additive manufacturing method including thermal modeling and control |
| CN109016495B (zh) * | 2018-06-28 | 2020-06-19 | 西安交通大学 | 一种连续成型3d打印设备及操作方法 |
| MX2021000015A (es) | 2018-06-29 | 2021-03-09 | Intrepid Automation | Ajuste del proceso de impresión de circuito cerrado basado en retroalimentación en tiempo real. |
| WO2020003197A2 (en) | 2018-06-29 | 2020-01-02 | 3M Innovative Properties Company | Orthodontic articles prepared using a polycarbonate diol, polymerizable compositions, and methods of making the articles |
| WO2020003169A1 (en) | 2018-06-29 | 2020-01-02 | 3M Innovative Properties Company | Orthodontic articles comprising cured free-radically polymerizable composition with improved strength in aqueous environment |
| JP2021523247A (ja) | 2018-06-29 | 2021-09-02 | スリーエム イノベイティブ プロパティズ カンパニー | ポリカーボネートジオール、物品、及び方法を使用して調製されたポリウレタンメタクリレートポリマーを含む光重合性組成物 |
| US11945900B2 (en) | 2018-06-29 | 2024-04-02 | 3M Innovative Properties Company | Orthodontic articles prepared using a polycarbonate diol, polymerizable compositions, and methods of making the articles |
| US11104758B2 (en) | 2018-06-29 | 2021-08-31 | 3M Innovative Properties Company | Orthodontic articles prepared using a polycarbonate diol, and methods of making same |
| US11553988B2 (en) | 2018-06-29 | 2023-01-17 | Align Technology, Inc. | Photo of a patient with new simulated smile in an orthodontic treatment review software |
| US20210129447A1 (en) * | 2018-07-05 | 2021-05-06 | Mitsui Chemicals, Inc. | Three-dimensional modeling apparatus, control apparatus, and method for manufacturing modeled object |
| JP7350836B2 (ja) | 2018-07-18 | 2023-09-26 | アルケマ フランス | 重合性イオン種をベースとする硬化性組成物を用いて調製された物品 |
| US10835349B2 (en) | 2018-07-20 | 2020-11-17 | Align Technology, Inc. | Parametric blurring of colors for teeth in generated images |
| US20210238340A1 (en) | 2018-07-27 | 2021-08-05 | Carbon, Inc. | Branched reactive blocked prepolymers for additive manufacturing |
| US11633909B2 (en) | 2018-07-28 | 2023-04-25 | CALT Dynamics Limited | Methods, systems, and devices for three-dimensional object generation and physical mask curing |
| US11235515B2 (en) | 2018-07-28 | 2022-02-01 | CALT Dynamics Limited | Methods, systems, and devices for three-dimensional object generation and physical mask curing |
| WO2020206053A1 (en) * | 2019-04-04 | 2020-10-08 | Calt Dynamics Ltd | Methods, systems and devices for three-dimensional object generation and physical mask curing |
| US11198249B2 (en) * | 2018-07-30 | 2021-12-14 | General Electric Company | Method of joining additively manufactured components |
| US20210166954A1 (en) | 2018-08-01 | 2021-06-03 | Carbon, Inc. | Method of rapid encapsulation of microelectronic devices |
| EP3768494B1 (en) | 2018-08-01 | 2023-04-19 | Carbon, Inc. | Production of low density products by additive manufacturing |
| US20210242097A1 (en) | 2018-08-02 | 2021-08-05 | Carbon, Inc. | Method of Packaging an Integrated Circuit |
| CN109130173A (zh) * | 2018-08-15 | 2019-01-04 | 吴晶军 | 一种三维成型方法 |
| US11203156B2 (en) | 2018-08-20 | 2021-12-21 | NEXA3D Inc. | Methods and systems for photo-curing photo-sensitive material for printing and other applications |
| US11192305B2 (en) | 2018-08-24 | 2021-12-07 | Carbon, Inc. | Window cassettes for reduced polymerization inhibitor irregularity during additive manufacturing |
| US11504903B2 (en) | 2018-08-28 | 2022-11-22 | Carbon, Inc. | 1K alcohol dual cure resins for additive manufacturing |
| US11104060B2 (en) | 2018-08-29 | 2021-08-31 | Massachusetts Institute Of Technology | Methods and apparatus for fabrication with a movable sheet |
| CN112638606A (zh) | 2018-08-31 | 2021-04-09 | 3M创新有限公司 | 用于制备非氧化物陶瓷制品以及气凝胶、干凝胶和多孔陶瓷制品的叠层制造方法 |
| US11407183B2 (en) | 2018-08-31 | 2022-08-09 | Carbon, Inc. | Additively manufactured objects with pre-formed bonding features and methods of making the same |
| WO2020050932A1 (en) | 2018-09-04 | 2020-03-12 | Applied Materials, Inc. | Formulations for advanced polishing pads |
| US11376792B2 (en) | 2018-09-05 | 2022-07-05 | Carbon, Inc. | Robotic additive manufacturing system |
| WO2020055682A1 (en) | 2018-09-10 | 2020-03-19 | Carbon, Inc. | Dual cure additive manufacturing resins for production of flame retardant objects |
| US11552390B2 (en) | 2018-09-11 | 2023-01-10 | Rogers Corporation | Dielectric resonator antenna system |
| FR3085682B1 (fr) | 2018-09-11 | 2020-10-16 | Arkema France | Compositions reticulables ayant une faible viscosite pour revetements et materiaux a haut indice de refraction et a temperature de deflexion thermique elevee |
| US11135744B2 (en) | 2018-09-13 | 2021-10-05 | Carbon, Inc. | Reversible thermosets for additive manufacturing |
| US11241822B2 (en) | 2018-09-25 | 2022-02-08 | Carbon, Inc. | Dual cure resins for additive manufacturing |
| EP3856489A4 (en) * | 2018-09-26 | 2022-10-19 | Board of Trustees of the University of Arkansas | RESIN EXTRUSION PRINTHEAD FOR 3D PRINTING |
| WO2020069152A1 (en) | 2018-09-26 | 2020-04-02 | Carbon, Inc. | Spin cleaning method and apparatus for additive manufacturing |
| US11278375B2 (en) | 2018-09-27 | 2022-03-22 | Align Technology, Inc. | Aligner damage prediction and mitigation |
| CN217435033U (zh) | 2018-09-28 | 2022-09-16 | 卡本有限公司 | 用于增材制造设备的可移除窗盒 |
| CN216579226U (zh) | 2018-09-28 | 2022-05-24 | 卡本有限公司 | 用于增材制造设备的可移除构建平台 |
| WO2020069060A1 (en) | 2018-09-28 | 2020-04-02 | Carbon, Inc. | Thermally regulated window cassette for additive manufacturing apparatus |
| TWI820237B (zh) | 2018-10-18 | 2023-11-01 | 美商羅傑斯公司 | 聚合物結構、其立體光刻製造方法以及包含該聚合物結構之電子裝置 |
| US20210341031A1 (en) | 2018-10-22 | 2021-11-04 | Carbon, Inc. | Shock absorbing lattice structure produced by additive manufacturing |
| US11867248B2 (en) | 2018-10-22 | 2024-01-09 | Carbon, Inc. | Lattice transitioning structures in additively manufactured products |
| CN109228315B (zh) * | 2018-10-22 | 2021-05-14 | 泰州极光电子科技有限公司 | 一种连续3d打印系统 |
| US11192302B2 (en) | 2018-10-31 | 2021-12-07 | Carbon, Inc. | Apparatuses for additively manufacturing three-dimensional objects |
| US11420362B2 (en) | 2018-10-31 | 2022-08-23 | Align Technology, Inc. | Mechanisms to automate removal of aligner from mold |
| DE102018127451A1 (de) | 2018-11-05 | 2020-05-07 | Bayerische Motoren Werke Aktiengesellschaft | Vorrichtung sowie Verfahren zur additiven Herstellung eines Bauteils |
| DE102018127581A1 (de) | 2018-11-06 | 2020-05-07 | Bayerische Motoren Werke Aktiengesellschaft | Vorrichtung sowie Verfahren zum additiven Herstellen eines Bauteils |
| CN113242787B (zh) | 2018-11-09 | 2023-02-10 | 耐克森三维有限公司 | 三维打印系统 |
| EP3857508A1 (en) | 2018-11-16 | 2021-08-04 | Align Technology, Inc. | Machine based three-dimensional (3d) object defect detection |
| CN113015511A (zh) | 2018-11-19 | 2021-06-22 | 3M创新有限公司 | 包含聚酯氨基甲酸酯(甲基)丙烯酸酯聚合物和单官能(甲基)丙烯酸酯单体的正畸制品、方法和可聚合组合物 |
| WO2020113200A1 (en) * | 2018-12-01 | 2020-06-04 | Innovamake, Inc. | System and method for three-dimensional production |
| WO2020117490A1 (en) | 2018-12-03 | 2020-06-11 | Carbon, Inc. | Window thermal profile calibration in additive manufacturing |
| KR20210095632A (ko) | 2018-12-04 | 2021-08-02 | 로저스코포레이션 | 유전체 전자기 구조 및 이의 제조방법 |
| WO2020117407A1 (en) | 2018-12-07 | 2020-06-11 | Carbon, Inc. | Methods of surface finishing objects produced by additive manufacturing |
| FR3090294B1 (fr) | 2018-12-19 | 2021-04-30 | Oreal | Applicateur pour appliquer un produit cosmétique sur les cils et/ou sourcils |
| FR3090297B1 (fr) | 2018-12-19 | 2021-10-15 | Oreal | Applicateur cosmétique en spirale |
| FR3090299B1 (fr) | 2018-12-19 | 2021-04-30 | Oreal | Applicateur comportant un organe d’application fabriqué par synthèse additive |
| FR3090296B1 (fr) | 2018-12-19 | 2020-12-11 | Oreal | Applicateur pour appliquer un produit cosmétique sur les cils et/ou sourcils. |
| FR3090300B1 (fr) | 2018-12-19 | 2021-08-06 | Oreal | Applicateur pour appliquer un produit cosmétique sur les cils et/ou sourcils. |
| FR3090298B1 (fr) | 2018-12-19 | 2021-04-30 | Oreal | Applicateur pour appliquer un produit cosmétique (F) sur les cils et/ou sourcils. |
| FR3090301B1 (fr) | 2018-12-19 | 2021-05-14 | Oreal | Applicateur comportant un organe d’application à branche ouverte |
| FR3090295B1 (fr) | 2018-12-19 | 2021-09-10 | Oreal | Procédé de génération d’un modèle numérique d’applicateur de produit cosmétique |
| WO2020131675A1 (en) | 2018-12-21 | 2020-06-25 | Carbon, Inc. | Energy absorbing dual cure polyurethane elastomers for additive manufacturing |
| CN117067579A (zh) | 2018-12-26 | 2023-11-17 | 霍洛公司 | 用于三维打印系统和方法的传感器 |
| US20220112323A1 (en) | 2018-12-31 | 2022-04-14 | Arkema France | (meth)acrylate-functionalized branched polyalpha-olefins |
| US11667787B2 (en) | 2018-12-31 | 2023-06-06 | Stratasys Ltd. | Additive manufacturing using materials that form a weak gel |
| JP2022518362A (ja) | 2018-12-31 | 2022-03-15 | ストラタシス リミテッド | 放射性ファントムの積層造形 |
| US11478334B2 (en) | 2019-01-03 | 2022-10-25 | Align Technology, Inc. | Systems and methods for nonlinear tooth modeling |
| EP3906148B1 (en) | 2019-01-04 | 2023-07-05 | Carbon, Inc. | Additive manufacturing method producing a matte surface finish |
| US11779243B2 (en) | 2019-01-07 | 2023-10-10 | Align Technology, Inc. | Customized aligner change indicator |
| US11247389B2 (en) | 2019-01-07 | 2022-02-15 | Carbon, Inc. | Systems and methods for resin recovery in additive manufacturing |
| US20220057776A1 (en) | 2019-01-09 | 2022-02-24 | Carbon, Inc. | Systems and apparatuses for additive manufacturing with process update and lock down |
| KR102150879B1 (ko) * | 2019-01-09 | 2020-09-03 | (주)링크솔루션 | 레진 사용량 절감을 위한 플로팅 용액을 포함하는 sla 3d 프린터 |
| US11859027B2 (en) | 2019-01-18 | 2024-01-02 | Carbon, Inc. | Apparatus for determining the photosensitivity of a stereolithography resin |
| US11498283B2 (en) | 2019-02-20 | 2022-11-15 | General Electric Company | Method and apparatus for build thickness control in additive manufacturing |
| US11794412B2 (en) | 2019-02-20 | 2023-10-24 | General Electric Company | Method and apparatus for layer thickness control in additive manufacturing |
| US11801642B2 (en) | 2019-02-26 | 2023-10-31 | Carbon, Inc. | Resin level detection in additive manufacturing |
| EP3934898A4 (en) * | 2019-03-07 | 2022-12-21 | Northwestern University | FAST, HIGH-VOLUME, DEAD-LAYER-FREE 3D PRINTING |
| EP3705266B1 (de) | 2019-03-08 | 2022-08-17 | Ivoclar Vivadent AG | Verfahren zum additiven aufbau eines dreidimensionalen produkts |
| US11179891B2 (en) | 2019-03-15 | 2021-11-23 | General Electric Company | Method and apparatus for additive manufacturing with shared components |
| US20200290262A1 (en) | 2019-03-15 | 2020-09-17 | Align Technology, Inc. | Thermoforming multiple aligners in parallel |
| CN113573872A (zh) | 2019-03-18 | 2021-10-29 | 耐克森三维有限公司 | 增材制造方法和系统 |
| EP3946944B1 (en) * | 2019-03-27 | 2023-03-08 | 3D Systems, Inc. | High productivity system for printing precision articles |
| US11555095B2 (en) | 2019-03-29 | 2023-01-17 | Carbon, Inc. | Dual cure resin for the production of moisture-resistant articles by additive manufacturing |
| US11295444B2 (en) | 2019-04-01 | 2022-04-05 | Align Technology, Inc. | Vision and geometric approaches to detect defects in dental appliances |
| US10967573B2 (en) | 2019-04-02 | 2021-04-06 | NEXA3D Inc. | Tank assembly and components thereof for a 3D printing system |
| US11511485B2 (en) | 2019-04-02 | 2022-11-29 | Align Technology, Inc. | 3D printed objects with selective overcure regions |
| JP3237132U (ja) | 2019-04-17 | 2022-04-15 | オリジン ラボラトリーズ,インコーポレイテッド | 付加製造システム |
| FR3095443B1 (fr) | 2019-04-26 | 2021-03-19 | Arkema France | Compositions réticulables ayant une faible viscosité pour revêtements et matériaux à haut indice de réfraction et à température de déflexion thermique élevée |
| US11235533B2 (en) | 2019-04-26 | 2022-02-01 | Carbon, Inc. | Resin viscosity detection in additive manufacturing |
| EP3962973A1 (en) | 2019-04-30 | 2022-03-09 | Carbon, Inc. | Low viscosity dual cure additive manufacturing resins |
| US20220143917A1 (en) | 2019-04-30 | 2022-05-12 | Carbon, Inc. | Mass customization in additive manufacturing |
| US11945935B2 (en) | 2019-05-08 | 2024-04-02 | Saint-Gobain Performance Plastics Corporation | Hydrophilic polymer compositions |
| CN113767131A (zh) | 2019-05-21 | 2021-12-07 | 3M创新有限公司 | 包含具有侧环部分的聚合的组合物的正畸制品、方法和可聚合组合物 |
| FR3096606A1 (fr) | 2019-05-29 | 2020-12-04 | Elkem Silicones France Sas | Méthode de fabrication additive pour produire un article en élastomère silicone |
| KR20220016812A (ko) | 2019-05-30 | 2022-02-10 | 로저스코포레이션 | 스테레오리소그래피용 광경화성 조성물, 조성물을 사용한 스테레오리소그래피 방법, 스테레오리소그래피 방법에 의해 형성된 폴리머 성분, 및 폴리머 성분을 포함하는 장치 |
| CA3137929A1 (en) | 2019-05-31 | 2020-12-03 | The Procter & Gamble Company | Methods of making a deflection member |
| WO2020256825A1 (en) | 2019-06-18 | 2020-12-24 | Carbon, Inc. | Additive manufacturing method and apparatus for the production of dental crowns and other objects |
| WO2020263482A1 (en) | 2019-06-24 | 2020-12-30 | Carbon, Inc. | Preemptive apparatus failure detection in additive manufacturing |
| WO2020263480A1 (en) | 2019-06-28 | 2020-12-30 | Carbon, Inc. | Dual cure additive manufacturing resins for the production of objects with mixed tensile properties |
| JP2022541473A (ja) | 2019-07-17 | 2022-09-26 | アルケマ フランス | (メタ)アクリレート官能化オリゴマー並びにそのようなオリゴマーを調製及び使用する方法 |
| EP3766669A1 (en) | 2019-07-18 | 2021-01-20 | Bostik Sa | 3d-printing methods and systems |
| US11186336B2 (en) | 2019-07-22 | 2021-11-30 | Specialized Bicycle Components, Inc. | Bicycle saddle |
| EP3990258A1 (en) | 2019-07-29 | 2022-05-04 | Align Technology, Inc. | Systems and method for additive manufacturing of dental devices using photopolymer resins |
| KR20220042396A (ko) | 2019-07-31 | 2022-04-05 | 아르끄마 프랑스 | 글리세롤 카보네이트(메트)아크릴레이트 및 이를 기반으로 한 경화성 조성물을 제조하는 방법 |
| WO2021026102A1 (en) | 2019-08-02 | 2021-02-11 | Origin Laboratories, Inc. | Method and system for interlayer feedback control and failure detection in an additive manufacturing process |
| US20220380260A1 (en) | 2019-08-06 | 2022-12-01 | 3M Innovative Properties Company | Continuous Additive Manufacturing Method for Making Ceramic Articles, and Ceramic Articles |
| US20220266514A1 (en) | 2019-08-06 | 2022-08-25 | Carbon, Inc. | Additive manufacturing apparatus with purged light engine |
| US11446860B2 (en) | 2019-08-16 | 2022-09-20 | General Electric Company | Method and apparatus for separation of cured resin layer from resin support in additive manufacturing |
| WO2021040898A1 (en) | 2019-08-30 | 2021-03-04 | Carbon, Inc. | Divided resin cassettes for enhanced work flow in additive manufacturing of dental products and the like |
| US11840023B2 (en) * | 2019-08-30 | 2023-12-12 | Carbon, Inc. | Mutliphysics model for inverse warping of data file in preparation for additive manufacturing |
| WO2021046376A1 (en) | 2019-09-06 | 2021-03-11 | Carbon, Inc. | Cushions containing shock absorbing triply periodic lattice and related methods |
| WO2021048733A1 (en) | 2019-09-12 | 2021-03-18 | 3M Innovative Properties Company | Apparatus, system, method of post-curing an article, and post-cured article |
| US11490890B2 (en) | 2019-09-16 | 2022-11-08 | Cilag Gmbh International | Compressible non-fibrous adjuncts |
| EP3791799A1 (en) | 2019-09-16 | 2021-03-17 | Ethicon LLC | Compressible non-fibrous adjuncts |
| EP3791809A1 (en) | 2019-09-16 | 2021-03-17 | Ethicon LLC | Compressible non-fibrous adjuncts |
| EP3791798B1 (en) | 2019-09-16 | 2022-05-04 | Ethicon LLC | Compressible non-fibrous adjuncts |
| EP3791808A1 (en) | 2019-09-16 | 2021-03-17 | Ethicon LLC | Compressible non-fibrous adjuncts |
| EP3791800A1 (en) | 2019-09-16 | 2021-03-17 | Ethicon LLC | Compressible non-fibrous adjuncts |
| EP3791804B1 (en) | 2019-09-16 | 2023-11-29 | Ethicon LLC | Compressible non-fibrous adjuncts |
| US11466121B2 (en) | 2019-09-16 | 2022-10-11 | Carbon, Inc. | Bioabsorbable resin for additive manufacturing |
| US11540833B2 (en) | 2019-09-16 | 2023-01-03 | Cilag Gmbh International | Compressible non-fibrous adjuncts |
| EP3791807B1 (en) | 2019-09-16 | 2023-10-04 | Ethicon LLC | Compressible non-fibrous adjuncts |
| EP3791806A1 (en) | 2019-09-16 | 2021-03-17 | Ethicon LLC | Compressible non-fibrous adjuncts |
| EP3791810B1 (en) | 2019-09-16 | 2023-12-20 | Ethicon LLC | Compressible non-fibrous adjuncts |
| WO2021055743A1 (en) | 2019-09-20 | 2021-03-25 | Carbon, Inc. | Cleaning of additively manufactured objects by vacuum cycling nucleation |
| US20220371277A1 (en) | 2019-09-25 | 2022-11-24 | Carbon, Inc. | Particle coating methods for additively manufactured products |
| EP3812131B1 (de) | 2019-10-23 | 2022-04-13 | Ivoclar Vivadent AG | Stereolithographieverfahren |
| US20220396652A1 (en) | 2019-10-23 | 2022-12-15 | Arkema France | Multi(meth)acrylate-functionalized oligomers and methods of preparing and using such oligomers |
| EP4048199A1 (en) | 2019-10-25 | 2022-08-31 | Carbon, Inc. | Mechanically anisotropic 3d printed flexible polymeric sheath |
| WO2021080597A1 (en) * | 2019-10-25 | 2021-04-29 | Hewlett-Packard Development Company, L.P. | Chamber temperature control |
| CN114727856A (zh) | 2019-10-31 | 2022-07-08 | 阿莱恩技术有限公司 | 可结晶树脂 |
| WO2021101801A1 (en) | 2019-11-18 | 2021-05-27 | Carbon, Inc. | Partial dentures and methods of making the same |
| US11911955B1 (en) * | 2019-12-03 | 2024-02-27 | Triad National Security, Llc | System and method embodiments for modifying gas content in printable compositions for additive manufacturing |
| CN114901433A (zh) | 2019-12-12 | 2022-08-12 | 3M创新有限公司 | 包含连续的聚合物基体的聚合物粘结磨料制品及其制造方法 |
| WO2021118699A1 (en) | 2019-12-13 | 2021-06-17 | Carbon, Inc. | Additive manufacturing from a velocity induced dead zone |
| US11713367B2 (en) | 2019-12-23 | 2023-08-01 | Carbon, Inc. | Inhibition of crystallization in polyurethane resins |
| WO2021130624A1 (en) | 2019-12-27 | 2021-07-01 | 3M Innovative Properties Company | Preformed orthodontic aligner attachments |
| FR3105791B1 (fr) | 2019-12-31 | 2022-12-16 | Arkema France | Composition réticulable comprenant un mono(méth)acrylate ayant un cycle 1,3-dioxolane |
| US20230025425A1 (en) | 2020-01-17 | 2023-01-26 | Carbon, Inc. | Chemical recycling of additively manufactured objects |
| US11440259B2 (en) | 2020-01-31 | 2022-09-13 | Carbon, Inc. | Resin reclamation centrifuge rotor for additively manufactured objects |
| US11446750B2 (en) | 2020-02-03 | 2022-09-20 | Io Tech Group Ltd. | Systems for printing solder paste and other viscous materials at high resolution |
| US11622451B2 (en) | 2020-02-26 | 2023-04-04 | Io Tech Group Ltd. | Systems and methods for solder paste printing on components |
| US20230095658A1 (en) | 2020-02-28 | 2023-03-30 | Carbon, Inc. | One part moisture curable resins for additive manufacturing |
| WO2021173493A1 (en) | 2020-02-28 | 2021-09-02 | Carbon, Inc. | Methods of making a three-dimensional object |
| WO2021178363A1 (en) | 2020-03-02 | 2021-09-10 | Align Technology, Inc. | Low viscosity photo-curable resins for the direct fabrication of orthodontic appliances |
| EP3876034A1 (en) | 2020-03-04 | 2021-09-08 | Arkema France | Curable composition comprising a photoinitiator |
| EP3875552A1 (en) | 2020-03-04 | 2021-09-08 | Lambson Limited | Photoinitiator emulsions |
| US11470956B2 (en) | 2020-03-06 | 2022-10-18 | Applied Materials, Inc. | Brush, method of forming a brush, and structure embodied in a machine readable medium used in a design process |
| US11859057B2 (en) | 2020-03-12 | 2024-01-02 | Carbon, Inc. | Partially reversible thermosets useful for recycling |
| CN115485310A (zh) | 2020-03-13 | 2022-12-16 | 阿莱恩技术有限公司 | 热固性材料中用于提高韧性的弱共价交联 |
| WO2021183263A1 (en) | 2020-03-13 | 2021-09-16 | Carbon, Inc. | Additively manufactured products having a matte surface finish |
| FR3108907B1 (fr) | 2020-04-01 | 2022-07-08 | Arkema France | Matériaux élastiques préparés à partir de compositions liquides durcissables par énergie |
| FR3108908B1 (fr) | 2020-04-01 | 2022-03-25 | Arkema France | Matériaux élastiques préparés à partir de compositions liquides durcissables |
| WO2021202655A1 (en) | 2020-04-03 | 2021-10-07 | Carbon, Inc. | Resins and methods for additive manufacturing of energy absorbing three-dimensional objects |
| US11482790B2 (en) | 2020-04-08 | 2022-10-25 | Rogers Corporation | Dielectric lens and electromagnetic device with same |
| US11655329B2 (en) | 2020-04-24 | 2023-05-23 | Carbon, Inc. | Delayed action catalysts for dual cure additive manufacturing resins |
| US20230129561A1 (en) | 2020-04-28 | 2023-04-27 | Carbon, Inc. | Methods of making a three-dimensional object |
| WO2021220095A1 (en) | 2020-04-28 | 2021-11-04 | 3M Innovative Properties Company | Methods of making additive manufactured articles using multilayer articles, objects prepared by the methods, and multilayer articles |
| WO2021221900A1 (en) | 2020-04-30 | 2021-11-04 | Carbon, Inc. | Film remover apparatus for additive manufacturing build platforms and related methods |
| WO2021221877A1 (en) | 2020-04-30 | 2021-11-04 | Carbon, Inc. | Film applicator apparatus for additive manufacturing build platforms and related systems |
| US11207830B2 (en) | 2020-05-11 | 2021-12-28 | Io Tech Group Ltd. | Methods for negative 3D printing machine at high resolution |
| US11548219B2 (en) | 2020-05-15 | 2023-01-10 | Carbon, Inc. | Apparatus and methods for controlled validation of additive manufacturing systems |
| JP2023526097A (ja) * | 2020-05-19 | 2023-06-20 | テクニオン・リサーチ・アンド・ディベロップメント・ファウンデーション・リミテッド | 硬化物品を製作するためのシステム及び方法 |
| US11497124B2 (en) | 2020-06-09 | 2022-11-08 | Io Tech Group Ltd. | Methods for printing conformal materials on component edges at high resolution |
| FR3111637B1 (fr) | 2020-06-18 | 2022-09-02 | Arkema France | Compositions et procédés de formation de matériaux imprimables 3d capables d’une faible perte diélectrique |
| FR3111902B1 (fr) | 2020-06-30 | 2023-03-10 | Arkema France | Oligomères contenant un amide fonctionnalisés par (méth)acrylate |
| WO2022027071A1 (en) | 2020-07-31 | 2022-02-03 | Align Technology, Inc. | Direct fabrication of mixed metal and polymer orthodontic devices |
| US11691332B2 (en) | 2020-08-05 | 2023-07-04 | Io Tech Group Ltd. | Systems and methods for 3D printing with vacuum assisted laser printing machine |
| CN112008982B (zh) * | 2020-08-14 | 2023-03-21 | 珠海赛纳三维科技有限公司 | 模型打印装置 |
| US11661468B2 (en) | 2020-08-27 | 2023-05-30 | Align Technology, Inc. | Additive manufacturing using variable temperature-controlled resins |
| EP4188274A1 (en) | 2020-08-31 | 2023-06-07 | Align Technology, Inc. | 3d printed composites from phase separated materials |
| US11701826B2 (en) * | 2020-08-31 | 2023-07-18 | Nissan North America, Inc. | 3-D printer apparatus |
| US11413819B2 (en) | 2020-09-03 | 2022-08-16 | NEXA3D Inc. | Multi-material membrane for vat polymerization printer |
| US11820061B2 (en) | 2020-09-10 | 2023-11-21 | Regents Of The University Of Minnesota | Additively manufactured self-supporting microfluidics |
| EP4210883B1 (en) | 2020-09-11 | 2024-02-14 | 3M Innovative Properties Company | Investment casting compositions and methods |
| DE102020124546B4 (de) | 2020-09-21 | 2024-03-28 | Audi Aktiengesellschaft | 3D-Druckverfahren und Vorrichtung zur Herstellung eines 3D-Bauteils |
| WO2022066565A1 (en) | 2020-09-25 | 2022-03-31 | Carbon, Inc. | Epoxy dual cure resin for the production of moisture-resistant articles by additive manufacturing |
| US11786008B2 (en) | 2020-10-07 | 2023-10-17 | Adidas Ag | Footwear with 3-D printed midsole |
| WO2022076235A1 (en) | 2020-10-09 | 2022-04-14 | Carbon, Inc. | Vapor spin cleaning of additively manufactured parts |
| US11589647B2 (en) | 2020-10-13 | 2023-02-28 | Adidas Ag | Footwear midsole with anisotropic mesh and methods of making the same |
| US20220110406A1 (en) | 2020-10-13 | 2022-04-14 | Adidas Ag | Footwear midsole with 3-d printed mesh having an anisotropic structure and methods of making the same |
| US20220110408A1 (en) | 2020-10-13 | 2022-04-14 | Adidas Ag | Footwear and footwear components having a mesh component |
| US11633907B2 (en) * | 2020-10-16 | 2023-04-25 | Indizen Optical Technologies S.L. | Eyewear lens creation using additive techniques with diffuse light |
| EP4237159A1 (en) | 2020-10-28 | 2023-09-06 | 3M Innovative Properties Company | Methods and systems for processing photopolymerizable compositions |
| EP4237172A2 (en) * | 2020-10-29 | 2023-09-06 | Seurat Technologies, Inc. | Light valve cooling system |
| CN112477134B (zh) * | 2020-11-03 | 2023-01-06 | 深圳市纵维立方科技有限公司 | 送料装置和3d打印机 |
| US11707883B2 (en) | 2020-11-20 | 2023-07-25 | General Electric Company | Foil interaction device for additive manufacturing |
| EP4247292A1 (en) | 2020-11-20 | 2023-09-27 | 3M Innovative Properties Company | Articles, methods and compositions comprising polymerizable dicarbonyl polymers |
| US20240017497A1 (en) | 2020-12-11 | 2024-01-18 | Carbon, Inc. | Force-regulated additive manufacturing |
| FR3118051A1 (fr) | 2020-12-21 | 2022-06-24 | Arkema France | Compositions durcissables par rayonnement actinique contenant un polyamide |
| WO2022149084A1 (en) | 2021-01-08 | 2022-07-14 | 3M Innovative Properties Company | Prescription attachments for use in each phase of combination orthodontic treatment |
| EP4029675A1 (en) | 2021-01-19 | 2022-07-20 | Bostik SA | 3d-printing methods and systems |
| FR3118965B1 (fr) | 2021-01-20 | 2023-12-01 | Arkema France | Thioxanthone polymérisable |
| US11878389B2 (en) | 2021-02-10 | 2024-01-23 | Applied Materials, Inc. | Structures formed using an additive manufacturing process for regenerating surface texture in situ |
| CN116982223A (zh) | 2021-02-24 | 2023-10-31 | 3M创新有限公司 | 制造电磁辐射改变制品的方法、通过这些方法制备的制品、设备以及改变电磁辐射的方法 |
| US11865780B2 (en) | 2021-02-26 | 2024-01-09 | General Electric Company | Accumalator assembly for additive manufacturing |
| EP4053115A1 (en) | 2021-03-01 | 2022-09-07 | Arkema France | Liquid type-ii photoinitiators |
| CN115008748B (zh) * | 2021-03-04 | 2024-02-13 | 源秩科技(上海)有限公司 | 一种光固化三维打印装置和打印方法 |
| WO2022212475A1 (en) | 2021-04-01 | 2022-10-06 | Carbon, Inc. | Hybrid surface lattices for additively manufactured products |
| WO2022212472A1 (en) | 2021-04-01 | 2022-10-06 | Carbon, Inc. | Systems and methods for constructing lattice objects for additive manufacturing |
| US20220380502A1 (en) | 2021-04-23 | 2022-12-01 | Align Technology, Inc. | Monomeric and polymeric compositions and methods of producing and using the same |
| USD990180S1 (en) | 2021-04-30 | 2023-06-27 | Specialized Bicycle Components, Inc. | Bicycle saddle |
| EP4334389A1 (en) | 2021-05-06 | 2024-03-13 | 3M Innovative Properties Company | Precursor compositions including a curable component and surface coated or modified hollow glass microspheres, articles, additive manufacturing methods, and methods of interfering with electromagnetic radiation |
| KR20240006665A (ko) | 2021-05-12 | 2024-01-15 | 엘켐 실리콘즈 유에스에이 코포레이션 | 삼차원 프린팅된 물품의 생산 방법 |
| US20220380549A1 (en) | 2021-05-12 | 2022-12-01 | Elkem Silicones USA Corp. | Method for producing a three-dimensional printed article |
| WO2022256635A1 (en) | 2021-06-03 | 2022-12-08 | Carbon, Inc. | Methods for the rapid production of blocked prepolymers |
| EP4313534A1 (en) | 2021-06-09 | 2024-02-07 | Carbon, Inc. | Systems and methods for making polymer dental appliances |
| WO2022266331A1 (en) | 2021-06-16 | 2022-12-22 | Carbon, Inc. | Methods for surface coating additively manufactured objects |
| US11951679B2 (en) | 2021-06-16 | 2024-04-09 | General Electric Company | Additive manufacturing system |
| US11731367B2 (en) | 2021-06-23 | 2023-08-22 | General Electric Company | Drive system for additive manufacturing |
| CN117580543A (zh) | 2021-06-24 | 2024-02-20 | 阿莱恩技术有限公司 | 多价可聚合组合物及其制备和使用方法 |
| CN117545799A (zh) | 2021-06-24 | 2024-02-09 | 阿莱恩技术有限公司 | 从聚合物材料中回收单体和低聚物组成部分 |
| WO2022272134A1 (en) | 2021-06-24 | 2022-12-29 | Vici Transition, Inc. | Laminates and 3d printers |
| US11952457B2 (en) | 2021-06-30 | 2024-04-09 | Carbon, Inc. | Bioabsorbable resin for additive manufacturing with non-cytotoxic photoinitiator |
| US11826950B2 (en) | 2021-07-09 | 2023-11-28 | General Electric Company | Resin management system for additive manufacturing |
| US20230056427A1 (en) | 2021-08-10 | 2023-02-23 | Align Technology, Inc. | Systems and methods for customizing orthodontic treatment and treatment planning |
| WO2023028502A2 (en) | 2021-08-24 | 2023-03-02 | Carbon, Inc. | Versatile lattice cell transitioning for additively manufactured products |
| US11884000B2 (en) | 2021-08-27 | 2024-01-30 | Carbon, Inc. | One part, catalyst containing, moisture curable dual cure resins for additive manufacturing |
| WO2023031693A1 (en) | 2021-08-31 | 2023-03-09 | 3M Innovative Properties Company | Infiltrated three-dimensional articles and methods of making same |
| US11813799B2 (en) | 2021-09-01 | 2023-11-14 | General Electric Company | Control systems and methods for additive manufacturing |
| EP4151410A1 (en) | 2021-09-17 | 2023-03-22 | Arkema France | Photosensitive composition |
| US20230100712A1 (en) | 2021-09-24 | 2023-03-30 | Align Technology, Inc. | Palatal expansion appliances and methods of producing and using the same |
| WO2023064488A1 (en) | 2021-10-14 | 2023-04-20 | Align Technology, Inc. | Recoating system |
| WO2023076570A1 (en) | 2021-10-28 | 2023-05-04 | Align Technology, Inc. | Systems and methods for post-processing additively manufactured objects |
| CA3181031A1 (en) | 2021-11-04 | 2023-05-04 | The Procter & Gamble Company | Web material structuring belt, method for making and method for using |
| CA3180938A1 (en) | 2021-11-04 | 2023-05-04 | The Procter & Gamble Company | Web material structure belt, method for making and method for using |
| EP4177282A1 (en) | 2021-11-04 | 2023-05-10 | Arkema France | Polyglycerin-based urethane (meth)acrylate |
| US20230140783A1 (en) | 2021-11-04 | 2023-05-04 | The Procter & Gamble Company | Web material structuring belt, method for making and method for using |
| US20230137439A1 (en) | 2021-11-04 | 2023-05-04 | The Procter & Gamble Company | Web material structuring belt, method for making and method for using |
| WO2023091331A1 (en) | 2021-11-16 | 2023-05-25 | Carbon, Inc. | Method for additively manufacturing composite objects for securing to wearable articles and articles obtained thereby |
| DE102021130480A1 (de) | 2021-11-22 | 2023-05-25 | Engelbert Strauss Gmbh & Co Kg | Knieschoner |
| WO2023096876A2 (en) | 2021-11-23 | 2023-06-01 | Align Technology, Inc. | Orthodontic aligner manufacturing and quality assessment system |
| US20230212107A1 (en) | 2021-12-30 | 2023-07-06 | Align Technology, Inc. | Synthesis of para-alkylated syringyl (meth)acrylate derivatives and photopolymerizable compositions for additive manufacturing in dental applications |
| WO2023130034A1 (en) | 2021-12-30 | 2023-07-06 | Align Technology, Inc. | Devices and methods for controlling particle distribution in polymers |
| FR3131585A1 (fr) | 2021-12-30 | 2023-07-07 | Arkema France | Époxydes cycloaliphatiques polymériques |
| EP4206183A1 (en) | 2021-12-31 | 2023-07-05 | Arkema France | Polyhydroxylated photoinitiators |
| WO2023123326A1 (en) | 2021-12-31 | 2023-07-06 | Elkem Silicones Shanghai Co., Ltd. | Silicone composition and a method for photopolymerization-based 3d printing |
| US20230301762A1 (en) | 2022-02-01 | 2023-09-28 | Align Technology, Inc. | Mold arch reinforcement and labeling for dental appliance manufacturing |
| WO2023154504A1 (en) * | 2022-02-14 | 2023-08-17 | Lung Biotechnology Pbc | Printing platform for a 3d printer, 3d printer and method |
| US20230264427A1 (en) | 2022-02-23 | 2023-08-24 | Align Technology, Inc. | Control systems for additive manufacturing and associated methods |
| WO2023172605A1 (en) * | 2022-03-08 | 2023-09-14 | Kinetic 3D Llc | Devices, systems, processes, and methods relating to tankless production of three-dimensional target objects |
| WO2023177815A1 (en) * | 2022-03-17 | 2023-09-21 | The Board Of Trustees Of The Leland Stanford Junior University | Methods and systems for making polymeric microstructures |
| EP4249518A1 (en) | 2022-03-25 | 2023-09-27 | Arkema France | Polymerizable photoinitiators |
| WO2023205716A1 (en) | 2022-04-22 | 2023-10-26 | Carbon, Inc. | Hollow dental molds configured for high throughput cleaning |
| WO2023220523A1 (en) | 2022-05-09 | 2023-11-16 | Carbon, Inc. | Method for direct coloration of resins for additive manufacturing |
| CN115071126B (zh) * | 2022-06-06 | 2023-06-13 | 江苏大学 | 一种形状回复速度可调多层结构的光固化4d打印方法及其多层结构 |
| WO2024005907A1 (en) * | 2022-06-30 | 2024-01-04 | Carnegie Mellon University | Biodegradable hydrogel actuator with shape morphing capability for soft robotics and methods of fabrication |
| US20240005472A1 (en) | 2022-06-30 | 2024-01-04 | Align Technology, Inc. | Defect detection for dental appliances |
| US20240016578A1 (en) | 2022-07-06 | 2024-01-18 | Align Technology, Inc. | Methods for additively manufacturing medical devices using bioglass fiber reinforced polymers |
| WO2024010877A1 (en) | 2022-07-06 | 2024-01-11 | Align Technology, Inc. | 3d printable material for the fabrication of printed dental attachments and dental attachment placement devices |
| WO2024026293A1 (en) | 2022-07-26 | 2024-02-01 | Align Technology, Inc. | Method of determining tooth root apices using intraoral scans and panoramic radiographs |
| WO2024040029A2 (en) | 2022-08-15 | 2024-02-22 | Align Technology, Inc. | Methods for producing additively manufactured objects with heterogeneous properties |
| WO2024039675A1 (en) | 2022-08-15 | 2024-02-22 | Align Technology, Inc. | Vinyl ether-based inkjet ink photopolymerized by thiol-ene click chemistry used for toughening of photopolymers |
| EP4327789A1 (en) | 2022-08-21 | 2024-02-28 | Frantz Design Incorporated | An adjustable thermoplastic dental appliance system and method |
| WO2024052875A1 (en) | 2022-09-09 | 2024-03-14 | Solventum Intellectual Properties Company | Transfer apparatus for orthodontic appliances and related methods of manufacturing |
| WO2024059564A1 (en) | 2022-09-12 | 2024-03-21 | Align Technology, Inc. | Systems and methods for teeth whitening simulation |
| US20240091906A1 (en) | 2022-09-15 | 2024-03-21 | Align Technology, Inc. | Systems and methods for modifying surfaces of additively manufactured objects |
| WO2024056948A1 (fr) | 2022-09-15 | 2024-03-21 | Elkem Silicones France Sas | Méthode de fabrication additive pour produire un article en élastomère silicone |
| WO2024064832A2 (en) | 2022-09-22 | 2024-03-28 | Cubicure Gmbh | Modular build platforms for additive manufacturing |
| EP4344873A1 (en) | 2022-09-27 | 2024-04-03 | Elkem Silicones France SAS | Post-treatment of a 3d-printed elastomer silicone article |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0484086A1 (en) * | 1990-10-29 | 1992-05-06 | E.I. Du Pont De Nemours And Company | Solid imaging semi-permeable film coating |
| JPH07299874A (ja) * | 1994-04-28 | 1995-11-14 | Hikari Syst Kenkyusho:Kk | 高na光学系を用いた光造形装置 |
| JPH08150662A (ja) * | 1994-11-30 | 1996-06-11 | Olympus Optical Co Ltd | 粉末混合光硬化性樹脂を用いた光造形装置及び光造形方法 |
| JP2001341208A (ja) * | 2000-05-31 | 2001-12-11 | Sanyo Electric Co Ltd | 光造形装置 |
| CN102186918A (zh) * | 2008-10-17 | 2011-09-14 | 斯特拉塔西斯公司 | 用于数字化制造系统的支撑材料 |
Family Cites Families (149)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1010157A (en) | 1910-12-15 | 1911-11-28 | Bliss E W Co | Feed mechanism for perforating-machines. |
| USRE31406E (en) | 1972-06-16 | 1983-10-04 | Syntex (U.S.A.) Inc. | Oxygen permeable contact lens composition, methods and article of manufacture |
| FR2232331B1 (zh) | 1973-06-06 | 1978-03-24 | Guerin A Ets | |
| US4337130A (en) | 1980-06-25 | 1982-06-29 | E. I. Du Pont De Nemours And Company | Photocurable polyurethane film coatings |
| US5236637A (en) | 1984-08-08 | 1993-08-17 | 3D Systems, Inc. | Method of and apparatus for production of three dimensional objects by stereolithography |
| US4575330A (en) | 1984-08-08 | 1986-03-11 | Uvp, Inc. | Apparatus for production of three-dimensional objects by stereolithography |
| US5554336A (en) | 1984-08-08 | 1996-09-10 | 3D Systems, Inc. | Method and apparatus for production of three-dimensional objects by stereolithography |
| DE3616681A1 (de) | 1986-05-16 | 1987-11-19 | Bayer Ag | 1-aralkylpyrazole |
| US5051115A (en) | 1986-05-21 | 1991-09-24 | Linde Aktiengesellschaft | Pressure swing adsorption process |
| US5263130A (en) | 1986-06-03 | 1993-11-16 | Cubital Ltd. | Three dimensional modelling apparatus |
| EP0250121B1 (en) | 1986-06-03 | 1994-11-02 | Cubital Ltd. | Three-dimensional modelling apparatus |
| US4801477A (en) | 1987-09-29 | 1989-01-31 | Fudim Efrem V | Method and apparatus for production of three-dimensional objects by photosolidification |
| US5141665A (en) | 1987-03-31 | 1992-08-25 | Sherman Laboratories, Inc. | Cleaning, conditioning, storing and wetting system and method for rigid gas permeable contact lenses and other contact lenses |
| US4923906A (en) | 1987-04-30 | 1990-05-08 | Ciba-Geigy Corporation | Rigid, gas-permeable polysiloxane contact lenses |
| IL109511A (en) | 1987-12-23 | 1996-10-16 | Cubital Ltd | Three-dimensional modelling apparatus |
| US5070170A (en) | 1988-02-26 | 1991-12-03 | Ciba-Geigy Corporation | Wettable, rigid gas permeable, substantially non-swellable contact lens containing block copolymer polysiloxane-polyoxyalkylene backbone units, and use thereof |
| JPH01233443A (ja) | 1988-03-15 | 1989-09-19 | Fujitsu Ltd | パターン形成方法 |
| US5256340A (en) | 1988-04-18 | 1993-10-26 | 3D Systems, Inc. | Method of making a three-dimensional object by stereolithography |
| US5609813A (en) | 1988-04-18 | 1997-03-11 | 3D Systems, Inc. | Method of making a three-dimensional object by stereolithography |
| US5772947A (en) | 1988-04-18 | 1998-06-30 | 3D Systems Inc | Stereolithographic curl reduction |
| US5059359A (en) | 1988-04-18 | 1991-10-22 | 3 D Systems, Inc. | Methods and apparatus for production of three-dimensional objects by stereolithography |
| US5776409A (en) | 1988-04-18 | 1998-07-07 | 3D Systems, Inc. | Thermal stereolithograp using slice techniques |
| US5523193A (en) | 1988-05-31 | 1996-06-04 | Texas Instruments Incorporated | Method and apparatus for patterning and imaging member |
| US5258146A (en) | 1988-09-26 | 1993-11-02 | 3D Systems, Inc. | Method of and apparatus for measuring and controlling fluid level in stereolithography |
| US5171490A (en) | 1988-11-29 | 1992-12-15 | Fudim Efrem V | Method and apparatus for production of three-dimensional objects by irradiation of photopolymers |
| US5143663A (en) | 1989-06-12 | 1992-09-01 | 3D Systems, Inc. | Stereolithography method and apparatus |
| JPH03244528A (ja) | 1989-09-28 | 1991-10-31 | Three D Syst Inc | 実質的に平担な立体平版加工面の形成装置および方法 |
| US5143817A (en) | 1989-12-22 | 1992-09-01 | E. I. Du Pont De Nemours And Company | Solid imaging system |
| GB9008577D0 (en) | 1990-04-17 | 1990-06-13 | Pilkington Diffractive Lenses | Rigid gas permeable lenses |
| US5158858A (en) | 1990-07-05 | 1992-10-27 | E. I. Du Pont De Nemours And Company | Solid imaging system using differential tension elastomeric film |
| US5192559A (en) | 1990-09-27 | 1993-03-09 | 3D Systems, Inc. | Apparatus for building three-dimensional objects with sheets |
| US5198159A (en) | 1990-10-09 | 1993-03-30 | Matsushita Electric Works, Ltd. | Process of fabricating three-dimensional objects from a light curable resin liquid |
| US5597520A (en) | 1990-10-30 | 1997-01-28 | Smalley; Dennis R. | Simultaneous multiple layer curing in stereolithography |
| US5271882A (en) | 1990-11-09 | 1993-12-21 | Tokai Kogyo Kabushiki Kaisha | Blow molding process with sheet interposed between mold and product being molded |
| DE4125534A1 (de) | 1991-08-01 | 1993-02-18 | Eos Electro Optical Syst | Verfahren und vorrichtung zum herstellen eines objekts mittels stereograhpie |
| US5162469A (en) | 1991-08-05 | 1992-11-10 | Optical Research Inc. | Composition for rigid gas permeable contact lenses |
| US5247180A (en) | 1991-12-30 | 1993-09-21 | Texas Instruments Incorporated | Stereolithographic apparatus and method of use |
| US5296283A (en) | 1992-01-13 | 1994-03-22 | E. I. Du Pont De Nemours And Company | Protective coating for machine-readable markings |
| BR9306038A (pt) | 1992-02-28 | 1998-01-13 | Univ Texas | Hidrogéis biodegradáveis fotopolimerizáveis como materiais de contato de tecidos e condutores de liberação controlada |
| US5310571A (en) | 1992-09-01 | 1994-05-10 | Allergan, Inc. | Chemical treatment to improve oxygen permeability through and protein deposition on hydrophilic (soft) and rigid gas permeable (RGP) contact lenses |
| US5836313A (en) | 1993-02-08 | 1998-11-17 | Massachusetts Institute Of Technology | Methods for making composite hydrogels for corneal prostheses |
| US5374500A (en) | 1993-04-02 | 1994-12-20 | International Business Machines Corporation | Positive photoresist composition containing photoacid generator and use thereof |
| DE9319405U1 (de) | 1993-12-17 | 1994-03-31 | Forschungszentrum Informatik A | Vorrichtung zur Herstellung eines dreidimensionalen Objekts (Modells) nach dem Prinzip der Photoverfestigung |
| JPH08192469A (ja) | 1995-01-20 | 1996-07-30 | Ushio Inc | 光硬化性樹脂の硬化装置 |
| JP3246848B2 (ja) | 1995-02-22 | 2002-01-15 | アピックヤマダ株式会社 | 汎用ゲート位置樹脂モールド装置および樹脂モールド方法 |
| US5691541A (en) | 1996-05-14 | 1997-11-25 | The Regents Of The University Of California | Maskless, reticle-free, lithography |
| US6312134B1 (en) | 1996-07-25 | 2001-11-06 | Anvik Corporation | Seamless, maskless lithography system using spatial light modulator |
| JPH10249943A (ja) | 1997-03-10 | 1998-09-22 | Hitachi Ltd | 光造形装置 |
| US5945058A (en) | 1997-05-13 | 1999-08-31 | 3D Systems, Inc. | Method and apparatus for identifying surface features associated with selected lamina of a three-dimensional object being stereolithographically formed |
| US6503231B1 (en) | 1998-06-10 | 2003-01-07 | Georgia Tech Research Corporation | Microneedle device for transport of molecules across tissue |
| US6238852B1 (en) | 1999-01-04 | 2001-05-29 | Anvik Corporation | Maskless lithography system and method with doubled throughput |
| US6391245B1 (en) | 1999-04-13 | 2002-05-21 | Eom Technologies, L.L.C. | Method for creating three-dimensional objects by cross-sectional lithography |
| US6611707B1 (en) | 1999-06-04 | 2003-08-26 | Georgia Tech Research Corporation | Microneedle drug delivery device |
| US6248509B1 (en) | 1999-07-27 | 2001-06-19 | James E. Sanford | Maskless photoresist exposure system using mems devices |
| JP3971541B2 (ja) | 1999-12-24 | 2007-09-05 | 富士通株式会社 | 半導体装置の製造方法及びこの方法に用いる分割金型 |
| US6547552B1 (en) | 2000-02-08 | 2003-04-15 | Efrem V. Fudim | Fabrication of three-dimensional objects by irradiation of radiation-curable materials |
| DE10015408A1 (de) | 2000-03-28 | 2001-10-11 | Fraunhofer Ges Forschung | Verfahren und Vorrichtung zur Herstellung von Bauteilen aus lichtaushärtbaren Werkstoffen |
| DE10018987A1 (de) | 2000-04-17 | 2001-10-31 | Envision Technologies Gmbh | Vorrichtung und Verfahren zum Herstellen von dreidimensionalen Objekten |
| US20010048183A1 (en) | 2000-05-31 | 2001-12-06 | Sanyo Electric Co., Ltd | Optical shaping apparatus and optical shaping process |
| US7318718B2 (en) | 2000-06-06 | 2008-01-15 | Teijin Seiki Co., Ltd. | Stereolithographic apparatus and method for manufacturing three-dimensional object |
| KR100583095B1 (ko) | 2000-06-30 | 2006-05-24 | 주식회사 하이닉스반도체 | 광산 발생제와 함께 광 라디칼 발생제(prg)를 포함하는포토레지스트 조성물 |
| US6500378B1 (en) | 2000-07-13 | 2002-12-31 | Eom Technologies, L.L.C. | Method and apparatus for creating three-dimensional objects by cross-sectional lithography |
| US6439869B1 (en) | 2000-08-16 | 2002-08-27 | Micron Technology, Inc. | Apparatus for molding semiconductor components |
| US6939940B2 (en) | 2000-09-13 | 2005-09-06 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Liquid crystalline thermosets from ester, ester-imide, and ester-amide oligomers |
| DE20106887U1 (de) | 2001-04-20 | 2001-09-06 | Envision Technologies Gmbh | Vorrichtung zum Herstellen eines dreidimensionalen Objekts |
| DE10119817A1 (de) | 2001-04-23 | 2002-10-24 | Envision Technologies Gmbh | Vorrichtung und Verfahren für die zerstörungsfreie Trennung ausgehärteter Materialschichten von einer planen Bauebene |
| US7095484B1 (en) | 2001-06-27 | 2006-08-22 | University Of South Florida | Method and apparatus for maskless photolithography |
| SE0102736D0 (sv) | 2001-08-14 | 2001-08-14 | Patrick Griss | Side opened out-of-plane microneedles for microfluidic transdermal interfacing and fabrication process of side opened out-of-plane microneedles |
| US7023432B2 (en) | 2001-09-24 | 2006-04-04 | Geomagic, Inc. | Methods, apparatus and computer program products that reconstruct surfaces from data point sets |
| US20030173713A1 (en) | 2001-12-10 | 2003-09-18 | Wen-Chiang Huang | Maskless stereo lithography method and apparatus for freeform fabrication of 3-D objects |
| JP2005534063A (ja) | 2002-07-19 | 2005-11-10 | ザ リージェンツ オブ ザ ユニバーシティ オブ コロラド, ア ボディー コーポレイト | 3d光重合デバイスの製造 |
| US7093756B2 (en) | 2002-10-31 | 2006-08-22 | Sap Aktiengesellschaft | Distributed production control |
| US6932930B2 (en) | 2003-03-10 | 2005-08-23 | Synecor, Llc | Intraluminal prostheses having polymeric material with selectively modified crystallinity and methods of making same |
| WO2005030822A2 (en) | 2003-09-23 | 2005-04-07 | University Of North Carolina At Chapel Hill | Photocurable perfluoropolyethers for use as novel materials in microfluidic devices |
| JP4044505B2 (ja) | 2003-09-29 | 2008-02-06 | 独立行政法人科学技術振興機構 | 光酸発生剤 |
| EP1682161A4 (en) | 2003-10-29 | 2011-12-07 | Gentis Inc | POLYMERIZABLE EMULSIONS FOR TISSUE GENIUS |
| KR101281775B1 (ko) | 2003-12-19 | 2013-07-15 | 더 유니버시티 오브 노쓰 캐롤라이나 엣 채플 힐 | 소프트 또는 임프린트 리소그래피를 이용하여 분리된마이크로- 및 나노- 구조를 제작하는 방법 |
| US7435495B2 (en) | 2004-01-23 | 2008-10-14 | The University Of North Carolina At Chapel Hill | Liquid materials for use in electrochemical cells |
| DE102004022606A1 (de) | 2004-05-07 | 2005-12-15 | Envisiontec Gmbh | Verfahren zur Herstellung eines dreidimensionalen Objekts mit verbesserter Trennung ausgehärteter Materialschichten von einer Bauebene |
| DE102004022961B4 (de) | 2004-05-10 | 2008-11-20 | Envisiontec Gmbh | Verfahren zur Herstellung eines dreidimensionalen Objekts mit Auflösungsverbesserung mittels Pixel-Shift |
| JP5184080B2 (ja) | 2004-05-10 | 2013-04-17 | エンビジョンテク・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング | ピクセルシフトによる分解能改善を伴う3次元物体の製造プロセス |
| US7649029B2 (en) | 2004-05-17 | 2010-01-19 | 3M Innovative Properties Company | Dental compositions containing nanozirconia fillers |
| US7097302B2 (en) | 2004-07-03 | 2006-08-29 | Mcgregor Scott D | Rigid gas permeable contact lens with 3-part curvature |
| US7556490B2 (en) | 2004-07-30 | 2009-07-07 | Board Of Regents, The University Of Texas System | Multi-material stereolithography |
| JP5366291B2 (ja) | 2004-09-01 | 2013-12-11 | アプヴィオン インコーポレイテッド | カプセル化された硬化系 |
| JP2008516820A (ja) | 2004-10-19 | 2008-05-22 | ロールス−ロイス・コーポレーション | 焼結セラミック物品の異方性収縮と関連づけられた方法及び装置 |
| KR100637450B1 (ko) | 2005-02-16 | 2006-10-23 | 한양대학교 산학협력단 | 플루오로알킬술폰늄염의 광산발생기가 치환된 화합물과 이를 중합한 공중합체 |
| US7344731B2 (en) | 2005-06-06 | 2008-03-18 | Bausch & Lomb Incorporated | Rigid gas permeable lens material |
| WO2006138719A2 (en) | 2005-06-17 | 2006-12-28 | Georgia Tech Research Corporation | Coated microstructures and method of manufacture thereof |
| EP1922364A4 (en) | 2005-08-09 | 2010-04-21 | Univ North Carolina | METHODS AND MATERIALS FOR MANUFACTURING MICROFLUIDIC DEVICES |
| US7709544B2 (en) | 2005-10-25 | 2010-05-04 | Massachusetts Institute Of Technology | Microstructure synthesis by flow lithography and polymerization |
| DE602005013536D1 (de) | 2005-11-18 | 2009-05-07 | Agfa Graphics Nv | Verfahren zur Herstellung einer Lithografiedruckform |
| US20070191506A1 (en) | 2006-02-13 | 2007-08-16 | 3M Innovative Properties Company | Curable compositions for optical articles |
| WO2007124092A2 (en) | 2006-04-21 | 2007-11-01 | Cornell Research Foundation, Inc. | Photoacid generator compounds and compositions |
| DE102006019963B4 (de) | 2006-04-28 | 2023-12-07 | Envisiontec Gmbh | Vorrichtung und Verfahren zur Herstellung eines dreidimensionalen Objekts durch schichtweises Verfestigen eines unter Einwirkung von elektromagnetischer Strahlung verfestigbaren Materials mittels Maskenbelichtung |
| DE102006019964C5 (de) | 2006-04-28 | 2021-08-26 | Envisiontec Gmbh | Vorrichtung und Verfahren zur Herstellung eines dreidimensionalen Objekts mittels Maskenbelichtung |
| JP2007299874A (ja) | 2006-04-28 | 2007-11-15 | Matsushita Electric Ind Co Ltd | 熱伝導性基板及び電気伝導性基板 |
| US7636610B2 (en) | 2006-07-19 | 2009-12-22 | Envisiontec Gmbh | Method and device for producing a three-dimensional object, and computer and data carrier useful therefor |
| US7524615B2 (en) | 2006-08-14 | 2009-04-28 | Gary Ganghui Teng | Negative laser sensitive lithographic printing plate having specific photosensitive composition |
| DE102006040642A1 (de) | 2006-08-30 | 2008-03-13 | Robert Bosch Gmbh | Mikronadeln zur Platzierung in der Haut zwecks transdermaler Applikation von Pharmazeutika |
| WO2008053481A1 (en) | 2006-11-01 | 2008-05-08 | Svip 6 Llc | Microneedle arrays |
| ES2588921T3 (es) | 2006-11-10 | 2016-11-07 | Envisiontec Gmbh | Procedimiento y dispositivo de generación continua para fabricar un objeto tridimensional |
| US7892474B2 (en) * | 2006-11-15 | 2011-02-22 | Envisiontec Gmbh | Continuous generative process for producing a three-dimensional object |
| JP2008150662A (ja) | 2006-12-18 | 2008-07-03 | Seiko Epson Corp | マスク蒸着法、有機エレクトロルミネッセンス装置の製造方法、およびマスク蒸着装置 |
| JP5073284B2 (ja) | 2006-12-22 | 2012-11-14 | ローランドディー.ジー.株式会社 | 三次元造形装置 |
| US8003039B2 (en) | 2007-01-17 | 2011-08-23 | 3D Systems, Inc. | Method for tilting solid image build platform for reducing air entrainment and for build release |
| DK2011631T3 (da) | 2007-07-04 | 2012-06-25 | Envisiontec Gmbh | Fremgangsmåde og indretning til fremstilling af et tre-dimensionelt objekt |
| DK2052693T4 (da) | 2007-10-26 | 2021-03-15 | Envisiontec Gmbh | Proces og fri-formfabrikationssystem til at fremstille en tredimensionel genstand |
| CA2706404C (en) | 2007-11-21 | 2017-04-11 | Bioserentach Co., Ltd. | Preparation for body surface application and preparation for body surface application-holding sheet |
| US7862176B2 (en) | 2007-11-24 | 2011-01-04 | Truform Optics | Method of fitting rigid gas-permeable contact lenses from high resolution imaging |
| US8286236B2 (en) | 2007-12-21 | 2012-10-09 | The Invention Science Fund I, Llc | Manufacturing control system |
| JP5234319B2 (ja) | 2008-01-21 | 2013-07-10 | ソニー株式会社 | 光造形装置および光造形方法 |
| WO2009134762A2 (en) | 2008-04-28 | 2009-11-05 | Massachusetts Institute Of Technology | 3d two-photon lithographic microfabrication system |
| WO2010077097A2 (ko) | 2008-12-30 | 2010-07-08 | 주식회사 캐리마 | 고속 적층식 광조형 장치 |
| JP2010249943A (ja) | 2009-04-13 | 2010-11-04 | Olympus Imaging Corp | ストラップ及びカメラからなる表示画面フードシステムと、この表示画面フードシステムに適用されるストラップ及びカメラ |
| US20100323301A1 (en) | 2009-06-23 | 2010-12-23 | Huey-Ru Tang Lee | Method and apparatus for making three-dimensional parts |
| IT1395683B1 (it) | 2009-08-03 | 2012-10-16 | Dws Srl | Macchina stereolitografica perfezionata |
| US8372330B2 (en) | 2009-10-19 | 2013-02-12 | Global Filtration Systems | Resin solidification substrate and assembly |
| US8834423B2 (en) | 2009-10-23 | 2014-09-16 | University of Pittsburgh—of the Commonwealth System of Higher Education | Dissolvable microneedle arrays for transdermal delivery to human skin |
| IT1397457B1 (it) | 2010-01-12 | 2013-01-10 | Dws Srl | Piastra di modellazione per una macchina stereolitografica, macchina stereolitografica impiegante tale piastra di modellazione e utensile per la pulizia di tale piastra di modellazione. |
| KR101006414B1 (ko) | 2010-03-10 | 2011-01-06 | 주식회사 캐리마 | 고속 적층식 광조형 장치 |
| EP2605805B1 (en) | 2010-08-20 | 2019-01-09 | Case Western Reserve University | Continuous digital light processing additive manufacturing of implants |
| EP2670572B1 (en) | 2011-01-31 | 2022-09-21 | Global Filtration Systems, A DBA of Gulf Filtration Systems Inc. | Apparatus for making three-dimensional objects from multiple solidifiable materials |
| CN102715751A (zh) | 2011-03-30 | 2012-10-10 | 朱雪兵 | 凝胶垫及其紫外固化生产方法 |
| KR20120119250A (ko) | 2011-04-21 | 2012-10-31 | (주)마이티시스템 | 단턱이 형성된 미세바늘 |
| US9802361B2 (en) | 2011-08-20 | 2017-10-31 | Zydex Pty Ltd | Apparatus and method for making an object |
| US8708906B1 (en) | 2011-09-07 | 2014-04-29 | Allen J. Orehek | Method for the prevention of dementia and Alzheimer's disease |
| JP2015514318A (ja) | 2012-03-22 | 2015-05-18 | ザ リージェンツ オブ ザ ユニバーシティ オブ コロラド,ア ボディー コーポレイトTHE REGENTS OF THE UNIVERSITY OF COLORADO,a body corporate | 液体デポジションフォトリソグラフィ |
| US9120270B2 (en) * | 2012-04-27 | 2015-09-01 | University Of Southern California | Digital mask-image-projection-based additive manufacturing that applies shearing force to detach each added layer |
| US9636873B2 (en) | 2012-05-03 | 2017-05-02 | B9Creations, LLC | Solid image apparatus with improved part separation from the image plate |
| TWI554289B (zh) | 2012-06-29 | 2016-10-21 | 國立成功大學 | 鑲嵌式經皮藥物釋放貼片及其製造方法 |
| JP2015522342A (ja) | 2012-06-29 | 2015-08-06 | イーエルシー マネージメント エルエルシー | 1つ以上の化粧品成分を含むマイクロニードル |
| US20140085620A1 (en) | 2012-09-24 | 2014-03-27 | Maxim Lobovsky | 3d printer with self-leveling platform |
| CN203254661U (zh) | 2012-12-31 | 2013-10-30 | 刘彦君 | 一种光固化快速成型装置 |
| CN103029301B (zh) | 2012-12-31 | 2016-02-10 | 刘彦君 | 一种光固化快速成型装置及其方法 |
| CN105452958B (zh) | 2013-02-12 | 2020-03-20 | 卡本有限公司 | 通过承载体利用进料的三维制造的方法和设备 |
| US9498920B2 (en) | 2013-02-12 | 2016-11-22 | Carbon3D, Inc. | Method and apparatus for three-dimensional fabrication |
| WO2014165265A1 (en) | 2013-03-12 | 2014-10-09 | Dudley Kurt | 3d printing using spiral buildup |
| JP2015027738A (ja) | 2013-07-30 | 2015-02-12 | ローランドディー.ジー.株式会社 | 三次元造形装置 |
| DE202013103446U1 (de) | 2013-07-31 | 2013-08-26 | Tangible Engineering Gmbh | Kompakte Vorrichtung zur Herstellung eines dreidimensionalen Objekts durch Verfestigen eines fotohärtenden Materials |
| US9360757B2 (en) | 2013-08-14 | 2016-06-07 | Carbon3D, Inc. | Continuous liquid interphase printing |
| CN103895231A (zh) | 2014-04-09 | 2014-07-02 | 刘彦君 | 一种光固化快速成型装置及方法 |
| US10073424B2 (en) | 2014-05-13 | 2018-09-11 | Autodesk, Inc. | Intelligent 3D printing through optimization of 3D print parameters |
| US9782934B2 (en) | 2014-05-13 | 2017-10-10 | Autodesk, Inc. | 3D print adhesion reduction during cure process |
| JP6731930B2 (ja) | 2015-02-05 | 2020-07-29 | カーボン,インコーポレイテッド | 断続的曝露による付加製造方法 |
| US11000992B2 (en) | 2015-02-20 | 2021-05-11 | Carbon, Inc. | Methods and apparatus for continuous liquid interface printing with electrochemically supported dead zone |
| EP3304201A4 (en) | 2015-04-30 | 2019-06-26 | Castanon, Diego | IMPROVED STEREOLITHOGRAPHY SYSTEM |
| EP3297950B1 (en) | 2015-05-19 | 2020-11-04 | Lawrence Carlson | Stable basic electrolyte material and solvent material containing same |
| US10384439B2 (en) | 2015-11-06 | 2019-08-20 | Stratasys, Inc. | Continuous liquid interface production system with viscosity pump |
-
2014
- 2014-02-10 CN CN201480008529.6A patent/CN105452958B/zh active Active
- 2014-02-10 CA CA2898103A patent/CA2898103A1/en not_active Abandoned
- 2014-02-10 JP JP2015557153A patent/JP6522519B2/ja active Active
- 2014-02-10 EP EP16171600.6A patent/EP3187938A1/en not_active Withdrawn
- 2014-02-10 DK DK14706224.4T patent/DK2956823T4/da active
- 2014-02-10 TW TW103104226A patent/TWI655498B/zh active
- 2014-02-10 BR BR112015018056A patent/BR112015018056A2/pt not_active IP Right Cessation
- 2014-02-10 WO PCT/US2014/015506 patent/WO2014126837A2/en active Application Filing
- 2014-02-10 KR KR1020157022106A patent/KR20150117275A/ko not_active Application Discontinuation
- 2014-02-10 EP EP14706223.6A patent/EP2956822B1/en active Active
- 2014-02-10 PL PL14706224T patent/PL2956823T5/pl unknown
- 2014-02-10 JP JP2015557154A patent/JP6356700B2/ja active Active
- 2014-02-10 CA CA2898106A patent/CA2898106A1/en not_active Abandoned
- 2014-02-10 BR BR112015017976A patent/BR112015017976A2/pt not_active IP Right Cessation
- 2014-02-10 EP EP14706224.4A patent/EP2956823B2/en active Active
- 2014-02-10 KR KR1020157022103A patent/KR20150117273A/ko not_active Application Discontinuation
- 2014-02-10 WO PCT/US2014/015497 patent/WO2014126834A2/en active Application Filing
- 2014-02-10 ES ES14706224T patent/ES2588485T5/es active Active
- 2014-02-10 EP EP16171599.0A patent/EP3203318A1/en not_active Withdrawn
- 2014-02-10 CN CN201480008364.2A patent/CN105122135B/zh active Active
- 2014-02-10 TW TW107128194A patent/TW201842404A/zh unknown
- 2014-02-10 MX MX2015010375A patent/MX352425B/es active IP Right Grant
- 2014-02-10 MX MX2015010376A patent/MX352989B/es active IP Right Grant
- 2014-12-12 US US14/569,202 patent/US9205601B2/en active Active
- 2014-12-15 US US14/570,591 patent/US9216546B2/en active Active
- 2014-12-16 US US14/572,128 patent/US9211678B2/en active Active
-
2015
- 2015-11-10 US US14/937,151 patent/US10093064B2/en active Active
- 2015-11-10 US US14/937,304 patent/US10144181B2/en active Active
- 2015-11-10 US US14/937,237 patent/US10150253B2/en active Active
-
2016
- 2016-03-23 HK HK16103408.2A patent/HK1215476A1/zh unknown
- 2016-03-23 HK HK16103409.1A patent/HK1215477A1/zh unknown
- 2016-08-16 HR HRP20161016TT patent/HRP20161016T4/hr unknown
-
2018
- 2018-08-20 US US16/105,378 patent/US10596755B2/en active Active
- 2018-11-29 US US16/204,570 patent/US20200139617A1/en not_active Abandoned
- 2018-11-29 US US16/204,523 patent/US10618215B2/en active Active
-
2019
- 2019-01-15 JP JP2019004485A patent/JP6700443B2/ja active Active
-
2020
- 2020-03-19 US US16/824,077 patent/US11235516B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0484086A1 (en) * | 1990-10-29 | 1992-05-06 | E.I. Du Pont De Nemours And Company | Solid imaging semi-permeable film coating |
| JPH07299874A (ja) * | 1994-04-28 | 1995-11-14 | Hikari Syst Kenkyusho:Kk | 高na光学系を用いた光造形装置 |
| JPH08150662A (ja) * | 1994-11-30 | 1996-06-11 | Olympus Optical Co Ltd | 粉末混合光硬化性樹脂を用いた光造形装置及び光造形方法 |
| JP2001341208A (ja) * | 2000-05-31 | 2001-12-11 | Sanyo Electric Co Ltd | 光造形装置 |
| CN102186918A (zh) * | 2008-10-17 | 2011-09-14 | 斯特拉塔西斯公司 | 用于数字化制造系统的支撑材料 |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105452958B (zh) | 通过承载体利用进料的三维制造的方法和设备 | |
| CN105122136B (zh) | 三维制造的方法和设备 | |
| US10016938B2 (en) | Continuous liquid interphase printing | |
| WO2015142546A1 (en) | Method and apparatus for three-dimensional fabrication with gas injection through carrier | |
| US20240082553A1 (en) | Continuous liquid interphase printing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| CB02 | Change of applicant information | ||
| CB02 | Change of applicant information |
Address after: California, USA Applicant after: CARBON, Inc. Address before: California, USA Applicant before: EIPI SYSTEMS, Inc. |
|
| GR01 | Patent grant | ||
| GR01 | Patent grant |