RU2536015C2 - Композитные вращающиеся режущие инструменты из цементированного карбида и заготовки для вращающегося режущего инструмента - Google Patents
Композитные вращающиеся режущие инструменты из цементированного карбида и заготовки для вращающегося режущего инструмента Download PDFInfo
- Publication number
- RU2536015C2 RU2536015C2 RU2011150215/02A RU2011150215A RU2536015C2 RU 2536015 C2 RU2536015 C2 RU 2536015C2 RU 2011150215/02 A RU2011150215/02 A RU 2011150215/02A RU 2011150215 A RU2011150215 A RU 2011150215A RU 2536015 C2 RU2536015 C2 RU 2536015C2
- Authority
- RU
- Russia
- Prior art keywords
- cemented carbide
- carbide
- hybrid
- cubic
- composite product
- Prior art date
Links
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/05—Mixtures of metal powder with non-metallic powder
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/05—Mixtures of metal powder with non-metallic powder
- C22C1/051—Making hard metals based on borides, carbides, nitrides, oxides or silicides; Preparation of the powder mixture used as the starting material therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
- B22F7/062—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools involving the connection or repairing of preformed parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B51/00—Tools for drilling machines
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C29/00—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides
- C22C29/02—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides
- C22C29/06—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbides, but not containing other metal compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F2005/001—Cutting tools, earth boring or grinding tool other than table ware
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1946—Face or end mill
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/26—Cutters, for shaping comprising cutting edge bonded to tool shank
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/27—Cutters, for shaping comprising tool of specific chemical composition
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/78—Tool of specific diverse material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/89—Tool or Tool with support
- Y10T408/909—Having peripherally spaced cutting edges
- Y10T408/9095—Having peripherally spaced cutting edges with axially extending relief channel
- Y10T408/9097—Spiral channel
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Composite Materials (AREA)
- Manufacturing & Machinery (AREA)
- Powder Metallurgy (AREA)
- Drilling Tools (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Abstract
Группа изобретений относится к порошковой металлургии, в частности к композиционным вращающимся режущим инструментам и способам их получения. Композитное изделие включает в себя удлиненную часть, состоящую из внешнего участка, содержащего первый цементированный карбид, и внутренний участок, соединенный без флюса с внешним участком и содержащий второй цементированный карбид. По меньшей мере один из числа первого цементированного карбида и второго цементированного карбида содержит гибридный цементированный карбид, который содержит дисперсную фазу цементированного карбида и непрерывную фазу цементированного карбида. По меньшей мере одна из числа дисперсной фазы цементированного карбида и непрерывной фазы цементированного карбида содержит по меньшей мере 0,5 весовых процента кубического карбида на основе веса фазы, включающей в себя кубический карбид. Изделие получено путем приготовления смеси, прессования и спекания. Обеспечивается получение композиционного инструмента, не вступающего в химическую реакцию с обрабатываемым изделием и имеющего высокую твердость и прочность, различные на различных участках, 3 н. и 62 з.п. ф-лы, 12 ил., 7 пр.
Description
Предпосылки к созданию изобретения
Область техники, к которой относится изобретение
Группа изобретений в целом относится ко вращающимся режущим инструментам и заготовкам для вращающегося режущего инструмента, имеющих композитное строение и включающих участки с различающимся химическим составом и/или микроструктурой, и к относящимся к ним способам. Настоящее изобретение, в частности, относится к универсальным вращающимся режущим инструментам из цементированного карбида и инструментальных заготовок для вращающихся режущих инструментов, имеющих композитное строение, в котором по меньшей мере один участок содержит гибридный цементированный карбид, включающий в себя кубический карбид, и к способам изготовления вращающихся режущих инструментов и заготовки вращающегося режущего инструмента. Настоящее изобретение находит общее применение во вращающихся режущих инструментах, таких, например, как инструменты, предназначенные для сверления, рассверловки, зенковки, цилиндрического зенкования и торцового фрезерования.
Описание существующего уровня техники
Вращающиеся режущие инструменты из цементированного карбида (т.е. режущие инструменты, которые приводятся во вращение) обычно применяются в операциях механической обработки, таких как, например, сверление, рассверловка, зенковка, цилиндрическое зенкование, торцовое фрезерование и нарезание резьбы метчиком. Такие инструменты обычно изготавливают с негибридным твердым монолитным строением. Процесс изготовления таких инструментов включает в себя уплотнение металлургического порошка (состоящего из частиц керамики и металлического связующего) для формирования порошковой формовки. Порошковую формовку подвергают затем спеканию для получения цилиндрической заготовки инструмента, имеющего монолитное строение. Применяемый здесь термин «монолитное строение» означает инструмент, выполненный из твердого материала, такого, например, как цементированный карбид, имеющий по существу одинаковые характеристики в любом рабочем объеме инструмента. После спекания инструмент подвергают должной механической обработке для формирования режущей кромки и других признаков конкретной геометрии вращающегося режущего инструмента. Вращающиеся режущие инструменты включают в себя, например, сверла, торцовые фрезы, развертки и метчики.
Вращающиеся режущие инструменты, состоящие из цементированного карбида, приспособлены для применения во многих промышленных целях, включая резание и формовку конструкционных материалов, таких как металлы, древесина и пластмассы. Инструменты, выполненные из цементированного карбида, имеют важность для промышленности благодаря сочетанию прочности на разрыв, износостойкости и вязкости, характерному для этих материалов. Как известно в технике, цементированный карбид состоит из по меньшей мере двух фаз: по меньшей мере одного твердого керамического компонента и более мягкой основы из металлического связующего. Твердый керамический компонент может быть представлен, например, связующими элементов, входящих в группы IVB-VIB Периодической таблицы. Обычным примером может служить карбид вольфрама. Связующим может служить металл или металлический сплав, обычно кобальт, никель, железо или сплавы этих металлов. Связующее «цементирует» участки керамического компонента внутри основы, как взаимно соединенные по трем размерностям. Цементированные карбиды могут быть изготовлены путем консолидации металлургического порошка, представленного смесью по меньшей мере одного керамического компонента в форме порошка и по меньшей мере одного металлического связующего в форме порошка.
Физические и химические свойства цементированных карбидов зависят частично от отдельных компонентов металлургических порошков, применяемых для производства материалов. Свойства цементированного карбида определяются, например, химическим составом керамического компонента, размером частиц керамического компонента, химическим составом связующего и соотношением связующего и керамического компонента. Путем варьирования компонентов и пропорций компонентов в смеси металлургического порошка можно производить вращающиеся режущие инструменты из цементированного карбида, такие как сверла и торцовые фрезы, обладающие уникальными свойствами, согласующимися с определенными условиями применения.
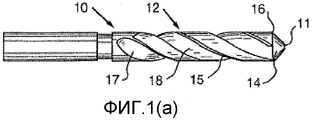
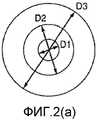
Монолитное строение вращающихся режущих инструментов ограничивает их рабочие характеристики и диапазон применения. В качестве примера на фиг.1(а) и 1(b) показан вид сбоку и с торца соответственно спирального сверла 20, имеющего типичное строение, применяемое для создания и отделки отверстий в конструкционных материалах, таких как древесина, металлы и пластмассы. Спиральное сверло 20 включает в себя режущую кромку 21, выполняющую первоначальный надрез обрабатываемого изделия. Режущий конец 24 сверла 20 следует за режущей кромкой 21 и удаляет большую часть материала по мере сверления отверстия. Внешняя периферия 26 режущего конца 24 заканчивает отверстие. Во время этого процесса резания скорости резания значительно варьируются от центра сверла по направлению к периферии сверла. Это явление показано на фиг.2(а) и 2(b), на которых графически сопоставляются скорости резания на внутреннем (D1), внешнем (D3) и промежуточном (D2) режущем конце типичного спирального сверла. На фиг.2(а) внешний диаметр (D3) равен 1,00 дюйму (25,4 мм), а диаметры D2 и D3 равны 0,25 дюйма (6,4 мм) и 0,50 дюйма (12,7 мм) соответственно. На фиг.2(b) показаны скорости резания на трех различных диаметрах в то время, когда спиральное сверло работает со скоростью 200 оборотов в минуту. Как показано на фиг.2(а) и 2(b), скорости резания, измеренные в различных точках на режущих кромках вращающихся режущих инструментов, будут увеличиваться вместе с расстоянием от оси вращения инструментов.
Из-за этих изменений в скорости резания сверла и другие вращающиеся режущие инструменты, имеющие монолитное строение, не будут испытывать равномерного износа в различных точках в диапазоне от центра до внешней кромки режущей поверхности инструмента, причем возможно раскрашивание и/или растрескивание режущих кромок инструмента. Кроме того, в случае сверления упрочненных материалов перемычка обычно используется для проникновения в поверхностный слой, в то время как остальная часть тела сверла удаляет материал из более мягкого сердечника упрочненного материала. Поэтому перемычка обычных негибридных сверл с монолитным строением, применяемых при сверлении упрочненных материалов, будет изнашиваться гораздо быстрее, чем остальная часть режущей кромки, что ведет к относительно короткому сроку службы таких сверл. В обоих случаях из-за монолитного строения обычных негибридных сверл из цементированного карбида необходимо частое затачивание режущей кромки, что накладывает значительное ограничение на срок службы сверла. Частое затачивание и замена инструмента также ведут к излишним простоям при использовании механического станка.
Другие виды вращающихся режущих инструментов, имеющих монолитное строение, также имеют сходные недостатки. Например, специально разработанные головки сверла часто используются для одновременного выполнения нескольких операций. Примерами таких сверл являются ступенчатое сверло и двухступенчатое сверло. Ступенчатые сверла производят путем вытачивания одной или больше ступеней на диаметре сверла. Такие сверла используют для сверления отверстий разных диаметров. Двухступенчатые сверла могут использоваться для выполнения нескольких операций, таких как сверление, зенковка и/или цилиндрическое зенкование. Как и в случае с обычными спиральными сверлами, срок службы ступенчатых и двухступенчатых сверл с обычным негибридным монолитным строением из цементированного карбида может быть сильно ограничен огромными различиями в скорости резания, испытываемыми на различных диаметрах режущей кромки сверла.
Ограничения, которые налагаются на монолитные вращающиеся режущие инструменты, иллюстрируются также на примере торцовых фрез. В общем, торцовое фрезерование считается неэффективной техникой удаления металла, поскольку конец фрезы не поддерживается и отношение длины к диаметру торцовых фрез обычно велико (обычно больше 2:1). Это ведет к избыточному изгибанию торцовой фрезы и налагает значительные ограничения на глубину резания скорости подачи, которые могут применяться.
Для того чтобы определить проблемы, связанные с вращающимися режущими инструментами с монолитным строением, были сделаны попытки производить вращающиеся режущие инструменты, имеющие различные характеристики в различных местах. Например, сверла из цементированного карбида с обезуглероженной поверхностью описаны в патентах США №№ 5609447 и 5628837. При способах, описанных в этих патентах, карбидные сверла с монолитным строением из цементированного карбида нагревают до температуры 600-1100°С в защитной среде. Этот способ производства упрочненных сверл имеет серьезные ограничения. Во-первых, упрочненный поверхностный слой сверл чрезвычайно тонок и может довольно быстро изнашиваться, раскрывая лежащий под ним более мягкий цементированный карбид. Во-вторых, при затачивании сверл полностью теряется упрочненный поверхностный слой. В-третьих, при операции обезуглероживания, которая является дополнительной технологической операцией, значительно увеличивается стоимость готового сверла.
Ограничения, связанные с монолитными вращающимися режущими инструментами из цементированного карбида, смягчаются путем применения «композитного» строения типа, описанного в патенте США № 6511265 («патент '265»), который полностью включен сюда посредством ссылки. В патенте '265 описан композитный вращающийся режущий инструмент, включающий в себя по меньшей мере первый участок и второй участок. Инструмент согласно патенту '265 может быть изготовлен из цементированного карбида, и в этом случае первый участок композитного вращающегося режущего инструмента содержит первый цементированный карбид, который связан автогеном со вторым участком инструмента, который содержит второй цементированный карбид. Первый цементированный карбид и второй цементированный карбид различаются по меньшей мере одной характеристикой. Этой характеристикой может быть, например, модуль упругости, твердость, износостойкость, вязкость разрушения, прочность на разрыв, коррозионная стойкость, коэффициент теплового расширения или коэффициент теплопроводности. Участки цементированного карбида в инструменте могут располагаться соосно или иным образом размещены так, чтобы полезно размещать участки так, чтобы использовать их конкретные свойства.
В то время как изобретение, описанное в патенте '265, указывает на определенные ограничения для монолитных вращающихся режущих инструментов из цементированного карбида, примеры патента '265 в первую очередь содержат карбид вольфрама. Поскольку во вращающихся режущих инструментах, применяемых для сверления, торцового фрезерования и аналогичных целей, обычно наблюдаются относительно высокие напряжения сдвига, удобно применять марки цементированного карбида, обладающие очень высоким уровнем прочности, такие как те, в которых применяется карбид вольфрама. Эти марки, однако, могут не подходить для механической обработки стальных сплавов в связи с реакцией, которая может происходить между железом в стальном обрабатываемом изделии и карбидом вольфрама во вращающемся режущем инструменте. Инструменты, применяемые для механической обработки стали, могут содержать 0,5% или больше кубических карбидов в монолитном цементированном карбиде обычной марки. Добавление кубических карбидов в такие инструменты, однако, ведет к понижению прочности инструмента.
Таким образом, существует потребность в сверлах и других вращающихся режущих инструментах, имеющих различные характеристики на различных участках инструмента, такие как высокая прочность и твердость, и не вступающих в химическую реакцию с обрабатываемым изделием.
Сущность изобретения
Некоторые не ограничивающие рамок варианты реализации согласно настоящему описанию, относящиеся к композитному изделию, которое может быть выбрано из числа композитных вращающихся режущих инструментов и заготовок вращающихся режущих инструментов. Композитное изделие может включать в себя удлиненную часть. Удлиненная часть может содержать первый участок, содержащий первый цементированный карбид, и второй участок, скрепленный автогеном с первым участком и содержащий второй цементированный карбид. По меньшей мере один из числа первого цементированного карбида и второго цементированного карбида является гибридным цементированным карбидом. Гибридный цементированный карбид содержит дисперсную фазу цементированного карбида и непрерывную фазу цементированного карбида. По меньшей мере одна из числа дисперсной фазы цементированного карбида и непрерывной фазы цементированного карбида содержит по меньшей мере 0,5 весовых процента кубического карбида на основе веса фазы, включающей в себя кубический карбид.
Некоторые другие не ограничивающие рамок изобретения варианты реализации, описанные здесь, относятся к композитному изделию, которым является одно из числа сверла, заготовки сверла, торцовой фрезы, метчика, заготовки метчика, включая удлиненную часть. Удлиненная часть может содержать первый участок, содержащий первый цементированный карбид, и второй участок, скрепленный автогеном с первым участком и содержащий второй цементированный карбид. По меньшей мере один из числа первого цементированного карбида и второго цементированного карбида является гибридным цементированным карбидом, содержащим прерывную фазу цементированного карбида и непрерывную фазу цементированного карбида, причем по меньшей мере одна из дисперсной фазы цементированного карбида и непрерывной фазы цементированного карбида содержит по меньшей мере 0,5 весовых процента кубического карбида от общего веса фазы, включающей в себя кубический карбид. В некоторых вариантах реализации сопротивление к химическому износу первого цементированного карбида отличается от сопротивления химическому износу второго цементированного карбида.
Некоторые дополнительные не ограничивающие рамок изобретения варианты реализации согласно настоящему описанию относятся к способу производства изделия, выбранного из числа композитных вращающихся режущих инструментов и заготовок композитных вращающихся режущих инструментов, причем способы содержат приготовление смеси из гибридного цементированного карбида. Смесь гибридного цементированного карбида может содержать спеченные гранулы из марки первого цементированного карбида и неспеченные гранулы из марки второго цементированного карбида. В этом варианте реализации по меньшей мере одна из числа марки первого цементированного карбида и марки второго цементированного карбида может содержать по меньшей мере 0,5 весовых процента кубического карбида от общего веса определенной марки цементированного карбида. Смесь гибридного цементированного карбида может быть помещена в первом участке полости формы, а иной металлургической порошок может быть помещен во втором участке полости. В варианте реализации по меньшей мере часть смеси гибридного цементированного карбида может соприкасаться с металлургическим порошком. Варианты реализации способа могут включать в себя уплотнение смеси гибридного цементированного карбида и металлургического порошка для образования прессовки и спекания прессовки под избыточным давлением.
Краткое описание чертежей
Признаки и преимущества сплавов, изделий и способов, описанных здесь, могут быть лучше поняты при ссылке на прилагаемые чертежи, на которых:
на фиг.1(а) показан вид сбоку спирального сверла, имеющего типичное устройство и применяемого для создания и завершения отверстий в конструкционных материалах, таких как древесина, металлы и пластмассы;
на фиг.1(b) показан вид с торца спирального сверла, показанного на фиг.1(а);
на фиг.2(а) показано схематическое изображение трех диаметров D1, D2 и D3 вдоль режущей кромки обычного негибридного спирального сверла;
на фиг.2(b) показано графическое изображение скоростей резания обычного негибридного спирального сверла при диаметрах D1, D2 и D3;
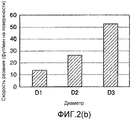
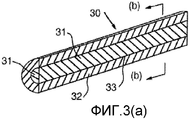
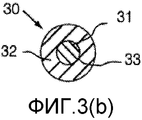
на фиг.3(а)-3(d) показаны виды в разрезе новых заготовок, полезных для производства композитных вращающихся режущих инструментов, изготовленных согласно настоящему изобретению, где на фиг.3(а) и 3(b) изображен первый вариант реализации, и на фиг.3(b) показан в поперечном разрезе вид с торца заготовки, показанной в перспективе на фиг.3(а);
на фиг.4 показана микрофотография применяемой в настоящее время негибридной марки цементированного карбида на основе карбида вольфрама и кобальта при отсутствии кубического карбида;
на фиг.5 показана микрофотография применяемой в настоящее время негибридной марки цементированного карбида на основе карбида вольфрама и кобальта и включающего в себя кубический карбид;
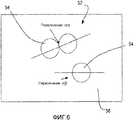
на фиг.6 схематически проиллюстрирована процедура, применяемая для определения смежности дисперсной фазы гибридного цементированного карбида;
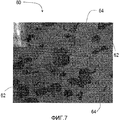
на фиг.7 показана микрофотография гибридного цементированного карбида, в котором дисперсная фаза включает в себя кубический карбид и непрерывная фаза относительно свободна от кубического карбида;
на фиг.8 показана микрофотография, изображающая гибридный цементированный карбид, в котором дисперсная фаза относительно свободна от кубического карбида, а непрерывная фаза содержит кубический карбид;
на фиг.9 показана микрофотография разреза варианта реализации композитного вращающегося режущего инструмента из цементированного карбида, включающего в себя первый участок, содержащий обычный негибридный цементированный карбид, и второй участок, содержащий гибридный цементированный карбид, который включает в себя кубический карбид как дисперсную фазу;
на фиг.10 показана микрофотография разреза варианта реализации композитного вращающегося режущего инструмента из цементированного карбида, включающего в себя первый участок, содержащий гибридный цементированный карбид, который включает в себя кубический карбид как непрерывную фазу, и второй участок, содержащий обычный негибридный цементированный карбид;
на фиг.11 показана микрофотография разреза варианта реализации композитного вращающегося режущего инструмента из цементированного карбида, включающего в себя первый участок, содержащий гибридный цементированный карбид, который включает в себя кубический карбид как непрерывную фазу, и второй участок, содержащий гибридный цементированный карбид, который включает в себя кубический карбид как дисперсную фазу; и
на фиг.12 показана микрофотография разреза варианта реализации композитного вращающегося режущего инструмента из цементированного карбида, включающего в себя первый участок, содержащий обычный негибридный цементированный карбид на основе карбида вольфрама, кубического карбида и кобальта, и второй участок, содержащий гибридный цементированный карбид, который включает в себя кубический карбид в дисперсной фазе при практическом отсутствии кубического карбида в непрерывной фазе.
Читатель сможет воспринять приведенные выше детали, также как и другие, после изучения следующего детального описания некоторых не ограничивающих рамок изобретения вариантов реализации согласно настоящему описанию изобретения.
Детальное описание некоторых не ограничивающих рамок изобретения вариантов
Реализации
В настоящем описании не ограничивающих рамок изобретения вариантов реализации, иных чем рабочие примеры или иные оговоренные случаи, все числовые значения, выражающие количество или характеристики, должны пониматься как дополненные во всех случаях термином «около». Соответственно, если только не оговорено иное, любые числовые значения, приведенные в следующем описании, являются приближениями, которые могут варьироваться в зависимости от нужных характеристик, которые нужно придать инструментам, заготовкам инструментов и способам согласно настоящему описанию изобретения. В крайнем случае, но не в качестве попытки ограничить применение теории эквивалентов к объему пунктов формулы изобретения, каждое числовое значение должно по меньшей мере толковаться в свете ряда сообщенных значительных цифр и путем применения обычной техники округления.
Любой патент, публикация или другой описательный материал, полностью или частично, включенный сюда посредством ссылки, включается сюда только в той степени, в которой включенный материал не противоречит существующим дефинициям, утверждениям или иному описательному материалу, приведенному здесь. Как таковое, и в необходимой степени, описание, приведенное здесь, заменяет любой противоречащий материал, включенный сюда посредством ссылки. Любой материал, или его часть, включенные сюда посредством ссылки, но которые противоречат существующим дефинициям, утверждениям или иному описательному материалу, приведенному здесь, включаются сюда только в той степени, при которой не возникает противоречия между включенным сюда материалом и существующим материалом описания изобретения.
Настоящее изобретение предназначено для вращающихся режущих инструментов и заготовок режущего инструмента, имеющих композитное строение, а не монолитное строение обычных негибридных вращающихся режущих инструментов. Здесь вращающимся режущим инструментом является режущий инструмент, имеющий по меньшей мере одну режущую кромку, который приводится во вращение и который вводится в контакт с обрабатываемым изделием для удаления материала с обрабатываемого изделия. В данном случае под вращающимся режущим инструментом, имеющим «композитное» строение, понимается вращающийся режущий инструмент, имеющий по меньшей мере два участка, различающиеся по химическому составу и/или микроструктуре, которые различаются также между собой по меньшей мере по одной характеристике или свойству материала. Характеристика или свойство материала могут быть выбраны, например, из числа химической износостойкости, коррозионной стойкости, твердости, прочности на разрыв, механической износостойкости, вязкости разрушения, модуля упругости, коэффициента теплового расширения и коэффициента теплопроводности. Варианты реализации композитных вращающихся режущих инструментов, которые могут быть выполнены согласно настоящему описанию, включают в себя сверла и торцовые фрезы, а также другие вращающиеся режущие инструменты, которые могут использоваться, например, при сверлении, развертывании, зенковке, цилиндрическом зенковании, торцовом фрезеровании и нарезке резьбы метчиком в материалах.
Согласно некоторым вариантам реализации, настоящее изобретение предлагает композитный вращающийся режущий инструмент, имеющий по меньшей мере одну режущую кромку, такую как спиралевидно ориентированную режущую кромку, и включающий в себя по меньшей мере два участка цементированного карбида, которые скреплены вместе автогеном и которые различаются по меньшей мере одной характеристикой или свойством материала. Применяемый здесь термин «автогенное скрепление» относится к скреплению, которое возникает между участками цементированного карбида или другого материала без добавления присадочного металла или других флюсов.
В вариантах реализации композитных вращающихся режущих инструментов и заготовок композитных вращающихся режущих инструментов, описанных здесь, по меньшей мере один из участков инструмента или заготовки содержит гибридный цементированный карбид. Гибридный цементированный карбид содержит непрерывную фазу цементированного карбида и дисперсную фазу цементированного карбида. В вариантах реализации по меньшей мере одна из числа непрерывной фазы цементированного карбида и дисперсной фазы цементированного карбида включает в себя по меньшей мере 0,5% кубического карбида по весу от общего веса фазы, включая кубический карбид.
Переходные металлы, принадлежащие к группами от IVB до VIB периодической таблицы, являются относительно сильными формирователями карбида. Некоторые из переходных металлов образуют карбиды, отличающиеся кубической кристаллической структурой, а другие переходные металлы образуют карбиды, отличающиеся шестигранной структурой кристалла. Кубические карбиды являются более прочными, чем шестигранные карбиды. Переходными металлами из групп от IVB до VIB являются Ti, V, Cr, Zr, Nb, HF и Та. Карбиды вольфрама и молибдена имеют шестигранную структуру металла, причем вольфрам является самым слабым из формирователей карбида. Кубические карбиды являются взаимно растворимыми друг в друге и образуют твердые растворы друг с другом при широком диапазоне химических составов. Кроме того, кубические карбиды обладают значительной растворимостью для WC (карбид вольфрама) и Мо2С. С другой стороны WC обычно не обладает растворимостью в любом из кубических карбидов.
Цементированные карбиды на основе WC как твердой и дисперсной фазы и Со как фазы металлического связующего обеспечивают оптимальное сочетание прочности, износостойкости и вязкости разрушения. Во время механической обработки стальных сплавов инструментом из цементированного карбида WC/Со стальная стружка, образующаяся при механической обработке стали, остается в контакте с цементированным карбидом WC/Со. WC относительно нестабилен при контакте с железом при повышенной температуре, и во время механической обработки стали может произойти образование лунок износа и ослабление вращающегося инструмента с WC/Co.
Обнаружено, что добавление кубических карбидов к цементированному карбиду WC/Co монолитного вращающегося инструмента уменьшает взаимодействие WC во вращающемся инструменте с Fe в стали, продлевая таким образом срок службы инструмента при использовании для механической обработки стальных сплавов. Однако добавление кубических карбидов в эти инструменты снижает также прочность инструмента и сделать инструмент не подходящим для некоторых областей металлообработки.
В вариантах реализации композитного вращающегося инструмента или заготовки вращающегося инструмента согласно настоящему описанию применение гибридного цементированного карбида, содержащего кубический карбид, улучшает химическую износостойкость при незначительном уменьшении прочности инструмента. Применяемый здесь термин «химический износ» поочередно относится к коррозионному износу и относится к износу, при котором значительные химические или электрохимические реакции происходят между материалом и обрабатываемым изделием и/или окружающей средой, что ведет к износу материала. Например, химический износ может наблюдаться на вращающемся режущем инструменте в связи с диффузией и химической реакцией карбида вольфрама с железной механической стружкой при использовании инструмента для механической обработки стального сплава.
В варианте реализации один из двух скрепленных автогеном участков цементированного карбида вращающегося режущего инструмента может содержать обычную негибридную марку цементированного карбида. Обычная негибридная марка цементированного карбида может содержать один или больше типов частиц карбида переходного металла и связующий металл или металлический сплав. В не ограничивающем рамки изобретения примере обычная негибридная марка цементированного карбида может содержать твердые частицы карбида вольфрама, погруженного в кобальтовое связующее. Пример обычной негибридной марки карбида вольфрама-кобальта (т.е. WC-Co) изображен на фиг.4. Цементированный карбид, изображенный на фиг.4, был изготовлен путем уплотнения и спекания порошковой смеси цементированного карбида Firth Grade 248, поставляемого компанией ATI Firth Sterling, Мэдисон, шт. Алабама. Порошковая смесь цементированного карбида Firth Grade 248 включает в себя около 11 весовых % порошка кобальта и 89 весовых % частиц (или порошка) карбида вольфрама. Цементированный карбид, произведенный при уплотнении и спекании порошковой смеси Firth Grade 248, включает в себя непрерывную фазу частиц карбида вольфрама, погруженных в непрерывную фазу кобальтового связующего. Другая обычная негибридная марка цементированного карбида изображена на фиг.5. Цементированный карбид на фиг.5 был изготовлен из порошковой смеси цементированного карбида Firth Grade Т-04 (также поставляемого компанией ATI Firth Sterling, Мэдисон, шт.Алабама). Порошковая смесь цементированного карбида Firth Grade Т-04 включает в себя: 12 весовых % порошка кобальта, в общем 6 весовых % частиц карбида титана, карбида тантала и карбида ниобия и 82 весовых % частиц карбида вольфрама. Цементированный карбид, произведенный при уплотнении и спекании порошковой смеси Firth Grade Т-04, включает в себя непрерывную фазу, содержащую частицы карбида вольфрама и твердый раствор карбида титана, карбида тантала и карбида ниобия, погруженных в непрерывную фазу кобальтового связующего.
Как отмечено выше, один вариант реализации настоящего изобретения относится к композиту, включающему в себя первый участок, содержащий гибридный цементированный карбид, содержащий по меньшей мере 0,5 весовых % кубического карбида относительно веса фазы, включающей в себя кубический карбид, скрепленный автогеном со вторым участком, содержащим обычный негибридный цементированный карбид. В другом варианте реализации каждый из скрепленных автогеном участков цементированного карбида содержит гибридный цементированный карбид, и каждый из двух гибридных цементированных карбидов содержит по меньшей мере 0,5 весовых % кубического карбида относительно веса фазы гибридного цементированного карбида, включающей в себя кубический карбид. Каждый гибридный цементированный карбид, который содержит фазу, включающую в себя по меньшей мере 0,5% кубического карбида от общего веса фазы, может демонстрировать улучшенную химическую износостойкость относительно, например, цементированного карбида на основе исключительно карбида вольфрама и кобальта. Например, возникновение лунок износа на инструменте из цементированного карбида, связанное с химическим износом, который может происходить при контакте со стальными обрабатываемыми изделиями, значительно уменьшается в то время, когда инструмент содержит участок, соприкасающийся с обрабатываемым изделием, который содержит гибридный цементированный карбид, включающий в себя непрерывную и/или прерывную фазу, содержащую по меньшей мере 0,5% кубического карбида от общего веса фазы, содержащей кубический карбид. Поэтому путем включения кубического карбида в гибридный цементированный карбид можно улучшить химическую износостойкость инструмента, включающего участок, содержащий гибридный цементированный карбид. Кроме того, прочность участка гибридного цементированного карбида инструмента незначительно ухудшается за счет присутствия кубического карбида по сравнению с инструментом, выполненным, например, из обычной негибридной марки цементированного карбида WC-Co.
Аспекты некоторых вариантов реализации настоящего изобретения можно будет лучше понять путем изучения заготовки вращающегося режущего инструмента 30, показанной на фиг.3(а) и (b). На фиг.3(а) показан вид в разрезе, в котором заготовка вращающегося режущего инструмента 30 разрезана вдоль плоскости, включающей в себя центральную ось заготовки. На фиг.3(b) показан вид в поперечном разрезе, в котором заготовка вращающегося режущего инструмента 30 разрезана поперек центральной оси инструмента. Заготовка вращающегося режущего инструмента 30 является в целом цилиндрической спеченной прессовкой с двумя расположенными соосно, скрепленными автогеном участками цементированного карбида. Специалисту в данной области техники должно быть ясно, что последующее обсуждение вариантов реализации настоящего изобретения может также быть отнесено к изготовлению композитных вращающихся режущих инструментов и заготовок вращающихся инструментов, имеющих более сложную геометрическую форму и/или больше чем два участка. Таким образом, следующее обсуждение не направлено на то, чтобы ограничить изобретение, но просто на то, чтобы проиллюстрировать некоторые не ограничивающие рамки изобретения варианты реализации.
Заготовка вращающегося режущего инструмента 30 может включать в себя первый участок 31, который может быть участком сердечника, содержащий первый цементированный карбид. В не ограничивающем рамки изобретения варианте реализации участок сердечника может содержать обычную негибридную марку цементированного карбида WC-Co, обеспечивающую максимально возможную прочность. Первый цементированный карбид первого участка 31 скреплен со вторым участком 32, содержащим второй карбид, который может быть внешним участком. Внешний участок может содержать гибридный цементированный карбид, в котором по меньшей мере одна из числа непрерывной и дисперсной фаз содержит по меньшей мере 0,5% кубического карбида (относительно веса определенной фазы, включающей в себя кубический карбид) для получения улучшенной химической износостойкости и без значительной потери прочности и механической износостойкости относительно того цементированного карбида, в котором отсутствует кубический карбид. Как показано на фиг.3(а) и 3(b), первый участок 31 и второй участок 32 могут быть расположены соосно. Первый и второй участки 31 и 32 могут быть скреплены автогеном.
Как указано выше, описанные здесь варианты реализации включают в себя один или больше участков, содержащих гибридный цементированный карбид. В то время как обычный негибридный цементированный карбид является композитным материалом, который обычно содержит частицы карбида переходного металла, диспергированные в нем и погруженные в непрерывную связующую фазу, гибридный цементированный карбид может включать в себя участки (или, как поочередно применяется здесь, «фазы») по меньшей мере одной обычной марки негибридного цементированного карбида, диспергированные в нем и погруженные в непрерывную фазу второй обычной негибридной фазы цементированного карбида, образуя таким образом композит, который включает в себя прерывную фазу первого цементированного карбида и непрерывную фазу второго цементированного карбида. Гибридные цементированные карбиды описаны, например, в патенте США № 7384443 («патенте '433»), включенном сюда посредством ссылки. Прерывная фаза цементированного карбида и непрерывная фаза цементированного карбида в каждом гибридном цементированном карбиде обычно и независимо содержит частицы карбида одного или больше из переходных металлов, например титана, ванадия, хрома, циркония, гафния, молибдена, ниобия, тантала и вольфрама. Две фазы гибридного цементированного карбида также содержат, каждая, непрерывную фазу металлического связующего (или, проще, непрерывное металлическое связующее), которое скрепляет вместе или цементирует все частицы карбида в определенной фазе гибридного цементированного карбида. Непрерывная фаза металлического связующего каждого цементированного карбида гибридного цементированного карбида может включать в себя кобальт, сплав кобальта, никель, сплав никеля, железо или сплав железа. Кроме того, в фазе связующего или и в цементированном карбиде, и в гибридном цементированном карбиде могут присутствовать в относительно небольшой концентрации легирующие элементы, такие, например, как вольфрам, хром, молибден, углерод, бор, кремний, медь, марганец, рутений, алюминий и серебро для улучшения различных характеристик. При применении здесь к гибридным цементированным карбидам терминов «дисперсная фаза» и «прерывная фаза» они используются поочередно.
Как показано выше, аспект гибридных цементированных карбидов, которые могут быть включены в область композитных изделий, описанных здесь, заключается в том, что по меньшей мере одна из числа непрерывной фазы цементированного карбида и прерывной фазы цементированного карбида содержит по меньшей мере 0,5 весовых % кубического карбида, где весовая доля относится к общему весу фазы гибридного цементированного карбида, содержащей кубический карбид.
В некоторых вариантах реализации композитных инструментов и заготовок согласно настоящему изобретению дисперсная (прерывная) фаза цементированного карбида определенных гибридных цементированных карбидов, применяемых в композитах, имеет низкую степень примыкания. Уровень примыкания дисперсной фазы в композитных структурах может эмпирически определяться как степень примыкания, С1. С1 может определяться с использованием количественной металлографической техники, описанной в работе Underwood, Quantitative Microscopy, 279-290 (1968), включенной сюда в качестве ссылки. Техника, применяемая для измерения С1, полностью раскрыта в патенте '443, полностью включенном сюда. Как будет известно обычным специалистам в этой области техники, эта техника заключается в определении количества пересечений произвольно ориентированных линий известной длины, помещенных на микрофотографию микроструктуры материала, образующих эти специфические структурные признаки. Общее количество пересечений, сделанных линиями с пересечениями дисперсной фазы с дисперсной фазой, подсчитывают (NLαα) как количество пересечений с поверхностями раздела дисперсной фазы и непрерывной фазы (NLαβ). На фиг.6 схематически проиллюстрирована процедура, с помощью которой получают значения NLαα и NLαβ. На фиг.6 позиция 52 обозначает в целом композит, включающий в себя дисперсную фазу 54 фазы α и непрерывную фазу 56 фазы β. Степень примыкания, С1, рассчитывают по формуле С1=2 NLαα/(NLαβ+2 NLαα).
Степень примыкания является мерой средней доли площади поверхности участков прерывной (дисперсной) фазы, находящихся в контакте с другими участками прерывной (дисперсной) фазы. Отношение может варьироваться от 0 до 1 при измерении распределения дисперсных участков от полностью диспергированных (С1=0) до полностью агломерированной структуры (С1=1). Степень примыкания описывает степень непрерывности дисперсной фазы вне зависимости от объемной доли или размера участков дисперсной фазы. Однако обычно в случае более высоких объемных долей дисперсной фазы степени примыкания дисперсной фазы также могут быть выше.
В случае гибридных цементированных карбидов, имеющих твердую дисперсную фазу цементированного карбида, при более низкой степени примыкания дисперсной фазы снижается вероятность распространения трещины примыкающих участков твердой фазы. Этот процесс растрескивания может быть повторяющимся, с суммарным действием, ведущим к уменьшению общей вязкости композитного вращающегося инструмента из цементированного карбида. В варианте реализации композитного вращающегося режущего инструмента из цементированного карбида или заготовки вращающегося режущего инструмента согласно настоящему изобретению гибридный цементированный карбид, включенный в область инструмента или заготовки, может включать в себя дисперсную фазу цементированного карбида, имеющую степень примыкания не более 0,48 и измеренную способом, описанным выше.
В некоторых вариантах реализации композитного вращающегося режущего инструмента из цементированного карбида или заготовки вращающегося режущего инструмента согласно настоящему изобретению гибридный цементированный участок, включенный в участок композита, может содержать от приблизительно 2 до приблизительно 40 объемных процентов марки цементированного карбида в дисперсной фазе. В другом варианте реализации дисперсная фаза цементированного карбида может составлять от 2 до 30 процентов от объема гибридного цементированного карбида. В прочих вариантах реализации может оказаться желательным, чтобы дисперсная фаза цементированного карбида в гибридном цементированном карбиде содержала от 6 до 25 процентов от объема гибридного цементированного карбида.
В варианте реализации цементированный карбид на первом участке 31 и цементированный карбид на втором участке 32, включающие в себя дисперсную фазу цементированного карбида и непрерывную фазу цементированного карбида, могут включать в себя керамический компонент, состоящий из карбидов одного или больше элементов, принадлежащих к группам от IVB до VIB периодической таблицы.
Керамический компонент предпочтительно содержит от приблизительно 60 до приблизительно 98 весовых процентов от суммарного веса цементированного карбида на каждом участке. Частицы керамического компонента погружены в основу из металлического связующего материала, которая предпочтительно содержит от приблизительно 2 до приблизительно 40 весовых процентов от всего цементированного карбида в каждом участке. Связующим предпочтительно может быть один или больше металлов из числа Со, сплава Со, Ni, сплава Ni, Fe, сплава Fe. Связующее может также дополнительно включать в себя, например, такие элементы, как W, Cr, Ti, Ta, V, Mo, Nb, Zr, Hf и С в концентрации, достигающей пределов растворимости этих элементов в связующем. Кроме того, связующее может включать в себя до 5 весовых процентов таких элементов, как Cu, Mn, Ag, Al и Ru. В одном варианте реализации композитного вращающегося режущего инструмента или заготовки вращающегося режущего инструмента связующее первого цементированного карбида и связующее второго цементированного карбида может независимо дополнительно содержать по меньшей мере один легирующий элемент, выбранный из группы, состоящей из вольфрама, хрома, молибдена, углерода, бора, кремния, меди, марганца, рутения, алюминия и серебра. Специалист в данной области техники поймет, что любые или все составляющие цементированного карбида могут быть введены в элементарной форме, в качестве соединений и/или лигатуры. Свойства цементированных карбидов, применяемых в вариантах реализации настоящего описания изобретения, могут быть связаны с определенными областями применения путем варьирования одного или любого состава керамического компонента, размера частиц керамического компонента, химического состава связующего и весового соотношения содержания связующего с содержанием керамического компонента.
В некоторых вариантах реализации по меньшей мере одна из числа дисперсной фазы и непрерывной фазы гибридного цементированного карбида, включенного в участок композитного изделия, описанного здесь, содержит по меньшей мере 0,5 весовых процентов кубического карбида от общего веса фазы гибридного цементированного карбида, включающего в себя кубический карбид, или, иначе, от веса фазы, содержащей кубический карбид. В некоторых других вариантах реализации по меньшей мере одна из числа дисперсной фазы и непрерывной фазы гибридного цементированного карбида, включенного в участок композитного изделия, описанного здесь, содержит по меньшей мере 1 весовой процент кубического карбида от веса фазы гибридного цементированного карбида, включающего в себя кубический карбид. В этом варианте реализации по меньшей мере одна из числа дисперсной фазы и непрерывной фазы гибридного цементированного карбида содержит 5 или больше процентов кубического карбида от общего веса фазы, включающей в себя кубический карбид. И еще в других вариантах реализации по меньшей мере одна из числа дисперсной фазы и непрерывной фазы гибридного цементированного карбида содержит от 0,5 до 30 процентов, от 1 до 25 процентов, от 5 до 25 процентов или около 6 весовых процентов кубического карбида от общего веса фазы гибридного цементированного карбида, включающей в себя кубический карбид.
Применяемый здесь термин «кубический карбид» относится к карбиду переходного металла, который имеет кубическую плотно упакованную кристаллическую структуру. Такая кристаллическая структура также по-разному упоминается как гранецентрированная кубическая решетка, и как кристаллическая структура каменной соли, имеющая обозначение cF8 Pearson Symbol и B1 Structurbericht. В этом варианте содержание кубического карбида в гранецентрированном карбиде на участке композитного изделия согласно настоящему изобретению может включать в себя карбиды одного или больше переходных металлов из групп IV и V Периодической таблицы элементов. В другом варианте реализации содержащийся кубический карбид может включать в себя один или больше из числа TiC, TaC, NbC, VC, HfC и ZrC. Еще в одном варианте реализации содержащийся кубический карбид может включать в себя один или больше из числа TiC, TaC и NbC. И еще в одном варианте реализации содержащийся кубический карбид может включать в себя TiC. И еще в одном варианте реализации содержащийся кубический карбид может содержать твердые растворы различных кубических карбидов.
Как показано выше, в вариантах реализации настоящего изобретения композитный вращающийся режущий инструмент из цементированного карбида или заготовка для вращающегося режущего инструмента может включать в себя по меньшей мере первый участок и второй участок. Первый участок композитного вращающегося режущего инструмента или заготовки содержит первый цементированный карбид, скрепленный автогеном со вторым участком, который содержит второй цементированный карбид. В вариантах реализации по меньшей мере один из числа первого цементированного карбида и второго цементированного карбида содержит гибридный цементированный карбид, содержащий по меньшей мере 0,5 весовых процента кубического карбида от веса фазы гибридного цементированного карбида, включающей в себя кубический карбид. В другом варианте реализации первый участок может быть по существу свободен от кубического карбида и второй участок содержит гибридный цементированный карбид, включающий в себя по меньшей мере 0,5 весовых процента от фазы, содержащей кубический карбид. Еще в одном варианте реализации более чем один участок композитного вращающегося режущего инструмента или заготовки содержит гибридный цементированный карбид, включающий по меньшей мере 0,5 весовых процентов кубического карбида, причем каждое содержание кубического карбида относится к весу фазы гибридного цементированного карбида, содержащей кубический карбид.
Как показано выше, гибридные цементированные карбиды включают в себя дисперсную фазу первой марки цементированного карбида и непрерывную фазу второй марки цементированного карбида. В варианте реализации композитный вращающийся режущий инструмент из цементированного карбида или заготовки вращающегося режущего инструмента содержит здесь участок, включающий гибридный цементированный карбид, включающий в себя по весу по меньшей мере 0,5 весовых % от фазы, содержащей кубический карбид, причем по существу весь кубический карбид гибридного цементированного карбида может помещаться в непрерывной фазе гибридного цементированного карбида. В другом варианте реализации по существу весь кубический карбид гибридного цементированного карбида может помещаться в прерывной (дисперсной) фазе гибридного цементированного карбида. Еще в одном варианте реализации и дисперсная фаза, и непрерывная фаза гибридного цементированного карбида включают в себя по меньшей мере 0,5 весовых % от каждой отдельной фазы. Что касается участка композитного вращающегося режущего инструмента или заготовки из цементированного карбида, включающего в себя гибридный цементированный карбид, содержащий по меньшей мере 0,5 весовых % кубического карбида от фазы, содержащей кубический карбид, то состав и/или свойства гибридного цементированного карбида могут быть увязаны так, как желательно, для того, чтобы получить композитный вращающийся режущий инструмент из цементированного карбида или заготовку с нужными механическими свойствами.
В технике известно, что присутствие кубического карбида в цементированном карбиде ведет к умеренному уменьшению прочности цементированного карбида. Кроме того, как указано выше, наиболее прочные марки цементированного карбида на основе WO и Со могут оказаться не подходящими для металлорежущих сталей. Это связано с тем, что стали образуют во время металлообработки длинные непрерывные стружки, и стружки соприкасаются с цементированным карбидом инструмента. Железо в стали является потенциально образующим карбид элементом, и контакт между стружкой и карбидом вызывает диффузию WC из инструмента по поверхностям стальных стружек и его химическое взаимодействие с железом. Миграция WC из цементированного карбида режущего инструмента ослабляет инструмент и вызывает образование лунок на режущих поверхностях инструмента. Добавление кубического карбида к инструменту из цементированного карбида ослабляет миграцию карбида и эффект образования лунок, но ведет к умеренному уменьшению прочности инструмента. Однако, как показано здесь, уменьшение прочности, связанное с присутствием кубического карбида в инструменте, может быть сведено к минимуму путем включения гибридного цементированного карбида в инструмент, и размещение всего или части кубического карбида в микроструктуре гибридного цементированного карбида. Путем включения по меньшей мере 0,5 весовых % кубического карбида в фазу микроструктуры гибридного цементированного карбида можно улучшить химическую износостойкость вращающегося режущего инструмента, без значительного уменьшения прочности инструмента по сравнению со вращающимся режущим инструментом на основе цементированных карбидов, включая только твердые частицы карбида вольфрама как дисперсную фазу.
Путем размещения кубического карбида в гибридном цементированном карбиде инструмента будет сведенным к минимуму снижение прочности инструмента и будет уменьшено образование лунок в инструменте при его использовании для механической обработки стали. Хотя варианты реализации композитного вращающегося режущего инструмента, представленного здесь, имеют ограниченное количество участков, включающих в себя цементированный карбид, должно быть понятно, что настоящие вращающиеся режущие инструменты могут включать в себя любое количество участков с цементированным карбидом, включая участки, содержащие гибридные цементированные карбиды, включающие в себя кубический карбид, и каждому участку могут быть приданы нужные свойства.
Как показано вновь на фиг.3(а) и (b), первый участок сердечника 31 заготовки вращающегося режущего инструмента 30 может быть скреплен автогеном со вторым или внешним участком 32 по поверхности раздела 33. Поверхность раздела показана на фиг.3(а) и (b) как цилиндрическая, но должно быть понятно, что формы поверхностей раздела участков цементированного карбида в композитных вращающихся режущих инструментах и заготовках согласно настоящему изобретению не ограничиваются цилиндрической конфигурацией. Автогенное скрепление участков 31 и 32 на поверхности раздела 33 может быть сформировано, например, основой связующего, идущей в трех направлениях от участка сердечника 31 к внешнему участку 32 или наоборот. Отношение связующего к керамическому компоненту в двух участках может быть одинаковым или различным, может варьироваться между участками для оказания воздействия на относительные характеристики участков и может варьироваться между непрерывной и дисперсной фазами гибридного цементированного карбида. Исключительно в качестве примера отношение связующего к керамическому компоненту (дисперсная фаза) в прилегающих участках заготовки композитного инструмента 30 может составлять от 1 до 10 процентов по весу. Характеристики цементированных карбидов в различных участках композитных вращающихся режущих инструментов и заготовках инструментов согласно настоящему изобретению могут быть увязаны с конкретными областями применения.
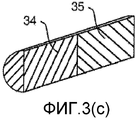
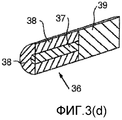
Специалист в данной области техники после рассмотрения настоящего описания изобретения поймет, что улучшенные вращающиеся режущие инструменты и заготовки инструментов согласно настоящему изобретению могут быть изготовлены с несколькими участками или слоями различных цементированных карбидов для получения поэтапного изменения величины одного или больше свойств по направлению от центрального региона инструмента к его периферии. Так, например, спиральное сверло может быть снабжено несколькими соосно расположенными участками цементированного карбида, причем каждый такой участок имеет последовательно более высокую твердость и/или химическую износостойкость, чем соседний, расположенный ближе к центру участок. В одном варианте реализации по меньшей мере первый или внешний участок композитного вращающегося режущего инструмента или заготовки инструмента может содержать гибридный цементированный карбид, который включает в себя по меньшей мере 0,5 весовых процентов кубического карбида от веса фазы гибридного цементированного карбида, содержащей кубический карбид, в то время как внутренние участки могут включать в себя обычный негибридный цементированный карбид, основанный, например и без ограничений, на частицах карбида вольфрама, диспергированных в непрерывном кобальтовом связующем. С другой стороны, не ограничивающие рамки изобретения варианты реализации вращающихся режущих инструментов и заготовок инструментов, описанные здесь, могут быть сконструированы с другими композитными конфигурациями, где различные участки инструмента или заготовки различаются по конкретным характеристикам. Не ограничивающие рамки изобретения чередующиеся конфигурации показаны на фиг.3(с) и 3(d). Признано, что специальные виды сверл, такие, например, но не ограничиваясь ими, как ступенчатые сверла или двухступенчатые сверла, будут совершенствоваться за счет композитной конструкции согласно настоящему изобретению, которое представлено в качестве примера как не ограничивающая рамок изобретения конструкция спирального сверла.
На фиг.3(с) представлен вариант реализации настоящего описания изобретения, который особенно полезен в виде цилиндрической заготовки, из которой могут быть произведены сверла, применяемые для материала с поверхностным упрочнением. При сверлении материалов с поверхностным упрочнением наконечник сверла обычно используется для проникновения в поверхностный слой, в то время как тело сверла удаляет материал из более мягкого сердечника. В этом не ограничивающем рамки изобретения варианте реализации первый участок 34 и второй участок 35 располагаются на первом и втором концах заготовки. Первый конец должен стать наконечником сверла, а второй конец должен стать концом, приспособленным для закрепления в зажимном патроне металлообрабатывающего станка. Для механической обработки стали в этом варианте реализации и первый участок 34 может содержать гибридный цементированный карбид, содержащий по меньшей мере 0,5 весовых процента кубического карбида от общего веса фазы гибридного цементированного карбида, включающей в себя кубический карбид. Присутствие кубического карбида улучшает химическую износостойкость сверла при его использовании для сверления стальных обрабатываемых изделий. По меньшей мере 0,5 весовых процентов кубического карбида может присутствовать в дисперсной и/или непрерывной фазе гибридного цементированного карбида, включенного в первом участке 34.
Как показано также на фиг.3(с), в одном варианте реализации композитного вращающегося режущего инструмента или заготовки согласно настоящему изобретению по меньшей мере 0,5 весовых процентов кубического карбида включены в дисперсную фазу гибридного цементированного карбида в первом участке 34. Непрерывная фаза гибридного цементированного карбида, включенная в первый участок 34, включает в себя твердый и механически износостойкий цементированный карбид, такой, например, как частицы карбида вольфрама, имеющие средние размеры от 0,3 до 1,5 мкм, диспергированные в связующем из сплава кобальта. В этом варианте реализации связующее из сплава кобальта содержит приблизительно от 6 до 15 весовых процентов непрерывной фазы гибридного цементированного карбида в первом участке 34. Второй участок 35 заготовки может включать в себя обычный негибридный цементированный карбид, состоящий, например, из частиц карбида вольфрама (при среднем размере частиц от 1,0 до 10 мкм) в связующем из сплава кобальта, причем связующее содержит во втором участке 35 приблизительно от 2 до 6 весовых процентов обычного негибридного цементированного карбида. Первый участок 34 скреплен со вторым участком 35 автогеном. Второй участок 35 имеет улучшенный модуль упругости по сравнению с первым участком 34 так, чтобы сопротивляться изгибанию при приложении давления к сверлу, изготовленному из заготовки, показанной на фиг.3(с).
Вариант реализации, показанный на фиг.3(d), объединяет признаки вариантов реализации, показанных на фиг.3(а) и 3(с). Режущий наконечник 36 включает в себя два участка, участок сердечника 37 и внешний участок 38, причем каждый участок содержит разную марку цементированного карбида. Участок сердечника и внешний участок 37 и 38 располагаются соосно и скреплены автогеном с третьим участком 39. Участок 38 может быть композиционно сходен с участком 34 заготовки, показанной на фиг.3(с), и включает в себя гибридный цементированный карбид, включающий в себя по меньшей мере 0,5 весовых % кубического карбида от веса фазы, включающей в себя кубический карбид, для уменьшения образования лунок в то время, когда инструмент, выполненный из заготовки, используется для механической обработки стали. Однако из-за присутствия в гибридном цементированном карбиде кубического карбида присутствие кубического карбида незначительно уменьшает прочность или механическую износостойкость вращающегося режущего инструмента, изготовленного из заготовки инструмента. Участок 37 может включать в себя обычную негибридную марку цементированного карбида, обеспечивающую высокую прочность, которая содержит, например, частицы карбида вольфрама (при среднем размере частиц, например, от 0,3 до 1,5 мкм) в связующем из сплава кобальта, в то время как связующее содержит приблизительно от 6 до 15 весовых процентов цементированного карбида в участке сердечника 37. Участок 39 может иметь состав, сходный с участком 35 на фиг.3(с) так, чтобы сопротивляться изгибанию при приложении давления к сверлу, изготовленному из заготовки инструмента.
В варианте реализации композитное изделие согласно настоящему изобретению может включать в себя участок, который содержит по меньшей мере один обычный негибридный цементированный карбид, и участок, который содержит по меньшей мере один гибридный цементированный карбид, включающий в себя дисперсную фазу цементированного карбида и непрерывную фазу цементированного карбида. Если одна фаза гибридного цементированного карбида в композитном изделии содержит по меньшей мере 0,5 весовых % кубического карбида от фазы, каждый негибридный цементированный карбид, так же как каждый цементированный карбид, дисперсной и непрерывной фазы гибридного цементированного карбида композитного изделия могут независимо содержать: по меньшей мере один карбид переходного металла, выбранный из группы, содержащей карбид титана, карбид хрома, карбид ванадия, карбид циркония, карбид гафния, карбид тантала, карбид молибдена, карбид ниобия и карбид вольфрама; и связующее, содержащее по меньшей мере один материал, выбранный из группы, содержащей кобальт, сплав кобальта, никель, сплав никеля, железо и сплав железа. В варианте реализации композитного изделия по меньшей мере один карбид переходного металла содержит карбид вольфрама. В других вариантах реализации карбид вольфрама имеет средние размеры частиц от 0,3 до 10 мкм. Еще в некоторых вариантах реализации одна или больше фаз связующего композитного изделия содержит по меньшей мере один легирующий элемент, выбранный из группы, состоящей из вольфрама, хрома, молибдена, углерода, бора, кремния, меди, марганца, рутения, алюминия и серебра. И в других вариантах реализации композитного изделия согласно настоящему изобретению марка обычного негибридного цементированного карбида, дисперсная фаза цементированного карбида гибридного цементированного карбида и непрерывная фаза цементированного карбида гибридного цементированного карбида содержат каждая по отдельности от 2 до 40 весовых процентов связующего и от 60 до 98 весовых процентов карбида металла.
В варианте реализации композитного изделия, описанного здесь, по меньшей мере один из числа первого участка и второго участка по существу свободен от кубического карбида, в то время как другой из числа первого региона и второго региона содержит гибридный цементированный карбид, содержащий по меньшей мере 0,5 весовых % кубического карбида от веса фазы гибридного цементированного карбида, включающей в себя кубический карбид. В других вариантах реализации по существу весь кубический карбид в гибридном цементированном карбиде включается в дисперсную фазу гибридного цементированного карбида. В иных вариантах реализации по существу весь кубический карбид в гибридном цементированном карбиде включается в непрерывную фазу гибридного цементированного карбида. В некоторых других вариантах реализации кубический карбид может быть включен и в непрерывную, и в дисперсную фазу гибридного цементированного карбида, в обоих случаях с концентрацией по меньшей мере 0,5% от веса каждой отдельной фазы гибридного цементированного карбида.
Преимущество композитного вращающегося режущего инструмента из цементированного карбида и заготовок инструмента по настоящему описанию заключается в гибкости, позволяющей связать свойства участков инструментов и заготовок для того, чтобы они соответствовали требованиям определенных областей применения. Другим преимуществом является пониженный химический износ и/или образование лунок, что связано с присутствием в композитных изделиях гибридного цементированного карбида, включающего по меньшей мере 0,5 весовых процентов кубического карбида. Уменьшенный химический износ и/или образование лунок достигается в то время, когда инструменты согласно настоящему изобретению используются для механической обработки стали. Кроме того, размещение всего или по существу всего кубического карбида в гибридном цементированном карбиде не вызывает значительного уменьшения прочности или механической износостойкости инструментов. Толщина, геометрическая форма и/или физические свойства отдельных участков цементированного карбида определенной композитной заготовки согласно настоящему изобретению могут быть выбраны так, чтобы соответствовать конкретному применению вращающегося режущего инструмента, изготовленного из заготовки. Так, например, может быть повышен модуль упругости одного или больше участков цементированного карбида вращающегося режущего инструмента, испытывающего значительное изгибание во время использования; могут быть повышены твердость и/или механическая износостойкость одного или больше участков цементированного карбида, имеющих режущие поверхности, превышающие участки режущей кромки; и/или может быть улучшена химическая износостойкость участков цементированного карбида, подвергающихся химическому износу во время применения.
Как показано в не ограничивающем рамки изобретения примере спирального сверла, изображенного на фиг.1, вращающийся режущий инструмент или заготовка вращающегося режущего инструмента 20 может содержать удлиненную часть 22. В не ограничивающем рамки изобретения варианте реализации удлиненная часть 22 может ограничивать режущую кромку 25. В другом не ограничивающем рамки изобретения варианте реализации режущая кромка 25 на удлиненной части 22 может иметь ориентацию по спирали вокруг поверхности 28 удлиненной части.
Один не ограничивающий рамки изобретения вариант реализации композитного вращающегося режущего инструмента из цементированного карбида или заготовки вращающегося режущего инструмента согласно настоящему описанию включает в себя удлиненную часть, в которой один из числа первого и второго участков является участком сердечника, а другой из числа первого и второго участков является внешним участком, и в котором первый и второй участки расположены соосно. В этом варианте реализации внешний участок может содержать гибридный цементированный карбид, содержащий по меньшей мере 0,5 весовых % кубического карбида от общего веса фазы гибридного цементированного карбида, включающего в себя кубический карбид. В другом варианте реализации первый участок может накрывать по меньшей мере часть второго участка, и первый участок может включать в себя гибридный цементированный карбид, содержащий по меньшей мере 0,5 весовых процента кубического карбида от общего веса фазы гибридного цементированного карбида, включающей в себя кубический карбид.
В некоторых вариантах реализации, в которых композитный вращающийся режущий инструмент из цементированного карбида должен использоваться для механической обработки стали, внешний участок вращающегося режущего инструмента может содержать микроструктуру гибридного цементированного карбида, содержащую по меньшей мере 0,5 весовых % кубического карбида от общего веса фазы гибридного цементированного карбида, содержащей кубический карбид. В не ограничивающем рамки изобретения варианте реализации, где внешний участок содержит микроструктуру гибридного цементированного карбида, содержащую по меньшей мере 0,5 весовых % кубического карбида, внутренний участок может быть обычной негибридной маркой цементированного карбида, по существу свободной от кубического карбида. В этом варианте реализации обычная негибридная марка цементированного карбида, которая или включает в себя кубический карбид, или, с другой стороны, по существу свободна от кубического карбида, может быть маркой, включающей в себя твердые частицы карбида вольфрама, диспергированные в кобальтовом связующем. Должно быть понятно, однако, что использование любой другой обычной негибридной марки цементированного карбида находится в пределах формулы изобретения настоящего описания и может быть выбрано практикующим специалистом для достижения определенных характеристик в каждом участке вращающегося режущего инструмента или заготовки вращающегося режущего инструмента согласно настоящему описанию. В любом таком варианте реализации, однако, по меньшей мере один участок инструмента или заготовки включает в себя гибридный цементированный карбид, содержащий по меньшей мере 0,5 весовых процентов кубического карбида в непрерывной и/или дисперсной фазе гибридного цементированного карбида от веса определенной фазы, содержащей кубический карбид.
Как отмечено выше, композитные вращающиеся режущие инструменты из цементированного карбида и заготовки вращающихся режущих инструментов, реализованные в этом описании, включают в себя удлиненную часть. Такие инструменты и заготовки включают в себя, не ограничиваясь ими, сверло, заготовку сверла, торцовую фрезу, заготовку торцовой фрезы, метчик и заготовку метчика. В некоторых вариантах реализации один инструмент из числа сверла, заготовки сверла, торцовой фрезы, заготовки торцовой среды, метчика и заготовки метчика может включать в себя первый цементированный карбид на первом участке и второй цементированный карбид на втором участке. По меньшей мере один из числа первого цементированного карбида и второго цементированного карбида является гибридным цементированным карбидом. Гибридный цементированный карбид содержит прерывную фазу цементированного карбида и непрерывную фазу цементированного карбида, причем по меньшей мере одна из числа прерывной фазы цементированного карбида и непрерывной фазы цементированного карбида в гибридном цементированном карбиде содержит по меньшей мере 0,5 весовых процентов кубической фазы от общего веса фазы, содержащей кубический карбид, и в которой химическая износостойкость первого цементированного карбида отличается от второго цементированного карбида.
Что касается свойств химической износостойкости, то химический износ часто упоминают как коррозионный износ, который определяется как «износ, при котором значительную роль играет химическая или электрохимическая реакция с окружающей средой». См. ASM Materials Engineering Dictionary, J.R.Davis, Ed., ASM International, Fifth printing (January 2006), p.98. Во время механической обработки стали с использованием обычных вращающихся режущих инструментов из обычного негибридного цементированного карбида на основе карбида вольфрама и кобальта химический износ инструмента происходит по той причине, что WC обладает тенденцией к диффузии в образующихся при металлообработке стальных стружках, которые соприкасаются с инструментом, и карбид вступает в реакцию с железом, содержащимся в стали (железо является формирователем карбида). Вхождение кубического карбида в гибридную микроструктуру гибридного цементированного карбида, включенного по меньшей мере в один из первого и второго участков композитных инструментов из цементированного карбида и заготовок, описанных здесь, уменьшает химический износ инструмента, уменьшая или устраняя образование лунок на инструменте при использовании для механической обработки стали. Однако из-за присутствия кубического карбида в микроструктуре гибридного цементированного карбида прочность инструмента значительно не уменьшается.
Не желая придерживаться какой-либо определенной научной теории, мы предполагаем, что добавление по меньшей мере 0,5% кубического карбида от веса фазы, включающей в себя кубический карбид, уменьшает или устраняет образование лунок путем уменьшения стабильности карбида вольфрама в направлении железа. Титан и тантал являются более сильными формирователями карбида, чем вольфрам. Железо в стальном сплаве также является формирователем карбида. При использовании вращающегося инструмента с маркой цементированного карбида, содержащей только карбид вольфрама, для сверления или механической обработки, железо взаимодействует с карбидом вольфрама для формирования карбида железа, с образованием в результате лунок в инструменте. Полагают, что кубический карбид изменяет стабильность карбида вольфрама по отношению к железу путем сплавления с карбидом вольфрама. Железо имеет меньшую тенденцию к реакции с карбидом вольфрама, сплавленным с кубическими карбидами, даже при низких уровнях реализации этого описания, и образование лунок в композитном вращающемся инструменте, описанное здесь, в результате уменьшается или устраняется.
Кроме того, в то время, когда кубический карбид присутствует в гибридной микроструктуре цементированного карбида вращающегося инструмента, описанного здесь, уменьшение прочности композитного инструмента является минимальным. В не ограничивающем рамки изобретения варианте реализации в то время, когда кубический карбид присутствует в дисперсной фазе гибридного цементированного карбида, уменьшение прочности инструмента сводится к минимуму по сравнению с существующим вращающимся инструментом, содержащим кубический карбид в негибридной марке цементированного карбида. Понятно, однако, что уменьшение прочности композитного вращающегося инструмента, содержащего кубический карбид в микроструктуре гибридного цементированного карбида, описанного здесь, является минимальным в то время, когда кубический карбид присутствует или в дисперсной фазе, или в непрерывной фазе, или в обеих фазах гибридного цементированного карбида, и что расположение кубического карбида в гибридной микроструктуре зависит от нужных свойств по отдельным местам композитного вращающегося инструмента. Проектные параметры, которые нужно достичь для локализованных свойств в вариантах реализации композитного вращающегося инструмента, должны быть известны обычному специалисту в данной области техники, или могут быть определены обычным специалистом в данной области техники без ненужного экспериментирования, после изучения настоящего описания изобретения.
Варианты реализации композитных вращающихся режущих инструментов и заготовок инструмента согласно настоящему описанию могут быть выполнены с помощью любого подходящего процесса, известного в технике, но предпочтительно выполняются с помощью изостатического способа прессования в сухом мешке, как будет дополнительно описано ниже. Процесс с сухим мешком особенно подходит по той причине, что он позволяет изготавливать композитные вращающиеся режущие инструменты и заготовки инструментов со многими различными конфигурациями, не ограничивающие рамки изобретение примеры которых представлены на фиг.3(а)-(d). Конфигурации, показанные на фиг.3(с) и (d), должно быть чрезвычайно трудно, если вообще возможно получить с использованием другой техники уплотнения порошков, такой как уплотнение в форме, экструзия и изостатическое прессование в мокром мешке.
В варианте реализации способа согласно настоящему описанию для производства композитных вращающихся режущих инструментов приготавливают смесь гибридного цементированного карбида. Способ приготовления смеси гибридного цементированного карбида может включать в себя смешивание по меньшей мере одной из числа частично или полностью спеченных гранул первой марки цементированного карбида, которая служит дисперсной маркой в части гибридного цементированного карбида в спеченной прессовке, с по меньшей мере одной из числа сырых или неспеченных гранул второй марки цементированного карбида, которая служит непрерывной фазой в части гибридного цементированного карбида в спеченной прессовке. По меньшей мере одна из числа первой марки цементированного карбида и второй марки цементированного карбида, использованных для формирования гибридного цементированного карбида, содержит по меньшей мере 0,5 весовых процентов кубического карбида, как описано выше, от общего веса компонентов марки цементированного карбида, включающего кубический карбид.
В другом варианте реализации по меньшей мере одна из числа первой марки цементированного карбида и второй марки цементированного карбида, использованных для формирования гибридного цементированного карбида, содержит по меньшей мере 1,0 весовой процент кубического карбида от общего веса компонентов марки карбида, включающего в себя кубический карбид. Смесь гибридного цементированного карбида помещают в первый участок полости формы. Металлургический порошок может быть помещен во второй участок полости, причем по меньшей мере часть смеси гибридного цементированного карбида соприкасается с металлургическим порошком. Металлургический порошок может быть смесью порошка цементированного карбида, содержащего (не ограничиваясь ими) твердые частицы, такие как частицы карбида вольфрама, смешанные с частицами или порошками металлического связующего, такого как, но не ограничиваясь им, порошок кобальта или сплава кобальта. Смесь гибридного цементированного карбида и порошка может быть подвергнута уплотнению для формирования прессовки, и прессовка может быть подвергнута спеканию с использованием обычных средств. В не ограничивающем рамки изобретения варианте реализации прессовку подвергают спеканию с использованием спекания под избыточным давлением.
Частичное или полное спекание гранул, применяемых в качестве дисперсной фазы гибридного цементированного карбида, ведет к упрочнению гранул (по сравнению с «сырыми» гранулами). Упрочненные гранулы дисперсной фазы будут иметь повышенное сопротивление раздавливанию во время уплотнения смеси в прессовку. Гранулы дисперсной фазы могут быть частично или полностью спечены при температуре в диапазоне от приблизительно 400°С до приблизительно 1300°С, в зависимости от требующейся прочности дисперсной фазы. Гранулы могут подвергаться спеканию различными путями, такими как спекание в водороде или спекание в вакууме, но не ограничиваясь ими. Спекание гранул может вызвать удаление смазки, восстановление оксидов, уплотнение и развитие микроструктуры. Частичное или полное спекание гранул дисперсной фазы перед смешиванием ведет к уменьшению раздавливания дисперсной фазы во время уплотнения смеси. Варианты реализации этого способа производства гибридных цементированных карбидов допускают формирование гибридных цементированных карбидов с более низкими степенями примыкания дисперсной фазы. В то время, когда гранулы по меньшей мере одного цементированного карбида частично или полностью спечены перед спеканием, спеченные гранулы не раздавливаются во время уплотнения после смешивания, и примыкание полученного гибридного цементированного карбида является относительно низким. Вообще говоря, чем больше размеры гранулы дисперсной фазы цементированного карбида и чем меньше размеры примыкающей гранулы цементированного карбида, тем ниже степень примыкания любой объемной доли твердой марки.
В одном не ограничивающем рамки изобретения варианте реализации способ формирования композитного вращающегося режущего инструмента из цементированного карбида и заготовки инструмента включает в себя помещение смеси гибридного цементированного карбида, содержащей по меньшей мере 0,5 процента кубического карбида (от общего веса фазы гибридного цементированного карбида, включающей в себя кубический карбид) в первый участок формы. Формой может служить, например, резиновая форма с сухим мешком. Металлургический порошок, применяемый для формирования обычного цементированного карбида, может быть помещен во второй участок полости формы. В зависимости от количества участков с различными цементированными карбидами, требующихся для вращающегося режущего инструмента, форма может быть разделена на дополнительные участки, в которых размещаются определенные металлургические порошки и/или смеси гибридного цементированного карбида, содержащие по меньшей мере 0,5 весовых процентов кубических карбидов от фазы, содержащей кубический карбид. Должно быть понятно, что для того, чтобы получить другие характеристики, гибридный цементированный карбид, который не содержит кубический карбид, может быть помещен в форму и включен в состав инструмента или заготовки инструмента, пока один участок вращающегося режущего инструмента или заготовки вращающегося режущего инструмента содержит гибридный цементированный карбид, включающий в себя по меньшей мере 0,5 весовых процентов кубического карбида от веса фазы гибридного цементированного карбида, включающей в себя кубический карбид. Форма может быть разделена на участки путем помещения физической перегородки в полости формы для очерчивания двух или больше участков. Смесь или смеси гибридного цементированного карбида включает в себя фазу, содержащую по меньшей мере 0,5 процента кубического карбида, и один или больше металлургических порошков, помещенных в различных участках формы, выбирают для достижения нужных свойств соответствующих участков вращающегося режущего инструмента, как описано выше. Часть материалов в первом участке и во втором участке вводят в соприкосновение между собой, и форму подвергают изостатическому сжатию для уплотнения металлургического порошка и формирования прессовки из уплотненных порошков. Прессовка затем подвергается спеканию для дальнейшего уплотнения прессовки, уплотнения порошков и образования скрепления автогеном между первым, вторым и, если он имеется, другим участком. Спеченная прессовка образует заготовку, которая может быть подвергнута механической обработке для образования режущей кромки и/или других физических признаков геометрической формы определенного вращающегося режущего инструмента. Такие признаки известны рядовым специалистам в данной области техники и не описываются здесь.
В одном не ограничивающем рамки изобретения варианте реализации после операции спекания прессовки под избыточным давлением прессовка содержит гибридный цементированный карбид, содержащий дисперсную фазу цементированного карбида и непрерывную фазу цементированного карбида. В этом варианте реализации степень примыкания дисперсной фазы цементированного карбида в гибридном цементированном карбиде не превышает 0,48.
В одном не ограничивающем рамки изобретения варианте реализации после операции спекания прессовки под избыточным давлением по существу весь кубический карбид в гибридном цементированном карбиде присутствует в дисперсной фазе цементированного карбида в гибридном цементированном карбиде. В другом варианте реализации после операции спекания прессовки под избыточным давлением по существу весь кубический карбид в гибридном цементированном карбиде присутствует в непрерывной фазе цементированного карбида в гибридном цементированном карбиде. Во всех других вариантах реализации после операции спекания прессовки под избыточным давлением дисперсная фаза цементированного карбида содержит от 2 до 50 процентов от объема гибридного цементированного карбида.
В одном не ограничивающем рамки изобретения варианте реализации спеченные гранулы первой марки цементированного карбида могут быть по меньшей мере одними из числа частично спеченных гранул и полностью спеченных гранул, и приготовление смеси гибридного цементированного карбида содержит смешивание материалов, включающих в себя от 2 до менее чем 40 объемных процентов спеченных гранул первой марки цементированного карбида и больше чем от 60 до 98 объемных процентов не спеченных гранул цементированного карбида из второй марки цементированного карбида, причем доля по весу основывается на общем весе смеси цементированного карбида. В другом варианте реализации спекание смеси содержит спекание карбида металла и связующего для формирования спеченных гранул первой марки цементированного карбида. В одном варианте реализации спекание смеси может включать в себя спекание карбида металла и связующего при температуре от 400°С до 1300°С.
В не ограничивающем рамки изобретения варианте реализации приготовление смеси гибридного цементированного карбида содержит смешивание материалов, включающих в себя от 2 до менее чем 30 объемных процентов спеченных гранул первой марки цементированного карбида и больше чем от 70 до 98 объемных процентов неспеченных гранул цементированного карбида из второй марки цементированного карбида, причем доля по весу основывается на общем весе смеси цементированного карбида.
В одном не ограничивающем рамки изобретения варианте реализации описанного здесь способа первая марка цементированного карбида, вторая марка цементированного карбида и металлургический порошок содержат каждый независимо карбид металла, выбранный из группы, содержащей карбид титана, карбид хрома, карбид ванадия, карбид циркония, карбид гафния, карбид тантала, карбид молибдена, карбид ниобия и карбид вольфрама; и связующее, выбранное из группы, содержащей кобальт, сплав кобальта, никель, сплав никеля, железо и сплав железа. Некоторые варианты реализации содержат также включение в связующее по меньшей мере одного легирующего элемента, причем легирующий элемент выбран из группы, состоящей из вольфрама, хрома, молибдена, углерода, бора, кремния, меди, марганца, рутения, алюминия и серебра.
Не ограничивающий рамки изобретения способ изготовления композитного вращающегося режущего инструмента согласно вариантам реализации, описанным здесь, может также содержать удаление материала со спеченной прессовки (т.е. заготовки) с целью получения по меньшей мере одной режущей кромки. Не ограничивающий рамки изобретения вариант реализации способа удаления материала с прессовки может содержать механическую обработку прессовки для формирования по меньшей мере одного ориентированного по спирали желобка, ограничивающего по меньшей мере одну ориентированную по спирали режущую кромку. В этом варианте реализации спиральные желобки могут быть сформированы путем шлифовки с использованием шлифовальных колес на основе алмазов, известных рядовым специалистам в данной области техники. Другие свойства производства желобков на вращающемся инструменте, которые известны сейчас или в дальнейшем специалистам в данной области техники, находятся в рамках вариантов реализации описанного здесь комозитного вращающегося инструмента.
В одном не ограничивающем рамки изобретения варианте реализации способа формирования композитного изделия, описанного здесь, форма может содержать резиновую форму с сухим мешком, а дальнейшее уплотнение смеси цементированного карбида и металлургического порошка для формирования прессовки содержит изостатическое прессование резиновой формы с сухим мешком для формирования прессовки. Не ограничивающий рамки изобретения вариант реализации способа может включать в себя физическое разделение полости в резиновой форме с сухим мешком на по меньшей мере первый участок и второй участок. В этом варианте реализации физическое разделение полости содержит вкладывание гильзы в полость для разделения полости между первым участком и вторым участком. В некоторых вариантах реализации гильза выполнена из пластмассы, металла или бумаги. В другом не ограничивающем рамки изобретения варианте реализации по меньшей мере часть смеси цементированного карбида входит в контакт с металлургическим порошком за счет удаления гильзы из полости после помещения смеси цементированного карбида и металлургического порошка в полость формы. В другом варианте реализации контакт по меньшей мере части смеси цементированного карбида с металлургическим порошком содержит помещение одного элемента из числа смеси цементированного карбида и металлургического порошка в полость так, чтобы обеспечить контакт вдоль поверхности раздела с другим из числа смеси цементированного карбида и металлургическим порошком.
В некоторых вариантах реализации способа изготовления изделия, выбранного из числа композитного вращающегося режущего инструмента и заготовки композитного вращающегося режущего инструмента, то первая марка цементированного карбида, вторая марка цементированного карбида и металлургический порошок могут каждый независимо содержать от 2 до 40 весовых процентов связующего и от 60 до 98 весовых процентов карбида переходного металла. В другом варианте реализации по меньшей мере один из числа первой марки цементированного карбида, второй марки цементированного карбида, металлургического порошка содержит частицы карбида вольфрама со средним размером частиц от 0,3 до 10 мкм. В этих вариантах реализации по меньшей мере одна из числа марки первого цементированного карбида и марки второго цементированного карбида включает в себя по меньшей мере 0,5% кубического карбида от общего веса марки.
Не ограничивающий рамки изобретения вариант реализации может включать в себя уплотнение смеси цементированного карбида и металлургического порошка для формирования прессовки путем изостатического сжатия формы под давлением 5000-50000 фунт/кв.дюйм (34,5 МПа -345 МПа). В не ограничивающем рамки изобретения варианте реализации спекание по избыточным давлением прессовки содержит нагрев прессовки до температуры от 1350°С до 1500°С под давлением 300-2000 фунт/кв.дюйм (2070-13800 кПа).
Не ограничивающие рамок изобретения примеры способов получения композитных вращающихся режущих инструментов и заготовок вращающегося режущего инструмента согласно настоящему изобретению приведены ниже.
Пример 1
На фиг.7 показана микрофотография участка 60 заготовки вращающегося инструмента, содержащей гибридный цементированный карбид согласно настоящему описанию. Участок, изображенный на фиг.7, включает в себя гибридный цементированный карбид, который включает в себя 20 объемных процентов цементированного карбида Firth Grade T-04 в виде дисперсной фазы 62. Цементированный карбид Firth Grade T-04 содержит 6 весовых % твердого раствора кубических карбидов TiC, TaC и NbC, 82 весовых % WC и 12 весовых % Со. Непрерывная фаза 64 участка гибридного цементированного карбида заготовки вращающегося режущего инструмента, показанной на фиг.7, содержит 80 объемный процентов цементированного карбида Firth Grade T-04. Цементированный карбид Firth Grade T-04 содержит 89 весовых % WC и 11 весовых % Со. Измеренная степень примыкания дисперсной фазы 62 равна 0,26 и, таким образом, меньше чем 0,48. Все порошки цементированного карбида были получены от компании ATI Firth Sterling, Мэдисон, шт.Алабама.
Пример 2
Участок гибридного цементированного карбида 60 заготовки вращающегося инструмента, изображенный на фиг.7 примера 1, был приготовлен путем предварительного спекания гранул (или порошка) цементированного карбида Firth Grade T-04 при температуре 800°С в вакууме. Предварительно спеченные гранулы цементированного карбида Firth Grade T-04 содержат дисперсную фазу 62 участка гибридного цементированного карбида, изображенного на фиг.7. Предварительно спеченные гранулы смешали с сырыми гранулами Firth Grade 248 для формирования смеси гибридного цементированного карбида. Смесь гибридного цементированного карбида поместили в полость формы и уплотнили под давлением 137,9 МПа (20 тыс фунт/кв. дюйм) путем механического прессования. Понятно, что с тем же результатом можно использовать изостатическое прессование. Прессовка гибридного цементированного карбида была подвергнута спеканию при избыточном давлении в печи для спекания с горячим изостатическим прессование (спекание-HIP) при температуре 1400°С.
Пример 3
Участок 70 заготовки инструмента, содержащий гибридный цементированный карбид, содержащий кубический карбид согласно настоящему описанию, показан на микрофотографии на фиг.8. Гибридный цементированный карбид, показанный на фиг.8, включает в себя 20 объемных процентов цементированного карбида ATI Firth Sterling Grade 248 как дисперсной фазы, 72 и 89 объемных процентов цементированного карбида ATI Firth Sterling Grade Т-04 (с 6 весовыми % кубического карбида) как непрерывной фазы. Степень примыкания дисперсной фазы равна 0,40. Участок гибридного цементированного карбида в заготовке инструмента был приготовлен с использованием технологического процесса и условий, сходных с примером 2.
Пример 4
Смесь гибридного цементированного карбида и обычная негибридная марка цементированного карбида в металлургическим порошке были помещены в отдельные участки полости формы для производства заготовки вращающегося режущего инструмента при контакте вдоль поверхности раздела. Обычные негибридные процессы уплотнения и спекания, сходные с описанными в примере 2, были выполнены для получения заготовки композитного вращающегося режущего инструмента из цементированного карбида, включающей в себя первый участок гибридного цементированного карбида, содержащего кубический карбид, и где первый участок был металлургическим путем связан со вторым участком, состоящим из обычного негибридного цементированного карбида, который не содержит заметного количества кубического карбида. Микроструктура 80 композитного цементированного карбида показана на фиг.9. Цементированный карбид Firth Grade 248 показан с левой стороны микрофотографии, обозначенной как 84. Гибридный цементированный карбид включает в себя 80 объемных процентов цементированного карбида Firth Grade 248 как непрерывную фазу и 20 объемных процентов цементированного карбида Firth Grade Т-04, включающих в себя 6% кубического карбида, как дисперсную фазу. Граничный участок 89 виден на фиг.9 между обычной микроструктурой негибридной марки 82 и микроструктурой гибридной марки 84.
Пример 5
Смесь гибридного цементированного карбида и обычная негибридная марка цементированного карбида в металлургическим порошке были помещены в отдельные участки полости формы для производства заготовки вращающегося режущего инструмента при контакте вдоль поверхности раздела. Обычные негибридные процессы уплотнения и спекания, сходные с описанными в примере 2, были выполнены для получения композитного цементированного карбида, включающего в себя первый участок гибридного цементированного карбида, содержащего кубический карбид, металлургическим путем связанного со вторым участком, состоящим из обычного негибридного цементированного карбида. Микроструктура 90 композитного цементированного карбида показана на фиг.10. Микроструктура 92 обычного негибридного цементированного карбида марки Firth Grade 248 показана с правой стороны микрофотографии. Микроструктура 94 гибридной марки видна с левой стороны микрофотографии и включает в себя 20 объемных процентов цементированного карбида Firth Grade 248 как дисперсную фазу 96 и 80 объемных процентов цементированного карбида Firth Grade Т-04 как непрерывную фазу. Порошок цементированного карбида Firth Grade Т-04, применяемый для приготовления образца, содержит всего 6 весовых % кубических карбидов TiC, TaC и NbC. Граничный участок 99 между обычной микроструктурой негибридной марки 92 и микроструктурой гибридной марки 94 очевиден.
Пример 6
Смесь первого гибридного цементированного карбида и смесь второго гибридного цементированного карбида были помещены в отдельные участки полости формы для производства заготовки вращающегося режущего инструмента при контакте вдоль поверхности раздела. Обычные негибридные процессы уплотнения и спекания, сходные с описанными в примере 2, были выполнены для получения заготовки композитного вращающегося режущего инструмента из цементированного карбида, включающей в себя первый участок гибридного цементированного карбида, скрепленный автогеном со вторым участком гибридного цементированного карбида. Микроструктура 100 первого и второго участков гибридного цементированного карбида заготовки композитного вращающегося режущего инструмента из цементированного карбида изображена на фиг.11. Правая сторона микроструктуры 100 является первой микроструктурой 101 гибридного цементированного карбида, а левая сторона микроструктуры 100 является второй микроструктурой 104 гибридного цементированного карбида. Первый гибридный цементированный карбид включает в себя 80 объемных процентов цементированного карбида Firth Grade 248 как непрерывную фазу 102 и 20 объемных процентов цементированного карбида Firth Grade Т-04, включающего в себя кубический карбид, как дисперсную фазу 103. Второй гибридный цементированный карбид включает в себя 20 объемных процентов цементированного карбида Firth Grade 248 как дисперсную фазу 105 и 80 объемных процентов цементированного карбида Firth Grade Т-04, включающего в себя кубический карбид, как непрерывную фазу 106. Граничный участок 107 между первой гибридной маркой микроструктуры цементированного карбида 101 и второй гибридной маркой микроструктуры цементированного карбида 104 показан на фиг.11.
Пример 7
Металлургический порошок и смесь гибридного цементированного карбида были помещены в отдельные участки полости формы для производства заготовки вращающегося режущего инструмента при контакте вдоль поверхности раздела. Обычные негибридные процессы уплотнения и спекания, сходные с описанными в примере 2, были выполнены для получения заготовки композитного вращающегося режущего инструмента из цементированного карбида, включающей в себя первый участок, включающий в себя марку обычного негибридного цементированного карбида, скрепленную автогеном со вторым участком, включающим в себя гибридный цементированный карбид. Микроструктура 110 поверхности раздела марки обычного негибридного цементированного карбида и гибридного цементированного карбида заготовки композитного вращающегося режущего инструмента из цементированного карбида изображена на фиг.12. На левой стороне микроструктуры 110 находится микроструктура 112 обычного негибридного цементированного карбида, а на правой стороне микроструктуры 110 находится микроструктура 114 гибридного цементированного карбиде. Обычным негибридным цементированным карбидом является марка Т-04 цементированного карбида, содержащая 6 весовых % кубического карбида. Гибридный цементированный карбид включает в себя 20 объемных процентов марки Т-04 как дисперсной фазы 116 и 80 объемных процентов марки 248 цементированного карбида как непрерывной фазы 118. Граничный участок 119 между обычной микроструктурой негибридной марки 112 и микроструктурой гибридной марки 114 очевиден.
Понятно, что настоящее описание иллюстрирует те аспекты изобретения, которые необходимы для ясного понимания изобретения. Некоторые аспекты должны быть очевидны для обычного специалиста в данной области техники, и которые поэтому не должны способствовать лучшему пониманию изобретения, не были представлены для того, чтобы упростить настоящее описание. Хотя по необходимости здесь было представлено только ограниченное количество вариантов реализации настоящего изобретения, любой специалист в данной области техники после изучения приведенного описания признает возможность применения многих усовершенствований и изменений изобретения. Все такие изменения и усовершенствования должны быть охвачены приведенным описанием и следующей далее формулой изобретения.
Claims (65)
1. Композитное изделие в виде вращающегося режущего инструмента или заготовки композитного вращающегося режущего инструмента, содержащее
удлиненную часть, которая включает в себя
внешний участок, содержащий первый цементированный карбид, и
внутренний участок, скрепленный с внешним участком без добавления присадочного материала, и содержащий второй цементированный карбид, отличающийся от первого цементированного карбида;
при этом по меньшей мере один из числа первого цементированного карбида и второго цементированного карбида содержит гибридный цементированный карбид, который содержит дисперсную фазу цементированного карбида и непрерывную фазу цементированного карбида, и
при этом по меньшей мере одна из числа дисперсной фазы цементированного карбида и непрерывной фазы цементированного карбида содержит по меньшей мере 0,5 весовых процента кубического карбида на основе веса фазы, включающей в себя кубический карбид.
удлиненную часть, которая включает в себя
внешний участок, содержащий первый цементированный карбид, и
внутренний участок, скрепленный с внешним участком без добавления присадочного материала, и содержащий второй цементированный карбид, отличающийся от первого цементированного карбида;
при этом по меньшей мере один из числа первого цементированного карбида и второго цементированного карбида содержит гибридный цементированный карбид, который содержит дисперсную фазу цементированного карбида и непрерывную фазу цементированного карбида, и
при этом по меньшей мере одна из числа дисперсной фазы цементированного карбида и непрерывной фазы цементированного карбида содержит по меньшей мере 0,5 весовых процента кубического карбида на основе веса фазы, включающей в себя кубический карбид.
2. Композитное изделие по п.1, в котором по меньшей мере одна из числа дисперсной фазы цементированного карбида и непрерывной фазы цементированного карбида содержит по меньшей мере 1,0 весовой процент кубического карбида на основе веса фазы, включающей в себя кубический карбид.
3. Композитное изделие по п.1, в котором кубический карбид содержит по меньшей мере один из числа карбида титана, карбида ванадия, карбида циркония, карбида ниобия, карбида гафния и карбида тантала.
4. Композитное изделие по п.1, в котором по меньшей мере один из числа внешнего участка и внутреннего участка по существу свободен от кубического карбида.
5. Композитное изделие по п.1, в котором коэффициент примыкания дисперсной фазы цементированного карбида в гибридном цементированном карбиде не превышает 0,48.
6. Композитное изделие по п.1, в котором по существу весь кубический карбид в гибридном цементированном карбиде включен в дисперсную фазу цементированного карбида гибридного цементированного карбида.
7. Композитное изделие по п.1, в котором по существу весь кубический карбид в гибридном цементированном карбиде включен в непрерывную фазу цементированного карбида гибридного цементированного карбида.
8. Композитное изделие по п.1, в котором дисперсная фаза цементированного карбида содержит от 2 до 50 объемных процентов гибридного цементированного карбида.
9. Композитное изделие по п.1, в котором один из числа первого цементированного карбида и второго цементированного карбида является негибридным цементированным карбидом.
10. Композитное изделие по п.9, в котором негибридный цементированный карбид, дисперсная фаза цементированного карбида гибридного цементированного карбида и непрерывная фаза цементированного карбида гибридного цементированного карбида независимо содержат каждая:
по меньшей мере один карбид переходного металла, выбранный из группы, состоящей из
карбида титана, карбида хрома, карбида ванадия, карбида циркония, карбида гафния, карбида тантала, карбида молибдена, карбида ниобия и карбида вольфрама; и
связующее, содержащее по меньшей мере один материал, выбранный из группы, состоящей из
кобальта, сплава кобальта, никеля, сплава никеля, железа и сплава железа.
по меньшей мере один карбид переходного металла, выбранный из группы, состоящей из
карбида титана, карбида хрома, карбида ванадия, карбида циркония, карбида гафния, карбида тантала, карбида молибдена, карбида ниобия и карбида вольфрама; и
связующее, содержащее по меньшей мере один материал, выбранный из группы, состоящей из
кобальта, сплава кобальта, никеля, сплава никеля, железа и сплава железа.
11. Композитное изделие по п.10, в котором по меньшей мере один карбид переходного металла содержит карбид вольфрама.
12. Композитное изделие по п.11, в котором карбид вольфрама имеет средний размер частиц от 0,3 до 10 мкм.
13. Композитное изделие по п.10, в котором связующее содержит по меньшей мере один легирующий элемент, выбранный из группы, состоящей из вольфрама, хрома, молибдена, углерода, бора, кремния, меди, марганца, рутения, алюминия и серебра.
14. Композитное изделие по п.10, в котором негибридный цементированный карбид, дисперсная фаза цементированного карбида и непрерывная фаза гибридного цементированного карбида содержат каждая по отдельности от 2 до 40 весовых процентов связующего и от 60 до 98 весовых процентов карбида металла.
15. Композитное изделие по п.1, которое выбрано из сверла, торцовой фрезы и метчика, и в котором поверхность удлиненной части ограничивает режущую кромку.
16. Композитное изделие по п.15, в котором режущая кромка спирально ориентирована относительно поверхности удлиненной части.
17. Композитное изделие по п.1, в котором внешний участок и внутренний участок расположены соосно.
18. Композитное изделие по п.17, в котором внутренний участок является сердечником.
19. Композитное изделие по п.18, в котором внешний участок содержит гибридный цементированный карбид.
20. Композитное изделие по п.1, в котором химическая износостойкость первого цементированного карбида отличается от химической износостойкости второго цементированного карбида.
21. Композитное изделие по п.1, в котором по меньшей мере одна из таких характеристик как твердость и износостойкость первого цементированного карбида отличается от второго цементированного карбида.
22. Композитное изделие по п.1, в котором модуль упругости первого цементированного карбида отличается от модуля упругости второго цементированного карбида.
23. Композитное изделие по п.1, в котором:
композитное изделие выбрано из сверла, торцовой фрезы и метчика, при этом внутренний участок удлиненной части является сердечником удлиненной части, внешний участок и внутренний участок удлиненной части расположены соосно, причем поверхность удлиненной части ограничивает режущую кромку.
композитное изделие выбрано из сверла, торцовой фрезы и метчика, при этом внутренний участок удлиненной части является сердечником удлиненной части, внешний участок и внутренний участок удлиненной части расположены соосно, причем поверхность удлиненной части ограничивает режущую кромку.
24. Композитное изделие по п.23, в котором режущая кромка спирально ориентирована относительно поверхности удлиненной части.
25. Композитное изделие по п.23, в котором по меньшей мере одна из числа дисперсной фазы цементированного карбида и непрерывной фазы цементированного карбида содержит по меньшей мере 1,0 весовой процент кубического карбида на основе веса фазы, включающей в себя кубический карбид.
26. Композитное изделие по п.23, в котором по меньшей мере один из числа внешнего участка и внутреннего участка по существу свободен от кубического карбида.
27. Композитное изделие по п.23, в котором коэффициент примыкания дисперсной фазы цементированного карбида в гибридном цементированном карбиде не превышает 0,48.
28. Композитное изделие по п.23, в котором по существу весь кубический карбид в гибридном цементированном карбиде включен в дисперсную фазу цементированного карбида гибридного цементированного карбида.
29. Композитное изделие по п.23, в котором по существу весь кубический карбид в гибридном цементированном карбиде включен в непрерывную фазу цементированного карбида гибридного цементированного карбида.
30. Композитное изделие по п.23, в котором внешний участок содержит гибридный цементированный карбид.
31. Композитное изделие по п.23, в котором первый цементированный карбид отличается от второго цементированного карбида по меньшей мере одним из химической износостойкости, твердости, износостойкости и модуля упругости.
32. Композитное изделие по п.1, в котором:
композитное изделие выбрано из заготовки сверла, заготовки торцовой фрезы и заготовки метчика, при этом внутренний участок удлиненной части является сердечником удлиненной части, внешний участок и внутренний участок удлиненной части расположены соосно, причем поверхность удлиненной части ограничивает режущую кромку.
композитное изделие выбрано из заготовки сверла, заготовки торцовой фрезы и заготовки метчика, при этом внутренний участок удлиненной части является сердечником удлиненной части, внешний участок и внутренний участок удлиненной части расположены соосно, причем поверхность удлиненной части ограничивает режущую кромку.
33. Композитное изделие по п.32, в котором по меньшей мере одна из числа дисперсной фазы цементированного карбида и непрерывной фазы цементированного карбида содержит по меньшей мере 1,0 весовой процент кубического карбида на основе веса фазы, включающей в себя кубический карбид.
34. Композитное изделие по п.32, в котором по меньшей мере один из числа внешнего участка и внутреннего участка по существу свободен от кубического карбида.
35. Композитное изделие по п.32, в котором коэффициент примыкания дисперсной фазы цементированного карбида в гибридном цементированном карбиде не превышает 0,48.
36. Композитное изделие по п.32, в котором по существу весь кубический карбид в гибридном цементированном карбиде включен в дисперсную фазу цементированного карбида гибридного цементированного карбида.
37. Композитное изделие по п.32, в котором по существу весь кубический карбид в гибридном цементированном карбиде включен в непрерывную фазу цементированного карбида гибридного цементированного карбида.
38. Композитное изделие по п.32, в котором внешний участок содержит гибридный цементированный карбид.
39. Композитное изделие по п.32, в котором первый цементированный карбид отличается от второго цементированного карбида по меньшей мере одним из химической износостойкости, твердости, износостойкости и модуля упругости.
40. Композитное изделие в виде вращающегося режущего инструмента или заготовки композитного вращающегося режущего инструмента, содержащее
удлиненную часть, которая включает в себя
внешний участок, содержащий первый цементированный карбид, и
сердечник, скрепленный с внешним участком без добавления присадочного материала, и содержащий второй цементированный карбид, отличающийся от первого цементированного карбида, причем внешний участок и сердечник расположены соосно,
причем первый цементированный карбид отличается от второго цементированного карбида по меньшей мере одним из химической износостойкости, твердости, износостойкости и модуля упругости,
при этом по меньшей мере один из числа первого цементированного карбида и второго цементированного карбида содержит гибридный цементированный карбид, который содержит дисперсную фазу цементированного карбида и непрерывную фазу цементированного карбида, и
при этом по меньшей мере одна из числа дисперсной фазы цементированного карбида и непрерывной фазы цементированного карбида содержит по меньшей мере 0,5 весовых процента кубического карбида на основе веса фазы, включающей в себя кубический карбид, причем коэффициент примыкания дисперсной фазы цементированного карбида в гибридном цементированном карбиде не превышает 0,48, и по меньшей мере один из числа внешнего участка и сердечника по существу свободен от кубического карбида.
удлиненную часть, которая включает в себя
внешний участок, содержащий первый цементированный карбид, и
сердечник, скрепленный с внешним участком без добавления присадочного материала, и содержащий второй цементированный карбид, отличающийся от первого цементированного карбида, причем внешний участок и сердечник расположены соосно,
причем первый цементированный карбид отличается от второго цементированного карбида по меньшей мере одним из химической износостойкости, твердости, износостойкости и модуля упругости,
при этом по меньшей мере один из числа первого цементированного карбида и второго цементированного карбида содержит гибридный цементированный карбид, который содержит дисперсную фазу цементированного карбида и непрерывную фазу цементированного карбида, и
при этом по меньшей мере одна из числа дисперсной фазы цементированного карбида и непрерывной фазы цементированного карбида содержит по меньшей мере 0,5 весовых процента кубического карбида на основе веса фазы, включающей в себя кубический карбид, причем коэффициент примыкания дисперсной фазы цементированного карбида в гибридном цементированном карбиде не превышает 0,48, и по меньшей мере один из числа внешнего участка и сердечника по существу свободен от кубического карбида.
41. Способ изготовления композитного изделия в виде вращающегося режущего инструмента или заготовки для вращающегося режущего инструмента, включающий
приготовление порошковой смеси гибридного цементированного карбида, содержащей спеченные гранулы первой марки цементированного карбида и не спеченные гранулы второй марки цементированного карбида, в которой по меньшей мере одна из числа первой марки цементированного карбида и второй марки цементированного карбида содержит по меньшей мере 0,5 весовых процентов кубического карбида,
размещение смеси гибридного цементированного карбида и порошка цементированного карбида в отдельных участках полости с обеспечением контакта вдоль поверхности раздела,
уплотнение для формирования прессовки и
спекание прессовки под давлением.
приготовление порошковой смеси гибридного цементированного карбида, содержащей спеченные гранулы первой марки цементированного карбида и не спеченные гранулы второй марки цементированного карбида, в которой по меньшей мере одна из числа первой марки цементированного карбида и второй марки цементированного карбида содержит по меньшей мере 0,5 весовых процентов кубического карбида,
размещение смеси гибридного цементированного карбида и порошка цементированного карбида в отдельных участках полости с обеспечением контакта вдоль поверхности раздела,
уплотнение для формирования прессовки и
спекание прессовки под давлением.
42. Способ по п.41, в котором по меньшей мере одна из числа первой марки цементированного карбида и второй марки цементированного карбида содержит по меньшей мере 1,0 весовой процент кубического карбида.
43. Способ по п.41, в котором после операции спекания прессовки под давлением прессовка содержит гибридный цементированный карбид, содержащий дисперсную фазу цементированного карбида и непрерывную фазу цементированного карбида,
в котором степень примыкания дисперсной фазы цементированного карбида в гибридном цементированном карбиде не превышает 0,48.
в котором степень примыкания дисперсной фазы цементированного карбида в гибридном цементированном карбиде не превышает 0,48.
44. Способ по п.43, в котором по существу весь кубический карбид в гибридном цементированном карбиде присутствует в дисперсной фазе цементированного карбида в гибридном цементированном карбиде.
45. Способ по п.43, в котором по существу весь кубический карбид в гибридном цементированном карбиде присутствует в непрерывной фазе цементированного карбида в гибридном цементированном карбиде.
46. Способ по п.43, в котором дисперсная фаза цементированного карбида содержит от 2 до 50 объемных процентов гибридного цементированного карбида.
47. Способ по п.41, в котором спеченные гранулы первой марки цементированного карбида являются по меньшей мере одним элементом из числа частично спеченных гранул и полностью спеченных гранул.
48. Способ по п.41, в котором приготовление смеси гибридного цементированного карбида содержит смешивание материалов, включающих в себя от 2 до менее чем 40 объемных процентов спеченных гранул марки первого цементированного карбида и больше чем от 60 до 98 объемных процентов не спеченных гранул цементированного карбида второй марки цементированного карбида, причем доли по весу основаны на суммарном весе смеси гибридного цементированного карбида.
49. Способ по п.41, который содержит также спекание смеси, содержащей карбид металла и связующее для формирования спеченных гранул первого цементированного карбида.
50. Способ по п.49, в котором спекание смеси, содержащей карбид металла и связующее, содержит спекание при температуре от 400°С до 1300°С.
51. Способ по п.41, в котором приготовление смеси гибридного цементированного карбида содержит смешивание материалов, включающих в себя от 2 до 30 объемных процентов спеченных гранул марки первого цементированного карбида и от 70 до 98 объемных процентов не спеченных гранул цементированного карбида второй марки цементированного карбида, причем доли по весу основаны на суммарном весе смеси гибридного цементированного карбида.
52. Способ по п.41, в котором первая марка цементированного карбида, вторая марка цементированного карбида и порошок цементированного карбида каждый независимо содержат
карбид металла, выбранный из группы, состоящей из карбида титана, карбида хрома, карбида ванадия, карбида циркония, карбида гафния, карбида тантала, карбида молибдена, карбида ниобия и карбида вольфрама, и
связующее, выбранное из группы, состоящей из кобальта, сплава кобальта, никеля, сплава никеля, железа и сплава железа.
карбид металла, выбранный из группы, состоящей из карбида титана, карбида хрома, карбида ванадия, карбида циркония, карбида гафния, карбида тантала, карбида молибдена, карбида ниобия и карбида вольфрама, и
связующее, выбранное из группы, состоящей из кобальта, сплава кобальта, никеля, сплава никеля, железа и сплава железа.
53. Способ по п.52, в котором связующее содержит по меньшей мере один легирующий элемент, выбранный из группы, состоящей из вольфрама, хрома, молибдена, углерода, бора, кремния, меди, марганца, рутения, алюминия и серебра.
54. Способ по п.41, в котором изделие является композитным вращающимся режущим инструментом и который содержит удаление материала с прессовки для получения по меньшей мере одной режущей кромки.
55. Способ по п.54, в котором удаление материала с прессовки содержит механическую обработку прессовки для формирования по меньшей мере одного спирально ориентированного желобка, очерчивающего по меньше мере одну спирально ориентированную режущую кромку.
56. Способ по п.41, в котором форма является резиновой формой с сухим мешком, и в котором уплотнение смеси гибридного цементированного карбида и порошка цементированного карбида для формирования прессовки содержит изостатическое сжатие резиновой формы с сухим мешком для формирования прессовки.
57. Способ по п.56, который содержит также
физическое разделение полости резиновой формы с сухим мешком на по меньшей мере первый участок и второй участок.
физическое разделение полости резиновой формы с сухим мешком на по меньшей мере первый участок и второй участок.
58. Способ по п.57, в котором физическое разделение полости осуществляют вводом в полость гильзы для разделения полости между первым участком и вторым участком.
59. Способ по п.58, в котором гильза содержит материал, выбранный из группы, состоящей из пластмассы, металла или бумаги.
60. Способ по п.51, в котором контакт по меньшей мере части смеси гибридного цементированного карбида с порошком цементированного карбида содержит удаление из полости гильзы после помещения в полость формы смеси гибридного цементированного карбида и порошка цементированного карбида.
61. Способ по п.51, в котором первая марка цементированного карбида, вторая марка цементированного карбида и порошок цементированного карбида каждый независимо содержат от 2 до 40 весовых процентов связующего и от 60 до 98 весовых процентов цементированного карбида.
62. Способ по п.41, в котором по меньшей мере один из числа первой марки цементированного карбида, второй марки цементированного карбида и порошка цементированного карбида содержит частицы карбида вольфрама средним размером от 0,3 до 10 мкм.
63. Способ по п.41, в котором спекание под давлением содержит нагрев прессовки до температуры от 1350°С до 1500°С под давлением 300-2000 фунт/кв.дюйм (2070-13800 кПа).
64. Способ по п.41, в котором контакт по меньшей мере части смеси гибридного цементированного карбида с порошком цементированного карбида содержит помещение одного из числа смеси гибридного цементированного карбида и порошка цементированного карбида в полость таким образом, чтобы они находились в контакте по поверхности раздела между смесью гибридного цементированного карбида и порошком цементированного карбида.
65. Способ по п.41, в котором уплотнение смеси гибридного цементированного карбида и порошка цементированного карбида для получения прессовки содержит изостатическое сжатие формы под давлением 5000-50000 фунт/кв.дюйм (34,5 МПа -345 МПа).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/464,607 | 2009-05-12 | ||
| US12/464,607 US8272816B2 (en) | 2009-05-12 | 2009-05-12 | Composite cemented carbide rotary cutting tools and rotary cutting tool blanks |
| PCT/US2010/032002 WO2010132185A1 (en) | 2009-05-12 | 2010-04-22 | Composite cemented carbide rotary cutting tools and rotary cutting tool blanks |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2011150215A RU2011150215A (ru) | 2013-06-20 |
| RU2536015C2 true RU2536015C2 (ru) | 2014-12-20 |
Family
ID=42335214
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2011150215/02A RU2536015C2 (ru) | 2009-05-12 | 2010-04-22 | Композитные вращающиеся режущие инструменты из цементированного карбида и заготовки для вращающегося режущего инструмента |
Country Status (14)
| Country | Link |
|---|---|
| US (3) | US8272816B2 (ru) |
| EP (2) | EP2430203B1 (ru) |
| JP (1) | JP5753532B2 (ru) |
| KR (1) | KR20120016643A (ru) |
| CN (1) | CN102459667B (ru) |
| AU (1) | AU2010248039A1 (ru) |
| BR (1) | BRPI1010542A8 (ru) |
| CA (1) | CA2759259A1 (ru) |
| IL (1) | IL215948A0 (ru) |
| MX (1) | MX2011011601A (ru) |
| RU (1) | RU2536015C2 (ru) |
| SG (1) | SG176007A1 (ru) |
| TW (1) | TW201102442A (ru) |
| WO (1) | WO2010132185A1 (ru) |
Families Citing this family (60)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8637127B2 (en) | 2005-06-27 | 2014-01-28 | Kennametal Inc. | Composite article with coolant channels and tool fabrication method |
| US7687156B2 (en) | 2005-08-18 | 2010-03-30 | Tdy Industries, Inc. | Composite cutting inserts and methods of making the same |
| EP2871014A3 (en) * | 2005-10-03 | 2015-08-12 | Mitsubishi Materials Corporation | Method of boring pilot hole |
| RU2432445C2 (ru) | 2006-04-27 | 2011-10-27 | Ти Ди Уай Индастриз, Инк. | Модульное буровое долото с неподвижными режущими элементами, корпус данного модульного бурового долота и способы их изготовления |
| CN101522930B (zh) | 2006-10-25 | 2012-07-18 | Tdy工业公司 | 具有改进的抗热开裂性的制品 |
| US8512882B2 (en) | 2007-02-19 | 2013-08-20 | TDY Industries, LLC | Carbide cutting insert |
| US7846551B2 (en) | 2007-03-16 | 2010-12-07 | Tdy Industries, Inc. | Composite articles |
| US8333132B2 (en) * | 2007-12-27 | 2012-12-18 | Osg Corporation | Carbide rotary tool |
| US8790439B2 (en) | 2008-06-02 | 2014-07-29 | Kennametal Inc. | Composite sintered powder metal articles |
| US8221517B2 (en) | 2008-06-02 | 2012-07-17 | TDY Industries, LLC | Cemented carbide—metallic alloy composites |
| US8322465B2 (en) * | 2008-08-22 | 2012-12-04 | TDY Industries, LLC | Earth-boring bit parts including hybrid cemented carbides and methods of making the same |
| US8025112B2 (en) | 2008-08-22 | 2011-09-27 | Tdy Industries, Inc. | Earth-boring bits and other parts including cemented carbide |
| US8272816B2 (en) | 2009-05-12 | 2012-09-25 | TDY Industries, LLC | Composite cemented carbide rotary cutting tools and rotary cutting tool blanks |
| DE102009029715A1 (de) * | 2009-06-16 | 2010-12-23 | Komet Group Gmbh | Werkzeug zur Bearbeitung von Werkstücken |
| US8308096B2 (en) * | 2009-07-14 | 2012-11-13 | TDY Industries, LLC | Reinforced roll and method of making same |
| US8440314B2 (en) | 2009-08-25 | 2013-05-14 | TDY Industries, LLC | Coated cutting tools having a platinum group metal concentration gradient and related processes |
| US9643236B2 (en) | 2009-11-11 | 2017-05-09 | Landis Solutions Llc | Thread rolling die and method of making same |
| EP2457678B1 (fr) * | 2010-11-29 | 2016-03-30 | Techspace Aero S.A. | Outil de coupe monobloc bimatériaux |
| US8800848B2 (en) | 2011-08-31 | 2014-08-12 | Kennametal Inc. | Methods of forming wear resistant layers on metallic surfaces |
| DE102011081948B4 (de) * | 2011-09-01 | 2013-05-23 | Hilti Aktiengesellschaft | Bohrer und Herstellungsverfahren für einen Bohrer |
| US9016406B2 (en) | 2011-09-22 | 2015-04-28 | Kennametal Inc. | Cutting inserts for earth-boring bits |
| EP2607512B1 (en) * | 2011-12-21 | 2017-02-22 | Sandvik Intellectual Property AB | Method of making a cemented carbide |
| DE102012010916A1 (de) * | 2012-06-04 | 2013-12-05 | Eads Deutschland Gmbh | Schweißwerkzeug und Verfahren zur Herstellung desselben |
| CN103790520B (zh) * | 2012-11-02 | 2018-03-20 | 喜利得股份公司 | 钻头和用于钻头的制造方法 |
| CN102974871A (zh) * | 2012-11-27 | 2013-03-20 | 深圳市金洲精工科技股份有限公司 | 用于加工刀具的基材及其制造方法以及使用该基材的钻头 |
| EP2969325A1 (en) * | 2013-03-15 | 2016-01-20 | Sandvik Intellectual Property AB | Method of joining sintered parts of different sizes and shapes |
| FR3006215B1 (fr) * | 2013-05-29 | 2015-10-09 | Mecachrome France | Outil coupant rotatif presentant une arete en plusieurs materiaux. |
| AU2014306074B2 (en) | 2013-08-05 | 2018-08-30 | Greenlight Biosciences, Inc. | Engineered proteins with a protease cleavage site |
| DE102014207502B4 (de) * | 2014-04-17 | 2022-11-24 | Kennametal Inc. | Rotationswerkzeug sowie Werkzeugkopf |
| US10480288B2 (en) * | 2014-10-15 | 2019-11-19 | Baker Hughes, A Ge Company, Llc | Articles containing carbon composites and methods of manufacture |
| US9962903B2 (en) | 2014-11-13 | 2018-05-08 | Baker Hughes, A Ge Company, Llc | Reinforced composites, methods of manufacture, and articles therefrom |
| US10300627B2 (en) | 2014-11-25 | 2019-05-28 | Baker Hughes, A Ge Company, Llc | Method of forming a flexible carbon composite self-lubricating seal |
| AT14442U1 (de) | 2015-01-23 | 2015-11-15 | Ceratizit Austria Gmbh | Hartmetall-Cermet-Verbundwerkstoff und Verfahren zu dessen Herstellung |
| US20160263665A1 (en) * | 2015-03-11 | 2016-09-15 | Kennametal lnc. | Composite blanks and tooling for cutting applications |
| US20160263666A1 (en) * | 2015-03-12 | 2016-09-15 | Kennametal Inc. | Cutting member with coolant delivery |
| WO2016160936A1 (en) | 2015-03-30 | 2016-10-06 | Greenlight Biosciences, Inc. | Cell-free production of ribonucleic acid |
| WO2017002376A1 (ja) | 2015-06-29 | 2017-01-05 | 京セラ株式会社 | 棒状体および切削工具 |
| WO2017052509A1 (en) * | 2015-09-22 | 2017-03-30 | Halliburton Energy Services, Inc. | Magnetic positioning of reinforcing particles when forming metal matrix composites |
| CN106834809A (zh) * | 2015-12-04 | 2017-06-13 | 南京理工大学 | 一种以钴基合金作为粘结相的高性能硬质合金 |
| US10506897B2 (en) | 2016-03-04 | 2019-12-17 | Shorefield Holdings, LLC | Mixing assembly for mixing a product |
| USD814850S1 (en) * | 2016-03-04 | 2018-04-10 | Shorefield Holdings, LLC | Mixer |
| US10486121B2 (en) | 2016-03-04 | 2019-11-26 | Shorefield Holdings, LLC | Mixing assembly for mixing a product |
| US10836557B2 (en) | 2016-04-23 | 2020-11-17 | Shorefield Holdings Llc | Insulated bottle |
| JP2017217715A (ja) * | 2016-06-06 | 2017-12-14 | 住友電工ハードメタル株式会社 | 棒材、ドリルの刃先、棒材の製造方法およびドリルの製造方法 |
| CN108472750B (zh) * | 2016-10-07 | 2020-09-22 | 住友电工硬质合金株式会社 | 旋转切削刃材料及其制造方法 |
| US11434549B2 (en) * | 2016-11-10 | 2022-09-06 | The United States Of America As Represented By The Secretary Of The Army | Cemented carbide containing tungsten carbide and finegrained iron alloy binder |
| KR102188627B1 (ko) * | 2016-11-15 | 2020-12-08 | 스미또모 덴꼬오 하드메탈 가부시끼가이샤 | 절삭 공구 |
| CN108430681B (zh) * | 2016-11-15 | 2020-06-23 | 住友电工硬质合金株式会社 | 切削工具 |
| CA3049386A1 (en) | 2017-01-06 | 2018-07-12 | Greenlight Biosciences, Inc. | Cell-free production of sugars |
| USD822730S1 (en) | 2017-04-07 | 2018-07-10 | Shorefield Holdings, LLC | Mixing structure |
| KR20230130144A (ko) | 2017-10-11 | 2023-09-11 | 그린라이트 바이오사이언시스, 아이엔씨. | 뉴클레오시드 트리포스페이트 및 리보핵산 생산을 위한 방법 및 조성물 |
| AT16369U1 (de) * | 2018-03-12 | 2019-07-15 | Ceratizit Austria Gmbh | Verfahren zur Herstellung eines sintergefügten Verbundkörpers |
| EP3749502B1 (en) | 2018-04-30 | 2023-03-22 | Hewlett-Packard Development Company, L.P. | Fabrication of objects having different degree of solidification areas |
| CN109112338B (zh) * | 2018-10-17 | 2020-10-30 | 四川铭泰顺硬质合金有限公司 | 一种硬质合金体的制备方法 |
| CN109055847A (zh) * | 2018-10-25 | 2018-12-21 | 湖南山力泰机电科技有限公司 | 一种基于碳化钨应用的钨合金材料 |
| CN110229989B (zh) * | 2019-05-09 | 2021-04-23 | 陕西理工大学 | 一种多元硬质合金及其制备方法 |
| CN110614362B (zh) * | 2019-10-30 | 2022-06-10 | 扬州苏沃工具有限公司 | 一种粉末冶金的复合丝锥制造方法 |
| CN110625121B (zh) * | 2019-10-30 | 2022-06-10 | 扬州苏沃工具有限公司 | 一种粉末冶金的阶梯钻头制造方法 |
| CN111215631B (zh) * | 2020-03-16 | 2020-12-25 | 济南市冶金科学研究所有限责任公司 | 一种钨钴硬质合金制品热连接方法 |
| CN117840436B (zh) * | 2024-03-08 | 2024-05-28 | 赣州澳克泰工具技术有限公司 | 一种硬质合金双料棒材及其制备方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2094173C1 (ru) * | 1991-09-25 | 1997-10-27 | Акционерное общество Научно-производственное объединение "НЭВЗ" | Способ изготовления биметаллических дисковых фрез |
| RU2106932C1 (ru) * | 1992-02-21 | 1998-03-20 | Сандвик Аб | Режущая пластина из твердого сплава и способ ее изготовления |
| US6511265B1 (en) * | 1999-12-14 | 2003-01-28 | Ati Properties, Inc. | Composite rotary tool and tool fabrication method |
Family Cites Families (487)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1509438A (en) | 1922-06-06 | 1924-09-23 | George E Miller | Means for cutting undercut threads |
| US1530293A (en) | 1923-05-08 | 1925-03-17 | Geometric Tool Co | Rotary collapsing tap |
| US1811802A (en) | 1927-04-25 | 1931-06-23 | Landis Machine Co | Collapsible tap |
| US1808138A (en) | 1928-01-19 | 1931-06-02 | Nat Acme Co | Collapsible tap |
| US1912298A (en) | 1930-12-16 | 1933-05-30 | Landis Machine Co | Collapsible tap |
| US2093742A (en) | 1934-05-07 | 1937-09-21 | Evans M Staples | Circular cutting tool |
| US2054028A (en) | 1934-09-13 | 1936-09-08 | William L Benninghoff | Machine for cutting threads |
| US2093507A (en) | 1936-07-30 | 1937-09-21 | Cons Machine Tool Corp | Tap structure |
| US2093986A (en) | 1936-10-07 | 1937-09-21 | Evans M Staples | Circular cutting tool |
| US2240840A (en) * | 1939-10-13 | 1941-05-06 | Gordon H Fischer | Tap construction |
| US2246237A (en) | 1939-12-26 | 1941-06-17 | William L Benninghoff | Apparatus for cutting threads |
| US2283280A (en) | 1940-04-03 | 1942-05-19 | Landis Machine Co | Collapsible tap |
| US2299207A (en) | 1941-02-18 | 1942-10-20 | Bevil Corp | Method of making cutting tools |
| US2351827A (en) * | 1942-11-09 | 1944-06-20 | Joseph S Mcallister | Cutting tool |
| US2422994A (en) | 1944-01-03 | 1947-06-24 | Carboloy Company Inc | Twist drill |
| GB622041A (en) | 1946-04-22 | 1949-04-26 | Mallory Metallurg Prod Ltd | Improvements in and relating to hard metal compositions |
| US2906654A (en) | 1954-09-23 | 1959-09-29 | Abkowitz Stanley | Heat treated titanium-aluminumvanadium alloy |
| US2819958A (en) | 1955-08-16 | 1958-01-14 | Mallory Sharon Titanium Corp | Titanium base alloys |
| US2819959A (en) | 1956-06-19 | 1958-01-14 | Mallory Sharon Titanium Corp | Titanium base vanadium-iron-aluminum alloys |
| US2954570A (en) | 1957-10-07 | 1960-10-04 | Couch Ace | Holder for plural thread chasing tools including tool clamping block with lubrication passageway |
| US3041641A (en) | 1959-09-24 | 1962-07-03 | Nat Acme Co | Threading machine with collapsible tap having means to permit replacement of cutter bits |
| US3093850A (en) | 1959-10-30 | 1963-06-18 | United States Steel Corp | Thread chasers having the last tooth free of flank contact rearwardly of the thread crest cut thereby |
| NL275996A (ru) | 1961-09-06 | |||
| GB1042711A (ru) | 1964-02-10 | |||
| US3368861A (en) * | 1964-05-04 | 1968-02-13 | Bell Telephone Labor Inc | Faraday rotator utilizing terbium aluminum garnet and dysprosium aluminum garnet |
| DE1233147B (de) | 1964-05-16 | 1967-01-26 | Philips Nv | Verfahren zur Herstellung von Formkoerpern aus Karbiden oder Mischkarbiden |
| US3368881A (en) | 1965-04-12 | 1968-02-13 | Nuclear Metals Division Of Tex | Titanium bi-alloy composites and manufacture thereof |
| US3471921A (en) | 1965-12-23 | 1969-10-14 | Shell Oil Co | Method of connecting a steel blank to a tungsten bit body |
| US3490901A (en) | 1966-10-24 | 1970-01-20 | Fujikoshi Kk | Method of producing a titanium carbide-containing hard metallic composition of high toughness |
| USRE28645E (en) | 1968-11-18 | 1975-12-09 | Method of heat-treating low temperature tough steel | |
| GB1309634A (en) | 1969-03-10 | 1973-03-14 | Production Tool Alloy Co Ltd | Cutting tools |
| US3581835A (en) | 1969-05-08 | 1971-06-01 | Frank E Stebley | Insert for drill bit and manufacture thereof |
| US3660050A (en) | 1969-06-23 | 1972-05-02 | Du Pont | Heterogeneous cobalt-bonded tungsten carbide |
| US3776655A (en) | 1969-12-22 | 1973-12-04 | Pipe Machinery Co | Carbide thread chaser set and method of cutting threads therewith |
| US3629887A (en) | 1969-12-22 | 1971-12-28 | Pipe Machinery Co The | Carbide thread chaser set |
| BE791741Q (ru) | 1970-01-05 | 1973-03-16 | Deutsche Edelstahlwerke Ag | |
| GB1349033A (en) | 1971-03-22 | 1974-03-27 | English Electric Co Ltd | Drills |
| US3757879A (en) | 1972-08-24 | 1973-09-11 | Christensen Diamond Prod Co | Drill bits and methods of producing drill bits |
| US3782848A (en) | 1972-11-20 | 1974-01-01 | J Pfeifer | Combination expandable cutting and seating tool |
| US3812548A (en) | 1972-12-14 | 1974-05-28 | Pipe Machining Co | Tool head with differential motion recede mechanism |
| DE2328700C2 (de) | 1973-06-06 | 1975-07-17 | Jurid Werke Gmbh, 2056 Glinde | Einrichtung zum Füllen von Preßformen für mehrschichtige Preßkörper |
| US4097275A (en) | 1973-07-05 | 1978-06-27 | Erich Horvath | Cemented carbide metal alloy containing auxiliary metal, and process for its manufacture |
| US3987859A (en) | 1973-10-24 | 1976-10-26 | Dresser Industries, Inc. | Unitized rotary rock bit |
| US3889516A (en) | 1973-12-03 | 1975-06-17 | Colt Ind Operating Corp | Hardening coating for thread rolling dies |
| US4017480A (en) | 1974-08-20 | 1977-04-12 | Permanence Corporation | High density composite structure of hard metallic material in a matrix |
| GB1491044A (en) | 1974-11-21 | 1977-11-09 | Inst Material An Uk Ssr | Alloy for metallization and brazing of abrasive materials |
| US4009027A (en) | 1974-11-21 | 1977-02-22 | Jury Vladimirovich Naidich | Alloy for metallization and brazing of abrasive materials |
| US4229638A (en) | 1975-04-01 | 1980-10-21 | Dresser Industries, Inc. | Unitized rotary rock bit |
| JPS51124876A (en) | 1975-04-24 | 1976-10-30 | Hitoshi Nakai | Chaser |
| GB1535471A (en) | 1976-02-26 | 1978-12-13 | Toyo Boseki | Process for preparation of a metal carbide-containing moulded product |
| US4047828A (en) | 1976-03-31 | 1977-09-13 | Makely Joseph E | Core drill |
| DE2623339C2 (de) | 1976-05-25 | 1982-02-25 | Ernst Prof. Dr.-Ing. 2106 Bendestorf Salje | Kreissägeblatt |
| US4094709A (en) | 1977-02-10 | 1978-06-13 | Kelsey-Hayes Company | Method of forming and subsequently heat treating articles of near net shaped from powder metal |
| US4097180A (en) | 1977-02-10 | 1978-06-27 | Trw Inc. | Chaser cutting apparatus |
| NL7703234A (nl) | 1977-03-25 | 1978-09-27 | Skf Ind Trading & Dev | Werkwijze voor het vervaardigen van een boorkop voorzien van harde slijtvaste elementen, als- mede boorkop vervaardigd volgens de werkwijze. |
| DE2722271C3 (de) | 1977-05-17 | 1979-12-06 | Thyssen Edelstahlwerke Ag, 4000 Duesseldorf | Verfahren zur Herstellung von Werkzeugen durch Verbundsinterung |
| JPS5413518A (en) | 1977-07-01 | 1979-02-01 | Yoshinobu Kobayashi | Method of making titaniummcarbide and tungstenncarbide base powder for super alloy use |
| US4170499A (en) | 1977-08-24 | 1979-10-09 | The Regents Of The University Of California | Method of making high strength, tough alloy steel |
| US4128136A (en) | 1977-12-09 | 1978-12-05 | Lamage Limited | Drill bit |
| US4396321A (en) | 1978-02-10 | 1983-08-02 | Holmes Horace D | Tapping tool for making vibration resistant prevailing torque fastener |
| US4351401A (en) | 1978-06-08 | 1982-09-28 | Christensen, Inc. | Earth-boring drill bits |
| US4233720A (en) | 1978-11-30 | 1980-11-18 | Kelsey-Hayes Company | Method of forming and ultrasonic testing articles of near net shape from powder metal |
| US4221270A (en) | 1978-12-18 | 1980-09-09 | Smith International, Inc. | Drag bit |
| US4255165A (en) | 1978-12-22 | 1981-03-10 | General Electric Company | Composite compact of interleaved polycrystalline particles and cemented carbide masses |
| JPS5937717B2 (ja) | 1978-12-28 | 1984-09-11 | 石川島播磨重工業株式会社 | 超硬合金の溶接方法 |
| US4341557A (en) | 1979-09-10 | 1982-07-27 | Kelsey-Hayes Company | Method of hot consolidating powder with a recyclable container material |
| US4277106A (en) | 1979-10-22 | 1981-07-07 | Syndrill Carbide Diamond Company | Self renewing working tip mining pick |
| US4325994A (en) | 1979-12-29 | 1982-04-20 | Ebara Corporation | Coating metal for preventing the crevice corrosion of austenitic stainless steel and method of preventing crevice corrosion using such metal |
| US4327156A (en) | 1980-05-12 | 1982-04-27 | Minnesota Mining And Manufacturing Company | Infiltrated powdered metal composite article |
| US4526748A (en) | 1980-05-22 | 1985-07-02 | Kelsey-Hayes Company | Hot consolidation of powder metal-floating shaping inserts |
| US4340327A (en) | 1980-07-01 | 1982-07-20 | Gulf & Western Manufacturing Co. | Tool support and drilling tool |
| CH646475A5 (de) | 1980-06-30 | 1984-11-30 | Gegauf Fritz Ag | Zusatzvorrichtung an naehmaschine zum beschneiden von materialkanten. |
| US4398952A (en) | 1980-09-10 | 1983-08-16 | Reed Rock Bit Company | Methods of manufacturing gradient composite metallic structures |
| US4662461A (en) | 1980-09-15 | 1987-05-05 | Garrett William R | Fixed-contact stabilizer |
| US4311490A (en) | 1980-12-22 | 1982-01-19 | General Electric Company | Diamond and cubic boron nitride abrasive compacts using size selective abrasive particle layers |
| US4423646A (en) | 1981-03-30 | 1984-01-03 | N.C. Securities Holding, Inc. | Process for producing a rotary drilling bit |
| SU967786A1 (ru) | 1981-04-21 | 1982-10-23 | Научно-Исследовательский Институт Камня И Силикатов Мпсм Армсср | Металлическа св зка дл алмазного инструмента |
| US4547104A (en) | 1981-04-27 | 1985-10-15 | Holmes Horace D | Tap |
| SU975369A1 (ru) | 1981-07-31 | 1982-11-23 | Ордена Трудового Красного Знамени Институт Проблем Материаловедения Ан Усср | Шихта дл получени абразивного материала |
| US4376793A (en) | 1981-08-28 | 1983-03-15 | Metallurgical Industries, Inc. | Process for forming a hardfacing surface including particulate refractory metal |
| SU990423A1 (ru) | 1981-09-15 | 1983-01-23 | Ордена Трудового Красного Знамени Институт Сверхтвердых Материалов Ан Усср | Способ изготовлени алмазного инструмента |
| CA1216158A (en) | 1981-11-09 | 1987-01-06 | Akio Hara | Composite compact component and a process for the production of the same |
| CA1194857A (en) | 1982-02-20 | 1985-10-08 | Nl Industries, Inc. | Rotary drilling bits |
| US4547337A (en) | 1982-04-28 | 1985-10-15 | Kelsey-Hayes Company | Pressure-transmitting medium and method for utilizing same to densify material |
| US4596694A (en) | 1982-09-20 | 1986-06-24 | Kelsey-Hayes Company | Method for hot consolidating materials |
| US4597730A (en) | 1982-09-20 | 1986-07-01 | Kelsey-Hayes Company | Assembly for hot consolidating materials |
| JPS5956501A (ja) | 1982-09-22 | 1984-04-02 | Sumitomo Electric Ind Ltd | 複合粉末成形法 |
| JPS5954510A (ja) | 1982-09-24 | 1984-03-29 | Yoshitsuka Seiki:Kk | 二層成形用粉末成形プレスにおける原料粉末を充填する方法と装置 |
| FR2734188B1 (fr) | 1982-09-28 | 1997-07-18 | Snecma | Procede de fabrication de pieces monocristallines |
| US4478297A (en) | 1982-09-30 | 1984-10-23 | Strata Bit Corporation | Drill bit having cutting elements with heat removal cores |
| JPS5967333A (ja) | 1982-10-06 | 1984-04-17 | Seiko Instr & Electronics Ltd | 焼結超硬合金の製造方法 |
| US4587174A (en) | 1982-12-24 | 1986-05-06 | Mitsubishi Kinzoku Kabushiki Kaisha | Tungsten cermet |
| US4499048A (en) | 1983-02-23 | 1985-02-12 | Metal Alloys, Inc. | Method of consolidating a metallic body |
| JPS59169707A (ja) * | 1983-03-14 | 1984-09-25 | Sumitomo Electric Ind Ltd | ドリル |
| CH653204GA3 (ru) | 1983-03-15 | 1985-12-31 | ||
| JPS59175912A (ja) | 1983-03-25 | 1984-10-05 | Sumitomo Electric Ind Ltd | 超硬ドリル |
| US4562990A (en) | 1983-06-06 | 1986-01-07 | Rose Robert H | Die venting apparatus in molding of thermoset plastic compounds |
| JPS6039408U (ja) | 1983-08-24 | 1985-03-19 | 三菱マテリアル株式会社 | 一部非研削超硬ドリル |
| JPS6048207A (ja) * | 1983-08-25 | 1985-03-15 | Mitsubishi Metal Corp | 超硬ドリルの製造方法 |
| US4499795A (en) | 1983-09-23 | 1985-02-19 | Strata Bit Corporation | Method of drill bit manufacture |
| GB8327581D0 (en) | 1983-10-14 | 1983-11-16 | Stellram Ltd | Thread cutting |
| US4550532A (en) | 1983-11-29 | 1985-11-05 | Tungsten Industries, Inc. | Automated machining method |
| GB8332342D0 (en) | 1983-12-03 | 1984-01-11 | Nl Petroleum Prod | Rotary drill bits |
| US4780274A (en) | 1983-12-03 | 1988-10-25 | Reed Tool Company, Ltd. | Manufacture of rotary drill bits |
| US4592685A (en) | 1984-01-20 | 1986-06-03 | Beere Richard F | Deburring machine |
| JPS60172403A (ja) | 1984-02-17 | 1985-09-05 | Nippon Kokan Kk <Nkk> | 被覆超硬合金チエザ− |
| CA1248519A (en) | 1984-04-03 | 1989-01-10 | Tetsuo Nakai | Composite tool and a process for the production of the same |
| US4525178A (en) | 1984-04-16 | 1985-06-25 | Megadiamond Industries, Inc. | Composite polycrystalline diamond |
| US4539018A (en) | 1984-05-07 | 1985-09-03 | Hughes Tool Company--USA | Method of manufacturing cutter elements for drill bits |
| US4552232A (en) | 1984-06-29 | 1985-11-12 | Spiral Drilling Systems, Inc. | Drill-bit with full offset cutter bodies |
| US4991670A (en) | 1984-07-19 | 1991-02-12 | Reed Tool Company, Ltd. | Rotary drill bit for use in drilling holes in subsurface earth formations |
| US4889017A (en) | 1984-07-19 | 1989-12-26 | Reed Tool Co., Ltd. | Rotary drill bit for use in drilling holes in subsurface earth formations |
| US4554130A (en) | 1984-10-01 | 1985-11-19 | Cdp, Ltd. | Consolidation of a part from separate metallic components |
| US4597456A (en) | 1984-07-23 | 1986-07-01 | Cdp, Ltd. | Conical cutters for drill bits, and processes to produce same |
| JPS6157123U (ru) | 1984-09-19 | 1986-04-17 | ||
| US4605343A (en) | 1984-09-20 | 1986-08-12 | General Electric Company | Sintered polycrystalline diamond compact construction with integral heat sink |
| JPS61110024A (ja) | 1984-11-02 | 1986-05-28 | Mitsubishi Heavy Ind Ltd | 拡散風洞実験における風向制御方法 |
| EP0182759B2 (en) | 1984-11-13 | 1993-12-15 | Santrade Ltd. | Cemented carbide body used preferably for rock drilling and mineral cutting |
| SU1269922A1 (ru) * | 1985-01-02 | 1986-11-15 | Ленинградский Ордена Ленина И Ордена Красного Знамени Механический Институт | Инструмент дл обработки отверстий |
| US4609577A (en) | 1985-01-10 | 1986-09-02 | Armco Inc. | Method of producing weld overlay of austenitic stainless steel |
| GB8501702D0 (en) | 1985-01-23 | 1985-02-27 | Nl Petroleum Prod | Rotary drill bits |
| US4649086A (en) | 1985-02-21 | 1987-03-10 | The United States Of America As Represented By The United States Department Of Energy | Low friction and galling resistant coatings and processes for coating |
| US4630693A (en) | 1985-04-15 | 1986-12-23 | Goodfellow Robert D | Rotary cutter assembly |
| JPS61243103A (ja) | 1985-04-19 | 1986-10-29 | Yoshinobu Kobayashi | 不良導体硬質材料粉末と金属粉末より成る複合材の工具チツプの製法 |
| US4708542A (en) | 1985-04-19 | 1987-11-24 | Greenfield Industries, Inc. | Threading tap |
| US4579713A (en) | 1985-04-25 | 1986-04-01 | Ultra-Temp Corporation | Method for carbon control of carbide preforms |
| SU1292917A1 (ru) | 1985-07-19 | 1987-02-28 | Производственное объединение "Уралмаш" | Способ изготовлени двухслойных изделий |
| AU577958B2 (en) | 1985-08-22 | 1988-10-06 | De Beers Industrial Diamond Division (Proprietary) Limited | Abrasive compact |
| JPS6263005A (ja) | 1985-09-11 | 1987-03-19 | Nachi Fujikoshi Corp | ドリル |
| US4656002A (en) | 1985-10-03 | 1987-04-07 | Roc-Tec, Inc. | Self-sealing fluid die |
| US4686156A (en) | 1985-10-11 | 1987-08-11 | Gte Service Corporation | Coated cemented carbide cutting tool |
| DE3600681A1 (de) | 1985-10-31 | 1987-05-07 | Krupp Gmbh | Hartmetall- oder keramikbohrerrohling sowie verfahren und strangpresswerkzeug zu seiner herstellung |
| SU1350322A1 (ru) | 1985-11-20 | 1987-11-07 | Читинский политехнический институт | Буровое долото |
| DE3601385A1 (de) | 1986-01-18 | 1987-07-23 | Krupp Gmbh | Verfahren zur herstellung von sinterkoerpern mit inneren kanaelen, strangpresswerkzeug zur durchfuehrung des verfahrens und bohrwerkzeug |
| US4749053A (en) | 1986-02-24 | 1988-06-07 | Baker International Corporation | Drill bit having a thrust bearing heat sink |
| US4752159A (en) | 1986-03-10 | 1988-06-21 | Howlett Machine Works | Tapered thread forming apparatus and method |
| EP0237035B1 (en) | 1986-03-13 | 1993-06-09 | Turchan, Manuel C. | Method of and tool for thread mill drilling |
| US4761844A (en) | 1986-03-17 | 1988-08-09 | Turchan Manuel C | Combined hole making and threading tool |
| US5413438A (en) | 1986-03-17 | 1995-05-09 | Turchan; Manuel C. | Combined hole making and threading tool |
| IT1219414B (it) | 1986-03-17 | 1990-05-11 | Centro Speriment Metallurg | Acciaio austenitico avente migliorata resistenza meccanica ed agli agenti aggressivi ad alte temperature |
| JPS62218010A (ja) * | 1986-03-19 | 1987-09-25 | Mitsubishi Metal Corp | 超硬ドリル |
| USRE35538E (en) | 1986-05-12 | 1997-06-17 | Santrade Limited | Sintered body for chip forming machine |
| US4667756A (en) | 1986-05-23 | 1987-05-26 | Hughes Tool Company-Usa | Matrix bit with extended blades |
| JPS62278250A (ja) | 1986-05-26 | 1987-12-03 | Mitsubishi Metal Corp | 分散強化型焼結合金鋼製ねじ転造ダイス |
| US4934040A (en) | 1986-07-10 | 1990-06-19 | Turchan Manuel C | Spindle driver for machine tools |
| JPS6234710A (ja) * | 1986-07-18 | 1987-02-14 | Mitsubishi Metal Corp | 超硬ドリル |
| US4871377A (en) | 1986-07-30 | 1989-10-03 | Frushour Robert H | Composite abrasive compact having high thermal stability and transverse rupture strength |
| US5266415A (en) | 1986-08-13 | 1993-11-30 | Lanxide Technology Company, Lp | Ceramic articles with a modified metal-containing component and methods of making same |
| US4722405A (en) | 1986-10-01 | 1988-02-02 | Dresser Industries, Inc. | Wear compensating rock bit insert |
| DE3751506T2 (de) | 1986-10-20 | 1996-02-22 | Baker Hughes Inc | Verbinden von polikristallinen Diamantformkörpern bei niedrigem Druck. |
| FR2627541B2 (fr) | 1986-11-04 | 1991-04-05 | Vennin Henri | Outil de forage monobloc rotatif |
| US4809903A (en) | 1986-11-26 | 1989-03-07 | United States Of America As Represented By The Secretary Of The Air Force | Method to produce metal matrix composite articles from rich metastable-beta titanium alloys |
| US4744943A (en) | 1986-12-08 | 1988-05-17 | The Dow Chemical Company | Process for the densification of material preforms |
| US4752164A (en) | 1986-12-12 | 1988-06-21 | Teledyne Industries, Inc. | Thread cutting tools |
| JPS63162801A (ja) | 1986-12-26 | 1988-07-06 | Toyo Kohan Co Ltd | 樹脂加工機械用スクリユ−の製造法 |
| SE456408B (sv) | 1987-02-10 | 1988-10-03 | Sandvik Ab | Borr- och gengverktyg |
| SE457334B (sv) * | 1987-04-10 | 1988-12-19 | Ekerot Sven Torbjoern | Borr |
| US5090491A (en) | 1987-10-13 | 1992-02-25 | Eastman Christensen Company | Earth boring drill bit with matrix displacing material |
| JPH01171725A (ja) | 1987-12-23 | 1989-07-06 | O S G Kk | チップカーラ付ねじれ溝タップ |
| US4884477A (en) | 1988-03-31 | 1989-12-05 | Eastman Christensen Company | Rotary drill bit with abrasion and erosion resistant facing |
| US4968348A (en) | 1988-07-29 | 1990-11-06 | Dynamet Technology, Inc. | Titanium diboride/titanium alloy metal matrix microcomposite material and process for powder metal cladding |
| US5593474A (en) | 1988-08-04 | 1997-01-14 | Smith International, Inc. | Composite cemented carbide |
| JP2599972B2 (ja) | 1988-08-05 | 1997-04-16 | 株式会社 チップトン | バリ取り方法 |
| DE3828780A1 (de) | 1988-08-25 | 1990-03-01 | Schmitt M Norbert Dipl Kaufm D | Bohrgewindefraeser |
| US4838366A (en) | 1988-08-30 | 1989-06-13 | Jones A Raymond | Drill bit |
| US4919013A (en) | 1988-09-14 | 1990-04-24 | Eastman Christensen Company | Preformed elements for a rotary drill bit |
| JPH0295506A (ja) * | 1988-09-27 | 1990-04-06 | Mitsubishi Metal Corp | 超硬ドリルおよびその製造方法 |
| US4956012A (en) | 1988-10-03 | 1990-09-11 | Newcomer Products, Inc. | Dispersion alloyed hard metal composites |
| US5010945A (en) | 1988-11-10 | 1991-04-30 | Lanxide Technology Company, Lp | Investment casting technique for the formation of metal matrix composite bodies and products produced thereby |
| US4899838A (en) | 1988-11-29 | 1990-02-13 | Hughes Tool Company | Earth boring bit with convergent cutter bearing |
| JP2890592B2 (ja) * | 1989-01-26 | 1999-05-17 | 住友電気工業株式会社 | 超硬合金製ドリル |
| DE69030988T2 (de) | 1989-02-22 | 1997-10-16 | Sumitomo Electric Industries | Stickstoffenthaltender cermet |
| US4923512A (en) | 1989-04-07 | 1990-05-08 | The Dow Chemical Company | Cobalt-bound tungsten carbide metal matrix composites and cutting tools formed therefrom |
| JPH0373210A (ja) * | 1989-05-25 | 1991-03-28 | G N Tool Kk | 高硬度切削工具及びその製造方法並びに使用方法 |
| JPH0343112A (ja) * | 1989-07-07 | 1991-02-25 | Sumitomo Electric Ind Ltd | 焼結硬質合金製ドリル |
| FR2649630B1 (fr) | 1989-07-12 | 1994-10-28 | Commissariat Energie Atomique | Dispositif de contournement de bavures bloquantes pour un outil d'ebavurage |
| JPH0643100B2 (ja) | 1989-07-21 | 1994-06-08 | 株式会社神戸製鋼所 | 複合部材 |
| DE3939795A1 (de) | 1989-12-01 | 1991-06-06 | Schmitt M Norbert Dipl Kaufm D | Verfahren zur herstellung einer gewindebohrung |
| AT400687B (de) | 1989-12-04 | 1996-02-26 | Plansee Tizit Gmbh | Verfahren und strangpresswerkzeug zur herstellung eines rohlings mit innenliegenden bohrungen |
| US5359772A (en) | 1989-12-13 | 1994-11-01 | Sandvik Ab | Method for manufacture of a roll ring comprising cemented carbide and cast iron |
| US5000273A (en) | 1990-01-05 | 1991-03-19 | Norton Company | Low melting point copper-manganese-zinc alloy for infiltration binder in matrix body rock drill bits |
| DE4001483C2 (de) | 1990-01-19 | 1996-02-15 | Glimpel Emuge Werk | Gewindebohrer mit kegeligem Gewinde |
| DE4001481A1 (de) | 1990-01-19 | 1991-07-25 | Glimpel Emuge Werk | Gewindebohrer mit hinterschliff |
| DE4036040C2 (de) | 1990-02-22 | 2000-11-23 | Deutz Ag | Verschleißfeste Oberflächenpanzerung für die Walzen von Walzenmaschinen, insbesondere von Hochdruck-Walzenpressen |
| JPH02269515A (ja) | 1990-02-28 | 1990-11-02 | Sumitomo Electric Ind Ltd | 超硬切削工具の製造方法 |
| JP2574917B2 (ja) | 1990-03-14 | 1997-01-22 | 株式会社日立製作所 | 耐応力腐食割れ性に優れたオーステナイト鋼及びその用途 |
| US5126206A (en) | 1990-03-20 | 1992-06-30 | Diamonex, Incorporated | Diamond-on-a-substrate for electronic applications |
| JPH03119090U (ru) | 1990-03-22 | 1991-12-09 | ||
| SE9001409D0 (sv) | 1990-04-20 | 1990-04-20 | Sandvik Ab | Metod foer framstaellning av haardmetallkropp foer bergborrverktyg och slitdelar |
| US5049450A (en) | 1990-05-10 | 1991-09-17 | The Perkin-Elmer Corporation | Aluminum and boron nitride thermal spray powder |
| SE9002136D0 (sv) | 1990-06-15 | 1990-06-15 | Sandvik Ab | Cement carbide body for rock drilling, mineral cutting and highway engineering |
| US5030598A (en) | 1990-06-22 | 1991-07-09 | Gte Products Corporation | Silicon aluminum oxynitride material containing boron nitride |
| DE4120165C2 (de) | 1990-07-05 | 1995-01-26 | Friedrichs Konrad Kg | Strangpreßwerkzeug zur Herstellung eines Hartmetall- oder Keramikstabes |
| US5041261A (en) | 1990-08-31 | 1991-08-20 | Gte Laboratories Incorporated | Method for manufacturing ceramic-metal articles |
| US5250367A (en) | 1990-09-17 | 1993-10-05 | Kennametal Inc. | Binder enriched CVD and PVD coated cutting tool |
| US5032352A (en) | 1990-09-21 | 1991-07-16 | Ceracon, Inc. | Composite body formation of consolidated powder metal part |
| US5286685A (en) | 1990-10-24 | 1994-02-15 | Savoie Refractaires | Refractory materials consisting of grains bonded by a binding phase based on aluminum nitride containing boron nitride and/or graphite particles and process for their production |
| DE4034466A1 (de) | 1990-10-30 | 1992-05-07 | Plakoma Planungen Und Konstruk | Vorrichtung zum entfernen von brennbaerten an brennschneidkanten von metallteilen |
| US5092412A (en) | 1990-11-29 | 1992-03-03 | Baker Hughes Incorporated | Earth boring bit with recessed roller bearing |
| US5112162A (en) | 1990-12-20 | 1992-05-12 | Advent Tool And Manufacturing, Inc. | Thread milling cutter assembly |
| US5338135A (en) | 1991-04-11 | 1994-08-16 | Sumitomo Electric Industries, Ltd. | Drill and lock screw employed for fastening the same |
| DE4120166C2 (de) | 1991-06-19 | 1994-10-06 | Friedrichs Konrad Kg | Strangpreßwerkzeug zur Herstellung eines Hartmetall- oder Keramikstabes mit gedrallten Innenbohrungen |
| US5161898A (en) | 1991-07-05 | 1992-11-10 | Camco International Inc. | Aluminide coated bearing elements for roller cutter drill bits |
| JP3331220B2 (ja) | 1991-08-23 | 2002-10-07 | エムエムシーコベルコツール株式会社 | 軸物切削工具用素材 |
| JPH05209247A (ja) | 1991-09-21 | 1993-08-20 | Hitachi Metals Ltd | サーメット合金及びその製造方法 |
| JPH0592329A (ja) * | 1991-09-30 | 1993-04-16 | Yoshinobu Kobayashi | ドリル素材の製法 |
| US5232522A (en) | 1991-10-17 | 1993-08-03 | The Dow Chemical Company | Rapid omnidirectional compaction process for producing metal nitride, carbide, or carbonitride coating on ceramic substrate |
| JP2593936Y2 (ja) | 1992-01-31 | 1999-04-19 | 東芝タンガロイ株式会社 | カッタービット |
| US5281260A (en) | 1992-02-28 | 1994-01-25 | Baker Hughes Incorporated | High-strength tungsten carbide material for use in earth-boring bits |
| US5273380A (en) | 1992-07-31 | 1993-12-28 | Musacchia James E | Drill bit point |
| US5305840A (en) | 1992-09-14 | 1994-04-26 | Smith International, Inc. | Rock bit with cobalt alloy cemented tungsten carbide inserts |
| US5311958A (en) | 1992-09-23 | 1994-05-17 | Baker Hughes Incorporated | Earth-boring bit with an advantageous cutting structure |
| US5376329A (en) | 1992-11-16 | 1994-12-27 | Gte Products Corporation | Method of making composite orifice for melting furnace |
| US5382273A (en) | 1993-01-15 | 1995-01-17 | Kennametal Inc. | Silicon nitride ceramic and cutting tool made thereof |
| US5373907A (en) | 1993-01-26 | 1994-12-20 | Dresser Industries, Inc. | Method and apparatus for manufacturing and inspecting the quality of a matrix body drill bit |
| SE9300376L (sv) | 1993-02-05 | 1994-08-06 | Sandvik Ab | Hårdmetall med bindefasanriktad ytzon och förbättrat eggseghetsuppförande |
| US5560440A (en) | 1993-02-12 | 1996-10-01 | Baker Hughes Incorporated | Bit for subterranean drilling fabricated from separately-formed major components |
| US6068070A (en) | 1997-09-03 | 2000-05-30 | Baker Hughes Incorporated | Diamond enhanced bearing for earth-boring bit |
| CA2158048C (en) | 1993-04-30 | 2005-07-05 | Ellen M. Dubensky | Densified micrograin refractory metal or solid solution (mixed metal) carbide ceramics |
| US5467669A (en) | 1993-05-03 | 1995-11-21 | American National Carbide Company | Cutting tool insert |
| EP0625395B1 (de) | 1993-05-10 | 1995-04-19 | STELLRAM GmbH | Bohrwerkzeug für metallische Werkstoffe |
| NZ266400A (en) | 1993-05-21 | 1997-09-22 | Warman Int Ltd | Casting method for eutectic alloy system: adding particulate material to molten stream to extract heat at point of casting |
| ZA943646B (en) | 1993-05-27 | 1995-01-27 | De Beers Ind Diamond | A method of making an abrasive compact |
| US5326196A (en) | 1993-06-21 | 1994-07-05 | Noll Robert R | Pilot drill bit |
| UA6742C2 (ru) | 1993-06-28 | 1994-12-29 | Мале Підприємство "Композит" | Твердосплавная вставка |
| US5443337A (en) | 1993-07-02 | 1995-08-22 | Katayama; Ichiro | Sintered diamond drill bits and method of making |
| US5351768A (en) | 1993-07-08 | 1994-10-04 | Baker Hughes Incorporated | Earth-boring bit with improved cutting structure |
| US5423899A (en) | 1993-07-16 | 1995-06-13 | Newcomer Products, Inc. | Dispersion alloyed hard metal composites and method for producing same |
| AU7531894A (en) | 1993-07-20 | 1995-02-20 | Gunter, Harald | Roller presses, in particular for crushing strongly abrasive substances |
| IL106697A (en) | 1993-08-15 | 1996-10-16 | Iscar Ltd | A cutting board with an integral lining |
| SE505742C2 (sv) | 1993-09-07 | 1997-10-06 | Sandvik Ab | Gängtapp |
| US5609447A (en) | 1993-11-15 | 1997-03-11 | Rogers Tool Works, Inc. | Surface decarburization of a drill bit |
| US5628837A (en) | 1993-11-15 | 1997-05-13 | Rogers Tool Works, Inc. | Surface decarburization of a drill bit having a refined primary cutting edge |
| US5354155A (en) | 1993-11-23 | 1994-10-11 | Storage Technology Corporation | Drill and reamer for composite material |
| US5590729A (en) | 1993-12-09 | 1997-01-07 | Baker Hughes Incorporated | Superhard cutting structures for earth boring with enhanced stiffness and heat transfer capabilities |
| US5441121A (en) | 1993-12-22 | 1995-08-15 | Baker Hughes, Inc. | Earth boring drill bit with shell supporting an external drilling surface |
| US6073518A (en) | 1996-09-24 | 2000-06-13 | Baker Hughes Incorporated | Bit manufacturing method |
| US6209420B1 (en) | 1994-03-16 | 2001-04-03 | Baker Hughes Incorporated | Method of manufacturing bits, bit components and other articles of manufacture |
| US5433280A (en) | 1994-03-16 | 1995-07-18 | Baker Hughes Incorporated | Fabrication method for rotary bits and bit components and bits and components produced thereby |
| US5452771A (en) | 1994-03-31 | 1995-09-26 | Dresser Industries, Inc. | Rotary drill bit with improved cutter and seal protection |
| US5543235A (en) | 1994-04-26 | 1996-08-06 | Sintermet | Multiple grade cemented carbide articles and a method of making the same |
| US5480272A (en) | 1994-05-03 | 1996-01-02 | Power House Tool, Inc. | Chasing tap with replaceable chasers |
| US5482670A (en) | 1994-05-20 | 1996-01-09 | Hong; Joonpyo | Cemented carbide |
| US5778301A (en) | 1994-05-20 | 1998-07-07 | Hong; Joonpyo | Cemented carbide |
| US5893204A (en) | 1996-11-12 | 1999-04-13 | Dresser Industries, Inc. | Production process for casting steel-bodied bits |
| US5506055A (en) | 1994-07-08 | 1996-04-09 | Sulzer Metco (Us) Inc. | Boron nitride and aluminum thermal spray powder |
| DE4424885A1 (de) | 1994-07-14 | 1996-01-18 | Cerasiv Gmbh | Vollkeramikbohrer |
| SE509218C2 (sv) | 1994-08-29 | 1998-12-21 | Sandvik Ab | Skaftverktyg |
| US5753160A (en) | 1994-10-19 | 1998-05-19 | Ngk Insulators, Ltd. | Method for controlling firing shrinkage of ceramic green body |
| US6051171A (en) | 1994-10-19 | 2000-04-18 | Ngk Insulators, Ltd. | Method for controlling firing shrinkage of ceramic green body |
| JPH08120308A (ja) | 1994-10-26 | 1996-05-14 | Makotoroi Kogyo Kk | 複合超硬合金とその製造法 |
| JPH08209284A (ja) * | 1994-10-31 | 1996-08-13 | Hitachi Metals Ltd | 超硬合金及びその製造方法 |
| US5570978A (en) | 1994-12-05 | 1996-11-05 | Rees; John X. | High performance cutting tools |
| US5762843A (en) | 1994-12-23 | 1998-06-09 | Kennametal Inc. | Method of making composite cermet articles |
| US5541006A (en) | 1994-12-23 | 1996-07-30 | Kennametal Inc. | Method of making composite cermet articles and the articles |
| US5679445A (en) | 1994-12-23 | 1997-10-21 | Kennametal Inc. | Composite cermet articles and method of making |
| US5791833A (en) | 1994-12-29 | 1998-08-11 | Kennametal Inc. | Cutting insert having a chipbreaker for thin chips |
| GB9500659D0 (en) | 1995-01-13 | 1995-03-08 | Camco Drilling Group Ltd | Improvements in or relating to rotary drill bits |
| US5580666A (en) | 1995-01-20 | 1996-12-03 | The Dow Chemical Company | Cemented ceramic article made from ultrafine solid solution powders, method of making same, and the material thereof |
| US5586612A (en) | 1995-01-26 | 1996-12-24 | Baker Hughes Incorporated | Roller cone bit with positive and negative offset and smooth running configuration |
| US5589268A (en) | 1995-02-01 | 1996-12-31 | Kennametal Inc. | Matrix for a hard composite |
| US5603075A (en) | 1995-03-03 | 1997-02-11 | Kennametal Inc. | Corrosion resistant cermet wear parts |
| DE19512146A1 (de) | 1995-03-31 | 1996-10-02 | Inst Neue Mat Gemein Gmbh | Verfahren zur Herstellung von schwindungsangepaßten Keramik-Verbundwerkstoffen |
| JPH08294805A (ja) | 1995-04-25 | 1996-11-12 | Toshiba Tungaloy Co Ltd | 切削工具用チップ |
| SE509207C2 (sv) | 1995-05-04 | 1998-12-14 | Seco Tools Ab | Verktyg för skärande bearbetning |
| WO1996035817A1 (en) | 1995-05-11 | 1996-11-14 | Amic Industries Limited | Cemented carbide |
| US6453899B1 (en) | 1995-06-07 | 2002-09-24 | Ultimate Abrasive Systems, L.L.C. | Method for making a sintered article and products produced thereby |
| US6374932B1 (en) | 2000-04-06 | 2002-04-23 | William J. Brady | Heat management drilling system and method |
| US5704736A (en) | 1995-06-08 | 1998-01-06 | Giannetti; Enrico R. | Dove-tail end mill having replaceable cutter inserts |
| US5697462A (en) | 1995-06-30 | 1997-12-16 | Baker Hughes Inc. | Earth-boring bit having improved cutting structure |
| SE9502687D0 (sv) | 1995-07-24 | 1995-07-24 | Sandvik Ab | CVD coated titanium based carbonitride cutting tool insert |
| US6214134B1 (en) | 1995-07-24 | 2001-04-10 | The United States Of America As Represented By The Secretary Of The Air Force | Method to produce high temperature oxidation resistant metal matrix composites by fiber density grading |
| US5755299A (en) | 1995-08-03 | 1998-05-26 | Dresser Industries, Inc. | Hardfacing with coated diamond particles |
| RU2167262C2 (ru) | 1995-08-03 | 2001-05-20 | Дрессер Индастриз, Инк. | Наплавка твердым сплавом с покрытыми алмазными частицами (варианты), присадочный пруток для наплавки твердым сплавом, способ наплавки твердым сплавом (варианты), коническое шарошечное долото для вращательного бурения (варианты), коническая шарошка |
| US5662183A (en) | 1995-08-15 | 1997-09-02 | Smith International, Inc. | High strength matrix material for PDC drag bits |
| US5641921A (en) | 1995-08-22 | 1997-06-24 | Dennis Tool Company | Low temperature, low pressure, ductile, bonded cermet for enhanced abrasion and erosion performance |
| DE69525248T2 (de) | 1995-08-23 | 2002-09-26 | Toshiba Tungaloy Co. Ltd., Kawasaki | Flächen-kristallines Wolframkarbid enthaltendes Hartmetall, Zusammensetzung zur Herstellung von flächen-kristallines Wolframkarbid und Verfahren zur Herstellung des Hartmetalls |
| US6012882A (en) | 1995-09-12 | 2000-01-11 | Turchan; Manuel C. | Combined hole making, threading, and chamfering tool with staggered thread cutting teeth |
| GB2307918B (en) | 1995-12-05 | 1999-02-10 | Smith International | Pressure molded powder metal "milled tooth" rock bit cone |
| SE513740C2 (sv) | 1995-12-22 | 2000-10-30 | Sandvik Ab | Slitstark hårmetallkropp främst för användning vid bergborrning och mineralbrytning |
| JPH09192930A (ja) | 1996-01-11 | 1997-07-29 | Hitachi Tool Eng Ltd | ねじ切りフライス |
| US5750247A (en) | 1996-03-15 | 1998-05-12 | Kennametal, Inc. | Coated cutting tool having an outer layer of TiC |
| US5664915A (en) | 1996-03-22 | 1997-09-09 | Hawke; Terrence C. | Tap and method of making a tap with selected size limits |
| JP2777104B2 (ja) | 1996-03-25 | 1998-07-16 | 株式会社ヤマナカゴーキン | 転造用ダイス |
| US6390210B1 (en) | 1996-04-10 | 2002-05-21 | Smith International, Inc. | Rolling cone bit with gage and off-gage cutter elements positioned to separate sidewall and bottom hole cutting duty |
| EP0803582B1 (en) | 1996-04-26 | 2002-06-19 | Denso Corporation | Method of stress inducing transformation of austenite stainless steel and method of producing composite magnetic members |
| US5733078A (en) | 1996-06-18 | 1998-03-31 | Osg Corporation | Drilling and threading tool |
| SE511395C2 (sv) * | 1996-07-08 | 1999-09-20 | Sandvik Ab | Svarvbom, förfarande för tillverkning av en svarvbom samt användning av densamma |
| US6353771B1 (en) | 1996-07-22 | 2002-03-05 | Smith International, Inc. | Rapid manufacturing of molds for forming drill bits |
| CA2212197C (en) | 1996-08-01 | 2000-10-17 | Smith International, Inc. | Double cemented carbide inserts |
| US5880382A (en) | 1996-08-01 | 1999-03-09 | Smith International, Inc. | Double cemented carbide composites |
| US5765095A (en) | 1996-08-19 | 1998-06-09 | Smith International, Inc. | Polycrystalline diamond bit manufacturing |
| SE511429C2 (sv) | 1996-09-13 | 1999-09-27 | Seco Tools Ab | Verktyg, skärdel, verktygskropp för skärande bearbetning samt metod för montering av skärdel till verktygskropp |
| US5976707A (en) | 1996-09-26 | 1999-11-02 | Kennametal Inc. | Cutting insert and method of making the same |
| US6063333A (en) | 1996-10-15 | 2000-05-16 | Penn State Research Foundation | Method and apparatus for fabrication of cobalt alloy composite inserts |
| DE19644447C2 (de) | 1996-10-25 | 2001-10-18 | Friedrichs Konrad Kg | Verfahren und Vorrichtung zur kontinuierlichen Extrusion von mit einem wendelförmigen Innenkanal ausgestatteten Stäben aus plastischem Rohmaterial |
| JPH10138033A (ja) | 1996-11-11 | 1998-05-26 | Toshiba Tungaloy Co Ltd | スローアウェイチップ |
| SE510628C2 (sv) | 1996-12-03 | 1999-06-07 | Seco Tools Ab | Verktyg för skärande bearbetning |
| SE507542C2 (sv) | 1996-12-04 | 1998-06-22 | Seco Tools Ab | Fräsverktyg samt skärdel till verktyget |
| US5897830A (en) | 1996-12-06 | 1999-04-27 | Dynamet Technology | P/M titanium composite casting |
| EP0913489B1 (en) | 1996-12-16 | 2009-03-18 | Sumitomo Electric Industries, Limited | Cemented carbide, process for the production thereof, and cemented carbide tools |
| SE510763C2 (sv) | 1996-12-20 | 1999-06-21 | Sandvik Ab | Ämne för ett borr eller en pinnfräs för metallbearbetning |
| JPH10219385A (ja) * | 1997-02-03 | 1998-08-18 | Mitsubishi Materials Corp | 耐摩耗性のすぐれた複合サーメット製切削工具 |
| US5967249A (en) | 1997-02-03 | 1999-10-19 | Baker Hughes Incorporated | Superabrasive cutters with structure aligned to loading and method of drilling |
| WO1998040525A1 (de) | 1997-03-10 | 1998-09-17 | Widia Gmbh | Hartmetall- oder cermet-sinterkörper und verfahren zu dessen herstellung |
| US5873684A (en) | 1997-03-29 | 1999-02-23 | Tool Flo Manufacturing, Inc. | Thread mill having multiple thread cutters |
| GB9708596D0 (en) | 1997-04-29 | 1997-06-18 | Richard Lloyd Limited | Tap tools |
| JP4945814B2 (ja) | 1997-05-13 | 2012-06-06 | アロメット コーポレイション | タフコートされた硬い粉末およびその焼結製品 |
| US5865571A (en) | 1997-06-17 | 1999-02-02 | Norton Company | Non-metallic body cutting tools |
| DE29712266U1 (de) | 1997-07-11 | 1997-09-11 | Siemens AG, 80333 München | Numerische Steuerung für Werkzeugmaschinen, Roboter o.dgl. |
| US6109377A (en) | 1997-07-15 | 2000-08-29 | Kennametal Inc. | Rotatable cutting bit assembly with cutting inserts |
| US6607835B2 (en) | 1997-07-31 | 2003-08-19 | Smith International, Inc. | Composite constructions with ordered microstructure |
| US6022175A (en) | 1997-08-27 | 2000-02-08 | Kennametal Inc. | Elongate rotary tool comprising a cermet having a Co-Ni-Fe binder |
| SE9703204L (sv) | 1997-09-05 | 1999-03-06 | Sandvik Ab | Verktyg för borrning/fräsning av kretskortsmaterial |
| US5890852A (en) | 1998-03-17 | 1999-04-06 | Emerson Electric Company | Thread cutting die and method of manufacturing same |
| DE19806864A1 (de) | 1998-02-19 | 1999-08-26 | Beck August Gmbh Co | Reibwerkzeug und Verfahren zu dessen Herstellung |
| EP1064035B1 (en) | 1998-03-23 | 2003-11-26 | ELAN CORPORATION, Plc | Drug delivery device |
| JPH11300516A (ja) | 1998-04-22 | 1999-11-02 | Mitsubishi Materials Corp | 耐摩耗性のすぐれた超硬合金製エンドミル |
| JP3457178B2 (ja) | 1998-04-30 | 2003-10-14 | 株式会社田野井製作所 | 切削タップ |
| US6109677A (en) | 1998-05-28 | 2000-08-29 | Sez North America, Inc. | Apparatus for handling and transporting plate like substrates |
| US6395108B2 (en) | 1998-07-08 | 2002-05-28 | Recherche Et Developpement Du Groupe Cockerill Sambre | Flat product, such as sheet, made of steel having a high yield strength and exhibiting good ductility and process for manufacturing this product |
| US6220117B1 (en) | 1998-08-18 | 2001-04-24 | Baker Hughes Incorporated | Methods of high temperature infiltration of drill bits and infiltrating binder |
| US6241036B1 (en) | 1998-09-16 | 2001-06-05 | Baker Hughes Incorporated | Reinforced abrasive-impregnated cutting elements, drill bits including same |
| US6287360B1 (en) | 1998-09-18 | 2001-09-11 | Smith International, Inc. | High-strength matrix body |
| GB9822979D0 (en) | 1998-10-22 | 1998-12-16 | Camco Int Uk Ltd | Methods of manufacturing rotary drill bits |
| JP3559717B2 (ja) | 1998-10-29 | 2004-09-02 | トヨタ自動車株式会社 | エンジンバルブの製造方法 |
| US6651757B2 (en) | 1998-12-07 | 2003-11-25 | Smith International, Inc. | Toughness optimized insert for rock and hammer bits |
| GB2384017B (en) | 1999-01-12 | 2003-10-15 | Baker Hughes Inc | Earth drilling device with oscillating rotary drag bit |
| US6454030B1 (en) | 1999-01-25 | 2002-09-24 | Baker Hughes Incorporated | Drill bits and other articles of manufacture including a layer-manufactured shell integrally secured to a cast structure and methods of fabricating same |
| US6260636B1 (en) | 1999-01-25 | 2001-07-17 | Baker Hughes Incorporated | Rotary-type earth boring drill bit, modular bearing pads therefor and methods |
| US6200514B1 (en) | 1999-02-09 | 2001-03-13 | Baker Hughes Incorporated | Process of making a bit body and mold therefor |
| DE19907118C1 (de) | 1999-02-19 | 2000-05-25 | Krauss Maffei Kunststofftech | Spritzgießvorrichtung für metallische Werkstoffe |
| DE19907749A1 (de) | 1999-02-23 | 2000-08-24 | Kennametal Inc | Gesinterter Hartmetallkörper und dessen Verwendung |
| US6254658B1 (en) | 1999-02-24 | 2001-07-03 | Mitsubishi Materials Corporation | Cemented carbide cutting tool |
| SE9900738D0 (sv) | 1999-03-02 | 1999-03-02 | Sandvik Ab | Tool for wood working |
| EP1165929A1 (en) | 1999-03-03 | 2002-01-02 | Earth Tool Company L.L.C. | Method and apparatus for directional boring |
| US6135218A (en) | 1999-03-09 | 2000-10-24 | Camco International Inc. | Fixed cutter drill bits with thin, integrally formed wear and erosion resistant surfaces |
| SE519106C2 (sv) | 1999-04-06 | 2003-01-14 | Sandvik Ab | Sätt att tillverka submikron hårdmetall med ökad seghet |
| JP2000296403A (ja) | 1999-04-12 | 2000-10-24 | Sumitomo Electric Ind Ltd | 複合多結晶体切削工具およびその製造方法 |
| SE516071C2 (sv) | 1999-04-26 | 2001-11-12 | Sandvik Ab | Hårdmetallskär belagt med en slitstark beläggning |
| SE519603C2 (sv) | 1999-05-04 | 2003-03-18 | Sandvik Ab | Sätt att framställa hårdmetall av pulver WC och Co legerat med korntillväxthämmare |
| US6248149B1 (en) | 1999-05-11 | 2001-06-19 | Baker Hughes Incorporated | Hardfacing composition for earth-boring bits using macrocrystalline tungsten carbide and spherical cast carbide |
| US6302224B1 (en) | 1999-05-13 | 2001-10-16 | Halliburton Energy Services, Inc. | Drag-bit drilling with multi-axial tooth inserts |
| CN1177947C (zh) | 1999-06-11 | 2004-12-01 | 株式会社丰田中央研究所 | 钛合金及其制备方法 |
| JP2000355725A (ja) * | 1999-06-16 | 2000-12-26 | Mitsubishi Materials Corp | 先端切刃面の面摩耗が一様な超硬合金製ドリル |
| SE517447C2 (sv) | 1999-06-29 | 2002-06-04 | Seco Tools Ab | Gängfräs med därför avsett skär |
| SE519135C2 (sv) * | 1999-07-02 | 2003-01-21 | Seco Tools Ab | Verktyg för spånavskiljande bearbetning innefattande en relativt seg kärna ansluten till en relativt slitstark periferi |
| SE514558C2 (sv) | 1999-07-02 | 2001-03-12 | Seco Tools Ab | Metod och anordning för att tillverka ett verktyg |
| US6461401B1 (en) | 1999-08-12 | 2002-10-08 | Smith International, Inc. | Composition for binder material particularly for drill bit bodies |
| US6375706B2 (en) | 1999-08-12 | 2002-04-23 | Smith International, Inc. | Composition for binder material particularly for drill bit bodies |
| AT407393B (de) | 1999-09-22 | 2001-02-26 | Electrovac | Verfahren zur herstellung eines metall-matrix-composite (mmc-) bauteiles |
| SE9903685L (sv) | 1999-10-14 | 2001-04-15 | Seco Tools Ab | Verktyg för roterande skärande bearbetning, verktygsspets samt metod för tillverkning av verktygsspetsen |
| JP2001131713A (ja) | 1999-11-05 | 2001-05-15 | Nisshin Steel Co Ltd | Ti含有超高強度準安定オーステナイト系ステンレス鋼材および製造法 |
| WO2001045882A2 (en) | 1999-11-16 | 2001-06-28 | Triton Systems, Inc. | Laser fabrication of discontinuously reinforced metal matrix composites |
| IL140024A0 (en) | 1999-12-03 | 2002-02-10 | Sumitomo Electric Industries | Coated pcbn cutting tools |
| US6345941B1 (en) | 2000-02-23 | 2002-02-12 | Ati Properties, Inc. | Thread milling tool having helical flutes |
| US6454027B1 (en) | 2000-03-09 | 2002-09-24 | Smith International, Inc. | Polycrystalline diamond carbide composites |
| JP3457248B2 (ja) | 2000-03-09 | 2003-10-14 | 株式会社田野井製作所 | 盛上げタップ及びねじ加工方法 |
| US6425716B1 (en) | 2000-04-13 | 2002-07-30 | Harold D. Cook | Heavy metal burr tool |
| US6767505B2 (en) | 2000-07-12 | 2004-07-27 | Utron Inc. | Dynamic consolidation of powders using a pulsed energy source |
| DE10034742A1 (de) | 2000-07-17 | 2002-01-31 | Hilti Ag | Werkzeug mit zugeordnetem Schlagwerkzeug |
| US6474425B1 (en) | 2000-07-19 | 2002-11-05 | Smith International, Inc. | Asymmetric diamond impregnated drill bit |
| WO2002020633A1 (en) | 2000-09-05 | 2002-03-14 | Dainippon Ink And Chemicals, Inc. | Unsaturated polyester resin composition |
| US6592985B2 (en) | 2000-09-20 | 2003-07-15 | Camco International (Uk) Limited | Polycrystalline diamond partially depleted of catalyzing material |
| SE520412C2 (sv) | 2000-10-24 | 2003-07-08 | Sandvik Ab | Roterbart verktyg med utbytbar skärdel vid verktygets spånavverkande fria ände |
| SE522845C2 (sv) | 2000-11-22 | 2004-03-09 | Sandvik Ab | Sätt att tillverka ett skär sammansatt av olika hårdmetallsorter |
| JP2002166326A (ja) | 2000-12-01 | 2002-06-11 | Kinichi Miyagawa | 管用ねじ切り工具、及び、その管用ねじ切り工具に使用されるチップ |
| JP2002173742A (ja) | 2000-12-04 | 2002-06-21 | Nisshin Steel Co Ltd | 形状平坦度に優れた高強度オーステナイト系ステンレス鋼帯およびその製造方法 |
| KR100611037B1 (ko) | 2000-12-20 | 2006-08-10 | 가부시키 가이샤 도요타 츄오 겐큐쇼 | 고탄성 변형능을 갖는 티타늄 합금 및 그 제조 방법 |
| US6454028B1 (en) | 2001-01-04 | 2002-09-24 | Camco International (U.K.) Limited | Wear resistant drill bit |
| US7090731B2 (en) | 2001-01-31 | 2006-08-15 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | High strength steel sheet having excellent formability and method for production thereof |
| JP3648205B2 (ja) | 2001-03-23 | 2005-05-18 | 独立行政法人石油天然ガス・金属鉱物資源機構 | 石油掘削用トリコンビットのインサートチップおよびその製造方法ならびに石油掘削用トリコンビット |
| JP4485705B2 (ja) | 2001-04-20 | 2010-06-23 | 株式会社タンガロイ | 掘削用ビット及びケーシングカッタ |
| WO2002090097A1 (en) | 2001-04-27 | 2002-11-14 | Kabushiki Kaisha Toyota Chuo Kenkyusho | Composite powder filling method and composite powder filling device, and composite powder molding method and composite powder molding device |
| GB2374885B (en) | 2001-04-27 | 2003-05-14 | Smith International | Method for hardfacing roller cone drill bit legs using a D-gun hardfacing application technique |
| US7014719B2 (en) | 2001-05-15 | 2006-03-21 | Nisshin Steel Co., Ltd. | Austenitic stainless steel excellent in fine blankability |
| ITRM20010320A1 (it) | 2001-06-08 | 2002-12-09 | Ct Sviluppo Materiali Spa | Procedimento per la produzione di un composito a base di lega di titanio rinforzato con carburo di titanio, e composito rinforzato cosi' ott |
| JP2003089831A (ja) | 2001-07-12 | 2003-03-28 | Komatsu Ltd | 銅系焼結摺動材料および複層焼結摺動部材 |
| DE10135790B4 (de) | 2001-07-23 | 2005-07-14 | Kennametal Inc. | Feinkörniges Sinterhartmetall und seine Verwendung |
| DE10136293B4 (de) | 2001-07-25 | 2006-03-09 | Wilhelm Fette Gmbh | Gewindeformer oder -bohrer |
| JP2003041341A (ja) | 2001-08-02 | 2003-02-13 | Sumitomo Metal Ind Ltd | 高靱性を有する鋼材およびそれを用いた鋼管の製造方法 |
| JP2003073799A (ja) | 2001-09-03 | 2003-03-12 | Fuji Oozx Inc | チタン系材料の表面処理方法 |
| ES2280396T3 (es) | 2001-09-05 | 2007-09-16 | Courtoy N.V. | Prensa de comprimidos rotativa y procedimiento para la limpieza de dicha prensa. |
| EP1308528B1 (en) | 2001-10-22 | 2005-04-06 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Alfa-beta type titanium alloy |
| SE0103752L (sv) | 2001-11-13 | 2003-05-14 | Sandvik Ab | Roterbart verktyg för spånavskiljande bearbetning jämte skärdel härtill |
| US20030094730A1 (en) | 2001-11-16 | 2003-05-22 | Varel International, Inc. | Method and fabricating tools for earth boring |
| DE10157487C1 (de) | 2001-11-23 | 2003-06-18 | Sgl Carbon Ag | Faserverstärkter Verbundkörper für Schutzpanzerungen, seine Herstellung und Verwendungen |
| WO2003049889A2 (en) | 2001-12-05 | 2003-06-19 | Baker Hughes Incorporated | Consolidated hard materials, methods of manufacture, and applications |
| KR20030052618A (ko) | 2001-12-21 | 2003-06-27 | 대우종합기계 주식회사 | 초경합금 접합체의 제조방법 |
| WO2003068503A1 (en) | 2002-02-14 | 2003-08-21 | Iowa State University Research Foundation, Inc. | Novel friction and wear-resistant coatings for tools, dies and microelectromechanical systems |
| US7381283B2 (en) | 2002-03-07 | 2008-06-03 | Yageo Corporation | Method for reducing shrinkage during sintering low-temperature-cofired ceramics |
| JP3632672B2 (ja) | 2002-03-08 | 2005-03-23 | 住友金属工業株式会社 | 耐水蒸気酸化性に優れたオーステナイト系ステンレス鋼管およびその製造方法 |
| US6782958B2 (en) | 2002-03-28 | 2004-08-31 | Smith International, Inc. | Hardfacing for milled tooth drill bits |
| JP2003306739A (ja) | 2002-04-19 | 2003-10-31 | Hitachi Tool Engineering Ltd | 超硬合金及びその超硬合金を用いた工具 |
| SE526171C2 (sv) | 2002-04-25 | 2005-07-19 | Sandvik Ab | Verktyg samt i verktyget ingående skärhuvud vilket är säkrat mot rotation |
| US6688988B2 (en) | 2002-06-04 | 2004-02-10 | Balax, Inc. | Looking thread cold forming tool |
| JP4280539B2 (ja) | 2002-06-07 | 2009-06-17 | 東邦チタニウム株式会社 | チタン合金の製造方法 |
| US7410610B2 (en) | 2002-06-14 | 2008-08-12 | General Electric Company | Method for producing a titanium metallic composition having titanium boride particles dispersed therein |
| JP3945455B2 (ja) | 2002-07-17 | 2007-07-18 | 株式会社豊田中央研究所 | 粉末成形体、粉末成形方法、金属焼結体およびその製造方法 |
| US6766870B2 (en) | 2002-08-21 | 2004-07-27 | Baker Hughes Incorporated | Mechanically shaped hardfacing cutting/wear structures |
| US6799648B2 (en) | 2002-08-27 | 2004-10-05 | Applied Process, Inc. | Method of producing downhole drill bits with integral carbide studs |
| CA2497760C (en) | 2002-09-04 | 2009-12-22 | Intermet Corporation | A machinable austempered cast iron article having improved machinability, fatigue performance, and resistance to environmental cracking and a method of making the same |
| US7250069B2 (en) | 2002-09-27 | 2007-07-31 | Smith International, Inc. | High-strength, high-toughness matrix bit bodies |
| US6742608B2 (en) | 2002-10-04 | 2004-06-01 | Henry W. Murdoch | Rotary mine drilling bit for making blast holes |
| US20050103404A1 (en) | 2003-01-28 | 2005-05-19 | Yieh United Steel Corp. | Low nickel containing chromim-nickel-mananese-copper austenitic stainless steel |
| JP2004160591A (ja) * | 2002-11-12 | 2004-06-10 | Sumitomo Electric Ind Ltd | 回転工具 |
| JP3834544B2 (ja) | 2002-11-29 | 2006-10-18 | オーエスジー株式会社 | タップ、およびその製造方法 |
| JP4028368B2 (ja) | 2002-12-06 | 2007-12-26 | 日立ツール株式会社 | 表面被覆超硬合金製切削工具 |
| EP1569806A2 (en) | 2002-12-06 | 2005-09-07 | Ikonics Corporation | Metal engraving method, article, and apparatus |
| MX256798B (es) | 2002-12-12 | 2008-05-02 | Oreal | Dispersiones de polimeros en medio organico y composiciones que las comprenden. |
| JP4221569B2 (ja) | 2002-12-12 | 2009-02-12 | 住友金属工業株式会社 | オーステナイト系ステンレス鋼 |
| US20040228695A1 (en) | 2003-01-01 | 2004-11-18 | Clauson Luke W. | Methods and devices for adjusting the shape of a rotary bit |
| US6892793B2 (en) | 2003-01-08 | 2005-05-17 | Alcoa Inc. | Caster roll |
| US7044243B2 (en) | 2003-01-31 | 2006-05-16 | Smith International, Inc. | High-strength/high-toughness alloy steel drill bit blank |
| US20060032677A1 (en) | 2003-02-12 | 2006-02-16 | Smith International, Inc. | Novel bits and cutting structures |
| US7147413B2 (en) | 2003-02-27 | 2006-12-12 | Kennametal Inc. | Precision cemented carbide threading tap |
| UA63469C2 (en) | 2003-04-23 | 2006-01-16 | V M Bakul Inst For Superhard M | Diamond-hard-alloy plate |
| GB2401114B (en) | 2003-05-02 | 2005-10-19 | Smith International | Compositions having enhanced wear resistance |
| SE526387C2 (sv) | 2003-05-08 | 2005-09-06 | Seco Tools Ab | Borr för spånavskiljande bearbetning med alla delar utförda i ett material samt med innesluten spolkanal |
| US20040234820A1 (en) | 2003-05-23 | 2004-11-25 | Kennametal Inc. | Wear-resistant member having a hard composite comprising hard constituents held in an infiltrant matrix |
| US7048081B2 (en) | 2003-05-28 | 2006-05-23 | Baker Hughes Incorporated | Superabrasive cutting element having an asperital cutting face and drill bit so equipped |
| US7270679B2 (en) | 2003-05-30 | 2007-09-18 | Warsaw Orthopedic, Inc. | Implants based on engineered metal matrix composite materials having enhanced imaging and wear resistance |
| US20040245024A1 (en) | 2003-06-05 | 2004-12-09 | Kembaiyan Kumar T. | Bit body formed of multiple matrix materials and method for making the same |
| US7625521B2 (en) | 2003-06-05 | 2009-12-01 | Smith International, Inc. | Bonding of cutters in drill bits |
| US20040244540A1 (en) | 2003-06-05 | 2004-12-09 | Oldham Thomas W. | Drill bit body with multiple binders |
| SE526567C2 (sv) | 2003-07-16 | 2005-10-11 | Sandvik Intellectual Property | Stödlist för långhålsborr med slityta i avvikande färg |
| US20050084407A1 (en) | 2003-08-07 | 2005-04-21 | Myrick James J. | Titanium group powder metallurgy |
| JP2005111581A (ja) | 2003-10-03 | 2005-04-28 | Mitsubishi Materials Corp | 穿孔工具 |
| JP4498847B2 (ja) | 2003-11-07 | 2010-07-07 | 新日鐵住金ステンレス株式会社 | 加工性に優れたオ−ステナイト系高Mnステンレス鋼 |
| DE10354679A1 (de) | 2003-11-22 | 2005-06-30 | Khd Humboldt Wedag Ag | Mahlwalze für die Druckzerkleinerung körnigen Gutes |
| DE10356470B4 (de) | 2003-12-03 | 2009-07-30 | Kennametal Inc. | Zirkonium und Niob enthaltender Hartmetallkörper und Verfahren zu seiner Herstellung und seine Verwendung |
| KR20050055268A (ko) | 2003-12-06 | 2005-06-13 | 한국오에스지 주식회사 | 초경합금을 이용한 나사전조 다이스의 제조방법 및초경합금 나사전조다이스 |
| US7384443B2 (en) * | 2003-12-12 | 2008-06-10 | Tdy Industries, Inc. | Hybrid cemented carbide composites |
| EP2562285B1 (en) | 2004-01-29 | 2017-05-03 | JFE Steel Corporation | Austenitic-ferritic stainless steel |
| JP2005281855A (ja) | 2004-03-04 | 2005-10-13 | Daido Steel Co Ltd | 耐熱オーステナイト系ステンレス鋼及びその製造方法 |
| US20050268746A1 (en) | 2004-04-19 | 2005-12-08 | Stanley Abkowitz | Titanium tungsten alloys produced by additions of tungsten nanopowder |
| US7267543B2 (en) | 2004-04-27 | 2007-09-11 | Concurrent Technologies Corporation | Gated feed shoe |
| US20080101977A1 (en) | 2005-04-28 | 2008-05-01 | Eason Jimmy W | Sintered bodies for earth-boring rotary drill bits and methods of forming the same |
| US20050211475A1 (en) | 2004-04-28 | 2005-09-29 | Mirchandani Prakash K | Earth-boring bits |
| SE527475C2 (sv) | 2004-05-04 | 2006-03-21 | Sandvik Intellectual Property | Metod och anordning för tillverkning av ett borrämne eller fräsämne |
| US20060016521A1 (en) | 2004-07-22 | 2006-01-26 | Hanusiak William M | Method for manufacturing titanium alloy wire with enhanced properties |
| US7125207B2 (en) | 2004-08-06 | 2006-10-24 | Kennametal Inc. | Tool holder with integral coolant channel and locking screw therefor |
| US7244519B2 (en) | 2004-08-20 | 2007-07-17 | Tdy Industries, Inc. | PVD coated ruthenium featured cutting tools |
| EP1783807A1 (en) | 2004-08-25 | 2007-05-09 | Kabushiki Kaisha Toshiba | Image display device and manufacturing method thereof |
| JP4468767B2 (ja) | 2004-08-26 | 2010-05-26 | 日本碍子株式会社 | セラミックス成形体の割掛率制御方法 |
| US7754333B2 (en) | 2004-09-21 | 2010-07-13 | Smith International, Inc. | Thermally stable diamond polycrystalline diamond constructions |
| US7524351B2 (en) | 2004-09-30 | 2009-04-28 | Intel Corporation | Nano-sized metals and alloys, and methods of assembling packages containing same |
| UA6742U (en) | 2004-11-11 | 2005-05-16 | Illich Mariupol Metallurg Inte | A method for the out-of-furnace cast iron processing with powdered wire |
| US7513320B2 (en) | 2004-12-16 | 2009-04-07 | Tdy Industries, Inc. | Cemented carbide inserts for earth-boring bits |
| SE528008C2 (sv) | 2004-12-28 | 2006-08-01 | Outokumpu Stainless Ab | Austenitiskt rostfritt stål och stålprodukt |
| SE528671C2 (sv) | 2005-01-31 | 2007-01-16 | Sandvik Intellectual Property | Hårdmetallskär för seghetskrävande korthålsborrning samt förfarande för att framställa detsamma |
| JP5221951B2 (ja) | 2005-03-28 | 2013-06-26 | 京セラ株式会社 | 超硬合金および切削工具 |
| US8637127B2 (en) | 2005-06-27 | 2014-01-28 | Kennametal Inc. | Composite article with coolant channels and tool fabrication method |
| US7687156B2 (en) * | 2005-08-18 | 2010-03-30 | Tdy Industries, Inc. | Composite cutting inserts and methods of making the same |
| US7776256B2 (en) | 2005-11-10 | 2010-08-17 | Baker Huges Incorporated | Earth-boring rotary drill bits and methods of manufacturing earth-boring rotary drill bits having particle-matrix composite bit bodies |
| US7703555B2 (en) | 2005-09-09 | 2010-04-27 | Baker Hughes Incorporated | Drilling tools having hardfacing with nickel-based matrix materials and hard particles |
| US7887747B2 (en) | 2005-09-12 | 2011-02-15 | Sanalloy Industry Co., Ltd. | High strength hard alloy and method of preparing the same |
| US7604073B2 (en) | 2005-10-11 | 2009-10-20 | Us Synthetic Corporation | Cutting element apparatuses, drill bits including same, methods of cutting, and methods of rotating a cutting element |
| US20070082229A1 (en) | 2005-10-11 | 2007-04-12 | Mirchandani Rajini P | Biocompatible cemented carbide articles and methods of making the same |
| US7913779B2 (en) | 2005-11-10 | 2011-03-29 | Baker Hughes Incorporated | Earth-boring rotary drill bits including bit bodies having boron carbide particles in aluminum or aluminum-based alloy matrix materials, and methods for forming such bits |
| US7784567B2 (en) | 2005-11-10 | 2010-08-31 | Baker Hughes Incorporated | Earth-boring rotary drill bits including bit bodies comprising reinforced titanium or titanium-based alloy matrix materials, and methods for forming such bits |
| US7802495B2 (en) | 2005-11-10 | 2010-09-28 | Baker Hughes Incorporated | Methods of forming earth-boring rotary drill bits |
| US20070151769A1 (en) | 2005-11-23 | 2007-07-05 | Smith International, Inc. | Microwave sintering |
| US8141665B2 (en) | 2005-12-14 | 2012-03-27 | Baker Hughes Incorporated | Drill bits with bearing elements for reducing exposure of cutters |
| RU2432445C2 (ru) | 2006-04-27 | 2011-10-27 | Ти Ди Уай Индастриз, Инк. | Модульное буровое долото с неподвижными режущими элементами, корпус данного модульного бурового долота и способы их изготовления |
| US7832456B2 (en) | 2006-04-28 | 2010-11-16 | Halliburton Energy Services, Inc. | Molds and methods of forming molds associated with manufacture of rotary drill bits and other downhole tools |
| US7575620B2 (en) | 2006-06-05 | 2009-08-18 | Kennametal Inc. | Infiltrant matrix powder and product using such powder |
| DE102006030661B4 (de) | 2006-07-04 | 2009-02-05 | Profiroll Technologies Gmbh | Hartmetallisches Profilwalzwerkzeug |
| US20080011519A1 (en) | 2006-07-17 | 2008-01-17 | Baker Hughes Incorporated | Cemented tungsten carbide rock bit cone |
| CN101522930B (zh) | 2006-10-25 | 2012-07-18 | Tdy工业公司 | 具有改进的抗热开裂性的制品 |
| UA23749U (en) | 2006-12-18 | 2007-06-11 | Volodymyr Dal East Ukrainian N | Sludge shutter |
| US7625157B2 (en) | 2007-01-18 | 2009-12-01 | Kennametal Inc. | Milling cutter and milling insert with coolant delivery |
| DE102007006943A1 (de) | 2007-02-13 | 2008-08-14 | Robert Bosch Gmbh | Schneidelement für einen Gesteinsbohrer und ein Verfahren zur Herstellung eines Schneidelements für einen Gesteinsbohrer |
| US8512882B2 (en) | 2007-02-19 | 2013-08-20 | TDY Industries, LLC | Carbide cutting insert |
| US7846551B2 (en) | 2007-03-16 | 2010-12-07 | Tdy Industries, Inc. | Composite articles |
| US20090136308A1 (en) | 2007-11-27 | 2009-05-28 | Tdy Industries, Inc. | Rotary Burr Comprising Cemented Carbide |
| US8221517B2 (en) | 2008-06-02 | 2012-07-17 | TDY Industries, LLC | Cemented carbide—metallic alloy composites |
| US20090301788A1 (en) | 2008-06-10 | 2009-12-10 | Stevens John H | Composite metal, cemented carbide bit construction |
| US8025112B2 (en) | 2008-08-22 | 2011-09-27 | Tdy Industries, Inc. | Earth-boring bits and other parts including cemented carbide |
| US8322465B2 (en) | 2008-08-22 | 2012-12-04 | TDY Industries, LLC | Earth-boring bit parts including hybrid cemented carbides and methods of making the same |
| US8827606B2 (en) * | 2009-02-10 | 2014-09-09 | Kennametal Inc. | Multi-piece drill head and drill including the same |
| US8272816B2 (en) | 2009-05-12 | 2012-09-25 | TDY Industries, LLC | Composite cemented carbide rotary cutting tools and rotary cutting tool blanks |
| US8308096B2 (en) | 2009-07-14 | 2012-11-13 | TDY Industries, LLC | Reinforced roll and method of making same |
| US9643236B2 (en) | 2009-11-11 | 2017-05-09 | Landis Solutions Llc | Thread rolling die and method of making same |
| EP2571646A4 (en) | 2010-05-20 | 2016-10-05 | Baker Hughes Inc | METHODS OF FORMING AT LEAST ONE PART OF LAND DRILLING TOOLS |
| RU2012155102A (ru) | 2010-05-20 | 2014-06-27 | Бейкер Хьюз Инкорпорейтед | Способ формирования по меньшей мере части бурильного инструмента и изделия, сформированные таким способом |
| EP2571648A4 (en) | 2010-05-20 | 2016-10-05 | Baker Hughes Inc | METHODS OF FORMING AT LEAST ONE PART OF GROUND DRILLING TOOLS, AND ARTICLES FORMED BY SUCH METHODS |
-
2009
- 2009-05-12 US US12/464,607 patent/US8272816B2/en active Active
-
2010
- 2010-04-22 JP JP2012510820A patent/JP5753532B2/ja active Active
- 2010-04-22 EP EP10719474.8A patent/EP2430203B1/en active Active
- 2010-04-22 RU RU2011150215/02A patent/RU2536015C2/ru not_active IP Right Cessation
- 2010-04-22 WO PCT/US2010/032002 patent/WO2010132185A1/en active Application Filing
- 2010-04-22 BR BRPI1010542A patent/BRPI1010542A8/pt not_active IP Right Cessation
- 2010-04-22 CA CA2759259A patent/CA2759259A1/en not_active Abandoned
- 2010-04-22 KR KR1020117029334A patent/KR20120016643A/ko not_active Application Discontinuation
- 2010-04-22 CN CN201080031372.0A patent/CN102459667B/zh active Active
- 2010-04-22 EP EP15182600.5A patent/EP3072983A1/en not_active Withdrawn
- 2010-04-22 SG SG2011083078A patent/SG176007A1/en unknown
- 2010-04-22 AU AU2010248039A patent/AU2010248039A1/en not_active Abandoned
- 2010-04-22 MX MX2011011601A patent/MX2011011601A/es not_active Application Discontinuation
- 2010-05-12 TW TW099115145A patent/TW201102442A/zh unknown
-
2011
- 2011-10-26 IL IL215948A patent/IL215948A0/en active IP Right Grant
-
2012
- 2012-07-17 US US13/550,690 patent/US8876443B2/en active Active
- 2012-08-22 US US13/591,282 patent/US9435010B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2094173C1 (ru) * | 1991-09-25 | 1997-10-27 | Акционерное общество Научно-производственное объединение "НЭВЗ" | Способ изготовления биметаллических дисковых фрез |
| RU2106932C1 (ru) * | 1992-02-21 | 1998-03-20 | Сандвик Аб | Режущая пластина из твердого сплава и способ ее изготовления |
| US6511265B1 (en) * | 1999-12-14 | 2003-01-28 | Ati Properties, Inc. | Composite rotary tool and tool fabrication method |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2430203A1 (en) | 2012-03-21 |
| KR20120016643A (ko) | 2012-02-24 |
| US20120282051A1 (en) | 2012-11-08 |
| RU2011150215A (ru) | 2013-06-20 |
| SG176007A1 (en) | 2011-12-29 |
| JP2012526664A (ja) | 2012-11-01 |
| CA2759259A1 (en) | 2010-11-18 |
| JP5753532B2 (ja) | 2015-07-22 |
| BRPI1010542A8 (pt) | 2016-09-13 |
| MX2011011601A (es) | 2011-12-06 |
| US20120321498A1 (en) | 2012-12-20 |
| EP3072983A1 (en) | 2016-09-28 |
| US8272816B2 (en) | 2012-09-25 |
| IL215948A0 (en) | 2012-01-31 |
| US9435010B2 (en) | 2016-09-06 |
| CN102459667B (zh) | 2014-10-29 |
| US20100290849A1 (en) | 2010-11-18 |
| TW201102442A (en) | 2011-01-16 |
| BRPI1010542A2 (pt) | 2016-03-15 |
| CN102459667A (zh) | 2012-05-16 |
| US8876443B2 (en) | 2014-11-04 |
| WO2010132185A1 (en) | 2010-11-18 |
| EP2430203B1 (en) | 2015-10-28 |
| AU2010248039A1 (en) | 2011-11-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2536015C2 (ru) | Композитные вращающиеся режущие инструменты из цементированного карбида и заготовки для вращающегося режущего инструмента | |
| EP1244531B1 (en) | Composite rotary tool and tool fabrication method | |
| US8790439B2 (en) | Composite sintered powder metal articles | |
| EP1915227B1 (en) | Composite cutting inserts | |
| EP2533922B1 (en) | Superhard tool tip and use thereof | |
| US20120103701A1 (en) | Contoured pcd and pcbn segments for cutting tools containing such segments | |
| WO2014018235A2 (en) | Composite sintered powder metal articles | |
| Rosso et al. | Focus on carbide-tipped circular saws when cutting stainless steel and special alloys |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| HZ9A | Changing address for correspondence with an applicant | ||
| HZ9A | Changing address for correspondence with an applicant | ||
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20150423 |