RU2465069C1 - Установка для лакирования изделий - Google Patents
Установка для лакирования изделий Download PDFInfo
- Publication number
- RU2465069C1 RU2465069C1 RU2011124144/05A RU2011124144A RU2465069C1 RU 2465069 C1 RU2465069 C1 RU 2465069C1 RU 2011124144/05 A RU2011124144/05 A RU 2011124144/05A RU 2011124144 A RU2011124144 A RU 2011124144A RU 2465069 C1 RU2465069 C1 RU 2465069C1
- Authority
- RU
- Russia
- Prior art keywords
- filter
- exhaust air
- installation according
- air stream
- mist
- Prior art date
Links
- 239000003595 mist Substances 0.000 claims abstract description 69
- 239000003973 paint Substances 0.000 claims abstract description 63
- 239000007788 liquid Substances 0.000 claims abstract description 49
- 239000002966 varnish Substances 0.000 claims abstract description 37
- 239000002245 particle Substances 0.000 claims abstract description 23
- 239000011248 coating agent Substances 0.000 claims description 51
- 238000000576 coating method Methods 0.000 claims description 51
- 239000000463 material Substances 0.000 claims description 41
- 238000009434 installation Methods 0.000 claims description 38
- 238000004140 cleaning Methods 0.000 claims description 21
- 239000011241 protective layer Substances 0.000 claims description 9
- 238000011010 flushing procedure Methods 0.000 claims description 5
- 238000000034 method Methods 0.000 claims description 4
- 238000005192 partition Methods 0.000 claims description 3
- 230000015572 biosynthetic process Effects 0.000 claims description 2
- 238000005507 spraying Methods 0.000 abstract description 4
- 230000000694 effects Effects 0.000 abstract description 3
- 238000010327 methods by industry Methods 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 230000032258 transport Effects 0.000 description 10
- 238000005406 washing Methods 0.000 description 6
- -1 for example Substances 0.000 description 5
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 5
- 239000004810 polytetrafluoroethylene Substances 0.000 description 5
- 238000001914 filtration Methods 0.000 description 4
- 239000012530 fluid Substances 0.000 description 4
- 239000007921 spray Substances 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 230000008021 deposition Effects 0.000 description 3
- 230000003020 moisturizing effect Effects 0.000 description 3
- POAOYUHQDCAZBD-UHFFFAOYSA-N 2-butoxyethanol Chemical compound CCCCOCCO POAOYUHQDCAZBD-UHFFFAOYSA-N 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N Alumina Chemical class [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 235000008733 Citrus aurantifolia Nutrition 0.000 description 2
- 235000011941 Tilia x europaea Nutrition 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000005265 energy consumption Methods 0.000 description 2
- 239000010410 layer Substances 0.000 description 2
- 239000004571 lime Substances 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- LIVNPJMFVYWSIS-UHFFFAOYSA-N silicon monoxide Chemical class [Si-]#[O+] LIVNPJMFVYWSIS-UHFFFAOYSA-N 0.000 description 2
- 229910052814 silicon oxide Inorganic materials 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 239000008367 deionised water Substances 0.000 description 1
- 229910021641 deionized water Inorganic materials 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 230000009969 flowable effect Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000004922 lacquer Substances 0.000 description 1
- 238000002386 leaching Methods 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B15/00—Details of spraying plant or spraying apparatus not otherwise provided for; Accessories
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/0039—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours with flow guiding by feed or discharge devices
- B01D46/0041—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours with flow guiding by feed or discharge devices for feeding
- B01D46/0043—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours with flow guiding by feed or discharge devices for feeding containing fixed gas displacement elements or cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/52—Particle separators, e.g. dust precipitators, using filters embodying folded corrugated or wound sheet material
- B01D46/521—Particle separators, e.g. dust precipitators, using filters embodying folded corrugated or wound sheet material using folded, pleated material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/56—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours with multiple filtering elements, characterised by their mutual disposition
- B01D46/58—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours with multiple filtering elements, characterised by their mutual disposition connected in parallel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/66—Regeneration of the filtering material or filter elements inside the filter
- B01D46/70—Regeneration of the filtering material or filter elements inside the filter by acting counter-currently on the filtering surface, e.g. by flushing on the non-cake side of the filter
- B01D46/71—Regeneration of the filtering material or filter elements inside the filter by acting counter-currently on the filtering surface, e.g. by flushing on the non-cake side of the filter with pressurised gas, e.g. pulsed air
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B14/00—Arrangements for collecting, re-using or eliminating excess spraying material
- B05B14/40—Arrangements for collecting, re-using or eliminating excess spraying material for use in spray booths
- B05B14/46—Arrangements for collecting, re-using or eliminating excess spraying material for use in spray booths by washing the air charged with excess material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B14/00—Arrangements for collecting, re-using or eliminating excess spraying material
- B05B14/40—Arrangements for collecting, re-using or eliminating excess spraying material for use in spray booths
- B05B14/46—Arrangements for collecting, re-using or eliminating excess spraying material for use in spray booths by washing the air charged with excess material
- B05B14/469—Arrangements for collecting, re-using or eliminating excess spraying material for use in spray booths by washing the air charged with excess material wherein the washing material is the spraying material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2267/00—Multiple filter elements specially adapted for separating dispersed particles from gases or vapours
- B01D2267/30—Same type of filters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2273/00—Operation of filters specially adapted for separating dispersed particles from gases or vapours
- B01D2273/12—Influencing the filter cake during filtration using filter aids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/10—Particle separators, e.g. dust precipitators, using filter plates, sheets or pads having plane surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/54—Particle separators, e.g. dust precipitators, using ultra-fine filter sheets or diaphragms
- B01D46/543—Particle separators, e.g. dust precipitators, using ultra-fine filter sheets or diaphragms using membranes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B14/00—Arrangements for collecting, re-using or eliminating excess spraying material
- B05B14/40—Arrangements for collecting, re-using or eliminating excess spraying material for use in spray booths
- B05B14/43—Arrangements for collecting, re-using or eliminating excess spraying material for use in spray booths by filtering the air charged with excess material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B14/00—Arrangements for collecting, re-using or eliminating excess spraying material
- B05B14/40—Arrangements for collecting, re-using or eliminating excess spraying material for use in spray booths
- B05B14/43—Arrangements for collecting, re-using or eliminating excess spraying material for use in spray booths by filtering the air charged with excess material
- B05B14/435—Arrangements for collecting, re-using or eliminating excess spraying material for use in spray booths by filtering the air charged with excess material with means for cleaning the filters by gas flow, e.g. blasts of air
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B14/00—Arrangements for collecting, re-using or eliminating excess spraying material
- B05B14/40—Arrangements for collecting, re-using or eliminating excess spraying material for use in spray booths
- B05B14/43—Arrangements for collecting, re-using or eliminating excess spraying material for use in spray booths by filtering the air charged with excess material
- B05B14/437—Arrangements for collecting, re-using or eliminating excess spraying material for use in spray booths by filtering the air charged with excess material with means for introducing solid material into the air charged with excess material for preventing clogging of the filter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B14/00—Arrangements for collecting, re-using or eliminating excess spraying material
- B05B14/40—Arrangements for collecting, re-using or eliminating excess spraying material for use in spray booths
- B05B14/46—Arrangements for collecting, re-using or eliminating excess spraying material for use in spray booths by washing the air charged with excess material
- B05B14/468—Arrangements for collecting, re-using or eliminating excess spraying material for use in spray booths by washing the air charged with excess material with scrubbing means arranged below the booth floor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Details Or Accessories Of Spraying Plant Or Apparatus (AREA)
- Filtering Of Dispersed Particles In Gases (AREA)
- Coating Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Discharging, Photosensitive Material Shape In Electrophotography (AREA)
- Electrophotography Configuration And Component (AREA)
- Photoreceptors In Electrophotography (AREA)
- Agricultural Chemicals And Associated Chemicals (AREA)
- Fixing For Electrophotography (AREA)
Abstract
Изобретение относится к установке для лакирования изделий и может быть использовано для пульверизационного лакирования автомобильных кузовов. Установка для лакирования изделий, в частности автомобильных кузовов (102), содержит по меньшей мере одну лакировочную кабину (11) и по меньшей мере одно устройство (126) для удаления образуемого жидким лаком красочного тумана из потока (120) вытяжного воздуха. Поток (120) содержит частицы красочного тумана, которые попадают в поток (120) вытяжного воздуха в зоне (108) нанесения покрытия лакировочной кабины (110). Устройство (126) содержит по меньшей мере одно улавливающее устройство (145), предназначенное для улавливания красочного тумана по меньшей мере из части потока (120) вытяжного воздуха и содержащее по меньшей мере один регенерируемый поверхностный фильтр (146). Путь движения потока (120) вытяжного воздуха из зоны (108) нанесения покрытия к улавливающему устройству (145) включает в себя по меньшей мере один суженный участок (140). Устройство (126) содержит дефлекторные элементы (132), которые ориентированы по существу горизонтально и верхние стороны которых образуют направляющие поверхности (135), которые направляют поток (120) вытяжного воздуха к суженному участку (140). Техническим результатом изобретения является обеспечение возможности удаления красочного тумана из потока вытяжного воздуха простым, надежным и энергосберегающим образом. 13 з.п. ф-лы, 22 ил.
Description
Изобретение относится к установке для лакирования изделий, в частности автомобильных кузовов, содержащей по меньшей мере одну лакировочную кабину и по меньшей мере одно устройство для удаления образуемого жидким лаком красочного тумана из потока вытяжного воздуха.
Устройства для удаления образуемого жидким лаком красочного тумана используются в установках для лакирования изделий, в частности для пульверизационного лакирования (лакирования распылением) автомобильных кузовов, где в зоне нанесения покрытия создают воздушный поток, уносящий излишки жидкого лака из зоны нанесения покрытия. Подобная установка известна из DE 4211465 A1.
Известно решение по удалению увлекаемого вытяжным воздухом красочного тумана из потока вытяжного воздуха в очистной установке посредством промывочной жидкости.
Однако известные очистные установки, в частности, при циркуляции воздуха имеют тот недостаток, что в поток вытяжного воздуха, из которого удаляется красочный туман, подается большое количество жидкости, в результате чего поток вытяжного воздуха после удаления красочного тумана приходится подвергать энергоемкому высушиванию.
Кроме того, подготовка содержащей красочный туман промывочной жидкости сопряжена с большими сложностями и затратами.
В основу настоящего изобретения была положена задача создания установки описанного выше рода, которая обеспечивала бы удаление красочного тумана из потока вытяжного воздуха простым, надежным и энергосберегающим образом.
Объектом изобретения является установка для лакирования изделий, в частности автомобильных кузовов, содержащая по меньшей мере одну лакировочную кабину и по меньшей мере одно устройство для удаления образуемого жидким лаком красочного тумана из потока вытяжного воздуха, содержащего частицы красочного тумана, которые попадают в поток вытяжного воздуха в зоне нанесения покрытия лакировочной кабины, причем устройство для удаления образуемого жидким лаком красочного тумана содержит по меньшей мере одно улавливающее устройство, предназначенное для улавливания красочного тумана по меньшей мере из части потока вытяжного воздуха и содержащее по меньшей мере один регенерируемый поверхностный фильтр, причем путь движения потока вытяжного воздуха из зоны нанесения покрытия к улавливающему устройству включает в себя по меньшей мере один суженный участок. В предлагаемой в изобретении установке устройство для удаления образуемого жидким лаком красочного тумана содержит дефлекторные элементы, которые ориентированы по существу горизонтально и верхние стороны которых образуют направляющие поверхности, которые направляют поток вытяжного воздуха к суженному участку.
Зона нанесения покрытия может быть расположена в лакировочной кабине, а суженный участок может быть расположен под зоной нанесения покрытия в пределах вертикальной проекции основания лакировочной кабины.
Устройство для удаления образуемого жидким лаком красочного тумана может содержать по меньшей мере один вытяжной канал, в который по меньшей мере часть потока вытяжного воздуха поступает после прохождения вдавливающего устройства, причем вытяжной канал расположен в пределах вертикальной проекции основания лакировочной кабины.
Под регенерируемым поверхностным фильтром следует понимать фильтр, имеющий фильтрующую поверхность, на которой осаждается увлеченный потоком вытяжного воздуха красочный туман, и очищаемый от осевшего на ней излишка лака, оставшегося в виде красочного тумана, предпочтительно в процессе работы устройства.
Такой регенерируемый поверхностный фильтр является "сухим" улавливающим устройством, в котором используется не жидкость, вымывающая частицы красочного тумана из потока вытяжного воздуха, а фильтрующие элементы для удаления частиц красочного тумана из воздушного потока.
При этом очистка регенерируемого поверхностного фильтра может осуществляться посредством "сухого" очищающего устройства, т.е. без использования чистящей жидкости, или посредством "мокрого" очищающего устройства, т.е. с использованием чистящей жидкости.
"Сухое" улавливающее устройство может быть также снабжено "мокрым" очищающим устройством, если осаждение частиц красочного тумана на регенерируемом улавливающем элементе происходит только в сухом состоянии, т.е. без вымывания частиц промывочной жидкостью.
В предпочтительном варианте осуществления изобретения удаление красочного тумана из содержащего частицы красочного тумана потока вытяжного воздуха происходит полностью в сухом состоянии, т.е. без использования жидкости для вымывания частиц красочного тумана из потока вытяжного воздуха.
За счет использования регенерируемого поверхностного фильтра в улавливающем устройстве отпадает необходимость использования очистной установки и соответствующей водоподготовки. Благодаря этому заметно уменьшаются энергопотребление улавливающего устройства и (за счет отсутствия водоподготовки) занимаемая устройством площадь.
Возможность очистки поверхностного фильтра обеспечивает также длительный срок его службы даже при больших количествах удаляемого красочного тумана.
Благодаря наличию суженного участка на пути движения потока вытяжного воздуха из зоны нанесения покрытия к улавливающему устройству также достигается защита регенерируемого поверхностного фильтра от прямых воздействий из зоны нанесения покрытия.
За счет того, что среднее направление движения потока вытяжного воздуха остается по существу неизменным при прохождении суженного участка, предотвращается преждевременное осаждение красочного тумана на ограничительных стенках суженного участка.
Благодаря тому, что вытяжной канал расположен в пределах вертикальной проекции основания лакировочной кабины, достигается особенно компактная конструкция заявленного устройства.
Во избежание осаждения красочного тумана из потока вытяжного воздуха на ограничительных стенках суженного участка в предпочтительном варианте осуществления изобретения протяженность суженного участка в направлении движения потока вытяжного воздуха меньше чем приблизительно 6 м, предпочтительно меньше чем приблизительно 1 м, в частности меньше чем приблизительно 0,5 м.
Если зона нанесения покрытия расположена в лакировочной кабине, имеющей продольное направление, то суженный участок простирается предпочтительно в продольном направлении лакировочной кабины по существу по всей ее длине.
При этом суженный участок может быть разделен в продольном направлении лакировочной кабины на несколько отрезков.
Вместо этого также может быть предусмотрено, что суженный участок не разделен в продольном направлении лакировочной кабины.
Если зона нанесения покрытия расположена в лакировочной кабине, имеющей поперечное направление, то может быть предусмотрено, что суженный участок разделен в поперечном направлении лакировочной кабины на несколько отрезков.
Вместо этого также может быть предусмотрено, что суженный участок не разделен в поперечном направлении лакировочной кабины.
Вход потока вытяжного воздуха в суженный участок расположен предпочтительно выше по меньшей мере одного регенерируемого поверхностного фильтра.
Если зона нанесения покрытия расположена в лакировочной кабине, имеющей поперечное направление, то самое узкое проходное сечение суженного участка предпочтительно имеет протяженность в поперечном направлении лакировочной кабины, составляющую самое большее приблизительно 20% протяженности лакировочной кабины в поперечном направлении.
Для того чтобы защитить по меньшей мере один регенерируемый поверхностный фильтр от повреждений, в предпочтительном варианте осуществления изобретения по вертикали над ним расположен по меньшей мере один экранирующий элемент, препятствующий отвесному падению из зоны нанесения покрытия на регенерируемый поверхностный фильтр предметов, грязи и/или частиц лака.
При этом может быть предусмотрено, что по меньшей мере один экранирующий элемент ограничивает собой суженный участок.
Для того чтобы достичь оптимальных аэродинамических условий на пути движения потока вытяжного воздуха, в предпочтительном варианте осуществления изобретения устройство содержит по меньшей мере один дефлекторный (направляющий) элемент, направляющий по меньшей мере часть потока вытяжного воздуха к суженному участку.
При этом дефлекторный элемент может иметь направляющую поверхность, которая по меньшей мере на отдельных участках ориентирована по существу горизонтально.
Вместо этого также может быть предусмотрено, что дефлекторный элемент имеет направляющую поверхность, которая по меньшей мере на отдельных участках наклонена к горизонтали, предпочтительно в направлении суженного участка.
Если устройство содержит пол, который ограничивает путь движения потока вытяжного воздуха вниз, то может быть предусмотрено, что поверх по меньшей мере части пола расположена зона, отделенная от зоны устройства, через которую проходит поток вытяжного воздуха. Таким образом, уменьшается площадь пола, загрязняемая красочным туманом, удаленным из потока вытяжного воздуха перед достижением им по меньшей мере одного поверхностного фильтра. При этом может быть предусмотрено, что верхняя ограничительная стенка зоны, отделенной от зоны устройства, через которую проходит поток вытяжного воздуха, образует по меньшей мере часть дефлекторного элемента, направляющего по меньшей мере часть потока вытяжного воздуха к суженному участку.
Для того чтобы облегчить очистку регенерируемого поверхностного фильтра, в предпочтительном варианте осуществления изобретения по меньшей мере один регенерируемый поверхностный фильтр имеет предохранительный слой, содержащий покрывающий фильтр материал и препятствующий закупориванию фильтрующей поверхности.
Для получения предохранительного слоя из покрывающего фильтр материала на фильтрующей поверхности предлагаемое в изобретении устройство может содержать по меньшей мере одно устройство для подачи покрывающего фильтр материала, выполненное с возможностью ввода покрывающего фильтр материала в поток вытяжного воздуха.
При этом ввод покрывающего фильтр материала в поток вытяжного воздуха может происходить непрерывно или периодически.
В качестве покрывающего фильтр материала подходят, например, известь, силикаты алюминия, оксиды алюминия, оксиды кремния, порошковый лак и т.п.
В принципе, в качестве покрывающего фильтр материала пригодна любая среда, которая способна поглощать жидкую составляющую красочного тумана.
В принципе, устройство для подачи покрывающего фильтр материала может быть расположено, например, непосредственно перед по меньшей мере одним регенерируемым поверхностным фильтром.
Возможно также расположение по меньшей мере одного устройства для подачи покрывающего фильтр материала в непосредственной близости от зоны нанесения покрытия, например в зоне пола лакировочной кабины.
Однако в особенно предпочтительном варианте осуществления изобретения по меньшей мере одно устройство для подачи покрывающего фильтр материала расположено на суженном участке пути движения потока вытяжного воздуха. На этом участке преобладают особенно высокие скорости течения, в результате чего за счет подачи покрывающего фильтр материала в этом месте достигается его особенно хорошее распределение в вытяжном воздушном потоке за счет завихрений, обусловленных эффектом Вентури.
При образовании фильтрующего (предохранительного) слоя существует также возможность формирования промежуточного фильтрующего слоя, при этом без предварительной очистки поверхностного фильтра наносится новый покрывающий фильтр материал, чтобы улучшить процесс последующей очистки поверхностного фильтра.
В предпочтительном варианте осуществления изобретения по меньшей мере один регенерируемый поверхностный фильтр улавливающего устройства выполнен с возможностью периодической очистки, в частности, пневмоимпульсами.
Вместо этого или дополнительно может быть предусмотрено, что по меньшей мере один регенерируемый поверхностный фильтр имеет при работе предлагаемого в изобретении устройства влажную поверхность.
Поверхностный фильтр может поддерживаться во влажном состоянии, например, путем применения промывочных или увлажняющих сред, таких как полностью деионизированная вода, бутилгликоль или другие растворители, чтобы облегчить очистку поверхностного фильтра.
Эти увлажняющие среды могут вводиться в поток вытяжного воздуха в тех же местах, что и описанный выше покрывающий фильтр материал.
Для основательной очистки поверхности поверхностного фильтра в предпочтительном варианте осуществления изобретения по меньшей мере один регенерируемый поверхностный фильтр выполнен с возможностью непрерывной или периодической промывки его поверхности.
Вместо этого или дополнительно может быть также предусмотрено, что по меньшей мере один регенерируемый поверхностный фильтр выполнен с возможностью его очистки пневмоимпульсами (импульсами сжатого воздуха).
По меньшей мере один регенерируемый поверхностный фильтр может иметь предохранительный слой, содержащий покрывающий фильтр материал и препятствующий закупориванию фильтрующей поверхности, и может быть выполнен с возможностью его периодической очистки, причем по меньшей мере один регенерируемый поверхностный фильтр выполнен с возможностью очистки пневмоимпульсами, создаваемыми посредством пневмоаккумулятора, расположенного на основании регенерируемого поверхностного фильтра и способного выдавать пневмоимпульсы в пневмотрубы, которые ведут от пневмоаккумулятора во внутренние пространства фильтрующих элементов поверхностного фильтра. При этом запас сжатого воздуха в пневмоаккумуляторе может пополняться по подводящим пневмопроводам из пневмосети.
Особенно энергосберегающий режим работы лакировальной установки обеспечивается тогда, когда предлагаемое в изобретении устройство содержит контур циркуляции воздуха, по которому поток вытяжного воздуха, из которого удален красочный туман, по меньшей мере частично снова подается в зону нанесения покрытия.
По меньшей мере один регенерируемый поверхностный фильтр может содержать несколько по существу пластинчатых, в частности, ориентированных вертикально и расположенных рядом друг с другом, фильтрующих элементов, имеющих фильтрующие поверхности, и иметь при работе устройства влажную поверхность, причем по меньшей мере один регенерируемый поверхностный фильтр может быть снабжен подходящим промывочным устройством и выполнен с возможностью непрерывной или периодической промывки его поверхности для удаления осевших на фильтрующих поверхностях частиц красочного тумана. Такие фильтрующие элементы по меньшей мере одного регенерируемого поверхностного фильтра могут свисать по существу в вертикальном направлении от нижней ограничительной стенки вытяжного канала.
Устройство для удаления образуемого жидким лаком красочного тумана из потока вытяжного воздуха может быть выполнено асимметричным относительно продольной средней плоскости лакировочной кабины, причем регенерируемые поверхностные фильтры могут быть расположены только с одной стороны продольной средней плоскости на нижней ограничительной стенке единственного вытяжного канала.
Вытяжной воздух, очищенный от красочного тумана, может поступать из вытяжного канала по меньшей мере частично в устройство создания воздушного потока, которое подает очищенный вытяжной воздух по подводящей линии снова в зону нанесения покрытия в лакировочной кабине.
Суженный участок может иметь форму щели между противоположными дуг другу свободными краями дефлекторных элементов.
Суженный участок может включать в себя вытяжную шахту, проходящую вертикально вниз от противоположных друг другу краев дефлекторных элементов.
Устройство для удаления образуемого жидким лаком красочного тумана может иметь проточную камеру, которая разделена на верхнюю и нижнюю секции, причем верхняя и нижняя секции соединены между собой суженным участком.
Устройство для удаления образуемого жидким лаком красочного тумана может иметь проточную камеру, которая расположена по существу полностью в пределах вертикальной проекции основания лакировочной кабины.
Суженный участок может быть разделен на несколько отрезков в продольном направлении лакировочной кабины или в поперечном направлении лакировочной кабины.
Вход потока вытяжного воздуха в суженный участок может быть расположен выше по меньшей мере одного регенерируемого поверхностного фильтра.
Устройство для удаления образуемого жидким лаком красочного тумана может содержать проточную камеру, которая снабжена поверхностными фильтрами с одной стороны, а сторона проточной камеры, противоположная ее снабженной регенерируемыми поверхностными фильтрами стороне, может быть отделена перегородкой от зоны проточной камеры, через которую проходит поток вытяжного воздуха, с образованием изолированной зоны, которая может быть ограничена вверху одним из дефлекторных элементов и может использоваться для размещения вспомогательных устройств, таких как вентиляторы, баки и баллоны и/или насосы, и/или в качестве вытяжного канала.
Среднее направление движения потока вытяжного воздуха при прохождении суженного участка предпочтительно остается по существу неизменным.
Другие признаки и преимущества изобретения рассматриваются в нижеследующем описании примеров его осуществления со ссылкой на чертежи, на которых показано:
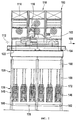
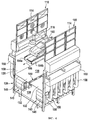
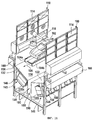
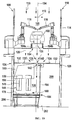
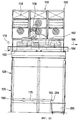
на фиг.1 - схематичное сечение первого варианта лакировочной кабины с расположенным под ней устройством для удаления образуемого жидким лаком красочного тумана из содержащего частицы красочного тумана потока вытяжного воздуха, содержащим два улавливающих устройства для удаления образуемого жидким лаком красочного тумана из потока вытяжного воздуха и два вытяжных канала, проходящих с боков слева и справа лакировочной кабины, причем между зоной нанесения покрытия лакировочной кабины и улавливающими устройствами предусмотрен суженный участок пути движения потока вытяжного воздуха, ограниченный горизонтально ориентированными дефлекторными элементами,
на фиг.2 - схематичный вид сбоку установки, показанной на фиг.1,
на фиг.3 - схематичный вид сверху на установку, показанную на фиг.1 и 2,
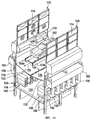
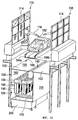
на фиг.4 - схематичное перспективное изображение установки, показанной на фиг.1-3,
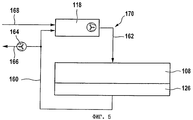
на фиг.5 - схематичное изображение контура циркуляции воздуха в установке, показанной на фиг.1-4,
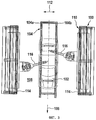
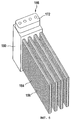
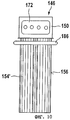
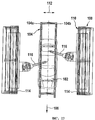
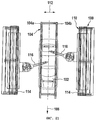
на фиг.6 - схематичное перспективное изображение регенерируемого поверхностного фильтра установки, показанной на фиг.1-5,
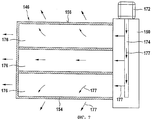
на фиг.7 - схематичный продольный разрез показанного на фиг.6 поверхностного фильтра, иллюстрирующий процесс его очистки,
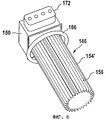
на фиг.8 - схематичное перспективное изображение альтернативного варианта регенерируемого поверхностного фильтра,
на фиг.9 - схематичное сечение показанного на фиг.8 поверхностного фильтра, иллюстрирующее процесс его очистки,
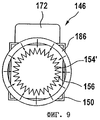
на фиг.10 - схематичный вид сверху на поверхностный фильтр, показанный на фиг.8 и 9,
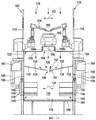
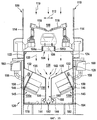
на фиг.11 - схематичное сечение второго варианта лакировочной кабины с расположенным под ней устройством для удаления образуемого жидким лаком красочного тумана из содержащего частицы красочного тумана потока вытяжного воздуха, содержащим два улавливающих устройства для удаления образуемого жидким лаком красочного тумана из потока вытяжного воздуха и два вытяжных канала, проходящих с боков лакировочной кабины, причем между зоной нанесения покрытия лакировочной кабины и улавливающими устройствами предусмотрен суженный участок пути движения потока втяжного воздуха, ограниченный наклоненными к горизонтали дефлекторными элементами,
на фиг.12 - схематичный вид сбоку установки, показанной на фиг.11,
на фиг.13 - схематичный вид сверху на установку, показанную на фиг.11 и 12,
на фиг.14 - схематичное перспективное изображение установки, показанной на фиг.11-13,
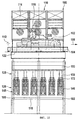
на фиг.15 - схематичное сечение третьего варианта лакировочной кабины с расположенным под ней устройством для удаления образуемого жидким лаком красочного тумана из содержащего частицы красочного тумана потока вытяжного воздуха, содержащим два улавливающих устройства для удаления образуемого жидким лаком красочного тумана из потока вытяжного воздуха и два вытяжных канала, проходящих с боков лакировочной кабины, причем между зоной нанесения покрытия лакировочной кабины и улавливающими устройствами предусмотрен суженный участок пути движения потока вытяжного воздуха в виде проходящей в вертикальном направлении шахты,
на фиг.16 - схематичный вид сбоку установки, показанной на фиг.15,
на фиг.17 - схематичный вид сверху на установку, показанную на фиг.15 и 16,
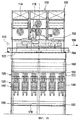
на фиг.18 - схематичное перспективное изображение установки, показанной на фиг.15-17,
на фиг.19 - схематичное сечение четвертого варианта лакировочной кабины с расположенным под ней устройством для удаления образуемого жидким лаком красочного тумана из содержащего частицы красочного тумана потока вытяжного воздуха, содержащим одно улавливающее устройство для удаления образуемого жидким лаком красочного тумана из потока вытяжного воздуха и один вытяжной канал, расположенный в пределах вертикальной проекции основания лакировочной кабины,
на фиг.20 - схематичный вид сбоку установки, показанной на фиг.19,
на фиг.21 - схематичный вид сверху на установку, показанную на фиг.19 и 20,
на фиг.22 - схематичное перспективное изображение установки, показанной на фиг.19-21.
Одинаковые или функционально эквивалентные элементы обозначены на всех фигурах одинаковыми ссылочными позициями.
Изображенная на фиг.1-7 установка 100 для лакирования распылением автомобильных кузовов 102 содержит схематично изображенный транспортер 104, посредством которого кузова 102 могут перемещаться через зону 108 нанесения покрытия лакировочной кабины 110.
Транспортер 104 может быть выполнен, например, в виде возвратного кругового или монорельсового транспортера.
В частности, транспортер 104 может быть выполнен из двух частей и, как лучше всего видно на фиг.1, 3, 4, может состоять из двух проходящих параллельно транспортному направлению 106 транспортных ветвей 104а, 104b, которые отстоят друг от друга в горизонтальном направлении, перпендикулярном транспортному направлению 106.
Зона 108 нанесения покрытия является внутренним пространством лакировочной кабины 110, которая в своем горизонтальном поперечном направлении 112, проходящем перпендикулярно транспортному направлению 106, соответствующему продольному направлению лакировочной кабины 110, ограничена с обеих сторон транспортера 104 ее стенками 114.
С обеих сторон транспортера 104 в лакировочной кабине 110 расположены устройства 116 для лакирования распылением (фиг.1-4), например, в виде лакировочных роботов.
Посредством схематично изображенного на фиг.5 устройства 118 создается поток воздуха, который проходит через зону 108 нанесения покрытия по существу вертикально сверху вниз, как это обозначено на фиг.1 стрелками 119.
Этот поток увлекает с собой в зоне 108 нанесения покрытия частицы красочного тумана, вытягивая красочный туман.
Термин "частицы" включает в себя как твердые, так и жидкие частицы, в частности капли.
При использовании в установке 100 для лакирования жидкого лака красочный туман состоит из лаковых капель.
Большинство частиц красочного тумана имеют наибольший размер в диапазоне примерно от 1 до 100 мкм.
Обозначенный стрелками 120 поток вытяжного воздуха покидает лакировочную кабину 110 через ее пол 122, образованный проницаемыми решетками 124.
Установка 100 содержит далее устройство 126 для удаления образуемого жидким лаком красочного тумана из воздушного потока 120, расположенное под зоной 108 нанесения покрытия.
Устройство 126 содержит по существу прямоугольную проточную камеру 128, которая простирается в транспортном направлении 106 по всей длине лакировочной кабины 110 и ограничена в поперечном направлении 112 вертикальными боковыми стенками 130 по существу совпадающими с боковыми стенками 114 лакировочной кабины 110, в результате чего проточная камера 128 имеет по существу такую же горизонтальную площадь сечения, что и лакировочная кабина 110, и расположена по существу полностью в пределах вертикальной проекции основания лакировочной кабины 110.
Проточная камера 128 разделена дефлекторными элементами 132, выполненными в данном примере в виде ориентированных по существу горизонтально дефлекторных листов 134, на верхнюю 136 и нижнюю 138 секции.
Обе секции 136, 138 проточной камеры 128 соединены между собой суженным участком 140, который имеет форму щели 142 между противоположными друг другу свободными краями дефлекторных элементов 132 и образует узкое место на пути движения потока 120 вытяжного воздуха через проточную камеру 128.
Верхние стороны дефлекторных элементов 132 образуют направляющие поверхности 135, которые направляют поток 120 вытяжного воздуха к суженному участку 140.
На участке 140 пути движения расположено устройство 144, которое непрерывно или периодически вводит в поток 120 вытяжного воздуха покрывающий фильтр материал.
Устройство 144 для подачи покрывающего фильтр материала может быть выполнено, например, в виде форсунки, которая вводит покрывающий фильтр материал в поток 120 вытяжного воздуха в виде тумана.
Расположение устройства 144 на суженном участке 140 пути движения потока 120 вытяжного воздуха дает то преимущество, что там за счет повышенной скорости движения потока 120 и за счет небольшого проходного сечения, через которое проходит поток вытяжного воздуха, возникают турбулентности, которые обеспечивают завихрение покрывающего фильтр материала в потоке 120 и, тем самым, его особенно хорошее распределение в нем.
Устройство 144 для подачи покрывающего фильтр материала присоединено к подводящей линии (не показана), которая подает покрывающий фильтр материал в текучем состоянии посредством подающего насоса (не показан) из резервуара (не показан).
В качестве покрывающего фильтр материала может использоваться, в принципе, любая среда, которая способна впитывать жидкую составляющую красочного тумана.
В частности, в качестве покрывающего фильтр материала пригодны, например, известь, силикаты алюминия, оксиды алюминия, оксиды кремния, порошковый лак и т.п.
Для того чтобы сделать покрывающий фильтр материал текучим и распыливаемым, используются, например, водные дисперсии названных материалов.
Если следующие за устройством 144 фильтры не должны покрываться фильтрующим материалом, а только должны увлажняться, то с помощью устройства 144 можно вводить в поток 120 вытяжного воздуха только увлажняющую среду.
В качестве таких увлажняющих сред пригодны, в частности, например, деионизированная (обессоленная) вода, бутилгликоль или другие растворители.
В нижней секции 138 проточной камеры 128 с обеих сторон суженного участка 140 расположены улавливающие устройства 145 для улавливания красочного тумана из потока 120 вытяжного воздуха. Улавливающие устройства 145 содержат несколько расположенных на обеих противоположных друг другу вертикальных боковых стенках 130 проточной камеры 128, отстоящих друг от друга в транспортном направлении 106 регенерируемых поверхностных фильтров 146, которые своими фильтрующими элементами 148 выступают в нижнюю секцию 138 проточной камеры 128 (см., в частности, фиг.1, 2, 4).
Один из этих регенерируемых поверхностных фильтров 146 подробно изображен на фиг.6 и 7.
Каждый из регенерируемых поверхностных фильтров 146 содержит полое основание 150, на котором закреплены несколько фильтрующих элементов 154, например четыре.
Фильтрующие элементы 154 выполнены, например, по существу пластинчатыми и имеют, как видно на фиг.6, предпочтительно пилообразное сечение для увеличения имеющейся в распоряжении фильтрующей поверхности 156.
Фильтрующие элементы 154 могут быть выполнены, например, в виде пластин из спеченного полиэтилена, снабженных на своей наружной поверхности мембраной из политетрафторэтилена (ПТФЭ).
Вместо этого или дополнительно может быть также предусмотрено, что фильтрующие элементы 154 выполнены из нетканого материала с покрытием из ПТФЭ.
Покрытие из ПТФЭ служит для повышения класса поверхностного фильтра 146, т.е. для уменьшения его проницаемости, и для предотвращения постоянного прилипания удаленных из потока 120 вытяжного воздуха частиц красочного тумана.
Как материал-основа фильтрующих элементов 154, так и их покрытие из ПТФЭ имеют пористость, в результате чего вытяжной воздух может проникать через поры во внутреннее пространство 176 соответствующего фильтрующего элемента 154.
Для предотвращения закупоривания фильтрующей поверхности 156 она снабжена предохранительным слоем, образующимся из вводимого в поток 120 вытяжного воздуха покрывающего фильтр материала.
Этот предохранительный слой образуется при работе устройства 126 просто в результате осаждения на фильтрующей поверхности 156 введенного в поток 120 вытяжного воздуха покрывающего фильтр материала.
Предпочтительно количество вводимого в поток 120 вытяжного воздуха покрывающего фильтр материала рассчитывается так, чтобы толщина предохранительного слоя из покрывающего фильтр материала на фильтрующих элементах 154 регенерируемых поверхностных фильтров 146 находилась в диапазоне, например, приблизительно от 150 мкм до 200 мкм.
Поток 120 вытяжного воздуха обдувает фильтрующие поверхности 156 фильтрующих элементов 154 регенерируемых поверхностных фильтров 146, причем подхваченные грунтовка и красочный туман осаждаются на фильтрующих поверхностях 156, и попадает через пористые фильтрующие поверхности 156 во внутренние пространства 176 фильтрующих элементов 154, сообщающиеся с полостью внутри основания 150.
Таким образом, очищенный поток 120 вытяжного воздуха попадает через основание 150 в соответствующую вытяжную трубу 150, которая ведет от соответствующего регенерируемого поверхностного фильтра 146 к вытяжному каналу 160, проходящему сбоку рядом с вертикальной боковой стенкой 130 проточной камеры 128 параллельно транспортному направлению 106.
Как видно из схематичного изображения на фиг.5, очищенный от красочного тумана вытяжной воздух поступает из обоих вытяжных каналов 160 по меньшей мере частично обратно в устройство 118 создания воздушного потока, которое подает очищенный вытяжной воздух по подводящей линии 162 снова в зону 108 нанесения покрытия лакировочной кабины 110.
Другая часть очищенного потока вытяжного воздуха посредством вытяжного вентилятора 164 отводится по вытяжной линии 166 в атмосферу.
Эта отведенная в атмосферу часть потока вытяжного воздуха заменяется свежим воздухом, подаваемым к устройству 118 по подводящей линии 168.
Большая часть прошедшего через зону 108 нанесения покрытия воздуха обращается, таким образом, по контуру 170 циркуляции воздуха, который включает в себя устройство 118 создания воздушного потока, подводящую линию 162, зону 108 нанесения покрытия, проточную камеру 128 и вытяжные каналы 160, что позволяет избежать постоянного нагрева свежеподводимого приточного воздуха и заметно снизить, тем самым, энергозатраты.
Поскольку удаление красочного тумана из потока 120 вытяжного воздуха происходит посредством регенерируемых поверхностных фильтров 148 в сухом состоянии, т.е. без промывки чистящей жидкостью, воздух, обращающийся в контуре 170 циркуляции воздуха, при удалении красочного тумана не увлажняется, в результате чего не требуется также никаких устройств для высушивания воздуха, обращающегося в контуре 170 циркуляции воздуха.
Далее не требуется также никаких устройств для удаления образуемого жидким лаком красочного тумана из используемой для промывки чистящей жидкости.
Регенерируемые поверхностные фильтры 146 очищаются пневмоимпульсами с определенной периодичностью, когда их загрязнение красочным туманом достигает заданной степени.
Эта очистка может осуществляться, например, один раз за рабочую смену, т.е. два-три раза за рабочий день.
Необходимые для этого пневмоимпульсы создаются посредством пневмоаккумулятора 172, расположенного на основании 150 соответствующего регенерируемого поверхностного фильтра 146 и способного выдавать пневмоимпульсы в пневмотрубы 174, которые проходят внутри соответствующего основания 150 и ведут от пневмоаккумулятора 172 во внутренние пространства 176 фильтрующих элементов 154.
Из внутренних пространств 176 фильтрующих элементов 154 пневмоимпульсы попадают через пористые фильтрующие поверхности 156 во внешнее пространство фильтрующих элементов 154, причем образованный на фильтрующих поверхностях 156 предохранительный слой из покрывающего фильтр материала и осажденного на нем красочного тумана отделяется от фильтрующих поверхностей 156, в результате чего они приводятся в свое очищенное первоначальное состояние.
Направление течения сжатого воздуха через регенерируемый поверхностный фильтр 146 при очистке обозначено на фиг.7 стрелками 177.
Запас сжатого воздуха в пневмоаккумуляторах 172 пополняется по подводящим пневмопроводам (не показаны) из имеющейся пневмосети. Вместо этого или дополнительно к очистке пневмоимпульсами может быть также предусмотрено, что регенерируемые поверхностные фильтры 146 с заданной периодичностью промываются посредством подходящего промывочного устройства для удаления осевших на фильтрующих поверхностях 156 частиц красочного тумана.
Как лучше всего видно на фиг.1 и 2, удаленный с фильтрующих поверхностей 156 регенерируемых поверхностных фильтров 146 материал попадает на расположенный на полу проточной камеры 128 транспортер-сборник 178, который выполнен, например, в виде бесконечной ленты, огибающей ведущий ролик 180 и ведомый направляющий ролик 182.
Ведущий ролик 180 приводится во вращение приводным двигателем 184 для приведения транспортера-сборника 178 в движение в транспортном направлении 106.
Таким образом, посредством транспортера-сборника 178 попадающий с регенерируемых поверхностных фильтров 146 на его поверхность материал, содержащий покрывающий фильтр материал и осевшие частицы красочного тумана, транспортируется к отделительному устройству (не показано), с помощью которого этот материал отделяется (например, скребками) от транспортера-сборника 178, собирается и, при необходимости, направляется на дальнейшее применение.
Транспортер-сборник 178 собирает также часть красочного тумана, которая попадает на него непосредственно из потока 120 вытяжного воздуха, прежде чем поток 120 достигнет регенерируемых поверхностных фильтров 146.
Альтернативное выполнение регенерируемых поверхностных фильтров 146, используемых в устройстве 126, изображено на фиг.8-10.
Изображенный на фиг.8-10 регенерируемый поверхностный фильтр 146 содержит вместо нескольких вертикально ориентированных, расположенных рядом друг с другом пластинчатых фильтрующих элементов один по существу цилиндрический фильтрующий элемент 154', фильтрующая поверхность 156 которого для увеличения его площади также имеет пилообразное (зубчатое) сечение.
Дополнительно к созданию пневмоимпульсов для очистки регенерируемого поверхностного фильтра 146 в этом варианте предусмотрена кольцевая линия 186 для промывочной жидкости, которая разбрызгивает ее через выполненные на радиальной внутренней стороне кольцевой линии 186 выходные отверстия по фильтрующей поверхности 156 фильтрующего элемента 154', в результате чего промывочная жидкость смывает предохранительный слой и осевший на нем красочный туман с фильтрующей поверхности 156 и транспортирует их на транспортер-сборник 178.
Изображенный на фиг.11-14 второй вариант выполнения установки 100 отличается от описанного выше первого варианта тем, что дефлекторные элементы 132, которые отделяют нижнюю секцию 138 от верхней секции 136 проточной камеры 128 устройства 126, в этом втором варианте ориентированы не горизонтально, а - как это лучше всего видно на фиг.11 - с наклоном к горизонтали таким образом, что они спадают к суженному участку 140.
Угол наклона к горизонтали предпочтительно составляет приблизительно от 5° до 30°.
За счет этого наклона дефлекторных элементов 132 и, тем самым, направляющих поверхностей 135 на их верхней стороне возникает воронкообразная форма нижней части верхней секции 136 проточной камеры 128, благодаря которой становится равномерным воздушное течение к суженному участку 140 и уменьшается степень завихрений на верхней стороне дефлекторных элементов 132. Таким образом, сразу на направляющих поверхностях 135 осаждается меньшая доля красочного тумана, прежде чем поток 120 вытяжного воздуха достигнет нижней секции 138 проточной камеры 128.
Кроме того, дефлекторные элементы 132 расположены во втором варианте внутри проточной камеры 128 несколько выше, чем в первом варианте.
В остальном изображенный на фиг.11-14 второй вариант выполнения установки 100 в отношении конструкции и функции совпадает с представленным на фиг.1-10 первым вариантом, и в этом отношении можно сослаться на приведенное выше описание первого варианта.
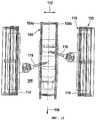
Изображенный на фиг.15-18 третий вариант выполнения установки 100 отличается от описанного выше второго варианта тем, что суженный участок 140 образован не щелью 142 между противоположными друг другу краями дефлекторных элементов 132, а включает в себя проходящую от их противоположных друг другу краев вертикально вниз вытяжную шахту 188, которая на своих обеих продольных сторонах ограничена вертикальными проходящими в транспортном направлении 106 боковыми стенками 190.
Между нижним краем каждой боковой стенки 190 и верхней стороной сборного транспортера 178 на дне проточной камеры 128 выполнена вертикальная щель 192, через которую поток 120 вытяжного воздуха выходит в нижнюю секцию 138 проточной камеры 128, причем ее нижняя секция 138 в этом варианте разделена на два расположенных с обеих сторон вытяжной шахты 188 отделения 138а, 138b.
Кроме того, в этом варианте фильтрующие элементы 154 регенерируемых поверхностных фильтров 146 выступают в нижнюю секцию 138 проточной камеры 128 не горизонтально, а, напротив, наклонены к горизонтали, а именно предпочтительно приблизительно под тем же углом, что и направляющие поверхности 135 дефлекторных элементов 132.
Этот угол наклона к горизонтали предпочтительно составляет приблизительно от 5° до 30°.
За счет этого наклона фильтрующих элементов 154 регенерируемых поверхностных фильтров 146 к горизонтали основания 150 последних и верхние части боковых стенок 130 нижней секции 138 проточной камеры 128 также ориентированы не вертикально, а наклонены к вертикали под острым углом, соответствующим углу наклона к горизонтали фильтрующих элементов 154 и направляющих поверхностей 135.
В этом варианте регенерируемые поверхностные фильтры 146 особенно хорошо защищены от падения предметов вниз из зоны 108 нанесения покрытия.
Кроме того, благодаря вытяжной шахте 188 верхняя 136 и нижняя 138 секции проточной камеры 128 аэродинамически развязаны друг от друга, в результате чего течение вытяжного воздуха в нижней секции 138 проточной камеры 128 в значительной степени не зависит от аэродинамических условий в ее верхней секции 136.
Поскольку в этом варианте имеются две щели 192, через которые поток 120 вытяжного воздуха попадает в нижнюю секцию 138 проточной камеры 128, предусмотрены также два устройства 144 для подачи покрывающего фильтр материала, каждое из которых расположено по соседству с одной из вертикальных щелей 192 на нижнем конце одной из боковых стенок 190 шахты 188.
В остальном изображенный на фиг.15-18 третий вариант выполнения установки 100 в отношении конструкции и функции совпадает с представленным на фиг.11-14 вторым вариантом, и в этом отношении можно сослаться на приведенное выше описание второго варианта.
Изображенный на фиг.19-22 четвертый вариант выполнения установки 100 для лакирования распылением отличается от описанного выше первого варианта тем, что устройство 126 для удаления образуемого жидким лаком красочного тумана из потока 120 вытяжного воздуха выполнено не симметрично продольной средней плоскости 194 лакировочной кабины 110, а асимметрично ей.
В частности, регенерируемые поверхностные фильтры 146 расположены в этом варианте только с одной стороны продольной средней плоскости 194, а именно с левой стороны на фиг.19.
В этом варианте предусмотрен единственный вытяжной канал 160, который к тому же расположен не сбоку вне боковой стенки 130 проточной камеры 128, а интегрирован в последнюю и расположен непосредственно под одним из дефлекторных элементов 132, в результате чего соответствующий дефлекторный элемент 132 образует верхнее ограничение вытяжного канала 160.
В этом варианте регенерируемые поверхностные фильтры 146 не соединены вытяжными трубами 158 с вытяжным каналом 160, а расположены непосредственно на его нижней ограничительной стенке 196, причем фильтрующие элементы 154 регенерируемых поверхностных фильтров 146 свисают вниз по существу в вертикальном направлении от нижней ограничительной стенки 196 вытяжного канала 160 в нижнюю секцию 138 проточной камеры 128.
За счет этого свисающего положения достигается особенно эффективная очистка регенерируемых поверхностных фильтров 146.
Сторона нижней секции 138 проточной камеры 128, противоположная ее снабженной регенерируемыми поверхностными фильтрами 146 стороне, отделена вертикальной перегородкой 198 от зоны нижней секции 138, через которую проходит поток 120 вытяжного воздуха.
Эта изолированная зона 200 ограничена вверху одним из дефлекторных элементов 132 и проходит вниз до пола 202 проточной камеры 128.
Зона 200, отделенная от зоны проточной камеры 128, через которую проходит поток 120 вытяжного воздуха, может быть использована, например, для размещения вспомогательных устройств, таких как вентиляторы, баки и баллоны, насосы и т.п.
Вместо этого или дополнительно изолированную зону 200 можно использовать в качестве воздушного канала, например в качестве дополнительного вытяжного канала, канала для подвода свежего воздуха или канала для отвода вытяжного воздуха.
Зона нижней секции 138 проточной камеры 128, через которую проходит поток вытяжного воздуха, ограничена внизу транспортером-сборником 178.
В частности, на фиг.20 видно, что транспортер-сборник 178 в зоне своего ведомого направляющего ролика 182 посредством скребка 204 очищается от собравшегося на его поверхности материала, содержащего покрывающий фильтр материал и осевший красочный туман, причем соскобленный с транспортера-сборника 178 материал попадает в передвижной контейнер-сборник 206.
Когда в передвижном контейнере-сборнике 206 достигнут заданный максимальный уровень заполнения, он заменяется на пустой передвижной контейнер-сборник 206, а заполненный контейнер-сборник 206 отвозится на станцию сбора и переработки (не показана).
Поскольку в изображенном на фиг.19-22 четвертом варианте все составные части устройства 126 для удаления образуемого жидким лаком красочного тумана расположены в пределах вертикальной проекции основания лакировочной кабины 110, этот вариант особенно компактен и наиболее подходит для стесненных условий.
В остальном изображенный на фиг.19-22 четвертый вариант конструктивно и функционально совпадает с представленным на фиг.1-10 первым вариантом, и в этом отношении можно сослаться на приведенное выше описание первого варианта.
Claims (14)
1. Установка для лакирования изделий, в частности автомобильных кузовов (102), содержащая по меньшей мере одну лакировочную кабину (110) и по меньшей мере одно устройство (126) для удаления образуемого жидким лаком красочного тумана из потока (120) вытяжного воздуха, содержащего частицы красочного тумана, которые попадают в поток (120) вытяжного воздуха в зоне (108) нанесения покрытия лакировочной кабины (110), причем устройство (126) для удаления образуемого жидким лаком красочного тумана содержит по меньшей мере одно улавливающее устройство (145), предназначенное для улавливания красочного тумана по меньшей мере из части потока (120) вытяжного воздуха и содержащее по меньшей мере один регенерируемый поверхностный фильтр (146), причем путь движения потока (120) вытяжного воздуха из зоны (108) нанесения покрытия к улавливающему устройству (145) включает в себя по меньшей мере один суженный участок (140), отличающаяся тем, что устройство (126) для удаления образуемого жидким лаком красочного тумана содержит дефлекторные элементы (132), которые ориентированы, по существу, горизонтально и верхние стороны которых образуют направляющие поверхности (135), которые направляют поток (120) вытяжного воздуха к суженному участку (140).
2. Установка по п.1, отличающаяся тем, что по меньшей мере один регенерируемый поверхностный фильтр (146) имеет предохранительный слой, содержащий покрывающий фильтр материал и препятствующий закупориванию фильтрующей поверхности (156), и выполнен с возможностью его периодической очистки пневмоимпульсами, причем без предварительной очистки поверхностного фильтра наносится новый покрывающий фильтр материал, чтобы улучшить процесс последующей очистки поверхностного фильтра (146).
3. Установка по п.1 или 2, отличающаяся тем, что по меньшей мере один регенерируемый поверхностный фильтр (146) содержит несколько, по существу, пластинчатых фильтрующих элементов (154), имеющих фильтрующие поверхности (156), и имеет при работе устройства (126) влажную поверхность, причем по меньшей мере один регенерируемый поверхностный фильтр (146) снабжен подходящим промывочным устройством и выполнен с возможностью непрерывной или периодической промывки его поверхности для удаления осевших на фильтрующих поверхностях (156) частиц красочного тумана.
4. Установка по п.1 или 2, отличающаяся тем, что устройство (126) для удаления образуемого жидким лаком красочного тумана из потока (120) вытяжного воздуха выполнено асимметричным относительно продольной средней плоскости (194) лакировочной кабины (110).
5. Установка по п.1 или 2, отличающаяся тем, что вытяжной воздух, очищенный от красочного тумана, поступает из вытяжного канала (160) по меньшей мере частично в устройство (118) создания воздушного потока, которое подает очищенный вытяжной воздух по подводящей линии снова в зону (108) нанесения покрытия в лакировочной кабине (110).
6. Установка по п.1 или 2, отличающаяся тем, что суженный участок (140) имеет форму щели (142) между противоположными друг другу свободными краями дефлекторных элементов (132).
7. Установка по п.1 или 2, отличающаяся тем, что суженный участок (140) включает в себя вытяжную шахту (188), проходящую вертикально вниз от противоположных друг другу краев дефлекторных элементов (132).
8. Установка по п.1 или 2, отличающаяся тем, что устройство (126) для удаления образуемого жидким лаком красочного тумана содержит проточную камеру (128), которая разделена на верхнюю (136) и нижнюю (138) секции, причем верхняя (136) и нижняя (138) секции соединены между собой суженным участком (140).
9. Установка по п.1 или 2, отличающаяся тем, что устройство (126) для удаления образуемого жидким лаком красочного тумана содержит проточную камеру (128), которая расположена, по существу, полностью в пределах вертикальной проекции основания лакировочной кабины (110).
10. Установка по п.1 или 2, отличающаяся тем, что суженный участок (140) разделен в продольном направлении (106) лакировочной кабины (110) на несколько отрезков.
11. Установка по п.1 или 2, отличающаяся тем, что суженный участок (140) разделен в поперечном направлении лакировочной кабины (110) на несколько отрезков.
12. Установка по п.1 или 2, отличающаяся тем, что вход потока (120) вытяжного воздуха в суженный участок (140) расположен выше по меньшей мере одного регенерируемого поверхностного фильтра (146).
13. Установка по п.1 или 2, отличающаяся тем, что устройство (126) для удаления образуемого жидким лаком красочного тумана содержит проточную камеру (128), которая снабжена поверхностными фильтрами (146) с одной стороны, а сторона проточной камеры (128), противоположная ее снабженной регенерируемыми поверхностными фильтрами (146) стороне, отделена перегородкой (198) от зоны проточной камеры (128), через которую проходит поток (120) вытяжного воздуха, с образованием изолированной зоны (200), причем изолированная зона (200) ограничена вверху одним из дефлекторных элементов (132) и используется для размещения вспомогательных устройств, таких как вентиляторы, баки и баллоны и/или насосы, и/или в качестве вытяжного канала.
14. Установка по п.1 или 2, отличающаяся тем, что среднее направление движения потока (120) вытяжного воздуха при прохождении суженного участка (140) остается, по существу, неизменным.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005013711.3A DE102005013711B4 (de) | 2005-03-24 | 2005-03-24 | Anlage zum Lackieren von Gegenständen |
| DE102005013711.3 | 2005-03-24 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2007139109/12A Division RU2392062C2 (ru) | 2005-03-24 | 2006-03-17 | Устройство для удаления образуемого жидким лаком красочного тумана |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2465069C1 true RU2465069C1 (ru) | 2012-10-27 |
Family
ID=36549221
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2007139109/12A RU2392062C2 (ru) | 2005-03-24 | 2006-03-17 | Устройство для удаления образуемого жидким лаком красочного тумана |
| RU2011124144/05A RU2465069C1 (ru) | 2005-03-24 | 2006-03-17 | Установка для лакирования изделий |
| RU2010110949/05A RU2430791C1 (ru) | 2005-03-24 | 2006-03-17 | Установка для лакирования изделий |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2007139109/12A RU2392062C2 (ru) | 2005-03-24 | 2006-03-17 | Устройство для удаления образуемого жидким лаком красочного тумана |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2010110949/05A RU2430791C1 (ru) | 2005-03-24 | 2006-03-17 | Установка для лакирования изделий |
Country Status (17)
| Country | Link |
|---|---|
| US (3) | US9643118B2 (ru) |
| EP (2) | EP1861205B1 (ru) |
| JP (4) | JP5576042B2 (ru) |
| KR (1) | KR101301943B1 (ru) |
| CN (2) | CN100569383C (ru) |
| AT (1) | ATE485892T1 (ru) |
| AU (1) | AU2006226605B9 (ru) |
| BR (1) | BRPI0609440B1 (ru) |
| CA (1) | CA2598114C (ru) |
| DE (6) | DE102005013711B4 (ru) |
| ES (2) | ES2424462T5 (ru) |
| MX (1) | MX2007011742A (ru) |
| PL (1) | PL2258485T5 (ru) |
| PT (1) | PT2258485E (ru) |
| RU (3) | RU2392062C2 (ru) |
| WO (1) | WO2006099999A1 (ru) |
| ZA (1) | ZA200707402B (ru) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2669636C2 (ru) * | 2014-07-04 | 2018-10-12 | Дюрр Системз Аг | Способ лакирования и лакировальная установка для декоративного лакирования |
| RU2727626C1 (ru) * | 2016-03-16 | 2020-07-22 | Штурм Машинен- Унд Анлагенбау Гмбх | Лакировально-окрасочная установка, способ лакокрасочной обработки детали и фильтрующий элемент для них |
Families Citing this family (57)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005048579A1 (de) * | 2005-10-05 | 2007-04-12 | Dürr Systems GmbH | Vorrichtung und Verfahren zum Abtrennen von Nasslack -Overspray |
| DE102005048580A1 (de) * | 2005-10-05 | 2007-04-19 | Dürr Systems GmbH | Vorrichtung und Verfahren zum Abtrennen von Nasslack -Overspray |
| DE102007040898A1 (de) * | 2007-08-24 | 2009-10-01 | Dürr Systems GmbH | Verfahren und Vorrichtung zum Einbringen von Hilfsmaterial |
| DE102007040153A1 (de) | 2007-08-24 | 2009-02-26 | Dürr Systems GmbH | Verfahren und Vorrichtung zum Abscheiden von Overspray eines flüssigen Beschichtungsmaterials |
| DE102007040154A1 (de) | 2007-08-24 | 2009-05-07 | Dürr Systems GmbH | Verfahren zur Versorgung einer Beschichtungsanlage mit einem partikelförmigen Hilfsmaterial |
| DE102008010189B4 (de) | 2008-02-20 | 2018-05-09 | Dürr Systems Ag | Vorrichtung und Verfahren zum Abtrennen von Nasslack-Overspray |
| DE102008038754A1 (de) | 2008-08-12 | 2010-02-18 | Daimler Ag | Verfahren zum Wiederverwenden von Lacküberschuss |
| DE102008046409C5 (de) * | 2008-09-04 | 2013-08-22 | Eisenmann Ag | Verfahren zum Entfernen von Feststoffen aus beim Lackieren von Gegenständen entstehendem Overspray |
| DE102008046411A1 (de) * | 2008-09-04 | 2010-03-11 | Eisenmann Anlagenbau Gmbh & Co. Kg | Vorrichtung zum Abscheiden von Lack-Overspray |
| CA2747285C (en) | 2008-12-19 | 2014-02-18 | Durr Systems Gmbh | Paint shop and method of operating a paint shop |
| JP5222178B2 (ja) * | 2009-02-17 | 2013-06-26 | 株式会社大気社 | 塗装ブース設備 |
| DE102009020064A1 (de) * | 2009-05-06 | 2010-11-11 | Dürr Systems GmbH | Fluidventil, insbesondere Rückführventil für eine Lackieranlage |
| DE102009050030B4 (de) | 2009-10-21 | 2017-11-16 | Rainer Röck | Vorrichtung und Verfahren zum Handhaben von Lacküberschuss |
| IT1397362B1 (it) * | 2009-12-02 | 2013-01-10 | Geico Spa | Cabina di verniciatura con sistema di abbattimento dell'overspray e metodo di abbattimento a secco. |
| DE102010007479B3 (de) * | 2010-02-09 | 2011-06-22 | EISENMANN Anlagenbau GmbH & Co. KG, 71032 | Anlage zum Beschichten von Gegenständen |
| JP4738539B1 (ja) * | 2010-03-30 | 2011-08-03 | 株式会社大気社 | フィルタ装置、そのフィルタ装置を用いた塗装ブース、そのフィルタ装置を用いた簡易塗装ブース |
| DE102010041552A1 (de) * | 2010-09-28 | 2012-03-29 | Dürr Systems GmbH | Filtervorrichtung zum Abtrennen von Lack-Overspray |
| JP5754628B2 (ja) * | 2011-04-28 | 2015-07-29 | 株式会社大気社 | フィルタ装置、及び、そのフィルタ装置を用いた塗装ブース |
| EP2736653A1 (de) * | 2011-07-27 | 2014-06-04 | Dürr Systems GmbH | Verfahren zum betreiben einer filtervorrichtung und filtervorrichtung |
| DE102011117667A1 (de) * | 2011-11-03 | 2013-05-08 | Eisenmann Ag | Filtermodul und Vorrichtung zum Abscheiden von Overspray sowie Anlage mit einer solchen |
| US9095865B2 (en) * | 2011-11-16 | 2015-08-04 | Csl Silicones Inc. | Mobile coating system for elastomeric materials |
| DE102011056231A1 (de) * | 2011-12-09 | 2013-06-13 | Dürr Systems GmbH | Filteranlage und Reinigungsverfahren |
| JP5896126B2 (ja) * | 2012-01-26 | 2016-03-30 | 株式会社大気社 | 粘着性物質捕集設備 |
| JP5896130B2 (ja) * | 2012-02-15 | 2016-03-30 | 株式会社大気社 | 粘着性物質捕集設備 |
| EP2671647B1 (de) * | 2012-06-05 | 2016-08-17 | ABB Schweiz AG | Lacknebeltrennvorrichtung |
| WO2014045446A1 (ja) * | 2012-09-24 | 2014-03-27 | ジェイアンドエスエンジニアリング株式会社 | 集塵機用フィルタエレメント及び集塵機 |
| JP6051405B2 (ja) * | 2012-11-19 | 2016-12-27 | パナソニックIpマネジメント株式会社 | 塗装ミスト処理装置 |
| DE102013001982A1 (de) * | 2013-02-05 | 2014-08-21 | Eisenmann Ag | Vorrichtung zum Abscheiden von Overspray |
| DE102013004082A1 (de) * | 2013-03-11 | 2014-09-11 | Eisenmann Ag | Verfahren zum Betreiben einer Oberflächenbehandlungsanlage, Satz von Filtermodulen und Oberflächenbehandlungsanlage |
| CA2948270C (en) * | 2014-05-29 | 2022-04-19 | Global Finishing Solutions Llc | Aluminum repair stations and methods of using the same |
| CN104028409B (zh) * | 2014-06-10 | 2016-06-22 | 陈曦 | 一种利用纳米碳酸钙吸附漆雾的方法 |
| EP3517041B1 (en) * | 2014-06-26 | 2021-08-11 | PaloDEx Group Oy | X-ray imaging unit for a medical imaging |
| JP5916813B2 (ja) * | 2014-08-06 | 2016-05-11 | Abb株式会社 | 塗装ブース装置 |
| DE102015000585A1 (de) | 2015-01-16 | 2016-07-21 | Eisenmann Se | Verfahren zum Betreiben einer Oberflächenbehandlungsanlage |
| CN104858095B (zh) * | 2015-06-15 | 2018-03-06 | 嘉兴启净涂装科技有限公司 | 一种双面侧吸式干式喷涂系统 |
| CN105032668A (zh) * | 2015-08-23 | 2015-11-11 | 周小参 | 一种侧吸式无水喷涂系统 |
| EP3165577A1 (de) * | 2015-11-06 | 2017-05-10 | Henkel AG & Co. KGaA | Trägermedium zur abtrennung von lack-overspray |
| ITUB20156098A1 (it) * | 2015-12-02 | 2017-06-02 | Geico Spa | Cabina di verniciatura con sistema di rimozione dell'overspray, metodo di rimozione e impianto |
| CN106890744B (zh) * | 2015-12-17 | 2021-08-06 | 周小参 | 一种干式文丘里喷漆系统 |
| CN105499040B (zh) * | 2016-01-10 | 2019-06-25 | 嘉兴启净涂装科技有限公司 | 一种多级式漆雾捕集装置及捕集分离过喷物的方法 |
| CN105709968B (zh) * | 2016-02-12 | 2019-06-07 | 嘉兴启净涂装科技有限公司 | 一种层架式漆雾分离装置及分离过喷物的方法 |
| CN106179860A (zh) * | 2016-09-20 | 2016-12-07 | 中国汽车工业工程有限公司 | 喷房排风腔 |
| DE102016014953A1 (de) | 2016-12-14 | 2018-06-14 | Dürr Systems Ag | Lackieranlage und entsprechendes Lackierverfahren |
| CN107519712A (zh) * | 2017-09-29 | 2017-12-29 | 浙江洁皇环保科技有限公司 | 一种用于喷房的漆雾净化处理装置 |
| CN107569928A (zh) * | 2017-10-11 | 2018-01-12 | 中国汽车工业工程有限公司 | 一种可在线更换过滤模块的纸盒干式漆雾处理装置 |
| CN108554050A (zh) * | 2017-12-20 | 2018-09-21 | 苏州宏拓环境科技有限公司 | 干式漆雾处理装置 |
| MX2021003714A (es) * | 2018-10-01 | 2021-08-19 | Gallagher Kaiser Corp | Unidad depuradora para cabina de pintura. |
| EP3880336A4 (en) * | 2018-11-15 | 2022-07-27 | Fanca Technologies Pty Ltd | DUST EXTRACTION DEVICE |
| CN110124405B (zh) * | 2019-05-29 | 2021-04-02 | 商丘师范学院 | 一种计算机机房除尘器 |
| CN110721863B (zh) * | 2019-10-14 | 2020-12-29 | 昆山德瑞泰自动设备有限公司 | 一种干式喷房 |
| DE102019127751A1 (de) * | 2019-10-15 | 2021-04-15 | Herding Gmbh Filtertechnik | Filtervorrichtung und Verfahren zum Abreinigen eines Filterelements einer Filtervorrichtung |
| CN110947260A (zh) * | 2019-11-13 | 2020-04-03 | 广州皓涂机电设备有限公司 | 汽车喷漆排气控制系统及排气控制方法 |
| CN111001520A (zh) * | 2019-12-28 | 2020-04-14 | 安徽鼎恒再制造产业技术研究院有限公司 | 一种高效热喷涂装置 |
| CN113019788B (zh) * | 2021-02-26 | 2022-06-28 | 机械工业第九设计研究院股份有限公司 | 一种可以在外部调节角度的风嘴 |
| CN113695139B (zh) * | 2021-09-04 | 2023-03-21 | 上海吉祥家美幕墙材料有限公司 | 一种铝单板喷漆车间及喷漆生产线 |
| CN115155912B (zh) * | 2022-07-12 | 2024-01-16 | 湖南省国创电力有限公司 | 一种用于变压器片式散热器外表涂装的自动化生产线 |
| JP7546734B1 (ja) | 2023-07-31 | 2024-09-06 | 株式会社大気社 | 塗装装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5169417A (en) * | 1988-08-31 | 1992-12-08 | Hartwig Straub | Device for removing excess sprayed material during application by spraying of wet lacquer |
| DE4140490A1 (de) * | 1991-12-09 | 1993-06-17 | Eisenmann Kg Maschbau | Spritzkabine fuer das aufbringen von stark wasserhaltigen email- oder keramikglasuren auf entsprechende werkstuecke |
| DE4211465A1 (de) * | 1992-04-06 | 1993-10-14 | Intensiv Filter Gmbh | Verfahren zum trockenen Abscheiden, Wiedergewinnen und Aufarbeiten eines beim Spritzlackieren anfallenden Nebels aus klebrigen Lackteilchen aus dem Absaugeluftstrom |
| DE9400668U1 (de) * | 1993-06-16 | 1994-03-24 | Grundfos GmbH, 23812 Wahlstedt | Vorrichtung zum Spritzlackieren mit Wasserlack |
| RU2128088C1 (ru) * | 1995-03-07 | 1999-03-27 | Блинов Александр Вячеславович | Установка для окраски автомобиля |
Family Cites Families (88)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3041808A (en) * | 1960-09-26 | 1962-07-03 | Bell Intercontinental Corp | Filter |
| DE7014433U (ru) | 1970-04-16 | 1970-09-17 | Hoffmann H Trocken Und Lackierofen Fabrik Apparatebau | |
| DE2153777B2 (de) | 1971-10-28 | 1977-11-10 | Ausscheidung in: 21 66 912 Mikropul Gesellschaft für Mahl- und Staubtechnik mbH, 5000 Köln | Verfahren zur durchfuehrung physikalischer und chemischer reaktionen zwischen mit gasen bzw. daempfen, fluessigkeiten oder feststoffen beladenen traegergasen einerseits und feinkoernigen feststoffen andererseits, insbesondere zwischen staubbeladenen abgasen und feinkoernigem feststoffmaterial |
| JPS4916187A (ru) | 1972-06-07 | 1974-02-13 | ||
| CH562134A5 (ru) | 1974-03-04 | 1975-05-30 | Migros | |
| JPS50136178U (ru) * | 1974-04-25 | 1975-11-10 | ||
| JPS5155333A (ru) | 1974-11-09 | 1976-05-15 | Toyota Motor Co Ltd | |
| JPS51117373A (en) * | 1975-04-08 | 1976-10-15 | Taisei Corp | Tar mist contained waste gas purifying device |
| JPS5218265A (en) | 1975-08-02 | 1977-02-10 | Tokiwa Denki:Kk | 2nd dust collection & automatic removal apparatus for paint powdery du st dry booth |
| JPS5220524A (en) | 1975-08-08 | 1977-02-16 | Susumu Ubukata | Tilt-type seat belt take-up means |
| CH611184A5 (ru) | 1975-09-29 | 1979-05-31 | Gema Ag | |
| JPS596687B2 (ja) | 1975-11-04 | 1984-02-14 | ヤマモト トモジ | カンシキシユウジンソウチ |
| JPS53109274A (en) | 1977-03-04 | 1978-09-22 | Daido Steel Co Ltd | Precoating method for use in a bag filter |
| CA1133691A (en) | 1978-11-20 | 1982-10-19 | Gunter J. Lissy | Powder spray booth |
| US4409009A (en) * | 1978-11-20 | 1983-10-11 | Nordson Corporation | Powder spray booth |
| JPS55115372A (en) | 1979-02-27 | 1980-09-05 | Sanyo Electric Co Ltd | Photovoltaic device |
| JPS5648263A (en) | 1979-09-27 | 1981-05-01 | Dainippon Toryo Co Ltd | Air blow collecting type coating booth |
| DE3003158A1 (de) * | 1980-01-30 | 1982-03-04 | ESB Elektrostatische Sprüh- und Beschichtungsanlagen G.F. Vöhringer GmbH, 7758 Meersburg | Vorrichtung zum pulverbeschichten von werkstuecken mit einer das werkstueck zeitweise aufnehmenden spruehkabine |
| CA1182997A (en) * | 1980-12-08 | 1985-02-26 | Gunter J. Lissy | Powder spray booth |
| DE8115387U1 (de) | 1981-05-23 | 1981-12-03 | Fritz Schäfer GmbH Fabriken für Lager- und Betriebseinrichtungen, Salchendorf bei Neunkirchen, Kreis Siegen, 5908 Neunkirchen | Vorrichtung zur spritzbehandlung, insbesondere zur spritzlackierung von gegenstaenden |
| JPS58119370A (ja) | 1981-12-31 | 1983-07-15 | Toyota Central Res & Dev Lab Inc | 塗装ブ−ス |
| JPS59206075A (ja) | 1983-05-09 | 1984-11-21 | Osame Kogyo:Kk | 粉体塗装装置 |
| JPS61103564A (ja) | 1984-10-26 | 1986-05-22 | Taikisha Ltd | 塗装ブ−ス |
| JPS61143674A (ja) | 1984-12-14 | 1986-07-01 | 今木 久夫 | 各種収容スペ−ス可変冷蔵庫並びにその装置 |
| JPS61143674U (ru) * | 1985-02-27 | 1986-09-04 | ||
| JPS6268566A (ja) | 1985-09-24 | 1987-03-28 | Trinity Ind Corp | 給気付塗装ブ−ス |
| US4700615A (en) * | 1986-01-03 | 1987-10-20 | Protectaire Systems Co. | Spray booth |
| DE3705634A1 (de) * | 1987-02-21 | 1988-09-01 | Metallgesellschaft Ag | Verfahren und vorrichtung zur reinigung von abluft aus farb- oder lackspritzkabinen |
| DK514587D0 (da) | 1987-09-30 | 1987-09-30 | Moldow A S H | Behandlingskammer og fremgangsmaade til hindring af udslip af kontaminerede stoffer fra samme |
| JP2711353B2 (ja) | 1988-09-27 | 1998-02-10 | 株式会社ソディック | ワイヤカット放電加工機用給電ダイス |
| SE463604B (sv) * | 1989-04-25 | 1990-12-17 | Flaekt Ab | Anordning foer rening av med faergpartiklar foerorenad ventilationsluft fraan en sprutbox foer maalning |
| DE3925818A1 (de) * | 1989-08-04 | 1991-02-07 | Intensiv Filter Gmbh | Verfahren und vorrichtung zum entstauben von zinkbaedern |
| US5020470A (en) | 1989-08-31 | 1991-06-04 | Haden Schweitzer Corporation | Wet scrubber apparatus and paint spraybooth in combination with wet scrubber apparatus |
| US5022897A (en) * | 1989-11-22 | 1991-06-11 | Potters Industries, Inc. | Method for hazardous waste removal and neutralization |
| SE464222B (sv) | 1990-03-19 | 1991-03-25 | Erik Von Gertten Ab | Foer sprutmaalning avsedd sprutkammare |
| US5153034A (en) * | 1990-05-23 | 1992-10-06 | Binks Manufacturing Company | Paint spray booth with plenum means of reduced cross section and method of operating the same |
| JP2712789B2 (ja) | 1990-08-27 | 1998-02-16 | 日本電気株式会社 | 画像表示装置 |
| JPH086526Y2 (ja) | 1990-09-28 | 1996-02-28 | トリニティ工業株式会社 | 塗装ブース |
| JP2554618Y2 (ja) * | 1991-02-26 | 1997-11-17 | トリニティ工業株式会社 | 給気付塗装ブースの排気処理装置 |
| US5147422A (en) * | 1991-08-05 | 1992-09-15 | George Koch Sons, Inc. | Paint spray booth |
| DE4126891A1 (de) * | 1991-08-14 | 1993-02-18 | Gema Volstatic Ag | Elektrostatische pulver-spruehbeschichtungsanlage fuer automobil-karosserien |
| JPH0564718A (ja) | 1991-09-05 | 1993-03-19 | Daikin Ind Ltd | 濃縮方法および装置 |
| JP2717469B2 (ja) | 1991-09-10 | 1998-02-18 | 株式会社了生 | 集塵機を用いた気体中の臭気物質、刺激物質又は粘性物質の除去方法 |
| JPH0576725A (ja) | 1991-09-26 | 1993-03-30 | Taikisha Ltd | 塗装設備の排気浄化装置 |
| JPH05269414A (ja) | 1992-03-26 | 1993-10-19 | Toyota Motor Corp | 塗装ブースの排気処理装置 |
| JP3112582B2 (ja) | 1992-10-06 | 2000-11-27 | 株式会社山口工業 | 自動車塗装ブース並びに乾燥ブース |
| DE4239276A1 (de) * | 1992-10-20 | 1994-04-21 | Duerr Gmbh & Co | Lackiereinrichtung |
| JPH06154677A (ja) | 1992-11-26 | 1994-06-03 | Taikisha Ltd | 塗装ブース |
| FR2700484B1 (fr) | 1993-01-18 | 1995-02-24 | Ais | Installation de peinture. |
| DE4303753A1 (de) | 1993-02-09 | 1994-08-18 | Duerr Gmbh & Co | Lackiereinrichtung |
| DE4303752A1 (de) | 1993-02-09 | 1994-08-18 | Duerr Gmbh & Co | Lackiereinrichtung |
| US5326599A (en) | 1993-02-11 | 1994-07-05 | Nordson Corporation | Cabin purge system for automotive powder coating |
| JPH0737311A (ja) | 1993-07-19 | 1995-02-07 | Tanashin Denki Co | ディスク再生装置 |
| CA2126802C (en) | 1994-06-27 | 1999-08-17 | Hermann Ophardt | Powder paint booth backflow filter apparatus |
| JP3010248B2 (ja) | 1994-10-03 | 2000-02-21 | 日立造船株式会社 | パルス式バグフィルターの稼働方法 |
| DE4446089C2 (de) | 1994-12-22 | 2001-05-10 | Eisenmann Kg Maschbau | Verfahren zur Pulverbeschichtung und Lackieranlage zur Durchführung des Verfahrens |
| DE19500873A1 (de) * | 1995-01-13 | 1996-07-18 | Gema Volstatic Ag | Sprühbeschichtungsvorrichtung |
| DE29508187U1 (de) | 1995-05-19 | 1995-07-20 | Wurster, Gerd, 70191 Stuttgart | Spritzkabine |
| US5746650A (en) * | 1995-07-27 | 1998-05-05 | Haden, Inc. | Integrated paint spray booth and air conditioning system and process |
| JPH09103723A (ja) | 1995-10-09 | 1997-04-22 | Yamaguchi Kogyo:Kk | 自動車塗装ブース |
| AU7206096A (en) | 1995-10-18 | 1997-05-07 | Michael Eder | Device for transporting finely distributed media produced during the surface treatment of articles |
| DE19542859A1 (de) | 1995-11-17 | 1997-05-22 | Hosokawa Mikropul Ges Fuer Mah | Oberflächenfiltration- und -filter |
| JP3074255B2 (ja) | 1996-05-13 | 2000-08-07 | 株式会社プランテック | ガイドベーンを備えたプレコート式バグフィルタ装置 |
| JP3750829B2 (ja) * | 1996-08-01 | 2006-03-01 | 興研株式会社 | 環境浄化装置 |
| JP3330288B2 (ja) | 1996-10-01 | 2002-09-30 | 日本ペイントプラント・エンジニアリング株式会社 | 水溶性塗料の塗装装置 |
| JPH10165864A (ja) | 1996-12-12 | 1998-06-23 | Nippon Paint Plant Eng Kk | 水溶性塗料の塗装装置 |
| JP3904271B2 (ja) | 1996-12-24 | 2007-04-11 | 旭サナック株式会社 | 粉体塗装ブース |
| JP3388689B2 (ja) | 1997-04-22 | 2003-03-24 | アマノ株式会社 | プリコート機能を備えた集塵装置 |
| JPH1176889A (ja) * | 1997-09-02 | 1999-03-23 | Nikon Corp | 塗装装置 |
| US6511637B2 (en) * | 1998-04-17 | 2003-01-28 | Bundy Environmental Technology, Inc. | Air pollution control assembly and method |
| US6024796A (en) * | 1998-06-26 | 2000-02-15 | University Of Kentucky Research Foundation | Wet scrubber and paint spray booth including the wet scrubber |
| US6226568B1 (en) | 1998-12-07 | 2001-05-01 | Ernest Henry Tong | Method of balancing paint booth air flows |
| US6231646B1 (en) * | 1999-03-11 | 2001-05-15 | Chemco Manufacturing Company, Inc. | Paint overspray exhaust air filter |
| US20020033134A1 (en) * | 2000-09-18 | 2002-03-21 | Fannon Mark G. | Method and apparatus for processing coatings, radiation curable coatings on wood, wood composite and other various substrates |
| JP2002166206A (ja) | 2000-11-30 | 2002-06-11 | Yamaguchi Kogyo:Kk | ライン用塗装ブース |
| US7362551B2 (en) | 2001-02-01 | 2008-04-22 | Hydro-Aire, Inc. | Aircraft applicable circuit imbalance detection and circuit interrupter and packaging thereof |
| JP2002248386A (ja) | 2001-02-26 | 2002-09-03 | Kansai Paint Co Ltd | 水性塗料の回収方法及び再利用方法 |
| FR2824000B1 (fr) | 2001-04-27 | 2003-06-20 | Christian Guilhem | Procede et installation de traitement d'objets par projection manuelle de brouillard a rideau d'air de protection |
| JP2004050061A (ja) * | 2002-07-19 | 2004-02-19 | Takeo Kamigaki | 消臭装置および消臭方法 |
| DE10341980A1 (de) | 2003-09-08 | 2005-06-02 | Dürr Systems GmbH | Vorrichtung zum Abtrennen von Lack-Overspray |
| DE10361266B4 (de) | 2003-12-24 | 2010-07-01 | Keller Lufttechnik Gmbh & Co. Kg | Vorrichtung zur Beseitigung von Luftverunreinigungen in einer Nasslackieranlage |
| US7077740B2 (en) * | 2004-01-30 | 2006-07-18 | Ti Technologies, Llc | Paint spray booth |
| US20070166463A1 (en) * | 2005-01-28 | 2007-07-19 | Kelly Craig J | Paint spray booth |
| DE102005020792A1 (de) | 2005-05-04 | 2006-11-09 | Robert Bosch Gmbh | Messfühler zur Bestimmung der physikalischen Eigenschaft eines Messgases |
| JP5220524B2 (ja) | 2008-09-11 | 2013-06-26 | 株式会社シミズ | 電子機器外装用筺体およびその製造方法 |
| JP5242536B2 (ja) | 2009-11-05 | 2013-07-24 | 株式会社ニフコ | クリップ |
| JP5573367B2 (ja) | 2010-05-31 | 2014-08-20 | 株式会社ニコン | スイッチユニットおよび電子機器 |
| ITBO20110764A1 (it) | 2011-12-28 | 2013-06-29 | Cefla Coop | Dispositivo per l'acquisizione di radiografie panoramiche, teleradiografie e opzionalmente radiografie volumetriche cbct |
-
2005
- 2005-03-24 DE DE102005013711.3A patent/DE102005013711B4/de active Active
-
2006
- 2006-03-17 PT PT101771996T patent/PT2258485E/pt unknown
- 2006-03-17 CN CNB2006800095560A patent/CN100569383C/zh active Active
- 2006-03-17 ES ES10177199T patent/ES2424462T5/es active Active
- 2006-03-17 RU RU2007139109/12A patent/RU2392062C2/ru active
- 2006-03-17 WO PCT/EP2006/002469 patent/WO2006099999A1/de active Application Filing
- 2006-03-17 AU AU2006226605A patent/AU2006226605B9/en active Active
- 2006-03-17 JP JP2008502294A patent/JP5576042B2/ja active Active
- 2006-03-17 DE DE202006021158U patent/DE202006021158U1/de not_active Expired - Lifetime
- 2006-03-17 DE DE502006008181T patent/DE502006008181D1/de active Active
- 2006-03-17 AT AT06707593T patent/ATE485892T1/de active
- 2006-03-17 RU RU2011124144/05A patent/RU2465069C1/ru active
- 2006-03-17 CA CA2598114A patent/CA2598114C/en active Active
- 2006-03-17 EP EP06707593A patent/EP1861205B1/de active Active
- 2006-03-17 MX MX2007011742A patent/MX2007011742A/es active IP Right Grant
- 2006-03-17 CN CN2009102064134A patent/CN101745486B/zh active Active
- 2006-03-17 EP EP10177199.6A patent/EP2258485B2/de active Active
- 2006-03-17 US US11/886,764 patent/US9643118B2/en active Active
- 2006-03-17 PL PL10177199.6T patent/PL2258485T5/pl unknown
- 2006-03-17 DE DE202006020778U patent/DE202006020778U1/de not_active Expired - Lifetime
- 2006-03-17 RU RU2010110949/05A patent/RU2430791C1/ru active
- 2006-03-17 DE DE202006020762U patent/DE202006020762U1/de not_active Expired - Lifetime
- 2006-03-17 ES ES06707593T patent/ES2354623T3/es active Active
- 2006-03-17 ZA ZA200707402A patent/ZA200707402B/xx unknown
- 2006-03-17 KR KR1020077021465A patent/KR101301943B1/ko active IP Right Grant
- 2006-03-17 BR BRPI0609440A patent/BRPI0609440B1/pt active IP Right Grant
- 2006-03-17 DE DE202006020996U patent/DE202006020996U1/de not_active Expired - Lifetime
-
2013
- 2013-07-02 JP JP2013138865A patent/JP5934149B2/ja active Active
-
2015
- 2015-01-29 JP JP2015016081A patent/JP6243365B2/ja active Active
-
2017
- 2017-04-07 US US15/481,625 patent/US20170209891A1/en not_active Abandoned
- 2017-06-06 JP JP2017111791A patent/JP6453941B2/ja active Active
-
2023
- 2023-10-17 US US18/488,719 patent/US20240042475A1/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5169417A (en) * | 1988-08-31 | 1992-12-08 | Hartwig Straub | Device for removing excess sprayed material during application by spraying of wet lacquer |
| DE4140490A1 (de) * | 1991-12-09 | 1993-06-17 | Eisenmann Kg Maschbau | Spritzkabine fuer das aufbringen von stark wasserhaltigen email- oder keramikglasuren auf entsprechende werkstuecke |
| DE4211465A1 (de) * | 1992-04-06 | 1993-10-14 | Intensiv Filter Gmbh | Verfahren zum trockenen Abscheiden, Wiedergewinnen und Aufarbeiten eines beim Spritzlackieren anfallenden Nebels aus klebrigen Lackteilchen aus dem Absaugeluftstrom |
| DE9400668U1 (de) * | 1993-06-16 | 1994-03-24 | Grundfos GmbH, 23812 Wahlstedt | Vorrichtung zum Spritzlackieren mit Wasserlack |
| RU2128088C1 (ru) * | 1995-03-07 | 1999-03-27 | Блинов Александр Вячеславович | Установка для окраски автомобиля |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2669636C2 (ru) * | 2014-07-04 | 2018-10-12 | Дюрр Системз Аг | Способ лакирования и лакировальная установка для декоративного лакирования |
| RU2727626C1 (ru) * | 2016-03-16 | 2020-07-22 | Штурм Машинен- Унд Анлагенбау Гмбх | Лакировально-окрасочная установка, способ лакокрасочной обработки детали и фильтрующий элемент для них |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2465069C1 (ru) | Установка для лакирования изделий | |
| JP5662473B2 (ja) | 塗料スプレーしぶきを分離するためのフィルタ装置、分離装置及び方法 | |
| US3932151A (en) | Spray booth | |
| US20080229925A1 (en) | Device and process for separating wet paint overspray | |
| JP5422814B2 (ja) | 塗料捕集システム | |
| US10857494B2 (en) | Exhaust configuration for a wet scrubber | |
| WO2005074529A2 (en) | Paint spray booth | |
| US4601236A (en) | Pump-less paint spray booth | |
| WO2021153656A1 (ja) | 湿式ミスト捕集装置 | |
| KR102705961B1 (ko) | 마이크로 버블수를 이용한 습식 도장부스 | |
| JP3615577B2 (ja) | ウォーターカーテン式塗装ブース装置 | |
| JPH0647231A (ja) | 穀類共乾施設の集塵装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| QB4A | Licence on use of patent |
Free format text: LICENCE Effective date: 20160920 |
|
| PC43 | Official registration of the transfer of the exclusive right without contract for inventions |
Effective date: 20170630 |