JP5288309B2 - 冷却体流路を有する複合物品および工具製造方法 - Google Patents
冷却体流路を有する複合物品および工具製造方法 Download PDFInfo
- Publication number
- JP5288309B2 JP5288309B2 JP2008518246A JP2008518246A JP5288309B2 JP 5288309 B2 JP5288309 B2 JP 5288309B2 JP 2008518246 A JP2008518246 A JP 2008518246A JP 2008518246 A JP2008518246 A JP 2008518246A JP 5288309 B2 JP5288309 B2 JP 5288309B2
- Authority
- JP
- Japan
- Prior art keywords
- composite
- sintered carbide
- carbide alloy
- composite material
- sintered
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002131 composite material Substances 0.000 title claims description 124
- 238000001816 cooling Methods 0.000 title claims description 30
- 238000004519 manufacturing process Methods 0.000 title claims description 10
- 239000000956 alloy Substances 0.000 claims description 116
- 229910045601 alloy Inorganic materials 0.000 claims description 58
- 238000000034 method Methods 0.000 claims description 58
- 239000011230 binding agent Substances 0.000 claims description 45
- 239000000463 material Substances 0.000 claims description 44
- 238000005520 cutting process Methods 0.000 claims description 41
- 239000000843 powder Substances 0.000 claims description 33
- 229910052751 metal Inorganic materials 0.000 claims description 31
- 239000002184 metal Substances 0.000 claims description 31
- 239000002245 particle Substances 0.000 claims description 18
- 239000000203 mixture Substances 0.000 claims description 12
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 11
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 11
- 239000000126 substance Substances 0.000 claims description 10
- 229910052742 iron Inorganic materials 0.000 claims description 6
- 239000011159 matrix material Substances 0.000 claims description 6
- 229910052759 nickel Inorganic materials 0.000 claims description 6
- 229910017052 cobalt Inorganic materials 0.000 claims description 5
- 239000010941 cobalt Substances 0.000 claims description 5
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 claims description 5
- 239000002826 coolant Substances 0.000 claims description 5
- 230000007797 corrosion Effects 0.000 claims description 5
- 238000005260 corrosion Methods 0.000 claims description 5
- -1 polyethylene Polymers 0.000 claims description 5
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 claims description 5
- 239000004677 Nylon Substances 0.000 claims description 3
- 229920001778 nylon Polymers 0.000 claims description 3
- 229920000642 polymer Polymers 0.000 claims description 3
- 238000005245 sintering Methods 0.000 claims description 3
- 238000007711 solidification Methods 0.000 claims description 3
- 230000008023 solidification Effects 0.000 claims description 3
- 244000025254 Cannabis sativa Species 0.000 claims description 2
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 claims description 2
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 claims description 2
- 240000000491 Corchorus aestuans Species 0.000 claims description 2
- 235000011777 Corchorus aestuans Nutrition 0.000 claims description 2
- 235000010862 Corchorus capsularis Nutrition 0.000 claims description 2
- 229920000742 Cotton Polymers 0.000 claims description 2
- 229920000271 Kevlar® Polymers 0.000 claims description 2
- 239000004696 Poly ether ether ketone Substances 0.000 claims description 2
- 239000004698 Polyethylene Substances 0.000 claims description 2
- 239000004743 Polypropylene Substances 0.000 claims description 2
- 239000004760 aramid Substances 0.000 claims description 2
- 229920003235 aromatic polyamide Polymers 0.000 claims description 2
- 235000009120 camo Nutrition 0.000 claims description 2
- 235000005607 chanvre indien Nutrition 0.000 claims description 2
- 239000011487 hemp Substances 0.000 claims description 2
- 229920001903 high density polyethylene Polymers 0.000 claims description 2
- 239000004700 high-density polyethylene Substances 0.000 claims description 2
- 239000004761 kevlar Substances 0.000 claims description 2
- 238000003754 machining Methods 0.000 claims description 2
- 150000004767 nitrides Chemical class 0.000 claims description 2
- 229920000728 polyester Polymers 0.000 claims description 2
- 229920002530 polyetherether ketone Polymers 0.000 claims description 2
- 229920000573 polyethylene Polymers 0.000 claims description 2
- 229920001155 polypropylene Polymers 0.000 claims description 2
- 239000004800 polyvinyl chloride Substances 0.000 claims description 2
- 229920000915 polyvinyl chloride Polymers 0.000 claims description 2
- 238000003825 pressing Methods 0.000 claims description 2
- 229910021332 silicide Inorganic materials 0.000 claims description 2
- FVBUAEGBCNSCDD-UHFFFAOYSA-N silicide(4-) Chemical compound [Si-4] FVBUAEGBCNSCDD-UHFFFAOYSA-N 0.000 claims description 2
- 239000006104 solid solution Substances 0.000 claims description 2
- 229910000531 Co alloy Inorganic materials 0.000 claims 5
- 229910000640 Fe alloy Inorganic materials 0.000 claims 3
- 229910000990 Ni alloy Inorganic materials 0.000 claims 3
- 238000001035 drying Methods 0.000 claims 1
- 238000010438 heat treatment Methods 0.000 claims 1
- 210000000936 intestine Anatomy 0.000 claims 1
- 239000000919 ceramic Substances 0.000 description 14
- 238000001125 extrusion Methods 0.000 description 13
- 239000004033 plastic Substances 0.000 description 8
- 229920003023 plastic Polymers 0.000 description 8
- 238000005553 drilling Methods 0.000 description 5
- 230000008901 benefit Effects 0.000 description 4
- 238000003801 milling Methods 0.000 description 4
- 230000007423 decrease Effects 0.000 description 2
- 150000001247 metal acetylides Chemical class 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 230000000737 periodic effect Effects 0.000 description 2
- 238000010079 rubber tapping Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000002023 wood Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 235000012438 extruded product Nutrition 0.000 description 1
- 229910052735 hafnium Inorganic materials 0.000 description 1
- 238000000462 isostatic pressing Methods 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000003209 petroleum derivative Substances 0.000 description 1
- WVDDGKGOMKODPV-ZQBYOMGUSA-N phenyl(114C)methanol Chemical compound O[14CH2]C1=CC=CC=C1 WVDDGKGOMKODPV-ZQBYOMGUSA-N 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229910052707 ruthenium Inorganic materials 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 229910052715 tantalum Inorganic materials 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/22—Making metal-coated products; Making products from two or more metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C25/00—Profiling tools for metal extruding
- B21C25/02—Dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/10—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of articles with cavities or holes, not otherwise provided for in the preceding subgroups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/28—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass cutting tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F2005/001—Cutting tools, earth boring or grinding tool other than table ware
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F2005/004—Article comprising helical form elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1904—Composite body of diverse material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/89—Tool or Tool with support
- Y10T408/907—Tool or Tool with support including detailed shank
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/131—Glass, ceramic, or sintered, fused, fired, or calcined metal oxide or metal carbide containing [e.g., porcelain, brick, cement, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/131—Glass, ceramic, or sintered, fused, fired, or calcined metal oxide or metal carbide containing [e.g., porcelain, brick, cement, etc.]
- Y10T428/1317—Multilayer [continuous layer]
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Materials Engineering (AREA)
- Powder Metallurgy (AREA)
- Drilling Tools (AREA)
- Milling Processes (AREA)
Description
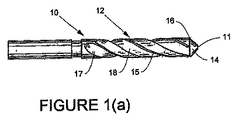
本発明は概して、工具のブランク(blank、半加工品)など、異なる組成および/またはミクロ組織の領域を含む複合構造を有する物品を形成する方法を対象とする。本発明はさらに、複合構造と少なくとも一つの冷却体流路とを有する回転工具、および回転工具のための工具のブランクを対象とする。本発明の方法は回転工具の製造に一般的に適用され、そして例えば、孔あけ(drilling)、リーマー仕上げ(reaming)、皿座ぐり(countersinking)、深座ぐり(counterboring)、および端面削り(end milling)などの材料除去操作において用いられる焼結炭化物合金(cemented carbide)の回転工具の製造に適用することができる。
焼結炭化物合金の回転工具(すなわち、回転するように駆動される工具)は一般に、例えば、孔あけ(drilling)、リーマー仕上げ(reaming)、皿座ぐり(countersinking)、深座ぐり(counterboring)、端面削り(end milling)、および雌ねじ切り(tapping)などの切削加工操作において用いられる。このような工具は典型的に、中実の一体構造のものである。そのような工具のための製造プロセスは、(粒状のセラミックと結合剤金属からなる)冶金粉末を固めて圧粉体を形成することを含むだろう。次いで、圧粉体は焼結されて、中実の一体構造を有する円柱状の工具のブランクが形成される。ここで用いられるものとして、一体構造とは、工具が、工具の内部の全ての有効容積において実質的に同じ特性を有する材料(例えば焼結炭化物合金材料)で構成されていることを意味する。焼結に続いて、工具のブランクは適当に機械加工されて、回転工具の特定の形態からなる刃先やその他の特徴点が形成される。回転工具には例えば、ドリル、エンドミル、リーマー(穴ぐり具)およびタップ(tap、雌ねじ切り)が含まれる。
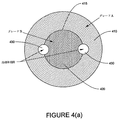
本発明の態様は、少なくとも第一の領域と第二の領域を有する複合物品を含む。第一の領域は第一の複合材料を含んでいてもよく、この第一の領域は重量で5wt.%未満の立方晶炭化物(cubic carbide)を含み、そして第二の領域は第二の複合材料を含んでいてもよく、この第二の複合材料は第一の複合材料とは少なくとも一つの特性において異なっている。複合物品はさらに少なくとも一つの冷却体流路を有していてもよい。特定の態様において、第一および第二の複合材料はそれぞれ結合剤中に硬質粒子を含んでいてもよく、それらの硬質粒子はそれぞれ炭化物、窒化物、ホウ化物、ケイ化物、酸化物およびこれらの固溶体のうちの少なくとも一つを含み、そして結合剤はコバルト、ニッケル、鉄およびこれらの合金から選択される少なくとも一つの金属を含む。特定の態様において、第一の複合材料と第二の複合材料はそれぞれ結合剤中に金属炭化物を含んでいてもよい。
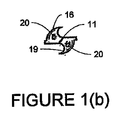
本発明は、複合構造を有する回転切削工具、切削工具のブランク、ロッド、およびその他の物品、ならびにそのような物品を製造する方法を提供する。物品はさらに、望ましい場合には、冷却体流路などの内部流路を有していてもよい。本明細書で用いられるとき、回転工具とは、回転するように駆動される少なくとも一つの刃先(cutting edge)を有する工具である。本明細書で用いられるとき、「複合」構造とは、化学組成および/またはミクロ組織(microstructure)が異なっている領域を有する物品を指す。これらの相違により、少なくとも一つの特性に関して異なる性質を有する領域が生じる。特性とは、例えば、硬さ、引張り強さ、耐摩耗性、破壊靭性、弾性率、耐食性、熱膨張率および熱伝導率のうちの少なくとも一つであってもよい。本発明において提示されるようにして構成されうる複合回転工具としては、ドリルやエンドミル、さらには例えば、材料の孔あけ(drilling)、リーマー仕上げ(reaming)、皿座ぐり(countersinking)、深座ぐり(counterboring)、端面削り(end milling)、および雌ねじ切り(tapping)において用いることのできるその他の工具がある。
本発明を特定の態様に関して説明したが、当業者であれば、以上の説明を考慮することにより、本発明の多くの修正と変形を用いることができることを理解するであろう。本発明のそのような全ての変形と修正は、以上の説明と添付の特許請求の範囲によって包含されることが意図されている。
Claims (59)
- 少なくとも外側領域、同軸上に配置されたコア領域、および
少なくとも一つの冷却体流路
を含み、該外側領域は第一の複合材料および5wt.%未満の立方晶炭化物を含み、該コア領域は第二の複合材料を含み、そして第一の複合材料は第二の複合材料と少なくとも一つの特性において異なっている複合物品であって、
該冷却体流路は該複合物品の内部に長手方向に配置されており、該冷却体流路は該外側領域及び該コア領域との境界に形成され該外側領域と該コア領域との両領域にまたがって延在する、前記複合物品。 - 該第一の複合材料および該第二の複合材料がそれぞれ結合剤中に硬質粒子を含んでおり、それら硬質粒子はそれぞれ炭化物、窒化物、ホウ化物、ケイ化物、酸化物およびこれらの固溶体のうちの少なくとも一つを含み、そして結合剤はコバルト、ニッケル、鉄、コバルト合金、ニッケル合金および鉄合金からなる群から選択される少なくとも一つの材料を含む、請求項1に記載の複合物品。
- 該特性が、弾性率、硬さ、耐摩耗性、破壊靭性、引張り強さ、耐食性、熱膨張率および熱伝導率からなる群から選択される少なくとも一つの特性である、請求項1に記載の複合物品。
- 該第一の複合材料と第二の複合材料がそれぞれ結合剤中に金属炭化物を含む、請求項1に記載の複合物品。
- 第一の複合材料の該金属炭化物の金属と第二の複合材料の該金属炭化物の金属が、それぞれ、IVB族元素、VB族元素およびVIB族元素からなる群から選択される、請求項4に記載の複合物品。
- 該外側領域が、該外側領域から該コア領域まで又は該コア領域から該外側領域まで伸びる該結合剤の母材によって該コア領域に接合されている、請求項4に記載の複合物品。
- 第一の複合材料の該結合剤と第二の複合材料の該結合剤が、それぞれ個々に、コバルト、コバルト合金、ニッケル、ニッケル合金、鉄、および鉄合金からなる群から選択される材料を含む、請求項4に記載の複合物品。
- 第一の複合材料の該結合剤と第二の複合材料の該結合剤とが化学組成において異なる、請求項4に記載の複合物品。
- 第一の複合材料の該結合剤の重量パーセントが、第二の複合材料の該結合剤の重量パーセントとは異なる、請求項4に記載の複合物品。
- 第一の複合材料の該金属炭化物が、第二の複合材料の該金属炭化物と、化学組成および平均粒度のうちの少なくとも一つにおいて異なる、請求項4に記載の複合物品。
- 該第一の複合材料と該第二の複合材料が、それぞれ、2〜40重量パーセントの結合剤および60〜98重量パーセントの金属炭化物を含む、請求項4に記載の複合物品。
- 第一の複合材料および第二の複合材料のうちの一方は、第一の複合材料および第二の複合材料のうちの他方のものよりも結合剤を1〜10重量パーセント多く含む、請求項11に記載の複合物品。
- 複合物品が、回転工具、回転工具のブランク、ドリル、エンドミル、タップ、ロッドおよびバーのうちの一つである、請求項1に記載の複合物品。
- 外側領域中の第一の複合材料の弾性率が、コア領域中の第二の複合材料の弾性率と異なる、請求項3に記載の複合物品。
- 外側領域中の第一の複合材料の硬さおよび耐摩耗性のうちの少なくとも一つが、コア領域中の第二の複合材料とは異なる、請求項3に記載の複合物品。
- 少なくとも一つの冷却体流路は直線状である、請求項1に記載の複合物品。
- 少なくとも一つの冷却体流路はつる巻状の形である、請求項1に記載の複合物品。
- 二つの冷却体流路を有する、請求項1〜17のいずれかに記載の複合物品。
- 該第一の複合材料および該第二の複合材料が焼結炭化物合金である、請求項1〜18のいずれかに記載の複合物品。
- 該焼結炭化物合金材料のそれぞれが弾性率を有し、該外側領域中の第一の焼結炭化物合金材料の該弾性率が、90×106〜95×106psiであり、該コア領域中の第二の焼結炭化物合金材料の該弾性率が、69×106〜92×106psiである、請求項19に記載の複合物品。
- 請求項1に記載の複合物品を形成する方法であって、
金属炭化物を含む少なくとも二つの複合材料を共押出ししてグリーンの圧粉体を形成することを含み、該少なくとも二つの複合材料が、少なくとも2種類の焼結炭化物合金グレードである前記方法。 - 少なくとも二つの複合材料を共押出しすることが、ダイを通して行われる、請求項21に記載の物品を形成する方法。
- 該ダイが、該グリーンの圧粉体の中に内部流路を形成するための手段を有する、請求項22に記載の方法。
- ダイが少なくとも一つのワイヤを有する、請求項22に記載の方法。
- 該少なくとも一つのワイヤは、該グリーンの圧粉体の中に内部流路を形成する、請求項24に記載の方法。
- ダイが少なくとも二つのワイヤを有する、請求項24に記載の方法。
- ダイが三つのワイヤを有する、請求項26に記載の方法。
- 該少なくとも一つのワイヤが、可撓性のワイヤである、請求項24に記載の方法。
- 該可撓性のワイヤが、ナイロン、ポリマー被覆金属ワイヤ、ポリエチレン、高密度ポリエチレン、ポリエステル、ポリ塩化ビニル、ポリプロピレン、アラミド、ケブラー、ポリエーテルエーテルケトン、綿糸、動物の腸、麻およびジュートのうちの少なくとも一つを含む、請求項28に記載の方法。
- ワイヤが非可撓性である、請求項24に記載の方法。
- ワイヤが金属を含む、請求項30に記載の方法。
- 少なくとも一つの焼結炭化物合金のグレードは、押出した形態にある、請求項21に記載の方法。
- 該押出した形態が、ロッド、バーおよびチューブのうちの少なくとも一つである、請求項32に記載の方法。
- 少なくとも一つの焼結炭化物合金がロッド形状であり、他の少なくとも一つの焼結炭化物合金がチューブ形状である、請求項21に記載の方法。
- 少なくとも二つの焼結炭化物合金が、チューブの形状である、請求項32に記載の方法。
- ロッドの形態の焼結炭化物合金が、共押出機の供給室の中に直接に押出される、請求項34に記載の方法。
- グリーンの圧粉体が二つの焼結炭化物合金のグレードを含み、それら焼結炭化物合金のグレードが同軸状に配置される、請求項21に記載の方法。
- ダイが流路ダイを含む、請求項22に記載の方法。
- 該少なくとも二つの複合材料が、少なくとも二種類の焼結炭化物合金であり、該ダイが、内部にらせん状の刻み目を有する、請求項22に記載の方法。
- 該少なくとも二つの複合材料が、少なくとも二種類の焼結炭化物合金であり、該ダイが回転する、請求項22に記載の方法。
- グリーンの圧粉体が少なくとも一つの流路を有する、請求項22に記載の方法。
- グリーンの圧粉体が二つのつる巻状の流路を有する、請求項22に記載の方法。
- 前記第一の複合材料が第一の焼結炭化物合金材料であり、前記第二の複合材料が第二の焼結炭化物合金材料であり、該第一の焼結炭化物合金材料および第二の焼結炭化物合金材料のうちの少なくとも一つが、0.3〜10μmの平均粒度を有する炭化タングステン粒子を含む、請求項1に記載の複合物品。
- 前記第一の複合材料が第一の焼結炭化物合金材料であり、前記第二の複合材料が第二の焼結炭化物合金材料であり、該第一の焼結炭化物合金材料および第二の焼結炭化物合金材料のうちの少なくとも一つが0.5〜10μmの平均粒度を有する炭化タングステン粒子を含み、そして第一の焼結炭化物合金材料および第二の焼結炭化物合金材料のうちの他方が0.3〜1.5μmの平均粒度を有する炭化タングステン粒子を含む、請求項1に記載の複合物品。
- 前記第一の複合材料が第一の焼結炭化物合金材料であり、前記第二の複合材料が第二の焼結炭化物合金材料であり、該第一の焼結炭化物合金材料および前記第二の焼結炭化物合金材料のうちの一方が、第一の焼結炭化物合金材料および第二の焼結炭化物合金材料のうちの他方よりも前記結合剤を1〜10重量パーセント多く含む、請求項5に記載の複合物品。
- 前記第一の複合材料が第一の焼結炭化物合金材料であり、前記第二の複合材料が第二の焼結炭化物合金材料であり、前記外側領域中の第一の焼結炭化物合金材料の弾性率が、前記コア領域中の第二の焼結炭化物合金材料の弾性率と異なる、請求項1に記載の複合物品。
- 前記第一の複合材料が第一の焼結炭化物合金材料であり、前記第二の複合材料が第二の焼結炭化物合金材料であり、前記外側領域中の第一の焼結炭化物合金材料の硬さおよび耐摩耗性のうちの少なくとも一つが、前記コア領域中の第二の焼結炭化物合金材料と異なる、請求項1に記載の複合物品。
- 前記第一の複合材料が第一の焼結炭化物合金材料であり、前記第二の複合材料が第二の焼結炭化物合金材料であり、該第一の焼結炭化物合金材料が6〜15重量パーセントのコバルト合金を含み、そして第二の焼結炭化物合金材料が10〜15重量パーセントのコバルト合金を含む、請求項1に記載の複合物品。
- 複合構造を有する回転工具を製造する方法であって:
押出した第一冶金粉末を含むグリーンの圧粉体をドライバッグゴム型の第一の領域中に配置すること;
前記第一冶金粉末とは異なる第二冶金粉末を、ドライバッグゴム型の第二の領域中に配置すること;
該ドライバッグゴム型を等方圧縮して押出したグリーンの圧粉体および第二冶金粉末を固め、少なくとも外側領域と同軸上に配置されたコア領域とを有する圧縮されたグリーンの圧粉体を形成すること;および
該グリーンの圧粉体を過圧焼結すること;
を含み、該圧縮されたグリーンの圧粉体は、該圧縮されたグリーンの圧粉体の内部に長手方向に配置された少なくとも一つの冷却体流路を有しており、該冷却体流路は、該外側領域及び該コア領域と交わっている、前記方法。 - グリーンの圧粉体から材料を除去して少なくとも一つの刃先を付与することをさらに含む、請求項49に記載の方法。
- グリーンの圧粉体から材料を除去することが、圧粉体を機械加工して、少なくとも一つのつる巻状に方向づけられた刃先を画定する少なくとも一つのつる巻状に方向づけられた縦溝を形成することを含む、請求項50に記載の方法。
- 第一冶金粉末および第二冶金粉末の両者が、粉末化した結合剤と、IVB族元素、VB族元素およびVIB族元素からなる群から選択される元素の少なくとも一つの炭化物の粒子とを含む、請求項49に記載の方法。
- 第一冶金粉末および第二冶金粉末の結合剤が、それぞれ個々に、コバルト、コバルト合金、ニッケル、ニッケル合金、鉄、および鉄合金からなる群から選択される少なくとも一つの金属を含む、請求項52に記載の方法。
- 第一冶金粉末および第二冶金粉末が、それぞれ個々に、2〜40重量パーセントの粉末化した結合剤と、60〜98重量パーセントの炭化物粒子とを含む、請求項53に記載の方法。
- 第一冶金粉末および第二冶金粉末のうちの少なくとも一つが、0.3〜10μmの平均粒度を有する炭化タングステン粒子を含む、請求項49に記載の方法。
- 圧粉体を過圧焼結することが、圧粉体を1350℃〜1500℃の温度において300〜2000psiの圧力下で加熱することを含む、請求項49に記載の方法。
- 型を加圧することが、5000〜50000psiの圧力で型を等方圧縮することを含む、請求項49に記載の方法。
- 型を加圧することにより形成されたグリーンの圧粉体が:
第一冶金粉末の固化により与えられる第一焼結炭化物合金材料を含む外側領域と、
第二冶金粉末の固化により与えられる第二焼結炭化物合金材料を含むコア領域とを含み、
該外側領域および該コア領域は少なくとも一つの特性において異なる、請求項49に記載の方法。 - 該特性が、弾性率、硬さ、耐摩耗性、破壊靭性、引張り強さ、耐食性、熱膨張率および熱伝導率からなる群から選択される少なくとも一つである、請求項58に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/167,811 US8637127B2 (en) | 2005-06-27 | 2005-06-27 | Composite article with coolant channels and tool fabrication method |
| US11/167,811 | 2005-06-27 | ||
| PCT/US2006/023238 WO2007001870A2 (en) | 2005-06-27 | 2006-06-14 | Composite article with coolant channels and tool fabrication method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008546554A JP2008546554A (ja) | 2008-12-25 |
| JP2008546554A5 JP2008546554A5 (ja) | 2009-07-30 |
| JP5288309B2 true JP5288309B2 (ja) | 2013-09-11 |
Family
ID=37565711
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008518246A Active JP5288309B2 (ja) | 2005-06-27 | 2006-06-14 | 冷却体流路を有する複合物品および工具製造方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (4) | US8637127B2 (ja) |
| EP (1) | EP1907154A2 (ja) |
| JP (1) | JP5288309B2 (ja) |
| KR (2) | KR101317017B1 (ja) |
| CN (2) | CN101166597A (ja) |
| BR (1) | BRPI0607065A2 (ja) |
| CA (1) | CA2596309A1 (ja) |
| TW (1) | TWI435782B (ja) |
| UA (1) | UA95912C2 (ja) |
| WO (1) | WO2007001870A2 (ja) |
Families Citing this family (55)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20060024140A1 (en) * | 2004-07-30 | 2006-02-02 | Wolff Edward C | Removable tap chasers and tap systems including the same |
| US8637127B2 (en) * | 2005-06-27 | 2014-01-28 | Kennametal Inc. | Composite article with coolant channels and tool fabrication method |
| US7687156B2 (en) | 2005-08-18 | 2010-03-30 | Tdy Industries, Inc. | Composite cutting inserts and methods of making the same |
| JP2009535536A (ja) | 2006-04-27 | 2009-10-01 | ティーディーワイ・インダストリーズ・インコーポレーテッド | モジュール型の固定カッターボーリングビット、モジュール型の固定カッターボーリングビット本体及びそれに関連する方法 |
| CN101522930B (zh) * | 2006-10-25 | 2012-07-18 | Tdy工业公司 | 具有改进的抗热开裂性的制品 |
| US8512882B2 (en) | 2007-02-19 | 2013-08-20 | TDY Industries, LLC | Carbide cutting insert |
| US7846551B2 (en) | 2007-03-16 | 2010-12-07 | Tdy Industries, Inc. | Composite articles |
| US8790439B2 (en) | 2008-06-02 | 2014-07-29 | Kennametal Inc. | Composite sintered powder metal articles |
| RU2499069C2 (ru) | 2008-06-02 | 2013-11-20 | ТиДиУай ИНДАСТРИЗ, ЭлЭлСи | Композиционные материалы цементированный карбид-металлический сплав |
| US8322465B2 (en) | 2008-08-22 | 2012-12-04 | TDY Industries, LLC | Earth-boring bit parts including hybrid cemented carbides and methods of making the same |
| US8025112B2 (en) | 2008-08-22 | 2011-09-27 | Tdy Industries, Inc. | Earth-boring bits and other parts including cemented carbide |
| US9139893B2 (en) * | 2008-12-22 | 2015-09-22 | Baker Hughes Incorporated | Methods of forming bodies for earth boring drilling tools comprising molding and sintering techniques |
| US8272816B2 (en) * | 2009-05-12 | 2012-09-25 | TDY Industries, LLC | Composite cemented carbide rotary cutting tools and rotary cutting tool blanks |
| DE102009029715A1 (de) * | 2009-06-16 | 2010-12-23 | Komet Group Gmbh | Werkzeug zur Bearbeitung von Werkstücken |
| CN101941072B (zh) * | 2009-07-08 | 2013-06-05 | 富准精密工业(深圳)有限公司 | 平板式热管的制造方法 |
| US8308096B2 (en) | 2009-07-14 | 2012-11-13 | TDY Industries, LLC | Reinforced roll and method of making same |
| US8440314B2 (en) | 2009-08-25 | 2013-05-14 | TDY Industries, LLC | Coated cutting tools having a platinum group metal concentration gradient and related processes |
| US8821082B1 (en) | 2009-09-29 | 2014-09-02 | The Boeing Company | Stiffening sleeve for tool holders |
| US8926238B1 (en) * | 2009-09-29 | 2015-01-06 | The Boeing Company | Cutting tool sleeve for tool holders |
| US9643236B2 (en) | 2009-11-11 | 2017-05-09 | Landis Solutions Llc | Thread rolling die and method of making same |
| US8595910B2 (en) * | 2010-06-23 | 2013-12-03 | Entek Manufacturing Llc | Restoration of worn metallic extrusion processing elements |
| US9180650B2 (en) | 2010-10-08 | 2015-11-10 | Kennametal Inc. | Cutting tool including an internal coolant system and fastener for a cutting tool including an internal coolant system |
| US8596935B2 (en) | 2010-10-08 | 2013-12-03 | TDY Industries, LLC | Cutting tools and cutting inserts including internal cooling |
| US8800848B2 (en) | 2011-08-31 | 2014-08-12 | Kennametal Inc. | Methods of forming wear resistant layers on metallic surfaces |
| US9016406B2 (en) | 2011-09-22 | 2015-04-28 | Kennametal Inc. | Cutting inserts for earth-boring bits |
| US9656331B2 (en) * | 2011-11-15 | 2017-05-23 | Kennametal Inc. | System and method for simultaneously forming flutes in solid carbide tools |
| US9505064B2 (en) * | 2011-11-16 | 2016-11-29 | Kennametal Inc. | Cutting tool having at least partially molded body and method of making same |
| DE102012010916A1 (de) * | 2012-06-04 | 2013-12-05 | Eads Deutschland Gmbh | Schweißwerkzeug und Verfahren zur Herstellung desselben |
| US9102098B2 (en) | 2012-12-05 | 2015-08-11 | Wobbleworks, Inc. | Hand-held three-dimensional drawing device |
| US9498824B2 (en) * | 2013-03-15 | 2016-11-22 | Sanfvik Intellectual Property Ab | Method of joining sintered parts of different sizes and shapes |
| EP2853322A1 (en) * | 2013-09-30 | 2015-04-01 | Seco Tools AB | Press for making a tool green body having a helical flute, method for making a tool green body having a helical flute, and tool green body having a helical flute |
| CN104550294B (zh) * | 2013-10-16 | 2017-08-29 | 合肥神马科技集团有限公司 | 一种金属管的挤压模具 |
| US9550319B2 (en) * | 2014-02-07 | 2017-01-24 | The Boeing Company | Extrusion apparatus and method |
| US10040235B2 (en) | 2014-12-30 | 2018-08-07 | Wobbleworks, Inc. | Extrusion device for three-dimensional drawing |
| US20160236307A1 (en) * | 2015-02-16 | 2016-08-18 | Kennametal Inc. | Rotary cutting tool blanks and applications thereof |
| EP3099464A4 (en) | 2015-04-17 | 2017-11-15 | Wobbleworks, Inc. | Distribution of driving pressure about filament's circumference in extrusion device |
| WO2016199935A1 (ja) * | 2015-06-12 | 2016-12-15 | 三菱マテリアル株式会社 | テーパエンドミルおよび切削ヘッド |
| CN105033260B (zh) * | 2015-08-28 | 2016-09-07 | 西北有色金属研究院 | 一种超细长薄壁无缝金属管的一体成型方法 |
| JP6666444B2 (ja) * | 2016-07-26 | 2020-03-13 | 京セラ株式会社 | 切削工具及び切削加工物の製造方法 |
| CN106334720B (zh) * | 2016-09-12 | 2019-09-13 | 东莞市铝美铝型材有限公司 | 一种改善铝合金冲压型材内部组织结构的模具及制造方法 |
| CN106583806A (zh) * | 2016-11-11 | 2017-04-26 | 丹阳宝联五金制品有限公司 | 一种陶瓷组合钻头 |
| DE102017205166B4 (de) | 2017-03-27 | 2021-12-09 | Kennametal Inc. | Modulares Rotationswerkzeug und modulares Werkzeugsystem |
| DE102017212054B4 (de) | 2017-07-13 | 2019-02-21 | Kennametal Inc. | Verfahren zur Herstellung eines Schneidkopfes sowie Schneidkopf |
| JP6491735B1 (ja) * | 2017-12-22 | 2019-03-27 | 本田金属技術株式会社 | 焼結品の製造方法及び焼結品 |
| DE102018202941B4 (de) | 2018-02-27 | 2024-01-25 | Kennametal Inc. | Verfahren zur Herstellung eines Rohlings aus Extrusionsmasse sowie Extruder |
| AT16369U1 (de) * | 2018-03-12 | 2019-07-15 | Ceratizit Austria Gmbh | Verfahren zur Herstellung eines sintergefügten Verbundkörpers |
| US10724932B1 (en) * | 2019-05-29 | 2020-07-28 | The Boeing Company | Monolithic precursor test coupons for testing material properties of metal-injection-molded components |
| CN112077370B (zh) | 2019-06-13 | 2024-10-01 | 肯纳金属印度有限公司 | 可转位钻头刀片 |
| CN111215631B (zh) * | 2020-03-16 | 2020-12-25 | 济南市冶金科学研究所有限责任公司 | 一种钨钴硬质合金制品热连接方法 |
| US12017275B2 (en) * | 2020-08-24 | 2024-06-25 | Apple Inc. | Additive manufacturing methods for components |
| CN112317552B (zh) * | 2020-10-09 | 2022-07-26 | 苏州生富科技金属材料有限公司 | 具有上料检测功能的金属丝成型系统 |
| CN112936727A (zh) | 2020-12-01 | 2021-06-11 | 东莞市仲康电子科技有限公司 | 一种pcba板软性材料模内注塑成型工艺 |
| USD995629S1 (en) | 2021-01-29 | 2023-08-15 | Wobble Works, Inc. | Drawing tool |
| CN113664460A (zh) * | 2021-09-26 | 2021-11-19 | 中国航发北京航空材料研究院 | 一种提高7050-t7451铝合金带孔航空零件疲劳寿命的方法 |
| CN118541255A (zh) | 2021-11-23 | 2024-08-23 | 沃博沃克斯有限公司 | 手持式三维绘制装置 |
Family Cites Families (578)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1509438A (en) | 1922-06-06 | 1924-09-23 | George E Miller | Means for cutting undercut threads |
| US1530293A (en) | 1923-05-08 | 1925-03-17 | Geometric Tool Co | Rotary collapsing tap |
| US1811802A (en) | 1927-04-25 | 1931-06-23 | Landis Machine Co | Collapsible tap |
| US1808138A (en) | 1928-01-19 | 1931-06-02 | Nat Acme Co | Collapsible tap |
| US1912298A (en) | 1930-12-16 | 1933-05-30 | Landis Machine Co | Collapsible tap |
| US2093742A (en) | 1934-05-07 | 1937-09-21 | Evans M Staples | Circular cutting tool |
| US2054028A (en) | 1934-09-13 | 1936-09-08 | William L Benninghoff | Machine for cutting threads |
| US2093507A (en) | 1936-07-30 | 1937-09-21 | Cons Machine Tool Corp | Tap structure |
| US2093743A (en) | 1936-08-26 | 1937-09-21 | Edward C Steiner | Boring head |
| US2093986A (en) | 1936-10-07 | 1937-09-21 | Evans M Staples | Circular cutting tool |
| US2240840A (en) | 1939-10-13 | 1941-05-06 | Gordon H Fischer | Tap construction |
| US2246237A (en) | 1939-12-26 | 1941-06-17 | William L Benninghoff | Apparatus for cutting threads |
| US2283280A (en) | 1940-04-03 | 1942-05-19 | Landis Machine Co | Collapsible tap |
| US2299207A (en) | 1941-02-18 | 1942-10-20 | Bevil Corp | Method of making cutting tools |
| US2351827A (en) | 1942-11-09 | 1944-06-20 | Joseph S Mcallister | Cutting tool |
| US2422994A (en) | 1944-01-03 | 1947-06-24 | Carboloy Company Inc | Twist drill |
| GB622041A (en) | 1946-04-22 | 1949-04-26 | Mallory Metallurg Prod Ltd | Improvements in and relating to hard metal compositions |
| US2906654A (en) | 1954-09-23 | 1959-09-29 | Abkowitz Stanley | Heat treated titanium-aluminumvanadium alloy |
| US2819958A (en) | 1955-08-16 | 1958-01-14 | Mallory Sharon Titanium Corp | Titanium base alloys |
| US2819959A (en) | 1956-06-19 | 1958-01-14 | Mallory Sharon Titanium Corp | Titanium base vanadium-iron-aluminum alloys |
| US2954570A (en) | 1957-10-07 | 1960-10-04 | Couch Ace | Holder for plural thread chasing tools including tool clamping block with lubrication passageway |
| US3041641A (en) | 1959-09-24 | 1962-07-03 | Nat Acme Co | Threading machine with collapsible tap having means to permit replacement of cutter bits |
| US3093850A (en) | 1959-10-30 | 1963-06-18 | United States Steel Corp | Thread chasers having the last tooth free of flank contact rearwardly of the thread crest cut thereby |
| NL275996A (ja) | 1961-09-06 | |||
| GB1042711A (ja) | 1964-02-10 | |||
| DE1233147B (de) | 1964-05-16 | 1967-01-26 | Philips Nv | Verfahren zur Herstellung von Formkoerpern aus Karbiden oder Mischkarbiden |
| US3368881A (en) | 1965-04-12 | 1968-02-13 | Nuclear Metals Division Of Tex | Titanium bi-alloy composites and manufacture thereof |
| US3471921A (en) | 1965-12-23 | 1969-10-14 | Shell Oil Co | Method of connecting a steel blank to a tungsten bit body |
| US3490901A (en) | 1966-10-24 | 1970-01-20 | Fujikoshi Kk | Method of producing a titanium carbide-containing hard metallic composition of high toughness |
| USRE28645E (en) | 1968-11-18 | 1975-12-09 | Method of heat-treating low temperature tough steel | |
| US3855444A (en) | 1968-12-16 | 1974-12-17 | M Palena | Metal bonded non-skid coating and method of making same |
| GB1309634A (en) | 1969-03-10 | 1973-03-14 | Production Tool Alloy Co Ltd | Cutting tools |
| US3581835A (en) | 1969-05-08 | 1971-06-01 | Frank E Stebley | Insert for drill bit and manufacture thereof |
| US3660050A (en) | 1969-06-23 | 1972-05-02 | Du Pont | Heterogeneous cobalt-bonded tungsten carbide |
| US3629887A (en) | 1969-12-22 | 1971-12-28 | Pipe Machinery Co The | Carbide thread chaser set |
| US3776655A (en) | 1969-12-22 | 1973-12-04 | Pipe Machinery Co | Carbide thread chaser set and method of cutting threads therewith |
| BE791741Q (ja) | 1970-01-05 | 1973-03-16 | Deutsche Edelstahlwerke Ag | |
| GB1349033A (en) | 1971-03-22 | 1974-03-27 | English Electric Co Ltd | Drills |
| US3762882A (en) | 1971-06-23 | 1973-10-02 | Di Coat Corp | Wear resistant diamond coating and method of application |
| US3757879A (en) | 1972-08-24 | 1973-09-11 | Christensen Diamond Prod Co | Drill bits and methods of producing drill bits |
| US3782848A (en) | 1972-11-20 | 1974-01-01 | J Pfeifer | Combination expandable cutting and seating tool |
| US3812548A (en) | 1972-12-14 | 1974-05-28 | Pipe Machining Co | Tool head with differential motion recede mechanism |
| US3936295A (en) | 1973-01-10 | 1976-02-03 | Koppers Company, Inc. | Bearing members having coated wear surfaces |
| DE2328700C2 (de) | 1973-06-06 | 1975-07-17 | Jurid Werke Gmbh, 2056 Glinde | Einrichtung zum Füllen von Preßformen für mehrschichtige Preßkörper |
| US4097275A (en) | 1973-07-05 | 1978-06-27 | Erich Horvath | Cemented carbide metal alloy containing auxiliary metal, and process for its manufacture |
| US3980549A (en) | 1973-08-14 | 1976-09-14 | Di-Coat Corporation | Method of coating form wheels with hard particles |
| US3987859A (en) | 1973-10-24 | 1976-10-26 | Dresser Industries, Inc. | Unitized rotary rock bit |
| US3889516A (en) | 1973-12-03 | 1975-06-17 | Colt Ind Operating Corp | Hardening coating for thread rolling dies |
| US4181505A (en) | 1974-05-30 | 1980-01-01 | General Electric Company | Method for the work-hardening of diamonds and product thereof |
| US4017480A (en) | 1974-08-20 | 1977-04-12 | Permanence Corporation | High density composite structure of hard metallic material in a matrix |
| GB1491044A (en) | 1974-11-21 | 1977-11-09 | Inst Material An Uk Ssr | Alloy for metallization and brazing of abrasive materials |
| US4009027A (en) | 1974-11-21 | 1977-02-22 | Jury Vladimirovich Naidich | Alloy for metallization and brazing of abrasive materials |
| US4229638A (en) | 1975-04-01 | 1980-10-21 | Dresser Industries, Inc. | Unitized rotary rock bit |
| GB1535471A (en) | 1976-02-26 | 1978-12-13 | Toyo Boseki | Process for preparation of a metal carbide-containing moulded product |
| US4047828A (en) | 1976-03-31 | 1977-09-13 | Makely Joseph E | Core drill |
| DE2623339C2 (de) | 1976-05-25 | 1982-02-25 | Ernst Prof. Dr.-Ing. 2106 Bendestorf Salje | Kreissägeblatt |
| US4105049A (en) | 1976-12-15 | 1978-08-08 | Texaco Exploration Canada Ltd. | Abrasive resistant choke |
| US4097180A (en) | 1977-02-10 | 1978-06-27 | Trw Inc. | Chaser cutting apparatus |
| US4094709A (en) | 1977-02-10 | 1978-06-13 | Kelsey-Hayes Company | Method of forming and subsequently heat treating articles of near net shaped from powder metal |
| NL7703234A (nl) | 1977-03-25 | 1978-09-27 | Skf Ind Trading & Dev | Werkwijze voor het vervaardigen van een boorkop voorzien van harde slijtvaste elementen, als- mede boorkop vervaardigd volgens de werkwijze. |
| DE2722271C3 (de) | 1977-05-17 | 1979-12-06 | Thyssen Edelstahlwerke Ag, 4000 Duesseldorf | Verfahren zur Herstellung von Werkzeugen durch Verbundsinterung |
| JPS5413518A (en) | 1977-07-01 | 1979-02-01 | Yoshinobu Kobayashi | Method of making titaniummcarbide and tungstenncarbide base powder for super alloy use |
| US4170499A (en) | 1977-08-24 | 1979-10-09 | The Regents Of The University Of California | Method of making high strength, tough alloy steel |
| US4128136A (en) | 1977-12-09 | 1978-12-05 | Lamage Limited | Drill bit |
| US4396321A (en) | 1978-02-10 | 1983-08-02 | Holmes Horace D | Tapping tool for making vibration resistant prevailing torque fastener |
| US4351401A (en) | 1978-06-08 | 1982-09-28 | Christensen, Inc. | Earth-boring drill bits |
| US4233720A (en) | 1978-11-30 | 1980-11-18 | Kelsey-Hayes Company | Method of forming and ultrasonic testing articles of near net shape from powder metal |
| US4221270A (en) | 1978-12-18 | 1980-09-09 | Smith International, Inc. | Drag bit |
| US4255165A (en) | 1978-12-22 | 1981-03-10 | General Electric Company | Composite compact of interleaved polycrystalline particles and cemented carbide masses |
| JPS5937717B2 (ja) | 1978-12-28 | 1984-09-11 | 石川島播磨重工業株式会社 | 超硬合金の溶接方法 |
| US4277108A (en) | 1979-01-29 | 1981-07-07 | Reed Tool Company | Hard surfacing for oil well tools |
| US4331741A (en) | 1979-05-21 | 1982-05-25 | The International Nickel Co., Inc. | Nickel-base hard facing alloy |
| GB2064619A (en) | 1979-09-06 | 1981-06-17 | Smith International | Rock bit and drilling method using same |
| US4341557A (en) | 1979-09-10 | 1982-07-27 | Kelsey-Hayes Company | Method of hot consolidating powder with a recyclable container material |
| US4277106A (en) | 1979-10-22 | 1981-07-07 | Syndrill Carbide Diamond Company | Self renewing working tip mining pick |
| US4325994A (en) | 1979-12-29 | 1982-04-20 | Ebara Corporation | Coating metal for preventing the crevice corrosion of austenitic stainless steel and method of preventing crevice corrosion using such metal |
| US4327156A (en) | 1980-05-12 | 1982-04-27 | Minnesota Mining And Manufacturing Company | Infiltrated powdered metal composite article |
| US4526748A (en) | 1980-05-22 | 1985-07-02 | Kelsey-Hayes Company | Hot consolidation of powder metal-floating shaping inserts |
| CH646475A5 (de) | 1980-06-30 | 1984-11-30 | Gegauf Fritz Ag | Zusatzvorrichtung an naehmaschine zum beschneiden von materialkanten. |
| US4340327A (en) * | 1980-07-01 | 1982-07-20 | Gulf & Western Manufacturing Co. | Tool support and drilling tool |
| US4398952A (en) | 1980-09-10 | 1983-08-16 | Reed Rock Bit Company | Methods of manufacturing gradient composite metallic structures |
| US4662461A (en) | 1980-09-15 | 1987-05-05 | Garrett William R | Fixed-contact stabilizer |
| US4311490A (en) | 1980-12-22 | 1982-01-19 | General Electric Company | Diamond and cubic boron nitride abrasive compacts using size selective abrasive particle layers |
| US4423646A (en) | 1981-03-30 | 1984-01-03 | N.C. Securities Holding, Inc. | Process for producing a rotary drilling bit |
| SU967786A1 (ru) | 1981-04-21 | 1982-10-23 | Научно-Исследовательский Институт Камня И Силикатов Мпсм Армсср | Металлическа св зка дл алмазного инструмента |
| US4547104A (en) | 1981-04-27 | 1985-10-15 | Holmes Horace D | Tap |
| SU975369A1 (ru) | 1981-07-31 | 1982-11-23 | Ордена Трудового Красного Знамени Институт Проблем Материаловедения Ан Усср | Шихта дл получени абразивного материала |
| US4376793A (en) | 1981-08-28 | 1983-03-15 | Metallurgical Industries, Inc. | Process for forming a hardfacing surface including particulate refractory metal |
| SU990423A1 (ru) | 1981-09-15 | 1983-01-23 | Ордена Трудового Красного Знамени Институт Сверхтвердых Материалов Ан Усср | Способ изготовлени алмазного инструмента |
| CA1216158A (en) | 1981-11-09 | 1987-01-06 | Akio Hara | Composite compact component and a process for the production of the same |
| DE3146621C2 (de) | 1981-11-25 | 1984-03-01 | Werner & Pfleiderer, 7000 Stuttgart | Verfahren zum Herstellen eines Stahlkörpers mit verschleißgeschützter Bohrung |
| US4553615A (en) | 1982-02-20 | 1985-11-19 | Nl Industries, Inc. | Rotary drilling bits |
| US4547337A (en) | 1982-04-28 | 1985-10-15 | Kelsey-Hayes Company | Pressure-transmitting medium and method for utilizing same to densify material |
| US4596694A (en) | 1982-09-20 | 1986-06-24 | Kelsey-Hayes Company | Method for hot consolidating materials |
| US4597730A (en) | 1982-09-20 | 1986-07-01 | Kelsey-Hayes Company | Assembly for hot consolidating materials |
| FR2734188B1 (fr) | 1982-09-28 | 1997-07-18 | Snecma | Procede de fabrication de pieces monocristallines |
| US4478297A (en) | 1982-09-30 | 1984-10-23 | Strata Bit Corporation | Drill bit having cutting elements with heat removal cores |
| US4587174A (en) | 1982-12-24 | 1986-05-06 | Mitsubishi Kinzoku Kabushiki Kaisha | Tungsten cermet |
| US4499048A (en) | 1983-02-23 | 1985-02-12 | Metal Alloys, Inc. | Method of consolidating a metallic body |
| CH653204GA3 (ja) | 1983-03-15 | 1985-12-31 | ||
| US4562990A (en) | 1983-06-06 | 1986-01-07 | Rose Robert H | Die venting apparatus in molding of thermoset plastic compounds |
| JPS6039408U (ja) | 1983-08-24 | 1985-03-19 | 三菱マテリアル株式会社 | 一部非研削超硬ドリル |
| JPS6048207A (ja) | 1983-08-25 | 1985-03-15 | Mitsubishi Metal Corp | 超硬ドリルの製造方法 |
| US4499795A (en) | 1983-09-23 | 1985-02-19 | Strata Bit Corporation | Method of drill bit manufacture |
| GB8327581D0 (en) | 1983-10-14 | 1983-11-16 | Stellram Ltd | Thread cutting |
| US4550532A (en) | 1983-11-29 | 1985-11-05 | Tungsten Industries, Inc. | Automated machining method |
| GB8332342D0 (en) | 1983-12-03 | 1984-01-11 | Nl Petroleum Prod | Rotary drill bits |
| US4780274A (en) | 1983-12-03 | 1988-10-25 | Reed Tool Company, Ltd. | Manufacture of rotary drill bits |
| US4592685A (en) | 1984-01-20 | 1986-06-03 | Beere Richard F | Deburring machine |
| CA1248519A (en) | 1984-04-03 | 1989-01-10 | Tetsuo Nakai | Composite tool and a process for the production of the same |
| US4525178A (en) | 1984-04-16 | 1985-06-25 | Megadiamond Industries, Inc. | Composite polycrystalline diamond |
| US4539018A (en) | 1984-05-07 | 1985-09-03 | Hughes Tool Company--USA | Method of manufacturing cutter elements for drill bits |
| SE453474B (sv) | 1984-06-27 | 1988-02-08 | Santrade Ltd | Kompoundkropp belagd med skikt av polykristallin diamant |
| US4552232A (en) | 1984-06-29 | 1985-11-12 | Spiral Drilling Systems, Inc. | Drill-bit with full offset cutter bodies |
| US4889017A (en) | 1984-07-19 | 1989-12-26 | Reed Tool Co., Ltd. | Rotary drill bit for use in drilling holes in subsurface earth formations |
| US4991670A (en) | 1984-07-19 | 1991-02-12 | Reed Tool Company, Ltd. | Rotary drill bit for use in drilling holes in subsurface earth formations |
| US4597456A (en) | 1984-07-23 | 1986-07-01 | Cdp, Ltd. | Conical cutters for drill bits, and processes to produce same |
| US4554130A (en) | 1984-10-01 | 1985-11-19 | Cdp, Ltd. | Consolidation of a part from separate metallic components |
| US4605343A (en) | 1984-09-20 | 1986-08-12 | General Electric Company | Sintered polycrystalline diamond compact construction with integral heat sink |
| EP0182759B2 (en) | 1984-11-13 | 1993-12-15 | Santrade Ltd. | Cemented carbide body used preferably for rock drilling and mineral cutting |
| SU1269922A1 (ru) | 1985-01-02 | 1986-11-15 | Ленинградский Ордена Ленина И Ордена Красного Знамени Механический Институт | Инструмент дл обработки отверстий |
| US4609577A (en) | 1985-01-10 | 1986-09-02 | Armco Inc. | Method of producing weld overlay of austenitic stainless steel |
| GB8501702D0 (en) | 1985-01-23 | 1985-02-27 | Nl Petroleum Prod | Rotary drill bits |
| US4604781A (en) | 1985-02-19 | 1986-08-12 | Combustion Engineering, Inc. | Highly abrasive resistant material and grinding roll surfaced therewith |
| US4649086A (en) | 1985-02-21 | 1987-03-10 | The United States Of America As Represented By The United States Department Of Energy | Low friction and galling resistant coatings and processes for coating |
| JPS61226231A (ja) * | 1985-03-30 | 1986-10-08 | Mitsubishi Metal Corp | 油孔付き超硬ソリツドドリルの製造方法 |
| US4630693A (en) | 1985-04-15 | 1986-12-23 | Goodfellow Robert D | Rotary cutter assembly |
| US4708542A (en) | 1985-04-19 | 1987-11-24 | Greenfield Industries, Inc. | Threading tap |
| US4579713A (en) | 1985-04-25 | 1986-04-01 | Ultra-Temp Corporation | Method for carbon control of carbide preforms |
| SU1292917A1 (ru) | 1985-07-19 | 1987-02-28 | Производственное объединение "Уралмаш" | Способ изготовлени двухслойных изделий |
| AU577958B2 (en) | 1985-08-22 | 1988-10-06 | De Beers Industrial Diamond Division (Proprietary) Limited | Abrasive compact |
| US4656002A (en) | 1985-10-03 | 1987-04-07 | Roc-Tec, Inc. | Self-sealing fluid die |
| US4686156A (en) | 1985-10-11 | 1987-08-11 | Gte Service Corporation | Coated cemented carbide cutting tool |
| US4646857A (en) | 1985-10-24 | 1987-03-03 | Reed Tool Company | Means to secure cutting elements on drag type drill bits |
| DE3600681A1 (de) | 1985-10-31 | 1987-05-07 | Krupp Gmbh | Hartmetall- oder keramikbohrerrohling sowie verfahren und strangpresswerkzeug zu seiner herstellung |
| SU1350322A1 (ru) | 1985-11-20 | 1987-11-07 | Читинский политехнический институт | Буровое долото |
| DE3546113A1 (de) | 1985-12-24 | 1987-06-25 | Santrade Ltd | Verbundpulverteilchen, verbundkoerper und verfahren zu deren herstellung |
| DE3601385A1 (de) | 1986-01-18 | 1987-07-23 | Krupp Gmbh | Verfahren zur herstellung von sinterkoerpern mit inneren kanaelen, strangpresswerkzeug zur durchfuehrung des verfahrens und bohrwerkzeug |
| US4749053A (en) | 1986-02-24 | 1988-06-07 | Baker International Corporation | Drill bit having a thrust bearing heat sink |
| US4752159A (en) | 1986-03-10 | 1988-06-21 | Howlett Machine Works | Tapered thread forming apparatus and method |
| EP0237035B1 (en) | 1986-03-13 | 1993-06-09 | Turchan, Manuel C. | Method of and tool for thread mill drilling |
| US5413438A (en) | 1986-03-17 | 1995-05-09 | Turchan; Manuel C. | Combined hole making and threading tool |
| US4761844A (en) | 1986-03-17 | 1988-08-09 | Turchan Manuel C | Combined hole making and threading tool |
| IT1219414B (it) | 1986-03-17 | 1990-05-11 | Centro Speriment Metallurg | Acciaio austenitico avente migliorata resistenza meccanica ed agli agenti aggressivi ad alte temperature |
| USRE35538E (en) | 1986-05-12 | 1997-06-17 | Santrade Limited | Sintered body for chip forming machine |
| US4667756A (en) | 1986-05-23 | 1987-05-26 | Hughes Tool Company-Usa | Matrix bit with extended blades |
| US4934040A (en) | 1986-07-10 | 1990-06-19 | Turchan Manuel C | Spindle driver for machine tools |
| US4871377A (en) | 1986-07-30 | 1989-10-03 | Frushour Robert H | Composite abrasive compact having high thermal stability and transverse rupture strength |
| US5266415A (en) | 1986-08-13 | 1993-11-30 | Lanxide Technology Company, Lp | Ceramic articles with a modified metal-containing component and methods of making same |
| US4722405A (en) | 1986-10-01 | 1988-02-02 | Dresser Industries, Inc. | Wear compensating rock bit insert |
| EP0264674B1 (en) | 1986-10-20 | 1995-09-06 | Baker Hughes Incorporated | Low pressure bonding of PCD bodies and method |
| FR2627541B2 (fr) | 1986-11-04 | 1991-04-05 | Vennin Henri | Outil de forage monobloc rotatif |
| US4809903A (en) | 1986-11-26 | 1989-03-07 | United States Of America As Represented By The Secretary Of The Air Force | Method to produce metal matrix composite articles from rich metastable-beta titanium alloys |
| US4744943A (en) | 1986-12-08 | 1988-05-17 | The Dow Chemical Company | Process for the densification of material preforms |
| US4752164A (en) | 1986-12-12 | 1988-06-21 | Teledyne Industries, Inc. | Thread cutting tools |
| JPS63162801A (ja) | 1986-12-26 | 1988-07-06 | Toyo Kohan Co Ltd | 樹脂加工機械用スクリユ−の製造法 |
| US4735656A (en) | 1986-12-29 | 1988-04-05 | United Technologies Corporation | Abrasive material, especially for turbine blade tips |
| SE456408B (sv) | 1987-02-10 | 1988-10-03 | Sandvik Ab | Borr- och gengverktyg |
| SE457334B (sv) | 1987-04-10 | 1988-12-19 | Ekerot Sven Torbjoern | Borr |
| US5090491A (en) | 1987-10-13 | 1992-02-25 | Eastman Christensen Company | Earth boring drill bit with matrix displacing material |
| US4927713A (en) | 1988-02-08 | 1990-05-22 | Air Products And Chemicals, Inc. | High erosion/wear resistant multi-layered coating system |
| US4884477A (en) | 1988-03-31 | 1989-12-05 | Eastman Christensen Company | Rotary drill bit with abrasion and erosion resistant facing |
| US5135801A (en) | 1988-06-13 | 1992-08-04 | Sandvik Ab | Diffusion barrier coating material |
| US4968348A (en) | 1988-07-29 | 1990-11-06 | Dynamet Technology, Inc. | Titanium diboride/titanium alloy metal matrix microcomposite material and process for powder metal cladding |
| US5593474A (en) | 1988-08-04 | 1997-01-14 | Smith International, Inc. | Composite cemented carbide |
| JP2599972B2 (ja) | 1988-08-05 | 1997-04-16 | 株式会社 チップトン | バリ取り方法 |
| DE3828780A1 (de) | 1988-08-25 | 1990-03-01 | Schmitt M Norbert Dipl Kaufm D | Bohrgewindefraeser |
| US4838366A (en) | 1988-08-30 | 1989-06-13 | Jones A Raymond | Drill bit |
| US4919013A (en) | 1988-09-14 | 1990-04-24 | Eastman Christensen Company | Preformed elements for a rotary drill bit |
| US4956012A (en) | 1988-10-03 | 1990-09-11 | Newcomer Products, Inc. | Dispersion alloyed hard metal composites |
| US5010945A (en) | 1988-11-10 | 1991-04-30 | Lanxide Technology Company, Lp | Investment casting technique for the formation of metal matrix composite bodies and products produced thereby |
| US4899838A (en) | 1988-11-29 | 1990-02-13 | Hughes Tool Company | Earth boring bit with convergent cutter bearing |
| JP2890592B2 (ja) | 1989-01-26 | 1999-05-17 | 住友電気工業株式会社 | 超硬合金製ドリル |
| US5186739A (en) | 1989-02-22 | 1993-02-16 | Sumitomo Electric Industries, Ltd. | Cermet alloy containing nitrogen |
| DE59010042D1 (de) | 1989-03-22 | 1996-02-22 | Ciba Geigy Ag | Schädlingsbekämpfungsmittel |
| US4923512A (en) | 1989-04-07 | 1990-05-08 | The Dow Chemical Company | Cobalt-bound tungsten carbide metal matrix composites and cutting tools formed therefrom |
| FR2649630B1 (fr) | 1989-07-12 | 1994-10-28 | Commissariat Energie Atomique | Dispositif de contournement de bavures bloquantes pour un outil d'ebavurage |
| JPH0643100B2 (ja) | 1989-07-21 | 1994-06-08 | 株式会社神戸製鋼所 | 複合部材 |
| DE3939795A1 (de) | 1989-12-01 | 1991-06-06 | Schmitt M Norbert Dipl Kaufm D | Verfahren zur herstellung einer gewindebohrung |
| AT400687B (de) | 1989-12-04 | 1996-02-26 | Plansee Tizit Gmbh | Verfahren und strangpresswerkzeug zur herstellung eines rohlings mit innenliegenden bohrungen |
| US5096465A (en) | 1989-12-13 | 1992-03-17 | Norton Company | Diamond metal composite cutter and method for making same |
| US5359772A (en) | 1989-12-13 | 1994-11-01 | Sandvik Ab | Method for manufacture of a roll ring comprising cemented carbide and cast iron |
| US5000273A (en) | 1990-01-05 | 1991-03-19 | Norton Company | Low melting point copper-manganese-zinc alloy for infiltration binder in matrix body rock drill bits |
| DE4001481A1 (de) | 1990-01-19 | 1991-07-25 | Glimpel Emuge Werk | Gewindebohrer mit hinterschliff |
| DE4001483C2 (de) | 1990-01-19 | 1996-02-15 | Glimpel Emuge Werk | Gewindebohrer mit kegeligem Gewinde |
| DE4036040C2 (de) | 1990-02-22 | 2000-11-23 | Deutz Ag | Verschleißfeste Oberflächenpanzerung für die Walzen von Walzenmaschinen, insbesondere von Hochdruck-Walzenpressen |
| JP2574917B2 (ja) | 1990-03-14 | 1997-01-22 | 株式会社日立製作所 | 耐応力腐食割れ性に優れたオーステナイト鋼及びその用途 |
| US5126206A (en) | 1990-03-20 | 1992-06-30 | Diamonex, Incorporated | Diamond-on-a-substrate for electronic applications |
| JPH03119090U (ja) | 1990-03-22 | 1991-12-09 | ||
| SE9001409D0 (sv) | 1990-04-20 | 1990-04-20 | Sandvik Ab | Metod foer framstaellning av haardmetallkropp foer bergborrverktyg och slitdelar |
| US5049450A (en) | 1990-05-10 | 1991-09-17 | The Perkin-Elmer Corporation | Aluminum and boron nitride thermal spray powder |
| US5075315A (en) | 1990-05-17 | 1991-12-24 | Mcneilab, Inc. | Antipsychotic hexahydro-2H-indeno[1,2-c]pyridine derivatives |
| SE9002135D0 (sv) | 1990-06-15 | 1990-06-15 | Sandvik Ab | Improved tools for percussive and rotary crusching rock drilling provided with a diamond layer |
| SE9002137D0 (sv) | 1990-06-15 | 1990-06-15 | Diamant Boart Stratabit Sa | Improved tools for cutting rock drilling |
| SE9002136D0 (sv) | 1990-06-15 | 1990-06-15 | Sandvik Ab | Cement carbide body for rock drilling, mineral cutting and highway engineering |
| US5030598A (en) | 1990-06-22 | 1991-07-09 | Gte Products Corporation | Silicon aluminum oxynitride material containing boron nitride |
| DE4120165C2 (de) | 1990-07-05 | 1995-01-26 | Friedrichs Konrad Kg | Strangpreßwerkzeug zur Herstellung eines Hartmetall- oder Keramikstabes |
| US5041261A (en) | 1990-08-31 | 1991-08-20 | Gte Laboratories Incorporated | Method for manufacturing ceramic-metal articles |
| US5250367A (en) | 1990-09-17 | 1993-10-05 | Kennametal Inc. | Binder enriched CVD and PVD coated cutting tool |
| US5032352A (en) | 1990-09-21 | 1991-07-16 | Ceracon, Inc. | Composite body formation of consolidated powder metal part |
| US5286685A (en) | 1990-10-24 | 1994-02-15 | Savoie Refractaires | Refractory materials consisting of grains bonded by a binding phase based on aluminum nitride containing boron nitride and/or graphite particles and process for their production |
| DE4034466A1 (de) | 1990-10-30 | 1992-05-07 | Plakoma Planungen Und Konstruk | Vorrichtung zum entfernen von brennbaerten an brennschneidkanten von metallteilen |
| US5092412A (en) | 1990-11-29 | 1992-03-03 | Baker Hughes Incorporated | Earth boring bit with recessed roller bearing |
| US5112162A (en) | 1990-12-20 | 1992-05-12 | Advent Tool And Manufacturing, Inc. | Thread milling cutter assembly |
| US5338135A (en) | 1991-04-11 | 1994-08-16 | Sumitomo Electric Industries, Ltd. | Drill and lock screw employed for fastening the same |
| DE69223047T2 (de) | 1991-04-18 | 1998-03-19 | Gene Noranda Kostecki | Überlappende bleche |
| DE4120166C2 (de) | 1991-06-19 | 1994-10-06 | Friedrichs Konrad Kg | Strangpreßwerkzeug zur Herstellung eines Hartmetall- oder Keramikstabes mit gedrallten Innenbohrungen |
| US5161898A (en) | 1991-07-05 | 1992-11-10 | Camco International Inc. | Aluminide coated bearing elements for roller cutter drill bits |
| JP3331220B2 (ja) * | 1991-08-23 | 2002-10-07 | エムエムシーコベルコツール株式会社 | 軸物切削工具用素材 |
| US5665431A (en) | 1991-09-03 | 1997-09-09 | Valenite Inc. | Titanium carbonitride coated stratified substrate and cutting inserts made from the same |
| FR2681271A1 (fr) | 1991-09-16 | 1993-03-19 | Technogenia | Procede de realisation d'une piece composite a surface antiabrasion, et pieces obtenues par ce procede. |
| JPH05209247A (ja) | 1991-09-21 | 1993-08-20 | Hitachi Metals Ltd | サーメット合金及びその製造方法 |
| US5232522A (en) | 1991-10-17 | 1993-08-03 | The Dow Chemical Company | Rapid omnidirectional compaction process for producing metal nitride, carbide, or carbonitride coating on ceramic substrate |
| US5250355A (en) | 1991-12-17 | 1993-10-05 | Kennametal Inc. | Arc hardfacing rod |
| JP2593936Y2 (ja) | 1992-01-31 | 1999-04-19 | 東芝タンガロイ株式会社 | カッタービット |
| DE69310568T2 (de) | 1992-02-20 | 1998-01-22 | Mitsubishi Materials Corp | Hartmetallegierung |
| US5281260A (en) | 1992-02-28 | 1994-01-25 | Baker Hughes Incorporated | High-strength tungsten carbide material for use in earth-boring bits |
| EP0561391B1 (en) | 1992-03-18 | 1998-06-24 | Hitachi, Ltd. | Bearing unit, drainage pump and hydraulic turbine each incorporating the bearing unit, and method of manufacturing the bearing unit |
| DE4242336A1 (de) * | 1992-12-15 | 1994-06-16 | Guehring Joerg Dr | Verfahren und Vorrichtung zur kontinuierlichen Herstellung von zylindrischen Stäben mit zumindest einem innenliegenden, wendelförmigen Kanal, und nach diesem Verfahren hergestellter Sinterrohling |
| US5273380A (en) | 1992-07-31 | 1993-12-28 | Musacchia James E | Drill bit point |
| US5305840A (en) | 1992-09-14 | 1994-04-26 | Smith International, Inc. | Rock bit with cobalt alloy cemented tungsten carbide inserts |
| US5311958A (en) | 1992-09-23 | 1994-05-17 | Baker Hughes Incorporated | Earth-boring bit with an advantageous cutting structure |
| US5309848A (en) | 1992-09-29 | 1994-05-10 | The Babcock & Wilcox Company | Reversible, wear-resistant ash screw cooler section |
| US5376329A (en) | 1992-11-16 | 1994-12-27 | Gte Products Corporation | Method of making composite orifice for melting furnace |
| US5382273A (en) | 1993-01-15 | 1995-01-17 | Kennametal Inc. | Silicon nitride ceramic and cutting tool made thereof |
| US5438108A (en) | 1993-01-26 | 1995-08-01 | Mitsubishi Gas Chemical Company, Inc. | Graft precursor and process for producing grafted aromatic polycarbonate resin |
| US5373907A (en) | 1993-01-26 | 1994-12-20 | Dresser Industries, Inc. | Method and apparatus for manufacturing and inspecting the quality of a matrix body drill bit |
| SE9300376L (sv) | 1993-02-05 | 1994-08-06 | Sandvik Ab | Hårdmetall med bindefasanriktad ytzon och förbättrat eggseghetsuppförande |
| US5560440A (en) | 1993-02-12 | 1996-10-01 | Baker Hughes Incorporated | Bit for subterranean drilling fabricated from separately-formed major components |
| US6068070A (en) | 1997-09-03 | 2000-05-30 | Baker Hughes Incorporated | Diamond enhanced bearing for earth-boring bit |
| US5563107A (en) | 1993-04-30 | 1996-10-08 | The Dow Chemical Company | Densified micrograin refractory metal or solid solution solution (mixed metal) carbide ceramics |
| US5467669A (en) | 1993-05-03 | 1995-11-21 | American National Carbide Company | Cutting tool insert |
| EP0625395B1 (de) | 1993-05-10 | 1995-04-19 | STELLRAM GmbH | Bohrwerkzeug für metallische Werkstoffe |
| DE4493399T1 (de) | 1993-05-21 | 1996-08-22 | Warman Int Ltd | Mikrostrukturell verfeinerte Mehrphasengußteile |
| ZA943646B (en) | 1993-05-27 | 1995-01-27 | De Beers Ind Diamond | A method of making an abrasive compact |
| US5326196A (en) | 1993-06-21 | 1994-07-05 | Noll Robert R | Pilot drill bit |
| UA6742C2 (uk) | 1993-06-28 | 1994-12-29 | Мале Підприємство "Композит" | Твердосплавна вставка |
| US5443337A (en) | 1993-07-02 | 1995-08-22 | Katayama; Ichiro | Sintered diamond drill bits and method of making |
| US5351768A (en) | 1993-07-08 | 1994-10-04 | Baker Hughes Incorporated | Earth-boring bit with improved cutting structure |
| US5423899A (en) | 1993-07-16 | 1995-06-13 | Newcomer Products, Inc. | Dispersion alloyed hard metal composites and method for producing same |
| DE59407047D1 (de) | 1993-07-20 | 1998-11-12 | Koeppern & Co Kg Maschf | Walzenpressen, insbesondere zum zerkleinern von stark abrasiven stoffen |
| IL106697A (en) | 1993-08-15 | 1996-10-16 | Iscar Ltd | A cutting board with an integral lining |
| SE505742C2 (sv) | 1993-09-07 | 1997-10-06 | Sandvik Ab | Gängtapp |
| US5628837A (en) | 1993-11-15 | 1997-05-13 | Rogers Tool Works, Inc. | Surface decarburization of a drill bit having a refined primary cutting edge |
| US5609447A (en) | 1993-11-15 | 1997-03-11 | Rogers Tool Works, Inc. | Surface decarburization of a drill bit |
| US5354155A (en) | 1993-11-23 | 1994-10-11 | Storage Technology Corporation | Drill and reamer for composite material |
| US5590729A (en) | 1993-12-09 | 1997-01-07 | Baker Hughes Incorporated | Superhard cutting structures for earth boring with enhanced stiffness and heat transfer capabilities |
| US5441121A (en) | 1993-12-22 | 1995-08-15 | Baker Hughes, Inc. | Earth boring drill bit with shell supporting an external drilling surface |
| US5433280A (en) | 1994-03-16 | 1995-07-18 | Baker Hughes Incorporated | Fabrication method for rotary bits and bit components and bits and components produced thereby |
| US6209420B1 (en) | 1994-03-16 | 2001-04-03 | Baker Hughes Incorporated | Method of manufacturing bits, bit components and other articles of manufacture |
| US6073518A (en) | 1996-09-24 | 2000-06-13 | Baker Hughes Incorporated | Bit manufacturing method |
| US5452771A (en) | 1994-03-31 | 1995-09-26 | Dresser Industries, Inc. | Rotary drill bit with improved cutter and seal protection |
| US5543235A (en) | 1994-04-26 | 1996-08-06 | Sintermet | Multiple grade cemented carbide articles and a method of making the same |
| US5480272A (en) | 1994-05-03 | 1996-01-02 | Power House Tool, Inc. | Chasing tap with replaceable chasers |
| US5482670A (en) | 1994-05-20 | 1996-01-09 | Hong; Joonpyo | Cemented carbide |
| US5778301A (en) | 1994-05-20 | 1998-07-07 | Hong; Joonpyo | Cemented carbide |
| US5893204A (en) | 1996-11-12 | 1999-04-13 | Dresser Industries, Inc. | Production process for casting steel-bodied bits |
| US5506055A (en) | 1994-07-08 | 1996-04-09 | Sulzer Metco (Us) Inc. | Boron nitride and aluminum thermal spray powder |
| DE4424885A1 (de) | 1994-07-14 | 1996-01-18 | Cerasiv Gmbh | Vollkeramikbohrer |
| US7494507B2 (en) | 2000-01-30 | 2009-02-24 | Diamicron, Inc. | Articulating diamond-surfaced spinal implants |
| SE509218C2 (sv) | 1994-08-29 | 1998-12-21 | Sandvik Ab | Skaftverktyg |
| US5492186A (en) | 1994-09-30 | 1996-02-20 | Baker Hughes Incorporated | Steel tooth bit with a bi-metallic gage hardfacing |
| US5753160A (en) | 1994-10-19 | 1998-05-19 | Ngk Insulators, Ltd. | Method for controlling firing shrinkage of ceramic green body |
| US6051171A (en) | 1994-10-19 | 2000-04-18 | Ngk Insulators, Ltd. | Method for controlling firing shrinkage of ceramic green body |
| US5560238A (en) | 1994-11-23 | 1996-10-01 | The National Machinery Company | Thread rolling monitor |
| JPH08206902A (ja) | 1994-12-01 | 1996-08-13 | Sumitomo Electric Ind Ltd | 切削用焼結体チップおよびその製造方法 |
| US5570978A (en) | 1994-12-05 | 1996-11-05 | Rees; John X. | High performance cutting tools |
| US5541006A (en) | 1994-12-23 | 1996-07-30 | Kennametal Inc. | Method of making composite cermet articles and the articles |
| US5679445A (en) | 1994-12-23 | 1997-10-21 | Kennametal Inc. | Composite cermet articles and method of making |
| US5762843A (en) | 1994-12-23 | 1998-06-09 | Kennametal Inc. | Method of making composite cermet articles |
| US5791833A (en) | 1994-12-29 | 1998-08-11 | Kennametal Inc. | Cutting insert having a chipbreaker for thin chips |
| GB9500659D0 (en) | 1995-01-13 | 1995-03-08 | Camco Drilling Group Ltd | Improvements in or relating to rotary drill bits |
| US5580666A (en) * | 1995-01-20 | 1996-12-03 | The Dow Chemical Company | Cemented ceramic article made from ultrafine solid solution powders, method of making same, and the material thereof |
| US5586612A (en) | 1995-01-26 | 1996-12-24 | Baker Hughes Incorporated | Roller cone bit with positive and negative offset and smooth running configuration |
| US5589268A (en) | 1995-02-01 | 1996-12-31 | Kennametal Inc. | Matrix for a hard composite |
| US5635247A (en) | 1995-02-17 | 1997-06-03 | Seco Tools Ab | Alumina coated cemented carbide body |
| US5603075A (en) | 1995-03-03 | 1997-02-11 | Kennametal Inc. | Corrosion resistant cermet wear parts |
| DE19512146A1 (de) | 1995-03-31 | 1996-10-02 | Inst Neue Mat Gemein Gmbh | Verfahren zur Herstellung von schwindungsangepaßten Keramik-Verbundwerkstoffen |
| SE509207C2 (sv) | 1995-05-04 | 1998-12-14 | Seco Tools Ab | Verktyg för skärande bearbetning |
| DE69612301T2 (de) | 1995-05-11 | 2001-07-05 | Anglo Operations Ltd., Johannesburg | Gesinterte hartmetalllegierung |
| US5498142A (en) | 1995-05-30 | 1996-03-12 | Kudu Industries, Inc. | Hardfacing for progressing cavity pump rotors |
| US6374932B1 (en) | 2000-04-06 | 2002-04-23 | William J. Brady | Heat management drilling system and method |
| US6453899B1 (en) | 1995-06-07 | 2002-09-24 | Ultimate Abrasive Systems, L.L.C. | Method for making a sintered article and products produced thereby |
| US5704736A (en) | 1995-06-08 | 1998-01-06 | Giannetti; Enrico R. | Dove-tail end mill having replaceable cutter inserts |
| US6123797A (en) | 1995-06-23 | 2000-09-26 | The Dow Chemical Company | Method for coating a non-wetting fluidizable and material onto a substrate |
| US5697462A (en) | 1995-06-30 | 1997-12-16 | Baker Hughes Inc. | Earth-boring bit having improved cutting structure |
| SE514177C2 (sv) | 1995-07-14 | 2001-01-15 | Sandvik Ab | Belagt hårdmetallskär för intermittent bearbetning i låglegerat stål |
| US6214134B1 (en) | 1995-07-24 | 2001-04-10 | The United States Of America As Represented By The Secretary Of The Air Force | Method to produce high temperature oxidation resistant metal matrix composites by fiber density grading |
| SE9502687D0 (sv) | 1995-07-24 | 1995-07-24 | Sandvik Ab | CVD coated titanium based carbonitride cutting tool insert |
| RU2167262C2 (ru) | 1995-08-03 | 2001-05-20 | Дрессер Индастриз, Инк. | Наплавка твердым сплавом с покрытыми алмазными частицами (варианты), присадочный пруток для наплавки твердым сплавом, способ наплавки твердым сплавом (варианты), коническое шарошечное долото для вращательного бурения (варианты), коническая шарошка |
| US5755299A (en) | 1995-08-03 | 1998-05-26 | Dresser Industries, Inc. | Hardfacing with coated diamond particles |
| US5662183A (en) | 1995-08-15 | 1997-09-02 | Smith International, Inc. | High strength matrix material for PDC drag bits |
| US5641921A (en) | 1995-08-22 | 1997-06-24 | Dennis Tool Company | Low temperature, low pressure, ductile, bonded cermet for enhanced abrasion and erosion performance |
| DE69525248T2 (de) | 1995-08-23 | 2002-09-26 | Toshiba Tungaloy Co. Ltd., Kawasaki | Flächen-kristallines Wolframkarbid enthaltendes Hartmetall, Zusammensetzung zur Herstellung von flächen-kristallines Wolframkarbid und Verfahren zur Herstellung des Hartmetalls |
| US5609286A (en) | 1995-08-28 | 1997-03-11 | Anthon; Royce A. | Brazing rod for depositing diamond coating metal substrate using gas or electric brazing techniques |
| US6012882A (en) | 1995-09-12 | 2000-01-11 | Turchan; Manuel C. | Combined hole making, threading, and chamfering tool with staggered thread cutting teeth |
| JPH09194909A (ja) | 1995-11-07 | 1997-07-29 | Sumitomo Electric Ind Ltd | 複合材料およびその製造方法 |
| WO1997019201A1 (en) | 1995-11-21 | 1997-05-29 | The Dow Chemical Company | Process for making complex-shaped ceramic-metal composite articles |
| GB2307918B (en) | 1995-12-05 | 1999-02-10 | Smith International | Pressure molded powder metal "milled tooth" rock bit cone |
| SE513740C2 (sv) | 1995-12-22 | 2000-10-30 | Sandvik Ab | Slitstark hårmetallkropp främst för användning vid bergborrning och mineralbrytning |
| US5750247A (en) | 1996-03-15 | 1998-05-12 | Kennametal, Inc. | Coated cutting tool having an outer layer of TiC |
| US5664915A (en) | 1996-03-22 | 1997-09-09 | Hawke; Terrence C. | Tap and method of making a tap with selected size limits |
| US6390210B1 (en) | 1996-04-10 | 2002-05-21 | Smith International, Inc. | Rolling cone bit with gage and off-gage cutter elements positioned to separate sidewall and bottom hole cutting duty |
| US5837326A (en) | 1996-04-10 | 1998-11-17 | National Research Council Of Canada | Thermally sprayed titanium diboride composite coatings |
| US6143094A (en) | 1996-04-26 | 2000-11-07 | Denso Corporation | Method of stress inducing transformation of austenite stainless steel and method of producing composite magnetic members |
| US6648068B2 (en) | 1996-05-03 | 2003-11-18 | Smith International, Inc. | One-trip milling system |
| US5733078A (en) | 1996-06-18 | 1998-03-31 | Osg Corporation | Drilling and threading tool |
| SE511395C2 (sv) | 1996-07-08 | 1999-09-20 | Sandvik Ab | Svarvbom, förfarande för tillverkning av en svarvbom samt användning av densamma |
| US6353771B1 (en) | 1996-07-22 | 2002-03-05 | Smith International, Inc. | Rapid manufacturing of molds for forming drill bits |
| DE19634314A1 (de) | 1996-07-27 | 1998-01-29 | Widia Gmbh | Verbundkörper und Verfahren zu seiner Herstellung |
| US5880382A (en) | 1996-08-01 | 1999-03-09 | Smith International, Inc. | Double cemented carbide composites |
| AU695583B2 (en) | 1996-08-01 | 1998-08-13 | Smith International, Inc. | Double cemented carbide inserts |
| US5765095A (en) | 1996-08-19 | 1998-06-09 | Smith International, Inc. | Polycrystalline diamond bit manufacturing |
| SE511429C2 (sv) | 1996-09-13 | 1999-09-27 | Seco Tools Ab | Verktyg, skärdel, verktygskropp för skärande bearbetning samt metod för montering av skärdel till verktygskropp |
| US5976707A (en) | 1996-09-26 | 1999-11-02 | Kennametal Inc. | Cutting insert and method of making the same |
| US6063333A (en) | 1996-10-15 | 2000-05-16 | Penn State Research Foundation | Method and apparatus for fabrication of cobalt alloy composite inserts |
| DE19644447C2 (de) | 1996-10-25 | 2001-10-18 | Friedrichs Konrad Kg | Verfahren und Vorrichtung zur kontinuierlichen Extrusion von mit einem wendelförmigen Innenkanal ausgestatteten Stäben aus plastischem Rohmaterial |
| SE510628C2 (sv) | 1996-12-03 | 1999-06-07 | Seco Tools Ab | Verktyg för skärande bearbetning |
| SE507542C2 (sv) | 1996-12-04 | 1998-06-22 | Seco Tools Ab | Fräsverktyg samt skärdel till verktyget |
| US5897830A (en) | 1996-12-06 | 1999-04-27 | Dynamet Technology | P/M titanium composite casting |
| CN1075125C (zh) | 1996-12-16 | 2001-11-21 | 住友电气工业株式会社 | 硬质合金、其制造方法及硬质合金工具 |
| SE510763C2 (sv) | 1996-12-20 | 1999-06-21 | Sandvik Ab | Ämne för ett borr eller en pinnfräs för metallbearbetning |
| JPH10219385A (ja) | 1997-02-03 | 1998-08-18 | Mitsubishi Materials Corp | 耐摩耗性のすぐれた複合サーメット製切削工具 |
| US5967249A (en) | 1997-02-03 | 1999-10-19 | Baker Hughes Incorporated | Superabrasive cutters with structure aligned to loading and method of drilling |
| ATE206481T1 (de) | 1997-03-10 | 2001-10-15 | Widia Gmbh | Hartmetall- oder cermet-sinterkörper und verfahren zu dessen herstellung |
| US5873684A (en) | 1997-03-29 | 1999-02-23 | Tool Flo Manufacturing, Inc. | Thread mill having multiple thread cutters |
| GB9708596D0 (en) | 1997-04-29 | 1997-06-18 | Richard Lloyd Limited | Tap tools |
| EP2009124B1 (en) | 1997-05-13 | 2014-11-26 | Allomet Corporation | Tough-coated hard powders and sintered articles thereof |
| US5865571A (en) | 1997-06-17 | 1999-02-02 | Norton Company | Non-metallic body cutting tools |
| US6109377A (en) | 1997-07-15 | 2000-08-29 | Kennametal Inc. | Rotatable cutting bit assembly with cutting inserts |
| US6607835B2 (en) | 1997-07-31 | 2003-08-19 | Smith International, Inc. | Composite constructions with ordered microstructure |
| CA2213169C (en) | 1997-08-15 | 2005-03-29 | Shell Canada Limited | Repairing a weak spot in the wall of a vessel |
| US6022175A (en) | 1997-08-27 | 2000-02-08 | Kennametal Inc. | Elongate rotary tool comprising a cermet having a Co-Ni-Fe binder |
| SE9703204L (sv) | 1997-09-05 | 1999-03-06 | Sandvik Ab | Verktyg för borrning/fräsning av kretskortsmaterial |
| US5890852A (en) | 1998-03-17 | 1999-04-06 | Emerson Electric Company | Thread cutting die and method of manufacturing same |
| US6138779A (en) | 1998-01-16 | 2000-10-31 | Dresser Industries, Inc. | Hardfacing having coated ceramic particles or coated particles of other hard materials placed on a rotary cone cutter |
| DE19806864A1 (de) | 1998-02-19 | 1999-08-26 | Beck August Gmbh Co | Reibwerkzeug und Verfahren zu dessen Herstellung |
| AU3050499A (en) | 1998-03-23 | 1999-10-18 | Elan Corporation, Plc | Drug delivery device |
| US6228134B1 (en) | 1998-04-22 | 2001-05-08 | 3M Innovative Properties Company | Extruded alumina-based abrasive grit, abrasive products, and methods |
| AU3389699A (en) | 1998-04-22 | 1999-11-08 | De Beers Industrial Diamond Division (Proprietary) Limited | Diamond compact |
| JP3457178B2 (ja) | 1998-04-30 | 2003-10-14 | 株式会社田野井製作所 | 切削タップ |
| US6109677A (en) | 1998-05-28 | 2000-08-29 | Sez North America, Inc. | Apparatus for handling and transporting plate like substrates |
| US6117493A (en) | 1998-06-03 | 2000-09-12 | Northmonte Partners, L.P. | Bearing with improved wear resistance and method for making same |
| US6582126B2 (en) | 1998-06-03 | 2003-06-24 | Northmonte Partners, Lp | Bearing surface with improved wear resistance and method for making same |
| US6214247B1 (en) | 1998-06-10 | 2001-04-10 | Tdy Industries, Inc. | Substrate treatment method |
| US6395108B2 (en) | 1998-07-08 | 2002-05-28 | Recherche Et Developpement Du Groupe Cockerill Sambre | Flat product, such as sheet, made of steel having a high yield strength and exhibiting good ductility and process for manufacturing this product |
| US6220117B1 (en) | 1998-08-18 | 2001-04-24 | Baker Hughes Incorporated | Methods of high temperature infiltration of drill bits and infiltrating binder |
| US6241036B1 (en) | 1998-09-16 | 2001-06-05 | Baker Hughes Incorporated | Reinforced abrasive-impregnated cutting elements, drill bits including same |
| US6287360B1 (en) | 1998-09-18 | 2001-09-11 | Smith International, Inc. | High-strength matrix body |
| GB9822979D0 (en) | 1998-10-22 | 1998-12-16 | Camco Int Uk Ltd | Methods of manufacturing rotary drill bits |
| JP3559717B2 (ja) | 1998-10-29 | 2004-09-02 | トヨタ自動車株式会社 | エンジンバルブの製造方法 |
| US6651757B2 (en) | 1998-12-07 | 2003-11-25 | Smith International, Inc. | Toughness optimized insert for rock and hammer bits |
| US7262240B1 (en) | 1998-12-22 | 2007-08-28 | Kennametal Inc. | Process for making wear-resistant coatings |
| US6649682B1 (en) | 1998-12-22 | 2003-11-18 | Conforma Clad, Inc | Process for making wear-resistant coatings |
| GB2384016B (en) | 1999-01-12 | 2003-10-15 | Baker Hughes Inc | Earth drilling device with oscillating rotary drag bit |
| US6454030B1 (en) | 1999-01-25 | 2002-09-24 | Baker Hughes Incorporated | Drill bits and other articles of manufacture including a layer-manufactured shell integrally secured to a cast structure and methods of fabricating same |
| US6260636B1 (en) | 1999-01-25 | 2001-07-17 | Baker Hughes Incorporated | Rotary-type earth boring drill bit, modular bearing pads therefor and methods |
| US6200514B1 (en) | 1999-02-09 | 2001-03-13 | Baker Hughes Incorporated | Process of making a bit body and mold therefor |
| JP2000234890A (ja) * | 1999-02-12 | 2000-08-29 | Hitachi Cable Ltd | 空調用熱交換器及びその製造方法 |
| DE19907118C1 (de) | 1999-02-19 | 2000-05-25 | Krauss Maffei Kunststofftech | Spritzgießvorrichtung für metallische Werkstoffe |
| JP4142791B2 (ja) | 1999-02-23 | 2008-09-03 | 株式会社ディスコ | 多重コアドリル |
| DE19907749A1 (de) | 1999-02-23 | 2000-08-24 | Kennametal Inc | Gesinterter Hartmetallkörper und dessen Verwendung |
| US6254658B1 (en) | 1999-02-24 | 2001-07-03 | Mitsubishi Materials Corporation | Cemented carbide cutting tool |
| SE9900738D0 (sv) | 1999-03-02 | 1999-03-02 | Sandvik Ab | Tool for wood working |
| AU3719300A (en) | 1999-03-03 | 2000-10-04 | Earth Tool Company, Llc | Method and apparatus for directional boring |
| US6135218A (en) | 1999-03-09 | 2000-10-24 | Camco International Inc. | Fixed cutter drill bits with thin, integrally formed wear and erosion resistant surfaces |
| GB9906114D0 (en) | 1999-03-18 | 1999-05-12 | Camco Int Uk Ltd | A method of applying a wear-resistant layer to a surface of a downhole component |
| DE19913178A1 (de) * | 1999-03-24 | 2000-10-05 | Jung Wolfgang | Verfahren zur Herstellung von Stahlkugeln |
| SE519106C2 (sv) | 1999-04-06 | 2003-01-14 | Sandvik Ab | Sätt att tillverka submikron hårdmetall med ökad seghet |
| JP2000296403A (ja) | 1999-04-12 | 2000-10-24 | Sumitomo Electric Ind Ltd | 複合多結晶体切削工具およびその製造方法 |
| SE516071C2 (sv) * | 1999-04-26 | 2001-11-12 | Sandvik Ab | Hårdmetallskär belagt med en slitstark beläggning |
| SE519603C2 (sv) | 1999-05-04 | 2003-03-18 | Sandvik Ab | Sätt att framställa hårdmetall av pulver WC och Co legerat med korntillväxthämmare |
| US6248149B1 (en) | 1999-05-11 | 2001-06-19 | Baker Hughes Incorporated | Hardfacing composition for earth-boring bits using macrocrystalline tungsten carbide and spherical cast carbide |
| US6302224B1 (en) | 1999-05-13 | 2001-10-16 | Halliburton Energy Services, Inc. | Drag-bit drilling with multi-axial tooth inserts |
| US6217992B1 (en) | 1999-05-21 | 2001-04-17 | Kennametal Pc Inc. | Coated cutting insert with a C porosity substrate having non-stratified surface binder enrichment |
| WO2000077267A1 (fr) | 1999-06-11 | 2000-12-21 | Kabushiki Kaisha Toyota Chuo Kenkyusho | Alliage de titane et procede de production correspondant |
| JP2000355725A (ja) | 1999-06-16 | 2000-12-26 | Mitsubishi Materials Corp | 先端切刃面の面摩耗が一様な超硬合金製ドリル |
| SE517447C2 (sv) | 1999-06-29 | 2002-06-04 | Seco Tools Ab | Gängfräs med därför avsett skär |
| US6394202B2 (en) | 1999-06-30 | 2002-05-28 | Smith International, Inc. | Drill bit having diamond impregnated inserts primary cutting structure |
| SE514558C2 (sv) * | 1999-07-02 | 2001-03-12 | Seco Tools Ab | Metod och anordning för att tillverka ett verktyg |
| SE519135C2 (sv) * | 1999-07-02 | 2003-01-21 | Seco Tools Ab | Verktyg för spånavskiljande bearbetning innefattande en relativt seg kärna ansluten till en relativt slitstark periferi |
| US6461401B1 (en) | 1999-08-12 | 2002-10-08 | Smith International, Inc. | Composition for binder material particularly for drill bit bodies |
| US6375706B2 (en) | 1999-08-12 | 2002-04-23 | Smith International, Inc. | Composition for binder material particularly for drill bit bodies |
| AT407393B (de) | 1999-09-22 | 2001-02-26 | Electrovac | Verfahren zur herstellung eines metall-matrix-composite (mmc-) bauteiles |
| SE9903685L (sv) | 1999-10-14 | 2001-04-15 | Seco Tools Ab | Verktyg för roterande skärande bearbetning, verktygsspets samt metod för tillverkning av verktygsspetsen |
| JP2001131713A (ja) | 1999-11-05 | 2001-05-15 | Nisshin Steel Co Ltd | Ti含有超高強度準安定オーステナイト系ステンレス鋼材および製造法 |
| JP2003518193A (ja) | 1999-11-16 | 2003-06-03 | トリトン・システムズ・インコーポレイテツド | 不連続強化金属基複合材料のレーザー加工 |
| IL140024A0 (en) | 1999-12-03 | 2002-02-10 | Sumitomo Electric Industries | Coated pcbn cutting tools |
| US6511265B1 (en) * | 1999-12-14 | 2003-01-28 | Ati Properties, Inc. | Composite rotary tool and tool fabrication method |
| DE60030159D1 (de) | 1999-12-22 | 2006-09-28 | Weatherford Lamb | Bohrmeissel zum gleichzeitigen bohren und verrohren |
| JP4348583B2 (ja) | 1999-12-27 | 2009-10-21 | 並木精密宝石株式会社 | ダイヤモンドドリル及びその製造方法 |
| US6345941B1 (en) | 2000-02-23 | 2002-02-12 | Ati Properties, Inc. | Thread milling tool having helical flutes |
| US6454027B1 (en) | 2000-03-09 | 2002-09-24 | Smith International, Inc. | Polycrystalline diamond carbide composites |
| JP3457248B2 (ja) | 2000-03-09 | 2003-10-14 | 株式会社田野井製作所 | 盛上げタップ及びねじ加工方法 |
| US6394711B1 (en) | 2000-03-28 | 2002-05-28 | Tri-Cel, Inc. | Rotary cutting tool and holder therefor |
| JP2001295576A (ja) | 2000-04-12 | 2001-10-26 | Japan National Oil Corp | ビット装置 |
| US6425716B1 (en) | 2000-04-13 | 2002-07-30 | Harold D. Cook | Heavy metal burr tool |
| US6571889B2 (en) | 2000-05-01 | 2003-06-03 | Smith International, Inc. | Rotary cone bit with functionally-engineered composite inserts |
| CA2612881C (en) | 2000-06-08 | 2012-09-18 | Bodycote Metallurgical Coatings Limited | Coating system for high temperature stainless steel |
| US6475647B1 (en) | 2000-10-18 | 2002-11-05 | Surface Engineered Products Corporation | Protective coating system for high temperature stainless steel |
| US6585864B1 (en) | 2000-06-08 | 2003-07-01 | Surface Engineered Products Corporation | Coating system for high temperature stainless steel |
| CA2348145C (en) | 2001-05-22 | 2005-04-12 | Surface Engineered Products Corporation | Protective system for high temperature metal alloys |
| EP1299205B1 (en) | 2000-07-12 | 2007-10-31 | Utron Inc. | Dynamic consolidation of powders using a pulsed energy source |
| DE10034742A1 (de) | 2000-07-17 | 2002-01-31 | Hilti Ag | Werkzeug mit zugeordnetem Schlagwerkzeug |
| US6474425B1 (en) | 2000-07-19 | 2002-11-05 | Smith International, Inc. | Asymmetric diamond impregnated drill bit |
| US6723389B2 (en) | 2000-07-21 | 2004-04-20 | Toshiba Tungaloy Co., Ltd. | Process for producing coated cemented carbide excellent in peel strength |
| US6554548B1 (en) | 2000-08-11 | 2003-04-29 | Kennametal Inc. | Chromium-containing cemented carbide body having a surface zone of binder enrichment |
| US6808821B2 (en) | 2000-09-05 | 2004-10-26 | Dainippon Ink And Chemicals, Inc. | Unsaturated polyester resin composition |
| US6592985B2 (en) | 2000-09-20 | 2003-07-15 | Camco International (Uk) Limited | Polycrystalline diamond partially depleted of catalyzing material |
| SE520412C2 (sv) | 2000-10-24 | 2003-07-08 | Sandvik Ab | Roterbart verktyg med utbytbar skärdel vid verktygets spånavverkande fria ände |
| SE519250C2 (sv) | 2000-11-08 | 2003-02-04 | Sandvik Ab | Belagt hårdmetallskär och användning av detsamma för våtfräsning |
| SE522845C2 (sv) | 2000-11-22 | 2004-03-09 | Sandvik Ab | Sätt att tillverka ett skär sammansatt av olika hårdmetallsorter |
| US6932172B2 (en) | 2000-11-30 | 2005-08-23 | Harold A. Dvorachek | Rotary contact structures and cutting elements |
| JP2002166326A (ja) | 2000-12-01 | 2002-06-11 | Kinichi Miyagawa | 管用ねじ切り工具、及び、その管用ねじ切り工具に使用されるチップ |
| JP2002173742A (ja) | 2000-12-04 | 2002-06-21 | Nisshin Steel Co Ltd | 形状平坦度に優れた高強度オーステナイト系ステンレス鋼帯およびその製造方法 |
| EP1352978B9 (en) | 2000-12-20 | 2009-09-16 | Kabushiki Kaisha Toyota Chuo Kenkyusho | Method of producing titanium alloy having high elastic deformation capacity |
| US6454028B1 (en) | 2001-01-04 | 2002-09-24 | Camco International (U.K.) Limited | Wear resistant drill bit |
| US7090731B2 (en) | 2001-01-31 | 2006-08-15 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | High strength steel sheet having excellent formability and method for production thereof |
| JP3648205B2 (ja) | 2001-03-23 | 2005-05-18 | 独立行政法人石油天然ガス・金属鉱物資源機構 | 石油掘削用トリコンビットのインサートチップおよびその製造方法ならびに石油掘削用トリコンビット |
| WO2002077312A2 (de) | 2001-03-27 | 2002-10-03 | Widia Gmbh | Verfahren zur erhöhung der druckspannung oder zur erniedrigung der zugeigenspannung einer schicht |
| JP4485705B2 (ja) | 2001-04-20 | 2010-06-23 | 株式会社タンガロイ | 掘削用ビット及びケーシングカッタ |
| DE60218172T2 (de) | 2001-04-27 | 2007-06-21 | Toyota Jidosha Kabushiki Kaisha, Toyota | Verbundpulverfüllverfahren und-vorrichtung sowie verbundpulverformverfahren und-vorrichtung |
| GB2382833B (en) | 2001-04-27 | 2004-02-11 | Smith International | Application of hardfacing to a shirttail portion of a roller cone using a high pressure/high temperature oxygen fuel torch |
| US7014719B2 (en) | 2001-05-15 | 2006-03-21 | Nisshin Steel Co., Ltd. | Austenitic stainless steel excellent in fine blankability |
| ITRM20010320A1 (it) | 2001-06-08 | 2002-12-09 | Ct Sviluppo Materiali Spa | Procedimento per la produzione di un composito a base di lega di titanio rinforzato con carburo di titanio, e composito rinforzato cosi' ott |
| US6817550B2 (en) | 2001-07-06 | 2004-11-16 | Diamicron, Inc. | Nozzles, and components thereof and methods for making the same |
| JP2003089831A (ja) | 2001-07-12 | 2003-03-28 | Komatsu Ltd | 銅系焼結摺動材料および複層焼結摺動部材 |
| DE10135790B4 (de) | 2001-07-23 | 2005-07-14 | Kennametal Inc. | Feinkörniges Sinterhartmetall und seine Verwendung |
| DE10136293B4 (de) | 2001-07-25 | 2006-03-09 | Wilhelm Fette Gmbh | Gewindeformer oder -bohrer |
| JP2003041341A (ja) | 2001-08-02 | 2003-02-13 | Sumitomo Metal Ind Ltd | 高靱性を有する鋼材およびそれを用いた鋼管の製造方法 |
| JP2003073799A (ja) | 2001-09-03 | 2003-03-12 | Fuji Oozx Inc | チタン系材料の表面処理方法 |
| DE60126355T2 (de) | 2001-09-05 | 2007-10-31 | Courtoy N.V. | Rundlauf-tablettierpresse und verfahren zum reinigen einer presse |
| EP1308528B1 (en) | 2001-10-22 | 2005-04-06 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Alfa-beta type titanium alloy |
| US6772849B2 (en) | 2001-10-25 | 2004-08-10 | Smith International, Inc. | Protective overlay coating for PDC drill bits |
| US6541124B1 (en) | 2001-11-13 | 2003-04-01 | Rhino Metals, Inc. | Drill resistant hard plate |
| SE0103752L (sv) | 2001-11-13 | 2003-05-14 | Sandvik Ab | Roterbart verktyg för spånavskiljande bearbetning jämte skärdel härtill |
| US20030094730A1 (en) | 2001-11-16 | 2003-05-22 | Varel International, Inc. | Method and fabricating tools for earth boring |
| DE10157487C1 (de) | 2001-11-23 | 2003-06-18 | Sgl Carbon Ag | Faserverstärkter Verbundkörper für Schutzpanzerungen, seine Herstellung und Verwendungen |
| EP1453627A4 (en) | 2001-12-05 | 2006-04-12 | Baker Hughes Inc | CONSOLIDATED HARD MATERIALS, METHODS OF PRODUCTION AND APPLICATIONS |
| AU2002366638A1 (en) | 2001-12-06 | 2003-06-23 | Scolr Pharma, Inc. | Isoflavone composition for oral delivery |
| US7017677B2 (en) | 2002-07-24 | 2006-03-28 | Smith International, Inc. | Coarse carbide substrate cutting elements and method of forming the same |
| KR20030052618A (ko) | 2001-12-21 | 2003-06-27 | 대우종합기계 주식회사 | 초경합금 접합체의 제조방법 |
| AU2003219660A1 (en) | 2002-02-14 | 2003-09-04 | Iowa State University Research Foundation, Inc. | Novel friction and wear-resistant coatings for tools, dies and microelectromechanical systems |
| US6653787B2 (en) | 2002-03-05 | 2003-11-25 | L-3 Communications Corporation | High power density multistage depressed collector |
| US7381283B2 (en) | 2002-03-07 | 2008-06-03 | Yageo Corporation | Method for reducing shrinkage during sintering low-temperature-cofired ceramics |
| JP3632672B2 (ja) | 2002-03-08 | 2005-03-23 | 住友金属工業株式会社 | 耐水蒸気酸化性に優れたオーステナイト系ステンレス鋼管およびその製造方法 |
| SE523826C2 (sv) | 2002-03-20 | 2004-05-25 | Seco Tools Ab | Skär belagt med TiAIN för bearbetning med hög hastighet av legerade stål, sätt att framställa ett skär och användning av skäret |
| US6782958B2 (en) | 2002-03-28 | 2004-08-31 | Smith International, Inc. | Hardfacing for milled tooth drill bits |
| JP2003306739A (ja) | 2002-04-19 | 2003-10-31 | Hitachi Tool Engineering Ltd | 超硬合金及びその超硬合金を用いた工具 |
| SE526171C2 (sv) | 2002-04-25 | 2005-07-19 | Sandvik Ab | Verktyg samt i verktyget ingående skärhuvud vilket är säkrat mot rotation |
| JP3947918B2 (ja) | 2002-05-22 | 2007-07-25 | 大同特殊鋼株式会社 | 金属焼結体及びその製造方法 |
| US6688988B2 (en) | 2002-06-04 | 2004-02-10 | Balax, Inc. | Looking thread cold forming tool |
| JP4280539B2 (ja) | 2002-06-07 | 2009-06-17 | 東邦チタニウム株式会社 | チタン合金の製造方法 |
| US7410610B2 (en) | 2002-06-14 | 2008-08-12 | General Electric Company | Method for producing a titanium metallic composition having titanium boride particles dispersed therein |
| US6761477B2 (en) * | 2002-06-28 | 2004-07-13 | Hamilton Beach/Proctor-Silex, Inc. | Mixer assembly with locking pivot head |
| US6933049B2 (en) | 2002-07-10 | 2005-08-23 | Diamond Innovations, Inc. | Abrasive tool inserts with diminished residual tensile stresses and their production |
| JP3945455B2 (ja) | 2002-07-17 | 2007-07-18 | 株式会社豊田中央研究所 | 粉末成形体、粉末成形方法、金属焼結体およびその製造方法 |
| US7036611B2 (en) | 2002-07-30 | 2006-05-02 | Baker Hughes Incorporated | Expandable reamer apparatus for enlarging boreholes while drilling and methods of use |
| US7234541B2 (en) | 2002-08-19 | 2007-06-26 | Baker Hughes Incorporated | DLC coating for earth-boring bit seal ring |
| US6766870B2 (en) | 2002-08-21 | 2004-07-27 | Baker Hughes Incorporated | Mechanically shaped hardfacing cutting/wear structures |
| US6799648B2 (en) | 2002-08-27 | 2004-10-05 | Applied Process, Inc. | Method of producing downhole drill bits with integral carbide studs |
| MXPA05002433A (es) | 2002-09-04 | 2005-05-27 | Intermet Corp | Articulo de hierro colado austemperizado y capaz de maquinarse con mejoradas capacidades de maquinado resistencia a la fatiga y resistencia a la fractura bajo condiciones ambientales y metodo para fabricar el mismo. |
| US7250069B2 (en) | 2002-09-27 | 2007-07-31 | Smith International, Inc. | High-strength, high-toughness matrix bit bodies |
| US6742608B2 (en) | 2002-10-04 | 2004-06-01 | Henry W. Murdoch | Rotary mine drilling bit for making blast holes |
| US20050103404A1 (en) | 2003-01-28 | 2005-05-19 | Yieh United Steel Corp. | Low nickel containing chromim-nickel-mananese-copper austenitic stainless steel |
| JP2004160591A (ja) | 2002-11-12 | 2004-06-10 | Sumitomo Electric Ind Ltd | 回転工具 |
| JP3834544B2 (ja) | 2002-11-29 | 2006-10-18 | オーエスジー株式会社 | タップ、およびその製造方法 |
| WO2004053197A2 (en) | 2002-12-06 | 2004-06-24 | Ikonics Corporation | Metal engraving method, article, and apparatus |
| JP4028368B2 (ja) | 2002-12-06 | 2007-12-26 | 日立ツール株式会社 | 表面被覆超硬合金製切削工具 |
| JP4221569B2 (ja) | 2002-12-12 | 2009-02-12 | 住友金属工業株式会社 | オーステナイト系ステンレス鋼 |
| MX256798B (es) | 2002-12-12 | 2008-05-02 | Oreal | Dispersiones de polimeros en medio organico y composiciones que las comprenden. |
| US20040228695A1 (en) | 2003-01-01 | 2004-11-18 | Clauson Luke W. | Methods and devices for adjusting the shape of a rotary bit |
| DE10300283B3 (de) | 2003-01-02 | 2004-06-09 | Arno Friedrichs | Verfahren und Vorrichtung zur Herstellung eines Hartmetall-Werkzeugs |
| US6892793B2 (en) | 2003-01-08 | 2005-05-17 | Alcoa Inc. | Caster roll |
| US7044243B2 (en) | 2003-01-31 | 2006-05-16 | Smith International, Inc. | High-strength/high-toughness alloy steel drill bit blank |
| US7080998B2 (en) | 2003-01-31 | 2006-07-25 | Intelliserv, Inc. | Internal coaxial cable seal system |
| US6944362B2 (en) * | 2003-02-11 | 2005-09-13 | General Instrument Corporation | Optical switch having a autorestoration feature for switching from a backup optical path to a primary optical path |
| US7234550B2 (en) | 2003-02-12 | 2007-06-26 | Smith International, Inc. | Bits and cutting structures |
| US20060032677A1 (en) | 2003-02-12 | 2006-02-16 | Smith International, Inc. | Novel bits and cutting structures |
| JP4200479B2 (ja) | 2003-02-14 | 2008-12-24 | 日立金属株式会社 | 超硬合金製圧延用複合ロール |
| US7231984B2 (en) | 2003-02-27 | 2007-06-19 | Weatherford/Lamb, Inc. | Gripping insert and method of gripping a tubular |
| US7147413B2 (en) | 2003-02-27 | 2006-12-12 | Kennametal Inc. | Precision cemented carbide threading tap |
| AT7382U1 (de) | 2003-03-11 | 2005-02-25 | Plansee Ag | Wärmesenke mit hoher wärmeleitfähigkeit |
| JP2004315904A (ja) | 2003-04-16 | 2004-11-11 | Sumitomo Electric Ind Ltd | 微粒超硬合金 |
| UA63469C2 (en) | 2003-04-23 | 2006-01-16 | V M Bakul Inst For Superhard M | Diamond-hard-alloy plate |
| SE527346C2 (sv) | 2003-04-24 | 2006-02-14 | Seco Tools Ab | Skär med beläggning av skikt av MTCVD-Ti (C,N) med styrd kornstorlek och morfologi och metod för att belägga skäret |
| GB2401114B (en) | 2003-05-02 | 2005-10-19 | Smith International | Compositions having enhanced wear resistance |
| SE526387C2 (sv) * | 2003-05-08 | 2005-09-06 | Seco Tools Ab | Borr för spånavskiljande bearbetning med alla delar utförda i ett material samt med innesluten spolkanal |
| US20040234820A1 (en) | 2003-05-23 | 2004-11-25 | Kennametal Inc. | Wear-resistant member having a hard composite comprising hard constituents held in an infiltrant matrix |
| US7048081B2 (en) | 2003-05-28 | 2006-05-23 | Baker Hughes Incorporated | Superabrasive cutting element having an asperital cutting face and drill bit so equipped |
| US7270679B2 (en) | 2003-05-30 | 2007-09-18 | Warsaw Orthopedic, Inc. | Implants based on engineered metal matrix composite materials having enhanced imaging and wear resistance |
| US7625521B2 (en) | 2003-06-05 | 2009-12-01 | Smith International, Inc. | Bonding of cutters in drill bits |
| US20040245024A1 (en) | 2003-06-05 | 2004-12-09 | Kembaiyan Kumar T. | Bit body formed of multiple matrix materials and method for making the same |
| US20040244540A1 (en) | 2003-06-05 | 2004-12-09 | Oldham Thomas W. | Drill bit body with multiple binders |
| SE526567C2 (sv) | 2003-07-16 | 2005-10-11 | Sandvik Intellectual Property | Stödlist för långhålsborr med slityta i avvikande färg |
| US20050019114A1 (en) | 2003-07-25 | 2005-01-27 | Chien-Min Sung | Nanodiamond PCD and methods of forming |
| US20050084407A1 (en) | 2003-08-07 | 2005-04-21 | Myrick James J. | Titanium group powder metallurgy |
| US7152701B2 (en) | 2003-08-29 | 2006-12-26 | Smith International, Inc. | Cutting element structure for roller cone bit |
| JP2005111581A (ja) | 2003-10-03 | 2005-04-28 | Mitsubishi Materials Corp | 穿孔工具 |
| US7267187B2 (en) | 2003-10-24 | 2007-09-11 | Smith International, Inc. | Braze alloy and method of use for drilling applications |
| JP4498847B2 (ja) | 2003-11-07 | 2010-07-07 | 新日鐵住金ステンレス株式会社 | 加工性に優れたオ−ステナイト系高Mnステンレス鋼 |
| US7395882B2 (en) | 2004-02-19 | 2008-07-08 | Baker Hughes Incorporated | Casing and liner drilling bits |
| DE10354679A1 (de) | 2003-11-22 | 2005-06-30 | Khd Humboldt Wedag Ag | Mahlwalze für die Druckzerkleinerung körnigen Gutes |
| DE10356470B4 (de) | 2003-12-03 | 2009-07-30 | Kennametal Inc. | Zirkonium und Niob enthaltender Hartmetallkörper und Verfahren zu seiner Herstellung und seine Verwendung |
| KR20050055268A (ko) | 2003-12-06 | 2005-06-13 | 한국오에스지 주식회사 | 초경합금을 이용한 나사전조 다이스의 제조방법 및초경합금 나사전조다이스 |
| US7384443B2 (en) | 2003-12-12 | 2008-06-10 | Tdy Industries, Inc. | Hybrid cemented carbide composites |
| US20050155694A1 (en) | 2003-12-24 | 2005-07-21 | Daewoo Heavy Industries & Machinery Ltd. | Wear-resistant mechanical component and method of producing the same |
| KR20090005252A (ko) | 2004-01-29 | 2009-01-12 | 제이에프이 스틸 가부시키가이샤 | 오스테나이트·페라이트계 스테인레스 강 |
| JP2005281855A (ja) | 2004-03-04 | 2005-10-13 | Daido Steel Co Ltd | 耐熱オーステナイト系ステンレス鋼及びその製造方法 |
| WO2006073428A2 (en) | 2004-04-19 | 2006-07-13 | Dynamet Technology, Inc. | Titanium tungsten alloys produced by additions of tungsten nanopowder |
| US7267543B2 (en) | 2004-04-27 | 2007-09-11 | Concurrent Technologies Corporation | Gated feed shoe |
| US20050211475A1 (en) | 2004-04-28 | 2005-09-29 | Mirchandani Prakash K | Earth-boring bits |
| US20080101977A1 (en) | 2005-04-28 | 2008-05-01 | Eason Jimmy W | Sintered bodies for earth-boring rotary drill bits and methods of forming the same |
| SE527475C2 (sv) | 2004-05-04 | 2006-03-21 | Sandvik Intellectual Property | Metod och anordning för tillverkning av ett borrämne eller fräsämne |
| US20060016521A1 (en) | 2004-07-22 | 2006-01-26 | Hanusiak William M | Method for manufacturing titanium alloy wire with enhanced properties |
| US20060024140A1 (en) | 2004-07-30 | 2006-02-02 | Wolff Edward C | Removable tap chasers and tap systems including the same |
| US7125207B2 (en) | 2004-08-06 | 2006-10-24 | Kennametal Inc. | Tool holder with integral coolant channel and locking screw therefor |
| US7244519B2 (en) | 2004-08-20 | 2007-07-17 | Tdy Industries, Inc. | PVD coated ruthenium featured cutting tools |
| KR20070036188A (ko) | 2004-08-25 | 2007-04-02 | 가부시끼가이샤 도시바 | 화상 표시 장치 및 그 제조 방법 |
| JP4468767B2 (ja) | 2004-08-26 | 2010-05-26 | 日本碍子株式会社 | セラミックス成形体の割掛率制御方法 |
| US7754333B2 (en) | 2004-09-21 | 2010-07-13 | Smith International, Inc. | Thermally stable diamond polycrystalline diamond constructions |
| US7524351B2 (en) | 2004-09-30 | 2009-04-28 | Intel Corporation | Nano-sized metals and alloys, and methods of assembling packages containing same |
| US7350599B2 (en) | 2004-10-18 | 2008-04-01 | Smith International, Inc. | Impregnated diamond cutting structures |
| US7513320B2 (en) | 2004-12-16 | 2009-04-07 | Tdy Industries, Inc. | Cemented carbide inserts for earth-boring bits |
| JP4538794B2 (ja) | 2004-12-21 | 2010-09-08 | 日立金属株式会社 | 超硬合金製圧延用複合ロール |
| JP2006181628A (ja) | 2004-12-28 | 2006-07-13 | Jfe Steel Kk | 厚鋼板の圧延方法および厚鋼板の製造方法 |
| SE528008C2 (sv) | 2004-12-28 | 2006-08-01 | Outokumpu Stainless Ab | Austenitiskt rostfritt stål och stålprodukt |
| US7497280B2 (en) | 2005-01-27 | 2009-03-03 | Baker Hughes Incorporated | Abrasive-impregnated cutting structure having anisotropic wear resistance and drag bit including same |
| SE528671C2 (sv) | 2005-01-31 | 2007-01-16 | Sandvik Intellectual Property | Hårdmetallskär för seghetskrävande korthålsborrning samt förfarande för att framställa detsamma |
| US20060185773A1 (en) | 2005-02-22 | 2006-08-24 | Canadian Oil Sands Limited | Lightweight wear-resistant weld overlay |
| US7972409B2 (en) | 2005-03-28 | 2011-07-05 | Kyocera Corporation | Cemented carbide and cutting tool |
| US7487849B2 (en) | 2005-05-16 | 2009-02-10 | Radtke Robert P | Thermally stable diamond brazing |
| JP2006328477A (ja) | 2005-05-26 | 2006-12-07 | Hitachi Tool Engineering Ltd | Wc基超硬合金部材及び被覆wc基超硬合金部材 |
| US8637127B2 (en) | 2005-06-27 | 2014-01-28 | Kennametal Inc. | Composite article with coolant channels and tool fabrication method |
| US9422616B2 (en) | 2005-08-12 | 2016-08-23 | Kennametal Inc. | Abrasion-resistant weld overlay |
| US7687156B2 (en) | 2005-08-18 | 2010-03-30 | Tdy Industries, Inc. | Composite cutting inserts and methods of making the same |
| US7776256B2 (en) | 2005-11-10 | 2010-08-17 | Baker Huges Incorporated | Earth-boring rotary drill bits and methods of manufacturing earth-boring rotary drill bits having particle-matrix composite bit bodies |
| US7703555B2 (en) | 2005-09-09 | 2010-04-27 | Baker Hughes Incorporated | Drilling tools having hardfacing with nickel-based matrix materials and hard particles |
| US7887747B2 (en) | 2005-09-12 | 2011-02-15 | Sanalloy Industry Co., Ltd. | High strength hard alloy and method of preparing the same |
| US7604073B2 (en) | 2005-10-11 | 2009-10-20 | Us Synthetic Corporation | Cutting element apparatuses, drill bits including same, methods of cutting, and methods of rotating a cutting element |
| US20070082229A1 (en) | 2005-10-11 | 2007-04-12 | Mirchandani Rajini P | Biocompatible cemented carbide articles and methods of making the same |
| US7802495B2 (en) | 2005-11-10 | 2010-09-28 | Baker Hughes Incorporated | Methods of forming earth-boring rotary drill bits |
| US7913779B2 (en) | 2005-11-10 | 2011-03-29 | Baker Hughes Incorporated | Earth-boring rotary drill bits including bit bodies having boron carbide particles in aluminum or aluminum-based alloy matrix materials, and methods for forming such bits |
| US7784567B2 (en) | 2005-11-10 | 2010-08-31 | Baker Hughes Incorporated | Earth-boring rotary drill bits including bit bodies comprising reinforced titanium or titanium-based alloy matrix materials, and methods for forming such bits |
| ATE383450T1 (de) | 2005-11-22 | 2008-01-15 | Mec Holding Gmbh | Werkstoff für teile oder beschichtungen, die verschleiss oder reibung ausgesetzt sind, verfahren zu deren herstellung und verwendung des werkstoffes in einer vorrichtung zur drehmomentreduzierung bei bohrstrangkomponenten |
| US20070151769A1 (en) | 2005-11-23 | 2007-07-05 | Smith International, Inc. | Microwave sintering |
| US8141665B2 (en) | 2005-12-14 | 2012-03-27 | Baker Hughes Incorporated | Drill bits with bearing elements for reducing exposure of cutters |
| US7632323B2 (en) | 2005-12-29 | 2009-12-15 | Schlumberger Technology Corporation | Reducing abrasive wear in abrasion resistant coatings |
| JP2009535536A (ja) | 2006-04-27 | 2009-10-01 | ティーディーワイ・インダストリーズ・インコーポレーテッド | モジュール型の固定カッターボーリングビット、モジュール型の固定カッターボーリングビット本体及びそれに関連する方法 |
| EP2019905A2 (en) | 2006-04-28 | 2009-02-04 | Halliburton Energy Services, Inc. | Molds and methods of forming molds associated with manufacture of rotary drill bits and other downhole tools |
| US7575620B2 (en) | 2006-06-05 | 2009-08-18 | Kennametal Inc. | Infiltrant matrix powder and product using such powder |
| DE102006030661B4 (de) | 2006-07-04 | 2009-02-05 | Profiroll Technologies Gmbh | Hartmetallisches Profilwalzwerkzeug |
| US20080011519A1 (en) | 2006-07-17 | 2008-01-17 | Baker Hughes Incorporated | Cemented tungsten carbide rock bit cone |
| CN101522930B (zh) | 2006-10-25 | 2012-07-18 | Tdy工业公司 | 具有改进的抗热开裂性的制品 |
| JP5256384B2 (ja) | 2006-11-20 | 2013-08-07 | 株式会社スターロイ | 積層超硬チップ及びその製造方法 |
| UA23749U (en) | 2006-12-18 | 2007-06-11 | Volodymyr Dal East Ukrainian N | Sludge shutter |
| US7625157B2 (en) | 2007-01-18 | 2009-12-01 | Kennametal Inc. | Milling cutter and milling insert with coolant delivery |
| DE102007006943A1 (de) | 2007-02-13 | 2008-08-14 | Robert Bosch Gmbh | Schneidelement für einen Gesteinsbohrer und ein Verfahren zur Herstellung eines Schneidelements für einen Gesteinsbohrer |
| US8512882B2 (en) | 2007-02-19 | 2013-08-20 | TDY Industries, LLC | Carbide cutting insert |
| US7810588B2 (en) | 2007-02-23 | 2010-10-12 | Baker Hughes Incorporated | Multi-layer encapsulation of diamond grit for use in earth-boring bits |
| US7846551B2 (en) | 2007-03-16 | 2010-12-07 | Tdy Industries, Inc. | Composite articles |
| US20090136308A1 (en) | 2007-11-27 | 2009-05-28 | Tdy Industries, Inc. | Rotary Burr Comprising Cemented Carbide |
| RU2499069C2 (ru) | 2008-06-02 | 2013-11-20 | ТиДиУай ИНДАСТРИЗ, ЭлЭлСи | Композиционные материалы цементированный карбид-металлический сплав |
| US8790439B2 (en) | 2008-06-02 | 2014-07-29 | Kennametal Inc. | Composite sintered powder metal articles |
| US20090301788A1 (en) | 2008-06-10 | 2009-12-10 | Stevens John H | Composite metal, cemented carbide bit construction |
| US8322465B2 (en) | 2008-08-22 | 2012-12-04 | TDY Industries, LLC | Earth-boring bit parts including hybrid cemented carbides and methods of making the same |
| US8025112B2 (en) | 2008-08-22 | 2011-09-27 | Tdy Industries, Inc. | Earth-boring bits and other parts including cemented carbide |
| US8827606B2 (en) | 2009-02-10 | 2014-09-09 | Kennametal Inc. | Multi-piece drill head and drill including the same |
| US8272816B2 (en) | 2009-05-12 | 2012-09-25 | TDY Industries, LLC | Composite cemented carbide rotary cutting tools and rotary cutting tool blanks |
| US9050673B2 (en) | 2009-06-19 | 2015-06-09 | Extreme Surface Protection Ltd. | Multilayer overlays and methods for applying multilayer overlays |
| DE102009031313B4 (de) | 2009-06-30 | 2018-07-05 | MTU Aero Engines AG | Beschichtung und Verfahren zum Beschichten eines Bauteils |
| US8308096B2 (en) | 2009-07-14 | 2012-11-13 | TDY Industries, LLC | Reinforced roll and method of making same |
| US9643236B2 (en) | 2009-11-11 | 2017-05-09 | Landis Solutions Llc | Thread rolling die and method of making same |
| RU2012155100A (ru) | 2010-05-20 | 2014-06-27 | Бейкер Хьюз Инкорпорейтед | Способ формирования по меньшей мере части бурильного инструмента и сформированное посредством него изделие |
| EP2571646A4 (en) | 2010-05-20 | 2016-10-05 | Baker Hughes Inc | METHODS OF FORMING AT LEAST ONE PART OF LAND DRILLING TOOLS |
| RU2012155102A (ru) | 2010-05-20 | 2014-06-27 | Бейкер Хьюз Инкорпорейтед | Способ формирования по меньшей мере части бурильного инструмента и изделия, сформированные таким способом |
| US8800848B2 (en) | 2011-08-31 | 2014-08-12 | Kennametal Inc. | Methods of forming wear resistant layers on metallic surfaces |
| US9016406B2 (en) | 2011-09-22 | 2015-04-28 | Kennametal Inc. | Cutting inserts for earth-boring bits |
-
2005
- 2005-06-27 US US11/167,811 patent/US8637127B2/en active Active
-
2006
- 2006-06-14 KR KR1020077027250A patent/KR101317017B1/ko not_active IP Right Cessation
- 2006-06-14 JP JP2008518246A patent/JP5288309B2/ja active Active
- 2006-06-14 BR BRPI0607065-5A patent/BRPI0607065A2/pt not_active IP Right Cessation
- 2006-06-14 CA CA002596309A patent/CA2596309A1/en not_active Abandoned
- 2006-06-14 CN CNA2006800145502A patent/CN101166597A/zh active Pending
- 2006-06-14 CN CN201310516305.3A patent/CN103551581A/zh active Pending
- 2006-06-14 WO PCT/US2006/023238 patent/WO2007001870A2/en active Application Filing
- 2006-06-14 EP EP06773207A patent/EP1907154A2/en not_active Withdrawn
- 2006-06-14 KR KR1020137019047A patent/KR101353171B1/ko not_active IP Right Cessation
- 2006-06-14 UA UAA200800912A patent/UA95912C2/ru unknown
- 2006-06-22 TW TW095122578A patent/TWI435782B/zh not_active IP Right Cessation
- 2006-10-24 US US11/585,408 patent/US8318063B2/en active Active
-
2012
- 2012-10-01 US US13/632,177 patent/US8808591B2/en active Active
-
2013
- 2013-12-12 US US14/104,038 patent/US20140097553A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008546554A (ja) | 2008-12-25 |
| KR101317017B1 (ko) | 2013-10-11 |
| KR20130088900A (ko) | 2013-08-08 |
| WO2007001870A3 (en) | 2007-05-10 |
| US20060288820A1 (en) | 2006-12-28 |
| KR101353171B1 (ko) | 2014-01-17 |
| US8318063B2 (en) | 2012-11-27 |
| US8808591B2 (en) | 2014-08-19 |
| CN103551581A (zh) | 2014-02-05 |
| US8637127B2 (en) | 2014-01-28 |
| BRPI0607065A2 (pt) | 2009-08-04 |
| TWI435782B (zh) | 2014-05-01 |
| KR20080016812A (ko) | 2008-02-22 |
| EP1907154A2 (en) | 2008-04-09 |
| CA2596309A1 (en) | 2007-01-04 |
| US20130043615A1 (en) | 2013-02-21 |
| UA95912C2 (ru) | 2011-09-26 |
| TW200726551A (en) | 2007-07-16 |
| CN101166597A (zh) | 2008-04-23 |
| US20140097553A1 (en) | 2014-04-10 |
| WO2007001870A2 (en) | 2007-01-04 |
| US20070108650A1 (en) | 2007-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5288309B2 (ja) | 冷却体流路を有する複合物品および工具製造方法 | |
| JP4912552B2 (ja) | 複合回転切削工具 | |
| US9435010B2 (en) | Composite cemented carbide rotary cutting tools and rotary cutting tool blanks | |
| KR101595602B1 (ko) | 절삭 공구 및 그러한 절삭 공구를 제조하기 위한 공정 | |
| JP2008546554A5 (ja) | ||
| US9302332B2 (en) | Twist drill assembly, components for same and method for making same | |
| JPH093509A (ja) | 螺旋状の油穴を有する丸棒 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090612 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090612 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20110913 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111219 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120307 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120831 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121029 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130426 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130524 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5288309 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |