JP6940495B2 - 所望のゼータ電位を有する研磨用物品を形成するための装置及び方法 - Google Patents
所望のゼータ電位を有する研磨用物品を形成するための装置及び方法 Download PDFInfo
- Publication number
- JP6940495B2 JP6940495B2 JP2018521856A JP2018521856A JP6940495B2 JP 6940495 B2 JP6940495 B2 JP 6940495B2 JP 2018521856 A JP2018521856 A JP 2018521856A JP 2018521856 A JP2018521856 A JP 2018521856A JP 6940495 B2 JP6940495 B2 JP 6940495B2
- Authority
- JP
- Japan
- Prior art keywords
- polishing
- zeta potential
- feature
- polishing pad
- weight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title description 72
- 238000005498 polishing Methods 0.000 claims description 658
- 239000000203 mixture Substances 0.000 claims description 170
- 239000000463 material Substances 0.000 claims description 160
- 239000000178 monomer Substances 0.000 claims description 48
- 239000002131 composite material Substances 0.000 claims description 41
- 239000002245 particle Substances 0.000 claims description 21
- 239000003607 modifier Substances 0.000 claims description 20
- 230000007935 neutral effect Effects 0.000 claims description 16
- 239000002861 polymer material Substances 0.000 claims description 13
- 125000002091 cationic group Chemical group 0.000 claims description 9
- 125000000129 anionic group Chemical group 0.000 claims description 6
- 239000010410 layer Substances 0.000 description 142
- 230000008569 process Effects 0.000 description 53
- 239000000976 ink Substances 0.000 description 49
- 239000000758 substrate Substances 0.000 description 45
- 238000001723 curing Methods 0.000 description 36
- 238000004519 manufacturing process Methods 0.000 description 30
- -1 fumed silica) Chemical compound 0.000 description 27
- 239000002002 slurry Substances 0.000 description 26
- 238000000151 deposition Methods 0.000 description 25
- 238000003860 storage Methods 0.000 description 25
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 24
- 239000002243 precursor Substances 0.000 description 21
- 238000010146 3D printing Methods 0.000 description 17
- 238000013461 design Methods 0.000 description 16
- 239000000126 substance Substances 0.000 description 15
- 239000000654 additive Substances 0.000 description 13
- 238000007639 printing Methods 0.000 description 13
- 230000005855 radiation Effects 0.000 description 13
- 230000008021 deposition Effects 0.000 description 12
- 239000000243 solution Substances 0.000 description 12
- 229920001169 thermoplastic Polymers 0.000 description 11
- 239000003085 diluting agent Substances 0.000 description 10
- 229920000642 polymer Polymers 0.000 description 10
- 229920002635 polyurethane Polymers 0.000 description 10
- 239000004814 polyurethane Substances 0.000 description 10
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 9
- 238000009472 formulation Methods 0.000 description 9
- 239000007788 liquid Substances 0.000 description 9
- 229910052751 metal Inorganic materials 0.000 description 9
- 239000002184 metal Substances 0.000 description 9
- 229920000728 polyester Polymers 0.000 description 9
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 8
- 239000012530 fluid Substances 0.000 description 8
- 238000007517 polishing process Methods 0.000 description 8
- 229920001577 copolymer Chemical class 0.000 description 7
- 230000015654 memory Effects 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- 230000000996 additive effect Effects 0.000 description 6
- 239000000356 contaminant Substances 0.000 description 6
- 239000003999 initiator Substances 0.000 description 6
- 239000010954 inorganic particle Substances 0.000 description 6
- 239000012705 liquid precursor Substances 0.000 description 6
- 239000011146 organic particle Substances 0.000 description 6
- 239000004721 Polyphenylene oxide Substances 0.000 description 5
- 239000006227 byproduct Substances 0.000 description 5
- 238000004140 cleaning Methods 0.000 description 5
- 230000003287 optical effect Effects 0.000 description 5
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 5
- 229920000570 polyether Polymers 0.000 description 5
- 239000004926 polymethyl methacrylate Substances 0.000 description 5
- 239000000843 powder Substances 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- 239000004696 Poly ether ether ketone Substances 0.000 description 4
- 239000004952 Polyamide Substances 0.000 description 4
- 239000004697 Polyetherimide Substances 0.000 description 4
- NJSSICCENMLTKO-HRCBOCMUSA-N [(1r,2s,4r,5r)-3-hydroxy-4-(4-methylphenyl)sulfonyloxy-6,8-dioxabicyclo[3.2.1]octan-2-yl] 4-methylbenzenesulfonate Chemical compound C1=CC(C)=CC=C1S(=O)(=O)O[C@H]1C(O)[C@@H](OS(=O)(=O)C=2C=CC(C)=CC=2)[C@@H]2OC[C@H]1O2 NJSSICCENMLTKO-HRCBOCMUSA-N 0.000 description 4
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 4
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 4
- 230000001588 bifunctional effect Effects 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 238000005266 casting Methods 0.000 description 4
- 238000011960 computer-aided design Methods 0.000 description 4
- 230000007547 defect Effects 0.000 description 4
- 239000008240 homogeneous mixture Substances 0.000 description 4
- 230000033001 locomotion Effects 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 229920002647 polyamide Polymers 0.000 description 4
- 229920002530 polyetherether ketone Polymers 0.000 description 4
- 229920001601 polyetherimide Polymers 0.000 description 4
- 238000009877 rendering Methods 0.000 description 4
- 239000007779 soft material Substances 0.000 description 4
- 230000007704 transition Effects 0.000 description 4
- 239000004593 Epoxy Substances 0.000 description 3
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 3
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- 229920000877 Melamine resin Polymers 0.000 description 3
- 229930040373 Paraformaldehyde Natural products 0.000 description 3
- 239000004642 Polyimide Substances 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- 239000004793 Polystyrene Substances 0.000 description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 230000005540 biological transmission Effects 0.000 description 3
- 239000013590 bulk material Substances 0.000 description 3
- CETPSERCERDGAM-UHFFFAOYSA-N ceric oxide Chemical compound O=[Ce]=O CETPSERCERDGAM-UHFFFAOYSA-N 0.000 description 3
- 229910000422 cerium(IV) oxide Inorganic materials 0.000 description 3
- 230000003750 conditioning effect Effects 0.000 description 3
- 238000005137 deposition process Methods 0.000 description 3
- 238000001514 detection method Methods 0.000 description 3
- 125000004386 diacrylate group Chemical group 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 125000003700 epoxy group Chemical group 0.000 description 3
- UHESRSKEBRADOO-UHFFFAOYSA-N ethyl carbamate;prop-2-enoic acid Chemical compound OC(=O)C=C.CCOC(N)=O UHESRSKEBRADOO-UHFFFAOYSA-N 0.000 description 3
- 239000006260 foam Substances 0.000 description 3
- 230000006870 function Effects 0.000 description 3
- 229920001519 homopolymer Polymers 0.000 description 3
- 229930195733 hydrocarbon Natural products 0.000 description 3
- 150000002430 hydrocarbons Chemical class 0.000 description 3
- 150000002500 ions Chemical class 0.000 description 3
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 3
- 150000002739 metals Chemical class 0.000 description 3
- YDKNBNOOCSNPNS-UHFFFAOYSA-N methyl 1,3-benzoxazole-2-carboxylate Chemical compound C1=CC=C2OC(C(=O)OC)=NC2=C1 YDKNBNOOCSNPNS-UHFFFAOYSA-N 0.000 description 3
- 229920002493 poly(chlorotrifluoroethylene) Polymers 0.000 description 3
- 229920002492 poly(sulfone) Polymers 0.000 description 3
- 229920002239 polyacrylonitrile Polymers 0.000 description 3
- 239000004417 polycarbonate Substances 0.000 description 3
- 229920000515 polycarbonate Polymers 0.000 description 3
- 239000005023 polychlorotrifluoroethylene (PCTFE) polymer Substances 0.000 description 3
- 229920001721 polyimide Polymers 0.000 description 3
- 229920006324 polyoxymethylene Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 229920001296 polysiloxane Polymers 0.000 description 3
- 229920002223 polystyrene Polymers 0.000 description 3
- 239000004810 polytetrafluoroethylene Substances 0.000 description 3
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 3
- 229920002689 polyvinyl acetate Polymers 0.000 description 3
- 239000011118 polyvinyl acetate Substances 0.000 description 3
- 239000000377 silicon dioxide Substances 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- 239000004634 thermosetting polymer Substances 0.000 description 3
- LEJBBGNFPAFPKQ-UHFFFAOYSA-N 2-(2-prop-2-enoyloxyethoxy)ethyl prop-2-enoate Chemical compound C=CC(=O)OCCOCCOC(=O)C=C LEJBBGNFPAFPKQ-UHFFFAOYSA-N 0.000 description 2
- INQDDHNZXOAFFD-UHFFFAOYSA-N 2-[2-(2-prop-2-enoyloxyethoxy)ethoxy]ethyl prop-2-enoate Chemical compound C=CC(=O)OCCOCCOCCOC(=O)C=C INQDDHNZXOAFFD-UHFFFAOYSA-N 0.000 description 2
- HCLJOFJIQIJXHS-UHFFFAOYSA-N 2-[2-[2-(2-prop-2-enoyloxyethoxy)ethoxy]ethoxy]ethyl prop-2-enoate Chemical compound C=CC(=O)OCCOCCOCCOCCOC(=O)C=C HCLJOFJIQIJXHS-UHFFFAOYSA-N 0.000 description 2
- XMLYCEVDHLAQEL-UHFFFAOYSA-N 2-hydroxy-2-methyl-1-phenylpropan-1-one Chemical compound CC(C)(O)C(=O)C1=CC=CC=C1 XMLYCEVDHLAQEL-UHFFFAOYSA-N 0.000 description 2
- RZVINYQDSSQUKO-UHFFFAOYSA-N 2-phenoxyethyl prop-2-enoate Chemical compound C=CC(=O)OCCOC1=CC=CC=C1 RZVINYQDSSQUKO-UHFFFAOYSA-N 0.000 description 2
- KGIGUEBEKRSTEW-UHFFFAOYSA-N 2-vinylpyridine Chemical compound C=CC1=CC=CC=N1 KGIGUEBEKRSTEW-UHFFFAOYSA-N 0.000 description 2
- JHWGFJBTMHEZME-UHFFFAOYSA-N 4-prop-2-enoyloxybutyl prop-2-enoate Chemical compound C=CC(=O)OCCCCOC(=O)C=C JHWGFJBTMHEZME-UHFFFAOYSA-N 0.000 description 2
- FIHBHSQYSYVZQE-UHFFFAOYSA-N 6-prop-2-enoyloxyhexyl prop-2-enoate Chemical compound C=CC(=O)OCCCCCCOC(=O)C=C FIHBHSQYSYVZQE-UHFFFAOYSA-N 0.000 description 2
- NLXLAEXVIDQMFP-UHFFFAOYSA-N Ammonia chloride Chemical compound [NH4+].[Cl-] NLXLAEXVIDQMFP-UHFFFAOYSA-N 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 2
- 229920002943 EPDM rubber Polymers 0.000 description 2
- WHNWPMSKXPGLAX-UHFFFAOYSA-N N-Vinyl-2-pyrrolidone Chemical compound C=CN1CCCC1=O WHNWPMSKXPGLAX-UHFFFAOYSA-N 0.000 description 2
- 229920002845 Poly(methacrylic acid) Polymers 0.000 description 2
- 239000004695 Polyether sulfone Substances 0.000 description 2
- 229920002873 Polyethylenimine Polymers 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 238000003848 UV Light-Curing Methods 0.000 description 2
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 2
- 125000003118 aryl group Chemical group 0.000 description 2
- 230000001174 ascending effect Effects 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 150000002009 diols Chemical class 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 2
- 230000009477 glass transition Effects 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 229910000765 intermetallic Inorganic materials 0.000 description 2
- PBOSTUDLECTMNL-UHFFFAOYSA-N lauryl acrylate Chemical compound CCCCCCCCCCCCOC(=O)C=C PBOSTUDLECTMNL-UHFFFAOYSA-N 0.000 description 2
- 230000013011 mating Effects 0.000 description 2
- 229910021645 metal ion Inorganic materials 0.000 description 2
- 229910044991 metal oxide Inorganic materials 0.000 description 2
- 150000004706 metal oxides Chemical class 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 238000005192 partition Methods 0.000 description 2
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 2
- 229920001084 poly(chloroprene) Polymers 0.000 description 2
- 229920002401 polyacrylamide Polymers 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 229920006393 polyether sulfone Polymers 0.000 description 2
- 229920001223 polyethylene glycol Polymers 0.000 description 2
- 229920001444 polymaleic acid Polymers 0.000 description 2
- 238000006116 polymerization reaction Methods 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 230000000717 retained effect Effects 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 238000005245 sintering Methods 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 239000004094 surface-active agent Substances 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- RRHXZLALVWBDKH-UHFFFAOYSA-M trimethyl-[2-(2-methylprop-2-enoyloxy)ethyl]azanium;chloride Chemical compound [Cl-].CC(=C)C(=O)OCC[N+](C)(C)C RRHXZLALVWBDKH-UHFFFAOYSA-M 0.000 description 2
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 2
- 229920002554 vinyl polymer Polymers 0.000 description 2
- XPEMPJFPRCHICU-UHFFFAOYSA-N (1-tert-butylcyclohexyl) prop-2-enoate Chemical compound C=CC(=O)OC1(C(C)(C)C)CCCCC1 XPEMPJFPRCHICU-UHFFFAOYSA-N 0.000 description 1
- HHQAGBQXOWLTLL-UHFFFAOYSA-N (2-hydroxy-3-phenoxypropyl) prop-2-enoate Chemical compound C=CC(=O)OCC(O)COC1=CC=CC=C1 HHQAGBQXOWLTLL-UHFFFAOYSA-N 0.000 description 1
- PSGCQDPCAWOCSH-UHFFFAOYSA-N (4,7,7-trimethyl-3-bicyclo[2.2.1]heptanyl) prop-2-enoate Chemical compound C1CC2(C)C(OC(=O)C=C)CC1C2(C)C PSGCQDPCAWOCSH-UHFFFAOYSA-N 0.000 description 1
- MYWOJODOMFBVCB-UHFFFAOYSA-N 1,2,6-trimethylphenanthrene Chemical compound CC1=CC=C2C3=CC(C)=CC=C3C=CC2=C1C MYWOJODOMFBVCB-UHFFFAOYSA-N 0.000 description 1
- VDYWHVQKENANGY-UHFFFAOYSA-N 1,3-Butyleneglycol dimethacrylate Chemical compound CC(=C)C(=O)OC(C)CCOC(=O)C(C)=C VDYWHVQKENANGY-UHFFFAOYSA-N 0.000 description 1
- ZDQNWDNMNKSMHI-UHFFFAOYSA-N 1-[2-(2-prop-2-enoyloxypropoxy)propoxy]propan-2-yl prop-2-enoate Chemical compound C=CC(=O)OC(C)COC(C)COCC(C)OC(=O)C=C ZDQNWDNMNKSMHI-UHFFFAOYSA-N 0.000 description 1
- OZFIGURLAJSLIR-UHFFFAOYSA-N 1-ethenyl-2h-pyridine Chemical compound C=CN1CC=CC=C1 OZFIGURLAJSLIR-UHFFFAOYSA-N 0.000 description 1
- OBNIRVVPHSLTEP-UHFFFAOYSA-N 1-ethoxy-2-(2-hydroxyethoxy)ethanol;prop-2-enoic acid Chemical compound OC(=O)C=C.CCOC(O)COCCO OBNIRVVPHSLTEP-UHFFFAOYSA-N 0.000 description 1
- 239000012956 1-hydroxycyclohexylphenyl-ketone Substances 0.000 description 1
- OAOWPYJFWWOMNQ-UHFFFAOYSA-N 1-methoxypropane-1,2-diol;prop-2-enoic acid Chemical compound OC(=O)C=C.COC(O)C(C)O OAOWPYJFWWOMNQ-UHFFFAOYSA-N 0.000 description 1
- OEURXIFGOPBMJF-UHFFFAOYSA-N 1-o-(2-hydroxyethyl) 2-o-(2-prop-2-enoyloxyethyl) benzene-1,2-dicarboxylate Chemical compound OCCOC(=O)C1=CC=CC=C1C(=O)OCCOC(=O)C=C OEURXIFGOPBMJF-UHFFFAOYSA-N 0.000 description 1
- VOBUAPTXJKMNCT-UHFFFAOYSA-N 1-prop-2-enoyloxyhexyl prop-2-enoate Chemical compound CCCCCC(OC(=O)C=C)OC(=O)C=C VOBUAPTXJKMNCT-UHFFFAOYSA-N 0.000 description 1
- YIKSHDNOAYSSPX-UHFFFAOYSA-N 1-propan-2-ylthioxanthen-9-one Chemical compound S1C2=CC=CC=C2C(=O)C2=C1C=CC=C2C(C)C YIKSHDNOAYSSPX-UHFFFAOYSA-N 0.000 description 1
- STFXXRRQKFUYEU-UHFFFAOYSA-N 16-methylheptadecyl prop-2-enoate Chemical class CC(C)CCCCCCCCCCCCCCCOC(=O)C=C STFXXRRQKFUYEU-UHFFFAOYSA-N 0.000 description 1
- KWVGIHKZDCUPEU-UHFFFAOYSA-N 2,2-dimethoxy-2-phenylacetophenone Chemical compound C=1C=CC=CC=1C(OC)(OC)C(=O)C1=CC=CC=C1 KWVGIHKZDCUPEU-UHFFFAOYSA-N 0.000 description 1
- FTALTLPZDVFJSS-UHFFFAOYSA-N 2-(2-ethoxyethoxy)ethyl prop-2-enoate Chemical compound CCOCCOCCOC(=O)C=C FTALTLPZDVFJSS-UHFFFAOYSA-N 0.000 description 1
- CMCLUJRFBZBVSW-UHFFFAOYSA-N 2-(2-hydroxyethoxy)-1-methoxyethanol;prop-2-enoic acid Chemical compound OC(=O)C=C.COC(O)COCCO CMCLUJRFBZBVSW-UHFFFAOYSA-N 0.000 description 1
- UECGJSXCVLTIMQ-UHFFFAOYSA-N 2-(2-prop-2-enoyloxyethoxycarbonyl)cyclohexane-1-carboxylic acid Chemical compound OC(=O)C1CCCCC1C(=O)OCCOC(=O)C=C UECGJSXCVLTIMQ-UHFFFAOYSA-N 0.000 description 1
- IPDYIFGHKYLTOM-UHFFFAOYSA-N 2-(2-prop-2-enoyloxypropoxy)propyl prop-2-enoate Chemical class C=CC(=O)OCC(C)OCC(C)OC(=O)C=C IPDYIFGHKYLTOM-UHFFFAOYSA-N 0.000 description 1
- FLKHVLRENDBIDB-UHFFFAOYSA-N 2-(butylcarbamoyloxy)ethyl prop-2-enoate Chemical compound CCCCNC(=O)OCCOC(=O)C=C FLKHVLRENDBIDB-UHFFFAOYSA-N 0.000 description 1
- WMYINDVYGQKYMI-UHFFFAOYSA-N 2-[2,2-bis(hydroxymethyl)butoxymethyl]-2-ethylpropane-1,3-diol Chemical compound CCC(CO)(CO)COCC(CC)(CO)CO WMYINDVYGQKYMI-UHFFFAOYSA-N 0.000 description 1
- XFCMNSHQOZQILR-UHFFFAOYSA-N 2-[2-(2-methylprop-2-enoyloxy)ethoxy]ethyl 2-methylprop-2-enoate Chemical class CC(=C)C(=O)OCCOCCOC(=O)C(C)=C XFCMNSHQOZQILR-UHFFFAOYSA-N 0.000 description 1
- LJRSZGKUUZPHEB-UHFFFAOYSA-N 2-[2-(2-prop-2-enoyloxypropoxy)propoxy]propyl prop-2-enoate Chemical class C=CC(=O)OC(C)COC(C)COC(C)COC(=O)C=C LJRSZGKUUZPHEB-UHFFFAOYSA-N 0.000 description 1
- HWSSEYVMGDIFMH-UHFFFAOYSA-N 2-[2-[2-(2-methylprop-2-enoyloxy)ethoxy]ethoxy]ethyl 2-methylprop-2-enoate Chemical class CC(=C)C(=O)OCCOCCOCCOC(=O)C(C)=C HWSSEYVMGDIFMH-UHFFFAOYSA-N 0.000 description 1
- QPXVRLXJHPTCPW-UHFFFAOYSA-N 2-hydroxy-2-methyl-1-(4-propan-2-ylphenyl)propan-1-one Chemical compound CC(C)C1=CC=C(C(=O)C(C)(C)O)C=C1 QPXVRLXJHPTCPW-UHFFFAOYSA-N 0.000 description 1
- NJRHMGPRPPEGQL-UHFFFAOYSA-N 2-hydroxybutyl prop-2-enoate Chemical class CCC(O)COC(=O)C=C NJRHMGPRPPEGQL-UHFFFAOYSA-N 0.000 description 1
- 229940095095 2-hydroxyethyl acrylate Drugs 0.000 description 1
- OMIGHNLMNHATMP-UHFFFAOYSA-N 2-hydroxyethyl prop-2-enoate Chemical compound OCCOC(=O)C=C OMIGHNLMNHATMP-UHFFFAOYSA-N 0.000 description 1
- GWZMWHWAWHPNHN-UHFFFAOYSA-N 2-hydroxypropyl prop-2-enoate Chemical compound CC(O)COC(=O)C=C GWZMWHWAWHPNHN-UHFFFAOYSA-N 0.000 description 1
- LWRBVKNFOYUCNP-UHFFFAOYSA-N 2-methyl-1-(4-methylsulfanylphenyl)-2-morpholin-4-ylpropan-1-one Chemical compound C1=CC(SC)=CC=C1C(=O)C(C)(C)N1CCOCC1 LWRBVKNFOYUCNP-UHFFFAOYSA-N 0.000 description 1
- DCBJXJOKADGNAA-UHFFFAOYSA-N 2-methyl-1-[6-(2-methyl-2-morpholin-4-ylpropanoyl)-9-octylcarbazol-3-yl]-2-morpholin-4-ylpropan-1-one Chemical compound C=1C=C2N(CCCCCCCC)C3=CC=C(C(=O)C(C)(C)N4CCOCC4)C=C3C2=CC=1C(=O)C(C)(C)N1CCOCC1 DCBJXJOKADGNAA-UHFFFAOYSA-N 0.000 description 1
- CEXQWAAGPPNOQF-UHFFFAOYSA-N 2-phenoxyethyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OCCOC1=CC=CC=C1 CEXQWAAGPPNOQF-UHFFFAOYSA-N 0.000 description 1
- RDFQSFOGKVZWKF-UHFFFAOYSA-N 3-hydroxy-2,2-dimethylpropanoic acid Chemical compound OCC(C)(C)C(O)=O RDFQSFOGKVZWKF-UHFFFAOYSA-N 0.000 description 1
- ZVYGIPWYVVJFRW-UHFFFAOYSA-N 3-methylbutyl prop-2-enoate Chemical class CC(C)CCOC(=O)C=C ZVYGIPWYVVJFRW-UHFFFAOYSA-N 0.000 description 1
- FQMIAEWUVYWVNB-UHFFFAOYSA-N 3-prop-2-enoyloxybutyl prop-2-enoate Chemical compound C=CC(=O)OC(C)CCOC(=O)C=C FQMIAEWUVYWVNB-UHFFFAOYSA-N 0.000 description 1
- XOJWAAUYNWGQAU-UHFFFAOYSA-N 4-(2-methylprop-2-enoyloxy)butyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OCCCCOC(=O)C(C)=C XOJWAAUYNWGQAU-UHFFFAOYSA-N 0.000 description 1
- KFDVPJUYSDEJTH-UHFFFAOYSA-N 4-ethenylpyridine Chemical compound C=CC1=CC=NC=C1 KFDVPJUYSDEJTH-UHFFFAOYSA-N 0.000 description 1
- UZDMJPAQQFSMMV-UHFFFAOYSA-N 4-oxo-4-(2-prop-2-enoyloxyethoxy)butanoic acid Chemical compound OC(=O)CCC(=O)OCCOC(=O)C=C UZDMJPAQQFSMMV-UHFFFAOYSA-N 0.000 description 1
- WIYVVIUBKNTNKG-UHFFFAOYSA-N 6,7-dimethoxy-3,4-dihydronaphthalene-2-carboxylic acid Chemical compound C1CC(C(O)=O)=CC2=C1C=C(OC)C(OC)=C2 WIYVVIUBKNTNKG-UHFFFAOYSA-N 0.000 description 1
- SAPGBCWOQLHKKZ-UHFFFAOYSA-N 6-(2-methylprop-2-enoyloxy)hexyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OCCCCCCOC(=O)C(C)=C SAPGBCWOQLHKKZ-UHFFFAOYSA-N 0.000 description 1
- JTHZUSWLNCPZLX-UHFFFAOYSA-N 6-fluoro-3-methyl-2h-indazole Chemical compound FC1=CC=C2C(C)=NNC2=C1 JTHZUSWLNCPZLX-UHFFFAOYSA-N 0.000 description 1
- DXPPIEDUBFUSEZ-UHFFFAOYSA-N 6-methylheptyl prop-2-enoate Chemical compound CC(C)CCCCCOC(=O)C=C DXPPIEDUBFUSEZ-UHFFFAOYSA-N 0.000 description 1
- COCLLEMEIJQBAG-UHFFFAOYSA-N 8-methylnonyl 2-methylprop-2-enoate Chemical compound CC(C)CCCCCCCOC(=O)C(C)=C COCLLEMEIJQBAG-UHFFFAOYSA-N 0.000 description 1
- LVGFPWDANALGOY-UHFFFAOYSA-N 8-methylnonyl prop-2-enoate Chemical compound CC(C)CCCCCCCOC(=O)C=C LVGFPWDANALGOY-UHFFFAOYSA-N 0.000 description 1
- PGDIJTMOHORACQ-UHFFFAOYSA-N 9-prop-2-enoyloxynonyl prop-2-enoate Chemical compound C=CC(=O)OCCCCCCCCCOC(=O)C=C PGDIJTMOHORACQ-UHFFFAOYSA-N 0.000 description 1
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 1
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 238000005033 Fourier transform infrared spectroscopy Methods 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- 229920000707 Poly(2-dimethylamino)ethyl methacrylate) methyl chloride Polymers 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 229920000265 Polyparaphenylene Polymers 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 229920002125 Sokalan® Polymers 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- LCXXNKZQVOXMEH-UHFFFAOYSA-N Tetrahydrofurfuryl methacrylate Chemical class CC(=C)C(=O)OCC1CCCO1 LCXXNKZQVOXMEH-UHFFFAOYSA-N 0.000 description 1
- 241001193851 Zeta Species 0.000 description 1
- FIDYXZSJZSCJES-UHFFFAOYSA-N [(2,6-dimethoxybenzoyl)-(2,4,6-trimethylphenyl)phosphoryl]-(2,6-dimethoxyphenyl)methanone Chemical compound COC1=CC=CC(OC)=C1C(=O)P(=O)(C=1C(=CC(C)=CC=1C)C)C(=O)C1=C(OC)C=CC=C1OC FIDYXZSJZSCJES-UHFFFAOYSA-N 0.000 description 1
- HVVWZTWDBSEWIH-UHFFFAOYSA-N [2-(hydroxymethyl)-3-prop-2-enoyloxy-2-(prop-2-enoyloxymethyl)propyl] prop-2-enoate Chemical compound C=CC(=O)OCC(CO)(COC(=O)C=C)COC(=O)C=C HVVWZTWDBSEWIH-UHFFFAOYSA-N 0.000 description 1
- MPIAGWXWVAHQBB-UHFFFAOYSA-N [3-prop-2-enoyloxy-2-[[3-prop-2-enoyloxy-2,2-bis(prop-2-enoyloxymethyl)propoxy]methyl]-2-(prop-2-enoyloxymethyl)propyl] prop-2-enoate Chemical compound C=CC(=O)OCC(COC(=O)C=C)(COC(=O)C=C)COCC(COC(=O)C=C)(COC(=O)C=C)COC(=O)C=C MPIAGWXWVAHQBB-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 150000003926 acrylamides Chemical class 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 125000005250 alkyl acrylate group Chemical group 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 125000003277 amino group Chemical group 0.000 description 1
- 235000019270 ammonium chloride Nutrition 0.000 description 1
- QGZKDVFQNNGYKY-UHFFFAOYSA-O ammonium group Chemical group [NH4+] QGZKDVFQNNGYKY-UHFFFAOYSA-O 0.000 description 1
- 229920006318 anionic polymer Polymers 0.000 description 1
- 150000001450 anions Chemical class 0.000 description 1
- 238000003491 array Methods 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- JUPQTSLXMOCDHR-UHFFFAOYSA-N benzene-1,4-diol;bis(4-fluorophenyl)methanone Chemical compound OC1=CC=C(O)C=C1.C1=CC(F)=CC=C1C(=O)C1=CC=C(F)C=C1 JUPQTSLXMOCDHR-UHFFFAOYSA-N 0.000 description 1
- RWCCWEUUXYIKHB-UHFFFAOYSA-N benzophenone Chemical compound C=1C=CC=CC=1C(=O)C1=CC=CC=C1 RWCCWEUUXYIKHB-UHFFFAOYSA-N 0.000 description 1
- 239000012965 benzophenone Substances 0.000 description 1
- MQDJYUACMFCOFT-UHFFFAOYSA-N bis[2-(1-hydroxycyclohexyl)phenyl]methanone Chemical compound C=1C=CC=C(C(=O)C=2C(=CC=CC=2)C2(O)CCCCC2)C=1C1(O)CCCCC1 MQDJYUACMFCOFT-UHFFFAOYSA-N 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 229920006317 cationic polymer Polymers 0.000 description 1
- 150000001768 cations Chemical class 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229920006037 cross link polymer Polymers 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- FWLDHHJLVGRRHD-UHFFFAOYSA-N decyl prop-2-enoate Chemical class CCCCCCCCCCOC(=O)C=C FWLDHHJLVGRRHD-UHFFFAOYSA-N 0.000 description 1
- 239000003989 dielectric material Substances 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- JCRDPEHHTDKTGB-UHFFFAOYSA-N dimethyl-[2-(2-methylprop-2-enoyloxy)ethyl]azanium;chloride Chemical compound Cl.CN(C)CCOC(=O)C(C)=C JCRDPEHHTDKTGB-UHFFFAOYSA-N 0.000 description 1
- YIOJGTBNHQAVBO-UHFFFAOYSA-N dimethyl-bis(prop-2-enyl)azanium Chemical compound C=CC[N+](C)(C)CC=C YIOJGTBNHQAVBO-UHFFFAOYSA-N 0.000 description 1
- 125000002147 dimethylamino group Chemical group [H]C([H])([H])N(*)C([H])([H])[H] 0.000 description 1
- VFHVQBAGLAREND-UHFFFAOYSA-N diphenylphosphoryl-(2,4,6-trimethylphenyl)methanone Chemical compound CC1=CC(C)=CC(C)=C1C(=O)P(=O)(C=1C=CC=CC=1)C1=CC=CC=C1 VFHVQBAGLAREND-UHFFFAOYSA-N 0.000 description 1
- GMSCBRSQMRDRCD-UHFFFAOYSA-N dodecyl 2-methylprop-2-enoate Chemical compound CCCCCCCCCCCCOC(=O)C(C)=C GMSCBRSQMRDRCD-UHFFFAOYSA-N 0.000 description 1
- 238000000203 droplet dispensing Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 230000005670 electromagnetic radiation Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- JPZYWLWSLROXQG-UHFFFAOYSA-N ethyl 2-prop-2-enoylperoxycarbonylbenzoate Chemical compound CCOC(=O)C1=CC=CC=C1C(=O)OOC(=O)C=C JPZYWLWSLROXQG-UHFFFAOYSA-N 0.000 description 1
- XWNVSPGTJSGNPU-UHFFFAOYSA-N ethyl 4-chloro-1h-indole-2-carboxylate Chemical compound C1=CC=C2NC(C(=O)OCC)=CC2=C1Cl XWNVSPGTJSGNPU-UHFFFAOYSA-N 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 229910021485 fumed silica Inorganic materials 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- 125000003976 glyceryl group Chemical group [H]C([*])([H])C(O[H])([H])C(O[H])([H])[H] 0.000 description 1
- 150000004820 halides Chemical class 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 238000002329 infrared spectrum Methods 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 230000005764 inhibitory process Effects 0.000 description 1
- 238000007641 inkjet printing Methods 0.000 description 1
- 238000010884 ion-beam technique Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 1
- 229910052753 mercury Inorganic materials 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 229910052752 metalloid Inorganic materials 0.000 description 1
- 150000002738 metalloids Chemical class 0.000 description 1
- 238000005555 metalworking Methods 0.000 description 1
- FQPSGWSUVKBHSU-UHFFFAOYSA-N methacrylamide Chemical compound CC(=C)C(N)=O FQPSGWSUVKBHSU-UHFFFAOYSA-N 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- IHBKAGRPNRKYAO-UHFFFAOYSA-M methyl sulfate;trimethyl-[2-(2-methylprop-2-enoyloxy)ethyl]azanium Chemical compound COS([O-])(=O)=O.CC(=C)C(=O)OCC[N+](C)(C)C IHBKAGRPNRKYAO-UHFFFAOYSA-M 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 125000004573 morpholin-4-yl group Chemical group N1(CCOCC1)* 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 150000002825 nitriles Chemical class 0.000 description 1
- VIKNJXKGJWUCNN-XGXHKTLJSA-N norethisterone Chemical compound O=C1CC[C@@H]2[C@H]3CC[C@](C)([C@](CC4)(O)C#C)[C@@H]4[C@@H]3CCC2=C1 VIKNJXKGJWUCNN-XGXHKTLJSA-N 0.000 description 1
- HMZGPNHSPWNGEP-UHFFFAOYSA-N octadecyl 2-methylprop-2-enoate Chemical compound CCCCCCCCCCCCCCCCCCOC(=O)C(C)=C HMZGPNHSPWNGEP-UHFFFAOYSA-N 0.000 description 1
- FSAJWMJJORKPKS-UHFFFAOYSA-N octadecyl prop-2-enoate Chemical class CCCCCCCCCCCCCCCCCCOC(=O)C=C FSAJWMJJORKPKS-UHFFFAOYSA-N 0.000 description 1
- ANISOHQJBAQUQP-UHFFFAOYSA-N octyl prop-2-enoate Chemical class CCCCCCCCOC(=O)C=C ANISOHQJBAQUQP-UHFFFAOYSA-N 0.000 description 1
- YNXCGLKMOXLBOD-UHFFFAOYSA-N oxolan-2-ylmethyl prop-2-enoate Chemical class C=CC(=O)OCC1CCCO1 YNXCGLKMOXLBOD-UHFFFAOYSA-N 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- 150000002989 phenols Chemical class 0.000 description 1
- HPAFOABSQZMTHE-UHFFFAOYSA-N phenyl-(2,4,6-trimethylphenyl)methanone Chemical compound CC1=CC(C)=CC(C)=C1C(=O)C1=CC=CC=C1 HPAFOABSQZMTHE-UHFFFAOYSA-N 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920002006 poly(N-vinylimidazole) polymer Polymers 0.000 description 1
- 229920001643 poly(ether ketone) Polymers 0.000 description 1
- 239000004848 polyfunctional curative Substances 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 229920005650 polypropylene glycol diacrylate Polymers 0.000 description 1
- 229920000036 polyvinylpyrrolidone Polymers 0.000 description 1
- 239000001267 polyvinylpyrrolidone Substances 0.000 description 1
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 description 1
- 230000003334 potential effect Effects 0.000 description 1
- QFXCGXNPCMKTJQ-UHFFFAOYSA-N prop-2-enoic acid;1,1,3-trimethylcyclohexane Chemical compound OC(=O)C=C.CC1CCCC(C)(C)C1 QFXCGXNPCMKTJQ-UHFFFAOYSA-N 0.000 description 1
- 238000003847 radiation curing Methods 0.000 description 1
- 150000003254 radicals Chemical class 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 238000000110 selective laser sintering Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 125000005373 siloxane group Chemical group [SiH2](O*)* 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 159000000000 sodium salts Chemical class 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 150000003457 sulfones Chemical class 0.000 description 1
- 238000010408 sweeping Methods 0.000 description 1
- MUTNCGKQJGXKEM-UHFFFAOYSA-N tamibarotene Chemical compound C=1C=C2C(C)(C)CCC(C)(C)C2=CC=1NC(=O)C1=CC=C(C(O)=O)C=C1 MUTNCGKQJGXKEM-UHFFFAOYSA-N 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
- 239000012780 transparent material Substances 0.000 description 1
- UAXOELSVPTZZQG-UHFFFAOYSA-N trimethyl acrylic acid Chemical compound CC(C)=C(C)C(O)=O UAXOELSVPTZZQG-UHFFFAOYSA-N 0.000 description 1
- GXQFALJDHPPWKR-UHFFFAOYSA-L trimethyl-[2-(2-methylprop-2-enoyloxy)ethyl]azanium;sulfate Chemical compound [O-]S([O-])(=O)=O.CC(=C)C(=O)OCC[N+](C)(C)C.CC(=C)C(=O)OCC[N+](C)(C)C GXQFALJDHPPWKR-UHFFFAOYSA-L 0.000 description 1
- 150000003673 urethanes Chemical class 0.000 description 1
- 238000001429 visible spectrum Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
- 229910052724 xenon Inorganic materials 0.000 description 1
- FHNFHKCVQCLJFQ-UHFFFAOYSA-N xenon atom Chemical compound [Xe] FHNFHKCVQCLJFQ-UHFFFAOYSA-N 0.000 description 1
Images



















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
- B24B37/24—Lapping pads for working plane surfaces characterised by the composition or properties of the pad materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
- B24B37/22—Lapping pads for working plane surfaces characterised by a multi-layered structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
- B24B37/26—Lapping pads for working plane surfaces characterised by the shape of the lapping pad surface, e.g. grooved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
- B24D18/0045—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for by stacking sheets of abrasive material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic Table or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/30—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26
- H01L21/302—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26 to change their surface-physical characteristics or shape, e.g. etching, polishing, cutting
- H01L21/306—Chemical or electrical treatment, e.g. electrolytic etching
- H01L21/30625—With simultaneous mechanical treatment, e.g. mechanico-chemical polishing
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Polishing Bodies And Polishing Tools (AREA)
Description
x=1−[(AC=C/AC=O)x/(AC=C/AC=O)0]
1700cm−1におけるピーク値は、FT−IR分光法を用いて得られる。AC=C/AC=O比は、硬化された液滴中のC=C結合のC=O結合に対する相対的な比率を表しており、したがって、(AC=C/AC=O)0は、液滴中の当初のAC=CのAC=Oに対する比率を意味する。一方で、(AC=C/AC=O)xは、液滴が硬化された後の硬化された基板の表面におけるAC=CのAC=Oに対する比率を意味する。ある実施形態では、ある層が最初に部分的に硬化された量は、分注された液滴中の材料の約70%以上であってよい。ある構成では、最初の層の形成ステップ中に、分注された液滴内の材料を、部分的に、約70〜80%のレベルまで、硬化することが望ましくあり得る。
本明細書に記載の研磨用物品は、少なくとも1つのプレポリマー組成物から形成されていてよい。プレポリマー組成物は、インクジェット印刷可能なプレポリマー組成物であってよい。インクジェット印刷可能な組成物は、(1)1つ以上のオリゴマー成分、(2)1つ以上のモノマー成分、(3)1つ以上のゼータ電位調整剤成分、(4)光開始剤成分、(5)無機粒子、有機粒子またはその両方、及び(6)さらなる添加物、のうちの少なくとも1つを含んでいてよい。プレポリマーのインクまたは組成物は、堆積された後に、硬化剤または化学開始剤を使用するかまたは使用しない、放射エネルギーまたは熱エネルギーへの曝露または接触といった、任意の数の手段を用いて処理されてよい。重合反応を開始するため、例えば、紫外線放射(UV)、ガンマ線、X線、加速電子、及びイオンビームが使用されてよい。本開示の目的のためには、貫通硬化剤もしくは酸素抑制剤などの、増感剤、開始剤、及び/または硬化剤といった、硬化の方法または重合を促進する添加剤の使用は限定されない。
以下の非限定的な実施例は、本明細書に記載の実施例をさらに説明するために提供されている。しかし、これらの実施例は、本明細書に記載する実施形態の全てを網羅することを意図しておらず、またその範囲を限定することを意図していない。特定の材料およびその量は、これらの実施例で記載される他の条件および詳細と同様に、本明細書に記載された実装態様を制限するために使用されるものではない。

Claims (15)
- 第1のポリマー材料から形成され、第1のゼータ電位を有する1つ以上の露出した第1の領域と、
第2のポリマー材料から形成され、第1のゼータ電位とは異なる第2のゼータ電位を有する1つ以上の露出した第2の領域と、
を備える研磨用物品であって、
前記1つ以上の露出した第1の領域及び前記1つ以上の露出した第2の領域は、前記研磨用物品の底面から前記研磨用物品の頂面まで上昇するゼータ電位の勾配を形成するように配置されている、研磨用物品。 - 第1のポリマー材料から形成され、第1のゼータ電位を有する1つ以上の露出した第1の領域と、
第2のポリマー材料から形成され、第1のゼータ電位とは異なる第2のゼータ電位を有する1つ以上の露出した第2の領域と、
を備える研磨用物品であって、
前記1つ以上の露出した第1の領域及び前記1つ以上の露出した第2の領域は、前記研磨用物品の頂面から前記研磨用物品の底面まで上昇するゼータ電位の勾配を形成するように配置されている、研磨用物品。 - 中性溶液を使って測定された前記第1のゼータ電位は、−70mV以上0mV未満であり、中性溶液を使って測定された前記第2のゼータ電位は、0mV以上50mV未満である、請求項1または2に記載の研磨用物品。
- 中性溶液を使って測定された前記第1のゼータ電位は、0mV以上50mV未満であり、中性溶液を使って測定された前記第2のゼータ電位は、−70mV以上0mV未満である、請求項1または2に記載の研磨用物品。
- 前記1つ以上の露出した第1の領域は1つ以上の第1の特徴部を含み、前記1つ以上の露出した第2の領域は1つ以上の第2の特徴部を含む、請求項1または2に記載の研磨用物品。
- 前記1つ以上の第1の特徴部に埋め込まれた研磨材粒子をさらに含む、請求項5に記載の研磨用物品。
- 前記第1のゼータ電位及び前記第2のゼータ電位とは異なる第3のゼータ電位を有する第3のポリマー材料から形成された1つ以上の第3の領域をさらに備える、請求項1または2に記載の研磨用物品。
- 前記第1のポリマー材料は、カチオン系モノマー、アニオン系モノマー、ノニオン系モノマー、またはその組み合わせから選択された第1のゼータ電位調整剤を含む第1の組成物から形成される、請求項1または2に記載の研磨用物品。
- 前記第2のポリマー材料は、第2の組成物から形成される、請求項8に記載の研磨用物品。
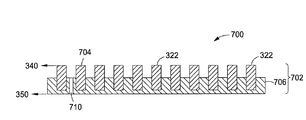
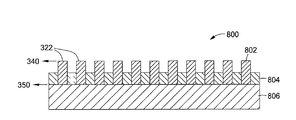
- 第1のゼータ電位を有する第1のポリマー材料を含む1つ以上の露出した第1の領域と、前記第1のゼータ電位とは異なる第2のゼータ電位を有する第2のポリマー材料を含む1つ以上の露出した第2の領域とを含む、第1の溝付きの表面、
前記第1の溝付きの表面と反対側の第2の平坦な表面、及び、
前記第1の溝付きの表面から前記第2の平坦な表面に向かって延びるゼータ電位の勾配であって、前記第1のゼータ電位と前記第2のゼータ電位とを含む、ゼータ電位勾配
を有する、複合研磨パッド本体を備える、研磨用物品。 - 前記ゼータ電位の勾配は、前記第1の溝付きの表面に向かってより電気陽性になっている、請求項10に記載の研磨用物品。
- 前記ゼータ電位の勾配は、前記第1の溝付きの表面に向かってより電気陰性になっている、請求項10に記載の研磨用物品。
- 前記第1の溝付きの表面が、
前記第1のポリマー材料から形成された複数の研磨用特徴部と、
前記第2のポリマー材料から形成された1つ以上のベース特徴部と
を備え、前記1つ以上のベース特徴部が共同して前記複数の研磨用特徴部を取り囲む、請求項10に記載の研磨用物品。 - 中性溶液を使って測定される前記ゼータ電位の勾配は、約−70mVから約+50mVの範囲内で変動する、請求項10に記載の研磨用物品。
- 研磨剤粒子をさらに含む、請求項10に記載の研磨用物品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021142982A JP7334220B2 (ja) | 2015-10-30 | 2021-09-02 | 所望のゼータ電位を有する研磨用物品を形成するための装置及び方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562249025P | 2015-10-30 | 2015-10-30 | |
| US62/249,025 | 2015-10-30 | ||
| PCT/US2016/057811 WO2017074773A1 (en) | 2015-10-30 | 2016-10-20 | An apparatus and method of forming a polishing article that has a desired zeta potential |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021142982A Division JP7334220B2 (ja) | 2015-10-30 | 2021-09-02 | 所望のゼータ電位を有する研磨用物品を形成するための装置及び方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018538152A JP2018538152A (ja) | 2018-12-27 |
| JP2018538152A5 JP2018538152A5 (ja) | 2019-12-05 |
| JP6940495B2 true JP6940495B2 (ja) | 2021-09-29 |
Family
ID=58631068
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018521856A Active JP6940495B2 (ja) | 2015-10-30 | 2016-10-20 | 所望のゼータ電位を有する研磨用物品を形成するための装置及び方法 |
| JP2021142982A Active JP7334220B2 (ja) | 2015-10-30 | 2021-09-02 | 所望のゼータ電位を有する研磨用物品を形成するための装置及び方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021142982A Active JP7334220B2 (ja) | 2015-10-30 | 2021-09-02 | 所望のゼータ電位を有する研磨用物品を形成するための装置及び方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US10618141B2 (ja) |
| JP (2) | JP6940495B2 (ja) |
| KR (2) | KR20230169424A (ja) |
| CN (2) | CN108290267B (ja) |
| TW (3) | TWI765248B (ja) |
| WO (1) | WO2017074773A1 (ja) |
Families Citing this family (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109243976B (zh) * | 2013-01-11 | 2023-05-23 | 应用材料公司 | 化学机械抛光设备及方法 |
| US9873180B2 (en) | 2014-10-17 | 2018-01-23 | Applied Materials, Inc. | CMP pad construction with composite material properties using additive manufacturing processes |
| US10875153B2 (en) | 2014-10-17 | 2020-12-29 | Applied Materials, Inc. | Advanced polishing pad materials and formulations |
| CN113579992A (zh) | 2014-10-17 | 2021-11-02 | 应用材料公司 | 使用加成制造工艺的具复合材料特性的cmp衬垫建构 |
| US11745302B2 (en) | 2014-10-17 | 2023-09-05 | Applied Materials, Inc. | Methods and precursor formulations for forming advanced polishing pads by use of an additive manufacturing process |
| US9776361B2 (en) | 2014-10-17 | 2017-10-03 | Applied Materials, Inc. | Polishing articles and integrated system and methods for manufacturing chemical mechanical polishing articles |
| WO2017074773A1 (en) | 2015-10-30 | 2017-05-04 | Applied Materials, Inc. | An apparatus and method of forming a polishing article that has a desired zeta potential |
| US10593574B2 (en) | 2015-11-06 | 2020-03-17 | Applied Materials, Inc. | Techniques for combining CMP process tracking data with 3D printed CMP consumables |
| US10391605B2 (en) | 2016-01-19 | 2019-08-27 | Applied Materials, Inc. | Method and apparatus for forming porous advanced polishing pads using an additive manufacturing process |
| JP6619100B2 (ja) * | 2016-07-29 | 2019-12-11 | 株式会社クラレ | 研磨パッドおよびそれを用いた研磨方法 |
| US11471999B2 (en) | 2017-07-26 | 2022-10-18 | Applied Materials, Inc. | Integrated abrasive polishing pads and manufacturing methods |
| US11072050B2 (en) | 2017-08-04 | 2021-07-27 | Applied Materials, Inc. | Polishing pad with window and manufacturing methods thereof |
| WO2019032286A1 (en) | 2017-08-07 | 2019-02-14 | Applied Materials, Inc. | ABRASIVE DISTRIBUTION POLISHING PADS AND METHODS OF MAKING SAME |
| JP6948878B2 (ja) * | 2017-08-22 | 2021-10-13 | ラピスセミコンダクタ株式会社 | 半導体製造装置及び半導体基板の研磨方法 |
| KR20200108098A (ko) | 2018-02-05 | 2020-09-16 | 어플라이드 머티어리얼스, 인코포레이티드 | 3d 프린트된 cmp 패드들을 위한 압전 엔드포인팅 |
| CN112088069B (zh) * | 2018-05-07 | 2024-03-19 | 应用材料公司 | 亲水性和z电位可调谐的化学机械抛光垫 |
| US11167375B2 (en) | 2018-08-10 | 2021-11-09 | The Research Foundation For The State University Of New York | Additive manufacturing processes and additively manufactured products |
| CN112654655A (zh) | 2018-09-04 | 2021-04-13 | 应用材料公司 | 先进抛光垫配方 |
| US10569384B1 (en) | 2018-11-06 | 2020-02-25 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad and polishing method |
| US10464188B1 (en) | 2018-11-06 | 2019-11-05 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad and polishing method |
| US20200157265A1 (en) * | 2018-11-19 | 2020-05-21 | Sivapackia Ganapathiappan | Low Viscosity UV-Curable Formulation For 3D Printing |
| US20200171623A1 (en) * | 2018-11-30 | 2020-06-04 | Taiwan Semiconductor Manufacturing Co., Ltd. | Wafer backside cleaning apparatus and method of cleaning wafer backside |
| JP7279919B2 (ja) * | 2018-12-25 | 2023-05-23 | 岡本化学工業株式会社 | 光学的立体造形用組成物、並びに立体造形物、及びその製造方法 |
| CN113543932A (zh) * | 2019-02-28 | 2021-10-22 | 应用材料公司 | 通过调整背层中的润湿来控制化学机械抛光垫刚度 |
| US11851570B2 (en) | 2019-04-12 | 2023-12-26 | Applied Materials, Inc. | Anionic polishing pads formed by printing processes |
| US11322381B2 (en) * | 2019-06-28 | 2022-05-03 | Applied Materials, Inc. | Method for substrate registration and anchoring in inkjet printing |
| US12006442B2 (en) | 2019-09-11 | 2024-06-11 | Applied Materials, Inc. | Additive manufacturing of polishing pads |
| US11813712B2 (en) | 2019-12-20 | 2023-11-14 | Applied Materials, Inc. | Polishing pads having selectively arranged porosity |
| US20210299816A1 (en) * | 2020-03-25 | 2021-09-30 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Cmp polishing pad with protruding structures having engineered open void space |
| US11738517B2 (en) | 2020-06-18 | 2023-08-29 | Applied Materials, Inc. | Multi dispense head alignment using image processing |
| US11806829B2 (en) | 2020-06-19 | 2023-11-07 | Applied Materials, Inc. | Advanced polishing pads and related polishing pad manufacturing methods |
| KR102410612B1 (ko) * | 2020-08-24 | 2022-06-20 | 에스케이씨솔믹스 주식회사 | 연마패드 및 이를 이용한 반도체 소자의 제조방법 |
| KR102413115B1 (ko) * | 2020-08-24 | 2022-06-24 | 에스케이씨솔믹스 주식회사 | 연마패드 및 이를 이용한 반도체 소자의 제조방법 |
| KR102237346B1 (ko) * | 2020-08-24 | 2021-04-07 | 에스케이씨솔믹스 주식회사 | 연마패드 및 이를 이용한 반도체 소자의 제조방법 |
| KR102415203B1 (ko) * | 2020-08-24 | 2022-06-30 | 에스케이씨솔믹스 주식회사 | 연마패드 및 이를 이용한 반도체 소자의 제조방법 |
| US20220059401A1 (en) * | 2020-08-24 | 2022-02-24 | Skc Solmics Co., Ltd. | Polishing pad and method for preparing semiconductor device using the same |
| JP7540929B2 (ja) | 2020-09-30 | 2024-08-27 | 富士紡ホールディングス株式会社 | 研磨パッド及び研磨パッドの製造方法 |
| KR20220083915A (ko) | 2020-12-11 | 2022-06-21 | 삼성디스플레이 주식회사 | 감지 센서를 포함하는 표시 장치 및 감지 센서 제조 방법 |
| US11878389B2 (en) | 2021-02-10 | 2024-01-23 | Applied Materials, Inc. | Structures formed using an additive manufacturing process for regenerating surface texture in situ |
| US11951590B2 (en) | 2021-06-14 | 2024-04-09 | Applied Materials, Inc. | Polishing pads with interconnected pores |
Family Cites Families (580)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2001911A (en) | 1932-04-21 | 1935-05-21 | Carborundum Co | Abrasive articles |
| US3357598A (en) | 1965-09-21 | 1967-12-12 | Dole Valve Co | Adjustable liquid dispenser |
| US3741116A (en) | 1970-06-25 | 1973-06-26 | American Screen Process Equip | Vacuum belt |
| US4459779A (en) | 1982-09-16 | 1984-07-17 | International Business Machines Corporation | Fixed abrasive grinding media |
| US4575330A (en) | 1984-08-08 | 1986-03-11 | Uvp, Inc. | Apparatus for production of three-dimensional objects by stereolithography |
| US4836832A (en) | 1986-08-11 | 1989-06-06 | Minnesota Mining And Manufacturing Company | Method of preparing coated abrasive having radiation curable binder |
| US4841680A (en) | 1987-08-25 | 1989-06-27 | Rodel, Inc. | Inverted cell pad material for grinding, lapping, shaping and polishing |
| US4942001A (en) | 1988-03-02 | 1990-07-17 | Inc. DeSoto | Method of forming a three-dimensional object by stereolithography and composition therefore |
| DE3808951A1 (de) | 1988-03-17 | 1989-10-05 | Basf Ag | Photopolymerisierbare, zur herstellung von druckformen geeignete druckplatte |
| US4844144A (en) | 1988-08-08 | 1989-07-04 | Desoto, Inc. | Investment casting utilizing patterns produced by stereolithography |
| JPH07102724B2 (ja) | 1988-08-31 | 1995-11-08 | ジューキ株式会社 | 印字装置 |
| US5121329A (en) | 1989-10-30 | 1992-06-09 | Stratasys, Inc. | Apparatus and method for creating three-dimensional objects |
| US5387380A (en) | 1989-12-08 | 1995-02-07 | Massachusetts Institute Of Technology | Three-dimensional printing techniques |
| DE3942859A1 (de) | 1989-12-23 | 1991-07-04 | Basf Ag | Verfahren zur herstellung von bauteilen |
| US5626919A (en) | 1990-03-01 | 1997-05-06 | E. I. Du Pont De Nemours And Company | Solid imaging apparatus and method with coating station |
| US5096530A (en) | 1990-06-28 | 1992-03-17 | 3D Systems, Inc. | Resin film recoating method and apparatus |
| JP2929779B2 (ja) | 1991-02-15 | 1999-08-03 | トヨタ自動車株式会社 | 炭素被膜付撥水ガラス |
| DE69215439T2 (de) | 1991-06-25 | 1997-05-22 | Eastman Kodak Co | Photographisches Element, enthaltend eine Spannung absorbierende, schützende Schicht |
| US5212910A (en) * | 1991-07-09 | 1993-05-25 | Intel Corporation | Composite polishing pad for semiconductor process |
| US5193316A (en) | 1991-10-29 | 1993-03-16 | Texas Instruments Incorporated | Semiconductor wafer polishing using a hydrostatic medium |
| US5287663A (en) | 1992-01-21 | 1994-02-22 | National Semiconductor Corporation | Polishing pad and method for polishing semiconductor wafers |
| US5178646A (en) | 1992-01-22 | 1993-01-12 | Minnesota Mining And Manufacturing Company | Coatable thermally curable binder presursor solutions modified with a reactive diluent, abrasive articles incorporating same, and methods of making said abrasive articles |
| US6099394A (en) | 1998-02-10 | 2000-08-08 | Rodel Holdings, Inc. | Polishing system having a multi-phase polishing substrate and methods relating thereto |
| MY114512A (en) | 1992-08-19 | 2002-11-30 | Rodel Inc | Polymeric substrate with polymeric microelements |
| US6022264A (en) | 1997-02-10 | 2000-02-08 | Rodel Inc. | Polishing pad and methods relating thereto |
| US6746225B1 (en) | 1992-11-30 | 2004-06-08 | Bechtel Bwtx Idaho, Llc | Rapid solidification processing system for producing molds, dies and related tooling |
| DE69315088T2 (de) | 1992-12-17 | 1998-03-26 | Minnesota Mining & Mfg | Aufschlaemmungen mit reduzierter viskositaet, daraus hergestellte schleifgegenstaende und verfahren zur herstellung der gegenstaende |
| JPH07297195A (ja) | 1994-04-27 | 1995-11-10 | Speedfam Co Ltd | 半導体装置の平坦化方法及び平坦化装置 |
| US5906863A (en) | 1994-08-08 | 1999-05-25 | Lombardi; John | Methods for the preparation of reinforced three-dimensional bodies |
| JPH08132342A (ja) | 1994-11-08 | 1996-05-28 | Hitachi Ltd | 半導体集積回路装置の製造装置 |
| KR100258802B1 (ko) | 1995-02-15 | 2000-06-15 | 전주범 | 평탄화 장치 및 그를 이용한 평탄화 방법 |
| US6719818B1 (en) | 1995-03-28 | 2004-04-13 | Applied Materials, Inc. | Apparatus and method for in-situ endpoint detection for chemical mechanical polishing operations |
| US5533923A (en) | 1995-04-10 | 1996-07-09 | Applied Materials, Inc. | Chemical-mechanical polishing pad providing polishing unformity |
| US5645471A (en) | 1995-08-11 | 1997-07-08 | Minnesota Mining And Manufacturing Company | Method of texturing a substrate using an abrasive article having multiple abrasive natures |
| US5605760A (en) | 1995-08-21 | 1997-02-25 | Rodel, Inc. | Polishing pads |
| JP3324643B2 (ja) | 1995-10-25 | 2002-09-17 | 日本電気株式会社 | 研磨パッド |
| US5738574A (en) | 1995-10-27 | 1998-04-14 | Applied Materials, Inc. | Continuous processing system for chemical mechanical polishing |
| US5905099A (en) | 1995-11-06 | 1999-05-18 | Minnesota Mining And Manufacturing Company | Heat-activatable adhesive composition |
| US5609517A (en) | 1995-11-20 | 1997-03-11 | International Business Machines Corporation | Composite polishing pad |
| JP3566430B2 (ja) | 1995-12-20 | 2004-09-15 | 株式会社ルネサステクノロジ | 半導体装置の製造方法 |
| US5624303A (en) | 1996-01-22 | 1997-04-29 | Micron Technology, Inc. | Polishing pad and a method for making a polishing pad with covalently bonded particles |
| US5778481A (en) * | 1996-02-15 | 1998-07-14 | International Business Machines Corporation | Silicon wafer cleaning and polishing pads |
| US5690540A (en) | 1996-02-23 | 1997-11-25 | Micron Technology, Inc. | Spiral grooved polishing pad for chemical-mechanical planarization of semiconductor wafers |
| US6090475A (en) | 1996-05-24 | 2000-07-18 | Micron Technology Inc. | Polishing pad, methods of manufacturing and use |
| JP3498881B2 (ja) | 1996-05-27 | 2004-02-23 | セントラル硝子株式会社 | 撥水性ガラスの製法 |
| US5976000A (en) | 1996-05-28 | 1999-11-02 | Micron Technology, Inc. | Polishing pad with incompressible, highly soluble particles for chemical-mechanical planarization of semiconductor wafers |
| GB2316414B (en) * | 1996-07-31 | 2000-10-11 | Tosoh Corp | Abrasive shaped article, abrasive disc and polishing method |
| US5795218A (en) | 1996-09-30 | 1998-08-18 | Micron Technology, Inc. | Polishing pad with elongated microcolumns |
| US6244575B1 (en) | 1996-10-02 | 2001-06-12 | Micron Technology, Inc. | Method and apparatus for vaporizing liquid precursors and system for using same |
| US5876490A (en) | 1996-12-09 | 1999-03-02 | International Business Machines Corporatin | Polish process and slurry for planarization |
| KR100210840B1 (ko) * | 1996-12-24 | 1999-07-15 | 구본준 | 기계 화학적 연마 방법 및 그 장치 |
| US5876268A (en) | 1997-01-03 | 1999-03-02 | Minnesota Mining And Manufacturing Company | Method and article for the production of optical quality surfaces on glass |
| WO1998030356A1 (en) * | 1997-01-13 | 1998-07-16 | Rodel, Inc. | Polymeric polishing pad having photolithographically induced surface pattern(s) and methods relating thereto |
| US5965460A (en) | 1997-01-29 | 1999-10-12 | Mac Dermid, Incorporated | Polyurethane composition with (meth)acrylate end groups useful in the manufacture of polishing pads |
| JP2001512375A (ja) | 1997-03-07 | 2001-08-21 | ミネソタ・マイニング・アンド・マニュファクチャリング・カンパニー | ガラス上の透明な表面仕上げを提供するための研磨物品 |
| US5910471A (en) | 1997-03-07 | 1999-06-08 | Minnesota Mining And Manufacturing Company | Abrasive article for providing a clear surface finish on glass |
| US6231629B1 (en) | 1997-03-07 | 2001-05-15 | 3M Innovative Properties Company | Abrasive article for providing a clear surface finish on glass |
| US5944583A (en) | 1997-03-17 | 1999-08-31 | International Business Machines Corporation | Composite polish pad for CMP |
| US6682402B1 (en) | 1997-04-04 | 2004-01-27 | Rodel Holdings, Inc. | Polishing pads and methods relating thereto |
| US6648733B2 (en) | 1997-04-04 | 2003-11-18 | Rodel Holdings, Inc. | Polishing pads and methods relating thereto |
| US6062958A (en) | 1997-04-04 | 2000-05-16 | Micron Technology, Inc. | Variable abrasive polishing pad for mechanical and chemical-mechanical planarization |
| US5940674A (en) | 1997-04-09 | 1999-08-17 | Massachusetts Institute Of Technology | Three-dimensional product manufacture using masks |
| CN1258241A (zh) | 1997-04-18 | 2000-06-28 | 卡伯特公司 | 用于半导体底物的抛光垫 |
| US6126532A (en) | 1997-04-18 | 2000-10-03 | Cabot Corporation | Polishing pads for a semiconductor substrate |
| EP1016133B1 (en) | 1997-04-30 | 2009-10-07 | Minnesota Mining And Manufacturing Company | Method of planarizing the upper surface of a semiconductor wafer |
| US8092707B2 (en) | 1997-04-30 | 2012-01-10 | 3M Innovative Properties Company | Compositions and methods for modifying a surface suited for semiconductor fabrication |
| US5945058A (en) | 1997-05-13 | 1999-08-31 | 3D Systems, Inc. | Method and apparatus for identifying surface features associated with selected lamina of a three-dimensional object being stereolithographically formed |
| US6273806B1 (en) | 1997-05-15 | 2001-08-14 | Applied Materials, Inc. | Polishing pad having a grooved pattern for use in a chemical mechanical polishing apparatus |
| US5921855A (en) | 1997-05-15 | 1999-07-13 | Applied Materials, Inc. | Polishing pad having a grooved pattern for use in a chemical mechanical polishing system |
| US6692338B1 (en) | 1997-07-23 | 2004-02-17 | Lsi Logic Corporation | Through-pad drainage of slurry during chemical mechanical polishing |
| US6736714B2 (en) | 1997-07-30 | 2004-05-18 | Praxair S.T. Technology, Inc. | Polishing silicon wafers |
| US5919082A (en) | 1997-08-22 | 1999-07-06 | Micron Technology, Inc. | Fixed abrasive polishing pad |
| US6121143A (en) | 1997-09-19 | 2000-09-19 | 3M Innovative Properties Company | Abrasive articles comprising a fluorochemical agent for wafer surface modification |
| US5888121A (en) | 1997-09-23 | 1999-03-30 | Lsi Logic Corporation | Controlling groove dimensions for enhanced slurry flow |
| US5932040A (en) | 1997-10-01 | 1999-08-03 | Bibielle S.P.A. | Method for producing a ring of abrasive elements from which to form a rotary brush |
| US6231942B1 (en) | 1998-01-21 | 2001-05-15 | Trexel, Inc. | Method and apparatus for microcellular polypropylene extrusion, and polypropylene articles produced thereby |
| JPH11254542A (ja) | 1998-03-11 | 1999-09-21 | Sanyo Electric Co Ltd | 光造形装置のモニタリングシステム |
| US6228133B1 (en) | 1998-05-01 | 2001-05-08 | 3M Innovative Properties Company | Abrasive articles having abrasive layer bond system derived from solid, dry-coated binder precursor particles having a fusible, radiation curable component |
| JPH11347761A (ja) | 1998-06-12 | 1999-12-21 | Mitsubishi Heavy Ind Ltd | レーザによる3次元造形装置 |
| US6122564A (en) | 1998-06-30 | 2000-09-19 | Koch; Justin | Apparatus and methods for monitoring and controlling multi-layer laser cladding |
| US6322728B1 (en) | 1998-07-10 | 2001-11-27 | Jeneric/Pentron, Inc. | Mass production of dental restorations by solid free-form fabrication methods |
| US6117000A (en) | 1998-07-10 | 2000-09-12 | Cabot Corporation | Polishing pad for a semiconductor substrate |
| DE19834559A1 (de) | 1998-07-31 | 2000-02-03 | Friedrich Schiller Uni Jena Bu | Verfahren zur Herstellung von Werkzeugen für die Bearbeitung von Oberflächen |
| JP2000061817A (ja) | 1998-08-24 | 2000-02-29 | Nikon Corp | 研磨パッド |
| US6095902A (en) | 1998-09-23 | 2000-08-01 | Rodel Holdings, Inc. | Polyether-polyester polyurethane polishing pads and related methods |
| US6602380B1 (en) | 1998-10-28 | 2003-08-05 | Micron Technology, Inc. | Method and apparatus for releasably attaching a polishing pad to a chemical-mechanical planarization machine |
| US6325706B1 (en) | 1998-10-29 | 2001-12-04 | Lam Research Corporation | Use of zeta potential during chemical mechanical polishing for end point detection |
| US6176992B1 (en) | 1998-11-03 | 2001-01-23 | Nutool, Inc. | Method and apparatus for electro-chemical mechanical deposition |
| US6390890B1 (en) | 1999-02-06 | 2002-05-21 | Charles J Molnar | Finishing semiconductor wafers with a fixed abrasive finishing element |
| JP3641956B2 (ja) * | 1998-11-30 | 2005-04-27 | 三菱住友シリコン株式会社 | 研磨スラリーの再生システム |
| US6206759B1 (en) | 1998-11-30 | 2001-03-27 | Micron Technology, Inc. | Polishing pads and planarizing machines for mechanical or chemical-mechanical planarization of microelectronic-device substrate assemblies, and methods for making and using such pads and machines |
| US7425250B2 (en) | 1998-12-01 | 2008-09-16 | Novellus Systems, Inc. | Electrochemical mechanical processing apparatus |
| CN1137013C (zh) | 1999-01-21 | 2004-02-04 | 罗德尔控股公司 | 改进的抛光垫及其抛光方法 |
| US6994607B2 (en) | 2001-12-28 | 2006-02-07 | Applied Materials, Inc. | Polishing pad with window |
| US6179709B1 (en) | 1999-02-04 | 2001-01-30 | Applied Materials, Inc. | In-situ monitoring of linear substrate polishing operations |
| US6641463B1 (en) | 1999-02-06 | 2003-11-04 | Beaver Creek Concepts Inc | Finishing components and elements |
| CN1312742C (zh) | 1999-03-30 | 2007-04-25 | 株式会社尼康 | 抛光垫、抛光机及制造半导体器件的方法 |
| US6217426B1 (en) | 1999-04-06 | 2001-04-17 | Applied Materials, Inc. | CMP polishing pad |
| JP2000301450A (ja) * | 1999-04-19 | 2000-10-31 | Rohm Co Ltd | Cmp研磨パッドおよびそれを用いたcmp処理装置 |
| US6213845B1 (en) | 1999-04-26 | 2001-04-10 | Micron Technology, Inc. | Apparatus for in-situ optical endpointing on web-format planarizing machines in mechanical or chemical-mechanical planarization of microelectronic-device substrate assemblies and methods for making and using same |
| US6338901B1 (en) | 1999-05-03 | 2002-01-15 | Guardian Industries Corporation | Hydrophobic coating including DLC on substrate |
| US6328634B1 (en) | 1999-05-11 | 2001-12-11 | Rodel Holdings Inc. | Method of polishing |
| US6196899B1 (en) | 1999-06-21 | 2001-03-06 | Micron Technology, Inc. | Polishing apparatus |
| JP2001018163A (ja) | 1999-07-06 | 2001-01-23 | Speedfam Co Ltd | 研磨用パッド |
| US6319108B1 (en) | 1999-07-09 | 2001-11-20 | 3M Innovative Properties Company | Metal bond abrasive article comprising porous ceramic abrasive composites and method of using same to abrade a workpiece |
| JP2001105329A (ja) | 1999-08-02 | 2001-04-17 | Ebara Corp | 研磨用砥石 |
| US6328632B1 (en) | 1999-08-31 | 2001-12-11 | Micron Technology, Inc. | Polishing pads and planarizing machines for mechanical and/or chemical-mechanical planarization of microelectronic substrate assemblies |
| US6509269B2 (en) * | 1999-10-19 | 2003-01-21 | Applied Materials, Inc. | Elimination of pad glazing for Al CMP |
| US6257973B1 (en) | 1999-11-04 | 2001-07-10 | Norton Company | Coated abrasive discs |
| US6399501B2 (en) | 1999-12-13 | 2002-06-04 | Applied Materials, Inc. | Method and apparatus for detecting polishing endpoint with optical monitoring |
| WO2001043920A1 (en) | 1999-12-14 | 2001-06-21 | Rodel Holdings, Inc. | Method of manufacturing a polymer or polymer composite polishing pad |
| US6368184B1 (en) * | 2000-01-06 | 2002-04-09 | Advanced Micro Devices, Inc. | Apparatus for determining metal CMP endpoint using integrated polishing pad electrodes |
| US6241596B1 (en) | 2000-01-14 | 2001-06-05 | Applied Materials, Inc. | Method and apparatus for chemical mechanical polishing using a patterned pad |
| US6506097B1 (en) | 2000-01-18 | 2003-01-14 | Applied Materials, Inc. | Optical monitoring in a two-step chemical mechanical polishing process |
| WO2001053040A1 (en) | 2000-01-19 | 2001-07-26 | Rodel Holdings, Inc. | Printing of polishing pads |
| US7071041B2 (en) | 2000-01-20 | 2006-07-04 | Semiconductor Energy Laboratory Co., Ltd. | Method of manufacturing a semiconductor device |
| US6746311B1 (en) | 2000-01-24 | 2004-06-08 | 3M Innovative Properties Company | Polishing pad with release layer |
| US6309276B1 (en) | 2000-02-01 | 2001-10-30 | Applied Materials, Inc. | Endpoint monitoring with polishing rate change |
| US6991528B2 (en) | 2000-02-17 | 2006-01-31 | Applied Materials, Inc. | Conductive polishing article for electrochemical mechanical polishing |
| WO2001064396A1 (en) | 2000-02-28 | 2001-09-07 | Rodel Holdings, Inc. | Polishing pad surface texture formed by solid phase droplets |
| US6797623B2 (en) | 2000-03-09 | 2004-09-28 | Sony Corporation | Methods of producing and polishing semiconductor device and polishing apparatus |
| US20030207959A1 (en) | 2000-03-13 | 2003-11-06 | Eduardo Napadensky | Compositions and methods for use in three dimensional model printing |
| US6569373B2 (en) | 2000-03-13 | 2003-05-27 | Object Geometries Ltd. | Compositions and methods for use in three dimensional model printing |
| US7300619B2 (en) | 2000-03-13 | 2007-11-27 | Objet Geometries Ltd. | Compositions and methods for use in three dimensional model printing |
| US8481241B2 (en) | 2000-03-13 | 2013-07-09 | Stratasys Ltd. | Compositions and methods for use in three dimensional model printing |
| JP4634688B2 (ja) | 2000-03-15 | 2011-02-16 | ローム アンド ハース エレクトロニック マテリアルズ シーエムピー ホウルディングス インコーポレイテッド | 調節された摩耗速度を有する窓部 |
| WO2001072502A1 (en) | 2000-03-24 | 2001-10-04 | Generis Gmbh | Method for manufacturing a structural part by deposition technique |
| KR20010093677A (ko) | 2000-03-29 | 2001-10-29 | 추후기재 | 향상된 슬러리 분배를 위하여 특수 설계된 연마 패드 |
| US6313038B1 (en) * | 2000-04-26 | 2001-11-06 | Micron Technology, Inc. | Method and apparatus for controlling chemical interactions during planarization of microelectronic substrates |
| US20020058468A1 (en) | 2000-05-03 | 2002-05-16 | Eppert Stanley E. | Semiconductor polishing pad |
| US6387289B1 (en) | 2000-05-04 | 2002-05-14 | Micron Technology, Inc. | Planarizing machines and methods for mechanical and/or chemical-mechanical planarization of microelectronic-device substrate assemblies |
| US6267641B1 (en) | 2000-05-19 | 2001-07-31 | Motorola, Inc. | Method of manufacturing a semiconductor component and chemical-mechanical polishing system therefor |
| US8485862B2 (en) | 2000-05-19 | 2013-07-16 | Applied Materials, Inc. | Polishing pad for endpoint detection and related methods |
| US6860802B1 (en) | 2000-05-27 | 2005-03-01 | Rohm And Haas Electric Materials Cmp Holdings, Inc. | Polishing pads for chemical mechanical planarization |
| US6749485B1 (en) | 2000-05-27 | 2004-06-15 | Rodel Holdings, Inc. | Hydrolytically stable grooved polishing pads for chemical mechanical planarization |
| US6736709B1 (en) | 2000-05-27 | 2004-05-18 | Rodel Holdings, Inc. | Grooved polishing pads for chemical mechanical planarization |
| US6454634B1 (en) | 2000-05-27 | 2002-09-24 | Rodel Holdings Inc. | Polishing pads for chemical mechanical planarization |
| JP3925041B2 (ja) | 2000-05-31 | 2007-06-06 | Jsr株式会社 | 研磨パッド用組成物及びこれを用いた研磨パッド |
| EP1295682B1 (en) * | 2000-05-31 | 2007-10-24 | JSR Corporation | Abrasive material |
| US6478914B1 (en) | 2000-06-09 | 2002-11-12 | Micron Technology, Inc. | Method for attaching web-based polishing materials together on a polishing tool |
| US6656019B1 (en) | 2000-06-29 | 2003-12-02 | International Business Machines Corporation | Grooved polishing pads and methods of use |
| JP2002028849A (ja) | 2000-07-17 | 2002-01-29 | Jsr Corp | 研磨パッド |
| US20020016139A1 (en) | 2000-07-25 | 2002-02-07 | Kazuto Hirokawa | Polishing tool and manufacturing method therefor |
| US6520834B1 (en) | 2000-08-09 | 2003-02-18 | Micron Technology, Inc. | Methods and apparatuses for analyzing and controlling performance parameters in mechanical and chemical-mechanical planarization of microelectronic substrates |
| US6776699B2 (en) | 2000-08-14 | 2004-08-17 | 3M Innovative Properties Company | Abrasive pad for CMP |
| US6736869B1 (en) | 2000-08-28 | 2004-05-18 | Micron Technology, Inc. | Method for forming a planarizing pad for planarization of microelectronic substrates |
| US6592443B1 (en) | 2000-08-30 | 2003-07-15 | Micron Technology, Inc. | Method and apparatus for forming and using planarizing pads for mechanical and chemical-mechanical planarization of microelectronic substrates |
| JP3886712B2 (ja) | 2000-09-08 | 2007-02-28 | シャープ株式会社 | 半導体装置の製造方法 |
| US6477926B1 (en) | 2000-09-15 | 2002-11-12 | Ppg Industries Ohio, Inc. | Polishing pad |
| US6641471B1 (en) | 2000-09-19 | 2003-11-04 | Rodel Holdings, Inc | Polishing pad having an advantageous micro-texture and methods relating thereto |
| EP1324859B1 (en) | 2000-09-29 | 2011-01-26 | Strasbaugh, Inc. | Polishing pad with built-in optical sensor |
| AU3060702A (en) | 2000-11-09 | 2002-05-21 | 3M Innovative Properties Co | Weather resistant, ink jettable, radiation curable, fluid compositions particularly suitable for outdoor applications |
| JP2002151447A (ja) | 2000-11-13 | 2002-05-24 | Asahi Kasei Corp | 研磨パッド |
| US6684704B1 (en) | 2002-09-12 | 2004-02-03 | Psiloquest, Inc. | Measuring the surface properties of polishing pads using ultrasonic reflectance |
| EP1211024A3 (en) * | 2000-11-30 | 2004-01-02 | JSR Corporation | Polishing method |
| KR100857504B1 (ko) | 2000-12-01 | 2008-09-08 | 도요 고무 고교 가부시키가이샤 | 연마 패드용 쿠션층 |
| JP2002200555A (ja) | 2000-12-28 | 2002-07-16 | Ebara Corp | 研磨工具および該研磨工具を具備したポリッシング装置 |
| GB0103754D0 (en) | 2001-02-15 | 2001-04-04 | Vantico Ltd | Three-dimensional structured printing |
| US20020112632A1 (en) | 2001-02-21 | 2002-08-22 | Creo Ltd | Method for supporting sensitive workpieces during processing |
| US6840843B2 (en) | 2001-03-01 | 2005-01-11 | Cabot Microelectronics Corporation | Method for manufacturing a polishing pad having a compressed translucent region |
| US6811680B2 (en) | 2001-03-14 | 2004-11-02 | Applied Materials Inc. | Planarization of substrates using electrochemical mechanical polishing |
| US7955693B2 (en) | 2001-04-20 | 2011-06-07 | Tolland Development Company, Llc | Foam composition roller brush with embedded mandrel |
| ATE327864T1 (de) * | 2001-04-24 | 2006-06-15 | Applied Materials Inc | Leitender polierkörper zum elektrochemisch- mechanischen polieren |
| US6847014B1 (en) | 2001-04-30 | 2005-01-25 | Lam Research Corporation | Method and apparatus for controlling the spatial temperature distribution across the surface of a workpiece support |
| US6811937B2 (en) | 2001-06-21 | 2004-11-02 | Dsm Desotech, Inc. | Radiation-curable resin composition and rapid prototyping process using the same |
| US6544373B2 (en) * | 2001-07-26 | 2003-04-08 | United Microelectronics Corp. | Polishing pad for a chemical mechanical polishing process |
| US6586494B2 (en) | 2001-08-08 | 2003-07-01 | Spectra Group Limited, Inc. | Radiation curable inkjet composition |
| KR100646702B1 (ko) | 2001-08-16 | 2006-11-17 | 에스케이씨 주식회사 | 홀 및/또는 그루브로 형성된 화학적 기계적 연마패드 |
| KR20030020658A (ko) | 2001-09-04 | 2003-03-10 | 삼성전자주식회사 | 화학적물리적 연마장치의 연마패드 콘디셔닝 디스크 |
| US6866807B2 (en) | 2001-09-21 | 2005-03-15 | Stratasys, Inc. | High-precision modeling filament |
| JP4077192B2 (ja) * | 2001-11-30 | 2008-04-16 | 株式会社東芝 | 化学機械研磨方法および半導体装置の製造方法 |
| US6599765B1 (en) | 2001-12-12 | 2003-07-29 | Lam Research Corporation | Apparatus and method for providing a signal port in a polishing pad for optical endpoint detection |
| US6838149B2 (en) | 2001-12-13 | 2005-01-04 | 3M Innovative Properties Company | Abrasive article for the deposition and polishing of a conductive material |
| JP2003188124A (ja) | 2001-12-14 | 2003-07-04 | Rodel Nitta Co | 研磨布 |
| EP1326273B1 (en) | 2001-12-28 | 2012-01-18 | Semiconductor Energy Laboratory Co., Ltd. | Semiconductor device |
| US20030134581A1 (en) | 2002-01-11 | 2003-07-17 | Wang Hsing Maw | Device for chemical mechanical polishing |
| KR100442873B1 (ko) * | 2002-02-28 | 2004-08-02 | 삼성전자주식회사 | 화학적 기계적 폴리싱 슬러리 및 이를 사용한 화학적기계적 폴리싱 방법 |
| JP2003303793A (ja) | 2002-04-12 | 2003-10-24 | Hitachi Ltd | 研磨装置および半導体装置の製造方法 |
| US6773474B2 (en) | 2002-04-19 | 2004-08-10 | 3M Innovative Properties Company | Coated abrasive article |
| JP4693024B2 (ja) | 2002-04-26 | 2011-06-01 | 東洋ゴム工業株式会社 | 研磨材 |
| US6815570B1 (en) | 2002-05-07 | 2004-11-09 | Uop Llc | Shaped catalysts for transalkylation of aromatics for enhanced xylenes production |
| US20050194681A1 (en) * | 2002-05-07 | 2005-09-08 | Yongqi Hu | Conductive pad with high abrasion |
| US6913517B2 (en) | 2002-05-23 | 2005-07-05 | Cabot Microelectronics Corporation | Microporous polishing pads |
| US20050276967A1 (en) | 2002-05-23 | 2005-12-15 | Cabot Microelectronics Corporation | Surface textured microporous polishing pads |
| US20040014413A1 (en) | 2002-06-03 | 2004-01-22 | Jsr Corporation | Polishing pad and multi-layer polishing pad |
| DE10224981B4 (de) | 2002-06-05 | 2004-08-19 | Generis Gmbh | Verfahren zum schichtweisen Aufbau von Modellen |
| CN100445091C (zh) | 2002-06-07 | 2008-12-24 | 普莱克斯S.T.技术有限公司 | 控制渗透子垫 |
| US8602851B2 (en) | 2003-06-09 | 2013-12-10 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Controlled penetration subpad |
| JP3801100B2 (ja) | 2002-06-07 | 2006-07-26 | Jsr株式会社 | 光硬化造形装置、光硬化造形方法及び光硬化造形システム |
| EP1375617A1 (en) | 2002-06-19 | 2004-01-02 | 3M Innovative Properties Company | Radiation-curable, solvent-free and printable precursor of a pressure-sensitive adhesive |
| US7169014B2 (en) | 2002-07-18 | 2007-01-30 | Micron Technology, Inc. | Apparatuses for controlling the temperature of polishing pads used in planarizing micro-device workpieces |
| KR101016081B1 (ko) | 2002-07-26 | 2011-02-17 | 닛토덴코 가부시키가이샤 | 점착 시트와 그의 제조방법, 상기 점착 시트의 사용방법,및 상기 점착 시트에 사용되는 다층 시트와 그의 제조방법 |
| CN2796944Y (zh) * | 2002-08-02 | 2006-07-19 | 应用材料有限公司 | 一种用于电化学机械抛光的抛光部件 |
| TWI228768B (en) | 2002-08-08 | 2005-03-01 | Jsr Corp | Processing method of polishing pad for semiconductor wafer and polishing pad for semiconductor wafer |
| KR100465649B1 (ko) | 2002-09-17 | 2005-01-13 | 한국포리올 주식회사 | 일체형 연마 패드 및 그 제조 방법 |
| US7579071B2 (en) | 2002-09-17 | 2009-08-25 | Korea Polyol Co., Ltd. | Polishing pad containing embedded liquid microelements and method of manufacturing the same |
| US20040058623A1 (en) | 2002-09-20 | 2004-03-25 | Lam Research Corporation | Polishing media for chemical mechanical planarization (CMP) |
| US7267607B2 (en) | 2002-10-28 | 2007-09-11 | Cabot Microelectronics Corporation | Transparent microporous materials for CMP |
| US7435165B2 (en) | 2002-10-28 | 2008-10-14 | Cabot Microelectronics Corporation | Transparent microporous materials for CMP |
| US7311862B2 (en) | 2002-10-28 | 2007-12-25 | Cabot Microelectronics Corporation | Method for manufacturing microporous CMP materials having controlled pore size |
| WO2004039531A2 (en) | 2002-10-31 | 2004-05-13 | Ehsan Toyserkani | System and method for closed-loop control of laser cladding by powder injection |
| JP2004153193A (ja) | 2002-11-01 | 2004-05-27 | Disco Abrasive Syst Ltd | 半導体ウエーハの処理方法 |
| DE10253445A1 (de) | 2002-11-16 | 2004-06-03 | Adam Opel Ag | Verfahren und Vorrichtung zum Abdichten und Aufpumpen von Reifen bei Pannen sowie Dichtmittelbehälter als auch Adapter hierfür |
| TW200416102A (en) | 2002-11-27 | 2004-09-01 | Toyo Boseki | Polishing pad and method for manufacturing semiconductor device |
| JP2004235446A (ja) | 2003-01-30 | 2004-08-19 | Toyobo Co Ltd | 研磨パッド |
| JP3910921B2 (ja) * | 2003-02-06 | 2007-04-25 | 株式会社東芝 | 研磨布および半導体装置の製造方法 |
| JP4659338B2 (ja) | 2003-02-12 | 2011-03-30 | Hoya株式会社 | 情報記録媒体用ガラス基板の製造方法並びにそれに使用する研磨パッド |
| US7498394B2 (en) | 2003-02-24 | 2009-03-03 | The Regents Of The University Of Colorado | (Meth)acrylic and (meth)acrylamide monomers, polymerizable compositions, and polymers obtained |
| DE10310385B4 (de) | 2003-03-07 | 2006-09-21 | Daimlerchrysler Ag | Verfahren zur Herstellung von dreidimensionalen Körpern mittels pulverbasierter schichtaufbauender Verfahren |
| US7104773B2 (en) | 2003-03-07 | 2006-09-12 | Ricoh Printing Systems, Ltd. | Three-dimensional laminating molding device |
| JP2004281685A (ja) | 2003-03-14 | 2004-10-07 | Mitsubishi Electric Corp | 半導体基板の研磨用パッドおよび半導体基板の研磨方法 |
| US7704125B2 (en) * | 2003-03-24 | 2010-04-27 | Nexplanar Corporation | Customized polishing pads for CMP and methods of fabrication and use thereof |
| US20060189269A1 (en) | 2005-02-18 | 2006-08-24 | Roy Pradip K | Customized polishing pads for CMP and methods of fabrication and use thereof |
| US7425172B2 (en) | 2003-03-25 | 2008-09-16 | Nexplanar Corporation | Customized polish pads for chemical mechanical planarization |
| US7377840B2 (en) | 2004-07-21 | 2008-05-27 | Neopad Technologies Corporation | Methods for producing in-situ grooves in chemical mechanical planarization (CMP) pads, and novel CMP pad designs |
| US8864859B2 (en) | 2003-03-25 | 2014-10-21 | Nexplanar Corporation | Customized polishing pads for CMP and methods of fabrication and use thereof |
| US9278424B2 (en) | 2003-03-25 | 2016-03-08 | Nexplanar Corporation | Customized polishing pads for CMP and methods of fabrication and use thereof |
| US7044836B2 (en) | 2003-04-21 | 2006-05-16 | Cabot Microelectronics Corporation | Coated metal oxide particles for CMP |
| US20040224616A1 (en) | 2003-04-25 | 2004-11-11 | Jsr Corporation | Polishing pad and chemical mechanical polishing method |
| US6783436B1 (en) | 2003-04-29 | 2004-08-31 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Polishing pad with optimized grooves and method of forming same |
| WO2004100242A1 (ja) | 2003-05-09 | 2004-11-18 | Sanyo Chemical Industries, Ltd. | Cmpプロセス用研磨液及び研磨方法 |
| CN100553949C (zh) | 2003-05-21 | 2009-10-28 | Z公司 | 用于来自三维印刷系统的外观模具的热塑性粉末物料体系 |
| IL156094A0 (en) | 2003-05-25 | 2003-12-23 | J G Systems Inc | Fixed abrasive cmp pad with built-in additives |
| US7435161B2 (en) | 2003-06-17 | 2008-10-14 | Cabot Microelectronics Corporation | Multi-layer polishing pad material for CMP |
| US6998166B2 (en) | 2003-06-17 | 2006-02-14 | Cabot Microelectronics Corporation | Polishing pad with oriented pore structure |
| JP4130614B2 (ja) | 2003-06-18 | 2008-08-06 | 株式会社東芝 | 半導体装置の製造方法 |
| US7018560B2 (en) | 2003-08-05 | 2006-03-28 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Composition for polishing semiconductor layers |
| US20050032464A1 (en) | 2003-08-07 | 2005-02-10 | Swisher Robert G. | Polishing pad having edge surface treatment |
| JP4965253B2 (ja) | 2003-08-08 | 2012-07-04 | インテグリス・インコーポレーテッド | 回転可能ベース上に鋳造されるモノリシック多孔性パッドを作製する方法および材料 |
| US7120512B2 (en) | 2003-08-25 | 2006-10-10 | Hewlett-Packard Development Company, L.P. | Method and a system for solid freeform fabricating using non-reactive powder |
| WO2005021248A1 (ja) | 2003-08-27 | 2005-03-10 | Fuji Photo Film Co., Ltd. | 三次元造形物の製造方法 |
| KR100590202B1 (ko) * | 2003-08-29 | 2006-06-15 | 삼성전자주식회사 | 연마 패드 및 그 형성방법 |
| JP2005074614A (ja) | 2003-09-03 | 2005-03-24 | Nitta Haas Inc | 研磨パッドの製造方法および研磨パッド |
| JP2005093785A (ja) | 2003-09-18 | 2005-04-07 | Toshiba Corp | Cmp用スラリー、研磨方法、および半導体装置の製造方法 |
| KR100640998B1 (ko) | 2003-09-19 | 2006-11-02 | 엘지.필립스 엘시디 주식회사 | 액정표시장치용 브라켓 구조 |
| US6855588B1 (en) | 2003-10-07 | 2005-02-15 | United Microelectronics Corp. | Method of fabricating a double gate MOSFET device |
| GB0323462D0 (en) | 2003-10-07 | 2003-11-05 | Fujifilm Electronic Imaging | Providing a surface layer or structure on a substrate |
| US20050109371A1 (en) | 2003-10-27 | 2005-05-26 | Applied Materials, Inc. | Post CMP scrubbing of substrates |
| JP2005131732A (ja) | 2003-10-30 | 2005-05-26 | Ebara Corp | 研磨装置 |
| WO2005043132A1 (en) | 2003-10-31 | 2005-05-12 | Applied Materials, Inc. | Polishing endpoint detection system and method using friction sensor |
| US20050101228A1 (en) | 2003-11-10 | 2005-05-12 | Cabot Microelectronics Corporation | Polishing pad comprising biodegradable polymer |
| US7264641B2 (en) | 2003-11-10 | 2007-09-04 | Cabot Microelectronics Corporation | Polishing pad comprising biodegradable polymer |
| JP2005150235A (ja) | 2003-11-12 | 2005-06-09 | Three M Innovative Properties Co | 半導体表面保護シート及び方法 |
| US7125318B2 (en) | 2003-11-13 | 2006-10-24 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Polishing pad having a groove arrangement for reducing slurry consumption |
| US6984163B2 (en) | 2003-11-25 | 2006-01-10 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Polishing pad with high optical transmission window |
| JP4555559B2 (ja) | 2003-11-25 | 2010-10-06 | 富士紡ホールディングス株式会社 | 研磨布及び研磨布の製造方法 |
| US7186164B2 (en) * | 2003-12-03 | 2007-03-06 | Applied Materials, Inc. | Processing pad assembly with zone control |
| US6843711B1 (en) | 2003-12-11 | 2005-01-18 | Rohm And Haas Electronic Materials Cmp Holdings, Inc | Chemical mechanical polishing pad having a process-dependent groove configuration |
| US20050153634A1 (en) | 2004-01-09 | 2005-07-14 | Cabot Microelectronics Corporation | Negative poisson's ratio material-containing CMP polishing pad |
| US20050171224A1 (en) | 2004-02-03 | 2005-08-04 | Kulp Mary J. | Polyurethane polishing pad |
| US7132033B2 (en) | 2004-02-27 | 2006-11-07 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Method of forming a layered polishing pad |
| WO2005088690A1 (ja) | 2004-03-11 | 2005-09-22 | Toyo Tire & Rubber Co., Ltd. | 研磨パッドおよび半導体デバイスの製造方法 |
| US20050208234A1 (en) | 2004-03-19 | 2005-09-22 | Agfa-Gevaert | Ink-jet recording material |
| US7195544B2 (en) | 2004-03-23 | 2007-03-27 | Cabot Microelectronics Corporation | CMP porous pad with component-filled pores |
| US7204742B2 (en) * | 2004-03-25 | 2007-04-17 | Cabot Microelectronics Corporation | Polishing pad comprising hydrophobic region and endpoint detection port |
| US6955588B1 (en) | 2004-03-31 | 2005-10-18 | Lam Research Corporation | Method of and platen for controlling removal rate characteristics in chemical mechanical planarization |
| JP2005294661A (ja) * | 2004-04-02 | 2005-10-20 | Hitachi Chem Co Ltd | 研磨パッド及びそれを用いる研磨方法 |
| JP2004243518A (ja) | 2004-04-08 | 2004-09-02 | Toshiba Corp | 研摩装置 |
| US20050227590A1 (en) * | 2004-04-09 | 2005-10-13 | Chien-Min Sung | Fixed abrasive tools and associated methods |
| TWI293266B (en) | 2004-05-05 | 2008-02-11 | Iv Technologies Co Ltd | A single-layer polishing pad and a method of producing the same |
| CA2564605A1 (en) | 2004-05-12 | 2005-12-01 | Massachusetts Institute Of Technology | Manufacturing process, such as three-dimensional printing, including solvent vapor filming and the like |
| US20050260939A1 (en) | 2004-05-18 | 2005-11-24 | Saint-Gobain Abrasives, Inc. | Brazed diamond dressing tool |
| EP1747878A4 (en) | 2004-05-20 | 2010-10-13 | Bridgestone Corp | SHUTTERING DEVICE OF SEALING AGENT, METHOD FOR POURING A SEALING AGENT AND APPARATUS FOR PUMPING SEALING AGENT |
| US20050261150A1 (en) | 2004-05-21 | 2005-11-24 | Battelle Memorial Institute, A Part Interest | Reactive fluid systems for removing deposition materials and methods for using same |
| US7438795B2 (en) * | 2004-06-10 | 2008-10-21 | Cabot Microelectronics Corp. | Electrochemical-mechanical polishing system |
| US7582127B2 (en) | 2004-06-16 | 2009-09-01 | Cabot Microelectronics Corporation | Polishing composition for a tungsten-containing substrate |
| US7252871B2 (en) | 2004-06-16 | 2007-08-07 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Polishing pad having a pressure relief channel |
| KR101078007B1 (ko) | 2004-06-21 | 2011-10-28 | 가부시키가이샤 에바라 세이사꾸쇼 | 폴리싱장치 및 폴리싱방법 |
| JP4133945B2 (ja) | 2004-06-28 | 2008-08-13 | 住友ゴム工業株式会社 | タイヤのパンクシーリング剤送給、抜取り装置 |
| WO2006003697A1 (ja) | 2004-06-30 | 2006-01-12 | Toho Engineering Kabushiki Kaisha | 研磨パッドおよびその製造方法 |
| US7709053B2 (en) | 2004-07-29 | 2010-05-04 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Method of manufacturing of polymer-coated particles for chemical mechanical polishing |
| US7939003B2 (en) | 2004-08-11 | 2011-05-10 | Cornell Research Foundation, Inc. | Modular fabrication systems and methods |
| US7153191B2 (en) | 2004-08-20 | 2006-12-26 | Micron Technology, Inc. | Polishing liquids for activating and/or conditioning fixed abrasive polishing pads, and associated systems and methods |
| US8075372B2 (en) | 2004-09-01 | 2011-12-13 | Cabot Microelectronics Corporation | Polishing pad with microporous regions |
| DE102004042911A1 (de) | 2004-09-02 | 2006-03-09 | Michael Stehle | Vorrichtung zum Ausbringen von Luft- und/oder Reifendichtmittel |
| US20060079159A1 (en) * | 2004-10-08 | 2006-04-13 | Markus Naujok | Chemical mechanical polish with multi-zone abrasive-containing matrix |
| US7066795B2 (en) * | 2004-10-12 | 2006-06-27 | Applied Materials, Inc. | Polishing pad conditioner with shaped abrasive patterns and channels |
| US20060096179A1 (en) | 2004-11-05 | 2006-05-11 | Cabot Microelectronics Corporation | CMP composition containing surface-modified abrasive particles |
| US8075745B2 (en) | 2004-11-29 | 2011-12-13 | Semiquest Inc. | Electro-method and apparatus for improved chemical mechanical planarization pad with uniform polish performance |
| US7846008B2 (en) | 2004-11-29 | 2010-12-07 | Semiquest Inc. | Method and apparatus for improved chemical mechanical planarization and CMP pad |
| US7815778B2 (en) | 2005-11-23 | 2010-10-19 | Semiquest Inc. | Electro-chemical mechanical planarization pad with uniform polish performance |
| WO2006057720A1 (en) | 2004-11-29 | 2006-06-01 | Rajeev Bajaj | Method and apparatus for improved chemical mechanical planarization pad with pressure control and process monitor |
| KR101107044B1 (ko) | 2004-12-10 | 2012-01-25 | 도요 고무 고교 가부시키가이샤 | 연마 패드 및 연마 패드의 제조 방법 |
| US7059949B1 (en) | 2004-12-14 | 2006-06-13 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | CMP pad having an overlapping stepped groove arrangement |
| US7059950B1 (en) | 2004-12-14 | 2006-06-13 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | CMP polishing pad having grooves arranged to improve polishing medium utilization |
| US7182677B2 (en) | 2005-01-14 | 2007-02-27 | Applied Materials, Inc. | Chemical mechanical polishing pad for controlling polishing slurry distribution |
| TWI385050B (zh) | 2005-02-18 | 2013-02-11 | Nexplanar Corp | 用於cmp之特製拋光墊及其製造方法及其用途 |
| US7875091B2 (en) | 2005-02-22 | 2011-01-25 | Saint-Gobain Abrasives, Inc. | Rapid tooling system and methods for manufacturing abrasive articles |
| US7524345B2 (en) | 2005-02-22 | 2009-04-28 | Saint-Gobain Abrasives, Inc. | Rapid tooling system and methods for manufacturing abrasive articles |
| JP2006231464A (ja) | 2005-02-24 | 2006-09-07 | Nitta Haas Inc | 研磨パッド |
| US7829000B2 (en) | 2005-02-25 | 2010-11-09 | Hewlett-Packard Development Company, L.P. | Core-shell solid freeform fabrication |
| TWI410314B (zh) | 2005-04-06 | 2013-10-01 | 羅門哈斯電子材料Cmp控股公司 | 藉由反應-射出成形製造多孔化學機械研磨墊之裝置 |
| US7427340B2 (en) * | 2005-04-08 | 2008-09-23 | Applied Materials, Inc. | Conductive pad |
| US7435364B2 (en) | 2005-04-11 | 2008-10-14 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Method for forming a porous polishing pad |
| JP2006305650A (ja) | 2005-04-26 | 2006-11-09 | Inoac Corp | 研磨用吸着パッド及びその製造方法 |
| US8393934B2 (en) | 2006-11-16 | 2013-03-12 | Chien-Min Sung | CMP pad dressers with hybridized abrasive surface and related methods |
| US8398466B2 (en) | 2006-11-16 | 2013-03-19 | Chien-Min Sung | CMP pad conditioners with mosaic abrasive segments and associated methods |
| US8304467B2 (en) | 2005-05-17 | 2012-11-06 | Toyo Tire & Rubber Co., Ltd. | Polishing pad |
| KR100721196B1 (ko) | 2005-05-24 | 2007-05-23 | 주식회사 하이닉스반도체 | 연마패드 및 이를 이용한 화학적기계적연마장치 |
| JP2007005612A (ja) * | 2005-06-24 | 2007-01-11 | Hitachi Chem Co Ltd | 研磨パッド及びその製造方法及び基板の研磨方法 |
| CN1897226A (zh) | 2005-07-11 | 2007-01-17 | 上海华虹Nec电子有限公司 | 一种化学机械抛光机 |
| JP4512529B2 (ja) | 2005-07-15 | 2010-07-28 | 住友精密工業株式会社 | エッチング方法及びエッチング装置 |
| US8557351B2 (en) | 2005-07-22 | 2013-10-15 | Molecular Imprints, Inc. | Method for adhering materials together |
| KR100727485B1 (ko) * | 2005-08-09 | 2007-06-13 | 삼성전자주식회사 | 연마 패드 및 이를 제조하는 방법, 그리고 화학적 기계적 연마 장치 및 방법 |
| US20070117393A1 (en) | 2005-11-21 | 2007-05-24 | Alexander Tregub | Hardened porous polymer chemical mechanical polishing (CMP) pad |
| JP4868840B2 (ja) | 2005-11-30 | 2012-02-01 | Jsr株式会社 | 半導体装置の製造方法 |
| CN1851896A (zh) | 2005-12-05 | 2006-10-25 | 北京北方微电子基地设备工艺研究中心有限责任公司 | 一种静电卡盘 |
| US20070128991A1 (en) | 2005-12-07 | 2007-06-07 | Yoon Il-Young | Fixed abrasive polishing pad, method of preparing the same, and chemical mechanical polishing apparatus including the same |
| KR20070070094A (ko) | 2005-12-28 | 2007-07-03 | 제이에스알 가부시끼가이샤 | 화학 기계 연마 패드 및 화학 기계 연마 방법 |
| KR20080087012A (ko) | 2006-01-25 | 2008-09-29 | 제이에스알 가부시끼가이샤 | 화학 기계 연마 패드 및 그의 제조 방법 |
| US7935276B2 (en) | 2006-02-09 | 2011-05-03 | Headwaters Technology Innovation Llc | Polymeric materials incorporating carbon nanostructures |
| KR101395425B1 (ko) | 2006-02-23 | 2014-05-15 | 피코데온 리미티드 오와이 | 유리 기재 상의 코팅 및 코팅된 유리 제품 |
| JP2007235001A (ja) | 2006-03-03 | 2007-09-13 | Mitsui Chemicals Inc | 研磨用スラリー |
| US20070204420A1 (en) * | 2006-03-06 | 2007-09-06 | Hornby David M | Polishing pad and method of making |
| US7517488B2 (en) | 2006-03-08 | 2009-04-14 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Method of forming a chemical mechanical polishing pad utilizing laser sintering |
| WO2007104063A1 (en) * | 2006-03-09 | 2007-09-13 | Rimpad Tech Ltd. | Composite polishing pad |
| WO2007111996A2 (en) | 2006-03-24 | 2007-10-04 | Clemson University | Conducting polymer ink |
| US20070235133A1 (en) | 2006-03-29 | 2007-10-11 | Strasbaugh | Devices and methods for measuring wafer characteristics during semiconductor wafer polishing |
| KR101091501B1 (ko) * | 2006-03-31 | 2011-12-08 | 캐보트 마이크로일렉트로닉스 코포레이션 | 평탄화 증대를 위한 중합체성 억제제 |
| US20070235904A1 (en) | 2006-04-06 | 2007-10-11 | Saikin Alan H | Method of forming a chemical mechanical polishing pad utilizing laser sintering |
| FR2900411B1 (fr) | 2006-04-27 | 2008-08-29 | Coatex Sas | Procede de traitement de matieres minerales par des polymeres amphoteres,matieres minerales obtenues,leur utilisation comme agent reducteur de la quantite de colloides dans la fabrication de papier. |
| US7445847B2 (en) | 2006-05-25 | 2008-11-04 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad |
| US7169030B1 (en) | 2006-05-25 | 2007-01-30 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad |
| DE602007006307D1 (de) | 2006-06-20 | 2010-06-17 | Univ Leuven Kath | Verfahren und vorrichtung zur in-situ-überwachung und rückkopplungssteuerung selektiver laserpulverbearbeitung |
| US7840305B2 (en) | 2006-06-28 | 2010-11-23 | 3M Innovative Properties Company | Abrasive articles, CMP monitoring system and method |
| US20080220702A1 (en) | 2006-07-03 | 2008-09-11 | Sang Fang Chemical Industry Co., Ltd. | Polishing pad having surface texture |
| JP5186738B2 (ja) | 2006-07-10 | 2013-04-24 | 富士通セミコンダクター株式会社 | 研磨パッドの製造方法及び被研磨体の研磨方法 |
| TWI409136B (zh) | 2006-07-19 | 2013-09-21 | Innopad Inc | 表面具微溝槽之化學機械平坦化墊 |
| KR100804275B1 (ko) | 2006-07-24 | 2008-02-18 | 에스케이씨 주식회사 | 고분자 쉘로 둘러싸인 액상 유기물 코어를 포함하는 cmp연마패드 및 그 제조방법 |
| US7300340B1 (en) | 2006-08-30 | 2007-11-27 | Rohm and Haas Electronics Materials CMP Holdings, Inc. | CMP pad having overlaid constant area spiral grooves |
| US7267610B1 (en) | 2006-08-30 | 2007-09-11 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | CMP pad having unevenly spaced grooves |
| US8337282B2 (en) * | 2006-09-06 | 2012-12-25 | Nitta Haas Incorporated | Polishing pad |
| JP2008084504A (ja) | 2006-09-29 | 2008-04-10 | Hitachi Ltd | 光ディスク装置および光ディスクの再生方法 |
| US7382959B1 (en) | 2006-10-13 | 2008-06-03 | Hrl Laboratories, Llc | Optically oriented three-dimensional polymer microstructures |
| US7234224B1 (en) | 2006-11-03 | 2007-06-26 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Curved grooving of polishing pads |
| US7648645B2 (en) | 2006-11-08 | 2010-01-19 | 3M Innovative Properties Company | Pre-polymer formulations for liquid crystal displays |
| US7438636B2 (en) | 2006-12-21 | 2008-10-21 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad |
| US8142860B2 (en) | 2006-12-21 | 2012-03-27 | Agfa Graphics Nv | 3D-inkjet printing methods |
| US7371160B1 (en) | 2006-12-21 | 2008-05-13 | Rohm And Haas Electronic Materials Cmp Holdings Inc. | Elastomer-modified chemical mechanical polishing pad |
| US8083820B2 (en) | 2006-12-22 | 2011-12-27 | 3M Innovative Properties Company | Structured fixed abrasive articles including surface treated nano-ceria filler, and method for making and using the same |
| US7497885B2 (en) | 2006-12-22 | 2009-03-03 | 3M Innovative Properties Company | Abrasive articles with nanoparticulate fillers and method for making and using them |
| US7311590B1 (en) | 2007-01-31 | 2007-12-25 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Polishing pad with grooves to retain slurry on the pad texture |
| US7520798B2 (en) | 2007-01-31 | 2009-04-21 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Polishing pad with grooves to reduce slurry consumption |
| KR101146966B1 (ko) | 2007-02-01 | 2012-05-23 | 가부시키가이샤 구라레 | 연마 패드 및 연마 패드의 제조 방법 |
| JP5687837B2 (ja) | 2007-02-16 | 2015-03-25 | ナノグラム・コーポレイションNanoGram Corporation | 太陽電池構造体、光起電モジュール及びこれらに対応する方法 |
| TWI349596B (en) | 2007-03-20 | 2011-10-01 | Kuraray Co | Cushion for polishing pad and polishing pad using the same |
| JP4798713B2 (ja) | 2007-03-26 | 2011-10-19 | ローム アンド ハース エレクトロニック マテリアルズ シーエムピー ホウルディングス インコーポレイテッド | 研磨パッドの製造方法 |
| JP4954762B2 (ja) | 2007-03-27 | 2012-06-20 | 東洋ゴム工業株式会社 | ポリウレタン発泡体の製造方法 |
| US8784723B2 (en) | 2007-04-01 | 2014-07-22 | Stratasys Ltd. | Method and system for three-dimensional fabrication |
| US20090011679A1 (en) | 2007-04-06 | 2009-01-08 | Rajeev Bajaj | Method of removal profile modulation in cmp pads |
| FR2915016B1 (fr) | 2007-04-10 | 2009-06-05 | Siemens Vdo Automotive Sas | Systeme de creation automatisee d'une interface logicielle |
| US8067814B2 (en) | 2007-06-01 | 2011-11-29 | Panasonic Corporation | Semiconductor device and method of manufacturing the same |
| JP2009010327A (ja) * | 2007-06-01 | 2009-01-15 | Panasonic Corp | 半導体装置およびその製造方法 |
| WO2008154185A2 (en) | 2007-06-08 | 2008-12-18 | Applied Materials, Inc. | Thin polishing pad with window and molding process |
| US7455571B1 (en) | 2007-06-20 | 2008-11-25 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Window polishing pad |
| US20080314878A1 (en) | 2007-06-22 | 2008-12-25 | General Electric Company | Apparatus and method for controlling a machining system |
| US7862320B2 (en) | 2007-07-17 | 2011-01-04 | Seiko Epson Corporation | Three-dimensional object forming apparatus and method for forming three dimensional object |
| US8047899B2 (en) | 2007-07-26 | 2011-11-01 | Macronix International Co., Ltd. | Pad and method for chemical mechanical polishing |
| US7635290B2 (en) | 2007-08-15 | 2009-12-22 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Interpenetrating network for chemical mechanical polishing |
| US7828634B2 (en) | 2007-08-16 | 2010-11-09 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Interconnected-multi-element-lattice polishing pad |
| US7517277B2 (en) | 2007-08-16 | 2009-04-14 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Layered-filament lattice for chemical mechanical polishing |
| TWI411495B (zh) * | 2007-08-16 | 2013-10-11 | Cabot Microelectronics Corp | 拋光墊 |
| CN101376234B (zh) | 2007-08-28 | 2013-05-29 | 侯家祥 | 一种研磨工具磨料颗粒有序排列的方法 |
| KR20100082770A (ko) | 2007-09-03 | 2010-07-19 | 세미퀘스트, 인코포레이티드 | 폴리싱 패드 |
| WO2009042073A2 (en) | 2007-09-21 | 2009-04-02 | Cabot Microelectronics Corporation | Polishing composition and method utilizing abrasive particles treated with an aminosilane |
| US8142869B2 (en) | 2007-09-27 | 2012-03-27 | Toyoda Gosei Co., Ltd. | Coated base fabric for airbags |
| JP5078527B2 (ja) | 2007-09-28 | 2012-11-21 | 富士紡ホールディングス株式会社 | 研磨布 |
| FR2921667B1 (fr) | 2007-10-01 | 2012-11-09 | Saint Gobain Abrasives Inc | Composition resinique liquide pour articles abrasifs |
| JP5143528B2 (ja) | 2007-10-25 | 2013-02-13 | 株式会社クラレ | 研磨パッド |
| US8491360B2 (en) | 2007-10-26 | 2013-07-23 | Innopad, Inc. | Three-dimensional network in CMP pad |
| WO2009058275A1 (en) | 2007-10-29 | 2009-05-07 | Ekc Technology, Inc. | Methods of post chemical mechanical polishing and wafer cleaning using amidoxime compositions |
| JP2009129970A (ja) | 2007-11-20 | 2009-06-11 | Ebara Corp | 研磨装置及び研磨方法 |
| DE102007056984A1 (de) | 2007-11-27 | 2009-05-28 | Eos Gmbh Electro Optical Systems | Verfahren zum Herstellen eines dreidimensionalen Objekts mittels Lasersintern |
| US8377623B2 (en) | 2007-11-27 | 2013-02-19 | 3D Systems, Inc. | Photocurable resin composition for producing three dimensional articles having high clarity |
| EP2240298A4 (en) | 2007-12-31 | 2014-04-30 | 3M Innovative Properties Co | PLASMA TREATED ABRASIVE ARTICLE AND PROCESS FOR PRODUCING THE SAME |
| KR101570732B1 (ko) | 2007-12-31 | 2015-11-20 | 에프엔에스테크 주식회사 | 화학-기계적 평탄화 패드 |
| JP5248152B2 (ja) | 2008-03-12 | 2013-07-31 | 東洋ゴム工業株式会社 | 研磨パッド |
| US9180570B2 (en) | 2008-03-14 | 2015-11-10 | Nexplanar Corporation | Grooved CMP pad |
| EP2261011A4 (en) | 2008-03-25 | 2014-04-30 | Sumitomo Rubber Ind | REPAIR TIRE FOR TIRE TENSIONS |
| US8292592B2 (en) | 2008-04-02 | 2012-10-23 | United Technologies Corporation | Nosecone bolt access and aerodynamic leakage baffle |
| JP5226359B2 (ja) | 2008-04-02 | 2013-07-03 | 株式会社クラレ | 研磨パッド用クッションおよびそれを用いた研磨パッド |
| JP2011517111A (ja) | 2008-04-11 | 2011-05-26 | イノパッド,インコーポレイテッド | ボイドネットワークを有する化学機械的平坦化パッド |
| KR101618273B1 (ko) | 2008-04-29 | 2016-05-04 | 세미퀘스트, 인코포레이티드 | 연마 패드 조성물, 및 이의 제조 방법 및 용도 |
| WO2009145069A1 (ja) | 2008-05-26 | 2009-12-03 | ソニー株式会社 | 造形装置および造形方法 |
| US20090308739A1 (en) | 2008-06-17 | 2009-12-17 | Applied Materials, Inc. | Wafer processing deposition shielding components |
| CN101612722A (zh) | 2008-06-25 | 2009-12-30 | 三芳化学工业股份有限公司 | 抛光垫及其制造方法 |
| US8821214B2 (en) | 2008-06-26 | 2014-09-02 | 3M Innovative Properties Company | Polishing pad with porous elements and method of making and using the same |
| US8282866B2 (en) | 2008-06-30 | 2012-10-09 | Seiko Epson Corporation | Method and device for forming three-dimensional model, sheet material processing method, and sheet material processing device |
| US20100011672A1 (en) | 2008-07-16 | 2010-01-21 | Kincaid Don H | Coated abrasive article and method of making and using the same |
| KR20110033277A (ko) * | 2008-07-18 | 2011-03-30 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 플로팅 요소를 구비한 연마 패드 및 이 연마 패드의 제작 방법과 이용 방법 |
| CN101642898B (zh) | 2008-08-06 | 2011-09-14 | 财团法人工业技术研究院 | 抛光垫及其形成方法以及抛光方法 |
| CN102119069B (zh) | 2008-08-08 | 2015-04-15 | 可乐丽股份有限公司 | 抛光垫及抛光垫的制造方法 |
| KR20100028294A (ko) | 2008-09-04 | 2010-03-12 | 주식회사 코오롱 | 연마패드 및 그의 제조방법 |
| US8366959B2 (en) | 2008-09-26 | 2013-02-05 | Rhodia Operations | Abrasive compositions for chemical mechanical polishing and methods for using same |
| US8118641B2 (en) | 2009-03-04 | 2012-02-21 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad having window with integral identification feature |
| US20100112919A1 (en) | 2008-11-03 | 2010-05-06 | Applied Materials, Inc. | Monolithic linear polishing sheet |
| US8292692B2 (en) | 2008-11-26 | 2012-10-23 | Semiquest, Inc. | Polishing pad with endpoint window and systems and method using the same |
| DE102008060046A1 (de) | 2008-12-02 | 2010-06-10 | Eos Gmbh Electro Optical Systems | Verfahren zum Bereitstellen einer identifizierbaren Pulvermenge und Verfahren zur Herstellung eines Objekts |
| US20100140850A1 (en) | 2008-12-04 | 2010-06-10 | Objet Geometries Ltd. | Compositions for 3D printing |
| DE102008061311A1 (de) | 2008-12-11 | 2010-06-24 | Doukas Ag | Vorrichtung zum Fördern eines Gases |
| CN101428404A (zh) | 2008-12-22 | 2009-05-13 | 南京航空航天大学 | 固结磨料研磨抛光垫及其制备方法 |
| US8057282B2 (en) | 2008-12-23 | 2011-11-15 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | High-rate polishing method |
| US8062103B2 (en) | 2008-12-23 | 2011-11-22 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | High-rate groove pattern |
| CN102301455A (zh) | 2009-01-27 | 2011-12-28 | 因诺派德公司 | 包含形成图案的结构区域的化学机械平坦化垫 |
| US8053487B2 (en) | 2009-01-30 | 2011-11-08 | The United States Of America As Represented By The Secretary Of The Navy | Multifunctional acrylates used as cross-linkers in dental and biomedical self-etching bonding adhesives |
| US9951054B2 (en) | 2009-04-23 | 2018-04-24 | Cabot Microelectronics Corporation | CMP porous pad with particles in a polymeric matrix |
| CN201483382U (zh) | 2009-05-14 | 2010-05-26 | 贝达先进材料股份有限公司 | 研磨垫以及研磨装置 |
| JP2012528487A (ja) | 2009-05-27 | 2012-11-12 | ロジャーズ コーポレーション | 研磨パッド、それを用いた組成物および、その製造と使用方法 |
| US8545292B2 (en) | 2009-06-29 | 2013-10-01 | Dic Corporation | Two-component urethane resin composition for polishing pad, polyurethane polishing pad, and method for producing polyurethane polishing pad |
| CN102498549A (zh) | 2009-07-16 | 2012-06-13 | 嘉柏微电子材料股份公司 | 沟槽式化学机械抛光抛光垫 |
| TWI535527B (zh) | 2009-07-20 | 2016-06-01 | 智勝科技股份有限公司 | 研磨方法、研磨墊與研磨系統 |
| US8889232B2 (en) | 2009-08-20 | 2014-11-18 | Electronics For Imaging, Inc. | Radiation curable ink compositions |
| EP2477768B1 (en) | 2009-09-17 | 2019-04-17 | Sciaky Inc. | Electron beam layer manufacturing |
| EP2489699B1 (en) | 2009-10-16 | 2014-07-16 | Posco | Radiation curable resin composition, and fingerprint-resistant resin composition containing same |
| US8598523B2 (en) | 2009-11-13 | 2013-12-03 | Sciaky, Inc. | Electron beam layer manufacturing using scanning electron monitored closed loop control |
| JP5496630B2 (ja) | 2009-12-10 | 2014-05-21 | 東京エレクトロン株式会社 | 静電チャック装置 |
| SG181890A1 (en) | 2009-12-22 | 2012-07-30 | 3M Innovative Properties Co | Polishing pad and method of making the same |
| US8853082B2 (en) | 2009-12-28 | 2014-10-07 | Hitachi Chemical Company, Ltd. | Polishing liquid for CMP and polishing method using the same |
| JP6004941B2 (ja) | 2009-12-30 | 2016-10-12 | スリーエム イノベイティブ プロパティズ カンパニー | 相分離したポリマーブレンドを含む研磨パッド並びにその製造及び使用方法 |
| KR20120112662A (ko) | 2009-12-30 | 2012-10-11 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 유기 미립자 로딩된 폴리싱 패드 및 이를 제조 및 사용하는 방법 |
| US9017140B2 (en) | 2010-01-13 | 2015-04-28 | Nexplanar Corporation | CMP pad with local area transparency |
| US9089943B2 (en) * | 2010-01-29 | 2015-07-28 | Ronald Lipson | Composite pads for buffing and polishing painted vehicle body surfaces and other applications |
| DE102010007401A1 (de) | 2010-02-03 | 2011-08-04 | Kärcher Futuretech GmbH, 71364 | Vorrichtung und Verfahren zum automatisierten Formen und Abfüllen von Behältern |
| WO2011103538A2 (en) | 2010-02-22 | 2011-08-25 | Entegris,Inc. | Post-cmp cleaning brush |
| KR20110100080A (ko) | 2010-03-03 | 2011-09-09 | 삼성전자주식회사 | 화학적 기계적 연마 공정용 연마 패드 및 이를 포함하는 화학적 기계적 연마 설비 |
| DE102010011059A1 (de) | 2010-03-11 | 2011-09-15 | Global Beam Technologies Ag | Verfahren und Vorrichtung zur Herstellung eines Bauteils |
| JP5551479B2 (ja) | 2010-03-19 | 2014-07-16 | ニッタ・ハース株式会社 | 研磨装置、研磨パッドおよび研磨情報管理システム |
| JP5620141B2 (ja) | 2010-04-15 | 2014-11-05 | 東洋ゴム工業株式会社 | 研磨パッド |
| JP5697889B2 (ja) | 2010-04-19 | 2015-04-08 | 帝人コードレ株式会社 | 平滑加工用シート |
| SG185523A1 (en) | 2010-05-11 | 2012-12-28 | 3M Innovative Properties Co | Fixed abrasive pad with surfactant for chemical mechanical planarization |
| JP5767325B2 (ja) | 2010-07-02 | 2015-08-19 | スリーエム イノベイティブ プロパティズ カンパニー | 被覆研磨材物品 |
| US9156124B2 (en) | 2010-07-08 | 2015-10-13 | Nexplanar Corporation | Soft polishing pad for polishing a semiconductor substrate |
| JP5062455B2 (ja) * | 2010-07-12 | 2012-10-31 | Jsr株式会社 | 化学機械研磨パッドおよび化学機械研磨方法 |
| JP5635957B2 (ja) * | 2010-09-09 | 2014-12-03 | 日本碍子株式会社 | 被研磨物の研磨方法、及び研磨パッド |
| US20130172509A1 (en) | 2010-09-22 | 2013-07-04 | Interfacial Solutions Ip, Llc | Methods of Producing Microfabricated Particles for Composite Materials |
| US8257545B2 (en) | 2010-09-29 | 2012-09-04 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad with light stable polymeric endpoint detection window and method of polishing therewith |
| US8702479B2 (en) | 2010-10-15 | 2014-04-22 | Nexplanar Corporation | Polishing pad with multi-modal distribution of pore diameters |
| AU2012211038B2 (en) | 2011-01-26 | 2017-02-23 | Zydex Pty Ltd | A device for making an object |
| US9211628B2 (en) | 2011-01-26 | 2015-12-15 | Nexplanar Corporation | Polishing pad with concentric or approximately concentric polygon groove pattern |
| JP5893479B2 (ja) | 2011-04-21 | 2016-03-23 | 東洋ゴム工業株式会社 | 積層研磨パッド |
| CN103492504B (zh) | 2011-04-27 | 2017-06-23 | 汉高知识产权控股有限责任公司 | 具有低温密封能力的可固化的弹性体组合物 |
| US8968058B2 (en) | 2011-05-05 | 2015-03-03 | Nexplanar Corporation | Polishing pad with alignment feature |
| US20120302148A1 (en) * | 2011-05-23 | 2012-11-29 | Rajeev Bajaj | Polishing pad with homogeneous body having discrete protrusions thereon |
| JP5851124B2 (ja) | 2011-06-13 | 2016-02-03 | スリーエム イノベイティブ プロパティズ カンパニー | 研磨用構造体 |
| EP2537675B1 (en) | 2011-06-21 | 2013-12-11 | Agfa Graphics N.V. | A curable jettable fluid for making a flexographic printing master |
| JP2013018056A (ja) | 2011-07-07 | 2013-01-31 | Toray Ind Inc | 研磨パッド |
| US8623766B2 (en) * | 2011-09-20 | 2014-01-07 | Cabot Microelectronics Corporation | Composition and method for polishing aluminum semiconductor substrates |
| US8894799B2 (en) | 2011-09-22 | 2014-11-25 | Dow Global Technologies Llc | Method of forming layered-open-network polishing pads |
| US8801949B2 (en) | 2011-09-22 | 2014-08-12 | Dow Global Technologies Llc | Method of forming open-network polishing pads |
| US9108291B2 (en) | 2011-09-22 | 2015-08-18 | Dow Global Technologies Llc | Method of forming structured-open-network polishing pads |
| WO2013049207A2 (en) | 2011-09-26 | 2013-04-04 | Entegris, Inc. | Post-cmp cleaning apparatus and method |
| TWI462797B (zh) | 2011-11-24 | 2014-12-01 | Univ Nat Taiwan Science Tech | Electric field assisted chemical mechanical polishing system and its method |
| US9067297B2 (en) | 2011-11-29 | 2015-06-30 | Nexplanar Corporation | Polishing pad with foundation layer and polishing surface layer |
| US9067298B2 (en) | 2011-11-29 | 2015-06-30 | Nexplanar Corporation | Polishing pad with grooved foundation layer and polishing surface layer |
| KR102058340B1 (ko) | 2011-11-30 | 2019-12-23 | 메르크 파텐트 게엠베하 | 전기영동 디스플레이용 입자 |
| KR20130084932A (ko) | 2012-01-18 | 2013-07-26 | 삼성전자주식회사 | 반도체 소자의 제조 방법 |
| KR20130095430A (ko) | 2012-02-20 | 2013-08-28 | 케이피엑스케미칼 주식회사 | 연마패드 및 그 제조방법 |
| CN104487221B (zh) | 2012-03-01 | 2017-09-26 | 纳斯达克有限公司 | 阳离子可聚合组合物及其使用方法 |
| DE102012203639A1 (de) | 2012-03-08 | 2013-09-12 | Evonik Industries Ag | Additiv zur Einstellung der Glasübergangstemperatur von viskoelastischen Polyurethanweichschaumstoffen |
| US8986585B2 (en) | 2012-03-22 | 2015-03-24 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Method of manufacturing chemical mechanical polishing layers having a window |
| US8709114B2 (en) | 2012-03-22 | 2014-04-29 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Method of manufacturing chemical mechanical polishing layers |
| DE102012007791A1 (de) | 2012-04-20 | 2013-10-24 | Universität Duisburg-Essen | Verfahren und Vorrichtung zur Herstellung von Bauteilen in einer Strahlschmelzanlage |
| US9067299B2 (en) | 2012-04-25 | 2015-06-30 | Applied Materials, Inc. | Printed chemical mechanical polishing pad |
| US9993873B2 (en) | 2012-05-22 | 2018-06-12 | General Electric Company | System and method for three-dimensional printing |
| US9481134B2 (en) | 2012-06-08 | 2016-11-01 | Makerbot Industries, Llc | Build platform leveling with tactile feedback |
| US20130327977A1 (en) | 2012-06-11 | 2013-12-12 | Cabot Microelectronics Corporation | Composition and method for polishing molybdenum |
| JP5994183B2 (ja) | 2012-06-29 | 2016-09-21 | 富士紡ホールディングス株式会社 | 研磨パッド及びその製造方法 |
| US8778211B2 (en) * | 2012-07-17 | 2014-07-15 | Cabot Microelectronics Corporation | GST CMP slurries |
| US9174388B2 (en) | 2012-08-16 | 2015-11-03 | Stratasys, Inc. | Draw control for extrusion-based additive manufacturing systems |
| US8888480B2 (en) | 2012-09-05 | 2014-11-18 | Aprecia Pharmaceuticals Company | Three-dimensional printing system and equipment assembly |
| CN105666875B (zh) | 2012-09-05 | 2017-09-12 | 阿普雷奇亚制药公司 | 三维打印系统和设备组件 |
| JP6196858B2 (ja) | 2012-09-24 | 2017-09-13 | 株式会社荏原製作所 | 研磨方法および研磨装置 |
| JP6300805B2 (ja) | 2012-09-25 | 2018-03-28 | スリーエム イノベイティブ プロパティズ カンパニー | 放射線硬化性インク組成物 |
| KR102131604B1 (ko) | 2012-10-11 | 2020-07-09 | 다우 실리콘즈 코포레이션 | 수성 실리콘 폴리에테르 마이크로에멀젼 |
| CN202825512U (zh) | 2012-10-11 | 2013-03-27 | 中芯国际集成电路制造(北京)有限公司 | 研磨垫及化学机械研磨机台 |
| US9233504B2 (en) | 2012-10-29 | 2016-01-12 | Makerbot Industries, Llc | Tagged build material for three-dimensional printing |
| WO2014074947A2 (en) | 2012-11-08 | 2014-05-15 | Das, Suman | Systems and methods for additive manufacturing and repair of metal components |
| US9718129B2 (en) | 2012-12-17 | 2017-08-01 | Arcam Ab | Additive manufacturing method and apparatus |
| US10357435B2 (en) | 2012-12-18 | 2019-07-23 | Dentca, Inc. | Photo-curable resin compositions and method of using the same in three-dimensional printing for manufacturing artificial teeth and denture base |
| US11673155B2 (en) | 2012-12-27 | 2023-06-13 | Kateeva, Inc. | Techniques for arrayed printing of a permanent layer with improved speed and accuracy |
| US9630249B2 (en) | 2013-01-17 | 2017-04-25 | Ehsan Toyserkani | Systems and methods for additive manufacturing of heterogeneous porous structures and structures made therefrom |
| US9649742B2 (en) | 2013-01-22 | 2017-05-16 | Nexplanar Corporation | Polishing pad having polishing surface with continuous protrusions |
| WO2014123706A1 (en) | 2013-02-06 | 2014-08-14 | Sun Chemical Corporation | Digital printing inks |
| KR20150117273A (ko) | 2013-02-12 | 2015-10-19 | 카본3디, 인크. | 연속 액체 중간상 인쇄 |
| WO2014141276A2 (en) | 2013-03-14 | 2014-09-18 | Stratasys Ltd. | Polymer based molds and methods of manufacturing there of |
| US9152340B2 (en) | 2013-05-28 | 2015-10-06 | Netapp, Inc. | System and method for managing and producing a dataset image across multiple storage systems |
| JP5955275B2 (ja) | 2013-06-12 | 2016-07-20 | 富士フイルム株式会社 | 画像形成方法、加飾シートの製造方法、成形加工方法、加飾シート成形物の製造方法、インモールド成形品の製造方法 |
| US20140370788A1 (en) | 2013-06-13 | 2014-12-18 | Cabot Microelectronics Corporation | Low surface roughness polishing pad |
| US10183329B2 (en) | 2013-07-19 | 2019-01-22 | The Boeing Company | Quality control of additive manufactured parts |
| US20150038066A1 (en) | 2013-07-31 | 2015-02-05 | Nexplanar Corporation | Low density polishing pad |
| GB201313841D0 (en) | 2013-08-02 | 2013-09-18 | Rolls Royce Plc | Method of Manufacturing a Component |
| US9855698B2 (en) | 2013-08-07 | 2018-01-02 | Massachusetts Institute Of Technology | Automatic process control of additive manufacturing device |
| JP5992375B2 (ja) | 2013-08-08 | 2016-09-14 | 株式会社東芝 | 静電チャック、載置プレート支持台及び静電チャックの製造方法 |
| KR102207743B1 (ko) | 2013-08-10 | 2021-01-26 | 어플라이드 머티어리얼스, 인코포레이티드 | 제어된 컨디셔닝을 용이하게 하는 재료 조성을 갖는 cmp 패드들 |
| WO2015026614A1 (en) | 2013-08-22 | 2015-02-26 | Cabot Microelectronics Corporation | Polishing pad with porous interface and solid core, and related apparatus and methods |
| US20150056895A1 (en) | 2013-08-22 | 2015-02-26 | Cabot Microelectronics Corporation | Ultra high void volume polishing pad with closed pore structure |
| DE102013217422A1 (de) | 2013-09-02 | 2015-03-05 | Carl Zeiss Industrielle Messtechnik Gmbh | Koordinatenmessgerät und Verfahren zur Vermessung und mindestens teilweisen Erzeugung eines Werkstücks |
| CN103465155B (zh) | 2013-09-06 | 2016-05-11 | 蓝思科技股份有限公司 | 一种环氧树脂型金刚石研磨垫及其制备方法 |
| KR101405333B1 (ko) * | 2013-09-12 | 2014-06-11 | 유비머트리얼즈주식회사 | 연마 입자, 연마 슬러리 및 이를 이용한 반도체 소자의 제조 방법 |
| US9308620B2 (en) | 2013-09-18 | 2016-04-12 | Texas Instruments Incorporated | Permeated grooving in CMP polishing pads |
| GB201316815D0 (en) | 2013-09-23 | 2013-11-06 | Renishaw Plc | Additive manufacturing apparatus and method |
| KR102252673B1 (ko) | 2013-09-25 | 2021-05-18 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 다층화된 폴리싱 패드 |
| WO2015048768A1 (en) | 2013-09-30 | 2015-04-02 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particles and methods of forming same |
| US20160271869A1 (en) | 2013-10-17 | 2016-09-22 | Luxexcel Holding B.V. | Device for printing a three-dimensional structure |
| CN203542340U (zh) | 2013-10-21 | 2014-04-16 | 中芯国际集成电路制造(北京)有限公司 | 一种化学机械研磨垫 |
| US8980749B1 (en) | 2013-10-24 | 2015-03-17 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Method for chemical mechanical polishing silicon wafers |
| EP3063591B1 (en) | 2013-10-30 | 2018-04-04 | Anocoil Corporation | Lithographic printing plate precursors and coating |
| US9421666B2 (en) | 2013-11-04 | 2016-08-23 | Applied Materials, Inc. | Printed chemical mechanical polishing pad having abrasives therein |
| US9481069B2 (en) * | 2013-11-06 | 2016-11-01 | Taiwan Semiconductor Manufacturing Co., Ltd. | Chemical mechanical polishing apparatus and polishing method using the same |
| US9352443B2 (en) * | 2013-11-13 | 2016-05-31 | Taiwan Semiconductor Manufacturing Co., Ltd. | Platen assembly, chemical-mechanical polisher, and method for polishing substrate |
| US9850402B2 (en) | 2013-12-09 | 2017-12-26 | Cabot Microelectronics Corporation | CMP compositions and methods for selective removal of silicon nitride |
| US9993907B2 (en) * | 2013-12-20 | 2018-06-12 | Applied Materials, Inc. | Printed chemical mechanical polishing pad having printed window |
| CN104742007B (zh) * | 2013-12-30 | 2017-08-25 | 中芯国际集成电路制造(北京)有限公司 | 化学机械研磨装置和化学机械研磨方法 |
| KR20160110973A (ko) | 2014-01-23 | 2016-09-23 | 가부시키가이샤 리코 | 입체조형물 및 그 제조 방법 |
| US20160354896A1 (en) | 2014-02-10 | 2016-12-08 | President And Fellows Of Harvard College | 3d-printed polishing pad for chemical-mechanical planarization (cmp) |
| US20170173865A1 (en) | 2014-02-10 | 2017-06-22 | Stratasys Ltd. | Composition and method for additive manufacturing of an object |
| WO2015120429A1 (en) | 2014-02-10 | 2015-08-13 | President And Fellows Of Harvard College | Three-dimensional (3d) printed composite structure and 3d printable composite ink formulation |
| JP2015174272A (ja) | 2014-03-14 | 2015-10-05 | セイコーエプソン株式会社 | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 |
| US9259820B2 (en) | 2014-03-28 | 2016-02-16 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad with polishing layer and window |
| EP3126092B1 (en) | 2014-04-03 | 2022-08-17 | 3M Innovative Properties Company | Polishing pads and systems and methods of making and using the same |
| WO2015161210A1 (en) | 2014-04-17 | 2015-10-22 | Cabot Microelectronics Corporation | Cmp polishing pad with columnar structure and methods related thereto |
| US9314897B2 (en) | 2014-04-29 | 2016-04-19 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad with endpoint detection window |
| US9333620B2 (en) | 2014-04-29 | 2016-05-10 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad with clear endpoint detection window |
| US9259821B2 (en) | 2014-06-25 | 2016-02-16 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing layer formulation with conditioning tolerance |
| US20150375361A1 (en) | 2014-06-25 | 2015-12-31 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing method |
| JP2016023209A (ja) | 2014-07-17 | 2016-02-08 | 日立化成株式会社 | 研磨剤、研磨剤セット及び基体の研磨方法 |
| US9731398B2 (en) | 2014-08-22 | 2017-08-15 | Rohm And Haas Electronic Materials Cmp Holding, Inc. | Polyurethane polishing pad |
| SG11201701465QA (en) | 2014-09-05 | 2017-03-30 | Applied Materials Inc | Susceptor and pre-heat ring for thermal processing of substrates |
| WO2016057075A1 (en) | 2014-10-09 | 2016-04-14 | Applied Materials, Inc. | Chemical mechanical polishing pad with internal channels |
| US9873180B2 (en) | 2014-10-17 | 2018-01-23 | Applied Materials, Inc. | CMP pad construction with composite material properties using additive manufacturing processes |
| US10821573B2 (en) * | 2014-10-17 | 2020-11-03 | Applied Materials, Inc. | Polishing pads produced by an additive manufacturing process |
| US9776361B2 (en) | 2014-10-17 | 2017-10-03 | Applied Materials, Inc. | Polishing articles and integrated system and methods for manufacturing chemical mechanical polishing articles |
| US10875145B2 (en) * | 2014-10-17 | 2020-12-29 | Applied Materials, Inc. | Polishing pads produced by an additive manufacturing process |
| TWI689406B (zh) | 2014-10-17 | 2020-04-01 | 美商應用材料股份有限公司 | 研磨墊及製造其之方法 |
| US10875153B2 (en) | 2014-10-17 | 2020-12-29 | Applied Materials, Inc. | Advanced polishing pad materials and formulations |
| CN113579992A (zh) | 2014-10-17 | 2021-11-02 | 应用材料公司 | 使用加成制造工艺的具复合材料特性的cmp衬垫建构 |
| US10399201B2 (en) * | 2014-10-17 | 2019-09-03 | Applied Materials, Inc. | Advanced polishing pads having compositional gradients by use of an additive manufacturing process |
| JP6422325B2 (ja) | 2014-12-15 | 2018-11-14 | 花王株式会社 | 半導体基板用研磨液組成物 |
| US10086500B2 (en) | 2014-12-18 | 2018-10-02 | Applied Materials, Inc. | Method of manufacturing a UV curable CMP polishing pad |
| US10946495B2 (en) | 2015-01-30 | 2021-03-16 | Cmc Materials, Inc. | Low density polishing pad |
| US9505952B2 (en) | 2015-03-05 | 2016-11-29 | Cabot Microelectronics Corporation | Polishing composition containing ceria abrasive |
| US9475168B2 (en) | 2015-03-26 | 2016-10-25 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Polishing pad window |
| WO2016173668A1 (en) | 2015-04-30 | 2016-11-03 | Hewlett-Packard Development Company, L.P. | Misalignment detection for a 3d printing device |
| CN106206409B (zh) | 2015-05-08 | 2019-05-07 | 华邦电子股份有限公司 | 堆叠电子装置及其制造方法 |
| CN205703794U (zh) | 2015-06-29 | 2016-11-23 | 智胜科技股份有限公司 | 研磨垫的研磨层 |
| US10406801B2 (en) | 2015-08-21 | 2019-09-10 | Voxel8, Inc. | Calibration and alignment of 3D printing deposition heads |
| JP6584895B2 (ja) | 2015-09-30 | 2019-10-02 | 富士紡ホールディングス株式会社 | 研磨パッド |
| GB201519187D0 (en) | 2015-10-30 | 2015-12-16 | Knauf Insulation Ltd | Improved binder compositions and uses thereof |
| WO2017074773A1 (en) | 2015-10-30 | 2017-05-04 | Applied Materials, Inc. | An apparatus and method of forming a polishing article that has a desired zeta potential |
| US10450474B2 (en) | 2015-10-30 | 2019-10-22 | Konica Minolta, Inc. | Active light ray-curable inkjet ink composition and inkjet recording method |
| US10593574B2 (en) * | 2015-11-06 | 2020-03-17 | Applied Materials, Inc. | Techniques for combining CMP process tracking data with 3D printed CMP consumables |
| US10229769B2 (en) | 2015-11-20 | 2019-03-12 | Xerox Corporation | Three phase immiscible polymer-metal blends for high conductivty composites |
| US10189143B2 (en) | 2015-11-30 | 2019-01-29 | Taiwan Semiconductor Manufacturing Company Limited | Polishing pad, method for manufacturing polishing pad, and polishing method |
| KR20240015161A (ko) | 2016-01-19 | 2024-02-02 | 어플라이드 머티어리얼스, 인코포레이티드 | 다공성 화학적 기계적 연마 패드들 |
| US10391605B2 (en) | 2016-01-19 | 2019-08-27 | Applied Materials, Inc. | Method and apparatus for forming porous advanced polishing pads using an additive manufacturing process |
| US9956314B2 (en) | 2016-01-26 | 2018-05-01 | Modern Ideas LLC | Adhesive for use with bone and bone-like structures |
| US10773509B2 (en) | 2016-03-09 | 2020-09-15 | Applied Materials, Inc. | Pad structure and fabrication methods |
| JP6941618B2 (ja) * | 2016-03-09 | 2021-09-29 | アプライド マテリアルズ インコーポレイテッドApplied Materials,Incorporated | 付加製造で製造される形状の補正 |
| WO2017165216A1 (en) | 2016-03-24 | 2017-09-28 | Applied Materials, Inc. | Textured small pad for chemical mechanical polishing |
| JP6791680B2 (ja) | 2016-08-09 | 2020-11-25 | 株式会社フジミインコーポレーテッド | 表面処理組成物およびこれを用いた洗浄方法 |
| US10259956B2 (en) | 2016-10-11 | 2019-04-16 | Xerox Corporation | Curable ink composition |
| US20180100073A1 (en) | 2016-10-11 | 2018-04-12 | Xerox Corporation | Ink composition for use in 3d printing |
| US20180100074A1 (en) | 2016-10-11 | 2018-04-12 | Xerox Corporation | Ink composition for use in 3d printing |
| US10930535B2 (en) | 2016-12-02 | 2021-02-23 | Applied Materials, Inc. | RFID part authentication and tracking of processing components |
| KR102683416B1 (ko) | 2017-02-15 | 2024-07-23 | 삼성전자주식회사 | 화학 기계적 연마 장치 |
| US10967482B2 (en) * | 2017-05-25 | 2021-04-06 | Applied Materials, Inc. | Fabrication of polishing pad by additive manufacturing onto mold |
| US11059149B2 (en) * | 2017-05-25 | 2021-07-13 | Applied Materials, Inc. | Correction of fabricated shapes in additive manufacturing using initial layer |
| JP6894015B2 (ja) | 2017-06-21 | 2021-06-23 | カーボン,インコーポレイテッド | 積層造形の方法 |
| US11471999B2 (en) | 2017-07-26 | 2022-10-18 | Applied Materials, Inc. | Integrated abrasive polishing pads and manufacturing methods |
| US11072050B2 (en) | 2017-08-04 | 2021-07-27 | Applied Materials, Inc. | Polishing pad with window and manufacturing methods thereof |
| WO2019032286A1 (en) | 2017-08-07 | 2019-02-14 | Applied Materials, Inc. | ABRASIVE DISTRIBUTION POLISHING PADS AND METHODS OF MAKING SAME |
| JP7102724B2 (ja) | 2017-12-19 | 2022-07-20 | 株式会社リコー | 電極、非水系蓄電素子、塗布液及び電極の製造方法 |
| KR20200108098A (ko) | 2018-02-05 | 2020-09-16 | 어플라이드 머티어리얼스, 인코포레이티드 | 3d 프린트된 cmp 패드들을 위한 압전 엔드포인팅 |
| WO2019190676A1 (en) | 2018-03-30 | 2019-10-03 | Applied Materials, Inc. | Integrating 3d printing into multi-process fabrication schemes |
| CN112088069B (zh) | 2018-05-07 | 2024-03-19 | 应用材料公司 | 亲水性和z电位可调谐的化学机械抛光垫 |
| US11201037B2 (en) | 2018-05-28 | 2021-12-14 | Applied Materials, Inc. | Process kit with adjustable tuning ring for edge uniformity control |
| CN112654655A (zh) | 2018-09-04 | 2021-04-13 | 应用材料公司 | 先进抛光垫配方 |
| US20200230781A1 (en) | 2019-01-23 | 2020-07-23 | Applied Materials, Inc. | Polishing pads formed using an additive manufacturing process and methods related thereto |
| JP7332709B2 (ja) | 2019-03-19 | 2023-08-23 | アプライド マテリアルズ インコーポレイテッド | 疎水性及び疎氷性コーティング |
| US11851570B2 (en) | 2019-04-12 | 2023-12-26 | Applied Materials, Inc. | Anionic polishing pads formed by printing processes |
-
2016
- 2016-10-20 WO PCT/US2016/057811 patent/WO2017074773A1/en active Application Filing
- 2016-10-20 CN CN201680068254.4A patent/CN108290267B/zh active Active
- 2016-10-20 CN CN202110382961.3A patent/CN113103145B/zh active Active
- 2016-10-20 US US15/298,766 patent/US10618141B2/en active Active
- 2016-10-20 JP JP2018521856A patent/JP6940495B2/ja active Active
- 2016-10-20 KR KR1020237041261A patent/KR20230169424A/ko active Application Filing
- 2016-10-20 KR KR1020187015338A patent/KR102609439B1/ko active IP Right Grant
- 2016-10-25 TW TW109112576A patent/TWI765248B/zh active
- 2016-10-25 TW TW111115373A patent/TWI816375B/zh active
- 2016-10-25 TW TW105134381A patent/TWI692386B/zh active
-
2019
- 2019-10-23 US US16/661,400 patent/US11964359B2/en active Active
-
2021
- 2021-09-02 JP JP2021142982A patent/JP7334220B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20170120416A1 (en) | 2017-05-04 |
| US20200055161A1 (en) | 2020-02-20 |
| TWI816375B (zh) | 2023-09-21 |
| KR20230169424A (ko) | 2023-12-15 |
| KR102609439B1 (ko) | 2023-12-05 |
| TWI692386B (zh) | 2020-05-01 |
| TW201726313A (zh) | 2017-08-01 |
| JP2018538152A (ja) | 2018-12-27 |
| US10618141B2 (en) | 2020-04-14 |
| US11964359B2 (en) | 2024-04-23 |
| KR20180063363A (ko) | 2018-06-11 |
| CN108290267A (zh) | 2018-07-17 |
| TW202041325A (zh) | 2020-11-16 |
| JP7334220B2 (ja) | 2023-08-28 |
| CN113103145B (zh) | 2023-04-11 |
| CN108290267B (zh) | 2021-04-20 |
| TWI765248B (zh) | 2022-05-21 |
| WO2017074773A1 (en) | 2017-05-04 |
| TW202233357A (zh) | 2022-09-01 |
| JP2022008320A (ja) | 2022-01-13 |
| CN113103145A (zh) | 2021-07-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6940495B2 (ja) | 所望のゼータ電位を有する研磨用物品を形成するための装置及び方法 | |
| US11826876B2 (en) | Hydrophilic and zeta potential tunable chemical mechanical polishing pads | |
| US11851570B2 (en) | Anionic polishing pads formed by printing processes | |
| US11685014B2 (en) | Formulations for advanced polishing pads | |
| US20230330805A1 (en) | Porous chemical mechanical polishing pads |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191021 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191021 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200929 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201027 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210323 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210507 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210810 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210902 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6940495 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |