JP2009022049A - 携帯機器の筐体、携帯機器、及び、携帯機器の筐体の製造方法 - Google Patents
携帯機器の筐体、携帯機器、及び、携帯機器の筐体の製造方法 Download PDFInfo
- Publication number
- JP2009022049A JP2009022049A JP2008265210A JP2008265210A JP2009022049A JP 2009022049 A JP2009022049 A JP 2009022049A JP 2008265210 A JP2008265210 A JP 2008265210A JP 2008265210 A JP2008265210 A JP 2008265210A JP 2009022049 A JP2009022049 A JP 2009022049A
- Authority
- JP
- Japan
- Prior art keywords
- portable device
- casing
- metal structure
- metal
- bottom plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images













Classifications
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04M—TELEPHONIC COMMUNICATION
- H04M1/00—Substation equipment, e.g. for use by subscribers
- H04M1/02—Constructional features of telephone sets
- H04M1/0202—Portable telephone sets, e.g. cordless phones, mobile phones or bar type handsets
- H04M1/026—Details of the structure or mounting of specific components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F1/00—Details not covered by groups G06F3/00 - G06F13/00 and G06F21/00
- G06F1/16—Constructional details or arrangements
- G06F1/1613—Constructional details or arrangements for portable computers
- G06F1/1615—Constructional details or arrangements for portable computers with several enclosures having relative motions, each enclosure supporting at least one I/O or computing function
- G06F1/1616—Constructional details or arrangements for portable computers with several enclosures having relative motions, each enclosure supporting at least one I/O or computing function with folding flat displays, e.g. laptop computers or notebooks having a clamshell configuration, with body parts pivoting to an open position around an axis parallel to the plane they define in closed position
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F1/00—Details not covered by groups G06F3/00 - G06F13/00 and G06F21/00
- G06F1/16—Constructional details or arrangements
- G06F1/1613—Constructional details or arrangements for portable computers
- G06F1/1633—Constructional details or arrangements of portable computers not specific to the type of enclosures covered by groups G06F1/1615 - G06F1/1626
- G06F1/1656—Details related to functional adaptations of the enclosure, e.g. to provide protection against EMI, shock, water, or to host detachable peripherals like a mouse or removable expansions units like PCMCIA cards, or to provide access to internal components for maintenance or to removable storage supports like CDs or DVDs, or to mechanically mount accessories
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F1/00—Details not covered by groups G06F3/00 - G06F13/00 and G06F21/00
- G06F1/16—Constructional details or arrangements
- G06F1/1613—Constructional details or arrangements for portable computers
- G06F1/1633—Constructional details or arrangements of portable computers not specific to the type of enclosures covered by groups G06F1/1615 - G06F1/1626
- G06F1/1662—Details related to the integrated keyboard
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04M—TELEPHONIC COMMUNICATION
- H04M1/00—Substation equipment, e.g. for use by subscribers
- H04M1/02—Constructional features of telephone sets
- H04M1/0202—Portable telephone sets, e.g. cordless phones, mobile phones or bar type handsets
- H04M1/0249—Details of the mechanical connection between the housing parts or relating to the method of assembly
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04M—TELEPHONIC COMMUNICATION
- H04M1/00—Substation equipment, e.g. for use by subscribers
- H04M1/02—Constructional features of telephone sets
- H04M1/23—Construction or mounting of dials or of equivalent devices; Means for facilitating the use thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14311—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles using means for bonding the coating to the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/44—Furniture or parts thereof
- B29L2031/445—Cabinets
Landscapes
- Engineering & Computer Science (AREA)
- Computer Hardware Design (AREA)
- Theoretical Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Human Computer Interaction (AREA)
- General Physics & Mathematics (AREA)
- Signal Processing (AREA)
- Mathematical Physics (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Telephone Set Structure (AREA)
- Casings For Electric Apparatus (AREA)
- Shielding Devices Or Components To Electric Or Magnetic Fields (AREA)
- Input From Keyboards Or The Like (AREA)
Abstract
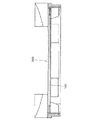
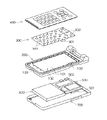
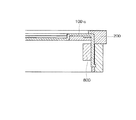
【解決手段】箱型の金属構造体をプレス加工等によって成形し、この金属構造体100の周辺部分に樹脂を射出成形することにより樹脂外装体200を一体成形している。この金属構造体100のスイッチ受け面101にキースイッチとしてのフレキシブル基板300が配置される。樹脂外装体200と箱型金属構造体100は、接着等はされないが、金属構造体100の連結孔に樹脂が回りこむことで、成形後に両者が分離することはない。これにより、薄型化及び小型化に適した構造の携帯機器の筐体が得られる。
【選択図】図6
Description
101 スイッチ受け面
102 リブ
103 配線孔
104 サイドスイッチ孔
105 切り欠き
106 切り欠き
107 アンカ
107 連結孔
108 キー貼り付け面
109 形状
110 リブ
111 切り欠き
112 リブ
200 樹脂外装体
201 リブ
202 リブ
203 リブ
204 ボス
205 ヒンジ部
206 リブ
207 押え孔
300 フレキシブル基板
301 配線
302 ドームスイッチ
303 バックライト
400 キーシートユニット
500 基板
501 コネクタ
502 サイドスイッチ
503 部品
600 電池
700 リアカバー
Claims (19)
- 第1の底板と、前記第1の底板の周辺に設けられた第1の側板と、からなる第1の有底凹部形状を有する金属構造体と、
前記金属構造体の外側に一体にして設けられた1つの樹脂外装体と、を有し、
前記樹脂外装体は対向する前記第1の側板の両方に設けられた第1の部位を有し、
前記第1の部位が前記金属構造体を狭持してなる携帯機器の筐体。 - 前記第1の有底凹部形状の外側に、前記樹脂外装体が開口を有する
ことを特徴とする請求項1に記載の携帯機器の筐体。 - 前記第1の側板に第1の孔が形成され、前記第1の孔に前記樹脂外装体の材料が回りこんでいる
ことを特徴とする請求項1または2に記載の携帯機器の筺体。 - 前記金属構造体の材料の熱収縮率は、前記樹脂外装体の材料の熱収縮率よりも小さい
ことを特徴とする請求項1から3のいずれか1項に記載の携帯機器の筐体。 - 第1の底板と、前記第1の底板の周辺に設けられた第1の側板と、からなる第1の有底凹部形状を有する金属構造体と、
前記金属構造体の外側に一体にして設けられた1つの外装体と、を有し、
前記金属構造体の材料の熱収縮率は、前記外装体の材料の熱収縮率よりも小さく、
前記外装体は対向する前記第1の側板の両方に設けられた第1の部位を有し、
前記第1の部位が前記金属構造体を狭持してなる携帯機器の筐体。 - 前記第1の有底凹部形状の外側に、前記外装体が開口を有する
ことを特徴とする請求項5に記載の携帯機器の筐体。 - 前記第1の側板に第1の孔が形成され、前記第1の孔に前記外装体の材料が回りこんでいる
ことを特徴とする請求項5または6に記載の携帯機器の筺体。 - 前記第1の底板に、第2の底板と第2の側板からなる第2の有底凹部形状が設けられた
ことを特徴とする請求項1から7のいずれか1項に記載の携帯機器の筺体。 - 前記第2の底板または前記第2の側板の少なくとも一方に、第2の孔が形成されている
ことを特徴とする請求項8に記載の携帯機器の筺体。 - 前記第2の底板にリブが形成されている
ことを特徴とする請求項7又は9に記載の携帯機器の筐体。 - 前記第2の底板の一部を切り欠き、前記切り欠き部を曲げる
ことを特徴とする請求項8から10のいずれか1項に記載の携帯機器の筐体。 - 前記金属構造体の材料は、ステンレス、普通鋼、又はチタンである
ことを特徴とする請求項1から11のいずれか1項に記載の携帯機器の筐体。 - 前記金属構造体は、薄板の絞り加工又はプレス加工によって成形されている
ことを特徴とする請求項1から12のいずれか1項に記載の携帯機器の筺体。 - 前記内装金属構造体は、ダイカスト成形、金属モールド成形、又はメタルインジェクション成形による焼結工法で成形される
ことを特徴とする請求項1から12のいずれか1項に記載の携帯機器の筐体。 - 請求項1から14のいずれか1項に記載の携帯機器の筐体を有する携帯機器。
- 電池または実装部品を実装した実装基板を前記金属構造体に熱的に接触させる
ことを特徴とする請求項15に記載の携帯機器。 - 前記第2の有底凹部形状内にキースイッチを設置する
ことを特徴とする請求項15または16に記載の携帯機器。 - 請求項1から14のいずれか1項に記載の携帯機器の筐体の製造方法であって、
前記金属構造体は、薄板の絞り加工又はプレス加工によって成形する
ことを特徴とする携帯機器の筐体の製造方法。 - 請求項1から14のいずれか1項に記載の携帯機器の筐体の製造方法であって、
前記内装金属構造体は、ダイカスト成形、金属モールド成形、又はメタルインジェクション成形による焼結工法で成形する
ことを特徴とする携帯機器の筐体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008265210A JP4998430B2 (ja) | 2005-08-25 | 2008-10-14 | 携帯機器の筐体、携帯機器、及び、携帯機器の筐体の製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005244822 | 2005-08-25 | ||
| JP2005244822 | 2005-08-25 | ||
| JP2008265210A JP4998430B2 (ja) | 2005-08-25 | 2008-10-14 | 携帯機器の筐体、携帯機器、及び、携帯機器の筐体の製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007532146A Division JP4367558B2 (ja) | 2005-08-25 | 2006-08-23 | 携帯機器の筐体 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011249190A Division JP5664528B2 (ja) | 2005-08-25 | 2011-11-14 | 携帯機器の筐体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009022049A true JP2009022049A (ja) | 2009-01-29 |
| JP4998430B2 JP4998430B2 (ja) | 2012-08-15 |
Family
ID=37771590
Family Applications (6)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007532146A Expired - Fee Related JP4367558B2 (ja) | 2005-08-25 | 2006-08-23 | 携帯機器の筐体 |
| JP2008265210A Expired - Fee Related JP4998430B2 (ja) | 2005-08-25 | 2008-10-14 | 携帯機器の筐体、携帯機器、及び、携帯機器の筐体の製造方法 |
| JP2009020950A Expired - Fee Related JP5012825B2 (ja) | 2005-08-25 | 2009-01-30 | 携帯機器の筐体 |
| JP2011249190A Expired - Fee Related JP5664528B2 (ja) | 2005-08-25 | 2011-11-14 | 携帯機器の筐体 |
| JP2013204818A Expired - Fee Related JP5692326B2 (ja) | 2005-08-25 | 2013-09-30 | 筐体、及び携帯機器 |
| JP2014139535A Expired - Fee Related JP5858096B2 (ja) | 2005-08-25 | 2014-07-07 | 筐体、及び携帯機器 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007532146A Expired - Fee Related JP4367558B2 (ja) | 2005-08-25 | 2006-08-23 | 携帯機器の筐体 |
Family Applications After (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009020950A Expired - Fee Related JP5012825B2 (ja) | 2005-08-25 | 2009-01-30 | 携帯機器の筐体 |
| JP2011249190A Expired - Fee Related JP5664528B2 (ja) | 2005-08-25 | 2011-11-14 | 携帯機器の筐体 |
| JP2013204818A Expired - Fee Related JP5692326B2 (ja) | 2005-08-25 | 2013-09-30 | 筐体、及び携帯機器 |
| JP2014139535A Expired - Fee Related JP5858096B2 (ja) | 2005-08-25 | 2014-07-07 | 筐体、及び携帯機器 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US8989823B2 (ja) |
| EP (1) | EP1918800A4 (ja) |
| JP (6) | JP4367558B2 (ja) |
| CN (2) | CN100533337C (ja) |
| WO (1) | WO2007023847A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010171740A (ja) * | 2009-01-22 | 2010-08-05 | Kyocera Corp | 携帯電子機器 |
| KR20130126094A (ko) * | 2012-05-10 | 2013-11-20 | 엘지전자 주식회사 | 이동 단말기 |
| WO2014049899A1 (ja) * | 2012-09-25 | 2014-04-03 | Necカシオモバイルコミュニケーションズ株式会社 | 携帯端末装置 |
| KR101763866B1 (ko) * | 2016-07-13 | 2017-08-02 | (주)휴메릭 | 정보 단말기용 케이스 장치와, 정보 단말기 및 이의 제조 방법 |
Families Citing this family (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4367558B2 (ja) * | 2005-08-25 | 2009-11-18 | 日本電気株式会社 | 携帯機器の筐体 |
| JP4833130B2 (ja) * | 2007-03-28 | 2011-12-07 | 京セラ株式会社 | 電子機器 |
| WO2009033349A1 (fr) * | 2007-09-13 | 2009-03-19 | Yuen Fat Lee | Boîtier pour ordinateur portatif et procédé de fabrication associé |
| CN101394432A (zh) * | 2007-09-17 | 2009-03-25 | 深圳富泰宏精密工业有限公司 | 便携式电子装置机壳 |
| TWI381789B (zh) * | 2007-10-12 | 2013-01-01 | Chi Mei Comm Systems Inc | 便攜式電子裝置機殼 |
| JP4826576B2 (ja) * | 2007-11-28 | 2011-11-30 | カシオ計算機株式会社 | 電子機器、及び、配線シートの積層構造 |
| US8467195B2 (en) * | 2007-12-27 | 2013-06-18 | Kyocera Corporation | Electronic apparatus |
| JP2010081125A (ja) * | 2008-09-25 | 2010-04-08 | Toshiba Corp | 携帯電話端末 |
| JP2010109712A (ja) * | 2008-10-30 | 2010-05-13 | Kyocera Corp | 携帯電子機器 |
| JP5146286B2 (ja) * | 2008-11-28 | 2013-02-20 | 富士通株式会社 | 装置筐体及び携帯端末装置 |
| US20100168752A1 (en) * | 2008-12-29 | 2010-07-01 | Edwards Jon M | Orthopaedic cutting tool having a chemically etched metal insert and method of manufacturing |
| US9375221B2 (en) * | 2008-12-29 | 2016-06-28 | Depuy (Ireland) | Orthopaedic cutting block having a chemically etched metal insert |
| JP5066129B2 (ja) * | 2009-04-20 | 2012-11-07 | シャープ株式会社 | 携帯端末 |
| GB2481928B (en) * | 2009-04-27 | 2014-05-14 | Archos | Housing for an electronic device, device comprising such a housing and method for manufacturing such a housing |
| JP2011049541A (ja) * | 2009-07-27 | 2011-03-10 | Panasonic Corp | 電子装置 |
| US8100682B2 (en) * | 2009-09-10 | 2012-01-24 | Research In Motion Limited | System for injection molding |
| JP2011120159A (ja) * | 2009-12-07 | 2011-06-16 | Sanyo Electric Co Ltd | 折り畳み式電子機器 |
| US20110159259A1 (en) * | 2009-12-31 | 2011-06-30 | Cheil Industries Inc. | Molded Article for Electronic Device Housing and Method for Preparing the Same |
| US8610629B2 (en) * | 2010-05-27 | 2013-12-17 | Apple Inc. | Housing structures for optimizing location of emitted radio-frequency signals |
| CN102811264B (zh) * | 2011-05-30 | 2015-06-24 | 李树忠 | 一种手机壳及其加工方法 |
| JP2013008917A (ja) * | 2011-06-27 | 2013-01-10 | Panasonic Corp | 電子機器 |
| KR101886752B1 (ko) * | 2011-07-25 | 2018-08-08 | 엘지전자 주식회사 | 이동 단말기 |
| US8842057B2 (en) | 2011-09-27 | 2014-09-23 | Z124 | Detail on triggers: transitional states |
| JP5398035B2 (ja) * | 2011-11-30 | 2014-01-29 | 日本電気株式会社 | 携帯電子機器 |
| US8975540B2 (en) | 2011-12-19 | 2015-03-10 | Htc Corporation | Electronic deviceswith support frames and mechanically-bonded plastic and methods for forming such electronic devices |
| US8688176B2 (en) | 2012-02-10 | 2014-04-01 | Htc Corporation | Components with mechanically-bonded plastic and methods for forming such components |
| CN102594947B (zh) * | 2012-02-15 | 2015-07-29 | 惠州Tcl移动通信有限公司 | 一种移动终端及其外壳 |
| CN102624952B (zh) * | 2012-03-31 | 2015-05-13 | 惠州Tcl移动通信有限公司 | 一种手机及其主面、主底 |
| KR101405527B1 (ko) | 2012-07-10 | 2014-06-11 | (주) 장원테크 | 휴대용 전자기기용 디스플레이 모듈 프레임 및 이를 포함하는 휴대용 전자기기 |
| JP5902588B2 (ja) * | 2012-08-22 | 2016-04-13 | 京セラ株式会社 | 携帯情報機器 |
| US10103423B2 (en) | 2013-06-07 | 2018-10-16 | Apple Inc. | Modular structural and functional subassemblies |
| CN203423220U (zh) * | 2013-06-17 | 2014-02-05 | 中兴通讯股份有限公司 | 电子设备电池壳体组件、塑胶金属组件及塑胶件 |
| EP2848357A1 (de) * | 2013-09-13 | 2015-03-18 | Dmg Mori Seiki Aktiengesellschaft | Vorrichtung zum Halten des Bedienpults einer Werkzeugmaschine |
| KR102119660B1 (ko) | 2013-10-17 | 2020-06-08 | 엘지전자 주식회사 | 이동 단말기 |
| US9143181B1 (en) * | 2014-06-06 | 2015-09-22 | Valor Communication, Inc. | Verge hybrid cell phone protector case |
| JP2016111387A (ja) * | 2014-12-02 | 2016-06-20 | 株式会社東海理化電機製作所 | モジュール及びこのモジュールを用いた電子キー |
| KR101645669B1 (ko) * | 2015-05-22 | 2016-08-08 | (주) 장원테크 | 이동 단말기용 금속 프레임 및 그 제조방법 |
| KR102383702B1 (ko) | 2015-12-14 | 2022-04-07 | 삼성전자주식회사 | 전자 장치 및 그의 하우징 제작 방법 |
| USD794036S1 (en) * | 2016-10-17 | 2017-08-08 | SMPL Inc. | Mobile device enclosure |
| CN106453707B (zh) * | 2016-11-01 | 2019-05-03 | 捷开通讯(深圳)有限公司 | 一种超薄电子装置 |
| CN106624087A (zh) * | 2017-01-17 | 2017-05-10 | 上海与德信息技术有限公司 | 移动终端、金属壳体及cnc加工方法 |
| CN107214315A (zh) * | 2017-05-11 | 2017-09-29 | 广东长盈精密技术有限公司 | 中框及其制造方法 |
| CN107426369A (zh) * | 2017-09-06 | 2017-12-01 | 金雅豪精密金属科技(深圳)股份有限公司 | 具有分段式外框的手机中板 |
| KR102388582B1 (ko) * | 2017-09-08 | 2022-04-21 | 엘지전자 주식회사 | 이동 단말기 |
| KR101958667B1 (ko) * | 2017-09-08 | 2019-03-15 | 엘지전자 주식회사 | 이동 단말기 |
| JP2020095525A (ja) * | 2018-12-13 | 2020-06-18 | 富士通クライアントコンピューティング株式会社 | 電子機器の筐体 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0758815A (ja) * | 1993-08-20 | 1995-03-03 | Sanyo Electric Co Ltd | 携帯電話器の操作装置 |
| JPH08274483A (ja) * | 1995-03-30 | 1996-10-18 | Idemitsu Petrochem Co Ltd | 電子機器用筐体およびその製造方法 |
| JP2000253115A (ja) * | 1999-03-01 | 2000-09-14 | Sony Corp | 携帯電子機器 |
| JP2002051132A (ja) * | 2000-08-04 | 2002-02-15 | Matsushita Electric Ind Co Ltd | 折り畳み式携帯電話機 |
| JP2004211498A (ja) * | 2003-01-08 | 2004-07-29 | Nichiha Corp | 建築板及びその製造方法 |
| JP2005183991A (ja) * | 2003-12-20 | 2005-07-07 | Lg Electronics Inc | 携帯端末機のケース |
| JP2007060249A (ja) * | 2005-08-24 | 2007-03-08 | Nec Access Technica Ltd | 折り畳み式携帯装置およびその筐体の製造方法 |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2766265B2 (ja) | 1988-02-03 | 1998-06-18 | 株式会社東芝 | 電子機器の筐体 |
| JPH04117850A (ja) | 1990-09-07 | 1992-04-17 | Fujitsu Ltd | 電話機構造 |
| DE4109397A1 (de) | 1991-03-22 | 1992-09-24 | Agrodur Grosalski & Co | Verfahren zur herstellung eines metall-kunststoffverbundes |
| JP2964783B2 (ja) | 1992-07-09 | 1999-10-18 | 富士通株式会社 | 電子機器用匡体 |
| EP0633585B1 (de) * | 1993-07-08 | 1997-11-05 | Philips Patentverwaltung GmbH | Gehäuse für Geräte der elektrischen Nachrichtentechnik |
| JP3016331B2 (ja) * | 1993-09-07 | 2000-03-06 | 富士通株式会社 | 電子機器筐体の製造方法 |
| JPH0944269A (ja) * | 1995-07-25 | 1997-02-14 | Fujitsu Ltd | 電子機器および電子機器用筐体並びに筐体の製造方法 |
| JPH1098275A (ja) * | 1996-09-19 | 1998-04-14 | Toshiba Corp | 回路基板モジュールとその回路基板モジュールを内蔵した電子機器 |
| JP2000196249A (ja) * | 1998-10-21 | 2000-07-14 | Furukawa Electric Co Ltd:The | 電子機器用筐体 |
| JP2000223855A (ja) * | 1999-02-01 | 2000-08-11 | Casio Comput Co Ltd | ダイカスト成形品及び機器ケース並びにそれらの製造方法 |
| US6341227B1 (en) * | 1999-06-11 | 2002-01-22 | Telefonaktiebolaget Lm Ericsson (Publ) | Method and apparatus for reducing effect of mismatches and increasing the rigidity of mobile communication device |
| JP3481512B2 (ja) * | 1999-07-29 | 2003-12-22 | 埼玉日本電気株式会社 | 折り畳み式携帯通信機の開閉検出機構 |
| JP3739641B2 (ja) * | 2000-04-19 | 2006-01-25 | 富士通株式会社 | 折りたたみ型携帯機 |
| JP2002009456A (ja) | 2000-06-19 | 2002-01-11 | Hitachi Ltd | 金属板と樹脂のハイブリッド構造筐体 |
| JP2002051131A (ja) | 2000-08-04 | 2002-02-15 | Matsushita Electric Ind Co Ltd | 折り畳み式携帯電話機 |
| US6768654B2 (en) * | 2000-09-18 | 2004-07-27 | Wavezero, Inc. | Multi-layered structures and methods for manufacturing the multi-layered structures |
| TW548479B (en) * | 2001-02-27 | 2003-08-21 | Matsushita Electric Ind Co Ltd | Display device, display panel for the device, and the manufacturing method thereof |
| US6437238B1 (en) | 2001-02-28 | 2002-08-20 | Palm, Inc. | Laminated housing for a portable hand held device |
| JP2003229938A (ja) | 2002-02-04 | 2003-08-15 | Matsushita Electric Ind Co Ltd | 折畳式携帯電話装置 |
| JP2003258446A (ja) * | 2002-02-28 | 2003-09-12 | Nec Corp | 携帯端末用ケース |
| JP2003348202A (ja) * | 2002-05-30 | 2003-12-05 | Nec Corp | 携帯電話機 |
| TW570429U (en) * | 2002-06-21 | 2004-01-01 | Quanta Comp Inc | Mobile phone with a replaceable housing |
| KR100496960B1 (ko) * | 2002-12-12 | 2005-06-28 | 엘지전자 주식회사 | 디스플레이부 조립장치 |
| JP4305733B2 (ja) | 2003-05-09 | 2009-07-29 | 日本電気株式会社 | 移動通信端末 |
| KR100603196B1 (ko) * | 2004-06-21 | 2006-07-24 | 삼성전자주식회사 | 엘씨디 모듈 |
| JP4300210B2 (ja) * | 2004-11-18 | 2009-07-22 | 株式会社カシオ日立モバイルコミュニケーションズ | 携帯型無線機 |
| JP4227146B2 (ja) * | 2005-07-21 | 2009-02-18 | 株式会社カシオ日立モバイルコミュニケーションズ | 折畳み式携帯無線通信機 |
| JP4367558B2 (ja) * | 2005-08-25 | 2009-11-18 | 日本電気株式会社 | 携帯機器の筐体 |
-
2006
- 2006-08-23 JP JP2007532146A patent/JP4367558B2/ja not_active Expired - Fee Related
- 2006-08-23 EP EP06782932A patent/EP1918800A4/en not_active Withdrawn
- 2006-08-23 US US11/813,613 patent/US8989823B2/en not_active Expired - Fee Related
- 2006-08-23 CN CNB2006800019143A patent/CN100533337C/zh not_active Expired - Fee Related
- 2006-08-23 WO PCT/JP2006/316479 patent/WO2007023847A1/ja active Application Filing
- 2006-08-23 CN CN2009101395252A patent/CN101605156B/zh not_active Expired - Fee Related
-
2008
- 2008-10-14 JP JP2008265210A patent/JP4998430B2/ja not_active Expired - Fee Related
-
2009
- 2009-01-30 JP JP2009020950A patent/JP5012825B2/ja not_active Expired - Fee Related
-
2011
- 2011-11-14 JP JP2011249190A patent/JP5664528B2/ja not_active Expired - Fee Related
-
2013
- 2013-09-30 JP JP2013204818A patent/JP5692326B2/ja not_active Expired - Fee Related
-
2014
- 2014-07-07 JP JP2014139535A patent/JP5858096B2/ja not_active Expired - Fee Related
-
2015
- 2015-02-25 US US14/630,862 patent/US9374445B2/en not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0758815A (ja) * | 1993-08-20 | 1995-03-03 | Sanyo Electric Co Ltd | 携帯電話器の操作装置 |
| JPH08274483A (ja) * | 1995-03-30 | 1996-10-18 | Idemitsu Petrochem Co Ltd | 電子機器用筐体およびその製造方法 |
| JP2000253115A (ja) * | 1999-03-01 | 2000-09-14 | Sony Corp | 携帯電子機器 |
| JP2002051132A (ja) * | 2000-08-04 | 2002-02-15 | Matsushita Electric Ind Co Ltd | 折り畳み式携帯電話機 |
| JP2004211498A (ja) * | 2003-01-08 | 2004-07-29 | Nichiha Corp | 建築板及びその製造方法 |
| JP2005183991A (ja) * | 2003-12-20 | 2005-07-07 | Lg Electronics Inc | 携帯端末機のケース |
| JP2007060249A (ja) * | 2005-08-24 | 2007-03-08 | Nec Access Technica Ltd | 折り畳み式携帯装置およびその筐体の製造方法 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010171740A (ja) * | 2009-01-22 | 2010-08-05 | Kyocera Corp | 携帯電子機器 |
| KR20130126094A (ko) * | 2012-05-10 | 2013-11-20 | 엘지전자 주식회사 | 이동 단말기 |
| KR101972088B1 (ko) | 2012-05-10 | 2019-04-24 | 엘지전자 주식회사 | 이동 단말기 |
| WO2014049899A1 (ja) * | 2012-09-25 | 2014-04-03 | Necカシオモバイルコミュニケーションズ株式会社 | 携帯端末装置 |
| JPWO2014049899A1 (ja) * | 2012-09-25 | 2016-08-22 | 日本電気株式会社 | 携帯端末装置 |
| US9467541B2 (en) | 2012-09-25 | 2016-10-11 | Nec Corporation | Portable terminal device |
| KR101763866B1 (ko) * | 2016-07-13 | 2017-08-02 | (주)휴메릭 | 정보 단말기용 케이스 장치와, 정보 단말기 및 이의 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2007023847A1 (ja) | 2007-03-01 |
| JP4998430B2 (ja) | 2012-08-15 |
| JP5692326B2 (ja) | 2015-04-01 |
| CN100533337C (zh) | 2009-08-26 |
| US20150207906A1 (en) | 2015-07-23 |
| US8989823B2 (en) | 2015-03-24 |
| JPWO2007023847A1 (ja) | 2009-02-26 |
| JP2012075154A (ja) | 2012-04-12 |
| JP2014197900A (ja) | 2014-10-16 |
| CN101605156B (zh) | 2013-01-09 |
| JP5858096B2 (ja) | 2016-02-10 |
| EP1918800A1 (en) | 2008-05-07 |
| CN101103323A (zh) | 2008-01-09 |
| EP1918800A4 (en) | 2012-08-15 |
| US9374445B2 (en) | 2016-06-21 |
| US20090005132A1 (en) | 2009-01-01 |
| CN101605156A (zh) | 2009-12-16 |
| JP2009117863A (ja) | 2009-05-28 |
| JP5012825B2 (ja) | 2012-08-29 |
| JP4367558B2 (ja) | 2009-11-18 |
| JP5664528B2 (ja) | 2015-02-04 |
| JP2014014181A (ja) | 2014-01-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4998430B2 (ja) | 携帯機器の筐体、携帯機器、及び、携帯機器の筐体の製造方法 | |
| JP4656143B2 (ja) | 表示ユニットを有する携帯機器 | |
| JP4847879B2 (ja) | 放熱構造体及び携帯端末 | |
| US8462513B2 (en) | Portable apparatus | |
| JP5417478B2 (ja) | 電子機器 | |
| JP2008131501A (ja) | 携帯端末装置 | |
| JP4652168B2 (ja) | 携帯電子機器 | |
| JP4249943B2 (ja) | 携帯電子機器 | |
| JP2004104584A (ja) | 携帯型電子装置 | |
| JP2013168890A (ja) | 携帯端末 | |
| JP2008072616A (ja) | 携帯端末 | |
| JP2009302080A (ja) | 機器筐体 | |
| JP4595744B2 (ja) | 携帯機器用の筐体 | |
| JP2002295972A (ja) | 冷蔵庫 | |
| JP2008288513A (ja) | 電子機器の筐体及び電子機器 | |
| JP2009211013A (ja) | 携帯可能な機器 | |
| JP2007189365A (ja) | 電子機器 | |
| JP2006067437A (ja) | 携帯電子機器 | |
| JP2001284843A (ja) | 電子部品装着基板の金属筐体 | |
| JP2009103966A (ja) | Lcd固定構造、筐体構造及び携帯端末 | |
| JP2009198992A (ja) | 電子機器及び電子機器の組立方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090717 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110301 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110322 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110523 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110913 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111114 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120417 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120430 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4998430 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150525 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |