JP2008532775A - 正確折りされた高強度の耐疲労性の構造体およびそのためのシート - Google Patents
正確折りされた高強度の耐疲労性の構造体およびそのためのシート Download PDFInfo
- Publication number
- JP2008532775A JP2008532775A JP2008502100A JP2008502100A JP2008532775A JP 2008532775 A JP2008532775 A JP 2008532775A JP 2008502100 A JP2008502100 A JP 2008502100A JP 2008502100 A JP2008502100 A JP 2008502100A JP 2008532775 A JP2008532775 A JP 2008532775A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- material sheet
- folding
- slit
- bend
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
- 239000000463 material Substances 0.000 claims abstract description 367
- 238000010276 construction Methods 0.000 claims abstract description 32
- 238000005452 bending Methods 0.000 claims description 113
- 230000008859 change Effects 0.000 claims description 6
- 239000000470 constituent Substances 0.000 claims description 3
- 238000000034 method Methods 0.000 abstract description 200
- 238000013461 design Methods 0.000 abstract description 57
- 230000008569 process Effects 0.000 abstract description 20
- 238000012545 processing Methods 0.000 description 41
- 230000008901 benefit Effects 0.000 description 36
- 230000036961 partial effect Effects 0.000 description 30
- 210000002105 tongue Anatomy 0.000 description 28
- 238000003466 welding Methods 0.000 description 26
- 229910052751 metal Inorganic materials 0.000 description 25
- 239000002184 metal Substances 0.000 description 25
- 238000004519 manufacturing process Methods 0.000 description 23
- 238000005520 cutting process Methods 0.000 description 18
- 229920003023 plastic Polymers 0.000 description 18
- 239000004033 plastic Substances 0.000 description 18
- 239000000853 adhesive Substances 0.000 description 14
- 230000001070 adhesive effect Effects 0.000 description 14
- 230000015572 biosynthetic process Effects 0.000 description 13
- 230000000694 effects Effects 0.000 description 11
- 238000005219 brazing Methods 0.000 description 10
- 230000002829 reductive effect Effects 0.000 description 10
- 238000005516 engineering process Methods 0.000 description 9
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 9
- 239000012530 fluid Substances 0.000 description 8
- 239000000654 additive Substances 0.000 description 6
- 230000000996 additive effect Effects 0.000 description 6
- 238000006073 displacement reaction Methods 0.000 description 6
- 238000003698 laser cutting Methods 0.000 description 6
- 230000013011 mating Effects 0.000 description 6
- 230000004048 modification Effects 0.000 description 6
- 238000012986 modification Methods 0.000 description 6
- 239000000919 ceramic Substances 0.000 description 5
- 239000002131 composite material Substances 0.000 description 5
- 238000011049 filling Methods 0.000 description 5
- 238000011068 loading method Methods 0.000 description 5
- 238000003754 machining Methods 0.000 description 5
- 229920000642 polymer Polymers 0.000 description 5
- 238000003672 processing method Methods 0.000 description 5
- 230000008439 repair process Effects 0.000 description 5
- 238000005476 soldering Methods 0.000 description 5
- 238000004804 winding Methods 0.000 description 5
- 239000002537 cosmetic Substances 0.000 description 4
- 230000008878 coupling Effects 0.000 description 4
- 238000010168 coupling process Methods 0.000 description 4
- 238000005859 coupling reaction Methods 0.000 description 4
- 230000006870 function Effects 0.000 description 4
- 230000033001 locomotion Effects 0.000 description 4
- 230000000750 progressive effect Effects 0.000 description 4
- 206010052428 Wound Diseases 0.000 description 3
- 208000027418 Wounds and injury Diseases 0.000 description 3
- 230000009471 action Effects 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 230000000712 assembly Effects 0.000 description 3
- 238000000429 assembly Methods 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 239000000945 filler Substances 0.000 description 3
- 230000009969 flowable effect Effects 0.000 description 3
- 239000011888 foil Substances 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 238000011065 in-situ storage Methods 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 239000000123 paper Substances 0.000 description 3
- 230000036316 preload Effects 0.000 description 3
- 238000004080 punching Methods 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 229910001094 6061 aluminium alloy Inorganic materials 0.000 description 2
- -1 Polypropylene Polymers 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 230000006399 behavior Effects 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 230000001186 cumulative effect Effects 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 230000005489 elastic deformation Effects 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 230000002452 interceptive effect Effects 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 210000003739 neck Anatomy 0.000 description 2
- 230000000737 periodic effect Effects 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000005496 tempering Methods 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 238000011282 treatment Methods 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- 208000034656 Contusions Diseases 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 230000004308 accommodation Effects 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 238000004873 anchoring Methods 0.000 description 1
- 238000007743 anodising Methods 0.000 description 1
- 230000003466 anti-cipated effect Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 208000034526 bruise Diseases 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000004939 coking Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000007596 consolidation process Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000012938 design process Methods 0.000 description 1
- 238000003745 diagnosis Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 238000000609 electron-beam lithography Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000004088 foaming agent Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000010952 in-situ formation Methods 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000012804 iterative process Methods 0.000 description 1
- 238000002372 labelling Methods 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 239000003550 marker Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 238000004021 metal welding Methods 0.000 description 1
- 238000005555 metalworking Methods 0.000 description 1
- 238000004377 microelectronic Methods 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000003032 molecular docking Methods 0.000 description 1
- 238000009740 moulding (composite fabrication) Methods 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000000059 patterning Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 235000013550 pizza Nutrition 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 238000004382 potting Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 238000003908 quality control method Methods 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 238000009436 residential construction Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000010079 rubber tapping Methods 0.000 description 1
- 239000000565 sealant Substances 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 238000000547 structure data Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 238000013022 venting Methods 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images































































Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B2/00—Walls, e.g. partitions, for buildings; Wall construction with regard to insulation; Connections specially adapted to walls
- E04B2/74—Removable non-load-bearing partitions; Partitions with a free upper edge
- E04B2/76—Removable non-load-bearing partitions; Partitions with a free upper edge with framework or posts of metal
- E04B2/78—Removable non-load-bearing partitions; Partitions with a free upper edge with framework or posts of metal characterised by special cross-section of the frame members as far as important for securing wall panels to a framework with or without the help of cover-strips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D47/00—Making rigid structural elements or units, e.g. honeycomb structures
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C2/00—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels
- E04C2/02—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials
- E04C2/08—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials of metal, e.g. sheet metal
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C2/00—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels
- E04C2/30—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by the shape or structure
- E04C2/34—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by the shape or structure composed of two or more spaced sheet-like parts
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C3/06—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal with substantially solid, i.e. unapertured, web
- E04C3/07—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal with substantially solid, i.e. unapertured, web at least partly of bent or otherwise deformed strip- or sheet-like material
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C3/08—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal with apertured web, e.g. with a web consisting of bar-like components; Honeycomb girders
- E04C3/083—Honeycomb girders; Girders with apertured solid web
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/30—Columns; Pillars; Struts
- E04C3/32—Columns; Pillars; Struts of metal
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/30—Columns; Pillars; Struts
- E04C3/34—Columns; Pillars; Struts of concrete other stone-like material, with or without permanent form elements, with or without internal or external reinforcement, e.g. metal coverings
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/38—Arched girders or portal frames
- E04C3/40—Arched girders or portal frames of metal
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06C—LADDERS
- E06C7/00—Component parts, supporting parts, or accessories
- E06C7/08—Special construction of longitudinal members, or rungs or other treads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C2003/0404—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects
- E04C2003/0426—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by material distribution in cross section
- E04C2003/043—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by material distribution in cross section the hollow cross-section comprising at least one enclosed cavity
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C2003/0404—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects
- E04C2003/0443—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by substantial shape of the cross-section
- E04C2003/0447—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by substantial shape of the cross-section circular- or oval-shaped
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C2003/0404—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects
- E04C2003/0443—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by substantial shape of the cross-section
- E04C2003/0465—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by substantial shape of the cross-section square- or rectangular-shaped
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C2003/0404—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects
- E04C2003/0443—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by substantial shape of the cross-section
- E04C2003/0469—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by substantial shape of the cross-section triangular-shaped
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F19/00—Other details of constructional parts for finishing work on buildings
- E04F19/02—Borders; Finishing strips, e.g. beadings; Light coves
- E04F19/04—Borders; Finishing strips, e.g. beadings; Light coves for use between floor or ceiling and wall, e.g. skirtings
- E04F2019/0404—Borders; Finishing strips, e.g. beadings; Light coves for use between floor or ceiling and wall, e.g. skirtings characterised by the material
- E04F2019/0422—Borders; Finishing strips, e.g. beadings; Light coves for use between floor or ceiling and wall, e.g. skirtings characterised by the material of organic plastics with or without reinforcements or filling materials
- E04F2019/0427—Borders; Finishing strips, e.g. beadings; Light coves for use between floor or ceiling and wall, e.g. skirtings characterised by the material of organic plastics with or without reinforcements or filling materials with a integrally formed hinge
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F2203/00—Specially structured or shaped covering, lining or flooring elements not otherwise provided for
- E04F2203/08—Specially structured or shaped covering, lining or flooring elements not otherwise provided for with a plurality of grooves or slits in the back side, to increase the flexibility or bendability of the elements
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12361—All metal or with adjacent metals having aperture or cut
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12361—All metal or with adjacent metals having aperture or cut
- Y10T428/12368—Struck-out portion type
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/15—Sheet, web, or layer weakened to permit separation through thickness
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/2419—Fold at edge
- Y10T428/24198—Channel-shaped edge component [e.g., binding, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/2419—Fold at edge
- Y10T428/24264—Particular fold structure [e.g., beveled, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24273—Structurally defined web or sheet [e.g., overall dimension, etc.] including aperture
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24273—Structurally defined web or sheet [e.g., overall dimension, etc.] including aperture
- Y10T428/24281—Struck out portion type
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24273—Structurally defined web or sheet [e.g., overall dimension, etc.] including aperture
- Y10T428/24298—Noncircular aperture [e.g., slit, diamond, rectangular, etc.]
- Y10T428/24314—Slit or elongated
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/2457—Parallel ribs and/or grooves
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24612—Composite web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24628—Nonplanar uniform thickness material
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Mechanical Engineering (AREA)
- Electromagnetism (AREA)
- Physics & Mathematics (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Prostheses (AREA)
- Emergency Lowering Means (AREA)
- Orthopedics, Nursing, And Contraception (AREA)
- Professional, Industrial, Or Sporting Protective Garments (AREA)
Abstract
【課題】正確に折られた高強度の耐疲労性構造体およびそのためのシートを開示する。
【解決手段】これらの構造体を形成するために、曲げ線に沿って材料シートを正確の折り曲げるための方法と、スリットまたは溝のような折曲げストラップ構成構造体が形成されている材料シートとを開示する。これらの方法は、曲げ線に沿って折り曲げられるときにシートの正確な折曲げを生じるように軸方向に間隔を隔てられた関係で材料シートを取って長さ方向に延びるスリットまたは溝をデザイン化し且つ別々に形成する工程を有している。折曲げストラップはそれらの強度および耐疲労性を高める構成および配向を有しており、最も好ましくは、両側で縁部をシート材料の面に係合させ且つ支持するスリットまたは弧が使用される。縁-面接触は、曲げ線に対して重ねられた関係で仮想支点位置に沿った折曲げを生じる。縁-面係合支持および正確な折曲げを生じるのに適した幾つかのスリット付き実施形態を開示する。これらの教示によれば、2次元シートから多くの三次元の荷重支持構造体を形成することが可能になる。まっすぐおよび湾曲されたビーム、シャシおよび外殻の例を開示する。
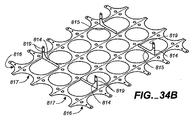
【選択図】図43B
【解決手段】これらの構造体を形成するために、曲げ線に沿って材料シートを正確の折り曲げるための方法と、スリットまたは溝のような折曲げストラップ構成構造体が形成されている材料シートとを開示する。これらの方法は、曲げ線に沿って折り曲げられるときにシートの正確な折曲げを生じるように軸方向に間隔を隔てられた関係で材料シートを取って長さ方向に延びるスリットまたは溝をデザイン化し且つ別々に形成する工程を有している。折曲げストラップはそれらの強度および耐疲労性を高める構成および配向を有しており、最も好ましくは、両側で縁部をシート材料の面に係合させ且つ支持するスリットまたは弧が使用される。縁-面接触は、曲げ線に対して重ねられた関係で仮想支点位置に沿った折曲げを生じる。縁-面係合支持および正確な折曲げを生じるのに適した幾つかのスリット付き実施形態を開示する。これらの教示によれば、2次元シートから多くの三次元の荷重支持構造体を形成することが可能になる。まっすぐおよび湾曲されたビーム、シャシおよび外殻の例を開示する。
【選択図】図43B
Description
[関連出願に対するクロスリファレンス]
本願は、「材料シートの正確折曲げのための方法およびそのためのスリット付きシート」と称せられる2000年8月17日に出願された米国特許出願第09/640,267号(現在は、米国特許第6,481,258B1号)の一部継続である「材料シートの正確折曲げのための方法、スリット付きシートおよび加工方法」と称せられる2002年9月26日に出願された米国特許第10/256,870号の一部継続である「正確に折られた高強度の耐疲労性構造体をデザインし且つ製造するための技術およびそのためのシート」と称せられる2003年9月26日に出願された米国特許出願第10/672,766号の一部継続である(これらの出願の全体内容は出典を明示することにより本願明細書の開示の一部とされる)。
本願は、「材料シートの正確折曲げのための方法およびそのためのスリット付きシート」と称せられる2000年8月17日に出願された米国特許出願第09/640,267号(現在は、米国特許第6,481,258B1号)の一部継続である「材料シートの正確折曲げのための方法、スリット付きシートおよび加工方法」と称せられる2002年9月26日に出願された米国特許第10/256,870号の一部継続である「正確に折られた高強度の耐疲労性構造体をデザインし且つ製造するための技術およびそのためのシート」と称せられる2003年9月26日に出願された米国特許出願第10/672,766号の一部継続である(これらの出願の全体内容は出典を明示することにより本願明細書の開示の一部とされる)。
また、本願は、「正確に折られた高強度の耐疲労性構造体およびそのためのシート」と称せられる2005年3月17日に出願された米国暫定特許出願第60/663,392号(この出願の全体内容は出典を明示することにより本願明細書の開示の一部とされる)の恩恵を請求する。
本発明は、一般に、材料シートのデザイン化および正確折りおよびそれからの構造体の製造に関する。より詳細には、本発明は、限定されないが、正確折利を可能にするためにシート材料を調製する方法を含めて、デザイン化、調製および製造方法、および高強度の耐疲労性構造体または組立体の急速な二次元または三次元折りのためのこのような方法の使用に関する。
シート材料の折曲げと関連した一般に出会う問題は、曲げ公差の変化および公差の蓄積のため、曲り部の位置が制御し難いと言う点である。例えば、電子設備のためのハウジングの形成では、シート金属が或る公差内で第1曲げ線に沿って折り曲げられる。しかしながら、第2曲り部は、しばしば、第1曲り部に基づいて位置決めされ、従って、公差の誤差が蓄積してしまう。電子設備のためのシャシまたは包囲体を生じるのに伴われる3つまたはそれ以上の曲り部が存在することができるので、折曲げにおける累積公差の誤差の影響は著しいことがある。しかも、達成可能である公差は曲げ設備およびその加工処理ならびにオペレータの熟練に応じて広く変化する。
この問題に対する1つの解決策はスリット付けまたは溝付けの使用によりシート材料における位置決めを制御することを試みることであった。スリットおよび溝は、例えば、レーザー、水ジェット、パンチプレス、ナイフまたは他のツールのようなスリットまたは溝形成装置を制御するコンピュータ数値制御式(CNC)装置の使用によりシートストックに非常に正確に形成されることできる。
図1を参照すると、提案された曲げ線25に沿って端-端隔置関係で整合された複数のスリットまたは溝23を有する材料シート21が示されている。数対の長さ方向に隣接したスリットまたは溝間には、シート21の折曲げ時に可塑的に変形される折曲げウェッブ、スプラインまたはストラップ27が設けられている。ウェッブ27はシートを単一の部材として保持する。シート21を貫通しない溝が用いられる場合、材料シートもまた各溝の背後に材料ウェッブにより保持される。
シート21における溝またはスリット23の位置は、溝またはスリットを比較的厳密な公差内曲げ船25に位置決めするように正確に制御されることができる。従って、シート21が溝付けまたはスリット付け方法後に折り曲げられると、曲り部が曲げ線25に非常に近い位置に生じる。スリットを平らな材料シートに正確にレイアウトすることができるので、累積誤差は、このような折曲げ方法では、曲り部がプレスブレーキにより形成されるものと比較して、非常に小さく、各次の曲り部は先行の曲り部に対する基準により位置決めされる。
それにもかかわらず、シート材料の溝付けに基づいた或はスリット付けに基づいた折曲げさえもその問題がある。まず、折曲げウェッブまたはストラップ27における応力は、ウェッブの可塑変形およびウェッブ27の両端部におけるスリット付けの結果、かなりであって、集中される。溝付けの場合、ウェッブのところおよび/または溝の溝側背部のところの破損もまたかなりであって、非常に集中される。かくして、ウェッブ27のところおよび/または溝の背部のところの破損が生じてしまう。しかも、溝またはスリットは、必ずしも、直接曲げ線25に沿ってウェッブ27の折曲げを生じるとはかぎらなく、溝付け方法は、特にV字形溝をフライス削りするかポイント切込みするときに、速度が遅く、一貫していない。従って、溝付けは普及した商業的使用状態にない。
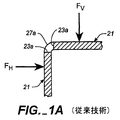
図1Aおよび図1Bでわかるように、シート21が23aで示されるようにスリット付けされ、および/または23bで示されるように溝付けされ、次いで折り曲げられると、折曲げストラップ27a、27bは可塑変形および残留応力を受ける。スリット23aの場合、もちろん、材料がスリットの長さに沿って完全に除去されるか、或は切断される。V字形溝23bの場合、溝23bと曲り部の外側の凸部との間の薄いウェッブ29が生じるが、このウェッブもまた可塑的に変形され且つ非常に応力付与される。V字形溝付けのための曲り部は、普通、図1Bに示されるように、側面が合わさるように溝23に近づく方向にある。垂直力FVおよび/または水平力FHによる図1Aおよび図1Bの曲げられた構造体の負荷により、曲り部を、弱化スリットおよび/または溝および可塑変形されたストラップまたはウェッブ27a、27b並びに薄いウェッブ29とともに、可なりの応力下に置く。非スリット付けまたは非溝付けの折曲げ方法が使用された場合よりも低い力のレベルで構造体の破損が生じる。
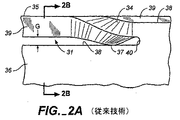
折曲げを容易にするためにシートをスリット付けする他のスキームが従来技術に用いられていた。しかしながら、曲り部を生じるために用いられるスリット付け技術は、主として、彫刻用途のための視覚的または装飾的効果を生じるように設計されていた。視覚的結果は「ステッチング」として説明されてきており、曲り部自身はビームにより構造的に補強されていた。このステッチ式彫刻は少なくとも1998年だけモダンアートのニューヨーク博物館に展示されたが、シートスリット付け技術は2002年12月12日に発行された発行米国特許出願第2002/0184936A1号(「ギトリン等の出願」)に記載されている。また、この彫刻は、「現代世界創作者」(15ページ、20−35、2000年)による「オフィスdA」と称される発行物に示され且つ述べられている。本図面の図2、図2Aおよび図2Bは用いられているステッチング技術の1つの例を示している。
オフィスdAまたはギトリン等の出願の1つに実施形態が図2に示されている。複数のスリット31がシート材料32に形成されている。スリット31は線形であって、曲げ線33の両側に沿って互いの横方向にずれている。これらのスリットは重ねられたスリット端部間で折曲げスプライン、ウェッブ、ストラップまたは「ステッチ」になるものを構成するように長さ方向に重なっていることがわかる。図2Aおよび図2Bは、90度だけ曲げ線に沿って折り曲げられたシート32における1つのスリットの一端部の拡大側立面図を示しており、曲げ線の両側のシート部分35、36は、90度のシート部分35、36間で捩るか或は縫う捩りストラップまたは「ステッチ」34により相互連結されている。モダンアート彫刻物ニューヨーク博物館の創作者は、その結果生じた曲り部が構造的に非常に強いと言うことを認めており、彼等は縫い曲り部の各々の内側頂点において彫刻物内に溶接された部分的に隠されたビームを組み入れていた。
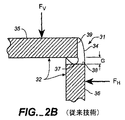
スリット31は曲げ線33と平行であるので、一定または一様な幅寸法を有するストラップ34はそれらの長さにわたって捩られるか或捩りで可塑的に変形されており、その結果、90°の曲り部の端部のところで、ストラップの後ろ側が位置37でスリット31の他方の側で面38に係合している。かかる係合により、シート部分35をシート部分36の面38から離れる方向に持ち上げ、ならびにスリット端部40を開放するように試み且つスリットの端部に更なる応力を生じる。ストラップの捩りおよび曲り部の端部のところの持ち上げの結果、シート部分35、と面38との間にスリット31の長さにわたって隙間Gが生じる。捩られたストラップまたはステッチ34はシート部分35を面38から押し離し、且つスリットの両端部40に応力付与する(1つのスリット端部40だけが示されているが、同じ応力が図2Aおよび図2Bに示されるスリット31のスリット端部40に生じる)。
隙間Gは曲げ線の交互側に曲げ線33の長さに沿って各スリット31に生じられる。かくして、各スリットのところで、シート部分が、引っ張られて面と接触するのではなく、スリット構成面との接触から押し離され、かくしてこの面により全支持される。
しかも、非常に重要なことに、図2のスリット付け構成は非常に高い程度までストラップ34の各々に応力付与する。ストラップの長さ(スリット31の端部間の重なり長さ)を増大してストラップの流さに沿って捩ることからの応力を減少させようとすると、この力はシート部分を対向した面に弾性的に引き付けたり、或は締付けたりしようとする。逆に、ストラップ34の長さを減少させると、捩りが一定の幅のストラップに微小の裂け目を形成し、その結果、応力が上昇し、捩られたストラップの一般状態は、ストラップが過剰応力付与されることである。これは、曲り部の強度を妥協する傾向があり、且つ非荷重支持曲り部を残す。
シート部分35に加えられた垂直力(図2BにおけるHV)は捩られ且つ応力付与されたストラップ34をすぐに負荷し、そして隙間Gがあるので、ストラップは負荷下で更に可塑的に変形し、そしてシート部分35が下方に変位されて面38と係合してこれに支持される前に、破損するか、或は引裂かれてしまう。同様に、水平力HFは、隙間Gが閉じられ、且つシート部分35が対向したスリット面38に支持される前に、長さ方向に隣接したストラップ34を押し潰し(且つ図2Bにおけるストラップ34を煎断する)。
図2および図2Bのスリット付けスキームおよびギトリン等の出願に固有の他の問題は、一定のストラップ幅がスリット間の距離にかかわらず変化されることができなく、ストラップ幅がストラップに極度まで応力付与することなしに材料の厚さより小さいことが不可能であると言う点である。スリット31が互いに平行であり、且つ長さ方向に重なっている場合、ストラップ幅は、自明のこととして、スリット間の間隔またはジョグに等しくなければならない。これは、ストラップの構造的負荷のための曲り部をデザインする際の融通性を制限する。更に、スリットは、各スリット端部が整合され且つ他のスリット端部に向けられる状態で終わっている。従って、スリットの端部に生じることからの応力の上昇および微細亀裂の伝播を減少させる試みがなく、整合されたスリット端部が負荷下で割れてしまう。
従って、図2ないし図2Bのシートスリット付け構成は装飾曲り部のために容易に用いられることができるが、著しい構造的支持および耐疲労性を与えなければならない曲り部には最適に適してはいない。
また、ギトリン等の出願は(図10aおよび図19bにおける)湾曲スリットの形成を教示しているが、スリットは、また、折曲げストラップの幅が一定であるように湾曲曲げ線と平行であり、ストラップは曲げ線を横切るのではなく、曲げ線に沿ってそれと平行に延びており、ストラップは末端において捩られており、スリット端部は微小亀裂および応力集中を次のスリットへ差し向ける傾向があり、この出願は、37のところで、すなわち、曲り部の端部でのみスリットの反対側の係合を生じるスリット切口の採用を教示している。
また、ボストンにおけるピザレストランにおける折曲げられた金属天井パネルの装着の際に、簡単な線形穿孔技術が同じ創作者により使用された。また、線形穿孔により折曲げられたシート構成部品は曲り部に沿って著しい未支持の荷重を支持するように設計されていなかった。
また、スリット、溝、孔、ディンプルおよび刻み線がシート材料を折り曲げるための基礎として種々のパターン化システムに使用されてきた。ウェスト等の米国特許第5,225,799号は、例えば材料シートを上方に折ってマイクロ波導波管またはフィルターを形成するために溝付けに基づいた技術を使用している。St.ロイスの米国特許第4,628,161号において、金属シートを折るために刻み線およびディンプルが使用されている。ブランドンの米国特許第6,210,037号において、プラスチックを曲げるためにスロットおよび孔が使用されている。スリットまたはダイ切込みを使用した段ボール厚紙の折曲げが、ヨコヤマの米国特許第6,132,349号およびPCT出願第WO97/24221号およびグレベル等の米国特許第3,756,499号および第3,258,380号およびフィッシャー等の米国特許第3,258,380号に示されている。また、厚紙シートの折曲げが、ハントの米国特許第5,692,672号、ウッドの第3,963,170号およびカーターの第975,121号に示されるように、スリット付けにより容易にされた。また、発行米国特許出願第US2001/0010167A1号は、開口部、切欠きなどを伴う金属折曲げ技術と、制御されたプラスチックの流れおよび減少された割れおよびしわを生じるために大きい力を使用することとを開示している。
しかしながら、これらの従来技術の折曲げシステムのほとんどにおいて、曲り部形成技術は生じた構造体を大いに弱くし、或は正確曲り部は形成されることが可能でなく、或は曲り部の一方の側における材料を押し潰すことにより曲りが生じる。しかも、これらの従来技術のシステムにスリット付けを使用すると、構造弱化および将来の構造破損個所の促進に加えて、スリット付けは折曲げ構造体をシールする方法を高価にし、且つ困難にしてしまう。従って、これらの従来技術の方法は流体または流動可能な物質を収容することが可能である構造体を加工するのにさほど適していない。
正確な折曲げおよび強度の保持の問題は、金属シート、特にかなりの厚さのシートを折り曲げるときに非常に重大である。多くの用途において、例えば、手動ツールのみを持って、或は適度に動力作動式ツールを持って手により低い力で金属シートを折り曲げることができることが非常に望ましい。厚い金属シートのこのような折曲げはもちろんもっと大きい問題を有する。
本発明の他の態様では、シート材料のスリット付けに基づいた折曲げにおける従来の欠陥を解消する能力が従来技術の金属加工技術およびそれから生じる構造体における欠陥を除去するために適用される。
剛性の三次元構造体を生じるための周知の従来技術はシートおよび非シート材料からの部品を切り取り且つ互いに接合する方法である。幾つかの別個の部品を相互に接合するためのジグ処理および溶接、締め付けおよび接着材接合または機械加工および留め具の使用は剛性の三次元構造体を加工するために以前に広範囲に使用されてきた。例えば、溶接の場合、個々の部片の正確な切込みおよびジグ処理において問題が生じ、多数の部品を操るために、ならびに品質管理および多数の部品の認証のために労力および機械類が必要とされている。更に、溶接は溶接部の熱影響される帯域により引き起こされる寸法計上の反りの固有の問題を有している。
著しい材料の厚さを有する金属の伝統的な溶接は、通常、研削または1箇所ツールによりしばしば作成される面取り縁部を有する部品を使用することにより達成され、これは加工時間およびコストを増大する。しかも、熱影響される金属の疲労損傷は、荷重支持幾何形状が溶接されて或は半田付けされた材料に全く依存するジョイントについては予想不可能である。溶接部の疲労損傷は、通常、相互に溶接される構成部品および部材の質量および溶接部の深さを増大することにより補償される。このような過剰デザインの付随の欠点は、もちろん、過剰の重量である。
別個の構成部品の縁部および面に沿ってシートおよび非シート材料を接着剤で接合することに関して、接合方法が完了するまでいくつかの部品を取扱い且つ正確に位置決めし、そしてそれらを保持したり或は締付けたりすることから問題が生じる。
三次元構造体の加工に関連された他の部類の従来技術は急速原型作成方法である。これらの技術としては、CADシステムを使用してデザインが生じられ、且つ構造体が完成されるまで、材料の加法または減法において設備を駆動するのに構造体のデータ表示が使用されるステレオリソグラフィおよび多数の他の方法が挙げられる。従来の急速原型作成技術は、通常、加法式または減法式である。
減法式急速原型作成方法と関連された問題は、部品全体を収容することが可能である材料ブロックが使用され、次いで望まれない材料の除去により部品を正確にフライス削りしかつ切り込むために比較的高価な高速機械加工が必要とされるので、これらの方法が材料の無駄が多いと言う点である。
加法式急速原型作成技術でも問題が存在する。詳細には、ほとんどのこのような技術は非常に狭い範囲の材料について最適化される。更に、ほとんどの技術は部品を表すデータに対応して材料を分配する特殊化された加工を必要とする。加法式急速原型作成方法は、速度が遅く、部品包み込みのスケールにおいて非常に制限され、そして通常、構造的に頑丈な材料を使用しない。
従って、一般に、従来技術では、シートの折曲げを可能にするシートスリット付けまたは溝付けが曲り部を生じたが、これは商業的構造用途のために必要な精度および強度を欠いている。かくして、このような従来のシート折曲げ技術は軽いゲージの金属の折曲げまたは彫刻物のような装飾用途に大いにゆだねられていた。
従って、本発明の広い態様では、本発明の重要な目的は、非常に正確な方法でシート材料を折曲げ、それでも、可なりの負荷を支持することが可能であり、且つ疲労破損に耐性である曲り部を生じることできることである。
本発明のこの態様の他の目的は、曲がり部の位置の精度、生じた構造体の強度を高め、且つ応力誘発式破損を減少させる改良スリット付け技術を使用して材料シートを正確に折り曲げる方法を提供することである。
本発明の他の目的は、正確なシート折曲げ方法と、折曲げのためにスリット付けされるか或は溝付けされ、且つ種々の厚さおよび種々の種類の押し潰し不可能な材料のシートの折曲げを受入れるように使用されることができる材料シートとを提供することである。
本発明の他の目的は、折曲げを容易にする手動ツールまたはパワーツールのみを使用して達成されることができるが、曲り部の位置を制御するように試みない、以後の折曲げのためにシートをスリット付けするための方法を提供することである。
本発明の他の目的は正確な寸法公差を有する高強度の三次元構造体へシート材料を折り曲げることができることである。
本発明の他の目的は、容易に且つ安価にシールされ、かくして流体または流動可能な物質の収容を可能にする正確な三次元構造体へシート材料を折り曲げることができることである。
加工および組み立て技術を高めるためにスリットに基づいた折曲げの使用に関する本発明の広い態様において、本発明の目的は、構造的に頑丈であり、任意の最近の加工設備において形成されるもの以外の特殊化された設備を用いなく、且つ使用される切込み方法の限度までスケールアップまたはダウンされることができる多くを含む広い範囲の材料を用いる新規な急速原型作成および進歩された急速製造技術を提供することである。
本発明の他の目的は、シート材料が折り曲げられる前または後に構成部品の正確な加法式整合を助成する特徴を折り曲げられるべき材料シート内に設けることである。
本発明の更なる目的は、元来のCADデザイン方法により構成されるように、互いに正しい関係で三次元空間に配置される多数の構成部品のためのほぼネット状の構造組立台として役立つ加工方法を提供することである。
本発明の更なる目的は、より小さい数の別体部品を用いており、且つ縁部が曲り部の長さに沿って自己ジグ処理し、非折曲げ縁部が溶接の準備においてジグ処理および締め付けを用意にする特徴をもたらす溶接された構造体の加工する方法を提供することである。この内容では、本発明の更に他の目的は、溶接方法により引き起こされる反りおよび寸法不精度を劇的に減少させる溶接のためにシート材料をジグ処理する方法を提供することである。
本発明の更に他の方法は、すべての自由度で熱影響される帯域に依存していなく、それにより、生じた三次元構造体の負荷強度および周期的疲労強度の両方を改良するかなりの荷重を支持する特性をもたらす新規な溶接済みジョイントを提供することである。
本発明の更に他の目的は、
1)強く、剛性で、寸法精度の正確な三次元構造体を書こうするのに必要とされる別個の部品の数を減少させ、
2)本発明の曲り縁部および非曲り縁部を介して達成されることができ、その結果、低コスト、高い生産量の加工方法となるような、所望の三次元構造体の種々の側部のための位置決めおよび締め付け方法を固有的にもたらす
ための優れた方法を提供することである。
1)強く、剛性で、寸法精度の正確な三次元構造体を書こうするのに必要とされる別個の部品の数を減少させ、
2)本発明の曲り縁部および非曲り縁部を介して達成されることができ、その結果、低コスト、高い生産量の加工方法となるような、所望の三次元構造体の種々の側部のための位置決めおよび締め付け方法を固有的にもたらす
ための優れた方法を提供することである。
本発明の更なる目的は、固化方法後に除去されるか、或は仕上げ製品の構造部品または表面部品として適所に残されることができるスリット付きの折曲げ済み材料シートから形成される、金属、ポリマー、セラミックおよび複合体用の広く様々な流体収容キャスチングモールドを加工する方法を提供することである。
本発明の更に他の目的は、既存のスリット付け装置に対する使用に適合可能であり、シートストックを平らなまたはコイル状の状態で出荷し、そしてプレスブレーキの使用なしに遠隔位置で正確に折り曲げることでき、且つシートストックへの構成部品の取付け後にシートストックの折曲げにより形成される包囲体の内部における表面内および上における構成部品の組付けまたは取付けを向上させるシート折曲げ方法を提供することである。
本発明の更に他の目的は、限定されないが、金属、プラスチックおよび複合体を含めて材料シートに正確な荷重支持曲げ部を生じるために使用されることができる正確折り技術を提供することである。
本発明の他の目的は、仮想の曲げ線のまわりの折りを許容し、且つ折り部を達成するために従来の折曲げ技術よりも著しく小さい力を必要とする正確折り技術を提供することである。
本発明の他の目的は材料の厚さまたはミクロ構造特性にかかわらず、本質的に線形にスケール決め可能である正確折り技術を提供することである。
本発明の他の目的は、スリット付け/除去方法、切断方法よるか、或は加法方法によるか、いずれにしても、ここに記載の幾何形状を形成することであり、且ついずれの手段によってもここに記載の利点に達することである。
本発明の更に他の目的は、ミクロ構造が折り部のまわりに実質的に未変化のままである押し潰し不可能な材料を折るための正確折り技術を提供することである。
シート材料のデザイン化および正確折りのための方法および別個の技術、そのための加工技術、および本発明のかかる正確折から形成された構造体は、下記の詳細な説明お呼び添付図面から明らかになるか、或はそれらにより詳細に記載されている利点の他の特徴および目的を有している。
広い態様では、所望の曲げ線に沿って折り曲げるための材料シートは、それに形成された折曲げストラップ構成構造体を有している。これらのストラップ構成構造体はシートに少なくとも1つの折曲げストラップを構成するように位置決めされており、ストラップは曲げ線を横切って延びるように配向され且つ位置決めされている長さ方向ストラップ軸線を有している。しかも、ストラップ構成構造体は曲げ線に沿って材料シートの折曲げを生じるように構成され且つ位置決めされている。
他の態様では、中空のビームは2つの材料シートを有している。第1材料シートは曲げ線の各々に近接して位置決めされた複数の折曲げストラップ構成構造体を有することにより複数の第1シート曲げ線に沿って折り曲げるために形成されており、折曲げストラップ構成構造体は曲げ線に沿って折曲げを生じるように構成されている。第1シート曲げ線に沿って折り曲げられている第1材料シートを第2材料シートに固着することにより、中空のビームが形成される。
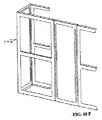
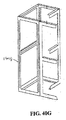
更に他の態様では、外殻フレームワークは複数の曲げ線に沿って折り曲げるために形成された単一の材料シートを有している。この材料シートには、曲げ線の各々に近接して位置決めされた複数の折曲げストラップ構成構造体が形成されており、これらの折曲げストラップ構成構造体は折曲げを生じるように構成されている。曲げ線に沿って材料シートを折り曲げた結果、構造部材のフレームワークが生じる。
本発明の正確折りされた高強度の耐疲労性構造体およびそのためのシートは、本発明の原理を説明するのに共に役立つ本明細書に組み込まれてその一部を構成する添付図面および下記の本発明の詳細な説明から明らかになるか、或はそれにより詳細に記載されている他の特徴および利点を有している。
例が添付図面に示されている本発明の好適な実施形態を以下に詳細に説明する。本発明を好適な実施形態と関連して説明するが、本発明をこれらの実施形態に限定しようとするものではないことは理解されるであろう。それどころか、本発明は添付の請求項により定められるような本発明の精神および範囲内に含まれ得る変形例、変更例および同等例を包含するものである。
シート材料の正確な折曲げのための本方法および装置は従来の関連出願、すなわち、「材料シートの正確折曲げのための方法およびそのためのスリットシート」と称される2000年8月17日に出願された米国特許出願第09/640,267号および「材料シートの正確折曲げのための方法、そのためのスリット付きシートおよび加工方法」と称される2002年9月26日に出願された米国特許出願第10/256,870号(これらは出典を明示することにより本願明細書の開示の一部とされる)に開示されているスリット付け幾何形状に基づいている。
本発明の正確および高強度折曲げ方法および装置の1つの実施形態を図3ないし図5を参照して説明することができる。図3では、材料シート41には、曲げ線45に沿って複数の折曲げストラップ構成構造体、この場合、一般に43で示されるスリットが形成されている。従って、スリット43は数対のスリット43間に折曲げウェッブまたはストラップ47を構成するように端‐端隔置関係で長さ方向に延びている。図3では、スリット43には、折曲げウェッブ47における応力集中の減少を行うように、それらの端部に応力減少構造体、つまり、開口部49が設けられている。しかしながら、本発明の正確折曲げ装置の利点の実現のために図3における拡大開口部49のような応力減少構造体が必要とされないことは以後の説明から理解されるであろう。
しかしながら、図3に示されるスリット43の具体例では、スリット端部間の長さ方向に延びる各スリットは曲げ線45に対して左右方向に或は横方向に段付きである。かくして、スリット43aのようなスリットには、一対の長さ方向に延びるスリットセグメント51、52が形成されており、これらのスリットセグメント51、52は、曲げ線45に近接して位置決めされており、好ましくは、曲げ線45の両側で等距離であり、且つ曲げ線45と実質的に平行である。更に、長さ方向のスリットセグメント51、52は、拡大開口部の両方に開口しており、且つ長さ方向に延びるスリットセグメント51、52および横方向のスリットセグメント53の両方を有している相互連結経路に沿って拡大開口部49aから拡大開口部49bまでスリット43aが延びるように、横方向に延びているスリットセグメント53により連結されている。
かかる段付きスリットの機能および利点は、図3に示されるような材料シート41の曲げまたは折りが種々の段階で示されている図4Aないし図4Dおよび対応する図5Aないし図5Cを参照することにより最も良く理解されることができる。図4Aでは、シート41は図3に示されるように本質的にスリット付きである。図3には、除去された材料の切口幅または断面が示されており、図4Aには、スリットはスリット付けナイフまたはパンチにより生じられるようないずれの切口もなしに示されているという点で図3と図4Aとの間には、相違がある。しかしながら、折曲げ中の効果は、折曲げ中にスリットの両側の材料が相互係合するのに十分に切口幅が小さいならば、同じである。図3に用いられたのと同じ参照符号が図4Aないし図5Cに用いられている。
かくして、シート41は図4Aに折曲げ前の平らな状態で示されている。長さ方向に延びているスリットセグメント51、52は図4Aに示され、且つ図5Aないし図5Cの横断面図に示されている。シートの種々の横断面の位置もまた図4Aに示されている。
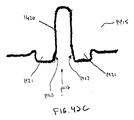
図4Bでは、シートは曲げ線45に沿って僅かに折り曲げられており、これは図5Aないし図5Cで最も良くわかる。図5Aおよび図5Bでわかるように、スリット51、52はそれらの頂縁部に沿って開口しており、曲げ線45を越えて延びているシートの部分は、米国特許第6,481,259号および米国特許出願第10/256,870号では、「タブ」55と称せされていたが、本願における後の実施形態との一致のために、[リップ]55と称せられる。リップ55の下側または底側縁部51a、52aはリップ55と反対のスリットの両側でシートの支持面51b、52bに沿って僅かに移動している。リップ縁部51a、52aのこの変位は、シートがより大きい程度まで折り曲げられると、例えば、図4Cに示される位置まで折り曲げられると、シートと関連してよくわかる。
図4Cでは、縁部51a、52aが曲げ線45に両側でシート41の支持面51b、52b上で上方に移動したことがわかる。かくして、折曲げ中、スリットの縁部51a、52aと対向した支持面51b、52bとの間の摺動接触がある。この摺動接触は、図4Aに示されるように、長さ方向のスリットセグメント51、52が曲げ線45の両側で均等に隔置された位置に形成されるなら、中央の曲げ線45の両側で等距離である位置で生じる。また、摺動接触は潤滑剤により、或は硬化または接合前の接着剤またはシーラントにより容易にされることができる。
この構造の結果は、曲げ線45から等しい距離で間隔を隔てられ且つ曲げ線45の両側に2つの実際の折曲げ支点51a、51bおよび52a、52bが存在することである。リップ縁部51aおよび支持面51bならびにリップ縁部52aおよび支持面52bは実際の支点間にある仮想の視点のまわりに折曲げウェッブ47の折曲げを生じ、そして曲げ線45の上に重ねられることが理解されるであろう。
90度の折曲げの最終結果が図4Dおよび対応する横断面5A-5Cに示されている。わかるように、このとき、シートの縁部52aおよび底側または底面52cは支持面52bに相互係合されるか或は静止されており、且つ部分的に重ねられた関係で支持されている(図5A)。同様に、縁部51aおよび底面51cは重ねられた状態で面51bに係合し且つ静止している(図5B)。折曲げウェッブ47は、図5Cに最も良く示されるように、ウェッブ47aの上面に沿って可塑的に変形されるか或は伸張され、且つウェッブ47の下面47bに沿って可塑的に圧縮されたことがわかる。
図4Dの折り曲げられた状態では、このとき、シートがスリット付けされるときに中心線の上方で延びているシートのリップ部分、つまり、部分55は支持面51b、52bに静止している。図面に示される構成において曲げ線に沿って交互している折曲げ中のこの縁-面係合および支持は、曲げまたは折りにおいてより大きい精度を生じ、且つ曲げられた或は折られた構造体に相互に垂直な方向において曲げ部または折り部のところの煎断力に対する大きい耐性を与える。かくして、荷重La(図5A)が、支持縁部52bにおける縁部52aおよび底面52cの重なりにより折曲げウェッブ47間に支持される。同様に、荷重Lb(図5B)が、折曲げウェッブ47の中間の支持面51bにおける縁部51aおよび面51cの重なりおよび係合により支持される。
これは、ここでは、スリットの他方の側の実質的に全長に沿った材料によるスリットの一方の側の実質的に全長に沿った材料の「縁-面」係合および支持と称される。シート41が90度より多く曲げられたか或は折られたなら、縁部51a、52aは上昇して面51b、52bから離れ、下側の面51c、52cは面51b、52bの下縁部により支持される。シートが90度未満だけ曲げられると、それでも、縁部は折曲げのほとんど直後に面と係合するが、縁部のみが面に係合する。スリットの一方の側の他方の側へのこの支持は明細書および請求項で使用されているような「縁-面」係合および支持であると思われる。以後に述べるように、面51bによる縁部51a、52aの全支持を伴う非90度の曲り部はシートに対して90度ではない角度でシートをスリット付けすることにより達成されることができる。
可塑的変形の結果、折曲げストラップまたはウェッブ47が残留応力を有し、且つこのスリットにより、曲り部の実質部分を本発明のスリット系折曲げ装置において互いに直接結合しないが、これらのスリットは、従来のスリット付けまたは溝付け幾何形状に基づいている図1、図1A、図1B、図2Aおよび図2Bの構造体の強度を上回って実質的に追加の強度を曲げられた構造体に与える縁-面重なりを生じるように形成され且つ位置決めされる。本発明の折曲げストラップは、実際、実質的に全体の折曲げ法にわたって、および折曲げの終了時には、実質的にスリットの全長にわたって、スリットの側部を引っ張るか或は締付けて縁-面係合させるように曲り部に予備負荷する。また、ストラップにおける残留張力による曲り部の予備負荷はスリットの他方の側の台として作用する面に対して予備負荷されたスリット縁部間の振動を防ぐ傾向がある。
しかも、縁部がスリットの長さの実質部分にわたって面と相互係合されるので、荷重LaおよびLbは図2、図2A、図2Bの従来のスリット付け構成ではそうであるように、折曲げストラップ47を押し潰したり、或は更に可塑的に変形させたりしない。この曲り部の負荷は、図2、図2A、図2Bの従来の構成およびギトリン等の出願における結果として、単に、捩られ且つ非常に応力付与されたストラップの横断面連結領域によってではなく、本発明のスリット付け技術により生じられた縁-面係合によってすぐに支持される。
従って、本発明の横方向に段付きまたは互い違いのスリットを用いている実施形態の結果、可なりの利点が生じる。まず、長さ方向に延びるスリットセグメント51、52の横方向位置は曲げ線45の各側に正確に探し出されることができ、その結果、曲げ線から等距離の2つの実際の支点の結果、仮想の支点のまわりに且つ曲げ線の両側に折曲げが生じる。この正確な折曲げは蓄積された公差誤差を減少させるか或は除去する、何故なら、スリットの位置がCNCコントローラにより駆動される切込み装置により非常に正確に制御されるからである。
また、プレスが、通常、シートの縁部または既存の曲げ部または他の特徴を割り出すことにより折曲げを制動することは注意すべきである。これにより、プレスブレーキを使用して、シート縁部特徴に対して角度をなして折曲げるのを困難にする。しかしながら、シート縁部の任意の特徴に対する角度における正確な折曲げは、本スリット付け方法を使用して容易に達成されることができる。従って、その結果折り曲げられたシートは、煎断負荷および相互に垂直な軸線に沿った負荷に対する実質的に改良された強度を有している。何故なら、本スリット構成により生じられた重なった縁部および面がこのような荷重に対してシートを保護するからである。
わかるように、本発明の実施形態は、図3ないし図5Cに示されるように、曲げ線に対して実質的に垂直であるストラップ47の正確な折曲げを生じる。折曲げストラップのこのような配向は、ストラップの外面または頂面に沿って著しい可塑的変形を生じ、ならびにストラップの内面または底面に沿って著しい圧縮を生じる。曲り部は図1ないし図1Bの垂直なストラップの曲り部と同様にして比較的短い垂直なストラップに生じるが、図3ないし図5C333では、1つの平面のリップ55は折り返されて高い曲げ強度のための他の平面の面との相互係止または相互係合関係にする。
図2ないし図2Bに示される従来の解決策は曲げ線と平行な連結用ストラップ34を配向させ、且つストラップの著しい可塑的捩り変形を生じる。また、この可塑的捩り変形は曲げ線のまわりの材料の微細構造を著しく変化させる。しかも、ストラップはシートの両側を折り返したり、締付けたりしてスリットの長さにわたって相互係合関係にする。更に、図3ないし図5C333の実施形態では、ストラップ幅は、曲げ強度のデザインにより大きい融通性を達成することができるように、スリット51、52間のジョグ距離と関係なく変化されることができる。
シート材料の90度の折曲げが図面に示されているが、スリット付きシートが90度より大きいまたは小さい角度だけ折り曲げられなら、本発明のすべての実施形態に記載された利点のほとんどを実現することができることは理解されるであろう。曲げ線を横切って延びているリップは、小さい曲げ角度で始まって反対面上で摺動してそれに係合し、このような支持および係合は大きい90度以上の曲げ角度で継続する。
図3ないし図5C333の実施形態が比較的展性のシート材料について使用するのに最も良く適していることがわかった。材料がより硬くなり且つ展性が少なくなると、第2実施形態が好ましい。
図6ないし図8Bに示される本発明の実施形態では、スリットの両側でシート材料を折り返したり、締付けたりして相互係合関係にし、また折曲げストラップの可塑的変形およびストラップにおける在留応力を減少させるスリット付け構成が用いられる。しかも、この実施形態によれば、ストラップ幅がスリット間のジョグ距離に関係なく変化されることができ、且つ曲げ線の両側の材料シートの連結部分におけるより少ない集中のために曲げ線からの両方向におけるストラップ幅の増大をもたらすことができる。
曲げ線に対して斜めの折曲げストラップが用いられ、これにより、図3ないし図5C333のより短い折曲げストラップと比較してストラップの長さを増大することができる。また、可塑的変形は、図3ないし図5C333においてそうであるように、単に折り曲げることによってではなく、部分的に捩ることによって達成されるが、捩り量は図2ないし図2Bの平行なストラップと比較して大いに減少される。しかも、スリットの両側の材料のリップは、負荷時の実質的な追加のストラップの応力が生じないように、スリットの全長にわたって折り返されて面と相互係合する。
更に、図6ないし図8Bに示される実施形態では、スリットの構成は折曲げ中にスリットの両側で材料間の連続した主独活言う相互係合を生じ、この相互係合は中間部から端部に向けてスリットに沿って進行する。スリットの一方の側の面は折曲げ中に摺動支持体用の台として作用し、その結果、折曲げストラップのより一様で且つ応力のより少ない折曲げが生じる。従って、図6ないし図8Bに示されるような実施形態は、熱処理された6061アルミニウムまたは幾つかのセラミックのようなさほど展性でないシート材料およびより厚い材料シートに対して使用されることができる。
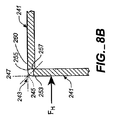
図6ないし図8Bを詳細に参照すると、曲げられるべきか或いは折られるべき材料シート241には、曲げ線245に沿ってスリット243のような複数の長さ方向に延びている折曲げストラップ構成構造体が形成されている。選択自由として、スリット243の各々には、拡大された応力受け端開口部249または湾曲端部分249aが設けられてもよく、これは、シートの負荷方向によっては、いずれの応力亀裂がスリット243の中へ伝播させる傾向がある。わかるように、図6および図8Bの実施形態のスリットは、段付きではないが、曲げ線245に重ねられる仮想の支点のまわりに斜めに配向された折曲げストラップ247の折曲げおよび捩りを生じるようにして構成されている。また、ジョグ距離および切口幅の選択を含めて、スリットの構成および位置決めにより、折曲げ中、スリットの両側のシート材料を折り返したり、移動させたりして縁-面相互係合関係にすることができる。最も好ましくは、縁-面相互係合は折曲げ全体にわたってその完了まで生じる。しかし、ジョグ距離および切口は折曲げの開始時にのみ縁-面相互係合を生じ、これは正確な折曲げを確保する傾向がある。かくして、ここで使用される場合、「折曲げ中」は折曲げの任意の段階における縁-面相互係合を含むものと意味される。
図6ないし図8Bおよび図9ないし図10Aに示され且つ説明されている実施形態は段付きではないが、図6ないし図8Bおよび図9ないし10Aの実施形態の斜めのストラップは図3ないし図5Cの段付きスリットの構成と組み合わせられることができる。かくして、段付きスリットの端部の一方または両方が斜めであるか或いは湾曲されることができる。
図6に示されるように、曲げ線の両側の数対の長さ方向に隣接した端部分251が曲げ線245を横切って斜めに延びていることがわかる折曲げウェッブ、スプラインまたはストラップ247を構成するように、好ましくは、数組の細長いスリット243が曲げ線245の両側で且つそれに隣接して位置決めされている。図11と関連して以下により詳細に説明される「斜め」または「斜めに」は、ストラップの長さ方向の中央軸線が90度以外の角度で所望の曲げ線を横切っていることを意味している。かくして、ストラップの中心線が斜曲されているか或は斜めであり、ストラップの折曲げならびに捩れが生じるように、各スリット端部分251が曲げ線245から離れる方向に分散している。本発明による折曲げを行うために絶対的に必要ではないが、スリット243が曲げ線245に沿って長さ方向に重なっていることはわかるであろう。
折曲げストラップ24を構成する領域における曲げ線と平行である図2ないし図2Bおよび従来のギトリン等の出願におけるスリット31と違って、曲げ線245からのスリット243の積重体の結果、図2ないし図2Bおよびギトリン等の出願の従来技術に存在する極度の捩れを必要としない斜めの折曲げストラップが生じる。しかも、曲げ線245からのスリット243の積重体の結果、ストラップがシート241の残部と連結していると、ストラップの幅寸法が増大する。この幅の増大により、応力集中を低減し且つストラップの耐疲労性を高めるように曲げ線を横切る負荷の伝達を高める。
第1実施形態ではそうであるように、スリット切口243は好ましくは幅寸法を有しており、スリット間の曲げ線を横切る横方向のジョグ距離は、折曲げ中、スリットの両側のシート材料の相互係合を生じるように寸法決めされている。かくして、スリット243はナイフで形成されることができ、そして本質的にゼロの切口を有することができ、或は折り曲げられているシートの厚さによっては、もっと大きい切口を有することができる。より好ましくは、切口の幅は材料の厚さの約0.3倍より大きくなく、ジョグ距離は材料の厚さの約1.0倍より大きくない。
図3ないし図5Cの実施形態ではそうであるように、リップ部分253が曲げ線245を横切ってスリット243まで延びている。リップ253は、材料の厚さに対する切口の幅およびジョグ距離が折曲げ中にスリットの両側間の接触を防ぐほどに大きくないなら、スリット243の他方の側のタング260の面235に摺動するか或は乗り上がる。
切口幅およびジョグ距離が、リップ部分253とタング260の面255との接触が生じないほどに大きいなら、それでも、曲げられた或は折られたシートは斜めの折曲げストラップの改良強度の利点のうちの幾つかを有するが、このような場合、曲げセ縁245に沿った折曲げがさほど予測できなく且つ正確でないように折曲げのための実際の支点がない。同様に、ストラップ構成構造体が材料シートを貫かない溝243であれば、これらの溝は斜めの高強度の折曲げストラップを構成するが、溝が折曲げ中に切り抜いてスリットになるほどに深くないかぎり、折曲げ中、縁-面摺動が生じない。かくして、折曲げストラップの弧状に或は末広状に溝付きの具体例は、縁‐面折曲げが生じなくても、改良されたストラップの強度を有する。
リップ253とタング260の面255との相互係合を生じるには深すぎる切口のナがと関連された他の問題は、折曲げが折曲げ済みシートの両側間に小さい鋭角を定めるように比較的極度でないかぎり、結果的に生じた折曲げ済みシート材料がスリットの面に支持されるリップ縁部を有していないと言う点である。この結果、従来のスリット付け解決策と関連して述べたように、負荷時に折曲げストラップの中間程度の更なる応力付加が生じる。この問題は、図6ないし図8Bのストラップ構成では、従来技術と同じ位厳しくはないが、好適な形態は、実質的に折曲げ工程全体にわたってリップおよびタングの面の相互係合を確保するように切口の幅およびジョグ距離が選択されることである。
また、スリット243が実際に曲げ線上にあるか、或は曲げ線を横切っており、それでも、実際の支点面255およびそれに沿って摺動するリップの縁部の均衡化位置決めから正確な折曲げを生じることも可能である。スリット243が曲げ線245を横切るように形成される潜在的な欠点は、縁部257と面255との間にエアギャップが残ると言う点である。しかしながら、エアギャップは、その後の溶接、ろう付け、半田付け、接着剤充填を容易にするために、或はエアギャップがガス抜きのために望まれるなら、許容可能であこともある。エアギャップを生じるためのスリットの位置決めは、その後の曲がり部補強が用いられる場合、本発明の望ましい特徴である。しかしながら、エアギャップは、未充填の場合、において、回転を除いて、すべての自由度で曲り部の荷重支持要件のすべてを可塑的に変形されたストラップの連結帯域または横断面領域に置く傾向がある。また、エアギャップなしで縁-面係合を生じる曲げ線を横切るスリットを一定の基準で定めることも可能である。
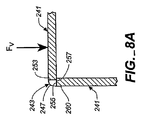
図7、図8、図8Aおよび図8Bは曲げ線245に沿って90度の角度まで折り曲げられたものとしてシートを示している。図8Aおよび図8Bで最も良くわかるように、リップ253の内縁部257はスリットの両側でタング260の面255上にまで摺動しており、そしてそこで相互係合され且つ支持される。従って、垂直方向の力FVは、図8Aに示されるように、面255への縁部257の重なりにより支持される。水平方向の力FHは、図8Bに示されるように、同様に、面255への縁部257の重なりにより阻止される。図8Aおよび図8Bを従来技術の図1A、図1B、図2Aおよび図2Bと比較することにより、本折曲げ方法およびスリット付き構成が有する全体構造の強度についての差が明らかである。スリットに沿った交互の重なり縁‐面支持体と、反対に斜曲された方向に斜めである斜めの折曲げストラップとの組合せは、正確であるだけではなく、従来スリット付け構成が生じるよりも非常に少ない残留応力および高い強度を有する。
しかしながら、反対方向における折曲げストラップの斜曲は本発明の利点のうちの多くを達成するために必要とされない。シート241が等方性の材料である場合、ストラップの長さ方向中央の軸線の交互の斜曲は応力を解消する傾向がある。スーと材料が等方性でないなら、材料における優先的な粒子効果を打ち消すために同じ方向における斜めのストラップの斜曲を使用することができる。変更例として、等方性のシート材料では、同じ方向におけるストラップの斜曲が曲げ線の両側におけるシートの諸部分の曲げ線に沿った相対変位を生じることができ、この変位は生じられる側変位の量により締り嵌めまたはタブ/スロット挿入のような第3平面との係止係合を生じるために使用されることができる。
斜めのスリットの幾何形状は、これらのスリットが終結されるか、或はストラップがシートの残部に連結される個所でストラップ材料における残留応力を減少させる傾向がある領域にわたってスリットが曲り且つ捩れるような構造である。かくして、亀裂に伝播が低減されてスリットの端部における拡大開口部またはカールの必要性を少なくする。その結果の構造が主に静的負荷のために意図されるか、或は全く負荷されるのが全く期待されないなら、斜めのストラップを生じる弧状スリットには、無応力低減終結が必要とされる。
しかも、スリットが互いから横方向に間隔を隔てられるジョグ距離を増大することなしにストラップ247の幅を変えるためにスリット243を曲げ線243に沿って変位させることができることは理解されるであろう。逆に、同じストラップの厚さを維持するために、スリット243間のジョグ距離を増大させることができ、且つスリットを長さ方向に変位させることができる。明らかに、両方の変化は用途を満たすためにストラップの幅および長さをデザインするために行われることができる。
一般に、スリットからスリットまでの横方向の距離、または曲げ線までの1つのスリットの距離の2倍の比が「ジョグ」と称せられる。本発明の好適な実施形態における材料の厚さに対するジョグ距離の比は1未満である。すなわち、ジョグ距離は通常、1未満の材料の厚さ未満である。より好適な実施形態によれば、0.5未満の材料の厚さのジョグ距離比を使用することができる。更に好適な実施形態によれば、使用される特定の材料およびストラップの幅および切口の寸法によっては、ほぼ0.3未満の材料の厚さのジョグ距離比を使用することができる。
折曲げストラップの幅は、シートを折り曲げるのに必要とされる力の量に影響し、且つスリット243を曲げ線245から遠く離れる方向に移動させることにより、或はスリットの位置を長さ方向に変位させることにより、或はそれらの両方により変化されることができる。一般に、斜めの折曲げストラップの幅は、最も好ましくは、折り曲げられる材料の厚さより大きいように選択されるが、材料の厚さの約0.5倍ないし約4倍の範囲内のストラップの幅を使用してもよい。最も好ましくは、ストラップの幅は材料の厚さの0.7倍と2.5倍との間である。
しかしながら、本発明の利点のうちの1つは、スリット付け構成が、手動ツールまたは比較的低動力化されているツールを使用してシートの折曲げが清浄に達成することができると言う点である。かくして、折曲げツールは折曲げストラップ247の折曲げおよび捩りを行うほどの力のみを必要とし、これらのツールは曲り部の位置を制御するように十分な動力を有さなくてもよい。かかる制御は、曲り部の位置を制御するように十分な力で折り曲げられるべき材料を締付けるプレスブレーキのような動力化機械のために必要とされる。しかしながら、本発明では、曲り部の位置は実際の支点、つまり、曲げ線の両側で面255上で回動する縁部257により制御される。従って、必要とされる折曲げツールは、必ずしも、曲り部の位置決めではなく、ストラップ247の折曲げを行うことができるものであればよい。これは、高強度のパワーツールが、例えば、外側の空間、または構造体の現場加工において、或はかかる高動力化設備を有していない加工所で容易に利用可能でない用途では極めて重要である。また、以下により詳細に記載のように、金属シートを折り曲げるために、段ボール紙折曲げ機械、ブラダー、折りバー付きの真空折曲げ油圧式引張りシリンダーのような低力折曲げ設備および形状記憶折曲げ材料を使用することができる。更に、強い弧状の曲り部は、構造体自身の幾何形状のために、パワー折曲げ設備への物理的接近が可能でない構造体の加工において重要である。これは、3次元構造体を閉じ且つラッチ止めするのに必要とされる最後の少数の曲がり部では特にそうである。
スリット端部分251のための最も好適な構成は曲げ線245から弧状積重体である。実際、各スリットは、図9、図10および図10Aに示され且つ後述のように、連続円弧として形成されてもよい。円弧により、スリットの側部の材料をスリットの中心で始まってスリットの端部まで進行する弧状の経路に沿ってタングの面側を上って滑らかに且つ順次移動させる。これにより、折曲げ中に面255に縁部257が掛かる危険を減少させ、それにより、折曲げストラップには応力がより少ない。更に、カット無し表面の大きい半径は応力集中の傾向が少ない。図6ないし図8Bの構成では、スリット243の中央部分は曲げ線245と実質的に平行である。幾つかの非平行な配向は、特に曲げ線の両側で均衡化されていれば、許容可能であり、ここに記載の結果を生じる。
また、曲げ線およびスリット243の中心に対して直角に曲げ線245から積重体するように端部分251を形成することも可能である。これは、スリットが長さ方向に重ならなかったら、非斜めであることができる折曲げストラップを構成する。この解決策の欠点は、折曲げストラップ247が一様に且つ確実に曲らない傾向があり、それにより曲り部の位置の精度に影響する。更に、このような幾何形状はストラップの捩れを除去し、且つ曲り部の内側丸みよび外側丸みに厳しい応力集中点を誘発し、そして縁-縁係合の程度を制限することがある。
本発明の実施形態すべてにおける折曲げストラップはまず男性的に変形され、その後、可塑性/弾性材料では、可塑的に変形される。スリット付けの本発明は、決して可塑的に変形しない弾性的に変形可能なプラスチックに対しても使用されることができる。このような材料は弾性的に曲らなくないように曲げられた或は折られた状態で固着される。弾性変形のみが生じることを見込みのあるようにするために、折曲げストラップには、曲げ線に対して小さい角度、最も好ましくは26度またはそれ以下の角度にある中央の長さ方向のストラップ軸線が形成されることが好ましい。角度が低ければ低いほど、生じる捩りの割合が高くなり、且つ生じる折曲りの割合が低くなる。しかも、角度が低ければ低いほど、生じる折曲り半径が高くなる。剛性ポリマー、剛性金属、より可撓性のセラミックおよび幾つかの複合体のような優美に可塑的に変形しない剛性材料は弾性形態で大きい折曲り半径を許容することができる。また、これらの材料は材料の長いストラップにわたって分布される捩りばね作用を許容することができる。
しかしながら、可塑的に変形されたシートの曲り部の端部では、縁部257を引き下げて面255に当てる傾向がある或る程度の反発弾性変形が残存し、その結果、スリットの両側の材料間の相互係合を維持する残留弾性締付け力が生じる。かくして、折り曲げられるシートの弾性反発性は、曲り部における強度を確保し且つ曲り部の負荷時に折曲げストラップの漸増応力を減少させるために、支持力に抗して重なっているシートの縁部を予備負荷したり、引き下げたりする傾向がある。
図9、図10および図10Aに示される実施形態は図6ないし図8Bと関連して説明された斜めのストラップの具体例の特別な場合である。ここでは、斜めのストラップは完全に弧状のスリット443により形成される。円形セグメントとして示されるこのスリットの構成はより熱く且つより展性の小さい金属シート、例えば、チタンおよび0.635cm(1/4インチ)の鋼板などを折り曲げるのに特に良く適している。
弧状または円形のスリット443が曲げ線435の両側でシート441に形成されるとき、曲げ線の上方でスリット443まで延びているシートのリップ部分453が折曲げ開始時に各弧状スリットの中心において端部470の面455にまくり上がったり摺り上がったりし始める。次いで、リップ部分453は、ストラップ447が捩られ且つ曲げられるにつれて、スリット端部に向けて漸次、各スリットの中心から部分的にタング面455に摺り上がる。対向面へのリップの漸次まくり上がりは、スリット端部449に対して応力が少なく、従って、スリットがまっすぐな中央部分を有していて、このまっすぐな部分全体にわたって面に同時に摺り上がる図6ないし図8Bの実施形態よりも、より小さい展性およびより厚い材料の折曲げにより適している。
図10におけるスリット端部449は応力除去開口部249も、図6ないし図8の丸まれた端部249aも、図11の婉曲端部も有していないが、スリット443はほとんどのシートストックに切り込んだり成形したりするにはより経済的である。しかも、ストラップ447の変形は、応力集中が減少されるように、折曲げ中、より徐々である。これは、もちろん、負荷力および折曲げ力をより低い応力集中でシートの残部の中へより均等に伝達するためにストラップの幅の増大と合同する。
シートをスリット付けしたり溝付けしたりする本発明の種々の実施形態によれば、これまで実現されなかったデザイン製造および加工の利点を達成することができる。かくして、CADデザイン、急速原型加工および「ピックアンドプレース」組立体のようなデザインおよび加工技術の全利点は、本発明によるシートストック成形技術を使用することにより実現されることができる。しかも、溶接のような標準の加工技術は本発明のストラップ形成構成を使用して大いに高められる。
本発明により形成されるシートを使用する多くの利点を溶接と同じくらい基本的な製造技術と関連して示すことができる。本方法を使用したシートの折曲げは、例えば、ジグ処理のような多数の部品の取扱いと関連された製造問題を回避する。
更に、スリット付けが用いられる本発明の折曲げ済みシートはスリットに沿って溶接されることができる。図10Aでわかるように、例えば、タブ453の面455および端面457が溶接のために理想であるV字形横断面を形成する。図10Aに示されるように、溶接部460(破線)をスリット443に沿って設置するために切削または機械加工が必要とされない。しかも、スリットの両側のシートの側面の縁‐面係合は、事実上、溶接中にシートの諸部分を一緒に保持し且つ熱的に誘発された反りを減少させるためのジグまたは取付具をもたらす。それにより、硬化時間が大いに短縮され、このスリット付け方法により達成される寸法精度は、溶接工程中、維持される。また、弧状スリットはロボット溶接のための容易に感知される地形的特徴をもたらす。これらの利点もまた半田付け、ろう付けおよび接着剤充填と関連して生じるが、熱的歪は、通常、多くの接着剤では、厳しい問題ではない。
溶接、ろう付け、半田付け、注封化合物または接着剤によるスリットの充填により、本発明の折曲げシートが流体または流動可能な材料を保持する包囲体へ形成される。かくして、折曲げシートの包囲体は、流体密のモールドを形成するために使用されることもでき、シート材は、成形後、除去されるか、或は適所に残される。
斜めの、特に湾曲された溝またはスリットの顕著な利点のうちの1つは、その結果得られた折曲げストラップがシート材料の残部につながる個所で積重体していると言う点である。かくして、図10におけるストラップ447の領域450がスリット端部449と次のスリット443との間で横方向に積重体している。この積重体は各端部のところのストラップ44における応力を拡散方法または非集中方法でシートの残部の中へ送ったり、伝達したりする傾向がある。スリットの円弧または丸みが減少されると、積重体が増大し、これもまた、曲り部を横切るストラップの応力伝達の更なる独立した調整を許容する。かかる調整は、曲り部の強度に更に影響するためにストラップの幅、ジョグ距離およびスリットの切口の変化のうちの1つまたはそれ以上と組合わされることができる。この原理は図11の溝におけるスリットのデザインに用いられている。
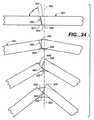
図6ないし図8および図9ないし図10の実施形態の斜めの折曲げストラップは折曲げ済み構造体の全体強度および耐疲労性のかなりの改良を生じるが、ストラップ構成構造体が弧状のスリットの形態をとるなら、更なる改良を特に疲労と関連して達成することができる。ここで使用する場合、「弧状」は円形の弧、および異なる半径を有する一連の長さ方向に連結された接線方向の弧を意味しており、且つこれらを含む。好ましくは、弧状のスリットまたは溝は図11に示されるように(シートの厚さと比較して)比較的大きい半径を有している。かくして、材料シート541には、全体的に542で示される複数の連結された大きい半径の弧状スリットが曲げ線543に沿って設けられることができる。弧状スリット542は、好ましくは、曲げ線543に沿って隣接したスリットの中心間で測定されたずれ距離だけ)長さ方向に互い違いになるか或はずれており、或は本発明の他の実施の形態と関連して前述したようにして曲げ線543の両側にある。弧状のスリット542は、折曲げストラップ544である連結帯域と、スリット542により設けられる非連結帯域とを構成している。図11における右側スリット542だけが切口またはスリットの厚さを許容しており、スリット542の残部は概略的に示されており、すなわち、無切口となるようにナイフにより形成されたスリット形態をとっている。
長さ方向に隣接したスリット542は、それらの間に折曲げストラップ544を構成しており、これらのストラップは、この実施形態では、前述のように、曲げ線543に対して斜めであって、交互の方向に斜曲されている。各スリット542は弧状スリットの中心点547からの曲げ線543から離れる方向に積重体している中央の弧状部分546を有する傾向がある。また、端部分546は、有利には、スマイルを弧部分549に沿って戻る方向に延びるようにする非常に小さい曲率半径で弧状であって、最終的に内方に弧状の部分551で終わるのがよい。
従って、折曲げストラップ544が、曲げ線543のいずれかの側では弧部分546により、且つストラップの端部では、弧状端部分548により構成されることはかるであろう。(長さ方向に隣接したスリットの左側対のところで図11に示される)矢印552のところの弧状スリット部分546間に最小のストラップ幅が生じる。中心線553がストラップの最小幅のところで矢印552を通って引かれれば、この中心線は最小のストラップ幅552のまわりのところで曲げ線543を横切ることはわかるであろう。スラップ544は最小のストラップ幅552から両方向に長さ方向ストラップ軸線553から離れる方向に積重体している。かくして、曲げ線543の一方の側のシートの部分554がストラップ544により曲げ線543の反対側のシートの第2部分556に連結されている。最小幅の平面552から両方向におけるストラップ544の増大幅により、ストラップが応力を大いに減少させ且つ耐疲労性を高めるようにして曲げ線を横切って夫々のシート部分554、556に連結されている。
更なる例示の目的で、ストラップ544aが中央の長さ方向のストラップ軸線に沿ってストラップの増大幅を実証するために網状線付けさられている。絶えず増大しているストラップ幅だけシート部分554を同様に増大するストラップ幅だけのシート部分556に結合することは応力を減少させる傾向がある。曲げ線543に対する斜角でストラップ554の中央の長さ方向の軸線を配向した結果、ストラップは捩られるだけではなく、捩られ且つ曲げられ、これによっても、ストラップにおける応力を減少させる。シートにおける応力はストラップの連結された材料を通って曲り部を横切って流れる。疲労破損の主な原因である引張状態の周期的な応力は捩られ且つ曲げられたストラップを通って大きい半径の弧546、549とほぼ平行に流れる。弧551、548のより小さい半径は、弧546、549の主な総力支持自由面から離れる滑らかな変化をもたらすが、それら自身、著しい総力の流れを受けない。このように、弧状スリットは、応力場の流れにおける(材料の厚さと比較して)大きい半径の弧のみを位置決めし、且つ折り線から離れる方向の親平面の中へのスリットが形成される深さを最小にするためにコネクタとしてより小さい半径の弧を使用するようにして、非常に小さい円または弧により相互に接合された非常に大きい円の部分に似ている。かくして、微小な亀裂を引き起こした応力が最も生じそうであるスリット端部は、図6ないし図8および図9ないし図10の実施形態における破損状態でおそらく生じ得るように、曲り部の長さを下って1つのスリットから他のスリットまで伝播されない傾向がある。
また、折曲げストラップの形状は曲り部を横切る応力の分布に影響する。折曲げストラップが最も狭いストラップの幅寸法、例えば、図11における幅寸法552から比較的急に積重体する場合、この最小の寸法がストラップの中心のところくびれまたは弱化平面として作用する傾向がある。このような急に幅狭くなることは、ストラップの両側のシート材料554、556の中へのストラップの全長にわたる応力の所望の分布ではなく、ストラップにおける局部的な可塑変形および応力集中を許容する。
図11に示されるように、且つ好適であるように、ストラップ544は、好ましくは、所望のストラップ強度を与える最小の幅寸法552を有し、次いでストラップがシート部分554、556の中で終わるときに生じる任意に急な積重体でストラップに沿って両方向に次第に積重体する。この構成は、曲げ力および捩り力をストラップの長さに沿って一様にシート部分554、556の中へ分布するのではなく、曲げ力および捩り力を集中させて破損を生じる552のところの不当に幅狭いくびれを有する問題を回避する。
スリットの端部、すなわち、弧状スリットの凹形側面により構成される親平面の部分は、引張り応力から隔離される傾向がある。これにより、タングを、親平面に切込み特徴を位置決めするために理想的にする。取付穴または整合穴、または他の連結幾何形状と合う切欠きが例である。図11Aは水ジェット切込みされるか或はレーザー切込みされた急速刺し穴560、565をスリット546のタング555に位置決めすることを示している。急速刺し穴はいくらか不規則であり、他のところでは、疲労亀裂破損を開始する。図11Aには、急速刺し穴の2つの別な位置が示されている。低速刺しが非常に時間を浪費するので、急速刺し穴はレーザーまたは水ジェット切込みの全コストを低減するのに重要である。
本発明のほとんどの有利な態様のうちの1つは、ストラップおよびスリットのリップおよびタングの縁-面係合形成すべき材料のデザインおよび切込みが、従来技術に記載のように、従来の折曲げ技術を使用して同じ角度または鋭さの程度まで曲げられた或いは折られた材料のミクロ構造の実質的な変化と比較して、曲げ部または折り部のまわりの材料のミクロ構造が本質的に変化されないようにして達成されると言う点である。材料が曲げられるときに、曲り部のまわりの応力を大いに減少させ且つ曲り部のまわりの材料のミクロ構造を未変化のままにする捩じりおよび曲げ変形の組合せをもたらすのはストラップとスリットの縁−面係合との関係である。従来技術の従来の折曲げ技術が使用される場合、例えば図5A、図8、図8Aおよび図10Aに示されるように、曲り部が鋭いように、(例えば、曲り部の内側で90度)であるように形成されるなら、曲り部のまわりの材料のミクロ構造にかなりの変化がある。
本発明の他の実施形態と関連して一般に述べたように、スリット542はシートの特性の広い範囲に対処するように変更された幾何形状を有することができる。かくして、折曲げられるシート材料の種類を変えられたり、その厚さが変化されたりするか、或いは曲り部の強度特性が合わせられるべきである場合、スマイルスリット542の幾何形状もまた変化することができる。各スリットの長さLは、そのずれ距離O.D.、または曲げ線543に沿った長さ方向の間隔と同様に変化することができる。スリットの高さHもまた変化されることができ、曲げ線の両側のスリット間の曲げ線を横切るジョグ距離が変えられることができる。これらの種々の要因はストラップ544の幾何形状および配向に影響を及ぼし、これもまた曲り部の強度および種々の構造体に使用するための適合性に影響する。等しく重要なものは前述のシーリングおよび位置決め変数とともに、弧状のスリットの形状である。
従って、ストラップ構成スリットまたは溝を、曲げられるか或いは折られる材料および製造されるべき構造体に合わせることができることは本発明の特徴である。例えば、幾何形状が僅かに変えられた弧状スリットデザインについて、異なる厚さ以外、所定の材料のシートを経験的に試験することが可能であるが、デザインは或る種類の弧幾何形状を備えている。この方法は異なる材料について繰り返されることができ、折り曲げられる材料シートおよびその厚さに関しての入力に基づいてデザインを検索することができるデータベースに経験的なデータを記憶することができる。この方法は材料シートの物理的特性が入力され、且つプログラムが材料を折り曲げる際に使用するための最も適切な弧幾何形状に関する経験的なデータのコンピュータデータベースから選択するコンピュータ設備に特に良く適している。ソフトウエアは、シートが正確なデータが記憶されていない材料のものである場合、またはシートが正確な記憶データが無い厚さを有する場合、有効なデータ間で補間することもできる。
弧、かくして、連結ストラップのデザインまたは構成もまた、曲げ線に沿った材料シートの厚さの変化に対処するために曲げ線の長さに沿って変化されることができる。変更例として、曲げ線に沿ったストラップの構成は変化することができ、或いは非線形負荷に対処するように合わせられることができる。本発明の強度および耐疲労性の改良ほどには重要ではないが、スリットまたはストラップの構成は改良された強度および耐疲労性との組合せで異なる装飾効果を与えるように変化されることもできる。
本発明のシートスリット付け装置の種々の実施形態から生じる他の利点は、結果的に得られた曲り部または折り部が内面的および外面的の両方で比較的鋭いと言う点である。鋭い曲り部によれば、1つの曲り部構造体を他の構造体に強く結合することができる。かくして、プレスブレーキ曲り部は丸くされるか、或いは曲り部のところで顕著な丸みを有する傾向がある。プレスブレーキ曲り部構造体が例えばプレートに結合され、且つ折曲げ済み構造体を弧状曲り部のまわりに回転させる傾向がある力が加えられると、折曲げ済み構造体はプレートから分離することができる。かかる分離は、本スリット付けスキームを使用した結果得られる曲り部と同様に、曲り部が鋭い場合よりも容易に生じることができる。
鋭いまたはくっきりした曲り部または折り部を生じることができることにより、本発明の方法を、これまで紙または薄いフォイルから形成されるだけであった構造体、つまり、オリガミまたは折紙構成体の広大な技術に適用することができる。数世紀の努力後に、複雑な3次元折紙構造体およびそれらの創作のための科学または数学が開発された。このようなオリガミ構造体は、視覚的に優美であるが、通常、フォイルより大きい厚さの金属シートから形成されることが可能でない。かくして、オリガミ折りシートは、通常、著しい負荷を支持することができない。オリガミの代表的な例は、ファイアリブックス(バッファロー、NY)により2002年に発行されたデディールボウシンによる「進歩的オリガミ」およびスターリングパブリシング社(NY、NY)により2002年に発行されたクニヒコカサハラによる「極度のオリガミ」に記載の折紙構成体である。かくして、本発明は、ここに記載のスリット付けおよび折曲げ方法がオリガミ折目の代わりにされる新規な部類のオリガミアナログデザインを可能にする。
本発明のシートスリット付けおよび溝付け方法は、鋭い曲り部を生じ、且つ金属シートのそれ自身への180度の折り返しを許容する。かくして、フォイルの厚さを十分に超えた厚さを有するシート金属を使用して、多くの構造上興味あるオリガミ構成体を加工することができ、その結果得られたオリガミ系構造体は著しい荷重を支持することが可能である。
他の興味あるデザインおよび加工可能性は、特に、自動化された「ピックアンドプレース」構成部品の追加が用いられるなら、急速原型加工および急速製造と関連して本発明のスリット付け構成を使用することにより実現される。急速原型加工および急速製造は広く知られており、且つ3次元加工を可能にするためにCAD(コンピュータ助成式デザイン)およびCAM(コンピュータ助成製造)デザインの使用よりなる。デザイン者は所望の仮想の3次元構造体で開始する。急速原型加工を可能にするために本発明を使用して、CADソフトウエアは3次元構造体を2次元シートに戻し、次いで所望の構造体を生じるためにシートを折り曲げるためのスリットの位置を探し出す。同じことがCAMを使用した急速製造でなされることができる。同様な仕事を行うための他の種類のソフトウエアもある。ジョグ距離および折曲げストラップの幅を選択することにより正確に折曲げ且つ曲り部の強度に合わせることができることにより、デザイン者はデザイン方法において未折りの2次元シート図にスリットを配列し、その後、デザイン方法は、構成部品を追加した或は追加することなしに、複雑な3次元構造体を生じるためにシートの溝付けまたはスリット付けおよび折曲げにより製造方法で実行されることができる。
広くは、高速の「ピックアンドプレース」自動化部品取り扱い技術を使用して電子装置用の回路盤に部品を組付けることも知られている。かくして、組付けロボットが、部品供給装置から部品を取り上げ、次いでそれらを回路盤または基板またはシャシに設置することができる。ロボットは留め具、半田付け差込みなどを使用して部品を基板に固着する。このような「ピックアンドプレース」組付けは平らな表面への部品の設置に大いに限定されていた。かくして、回路盤は、「ピックアンドプレース」組付けが完了された後に3次元ハウジング内に設置されなければならない。
電子ハウジングは、通常、部品がハウジングの壁部に固着された後には、3次元形状へ折られたり、或は曲げられたりされることができない。しかも、従来の折曲げのための技術は、本発明では可能であり、且つ部品または構造上の整合問題を解決するのに必要な精度を欠いている。従って、ハウジングを予め折ったり曲げたりすることは、電子部品をハウジング内に固着するのに使用されるべきピックアンドプレースロボットの力を制限していた。
なお、スリット間に存在するストラップは、有利には、電子用途では曲り部を横切る導電経路として使用されることができ、可能な精度により、3次元シャシが形成されるとき或は回路盤自身がより濃密な構成へ折られるとき、回路盤上の導電経路または部品を整合状態へ折ることができる。
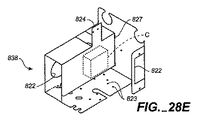
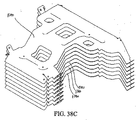
しかしながら、本発明のデザインおよび製造方法によれば、図28Aないし図28Eに示されるように、正確曲り部を配列し、次いで伴われる比較的低い力でスリットを形成することができる。かくして、ハウジングをデザインして平らなシート821から切込むことができ、高速のピックアンドプレースロボットを使用して部品を立方体の包囲体のいずれものすなわち6つの壁部に急速の固着することができ、ピックアンドプレース方法を完了した後に、ハウジングまたは部品シャシを3次元形状へ容易に折り曲げることができる。
図28Aに示されるように、シート821は、好ましくは高速ロボット技術により折曲げ前に固着される部品Cを有している。シート821には、レーザー切込み、水ジェット切込み、ダイ切込みなどによりデザインされた切欠き特徴822と、部品受入れ開口部823と、タブ824と、支持フランジ826と、タブ受け入れスロット827とが形成される。図28Bでは、シート821は曲げ線831に沿って折り曲げられてタブ824を外方に変位さえてある。次に、シートは図28Cにおいて曲げ線832に沿って曲げられ、次いで図28Dにおいて曲げ線833に沿って部品Cの上方で折り曲げられ、他方、側フランジ826は曲げ線834に沿って折り曲げられている。最終的に、シャシ端部分836が魔g線837に沿って上方に折り曲げられ、タブ824が、部品Cのまわりで3次元電子シャシ838へのシートの剛性の固着を可能にするようにスロット827に挿入される。
明らかに、ほとんどの場合、折曲げ前に、複数の部品Cがシート821に固着され、部品Cもまた折曲げ方法における種々の工程でシャシ838に固着され、且つシャシの種々の表面に固着されることができる。
また、図28Aないし図28Eは本発明のシート折曲げ方法により実施される気品的なデザイン方法を示している。部品を支持するほとんどの空間効率方法のうちの1つはこれらの部品をシートストックに取付けることである。しかしながら、従来のシートストック折曲げ技術の使用は堅い曲り部および入り組んだ差込シート部分を可能にしない。しかしながら、本発明の折曲げ方法は、スリットを極めて正確に配列することができることの理由で、開口部、切欠き、スロット、タブなどが折曲げ済み構造体ならびに取付けられた部品および他の構造体に対する結合部において正確に整合するように、曲り部を正確な位置に生じる。
しかも、曲げ線およびシャシまたは包囲体特徴の正確な配列は利点のほんの一部である。構造体自身は比較的低いちからを使用して、および手動ツールによっても折曲げられることができる。曲げ線の正確な位置と低力折曲げとの組合わせにより、これまで部分的に実現されただけであったデザイン技術を可能にする。この技術は所望の機能を有する部品を選択し、且つこれらの部品を所望の配置で空間に位置決めすることを含む。その後、シャシは、例えば、CAD技術を使用して、部品を位置決めされたままに支持するのに必要なシャシの支持用の薄いシート部分がデザインされた状態で設計される。曲げ線は支持用シート部分を生じるように位置決めされ、シャシは、図28Aに示されるように、必要な特徴および曲げ線を有する平らなシートへ図式的に折り戻される。
このような技術をCADデザイン文献およびCADおよびCANソフトウエアにおいて前に説明しが、これらの技術は、シート金属の正確な低力折曲げが実用的でなかったので、最も簡単なデザイン以外、どれにも効果的に実施されなかった。スリット付けに基づいた本発明はこの理論的なCADまたはCAMデザイン技術の実際の加工を可能にする。従来技術のCADまたはCAMデザインは、例えば従来の折曲げ交差を保持することができなかったので、以前、理論的なCADまたはCAMモデルと同じ精度まで実際の材料において物理的に実現されることができなかった。本発明では可能な折曲げ精度は、CADまたはCAMモデルと折曲げシート材料のための達成可能な物理的形態との間の対応性を劇的に増大する。
しかも、折曲げはピックアンドプレースまたは急速原型加工現場で行われる必要がない。部品が取付けられたシートは、部品が搬送方法のための手荷物として作用するように形成され且つ選択された状態で搬送されることができる。デザインおよび切込み現場から遠いことがある加工現場にあると、シャシまたはハウジングシートは、望むなら、手によっても正確に折り曲げられ、折る曲げられたハウジングは、複数の選択された部品が内部または外部に固着された状態で3次元構造体に固着される。
しかも、三次元シャシおよび他の構造体は、構造体の内部への周期的または緊急の接近のためにシャシまたは構造体内にドアを設けるために曲げ線に沿ってストラップにより取付けられるパネルを中に有することもできる。それにより、別体のドアヒンジ組立体が除去される。
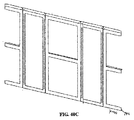
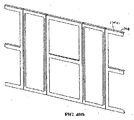
ここに記載のシートスリット付けまたは溝付け技術の種々の実施形態を使用して、極めて広い範囲の製品を形成することができる。列挙による制限なしに、下記のものが本発明のスリット付けおよび溝付けスキームを使用してシート材料から折られることができる製品の例である:トラス、ビーム、湾曲ビーム、コイル状ビーム、ビーム内ビーム、包囲体、多面体、スタッド壁部、ビームネットワーク、包囲ビーム、フランジ付きビーム、中間のマルチピースフランジ付きビーム、機械、芸術品および彫刻品、オリガミ三次元構造体、音楽楽器、玩具、標識、モジュール連結体、パッケージ、パレット、保護包囲体、プラットホーム、橋、電気包囲体、RFシールド包囲体、EMIシールド、マイクロ波ガイドおよびダクトなど。このような構造体の少しの例が図12ないし図30および図32に示されている。
本発明のスリット付け方法およびスリット付きシートを使用しての湾曲ボックスビームの形成を図12、図13および図14の参照により述べることができる。2つの曲げ線562、563を有する材料シート561が図12に示されている。曲げ線562はその両側に複数の弧状スリット563を有している。また、より小さい弧状スリット564が曲げ線562に沿って位置決めされている。これらのスリット563、564は図11におけるスリット542と関連して説明され且つ示されたような一般構成を有しているが、スリット564の長さはスリット563の長さに対して減少されており、スリット564は材料シートの縁部568に設けられている切欠き567の頂点566に位置決めされているのがわかる。スリット563の長さ方向に隣接した端部分およびスリット563、564の長さ方向に隣接した端部分により構成される折曲げストラップ569はスリット563、564の長さの差にかかわらず、構成が本質的に同じである。弧状のセグメントの差に因りある程度の僅かな形状の差があるが、折曲げストラップ569は曲げ線562の長さに沿ったそれらの強度および耐疲労性能力が本質的に一様である。
スリット564の設置の利点のうちの1つは、これらのスリットが切欠き567の頂点566で生じることができるいずれかの応力亀裂の伝播を封じ込める傾向があると言う点である。切欠き567により構成される種々のリーフまたはフィンガー571は、構造体が必要とすべきであれば、90度まで、或は他の角度までページのなかへ或は外へ折り曲げられることができる。中央の部分572は図12が描かれている用紙の平面に留まることができる。
複数のスリット576、577が第2曲げ線563に沿って位置決めされている。これらのスリットは第1曲げ線562に近接して示された弧状スリットより非常に密接している端曲線部分578を有している。一般に、密接した端部分578はスリット563、564と関連して使用されるより開放端部部分ほど望ましくない。それにもかかわらず、破損に応力付与する傾向がない展性材料では、スリット576、577について示された種類のスリットは全く適切である。また、スリット576、577間の相違は、より小さいスリットが切欠き567の頂点566に使用されたと言う点である。
スリット付けされると、リーフ571を中央部分572に対して90度のような角度で折り曲げることができるように、シート561を曲げ線563に沿って折り曲げることができる。なお、普通、曲げ線562、563に沿ったスリットは同じ形状を有しており、すなわち、スリット573および564であるか、或はスリット576、577である。スリット構成を混成することが可能であるが、普通、図12に示されるように、スリット構成の混成からの利点は無い。図12の図示の実施形態の目的は本発明によりシート材料の折曲げに使用するのに適している異なるスリット構成を示すことである。
図12に示されるようにスリット付けされた2つのシートを使用して湾曲ボックスのデザインおよび形成を図13および図14と関連して説明することができる。このデザインは、先に述べたように、CAD,CAM装置で達成され、シート561に形成されたスリットは同様にCAD,CAM装置または他の装置にデザイン法で配列される。581で全体的に示される湾曲ボックスビームが示されており、この湾曲ボックスビームでは、1つのデザイン化され、切込まれ且つ折り曲げられたU字形のシート572aが第2のデザイン化され、切込まれ且つ折り曲げられたU字形のシート572bに固着されている。図13および図14からわかるように、フィンガーまたはリーフ571aはフィンガーまたはリーフ571bの外側に折り重なれている。両方の場合、頂点566は折り線562a、563a、562bおよび563bに極めて近接している。頂点のこの設置は、切欠き567aが増大した切欠きの夾角を有するようにすることによりシートの折曲げを許容し、他方、切欠き567bの夾角はビーム581の長さ方向の折曲げの領域582において減少する。シート材料の中央部分572a、572bは少なくとも極度でない半径における座屈の無い折曲げを受け入れる厚さを有している。
折られたシートはリベット583または他の適当な留め具、接着剤または溶接およびろう付けのような留め技術により相互に固着されることができる。留め具のための開口部は図12に580で示されるように予め形成されることができる。開口部580の位置は、正確な湾曲構成が折曲げに先立って定められるか或は知られているなら、正確に設定されることができ、或は開口部580は中央の位置に位置決めされ、その後、中間であるか或は現場で設定される湾曲に2つの折曲げ済みシートを互いに接合するために後であけられた穴と共に使用されることができる。
例えば、中間の湾曲ボックスビームのための1つの用途が航空機工業界にある。折曲げし難い4041T-6または6051T-6アルミニウムが、スリットの所望のレイアウトでデザインされ、次いで図12にしめされるように完成されたスリット付きシートに設けられる。次いで、これらのシートは、例えば、修復されなければならない航空機の一部の湾曲により現場で定められる湾曲を有するボックスビームを与えるように現場で形成される。ボックスビームを形成する2つのシートは損傷された航空機の表皮部の一部の下に嵌るように湾曲され、その後、表皮部は湾曲ボックスビームの中央部分572に取付けられる。
リーフまたはフィンガー571の折曲げは手動ツールで、或は手によってなされることができ、下層の折られたシートのリーフまたはフィンガーにあけられている穴のためのガイドとして予め形成された穴58を使用することによってボックスビームの湾曲を保持するために、現場リベット止めが使用されることができる。かくして、簡単な手動ドリルおよびプライヤーでは、高強度の構造的4041T-6アルミニウムボックスビーム7は注文形成され、航空機の表皮部のその後の留めのための航空機構造部品として位置決めされることができる。これにより、例えば、永久修復を行なうことができる現場まで平面を通すことができるように、実戦条件下でも現場修復を可能にする。
長さ方向に湾曲されたボックスビームが所定の或は公知の長さ方向湾曲を有する場合、リーフまたはフィンガー571a、571bは、フィンガーが同じ平面において互いに噛み合う切欠きによって構成されることができる。これにより、滑らかであって開口部の無いビーム側壁部を生じる。
図12ないし図14に示されるように、長さ方向に湾曲されたボックスビーム681はシート材料をまっすぐな折り線562、563に沿って折り曲げることによって生じられる。また、湾曲された曲げ線に沿ってスリット付けまたは溝付けすることによって長さ方向に湾曲されたボックスビームを生じることも可能である。
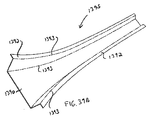
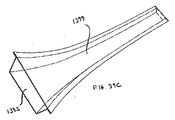
前述の湾曲ビームの具体例に加えて、非線形の部分を有する曲げ線に沿って折曲げストラップ構造体を単純に配列することの結果、湾曲された構造部材の他の例がすぐに明らかになる。このような曲げ線または曲線に沿って折ったり曲げたりすると、シートは湾曲された三次元構造体になる。
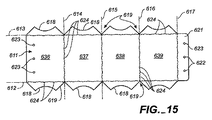
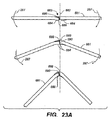
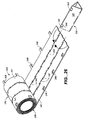
図15および図16を参照すると、折るためにデザインされ且つスリット付けまたは溝付けされた材料シートおよびそれから加工された三次元構造体がそれぞれ示されている。シート611は長さ方向に延びている折り線612、613に沿ってスリット付けまたは溝付けされるようにデザインされた。更なるスリット付けまたは溝付けは横方向に延びている折り線614、615、616、617上に生じた。シート611の対向された側縁部618、611は円形であり、複数の切欠き619はシートの両側縁部に形成されている。シートの一端部には、結合用タブまたはフランジ621が形成されており、この結合用タブまたはフランジ621は、好ましくは、そこに留め具受入れ開口部622を有しており、これらの開口部622はシート611の反対端部における開口部623と整合する。図9および図10の字形に示される種類のスリットまたは溝624は折り線612ないし517に沿って位置決めされた。他の実施の形態に示される種類のスリットまたは溝を本発明の範囲内で用いることができることは理解されるであろう。
図15に示される材料シートは図16に示されるロッド、ポストまたはカラム631のような円筒形部材を包み込むか或は包囲するように構成されている。シート616を折り線612ないし617に沿って折り曲げることにより、シート611は16にしめされるように円筒形部材631を包囲するようにまわりに折られることができる。シートの円弧状部分618はカラム631の半径と合う半径を有するように寸法決めされている。切欠き619が閉じ、切欠きを構成する縁部が互いに当接し、他方、折り線614、617により、シートを折ってカラム631のまわりの正方形の構成にし得る。その結果生じた折り曲げられた三次元構造体は、他の部材または構造体が容易に取り付けられることができる表面を設ける複数の平らなパネル636ないし639を有している。折られたシート611は開口部622、623を通して留め具によりカラム631にまわりに適所に固着されてもよい。溝またはスリット624の構成により、折られたシート611はカラムまたはポスト631のまわりの高強度の剛性構造体になる。垂直方向の変位に抗するポスト631への折られたシート611に固着は、弧状縁部618とポストとの締り嵌めの結果および/または留め具、接着剤、溶接、ろう付けなどの使用の結果であることができ、組立体は円筒形構造体への構造部材のその後の結合の問題を解決する多くの用途を有する。図15および図16の例は単に潜在的な化粧用被着ではなく、円筒形形態と直線形態との間の構造的変化部片である。
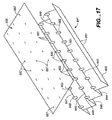
本発明のデザイン化されて製造されたスリット付きまたは溝付きシートおよび方法は、波形パネルまたはデッキ組立体をデザインし且つ形成するために使用されてもよい。図17および図18は本発明の装置および方法を使用してデザインされ且つ構成されることができる2つの波形パネル組立体を示している。かかる組立体は高い強度-重量比を与えるのに特に効果的であり、本発明のシート折り技術は波形シートを折ることと、取付けタブを設けることとの両方を容易に受入れる。
図17では、波形シートを平らなシートに結合するためにスリットを通って延びることができる取付けタブが設けられており、図18では、留め具受入れ開口部を有するタブが設けられている。
図17では、材料シート641は本発明の教示により長さ方向に延びる折り線642ないし647に沿ってスリット付けまたは溝付けされている。更に、複数のタブ649が折り線643、645、647に沿って形勢されている。タブ649は折り線に沿ってスリットまたは溝651の形成と同時にシート41に切り込まれている。かくして、シートが図17に示される波形状態に折られると、タブが上方に突出するように、U字形切り目652がシートに形成されている。タブ649は、折りが生じて波形部を形成すると、垂線から角度をなして延びるが、タブ649は、その後の工程により、617で示されるように、傾斜位置からほぼ垂直な位置まで曲げられることができる。
図17に示された折られたシートまたは波形のシート641は複数のスリット657が形成された第2の平らなシート656に取付けられることができる。スリット657はこれらを通してタブ649を合わせ的に受入れるように位置決めされ且つ寸法決めされている。シート656を波形の折られたシート641上に降下させると、タブ649はスリット657を通って上方に延びる。タブ649はシートを互いに固着するためにスリット657と締り嵌めされることができ、或はタブ649は2つのシートを互いに固着するために水平な位置まで曲げられるか或は垂直軸線のまわりに捩られることができる。また、タブ649は曲げられ、そして接着剤、溶接、ろう付けなどによりシート656に固着されてもよい。
選択自由として、スリット付けまたは溝付け方法中にシート641から形成されるタブ(図示せず)を使用して、図示されていない第2材料シートを折られた或は波形のシート641の下側に取付けることができる。第2シートはシート656と関連して述べたようにして折られた波形のシート641の底部に固着される。
結果は、多くの用途に使用されることができる高強度の耐疲労性および軽量の波形パネルまたはデッキ組立体である。
結果は、多くの用途に使用されることができる高強度の耐疲労性および軽量の波形パネルまたはデッキ組立体である。
図17と同様な波形パネル組立体を図18と関連して示されるように構成することができる。折られた波形のシート661は複数の折り線662と、複数のタブ663とを有している。タブ663はタブ649と関連して述べたものと同様にしてシート661から形成され、タブ663のみが留め具受入れ開口部664を有している。更に、タブ663はタブ649と関連して述べたように、ほぼ垂直な位置までではなく、ほぼ水平な位置まで折られる。水平な位置では、タブ663は留め具受け入れ開口部667を有する第2材料シートを結合するために使用されることができる。シート666は、開口部667が開口部664と整合するように位置決めされ、2つのシートを互いに固着するために、留め具が使用される。図17と関連して述べたように、第3シートを波形のシート666の底部に固着することができるが、この図は波形のシート661の底側における固着タブ664を示していない。
また、前述のように、本発明により形成された複数の溝またはスリット668を用いることにより、強度が非常に高く、良好な耐疲労性を有し且つ軽量である波形デッキまたはパネル組立体を加工することができる。
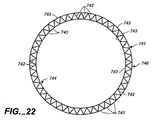
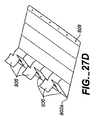
図9ないし図22は本発明のスリット付きシートおよび方法を使用して形成されることができる連続した波形パネルまたはデッキの更なる具体例を示している。しかも、図19ないし図22のパネルは、顕著な荷重支持能力を有する鋭い曲り部または折り部を加工することができる理由で得られることができる強度の利点を有している。更に、図19ないし図22の具体例は折られたシートを高強度の三次元構造体に相互係止するためにタブを使用していることを示している。
波形パネルまたはデッキを形成する従来の技術は、しばしば、全体のパネル材料に対する弦材料に所望の高いレベルまたはパーセントを達成することができない欠点がある。一般に、ウェッビングの目的はそのタスクを達成するのに必要とされる最小のウェッブの質量で弦を分離することである。I-ビームはそれらの間の連結ウェッブに対するより厚い頂弦および底弦を使用する転造または溶接形態である。本発明によれば、連続コイルから製造され、コンパクトなコイル形態で搬送され、且つ現場で容易に形成されることができる剛性で強く、低重量の構成体を生じる際に広いデザイン融通性に対処した波形構造体の部類を可能にする。この可能にされた実施形態に相互係止性質は、溶接が破損を特に受けるコーナーにおける溶接を回避する。
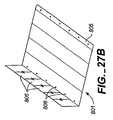
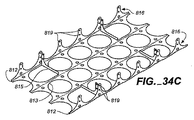
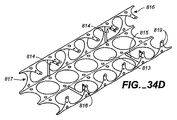
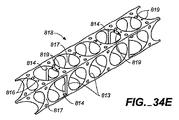
本発明を使用してシート材料721がスリット付けされており、このシート材料721は曲げまたは折り前の平らな状態で図19に示されている。わかるように、複数の実質的に平行な曲げ線722は、両方向に斜曲された斜めに延びるストラップを構成するために曲げ線の両側に位置決めされた交互する弧状スリット723のパターンを有している。スリット723は例えば図6または図9におけるスリットの形態をとることができる。また、シート721には、スリット723のタングン部分に外方に延びている複数の端部724と、複数のキーホール状の開口部725とが形成されている。開口部725はタブ725と整合関係で位置決めされている。
図21Aでは、タブ724はスリット723から曲げ線722を横切って延びていることがわかる。従って、タブ724はスリット723のタング側の延長部である。キーホール開口部725は、タブ724を受入れるように寸法決めされた構成を有するスリット723のタング側における切欠きまたは凹タブである。タブ724の首部がスリットの反対側で上方に変位された面により干渉されるのを防ぐために、切欠き730がスリット723のリップ側面に設けられている。かくして、タブ724が切欠き725/730に挿入されるように、725、730の全体領域が切り込まれて落ち込んでいるか、或はシートから除去されている。
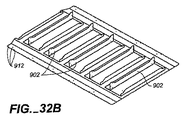
図20では、図19の平らなシートは折られて連続した波形パネルまたはデッキにされている。パネル726はウェッブ部分727および弦部分728を有している。パネル726でわかるように、弦728は連続してデッキまたは弦表面を与えるためにパネルの上側および下側の両方でパネルの全長にわたって端-端当接関係にある。この構成は、横方向のウェッブすべてがパネルの頂側および底側の両方で弦により接合されていないパネルにわたって例えば折曲げにおける強度が大いに向上されたオアネルをもたらす。更に、デッキまたはパネルは、優れた強度/剛性対重量の比のために弦材料質量対全体デッキまたはパネルの質量の比を更に改良する追加の材料シート(図示せず)を追加することにより補強されることができる。
図21はパネル726のために用いられた曲げまたは折りスキームをより詳細に示している。例えば、端フランジ729と連結して、ウェッブ727aを曲げ線722aのところでパネルの下側まで下方に曲げ戻すことができる。次いで、シート材料721を曲げ線722bのところで前方に曲げ、弦728aがフランジ729と平行にパネルの長さ方向に延びる。曲げ線722cのところで、ウェッブ727bを上方に延びて曲げ線722aに戻るように曲げ、その時点で、弦728bを前方に曲げ、曲げ線722bまで延ばす。次いで、ウェッブ727を曲げ線722dのところで曲げ線722cまで折り戻す。この曲げは、連結用ウェッブにより分離されるパネルの頂部および底部の両方に複数の端-端弦が存在する折られた波形のパネルを生じるようにパネル726の長さに沿って継続する。全体のパネル質量に対するパネルの弦材料の質量は高い強度対重量の比のために比較的高い。
本発明のスリット付け方法を使用して鋭いまたはくっきりした折り部にシート721を折ることができることにより、ウェッブ727と弦728との間の頂点731が比較的鋭くなり、且つ密な当接関係で位置決めされる。図示のように、図19ないし図21のパネルは、各頂点が約120度である正三角形を生じる等しい長さのウェッブおよび弦を有している。理解されるように、多くの他の構成幾何形状が同等に可能である。
折られたパネル726を三次元構成で固着することができる多くの方法があるが、好適な方法は、タブ724と、折曲げ用スリットの形成中にシート721に切り込まれる相手のキーホール開口部725とを用いることである。
タブ724aは、例えば、フランジ729からウェッブ727aまでスリットのタングの外方に延びるようにタブのレーザーまたは水ジェット切込みにより設けられる。ウェッブ2727aを曲げ線722bまで下方におよび後方に曲げると、タブ724aはフランジ729の水平の平面に留まる。図21Aで最も良くわかるように、弦728bに切込まれ且つタブ724aと整合された相手の開口部725により、タブ724aを開口部725に位置決めし得る。各タブ724が拡大頭部または端部734を有していれば、タブは、のこぎり部片が隣接した部片を捕獲するか或はそれと相互係止するほどに、相手の開口部725により係止されるか或は捕獲される。この相互係止はパネルの頂および底平面における相手の開口部からのタブの分離を阻止する。タブおよび開口部は締り嵌めを生じるように寸法決めされる必要がないが、好ましくは寸法決めされない。
また、タブ724と開口部275との相互係合はパネル726の底辺に沿って生じ、その結果、選択自由として使用されることもできる接着剤、溶接、ろう付けなどのような追加の固着技術なしでも、図20に示されるような形態で折られたパネルの固着が生じる。
図22では、図19ないし図21のシートスリット付けおよび曲げ方法は円筒形部材741の形成に適用されるものとして概略的に示されている。また、ウェッブ742および弦743は曲げ線のまわりに形成され、曲げ線の位置は、内側丸み744上の弦が円筒対741の外側丸み746上の弦より長さが短いように選択される。タブおよび相手の開口部は、材料の厚さおよび円筒体741の半径に応じて、弦およびウェッブを所望の構成で係止するために使用されてもよい。その結果得られた円筒形構造体は、例えば、軽量で高強度のカラムまたはポストとして使用されることができる。
本発明のほとんどの実施形態、および特に、材料シートが可なりの厚さを有する実施形態では、折曲げの開始により、スリットのタングまたはタブ部分が自動的にスリットの反対側の面に対して正しい方向に摺動し始める。しかしながら、シート材料が比較的薄く、且つスリットの切口が小さいか或はゼロである場合、スリット付きシートのタブ部分はときどき悪い方向に移動し、それにより曲り部の精度に影響する。この問題を改善するために、スリットのタング部分が予想可能な適切な曲りを生じる方向に付勢されることが可能である。この解決法は図23および図24Aに示されている。
本発明のデザインおよびシートスリット付け技術を使用して曲げ線682に平面のまわりに折り曲げるための材料シート681が形成される。弧状スリット683が形成され、これらのスリットは、曲げ線682のまわりのシートの折曲げ中、対向面に沿って摺動するタング684を構成する。
図23aでは、材料シート781が、曲げ線682のまわりに矢印687で示されるように、下方に折曲げられているものとしてわかる。タング684が下方に変位されるので、リップ689の下縁部またはコーナー688が折り返り、そしてタングの面690に沿って縁部688の摺動を生じるようにしてタングの面690に係合する。曲げ線682の各側の縁部688は、曲げ線682のまわりの曲りが、折曲げ方法中に所望方向におけるタングの面に沿った縁部の摺動を予想可能に生じるように、下方に予め設定されたタング684上で摺動するように情報に変位される。
例えば、ナイフがスリット683を形成するスタンピング方法を使用して折り曲げるためのシート681を形成する場合、スタンピングダイはタング684を曲げ線の側で下方向に可塑的に変形させることもできる。適切な方向における面690に沿った縁部688の予想可能な摺動は、曲げ線の両側の実際の支点が曲げ線682と整合された仮想の支点に沿って正確な曲りを生じるように、折曲げ中に生じる。また、変位されたタングは、オ折曲げのための適切な方向についてペレータに指示を出す。
本発明の多くの用途は90度の曲り部を要求するが、幾つかは他の角度での曲りを要求する。本発明の装置および方法は縁-面全接触の利点を維持しながら、このような曲りに対処することができる。図24には、約75度の曲りが示されている。
図示のように、材料シート691には、その平面に対して約75度の角度αで切込まれているスリット692が形成されている。(曲げ線693の他方の側の対応するスリットもまた、75度で切込んでいるが、図示の簡単化のために図示されていない反対の方向に斜曲されている。)下方に折り曲げると、リップ695の下縁部694がタング697の面696に折り返って摺り上がる。曲りが105度またはスリット角度αに対する余角に達すると、縁部694に近接したシートの下面698はタングの面696と同一平面にあり、且つそれに一様に支持されている。
プラスチックおよび金属の両方を切込むことが可能なパワーを有する今日のほとんどの商業的なレーザーカッターはシート送り式である。しかしながら、市販されている供給リール送り式レーザー切込み設備が存在するが、今日存在するこのような設備は切込まれた材料をコイルへロール巻きしない。かくして、オープンリール式(reel-to-reel)レーザー切込み設備は使用状態にはなく、或は市販されていない。
本発明の内容におけるコイル機構と組み合わされたロール送り四季切込みの利点は、非常に大きい或は非常に複雑な情報豊富な構造体がCAD切込みでデザインされることができ、次いで、これらの予め工学デザインされた構造体コンパクトな形態へ巻き戻すことができると言う点である。コイル状のコンパクトな形態にあると、これらの構造体を、例えば、平らな荷台のトラックまたは鉄道車両でより有利に搬送してもよいし、或は平らな空間に降ろしてもよい。使用位置に到達すると、材料は巻き戻され、指図された曲げ線に沿って曲げられるか或は折られ、そして金属またはプラスチックシートに切込まれた弧状のスリットおよび斜めのストラップにより構造的に支持される。
本発明のシートスリット付けまたは溝付け装置および方法は少なくとも3つの方法でオープンリール式方法に組み入れることができる。多くの種類の平らな台のレーザーカッターが産業界全体にわたって広く利用可能である。第1の解決法は、中間にある平らな台のレーザーカッターの一端におけるコイルと、部分的に切込まれた材料のコイルを形成するための巻きロールとを使用している。材料は手によって装置を通して前進され、ピンまたは縁部-切欠き整合特徴が平坦化シートに切込まれる。このシートはレーザーカッター台に取付けられたジグで切込み特徴を物理的に端切りするためにX軸線およびY軸線の両方に整合される。このように、本発明のスリット情勢式折曲げ特徴の整合を含めて、部片方向前進が生じることができる。
新規性は本発明の切込み曲げ部作成特徴の用途について材料同士の巻き戻しおよび冷却との整合系統の組合せにあり、これにより、低力の正確に位置決めされた高強度の曲げられた或は折られた構造体を可能にする。
第2の解決方法はパワー巻戻し、停止、切込みおよび巻返しの周知な技術を使用するラーザーカッターを通してコイルの前進させることである。
第3の解決方法が図25に示されている。この方法は巻戻しおよび巻返しを伴う滑らかな連続したウェッブの搬送を用いている。シート材料701を供給コイル702から巻き戻し、CNCカッター703の動作および/または光学作用を制御して材料701のローリングフレームを補償する。CNCカッター703は所望のスリット付きパターンをシート701に切り込むように形成され且つ制御されるレーザーカッターまたは水ジェットカッターであることができる。切込み後、シート701をコイル704に巻く。
コイル巻きされたシートストックはコイルセットカールを有するので、コイル702の巻戻し後にレベリング工程またはレベリング装置の使用がオプションである。シートストック701を、ピンチローラ707と、コイル702のところおよび更にローラ710のところの駆動モータにより処理ラインを通して駆動することができる。
オープンリール式処理が以前に使用されていなかった1つの理由は、特に本発明の低力スリット助成曲り特徴が折り可能なタブまたはフラップを可能にする場合、切欠き特徴の縁部または外形が、次々の層がコイル704に巻き上げられるときに相互係止し且つ引っ掛かる傾向があるという点である。巻返しあざ医療701の全くの作用は切り込まれたタブまたはフラップを巻きコイルに対して接線方向に延ばす傾向がある。この問題に取り組むために2つの方法を使用することができる。一方の方法は、巻き返されたコイルから接線方向に延びる傾向がある本発明のこれらの低力折り特徴を有する金属コイルまたは他の剛性材料の巻き戻しと組み合わせて薄い容易に除去されるハングタブを使用することである。第2の方法は、図25に示されており、つまり、ポリマーウェッブ708をコイル704に共同巻きすることである。ウェッブ708は強靭であるべきであり、そして容易には穴あけされないが、それでもゲージで薄い。ポリプロピレンおよびポリエチレンがたった2つの例である。
オープンリール式処理系統の処理量を増やす1つの技術は本発明のスリット助成式低力曲げ特徴を切り込むための多数のレーザービームを有するレーザーカッターを使用することである。図12に示されるもののような折り可能なボックスビームは所望の曲げ線のまわりにコイルの巻き方向と平行に配列されている幾つかの曲げ助成式弧状スリットを必要とする。例えば、機械的に相互に接続されていて、動作コントローラが単一の動作コントローラ接合された単一の機械装置である多数の繊維レーザーが、平行な曲り部のすべてを同時に生じることができ、他方、独立した動作作動装置および動作コントローラを有する他のレーザーが切欠き縁部のような他の切込み特徴すべてを生じることができる。
本発明の低い曲げ力式高強度の曲げ特徴と組み合わされた前述の3つのオープンリール式処理系統の方法および装置によれば、ビームから梯子、建築スタッドおよび小梁系統までの部類の製品を、これらがコイル状形態でコンパクトな保管または搬送後に必要とされる場合には、形成し、コイル巻きし、次いで巻き戻し、そして折って印象的な構造的保全性の決定的な寸法とすることができる。この技術は、空間、軍隊、商業および住宅構築、および材料を現場まで到達させるコストおよび努力が、部品がすでに組付け状態にあるときに法外に高価であり且つ困難であるような多くの他の産業における用途を有している。
選択自由として、図25のオープンリール式処理ラインは一対のハードツール付きダイカッターを有することもできる。
弧状スリットおよび脱落特徴をスタンピング加工するために雄および雌スタンピング形状を使用して、ダイカッターはプレートであることもでき、且つ漸増材料取扱い技術を適用することがであきるが、最も好ましくは、ダイカッターはハードツール付き回転ダイ709である。
コイル巻き工学処理折り構造体の加工に対するCNC切込み方法の利点は非反復特徴が切込み方法に容易にプログラミングされると言う点である。ハードツール付きスタンピングまたは回転ダイ切込み方法の利点は、間欠的でも連続的でもいずれにせよ、反復特徴、特に弧状スリットを効率的に作成することができるという点である。
最大の処理量および融通性の最も大きい利点は、方法の巻戻し工程とおよび巻返し工程との間に位置される両方の形成工程を有するインライン系統を生じるためにハードツール付きスタンピング/ダイ切込みとの組合せでCNC切込みを使用することが得策であることもある。図25に示されたもののような組合せ系統では、各形成ツールは有利に作動する。
図25は、特に、スリット付けされおよび折曲げ前に部分的に組立てられる位置から遠い位置で使用するための三次元構造体を形成するために使用されることができる方法を示している。特に興味ある1つの用途は三次元構造体を外側の空間に加工することである。現在、このような構造体は、外側の空間で三次元モジュールから組立てられ、一般に、外側の空間で実際に加工されない。空間組立てにつての問題は、モジュールが収益荷重または軌道空間車両における望ましくない容積量を必要とすると言う点である。これまで、外側空間における加工についての1つの問題は、高強度の三次元構造体を形成するのに必要とされるツールが法外に大きく且つ嵩張っていたと言う点であった。空間における組立てにつての他の問題は、高い部品数および高い留め具数と関連されることができる。一方では、嵩張ったほぼ完全のモジュールが着手されて相互に留められる。従って、他方では、未組立てモジュールの濃密な充填の結果、高い部品数および高い留め具数が生じる。
図26には、2つの曲げライン345においてデザインされ、且つスリットが設けられるか或は溝付けされたシート材料341のコイル339が示されている。また、シート341には、対向されたシート縁部に近接して周期的に位置決めされた開口部346およびタブ348が形成されている。わかるように、スリット343は、有利には、図6に示されるような構成をとるのがよい。わかるように、コイル339はシート材料の搬送のために非常にコンパクトな構成である。シート341には、例えば、図25のオープンリール式処理ラインを使用して、無制限の加工設備を有する現実的な作業所でスリット243、開口部346およびタブ348ならびに他の所望の構造特徴が形成される。次に、コイル状シートは空間車両により外側空間位置まで搬送される。次いで、シート341はコイル339から巻き戻されることができ、巻き戻されながら、或はその後、シートは手動ツールまたは適度に動力作動式ツールを使用して三次元構造体へ加工される。この加工はシートを曲げ線345に沿って折曲げることにより、および図26の右側に示されるように、シートを三角形ビーム350のような三次元構造体に係止するようにタブ346を開口部の中へ曲げ入れることにより達成される。
図26に示されるように、構造体350は、三角形の横断面を有する細長いビームであり、また、複雑な三次元空間構造体および居住所を生じるために他の構造体に結合されることができる。本発明のシート折曲げスリット構成を用いる場合、スリット343のパターンに生じられた曲り部の各々は、好ましくは、可なりの負荷に耐えることが可能な曲り部を作成するシート材料の縁−面支持体を有する。明らかに、図13および図14のボックスビーム、図20のデッキまたは図22のカラムのような他のビームおよび構造的構成が、前述の種類のスリットを有する曲げ線に沿って折ることにより生じられることができる。
しかも、本発明のスリット付けおよび溝付け方法および装置を使用して、構造体の包囲を行うことができるようにシート341の対向縁部と、開口部346と、タブ348との正確な位置決めを確保する。流体密であってスリット付きである必要がある形成されるべき構造体が用いられるなら、スリット343により生じられる曲り部は接着剤で或は他の方法、例えば溶接またはろう付けにより充填されることができる。また、シート341に当接縁部に沿った溶接および側壁部とのシートの縁部の重なりと、タブおよび/または留め具の使用とを含めて、多くの他の包囲構成または留めスキームを提供することも可能である。
本発明の装置および方法の融通性を示すボックスビームの他の形態が、つまり、クロスまたは自己支持式ボックスビームが図27Aないし図27Gに示されている。
材料シート801が曲げ線802、803に沿ってスリット付けされたものとして図27Aに示されている。更に、複数の横方向のスリット804が設けられており、これらのスリット804はビームクロス支持用シート部分806を設けるために使用される。クロス支持式ボックスビーム807(図27G)へのシート801の折曲げが一連の図27Bないし図27Gに示されている。
まず、クロス支持用シート部分806を有するシートの側部を図28Bの位置まで曲げることができる。次に、シートを曲げ線803に沿って曲げて図27Cのクロスブレース806を生じる。次いで、シート801を図27Dの位置まで曲げ線802aに沿って折り曲げる。シートを図27Eおよび図27Fにおける曲げ船802b、802cのまわりに折り曲げ、最後に、側フランジ805を折り曲げ、シートを曲げ線802dのまわりに折り曲げて図27Gのビーム807を生じる。リベットまたはねじのような留め具を(シート801に整合関係で形成されている)開口部808、809に装入し、これらの留め具を使用して側フランジ805をボックスビームの残部に固着して曲げられていない或は未折りの構造体を生じることができる。ビーム807は、それにかなり高められた強度を与えるためにビームに沿って延びているX字形のクロスビーム配列を中心に捕獲するものとわかる。従って、本発明の方法を使用して、重量に対して極めて高い強度の内部支持されたボックスビームをデザインし且つ単一の材料シートから形成することができる。
本発明の装置および方法を使用して形成される多くの異なる構造体に追加されることができる選択自由な工程として、保護コーナーまたはシンガード810(図27G)を曲げられたコーナー上に取付けて滑らかなおよび/または装飾的なコーナー処理を行うことができる。かくして、L字形のシンガード810を矢印820で示されるようにビーム807に付け加え、例えば、接着剤または留め具により適所に固着することができる。シンガード810は装飾効果を生じるために、ならびに衝撃保護を生じるために、コーナーナが曲り部を滑らかにしおよび/または注封するために、金属可塑性であることができ、あるいは反射性であることもできる。シンガード810はビームまたは他の三次元構造体を包囲することもできる。取付けられたシンガードは曲り部を横切る荷重伝達を助けることができる。
図27Aないし図27Gのクロス支持式ボックスビーム807では、クロス支持用シート部分806はX字形構成に曲げられ、次いで折られたビーム内に捕獲されて内部支持をもたらす。異なる平面に隣接した壁部を有する構造体の支持のための他の解決方法は旋回シート部分を用いることである。
図34Aないし図34Eは重量節約切欠きのパターンを有する他のボックスビームに旋回支持の使用を示している。図34Aでは、シート811は複数の曲げ線812を有する本発明を使用してスリット付けされている。更に、シート811には、切欠きまたは重量節約開口部813が切り込まれているか、或はスタンピング形成されている。更に、ビームの折られた壁部の支持を行なうために、曲げ線815のまわりに曲げられることができる複数の旋回シート部分814が設けられている。
図34Bでは、旋回部814が曲げセ縁815のまわりでシート811の平面から折られるか或は振れ開かれており、図34Cでは、シートの外側縁部816は曲げ線812のまわりに垂直配向へ曲げられている。図34では、シート811の1つの側壁部分817もまた曲げ線812のまわりに曲げられており、図34Bでは、他の側壁部分817が他の曲げ線821のまわりに曲げられてボックスビーム818を完成している。
最後の曲げ工程、つまり、図34Dの構成から図34Eの構成までの曲げにより、縁部分816を重ね、且つ旋回部814を重ねる。縁部816および旋回部814の両方には、留め具受入れ開口部819が設けられることができ、これらの開口部819は、本発明の縁-面折曲げ技術を用いる場合に高い精度が可能である理由でビームが図34Eの状態まで折られると、整合されるか或は重ねられる。かくして、リベットまたはねじのような留め具(図示せず)を開口部819に挿入してビーム819の折リ戻しを防ぐように縁部816を共に固着し、且つ旋回部814を共に固着してビームの相互に垂直な壁部間の支持ならびにビームを横切る支持を行なうことができる。明らかなように、支持旋回部の数を図示の実施形態に示される数から増やすことができ、また異なる平面における隣接した壁部を支持するために旋回部の使用はボックスビーム以外の多くの構造体に対する用途がある。
図28および図30を参照すると、本発明による可能にされる低力シート折曲げの利点を示すことができる。図29では、前述にようにして曲げ線に沿って形成された複数の弧状スリット842を有する材料シート841が示されている。シート841からのボックス843の形成は低力技術を使用して達成されることができる。
シート843をダイ846における開口部844の上方に設置し、ボックスの4つの側部847を起立位置まで同時に曲げることができる。アクチュエータ駆動式プランジャ848を用いることができ、或は導管849を通してダイ846に真空を付与するために結合された真空源を使用することができる。ダイ846へのシート841の締め付けはほとんどまたは全く必要とされなく、曲げ線がダイにおける開口部844と合致関係になるように、シート841の位置決めだけが必要である。これは、例えば、開口部844のコーナーに近接したダイの頂面に割り出しピン(図示せず)を設けることにより達成されることができる。割り出しピンはシート841の側部847間の頂点でシート844に係合する。
折り曲げられる材料およびその厚さに応じて、導管849のところの負圧が、シート841をダイに引入れ、それにより側ブ847を曲げるのに十分であり、或はより厚いシートまたはより強い材料では、折り曲げを行なうためにプランジャ848を使用してもよいし、或は必要とすることもある。
ボックス843は、例えば、従来の漸進ダイスタンピング技術により製造されていた携帯電池電話機に一般に見られるもののような小さい回路盤用のRFIシールドとして使用されることがでる。漸進ダイスタンピングの利点は、十分な精度を達成することができ、且つ低コストの多量生産に適していると言う点である。しかしながら、この市場に直面する製品の急変化に関して、新規なシールドデザインは、ハードツール処理がしばしば置き換われることを必要とする。これは、最終デザインが選択される前に多くの変化が生じるような製品の寿命サイクルの進展末期に特に問題になる。ハードツール処理への依存に伴う他の難点は、ハードツール処理が利用可能であるまで、フル生産への立ち上げが待機しなければならない。これは8週間くらいであることがあり、これはデザインの急変化および短い製品寿命を伴う市場では非常に高価である。漸進ダイスタンピングに関する更に他の問題は、診断または修復のための基本的な部品への接近性で済まさなければならない。チップバッチの顕著な画分が欠陥的であって、修復を必要とするなら、回路の半田付けされた低輪郭のフェンスと、これを締り嵌めで覆う「シューボックス蓋」とを有する2部品RFIシールドユニットが用いられる。この欠点は、フェンスが回路盤から離れる方向にいくらか水平の「地所」下にとり、2つの部品が常に製造するのに一方より高価であると言う点である。接近性に対する他の従来技術の解決法は、蓋の領域を一方の側に沿って上方にヒンジ留めするために切断されなければならないシールド蓋に列状の円形の孔を使用する方法である。この有孔ドア解決法は幾らかのRFI漏れの可能性を生じ、蓋を切断し、且つ再シールするのが困難である。
図29のボックス843は本発明の技術を使用しての前述の問題の解決を示している。弧状スリット助成式折曲げ方法を使用して製造されたRFIシールドは、デザインのためのCAD方法およびレーザーカッターのようなCNC切込み方法を使用してハードツール処理なしに急速に原型加工されることができる。必要とされる形状への折りは手動ツールまたは図29の加工設備をより容易に達成されることができる。
フル生産への立ち上げはマーカーを入れるのに必要とされる初期の生産量をレーザー切込みすることによりすぐに達成されることができる。開示された幾何形状のために必要とされる付勢されたタングタブをスタンピング加工するための低コストのスタンピングツールが、初めにCNC切込み解決法により供給される立ち上げ段階中に加工されることができる。このように、デザイン、立ち上げおよび生産のコストは製造されるべき漸進キャビティダイの待機の現在の実施に対して低下されることができる。
本発明の他の利点は中の部品を点検するための内臓アクセスドアである。シールド843の3つの側部のまわりにスリット842により構成されたストラップを切断し、且つ回路盤に低輪郭の矩形ボックス843の縁部を予め半田付けしたことにより、ボックス843のパネル840は一次的な点検接近を考慮して90度ヒンジ移動されることができる。修復が完了すると、蓋またはパネル840を再び閉じ、コーナーで再半田付けすることができる。RFI遮蔽のために適したほとんどの金属合金はヒンジ付きストラップが作用しなくなる前にこのようにして8つまたはそれ以上の接近路を許容する。
図30には、空気圧式ブラダーまたは真空グリッパーを使用して、本発明によりスリット付けされたシート861を急に膨らまされてボックスになることができる一連の工程が示されている。
シート861は図30の左側に平らな形態で示されている。シート861は、実際、ボックスが形成されるときに明らかになるように、側部863の外縁部のところの曲げ線826のところで相互に結合された2つの同じシートである。シート861は連続図の左端部に示される実質的に平らな状態で搬送されることができ、次いで、使用現場において連続図の右側に示される三次元ボックス865急に膨らまされる。ボックス865のこの現場形成は空気圧作用または油圧作用を使用して容易に達成されることができる。何故なら、シート861の折曲げが斜めの折曲げストラップを折り曲げるのに必要な最小の力だけを必要とするからである。
1つの折曲げ技術は、シート861の平らな中央のシート部分867と接触するように矢印866で示されるように下方に移動される吸引または真空グリッパー864を用いることである。真空を吸引グリッパー864に付与し、次いで図30の右側に示されるようにボックス865が完全に拡張されるまで、グリッパーを矢印868で示されるように離れる方向に移動させる。
他の解決方法は矢印871で示されるように僅かに拡張されたボックスに拡張可能なブラダー869を挿入することである。次いで、ブラダー869を空気圧で或は油圧で膨らまし、ボックスを図30の右側に示される状態まで徐々に拡張し且つ折り曲げる。
コーナー872のところで側パネル863を例えば、溶接したり、ろう付けしたり、或は接着剤で固着したりすることにより、ボックス865を図30の右側に示される構成で固着することができる。
本発明の高精度の曲げまたは折り方法の更なる利点は、低力高精度の折曲げ構造体が加工されるのと同時に幾何情報が平らな材料に埋め込まれ得ると言う点である。この情報は非常に低いコストで予期された三次元空間関係に正確に且つ予想可能に伝達され得る。
過去において、構造体の組立てについての情報を伝えるために符号および幾何規約が使用されてきた。本発明の1つの態様は、折曲げ用スリットまたは溝が形成されるのと同時にシート材料の平らな部分に曲げ用または折り用構成が与えられ得ると言う点である。変更例として、折り用構成は印刷、ラベル付けまたは札付けのような二次工程を通して平らな部分に与えられてもよい。更に、同様に正確曲り構造体の組立て方法または非折り式の従来技術および将来技術の加工方法からの部分の隣接法を指示するようになっている平らな形態で情報が埋め込まれてもよい。
例えば、構造化された連続的な予め工学作成された壁部が、折畳まれたスタッドを備えた頂および底小梁へ折られる単一の材料シートから形成されてもよい。すべての予期された窓、ドアおよび電気ボックスが建物への以後の折りおよび組付けのために平らな部分に物理的幾何情報として埋め込まれることができる。構造体における丸い穴が、これに後でねじ込まれる電気導管を表示すると言う規約が設定されてもよい。コーナーの丸い正方形の穴が壁部に通されるべきである高温水銅管を表示してもよい。このように、特徴は平らな部分に位置決めされるだけではなく、正しい三次元関係に非常に正確に転換され、最後に、このような規約が、行動が構造体と交わるような建物の構造上建設に関連されない商人に伝わる。しかも、このような情報の伝達は、下部構造体を建物にねじ込むときに構造体を変更し且つ修復しなくてもよいように商人の行動を前もって考慮する。
図32Aないし図32Eは本発明のシート折曲げ方法を使用して単一の材料シートから折られることができるスタッド壁部の具体例を示している。図32Aないし図32Eにおいては、情報を伝達するように正確に位置決めされ且つ形状決めされている開口部などを示す試みがなされていないが、このようなデータはシートスリット付け方法中に正確に位置決めされることができる。なお、図32Eの折られたシートはスタッドが小梁に接合されたスタッド壁部であるか、或は横桟が側レールに接合された梯子であることができる。
図32Aを参照すると、材料シート901が、スタッド壁部または梯子構造体の形成を可能にするために複数の曲げ線に沿ってスリット付けされている。これらのスリットはここに教示されるように形成され且つ位置決めされている。
図32Bでは、終局的なスタッドまたは梯子横桟903の側壁部分902は平らなシートから曲げ線904に沿って折られる。次の工程は図32Cに示されるように追加の端壁部または段部分906を曲げ線907に沿って折ることである。図32Dでは、小梁または梯子レール908が曲げ線909に沿って折られ、最後に、小梁/レール908が再び図32Eにおいて曲げ線911に沿って折られる。この最後の折りにより、小梁/レール908における開口部912がスタッド/横桟903の側壁部902における開口部(図32D)と整合関係で重ねられる。リベットまたはねじのような留め具を使用して小梁/レール908をスタッド/横桟903に固着し、それにより組立体を荷重を支持する三次元形態914で固着することができる。
梯子として使用される場合、レー津908は垂直に延びており、横桟903は水平に延びている。スタッド壁部として使用される場合、小梁908は水平であり、スタッド903は垂直に延びている。まら、わかるように、横桟/スタッドおよびレール/小梁は用途に合わせて適切にスケール決めされる。
前述のように、本発明のスリット付け方法およびスリット付きシートのほとんどの使用は、複数のスリットが所望の折り線の両側に沿ってずれた関係で設置されることを必要とする。この解決法はほとんどの正確なシートストック曲り部を生じる。何故なら、2つの対向され且つ間隔を隔てられた実際の支点があり、それにより仮想の支点の位置が正確に所望の曲げ線上の実際の支点間にあるようにするからである。
曲げ精度の非常に少ない誤差がある場合、本発明の技術は曲げ線に沿った材料シートの折曲げを生じるように構成された単一のスリットおよび折曲げストラップを使用する本発明の技術を用いることもでき、その際、スリットを横切るシート部分の縁-面係合が生じる。この単一のスリットの折曲げが図35および図36に示されている。
図35には、図36に示されるように942で全体的に示されるホイールローラハウジングに曲げ入れるためにスリット付けされた材料シート941が示されている。シート941は曲げ線946の回りの耳部944の折曲げのためのスリット943を有している。それにもかかわらず、耳部944はスリット943の弧状端部分949を有する折曲げストラップ948を構成する2つの肩部947を有している。また、折曲げストラップ948の中央の頂点951が反対に斜曲された方向において曲げ線946に対して斜めであることが明らかである。
耳部944が図15のページの中へ曲げられると、斜めのストラップ948はスリット943の耳側のリップ952を曲げ且つ捩り、同時に引き上げてスリットのボディ側のタング953の面と係合させる。かくして、斜めの折曲げストラップが正確にスケール決めされ且つ形状決めされている理由で、摺動縁‐面係合もまた生じられる。
シート941は弧状の折曲げ用スリットの他の例を有しており、これらのスリットはシートの部分的な対向スリットまたは縁部と合同して縁‐面折曲げを生じる折曲げ用ストラップを設ける。曲げ線956では、例えば、スリット943aは、斜めの折曲げストラップを構成するように湖上端部949aと組合わさる弧状の端部958を有する部分スリット9576により一端で対向されている。スリット943aの反対端部では、湖上の縁部分959が弧状のスリット端部949aと合同して他の判定に斜曲されたストラップ948aを構成する。
ストラップ948aの構成の結果、曲げ線956のまわりの縁‐面折り曲りが生じる。
スリット943bがスリット943aの鏡像として形成され、弧状縁部および部分スリットが協働して斜めの折曲げストラップ948bを構成する。同様に、スリット943cが縁部および部分スリットと協働して縁-面折曲げを確保する斜めの折曲げストラップ948cを構成する。最後に、スリット943dがスリット部分960と協働して斜めに配向された折曲げストラップ948dを構成する。
図35に示されるような本発明の装置および方法の単一のスリットの具体例は所望の曲げ線上の曲がり部の位置決めにおいていくらかさほど正確ではないが、精度の損失は多くの用途のためには重大ではない。図36に示される構造体では、ローラ962のための軸961が開口部963、964、965(図35)を通っており、これらの開口部は、シート941が折り曲げられて図36の三次元ハウジング942とするときに整合しなければならない。従って、単一のスリットの具体例は、開口部963、964、965がそれへの軸961の挿通のために1インチの1000分の2、3内であることができるように更に十分に正確である曲り部を生じる。
図37には、本発明のスリット付け方法および装置に関連された曲げ線終結または縁部効果が示されている。5つの曲げ線972ないし976を有する材料シート971が示されている。シートには、前述にように、スリット981が曲げ線に沿って形勢されている。シート971の縁部982は、スリットの位置決めに影響することがあるので、スリットのレオアウトをデザインするときに考慮されるべきである。
曲げ線972において、スリット981には、部分スリット981aが材料シートの縁部982に開口するような長さおよび間隔が与えられた。曲げ線973において、部分スリット981bもまた縁部982に開口しているが、部分スリット981bは、折曲げストラップ984が折曲げストラップ986に対向して存在するように湖上端部983を有するのに十分に長い。また、スリット987はそれを横切って延びている矩形の開口部988を有することがわかる。開口部988はスリット987の中央部分にあり、従って、折曲げストラップ984または986に著しく影響しないし、縁‐面折曲げにも影響しない。
曲げ線974において、スリット981cは傾斜縁部分991とともに斜めの折曲げストラップ992を構成する弧状端部989を有している。スリット981および縁部分993のための同様な幾何形状が示されている。折曲げストラップを部分的に構成するためのシートの縁部の使用は、また、前述のように図35のスリットと関連して用いられる。
最後に、曲げ線976において、弧状縁部分994がスリット981eの弧状端部996と協働してストラップ997を構成する。かくして、縁部分994はスリット981dの配向からスリット981eを逆にするスリットレイアウトを必要とし、このレイアウトは、スリットの有限の性質が、スリットをレイアウトするときに縁部効果が考慮されることを必要とすることを示している。ほとんどの場合、スリットの長さをわずかに調整して所望の曲げ線終結または縁部効果を生じることができる。
本発明の更なる態様では、図31に概略的に示されるように、三次元構造体を形成するための方法が提供される。第1工程は三次元構造体をデザインすることである。これは、デザインを創造する初期の副工程370aを伴う。概念化されると、デザインは、しばしばだが、必ずしも、CADまたはコンピュータ実施デザインが生じる工程370bまたは370cを伴って進行するとは限らない。選択自由として、材料シートおよびその厚さを選択する工程371がCADデザイン抗体370bまたは370c前または中に生じることもできる。
図31でわかるように、CADデザイン工程370bおよび370cは種々の別の副工程を有することができる。かくして、一般の解決法は、概念デザインが三次元CADに組み込まれ、次いで平坦化される副工程370b1である。変更例として、工程370b2では、デザインはシートフランジまたは部分を次々に折り曲げることによって確立されることができる。また、曲げ線を2次元にデザインし、且つ装飾するか或は位置決めすることもでき、これは副工程370b3である。本発明の適切な或は最も良くデザイン化されたスリットまたは溝の設置は工程370b4でソフトウエアを介して、或は工程370b5で手動でなされることができる。
また、本発明のデザイン方法は、複数の記憶デザインおよび/部品の間における、通常、副工程370c1でのコンピュータまたはCADソフトウエアプログラムによる選択に基づくことができる。次いで、CAD装置は、変更が必要とされるなら、副工程370c3で選択された部品を変更して新たなまたは所望のデザインを達成する。最後に、副工程370c3で、部品をソフトウエアにより平らな状態へ折り戻す。
デザインされたら、次の工程は、好ましくは、シートストックスリット付け装置を駆動するためにCNCコントローラを用いることによるスリット付けまたは溝付け工程373である。
かくして、副工程373aにおいて、平らな部品およびデザインされたスリットまたは溝を表すデータをCADまたはCAM装置からCNCコンとローラへ移送する。次いで、コンとローラは切込みおよび加工設備のためのスリット付けおよび他の形成工程を制御する。従って、副工程373bで、加法式(モールディング、キャスティング、ステレオリソグラフィ)または減法式(スリット付け、切込み)または切断(パンチング、スタンピング、ダイカッティング)加工技術を使用して平らな部品を形成する。
選択自由として、形成された平らなシートは、また、表面処理373c、構成部品373dの付設、試験373e4、および通常、平らなまたはコイル巻き状態における貯蔵373fのような工程を受けることができる。
しばしば、搬送工程375は、シート材料が工程377で曲げられるか或は折られる前に生じる。スリット付きシートストックは平らなまたはコイル巻き状態で加工現場から遠い折曲げ/組立て現場まで最も効率的に搬送される。
曲げまたは折り377は正確であって、低力である。ほとんどの構造体では、曲げは複数の曲げ線に沿って生じ、シートの2つの部分が当接するまで継続し、その時点で、これらの部分は工程379でシートの当接部分で互いに結合されて剛性の荷重支持三次元構造体を生じることができる。選択自由として、この構造体は、折られた部分を包囲することにより互いに結合する包み込み工程により三次元の荷重支持構成で固着されることができる。
包み込みは少なくとも3つの方策のために使用されることができる。本発明では、折り部の角度はこれを形成するスリットの幾何形状により知らされる。(それにもかかわらず、図24に示されるように、スリット傾斜角度を使用する技術は特定の折り角度のための縁‐面係合の最大の接触面積に影響する)。各折り部の角度は一般に少なくとも3つの相互固定平面により決定される。或る場合には、3つの直交方向に独立した平面を相互固定する機会がない。1つの方法は公知の角度関係の基準構造体に対して構造体を折り、且つ構造シンガードを折り部に内側または外側に接着したり、ろう付けしたり、半田付けしたり、或は取付けたりする方法により角度を適所の固定することである。他の方法は構成された角度形態の内部構造体を使用し、この内部構造体のまわりに構造体を曲げ、すなわち、内部構造体を包み込むことである。この第2の方法は、図31のデザインおよび加工方法の図では、参照符号376a、bにより示されている。包み込みのこの具体例では、内部部品は、適所のままであってもよく(図373b)、或は或る場合には、折り方法のみを助成し、次いで除去される(376a)。
包み込みのための他の使用は捕獲することであり、これは、部品またはモジュールを他の構造体内に折り込むか或は包み込むことによって本発明により形成されてもよいし或は形成されなくともよい機能部品と本発明に折られたシート構造体をドッキングする方法である。例えば、図16は本発明の包み込み(376b)の可能化特徴の多くの「捕獲」機会のうちのたった1つを示している。かくして、カラム631が折られたシート611により包み込まれる。
本発明の折られたプレート構成の2つまたはそれ以上のモジュール間、または本発明の折られたオウレート構成の少なくとも1つの構造体を有する2つまたはそれ以上の構成部品間に連結がなされる場合、更に他の部類の包み込みが生じることができる。閉鎖または結合方法の包み込み性質と組合わされた本発明の平らな材料に形成された特徴の三次元位置精度により、二次切込みおよび嵌合調整を必要としない非常に高い成功率多数の部片を相互に接合する方法を可能にする。これは、穴、タブおよびスロットのような留め特徴を整合する本発明の能力と異なる。その方法はまわりに巻き付けにより相互に接合する方法である。
また、本発明の方法は反復工程380を有することができる。本発明の方法を使用して低コストの三次元部品を生じることができることにより、実際の高級品のデザイナーは製造デザインに決定する前にデザインを微調整することができる。
本発明のスリット系折曲げ方法および装置は非常に正確な曲げ公差が可能である。元のスリットは、例えば、レーザーまたは水ジェットカッター、スタンピングまたはパンチングダイを制御するためにCNC機械を使用して極度な精度でレイアウトされることができ、生じられる曲り部は顕微鏡部品で作業しながら、±0.0127cm(0.005インチ)の公差で位置決めされる。これは、少なくとも、プレスブレーキおよび高く熟練されたオペレータを使用して達成されることができるほどに良好であり、或はそれより良好である。スタンピングダイを使用する1つの追加の利点は、スリットを横方向に或は切口幅方向に圧縮するように楔形状にされることができると言う点である。これは良好な耐疲労性のためにスリットのところで局部的にシート材料を圧縮する。また、このような横方向の圧縮は、折曲げ中、縁‐面接触を生じるように切口幅をデザインするときに考慮されなければならない。また、耐疲労性を高めるためにスリットの横方向圧縮によりレーザーまたは水ジェット切込みに楔形状のスタンピングを後続させることが可能である。
しかも、本発明の折曲げスキームを使用する場合、プレスブレーキではそうであるように、公差誤差が蓄積しない。変更例として、スリットまたは溝はキャスティングまたはモールディング加工されて、折られる必要があるシート状延長部またはフラップを有するシート材料または鋳造3次元部材とすることができる。
ほぼ顕微鏡的寸法または顕微鏡的寸法の材料で加工するかぎり、本発明の必要とされる幾何形状を極度の精度でもたらすために、e-ビームリソグラフィおよびエッチングのような微細電子技術およびMEMSの分野に使用される他の形成方法が使用されてもよい。
湾曲された溝またはスリットを生じるためにレーザービーム(または材料シート)を操るのではなく、このようなビームは選択自由として所望の構成に制御されるか或は形状決めされることができ、且つビームの移動なしに溝またはスリットを切り込むために使用されることができる。パワー要件は、現在のところ、これを金属またはプラスチックの軽いゲージのシートについて最も実現可能にする。
また、本発明の方法における加工技術は、スリットまたは溝をバリ除去すること、溶媒エッチング、陽極処理、表面不織を防ぐ処理、およびペイント、ポリマーおよび種々のコーキング化合物のような従順な被膜を付けることのような工程を有してもよい。
以上の説明から、本発明のシート材料を正確の折り曲げるための方法の他の態様は、複数の長さ方向に延びるスリットまたは溝を曲げ線に沿って且つそれに近接して延びる方向に軸方向に間隔を隔てた関係で形成して数対の長さ方向に隣接したスリット間に折曲げストラップウェッブを構成する工程を有していることが理解されるであろう。1つの実施形態では、長さ方向に延びるスリットは各々、少なくとも1つの横方向に延びるスリットセグメントにより連結される長さ方向に延びるスリットセグメントにより形成される。ダイ2実施形態では、スリットまたは溝は弧であるか、或は折曲げストラップを構成するように曲げ線から離れる方向に積重体している端部分を有しており、これらのストラップは好ましくは曲げ線に対して斜めであり、幅が増大している。両方の実施形態において、ストラップは仮想の支点のまわりの折曲げを生じることができ、その結果、スリットの両側にシート材料に縁-面係合が生じる、また、折曲げストラップウェッブおよびスリットまたは溝の数および長さは本発明の範囲内でかなり変化されることができる。また、折曲げストラップの幅または横断面積およびストラップの横方向積重体はスリット間の横方向間隔にかかわらず変化されることができる。本方法の追加の工程は折曲げウェッブを横切って実質的に曲げ線に沿って材料シートを折曲げることである。
本発明の方法は種々の種類のシートストックに適用されることができる。この方法は可なりの厚さおよび様々な調質度を有することができるアルミニウムまたは鋼(例えば、5.08cm(2インチ)の炭素鋼、T6調質度を有する6061アルミニウム、幾つかのセラミックおよび複合体)のような金属シートストックに対して使用するのに特に良く適している。しかしながら、或る種類のプラスチックまたはポリマーシートおよび可塑的に変形可能な複合シートもまた、本発明の方法を使用して折曲げるのに適していることもある。これらの材料の特性は所定の温度に対してであり、本発明の内容に適している特定の材料を製造するのに温度の変動が必要とされることもある。本方法およびその結果生じたスリット付き材料シートはスリッターまたはグルーバーから遠い位置で正確に折り曲げるのに特に良く適している。しかも、曲り部はプレスブレーキを使用することなしに正確に生じられ得る。
また、シートストックは、加工機により後で折り曲げるために、折曲げされ、並びにスリット付け或は溝付けされたブレスブレーキであることもできる。これにより、シートストックは包囲体を完成すべき遠隔の製造現場で折り曲げるための平らなまたは嵌め合わせ構成で出荷されることができる。プレスブレーキ曲り部は未補強スリット付き曲り部より強いことができ、従って、これらの2つの組合せを使用してプレスブレーキ曲り部が例えばシート縁部に沿って位置決めされている製品の強度を高めることができる。スリット付きまたは溝付き曲り部は、このようなシートがまだ出荷のために嵌め合わせられていることができるようにわずかに外方に開放するように部分的に曲げられるだけでもよい。
折曲げられた製品は重なり縁-面係合および支持部を有している。これにより、製品が折曲げストラップの著しい応力付加なしに種々の方向からの負荷に耐える能力を高める。更なる強度が必要とされるなら、或は化粧上の理由で、折曲げられたシート材料は、例えば、シンガードまたは折曲げシートを曲げ線に沿って溶接するか或は他の方法で取付けることによって補強されることもできる。なお、本質的にゼロ切口でスリットを形成する利点のうちの1つは折り曲げられたシートが曲げ線に沿って通るより少ない開口部を有していると言う点である。かくして、曲げ線に沿った溶接または充填は、化粧上の理由で、さほど必要とされそうでない。
直線曲り部がある程度まで示されたが、弧状の曲り部を達成することができることはわかるであろう。湾曲された曲げ線を生じるための、つまり、同じストラップ構成構造体を湾曲された曲げ線に沿ってレイアウトするための1つの技術が図33に示されており、従って、仮想の支点は所望の湾曲中心線上にある。
シート931は、湾曲曲げ線933の両側に位置決めされるスリットでスリット付けされ、且つ波形パネルへ折られている。スリット932は、線形であって、端部分を積重体させるか或は湾曲させている中央部分を備えた図6のスリットと同様な形態を有するものとして示されている。しかしながら、スリット932はレイアウトされた曲げ線である。曲げ線933の曲率半径が減少するにつれて、曲げ線932に沿ったスリット932の長さは曲線に良好に近似するように短くされることができる。
なお、波形のシート931はしばしばロール形成された波形のパネルに見られるハット状横断面を有している。デッキ化構造体として使用される場合、この構成は、弦シート部分934が全体のパネル質量の約2分の1よりなるだけであるので、図20の連続パネルほど望ましくはないが、他の用途では、利点を有しており、且つ必要とされる材料がより少ない。
第2技術は同じでないストラップ構成スリットを使用して折曲げストラップを形状決めして滑らかな湾曲曲り部を生じることである。折り曲げられたシートは曲げ線の両側に湾曲表面を有する。段付きのスリットが使用されるなら、長さ方向に延びているスリットセグメントを短くすることができる。
図38Aないし図38Cはシャシの他の実施形態を示しており、図38Dおよび図38Cは図38Aに示される詳細が明確のために省略されていると言う点で概略てきである。この実施形態では、シート1380が構造脚部またはフレーム部材を有する三次元物体を形成するように成形されている。図38Bでわかるように、その結果生じた三次元物体は、シャシ上に或はその中に支持される構成部品への接近を容易にし得る実質的に開放側部を有しており、これらの開放側部は所定の三次元製品を生じるのに必要である材料を減少させ得る。
シート1380の周囲形状は、パンチング、スタンピング、ロール成形、機械加工、レーザー切込み、水ジェット切込みなどを含めて、任意の適当な手段により形成されてもよい。更に、シート1380には、また、スタンピング加工された帯域1383のような従来のスタンピング加工された特徴を含めて、従来の表面特徴が形成されている。スタンピング加工された帯域1383は種々の構成部品が周知のようにしてシャシ内または上に位置決めされる隙間手段を設けている。特に、スタンピング加工された帯域はシャシに取付けられるべき製品の幾何形状に対処するように形成され且つ寸法決めされてもよい。例えば、構成部品が、スタンピング加工された帯域内に位置決めされた孔を通って延びている留め具または他の適当な手段により特定のスタンピング加工された帯域内に位置決めされてもよい。図38Aが示すように、シャシの実施形態はスタンピング加工された帯域1383を有している。異なる実施形態では、スタンピング加工された帯域は、化粧的なものであってもよく、或は取付タブを含めて、シャシの構造特徴を剛化するか或は他の方法で変更するように形成され且つ寸法決めされてもよい。本発明により、多くの変形例を使用することができる。
図38Aおよび図38Bの両方は、シート1380が取付けタブ1381と、タブにおけるおよびタブに隣接したシートの部分における留め具受入れ開口部1382とを有するものとして示している。受入れ開口部は、互いに整合されていて、組立体を荷重支持三次元形態で固着するために且つ留め具を備えてもよい。
また、シート1380は正確曲げ線1385を形成する折曲げストラップ構成構造体1384を有している。図38Aは折曲げストラップ構成構造体およびスタンピング加工された帯域の形成後のシートを示している。図38Bは、比較により、曲げ線に沿って完全な折曲げ後の三次元シャシを示している。図38Cは出荷目的で積重体を形成するようにシャシが互いの中にある不完全な中間形態で幾つかのシャシを示している。
図38Aでは、シート380は平らである。2次元(またはより正確には、擬似2次元)のシートから三次元の構造体を形成するために、シートを曲げ線1385に沿って曲げる。完全な曲げ後、シャシは、図38Bが示すように、段付きまたはジグザグの構成を有している。しかも、図示のように、取付けタブのうちの少なくとも幾つかは、対応する留め具受け入れ開口部1381が整合するように他の隣接した取付けタブと交互配置している。留め具(図示せず)が留め具受け入れ開口部に設置された状態では、シャシは剛性の三次元支持フレームを形成する。異なる実施形態では、シャシは、(例えば、図38Bにおけるように、取付けタブにより)外部要素に取付けられてもよいし、および/または他の構成部品がシャシに取付けられてもよい。
図38Cは図38Aにおけるような平らなシートと、図38Bにおけるような完全に形成された製品との間の不完全な変化形態で幾つかのシート1380を示している。変化形態または中間形態では、シートは部分的にのみ曲げられている。このような不完全な形成は、部分的に曲げられると、シャシが互いに係合して安定な積重体を形成するので、有利である。積重性は貯蔵または出荷に関して非常に有利である。完全形成は、図38Bにおけるように、シートを更に折り曲げることにより結局的に達成されてもよい。
図39Aおよび図39Bにそれぞれ示される本発明の他の実施形態では、材料シートが三次元湾曲チャンネルになるように構成されてもよい。両方の図は、シート周囲1391と、フランジ1392と、曲り曲線1393と、折曲げストラップ構成構造体1394と、ャンネル輪郭1395とを有するシート1390を示している。また、図39Aはシート1390と同じシートから加工されてもよいし、或はされなくてもよい第2の材料シート1399を示している。図39Aは、折曲げストラップ構成構造体の形成後だが、三次元構成へ折り曲げられる前のシートを示している。図39Bは、比較により、曲げ線に沿ったシートの折曲げ後の三次元湾曲チャンネルを示している。
図39Aに示されるように、シート1390は、この実施形態では非線形である曲げ曲線1393を形成するようにレイアウトされた(スケールのために概略的にのみ示されている)折曲げストラップ構成構造体を有している。異なる実施形態では、曲げ曲線は全体的に非線形であってもよく、或は線形部分および非線形部分よりなる。特定の曲げ曲線は他の曲げ曲線またはそれら自身の一部と対称でもあってもよいし、或は非対称であってもよい。また、曲げ曲線はシート1390における曲線群の形態にあってもよい。同様に、シート周囲1391は、異なる実施形態では、まっすぐであってもよいし、或は湾曲されてもよい。本発明によれば、多くのレイアウトの変形例を利用することができる。
図39Bは、シート1390を曲げ曲線1393に沿って折り曲げた後の三次元湾曲チャンネル1395の具体例を示している。なお、図39Bは図39Aからのシート1390の実施形態の大まかに2分の1に対応する形状を有する平らなシートを折り曲げることによって形成された具体例を示している。図39Bでは、チャンネルの横断面は頂ハットの形状にあり、チャンネルの横断面積はその長さに沿って単調に変化している。他の具体例では、横断面積は非単調的に変化してもよい。例えば、横断面積は収束してもよいし、或は分散してもよい。例えば、図39Aのシートを参照せよ。湾曲チャンネル1395の具体例の範囲は先に述べたように流体密であるようにシールされており、従って流体搬送のために有用である。
シート1390の材料特性および曲げ曲線1393の幾何形状によっては、シートを三次元構造体へ曲げるか或は折ることにより、未折りシートの平面からのシート湾曲を生じてもよい。このような変位はシート材料の均衡状態が曲げにより乱される結果であると思われる。折曲げ時、シートは曲げ線に沿った折曲げにより誘発される内部応力に対して反応し、そして新たな均衡状態に達する、例えば、折曲げにより、シートを特定の幾何形状へ「素早く変える」「オーバセンター」式の状態に達する過程で変形してもよい。異なる実施形態では、シート材料および曲げ線の幾何形状はデザインおよび意図された使用に応じてこのような変形を助けたり、或は抑制したりする。
図39Cは構造剛性を高め且つ中空のビームを形成するために第2材料シート1399に留められた湾曲チャンネル1395の具体例を示している。他の具体例では、図39Aにおける第2シート1399を参照せよ。図38Bに示される湾曲チャンネルの具体例に基づいた特に直進の例では、平らなシートがチャンネルを覆うようにフランジ1392の頂部に載置され(図39B参照)、このシートは、(明確のために図示されない)タック溶接またはねじまたはリベットまたはピンまたは接着剤のような当業界で周知な留め手段によりフランジに留められる。その結果、開放構造体としての湾曲チャンネル1395と比較して、高められた曲げおよび捩り剛性を有する中空の閉鎖構造体が生じる。
異なる実施形態は湾曲チャンネル1395を平らでない第2シート1399と組み合わせている。その結果、閉鎖された中空の構造体が生じ、これらの構造体の多くはビームとして使用されるのに良く適している。例えば、フランジ1392に沿って留められた2つの同じ湾曲チャンネルが湾曲ボックスビームを形成する。本発明によれば、多くのこのような変形例を利用することができる。
同様に、中空の閉鎖構造体の幾つかの具体例は更なる剛性化を行なうために中空の構造体の内側に設置された充填材を有している。例えば、中空の閉鎖構造体は、発泡体が充填されてもよいし、或は金属またはプラスチックまたは繊維材料と発泡剤とよりなる充填材が充填されてもよい。本発明によれば、これらの変形例および多くの他の変形例を利用することができる。
他の実施形態に移ると、シートの単一折り部を備えて製造されたビームまたはチャンネルまたは[L字]形状の形態のような個々の構造部材が、溶接またはろう付けまたは留め具のような周知の手段により接合されてもよい。しかしながら、以上で詳細に説明したように、二次元シートから三次元構造体を正確に形成するオリガミ用方法によれば、幾つかのシートではなく単一のシートから形成される荷重支持部材を備えている軽量のモノコックフレームワークを可能にする。例えば、高い強度−重量の利点をもたらすために、湾曲されてもまっすぐであってもいずれにせよ、ボックスビームが外殻デザインで使用することもできる。付随重量を有する中実ビームまたはフレームワークを使用するよりもむしろ、中空の折られた或は曲げられたビームが対応する強度だがより低い重量を有することができる。望むなら、このような中空のビームは前述のように充填されることもできる。
図40Aないし図40Hは単一の材料シートから外殻フレームワークを形成する例を示している。幾つかの態様では、この実施形態の原理は図24に示される梯子構造体により例示されるものと同様であるが、その結果、フレーム状構造体に特に適した簡単化された構造体が生じることがある。図40Aは折りのために調製された単一の材料シートを示している。引き続く図は、シリーズとして、三次元閉鎖構造体を生じる折曲げ方法を示している。図40Aないし図40Hは曲げ線に沿ってストラップ構成構造体を折り曲げる詳細が図示されていないと言う点で概略的である。このような構造体の異なる実施形態が以上に詳細に説明されている。
図40Aないし図40Hには、シート1400と、除去された部分1401と、取付けタブ1402と、留め具受入れ開口部1403と、曲げ線1404と、折られた部分1405ないし1407と、締め具1408とが示されている。図40Aでは、シートには、以上で詳細に説明したように、折曲げストラップ構成構造体および曲げ線が形成されている。また、除去された部分1401は、自身に閉鎖されるが、さもなければ開放されている最終フレーム状構造体を可能にするように切り欠かれている。
図40Bないし図40Hは折り順序の1つの具体例を示している。図40Bでは、折られた部分1405は曲げ線1404(b)に沿って曲げられて「L」横断面を有する部材を形成する。同様に、図40Cおよび図40Dはそれぞれ曲げ線1404(c)-(d)に沿って曲げられた折り部分1406−1407を示している。その結果、「L」字形横断面を有する部材はシート1400の頂部分、底部分および中間部分にある。この順序を続けて、二次元シートを、図40Eないし図40Hにおけるように、曲げ線1404(e)-(h)に沿って折ることにより三次元骨格構造体へする。これらの工程の各々において、取付けタブ1402は、それらにおける留め具受入れ開口部1403(図40A参照)が整列するように交互配列方法で互いに上方に延びている。整合されると、留め具受入れ開口部および締め具1408に導入された留め具が骨格フレームワークの具体例を折り戻されないように固着する。このような構造体を固着するための多くの別法が可能であり、且つ本発明により利用されることができる。
ここに記載の原理の広い態様によれば、折られた単一のシートの形態および付随の剛性が意図された使用に合わせられ得るように形態が機能に従ってもよい。例えば、図40Aないし図40Hに示される実施形態では、フレームワークの部材の横断面は「L」字形である。他の実施形態では、フレームワークの部材は、限定されないが、すべて意図された使用に応じて、「C」字形、三角形、ボックス形状の横断面を含めて、異なる横断面を有しており、ならびに異なる付随の曲げおよび捩り剛性を有している。
図41は図40Aないし図40Hに示される実施形態と同様な骨格フレームワークの実施形態のコーナー部分を示している。しかしながら、図41における実施形態は異なる横断面幾何形状により異なる曲げおよび捩り剛性を有する部材を有している。また、図41はコーナー部分のための折り順序a)-e)を示している。
図41は、「L」字形横断面部分1411と、チャンネル横断面部分1412と、曲げ線1413、1413(b)-(e)と、チャンネル壁部1415と、取付けタブ1416と、表面スロット1414と、シート表面1419と、縁スロット1417とを示している。図41では、折曲げストラップ構成構造体は曲げ線に沿って位置しているが、明確のために省かれており、その代わり、折り線に沿って延びている中心線として概略的に示されている。ストラップ構成構造体を折り曲げることに関しての詳細については以上を参照せよ。
図41では、「L」横断面部分1411は1つの曲げ線に沿って曲げることから生じ、図40に示される実施形態における「L」横断面部分と同様である。対照的に、図41の実施形態は幾つかの曲げ線に沿った折曲げによりシート表面1419上に折られたチャンネル奥羽断面1413を有している。その結果、図示のように、「L」横断面部分と異なる曲げおよび捩り剛性を有する閉鎖ボックスビームが生じる。クロス部材としてのこのようなボックスビームを有することは、重い横方向の荷重を例えば設備ラックに支持するのに有利である。多角形のような別の横断面形状を本発明により利用することができる。
図41a)-e)は図40Hにおける折り順序と同様な折り順序を示している。図41a)では、シート1419は平らである。図41b)-c)により曲げ線1413(b)-(c)に沿って折る結果、チャンネル横断面部分1412が形成される。図示の特定の実施形態では、チャンネル壁部1415の諸部分が、対応する表面スロット1414と図示のように合わさる縁スロット1417を有するように形成され且つ寸法決めされている。合わされると、構造の剛性を高めるために、例えばリベットのような留め具が両スロットに導入されてもよい。更なる詳細については図42Aないし図42Cを参照せよ。
図41c)-d)は構造の剛性を高めるために骨格構造体の諸部分を固着する他の態様を示している。取付けタブ1416は、曲げ線1413に沿って適所に曲げられると、ねじのような留め具(図示せず)で1つの「L」横断面部分1411をチャンネル横断面部分1412に結合する。図40に示されるものと同様な取付けタブに関しては、この結合は全体の骨格構造体を結び合わせ、それにより荷重を分布させ且つ構造の剛性を高めるのに寄与する。図40におけるように、取付けタブと構造体の他の部分との接触は留め具を通った状態のシート表面対シート表面である。多くの他の重なりシート部分が同様にして留められてもよいことをわかるであろう。
図42Aないし図42Cは図41b)における骨格フレームワークの実施形態のコーナー部分の詳細を示している。図42Aはチャンネル壁部1415と、シート表面1419と、曲げ線1413(b)と、表面スロット1414と、縁スロット1417と、縁スロット壁部1420と、結節部1421とを示している。図42Bおよび図42Cは2つの実施形態についての縁スロット領域のまわりの詳細を示している。図42Aにおけるように、図42Bおよび図42Cは縁スロット1417と、縁スロット壁部1420と、結節部1421とを示している。また、図2Bは縁スロット壁部の肩領域1422を示しており、図42Cは縁スロット壁部のフレアー領域1423を示している。
前述のように、図41b)および図42Aに示される位置から図41c)に示される位置までの折りは、結節部1421が係合して対応する表面スロット1414を通ることを伴う。合わせられ且つ整合されると、異なる実施形態による異なる方法でリベットまたはねじのような留め具(図示せず)を合わせられた表面/縁スロットに装入してスロット壁部1420の一部に係合してもよい。任意の数の方法で本発明により結合されると、その結果生じた構造体は比較的より剛性である。
図42Bおよび図42Cは2との例を示している。図42Bは縁スロット壁部1420の肩領域1422を有する実施形態を示している。肩領域は縁スロット1417の基部分に位置決めされ、そして留め具縁部(図示せず)、例えば、リベット縁部を受入れて係合するためのランドをもたらす。図42Cは縁スロット壁部1420のフレアー領域1423を有する別の実施形態を示している。スロット壁部のフレアー領域は縁スロット1417の基部分に位置決めされ、そしてねじのような留め具(図示せず)を受入れるためにフレアー状表面をもたらす。トルクをねじに加える結果、ねじのねじ山が縁スロット1417の長さに沿ってスロット壁部1420に係合する。ほとんどの実施形態において、チャンネル壁部1415が薄いので、留め前にスロット壁部にねじ山をタッピングすることは必要でない。
図40ないし図42Cは線形の構造部材を有するフレームワーク実施形態を示しているが、湾曲された構造部材を使用してもよいことをわかるであろう。他の実施形態は単一のシートから形成された湾曲構造部材のフレームワークを有している。1つの例では、図43Aないし図43Cは3つの湾曲チャンネルを有する実施形態を示している。他の例では、このようなチャンネルは前述のように中空の閉鎖構造体を形成するように第2材料シートに固着されてもよい。更に、このような中空の構造体は以上で述べられている剛性化充填材で充填されてもよい。
図43Aおよび図43Bは、それぞれ、三次元の湾曲チャンネルの外殻フレームワークになるように折る前および後の材料シートを示している。両方の図はシート1430と、シート周囲1431と、フランジ1432と、曲げ曲線1433と、折曲げストラップ構成構造体1434と、チャンネル1435と、結び領域1436と、フィンガータブ1437とを示している。図34Aは折曲げストラップ構成構造体を形成した後のシートを示している。図34Bは、比較により、曲げ線に沿ってシートを折り曲げた語の三次元湾曲チャンネルを示している。しかしながら、折曲げストラップ構成構造体の詳細は明確のために両方の図では省かれている。
図43Bに示されるように、チャンネル1435は湾曲されており、且つ曲げ線の湾曲に因り少なくとも部分的に曲げ曲線に沿って曲げた後、シート1430の元の平面から外れて延びている。図示のように、元の平面から外れる変形はこの実施形態では激しい。別の実施形態は材料の特性、曲げ線のレイアウトまたは曲げ曲線に沿った曲げに関連されないプレス加工または形成に応じてより大きいまたはより小さい程度まで変形してもよい。また、図43Aおよび図43Bの実施形態は収束-分散横断面を持つチャンネルを有しているが、他の実施形態は収束チャンネル、または収束チャンネルおよび収束-分散チャンネルの組合せを有している。種々の幾何形状が本発明により使用されてもよいことをわかるであろう。
図43Cは図43Bの外殻フレームワークの中央領域の詳細を示している。図43Aおよび図43Bのように、図43Cはシート1430と、シート周囲1431と、フランジ1432と、曲げ曲線1433と、折曲げストラップ構成構造体1434と、チャンネル1435と、結び領域1436と、フィンガータブ1437とを示している。また、図43Cは剛性化リブ1438と、フィンガータブ開口部1439と、湾曲フィンガータブ部分1440とを示している。前述のように、折曲げストラップ構成構造体の詳細は明確のために省かれている。
図43Cでは、シート1430の諸部分がフィンガータブを形成するために除去されている。フィンガータブにより、フレームワークはシートの変形、特に、シートの元の平面、すなわち、曲げ前のシート平面(図43A参照)から外れる変形を受入れることができる。従って、フィンガータブは、好ましくは、曲げ線1433の比較的高い湾曲部分に隣接して位置決めされている。図43Cの実施形態では、最も大きい変形は結び領域1436に近接している。従って、フィンガータブ1437は結び領域1436に近接している。しかしながら、他の実施形態は、所望の変形に応じて、異なる位置または追加の位置にフィンガータブを有してもよい。
結び領域1436は骨格フレームワークの異なる実施形態において或る範囲の形状をとっている。図34Aにおける結び領域と比較して、他の実施形態はより楕円形または円形の結び領域を有している。更に他の実施形態は図43Aにおける実施形態のものより多角形である結び領域を有している。実施形態の更に他の範囲では、結び領域はハブ状の分離可能な別個の部片である。ハブ状結び領域では、ハブ状部片はビームまたはチャンネルのような構造部材を受入れるように形成され且つ寸法決めされている。構造部材は前述のように、或は本発明による多くの方法でハブに取付けされてもよい。
前述のように、骨格フレームワークの実施形態は非常に湾曲されてもよい。幾つかの実施形態では、フィンガータブのうちの任意の1つまたは1つより多いフィンガータブは遠位端部に湾曲部分1440を有している。このような湾曲部分は幾つかの実施形態については有利である。何故なら、湾曲部分は、例えば、以上で詳細に述べたように中空の閉鎖構造体を形成する場合、他の湾曲部片への固着を良好に受入れるからである。湾曲部分では、フィンガータブの遠位端部は、フレームワーク構造体がシート1430の元の平面から外れて延びている場合、フランジ1432と同じまたは同様な湾曲を辿ってもよい。図43Aおよび図43Bを参照せよ。このような湾曲部分が無いと、フィンガータブの遠位端部は平らであり、これは、全体の骨格フレームワークの湾曲度に応じてフィンガータブを他の部片に固着するのに適切であっても、なくてもよい。
幾つかの実施形態では、フィンガータブ1437のうちの1つまたは1つより多いフィンガータブはスタンピング加工される。スタンピング加工は、フィンガータブ1437の遠位端部をシート1430の元の平面から外して良好に回動するときに湾曲部分1440を形成する。結び(またはハブ)領域1436におよびそのまわりにシートをスタンピング加工する際、フィンガータブ1437などに関して、漸進ダイが利用されてもよい。
図43Cの実施形態はまた剛性化リブ1438を有している、好ましくは、リブは、局部的な横断面幾何形状を変えることによってシートを剛性化する効果をもってシートにスタンピング加工される。
異なる実施形態では、剛性化リブは曲げ線1433に沿っておよび/またはフィンガータブ1437に沿って位置決めされてもよい。図43Cの実施形態は曲げ線1433に近接し且つ曲げ線と実質的に整合状態の剛性化リブを示している。この場合、剛性化リブは結び領域1436の比較的高い湾曲の理由で有利である。剛性化無しでは、シートは座屈することがある。
同様に、図43Cはフィンガータブ1437に近接してその中に位置決めされた剛性化リブを示している。フィンガータブ1437内において、剛性化リブは、好ましくは、その夫々の長さ方向軸船がフィンガータブの遠位端部のところで或いはそれを超えて交差するように配向された対で構成されている。図43Cが暗示するように、かかる配向はフィンガータブ内に小型カラムを形成する効果を有している、その経験は座屈なしで応力を伝達するために有利であることを示している。更に、図43Cの実施形態はフィンガータブにおける2つの剛性化リブ間に開口部を有しており、これはフィンガータブにカラム状構造体を形成する際に有利であると思われる。他の実施形態はフィンガータブ周囲のすべてまたは一部にフランジのような剛性化構造体を有するフィンガータブを有している。しかしながら、フィンガータブにおけるかかる開口部および剛性化リブまたは周囲フィンガーは必須ではない。
図44を参照すると、平らな材料シートにより形成されている3次元骨格フレームワーク1440が示されている。この骨格フレームワーク1440は基部1441および頂部1442を有するスタンドの形態である。基部および頂部の両方は前述のものと同様なにして曲げ線が設けられた平らな材料シートから形成されている。或る場合には、基部が形成される同じ材料シートから頂部を形成することが可能であることもある。基部およびシートがそれらの曲げ線に沿って曲げられて3次元構造体を形成すると、これらの構造体は互いに組み付けられて図示のフレームワーク1440を形成する。組み付け中、基部および頂部は、リベット、ねじ、ナット/ボルト、接着剤および/または他の適当な手段のような適当な留め具により取付けられる。
この実施形態では、シート材料は頂部および基部の組み付け時に平らなパネルの反りを考慮し且つ対処するように構成されている。例えば、頂部1442は前述のようにして曲げ線が形成された平らな材料シートから形成されている。例えば、パネル1443は組み付け前には元々平らなパネルである。組み付け中、パネル1443は、図44でわかるように、その端部が脚部1445、1446の上端部に取付けられると、反り部1444の領域を展開する。詳細には、パネル1443は、その最も左側の表面が脚部1445の最も上方の表面と一致し、他方、その最も右側の表面が脚部1446の最も上方の表面と一致するように反る。脚部1445、1446は互いに対して斜曲されているので、パネル1443の表面は脚部1445、1446の平らでない表面を受け入れるために反る。図44を参照すると、パネル1443は領域1444において著しく反り、しかしながら、パネルが領域1444の外側では色々な程度で反ってもよいことをわかるであろう。脚部1445,1445もまた色々な量で同様にして反ってもよいことをわかるであろう。
フレームワーク1440の構成は反りを見込んでシート材料の比較的薄肉の特性を利用しており、かくして、複雑な幾何形状を有する広く様々なデザインを見込んでいる。曲げ線1447が実質的に線形であるが、基部1441および頂部1442がそれらの夫々の曲げ線に沿って曲げられて組み付けられると、基部1441および頂部1442は複合湾曲表面および縁部を持つ複雑な幾何形状を有するパネルを有する。例えば、縁部1448、1449は斜めの曲線、すなわち、1つの平面に位置しない曲線をたどる。このような「反り」構成が広く様々な3次元構造体および広く様々な幾何形状のために利用されてもよいことをわかるであろう。
折曲げストラップの分布および幅は、曲げのために必要とされる局部の力と未補強の曲り部の残留強度との間のバランスの変化を含めて、様々な理由で所定の曲げ線の長さに沿って変化してもよい。例えば、本発明の折曲げストラップと同時に好機的に形成されてもよい隣接した特徴が、最も近い折曲げストラップが折り曲げられた材料の平坦性を維持するように、より少ない頻度で接近している特徴の近くに、或いはより薄いストラップとともに最良に形成されるほどに近くに曲げ線に接近してもよい。
最後に、本発明の折り曲げられた構造体は容易に曲げ戻されることができる。これにより、3次元構造体が、他の現場への搬送のために、あるいはシート材料のリサイクルのために分解されたり、或いは加工戻しされたりすることができる。折り曲げられたシート材料は、しばしば、まっすぐにされることもでき、或いは折り逆転を受けることさえでき、その後、5ないし10以上のサイクルを通して再折曲げされることができる。これは、1つの現場における構造体の折曲げまたは加工、次いで、曲げ戻し、搬送および第2現場における再折曲げを可能にする。また、曲げ戻しの容易性により、構造体を曲げ戻し、そしてシート材料および除去された構成部品の再使用のためにリサイクルセンターへ送ることができる。
説明および添付の請求項における正確な定義の便宜上、語「上」または「上方」、「下」または「下方」、「内側」および「外側」は、図に示されるような特徴の位置について本発明の特徴を説明するために使用されている。
本発明の特定の実施形態の前述の説明は図示および説明の目的で示された。これらの説明は、包括的なものではなし、或いは本発明を開示された正確な形態に限定しようとするものでもなく、明らかに、多くの変更例および変形例が以上の教示を鑑みて可能である。実施形態は、本発明の原理およびその用途を最良に説明し、それにより当業者本発明および種々の実施形態と種々の変更例とを意図された使用に適しているものとして最良に利用することができるために選択され且つ説明された。本発明の範囲は添付の請求項およびそれらの同等内容により定められるものである。
Claims (59)
- 3次元構造体を形成するための材料シートであって、
複数の折曲げストラップ構成構造体が形成されている材料よりなり、ストラップ構成構造体は複数の曲げ線を構成するように位置決めされており、各曲げ線は、それを横切るように配向され且つ位置決めされた長さ方向のストラップ軸線を有する折曲げストラップを構成する隣接したストラップ構成構造体を有しており、ストラップ構成構造体は曲げ線に沿って材料シートの折曲げを生じるように構成され且つ位置決めされており、
曲げ線に沿ってシートを折り曲げることにより、少なくとも2つの非平行の構造要素を生じる、3次元構造体を形成するための材料シート。 - 少なくとも1つの曲げ線が非線形部分を有する曲げ線である、請求項1に記載の材料シート。
- シートの周囲の少なくとも一部が湾曲されている、請求項1に記載の材料シート。
- ストラップ構成構造体は材料シートを通って延びるように形成されたスリットである、請求項1に記載の材料シート。
- スリットは、材料シートの折曲げ中にスリットの両側に材料シートの縁-面係合を引き起こす切り口寸法およびジョグ距離を有している、請求項4に記載の材料シート。
- ストラップ構成構造体は材料シートを通って延びていない深さまで形成された溝である、請求項1に記載の材料シート。
- 複数の曲げ線は、それらに沿った材料シートの折曲げ時に外郭構造体を形成するように構成され且つ寸法決めされている、請求項1に記載の材料シート。
- 外郭構造体はシャシである、請求項7に記載の材料シート。
- 複数の曲げ線は、構造要素が材料シートの折曲げ時に湾曲チャンネルを形成するように構成され且つ寸法決めされるように位置決めされている、請求項1に記載の材料シート。
- 少なくとも1つの曲げ線は材料シートの折曲げ時に開放構造体を形成ように構成され且つ寸法決めされている、請求項1に記載の材料シート。
- 材料シートの折曲げ時に形成された開放構造体は1つの曲げ線に沿った折曲げからのL字形の横断面を有している、請求項10に記載の材料シート。
- 材料シートの折曲げ時に形成された開放構造体は2つの曲げ線に沿った折曲げからのチャンネル形状の横断面を有している、請求項10に記載の材料シート。
- シートは4つの曲げ線を有しており、
材料シートの折曲げ時に形成された開放構造体は4つの曲げ線沿った折曲げからの「頂ハット」横断面を有している、請求項10に記載の材料シート。 - 複数の曲げ線は材料シートの折曲げ時に湾曲チャンネルを形成するように構成され且つ寸法決めされている、請求項10に記載の材料シート。
- 複数の曲げ線は材料シートの折曲げ時に中空の閉鎖構造体を形成するように構成され且つ寸法決めされている、請求項1に記載の材料シート。
- 複数の曲げ線は材料シートの折曲げ時に中空の湾曲ビームを形成するように構成され且つ寸法決めされている、請求項1に記載の材料シート。
- 複数の曲げ線に沿って複数の取付けタブが更に形成されている請求項1に記載の材料シート。
- 取付けタブはそこに留め具受入れ開口部を有している、請求項16に記載の材料シート。
- 取付けタブは第2材料シートに設けられた取付けスロットを通って延びて第2材料シートを第1材料シートに固着するように形成されている、請求項16に記載の材料シート。
- 3次元構造体は骨格フレームワークである、請求項16に記載の材料シート。
- 骨格フレームワークはシャシである、請求項20に記載の材料シート。
- 複数の曲げ線は、互いに実質的に平行であり、且つ互いから均等に間隔を隔てられており、材料シートはジグザグな横断面を有するように折り曲げられており、
2つの実質的に平らな材料シートが、シートの波形組立体を生じるように材料シートの両側に固着されている、請求項1に記載の材料シート。 - 複数の第1シート曲げ線に沿って折り曲げるために形成された第1材料シートを備えており、この第1材料シートには、第1シート曲げ線の各々に近接して位置決めされた複数の折曲げストラップ構成構造体が形成されており、これらの折曲げストラップ構成構造体は折曲げを生じるように構成されており、第1材料シートは第1シート曲げ船に沿って折り曲げられており、
連続した側壁部を有する湾曲された中空のビームを形成するように第1材料シートに固着された第2材料シートを備えている、中空ビーム。 - 曲げ線は非線形部分を有する曲げ曲線であり、第1材料シートは開放湾曲チャンネルを生じるように第1シート曲げ曲線に沿って折り曲げられている、請求項23に記載の中空ビーム。
- 第1材料シートは第1シート曲げ線に沿って折り曲げられてフランジ部分を有する開放湾曲チャンネルを生じている、請求項24に記載の中空ビーム。
- チャンネルの横断面積は収束している、請求項24に記載の中空ビーム。
- チャンネルの横断面積は収束し且つ分散している、請求項24に記載の中空ビーム。
- 複数の折曲げストラップ構成構造体は複数のスリットであり、第2シートは複数の第2シート曲げ船に沿って折り曲げるために形成されており、第2材料シートには、それを通り、各第2シート曲げ線に近接して位置決めされた複数のスリットが形成されており、これらのスリットは折曲げを生じるように構成されており、第2材料シートは第2シート曲げ線に沿って折曲げられている、請求項23に記載の中空ビーム。
- 第1材料シートにおけるスリットおよび第2材料シートにおけるスリットは折曲げ中にスリットの両側に材料の縁-面係合を生じるように構成されている、請求項28に記載の中空ビーム。
- 第1材料シートにおけるスリットおよび第2材料シートにおけるスリットは弧状である、請求項29に記載の中空ビーム。
- 第1材料シートおよび第2材料シートは湾曲された中空のビームを形成するように攻勢され且つ互いに固着されている、請求項23に記載の中空ビーム。
- 第1材料シートには、一対の実質的に平行な第1シート曲げ線の両側に沿って延びるように位置決めされたスリットが形成されており、
第2材料シートには、一対の実質的に平行な第2シート曲げ線の両側に沿って延びるように位置決めされたスリットが形成されている、請求項28に記載の中空ビーム。 - 第1材料シートはその両縁部から一対の第1シート曲げ線に近接した位置まで内方に延びている複数の切欠きを有しており、
第2材料シートはその両縁部から一対の第2シート曲げ線に近接した位置まで内方に延びている複数の切欠きを有している、請求項32に記載の中空ビーム。 - 第1材料シートおよび第2材料シートは、各々、U字形の横方向横断面を有するように折り曲げられ、且つ4辺の中空ボックスビームを形成するように互いに固着されている、請求項33に記載の中空ビーム。
- 第1材料シートおよび第2材料シートは曲げ線に沿って長さ方向に湾曲するように折り曲げられ、且つ湾曲された4辺の中空ボックスビームを形成するように互いに固着されている、請求項32に記載の中空ビーム。
- 第1材料シートおよび第2材料シートにおける切欠きはパイ形状であり、第1材料シートおよび第2材料シート複数の留め具により互いに固着されている、請求項35に記載の中空ビーム。
- 複数の曲げ線に沿って折り曲げるために形成された単一の材料シートを備えており、この材料シートには、曲げ線の各々に近接して位置決めされた複数の折曲げストラップ構成構造体が形成されており、これらの折曲げストラップ構成構造体は折曲げを生じるように構成されており、材料シートは構造部材のフレームワークを生じるように曲げ線に沿って折り曲げられている、外郭フレームワーク。
- 材料シートは曲げ線に沿って転移的な積重ね可能な形態へ折り曲げられている、請求項37に記載の外郭フレームワーク。
- 構造部材のフレームワークである請求項37に記載の外郭フレームワーク。
- 構造部材は線形の構造部材である、請求項39に記載の外郭フレームワーク。
- シート材料はスタンピング加工された帯域を有している、請求項37に記載の外郭フレームワーク。
- 段付き横断面を有するシャシである請求項37に記載の外郭フレームワーク。
- フレームワークがシャシであり、折曲げストラップ構成構造体はスリットであり、シャシは更にシートに固着された少なくとも1つの構成部品を有しており、
シートはこれを少なくとも部分的に包囲するように曲げ線に沿って折り曲げられている、請求項37に記載の外郭フレームワーク。 - 材料シートは複数の曲げ線に沿って複数の取付けタブを有している、請求項37に記載の外郭フレームワーク。
- 取付けタブはそこに少なくとも1つの留め具受入れ開口部を有している、請求項44に記載の外郭フレームワーク。
- 取付けタブは、少なくとも2つの留め具受入れ開口部が整合するように交互配列するように形成されている、請求項45に記載の外郭フレームワーク。
- 取付けタブはスタンピング加工された帯域を有している、請求項44に記載の外郭フレームワーク。
- 異なる曲げ剛性および捩り剛性を有する構造部材を有する請求項37に記載の外郭フレームワーク。
- 構造部材は、L字形状、開放矩形チャンネル形状、および閉鎖矩形形状よりなる横断面群からの横断面を有している、請求項37に記載の外郭フレームワーク。
- 曲げ線は曲げ曲線であり、構造部材はシートの少なくとも1つの共通結び領域を共有している、請求項37に記載の外郭フレームワーク。
- 材料シートは、これが曲げ曲線に沿って曲げられると、構造部材が湾曲され且つシートの元の平面から外れて延びている、請求項50に記載の外郭フレームワーク。
- 単一のシートは曲げ曲線に近接し且つそれと整合された少なくとも1つの剛性化リブを有している、請求項50に記載の外郭フレームワーク。
- 少なくとも1つの剛性化リブはシートの局部的横断面を変えるようにシートをスタンピング加工することにより形成されている、請求項52に記載の外郭フレームワーク。
- 単一のシートは、その変形に対処するために少なくとも1つの曲げ線に沿って配置された複数のフィンガータブを有している、請求項50に記載の外郭フレームワーク。
- 少なくとも1つのフィンガータブはそれを通る開口部を有している、請求項54に記載の外郭フレームワーク。
- 少なくとも1つのフィンガータブは湾曲部分を有している、請求項54に記載の外郭フレームワーク。
- 湾曲部分はフィンガータブの遠位端部にある、請求項56に記載の外郭フレームワーク。
- 少なくとも1つのフィンガータブは一対の剛性化リブを有しており、これらの剛性化リブはそれらの夫々の長さ方向軸線が交差するように配向されている、請求項55に記載の外郭フレームワーク。
- 少なくとも1つのフィンガータブは一対の剛性化リブを有しており、これらの剛性化リブはそれらの夫々の長さ方向軸線が交差するように配向されている、請求項54に記載の外郭フレームワーク。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US66339205P | 2005-03-17 | 2005-03-17 | |
| PCT/US2006/009729 WO2006102089A2 (en) | 2005-03-17 | 2006-03-16 | Precision-folded, high strength, fatigue-resistant structures and sheet therefor |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008532775A true JP2008532775A (ja) | 2008-08-21 |
| JP2008532775A5 JP2008532775A5 (ja) | 2009-05-07 |
Family
ID=37024422
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008502100A Abandoned JP2008532775A (ja) | 2005-03-17 | 2006-03-16 | 正確折りされた高強度の耐疲労性の構造体およびそのためのシート |
Country Status (14)
| Country | Link |
|---|---|
| US (5) | US7534501B2 (ja) |
| EP (1) | EP1861561A2 (ja) |
| JP (1) | JP2008532775A (ja) |
| KR (1) | KR20070112414A (ja) |
| CN (1) | CN101233286A (ja) |
| AU (1) | AU2006227372A1 (ja) |
| BR (1) | BRPI0609143A2 (ja) |
| CA (1) | CA2601585A1 (ja) |
| IL (1) | IL186012A0 (ja) |
| MX (1) | MX2007011397A (ja) |
| RU (1) | RU2007138421A (ja) |
| TW (1) | TW200704856A (ja) |
| WO (1) | WO2006102089A2 (ja) |
| ZA (1) | ZA200708852B (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014510639A (ja) * | 2011-02-25 | 2014-05-01 | シー イー エス コントロール エンクロージャー システムズ ゲーエムベーハー | 薄板板金から長方形又は正方形の板部材を製造する方法、及び該方法で製造した板部材 |
| JP2021533288A (ja) * | 2018-08-02 | 2021-12-02 | クナウフ ギプス カーゲー | 壁構造用のスタッド |
Families Citing this family (83)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6877349B2 (en) * | 2000-08-17 | 2005-04-12 | Industrial Origami, Llc | Method for precision bending of sheet of materials, slit sheets fabrication process |
| US20060048421A1 (en) * | 2004-09-03 | 2006-03-09 | Oleksak Mark W | Display board with header |
| KR20070112414A (ko) * | 2005-03-17 | 2007-11-23 | 인더스트리얼 오리가미, 엘엘씨. | 정밀하게 폴딩된 고강도 내피로성 구조체 및 이를 위한시트 |
| JP2007253287A (ja) * | 2006-03-24 | 2007-10-04 | Yamazaki Mazak Corp | 3次元形状を有する板金製品の製造方法及び製品 |
| US7887249B2 (en) * | 2006-06-15 | 2011-02-15 | The Boeing Company | Internal finger joint |
| MX2009004478A (es) | 2006-10-26 | 2009-05-28 | Ind Origami Inc | Formacion de objeto tridimensional. |
| CN101652597A (zh) * | 2007-02-09 | 2010-02-17 | 奥里加米工业股份有限公司 | 载荷承载三维结构 |
| WO2008128217A1 (en) * | 2007-04-15 | 2008-10-23 | Industrial Origami, Inc. | Method and apparatus for folding of sheet materials |
| TW200904561A (en) * | 2007-04-15 | 2009-02-01 | Ind Origami Inc | Method and apparatus for forming bend controlling displacements in sheet material |
| NZ556782A (en) * | 2007-07-27 | 2010-03-26 | Armorflex Ltd | Method of producing a frangible post |
| US20090100893A1 (en) * | 2007-09-23 | 2009-04-23 | Industrial Origami, Inc. | Method of forming two-dimensional sheet material into three-dimensional structure |
| US8234901B2 (en) * | 2007-10-25 | 2012-08-07 | The Boeing Company | Method to create bends in composite panels |
| US8312754B2 (en) * | 2007-10-25 | 2012-11-20 | The Boeing Company | Method for forming bends in composite panels and composite panels made thereby |
| KR100958845B1 (ko) * | 2007-11-06 | 2010-05-19 | 주식회사 서울레이저발형시스템 | 금속판재의 절곡장치 |
| US7891507B2 (en) * | 2007-12-20 | 2011-02-22 | Jakie Shetler | Storage rack decking derived from a single sheet of sheet metal |
| US20090178458A1 (en) * | 2008-01-10 | 2009-07-16 | Hirotec America, Inc. | Two die process |
| BRPI0907877A2 (pt) * | 2008-02-16 | 2015-07-21 | Ind Origami Inc | Sistema para dobrar rolo em baixa força e métodos para isso |
| EP2105815B1 (de) * | 2008-03-25 | 2016-03-09 | TRUMPF Maschinen Grüsch AG | Verfahren zum Erstellen eines NC-Steuerungsprogramms |
| US8830223B2 (en) * | 2008-05-08 | 2014-09-09 | Esko Software Bvba | Computer aided design of three-dimensional cartons with curved creases |
| US20100045017A1 (en) * | 2008-08-19 | 2010-02-25 | Rea James Robert | Tanks and methods of contstructing tanks |
| US20100122563A1 (en) * | 2008-11-16 | 2010-05-20 | Industrial Origami, Inc. | Method and apparatus for forming bend-controlling straps in sheet material |
| CN102365137A (zh) * | 2009-02-10 | 2012-02-29 | 工业纸折品股份有限公司 | 具有弯折控制结构的材料板和方法 |
| US8337051B2 (en) * | 2009-02-25 | 2012-12-25 | Koninklijke Philips Electronics N.V. | Reflector assembly and method of making same |
| DE102009046619B4 (de) * | 2009-11-11 | 2016-10-06 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Verfahren zur Herstellung einer einteiligen Eckverbindung |
| WO2011120541A1 (de) * | 2010-04-01 | 2011-10-06 | Metawell Gmbh Metal Sandwich Technology | Verfahren zur herstellung eines tragelements und tragelement für ein reflektorelement |
| US20110245950A1 (en) * | 2010-04-06 | 2011-10-06 | Cvg Management Corporation | Vehicle body structure and method for making same |
| US8372495B2 (en) | 2010-05-26 | 2013-02-12 | Apple Inc. | Electronic device enclosure using sandwich construction |
| US8834337B2 (en) * | 2010-06-07 | 2014-09-16 | Robert Joseph Hannum | Method of folding sheet materials via angled torsional strips |
| CN201774795U (zh) * | 2010-07-07 | 2011-03-23 | 鸿富锦精密工业(深圳)有限公司 | 电磁屏蔽罩 |
| US8359801B2 (en) | 2010-08-02 | 2013-01-29 | Usg Interiors, Llc | Grid runner |
| JP4856269B1 (ja) * | 2010-09-06 | 2012-01-18 | 株式会社東芝 | 配線設計支援装置及び配線設計支援方法 |
| CN102000721B (zh) * | 2010-10-06 | 2013-02-20 | 江苏银河电子股份有限公司 | 不规则钣金折弯时的定位方法 |
| GB201020152D0 (en) * | 2010-11-29 | 2011-01-12 | Airbus Uk Ltd | Aircraft panel structure and aircraft panel structure manufacturing method for alleviation of stress |
| JP5890683B2 (ja) * | 2011-01-28 | 2016-03-22 | キヤノン株式会社 | 情報処理装置およびその方法 |
| US20120193136A1 (en) * | 2011-01-31 | 2012-08-02 | Laird Technologies, Inc. | Folding Methods for Making Frames of Board Level Electromagnetic Interference (EMI) Shields |
| US10314594B2 (en) | 2012-12-14 | 2019-06-11 | Corquest Medical, Inc. | Assembly and method for left atrial appendage occlusion |
| US10813630B2 (en) | 2011-08-09 | 2020-10-27 | Corquest Medical, Inc. | Closure system for atrial wall |
| US10307167B2 (en) | 2012-12-14 | 2019-06-04 | Corquest Medical, Inc. | Assembly and method for left atrial appendage occlusion |
| US10220426B2 (en) * | 2012-01-10 | 2019-03-05 | Seoul Laser Dieboard System Co., Ltd | Device and method for generating channel letters |
| GB201202142D0 (en) * | 2012-02-08 | 2012-03-21 | British American Tobacco Co | A pack |
| GB201202273D0 (en) * | 2012-02-09 | 2012-03-28 | Modular Walling Systems Ltd | Modular construction system |
| US8936164B2 (en) | 2012-07-06 | 2015-01-20 | Industrial Origami, Inc. | Solar panel rack |
| WO2014012743A1 (de) * | 2012-07-19 | 2014-01-23 | Voith Patent Gmbh | Schneidvorrichtung und verfahren zum quertrennen einer laufenden faserstoffbahn |
| US9686867B2 (en) | 2012-09-17 | 2017-06-20 | Massachussetts Institute Of Technology | Foldable machines |
| US20140142689A1 (en) | 2012-11-21 | 2014-05-22 | Didier De Canniere | Device and method of treating heart valve malfunction |
| FR3001945B1 (fr) * | 2013-02-14 | 2017-04-28 | Gaztransport Et Technigaz | Paroi etanche et thermiquement isolante pour cuve de stockage de fluide |
| US10407955B2 (en) | 2013-03-13 | 2019-09-10 | Apple Inc. | Stiff fabric |
| HUE060567T2 (hu) * | 2013-05-13 | 2023-03-28 | Nippon Steel Corp | Eljárás megmunkált alkatrész elõállítására |
| CN103256473A (zh) * | 2013-05-28 | 2013-08-21 | 常熟市平冶机械有限公司 | 矩形齿板 |
| US9205616B2 (en) | 2013-10-11 | 2015-12-08 | The Boeing Company | Bends in composite panels |
| US9566443B2 (en) | 2013-11-26 | 2017-02-14 | Corquest Medical, Inc. | System for treating heart valve malfunction including mitral regurgitation |
| CN104831470B (zh) | 2013-12-20 | 2018-07-27 | 苹果公司 | 利用编织纤维增加抗张强度并用于固定附连机制 |
| US10071487B2 (en) | 2014-05-06 | 2018-09-11 | Massachusetts Institute Of Technology | Systems and methods for compiling robotic assemblies |
| DE202014104104U1 (de) * | 2014-09-02 | 2014-09-26 | Metawell Gmbh Metal Sandwich Technology | Gefüllte Metallsandwichstruktur |
| CN104265756B (zh) * | 2014-09-03 | 2017-02-15 | 奇瑞汽车股份有限公司 | 一种柴油机连杆及其制造方法 |
| US10842626B2 (en) | 2014-12-09 | 2020-11-24 | Didier De Canniere | Intracardiac device to correct mitral regurgitation |
| WO2016144317A1 (en) * | 2015-03-09 | 2016-09-15 | Halliburton Energy Services, Inc. | Collapsible wiring conduit for downhole linear actuator |
| US10478975B2 (en) * | 2015-04-10 | 2019-11-19 | Worcester Polytechnic Institute | Fabrication of robotic mechanisms and systems from planar substrates |
| US20160327275A1 (en) * | 2015-05-04 | 2016-11-10 | Eugene Baker | Stove Service Tray |
| ITUB20154818A1 (it) * | 2015-10-22 | 2017-04-22 | Angelo Candiracci | Struttura di pannello edilizio anti-perforazione |
| FR3049639B1 (fr) * | 2016-04-04 | 2018-04-13 | Hall Systems | Procede de mise en oeuvre d'un chassis et chassis ainsi obtenu |
| US9812828B1 (en) * | 2016-05-27 | 2017-11-07 | Scott Hunter | Wedge shaped power station and related methods |
| US11250174B2 (en) * | 2017-02-27 | 2022-02-15 | Viviware Japan, Inc. | CAD device and program |
| EP3379001B1 (de) | 2017-03-22 | 2020-01-08 | Marte and Marte Limited Zweigniederlassung Österreich | Beliebig gekrümmte tragstruktur |
| BR112019019574A2 (pt) * | 2017-04-10 | 2020-04-14 | Nippon Steel Corp | membro estrutural para automóveis |
| DE202017104977U1 (de) * | 2017-08-18 | 2018-08-21 | Mayr-Melnhof Karton Ag | Zuschnitt, daraus hergestellte dreidimensionale Struktur und Faltschachtel |
| US10251304B1 (en) * | 2017-09-20 | 2019-04-02 | Mitek Corp,. Inc. | Lightweight electronics rack |
| US10864686B2 (en) | 2017-09-25 | 2020-12-15 | Apple Inc. | Continuous carbon fiber winding for thin structural ribs |
| US10428522B2 (en) * | 2017-09-25 | 2019-10-01 | Pravin Nanayakkara | Construction metallic trapezoidal systems |
| PL3498391T3 (pl) * | 2017-12-13 | 2020-05-18 | Ovh | Sztywny wykrój arkuszowy i sposób jego wytwarzania |
| KR102608948B1 (ko) | 2018-06-27 | 2023-12-04 | 엘지전자 주식회사 | 진공단열체 및 냉장고 |
| KR20200001347A (ko) | 2018-06-27 | 2020-01-06 | 엘지전자 주식회사 | 진공단열체 및 냉장고 |
| CN109227961B (zh) * | 2018-08-30 | 2020-12-01 | 公安部四川消防研究所 | 一种氦气防爆减压板的加工方法 |
| CN112823228A (zh) * | 2018-09-04 | 2021-05-18 | 皮层复合材料公司 | 胶凝复合材料结构 |
| WO2020154919A1 (zh) * | 2019-01-29 | 2020-08-06 | 温州美葆科技技术有限公司 | 多个支承骨架制造方法及多个剃须刀片制造方法 |
| US10953451B2 (en) * | 2019-02-21 | 2021-03-23 | Friedrich Graepel Ag | Metal sheet with contour cut for vibration reduction |
| CN112046626B (zh) * | 2019-06-05 | 2023-09-19 | 天津天汽集团有限公司 | 一种后部导流板及车辆 |
| DE102019115174A1 (de) * | 2019-06-05 | 2020-12-10 | Lübbers Anlagen- und Umwelttechnik GmbH | Verfahren zum Herstellen eines Lochbleches, Lochblech, Formteil und Aufbereitungsvorrichtung |
| US20230085237A1 (en) * | 2020-02-07 | 2023-03-16 | Roy Tiles Pty Limited | Handle attachment for an adhesive spreader |
| US11643783B2 (en) * | 2020-03-24 | 2023-05-09 | Samuel, Son & Co., Limited | Simplified steel orthotropic deck bridge panel |
| CN112635954B (zh) * | 2020-12-07 | 2022-12-16 | 上海卫星工程研究所 | 可折叠空间天线在轨展开自锁定驱动铰链及其控制方法 |
| CN113843316B (zh) * | 2021-10-08 | 2022-12-27 | 江苏兴达智能制造有限公司 | 一种防止孔变形的折弯方法 |
| CN115464023A (zh) * | 2022-09-21 | 2022-12-13 | 中国第一汽车股份有限公司 | 一种顶盖天窗翻边面波浪优化的工艺方法 |
Family Cites Families (374)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US387651A (en) * | 1888-08-14 | Hieam stevens maxim | ||
| GB590720A (en) | 1945-03-26 | 1947-07-25 | George Francis John Dandridge | Method of securing metal plates together |
| US624144A (en) | 1899-05-02 | Metal tube | ||
| US649762A (en) | 1899-07-28 | 1900-05-15 | American Metal Edge Box Company | Mechanism for punching metal strips. |
| US649387A (en) | 1899-08-31 | 1900-05-08 | Thomas Wright | Hinge. |
| US800365A (en) | 1905-04-22 | 1905-09-26 | Franz Ebert | Process for manufacturing prismatically-hollowed sheet-metal characters. |
| US975121A (en) | 1910-01-27 | 1910-11-08 | James H Carter | Box. |
| US1295769A (en) | 1918-03-07 | 1919-02-25 | Chicago Metal Products Co | Method and means for producing cartridge-clips. |
| US1405042A (en) | 1919-03-21 | 1922-01-31 | Kraft Henry Phillip | Method of making dust caps for tire valves |
| US1557066A (en) | 1921-02-14 | 1925-10-13 | Westinghouse Electric & Mfg Co | Box structure |
| US1468271A (en) | 1921-04-18 | 1923-09-18 | American Multigraph Co | Mechanism for making printing-strip holders |
| US1698891A (en) | 1922-11-09 | 1929-01-15 | Flintkote Co | Strip roofing unit and process of manufacture |
| US1699693A (en) | 1927-03-22 | 1929-01-22 | Duro Co | Method of forming screen plate |
| US1746429A (en) | 1929-01-31 | 1930-02-11 | William G Kelleweay | Partition strip for composition flooring |
| US1810842A (en) | 1929-09-19 | 1931-06-16 | American Stove Co | Insulated range |
| US2127618A (en) | 1933-12-16 | 1938-08-23 | Midland Steel Prod Co | Method and apparatus for forming automobile side rails |
| US2158972A (en) | 1937-02-02 | 1939-05-16 | L F Grammes & Sons Inc | Box construction |
| US2339355A (en) | 1940-05-10 | 1944-01-18 | Rutten Walter | Apparatus for edging and forming |
| US2423863A (en) | 1940-11-16 | 1947-07-15 | George F Wales | Sheet metal compartment with shelf supports and method of manufacture |
| US2480034A (en) * | 1946-09-09 | 1949-08-23 | Chester A Lapp | Pipe fitting |
| US2512118A (en) | 1946-11-29 | 1950-06-20 | Avco Mfg Corp | Stove frame |
| US2515067A (en) | 1948-12-27 | 1950-07-11 | Guarantee Specialty Mfg Compan | Venetian blind bracket |
| US2560786A (en) | 1948-12-27 | 1951-07-17 | Guarantee Specialty Mfg Compan | Method of forming bracket units |
| DE825645C (de) | 1949-01-22 | 1951-12-20 | Bela Barenyi | Aus einem Unterteil und einem Oberteil zusammengesetzte Karosserie |
| US2484398A (en) | 1949-04-20 | 1949-10-11 | Gay Bell Corp | Machine for clinching a hoop connecting member and the like |
| US2638643A (en) | 1949-06-02 | 1953-05-19 | Kenneth T Snow | Building bracket |
| US2625290A (en) | 1950-11-29 | 1953-01-13 | Coleman Co | Sheet assembly structure |
| GB740933A (en) | 1953-07-02 | 1955-11-23 | Lucas Industries Ltd | A method of riveting together two pieces of material one at least of which consists of nylon or like material |
| US2976747A (en) | 1953-08-25 | 1961-03-28 | Schatzschock Adolf | Method for forming filing tools |
| US2771851A (en) | 1954-05-20 | 1956-11-27 | Lockheed Aircraft Corp | Sheet metal forming die means |
| US2869694A (en) | 1954-07-23 | 1959-01-20 | Air Filter Corp | Frame construction for filter units |
| US2916181A (en) * | 1954-10-06 | 1959-12-08 | Fed Pacific Electric Co | Sheet metal joint and box and method of making same |
| US2948624A (en) | 1954-12-16 | 1960-08-09 | Dighton L Watson | Expansible metal foil package |
| US2825407A (en) | 1955-03-24 | 1958-03-04 | Plastic Binding Corp | Gang punch |
| US2901155A (en) * | 1955-12-21 | 1959-08-25 | Continental Paper Company | Carton |
| US2882990A (en) | 1956-11-01 | 1959-04-21 | United States Gypsum Co | Sound absorbing units and method of making same |
| US2926831A (en) | 1957-08-30 | 1960-03-01 | John Strange Carton Co Inc | Infold carton with corner bracing strut |
| US3258380A (en) | 1958-12-22 | 1966-06-28 | St Regis Paper Co | Method and apparatus for making lug liner |
| GB955666A (en) | 1960-01-19 | 1964-04-15 | Elm Works Ltd | Improvements in and relating to tools for performing punching, pressing or like operations |
| US3095134A (en) | 1960-03-23 | 1963-06-25 | Reynolds Metals Co | Lined container for liquids and liner therefor |
| US3120257A (en) | 1960-04-23 | 1964-02-04 | Baustahlgewebe Gmbh | Device for bending steel mesh for reinforced concrete and the like |
| US3039414A (en) * | 1960-05-31 | 1962-06-19 | Rosanes Jacob | Method of producing hollow four-sided tapering beams or columns from sheet metal |
| US3094158A (en) | 1960-06-27 | 1963-06-18 | Standard Products Co | Mechanism for forming prongs or barbs in sheet metal strips |
| US3094229A (en) | 1960-09-16 | 1963-06-18 | Koehring Co | Hydraulic back hoe |
| US3107041A (en) | 1961-01-31 | 1963-10-15 | Mead Corp | Reinforced folded blank carton |
| US3090087A (en) * | 1961-02-14 | 1963-05-21 | Peter H Miller | Stock material for use as edging strip |
| US3107807A (en) | 1961-02-23 | 1963-10-22 | Bergh Bros Co | Box wall and base combination |
| US3135527A (en) | 1961-07-28 | 1964-06-02 | Philip B Knapp | Wheeled market carts |
| US3156232A (en) | 1961-09-19 | 1964-11-10 | Tappan Co | Range chassis |
| US3159156A (en) | 1961-12-28 | 1964-12-01 | Arthur E Incledon | Disposable oven liner |
| FR1349879A (fr) | 1962-02-07 | 1964-01-24 | Nouveaux matériaux en plaques délimités sur leurs deux faces par des structures non développables à flancs réglés, et procédés pour leur fabrication | |
| US3216644A (en) | 1962-02-14 | 1965-11-09 | Henry C Harrison | Disposable sink strainer |
| US3341395A (en) | 1962-12-03 | 1967-09-12 | Solar Reflection Room Corp | Lightweight structural panel |
| US3191564A (en) | 1963-05-15 | 1965-06-29 | Ermal C Fraze | Method of fabricating a sheet metal joint |
| US3246796A (en) * | 1964-01-21 | 1966-04-19 | Robert A Euglander | Divisible carton |
| US3217437A (en) | 1964-05-18 | 1965-11-16 | Chicago Show Printing Company | Pole sign |
| FR1407704A (fr) | 1964-06-17 | 1965-08-06 | Peugeot Et Cie Sa | Bande destinée à donner des éléments de solidarisation en rotation entre deux pièces concentriques, éléments obtenus à partir de cette bande et assemblages réalisés |
| US3361320A (en) * | 1964-08-20 | 1968-01-02 | Victor Bobrowski | Tapered-tube-making device |
| US3228710A (en) | 1965-05-18 | 1966-01-11 | Strachan & Henshaw Ltd | Folding of paper and like material |
| US3318301A (en) | 1965-06-24 | 1967-05-09 | Westinghouse Electric Corp | Range body construction |
| US3521536A (en) | 1965-09-23 | 1970-07-21 | Finn Ind Inc | Plunger and die mechanism for forming trays |
| US3455018A (en) | 1965-11-08 | 1969-07-15 | Microdot Inc | Method of making sealing strip |
| US3357078A (en) | 1966-08-01 | 1967-12-12 | Floyd J Moltchan | Apparatus for punching interlocking tabs in steel strips |
| US3474225A (en) | 1967-08-24 | 1969-10-21 | Tappan Co The | Forced air electric oven |
| US3666607A (en) * | 1968-09-03 | 1972-05-30 | Joel J Weissman | Blank for constructing solid forms |
| US3638465A (en) | 1969-03-10 | 1972-02-01 | Flangeklamp Corp | Method of forming a structural element |
| US3626604A (en) * | 1969-06-23 | 1971-12-14 | James B Pierce | Three-dimensional chemical models |
| US3638597A (en) | 1969-09-26 | 1972-02-01 | Fraze Ermal C | Method of forming a rivet |
| US3538982A (en) * | 1969-10-21 | 1970-11-10 | United Aircraft Corp | Twisted splitter for fluid stream |
| US3688385A (en) | 1969-11-04 | 1972-09-05 | Fraze Ermal C | Method of making a riveted jointure |
| US3590759A (en) | 1969-11-19 | 1971-07-06 | George S Hendrie Jr | Reinforcing strip for plastic articles and method and apparatus for making same |
| US3731514A (en) | 1971-02-07 | 1973-05-08 | A Deibele | Cleat bender |
| US3882653A (en) * | 1971-06-30 | 1975-05-13 | C O Inc | Truss construction |
| US4011704A (en) | 1971-08-30 | 1977-03-15 | Wheeling-Pittsburgh Steel Corporation | Non-ghosting building construction |
| BE788348A (fr) | 1971-09-14 | 1973-01-02 | Bock Rudolf | Installation de pliage de treillis soudes d'armature pour betonarme |
| US3788934A (en) | 1971-10-01 | 1974-01-29 | A Coppa | Three-dimensional folded structure with curved surfaces |
| US3779282A (en) * | 1971-11-08 | 1973-12-18 | Boeing Co | Annulus inverting valve |
| FR2174325A5 (ja) | 1972-02-28 | 1973-10-12 | Citroen Sa | |
| US3717022A (en) | 1972-03-07 | 1973-02-20 | Bois E Du | Press device |
| US3756499A (en) | 1972-03-09 | 1973-09-04 | Union Camp Corp | Box with five panel ends |
| ZA723808B (en) | 1972-06-05 | 1973-08-29 | J Kruger | Method of shaping ductile sheet material and apparatus therefor |
| DE2237895C3 (de) | 1972-08-02 | 1974-11-28 | Rudolf 7031 Holzgerlingen Bock | Einrichtung zum Abwinkein von Baustahlmatten |
| US3854859A (en) | 1972-10-19 | 1974-12-17 | M Sola | Shaping head for plastic molding machines |
| US3938657A (en) | 1972-11-16 | 1976-02-17 | David Melvin J | Blind rivet assembly |
| US3890869A (en) | 1972-11-29 | 1975-06-24 | Mark Products Corp Van | Louver cutter |
| US3879240A (en) | 1973-08-17 | 1975-04-22 | Raymond W Wall | Method of making a unitary camper structure |
| US3878438A (en) | 1973-09-28 | 1975-04-15 | William Jacobs A K A Calmark | Printed circuit card guide |
| US3907193A (en) | 1974-04-08 | 1975-09-23 | Autoplex Corp | Plastic folding containers and process and apparatus for making same |
| US3914974A (en) | 1974-04-19 | 1975-10-28 | William Devore | Lithographic plate bending arrangement |
| US3943744A (en) | 1974-06-19 | 1976-03-16 | Tapco Products Company, Inc. | Louver cutter |
| US3952574A (en) | 1974-10-31 | 1976-04-27 | Speidel John A | Process and apparatus for forming sheet metal structures |
| US4004334A (en) * | 1974-11-05 | 1977-01-25 | Greenley Henry R | Method of making a structural member |
| US3963170A (en) | 1974-11-29 | 1976-06-15 | The Mead Corporation | Panel interlocking means and blank utilizing said means |
| US3994275A (en) | 1975-04-21 | 1976-11-30 | Marianne M. Williams | Free-standing, disposable fireplace reflector |
| US4170691A (en) | 1975-09-11 | 1979-10-09 | Rogers J W | Steel metal web handling method, apparatus, and coil construct |
| JPS5268848A (en) | 1975-12-05 | 1977-06-08 | Nippon Electric Co | Method of reducing warp in press bending |
| US4027340A (en) | 1976-03-15 | 1977-06-07 | Robert Hain Associates, Inc. | Face mask |
| US4058813A (en) * | 1976-03-18 | 1977-11-15 | Rca Corporation | Sheet metal waveguide horn antenna |
| SE408329B (sv) | 1976-05-12 | 1979-06-05 | Wallman Knut Olof Lennart | Flikforband for att fast forbinda platstycken med varandra och sett att utfora sadant flikforband |
| DE2630896C3 (de) | 1976-07-09 | 1979-10-04 | Balcke-Duerr Ag, 4030 Ratingen | Vorrichtung zum Abbiegen großflächiger Bauteile |
| JPS5370069A (en) | 1976-12-02 | 1978-06-22 | Nippon Electric Co | Working method of electron panel fitting plate |
| US4362519A (en) | 1977-01-20 | 1982-12-07 | Robert Gault | Boat hulls |
| US4102525A (en) | 1977-02-14 | 1978-07-25 | Robert Norman Albano | Knockdown support and spacer for bookshelves |
| US4132026A (en) * | 1977-04-25 | 1979-01-02 | J. J. Dill Company | Simplified blank forming a rodent poison container |
| US4133336A (en) | 1977-09-29 | 1979-01-09 | Smith Alva T | Ventilated stove |
| US4141525A (en) | 1977-11-10 | 1979-02-27 | Knape & Vogt Manufacturing Co. | Universal drawer slide mounting bracket |
| US4289290A (en) | 1977-11-10 | 1981-09-15 | Knape & Vogt Manufacturing Co. | Universal drawer slide mounting bracket |
| US4145801A (en) | 1978-02-13 | 1979-03-27 | Aluminum Company Of America | Method of forming an integral rivet for an easy open can end |
| US4215194A (en) | 1978-02-21 | 1980-07-29 | Masterwork, Inc. | Method for forming three-dimensional objects from sheet metal |
| JPS5930493B2 (ja) | 1978-02-24 | 1984-07-27 | 友和産業株式会社 | 金属板製箱状体の折曲製造装置 |
| US4190190A (en) | 1978-05-09 | 1980-02-26 | Okuli Oy | Strip made up of consecutive package blanks |
| US4166565A (en) * | 1978-06-08 | 1979-09-04 | Champion International Corporation | Air freshener carton |
| JPS5522468A (en) | 1978-08-05 | 1980-02-18 | Takubo Kogyosho:Kk | Molding method of metal plate |
| JPS5555222A (en) | 1978-10-19 | 1980-04-23 | Shinichi Sugino | Liquid level detector |
| US4245615A (en) | 1979-04-30 | 1981-01-20 | Magic Chef, Inc. | Modular range construction |
| SE432918B (sv) | 1979-10-18 | 1984-04-30 | Tetra Pak Int | Biglinjeforsett forpackningslaminat |
| DE2952026A1 (de) | 1979-12-22 | 1981-06-25 | Peddinghaus, Rolf, 5828 Ennepetal | Biegemaschine zum gleichzeitigen biegen von betonstahldraehten bei baustahlmatten |
| US4327835A (en) | 1980-01-10 | 1982-05-04 | Honeywell Information Systems Inc. | Universal snap-in card guide for printed circuit card enclosures |
| JPS56131466A (en) | 1980-03-17 | 1981-10-15 | Nissan Motor Co Ltd | Fixing structure for rear side member |
| US4352843A (en) | 1980-08-21 | 1982-10-05 | Thomas A. Schutz Co., Inc. | Component for a multiplanar device |
| EP0057909B1 (de) | 1981-02-06 | 1985-01-16 | Rainer Bischoff | Wohnwagenaufbau |
| CA1184458A (en) | 1981-06-16 | 1985-03-26 | Noboru Igarashi | Construction of heating compartment for cooking apparatus |
| US4676545A (en) | 1981-07-06 | 1987-06-30 | Bonfilio Paul F | Modular chassis for land, sea and air vehicles |
| FR2509204A1 (fr) | 1981-07-07 | 1983-01-14 | Jouanel Sa Ets Y | Plieuse automatique de toles |
| US4457555A (en) | 1981-07-10 | 1984-07-03 | Cars & Concepts, Inc. | Conversion of vehicle bodies |
| JPS6037318Y2 (ja) * | 1981-08-05 | 1985-11-07 | 澁谷工業株式会社 | 包装箱体 |
| US4469727A (en) | 1981-09-02 | 1984-09-04 | The Standard Products Company | Automotive trim strip with expanded pressure sensitive tape |
| US5140872A (en) | 1981-09-08 | 1992-08-25 | Ameritek, Inc. | Steel rule die and method |
| US4491362A (en) | 1981-09-23 | 1985-01-01 | Kennedy Thomas H | Automotive fiberglass body |
| US4479737A (en) | 1982-02-01 | 1984-10-30 | Bergh Bros. Co., Inc. | Positive interlock |
| US4428599A (en) | 1982-02-01 | 1984-01-31 | The Budd Company | Front and rear energy absorbing structures for a four passenger vehicle |
| JPS596116A (ja) | 1982-06-30 | 1984-01-13 | Nissan Motor Co Ltd | ウインドまわりのシ−ル構造 |
| US4468946A (en) | 1982-06-30 | 1984-09-04 | Kelley Company Inc. | Method of making lambda beams |
| US4515004A (en) | 1982-10-07 | 1985-05-07 | Jenglo Engineering, Inc. | Welded wire fabric bending apparatus and method |
| DE3237928A1 (de) | 1982-10-13 | 1984-04-19 | Karl Meinig KG, 7201 Rietheim-Weilheim | Vorrichtung zum anformen von flanschen an luftkanalwandungen |
| GB2129339A (en) | 1982-10-29 | 1984-05-16 | Kenneth Carter | A method of forming a sheet |
| US4489976A (en) | 1982-12-09 | 1984-12-25 | Flaherty B Michael | Vehicle body |
| US4469273A (en) | 1983-06-02 | 1984-09-04 | Weyerhaeuser Company | Self-unlocking container closure |
| JPS6061237A (ja) | 1983-09-14 | 1985-04-09 | Yamaha Motor Co Ltd | 合成樹脂製車体の製造方法 |
| SE442792B (sv) | 1984-01-09 | 1986-01-27 | Ehrlund Aake Konstratel | Sammanhengande remsa av ett foretredesvis bojligt material for bildande av ett flertal efter varandra forlopande felt |
| US4557132A (en) | 1984-02-03 | 1985-12-10 | Tapco Products Company, Inc. | Sheet bending brake |
| GB8416542D0 (en) * | 1984-06-28 | 1984-08-01 | Mead Corp | Multipack for containers |
| CA1233304A (en) | 1984-09-06 | 1988-03-01 | Robert M. St. Louis | Scored metal appliance frame |
| US4672718A (en) | 1985-03-21 | 1987-06-16 | Louis F. Arnone, III | Gold-crowned domed garment button and manufacturing method |
| GB2174781A (en) | 1985-03-25 | 1986-11-12 | Erhard Christensen | Interlocking joint for materials in sheet form |
| DE3528642A1 (de) | 1985-08-09 | 1987-02-12 | Philips Patentverwaltung | Verfahren und anordnung zum einpraegen von kanaelen mit geringem querschnitt in die oberflaeche eines werkstuecks |
| DE3679364D1 (de) | 1985-09-14 | 1991-06-27 | Eugen Rapp | Verfahren und vorrichtung zum verbinden duenner platten. |
| JPH0676068B2 (ja) | 1985-10-21 | 1994-09-28 | 日産自動車株式会社 | 車体骨格部材の接続部構造 |
| DE3642208A1 (de) | 1985-12-11 | 1987-06-25 | Hitachi Ltd | Verfahren zur herstellung von werkstuecken in der form von schalen mit gewoelbter oberflaeche |
| US4819792A (en) | 1986-02-03 | 1989-04-11 | Christian George T | Folding display |
| US4645701A (en) | 1986-02-24 | 1987-02-24 | Zarrow Scott F | Credit card carbon copy defacer |
| US4837066A (en) | 1986-05-29 | 1989-06-06 | Gates Formed-Fibre Products, Inc. | Foldable rigidified textile panels |
| IT1213478B (it) | 1986-08-07 | 1989-12-20 | Alfa Romeo Spa | Scocca per una vettur,a particolarmente una autovettura, eprocedimento per la sua realizzazione. |
| GB2197457B (en) | 1986-11-10 | 1990-12-12 | Ti New World Ltd | Improvements in or relating to cooking appliances |
| JPS63134381A (ja) | 1986-11-26 | 1988-06-06 | Tsubakimoto Chain Co | 車両の車体フレ−ム構造 |
| CA1233702A (en) | 1986-12-30 | 1988-03-08 | Robert J. Crawford | Slip lock forming apparatus |
| US4792082A (en) | 1987-03-03 | 1988-12-20 | Williamson Gaylord L | Enclosed animal litter box |
| DE3710929A1 (de) | 1987-04-01 | 1988-10-13 | Eugen Rapp | Verfahren und vorrichtung zum verbinden aufeinanderliegender duenner platten |
| JPH0674057B2 (ja) | 1987-04-17 | 1994-09-21 | マツダ株式会社 | 自動車の前部車体構造 |
| JP2516212B2 (ja) | 1987-04-17 | 1996-07-24 | マツダ株式会社 | 自動車の前部車体構造 |
| IT1210803B (it) | 1987-06-16 | 1989-09-29 | Ferrari Eng | Struttura portante di una autovettura |
| US5390762A (en) * | 1987-08-14 | 1995-02-21 | Power Plus Corporation | Automatic crankcase oil change and makeup system |
| DE3731117A1 (de) | 1987-09-16 | 1989-03-30 | Koenig & Bauer Ag | Perforiermesser |
| US4898326A (en) | 1987-10-28 | 1990-02-06 | Kadee Metal Products Co. | Track joining system |
| US5077601A (en) | 1988-09-09 | 1991-12-31 | Hitachi, Ltd. | Cooling system for cooling an electronic device and heat radiation fin for use in the cooling system |
| US4950026A (en) | 1988-10-06 | 1990-08-21 | Emmons J Bruce | Passenger vehicle body frame |
| JPH0627225Y2 (ja) | 1988-11-01 | 1994-07-27 | 船井電機株式会社 | 部品取付板材 |
| DE3906958A1 (de) | 1988-12-05 | 1990-09-06 | Kuhn Rainer | Verfahren zur herstellung von flachen bauteilen |
| JPH02165817A (ja) | 1988-12-16 | 1990-06-26 | Anritsu Corp | 金属板及び金属板の曲げ加工方法 |
| JPH0696171B2 (ja) | 1989-01-21 | 1994-11-30 | 株式会社田窪工業所 | 金属板の成型方法 |
| US5022804A (en) | 1989-02-14 | 1991-06-11 | Buell Industries, Inc. | Self-mounting fastener |
| NL8900776A (nl) | 1989-03-29 | 1990-10-16 | Joseph Antonius Catharinus Vli | Constructie en hoekverbinding van een uit een plano gevormde kartonnen doos, voor het vervoeren en presenteren van b.v. taart of gebak. |
| JP2818434B2 (ja) | 1989-03-30 | 1998-10-30 | 株式会社アマダ | 立体部品の製造方法 |
| US5307282A (en) | 1989-09-22 | 1994-04-26 | Hewlett-Packard Company | Method of computer-aided prediction of collisions between objects including fabrication tools and parts to be fabricated |
| US5157969A (en) | 1989-11-29 | 1992-10-27 | Armco Steel Co., L.P. | Apparatus and method for hydroforming sheet metal |
| JPH0433723A (ja) | 1990-05-25 | 1992-02-05 | Toshiba Corp | 金属板製折曲げ加工品の制造方法 |
| US5157852A (en) | 1990-07-23 | 1992-10-27 | Patrou Louis G | Three dimensional paper structure enclosed in a transparent box |
| JPH0491822A (ja) | 1990-08-08 | 1992-03-25 | Amada Co Ltd | 立体部品における板取り方法 |
| US5440450A (en) | 1990-09-14 | 1995-08-08 | Next, Inc. | Housing cooling system |
| US5105640A (en) | 1991-01-25 | 1992-04-21 | Iowa Precision Industries, Inc. | Method and apparatus for forming box-shaped sheet metal ducts |
| US5255969A (en) | 1991-02-28 | 1993-10-26 | Rheem Manufacturing Company | Double-walled cabinet structure for air conditioning equipment |
| JP2825138B2 (ja) | 1991-03-12 | 1998-11-18 | トヨタ自動車株式会社 | 曲げ加工型 |
| DE9104391U1 (ja) | 1991-04-08 | 1991-08-01 | Brainstorm Verpackungsinnovation Gmbh, 8949 Dirlewang, De | |
| EP0579759A1 (en) | 1991-04-11 | 1994-01-26 | Qube Corporation | Foldable electrical component enclosures |
| KR960007333B1 (ko) | 1991-05-10 | 1996-05-31 | 마쓰다 가부시끼가이샤 | 자동차의 제조방법 |
| FR2676688B1 (fr) * | 1991-05-24 | 1993-10-08 | Ecia Equip Composants Ind Auto | Planche de bord perfectionnee. |
| US5225799A (en) | 1991-06-04 | 1993-07-06 | California Amplifier | Microwave filter fabrication method and filters therefrom |
| US5262220A (en) | 1991-06-18 | 1993-11-16 | Chem-Tronics, Inc. | High strength structure assembly and method of making the same |
| US5148900A (en) | 1991-06-25 | 1992-09-22 | New Venture Gear, Inc. | Viscous coupling apparatus with coined plates and method of making the same |
| GB9114433D0 (en) | 1991-07-03 | 1991-08-21 | Jaguar Cars | Motor car structure |
| US5234727A (en) | 1991-07-19 | 1993-08-10 | Charles Hoberman | Curved pleated sheet structures |
| US5148600A (en) | 1991-09-17 | 1992-09-22 | Advanced Robotics (A.R.L.) Ltd. | Precision measuring apparatus |
| US5227176A (en) | 1991-12-06 | 1993-07-13 | Monsanto Company | Mold for a shaped laminate |
| JP3519095B2 (ja) | 1992-01-21 | 2004-04-12 | 株式会社アマダ | 板材の折曲げ加工品及び折曲げ加工方法 |
| US5302435A (en) * | 1992-03-24 | 1994-04-12 | Mitsubishi Plastics Industries Limited | Plastic sheet with a ruled line for bending |
| US5259100A (en) | 1992-05-27 | 1993-11-09 | Amada Engineering & Service Co., Inc. | Milling tool for turret punch press |
| US5205476A (en) * | 1992-06-12 | 1993-04-27 | Perseco Division Of The Havi Group Lp | Clamshell carton having an improved latching mechanism |
| CA2091317C (en) | 1992-06-19 | 1998-10-06 | Hans-Jurgen F. Sinn | Needle shield device for surgical packages |
| US5466146A (en) | 1992-06-29 | 1995-11-14 | Fritz; Michael L. | Hydroforming platen and seal |
| US5195644A (en) | 1992-07-13 | 1993-03-23 | Glenayre Electronics Ltd. | Sealed, seamless box and method of manufacturing same |
| US5800647A (en) | 1992-08-11 | 1998-09-01 | E. Khashoggi Industries, Llc | Methods for manufacturing articles from sheets having a highly inorganically filled organic polymer matrix |
| US5239741A (en) | 1992-08-27 | 1993-08-31 | Shamos Desmond E | Method of fabricating a pillow casing apparatus |
| US5284043A (en) | 1992-09-29 | 1994-02-08 | Amada Manufacturing America Inc. | Method and device for separating a contoured product from sheet metal |
| US5592363A (en) | 1992-09-30 | 1997-01-07 | Hitachi, Ltd. | Electronic apparatus |
| US5432989A (en) | 1992-10-27 | 1995-07-18 | Archer Manufacturing Corporation | Apparatus and method for joining sheet material |
| US5362120A (en) | 1993-04-05 | 1994-11-08 | Ford Motor Company | Vehicle body construction and method for inspection of adhesively secured joints therein |
| US5363544A (en) | 1993-05-20 | 1994-11-15 | Benteler Industries, Inc. | Multi-stage dual wall hydroforming |
| US5524396A (en) | 1993-06-10 | 1996-06-11 | Lalvani; Haresh | Space structures with non-periodic subdivisions of polygonal faces |
| US5460773A (en) | 1993-08-11 | 1995-10-24 | Fritz; Michael L. | Seal for blow down platen |
| FR2710893B1 (fr) | 1993-10-05 | 1995-11-17 | Smh Management Services Ag | Châssis pour véhicule, notamment pour véhicule automobile. |
| US5392629A (en) | 1993-10-26 | 1995-02-28 | Canoga Industries Inc. | Method and apparatus for forming multi-level features in an object |
| US5415021A (en) | 1993-10-29 | 1995-05-16 | Folmer; Carroll W. | Apparatus for high pressure hydraulic forming of sheet metal blanks, flat patterns, and piping |
| JPH07148528A (ja) | 1993-11-30 | 1995-06-13 | Honda Motor Co Ltd | プレス成形方法 |
| US5427732A (en) | 1993-12-28 | 1995-06-27 | Shuert; Lyle H. | Method of forming deep draw twin sheet plastic articles |
| US5533444A (en) | 1994-01-07 | 1996-07-09 | Food And Agrosystems, Inc. | High air velocity convection oven |
| US5474232A (en) | 1994-05-06 | 1995-12-12 | Ljungstroem; Tommy B. G. | Gable top carton and carton blank with curved side creases |
| JPH07321265A (ja) | 1994-05-27 | 1995-12-08 | Fujitsu Ltd | 集積回路素子モジュールの冷却構造 |
| US5452799A (en) * | 1994-06-14 | 1995-09-26 | Riverwood International Corporation | Article carrier with rounded corners |
| CA2153815A1 (en) | 1994-07-21 | 1996-01-22 | Richard Lee Baker | Thermal blend convection oven |
| US5619828A (en) | 1994-12-19 | 1997-04-15 | Pella Corporation | Installation fin for windows and doors |
| US5568680A (en) | 1995-01-26 | 1996-10-29 | Regent Lighting Corporation | Method for making a reflector for a luminaire |
| JPH08224619A (ja) | 1995-02-22 | 1996-09-03 | Amada Co Ltd | ワーク曲げ加工方法およびその装置 |
| US5497825A (en) | 1995-05-24 | 1996-03-12 | Symphony Group International Co., Ltd. | Heat-radiator for CPU of a computer |
| US5571280A (en) * | 1995-05-25 | 1996-11-05 | Photofabrication Engineering Inc. | Lampshade |
| ES2126434B1 (es) | 1995-05-26 | 2000-01-01 | Mikalor Sa | Mejoras introducidas en los medios de abrochado de los extremos de la lamina formativa de abrazaderas de banda metalica. |
| US5737226A (en) | 1995-06-05 | 1998-04-07 | Prince Corporation | Vehicle compass system with automatic calibration |
| US7832762B2 (en) | 1995-06-07 | 2010-11-16 | Automotive Technologies International, Inc. | Vehicular bus including crash sensor or occupant protection system control module |
| US5885676A (en) | 1995-07-06 | 1999-03-23 | Magnetek, Inc. | Plastic tube and method and apparatus for manufacturing |
| US5630469A (en) | 1995-07-11 | 1997-05-20 | International Business Machines Corporation | Cooling apparatus for electronic chips |
| AU7162096A (en) | 1995-09-20 | 1997-04-09 | Next Generation Technologies, Inc. | Collapsible v-box container |
| US5660365A (en) | 1995-09-29 | 1997-08-26 | Glick; Isaac N. | Display easel |
| CA2241749A1 (en) | 1995-12-27 | 1997-07-10 | Hitachi Zosen Corporation | Fold structure of corrugated fiberboard |
| ZA973413B (en) * | 1996-04-30 | 1998-10-21 | Autokinetics Inc | Modular vehicle frame |
| US5828575A (en) | 1996-05-06 | 1998-10-27 | Amadasoft America, Inc. | Apparatus and method for managing and distributing design and manufacturing information throughout a sheet metal production facility |
| US5692672A (en) | 1996-09-03 | 1997-12-02 | Jefferson Smurfit Corporation | Container end closure arrangement |
| JPH1085837A (ja) | 1996-09-13 | 1998-04-07 | Mitsubishi Electric Corp | 板金部品の手曲げ板取り構造 |
| US5704212A (en) | 1996-09-13 | 1998-01-06 | Itronix Corporation | Active cooling system for cradle of portable electronic devices |
| US6223641B1 (en) | 1996-11-12 | 2001-05-01 | Xynatech, Inc., | Perforating and slitting die sheet |
| FR2763519B1 (fr) | 1997-05-22 | 1999-07-02 | Air Liquide | Dispositif d'echange de matiere et de chaleur |
| DE29703663U1 (de) | 1997-02-28 | 1998-08-20 | Sommer Ulrich | Personenkraftwagen mit einer tragenden Struktur, die mindestens zwei Längsträger aufweist |
| DE19720867C1 (de) | 1997-05-06 | 1998-09-03 | Brose Fahrzeugteile | Verfahren zum Verbinden eines mit einer Montage- oder Verbindungsöffnung versehenen Bauteils mit einem Trägerelement eines Kraftfahrzeugs, sowie eine nach dem Verfahren hergestellte Verbindung |
| IT1292330B1 (it) | 1997-05-27 | 1999-01-29 | Crea Srl | Procedimento per la produzione di pezzi di lamiera piegati |
| US6071574A (en) | 1997-07-11 | 2000-06-06 | Southpac Trust International, Inc. | Folded corrugated material and method for producing same |
| DE19733470C1 (de) | 1997-08-02 | 1998-12-10 | Daimler Benz Ag | Vorzugsweise U-förmiger Profilträger, insbesondere Rahmenlängsträger, für einen Tragrahmen eines Nutzfahrzeuges und Verfahren zu seiner Herstellung |
| US6021042A (en) | 1997-08-06 | 2000-02-01 | Intel Corporation | Cooling duct for a computer cooling system with redundant air moving units |
| US6233538B1 (en) | 1997-09-11 | 2001-05-15 | Amada America, Inc. | Apparatus and method for multi-purpose setup planning for sheet metal bending operations |
| US6400012B1 (en) | 1997-09-17 | 2002-06-04 | Advanced Energy Voorhees, Inc. | Heat sink for use in cooling an integrated circuit |
| US5855275A (en) * | 1997-10-10 | 1999-01-05 | Riverwood International Corporation | Two-tiered carton for flanged articles |
| DE19746931C1 (de) | 1997-10-23 | 1999-06-10 | Ulrich Sommer | Fahrzeugachsaufhängung mit Lenkern |
| JPH11123458A (ja) | 1997-10-27 | 1999-05-11 | Meiji Natl Ind Co Ltd | 金属板の折り曲げ構造 |
| JP3675148B2 (ja) | 1997-12-26 | 2005-07-27 | 株式会社イトーキクレビオ | ロール成形法による溝形部材の製造方法 |
| US6144896A (en) | 1998-03-04 | 2000-11-07 | Amada Metrecs Company, Limited | Method and apparatus for designing sheet metal parts |
| US6194653B1 (en) | 1998-03-24 | 2001-02-27 | General Instrument Corporation | Enclosure design having an integrated system of retention, electromagnetic interference containment and structural load distribution |
| DE59911369D1 (de) | 1998-03-25 | 2005-02-03 | Tox Pressotechnik Gmbh | Verfahren und werkzeug zum verbinden von bauteilen mit einer platte |
| WO1999050823A1 (en) * | 1998-03-27 | 1999-10-07 | Dominic Le Prevost | Acoustic horn |
| US6279288B1 (en) | 1998-04-16 | 2001-08-28 | Kurt A. Keil | Structural tubing members with flared out end segments for conjoining |
| JP3338373B2 (ja) | 1998-06-05 | 2002-10-28 | 株式会社アマダ | 板金加工統合支援システム |
| US6373696B1 (en) | 1998-06-15 | 2002-04-16 | Compaq Computer Corporation | Hard drive cooling using finned heat sink and thermally conductive interface pad |
| DE29818909U1 (de) | 1998-10-23 | 1998-12-24 | Fortmeier Josef | Blechbiegeteil |
| JP4194004B2 (ja) | 1999-01-06 | 2008-12-10 | 株式会社TanaーX | 縁止折固定構造体 |
| US6330153B1 (en) | 1999-01-14 | 2001-12-11 | Nokia Telecommunications Oy | Method and system for efficiently removing heat generated from an electronic device |
| US6210037B1 (en) | 1999-01-26 | 2001-04-03 | Daniel M. Brandon, Jr. | Back pack liner |
| US6640605B2 (en) | 1999-01-27 | 2003-11-04 | Milgo Industrial, Inc. | Method of bending sheet metal to form three-dimensional structures |
| EP1026071A1 (de) | 1999-02-05 | 2000-08-09 | Alusuisse Technology & Management AG | Strukturträger |
| US6260402B1 (en) | 1999-03-10 | 2001-07-17 | Simpson Strong-Tie Company, Inc. | Method for forming a short-radius bend in flanged sheet metal member |
| SE513776C2 (sv) | 1999-03-18 | 2000-11-06 | Abb Ab | Falsningsverktyg, förfarande för dess framställning samt användning av detta verktyg |
| US6412325B1 (en) | 1999-03-23 | 2002-07-02 | 3 Dimensional Services | Method for phototyping parts from sheet metal |
| US20050284088A1 (en) | 1999-03-31 | 2005-12-29 | Heath Mark D | Structural panel and method of fabrication |
| JP2000313059A (ja) * | 1999-04-30 | 2000-11-14 | Suzuki:Kk | 折り曲げ罫線入りプラスチックシート |
| JP3303853B2 (ja) | 1999-07-15 | 2002-07-22 | 日産自動車株式会社 | 車体構造 |
| US6158652A (en) | 1999-08-13 | 2000-12-12 | Georgia-Pacific Corporation | Container with wall locking feature |
| JP3422953B2 (ja) * | 1999-08-27 | 2003-07-07 | 株式会社フジシール | 折り曲げ罫線入り透明プラスチックシートおよび透明プラスチックシート用罫線刃 |
| DE19951850C1 (de) | 1999-10-28 | 2001-01-25 | Metallwarenfabrik Reichertshof | Verfahren und Vorrichtung zur Herstellung von Formteilen |
| US6296301B1 (en) | 1999-12-21 | 2001-10-02 | Daimlerchrysler Corporation | Motor vehicle body structure using a woven fiber |
| WO2001050404A1 (en) | 1999-12-30 | 2001-07-12 | Abb Power T & D Company Inc. | Parametric programming of laser cutting system |
| US6658316B1 (en) | 1999-12-30 | 2003-12-02 | Abb Technology Ag | Parametric programming of robots and automated machines for manufacturing electrical enclosures |
| SE516374C2 (en) | 2000-02-22 | 2002-01-08 | Workpiece controlled shaping of metal, preferably in the form of plates or bands, comprises heating the workpiece across notches or zones to reduce locally the tensile strength | |
| GB0004801D0 (en) | 2000-03-01 | 2000-04-19 | Rolls Royce Plc | A joint for sheet material and a method of joining sheet material |
| US6299240B1 (en) | 2000-05-18 | 2001-10-09 | Daimlerchrysler Corporation | Lightweight vehicle frame construction using stiff torque boxes |
| FR2810962B1 (fr) | 2000-06-29 | 2003-06-13 | Roland Noilhan | Plaque predecoupee, permettant d'obtenir en position pliee un volume, notamment un emballage, et emballage ainsi obtenu |
| DE10032733C2 (de) | 2000-07-05 | 2003-08-21 | Schott Glas | Sichtfenster für Haushaltsgeräte |
| US6940716B1 (en) | 2000-07-13 | 2005-09-06 | Intel Corporation | Method and apparatus for dissipating heat from an electronic device |
| US6820923B1 (en) | 2000-08-03 | 2004-11-23 | L&L Products | Sound absorption system for automotive vehicles |
| US6481259B1 (en) | 2000-08-17 | 2002-11-19 | Castle, Inc. | Method for precision bending of a sheet of material and slit sheet therefor |
| US20060277965A1 (en) * | 2000-08-17 | 2006-12-14 | Industrial Origami, Llc | Three-dimensional structure formed with precision fold technology and method of forming same |
| US7350390B2 (en) * | 2000-08-17 | 2008-04-01 | Industrial Origami, Inc. | Sheet material with bend controlling displacements and method for forming the same |
| US7222511B2 (en) * | 2000-08-17 | 2007-05-29 | Industrial Origami, Inc. | Process of forming bend-controlling structures in a sheet of material, the resulting sheet and die sets therefor |
| US7152450B2 (en) | 2000-08-17 | 2006-12-26 | Industrial Origami, Llc | Method for forming sheet material with bend controlling displacements |
| US7440874B2 (en) | 2000-08-17 | 2008-10-21 | Industrial Origami, Inc. | Method of designing fold lines in sheet material |
| US7263869B2 (en) * | 2000-08-17 | 2007-09-04 | Industrial Origami, Inc. | Method for forming sheet material with bend controlling grooves defining a continuous web across a bend line |
| US6877349B2 (en) * | 2000-08-17 | 2005-04-12 | Industrial Origami, Llc | Method for precision bending of sheet of materials, slit sheets fabrication process |
| TW431422U (en) | 2000-08-22 | 2001-04-21 | Sea Wave Entpr Ltd | Box body structure |
| US6537633B1 (en) | 2000-08-24 | 2003-03-25 | Paxar Corporation | Composite label web and method of using same |
| US6631630B1 (en) | 2000-09-22 | 2003-10-14 | Board Of Trustees Of Michigan State University | Hydroforming of composite materials |
| FR2814387B1 (fr) * | 2000-09-26 | 2002-12-06 | Aerospatiale Matra Airbus | Procede d'hydroformage de toles et dispositif pour sa mise en oeuvre |
| FI110491B (fi) | 2000-09-26 | 2003-02-14 | Rondeco Oy | Levynkäsittelylaite |
| US6386009B1 (en) | 2000-11-21 | 2002-05-14 | General Motors Corporation | Method and apparatus for hydroforming multiple components with reduced press loading |
| US6626560B1 (en) | 2000-11-22 | 2003-09-30 | Ronald N. Caferro | Lighting louver |
| US6598923B2 (en) | 2000-11-22 | 2003-07-29 | Alcoa Inc. | Joint structure and method for making a joint structure |
| EP1341623B1 (de) | 2000-12-12 | 2005-03-23 | Wobst, Stefan | Vorrichtung und verfahren zur innenhochdruckumformung (ihu) und ihu-werkzeuganordnung |
| WO2002051688A2 (de) | 2000-12-23 | 2002-07-04 | Bayerische Motoren Werke Aktiengesellschaft | Flächiger abschnitt einer aussenhaut einer fahrzeugkarosserie |
| TW451893U (en) | 2001-01-19 | 2001-08-21 | Juo Chi Ming | Improved structure for packing box |
| TW451896U (en) | 2001-01-19 | 2001-08-21 | Juo Chi Ming | Improved structure for box body |
| GR1003872B (el) | 2001-03-08 | 2002-04-23 | Serton Επε - Βιοτεχνια Οικιακων Συσκευων | Ψηστιερα με νεα εξαρτηματα: καπακι, σχαρα με δυο χειρολαβες προ σθετη πλακα, κυαθιο με νερο, ειδικο χειριστηριο και ειδικη βαση συσκευης. |
| US6677562B2 (en) | 2001-03-13 | 2004-01-13 | Matsushita Electric Industrial Co., Ltd. | High-frequency heating apparatus and cooling system for magnetron-driving power supply utilized in the apparatus |
| US7156200B2 (en) | 2001-04-19 | 2007-01-02 | Caterpillar S.A.R.L. | Main frame for a tracked skid steer loader machine |
| US20020163173A1 (en) | 2001-05-07 | 2002-11-07 | Ruehl Phillip C. | Contoured hip/straight member vehicle frame |
| ITTO20010435A1 (it) | 2001-05-08 | 2002-11-08 | Fiat Auto Spa | Telaio di supporto per un autoveicol, e autoveicolo provvisto di taletelaio di supporto. |
| WO2002094472A1 (fr) | 2001-05-22 | 2002-11-28 | Mitsubishi Jidosha Kogyo Kabushiki Kaisha | Procede d'hydroformage et produit hydroforme selon ledit procede |
| TW544356B (en) | 2001-08-23 | 2003-08-01 | Rung-Ju Jau | Method for machining screw cutting edge of elongated cutting edge drill bit |
| ITTO20010979A1 (it) | 2001-10-16 | 2003-04-16 | Ferrari Spa | Scocca per autoveicoli. |
| JP3532183B2 (ja) * | 2001-12-03 | 2004-05-31 | 国継 鈴木 | 折り曲げ罫線入りプラスチックシートおよびプラスチックシート用罫線刃 |
| US6745608B2 (en) | 2001-12-10 | 2004-06-08 | Shinkoh Co., Ltd. | Hemming units and apparatus |
| US6647693B2 (en) | 2002-03-15 | 2003-11-18 | Howard M. Bromberg | Three-dimensional structures of sheet material |
| US6728114B2 (en) | 2002-07-05 | 2004-04-27 | Alcatel Canada Inc. | Space-saving card guides for card cage and method of installing same on a card cage or frame |
| US7167380B2 (en) | 2002-08-13 | 2007-01-23 | Finisar Corporation | Card cage system |
| US6917017B2 (en) | 2002-08-23 | 2005-07-12 | Heartware Home Products, Inc. | Counter-top cooker having multiple heating elements |
| DE10239990B4 (de) | 2002-08-27 | 2007-10-25 | Daimlerchrysler Ag | Kraftwagen-Karosserie mit einer Tragstruktur aus großformatigen Teilmodulen |
| DE10239988A1 (de) | 2002-08-27 | 2004-04-15 | Daimlerchrysler Ag | Karosserie für einen Kraftwagen |
| US6695374B1 (en) | 2002-09-27 | 2004-02-24 | Collins & Aikman Products Co. | Vehicle cockpit assemblies having integrated dash insulators, instrument panels and floor coverings, and methods of installing same within vehicles |
| US7099160B1 (en) | 2002-10-31 | 2006-08-29 | Finisar Corporation | Card guide systems and devices |
| US20040190253A1 (en) | 2003-03-31 | 2004-09-30 | Ravi Prasher | Channeled heat sink and chassis with integrated heat rejector for two-phase cooling |
| JP4161792B2 (ja) | 2003-05-12 | 2008-10-08 | 日産自動車株式会社 | 車体構造 |
| US6986273B2 (en) | 2003-06-20 | 2006-01-17 | Dana Corporation | Apparatus and method for opening and closing stacked hydroforming dies |
| US7014174B2 (en) | 2003-07-01 | 2006-03-21 | Adobeair | Evaporative cooling system |
| US7025408B2 (en) | 2003-08-20 | 2006-04-11 | Great Dane Limited Partnership | Liner panel having barrier layer |
| US7163250B2 (en) | 2003-09-02 | 2007-01-16 | Bbi Enterprises, L.P. | Load floor assembly |
| US6831255B1 (en) | 2003-09-11 | 2004-12-14 | Maytag Corporation | Combination radiant/convection cooking system for an electric oven |
| US7837230B2 (en) | 2003-10-20 | 2010-11-23 | Magna International Inc. | Hybrid component |
| DE10351400B4 (de) | 2003-11-04 | 2005-10-06 | Umformtechnik Alfred Burggraf Gmbh | Schüttgutsortierer |
| US6952941B2 (en) | 2003-12-05 | 2005-10-11 | Ford Global Technologies, Llc | Apparatus and method for forming an article and performing a secondary operation in-situ |
| ITBO20030764A1 (it) | 2003-12-19 | 2005-06-20 | Ferrari Spa | Telaio metallico composto dall'unione di una pluralita' di elementi estrusi e metodo per la sua realizzazione |
| US7225542B2 (en) | 2004-01-23 | 2007-06-05 | General Motors Corporation | Vehicle body compartment lid method of manufacturing |
| US7140672B2 (en) * | 2004-01-30 | 2006-11-28 | General Motors Corporation | Integrated front assembly |
| US7198185B2 (en) | 2004-02-02 | 2007-04-03 | Xtreme Metal Fab., Inc. | Truck sports rack |
| US20050174732A1 (en) | 2004-02-06 | 2005-08-11 | Fang-Cheng Lin | Main unit of a computer |
| US7310878B2 (en) | 2004-02-27 | 2007-12-25 | Gm Global Technology Operations, Inc. | Automotive lower body component method of manufacture |
| US20050189790A1 (en) | 2004-02-27 | 2005-09-01 | Chernoff Adrian B. | Automotive side frame and upper structure and method of manufacture |
| US6941786B1 (en) | 2004-03-25 | 2005-09-13 | Ford Global Technologies, Llc | Component specific tube blanks for hydroforming body structure components |
| US6936795B1 (en) | 2004-04-14 | 2005-08-30 | Hearthware Home Products, Inc. | Method and apparatus for securing a power head on an electric cooker |
| US7126819B2 (en) | 2004-04-14 | 2006-10-24 | Hsien-Rong Liang | Chassis air guide thermal cooling solution |
| TWI330557B (en) * | 2004-07-12 | 2010-09-21 | Ind Origami Inc | Fatigue-resistance sheet slitting method and resulting sheet |
| US7069758B2 (en) | 2004-08-11 | 2006-07-04 | Joseph Kariakin | Metal stud punch system and a method of manufacture |
| US7000978B1 (en) | 2004-08-20 | 2006-02-21 | Frank Messano | Thin-skin ultralight recreational vehicle body system |
| JP4045264B2 (ja) | 2004-08-24 | 2008-02-13 | 富士通株式会社 | 冷却冗長機能を有する電子機器 |
| US7251915B2 (en) | 2004-09-10 | 2007-08-07 | Pullman Industries, Inc. | Frame system for motor vehicle |
| US7296455B2 (en) | 2004-09-10 | 2007-11-20 | Industrial Origami, Inc. | Tool system for bending sheet materials and method of using same |
| GB2427399B (en) | 2005-06-22 | 2008-03-05 | Aquasol Ltd | Blanks for containers |
| US7354639B2 (en) | 2004-12-16 | 2008-04-08 | Industrial Origami, Inc. | Method of bending sheet materials and sheet therefor |
| US7281754B2 (en) | 2005-01-24 | 2007-10-16 | Behr Eugene E | Flexible panel system |
| US20060181846A1 (en) | 2005-02-11 | 2006-08-17 | Farnsworth Arthur K | Cooling system for a computer environment |
| MX2007009886A (es) * | 2005-02-17 | 2008-01-22 | Ind Origami Inc | Aparato y metodo para unir los bordes de un material de hoja doblado, para formar estructuras tridimensionales. |
| WO2006099420A2 (en) * | 2005-03-14 | 2006-09-21 | Industrial Origami, Inc. | Sheet material bend line displacement tooling and method |
| KR20070112414A (ko) * | 2005-03-17 | 2007-11-23 | 인더스트리얼 오리가미, 엘엘씨. | 정밀하게 폴딩된 고강도 내피로성 구조체 및 이를 위한시트 |
| US7243519B1 (en) | 2005-03-23 | 2007-07-17 | Sen-Jung Chuang | Roll-forming machine |
| JP4675666B2 (ja) | 2005-04-15 | 2011-04-27 | 株式会社東芝 | 電子機器 |
| CN1292106C (zh) | 2005-06-30 | 2006-12-27 | 上海交通大学 | 铝酸钇晶体的生长方法 |
| EP2255900A1 (en) | 2005-09-23 | 2010-12-01 | Industrial Origami, Inc. | Sheet of material with joint |
| US20070117502A1 (en) | 2005-11-22 | 2007-05-24 | Gateway Inc. | Adjustable cooling air duct for use with components of different sizes |
| US7331505B2 (en) | 2005-11-28 | 2008-02-19 | Meadwestvaco Packaging Systems, Llc | Carton for tapered articles |
| US7275403B2 (en) | 2005-12-15 | 2007-10-02 | Englert, Inc. | Longitudinal curvature adjustment assembly for a rain gutter roll forming machine |
| JP2007172328A (ja) | 2005-12-22 | 2007-07-05 | Toshiba Corp | 電子機器 |
| RU2008130108A (ru) | 2005-12-22 | 2010-01-27 | Индастриал Оригами, Инк. (Us) | Способ соединения плоских листов и используемый листовой материал |
| US7403385B2 (en) | 2006-03-06 | 2008-07-22 | Cisco Technology, Inc. | Efficient airflow management |
| US7717498B2 (en) | 2006-04-14 | 2010-05-18 | Metalsa Servicios Sde Rl | Reduced weight components for vehicle frame and method of making same |
| TW200810955A (en) * | 2006-05-09 | 2008-03-01 | Ind Origami Inc | Precision folded structural and aesthetic component and sheet therefor |
| US20070286722A1 (en) | 2006-06-12 | 2007-12-13 | Asia Vital Components Co.,Ltd. | Structure of air duct and manufacturing process of the same |
| WO2008027921A2 (en) | 2006-08-28 | 2008-03-06 | Industrial Origami, Inc. | Method and apparatus for imparting compound folds on sheet materials |
| JP4301269B2 (ja) | 2006-09-06 | 2009-07-22 | 日産自動車株式会社 | 車両用メンバ部材 |
| MX2009004478A (es) * | 2006-10-26 | 2009-05-28 | Ind Origami Inc | Formacion de objeto tridimensional. |
| CN101652597A (zh) * | 2007-02-09 | 2010-02-17 | 奥里加米工业股份有限公司 | 载荷承载三维结构 |
| WO2008128217A1 (en) * | 2007-04-15 | 2008-10-23 | Industrial Origami, Inc. | Method and apparatus for folding of sheet materials |
| TW200904561A (en) * | 2007-04-15 | 2009-02-01 | Ind Origami Inc | Method and apparatus for forming bend controlling displacements in sheet material |
| JP4367543B2 (ja) | 2007-09-21 | 2009-11-18 | トヨタ自動車株式会社 | 車体構造材用成形品 |
-
2006
- 2006-03-16 KR KR1020077023824A patent/KR20070112414A/ko not_active Application Discontinuation
- 2006-03-16 EP EP06738753A patent/EP1861561A2/en not_active Withdrawn
- 2006-03-16 RU RU2007138421/03A patent/RU2007138421A/ru not_active Application Discontinuation
- 2006-03-16 AU AU2006227372A patent/AU2006227372A1/en not_active Abandoned
- 2006-03-16 JP JP2008502100A patent/JP2008532775A/ja not_active Abandoned
- 2006-03-16 CN CNA2006800164753A patent/CN101233286A/zh active Pending
- 2006-03-16 ZA ZA200708852A patent/ZA200708852B/xx unknown
- 2006-03-16 MX MX2007011397A patent/MX2007011397A/es active IP Right Grant
- 2006-03-16 CA CA002601585A patent/CA2601585A1/en not_active Abandoned
- 2006-03-16 US US11/384,216 patent/US7534501B2/en not_active Expired - Fee Related
- 2006-03-16 TW TW095108993A patent/TW200704856A/zh unknown
- 2006-03-16 WO PCT/US2006/009729 patent/WO2006102089A2/en active Application Filing
- 2006-03-16 BR BRPI0609143-1A patent/BRPI0609143A2/pt not_active IP Right Cessation
-
2007
- 2007-09-17 IL IL186012A patent/IL186012A0/en unknown
-
2009
- 2009-05-19 US US12/468,654 patent/US20090297740A1/en not_active Abandoned
-
2011
- 2011-01-20 US US13/010,626 patent/US8377566B2/en not_active Expired - Fee Related
- 2011-01-20 US US13/010,619 patent/US8114524B2/en not_active Expired - Fee Related
-
2012
- 2012-05-08 US US13/466,564 patent/US20120276330A1/en not_active Abandoned
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014510639A (ja) * | 2011-02-25 | 2014-05-01 | シー イー エス コントロール エンクロージャー システムズ ゲーエムベーハー | 薄板板金から長方形又は正方形の板部材を製造する方法、及び該方法で製造した板部材 |
| JP2021533288A (ja) * | 2018-08-02 | 2021-12-02 | クナウフ ギプス カーゲー | 壁構造用のスタッド |
| JP7254838B2 (ja) | 2018-08-02 | 2023-04-10 | クナウフ ギプス カーゲー | 壁構造用のスタッド |
Also Published As
| Publication number | Publication date |
|---|---|
| US7534501B2 (en) | 2009-05-19 |
| IL186012A0 (en) | 2008-01-20 |
| TW200704856A (en) | 2007-02-01 |
| US20110281065A1 (en) | 2011-11-17 |
| US20090297740A1 (en) | 2009-12-03 |
| KR20070112414A (ko) | 2007-11-23 |
| US20120276330A1 (en) | 2012-11-01 |
| WO2006102089A2 (en) | 2006-09-28 |
| US20060207212A1 (en) | 2006-09-21 |
| RU2007138421A (ru) | 2009-04-27 |
| AU2006227372A1 (en) | 2006-09-28 |
| MX2007011397A (es) | 2008-03-10 |
| ZA200708852B (en) | 2009-04-29 |
| EP1861561A2 (en) | 2007-12-05 |
| US20110287228A1 (en) | 2011-11-24 |
| US8114524B2 (en) | 2012-02-14 |
| US8377566B2 (en) | 2013-02-19 |
| CN101233286A (zh) | 2008-07-30 |
| WO2006102089A3 (en) | 2007-11-08 |
| CA2601585A1 (en) | 2006-09-28 |
| BRPI0609143A2 (pt) | 2011-09-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2008532775A (ja) | 正確折りされた高強度の耐疲労性の構造体およびそのためのシート | |
| JP5162529B2 (ja) | 精密に折畳まれた高強度の耐疲労性構造部及びそのための薄板を設計及び製造する技術 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090316 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090316 |
|
| A762 | Written abandonment of application |
Free format text: JAPANESE INTERMEDIATE CODE: A762 Effective date: 20110318 |