JP5113385B2 - 焼入れ鋼部品の製造方法 - Google Patents
焼入れ鋼部品の製造方法 Download PDFInfo
- Publication number
- JP5113385B2 JP5113385B2 JP2006521403A JP2006521403A JP5113385B2 JP 5113385 B2 JP5113385 B2 JP 5113385B2 JP 2006521403 A JP2006521403 A JP 2006521403A JP 2006521403 A JP2006521403 A JP 2006521403A JP 5113385 B2 JP5113385 B2 JP 5113385B2
- Authority
- JP
- Japan
- Prior art keywords
- coating
- zinc
- thin steel
- iron
- aluminum
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 11
- 238000000034 method Methods 0.000 title claims description 74
- 229910000760 Hardened steel Inorganic materials 0.000 title claims 4
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 207
- 239000010959 steel Substances 0.000 claims abstract description 207
- 238000000576 coating method Methods 0.000 claims abstract description 186
- 239000011248 coating agent Substances 0.000 claims abstract description 168
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims abstract description 38
- 229910052760 oxygen Inorganic materials 0.000 claims abstract description 38
- 239000001301 oxygen Substances 0.000 claims abstract description 38
- 238000010438 heat treatment Methods 0.000 claims abstract description 32
- 238000005260 corrosion Methods 0.000 claims abstract description 25
- 238000001816 cooling Methods 0.000 claims abstract description 11
- 238000007493 shaping process Methods 0.000 claims abstract description 3
- 229910000851 Alloy steel Inorganic materials 0.000 claims abstract 3
- 239000011701 zinc Substances 0.000 claims description 129
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 claims description 108
- 229910052725 zinc Inorganic materials 0.000 claims description 106
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 98
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 61
- 229910052782 aluminium Inorganic materials 0.000 claims description 60
- 238000004210 cathodic protection Methods 0.000 claims description 43
- 229910052742 iron Inorganic materials 0.000 claims description 34
- 230000008569 process Effects 0.000 claims description 23
- 238000010791 quenching Methods 0.000 claims description 22
- 230000000171 quenching effect Effects 0.000 claims description 20
- 238000011282 treatment Methods 0.000 claims description 17
- 229910045601 alloy Inorganic materials 0.000 claims description 15
- 239000000956 alloy Substances 0.000 claims description 15
- 230000001681 protective effect Effects 0.000 claims description 14
- 239000000203 mixture Substances 0.000 claims description 13
- 229910052710 silicon Inorganic materials 0.000 claims description 13
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 12
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims description 12
- 239000010703 silicon Substances 0.000 claims description 12
- 238000000465 moulding Methods 0.000 claims description 8
- 239000010936 titanium Substances 0.000 claims description 8
- 229910052719 titanium Inorganic materials 0.000 claims description 8
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 claims description 7
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 7
- 229910052796 boron Inorganic materials 0.000 claims description 7
- 229910052748 manganese Inorganic materials 0.000 claims description 7
- 239000011572 manganese Substances 0.000 claims description 7
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 claims description 6
- 238000007598 dipping method Methods 0.000 claims description 6
- 239000011777 magnesium Substances 0.000 claims description 6
- 229910052749 magnesium Inorganic materials 0.000 claims description 6
- 229910052759 nickel Inorganic materials 0.000 claims description 6
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 claims description 5
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 claims description 5
- 229910052791 calcium Inorganic materials 0.000 claims description 5
- 239000011575 calcium Substances 0.000 claims description 5
- 239000012535 impurity Substances 0.000 claims description 4
- 229910001338 liquidmetal Inorganic materials 0.000 claims description 4
- 230000006698 induction Effects 0.000 claims description 3
- 230000005855 radiation Effects 0.000 claims description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims description 2
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 claims description 2
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 claims description 2
- 238000005275 alloying Methods 0.000 claims description 2
- 229910052799 carbon Inorganic materials 0.000 claims description 2
- 230000008859 change Effects 0.000 claims description 2
- 229910052750 molybdenum Inorganic materials 0.000 claims description 2
- 239000011733 molybdenum Substances 0.000 claims description 2
- 229910052717 sulfur Inorganic materials 0.000 claims description 2
- 239000011593 sulfur Substances 0.000 claims description 2
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 claims description 2
- 229910052721 tungsten Inorganic materials 0.000 claims description 2
- 239000010937 tungsten Substances 0.000 claims description 2
- 229910052720 vanadium Inorganic materials 0.000 claims description 2
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 claims description 2
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 claims 1
- 230000007797 corrosion Effects 0.000 abstract description 22
- 230000015572 biosynthetic process Effects 0.000 abstract description 8
- 235000016804 zinc Nutrition 0.000 description 88
- 239000010410 layer Substances 0.000 description 42
- 239000000463 material Substances 0.000 description 37
- 238000005259 measurement Methods 0.000 description 30
- 229910052751 metal Inorganic materials 0.000 description 25
- 239000002184 metal Substances 0.000 description 25
- 238000000137 annealing Methods 0.000 description 24
- 230000008018 melting Effects 0.000 description 20
- 238000002844 melting Methods 0.000 description 20
- 238000012360 testing method Methods 0.000 description 17
- 230000004888 barrier function Effects 0.000 description 16
- 230000003647 oxidation Effects 0.000 description 11
- 238000007254 oxidation reaction Methods 0.000 description 11
- 238000004090 dissolution Methods 0.000 description 10
- 239000011253 protective coating Substances 0.000 description 9
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 8
- 229910001297 Zn alloy Inorganic materials 0.000 description 8
- 238000009792 diffusion process Methods 0.000 description 8
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 8
- 239000000758 substrate Substances 0.000 description 8
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 7
- 230000006870 function Effects 0.000 description 7
- 238000001000 micrograph Methods 0.000 description 7
- 230000009471 action Effects 0.000 description 6
- 230000000903 blocking effect Effects 0.000 description 6
- 238000011156 evaluation Methods 0.000 description 6
- 238000007654 immersion Methods 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- -1 zinc Chemical class 0.000 description 6
- 229910000640 Fe alloy Inorganic materials 0.000 description 5
- 238000005868 electrolysis reaction Methods 0.000 description 5
- 239000003792 electrolyte Substances 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- 150000002739 metals Chemical class 0.000 description 5
- 239000011241 protective layer Substances 0.000 description 5
- 239000002344 surface layer Substances 0.000 description 5
- 230000008016 vaporization Effects 0.000 description 5
- 229910000838 Al alloy Inorganic materials 0.000 description 4
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 4
- 238000000151 deposition Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 238000009834 vaporization Methods 0.000 description 4
- 229910000905 alloy phase Inorganic materials 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 230000003247 decreasing effect Effects 0.000 description 3
- 230000001066 destructive effect Effects 0.000 description 3
- 238000003618 dip coating Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- KFZAUHNPPZCSCR-UHFFFAOYSA-N iron zinc Chemical compound [Fe].[Zn] KFZAUHNPPZCSCR-UHFFFAOYSA-N 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- 239000011787 zinc oxide Substances 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 229910000676 Si alloy Inorganic materials 0.000 description 2
- 229910004298 SiO 2 Inorganic materials 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- 229910007570 Zn-Al Inorganic materials 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- FJMNNXLGOUYVHO-UHFFFAOYSA-N aluminum zinc Chemical compound [Al].[Zn] FJMNNXLGOUYVHO-UHFFFAOYSA-N 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 239000010953 base metal Substances 0.000 description 2
- 239000011247 coating layer Substances 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 238000005261 decarburization Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000004070 electrodeposition Methods 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 239000012943 hotmelt Substances 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 230000002265 prevention Effects 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 239000004332 silver Substances 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 238000003856 thermoforming Methods 0.000 description 2
- 229910000680 Aluminized steel Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 229910021607 Silver chloride Inorganic materials 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- CYUOWZRAOZFACA-UHFFFAOYSA-N aluminum iron Chemical compound [Al].[Fe] CYUOWZRAOZFACA-UHFFFAOYSA-N 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- ODINCKMPIJJUCX-UHFFFAOYSA-N calcium oxide Inorganic materials [Ca]=O ODINCKMPIJJUCX-UHFFFAOYSA-N 0.000 description 1
- 239000010960 cold rolled steel Substances 0.000 description 1
- 238000005097 cold rolling Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 239000008367 deionised water Substances 0.000 description 1
- 229910021641 deionized water Inorganic materials 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000007922 dissolution test Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000002848 electrochemical method Methods 0.000 description 1
- 238000004993 emission spectroscopy Methods 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000005246 galvanizing Methods 0.000 description 1
- 238000005244 galvannealing Methods 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- 239000004922 lacquer Substances 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- QELJHCBNGDEXLD-UHFFFAOYSA-N nickel zinc Chemical compound [Ni].[Zn] QELJHCBNGDEXLD-UHFFFAOYSA-N 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 230000002633 protecting effect Effects 0.000 description 1
- 230000009993 protective function Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000005488 sandblasting Methods 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- HKZLPVFGJNLROG-UHFFFAOYSA-M silver monochloride Chemical compound [Cl-].[Ag+] HKZLPVFGJNLROG-UHFFFAOYSA-M 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000002459 sustained effect Effects 0.000 description 1
- 239000011135 tin Substances 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
- 150000003751 zinc Chemical class 0.000 description 1
Images











Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/022—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating
- C23C2/0224—Two or more thermal pretreatments
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/04—Stamping using rigid devices or tools for dimpling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
- C23C2/29—Cooling or quenching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/34—Pretreatment of metallic surfaces to be electroplated
- C25D5/36—Pretreatment of metallic surfaces to be electroplated of iron or steel
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/48—After-treatment of electroplated surfaces
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2221/00—Treating localised areas of an article
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2251/00—Treating composite or clad material
- C21D2251/02—Clad material
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4998—Combined manufacture including applying or shaping of fluent material
- Y10T29/49982—Coating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49995—Shaping one-piece blank by removing material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12785—Group IIB metal-base component
- Y10T428/12792—Zn-base component
- Y10T428/12799—Next to Fe-base component [e.g., galvanized]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31678—Of metal
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- Electrochemistry (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Crystallography & Structural Chemistry (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Heat Treatment Of Articles (AREA)
- Coating With Molten Metal (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Electroplating Methods And Accessories (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Steel (AREA)
- Forging (AREA)
- Laminated Bodies (AREA)
Description
上記目的は請求項1項において限定された特徴を備える方法を用いることによって達成される。
本発明に従った本発明の有利な変更例は本願特許請求の範囲中の従属請求項において開示されている。
この目的は請求項21において限定された特徴を備える防食を行うことによって達成される。またこの請求項に従属する請求項には前記防食の有利な変更例が開示されている。
炭素 0.4以下、 好ましくは0.15〜0.3
珪素 1.9以下、 好ましくは0.11〜1.5
マンガン 3.0以下、 好ましくは0.8〜2.5
クロム 1.5以下、 好ましくは0.1〜0.9
モリブデン 0.9以下、 好ましくは0.1〜0.5
ニッケル 0.9以下、
チタン 0.2以下、 好ましくは0.02〜0.1
バナジウム 0.2以下、
タングステン 0.2以下、
アルミニウム 0.2以下、 好ましくは0.02〜0.07
硼素 0.01以下、 好ましくは0.0005〜0.005
硫黄 最大0.01、 好ましくは最大0.008
燐 最大0.025、 好ましくは最大0.01
残余分としての鉄及び不純物
薄鋼板を液状アルミニウム浴中へ通過させて熱浸漬アルミニウム処理された薄鋼板を製造した。900℃でのアニール処理により、薄鋼板はアルミニウムコーティングと反応してアルミニウム−鉄表面層が生成された。このようにしてアニール処理された薄鋼板は暗灰色の外観を呈し、その表面は均質で視覚的に識別可能な欠陥は全くない。
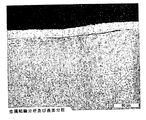
アルミニウム55%、亜鉛44%及び珪素約1%から成る溶融金属を熱浸漬亜鉛めっきを行って薄鋼板をアルミニウム−亜鉛コーティングで被覆した。この後、さらに後続して900℃でのアニール処理を行うことにより表面が灰青色を呈した欠陥のない薄鋼板が得られた。図4はこの薄鋼板の横断面を示した図である。
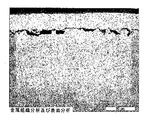
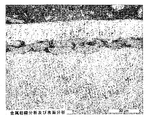
亜鉛95%及びアルミニウム5%から殆ど成る熱溶解浴中において薄鋼板を熱浸漬亜鉛めっきした。アニール処理後、薄鋼板表面は欠陥の無い銀灰色を呈する。該薄鋼板の横断面図(図6)において、コーティングは明らかに明るい層と暗い層から成り、これら層はZn−Fe−Al含有層であることを示している。前記明るい層には亜鉛がより豊富であり、前記暗い層には鉄がより豊富である。アルミニウムの一部はアニール処理中に大気中の酸素に対して反応して保護性のAl2O3被膜を形成する。
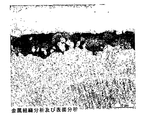
薄鋼板を亜鉛含量99.8%及びアルミニウム含量0.2%の熱溶融浴あるいは亜鉛浴中へ通過させた。アニール処理期間中、亜鉛コーティング中に含まれるアルミニウムが大気中の酸素に対して反応して保護性のAl2O3スキンが形成される。高酸素親和性アルミニウムの薄鋼板表面への持続的拡散によって保護被膜が形成されかつ維持された。アニール処理後、欠陥の無い表面が銀灰色を呈した薄鋼板が得られた。アニール処理期間中に拡散によって当初約15μmであった亜鉛コーティングの厚さが約20〜25μmの厚さまで変形し、このコーティング(図8)はZn/Fe組成比が約30/70である暗く見える層とZn/Fe組成比が約80/20である明るい部分から構成された。このコーティング表面ではアルミニウム含量が増加していることが確認された。薄鋼板表面上における酸化物の検出によってAl2O3から成る薄い保護コーティングの存在が示された。
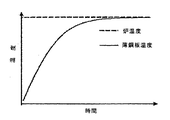
スチールベルト(ベルト温度約450℃)が亜鉛浴から出た後、薄鋼板は約500℃まで加熱された。この加熱により亜鉛層はZn−Fe相へと完全に変換された。このように亜鉛層はその表面に至るすべてが完全にZn−Fe相へ変換された。これにより、薄鋼板上にZnのFeに対する比がすべて70%以上である亜鉛に富む相が生じた。この防食コーティングにおいて、亜鉛浴には約0.13%程度の少量のアルミニウムが含まれていた。
上記熱処理が行われかつ完全に変換されたコーティングが施された厚さ1mmの薄鋼板を900℃の炉中において4分30秒間加熱した。これにより薄鋼板表面は黄緑色を呈した。
前記実施例と同様に、薄鋼板は熱浸漬亜鉛めっき処理直後に約490℃〜550℃において加熱処理され、この加熱処理によって亜鉛層の一部のみがZn−Fe相へ変換された。前記加熱処理は、この場合には前記相変換が一部にのみ起こり、未変換の亜鉛がアルミニウムと伴に表面中に存在し、その結果として遊離のアルミニウムが亜鉛コーティングの酸化保護として利用可能となるようにされた。
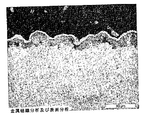
亜鉛を薄鋼板上へ電気化学沈積することにより薄鋼板を電解亜鉛めっきした。アニール処理期間中、亜鉛コーティングが施された薄鋼板を拡散させて薄いZn−Fe層を形成した。亜鉛の大部分は酸化されて酸化亜鉛となるが、同時に酸化鉄も生成されるため概観は緑色を呈する。薄鋼板表面は緑色を呈し、該表面にはさらに酸化亜鉛層が薄鋼板へ付着していない局部的うろこ状部分が生じた。
薄鋼板表面上へ亜鉛及びニッケルを電気化学沈積して薄鋼板を製造した。防食コーティング中における亜鉛のニッケルに対する重量比は約90/10であった。また沈積された層の厚さは約5μmであった。
コーティングが施された薄鋼板を大気中の酸素存在下において900℃で4分30秒間アニール処理した。このアニール処理中、亜鉛コーティングの施された薄鋼板を拡散することによって亜鉛、ニッケル及び鉄から成る薄い拡散層が生成された。しかしながら、アルミニウムが欠如しているため、亜鉛の殆どは酸化されて酸化亜鉛が生じた。この薄鋼板表面はうろこ状の緑色を呈し、また該表面には薄鋼板へ前記酸化物が付着していない小さな剥落部分が局部的に生じた。
GDOES(グロー放電光放出分光)試験によってアニール処理(及び表面へのアルミニウム移動)中におけるアルミニウム酸化物の生成を確認することが可能である。
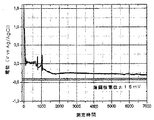
実施例4に従って厚さ15μmのコーティングが施された厚さ1mmの薄鋼板を900℃の放射炉中において4分30秒間加熱してから厚さ5cmの鋼板間で急速に冷却し、次いで炉をGDOES測定によって分析した。
焼入れ後(図26)、表面におけるアルミニウム含量はアニール処理されていない薄鋼板に比較して明らかに増加している。
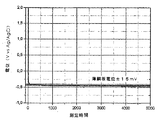
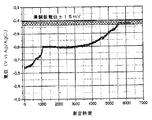
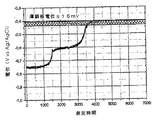
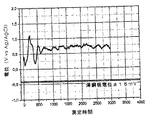
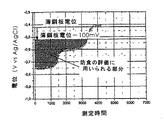
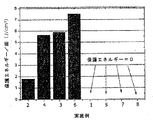
前記実施例から、プレス焼入れ処理に本発明に従って用いられた腐食保護薄鋼板だけがアニール処理後に特に4J/cm2以上の陰極防食エネルギーを伴う陰極防食を与えることが示された。図19では溶解に必要とされる電位が時間の関数として表され比較されている。
Claims (30)
- a)焼入れ可能な鋼合金から成る薄鋼板へ連続コーティング処理によってコーティングを施すにあたって、
b)前記コーティングを亜鉛と、さらにマグネシウム、珪素、チタン、カルシウム、アルミニウム、マンガン、硼素の1または2種以上の酸素親和性元素を全量としてコーティング全重量に対して0.1重量%〜15重量%の割合で含ませたもので構成し、前記コーティングを熱浸漬処理によって形成することによって、亜鉛層の一部のみがZn―Fe相へ変換されるようにし、
c)次いで前記コーティングされた薄鋼板の少なくとも部分領域を大気中の酸素を取り入れながら、焼入れに必要な温度へ至らしめて前記薄鋼板に焼入れに必要な微細構造変化が起こるまで加熱し、
d)前記コーティング上へ酸素親和性元素酸化物から成る表面皮膜を形成させ、
e)加熱前あるいは加熱後に薄鋼板を形状化し、及び
f)十分な加熱後に、薄板合金の焼入れが完了するように算出された冷却速度で薄鋼板を冷却する各工程から構成される、陰極防食が付与された焼入れ鋼部品の製造方法。 - 前記酸素親和性元素が0.2重量%〜5重量%の割合で用いられることを特徴とする請求項1記載の方法。
- 前記酸素親和性元素が0.26重量%〜2.5重量%未満の割合で用いられることを特徴とする請求項1〜または2に記載の方法。
- 前記酸素親和性元素として実質的にアルミニウムが用いられることを特徴とする請求項1〜3のいずれかに記載の方法。
- 前記コーティング混合物が、前記加熱中に前記コーティングが前記酸素親和性元素酸化物からなる酸化物皮膜を生成するように選択され、及び前記コーティングが少なくとも亜鉛に富む相と鉄に富む相の2相から成ることを特徴とする請求項1〜4のいずれかに記載の方法。
- 前記鉄に富む相中における亜鉛の鉄に対する比が多くても0.95(Zn/Fe≦0.95)であり、及び前記亜鉛に富む相中における亜鉛の鉄に対する比が少なくとも2.0(Zn/Fe≧2.0)であることを特徴とする請求項1〜5のいずれかに記載の方法。
- 前記鉄に富む相中における亜鉛の鉄に対する比が30:70であり、及び前記亜鉛に富む相が亜鉛及び鉄の組成比が80:20となるように構成されることを特徴とする請求項1〜6のいずれかに記載の方法。
- 前記コーティングがさらに亜鉛含量が90%以上の部分領域をもつことを特徴とする請求項1〜7のいずれかに記載の方法。
- 前記コーティングが当初15μmの厚さをもち、焼入れ処理後に前記コーティングによって少なくとも4J/cm2の陰極保護作用が生ずるように構成されることを特徴とする請求項1〜8のいずれかに記載の方法。
- 亜鉛及び酸素親和性元素から成るコーティングが425〜690℃未満の温度に保たれた液状金属浴中へ通過される間に生成され、次いでコーティングされた薄板が冷却されることを特徴とする請求項1〜9のいずれかに記載の方法。
- 亜鉛及び酸素親和性元素から成るコーティングが440〜495℃の温度に保たれた液状金属浴中へ通過される間に生成され、次いでコーティングされた薄鋼板が冷却されることを特徴とする請求項1〜10のいずれかに記載の方法。
- 前記薄鋼板が焼入れ時誘導加熱されることを特徴とする請求項1〜11のいずれかに記載の方法。
- 前記薄鋼板がダイ中で誘導加熱されることを特徴とする請求項1〜12のいずれかに記載の方法。
- 前記薄鋼板が焼入れ時放射炉中で加熱されることを特徴とする請求項1〜11のいずれかに記載の方法。
- 前記冷却が成形ダイ中において行われることを特徴とする請求項1〜14のいずれかに記載の方法。
- 前記冷却が冷却された成形ダイを用いた成形中に実施されることを特徴とする請求項1〜15のいずれかに記載の方法。
- 前記冷却が成形後に成形ダイ中において行われることを特徴とする請求項1〜16のいずれかに記載の方法。
- 前記冷却が型焼入れダイ中において行われるが、前記ダイ中には成形された薄鋼板が加熱後に挿入され、及び前記ダイ中において成形された薄鋼板と形状化及び冷却された型焼入れダイとの間に形状係合が生じることを特徴とする請求項1〜17のいずれかに記載の方法。
- 前記加熱及び冷却が型焼入れダイ中において行われ、前記加熱が誘導加熱によって実施され、及び前記誘導加熱後に成形ダイが冷却されることを特徴とする請求項1〜13及び15〜18のいずれかに記載の方法。
- 前記部品の成形及び焼入れがロール成形装置を用いて実施され、コーティングされた薄鋼板が少なくともいくつかの領域においてオーステナイト化温度まで加熱され、及び加熱前、加熱中あるいは加熱後にロール成形され、次いで薄板合金の焼入れが完了する冷却速度でロール成形ダイ中において冷却されることを特徴とする請求項1〜19のいずれかに記載の方法。
- 焼入れ工程へ暴露される薄鋼板のための防食コーティングであって、
前記コーティングは薄鋼板へ亜鉛層の一部のみがZn−Fe相へ変換されるようにし、
処理された後で酸素を取り入れながら熱処理され、実質的に亜鉛と、全混合物重量に対して全量で0.1重量%〜15.0重量%のマグネシウム、珪素、チタン、カルシウム、アルミニウム、マンガン、硼素の1または2種以上の酸素親和性元素から成り、及びその表面上に前記酸素親和性元素酸化物から成る酸化物皮膜を有してかつ少なくとも2相から構成され、及び
前記コーティング中に亜鉛に富む相と鉄に富む相が生ずることを特徴とする前記防食コーティング。 - 酸素親和性元素がアルミニウムであり、その全コーティング重量に対する全含量が0.2〜4重量%未満の範囲内であることを特徴とする請求項21に記載の防食コーティング。
- 酸素親和性元素がアルミニウムであり、その全コーティング重量に対する全含量が0.26〜2.5重量%未満の範囲内であることを特徴とする請求項21または22に記載の防食コーティング。
- 酸素親和性元素として実質的にアルミニウムが用いられることを特徴とする請求項21〜23のいずれかに記載の防食コーティング。
- 前記鉄に富む相中における亜鉛の鉄に対する比が多くても0.95(Zn/Fe≦0.95)であり、及び前記亜鉛に富む相中における亜鉛の鉄に対する比が少なくとも2.0(Zn/Fe≧2.0)であることを特徴とする請求項21〜24のいずれかに記載の防食コーティング。
- 前記鉄に富む相における亜鉛の鉄に対する比が30:70であり、及び前記亜鉛に富む相における亜鉛の鉄に対する比が80:20であることを特徴とする請求項21〜25のいずれかに記載の防食コーティング。
- 防食コーティングがさらに亜鉛含量が90%以上の部分領域をもつことを特徴とする請求項21〜26のいずれかに記載の防食コーティング。
- 防食コーティングが当初の15μmの厚さにおいて少なくとも4J/cm2の陰極保護エネルギーをもつことを特徴とする請求項21〜27のいずれかに記載の防食コーティング。
- 請求項1〜20のいずれかに記載の方法によって製造された焼入れ鋼部品。
- 前記部品が、0.15mm以上の厚さをもち及び合金元素の少なくとも1種を下記に限定された重量%範囲内で含む熱間圧延または常温圧延されたスチールベルトから成ることを特徴とする請求項29記載の焼入れ鋼部品:
炭素 0.4以下、
珪素 1.9以下、
マンガン 3.0以下、
クロム 1.5以下、
モリブデン 0.9以下、
ニッケル 0.9以下、
チタン 0.2以下、
バナジウム 0.2以下、
タングステン 0.2以下、
アルミニウム 0.2以下、
硼素 0.01以下、
硫黄 最大0.01、
燐 最大0.025、
残余分としての鉄及び不純物。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ATA1202/2003 | 2003-07-29 | ||
| AT12022003A AT412403B (de) | 2003-07-29 | 2003-07-29 | Korrosionsgeschütztes stahlblech |
| ATA1203/2003 | 2003-07-29 | ||
| AT0120303A AT412878B (de) | 2003-07-29 | 2003-07-29 | Korrosionsgeschütztes stahlblechteil mit hoher festigkeit |
| PCT/EP2004/006251 WO2005021822A1 (de) | 2003-07-29 | 2004-06-09 | Verfahren zum herstellen eines gehärteten stahlbauteils |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007500285A JP2007500285A (ja) | 2007-01-11 |
| JP5113385B2 true JP5113385B2 (ja) | 2013-01-09 |
Family
ID=34275147
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006521404A Expired - Lifetime JP5054378B2 (ja) | 2003-07-29 | 2004-06-09 | 薄鋼板製造方法 |
| JP2006521403A Expired - Lifetime JP5113385B2 (ja) | 2003-07-29 | 2004-06-09 | 焼入れ鋼部品の製造方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006521404A Expired - Lifetime JP5054378B2 (ja) | 2003-07-29 | 2004-06-09 | 薄鋼板製造方法 |
Country Status (14)
| Country | Link |
|---|---|
| US (4) | US8021497B2 (ja) |
| EP (4) | EP1651789B1 (ja) |
| JP (2) | JP5054378B2 (ja) |
| KR (2) | KR100834555B1 (ja) |
| CN (3) | CN1829817B (ja) |
| AT (1) | ATE478971T1 (ja) |
| BR (2) | BRPI0412599B1 (ja) |
| CA (2) | CA2533327C (ja) |
| DE (1) | DE502004011583D1 (ja) |
| ES (4) | ES2525731T3 (ja) |
| MX (2) | MXPA06000825A (ja) |
| PL (2) | PL2177641T3 (ja) |
| PT (2) | PT1660693E (ja) |
| WO (3) | WO2005021821A1 (ja) |
Families Citing this family (116)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10333165A1 (de) * | 2003-07-22 | 2005-02-24 | Daimlerchrysler Ag | Pressgehärtetes Bauteil und Verfahren zur Herstellung eines pressgehärteten Bauteils |
| DE502004011583D1 (de) * | 2003-07-29 | 2010-10-07 | Voestalpine Automotive Gmbh | Verfahren zum herstellen von geharteten bauteilen aus stahlblech |
| US20100199738A1 (en) * | 2004-08-13 | 2010-08-12 | Vip Tooling, Inc., (An Indiana Corporation) | Modular extrusion die tools |
| US7685907B2 (en) * | 2004-08-13 | 2010-03-30 | Vip Tooling, Inc. | Method for manufacturing extrusion die tools |
| DE102005041741B4 (de) * | 2005-09-02 | 2010-03-18 | Daimler Ag | Verfahren zum Herstellen eines pressgehärteten Bauteils |
| JP4690848B2 (ja) * | 2005-10-13 | 2011-06-01 | 新日本製鐵株式会社 | 外観、加工性、溶接性に優れた高張力溶融Znめっき鋼材及びその製造方法 |
| WO2007048883A1 (fr) * | 2005-10-27 | 2007-05-03 | Usinor | Procede de fabrication d'une piece a tres hautes caracteristiques mecaniques a partir d'une tole laminee et revetue |
| US20100057254A1 (en) * | 2006-11-13 | 2010-03-04 | Salamanca Hugo P | Methods for using robotics in mining and post-mining processing |
| DE102005059614A1 (de) * | 2005-12-12 | 2007-06-14 | Nano-X Gmbh | Beschichtungsmaterial zum Schutz von Metallen, insbesondere Stahl, vor Korrosion und/oder Verzunderung, Verfahren zum Beschichten von Metallen und Metallelement |
| SE531379C2 (sv) * | 2006-06-08 | 2009-03-17 | Nord Lock Ab | Metod för att härda och belägga stålbrickor för låsning samt stållåsbricka |
| EP2126144B1 (en) | 2007-02-23 | 2017-12-27 | Tata Steel IJmuiden BV | Method of thermomechanical shaping a final product with very high strength and a product produced thereby |
| DE102007013739B3 (de) * | 2007-03-22 | 2008-09-04 | Voestalpine Stahl Gmbh | Verfahren zum flexiblen Walzen von beschichteten Stahlbändern |
| DE102007022174B3 (de) | 2007-05-11 | 2008-09-18 | Voestalpine Stahl Gmbh | Verfahren zum Erzeugen und Entfernen einer temporären Schutzschicht für eine kathodische Beschichtung |
| CN101755063A (zh) * | 2007-07-19 | 2010-06-23 | 科鲁斯斯塔尔有限公司 | 用于对在长度方向具有不同厚度的钢带进行退火的方法 |
| PL2171102T3 (pl) * | 2007-07-19 | 2018-02-28 | Muhr Und Bender Kg | Pas stali o zmiennej grubości w kierunku długości |
| DE102007038215A1 (de) | 2007-08-13 | 2009-02-19 | Nano-X Gmbh | Verfahren zur Herstellung einer aktiven Korrosionsschutzbeschichtung auf Bauteilen aus Stahl |
| DE102007038214A1 (de) | 2007-08-13 | 2009-02-19 | Volkswagen Ag | Verfahren zum Korrosionsschutz von Karosserie-, Fahrwerks-, Motorbauteilen oder Abgasanlagen |
| EP2025771A1 (en) * | 2007-08-15 | 2009-02-18 | Corus Staal BV | Method for producing a coated steel strip for producing taylored blanks suitable for thermomechanical shaping, strip thus produced, and use of such a coated strip |
| JP2009061473A (ja) * | 2007-09-06 | 2009-03-26 | Sumitomo Metal Ind Ltd | 高強度部品の製造方法 |
| DE102007043154B4 (de) * | 2007-09-11 | 2017-01-26 | Voestalpine Krems Gmbh | Verfahren und Vorrichtung zum Härten von Profilen |
| DE102007048504B4 (de) * | 2007-10-10 | 2013-11-07 | Voestalpine Stahl Gmbh | Korrosionsschutzbeschichtung für Stahlbleche und Verfahren zum Konditionieren einer Korrosionsschutzbeschichtung |
| DE102007050907A1 (de) * | 2007-10-23 | 2009-04-30 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines gehärteten Blechprofils |
| SE531689C2 (sv) * | 2007-11-26 | 2009-07-07 | Gestamp Hardtech Ab | Sätt att framställa en lackerad höghållfast produkt |
| DE102007061489A1 (de) | 2007-12-20 | 2009-06-25 | Voestalpine Stahl Gmbh | Verfahren zum Herstellen von gehärteten Bauteilen aus härtbarem Stahl und härtbares Stahlband hierfür |
| WO2009086362A1 (en) * | 2007-12-28 | 2009-07-09 | Greatpoint Energy, Inc. | Petroleum coke compositions for catalytic gasification |
| WO2009131233A1 (ja) * | 2008-04-22 | 2009-10-29 | 新日本製鐵株式会社 | めっき鋼板及びめっき鋼板の熱間プレス方法 |
| DE102008037442B3 (de) * | 2008-10-13 | 2010-02-25 | Thyssenkrupp Steel Ag | Verfahren zur Bestimmung von Formänderungen eines Werkstücks |
| US20110236719A1 (en) * | 2008-12-19 | 2011-09-29 | Tata Steel Ijmuiden Bv | Method for Manufacturing a Coated Part Using Hot Forming Techniques |
| JP4825882B2 (ja) | 2009-02-03 | 2011-11-30 | トヨタ自動車株式会社 | 高強度焼き入れ成形体及びその製造方法 |
| DE102009007909A1 (de) | 2009-02-06 | 2010-08-12 | Thyssenkrupp Steel Europe Ag | Verfahren zum Herstellen eines Stahlbauteils durch Warmformen und durch Warmformen hergestelltes Stahlbauteil |
| DE102009016852A1 (de) * | 2009-04-08 | 2010-10-14 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Herstellung wärmebehandelter Blechformteile aus einem Stahlblechmaterial mit einer Korrosionsschutzbeschichtung und derartiges Blechformteil |
| CN101985199B (zh) * | 2009-07-29 | 2012-09-05 | 比亚迪股份有限公司 | 一种电子产品外壳的制备方法 |
| ES2384135T3 (es) | 2009-08-25 | 2012-06-29 | Thyssenkrupp Steel Europe Ag | Procedimiento para fabricar un componente de acero provisto de un recubrimiento metálico de protección contra la corrosión y componente de acero |
| DE102009051673B3 (de) * | 2009-11-03 | 2011-04-14 | Voestalpine Stahl Gmbh | Herstellung von Galvannealed-Blechen durch Wärmebehandlung elektrolytisch veredelter Bleche |
| CN101935789B (zh) * | 2009-11-19 | 2012-03-07 | 江苏麟龙新材料股份有限公司 | 含Al-Zn-Si-Mg-RE-Ti-Ni的热浸镀铸铝合金及其制备方法 |
| DE102009056443A1 (de) * | 2009-12-02 | 2011-06-09 | Benteler Automobiltechnik Gmbh | Crashbox und Verfahren zu deren Herstellung |
| KR101171450B1 (ko) | 2009-12-29 | 2012-08-06 | 주식회사 포스코 | 도금 강재의 열간 프레스 성형방법 및 이를 이용한 열간 프레스 성형품 |
| DE102010004823B4 (de) * | 2010-01-15 | 2013-05-16 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines metallischen Formbauteils für Kraftfahrzeugkomponenten |
| KR101798257B1 (ko) | 2010-02-19 | 2017-11-15 | 타타 스틸 네덜란드 테크날러지 베.뷔. | 열간 성형에 적당한 스트립, 시트 또는 블랭크, 및 이의 제조 방법 |
| DE102010017354A1 (de) * | 2010-06-14 | 2011-12-15 | Thyssenkrupp Steel Europe Ag | Verfahren zum Herstellen eines warmgeformten und gehärteten, mit einer metallischen Korrosionsschutzbeschichtung überzogenen Stahlbauteils aus einem Stahlflachprodukt |
| DE102010037077B4 (de) | 2010-08-19 | 2014-03-13 | Voestalpine Stahl Gmbh | Verfahren zum Konditionieren der Oberfläche gehärteter korrosionsgeschützter Bauteile aus Stahlblech |
| CN103108964B (zh) * | 2010-08-31 | 2015-06-17 | 塔塔钢铁艾默伊登有限责任公司 | 热成形涂覆的金属部件的方法和成形的部件 |
| US9315876B2 (en) | 2010-09-30 | 2016-04-19 | Kobe Steel, Ltd. | Press-formed product and method for producing same |
| HUE054465T2 (hu) * | 2010-12-24 | 2021-09-28 | Voestalpine Stahl Gmbh | Módszer bevont acéllemezek kialakítására és keményítésére |
| DE102011053941B4 (de) | 2011-09-26 | 2015-11-05 | Voestalpine Stahl Gmbh | Verfahren zum Erzeugen gehärteter Bauteile mit Bereichen unterschiedlicher Härte und/oder Duktilität |
| DE102011053939B4 (de) | 2011-09-26 | 2015-10-29 | Voestalpine Stahl Gmbh | Verfahren zum Erzeugen gehärteter Bauteile |
| DE102011001140A1 (de) * | 2011-03-08 | 2012-09-13 | Thyssenkrupp Steel Europe Ag | Stahlflachprodukt, Verfahren zum Herstellen eines Stahlflachprodukts und Verfahren zum Herstellen eines Bauteils |
| BR112013023792A2 (pt) * | 2011-03-18 | 2016-12-06 | Nippon Steel & Sumitomo Metal Corp | chapa de aço para elemento gravado a quente e método de produção da mesma |
| ES2389188B1 (es) * | 2011-03-29 | 2013-09-02 | Rovalma Sa | Proteccion catodica mediante recubrimiento para circuitos de refrigeracion u otros agujeros o canales. |
| DE202011107125U1 (de) | 2011-04-13 | 2011-11-30 | Tata Steel Ijmuiden Bv | Warmformbares Band, Blech oder Zuschnitt und warmgeformtes Produkt |
| RU2552817C1 (ru) * | 2011-04-27 | 2015-06-10 | Ниппон Стил Энд Сумитомо Метал Корпорейшн | Стальной лист для горячештампованного изделия и способ его изготовления |
| EP2718027A1 (en) * | 2011-06-07 | 2014-04-16 | Tata Steel IJmuiden BV | Hot formable strip, sheet or blank, process for the production thereof, method for hot forming a product and hot formed product |
| DE102011108162B4 (de) * | 2011-07-20 | 2013-02-21 | Salzgitter Flachstahl Gmbh | Verfahren zur Herstellung eines Bauteils durch Warmumformen eines Vorproduktes aus Stahl |
| US9677145B2 (en) | 2011-08-12 | 2017-06-13 | GM Global Technology Operations LLC | Pre-diffused Al—Si coatings for use in rapid induction heating of press-hardened steel |
| DE102011056444C5 (de) * | 2011-12-14 | 2015-10-15 | Voestalpine Metal Forming Gmbh | Verfahren und Vorrichtung zum partiellen Härten von Blechbauteilen |
| KR20140107230A (ko) * | 2011-12-20 | 2014-09-04 | 아크티에볼라게트 에스케이에프 | 플래쉬 버트 용접에 의해 강재 부품을 제조하기 위한 방법 및 상기 방법에 의해 제조되는 부품 |
| DE102012101018B3 (de) | 2012-02-08 | 2013-03-14 | Thyssenkrupp Nirosta Gmbh | Verfahren zum Schmelztauchbeschichten eines Stahlflachprodukts |
| US9605335B2 (en) | 2012-03-30 | 2017-03-28 | Kobe Steel, Ltd. | Hot-dip galvanized steel sheet for stamping having excellent cold workability, die hardenability, and surface quality, and producing method thereof |
| DE102012024616A1 (de) * | 2012-12-17 | 2014-06-18 | GM Global Technology Operations LLC (n. d. Gesetzen des Staates Delaware) | Stahlblech und Formteil daraus |
| DE102013100682B3 (de) * | 2013-01-23 | 2014-06-05 | Voestalpine Metal Forming Gmbh | Verfahren zum Erzeugen gehärteter Bauteile und ein Strukturbauteil, welches nach dem Verfahren hergestellt ist |
| DE102013204449A1 (de) * | 2013-03-14 | 2014-09-18 | Zf Friedrichshafen Ag | Verfahren zur Herstellung eines korrosionsgeschützten Blechteils |
| TR201818914T4 (tr) | 2013-05-17 | 2019-01-21 | Ak Steel Properties Inc | Preste sertleştirme uygulaması için çinko kaplı çeliğin imalat yöntemi. |
| CN103342012B (zh) * | 2013-07-08 | 2015-12-02 | 湖北交投四优钢科技有限公司 | 一种渗铝钢板网及制备方法 |
| CN103320745B (zh) * | 2013-07-08 | 2014-01-08 | 湖北交投四优钢科技有限公司 | 一种渗铝钢及制备方法 |
| DE102013108046A1 (de) | 2013-07-26 | 2015-01-29 | Thyssenkrupp Steel Europe Ag | Verfahren und Vorrichtung zum partiellen Härten von Halbzeugen |
| CN105018923B (zh) * | 2014-04-29 | 2018-10-02 | 宝山钢铁股份有限公司 | 一种覆钛低碳钢复合板制备方法 |
| DE102014210008A1 (de) * | 2014-05-26 | 2015-11-26 | Muhr Und Bender Kg | Verfahren und Anlage zum Herstellen eines gehärteten Formteils |
| DE102014109315C5 (de) | 2014-07-03 | 2022-02-24 | Thyssenkrupp Ag | Verfahren zum Herstellen von Profilen aus Metall |
| DE102014109553A1 (de) * | 2014-07-08 | 2016-01-14 | Thyssenkrupp Ag | Härtewerkzeug und Verfahren zum Herstellen gehärteter Profilformteile |
| US9850553B2 (en) | 2014-07-22 | 2017-12-26 | Roll Forming Corporation | System and method for producing a hardened and tempered structural member |
| DE102014110415B4 (de) | 2014-07-23 | 2016-10-20 | Voestalpine Stahl Gmbh | Verfahren zum Aufheizen von Stahlblechen und Vorrichtung zur Durchführung des Verfahrens |
| DE102014110564B4 (de) * | 2014-07-25 | 2016-12-22 | Thyssenkrupp Ag | Verfahren zum Herstellen eines Profils und eine Fertigungsanlage zur Herstellung eines Profils |
| DE102015118869A1 (de) * | 2014-11-04 | 2016-05-04 | Voestalpine Stahl Gmbh | Verfahren zum Herstellen einer Korrosionsschutzbeschichtung für härtbare Stahlbleche und Korrosionsschutzschicht für härtbare Stahlbleche |
| CN104635748B (zh) * | 2014-12-18 | 2017-11-17 | 温州泓呈祥科技有限公司 | 冲压式太阳能发电跟踪转盘 |
| CN105296862A (zh) * | 2015-02-10 | 2016-02-03 | 苏州科胜仓储物流设备有限公司 | 一种用于穿梭车货架的高强度防腐钢板及其加工工艺 |
| CN104651728A (zh) * | 2015-02-10 | 2015-05-27 | 苏州科胜仓储物流设备有限公司 | 一种用于仓储设备的抗腐蚀钢板及其制备方法 |
| EP3303640B1 (de) | 2015-05-29 | 2020-07-15 | Voestalpine Stahl GmbH | Verfahren zum homogenen, kontaktlosen kühlen von heissen, nicht endlosen oberflächen und vorrichtung hierfür |
| DE102015113056B4 (de) | 2015-08-07 | 2018-07-26 | Voestalpine Metal Forming Gmbh | Verfahren zum kontaktlosen Kühlen von Stahlblechen und Vorrichtung hierfür |
| WO2016193268A1 (de) | 2015-06-03 | 2016-12-08 | Salzgitter Flachstahl Gmbh | Umformgehärtetes bauteil aus verzinktem stahl, herstellverfahren hierzu und verfahren zur herstellung eines stahlbandes geeignet zur umformhärtung von bauteilen |
| WO2017017483A1 (en) | 2015-07-30 | 2017-02-02 | Arcelormittal | Steel sheet coated with a metallic coating based on aluminum |
| WO2017017484A1 (en) | 2015-07-30 | 2017-02-02 | Arcelormittal | Method for the manufacture of a hardened part which does not have lme issues |
| WO2017017485A1 (en) | 2015-07-30 | 2017-02-02 | Arcelormittal | A method for the manufacture of a phosphatable part starting from a steel sheet coated with a metallic coating based on aluminium |
| EP3159419B1 (de) | 2015-10-21 | 2018-12-12 | Voestalpine Krems Gmbh | Verfahren zum erzeugen rollgeformter teilgehärteter profile |
| EP3162558A1 (en) | 2015-10-30 | 2017-05-03 | Outokumpu Oyj | Component made of metallic composite material and method for the manufacture of the component by hot forming |
| DE102015016656A1 (de) | 2015-12-19 | 2017-06-22 | GM Global Technology Operations LLC (n. d. Ges. d. Staates Delaware) | Verfahren zur Herstellung eines beschichteten, durch Warmumformung gehärteten Körpers sowie ein nach dem Verfahren hergestellter Körper |
| DE102016102504A1 (de) * | 2016-02-08 | 2017-08-10 | Salzgitter Flachstahl Gmbh | Aluminiumbasierte Beschichtung für Stahlbleche oder Stahlbänder und Verfahren zur Herstellung hierzu |
| DE102016102322B4 (de) * | 2016-02-10 | 2017-10-12 | Voestalpine Metal Forming Gmbh | Verfahren und Vorrichtung zum Erzeugen gehärteter Stahlbauteile |
| DE102016102324B4 (de) * | 2016-02-10 | 2020-09-17 | Voestalpine Metal Forming Gmbh | Verfahren und Vorrichtung zum Erzeugen gehärteter Stahlbauteile |
| DE102016102344B4 (de) * | 2016-02-10 | 2020-09-24 | Voestalpine Metal Forming Gmbh | Verfahren und Vorrichtung zum Erzeugen gehärteter Stahlbauteile |
| US10837072B2 (en) | 2016-08-29 | 2020-11-17 | Magna Powertrain Inc. | Splined power transmission components made using heat-assisted calibration process and method of forming such splined power transmission components |
| DE102017214561B4 (de) | 2016-08-29 | 2019-05-16 | Magna Powertrain Inc. | Verfahren zum Bilden einer Keilverzahnung in einer Komponente unter Verwendung von ultrahochfestem Stahl |
| US10371646B2 (en) * | 2016-09-19 | 2019-08-06 | The Boeing Company | Method and system for automated data collection and part validation |
| DE102016122323A1 (de) * | 2016-11-21 | 2018-05-24 | Illinois Tool Works Inc. | Schweißbare Gewindeplatte |
| JP2018090879A (ja) * | 2016-12-06 | 2018-06-14 | 株式会社神戸製鋼所 | 熱間プレス成形用鋼板、熱間プレス成形品の製造方法、および熱間プレス成形品 |
| EP3360981B1 (en) | 2017-02-10 | 2020-07-15 | Outokumpu Oyj | Steel component manufactured by hot forming, method of manufacturing and use of the component |
| DE102017110864B3 (de) | 2017-05-18 | 2018-10-18 | Voestalpine Metal Forming Gmbh | Verfahren und Vorrichtung zum Erzeugen gehärteter Stahlblechbauteile mit unterschiedlichen Blechdicken |
| MX2020009043A (es) * | 2018-03-01 | 2020-12-03 | Nucor Corp | Aceros endurecidos por presion recubiertos con aleacion de zinc y metodo de fabricacion de estos. |
| EP3758888A4 (en) | 2018-03-01 | 2021-12-22 | Nucor Corporation | ZINC-BASED ALLOY COATING FOR STEEL AND PROCESS |
| US10481052B2 (en) | 2018-03-28 | 2019-11-19 | Ford Global Technologies, Llc | Quality control process to assess the aluminized coating characteristics of hot stamped parts |
| US11084169B2 (en) * | 2018-05-23 | 2021-08-10 | General Electric Company | System and method for controlling a robotic arm |
| KR102176342B1 (ko) | 2018-09-28 | 2020-11-09 | 주식회사 포스코 | 전기강판 제품의 제조 방법 |
| EP3726206B1 (en) | 2019-03-26 | 2022-11-02 | FEI Company | Methods and systems for inclusion analysis |
| US11149327B2 (en) | 2019-05-24 | 2021-10-19 | voestalpine Automotive Components Cartersville Inc. | Method and device for heating a steel blank for hardening purposes |
| CN114929905A (zh) * | 2019-12-20 | 2022-08-19 | 昂登坦汽车工程有限责任公司 | 工艺方法和用于形成物件的产品线 |
| WO2021154240A1 (en) * | 2020-01-29 | 2021-08-05 | Nucor Corporation | Zinc alloy coating layer of press-hardenable steel |
| TWI741613B (zh) * | 2020-05-21 | 2021-10-01 | 元大興企業有限公司 | 耐候性型鋼成型設備及耐候性型鋼 |
| CN112011752B (zh) * | 2020-08-20 | 2022-06-21 | 马鞍山钢铁股份有限公司 | 一种高耐蚀热成形钢零部件及其制造方法 |
| CN112846665A (zh) * | 2021-01-06 | 2021-05-28 | 王志刚 | 轴向金属密封环的生产方法 |
| EP4029964A1 (en) | 2021-01-14 | 2022-07-20 | Hilti Aktiengesellschaft | Hardening of a zinc coated screw body |
| DE102021123279A1 (de) | 2021-09-08 | 2023-03-09 | Voestalpine Metal Forming Gmbh | Verfahren zum Erzeugen von gehärteten Stahlblechbauteilen |
| MX2024007881A (es) * | 2022-01-06 | 2024-07-10 | Nippon Steel Corp | Lamina de acero enchapado. |
| US20250222680A1 (en) * | 2022-01-06 | 2025-07-10 | Nippon Steel Corporation | Welded joint |
| DE102022107131A1 (de) | 2022-03-25 | 2023-09-28 | Voestalpine Metal Forming Gmbh | Verfahren und Vorrichtung zum Erzeugen gehärteter Stahlblechbauteile |
| CN118786228A (zh) * | 2023-02-10 | 2024-10-15 | 奥钢联金属成型有限公司 | 制备硬化钢部件的方法 |
| US20250346981A1 (en) | 2024-05-13 | 2025-11-13 | GM Global Technology Operations LLC | Tailor-rolled blank for use in hot stamping automotive parts, and method of making hot stamped automotive parts |
| CN120269303B (zh) * | 2025-06-10 | 2025-08-26 | 连云港华鼎车轮有限公司 | 一种高强高硬钢制车轮的制造方法 |
Family Cites Families (61)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3630792A (en) * | 1969-04-28 | 1971-12-28 | Cominco Ltd | Process for the production of colored coatings |
| US3791801A (en) * | 1971-07-23 | 1974-02-12 | Toyo Kohan Co Ltd | Electroplated steel sheet |
| SE435527B (sv) * | 1973-11-06 | 1984-10-01 | Plannja Ab | Forfarande for framstellning av en detalj av herdat stal |
| JPS52120252A (en) * | 1976-04-02 | 1977-10-08 | Honda Motor Co Ltd | Method and device for forging thin plate member |
| JPS55110783A (en) * | 1979-02-15 | 1980-08-26 | Sumitomo Metal Ind Ltd | Surface treated steel plate with excellent spot weldability |
| JPS569386A (en) * | 1979-07-02 | 1981-01-30 | Nippon Kokan Kk <Nkk> | Production of electro-zinc plated steel plate |
| JPS58189363A (ja) * | 1982-04-26 | 1983-11-05 | Nisshin Steel Co Ltd | 合金化亜鉛めつき鋼板の製造方法 |
| FR2534161B1 (fr) * | 1982-10-06 | 1985-08-30 | Maubeuge Fer | Procede et dispositif de production en continu d'une bande metallique galvanisee et profilee |
| JPS61119693A (ja) * | 1984-11-14 | 1986-06-06 | Sumitomo Metal Ind Ltd | 積層メツキ鋼板 |
| JPS62142755A (ja) * | 1985-12-17 | 1987-06-26 | Nippon Steel Corp | 合金化溶融亜鉛めつき鋼板およびその製造方法 |
| JPS6362855A (ja) * | 1986-09-03 | 1988-03-19 | Toyota Motor Corp | 差厚合金化溶融亜鉛めつき鋼板の製造方法 |
| EP0269005B1 (en) * | 1986-11-21 | 1993-09-08 | NIPPON MINING & METALS COMPANY, LIMITED | Colored zinc coating |
| US4830683A (en) * | 1987-03-27 | 1989-05-16 | Mre Corporation | Apparatus for forming variable strength materials through rapid deformation and methods for use therein |
| BE1001029A3 (nl) * | 1987-10-22 | 1989-06-13 | Bekaert Sa Nv | Staalsubstraat met metaaldeklagen ter versterking van vulkaniseerbare elastomeren. |
| JPH01242714A (ja) * | 1988-03-25 | 1989-09-27 | Mitsubishi Heavy Ind Ltd | 鉄鋼部品の熱処理方法 |
| US4913746A (en) * | 1988-08-29 | 1990-04-03 | Lehigh University | Method of producing a Zn-Fe galvanneal on a steel substrate |
| JPH02190483A (ja) * | 1989-01-19 | 1990-07-26 | Nippon Steel Corp | プレス成形性に優れた亜鉛めっき鋼板 |
| JPH042758A (ja) * | 1990-04-18 | 1992-01-07 | Nippon Steel Corp | プレス成形性及び塗装耐食性に優れた溶融系合金亜鉛めっき鋼板の製造方法 |
| JPH05214544A (ja) * | 1991-04-10 | 1993-08-24 | Kawasaki Steel Corp | 高耐食性亜鉛系めっき鋼板およびその製造方法 |
| US5972522A (en) * | 1991-04-10 | 1999-10-26 | Kawasaki Steel Corporation | Corrosion resistant Zn or part-Zn plated steel sheet with MgO coating free of Mg |
| AT402032B (de) * | 1991-07-17 | 1997-01-27 | Evg Entwicklung Verwert Ges | Maschine zum bearbeiten von gittermatten aus miteinander verschweissten längs- und querdrähten |
| JP3106635B2 (ja) * | 1991-11-28 | 2000-11-06 | 日本鋼管株式会社 | プレス成形性およびスポット溶接性に優れた合金化溶融亜鉛メッキ鋼板の製造方法 |
| JPH05171491A (ja) * | 1991-12-26 | 1993-07-09 | Sumitomo Metal Ind Ltd | 塗装後耐食性に優れた2層めっき鋼材 |
| AT397815B (de) * | 1992-03-31 | 1994-07-25 | Voest Alpine Ind Anlagen | Verfahren zum verzinken eines bandes sowie anlage zur durchführung des verfahrens |
| JPH06256925A (ja) * | 1993-03-08 | 1994-09-13 | Nippon Steel Corp | プレス成形性に優れた亜鉛−鉄合金化溶融亜鉛めっき鋼板 |
| JP2962973B2 (ja) * | 1993-08-09 | 1999-10-12 | 滲透工業株式会社 | 溶融亜鉛めっき装置材料 |
| JPH08325689A (ja) * | 1995-05-30 | 1996-12-10 | Nippon Steel Corp | 潤滑性、化成処理性に優れた溶融亜鉛系めっき熱延鋼板の製造設備 |
| JP3345219B2 (ja) | 1995-06-15 | 2002-11-18 | 酒井医療株式会社 | 起立訓練ベッド |
| SE9602257L (sv) | 1996-06-07 | 1997-12-08 | Plannja Hardtech Ab | Sätt att framställa ståldetalj |
| JP3400289B2 (ja) * | 1997-03-26 | 2003-04-28 | 川崎製鉄株式会社 | めっき密着性に優れた合金化溶融亜鉛めっき鋼板の製造方法 |
| IT1291883B1 (it) * | 1997-04-18 | 1999-01-21 | Sviluppo Materiali Spa | Procedimento per la produzione in continuo, tramite deposizione fisica da fase vapore, di nastri metallici rivestiti con elevata |
| US6178800B1 (en) * | 1998-07-14 | 2001-01-30 | Msp Industries Corporation | Zone heating methods and apparatuses for metal workpieces for forging |
| FR2787735B1 (fr) | 1998-12-24 | 2001-02-02 | Lorraine Laminage | Procede de realisation d'une piece a partir d'une bande de tole d'acier laminee et notamment laminee a chaud |
| JP2000336467A (ja) * | 1999-03-24 | 2000-12-05 | Kawasaki Steel Corp | 溶融亜鉛めっき鋼板およびその製造方法 |
| US6465114B1 (en) * | 1999-05-24 | 2002-10-15 | Nippon Steel Corporation | -Zn coated steel material, ZN coated steel sheet and painted steel sheet excellent in corrosion resistance, and method of producing the same |
| JP3675313B2 (ja) * | 1999-07-15 | 2005-07-27 | Jfeスチール株式会社 | 摺動性に優れた合金化溶融亜鉛めっき鋼板の製造方法 |
| JP2001109121A (ja) | 1999-10-06 | 2001-04-20 | Konica Corp | ハロゲン化銀写真感光材料用自動現像装置 |
| KR20010039405A (ko) * | 1999-10-30 | 2001-05-15 | 이계안 | 아연-철 합금 도금 강판의 제조방법 |
| TW504519B (en) * | 1999-11-08 | 2002-10-01 | Kawasaki Steel Co | Hot dip galvanized steel plate excellent in balance of strength and ductility and in adhesiveness between steel and plating layer, and method for producing the same |
| JP2001295015A (ja) * | 2000-02-09 | 2001-10-26 | Nisshin Steel Co Ltd | 高Al含有溶融Zn−Al−Mg系めっき鋼板 |
| JP2001264591A (ja) | 2000-03-22 | 2001-09-26 | Yasuhiro Koike | 光通信用発光複合部品 |
| FR2807447B1 (fr) * | 2000-04-07 | 2002-10-11 | Usinor | Procede de realisation d'une piece a tres hautes caracteristiques mecaniques, mise en forme par emboutissage, a partir d'une bande de tole d'acier laminee et notamment laminee a chaud et revetue |
| KR100603427B1 (ko) * | 2000-04-24 | 2006-07-20 | 제이에프이 스틸 가부시키가이샤 | 합금화 용융아연도금강판 |
| DE10023312C1 (de) * | 2000-05-15 | 2001-08-23 | Thyssenkrupp Stahl Ag | Galvannealed-Feinblech und Verfahren zum Herstellen von derartigem Feinblech |
| JP2001329352A (ja) * | 2000-05-19 | 2001-11-27 | Sumitomo Metal Ind Ltd | 摺動性に優れた合金化溶融亜鉛めっき鋼板 |
| DE10039375A1 (de) * | 2000-08-11 | 2002-03-28 | Fraunhofer Ges Forschung | Korrosionsgeschütztes Stahlblech und Verfahren zu seiner Herstellung |
| JP4489273B2 (ja) * | 2000-10-02 | 2010-06-23 | 本田技研工業株式会社 | 車体パネルの製造方法 |
| DE10049660B4 (de) | 2000-10-07 | 2005-02-24 | Daimlerchrysler Ag | Verfahren zum Herstellen lokal verstärkter Blechumformteile |
| CN1554217A (zh) * | 2000-12-19 | 2004-12-08 | Posco | 具有优良电磁屏蔽性能的钢板和热浸电镀钢板 |
| KR100455083B1 (ko) * | 2000-12-22 | 2004-11-08 | 주식회사 포스코 | 내식성 및 용접성이 우수한 아연-코발트-텅스텐 합금전기도금강판 및 그 도금용액 |
| DE10065495C2 (de) | 2000-12-28 | 2002-11-14 | Semikron Elektronik Gmbh | Leistungshalbleitermodul |
| DE10120063C2 (de) | 2001-04-24 | 2003-03-27 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung von metallischen Profilbauteilen für Kraftfahrzeuge |
| DE10120919A1 (de) | 2001-04-27 | 2002-10-31 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines gehärteten Blechprofils |
| JP3582504B2 (ja) * | 2001-08-31 | 2004-10-27 | 住友金属工業株式会社 | 熱間プレス用めっき鋼板 |
| JP3582512B2 (ja) * | 2001-11-07 | 2004-10-27 | 住友金属工業株式会社 | 熱間プレス用鋼板およびその製造方法 |
| KR100646619B1 (ko) | 2001-10-23 | 2006-11-23 | 수미도모 메탈 인더스트리즈, 리미티드 | 열간 프레스 방법, 이를 위한 도금 강철재 및 이의 제조방법 |
| DE10209264B4 (de) * | 2002-03-01 | 2005-06-02 | Ab Skf | Verfahren zum Herstellen eines Bauteils aus Metall |
| DE10254695B3 (de) | 2002-09-13 | 2004-04-15 | Daimlerchrysler Ag | Verfahren zur Herstellung eines metallischen Formbauteils |
| DE10246614A1 (de) | 2002-10-07 | 2004-04-15 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines beschichteten Strukturbauteils für den Fahrzeugbau |
| DE10257737B3 (de) | 2002-12-10 | 2004-02-26 | Thyssenkrupp Stahl Ag | Verfahren zur elektrolytischen Magnesium-Abscheidung auf verzinktem Blech |
| DE502004011583D1 (de) * | 2003-07-29 | 2010-10-07 | Voestalpine Automotive Gmbh | Verfahren zum herstellen von geharteten bauteilen aus stahlblech |
-
2004
- 2004-06-09 DE DE200450011583 patent/DE502004011583D1/de not_active Expired - Lifetime
- 2004-06-09 EP EP20040739756 patent/EP1651789B1/de not_active Expired - Lifetime
- 2004-06-09 ES ES04739755.9T patent/ES2525731T3/es not_active Expired - Lifetime
- 2004-06-09 BR BRPI0412599A patent/BRPI0412599B1/pt active IP Right Grant
- 2004-06-09 CN CN200480022188.4A patent/CN1829817B/zh not_active Expired - Lifetime
- 2004-06-09 PT PT47363866T patent/PT1660693E/pt unknown
- 2004-06-09 JP JP2006521404A patent/JP5054378B2/ja not_active Expired - Lifetime
- 2004-06-09 CN CNA2004800221723A patent/CN1829816A/zh active Pending
- 2004-06-09 BR BRPI0412601 patent/BRPI0412601B1/pt not_active IP Right Cessation
- 2004-06-09 EP EP20090015813 patent/EP2177641B1/de not_active Expired - Lifetime
- 2004-06-09 WO PCT/EP2004/006252 patent/WO2005021821A1/de not_active Ceased
- 2004-06-09 WO PCT/EP2004/006251 patent/WO2005021822A1/de not_active Ceased
- 2004-06-09 US US10/566,059 patent/US8021497B2/en active Active
- 2004-06-09 ES ES04736386.6T patent/ES2524324T3/es not_active Expired - Lifetime
- 2004-06-09 ES ES04739756T patent/ES2350931T3/es not_active Expired - Lifetime
- 2004-06-09 MX MXPA06000825A patent/MXPA06000825A/es active IP Right Grant
- 2004-06-09 CN CN201410444698.6A patent/CN104372278A/zh active Pending
- 2004-06-09 AT AT04739756T patent/ATE478971T1/de active
- 2004-06-09 MX MXPA06000826A patent/MXPA06000826A/es active IP Right Grant
- 2004-06-09 PT PT04739756T patent/PT1651789E/pt unknown
- 2004-06-09 KR KR1020067002212A patent/KR100834555B1/ko not_active Expired - Lifetime
- 2004-06-09 ES ES09015813T patent/ES2421182T3/es not_active Expired - Lifetime
- 2004-06-09 US US10/566,069 patent/US7832242B2/en active Active
- 2004-06-09 EP EP04736386.6A patent/EP1660693B1/de not_active Expired - Lifetime
- 2004-06-09 CA CA 2533327 patent/CA2533327C/en not_active Expired - Lifetime
- 2004-06-09 JP JP2006521403A patent/JP5113385B2/ja not_active Expired - Lifetime
- 2004-06-09 EP EP04739755.9A patent/EP1658390B1/de not_active Expired - Lifetime
- 2004-06-09 PL PL09015813T patent/PL2177641T3/pl unknown
- 2004-06-09 CA CA 2533633 patent/CA2533633C/en not_active Expired - Fee Related
- 2004-06-09 PL PL04739756T patent/PL1651789T3/pl unknown
- 2004-06-09 US US10/566,219 patent/US8181331B2/en active Active
- 2004-06-09 KR KR1020067002210A patent/KR100825975B1/ko not_active Expired - Lifetime
- 2004-06-09 WO PCT/EP2004/006250 patent/WO2005021820A1/de not_active Ceased
-
2010
- 2010-11-01 US US12/917,109 patent/US7938949B2/en active Active
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5113385B2 (ja) | 焼入れ鋼部品の製造方法 | |
| CN100370054C (zh) | 镀有铝合金体系的高强度钢板以及具有优异的耐热性和喷漆后耐腐蚀性的高强度汽车零件 | |
| CN105531385B (zh) | 制造设有金属防腐蚀保护层的钢构件的方法以及钢构件 | |
| CN100434564C (zh) | 热压成型方法,其电镀钢材及其制备方法 | |
| CN103228813B (zh) | 热浸镀Al-Zn系钢板 | |
| JP6025867B2 (ja) | メッキ表面品質及びメッキ密着性に優れた高強度溶融亜鉛メッキ鋼板及びその製造方法 | |
| CN101144162B (zh) | 热压成型方法,其电镀钢材及其制备方法 | |
| CN103228812B (zh) | 热浸镀Al-Zn系钢板及其制造方法 | |
| JP4695459B2 (ja) | 塗装後耐食性に優れた亜鉛系めっきが施された熱間プレス鋼材 | |
| AU2012377741B2 (en) | Steel sheet provided with a coating offering sacrificial cathodic protection, method for the production of a part using such a sheet, and resulting part | |
| US20120085466A1 (en) | Method For Producing A Steel Component By Hot Forming And Steel Component Produced By Hot Forming | |
| US20100294400A1 (en) | Method for producing a steel component by hot forming and steel component produced by hot forming | |
| WO2003074751A1 (en) | Surface treated steel plate and method for production thereof | |
| CN100543170C (zh) | 具有良好耐蚀性的高强度淬火成形体及其生产方法 | |
| WO2015098653A1 (ja) | 自動車部品及び自動車部品の製造方法 | |
| WO2012053694A1 (ko) | 도금성, 도금 밀착성 및 스폿 용접성이 우수한 용융아연도금강판 및 그 제조방법 | |
| JP2005240072A (ja) | 亜鉛系めっきが施された熱間プレス鋼材 | |
| JP4506128B2 (ja) | 熱間プレス成形品およびその製造方法 | |
| JP7453583B2 (ja) | Alめっきホットスタンプ鋼材 | |
| JP2993404B2 (ja) | 皮膜密着性に優れた合金化溶融亜鉛めっき鋼板及びその製造方法 | |
| KR101188065B1 (ko) | 도금 밀착성과 스폿 용접성이 우수한 용융아연도금강판 및 그 제조방법 | |
| KR20220154177A (ko) | 핫 스탬프용 도금 강판 | |
| JP4237478B2 (ja) | 合金化溶融亜鉛めっき鋼板およびその製造方法 | |
| JPH05125585A (ja) | 耐衝撃密着性に優れた電気メツキ鋼板の製造方法 | |
| JPH08176778A (ja) | 合金化溶融亜鉛めっき鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080619 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080709 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081210 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090302 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090309 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090407 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090414 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090507 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090514 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090525 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091209 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100216 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20100218 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100223 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20101110 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110307 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110325 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20110330 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20110520 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120905 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121012 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151019 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5113385 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |