JP2009539646A - 波長特異的な熱放射及び処理を行う方法及びシステム - Google Patents
波長特異的な熱放射及び処理を行う方法及びシステム Download PDFInfo
- Publication number
- JP2009539646A JP2009539646A JP2009514353A JP2009514353A JP2009539646A JP 2009539646 A JP2009539646 A JP 2009539646A JP 2009514353 A JP2009514353 A JP 2009514353A JP 2009514353 A JP2009514353 A JP 2009514353A JP 2009539646 A JP2009539646 A JP 2009539646A
- Authority
- JP
- Japan
- Prior art keywords
- target
- heat
- wavelength
- array
- laser diode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000005855 radiation Effects 0.000 title claims abstract description 86
- 238000012545 processing Methods 0.000 title claims abstract description 29
- 238000000034 method Methods 0.000 title claims description 133
- 238000010438 heat treatment Methods 0.000 claims abstract description 128
- 239000000463 material Substances 0.000 claims description 67
- 238000000071 blow moulding Methods 0.000 claims description 55
- 238000010521 absorption reaction Methods 0.000 claims description 44
- 239000010985 leather Substances 0.000 claims description 34
- 238000012544 monitoring process Methods 0.000 claims description 31
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 31
- 230000008569 process Effects 0.000 claims description 30
- 239000010453 quartz Substances 0.000 claims description 29
- 238000004519 manufacturing process Methods 0.000 claims description 27
- 238000005286 illumination Methods 0.000 claims description 25
- 238000012546 transfer Methods 0.000 claims description 23
- 238000001816 cooling Methods 0.000 claims description 18
- 230000033001 locomotion Effects 0.000 claims description 17
- 239000007787 solid Substances 0.000 claims description 14
- 239000004033 plastic Substances 0.000 claims description 13
- 229920003023 plastic Polymers 0.000 claims description 13
- 239000007924 injection Substances 0.000 claims description 11
- 229920001169 thermoplastic Polymers 0.000 claims description 11
- 239000004416 thermosoftening plastic Substances 0.000 claims description 11
- 238000002347 injection Methods 0.000 claims description 8
- 239000007788 liquid Substances 0.000 claims description 8
- 239000000203 mixture Substances 0.000 claims description 8
- 238000003491 array Methods 0.000 claims description 7
- 230000000694 effects Effects 0.000 claims description 6
- 239000002918 waste heat Substances 0.000 claims description 6
- 230000001678 irradiating effect Effects 0.000 claims description 5
- 230000001360 synchronised effect Effects 0.000 claims description 5
- 238000000465 moulding Methods 0.000 claims description 4
- 238000009529 body temperature measurement Methods 0.000 claims description 3
- 230000035515 penetration Effects 0.000 claims description 3
- 239000012815 thermoplastic material Substances 0.000 claims description 3
- 230000003190 augmentative effect Effects 0.000 claims 1
- 238000009434 installation Methods 0.000 claims 1
- 230000008901 benefit Effects 0.000 abstract description 13
- 230000004936 stimulating effect Effects 0.000 abstract description 2
- 239000004065 semiconductor Substances 0.000 description 52
- 230000009102 absorption Effects 0.000 description 39
- 238000005253 cladding Methods 0.000 description 36
- 239000002096 quantum dot Substances 0.000 description 30
- 239000000758 substrate Substances 0.000 description 30
- 229920000139 polyethylene terephthalate Polymers 0.000 description 28
- 239000005020 polyethylene terephthalate Substances 0.000 description 28
- GPXJNWSHGFTCBW-UHFFFAOYSA-N Indium phosphide Chemical compound [In]#P GPXJNWSHGFTCBW-UHFFFAOYSA-N 0.000 description 26
- 230000006870 function Effects 0.000 description 25
- 230000005540 biological transmission Effects 0.000 description 18
- 238000006243 chemical reaction Methods 0.000 description 17
- 235000013305 food Nutrition 0.000 description 17
- 238000010411 cooking Methods 0.000 description 15
- 238000001746 injection moulding Methods 0.000 description 12
- 230000003750 conditioning effect Effects 0.000 description 11
- 238000005516 engineering process Methods 0.000 description 11
- 229910052738 indium Inorganic materials 0.000 description 11
- APFVFJFRJDLVQX-UHFFFAOYSA-N indium atom Chemical compound [In] APFVFJFRJDLVQX-UHFFFAOYSA-N 0.000 description 11
- 238000011282 treatment Methods 0.000 description 11
- RPQDHPTXJYYUPQ-UHFFFAOYSA-N indium arsenide Chemical compound [In]#[As] RPQDHPTXJYYUPQ-UHFFFAOYSA-N 0.000 description 10
- 239000000047 product Substances 0.000 description 10
- 238000013461 design Methods 0.000 description 9
- 239000011159 matrix material Substances 0.000 description 9
- 229910052785 arsenic Inorganic materials 0.000 description 8
- RQNWIZPPADIBDY-UHFFFAOYSA-N arsenic atom Chemical compound [As] RQNWIZPPADIBDY-UHFFFAOYSA-N 0.000 description 8
- 229910000673 Indium arsenide Inorganic materials 0.000 description 7
- 230000008859 change Effects 0.000 description 7
- 230000007423 decrease Effects 0.000 description 7
- 239000004020 conductor Substances 0.000 description 6
- 230000005670 electromagnetic radiation Effects 0.000 description 6
- 238000001228 spectrum Methods 0.000 description 6
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 5
- 238000013459 approach Methods 0.000 description 5
- 238000005265 energy consumption Methods 0.000 description 5
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 5
- 239000010931 gold Substances 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 238000003303 reheating Methods 0.000 description 5
- 230000004044 response Effects 0.000 description 5
- 229910052710 silicon Inorganic materials 0.000 description 5
- 239000010703 silicon Substances 0.000 description 5
- 229910000530 Gallium indium arsenide Inorganic materials 0.000 description 4
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 4
- KXNLCSXBJCPWGL-UHFFFAOYSA-N [Ga].[As].[In] Chemical compound [Ga].[As].[In] KXNLCSXBJCPWGL-UHFFFAOYSA-N 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 4
- 230000002411 adverse Effects 0.000 description 4
- 230000004888 barrier function Effects 0.000 description 4
- 239000003989 dielectric material Substances 0.000 description 4
- 230000004907 flux Effects 0.000 description 4
- 229910052737 gold Inorganic materials 0.000 description 4
- 230000017525 heat dissipation Effects 0.000 description 4
- 230000003993 interaction Effects 0.000 description 4
- 238000005457 optimization Methods 0.000 description 4
- 230000002829 reductive effect Effects 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 238000009736 wetting Methods 0.000 description 4
- 229910052725 zinc Inorganic materials 0.000 description 4
- 239000011701 zinc Substances 0.000 description 4
- 229910001020 Au alloy Inorganic materials 0.000 description 3
- 241000282412 Homo Species 0.000 description 3
- 241001465754 Metazoa Species 0.000 description 3
- 239000006096 absorbing agent Substances 0.000 description 3
- 235000013361 beverage Nutrition 0.000 description 3
- RZVXOCDCIIFGGH-UHFFFAOYSA-N chromium gold Chemical compound [Cr].[Au] RZVXOCDCIIFGGH-UHFFFAOYSA-N 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 239000002019 doping agent Substances 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 230000005611 electricity Effects 0.000 description 3
- 230000009931 harmful effect Effects 0.000 description 3
- 230000035876 healing Effects 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 238000002329 infrared spectrum Methods 0.000 description 3
- 230000031700 light absorption Effects 0.000 description 3
- 230000003287 optical effect Effects 0.000 description 3
- 210000000056 organ Anatomy 0.000 description 3
- 238000013021 overheating Methods 0.000 description 3
- -1 polyethylene terephthalate Polymers 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 230000003068 static effect Effects 0.000 description 3
- 239000013077 target material Substances 0.000 description 3
- 230000001225 therapeutic effect Effects 0.000 description 3
- 238000002560 therapeutic procedure Methods 0.000 description 3
- 230000000007 visual effect Effects 0.000 description 3
- JBRZTFJDHDCESZ-UHFFFAOYSA-N AsGa Chemical compound [As]#[Ga] JBRZTFJDHDCESZ-UHFFFAOYSA-N 0.000 description 2
- 230000005457 Black-body radiation Effects 0.000 description 2
- 229910000927 Ge alloy Inorganic materials 0.000 description 2
- 229910000990 Ni alloy Inorganic materials 0.000 description 2
- 229910001297 Zn alloy Inorganic materials 0.000 description 2
- BYDQGSVXQDOSJJ-UHFFFAOYSA-N [Ge].[Au] Chemical compound [Ge].[Au] BYDQGSVXQDOSJJ-UHFFFAOYSA-N 0.000 description 2
- 238000000862 absorption spectrum Methods 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 230000033228 biological regulation Effects 0.000 description 2
- 230000015556 catabolic process Effects 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000007812 deficiency Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 239000003814 drug Substances 0.000 description 2
- 238000000295 emission spectrum Methods 0.000 description 2
- 239000003292 glue Substances 0.000 description 2
- 239000003353 gold alloy Substances 0.000 description 2
- MSNOMDLPLDYDME-UHFFFAOYSA-N gold nickel Chemical compound [Ni].[Au] MSNOMDLPLDYDME-UHFFFAOYSA-N 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 238000011160 research Methods 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 230000000638 stimulation Effects 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 238000002834 transmittance Methods 0.000 description 2
- 238000003855 Adhesive Lamination Methods 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 206010010904 Convulsion Diseases 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910000599 Cr alloy Inorganic materials 0.000 description 1
- 208000032131 Diabetic Neuropathies Diseases 0.000 description 1
- 241000196324 Embryophyta Species 0.000 description 1
- 102000004190 Enzymes Human genes 0.000 description 1
- 108090000790 Enzymes Proteins 0.000 description 1
- GYHNNYVSQQEPJS-UHFFFAOYSA-N Gallium Chemical compound [Ga] GYHNNYVSQQEPJS-UHFFFAOYSA-N 0.000 description 1
- 229910001218 Gallium arsenide Inorganic materials 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 206010028813 Nausea Diseases 0.000 description 1
- 238000001069 Raman spectroscopy Methods 0.000 description 1
- BUGBHKTXTAQXES-UHFFFAOYSA-N Selenium Chemical compound [Se] BUGBHKTXTAQXES-UHFFFAOYSA-N 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- 208000002240 Tennis Elbow Diseases 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 238000002835 absorbance Methods 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 238000004378 air conditioning Methods 0.000 description 1
- AJGDITRVXRPLBY-UHFFFAOYSA-N aluminum indium Chemical compound [Al].[In] AJGDITRVXRPLBY-UHFFFAOYSA-N 0.000 description 1
- 238000004873 anchoring Methods 0.000 description 1
- 235000013405 beer Nutrition 0.000 description 1
- 229910052790 beryllium Inorganic materials 0.000 description 1
- ATBAMAFKBVZNFJ-UHFFFAOYSA-N beryllium atom Chemical compound [Be] ATBAMAFKBVZNFJ-UHFFFAOYSA-N 0.000 description 1
- 230000008033 biological extinction Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 230000003139 buffering effect Effects 0.000 description 1
- 229910052793 cadmium Inorganic materials 0.000 description 1
- BDOSMKKIYDKNTQ-UHFFFAOYSA-N cadmium atom Chemical compound [Cd] BDOSMKKIYDKNTQ-UHFFFAOYSA-N 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 239000000788 chromium alloy Substances 0.000 description 1
- 238000005345 coagulation Methods 0.000 description 1
- 230000015271 coagulation Effects 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 239000000109 continuous material Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 230000002939 deleterious effect Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 238000011982 device technology Methods 0.000 description 1
- 201000010099 disease Diseases 0.000 description 1
- 208000037765 diseases and disorders Diseases 0.000 description 1
- 208000037265 diseases, disorders, signs and symptoms Diseases 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 229910052733 gallium Inorganic materials 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000007429 general method Methods 0.000 description 1
- 229910052732 germanium Inorganic materials 0.000 description 1
- GNPVGFCGXDBREM-UHFFFAOYSA-N germanium atom Chemical compound [Ge] GNPVGFCGXDBREM-UHFFFAOYSA-N 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- SAOPTAQUONRHEV-UHFFFAOYSA-N gold zinc Chemical compound [Zn].[Au] SAOPTAQUONRHEV-UHFFFAOYSA-N 0.000 description 1
- 208000014617 hemorrhoid Diseases 0.000 description 1
- 229940088597 hormone Drugs 0.000 description 1
- 239000005556 hormone Substances 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000002488 metal-organic chemical vapour deposition Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 230000008693 nausea Effects 0.000 description 1
- 238000009828 non-uniform distribution Methods 0.000 description 1
- 239000013307 optical fiber Substances 0.000 description 1
- 230000005693 optoelectronics Effects 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000012536 packaging technology Methods 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 239000012071 phase Substances 0.000 description 1
- 230000010287 polarization Effects 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 229910052711 selenium Inorganic materials 0.000 description 1
- 239000011669 selenium Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 230000003595 spectral effect Effects 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 238000010561 standard procedure Methods 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 229910052714 tellurium Inorganic materials 0.000 description 1
- PORWMNRCUJJQNO-UHFFFAOYSA-N tellurium atom Chemical compound [Te] PORWMNRCUJJQNO-UHFFFAOYSA-N 0.000 description 1
- 239000002470 thermal conductor Substances 0.000 description 1
- 238000003856 thermoforming Methods 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 230000000451 tissue damage Effects 0.000 description 1
- 231100000827 tissue damage Toxicity 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 238000000927 vapour-phase epitaxy Methods 0.000 description 1
- 235000013311 vegetables Nutrition 0.000 description 1
Images



















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B13/00—Conditioning or physical treatment of the material to be shaped
- B29B13/02—Conditioning or physical treatment of the material to be shaped by heating
- B29B13/023—Half-products, e.g. films, plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B13/00—Conditioning or physical treatment of the material to be shaped
- B29B13/02—Conditioning or physical treatment of the material to be shaped by heating
- B29B13/023—Half-products, e.g. films, plates
- B29B13/024—Hollow bodies, e.g. tubes or profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/0033—Heating devices using lamps
- H05B3/0038—Heating devices using lamps for industrial applications
- H05B3/0057—Heating devices using lamps for industrial applications for plastic handling and treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0822—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using IR radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
- B29C49/786—Temperature
- B29C2049/7867—Temperature of the heating or cooling means
- B29C2049/78675—Temperature of the heating or cooling means of the heating means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/0715—Preforms or parisons characterised by their configuration the preform having one end closed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Radiation-Therapy Devices (AREA)
- Laser Surgery Devices (AREA)
- Laser Beam Processing (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
Abstract
【選択図】図13a
Description
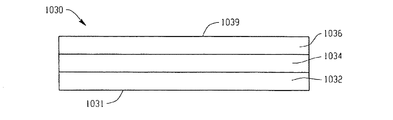
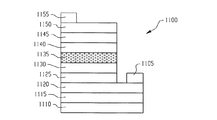
横伝導層1120は、InP基板1115と格子整合された(即ち、500ppm以内)InxGa1-xAsから成る。また、一以上の実施形態では、層1120はnドープされる。好ましいドーパントはシリコンであり、好ましいドーピング濃度は、約1×1019〜約3×1019/cm3とすることができる。横伝導層1120の厚さは、約0.5〜約2.0ミクロンとすることができる。
1.複数の素子の出力を組み合わせることにより十分な出力を提供する。
2.単一素子が適切に照射できる面積よりも大きい面積にわたる出力の十分な「広がり」を提供する。
3.RED素子アレイのプログラム可能性をアプリケーションにもたらす機能を提供する。
4.本明細書で述べた多くの機能的理由のために様々な特定の波長に調整した素子をアレーの形態に組み合わせることができるようにする。
5.出力の「幾何学形状」を特定のアプリーケションの条件に合わせ易くする。
6.素子の取り付け位置、放射角度及びコストをアプリーケションの条件に合わせ易くする。
7.移動する目標物に対する出力の同期又は他の「出力運動」を容易にする。
8.共通の制御回路での素子群の駆動に対応する。
9.多段加熱技術に対応する。
この式では、I0はビームの初期強度であり、αはその材料の比吸光係数である。時間tが大きくなるとき、ビームの強度は、最初のビーム内の放射エネルギーがホスト材料に吸収されることにより生じる指数関数的減衰を受ける。この理由で、最適な調理結果を達成するために赤外線加熱を使用すると、食品の厚さ、加える赤外線強度、照射波長、及び材料吸収率の間に複雑な相互作用が起こる。
Claims (71)
- モールド成形又は処理操作前に目標とするプラスチック部品を非接触で熱処理するシステムであって、
放射加熱の印加を容易にするように目標とするプラスチック部品を位置決めするように動作する手段と、
放射加熱に晒すためにプラスチック部品が中に位置決めされる熱監視制御セクションであって、該熱監視制御セクションは、電流を光子に直接変換するプロセスによって、1.1ないし5.0ミクロンの波長範囲内の赤外放射エネルギーを放出するように動作する、一またはそれ以上の固体REDベースのレザーダイオードを有し、該レザーダイオードは、アレイから放出される放射エネルギーの実質的な部分が目標部品の部分内に入射されるように、アレイ内に配置されるシステム。 - 複数のレザーダイオードから目標部品への改善された熱赤外放射エネルギーの放出を容易にするように形成された非プレーナーミラーをさらに有する、請求項1に記載のシステム。
- レザーダイオードのアレイは、少なくともいくつかの前記素子からの少なくともいくつかの照射出力パターンが目標品の表面上で互いにオーバーラップするように発散する照射ビームを有する少なくともいくつかの素子を含む、請求項1に記載のシステム。
- アレイによって目標部品の選択された部分内に放出される熱赤外放射エネルギーを向けなおすように動作可能な走査素子をさらに有する、請求項1に記載のシステム。
- 走査素子と、協動するミラーをさらに有し、該ミラーは、目標部品の選択された部分内に放射エネルギーを向けるように動作する、請求項4に記載のシステム。
- 前記走査素子は、放射エネルギーをプレーナー二次元走査領域に向けなおすことができ、これによって、三次元の動作が目標物を照射領域を通して移動させる移送手段より与えられる、請求項4に記載のシステム。
- 前記走査素子は、三次元走査領域内で放射エネルギーを再び方向づけることができる、請求項4に記載のシステム。
- 前記走査素子は、時間量、照射量または照射の位置決めの少なくとも一つが制御システムによって決められる信号を通して制御可能になるようにプログラムされている請求項7に記載のシステム。
- アレイによって目標部品の選択された部分内に放出される熱赤外放射エネルギーを再び方向づけるように動作可能な複数のレザー走査をさらに有する請求項1に記載のシステム。
- 位置決めするように動作可能な手段は、熱処理領域の内外に該プラスチック目標部品を繰り返し可能に移送するように動作可能な移送手段である請求項1に記載のシステム。
- 放射エネルギー出力のタイミングが、望まれる目標物を照射するように移送手段と同期することができるように、電流が選択されたREDベースのレザーダイオードに電流が印加される時を決定するように、制御手段が設定される、請求項10に記載のシステム。
- REDベースのレザーダイオードは、熱監視および制御セクションを通して、モールドされたそれぞれの目標部品の移送と同期してパルスする出力の時間に、パルスモードで放射エネルギーを放出するように動作する請求項1に記載のシステム。
- 前記熱監視制御セクションにおける構造部材および空気から廃熱を除去するように構成された、少なくとも一つの対流冷却装置または伝導冷却装置をさらに有する請求項1に記載のシステム。
- 前記伝導冷却装置は、温度を望ましい範囲に維持するために装置から伝導熱を連続的に除去するように、レザーダイオードアレイの設置手段に近接して熱的に連結された液体冷却熱伝導要素によって連続的にREDベースのレザーダイオードを冷却するサブシステムである請求項13に記載のシステム。
- 熱監視制御セクションに入る前の目標部品の温度を測定するように構成され、これによって潜在熱量が測定される温度センサーをさらに有する請求項1に記載のシステム。
- 温度制御システムは、目標部品の温度に基づいてREDベースのレザーダイオードに加えられる制御信号を生成するために用いられる請求項15に記載のシステム。
- 前期目標部品の小区分の温度が測定され、そのデータが、REDベースのレザー加熱を目標部品の小区分に与え、該目標部品の次のプロセスのために予め特定された温度にそれを加熱する制御信号を生成するように用いられる請求項16に記載のシステム。
- 各目標部品の温度を測定し、必要とされる各目標部品を独自に照射する制御システムのループを閉じることができる高速赤外線センサーによって目標部品の小区分の温度が測定され、次のプロセスのための選択された温度プロフィールを生成する請求項17に記載のシステム。
- 各目標部品の温度を測定し、必要とされる各目標部品を独自に照射する制御システムのループを閉じることができる高速赤外線カメラサブシステムによって目標部品の小区分の温度が測定され、次のプロセスのための選択された温度プロフィールを生成する請求項17に記載のシステム。
- REDベースのレザーダイオードのアレイは1.5−3.5μm波長の範囲内の放射エネルギーを放出するように動作可能である、請求項1に記載のシステム。
- REDベースのレザーダイオードは、特定の目標部品が製造される材料の加熱要求に合うように調整された、少なくとも一つの狭い波長範囲内の放射エネルギーを放出するように動作可能である、請求項1に記載のシステム。
- 目標部品の材料組成の少なくともいくつかにおける、各波長に特有の吸収速度のために、目標物の照射を行うために、少なくとも二つの波長が選ばれる、請求項21に記載のシステム。
- 目標部品の照射のために選択される波長が、目標組成物の基本吸収バンドに従って選択され、また所望の加熱厚さ、加熱部位、加熱速度、加熱される深さの少なくとも一つを最適化するように選択される、請求項21に記載のシステム。
- 延伸ブロー成型操作前の熱可塑性プリフォームの加熱方法であって、一連のプリフォームをブロー成型機の熱監視制御セクションを通して繰り返し移送するステップと、プリフォームの選択された部分に入射される熱赤外放射エネルギーの少なくとも一つの選択された波長を放出するように構成された、レザーダイオードを使用してプリフォームを照射することにより、望ましいプロセス温度にプリフォームの温度を上げるステップと、冷却システムを用いてブロー成型機の熱監視制御セクションの部品からの廃熱を除去するステップとを含む方法。
- 前記プリフォームの照射のために選択される波長は、熱可塑性材料の吸収特性を知り、熱透過深さ、加熱速度、加熱部位または加熱される厚さの少なくとも一つを最適化することによって選択される、請求項24に記載の方法。
- 到来するプリフォームの温度を測定して熱監視制御セクションに入る前の潜熱含有量を推測するステップと、到来するプリフォームの温度に基づいて、レザーダイオードに印加する制御信号を生成するステップと、これらの制御信号をレザーダイオードに伝えるステップと、出力が移送手段と同調するように、選択されたレザーダイオードに適時電流を印加する制御信号を用いるステップとをさらに含む、請求項24に記載の方法。
- レザーダイオードの照射出力が、各プリフォームの移送に同調して操作されるスキャナ素子によって前記プリフォームの選択された部分に入射するように再び方向づけされる、請求項26に記載の方法。
- 目標部品の小区分の温度を測定し、小区分にレザーダイオード加熱を印加する制御信号を生成するステップをさらに含む、請求項24に記載の方法。
- スキャナ素子は、照射がプリフォームの選択された部分に入る時間を変化させることができるように、プログラム的に制御可能になっている請求項27に記載の方法。
- レザーダイオードは、複数の素子アレイで構成されるREDベースのレザーダイオードである請求項27に記載の方法。
- レザーダイオード照射は、プリフォームを加熱するための石英ランプ照射を同様に用いることによって増加される請求項24に記載のシステム。
- 目標物に熱赤外放射熱を選択的に注入するシステムであって、少なくとも一つの固体放射線放射レザーダイオードと、少なくとも一つのレザーダイオードは、目標物についての関連するアプリケーションのための熱赤外放射エネルギー出力の選択された波長の一つであり、目標物が該レザーダイオードベースのシステムの照射によって加熱されるように目標物を位置決めする手段と、そこからの照射が目標物の選択された部分に向けられるように、アレイ内の少なくとも一つのレザーダイオードを位置決めする取り付け構造と、少なくとも一つのレザーダイオードに電流を供給する量とタイミングを制御し、それにより電流から光子放射に直接変換するプロセスを行い、熱放射エネルギーを生成する手段とを含むシステム。
- 少なくとも一つのレザーダイオードは、各レザーダイオード素子のx×y(x by y)アレイの形態をとり、該アレイの少なくとも一部分は、一般に円筒形状を有し、目標物における放射エネルギーの一般的な照準を容易にする、請求項32に記載のシステム。
- 少なくとも一つのレザーダイオードは、目標物に向けての放射エネルギーの必要な量子の一般的な照準を容易にする、各素子のカスタマイズされた配置の形態をとる、請求項32に記載のシステム。
- アレイは、目標物に向けての直接照射を容易にするために、少なくとも一つのチップオンボードまたはボールグリッドマウントアレイの形態である、請求項33に記載のシステム。
- レザーダイオード素子が設けられる回路基板は、レザーダイオード素子から熱を取り去るように動作するように選択された回路基板構成である、請求項33に記載のシステム。
- レザーダイオード素子が設けられる回路基板は、レザーダイオード素子およびサーキットボードから熱を取り去るために係契されたヒートシンク素子を有する、請求項36に記載のシステム。
- 熱を放出するための手段は、熱をシステムから実質的な距離だけ移動させるように動作する液体熱交換ジャケットを有する、請求項36に記載のシステム。
- 液体熱交換手段からの加熱液体媒体は、他の熱取得の必要性のために用いることができる場所に垂直に設けられる、請求項38に記載のシステム。
- 各レザーダイオード素子のx×yアレイは、1.1〜5マイクロメートルの範囲の、少なくとも一つの追加的に選択された赤外放射波長の放射エネルギーを生成する、少なくとも一つのレザーダイオード素子を含む、請求項33に記載のシステム。
- x×yアレイは、1.1〜5マイクロメートルの範囲の、少なくとも二つの異なる、選択された熱赤外放射波長を表わすL−REDベース素子の混合体を含む、請求項33に記載のシステム。
- アレイ内に設けられる各波長ごとに作動される素子のオン/オフ状態、電流の流れおよび位置の少なくとも一つを別々に制御するように構成された制御システムをさらに有する、請求項33に記載のシステム。
- アレイ内の位置と強度の少なくとも一方に関してアレイの小区分を個別に制御するように構成された制御システムをさらに有する、請求項33に記載のシステム。
- パルスモード動作を容易にするために駆動電流を供給するように構成された制御システムをさらに有する、請求項32に記載のシステム。
- 制御システムは、システムを推奨定常状態電流レベルより実質的に高い電流レベルでパルス動作させてパルス動作における瞬間放射強度を高くし、このようなシステムは、入力信号に応答してパルス動作のタイミングを決定するように動作する、請求項44に記載のシステム。
- 制御システムは、パルス動作の強度を移動する目標物と同期させる能力をさらに有する、請求項45に記載のシステム。
- 少なくとも一つのレザーダイオード要素は、実質的に非平面構造の配置で構成された複数のレザーダイオード素子のアレイを有する、請求項32に記載のシステム。
- L−RED素子は、三次元配列で構成された複数の回路基板上に展開され、これによりあるタイプの目標物の照射がより良好に行われる、請求項47に記載のシステム。
- アレイは、さらに、1.1〜5マイクロメートルの範囲外の範囲の波長を生成するように動作する、L−REDの少なくとも若干を含む、請求項41に記載のシステム。
- 電流を提供する手段は、システム照射出力の少なくとも一つの態様を制御するように動作するプログラム可能な制御システムである請求項32に記載のシステム。
- プログラム可能な制御システムは、温度センサからの少なくとも一つの入力を有し、この少なくとも一つの温度センサ入力に従って、少なくとも一つの出力パラメータを変化させるように動作可能である、請求項50に記載のシステム。
- プログラム可能な制御システムは、さらに、システムの照射出力の少なくとも一つの様相の修正に使用されるデータを提供するために目標物についての他のパラメータを監視するための少なくとも一つのインテリジェントセンサ入力を有する、請求項51に記載のシステム。
- 少なくとも一つのインテリジェントセンサ入力はカメラシステムを有する請求項52に記載のシステム。
- 温度センサは、単一箇所の温度測定センサによって監視することができる様相を超える少なくとも一つの様相で目標物を監視するように動作する熱赤外カメラを有する、請求項51に記載のシステム。
- レザーダイオードの少なくとも一つのアレイから目標物中への放射エネルギーの方向づけを改善させるように動作する少なくとも一つのほぼ円錐状のミラーをさらに有する、請求項32に記載のシステム。
- 少なくとも一つのレザーダイオードから目標物中に放射される放射エネルギーを再方向づけするように動作する走査素子をさらに有する、請求項32に記載のシステム。
- 少なくとも一つのレザーダイオードから目標物中に放射される放射エネルギーを再方向づけするように動作可能であり、かつそれぞれの走査素子は独特の割当てを有する複数の走査素子を有する、請求項32に記載のシステム。
- 走査素子と係合するミラーを有し、該ミラーは目標部品の選択された部分内に放射エネルギーを再び方向づけるように動作するミラーをさらに有する、請求項56に記載のシステム。
- 走査素子は、二つの平面二次元空間内で放射エネルギーを再方向づけすることができる、請求項56に記載のシステム。
- 走査素子は、三次元空間内で放射エネルギーを再方向づけることができる、請求項56に記載のシステム。
- 走査素子手段によって、移動する目標物の特定領域に放射エネルギーの選択された量子を方向づけるように、システムがプログラム化されるように、走査素子がプログラム的に制御可能になっている、請求項56に記載のシステム。
- 目標とするプラスチック部品は、ボトル製造プロセスにおけるPETプリフォームまたはPETボトルの少なくとも一つを含む請求項1に記載のシステム。
- 石英ランプの照射によりダイオードからの照射が増加するように、熱監視処理領域を通る移送通路に近接して石英ランプの少なくとも一つの設備を同様に含む、請求項62に記載のシステム。
- 目標物に適用される熱注入方法であって、
少なくとも一つの熱放射線放射レザーダイオードに晒すように目標物を位置決めすること、
その照射を目標物中に方向づけるように少なくとも一つのレザーダイオードを配置すること、
少なくとも一つの放射線放射レザーダイオードに選択的に電流を供給すること、および
目標物の吸収特性に対応する少なくとも一つの特定波長の照射を放出する少なくとも一つのレザーダイオードを選択すること、
放射エネルギーの放出が1.1〜5.0ミクロンの範囲であるように少なくとも一つのレザーダイオードをさらに選択すること、
目標物中に、熱放射レザーダイオードからの照射で少なくとも一つの特定波長の熱を選択的に注入すること、を含む熱注入方法。 - 目標物を晒すように位置決めする方法は、目標物を暴露領域の内外に繰り返し移動させる移送手段を有する、請求項64に記載の熱注入方法。
- 該少なくとも一つの特定波長は、2またはそれ以上の異なる波長を生成するダイオードが、各波長における吸収特性を結合することによってこれらの波長の組み合わせが望ましい端部に目標物を照射するように用いられるものとして定義される、請求項64に記載の熱注入方法。
- 該少なくとも一つの放射線放射素子は、パルスモードで動作する、請求項64に記載の方法。
- 目標物の一部の少なくとも一つの温度を測定し、該温度に基づいて選択された電流の供給を制御することをさらに含む、請求項64に記載の方法。
- 各目標物の少なくとも一つの温度を測定し、特定温度に到達するために各目標物を照射するのに必要な制御信号を送ることによってループを閉鎖することをさらに含む、請求項68に記載の方法。
- 位置決めする手段が、搬入通路および搬出通路を有するとともに、目標物を加熱照射領域を通して繰り返し移動させる移送手段を有する、請求項32に記載のシステム。
- レザーダイオード照射は、搬送手段の搬送経路に沿って配置される石英ランプによって増強され、目標物が石英ランプとレザーダイオードの組み合わせの熱処理システムを通して搬送される間に、これら両方のシステムによって照射される、請求項70に記載のシステム。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/448,630 US10857722B2 (en) | 2004-12-03 | 2006-06-07 | Method and system for laser-based, wavelength specific infrared irradiation treatment |
| PCT/US2007/013306 WO2007149221A2 (en) | 2006-06-07 | 2007-06-06 | A method and system for laser-based, wavelength specific infrared irradiation treatment |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009539646A true JP2009539646A (ja) | 2009-11-19 |
| JP2009539646A5 JP2009539646A5 (ja) | 2010-08-05 |
Family
ID=38833948
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009514353A Pending JP2009539646A (ja) | 2006-06-07 | 2007-06-06 | 波長特異的な熱放射及び処理を行う方法及びシステム |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US10857722B2 (ja) |
| EP (1) | EP2024163A4 (ja) |
| JP (1) | JP2009539646A (ja) |
| KR (1) | KR20090015955A (ja) |
| CN (1) | CN101466526A (ja) |
| AU (1) | AU2007261699A1 (ja) |
| BR (1) | BRPI0712681A2 (ja) |
| CA (1) | CA2652585A1 (ja) |
| MX (1) | MX2008014491A (ja) |
| RU (2) | RU2430832C2 (ja) |
| SG (1) | SG172683A1 (ja) |
| UA (1) | UA94751C2 (ja) |
| WO (1) | WO2007149221A2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011025170A (ja) * | 2009-07-27 | 2011-02-10 | Lintec Corp | 光照射装置および光照射方法 |
| JP2014162059A (ja) * | 2013-02-22 | 2014-09-08 | Mitsubishi Heavy Industries Food & Packaging Machinery Co Ltd | プリフォーム加熱装置 |
Families Citing this family (61)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2878185B1 (fr) * | 2004-11-22 | 2008-11-07 | Sidel Sas | Procede de fabrication de recipients comprenant une etape de chauffe au moyen d'un faisceau de rayonnement electromagnetique coherent |
| US10857722B2 (en) | 2004-12-03 | 2020-12-08 | Pressco Ip Llc | Method and system for laser-based, wavelength specific infrared irradiation treatment |
| US10687391B2 (en) * | 2004-12-03 | 2020-06-16 | Pressco Ip Llc | Method and system for digital narrowband, wavelength specific cooking, curing, food preparation, and processing |
| US7425296B2 (en) | 2004-12-03 | 2008-09-16 | Pressco Technology Inc. | Method and system for wavelength specific thermal irradiation and treatment |
| JP4577103B2 (ja) * | 2005-06-10 | 2010-11-10 | 株式会社デンソー | レーザ溶着良否判定方法及びその装置 |
| KR100754178B1 (ko) * | 2005-08-16 | 2007-09-03 | 삼성전자주식회사 | 유기발광다이오드 어레이를 발광원으로 채용한 노광장치 및 이를 적용한 화상형성장치 |
| FR2913210B1 (fr) * | 2007-03-02 | 2009-05-29 | Sidel Participations | Perfectionnements a la chauffe des matieres plastiques par rayonnement infrarouge |
| JP2010526645A (ja) | 2007-05-11 | 2010-08-05 | クラリメディックス・インコーポレイテッド | 低酸素および疾病におけるミトコンドリア機能の可視光調節 |
| EP2167297A2 (en) * | 2007-06-08 | 2010-03-31 | Pressco Technology Inc. | A method and system for wavelength specific thermal irradiation and treatment |
| FR2917005B1 (fr) * | 2007-06-11 | 2009-08-28 | Sidel Participations | Installation de chauffage des corps de preformes pour le soufflage de recipients |
| JP5513479B2 (ja) * | 2008-03-26 | 2014-06-04 | ダウ・コーニング・コーポレイション | シリコーン組成物および有機発光ダイオード |
| FR2935924B1 (fr) * | 2008-09-18 | 2010-11-12 | Sidel Participations | Dispositif et procede de mesure de la temperature de paroi d'une ebauche de recipient |
| FR2938789B1 (fr) * | 2008-11-24 | 2013-03-29 | Gregoire Lize | Procede et dispositif de chauffage par infrarouge de preformes plastiques. |
| AU2010221086A1 (en) * | 2009-03-05 | 2011-10-06 | Pressco Technology, Inc. | Digital heat injection by way of surface emitting semi-conductor devices |
| RU2011140349A (ru) | 2009-03-05 | 2013-04-10 | Пресско Текнолоджи, Инк. | Способ и система для цифровой узкополосной обработки приготовления, консервирования и подготовки пищи на определенных длинах волны |
| WO2010122469A1 (en) | 2009-04-21 | 2010-10-28 | Koninklijke Philips Electronics N.V. | Heating system and method of heating a body of a preform |
| DE102009025839A1 (de) | 2009-05-19 | 2010-11-25 | Krones Ag | Verfahren und Temperiervorrichtung zur Erwärmung von Vorformlingen vor deren Umformung zu Behältern |
| WO2011006168A1 (en) * | 2009-07-10 | 2011-01-13 | Pressco Technology, Inc. | Method and system for moldless bottle manufacturing |
| US9329091B2 (en) | 2009-08-06 | 2016-05-03 | Pressco Ip Llc | Shaped target absorption and dispersion modeling |
| RU2549390C2 (ru) * | 2009-09-15 | 2015-04-27 | Конинклейке Филипс Электроникс Н.В. | Способ нагрева преформы, управляющее устройство и система нагрева преформ |
| CA2774523A1 (en) * | 2009-09-18 | 2011-03-24 | Pressco Technology, Inc. | A narrowband de-icing and ice release system and method |
| FR2957294B1 (fr) * | 2010-03-10 | 2012-04-20 | Sidel Participations | Unite de traitement d'ebauches de corps creux par rayonnement, equipee d'un sas de confinement du rayonnement |
| EP2577156A4 (en) * | 2010-06-01 | 2014-07-02 | Pressco Ip Llc | DISTRIBUTED COOLING OF APPROPRIATE RADIATION-EMITTING SEMICONDUCTOR DEVICES |
| US9332877B2 (en) | 2010-06-11 | 2016-05-10 | Pressco Ip Llc | Cookware and cook-packs for narrowband irradiation cooking and systems and methods thereof |
| US9357877B2 (en) | 2010-06-11 | 2016-06-07 | Pressco Ip Llc | Cookware and cook-packs for narrowband irradiation cooking and systems and methods thereof |
| CN101950773A (zh) * | 2010-08-09 | 2011-01-19 | 上海联孚新能源科技有限公司 | 多结太阳电池隧道结的制备方法 |
| IT1402720B1 (it) * | 2010-11-19 | 2013-09-18 | Sacmi | Apparato per il riscaldamento di preforme in materiale termoplastico. |
| FR2976514B1 (fr) * | 2011-06-17 | 2013-07-12 | Sidel Participations | Procede de chauffe d'ebauches de recipients |
| FR2976841B1 (fr) | 2011-06-23 | 2013-08-02 | Sidel Participations | Procede de chauffe d'une ebauche de recipient a faible temperature de paroi externe |
| US10160163B2 (en) | 2011-08-11 | 2018-12-25 | The Boeing Company | Heating system for composite rework of aircraft |
| US10137651B2 (en) * | 2011-08-11 | 2018-11-27 | The Boeing Company | Heating system for composite rework of aircraft |
| GB201114048D0 (en) * | 2011-08-16 | 2011-09-28 | Intrinsiq Materials Ltd | Curing system |
| FR2982790B1 (fr) * | 2011-11-21 | 2014-03-14 | Sidel Participations | Unite de traitement thermique d'ebauches de recipients a double paroi rayonnante en quinconce |
| US9873308B2 (en) * | 2012-01-17 | 2018-01-23 | Koninklijke Philips N.V. | Heating system for heating a living being |
| RU2492939C1 (ru) * | 2012-02-27 | 2013-09-20 | Общество с ограниченной ответственностью "Центр инноваций и кооперации" | Ультрафиолетовый светодиодный облучатель |
| DE102012215581A1 (de) * | 2012-09-03 | 2014-03-06 | Krones Ag | Erwärmen von Kunststoffbehältern, insbesondere PET-Vorformlingen mit spektral schmalbandigem Licht |
| EP2911742B8 (en) | 2012-10-29 | 2017-11-15 | IR Focus ApS | Infra-red device for focused heating |
| FR3001912B1 (fr) * | 2013-02-14 | 2015-02-27 | Sidel Participations | "procede d'obtention d'un recipient marque comportant une etape de marquage d'une preforme" |
| US10064940B2 (en) | 2013-12-11 | 2018-09-04 | Siva Therapeutics Inc. | Multifunctional radiation delivery apparatus and method |
| KR101865652B1 (ko) * | 2014-05-07 | 2018-06-08 | 웨이브라이트 게엠베하 | 물질의 광파괴 다중-펄스 처치를 위한 기술 |
| US10559887B2 (en) | 2014-11-04 | 2020-02-11 | Flir Surveillance, Inc. | Multiband wavelength selective structure |
| JP2018527550A (ja) * | 2015-09-01 | 2018-09-20 | プレスコ アイピー エルエルシーPressco Ip Llc | 統合電力供給制御システム及び方法 |
| BR112018014882A2 (pt) | 2016-01-22 | 2018-12-26 | Pressco Ip Llc | sistema e método para a produção de um padrão de irradiação projetado em um sistema de banda estreita |
| US10465976B2 (en) | 2016-05-19 | 2019-11-05 | Bsh Home Appliances Corporation | Cooking within a refrigeration cavity |
| CN107775942A (zh) * | 2016-08-31 | 2018-03-09 | 岱纳包装(天津)有限公司 | 一种基于3d扫描的挤出胶胚自动调整和控制挤出吹塑的方法 |
| CN107775946A (zh) * | 2016-08-31 | 2018-03-09 | 岱纳包装(天津)有限公司 | 一种人机交互智能闭环控制全自动吹塑生产线及工艺 |
| CN107197540B (zh) * | 2017-06-01 | 2023-09-01 | 欧普照明股份有限公司 | 利用led进行加热的方法、装置、加热组件及设备 |
| EP3657903B1 (en) * | 2017-08-24 | 2022-01-12 | Mitsubishi Heavy Industries, Ltd. | Infrared heating device |
| CN111051990B (zh) | 2017-09-04 | 2024-01-26 | Asml荷兰有限公司 | 用于光刻装置的光学部件的加热系统 |
| RU2757033C2 (ru) * | 2017-11-27 | 2021-10-11 | Булат Малихович Абдрашитов | Система лазерного охлаждения |
| IT201800010825A1 (it) * | 2018-12-05 | 2020-06-05 | Gea Procomac Spa | Apparato di riscaldamento di preforme in materiale termoplastico |
| JP2022529289A (ja) | 2019-04-19 | 2022-06-20 | フォテックス インコーポレーテッド | 缶の内部をキュアリングするためのシステムおよび方法 |
| EP3769935B1 (en) * | 2019-07-22 | 2021-09-15 | SMI S.p.A. | Preform heating system |
| WO2021030177A1 (en) * | 2019-08-14 | 2021-02-18 | Corning Incorporated | Systems and methods for stiffening wet extrudate by circumferential irradiation |
| RU194343U1 (ru) * | 2019-09-05 | 2019-12-06 | Общество с ограниченной ответственностью "НАК инжиниринг" | Утюг |
| IT202000001360A1 (it) * | 2020-01-24 | 2021-07-24 | Smi Spa | Dispositivo di riscaldamento delle preforme |
| DE102020116681A1 (de) * | 2020-06-24 | 2021-12-30 | Krones Aktiengesellschaft | Vorrichtung und Verfahren zum Erwärmen von Kunststoffvorformlingen mit verstellbarer Fokussiereinrichtung |
| CN114449693A (zh) * | 2020-10-30 | 2022-05-06 | 肇昇精密科技有限公司 | 预浸料制造设备及其加热件 |
| DE102021107545A1 (de) * | 2021-03-25 | 2022-09-29 | Krones Aktiengesellschaft | Verfahren und Vorrichtung zum Analysieren von Kunststoffvorformlingen |
| RU208724U1 (ru) * | 2021-05-21 | 2022-01-11 | федеральное государственное автономное образовательное учреждение высшего образования "Санкт-Петербургский политехнический университет Петра Великого" (ФГАОУ ВО "СПбПУ") | Формирующее устройство для послойного выращивания с системой нагрева |
| DE102021119650A1 (de) * | 2021-07-28 | 2023-02-02 | Khs Gmbh | Verfahren und Vorrichtung zum Herstellen von Behältern |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05200843A (ja) * | 1991-07-01 | 1993-08-10 | Sidel Sa | 比較的厚い壁を有するプラスチック材料プレフォームの加熱方法及び装置 |
| JPH0740955A (ja) * | 1993-07-28 | 1995-02-10 | Toyo Seikan Kaisha Ltd | 耐熱性に優れた二軸延伸プラスチックボトルの製造方法および装置 |
| JPH10249930A (ja) * | 1997-03-18 | 1998-09-22 | Toyo Seikan Kaisha Ltd | 容器成形用素材の加熱状態検出装置およびその方法 |
| WO1998042050A1 (en) * | 1997-03-18 | 1998-09-24 | Sdl, Inc. | Pulsed semiconductor laser high power amplifier system and exemplary applications |
| JP2002535159A (ja) * | 1999-01-19 | 2002-10-22 | イー・ベー・カー・アー・パクニオン・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング | プラスチックからなる管状の容器、特に管の端を溶接するための装置 |
| WO2003002922A1 (de) * | 2001-06-29 | 2003-01-09 | Adphos Advanced Photonics Technologies Ag | Verfahren und vorrichtung zum trocknen und/oder vernetzen oder erwärmen mittels elektromagnetischer strahlung |
| JP2003523848A (ja) * | 2000-02-21 | 2003-08-12 | プラスチパック パッケージング インコーポレイテッド | 吹込成形プラスチックプレフォーム用ヒーター組立体 |
| WO2004009318A1 (en) * | 2001-01-26 | 2004-01-29 | Exfo Photonic Solutions Inc. | Addressable semiconductor array light source for localized radiation delivery |
| WO2006056673A1 (fr) * | 2004-11-22 | 2006-06-01 | Sidel Participations | Procede et installation de fabrication de recipients |
| JP2008521662A (ja) * | 2004-12-03 | 2008-06-26 | プレスコ テクノロジー インコーポレーテッド | 波長特異的な熱放射及び処理を行う方法及びシステム |
Family Cites Families (303)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2145196A (en) | 1933-11-16 | 1939-01-24 | Hygrade Sylvania Corp | Apparatus for treating foodstuffs |
| US2864932A (en) | 1954-08-19 | 1958-12-16 | Walter O Forrer | Infrared cooking oven |
| US3037443A (en) | 1955-01-26 | 1962-06-05 | Newkirk Floyd | Means for heating prepared and packaged sandwiches and similar articles of food |
| US3242804A (en) | 1963-03-05 | 1966-03-29 | Voigtlaender Ag | Slide projector with a mechanically driven slide-changing and magazine-stepping device |
| US3304406A (en) | 1963-08-14 | 1967-02-14 | Square Mfg Company | Infrared oven for heating food in packages |
| US3309553A (en) | 1963-08-16 | 1967-03-14 | Varian Associates | Solid state radiation emitters |
| US5260258A (en) | 1985-02-28 | 1993-11-09 | Dai Nippon Insatsu Kabushiki Kaisha | Sheet for heat transference |
| US4720480A (en) | 1985-02-28 | 1988-01-19 | Dai Nippon Insatsu Kabushiki Kaisha | Sheet for heat transference |
| US5270285A (en) | 1965-02-28 | 1993-12-14 | Dai Nippon Insatsu Kabushiki Kaisha | Sheet for heat transference |
| JPS61237691A (ja) | 1985-04-15 | 1986-10-22 | Dainippon Printing Co Ltd | 被熱転写シ−ト |
| US3456579A (en) | 1967-04-26 | 1969-07-22 | Francis J Woods | Packaged food display and heating device |
| US3632249A (en) | 1969-07-01 | 1972-01-04 | Cypro Inc | Apparatus for molding hollow plastic articles |
| US3632200A (en) | 1969-10-13 | 1972-01-04 | Gerald J Frey | Magazine-type slide projector |
| US3765813A (en) | 1970-01-15 | 1973-10-16 | L Moore | Blow molding apparatus |
| US3941670A (en) | 1970-11-12 | 1976-03-02 | Massachusetts Institute Of Technology | Method of altering biological and chemical activity of molecular species |
| US3899611A (en) | 1972-05-22 | 1975-08-12 | Scm Corp | Curing by actinic radiation |
| US4020232A (en) | 1974-05-17 | 1977-04-26 | Mitsubishi Paper Mills, Ltd. | Heat-sensitive recording sheets |
| US4058699A (en) | 1975-08-01 | 1977-11-15 | Arthur D. Little, Inc. | Radiant zone heating apparatus and method |
| US4096369A (en) | 1975-11-20 | 1978-06-20 | Matsushita Electric Industrial Co., Ltd. | Microwave oven |
| US4009042A (en) | 1976-01-15 | 1977-02-22 | Corning Glass Works | Transparent, infra-red transmitting glass-ceramics |
| US4224096A (en) | 1976-03-25 | 1980-09-23 | W. R. Grace & Co. | Laser sealing of thermoplastic material |
| US4018612A (en) | 1976-03-25 | 1977-04-19 | Corning Glass Works | Transparent beta-quartz glass-ceramics |
| US4079104A (en) | 1976-04-16 | 1978-03-14 | Owens-Illinois, Inc. | Method for heating plastic articles |
| US4135077A (en) | 1976-09-16 | 1979-01-16 | Wills Kendall S | Laser bread browning apparatus |
| US4097715A (en) | 1977-05-16 | 1978-06-27 | General Refractories Company | Laser jet bell kiln |
| US4163238A (en) | 1978-06-09 | 1979-07-31 | The United States Of America As Represented By The Secretary Of The Army | Infrared semiconductor device with superlattice region |
| US4304978A (en) | 1978-10-05 | 1981-12-08 | Coherent, Inc. | Heat treating using a laser |
| US4228345A (en) | 1978-12-28 | 1980-10-14 | Black Body Corporation | Traveling infrared bell oven system |
| US4331858A (en) | 1980-02-14 | 1982-05-25 | Pet Incorporated | Open hearth oven |
| GB2076627B (en) | 1980-05-16 | 1984-10-03 | United Biscuits Ltd | Radiant heat cooking apparatus |
| JPS6034016B2 (ja) | 1980-07-21 | 1985-08-06 | 株式会社東芝 | 加熱ヒ−タ付高周波加熱装置 |
| JPS5780030A (en) | 1980-11-06 | 1982-05-19 | Mitsubishi Plastics Ind Ltd | Manufacture of plastic bottle |
| US4374678A (en) | 1981-06-01 | 1983-02-22 | Texas Instruments Incorporated | Process for forming HgCoTe alloys selectively by IR illumination |
| JPS5843751A (ja) | 1981-09-08 | 1983-03-14 | ユナイテツド・ビスケツツ(ユ−ケイ)リミテツド | 食品加熱方法およびその装置 |
| US4453806A (en) | 1982-01-13 | 1984-06-12 | The United States Of America As Represented By The Secretary Of The Air Force | Eye safe laser transmitter |
| US4456811A (en) | 1982-06-21 | 1984-06-26 | Avco Everett Research Laboratory, Inc. | Method of and apparatus for heat treating axisymmetric surfaces with an annular laser beam |
| US4455319A (en) | 1982-07-06 | 1984-06-19 | Toastmaster, Inc. | Method of effecting long wavelength radiation cooking |
| JPS5914778A (ja) | 1982-07-16 | 1984-01-25 | Nobuhide Maeda | 冷凍食品の解凍方法 |
| US4486639A (en) | 1982-07-19 | 1984-12-04 | Control Data Corporation | Microwave oven quartz lamp heaters |
| US4459458A (en) | 1982-08-30 | 1984-07-10 | The Warner & Swasey Company | Machine tool with laser heat treating |
| US4507538A (en) | 1982-10-22 | 1985-03-26 | Mostek Corporation | Laser hardening with selective shielding |
| JPS59184626A (ja) | 1983-04-06 | 1984-10-20 | Mitsubishi Heavy Ind Ltd | 吹き込み延伸パイプ成形方法 |
| US4481405A (en) | 1983-04-27 | 1984-11-06 | Malick Franklin S | Cooking appliance |
| FR2561986B1 (fr) | 1984-03-28 | 1986-09-26 | Pont A Mousson | Dispositif de chauffage d'ebauches en materiau thermoplastique en vue de former, par soufflage, des corps creux |
| IT1179063B (it) | 1984-08-20 | 1987-09-16 | Fiat Auto Spa | Apparecchiatura per effettuare trattamenti su pezzi metallici mediante laser di potenza |
| NL8402659A (nl) | 1984-08-31 | 1986-03-17 | Optische Ind De Oude Delft Nv | Werkwijze en inrichting voor het justeren van de gelijkloop van een vizierinrichting en een zwenkbaar orgaan. |
| FR2571201B1 (fr) | 1984-10-02 | 1987-01-02 | Valeo | Procede de chauffage dans la masse d'une substance par exemple en vue d'une vulcanisation ou d'une polymerisation |
| US4672169A (en) | 1985-03-21 | 1987-06-09 | Standard Oil Company (Indiana) | Apparatus and method for heating materials with a laser heat source |
| CN1007967B (zh) | 1985-04-01 | 1990-05-16 | 欧文斯-伊利诺衣公司 | 吹塑机 |
| JPS6237350A (ja) | 1985-08-12 | 1987-02-18 | Toshiba Corp | 表面熱処理装置 |
| US4816694A (en) | 1985-08-15 | 1989-03-28 | Sanders Associates, Inc. | Radiation system |
| US4754141A (en) | 1985-08-22 | 1988-06-28 | High Technology Sensors, Inc. | Modulated infrared source |
| US4810092A (en) | 1986-02-21 | 1989-03-07 | Midac Corporation | Economical spectrometer unit having simplified structure |
| JPH074986B2 (ja) | 1986-05-26 | 1995-01-25 | 富士写真フイルム株式会社 | 感熱記録材料 |
| JPH0717102B2 (ja) | 1986-10-08 | 1995-03-01 | 富士写真フイルム株式会社 | 感熱記録材料 |
| EP0273752B1 (en) | 1986-12-25 | 1992-08-19 | Fuji Photo Film Co., Ltd. | Method of manufacturing heat sensitive recording material |
| US4764561A (en) | 1987-06-12 | 1988-08-16 | Nalco Chemical Company | Melamine-formaldehyde/styrene-acrylate paint detackification composition |
| JPH0741742B2 (ja) | 1987-10-02 | 1995-05-10 | 富士写真フイルム株式会社 | 感熱記録材料 |
| GB2210702B (en) | 1987-10-02 | 1991-11-06 | Fuji Photo Film Co Ltd | Heat sensitive recording material |
| JPH01108940A (ja) | 1987-10-23 | 1989-04-26 | Tokyo Sokuhan Kk | 食品加工方法 |
| JPH06104385B2 (ja) | 1987-12-01 | 1994-12-21 | 富士写真フイルム株式会社 | 感熱記録材料 |
| JPH01163027A (ja) | 1987-12-21 | 1989-06-27 | Matsushita Electric Ind Co Ltd | 光学素子の成形方法およびその装置 |
| LU87192A1 (de) | 1988-04-07 | 1989-11-14 | Euratom | Vorrichtung zum herstellen amorpher keramikstoffe oder metallegierungen |
| US4865748A (en) | 1988-04-20 | 1989-09-12 | Aqua-D Corp. | Method and system for variable frequency electromagnetic water treatment |
| US5036179A (en) | 1988-05-19 | 1991-07-30 | Quadlux, Inc. | Visible light and infra-red cooking apparatus |
| US5665259A (en) | 1988-05-19 | 1997-09-09 | Quadlux, Inc. | Method of cooking food in a lightwave oven using visible light without vaporizing all surface water on the food |
| US5883362A (en) | 1988-05-19 | 1999-03-16 | Quadlux, Inc. | Apparatus and method for regulating cooking time in a lightwave oven |
| US5726423A (en) | 1988-05-19 | 1998-03-10 | Quadlux, Inc. | Apparatus and method for regulating cooking time in a radiant energy oven |
| US5517005A (en) | 1988-05-19 | 1996-05-14 | Quadlux, Inc. | Visible light and infra-red cooking apparatus |
| US5954980A (en) | 1988-05-19 | 1999-09-21 | Quadlux, Inc. | Apparatus and method for uniformly cooking food with asymmetrically placed radiant energy sources |
| US4900891A (en) | 1988-06-20 | 1990-02-13 | Roger Vega | Laser ice removal system |
| US5260715A (en) | 1988-06-28 | 1993-11-09 | Fuji Photo Film Co., Ltd. | Method of and apparatus for thermally recording image on a transparent heat sensitive material |
| US4989791A (en) | 1988-07-01 | 1991-02-05 | Ridenour Ralph Gaylord | Valve nozzle assembly |
| US4894509A (en) | 1988-12-13 | 1990-01-16 | International Business Machines Corporation | Laser assisted heater bar for multiple lead attachment |
| US4948937A (en) | 1988-12-23 | 1990-08-14 | Itt Corporation | Apparatus and method for heat cleaning semiconductor material |
| US4899908A (en) | 1988-12-30 | 1990-02-13 | Dale Kardiak | Vending machine for dispensing heated peanuts |
| ES2045598T3 (es) | 1989-03-14 | 1994-01-16 | Bekum Maschf Gmbh | Procedimiento para calentar preformas inyectadas sacadas de un deposito de reserva para el subsiguiente soplado para formar cuerpos huecos en un molde de soplado y dispositivo para moldear por soplado preformas prefabricadas. |
| KR930001675B1 (ko) | 1989-04-14 | 1993-03-08 | 가부시끼가이샤 히다찌세이사꾸쇼 | 비디오카메라의 화이트밸런스 조정장치 |
| JPH02286218A (ja) | 1989-04-27 | 1990-11-26 | Aisin Seiki Co Ltd | 放射伝熱機能を有する成形機の加熱シリンダ |
| JPH0373814A (ja) | 1989-08-15 | 1991-03-28 | Jujo Paper Co Ltd | 光出力、主波長識別方法 |
| US5010659A (en) | 1989-09-08 | 1991-04-30 | W. R. Grace & Co.-Conn. | Infrared drying system |
| US6638413B1 (en) | 1989-10-10 | 2003-10-28 | Lectro Press, Inc. | Methods and apparatus for electrolysis of water |
| EP0431808A3 (en) | 1989-12-08 | 1992-05-20 | Tokyo Electric Co., Ltd. | Tag printer |
| US5061836A (en) | 1990-01-18 | 1991-10-29 | United Technologies Corporation | Microwave deicing for aircraft engine propulsor blades |
| JP2797733B2 (ja) | 1990-03-14 | 1998-09-17 | 松下電器産業株式会社 | 光学情報記録部材の記録方法 |
| US5154512A (en) | 1990-04-10 | 1992-10-13 | Luxtron Corporation | Non-contact techniques for measuring temperature or radiation-heated objects |
| US5160556A (en) | 1990-08-22 | 1992-11-03 | United Container Machinery Group, Inc. | Method of hardening corrugating rolls |
| WO1992005026A1 (en) | 1990-09-13 | 1992-04-02 | Wellstar Holding B.V. | Preform for polyester bottle |
| JPH04280915A (ja) | 1991-01-10 | 1992-10-06 | Nippon Steel Corp | 金属線材のレーザ熱処理法およびその装置 |
| IT1247067B (it) | 1991-01-14 | 1994-12-12 | Cartigliano Off Spa | Metodo ed apparato per il condizionamento di prodotti biologici |
| JPH04254234A (ja) | 1991-01-30 | 1992-09-09 | Suzuki Motor Corp | 光導波型ウインドガラス |
| EP0505082B1 (en) | 1991-03-20 | 1995-08-09 | Matsushita Electric Industrial Co., Ltd. | Electric cooking apparatus |
| JP3132840B2 (ja) | 1991-03-22 | 2001-02-05 | コニカ株式会社 | 感熱転写記録用受像シートおよび感熱転写記録方法 |
| US5261415A (en) | 1991-07-12 | 1993-11-16 | Ciba Corning Diagnostics Corp. | CO2 mainstream capnography sensor |
| US5163179A (en) | 1991-07-18 | 1992-11-10 | The United States Of America As Represented By The Secretary Of The Air Force | Platinum silicide infrared diode |
| US5691989A (en) | 1991-07-26 | 1997-11-25 | Accuwave Corporation | Wavelength stabilized laser sources using feedback from volume holograms |
| US5206039A (en) | 1991-09-24 | 1993-04-27 | Valyi Emery I | Apparatus for conditioning pressure molded plastic articles |
| US5258825A (en) | 1991-11-13 | 1993-11-02 | Perten Instruments North America, Inc. | Optical compositional analyzer apparatus and method for detection of ash in wheat and milled wheat products |
| US5721286A (en) | 1991-11-14 | 1998-02-24 | Lockheed Martin Energy Systems, Inc. | Method for curing polymers using variable-frequency microwave heating |
| SK101194A3 (en) | 1992-02-27 | 1997-04-09 | Hayes Wheel Int Inc | Method for producing heat treated metall parts, particularly vehicle wheels |
| US5349211A (en) | 1992-03-26 | 1994-09-20 | Nec Corporation | Semiconductor infrared emitting device with oblique side surface with respect to the cleavage |
| FR2689442B1 (fr) | 1992-04-03 | 1995-06-23 | Sidel Sa | Procede de conditionnement thermique de preformes en matieres thermoplastiques et dispositif pour la mise en óoeuvre de ce procede. |
| FR2691401B1 (fr) | 1992-05-20 | 1994-08-05 | Sidel Sa | Unite pour le traitement thermique de recipients en pet lors de la fabrication de ceux-ci. |
| AU679186B2 (en) | 1992-07-07 | 1997-06-26 | Graham Packaging Pet Technologies Inc. | Method of forming container with high-crystallinity sidewalland low-clystallinity base |
| JPH06105642A (ja) | 1992-09-28 | 1994-04-19 | Isao Watanabe | 乾燥水産物の粉末物とその粉末物の製造方法とその 粉末物の製造装置と乾燥水産物の粉末物による成形 方法と乾燥水産物の粉末物による成形物とその成形 物の成形のための成形枠と乾燥水産物の粉末物から なる調味料と食品添加物 |
| DE4234342C2 (de) | 1992-10-12 | 1998-05-14 | Fraunhofer Ges Forschung | Verfahren zur Materialbearbeitung mit Laserstrahlung |
| US5364645A (en) | 1992-10-30 | 1994-11-15 | The Regents Of The University Of California | Method of controlling microorganisms by pulsed ultraviolet laser radiation |
| CN2147089Y (zh) | 1992-11-17 | 1993-11-24 | 双鸭山市第四塑料厂 | 旋转吹塑机头联接器 |
| FR2703944B1 (fr) | 1993-04-15 | 1995-06-23 | Sidel Sa | Procédé et installation pour le traitement thermique du corps d'une préforme en matériau thermoplastique. |
| US5382441A (en) | 1993-04-16 | 1995-01-17 | The Pillsbury Company | Method of processing food utilizing infrared radiation |
| JP2914847B2 (ja) | 1993-07-09 | 1999-07-05 | 株式会社東芝 | 半導体レーザ装置 |
| JP2936966B2 (ja) | 1993-08-06 | 1999-08-23 | 松下電器産業株式会社 | 加熱調理装置 |
| US5567459A (en) | 1993-10-12 | 1996-10-22 | Centro De Investigacion Y De Estudios Avanzados-Del I.P.N. | Method of cooking corn dough tortillas using infrared radiation |
| US5593713A (en) | 1993-10-12 | 1997-01-14 | De La Luz-Martinez; Jose | Method for cooking tortillas using very low and low frequency radio waves |
| US5457299A (en) | 1993-10-29 | 1995-10-10 | International Business Machines Corporation | Semiconductor chip packaging method which heat cures an encapsulant deposited on a chip using a laser beam to heat the back side of the chip |
| US6011242A (en) | 1993-11-01 | 2000-01-04 | Quadlux, Inc. | Method and apparatus of cooking food in a lightwave oven |
| US5509733A (en) | 1993-12-21 | 1996-04-23 | Ta Instruments, Inc. | Infrared heated differential thermal analyzer |
| US6450941B1 (en) | 1994-01-21 | 2002-09-17 | Eric Larsen | Device for the stimulation of body cells through electromagnetic radiation |
| FR2721493B1 (fr) | 1994-06-27 | 1996-09-06 | Dauliach Michel Henri | Friteuse sans bain d'huile. |
| DE69506053T2 (de) | 1994-07-22 | 1999-05-20 | Fuji Kagaku Shikogyo | Thermotransferaufzeichnungsmaterial |
| DE4429913C1 (de) | 1994-08-23 | 1996-03-21 | Fraunhofer Ges Forschung | Vorrichtung und Verfahren zum Plattieren |
| JP2954858B2 (ja) | 1994-09-16 | 1999-09-27 | 日精エー・エス・ビー機械株式会社 | 射出延伸ブロー成形装置及び方法 |
| US5698866A (en) | 1994-09-19 | 1997-12-16 | Pdt Systems, Inc. | Uniform illuminator for phototherapy |
| IL111428A (en) | 1994-10-27 | 1997-07-13 | Supercom Ltd | Laminated plastic cards and process and apparatus for making them |
| US5610930A (en) | 1995-03-02 | 1997-03-11 | Hughes Aircraft Company | Voltage adding diode laser array |
| US5565119A (en) | 1995-04-28 | 1996-10-15 | International Business Machines Corporation | Method and apparatus for soldering with a multiple tip and associated optical fiber heating device |
| US5553391A (en) | 1995-06-05 | 1996-09-10 | Bakalar; Sharon F. | Method and apparatus for heat treating webs |
| JPH08337065A (ja) | 1995-06-13 | 1996-12-24 | Fujicopian Co Ltd | 熱転写記録材料 |
| JP3092482B2 (ja) | 1995-07-12 | 2000-09-25 | 松下電器産業株式会社 | 高周波加熱装置 |
| US5888644A (en) | 1995-07-17 | 1999-03-30 | Fujicopian Co., Ltd. | Thermal transfer recording material |
| JP2882315B2 (ja) | 1995-07-31 | 1999-04-12 | 松下電器産業株式会社 | 加熱調理装置 |
| US5643620A (en) | 1995-08-09 | 1997-07-01 | Electra Form, Inc. | Continuous injection molding system |
| US5589210A (en) | 1995-08-23 | 1996-12-31 | Centro De Investigacion Y De Estudios-Avanzados Del I.P.N. | Method for cooking wheat flour products by using infrared radiation |
| US5740314A (en) | 1995-08-25 | 1998-04-14 | Edison Welding Institute | IR heating lamp array with reflectors modified by removal of segments thereof |
| US5964749A (en) | 1995-09-15 | 1999-10-12 | Esc Medical Systems Ltd. | Method and apparatus for skin rejuvenation and wrinkle smoothing |
| WO1997010936A2 (en) | 1995-09-20 | 1997-03-27 | Uponor B.V. | Method for heating and/or cross-linking of polymers and apparatus therefor |
| JPH0999644A (ja) | 1995-10-09 | 1997-04-15 | Fujicopian Co Ltd | 熱転写記録材料 |
| US5607711A (en) | 1995-11-01 | 1997-03-04 | The Regents Of The University Of California | Method of controlling insects and mites with pulsed ultraviolet light |
| US5864119A (en) | 1995-11-13 | 1999-01-26 | Radiant Technology Corporation | IR conveyor furnace with controlled temperature profile for large area processing multichip modules |
| JPH09142031A (ja) | 1995-11-22 | 1997-06-03 | Fujicopian Co Ltd | 熱転写記録材料 |
| JP2891150B2 (ja) | 1995-11-28 | 1999-05-17 | 松下電器産業株式会社 | 加熱調理装置 |
| DE19603974B4 (de) | 1996-01-26 | 2004-05-19 | Udo Prof. Dr.-Ing. Hellwig | Verfahren zum Verformen von Körpern und Materialbahnen |
| KR970062531A (ko) | 1996-02-23 | 1997-09-12 | 김광호 | 전자렌지의 구동제어방법 |
| JP3672678B2 (ja) | 1996-04-05 | 2005-07-20 | 富士通株式会社 | 量子半導体装置およびその製造方法 |
| JPH09293587A (ja) | 1996-04-26 | 1997-11-11 | Miyamura Denki Kk | 電子レンジのコンベアー装置 |
| JPH1014776A (ja) | 1996-06-28 | 1998-01-20 | Main:Kk | 焼き物調理器具 |
| GB2315450B (en) | 1996-07-20 | 2000-10-11 | Mckechnie Plastics Ltd | Improved method and apparatus for shaping thermoplastic tubes |
| US5823474A (en) | 1996-09-05 | 1998-10-20 | Sunlase, Inc. | Aircraft ice detection and de-icing using lasers |
| FR2754347B1 (fr) | 1996-10-09 | 1998-11-27 | Seb Sa | Dispositif de detection de fumee pour appareil de cuisson |
| US5820820A (en) | 1997-04-18 | 1998-10-13 | Pierce; Brian N. | Method of thermally and selectively separating water and or solvents from solids under vacuum utilizing radiant heat |
| US5925710A (en) | 1997-04-23 | 1999-07-20 | Hoechst Celanese Corporation | Infrared absorbing polyester packaging polymer |
| DE19815276B4 (de) | 1997-05-02 | 2010-04-08 | C.A. Greiner & Söhne Ges.m.b.H. | Nachbehandlungsverfahren für einen extrudierten Gegenstand |
| US5928220A (en) * | 1997-06-10 | 1999-07-27 | Shimoji; Yutaka | Cordless dental and surgical laser |
| JPH1146741A (ja) | 1997-08-06 | 1999-02-23 | Hasu Prod:Kk | 保存食品の製造方法 |
| US6915734B2 (en) | 1997-08-19 | 2005-07-12 | Arios, S.A. | Pizza making method and system |
| US5834313A (en) | 1997-09-19 | 1998-11-10 | Johnson & Johnson Medical, Inc. | Container monitoring system |
| US6815206B2 (en) | 1997-09-19 | 2004-11-09 | Ethicon, Inc. | Container monitoring system |
| US6013900A (en) | 1997-09-23 | 2000-01-11 | Quadlux, Inc. | High efficiency lightwave oven |
| US5958271A (en) | 1997-09-23 | 1999-09-28 | Quadlux, Inc. | Lightwave oven and method of cooking therewith with cookware reflectivity compensation |
| CN2310523Y (zh) | 1997-10-07 | 1999-03-17 | 魏传勤 | 一种新型烘烤箱 |
| US5953356A (en) | 1997-11-04 | 1999-09-14 | Wisconsin Alumni Research Foundation | Intersubband quantum box semiconductor laser |
| US6482672B1 (en) | 1997-11-06 | 2002-11-19 | Essential Research, Inc. | Using a critical composition grading technique to deposit InGaAs epitaxial layers on InP substrates |
| US5981611A (en) | 1997-11-24 | 1999-11-09 | Prince Corporation | Thermoformable foam with infrared receptors |
| US6069345A (en) | 1997-12-11 | 2000-05-30 | Quadlux, Inc. | Apparatus and method for cooking food with a controlled spectrum |
| US5909037A (en) | 1998-01-12 | 1999-06-01 | Hewlett-Packard Company | Bi-level injection molded leadframe |
| US6022920A (en) | 1998-01-23 | 2000-02-08 | Eastman Chemical Company | Method for the production of clear bottles having improved reheat |
| US6080146A (en) | 1998-02-24 | 2000-06-27 | Altshuler; Gregory | Method and apparatus for hair removal |
| US6503586B1 (en) | 1998-02-25 | 2003-01-07 | Arteva North America S.A.R.L. | Title improved infrared absorbing polyester packaging polymer |
| US6133551A (en) | 1998-03-12 | 2000-10-17 | Morrison; John W. | Kiln |
| ES2640937T3 (es) * | 1998-03-27 | 2017-11-07 | The General Hospital Corporation | Procedimiento para el direccionamiento selectivo de glándulas sebáceas |
| US6038786A (en) | 1998-04-16 | 2000-03-21 | Excel Dryer Inc. | Hand dryer |
| US6146677A (en) | 1998-05-01 | 2000-11-14 | Remco Techologies, Inc. | High efficiency infrared oven |
| US6057528A (en) | 1998-06-02 | 2000-05-02 | Amana Company, L.P. | Compact high speed oven |
| JP3223882B2 (ja) | 1998-06-03 | 2001-10-29 | 松下電器産業株式会社 | オーブントースタ |
| KR20000009949A (ko) | 1998-07-29 | 2000-02-15 | 구자홍 | 상이한 파장의 가열원을 구비하는 전자레인지 |
| CA2343361A1 (en) | 1998-09-11 | 2000-03-23 | Berkshire Laboratories, Inc. | Methods for using resonant acoustic energy to detect or effect structures |
| JP3268443B2 (ja) | 1998-09-11 | 2002-03-25 | 科学技術振興事業団 | レーザ加熱装置 |
| US6206325B1 (en) | 1998-09-18 | 2001-03-27 | Sunlase, Inc. | Onboard aircraft de-icing using lasers |
| US20040056006A1 (en) | 1998-10-01 | 2004-03-25 | The Welding Institute | Welding method |
| US6507042B1 (en) | 1998-12-25 | 2003-01-14 | Fujitsu Limited | Semiconductor device and method of manufacturing the same |
| US6018146A (en) | 1998-12-28 | 2000-01-25 | General Electric Company | Radiant oven |
| JP2000205573A (ja) | 1999-01-07 | 2000-07-25 | Matsushita Electric Ind Co Ltd | オ―ブント―スタ― |
| DE19901540A1 (de) | 1999-01-16 | 2000-07-20 | Philips Corp Intellectual Pty | Verfahren zur Feinabstimmung eines passiven, elektronischen Bauelementes |
| US6174388B1 (en) | 1999-03-15 | 2001-01-16 | Lockheed Martin Energy Research Corp. | Rapid infrared heating of a surface |
| RU2157958C1 (ru) | 1999-04-05 | 2000-10-20 | Новгородский государственный университет им. Ярослава Мудрого | Способ автоматического регулирования процесса сушки зерна и устройство для его осуществления |
| DE10000859A1 (de) * | 1999-04-23 | 2000-10-26 | Carsten Duesterhoeft | Automatisiertes Verfahren und Vorrichtung zum spanlosen Umformen eines Körpers |
| IL146070A0 (en) | 1999-04-23 | 2002-07-25 | Automated method and device for the non-cutting shaping of body | |
| US6967716B1 (en) | 1999-04-23 | 2005-11-22 | Pressco Technology Inc. | Apparatus and method for inspecting multi-layer plastic containers |
| DE19919191A1 (de) | 1999-04-29 | 2000-11-02 | Bielomatik Leuze & Co | Verfahren und Vorrichtung zum Schweißen |
| FR2793105B1 (fr) | 1999-04-30 | 2001-06-01 | Saint Gobain Vitrage | Vitrages chauffants, en particulier pour vehicules |
| US6294769B1 (en) | 1999-05-12 | 2001-09-25 | Mccarter David | Infrared food warming device |
| US6080436A (en) | 1999-06-14 | 2000-06-27 | Lenahan; Terrance F. | Bread refreshing method |
| US6928235B2 (en) | 1999-07-19 | 2005-08-09 | Shirley Pollack | Forced air dryer for infant's bottom |
| US6357504B1 (en) | 1999-07-29 | 2002-03-19 | Owens Corning Fiberglas Technology, Inc. | Technology for attaching facing system to insulation product |
| DE19944484C1 (de) | 1999-09-16 | 2001-04-19 | Precitec Gmbh | Wechselvorrichtung für einen Linsenhalter eines Anschlusskopfs zur Bearbeitung eines Werkstücks mittels eines Laserstrahls |
| US6204492B1 (en) | 1999-09-20 | 2001-03-20 | Graphic Packaging Corporation | Abuse-tolerant metallic packaging materials for microwave cooking |
| US6953340B2 (en) | 1999-09-24 | 2005-10-11 | Cao Group, Inc. | Light for use in activating light-activated materials, the light having a detachable light module containing a heat sink and a semiconductor chip |
| US6400737B1 (en) | 1999-12-14 | 2002-06-04 | Agere Systems Guardian Corp. | Automatic closed-looped gain adjustment for a temperature tuned, wavelength stabilized laser source in a closed-loop feedback control system |
| AU2208001A (en) | 1999-12-23 | 2001-07-09 | Alan Nuttall Limited | Programmed food cabinet |
| ES2200460T3 (es) | 1999-12-23 | 2004-03-01 | Leister Process Technologies | Procedimiento y dispositivo para el calentamiento de por lo menos dos elementos mediante rayos laser con elevada densidad de energia. |
| JP2001027417A (ja) | 2000-01-01 | 2001-01-30 | Sanyo Electric Co Ltd | 電子レンジ |
| DE10003423A1 (de) | 2000-01-26 | 2001-08-02 | Hoechst Trespaphan Gmbh | Verpackung aus biaxial orientierter Polyolefinfolie |
| BR0017101B1 (pt) | 2000-02-10 | 2012-12-25 | aparelho para cozer produtos alimentÍcios localizados sobre uma superfÍcie transportadora, e, processo de cozimento. | |
| JP3570330B2 (ja) | 2000-03-07 | 2004-09-29 | 三菱電機株式会社 | 冷凍方法および装置 |
| US6262396B1 (en) | 2000-03-07 | 2001-07-17 | Hatco Corporation | Oven device for rapid heating of food items |
| KR100386245B1 (ko) | 2000-03-25 | 2003-06-02 | 엘지전자 주식회사 | 적외선 방사를 하는 히터를 이용한 급속 조리장치 |
| DE10016261C2 (de) | 2000-04-03 | 2002-08-29 | Karlsruhe Forschzent | Kompakte mikrowellentechnische Einrichtung zum Enteisen oder Vorbeugen einer Vereisung |
| US6713741B2 (en) | 2000-04-28 | 2004-03-30 | Maytag Corporation | Conveyorized oven with automated door |
| DE20022159U1 (de) | 2000-05-08 | 2001-04-05 | Advanced Photonics Tech Ag | Anordnung zur Herstellung eines dünnen Schichtaufbaus |
| DE10024731A1 (de) | 2000-05-08 | 2001-11-22 | Advanced Photonics Tech Ag | Verfahren und Anordnung zur Herstellung eines dünnen Schichtaufbaus |
| US6451152B1 (en) | 2000-05-24 | 2002-09-17 | The Boeing Company | Method for heating and controlling temperature of composite material during automated placement |
| ATE376178T1 (de) | 2000-06-28 | 2007-11-15 | Bosch Gmbh Robert | Vorrichtung zum bildlichen erfassen von stückgütern |
| JP2002026452A (ja) | 2000-07-12 | 2002-01-25 | Toyota Central Res & Dev Lab Inc | 面発光型光源及びその製造方法、レーザ加工機用光源 |
| US7234062B2 (en) | 2000-07-18 | 2007-06-19 | General Electric Company | Authentication of remote appliance messages using an embedded cryptographic device |
| WO2002032652A1 (de) | 2000-10-17 | 2002-04-25 | Advanced Photonics Technologies Ag | Verfahren zum streckblasen und erwärmungsstrecke |
| JP3516233B2 (ja) | 2000-11-06 | 2004-04-05 | 日本板硝子株式会社 | 情報記録媒体用ガラス基板の製造方法 |
| JP2002147762A (ja) | 2000-11-14 | 2002-05-22 | Fuji Photo Film Co Ltd | 食品調理器 |
| AU2002222885A1 (en) | 2000-11-27 | 2002-06-03 | Kinergy Pte Ltd | Method and apparatus for creating a three-dimensional metal part using high-temperature direct laser melting |
| US6914226B2 (en) | 2000-12-05 | 2005-07-05 | Comdel, Inc. | Oven for heating a product with RF energy |
| US7015422B2 (en) | 2000-12-21 | 2006-03-21 | Mattson Technology, Inc. | System and process for heating semiconductor wafers by optimizing absorption of electromagnetic energy |
| US20030002548A1 (en) | 2000-12-21 | 2003-01-02 | Bogie Boscha | Laser-diode assembly with external bragg grating for narrow-bandwidth light and a method of narrowing linewidth of the spectrum |
| US6460735B1 (en) | 2001-01-24 | 2002-10-08 | Shlomo Greenwald | Beverage dispenser having selectable temperature |
| DE10106607A1 (de) | 2001-02-13 | 2002-09-12 | Carsten Duesterhoeft | Laserstrahlbasiertes Erwärmverfahren und Vorrichtung zur Erzeugung einer genauen orts- und zeitabhängigen Temperaturverteilung auf thermoplastischem Rohmaterial zur Umformung in einer Form |
| US7060942B2 (en) | 2001-04-11 | 2006-06-13 | Hardt Equipment Manufacturing Inc. | Cooking apparatus and method therefor |
| US7009140B2 (en) | 2001-04-18 | 2006-03-07 | Cymer, Inc. | Laser thin film poly-silicon annealing optical system |
| FR2824288B1 (fr) | 2001-05-07 | 2004-04-02 | Hutchinson | Presse d'injection pour pieces moulees en elastomere |
| JP2004529359A (ja) | 2001-05-21 | 2004-09-24 | プレスコ テクノロジー インコーポレーテッド | 自動化されたプロセス制御物品検査アプリケーションの中でスナップショット動作熱赤外線イメージングを提供するための装置および方法 |
| US6670570B2 (en) | 2001-06-15 | 2003-12-30 | L'air Liquide - Societe Anonyme A Directoire Et Couseil De Surveillance Pour L'etude Et L'exploitation Des Procedes Georges Claude | Methods and apparatus for localized heating of metallic and non-metallic surfaces |
| DE10129743C2 (de) | 2001-06-20 | 2003-05-08 | Daimler Chrysler Ag | Fahrzeugscheinwerfer, mit einer Anzahl von elektronischen Leuchtelementen als Lichtquelle |
| US20030010988A1 (en) | 2001-07-11 | 2003-01-16 | Motorola, Inc. | Structure and method for fabricating semiconductor structures with integrated optical components and controller |
| US6594090B2 (en) | 2001-08-27 | 2003-07-15 | Eastman Kodak Company | Laser projection display system |
| DE10147664A1 (de) | 2001-09-27 | 2003-04-10 | P A T Ges Zur Foerderung Innov | Gerät und Verfahren zum Bräunen bzw. Nachbacken von brotähnlichen Nahrungsmiteln in Scheibenform zur Verwendung in Gastronomischen Betrieben |
| DE50113511D1 (de) | 2001-09-29 | 2008-03-06 | Inst Angewandte Biotechnik Und | Verfahren zum Laserdurchstrahlschweissen von Kunststoffteilen |
| EP1302735B1 (de) | 2001-10-10 | 2014-01-01 | Heidelberger Druckmaschinen Aktiengesellschaft | Vorrichtung und Verfahren zur Zuführung von Strahlungsenergie auf einen Bedruckstoff in einer Flachdruckmaschine |
| US7319213B2 (en) | 2001-11-07 | 2008-01-15 | Graphic Packaging International, Inc. | Microwave packaging with indentation patterns |
| US6689996B2 (en) | 2001-12-07 | 2004-02-10 | Samsung Electronics Co., Ltd. | Microwave oven and method of controlling thereof |
| ATE425713T1 (de) | 2001-12-10 | 2009-04-15 | Inolase 2002 Ltd | Gerat zur absaugung von luft und kondensiertem dampf aus der nahe eines hautzielgebiets |
| US7445382B2 (en) | 2001-12-26 | 2008-11-04 | Mattson Technology Canada, Inc. | Temperature measurement and heat-treating methods and system |
| JP2003190024A (ja) | 2001-12-27 | 2003-07-08 | Sanyo Electric Co Ltd | グリル装置 |
| WO2003057059A1 (en) | 2001-12-27 | 2003-07-17 | Palomar Medical Technologies, Inc. | Method and apparatus for improved vascular related treatment |
| US7276127B2 (en) | 2002-02-01 | 2007-10-02 | Metastable Instruments, Inc. | Method and apparatus for cleaning with internally reflected electromagnetic radiation |
| EP2181938B1 (en) | 2002-02-08 | 2015-04-08 | Graphic Packaging International, Inc. | Insulating microwave interactive packaging material |
| US6979420B2 (en) * | 2002-03-28 | 2005-12-27 | Scimed Life Systems, Inc. | Method of molding balloon catheters employing microwave energy |
| AU2003238302B2 (en) * | 2002-06-19 | 2008-12-11 | Palomar Medical Technologies, Inc | Method and apparatus for photothermal treatment of tissue at depth |
| US6818864B2 (en) | 2002-08-09 | 2004-11-16 | Asm America, Inc. | LED heat lamp arrays for CVD heating |
| JP4184015B2 (ja) | 2002-09-20 | 2008-11-19 | ギガフォトン株式会社 | 狭帯域化レーザ装置 |
| US8442084B2 (en) | 2002-10-03 | 2013-05-14 | Laser Operations Llc | High performance vertically emitting lasers |
| FR2848495B1 (fr) | 2002-12-12 | 2006-11-17 | Sidel Sa | Four pour chauffer au defile des ebauches de recipients en materiau thermoplastique |
| US6710281B1 (en) | 2002-12-20 | 2004-03-23 | Duane H. Wachnuk | Laser based heat exchanger |
| FR2848906B1 (fr) | 2002-12-23 | 2006-08-18 | Sidel Sa | Procede et installation de fabrication d'un recipient en matiere plastique |
| US7118563B2 (en) | 2003-02-25 | 2006-10-10 | Spectragenics, Inc. | Self-contained, diode-laser-based dermatologic treatment apparatus |
| US6892927B2 (en) | 2003-04-24 | 2005-05-17 | Intel Corporation | Method and apparatus for bonding a wire to a bond pad on a device |
| US7307243B2 (en) | 2003-05-09 | 2007-12-11 | North Carolina State University | Dynamic radiant food preparation methods and systems |
| CN2619776Y (zh) | 2003-05-13 | 2004-06-09 | 杨文镛 | 一种拉吹成型机的循环系统 |
| US7063820B2 (en) | 2003-06-16 | 2006-06-20 | University Of Florida Research Foundation, Inc. | Photoelectrochemical air disinfection |
| JP2005040475A (ja) | 2003-07-25 | 2005-02-17 | Takeshi Nishisaka | 遠赤外線殺菌方法および装置 |
| WO2005022900A2 (en) | 2003-08-26 | 2005-03-10 | Redshift Systems Corporation | Infrared camera system |
| DE10344442B3 (de) | 2003-09-25 | 2004-10-28 | Schott Glas | Gargerätetür mit einer Innenscheibe aus Borosilikat-Glas und Gargerät mit einer derartigen Tür |
| RU36622U1 (ru) | 2003-11-11 | 2004-03-20 | Республиканское унитарное производственное предприятие "Витязь" | Устройство для светотеплопунктуры |
| JP2005172779A (ja) | 2003-12-10 | 2005-06-30 | Semiconductor Res Found | 電磁波を照射してバクテリア、ウィルスおよび毒性物質を測定する方法および装置 |
| FR2863931B1 (fr) | 2003-12-19 | 2006-03-10 | Sidel Sa | Module de chauffage d'une preforme equipe d'un deflecteur d'air profile de facon aerodynamique et four comportant au moins un tel module |
| FR2863932B1 (fr) | 2003-12-19 | 2007-07-06 | Sidel Sa | Four de chauffage d'une preforme equipe de deux ventilateurs de refroidissement |
| US7220378B2 (en) | 2004-01-07 | 2007-05-22 | Pressco Technology Inc. | Method and apparatus for the measurement and control of both the inside and outside surface temperature of thermoplastic preforms during stretch blow molding operations |
| US20050180482A1 (en) | 2004-01-23 | 2005-08-18 | Osowski Mark L. | Very low cost surface emitting laser diode arrays |
| JP4633369B2 (ja) | 2004-02-03 | 2011-02-16 | オリンパス株式会社 | 拡散板及びこの拡散板を備える光学装置 |
| PT1714092E (pt) | 2004-02-05 | 2012-02-02 | Worldbest Corp | Aparelho radiador |
| US7323663B2 (en) | 2004-02-10 | 2008-01-29 | Applica Consumer Products, Inc. | Multi-purpose oven using infrared heating for reduced cooking time |
| JP2005237464A (ja) | 2004-02-24 | 2005-09-08 | Rinnai Corp | 調理容器、およびこの調理容器を収容させた加熱調理装置 |
| JP4196003B2 (ja) | 2004-03-18 | 2008-12-17 | パナソニック株式会社 | 加熱調理器用のドア |
| US8087407B2 (en) | 2004-03-23 | 2012-01-03 | Middleby Corporation | Conveyor oven apparatus and method |
| US7166821B2 (en) | 2004-03-29 | 2007-01-23 | Adamski Joseph R | Radiant convection warming drawer |
| US20050228428A1 (en) | 2004-04-07 | 2005-10-13 | Afsar Ali | Balloon catheters and methods for manufacturing balloons for balloon catheters |
| US20050274398A1 (en) | 2004-06-14 | 2005-12-15 | Fonville Carl E | Windshield wiper de-icing |
| FR2871403B1 (fr) | 2004-06-15 | 2007-11-23 | Sidel Sas | Circuit de refroidissement perfectionne pour un four a preformes et procede de mise en oeuvre d'un tel circuit |
| FR2872734B1 (fr) | 2004-07-08 | 2008-02-22 | Sidel Sa Sa | Four de chauffage d'une preforme comportant un organe de commande du deplacement d'un moyen de chauffage entre des positions indexees |
| US20060081135A1 (en) | 2004-08-16 | 2006-04-20 | Britton Douglas F | Industrial overline imaging system and method |
| US20060048881A1 (en) | 2004-09-08 | 2006-03-09 | Evans Richard B | Laser-assisted placement of veiled composite material |
| FR2876943B1 (fr) | 2004-10-22 | 2008-08-15 | Sidel Sas | Procede et dispositif de chauffage d'ebauches en matiere thermoplastique |
| US10687391B2 (en) | 2004-12-03 | 2020-06-16 | Pressco Ip Llc | Method and system for digital narrowband, wavelength specific cooking, curing, food preparation, and processing |
| US10857722B2 (en) | 2004-12-03 | 2020-12-08 | Pressco Ip Llc | Method and system for laser-based, wavelength specific infrared irradiation treatment |
| US7700498B2 (en) | 2005-05-27 | 2010-04-20 | Princeton University | Self-repair and enhancement of nanostructures by liquification under guiding conditions |
| US7655295B2 (en) | 2005-06-14 | 2010-02-02 | Siemens Energy, Inc. | Mix of grafted and non-grafted particles in a resin |
| WO2007141826A1 (ja) | 2006-05-26 | 2007-12-13 | Nalux Co., Ltd. | 赤外光源 |
| JP2008124358A (ja) | 2006-11-15 | 2008-05-29 | Sumitomo Electric Ind Ltd | レーザモジュール |
| CN101198233A (zh) | 2006-12-08 | 2008-06-11 | 奥斯兰姆奥普托半导体有限责任公司 | 电器 |
| CN101563195B (zh) | 2006-12-19 | 2013-06-19 | 皇家飞利浦电子股份有限公司 | 加热生产线中的物体的系统和方法 |
| FR2913210B1 (fr) | 2007-03-02 | 2009-05-29 | Sidel Participations | Perfectionnements a la chauffe des matieres plastiques par rayonnement infrarouge |
| US7800023B2 (en) | 2007-04-24 | 2010-09-21 | Prince Castle LLC | Conveyor oven with hybrid heating sources |
| FR2915418B1 (fr) | 2007-04-25 | 2012-11-16 | Sidel Participations | Procede de chauffe d'ebauches pour la fabrication de recipients |
| EP2167297A2 (en) | 2007-06-08 | 2010-03-31 | Pressco Technology Inc. | A method and system for wavelength specific thermal irradiation and treatment |
| CN201098016Y (zh) | 2007-10-08 | 2008-08-13 | 广东新宝电器股份有限公司 | 全自动面包片烘烤机 |
| US20100080542A1 (en) | 2008-09-29 | 2010-04-01 | Honeywell International Inc. | Infrared led apparatus and surface heater |
| AU2010221086A1 (en) | 2009-03-05 | 2011-10-06 | Pressco Technology, Inc. | Digital heat injection by way of surface emitting semi-conductor devices |
| AU2014202581A1 (en) | 2009-03-05 | 2014-06-05 | Pressco Technology, Inc. | A method and system for digital narrowband, wavelength specific cooking, curing, food preparation, and processing |
| EP2461836A4 (en) | 2009-08-07 | 2013-04-17 | Perry Felix | METHOD AND APPARATUS FOR SURFACE AND SURFACE DISINFECTION OF FOODSTUFFS IN A COOKING APPARATUS USING ULTRAVIOLET LIGHT |
| US20110059211A1 (en) | 2009-09-04 | 2011-03-10 | Harnek Chandi | Apparatus and method with individual preparation and hybrid heating for making generally flat dough based products |
| CA2774523A1 (en) | 2009-09-18 | 2011-03-24 | Pressco Technology, Inc. | A narrowband de-icing and ice release system and method |
| US20110147374A1 (en) | 2009-12-22 | 2011-06-23 | Dbk David + Baader Gmbh | Electric heating apparatus for heating infant food by means of electromagnetic radiation |
| FR2957294B1 (fr) | 2010-03-10 | 2012-04-20 | Sidel Participations | Unite de traitement d'ebauches de corps creux par rayonnement, equipee d'un sas de confinement du rayonnement |
| US9357877B2 (en) | 2010-06-11 | 2016-06-07 | Pressco Ip Llc | Cookware and cook-packs for narrowband irradiation cooking and systems and methods thereof |
| CN103460795B (zh) | 2011-03-11 | 2016-04-20 | 殷吉星 | 用于食品的等离子体辅助激光烹制的方法及设备 |
| US8379302B2 (en) | 2011-06-20 | 2013-02-19 | Delphi Technologies, Inc. | Infrared light distribution pattern control using object detection and electrowetting devices |
| US20130008318A1 (en) | 2011-07-07 | 2013-01-10 | General Electric Company | Reducing door temperatures by tinted glass, aluminum paint on glass, and insulation screening on glass |
-
2006
- 2006-06-07 US US11/448,630 patent/US10857722B2/en active Active
-
2007
- 2007-06-06 BR BRPI0712681-6A patent/BRPI0712681A2/pt not_active IP Right Cessation
- 2007-06-06 EP EP07809350A patent/EP2024163A4/en not_active Withdrawn
- 2007-06-06 WO PCT/US2007/013306 patent/WO2007149221A2/en active Application Filing
- 2007-06-06 KR KR1020087029781A patent/KR20090015955A/ko not_active Application Discontinuation
- 2007-06-06 JP JP2009514353A patent/JP2009539646A/ja active Pending
- 2007-06-06 AU AU2007261699A patent/AU2007261699A1/en not_active Abandoned
- 2007-06-06 MX MX2008014491A patent/MX2008014491A/es not_active Application Discontinuation
- 2007-06-06 RU RU2008151925/05A patent/RU2430832C2/ru not_active IP Right Cessation
- 2007-06-06 SG SG2011041183A patent/SG172683A1/en unknown
- 2007-06-06 CN CNA200780021014XA patent/CN101466526A/zh active Pending
- 2007-06-06 CA CA002652585A patent/CA2652585A1/en not_active Abandoned
- 2007-06-06 UA UAA200814060A patent/UA94751C2/ru unknown
-
2011
- 2011-06-23 RU RU2011125603/05A patent/RU2011125603A/ru not_active Application Discontinuation
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05200843A (ja) * | 1991-07-01 | 1993-08-10 | Sidel Sa | 比較的厚い壁を有するプラスチック材料プレフォームの加熱方法及び装置 |
| JPH0740955A (ja) * | 1993-07-28 | 1995-02-10 | Toyo Seikan Kaisha Ltd | 耐熱性に優れた二軸延伸プラスチックボトルの製造方法および装置 |
| JPH10249930A (ja) * | 1997-03-18 | 1998-09-22 | Toyo Seikan Kaisha Ltd | 容器成形用素材の加熱状態検出装置およびその方法 |
| WO1998042050A1 (en) * | 1997-03-18 | 1998-09-24 | Sdl, Inc. | Pulsed semiconductor laser high power amplifier system and exemplary applications |
| JP2002535159A (ja) * | 1999-01-19 | 2002-10-22 | イー・ベー・カー・アー・パクニオン・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング | プラスチックからなる管状の容器、特に管の端を溶接するための装置 |
| JP2003523848A (ja) * | 2000-02-21 | 2003-08-12 | プラスチパック パッケージング インコーポレイテッド | 吹込成形プラスチックプレフォーム用ヒーター組立体 |
| WO2004009318A1 (en) * | 2001-01-26 | 2004-01-29 | Exfo Photonic Solutions Inc. | Addressable semiconductor array light source for localized radiation delivery |
| WO2003002922A1 (de) * | 2001-06-29 | 2003-01-09 | Adphos Advanced Photonics Technologies Ag | Verfahren und vorrichtung zum trocknen und/oder vernetzen oder erwärmen mittels elektromagnetischer strahlung |
| WO2006056673A1 (fr) * | 2004-11-22 | 2006-06-01 | Sidel Participations | Procede et installation de fabrication de recipients |
| JP2008521662A (ja) * | 2004-12-03 | 2008-06-26 | プレスコ テクノロジー インコーポレーテッド | 波長特異的な熱放射及び処理を行う方法及びシステム |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011025170A (ja) * | 2009-07-27 | 2011-02-10 | Lintec Corp | 光照射装置および光照射方法 |
| JP2014162059A (ja) * | 2013-02-22 | 2014-09-08 | Mitsubishi Heavy Industries Food & Packaging Machinery Co Ltd | プリフォーム加熱装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2024163A2 (en) | 2009-02-18 |
| MX2008014491A (es) | 2009-04-14 |
| CN101466526A (zh) | 2009-06-24 |
| EP2024163A4 (en) | 2010-02-24 |
| RU2430832C2 (ru) | 2011-10-10 |
| AU2007261699A1 (en) | 2007-12-27 |
| BRPI0712681A2 (pt) | 2012-06-26 |
| WO2007149221A2 (en) | 2007-12-27 |
| WO2007149221A3 (en) | 2008-09-12 |
| RU2008151925A (ru) | 2010-07-20 |
| US10857722B2 (en) | 2020-12-08 |
| RU2011125603A (ru) | 2012-12-27 |
| US20070096352A1 (en) | 2007-05-03 |
| UA94751C2 (ru) | 2011-06-10 |
| SG172683A1 (en) | 2011-07-28 |
| CA2652585A1 (en) | 2007-12-27 |
| KR20090015955A (ko) | 2009-02-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5745999B2 (ja) | 波長特異的な熱放射及び処理を行う方法及びシステム | |
| JP2009539646A (ja) | 波長特異的な熱放射及び処理を行う方法及びシステム | |
| JP5746288B2 (ja) | 波長特定熱照射および処理用の方法およびシステム | |
| AU2017219150A1 (en) | A method and system for wavelength specific thermal irradiation and treatment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100607 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100607 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110906 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20111201 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20111209 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120106 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120117 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120203 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120210 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120306 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120410 |