-
HINTERGRUND DER ERFINDUNG
-
1. Gebiet der Erfindung
-
Diese
Erfindung bezieht sich auf ein Permalloy auf Fe-Ni-Basis, das für die Verwendung
bei einem Magnetkopf, einem magnetischen Abschirmmaterial, einem
Eisenkern eines Transformators oder Ähnlichem geeignet ist und das
hervorragende magnetische Eigenschaften besitzt und ein Verfahren
zur Herstellung sowohl desselben als auch einer Rohbramme.
-
2. Beschreibung der verwandten
Technik
-
Als
die Legierung von hoher magnetischer Permeabilität auf Fe-Ni-Basis oder als
sogenanntes Permalloy gibt es üblicherweise
typifiziertes PB-Material (40-50 Gew.-% Ni), PC-Material (70-85
Gew. % Ni-Mo-Cu), PD-Material (35-40 Gew.-% Ni-Fe) und Ähnliches,
die in Übereinstimmung
mit JIS C2531 definiert sind. Unter diesen Legierungen wird das
PB-Material hauptsächlich
verwendet bei Anwendungen, welche die Eigenschaft ausnutzt, dass
die gesättigte
Magnetflussdichte groß ist,
wie bei einem Stator in einer Uhr, den Polschuh bei einer elektromagnetischen
Linse und Ähnliches,
während
das PC-Material als ein Transformator mit hoher Empfindlichkeit
oder als ein magnetisches Abschirmmaterial in einem Gebiet mit hoher
Frequenz unter Ausnutzung einer hervorragenden Permeabilität verwendet
wird. Aus diesen Legierungen wird es, um Anwendungen wie einen Magnetkopf,
ein Abschirmgehäuse
und Ähnliches
zu bewältigen
ausgelegt durch Hinzufügen
eines zusätzlichen
Elements wie Nb, Cr oder Ähnliches,
um die Verschleißfestigkeit
und Korrosionsfestigkeit zu liefern (zum Beispiel JP-A-60-2651).
US-A-5 135 588 legt eine weichmagnetische Ni-Fe-Cr-Legierung mit
einer relativ niedrigen maximalen Permeabilität offen, die nicht während der
Herstellung homogenisiert wird.
-
Als
ein anderes Beispiel zur Verbesserung der Eigenschaften dieser Legierungen
legt JP-A-62-142749 und Ähnliche
offen, dass die Permeabilität
und die Stanzeigenschaft verbessert werden durch Anpassung von Verunreinigungselementen
wie S, O und Ähnlichem.
Neuerdings beobachtet man eine Verschiebung von PC-Material zu PB-Material
oder von PB-Material zu PD-Material zur Reduzierung der Kosten oder
es wird ein Verfahren zum Ersatz des Mangels an Materialeigenschaften
durch Entwickeln einer Herstellung eingeführt.
-
Bei
den Materialherstellern wird deshalb ein starkes Augenmerk darauf
gelegt, Materialien wie ein PB-Material mit Eigenschaften, die denen
des PC-Materials entsprechen oder ein PD-Material wird Eigenschaften,
die denen des PB-Materials entsprechen zu entwickeln. Dies erhöht einen
Freiheitsgrad bei der Auslegung für den Erfinder und es ist somit
effektiv Produkte mit höheren
Leistungen auf den Markt zu bringen.
-
ZUSAMMENFASSUNG
DER ERFINDUNG
-
Es
ist deshalb ein Ziel der Erfindung ein Permalloy auf Fe-Ni-Basis
zu tiefem, das die obige Anforderung erfüllt. Das heißt, die
Erfindung dient dazu, um die magnetischen Eigenschaften von PB-Material
und PD-Material zu verbessern, um die magnetischen Eigenschaften
in Übereinstimmung
mit denen von PC-Material und PB-Material aufzuwerten und ferner
die magnetischen Eigenschaften von PC-Material zu verbessern und
Materialien zu entwickeln, die in der Lage sind Anwendungen mit
hoher Empfindlichkeit und Frequenz zu bewältigen.
-
Die
Erfinder haben verschiedene Untersuchungen angestellt, um das obige
Ziel zu erreichen und haben herausgefunden, dass Permalloys auf
Fe-Ni-Basis mit den folgenden Zusammensetzungen bevorzugt sind und
als ein Ergebnis wurde die Erfindung vollendet. Die Erfindung ist
in den Patentansprüchen
1-14 ausgeführt.
-
KURZE BESCHREIBUNG
DER ZEICHNUNGEN
-
Die
Erfindung wird beschrieben mit Bezug auf die beiliegenden Zeichnungen:
wobei
-
1 eine schematische Ansicht
ist, die ein Verfahren zur Messung der Ni-Segregationsmenge von Ni darstellt;
-
2 eine Darstellung ist,
die Ergebnisdaten von Messungen bezüglich der Ni-Segregationsmenge
in einem PB-Material zeigt; und
-
3 eine grafische Schnittansicht
einer Rohbramme ist.
-
DETAILLIERTE
BESCHREIBUNG DER ERFINDUNG
-
Als
ein Ergebnis dessen, dass die Erfinder viele Experimente ausführten wurde
gefunden, dass es wirkungsvoll ist, die folgenden Einrichtungen
zur Lösung
der obigen Punkte einzuführen
und die Erfindung wurde entwickelt.
-
Das
heißt,
dass eine Legierung, die 30-85 Gew.-% Ni, nicht mehr als 0,015 Gew.-%
C, nicht mehr als 1,0 Gew.-% Si, nicht mehr als 1,0 Gew.-% Mn, nicht
mehr als 0,01 Gew.-%
P, nicht mehr als 0,005 Gew.-% S, nicht mehr als 0,0060 Gew.-% O,
nicht mehr als 0,02 Gew.-% AI und, wenn notwendig, 1-15 Gew.-% von
mindestens einem Element ausgewählt
aus der Gruppe bestehend aus Mo, Cu, Co und Nb innerhalb eines Bereiches
von nicht mehr als 20 Gew.-% insgesamt umfasst und deren Rest Fe
und unvermeidbare Verunreinigungen sind, durch Stranggießen in eine
Bramme geformt wird und dann die stranggegossene Bramme einer homogenisierenden
Wärmebehandlung
und ferner einem Heißwalzen
nach einer Oberflächenbehandlung
unterworfen wird, um eine Ni-Segregationsmenge CNis
von nicht mehr als 0,15 Gew.-%, bevorzugt nicht mehr als 0,12 Gew.-%
und mehr bevorzugt nicht mehr als 0,10 Gew.-% zu ergeben.
-
Der
Grund, warum die Ni-Segregationsmenge speziell bei der Erfindung
beachtet wird, rührt
von der Tatsache her, dass Ni eine sehr wichtige Komponente unter
den Bestandteilen ist und eine niedrige Diffusionsrate in der Legierung
besitzt und als ein Bestimmungsparameter für die Homogenisierungsrate
dient.
-
Bei
der Erfindung wird deshalb die stranggegossene Bramme einer speziellen
homogenisierenden Wärmebehandlung
bei einer höheren
Temperatur während
einer langen Zeit, wie später
erwähnt,
unterworfen als ein Verfahren zur Lieferung einer erwünschten
Ni-Segregationsmenge.
-
Darüber hinaus
beträgt,
wenn die Bramme heiß gewalzt
wird, ohne dass sie der homogenisierenden Wärmebehandlung unterworfen wird
die Ni-Segregationsmenge des heißgewalzten Materials üblicherweise etwa
0,4 %.
-
In Übereinstimmung
mit den Forschungen der Erfinder wurde gefunden, dass man, wenn
die homogenisierende Wärmebehandlung
so ausgeführt
wird, dass sie den folgenden Temperatur- und Zeitbedingungen genügt, Materialien
mit der Segregationsmenge erhalten kann, die niedriger als der eingangs
vorweggenommene Wert ist. Das heißt, in Übereinstimmung mit verschiedenen
Experimenten der Erfinder wurde gefunden, dass die Ni-Segregationsmenge
des heiß gewalzten
Materials nach dem Heißwalzen
bis zu 0,15 Gew.-% verringert werden kann, durch Ausführung der
homogenisierenden Wärmebehandlung
unter Bedingungen, dass der Wert (D·t)½ des
Ni-Diftusionsabstandes
DNi; repräsentiert durch die folgende
Gleichung (1) nicht weniger als 39 beträgt und sich die Wärmebehandlungstemperatur
T innerhalb eines Bereiches von 1100-1375°C befindet: Ni-Diffusionsabstand DNi=(D·t)½[μm] (1)Wobei D:
Diffusionskoeffizient, D = D0 · exp(–Q/RT),
D0: Grundschwingung = 1,63·108 [μm2s–1]
Q: Aktivierungsenergie
der Ni-Diffusion = 2,79 · 105 [Jmol–1]
R: Gaskonstante
= 8,31 [J mol–1K–1 ]
T:
Temperatur [K]
t: Temperzeit [s]
-
In
der obigen Gleichung (1) ist der Wert (D·t)½ eine
Anzeige, die ein Ausmaß der
Abnahme der Ni-Segregation zeigt. Wenn die Temperatur höher wird
und die Zeit länger,
wird der Wert größer und
die Segregation nimmt ab.
-
Darüber hinaus
wird als eine Anzeige, die das Ausmaß der Ni-Segregation zeigt
eine Standardabweichung bestimmt von den Daten der Ni-Konzentrationsverteilung,
erhalten durch lineare Analyse mittels EPMA (Röntgen-Mikroanalysator), die
als Ni-Segregationsmenge
verwendet wird.
-
Bei
der obigen homogenisierenden Wärmebehandlung
wird, wenn die Temperatur niedriger als 1100°C ist, die Behandlungszeit unerwünschterweise
zu lang, während,
wenn sie 1375°C übersteigt
die Ausbeute auf Grund von Oxidationsverlusten erniedrigt wird und
es wird ein Risiko für
einen Sprödbruch
durch Erhitzen verursacht. Deshalb liegt bei der Erfindung die Wärmebehandlungstemperatur
innerhalb eines Bereichs von 1100 – 1375 °C.
-
Auch
werden nichtmetallische Einschlüsse,
die in der Legierung eingeschlossen sind betrachtet und deren Größe und Zahl
werden definiert. Das heißt,
das Verhältnis
der nichtmetallischen Einschlüsse
mit einem Durchmesser von nicht weniger als 0,1 μm wird so gesteuert, dass nicht
mehr als 20 Teilchen/mm2, bevorzugt nicht
mehr als 15 Teilchen/mm2, mehr bevorzugt
nicht mehr als 10 Teilchen/mm2 auftreten.
-
Als
ein Verfahren zur Steuerung der Verteilung der nichtmetallischen
Einschlüsse
ist es vorteilhaft, eine Hochreinigungstechnik wie Verhüttung durch
Aufschluss unter Vakuum, Reduzierung mit C oder Ähnliches zu verwenden.
-
Darüber hinaus
wird die Ni-Segregationsmenge C
Nis (Gew-%)
bei einem Abschnitt der Platte berechnet entsprechend der folgenden
Gleichung (2) basierend auf
1,
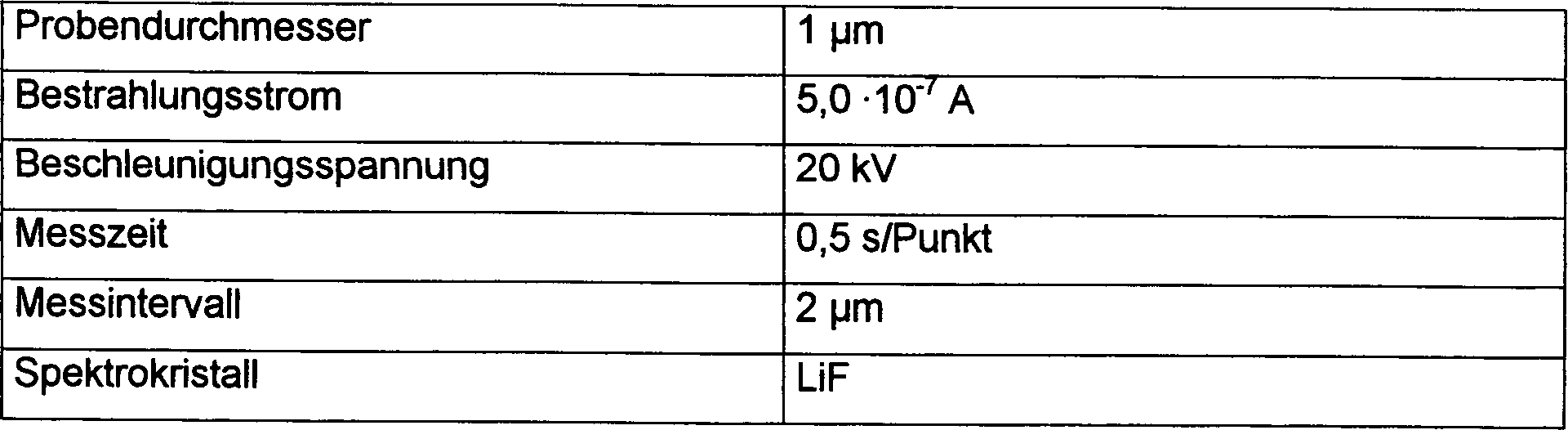
nachdem der Abschnitt der Platte einer Hochglanzpolierung auf eine übliche Weise
unterworfen wurde und mittels EPMA (Röntgen-Mikroanalysator) unter
Bedingungen, die in Tabelle 1 gezeigt sind analysiert wurde. In
diesem Fall beträgt
die Abtastentfernung im Wesentlichen eine volle Länge der
Platte in der Dickerichtung:
CNis (Gew. %)= analytischer
Wert der Ni-Komponente (Gew.-% ) · Citys (c.p.s.)/CiNiave..(c.p.s.) (2)Wobei Ci
Nis : Standardabweichung der Röntgenintensität am Abschnitt
der Platte (c.p.s.) ausgedrückt
durch
Ci
Niave.:
mittlere Intensität
der gesamten Röntgen-Intensitäten am Abschnitt
der Platte (c.p.s.).
-
Der
obige analytische Wert der Ni-Komponente (Gew.-%) ist ein Ni-Gehalt,
der in dem Ausgangsmaterial enthalten ist und ein analytischer Wert
aus einem chemischen oder physikalischen Verfahren.
-
2 ist eine Darstellung von
aufgefundenen Daten, die Ergebnisse zeigt, die bezüglich einer
Ni-Segregationsmenge eines PB-Materials in einer heißgewalzten
Platte mit einer Dicke von 5mm gemessen wurden. Die gleiche Messung
wird in Hinsicht auf ein kalt gewalztes Blech oder ein magnetisch
wärmebehandeltes Blech
mit einer Dicke von etwa 0,2mm durchgeführt.
-
-
Auch
wird die Messung der Zahl der nichtmetallischen Einschlüsse durch
das folgende Verfahren ausgeführt.
Als erstes wird eine Oberfläche
eines Produkts einer mechanischen Polierung unterworfen und durch Schwabbeln
feinbearbeitet und danach wird die polierte Oberfläche einer
Elektrolyse bei einem konstanten Potenzialfeld (Speed-Prozess) in einem
nichtwässrigen
Lösungsmittel
(Lösung
aus 10 Vol% Acetylaceton + 1 Gew% Tetramethylammoniumchlorid + Methanol)
unterzogen. Die Elektrolyse wird in einem Potenzialfeld von 10 C
(Coulomb)/cm2 bei 100 mV ausgeführt. Während die
Beobachtung durch ein Elektronenabtastmikroskop (SEM) ausgeführt wird,
werden nichtmetallische Einschlüsse
mit einem Durchmesser entsprechend einem Kreis von nicht weni ger
als 0,1 μm
in 1 mm2 gezählt. Darüber hinaus meint der Ausdruck "Durchmesser entsprechend
einem Kreis " einen
Durchmesser, bei dem der einzelne Einschluss in einen echten Kreis
umgewandelt wird.
-
Wie
man aus dem obigen ersieht, liegt die Erfindung bei einem Punkt,
bei dem die Eigenschaften der Legierung beträchtlich verbessert sind, ohne
eine bedeutende Veränderung
der Bestandteilszusammensetzung. Dies kann wie folgt betrachtet
werden. Das heißt
es gibt mehrere Faktoren, welche die weichmagnetischen Eigenschaften
der Legierung bestimmen. Zum Beispiel sind da wohlbekannt Kristallkorngröße, Kristallausrichtung,
Verunreinigungskomponente, nichtmetallischer Einschluss, Leerstelle
und Ähnliches.
Bei den Silizium-Stahl-Platten weiß man jedoch, dass die weichmagnetischen
Eigenschaften in einer speziellen Richtung bedeutend verbessert
sind, um die Leistungseffizienz eines Wechselstromtransformators
durch Steuerung der Kristallorientierung stark zu verbessern.
-
Andererseits
wurde in Übereinstimmung
mit der Erfindung gefunden, dass die magnetischen Eigenschaften
des Permalloys auf Fe-Ni-Basis stark verbessert werden können durch
Beachtung der Segregation von Ni, was bis zu der jetzigen Zeit niemals
betrachtet wurde, und ihrer Steuerung. Es wurden auch passende Produktionsbedingungen
dafür herausgefunden.
-
Bei
der Findung werden die Legierungseigenschaften gesteuert durch eine
Steuerung der Segregation von Ni, das eine speziell langsame Diffusionsrate
unter den Segregationen der Komponenten besitzt. Als einer Ergebnis
von verschiedenen Untersuchungen jedoch wurde gefunden, dass es
wirksam ist, gleichzeitig die nichtmetallischen Einschlüsse und
die Kristallkorngröße zu steuern,
um die Eigenschaften auf erwünschte
Pegel zu verbessern.
-
Die
Steuerung von solchen nichtmetallischen Einschlüssen wird durch rationale Auslegung
von Vakuumaufschluß-
und Reduktionsverfahren und durch reduzierende Elemente, die Oxide
und Sulfide bilden ausgeführt.
Andererseits kann die Steuerung des Kristallkorns (Kornvergröberung)
durch Entgegenwirken der Komponentensegregation und durch Verringerung
der Menge der nichtmetallischen Einschlüsse, wie Sulfide, Oxide und Ähnlichem,
zum Beispiel MnS, CaS und so weiter realisiert werden. In diesem
Fall ist die Steuerung der nichtmetallischen Einschlüsse hinsichtlich
zweier Punkte wie die Verbesserung der magnetischen Eigenschaften
durch die Reduzierung des Einschlusses selbst und die Verbesserung
der magnetischen Eigenschaften durch Steuerung des Kristallkorns
wirksam.
-
Darüber hinaus
unterscheidet sich das Ausmaß an
Einfluss in Übereinstimmung
mit den Komponenten der Legierung bei diesen Steuerungsfaktoren.
Zum Beispiel ist der Einfluss von Korngröße und Segregation groß bei dem
PD-Material und dem PB-Material, während der Einfluss von nichtmetallischen
Einschlüssen und
die Komponentensegregation in dem PC-Material groß ist.
-
Als
ein Verfahren zur Reduzierung der Ni-Segregation, die zur Realisierung
der Funktion und des Effekts der Erfindung unerlässlich ist, ist es wirkungsvoll
eine Diffusionswärmebehandlung
bei einer hohen Temperatur für
eine lange Zeit, wie vorher erwähnt,
auszuführen.
In Übereinstimmung
mit den Forschungen der Erfinder wurde gefunden, dass die Segregation
von Ni eng verknüpft
ist mit einem Dendritenarmintervall des Erstarrungsgefüges und
es ist vorteilhaft der Ni-Segregation entgegenzuwirken, so lange
das Dendritenarmintervall klein ist. In diesem Fall wurde bestätigt, dass,
wenn das stranggegossene Material mit dem üblichen Ingotmaterial verglichen
wird, das Dendritenarmintervall nur 1/5 bis 1/10 so groß ist und
in dem Fall der Verwendung von stranggegossenem Material kann der
Ni-Segregation bei einer geringen Energie entgegengewirkt werden.
-
In
dem Fall, dass die Legierungen die obige Kristallkorngröße und die
Menge und Gestalt der nichtmetallischen Einschlüsse erfüllen und wenn die Größe der Ni-Segregationsmenge
auf nicht mehr als 0,15 Gew. % beschränkt ist, kann die Permeabilität auf das
zwei- bis fünffache
der konventionellen Legierung eingestellt werden und die Koerzitivkraft
kann auf etwa 1/2 bis 1/7 davon eingestellt werden und somit wird
der Verbesserungseffekt größer wird
sowie die Ni-Segregationsmenge klein wird.
-
Als
Ergebnis kann die Erfindung PB-Material als einen Ersatz von PC-Material,
PD-Material als
einen Ersatz von PB-Material oder PC-Material mit besseren magnetischen
Eigenschaften tiefem.
-
Das
heißt,
es ist eine Ausführung,
dass die folgenden Eigenschaften in dem PB-Material (40-50 Gew. %
Ni) als ein Ersatz für
PC-Material notwendig sind:
-
- 1. Höhere
Permeabilität:
Maximalpermeabilität μm zumindest
= nicht weniger als 100.000, Anfangspermeabilität μi = nicht weniger als 30.000;
- 2. Geringe Koerzitivkraft: Koerzitivkraft Hc zumindest = nicht
mehr als 0,02 (Oe);
- 3. Hervorragende Hochfrequenzcharakteristik: effektive Permeabilität μe bei zum
Beispiel bei einer Dicke von 0,35 mm, 1 kHz = nicht weniger als
4000. Darüber
hinaus ist, bezüglich
der Hochfrequenzcharakteristik, auch wenn kein Unterschied in der
effektiven Permeabilität μm bei der
gleichen Dicke vorhanden ist, die Magnetflussdichte in PB-Material größer (etwa
zweimal) als die des PC-Materials, so dass die Dicke mehr verringert
werden kann, was vorteilhaft ist hinsichtlich des Designs der Magnetschaltung,
der Gewichtsverminderung und der Kostenreduzierung.
-
Es
ist auch eine Ausführung,
dass die folgenden Eigenschaften in dem PD-Material (35-40 Gew.-% Ni) als
ein Ersatz für
PB-Material notwendig sind:
-
- 1. Hohe Permeabilität: Maximalpermeabilität μm zumindest
= nicht weniger als 50.000, Anfangspermeabilität μi = nicht weniger als 10.000;
- 2. Geringe Koerzitivkraft: Koerzitivkraft Hc zumindest = nicht
mehr als 0,05 (Oe);
- 3. Hervorragende Hochfrequenzcharakteristik: effektive Permeabilität μe bei zum
Beispiel bei einer Dicke von 0,35 mm, 1 kHz = nicht weniger als
3000 (da ein elektrischer Widerstandswert des PD-Materials hoch ist,
ist der Unterschied der Hochfrequenzcharakteristik zwischen PB-Material
und PD-Material ursprünglich klein).
-
Der
Grund, warum die Zusammensetzung der Legierungskomponenten in Übereinstimmung
mit der Erfindung auf den obigen Bereich beschränkt ist, wird im Folgenden
beschrieben.
-
- (1) C: nicht mehr als 0,015 Gew.-%; C ist ein
Element, welches die weichmagnetischen Eigenschaften verschlechtert,
weil, wenn die Menge 0,015 Gew.-% überschreitet, Carbid gebildet
wird, welches das Kristallwachstum steuert. Deshalb ist die C-Menge auf nicht mehr
als 0,015 Gew.-% beschränkt.
- (2) Si: nicht mehr als 1,0 Gew.-%; Si wird als eine reduzierende
Komponente zugegeben, aber wenn die Menge 1,0 Gew.-% übersteigt,
wird ein Oxid auf Silikatbasis gebildet als ein Ausgangspunkt zur
Bildung von Sulfid wie MnS oder Ähnlichem.
Das sich ergebende MnS ist schädlich
für die
weichmagnetischen Eigenschaften und bildet eine Barriere für die Bewegung
der Blochwand, so dass es wünschenswert
ist, dass der Si-Menge so gering wie möglich ist. Deshalb ist die
Si-Menge auf nicht mehr als 1,0 Gew.-% beschränkt.
- (3) Mn: nicht mehr als 1,0 Gew.-%; Mn wird als eine reduzierende
Komponente zugegeben, aber wenn die Menge 1,0 Gew.-% übersteigt,
wird die Bildung von MnS gefördert,
welches die weichmagnetischen Eigenschaften wie Si verschlechtert.
Bei dem PC-Material oder Ähnlichem
jedoch agiert Mn als Steuerung der Bildung eines geordneten Gitters
entgegen den magnetischen Eigenschaften, so dass es erwünscht ist,
es in einem passenden Ausmaß zuzugeben.
Deshalb ist die Mn-Menge auf nicht mehr als 1,0 Gew.-%, bevorzugt
auf einen Bereich von 0,01 –1,0
Gew.-% beschränkt.
- (4) P: nicht mehr als 0,01 Gew.-%; wenn die P-Menge zu groß ist, fällt er in
den Körnern
als ein Phosphid aus, das die weichmagnetischen Eigenschaften verschlechtert,
so dass die P-Menge auf nicht mehr als 0,01 Gew.-% beschränkt ist.
- (5) S: nicht mehr als 0,005 Gew.-%; wenn die S-Menge 0,005 Gew.-% überschreitet,
bildet er leicht einen Sulfideinschluß und diffundiert als MnS oder
CaS. Diese Sulfide besitzen speziell einen Durchmesser von etwa
0,1 μm bis
einigen μm,
was im Wesentlichen die gleiche Dicke wie die Blochwand in dem Fall
des Permalloys darstellt und schädlich
gegenüber
der Bewegung der Blochwand ist und die weichmagnetischen Eigenschaften
verschlechtert, so dass die S-Menge auf nicht mehr als 0,005 Gew.-%
beschränkt
ist.
- (6) AI: nicht mehr als 0,02 Gew.-%; AI ist eine wichtige reduzierende
Komponente. Wenn die Menge zu gering ist, ist die Reduktion ungenügend und
die Menge von nichtmetallischen Einschlüssen steigt an und die Sulfidform
wird leicht in MnS umgewandelt durch den Einfluss von Mn, Si, was
das Kornwachstum steuert. Wenn sie andererseits 0,02 Gew.-% überschreitet,
wird die Magnetostriktionskonstante und die magnetische Anisotropiekonstante
groß,
was die weichmagnetischen Eigenschaften verschlechtert. Deshalb
ist nicht mehr als 0,02 Gew.-% , bevorzugt 0,001 schlechtert. Deshalb
ist nicht mehr als 0,02 Gew.-% , bevorzugt 0,001 –0,02 Gew.
% ein passender Bereich von zugegebenem AI.
- (7) O: nicht mehr als 0,0060 Gew.-%; O wird durch Reduktion
erniedrigt, um endgültig
in dem Stahl zu verbleiben, aber es wird getrennt in O, der in dem
Stahl als eine feste Lösung
verbleibt und in O, der als ein Oxid des nichtmetallischen Einschlusses
oder Ähnliches
verbleibt. Man weiß,
dass, wenn die O-Menge groß wird,
die Menge der nichtmetallischen Einschlüsse notwendigerweise zunimmt,
um die magnetischen Eigenschaften negativ zu beeinflussen und gleichzeitig
beeinflusst es den auftretenden Zustand von S. Das heißt, wenn
die Menge von verbleibendem O groß ist, ist die Reduktion ungenügend und
das Sulfid tritt leicht als MnS auf, was die Bewegung der Blochwand
und das Kornwachstum behindert. Aufgrund dieser Tatsachen ist die
O-Menge auf nicht mehr als 0,006 Gew.% beschränkt
- (8) Mo: nicht mehr als 15 Gew.-%; Mo ist eine wirksame Komponente
zur Lieferung der magnetischen Eigenschaften von PC-Material unter
angewandten Produktionsbedingungen und besitzt eine Steuerungsfunktion
auf die Ausbildungsbedingungen eines geordneten Gitters, was einen
Einfluss auf die magnetische Anisotropie des Kristalls und die Magnetostriktion
ausübt.
Das geordnete Gitter wird durch Kühlbedingungen nach der magnetischen
Wärmebehandlung
beeinflusst. Wenn kein Mo vorhanden ist, wird eine sehr schnelle
Abkühlrate
benötigt,
während
wenn Mo mit einer bestimmten Menge vorhanden ist können beste Eigenschaften
bei einer in der Industrie angewandten Kühlbedingung erzielt werden.
Wenn die Menge jedoch zu groß ist,
wird eine optimale Abkühlrate
zu lang oder der Fe-Gehalt wird klein und die gesättigte Magnetflussdichte
wird niedrig. Deshalb liegt die Mo-Menge bevorzugt bei 1-15 Gew.-%.
- (9) Cu: nicht mehr als 15 Gew.-%; Cu besitzt eine Wirkung hauptsächlich zur
Steuerung der Ausbildungsbedingung des geordneten Gitters in dem
PC-Material wie Mo, aber es wirkt, indem es den Einfluss der Abkühlrate erniedrigt,
um die magnetischen Eigenschaften zu stabilisieren wie verglichen
mit dem Effekt von Mo. Man weiß auch,
dass die Zugabe von Cu in einer passenden Menge den elektrischen
Widerstand verbessert und die magnetischen Eigenschaften unter Wechselstrom
verbessert. Wenn die Cu-Menge jedoch zu groß ist, wird der Fe-Gehalt niedrig
und die gesättigte
Magnet flussdichte wird niedrig. Deshalb beträgt die Cu-Menge nicht mehr
als 15 Gew.-% , bevorzugt 1-15 Gew. %.
- (10) Co: nicht mehr als 15 Gew.-%; Co verbessert die Magnetflussdichte
und wirkt gleichzeitig zur Verbesserung der Permeabilität bei Zugabe
einer passenden Menge. Wenn die Co-Menge jedoch zu groß ist, erniedrigt
sich die Permeabilität
und auch der Fe-Gehalt wird niedriger und die gesättigte Magnetflussdichte wird
niedrig. Deshalb beträgt
die Co-Menge nicht mehr als 15 Gew.-% , bevorzugt 1-15 Gew.-%.
- (11) Nb: nicht mehr als 15 Gew.-%; Nb beeinflusst weniger die
magnetischen Eigenschaften, sondern verbessert die Härte des
Materials und verbessert die Verschleißfestigkeit, so dass es eine
grundlegende Komponente zur Verwendung bei einem Magnetkopf oder Ähnlichem
ist. Es ist auch wirksam zur Reduzierung des magnetischen Qualitätsverlustes
auf Grund von Formen oder Ähnlichem.
Wenn die Menge jedoch zu groß ist,
wird der Fe-Gehalt wird niedrig und die gesättigte Magnetflussdichte wird
niedrig. Deshalb beträgt
die Nb-Menge nicht mehr als 15 Gew.-% , bevorzugt 1-15 Gew.-%.
-
Das
Herstellungsverfahren des Permalloy auf Fe-Ni-Basis in Übereinstimmung
mit der Erfindung wird im Folgenden beschrieben.
-
Als
erstes wird eine Legierung mit der obigen Zusammensetzung geschmolzenen
und einem Stranggussprozess unterworfen, um eine stranggegossene
Rohbramme zu bilden. In diesem Fall ist es wünschenswert, den Strangguss
ohne elektromagnetisches Bewegen auszuführen. Dann wird die so erhaltene
stranggegossene Rohbramme einer homogenisierenden Wärmebehandlung
unterzogen und ferner einem Heißwalzen nach
der Oberflächenbehandlung
der Bramme. In der so erhaltenen heiß gewalzten Platte kann die
Ni-Segregationsmenge CNis mit nicht mehr
als 0,15 Gew. %, erzeugt werden.
-
Die
obige homogenisierende Wärmebehandlung
ist geeignet unter einer Bedingung ausgeführt zu werden, dass der Wert
DNi=(D·t)½ des
Ni-Diffusionsabstandes dargestellt durch die Gleichung (1) nicht
geringer ist als 39 bei einer Wärmebehandlungstemperatur
T von 1100-1375 °C.
-
Es
ist zu bevorzugen, dass die Bramme, die der homogenisierenden Wärmebehandlung
unterworfen wurde wiederholt einem Kaltwalzen und einer Temperung
nach dem Heißwalzen
unterworfen wird, um ein Produkt zu erhalten. Die Dicke des Produkts
hängt von
dem Verwendungszweck ab, aber beträgt normalerweise nicht mehr
als 0,1 mm als ein dünnes
Blech zur Laminierung bei der Anwendung, die eine Hochfrequenzcharakteristik
wie ein gerollter Kern oder Ähnliches
erfordert und etwa 0,2 –1,0
mm in einem Magnetjoch, Transformator, Abschirmvorrichtung oder Ähnliches.
Als Bramme, die dem Heißwalzen
unterworfen werden soll, ist vorzugsweise eine Bramme mit einem
gleichachsigen Kristall mit nicht mehr als 1 % als ein Bereichsverhältnis des
Brammenabschnitts (Gebiet des gleichachsigen Kristalls/Gebiet der
Bramme × 100),
wie in 3a gezeigt, zu
verwenden, weil es einfacher ist die Ni-Segregation zu reduzieren.
Im Falle einer Bramme, die einen großen gleichachsigen Kristall
(20%) wie in 3b gezeigt,
enthält,
ist es schwieriger eine Ni-Segregation zu reduzieren. Hinsichtlich
der Bramme, die bei der Erfindung verwendet wird liegt der Grund,
warum die Verwendung der stranggegossenen Rohbramme ohne Verwendung
des elektromagnetischen Bewegens vorzuziehen ist in der Tatsache
begründet,
dass die stranggegossene Rohbramme eine relativ große Verfestigungssrate und
weniger gleichachsigen Kristall besitzt. Wenn das elektromagnetische
Bewegen nicht verwendet wird, wird auch das Wachstum des säulenförmigen Dendritgefüges, das
während
des Verfestigungsschritts gebildet wird nicht behindert und der
gleichachsige Kristall wird noch kleiner. Darüber hinaus ist 3 eine schematische Ansicht eines Schnitts
senkrecht zu der Gussrichtung der Rohbramme. Es ist möglich Brammen
zu verwenden, die durch einen üblichen
Ingotbildungsprozess hergestellt wurden, wenn eine solche Bramme
wenig gleichachsigen Kristall enthält.
-
Die
folgenden Beispiele werden zur Erläuterung der Erfindung gegeben
und sind nicht zu deren Begrenzung beabsichtigt.
-
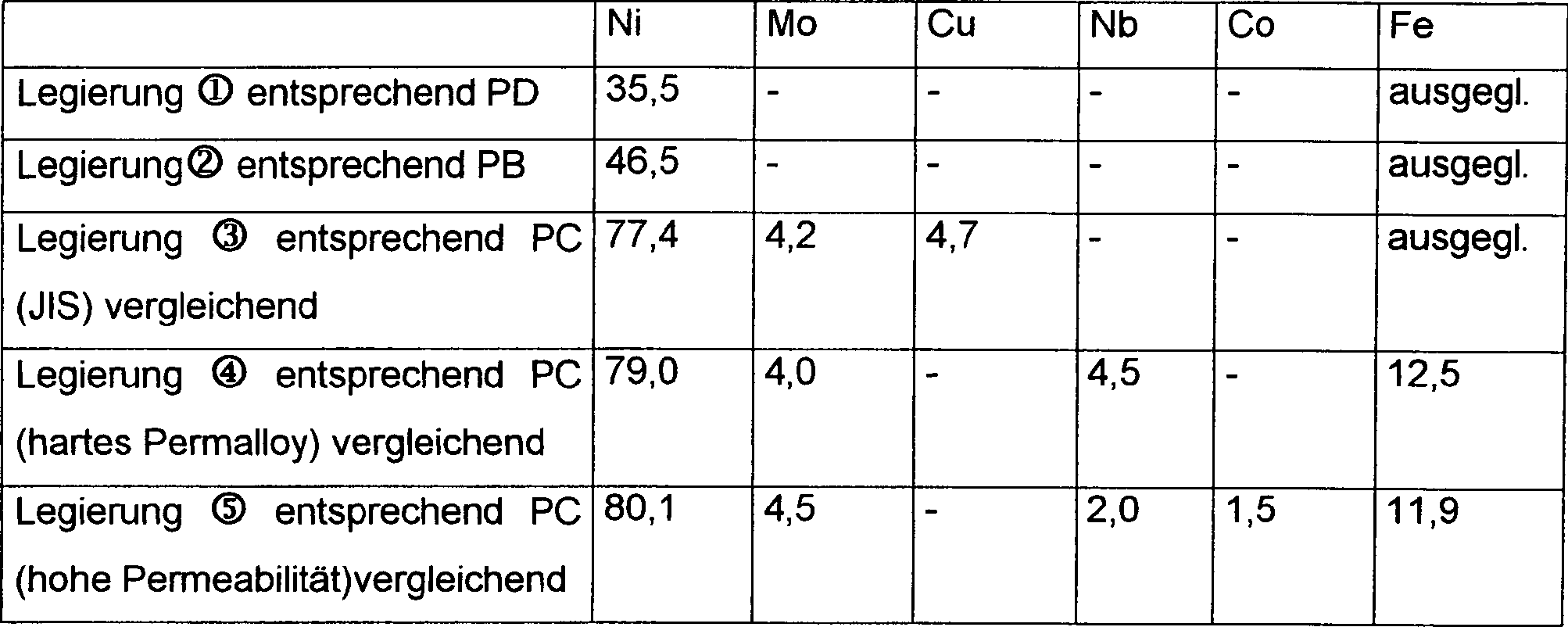
In
Tabelle 2 sind Zusammensetzungen von Testmaterialien gezeigt, die
für die
Beispiele verwendet wurden. Bei den Testmaterialien werden 10 t
von Ausgangsmaterial entsprechend dem PC-Material unter Vakuum geschmolzen,
während
60 t von Startmaterialien entsprechend den PD- und PB-Materialien
an Luft geschmolzen werden und dann werden diese Schmelzen stranggegossen.
Ein Teil der stranggegossenen Rohbrammen wird einer homogenisierenden
Wärmebehandlung
unterworfen und die verbleibenden Brammen werden dieser nicht unterzogen,
welche dann heiß gewalzt
und einer wieder holten Kaltwalzung und Temperung und schließlich einer
Temperungswalzung von einigen % unterworfen werden um Produkte mit
einer Dicke von 0,35 mm zu erhalten. Danach werden die so erhaltenen
Testmaterialien einer magnetischen Wärmebehandlung in einer Wasserstoffatmosphäre bei 1100°C für 3 h unterzogen,
um eine Gleichstromsmagnetisierungseigenschaft und Wechselstrommagnetisierungseigenschaft
(effektive Permeabilität μe) zu messen.
Die Ni-Segregation wird jeweils bei dem warmgewalzten Blech, dem
kaltgewalzten Blech und dem magnetisch wärmebehandelten Blech bei einem
Schnitt in einer Dickerichtung gemessen. Das Ausmaß der Ni-Segregation in
dem warmgewalzten Blech ist etwa gleich mit dem des kaltgewalzten
Blechs nach der magnetischen Wärmebehandlung.
Die Ni-Segregationsmenge ist ein gemessener Wert des magnetisch
wärmebehandelten Blechs.
-
Die
Messung der Gleichstromsmagnetisierungseigenschaft wird ausgeführt durch
Winden eines Drahts um ein ringförmiges
Testmuster von JIS 45Φ × 35Φ 50 Windungen
auf jeder der primären
und sekundären
Seiten und Messen durch ein umgekehrtes magnetisches Feld von 20
Oe, während
die Wechselstrommagnetisierungseigenschaft ausgewertet wird durch
Winden von 70 Windungen und Messen der effektiveren Permeabilität bei einem
Strom von 0,5 mA und einer Frequenz von 1 kHz. Für die Eingangspermeabilität μi wird die
Intensität
des magnetischen Feld bei 0,01 Oe in dem Fall des PB-Material 2 und 0,05
Oe in dem Fall des PC-Material in Übereinstimmung mit der Definition
von JIS C2531 gemessen.
-
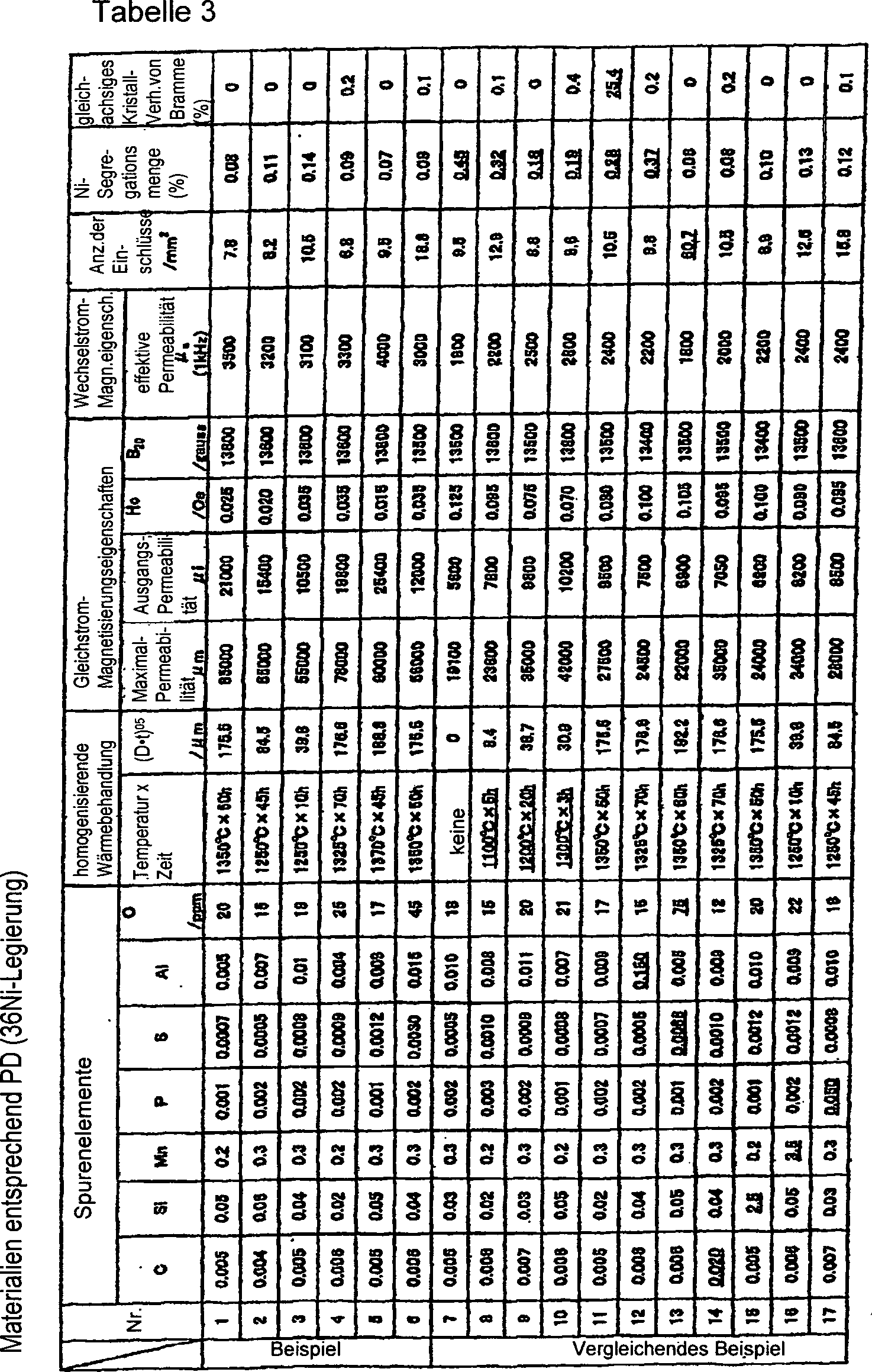
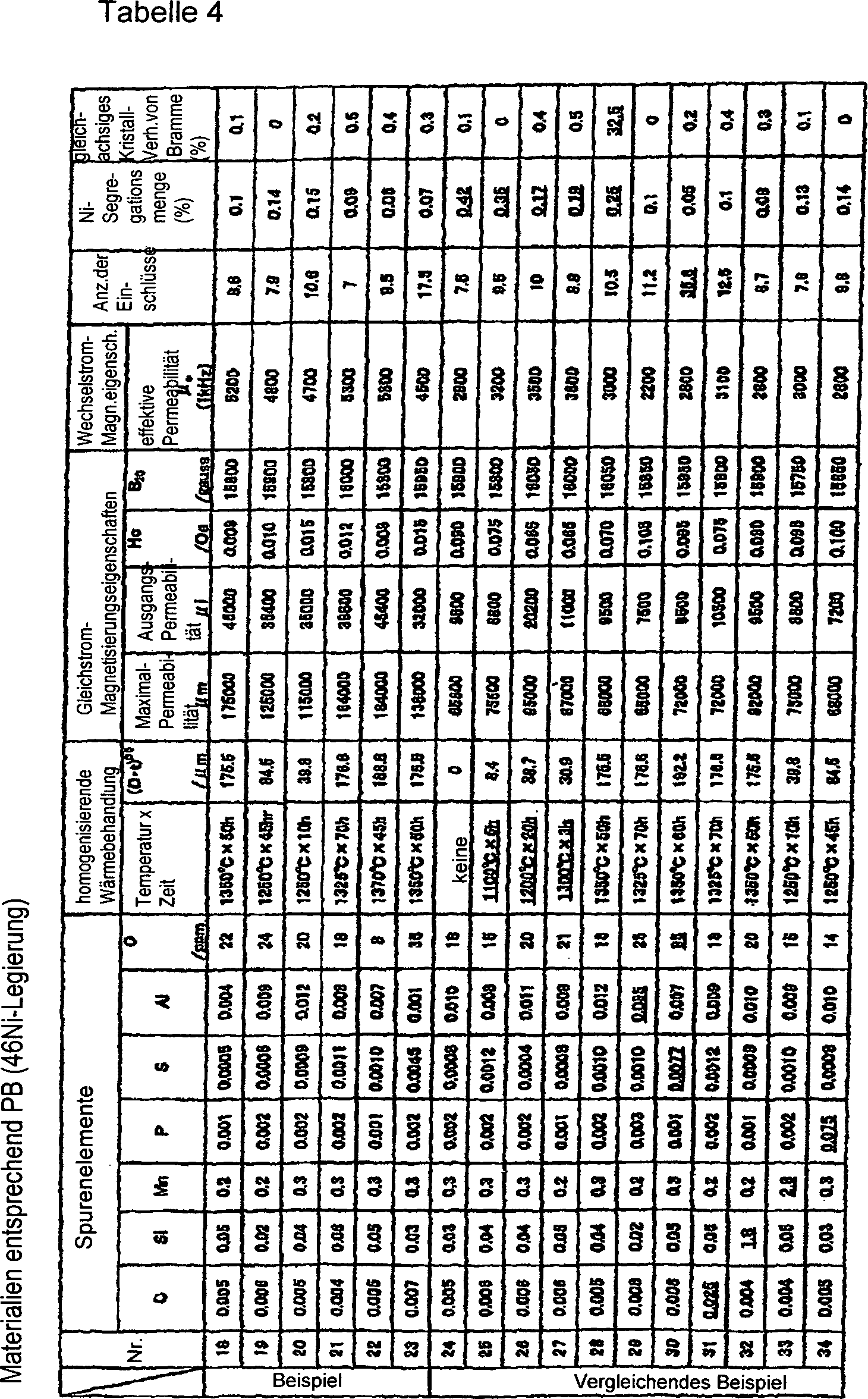
Die
Testergebnisse sind jeweils in Tabelle 3 für das PD entsprechende Material
(36Ni-Legierung:
Tabelle 2 ➀), Tabelle 4 für das PB entsprechende Material
(46Ni-Legienang: Tabelle 2 ➁) und Tabelle 5 für das PC
entsprechende Material (JIS-Legierung: Tabelle 2 ➂) gezeigt.
Wie man aus diesen Tabellen sieht wird die Rohbramme mit einem gleich-achsigen
Kristallverhältnis
von nicht mehr als 1 % bei den Legierung ein in Übereinstimmung mit der Erfindung
verwendet, so dass die Ni-Segregationsmenge klein ist und damit
die Gleichstromsmagnetisierungseigenschaft und die Wechselstrommagnetisierungseigenschaft
stark verbessert sind. Die ähnliche
Tendenz wird bei den Legierungen ➃ und ➄ in Tabelle
2 beobachtet.
-
Das
heißt,
es wurde bestätigt,
dass das PD-Material (36Ni) die gleiche Permeabilität und Koerzitivkraft wie
das PB-Materials besitzt und dass auch die effektive Permeabilität weiter
verbessert ist im Vergleich mit der des PB-Materials, weil der elektrische
Widerstand hoch ist. Ferner wurde bestätigt, dass das PB-Material eine
Permeabilität
und Koerzitivkraft gleich der des PC-Materials besitzt und dass
die gesättigte
Magnetflussdichte größer ist
als die des PC-Materials. Darüber
hinaus wurde bestätigt,
dass in dem PC-Material die Permeabilität weiter verbessert und die
Koerzitivkraft erniedrigt ist.
-
-
-
-
-
Wie
oben erwähnt
können
Permalloys auf Fe-Ni-Basis in Übereinstimmung
mit der Erfindung geliefert werden mit magnetischen Eigenschaften,
die beträchtlich
besser sind als die der konventionellen Technik. Speziell kann man
PD-Materialien als einen Ersatz für PB-Material erhalten, die
für einen
Uhrenstator, runde Kügelchen
für elektromagnetische
Linsen und Ähnliches
verwendet werden, PB-Materialien als einen Ersatz für PC-Material, die als
ein Magnetkopf, ein magnetisches Abschirmmaterial, ein Transformatorkern
für Kommunikationsgeräte und Ähnliches
verwendet werden.