WO2020157867A1 - 絶縁電線およびワイヤーハーネス - Google Patents
絶縁電線およびワイヤーハーネス Download PDFInfo
- Publication number
- WO2020157867A1 WO2020157867A1 PCT/JP2019/003195 JP2019003195W WO2020157867A1 WO 2020157867 A1 WO2020157867 A1 WO 2020157867A1 JP 2019003195 W JP2019003195 W JP 2019003195W WO 2020157867 A1 WO2020157867 A1 WO 2020157867A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- water blocking
- conductor
- blocking agent
- water
- insulated wire
- Prior art date
Links
Images





Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/17—Protection against damage caused by external factors, e.g. sheaths or armouring
- H01B7/28—Protection against damage caused by moisture, corrosion, chemical attack or weather
- H01B7/282—Preventing penetration of fluid, e.g. water or humidity, into conductor or cable
- H01B7/285—Preventing penetration of fluid, e.g. water or humidity, into conductor or cable by completely or partially filling interstices in the cable
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02A—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE
- Y02A30/00—Adapting or protecting infrastructure or their operation
- Y02A30/14—Extreme weather resilient electric power supply systems, e.g. strengthening power lines or underground power cables
Definitions
- the present invention relates to an insulated electric wire and a wire harness, and more particularly, to an insulated electric wire and a wiring harness having a water stop portion whose insulation coating is removed and which has been subjected to a water stop treatment with a water stop agent.
- Insulated wires may be subjected to water blocking treatment at some parts along the longitudinal axis.
- a stranded wire conductor and an insulating coating are provided, and the stranded wire conductor is continuous in the length direction, but the insulating coating is cut into appropriate lengths and discontinuous in the length direction.
- the gap between the strands of the stranded wire conductor, the outer circumferential surface of the stranded wire conductor, and the gap between the cut surfaces of the insulation coating are made of waterproof resin.
- an electric wire with a water blocking portion in which a water blocking portion is formed by being buried and a water blocking resin is adhered to a cut surface of an insulating coating.
- Patent Document 1 after forming the water blocking portion, after covering the outer peripheral surface of the stranded wire conductor with the water blocking resin and allowing the water blocking resin to enter the gap between the strands of the stranded wire conductor.
- the work of sandwiching the water blocking resin adhering to the outer peripheral surface of the stranded wire conductor at the cut surface of the insulating coating is performed before the liquid water blocking resin is solidified.
- the water blocking resin sandwiched between the cut surfaces of the insulating coating is said to solidify over time and adhere to the cut surface of the insulating coating.
- Patent Document 1 As described in Patent Document 1, by placing the water blocking agent in a non-solidified state in the voids between the strands or on the outer circumference of the conductor and then solidifying the water blocking agent, even in the minute voids between the strands.
- the water blocking agent can be permeated to form the water blocking portion.
- the waterproofing agent can be cured from a liquid state to a solid state by an external operation or environmental control so that it can be solidified after being placed at a predetermined position in a highly fluid state.
- a resin As the curable resin, there are those provided with a curing mechanism by various operations and environmental control.
- Patent Document 1 describes what kind of curing mechanism a resin material should be used as a water blocking agent. It has not been.
- the water blocking portion having high water blocking performance can be formed in a short time.
- An object of the present invention is to provide an insulated electric wire having a high waterproof performance and provided with a waterproof portion that can be formed in a short time, and a wire harness equipped with such an insulated electric wire.
- the insulated electric wire according to the present invention is an insulated electric wire that includes a conductor in which a plurality of strands of a metal material are twisted together, and an insulating coating that covers the outer periphery of the conductor, Has an exposed portion where the insulating coating is removed from the outer periphery of the conductor and a coating portion in a state where the insulating coating covers the outer periphery of the conductor, adjacent to each other along the longitudinal axis direction, and In the space between the strands in the exposed portion, there is a water blocking portion filled with a water blocking agent, the water blocking agent, at least a portion in contact with the wire, is a metal forming the wire. It is made of a resin material that is hardened by contact with the material.
- the water blocking agent may have an insulating property.
- At least the outer peripheral portion of the water blocking agent is made of a resin material that is cured by the supply of energy or a substance from the outside.
- at least the outer peripheral portion of the water blocking agent is preferably made of a resin material having photocurability.
- the water blocking agent is made of a resin material that is curable by contact with the metal material forming the strands and curable by supplying energy or a substance from the outside.
- the water blocking agent is preferably made of a resin material having both anaerobic curability and photocurability.
- the density of the metal material per unit length is higher in the exposed portion than at least a remote area of the covering portion excluding an area adjacent to the exposed portion. Furthermore, it is preferable that the twist pitch of the wire is smaller in the exposed portion than in the remote area of the covering portion.
- the water blocking agent forming the water blocking portion covers the outer periphery of the conductor in the exposed portion so as to be continuous with the space between the wires. Furthermore, the water blocking agent that constitutes the water blocking portion is continuous with a region that covers the outer periphery of the conductor in the exposed portion, and at the end portion of the coating portion that is adjacent to the exposed portion, the insulating coating It is good to coat the outer circumference.
- the insulated wire may have the water stop part at a midway portion in the longitudinal axis direction of the insulated wire.
- the wire harness according to the present invention has the insulated wire as described above, and is provided at both ends of the insulated wire with an electrical connection portion that can be connected to another device.
- one of the electrical connection portions provided at both ends of the insulated wire is provided with a waterproof structure that suppresses intrusion of water from the outside, and the other is not provided with the waterproof structure, and the water blocking portion is provided. May be provided at a position between the two electrical connections.
- the insulated electric wire In the insulated electric wire according to the above invention, among the water blocking agents filled in the spaces between the wires forming the conductor, at least the portion in contact with the wires is formed by contact with the metal material forming the wires of the conductor. It is made of a curable resin material. Therefore, the water blocking agent is hardened in a state of being in close contact with the wires, and it is possible to form the water blocking portion having high water blocking performance, which can effectively suppress the entry of water into the space between the wires. Moreover, when the space between the wires is filled with a water blocking agent and the water blocking agent is brought into contact with the metal material that composes the wire, the hardening of the water blocking agent starts and progresses. The formation of the water shut off portion can be completed in a short time.
- the water blocking agent causes curing in a state where the contact with oxygen is blocked. ..
- the waterproofing agent comes into contact with the metal material forming the strands, and the layer of the waterproofing agent itself causes the waterproofing agent at the interface with the strands to become external. Since the contact with the air is blocked, the water blocking agent having anaerobic curability is hardened in a state of being in close contact with the wire, and a water blocking portion exhibiting high water blocking performance can be formed in a short time. ..
- the water blocking agent when the water blocking agent has an insulating property, the water blocking agent also serves as an insulating member that insulates the exposed conductor from the outside.
- the outer peripheral portion of the water blocking agent is made of a resin material that is cured by the supply of energy or a substance from the outside, in the layer of the water blocking agent, at the inner portion that comes into contact with the strands.
- the waterproofing agent can be adhered to the strand and cured in a short time, while at the outer periphery, energy or substance from the outside can be applied.
- the outer peripheral portion of the water blocking agent is made of a resin material having a photo-curing property, the outer peripheral portion of the water blocking agent can be efficiently cured in a short time by utilizing a particularly high curability. Can be completed.
- the water blocking agent is made of a resin material that can be cured by contact with the metal material forming the strands and can be cured by the supply of energy or a substance from the outside
- the water blocking agent can be used. Since the agent has two types of curing mechanism, the curing mechanism by contact with the metal material is mainly used at the interface between the wire and the waterproof agent, and the energy from the outside is mainly used in the outer peripheral portion of the waterproof agent.
- the entire region of the water blocking agent can be cured in a short time by utilizing the curing mechanism by supplying the substance. Therefore, it is excellent in the effect of forming the layer of the waterproof agent having high waterproof performance in a short time.
- the water stop agent is made of a resin material having both anaerobic curability and photocurability, a water stop agent layer having high water stop performance is formed over the entire area of the water stop agent layer. Particularly excellent in the effect of forming in a short time.
- the exposed portion is exposed during formation of the water blocking portion.
- the water blocking agent can easily penetrate into the space between the wires of the exposed portion with high uniformity, and the water blocking portion having high water blocking performance between the wires can be easily formed.
- the twist pitch of the wire is smaller in the exposed part than in the remote area of the coating part, the uncured space filled in the space between the exposed wires during the formation of the water blocking part.
- the water-stopping agent of 1 is easily retained in the space between the wires, and the resin material has the property of being cured by contact with the metal material forming the wires, so that In addition to the effect of being cured by, it is easy to form a water blocking portion having high water blocking performance while avoiding the effect of drooping or outflow of the water blocking agent before curing.
- the water blocking agent forming the water blocking portion is continuous with the space between the wires, and when the outer circumferential surface of the conductor is covered, the water blocking agent disposed on the outer periphery of the conductor is It can play the role of a protective member that physically protects the water shutoff portion.
- the waterproofing agent that constitutes the water blocking portion covers the outer periphery of the insulating coating at the end portion of the coating portion that is adjacent to the exposed portion and is continuous with the area that covers the outer periphery of the conductor in the exposed portion
- the water blocking agent can also perform the water blocking between the insulating coating of the coating portion and the conductor.
- the insulated wire When the insulated wire has a water stop in the middle of the insulated wire in the longitudinal axis direction, it is easy to form a water stop on the insulated wire and the water that has entered the space between the wires from one end of the insulated wire. However, it is possible to effectively suppress the movement of the wire along the wire conductor to the other end by the water stop part provided in the middle part of the insulated wire.
- the wire harness according to the above invention has the insulated wire as described above, and is provided with an electrical connection portion that can be connected to another device at each end of the insulated wire.
- the water blocking agent forming the water blocking portion is made of a resin material that is hardened by contact with the metal material forming the conductor wire of the conductor, and thus the water blocking portion has high water blocking performance. Therefore, the wire harness has a high waterproof performance. In particular, even if water contacts one of the electrical connection parts at both ends, the water travels through the conductor that constitutes the insulated wire and enters the other electrical connection part and the equipment connected to the electrical connection part. This can be effectively suppressed. Further, such a water blocking portion having high water blocking performance can be formed in a short time and incorporated into the wire harness.
- one of the electrical connection portions provided at both ends of the insulated wire is provided with a waterproof structure that suppresses intrusion of water from the outside, the other is not provided with the waterproof structure, and the water blocking portion is When it is provided between the two electric connection parts, even if water may enter the electric connection part that is not equipped with the waterproof structure, the water may cause the conductor that constitutes the insulated electric wire to flow. Therefore, it is possible to effectively suppress the intrusion into the electric connection portion having the waterproof structure and the device connected to the electric connection portion. Therefore, it is possible to enhance the effectiveness of the waterproof performance by the waterproof structure formed in one of the electric connection parts and to highly protect the device in which the electric connection part is formed from the intrusion of water.
- FIG. 1 shows an outline of an insulated wire 1 according to an embodiment of the present invention.
- the insulated wire 1 includes a conductor 2 in which a plurality of strands 2a made of a metal material are twisted together, and an insulating coating 3 that covers the outer periphery of the conductor 2.
- the water stop part 4 is formed in the midway part of the insulated wire 1 in the longitudinal axis direction.
- the strand 2a forming the conductor 2 may be made of any metal material, and a metal material such as copper, aluminum, magnesium, or iron can also be used. These metallic materials may be alloys. Examples of the additive metal element for forming the alloy include iron, nickel, magnesium, silicon, and combinations thereof. All the wires 2a may be made of the same metal material, or the wires 2a made of a plurality of metal materials may be mixed. Among the metal materials listed above, copper and aluminum, and alloys containing them as the main components are generally used as the constituent material of the conductor of the insulated wire for automobiles. When the water agent 5 having an anaerobic curability is used, copper or a copper alloy can be particularly preferably used as a constituent material of the wire 2a from the viewpoint of exhibiting a high curability for the water stop agent 5. .
- the twisted structure of the strands 2a in the conductor 2 is not particularly specified, but from the viewpoint that it is easy to widen the intervals between the strands 2a when forming the water blocking portion 4, a simple twisted structure is used. Is preferred. For example, it is better to have a structure in which all the strands 2a are collectively twisted, rather than a parent-child twist structure in which a plurality of strands formed by twisting a plurality of strands 2a are gathered and further twisted.
- the diameter of the entire conductor 2 and each of the strands 2a is not particularly specified, but the smaller the diameter of the entire conductor 2 and each of the strands 2a is, the finer the gap between the strands 2a in the water stop portion 4 is. Since the effect and significance of increasing the reliability of the water stop by filling the gaps with the water stop agent 5 are large, the conductor cross section is preferably 8 mm 2 or less and the wire diameter is 0.45 mm or less.
- the material forming the insulating coating 3 is not particularly specified as long as it is an insulating polymer material, and examples thereof include polyvinyl chloride (PVC) resin and olefin resin. Further, in addition to the polymer material, a filler or an additive may be appropriately contained. Further, the polymeric material may be crosslinked.
- PVC polyvinyl chloride
- a filler or an additive may be appropriately contained. Further, the polymeric material may be crosslinked.
- the water blocking part 4 includes an exposed part 10 in which the insulating coating 3 is removed from the outer periphery of the conductor 2. Then, in the exposed portion 10, the water blocking agent 5 is filled in the space between the strands 2 a of the conductor 2.
- the water blocking agent 5 is preferably continuous with the space between the strands 2 a of the exposed portion 10 and also covers the outer periphery of the conductor 2 of the exposed portion 10. Furthermore, as shown in FIG. 1, the waterproofing agent 5 is continuous with the space between the strands 2 a of the exposed portion 10 and the outer peripheral portion of the conductor 2, and is an end portion of the covering portion 20 adjacent to both sides of the exposed portion 10. It is preferable that the outer periphery of the insulating coating 3, that is, the outer periphery of the conductor 2 is also disposed on the outer periphery of the insulating coating 3 at the end of the region.
- the water blocking agent 5 is continuously applied to the outer circumference of the region extending from the end of the covering portion 20 located on one side of the exposed portion 10 to the end of the covering portion 20 located on the other side, preferably the entire circumference.
- the outer peripheral portion of the exposed portion 10 is continuously filled with the coating material, and is filled in the region between the strands 2a of the exposed portion 10.
- the water blocking agent 5 is made of a hardened material of a resin material that is hardened by contact with the metal material forming the wire 2a, at least at the inner portion, that is, the portion in contact with the wire 2a of the conductor 2.
- the constituent materials of the water blocking agent 5 will be described in detail later. In the state after hardening, the water blocking agent 5 does not easily permeate a fluid such as water and can exhibit water blocking property.
- the region between the strands 2a of the exposed portion 10 is filled with water. It is possible to suppress the fluid such as intrusion from the outside. Further, even if water invades between the wires 2a at a part of the insulated wire 1, it is possible to prevent the water from moving to other parts of the insulated wire 1 through the wires 2a. To be done. For example, it is possible to prevent the water attached to one end of the insulated wire 1 from moving in the space between the wires 2a toward the other end of the insulated wire 1.
- the waterproofing agent 5 When the waterproofing agent 5 covers the outer peripheral portion of the conductor 2 of the exposed portion 10, it plays a role of physically protecting the exposed portion 10.
- the water blocking agent 5 when the water blocking agent 5 is made of an insulating material, it serves to insulate the conductor 2 of the exposed portion 10 from the outside.
- the outer periphery of the end portion of the coating portion 20 adjacent to the exposed portion 10 is also integrally coated with the water blocking agent 5, so that water blocking between the insulating coating 3 and the conductor 2 can be performed. That is, fluid such as water is suppressed from entering the space between the insulating coating 3 and the conductor 2 from the outside.
- the water stop portion 4 is provided at a midway portion in the longitudinal axis direction of the insulated wire 1 from the viewpoint of the demand, the ease of widening the interval between the strands 2a, and the like.
- the water stop portion 4 may be provided at the end of the insulated wire 1 in the longitudinal axis direction. In that case, the end portion of the insulated wire 1 may be in a state in which another member such as a terminal fitting is connected or in a state in which nothing is connected.
- another member such as a connecting member may be included in the water blocking portion 4 covered with the water blocking agent 5.
- a form in which the water stop part 4 is provided by including a splice part in which a plurality of insulated electric wires 1 are joined can be mentioned.
- the water blocking agent 5 that forms the water blocking portion 4 has at least an inner portion that contacts the wire 2a of the conductor 2 that forms the metal that forms the wire 2a. It is a cured product of a resin material having a property of being cured by contact with a material (hereinafter, sometimes referred to as contact curability).
- the water blocking agent 5 Since the water blocking agent 5 has a contact hardening property, it is filled with the water blocking agent 5 at a predetermined position including the space between the strands 2a in a state where it has an uncured fluidity, and then it is stopped in that state.
- the water solution 5 can be hardened to form the water blocking portion 4.
- the water blocking agent 5 When the water blocking agent 5 is permeated into a portion between the wires 2a forming the conductor 2 by coating, dipping or the like, the water blocking agent 5 comes into contact with the surface of the metal material forming the wire 2a. Therefore, after filling the space between the strands 2a with the water blocking agent 5, the layer of the water blocking agent 5 is in contact with the metal material forming the strands 2a without any special operation. The curing of the water blocking agent 5 is started and progresses from the site.
- the water blocking agent 5 is used. It is important that the wire is hardened in a state of closely contacting the wire 2a without any gap. If the water blocking agent 5 does not have contact curability, and has only a curing mechanism such as light curability, heat curability, moisture curability, or a combination thereof that is supplied by energy or a substance from the outside. At the interface between the wire 2a and the water blocking agent 5, there is a possibility that the water blocking portion 4 having sufficiently high water blocking performance cannot be formed.
- the factor that initiates the curing reaction is energy, such as light, heat, or moisture, which is supplied from the outside of the layer of the waterproofing agent 5, at the outer portion of the layer of the waterproofing agent 5.
- energy such as light, heat, or moisture
- the curing reaction easily proceeds, at the contact interface with the wire 2a located on the innermost side of the layer of the waterproofing agent 5, those energy and substances do not sufficiently reach, and the curing reaction does not easily proceed. Is.
- the water blocking agent 5 has a contact hardening property, and the contact itself with the wire 2a made of a metal material is a factor for initiating the hardening reaction.
- the contact part with it shows particularly higher adhesion and curability than other parts. Therefore, the waterproofing agent 5 is adhered and hardened to each of the strands 2a, and a high stopping property that strongly suppresses the invasion of water into the space between the strands 2a and the movement of water in the space between the strands 2a.
- the water stop part 4 having water performance can be formed.
- the space between the strands 2a is filled with the water blocking agent 5 by coating, dipping or the like, the curing reaction is started immediately and proceeds, so that the strands 2a do not have to take a long time.
- the water blocking agent 5 that comes into contact with the surface of the can be cured. Therefore, even when the water blocking portion 4 is formed for many insulated wires 1, the water blocking portion 4 can be formed in a short time.
- the ability to form the water blocking portion 4 in a short time not only improves productivity but also prevents the uncured water blocking agent 5 from hanging down or flowing out and staying at a predetermined position. It is also effective in avoiding a situation where the performance becomes low.
- the water blocking agent 5 has contact curability, that is, the property of being cured by contact with a metal material, but even if it causes a curing reaction only on contact with the metal material. Alternatively, it may cause a curing reaction when both the contact with the metal material and the other conditions are satisfied. Examples of the conditions to be satisfied together with the contact with the metal material include blocking of oxygen molecules and contact with other substances such as water (hereinafter sometimes referred to as a curing initiation substance). Further, when the water blocking agent 5 comes into contact with the curing initiation substance, curing may occur without directly contacting the metal material forming the strand 2a. In such a case, the surface of the strand 2a may be cured.
- the water stop agent 5 can be cured by bringing the water stop agent 5 into contact with the surface of the wire 2a covered with the curing start material.
- a curing mechanism can also be included in the contact curability in that the water blocking agent 5 is cured by contact with the surface of the metal material coated with the curing initiation substance.
- An anaerobic curable material is known as a resin material that cures under the condition of contact with metal and blocking of oxygen molecules.
- the anaerobic curable material cures from a liquid state to a solid state when it contacts a metal (solid metal or metal ion) in a state where oxygen molecules contained in air or the like are blocked.
- the water blocking agent 5 permeates into the site between the wires 2a constituting the conductor 2 by coating, dipping or the like, the water blocking agent 5 is located outside the interface at the interface between the wire 2a and the water blocking agent 5.
- the layer of the waterproofing agent 5 formed on the surface itself blocks the contact with air.
- the water blocking agent 5 When a resin material that cures under the condition of contact with a curing initiation substance is used as the water blocking agent 5, the water blocking agent 5 is cured before being penetrated into a portion between the strands 2a of the conductor 2.
- the starting material may be placed on the surface of the strand 2a by coating, dipping, or the like. After that, when the space between the strands 2a is filled with the waterproofing agent 5, the surface of the strand 2a on which the curing initiation substance is arranged is brought into contact with the layer of the waterproofing agent 5 without any special operation.
- the curing of the water blocking agent 5 is started and progresses from the part where the water blocking agent 5 is applied.
- two-component curability can be mentioned.
- the metal material forming the strand 2a of the conductor 2 is not particularly limited.
- the wire 2a is made of copper or a copper alloy.
- the water blocking agent 5 is likely to exhibit high anaerobic curability at the contact interface with the wire 2a, as compared with the case of being made of aluminum or an aluminum alloy. This is because the electrons released when the oxidation number of copper changes from +2 to +1 facilitates the anaerobic curing of the water blocking agent 5.
- the water blocking agent 5 is also provided with other types of curing mechanisms, such as curing by supplying energy or a substance from the outside, if at least the portion of the conductor 2 that comes into contact with the strands 2a has contact curability. May be Rather, from the viewpoint of assisting the curing of the water blocking agent 5 by the contact curability and further improving the curability and shortening the curing time, those other types of curability are referred to as one type or two or more types, the contact curability. It is preferable to have both. For example, at least the inner part of the water blocking agent 5 that comes into contact with the strand 2a of the conductor 2 has a contact hardening property, and at least the outer peripheral portion facing the external environment is exposed from the outside of the water blocking agent 5.
- the waterproofing agent 5 is composed of a plurality of layers, the inner layer that comes into contact with the wire 2a is made of a resin material having a contact curability, and the outer layer facing the outer periphery has an extrinsic curability. It can be made of a resin material.
- the entire layer of the waterproofing agent 5 is made of a resin material having both contact curability and extrinsic curability. Then, the curability can be improved and the curing time can be shortened in the entire layer of the water blocking agent 5. In the relatively inner region of the layer of the water blocking agent 5, the curing mechanism by contact curability is dominant, and in the relatively outer region, the curing mechanism by extrinsic curability is dominant.
- the extrinsic curability used in combination with the contact curability photocurability, thermosetting, moisture curability and the like can be mentioned.
- the photo-curing property and the heat-curing property correspond to a curing mechanism by supplying energy from the outside
- the moisture-curing property corresponds to a curing mechanism by supplying a substance from the outside.
- the water blocking agent 5 may also have a plurality of extrinsic curability.
- photocurability can be most preferably used.
- the photocuring reaction can be easily and rapidly advanced by external light irradiation, and has a high effect on improving the curability of the water blocking agent 5 and shortening the curing time.
- the layer of the water blocking agent 5 cures efficiently and in a short time from the surface layer to a certain depth.
- ultraviolet curability can be used particularly preferably.
- a material having an anaerobic curability as a contact curability and a photocurability as an extrinsic curability can be most suitably used as the water blocking agent 5.
- thermoplasticity instead of curability as the water blocking agent 5
- curability such as contact curability
- the component composition of the water blocking agent 5 and characteristics other than the curing characteristics are not particularly limited, but an insulating material is preferably used as the water blocking agent 5 from the viewpoint of insulating the conductor 2 from the outside. preferable.
- the specific resin species constituting the water blocking agent 5 is not particularly limited. Examples thereof include silicone resin, acrylic resin, epoxy resin, urethane resin and the like. Among them, acrylic resins can be particularly preferably used from the viewpoints of high curing speed, high reactivity, and easy viscosity adjustment. Various additives may be appropriately added to these resin materials as long as the characteristics of the resin material as the water blocking agent 5 are not impaired.
- the addition to the resin material of contact curability such as anaerobic curability and extrinsic curability such as photocurability can be performed by adding a reaction initiator or a catalyst, introducing a functional group into the polymer chain, and the like.
- the anaerobic curability can be imparted by adding an organic peroxide or the like.
- the organic peroxide include hydroperoxides such as cumene hydroperoxide, t-butyl hydroperoxide, p-methane hydroperoxide, methyl ethyl ketone peroxide, cyclohexane peroxide, dicumyl peroxide and diisopropylbenzene hydroperoxide.
- examples thereof include oxides, ketone peroxides, diallyl peroxides, and peroxyesters. These organic peroxides may be used alone or as a mixture of two or more kinds.
- the waterproofing agent 5 it is preferable to use a resin composition having a viscosity of 4 Pa ⁇ s or more, further 5 Pa ⁇ s or more, 10 Pa ⁇ s or more in the state of filling. This is because when the waterproofing agent 5 is placed in the region between the strands 2a or in the outer peripheral region, particularly in the outer peripheral region, it does not cause outflow or drooping and is easily held in those regions in a highly uniform state. is there.
- the viscosity of the water blocking agent 5 at the time of filling is preferably suppressed to 200 Pa ⁇ s or less. This is because, if the viscosity is not excessively increased, the water blocking agent 5 can be easily permeated into the region between the strands 2a.
- the water blocking agent 5 has contact curability that requires contact with a metal for curing, so that the water blocking agent 5 adheres to the surface of the wires 2a forming the conductor 2 and the space between the wires 2a.
- the water blocking portion 4 having high water blocking performance can be formed on the outer periphery of the conductor 2.
- the waterproof agent 5 integrally covers not only the space between the strands 2 a and the outer peripheral portion of the conductor 2 of the exposed portion 10 but also the outer periphery of the end portion of the coating portion 20 adjacent to the exposed portion 10.
- Preferably has high adhesion to the insulating coating 3.
- the water stopping agent 5 may be composed of a plurality of layers, or the outer circumference of the layer of the water stopping agent 5 may be made of a water stopping material. By arranging such a shrinkable tube or the like, it is possible to supplement the water stopping performance in the outer peripheral portion of the conductor 2 or in the portion between the insulating coating 3 and the conductor 2.
- the water blocking agent 5 is allowed to penetrate between the strands 2a of the conductor 2 exposed as the exposed portion 10 to be cured.
- the state of the conductor 2 that constitutes the exposed portion 10 may be the same as the state of the conductor 2 in the coating portion 20 that is coated with the insulating coating 3, but if the conductor 2 has a different state, the strand 2a It is advantageous in permeation and retention of the waterproofing agent 5 in the space between.
- each wire 2a is provided as a continuous wire material having a substantially uniform diameter over the entire length of the insulated wire 1 in the longitudinal axis direction, and in this specification, the density per unit length of the metal material is different between the areas.
- the state refers to a state in which the diameter and the number of the strands 2a are constant, but the aggregated state of the strands 2a is changing, such as a twisted state.
- the density of the metal material per unit length in the conductor 2 may be higher in the exposed portion 10 than in the covering portion 20.
- the density of the metal material per unit length may be lower than that of the exposed portion 10 in the adjacent area 21 immediately adjacent to the exposed portion 10. That is, the density of the metal material per unit length is higher in the exposed portion 10 than at least the remote area 22 excluding the adjacent area 21 in the entire covering portion 20.
- the state of the conductor 2 including the density of the metal material per unit length is substantially the same as the state of the insulated wire 1 without the water blocking portion 4.
- the reason why the density of the metal material per unit length may be low in the adjacent area 21 is to apply the metal material to the exposed portion 10 and to ensure continuity between the exposed portion 10 and the covering portion 20.
- the conductor 2 may be deformed.
- FIG. 6B schematically shows the state of the conductor 2 including the density distribution of the metal material as described above.
- FIGS. 4 to 6 diagonal lines are drawn inside the region occupied by the conductor 2, but the higher the density of the diagonal lines, the smaller the twist pitch of the wires 2a, that is, the narrower the intervals between the wires 2a. Is shown. Further, it is shown that the larger the width (upper and lower dimensions) of the region shown as the conductor 2, the larger the diameter of the conductor 2.
- the illustrated parameters are not proportional to the twist pitch and the conductor diameter of the strand 2a, but schematically show the relative magnitude relationship for each region. Further, the illustrated parameters are discontinuous between the regions, but in the actual insulated wire 1, the state of the conductor 2 continuously changes between the regions.
- the diameter of the conductor 2 is wider than in the remote area 22 of the covering portion 20, and the conductor 2 includes the strand 2a per unit length.
- the amount of metal materials used is increasing.
- the strands 2a are bent so that the gap between the strands 2a is widened and a large space is secured between the strands 2a, and the water blocking agent 5 permeates into the space between the strands 2a. It can be performed. As a result, the water blocking agent 5 can easily penetrate into the space between the strands 2a, and the water blocking agent 5 can be filled into each part of the exposed portion 10 with high uniformity.
- the twist pitch of the wire 2a is larger than that of the covering portion 20. It is preferably smaller than the twist pitch in the remote area 22. This is because, in the exposed portion 10, the twist pitch of the wires 2a is reduced and the interval between the wires 2a is narrowed, which is also effective in improving the water blocking performance. That is, the water blocking agent 5 is filled in the space between the strands 2a in a liquid state, and the gap between the strands 2a is narrowed while the water blocking portion 4 is being formed. It is easy to make it stay uniformly in the space between the strands 2a without hanging or flowing out.
- the water blocking agent 5 When the water blocking agent 5 is cured from that state, high water blocking performance is obtained in the exposed portion 10. Further, in the exposed portion 10, since the twist pitch is smaller than that in the remote area 22, even if the density of the metal material per unit length is higher than that in the remote area 22, the conductor diameter in the exposed area 10 is reduced. In comparison with the conductor diameter in the remote area 22, it can be suppressed so as not to become excessively large. Then, the outer diameter of the entire water blocking portion 4 can be suppressed so as not to be the same or significantly larger than the outer diameter of the insulated wire 1 in the remote area 22.
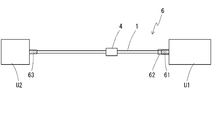
- a wire harness 6 according to an embodiment of the present invention has an insulated electric wire 1 provided with a water blocking part 4 according to the embodiment of the present invention.
- FIG. 2 shows an example of the wire harness 6 according to the present embodiment.
- electric connection portions 61 and 63 which can be connected to other devices U1 and U2 such as connectors are provided respectively.
- the wire harness 6 may include an insulated electric wire of another type in addition to the insulated electric wire 1 according to the above-described embodiment (not shown).
- the types of the electrical connecting portions 61 and 63 provided at both ends of the insulated electric wire 1 and the devices U1 and U2 to which the electrical connecting portions 61 and 63 are connected may be any type. From the viewpoint of effectively utilizing the water blocking performance of the water blocking portion 4, a preferred example is a form in which one end of the insulated wire 1 is waterproof and the other end is not waterproof.
- a waterproof structure 62 is formed on the first electrical connection portion 61 provided at one end of the insulated wire 1.
- a rubber plug that seals a space between the connector housing and the connector terminal in the connector that constitutes the first electrical connection portion 61 is provided.
- the second electric connecting portion 63 provided at the other end of the insulated wire 1 is not formed with the waterproof structure as provided in the first electric connecting portion 61. Therefore, if water adheres to the surface or the like of the second electric connecting portion 63, the water may possibly enter the inside of the second electric connecting portion 63.
- An exposed portion 10 in which the conductor 2 is exposed is formed at a midway portion of the insulated electric wire 1 that constitutes the wire harness 6, that is, a position between the first electric connection portion 61 and the second electric connection portion 63.
- a water stop portion 4 filled with a water stop agent 5 is formed in a region including the exposed portion 10.
- the specific position and the number of the water blocking portions 4 are not particularly limited, from the viewpoint of effectively suppressing the influence of water on the first electrical connection portion 61 in which the waterproof structure 62 is formed, It is preferable that at least one water shut off portion 4 be provided at a position closer to the first electrical connection portion 61 than the second electrical connection portion 63.
- the wire harness 6 having the electric connection portions 61 and 63 at both ends of the insulated wire 1 can be used to electrically connect the two devices U1 and U2.
- a device such as an electric control unit (ECU) that requires waterproofing may be applied.
- ECU electric control unit
- the second device U2 to which the second electric connection portion 63 having no waterproof structure is connected a device that does not need waterproofing may be applied.
- the insulated electric wire 1 that forms the wire harness 6 has the water blocking portion 4, even if water that has entered from the outside of the wire harness 6 travels along the wire 2a that forms the conductor 2, it is insulated.
- the movement of water along the electric wire 1 can be suppressed from proceeding beyond the water blocking portion 4. That is, the water that has entered from the outside moves beyond the water stop portion 4, reaches the electric connection portions 61 and 63 at both ends, and further enters the devices U1 and U2 connected to the electric connection portions 61 and 63. Can be suppressed.
- water adhering to the surface of the second electrical connection portion 63 that does not have a waterproof structure enters the inside of the second electrical connection portion 63, travels along the wire 2a forming the conductor 2, and is insulated. Even if the water moves along the electric wire 1, the movement of the water is blocked by the water blocking agent 5 with which the water blocking portion 4 is filled. As a result, the water cannot move beyond the water stop portion 4 toward the side where the first electrical connection portion 61 is provided, and reaches the position of the first electrical connection portion 61, where the first electrical connection is generated. It cannot enter the connection part 61 and the first device U1. In this way, by suppressing the movement of water by the water blocking portion 4, it is possible to effectively use the waterproof property of the waterproof structure 62 for the first electrical connection part 61 and the device U1.
- the effect of suppressing the movement of water by the water blocking portion 4 provided in the insulated wire 1 is irrespective of the place where the water is attached, the cause of the attachment of the water, the time when the water is attached, and the environment thereafter.
- the wire harness 6 when the wire harness 6 is provided in an automobile, water that has entered the inside of the insulated wire 1 from the non-waterproof second electrical connection portion 63 into the insulated wire 1 such as the space between the wires 2a is subject to capillarity and cold heat. It is possible to effectively suppress the intrusion into the first electrical connection portion 61 having the waterproof structure 62 and the first device U1 due to the breathing phenomenon.
- the cold-heat breathing phenomenon means that when the first electrical connection portion 61 having the waterproof structure 62 and the first device U1 are heated and then allowed to cool along with the traveling of the vehicle, the insulated electric wire 1 Then, a pressure difference is generated in which the first electric connection portion 61 side has a low pressure and the second electric connection portion 63 side has a relatively high pressure, so that the water attached to the second electric connection portion 63 is This is a phenomenon in which the electric connection portion 61 and the first device U1 are pulled up.
- Fig. 3 shows an outline of this manufacturing method.
- the water blocking part 4 is formed in a part of the insulated wire 1 in the longitudinal axis direction.
- the (2) density modulation step can be composed of (2-1) a compaction step and a subsequent (2-2) relaxation step.
- each step will be described.
- the specific operation in each step and the order of each step include the position where the water stop portion 4 is formed and the like. It may be appropriately adjusted according to the details of the configuration of the water shut off portion 4.
- the exposed portion 10 is formed as shown in FIG. 4B using the continuous linear insulated wire 1 as shown in FIG. 4A. ..
- the covering portions 20 are adjacent to each other on both sides in the longitudinal direction of the exposed portion 10.
- a substantially annular cut is formed on the outer periphery of the insulating coating 3 at a position corresponding to the approximate center of the region where the exposed portion 10 is to be formed. Then, the insulating coating 3 is gripped from the outer periphery on both sides of the cut and is moved along the axial direction of the insulated wire 1 so as to be separated from each other (movement M1). With the movement, the conductor 2 is exposed between the insulating coatings 3 on both sides. In this way, the exposed portion 10 can be formed adjacent to the covering portion 20.
- the filling step is performed as it is, in the space between the strands 2a forming the conductor 2 of the exposed portion 10,
- the water blocking agent 5 may be filled, but it is preferable to perform the density modulation step before the filling step so that the gaps between the wires 2a can be widened and the water blocking agent 5 can be filled with high uniformity. ..
- the density modulation step a non-uniform distribution of the density of the metal material is formed between the exposed portion 10 and the adjacent area 21 and the remote area 22 of the covering portion 20, and the wire 2a of the conductor 2 in the exposed portion 10 is formed. Widen the intervals.
- the uneven distribution of the density of the metal material specifically, the density of the metal material per unit length is higher in the exposed portion 10 than in the remote area 22.
- the formation of such a density distribution can be achieved at the same time as the interval between the wires 2a in the exposed portion 10 is increased by, for example, a compacting step and a subsequent relaxing step.
- the conductor 2 can be extended from the grip portion 30 to the exposed portion 10.
- the twist pitch of the wires 2a becomes larger in the grip portion 30 than in the beginning, and the density of the metal material per unit length becomes lower.
- a part of the metal material originally present in the grip portion 30 is applied to the exposed portion 10, and the twist pitch of the strand 2a in the exposed portion 10 becomes smaller.
- the density of the metal material per unit length in the exposed portion 10 becomes high.
- the force for gripping the insulated wire 1 from the outer periphery in the grip portion 30 should be suppressed to such an extent that the conductor 2 can move relative to the insulating coating 3. It is preferable to set.
- the conductor 2 unwound from the grips 30 on both sides of the exposed portion 10 in the compacting step does not completely return to the region covered with the insulating coating 3 again. At least a portion remains on the exposed portion 10.
- the conductor 2 is unwound to the exposed portion 10, and the twist of the strand 2a in the conductor 2 is loosened. 2a is bent and arranged. That is, as shown in FIG. 5A, in the exposed portion 10, the diameter of the region occupied by the conductor 2 as a whole becomes larger than that in the state before performing the compaction process (FIG. 4B), and the unit length is increased. The density of the metallic material per hit becomes high.
- the twist pitch in the exposed portion 10 is at least larger than that in a state in which the twist is made tight by the tightening step, and becomes larger than that before the tightening step is performed depending on the degree of relaxation. From the viewpoint of widening the interval between the strands 2a, it is better to make the twist pitch larger than that before the tightening step.
- the gripping portion 30 that grips the insulating coating 3 from the outside in the tightening step has a density of the metal material per unit length lower than that of the exposed portion 10 after the relaxing step, and is further tightened.
- the adjacent area 21 becomes lower than that before the process is performed.
- a region that is not the grip portion 30 in the compacting process, that is, a region separated from the exposed portion 10 becomes a remote region 22.
- the state of the conductor 2 such as the density of the metal material per unit length, the twisting pitch of the wires 2a, etc. is not substantially changed from before the implementation of the compacting step.
- the metal material having a lower density per unit length in the adjacent area 21 is applied to the exposed portion 10 and contributes to increase the density of the metal material per unit length in the exposed portion 10.
- the density of the metal material per unit length is highest in the exposed portion 10, second highest in the remote area 22, and lowest in the adjacent area 21.
- the uncured water blocking agent 5 is filled into the space between the strands 2 a of the exposed portion 10.
- the filling operation of the water blocking agent 5 can be performed by applying a liquid resin composition in the space between the strands 2a by any method such as coating, dipping, dropping, pouring, etc. according to the characteristics such as the viscosity of the water blocking agent 5. It can be done by introducing.
- the filling step it is preferable to fill the space between the wires 2a with the water blocking agent 5 and to dispose the water blocking agent 5 also on the outer periphery of the conductor 2 of the exposed portion 10.
- the amount of the water blocking agent 5 introduced into the exposed portion 10 may be set to an amount in which a surplus is generated even if the space between the wires 2a is filled.
- the water blocking agent 5 may be arranged not only on the outer periphery of the exposed portion 10 but also on the outer periphery of the insulating coating 3 at the end of the coating portion 20, but the coating moving step may be performed after the filling step.
- a part of the water blocking agent 5 introduced into the exposed portion 10 can be moved to the outer peripheral portion of the insulating coating 3 of the coating portion 20. Therefore, in the filling step, it is sufficient to dispose the water blocking agent 5 on the outer periphery of the exposed portion 10 in addition to the space between the strands 2a.
- the gap between the strands 2a of the exposed portion 10 is widened, and then the waterproofing agent 5 is introduced into the exposed portion 10 in the filling step, so that the portion between the spread strands 2a is introduced.
- the water blocking agent 5 easily penetrates. Therefore, the water blocking agent 5 can easily penetrate the exposed portions 10 with high uniformity and evenly.
- the highly reliable water blocking portion 4 having excellent water blocking performance can be formed. Even if the water blocking agent 5 has a relatively high viscosity of 4 Pa ⁇ s or more, by sufficiently widening the interval between the wires 2a, the space between the wires 2a can be The water blocking agent 5 can be permeated with high uniformity.
- the water blocking agent 5 may be filled in a predetermined portion of the insulated wire 1 including the region between the wires 2a by any method such as coating or dipping.
- any method such as coating or dipping.
- the immersion of the water blocking agent 5 by dipping Filling is preferred.
- the insulated wire may be brought into contact with the jet stream of the water blocking agent 5 while rotating the insulated wire 1 axially.
- the water blocking agent 5 When the space between the strands 2a of the exposed portion 10 is narrowed by the re-tightening step, the water blocking agent 5 is confined in the narrow space, so that the fluidity of the water blocking agent 5 is sufficient due to curing or the like.
- the water stop agent 5 is likely to stay in the space between the wires 2a without causing outflow or drooping until the water stops. Thereby, it becomes easy to form the highly reliable water blocking part 4 having excellent water blocking performance after the water blocking agent 5 is cured.
- the re-tightening step is preferably performed while the waterproofing agent 5 filled between the strands 2a has fluidity, that is, before the waterproofing agent 5 is cured or during curing. Then, the operation of re-tightening is less likely to be hindered by the presence of the water blocking agent 5.
- the previous filling step is performed by immersing the insulated wire 1 in the waterproof agent 5 using a jet device or the like
- re-tightening is performed while the insulated wire 1 is immersed in the waterproof agent 5. It is preferred to carry out the steps. Then, it is easy to avoid a situation in which the water blocking agent 5 is squeezed out and removed from the space between the wires 2a due to the re-tightening operation itself.
- the conductor 2 may be rotated so as to be twisted (movement M4), and the re-tightening step may be performed.
- the coating moving step As shown in FIG. 6A, the insulating coatings 3 arranged on the coating portions 20 on both sides of the exposed portion 10 are brought close to each other, It is moved toward the exposed portion 10 (movement M5).
- the coating transfer step is preferably performed while the water blocking agent 5 with which the exposed portion 10 is filled has fluidity, that is, before the water blocking agent 5 is cured or during curing.
- the coating transfer step may be performed in a substantially single operation together with the re-densification step.
- the coating transfer step is also performed.
- the insulated wire 1 may be immersed in the waterproofing agent 5 and then carried out.
- the water blocking agent 5 also spreads to such regions, and the water blocking agent 5 is filled between the strands 2a in the entire area of the exposed portion 10 where the conductor 2 is exposed. Further, a part of the water blocking agent 5 arranged on the outer periphery of the conductor 2 of the exposed portion 10 can be moved to the outer periphery of the insulating coating 3 of the coating portion 20.
- the waterproofing agent 5 is continuously formed in the three regions of the space between the wires 2a of the exposed portion 10, the outer periphery of the conductor 2 of the exposed portion 10, and the outer periphery of the insulating coating 3 at the end of the coating portion 20. It will be placed.
- the water blocking agent 5 By arranging the water blocking agent 5 in the above three regions, the water blocking performance in the region between the wires 2a is excellent, and the outer circumference is physically protected and electrically insulated through the subsequent curing step. Further, the water blocking portion 4 having excellent water blocking performance between the conductor 2 and the insulating coating 3 can be simultaneously formed from a common material. In the filling step, if the water blocking agent 5 can be sufficiently introduced into a region including the end of the exposed portion 10 and the end portions of the covering portions 20 on both sides, the coating moving step is omitted. May be.
- the water blocking agent 5 is cured.
- the water blocking agent 5 has only a contact hardening property as a hardening mechanism, at least the elapse of time may be waited until the water blocking agent 5 in contact with the wire 2a forming the conductor 2 is sufficiently hardened. ..
- the curing step it is possible to obtain the insulated electric wire 1 including the water blocking portion 4 having high water blocking performance in the space between the wires 2a.
- the water blocking agent 5 When the water blocking agent 5 has a contact hardening property as well as an extrinsic hardening property as a hardening mechanism, an operation for supplying energy or a substance from the outside to cause hardening by the extrinsic hardening mechanism is combined. You can do it.
- the light source 80 When the water blocking agent 5 has photocurability as an extrinsic curability, the light source 80 may be used to irradiate the light L as shown in FIG. 6B.
- the water blocking agent 5 When the water blocking agent 5 has a thermosetting property as an extrinsic hardening property, it may be heated by a heater or the like.
- the water blocking agent 5 When the water blocking agent 5 has a moisture hardening property as an extrinsic hardening property, it may be brought into contact with water by introducing an atmosphere containing water vapor.
- the insulated wire 1 may be rotated axially (movement M6) as shown in FIG. 6(b) until the water blocking agent 5 is sufficiently cured. If the waterproofing agent 5 is cured while the insulated electric wire 1 is kept stationary without rotating, the uncured waterproofing agent 5 hangs down due to gravity, so that the position is below the gravity direction. The water blocking agent 5 is cured in the state where the layer of the water blocking agent 5 thicker than the position above is formed. Then, in the water blocking portion 4 obtained after the water blocking agent 5 is cured, the conductor 2 becomes eccentric, and the water blocking performance and the physical characteristics may be nonuniform along the circumferential direction of the insulated wire 1. There is a nature.
- the curing step is performed while rotating the insulated electric wire 1 axially, so that the entire area of the insulated electric wire 1 along the circumferential direction, The light L from the light source 80 can be irradiated, and the photocuring of the water blocking agent 5 on the entire circumference can be advanced with high uniformity. If time is required due to movement of the insulated wire 1 between the processing devices after performing the filling step, the re-densification step, and the coating moving step and before starting the curing step, the time is required. Also during this period, it is preferable to rotate the insulated electric wire 1 so as to prevent the waterproofing agent 5 from hanging down at a specific position along the circumferential direction.
- Test method (1) Preparation of sample Insulation in which a 0.35 mm thick insulating coating made of PVC is formed on the outer circumference of a copper stranded wire conductor having a conductor cross-sectional area of 0.5 mm 2 (element wire diameter 0.18 mm, number of wires 20) An exposed portion having a length of 13 to 15 mm was formed in the middle of the electric wire. And the water stop part was formed in the exposed part using the water stop agent. At this time, as shown in the flow chart of FIG. 3, each step was sequentially performed.
- the filling step, the re-densification step, and the coating transfer step were performed using a jet device in a state where the site including the exposed portion of the insulated wire was in contact with the jet of the water blocking agent.
- the curing step was performed while rotating the insulated wire.
- the water blocking agent was cured by an operation according to the type of curability of each curing agent.
- the curing time that is, the time during which each operation for curing was continued, was set to 1 minute and 8 hours.
- the specific material used as the water blocking agent, the type of curability of each material, and the operation performed for curing each material are as follows. All the water blocking agents are made of acrylic resin. -Example 1: "1377B” manufactured by ThreeBond; anaerobic curability; cured by contact with metal and anaerobic conditions. Example 2: “3062F” manufactured by ThreeBond; anaerobic curability and ultraviolet (UV) curability; UV irradiation.
- Table 1 summarizes the characteristics of the water blocking agent and the results of the leak test when two different curing times are adopted.
- the PVC adhesive force is a value measured by adhering a waterproofing agent layer having an inner diameter of 6 mm and a thickness of 3 mm to the surface of PVC and pulling it vertically.
- the viscosity is a value measured by a BL type rotational viscometer.
- the curing mechanism in the curing mechanism of factors such as UV curability, moisture curability, and heat curability, which are supplied from the outside, the curing mechanism is located inside the layer of the waterproofing agent, and factors such as light, moisture, and heat. It is construed that the hardening of the waterproofing agent cannot be sufficiently advanced in a short time at the interface between the waterproofing agent and the conductor wire, which is hard to reach from the outside. In particular, in Comparative Examples 1 and 3, the curing can be sufficiently promoted even at a long time at the interface with the strand, which requires sufficient curing of the waterproofing agent from the viewpoint of ensuring the waterproof performance with respect to the conductor. Absent.
- the water blocking agent exhibits an adhesive force of 0.3 MPa or more with respect to PVC, and the water blocking performance obtained in the leak test is evaluated to be insufficient. It can be associated with insufficient adhesion at the interface between the wire constituting the conductor and the waterproof agent, not at the interface between the insulating coating and the waterproof agent.
- the water blocking agent has anaerobic curability
- the water blocking agent was cured in a short time of 1 minute, not only when the water blocking agent was cured over a long period of 8 hours. Even after the termination, a high leakproof performance was confirmed between the strands in the leak test. In other words, even in the case of curing for a short time, the water blocking agent is sufficiently hardened in the state where it is in close contact with the interface of the conductor and the wire, and a water blocking portion showing high water blocking performance for the electric wire conductor can be formed. ..
- the water-stopping agent has anaerobic curability, so that even at the interface with the wire located inside the layer of the water-stopping agent, contact with the metal forming the wire and the water-stopping agent It can be construed that the curing of the waterproofing agent is sufficiently advanced by blocking the air by the layer itself.
- the water blocking agent has photo-curing property but does not have anaerobic curing property, one wire becomes a shade of another wire and stops.
- the anaerobic curing mechanism can sufficiently cure the waterproofing agent.
- Example 2 in which the water blocking agent has adhesiveness to PVC and also has UV curability in addition to anaerobic curability, even when the curing is completed in a short time of 1 minute, a leak occurs.
- bubbles were not generated not only between the wires, but also in the middle of the water stop and the end of the insulated wire. It has been confirmed that the portion between the liquid medicine and the insulating coating also has high water-stopping performance. This is because the water blocking agent has UV curability in addition to anaerobic curability, so that the outer peripheral portion is also cured in a short time.
- the insulating coating layer that adheres to the outer periphery of the conductor and covers the conductor. Since the water blocking agent has UV curability, the outer peripheral portion of the layer of the water blocking agent can be easily hardened, so that it is easy to prevent the water blocking agent from hanging during curing. preferable.
- the waterproof agent when provided with only external hardening, such as photo-curing property, moisture-curing property, and thermosetting property, at the interface with the strand of the conductor located inside the waterproofing agent layer, Whereas the water blocking agent cannot be sufficiently hardened in a short time to form a water blocking portion having high water blocking performance, when the water blocking agent has an anaerobic curability which is a kind of contact curability, It is confirmed that at the interface with the line, the water blocking agent can be sufficiently cured in a short time to form a water blocking portion having high water blocking performance. Further, in the case where the water blocking agent has both the contact curability and the extrinsic curability, the outer peripheral portion of the water blocking agent can be cured in a short time.
Abstract
高い止水性能を有し、短時間で形成することができる止水部を備えた絶縁電線、およびそのような絶縁電線を備えたワイヤーハーネスを提供する。 金属材料よりなる素線2aが複数撚り合わせられた導体2と、導体2の外周を被覆する絶縁被覆3と、を有する絶縁電線1において、絶縁電線1は、絶縁被覆3が導体2の外周から除去された露出部10と、絶縁被覆3が導体2の外周を被覆した状態にある被覆部20と、を長手軸方向に沿って隣接して有し、さらに、露出部10における素線2aの間の空間に、止水剤5が充填された止水部4を有し、止水剤5は、少なくとも素線2aに接する部位が、素線2aを構成する金属材料との接触によって硬化する樹脂材料よりなっている絶縁電線1とする。また、そのような絶縁電線1を有し、絶縁電線1の両端に、それぞれ、他の機器に接続可能な電気接続部を備えているワイヤーハーネスとする。
Description
本発明は、絶縁電線およびワイヤーハーネスに関し、さらに詳しくは、絶縁被覆が除去されて止水剤によって止水処理を施された止水部を有する絶縁電線およびワイヤーハーネスに関する。
絶縁電線において、長手軸方向の一部の部位に止水処理が施される場合がある。例えば、特許文献1に、撚線導体と絶縁被覆とを有し、撚線導体は長さ方向に連続しているが絶縁被覆は適当な長さ毎に切断されて長さ方向に不連続になっており、絶縁被覆が切断されて撚線導体が露出した箇所では、撚線導体の素線間の隙間、撚線導体の外周面および絶縁被覆の切断面間の隙間が止水用樹脂で埋められて止水部が形成され、かつ止水用樹脂が絶縁被覆の切断面に接着している止水部付き電線が開示されている。
特許文献1においては、止水部を形成するに際に、止水用樹脂で撚線導体の外周面を覆うと共に、撚線導体の素線間の隙間に止水用樹脂を入り込ませた後、撚線導体の外周面に付着している止水用樹脂を、絶縁被覆の切断面ではさみつけるまでの作業を、液状の止水用樹脂が固化しないうちに行っている。そして、絶縁被覆の切断面ではさみつけられた止水用樹脂は時間の経過によって固化し、絶縁被覆の切断面に接着するとされている。
特許文献1に記載されるように、固化していない状態の止水剤を、素線間の空隙や導体の外周に配置してから、固化させることで、素線間の微小な空隙にも止水剤を浸透させて、止水部を形成することができる。そのように、止水剤を、流動性の高い状態で所定の位置に配置した後で、固化させられるように、外部からの操作や環境制御によって液状から固体状に硬化させることができる硬化性樹脂を、止水剤として用いることが好ましい。硬化性樹脂としては、種々の操作や環境制御による硬化機構を備えたものが存在するが、特許文献1には、どのような硬化機構を備える樹脂材料を、止水剤として用いるべきか、記載されていない。
しかし、止水部において、高い止水性能を確保する観点から、導体を構成する素線に止水剤を密着させた状態のままで、その止水剤を液状から固体状に硬化させることが重要となる。また、多数の絶縁電線に対して、止水部を形成する際の生産性の観点から、高い止水性能を有する止水部を、短時間で形成できることが好ましい。後に詳しく述べるように、本発明者らの検討によると、止水剤を構成する硬化性樹脂が備える硬化機構の種類によっては、十分な止水性能を有する止水部を形成できない場合や、十分な止水性能を有する止水部を形成するのに、長い時間を要する場合があることが分かった。
本発明の課題は、高い止水性能を有し、短時間で形成することができる止水部を備えた絶縁電線、およびそのような絶縁電線を備えたワイヤーハーネスを提供することにある。
上記課題を解決するため、本発明にかかる絶縁電線は、金属材料よりなる素線が複数撚り合わせられた導体と、前記導体の外周を被覆する絶縁被覆と、を有する絶縁電線において、前記絶縁電線は、前記絶縁被覆が前記導体の外周から除去された露出部と、前記絶縁被覆が前記導体の外周を被覆した状態にある被覆部と、を長手軸方向に沿って隣接して有し、さらに、前記露出部における前記素線の間の空間に、止水剤が充填された止水部を有し、前記止水剤は、少なくとも前記素線に接する部位が、前記素線を構成する金属材料との接触によって硬化する樹脂材料よりなっている。
ここで、前記止水剤は、少なくとも前記素線に接する部位が、嫌気硬化性を有しているとよい。また、前記止水剤は、絶縁性を有しているとよい。前記止水剤は、少なくとも外周部が、外部からのエネルギーまたは物質の供給によって硬化する樹脂材料よりなっている。この場合に、前記止水剤は、少なくとも外周部が、光硬化性を備える樹脂材料よりなっているとよい。さらに、前記止水剤は、前記素線を構成する金属材料との接触によって硬化可能であり、かつ、外部からのエネルギーまたは物質の供給によって硬化可能である樹脂材料よりなっているとよい。この場合に、前記止水剤は、嫌気硬化性と光硬化性の両方を備える樹脂材料よりなっているとよい。
単位長さあたりの前記金属材料の密度が、前記露出部において、前記被覆部のうち、少なくとも、前記露出部に隣接した領域を除く遠隔域よりも高くなっているとよい。さらに、前記素線の撚りピッチが、前記露出部において、前記被覆部の前記遠隔域よりも小さくなっているとよい。
前記止水部を構成する前記止水剤は、前記露出部において、前記素線の間の空間と連続して、前記導体の外周を被覆しているとよい。さらに、前記止水部を構成する前記止水剤は、前記露出部において前記導体の外周を被覆する領域と連続して、前記被覆部の前記露出部に隣接する端部において、前記絶縁被覆の外周を被覆しているとよい。
前記絶縁電線は、前記止水部を、前記絶縁電線の長手軸方向の中途部に有するとよい。
本発明にかかるワイヤーハーネスは、上記のような絶縁電線を有し、前記絶縁電線の両端に、それぞれ、他の機器に接続可能な電気接続部を備えている。
ここで、前記絶縁電線の両端に設けられた前記電気接続部のうち、一方は、外部からの水の侵入を抑制する防水構造を備え、他方は、該防水構造を備えず、前記止水部は、それら2つの電気接続部の間の位置に設けられているとよい。
上記発明にかかる絶縁電線においては、導体を構成する素線の間の空間に充填される止水剤のうち、少なくとも素線に接する部位が、導体の素線を構成する金属材料との接触によって硬化する樹脂材料よりなっている。よって、止水剤が素線に密着した状態で硬化し、素線間の空間への水の侵入を効果的に抑制できる、高い止水性能を有する止水部を形成することができる。しかも、素線の間の空間に止水剤を充填し、素線を構成する金属材料に止水剤を接触させると、止水剤の硬化が開始し、進行するため、止水剤の硬化による止水部の形成を、短時間で完了することができる。
ここで、止水剤の、少なくとも素線に接する部位が、嫌気硬化性を有している場合には、止水剤が、酸素との接触を遮断された状態で、硬化を起こすことになる。止水剤を素線の間の空間に充填すると、止水剤が素線を構成する金属材料に接触するとともに、止水剤の層自体によって、素線との界面の止水剤が、外部の空気との接触を遮断されるので、嫌気硬化性を有する止水剤が、素線に密着した状態で硬化し、高い止水性能を示す止水部を、短時間で形成することができる。
また、止水剤が、絶縁性を有している場合には、止水剤が、露出部の導体を外部に対して絶縁する絶縁部材としての役割を兼ねるものとなる。
止水剤の、少なくとも外周部が、外部からのエネルギーまたは物質の供給によって硬化する樹脂材料よりなっている場合には、止水剤の層のうち、素線に接触する内側の部位においては、素線を構成する金属材料との接触による硬化反応を利用して、止水剤を素線に密着させて、短時間で硬化させることができる一方、外周部においては、外部からのエネルギーまたは物質の供給を利用して、止水剤を短時間で硬化させることができる。よって、高い止水性能を有する止水部を、短時間で形成する効果に優れる。止水剤の層の外周部からの止水剤の垂下も、抑制しやすい。
この場合に、止水剤の、少なくとも外周部が、光硬化性を備える樹脂材料よりなっていれば、止水剤の外周部において、特に高い硬化性を利用して、短時間で硬化を効率的に完了することができる。
さらに、止水剤が、素線を構成する金属材料との接触によって硬化可能であり、かつ、外部からのエネルギーまたは物質の供給によって硬化可能である樹脂材料よりなっている場合には、止水剤が2種の硬化機構を有するため、素線と止水剤との界面で、主に金属材料との接触による硬化機構を利用し、止水剤の外周部で、主に外部からのエネルギーまたは物質の供給による硬化機構を利用することで、止水剤の全域を、短時間で硬化させることができる。よって、高い止水性能を有する止水剤の層を、短時間で形成する効果に優れる。
この場合に、止水剤が、嫌気硬化性と光硬化性の両方を備える樹脂材料よりなっていれば、止水剤の層の全域にわたって、高い止水性能を有する止水剤の層を、短時間で形成する効果に、特に優れる。
単位長さあたりの金属材料の密度が、露出部において、被覆部のうち、少なくとも、露出部に隣接した領域を除く遠隔域よりも高くなっている場合には、止水部の形成に際し、露出部において、素線間に大きな空隙を設けやすい。よって、露出部の素線の間の空間に、止水剤が高い均一性をもって浸透しやすく、素線間において高い止水性能を有する止水部を、簡便に形成することができる。
さらに、素線の撚りピッチが、露出部において、被覆部の遠隔域よりも小さくなっている場合には、止水部の形成に際し、露出部の素線の間の空間に充填された未硬化の止水剤が、素線の間の空間に保持されやすく、樹脂材料が素線を構成する金属材料との接触によって硬化する特性を有することによって、素線に接触した止水剤を短時間で硬化させられることの効果と合わせて、硬化前の止水剤の垂下や流出の影響を避けて、高い止水性能を有する止水部を形成しやすい。
止水部を構成する止水剤が、露出部において、素線の間の空間と連続して、導体の外周を被覆している場合には、導体の外周に配置された止水剤が、止水部を物理的に保護する保護部材の役割を果たしうる。
さらに、止水部を構成する止水剤が、露出部において導体の外周を被覆する領域と連続して、被覆部の露出部に隣接する端部において、絶縁被覆の外周を被覆している場合には、止水剤によって、導体を構成する素線間の止水に加え、被覆部の絶縁被覆と導体の間の止水も行うことができる。
絶縁電線が、止水部を、絶縁電線の長手軸方向の中途部に有する場合には、絶縁電線に止水部を形成しやすいとともに、絶縁電線の一端から素線間の空間に侵入した水が、電線導体を伝って、他端に移動するのを、絶縁電線の中途部に設けた止水部によって、効果的に抑制することができる。
上記発明にかかるワイヤーハーネスは、上記のような絶縁電線を有し、絶縁電線の両端に、それぞれ、他の機器に接続可能な電気接続部を備えている。絶縁電線において、止水部を構成する止水剤が、導体の素線を構成する金属材料との接触によって硬化する樹脂材料よりなっているため、止水部が、高い止水性能を有する。そのため、高い止水性能を有するワイヤーハーネスとなる。特に、両端の電気接続部の一方に水が接触することがあっても、その水が絶縁電線を構成する導体を伝って他方の電気接続部、およびその電気接続部に接続された機器に侵入するのを、効果的に抑制することができる。また、そのような高い止水性能を有する止水部を、短時間で形成し、ワイヤーハーネスに組み込むことができる。
ここで、絶縁電線の両端に設けられた電気接続部のうち、一方が、外部からの水の侵入を抑制する防水構造を備え、他方が、該防水構造を備えず、止水部が、それら2つの電気接続部の間の位置に設けられている場合には、防水構造を備えていない方の電気接続部に水が侵入することがあっても、その水が絶縁電線を構成する導体を伝って、防水構造を備えた方の電気接続部、およびその電気接続部に接続された機器に侵入するのを、効果的に抑制することができる。そのため、一方の電気接続部に形成された防水構造による防水性能の有効性を高め、その電気接続部が形成された機器を、水の侵入から高度に保護することができる。
以下、図面を用いて本発明の実施形態にかかる絶縁電線およびワイヤーハーネスについて、詳細に説明する。
[絶縁電線の構成]
(絶縁電線の概略)
図1に、本発明の一実施形態にかかる絶縁電線1の概略を示す。絶縁電線1は、金属材料よりなる素線2aが複数撚り合わせられた導体2と、導体2の外周を被覆する絶縁被覆3と、を有している。そして、絶縁電線1の長手軸方向の中途部に、止水部4が形成されている。
(絶縁電線の概略)
図1に、本発明の一実施形態にかかる絶縁電線1の概略を示す。絶縁電線1は、金属材料よりなる素線2aが複数撚り合わせられた導体2と、導体2の外周を被覆する絶縁被覆3と、を有している。そして、絶縁電線1の長手軸方向の中途部に、止水部4が形成されている。
導体2を構成する素線2aは、いかなる金属材料よりなってもよく、銅、アルミニウム、マグネシウム、鉄などの金属材料を用いることもできる。これらの金属材料は、合金であってもよい。合金とするための添加金属元素としては、鉄、ニッケル、マグネシウム、シリコン、これらの組み合わせなどが挙げられる。全ての素線2aが同じ金属材料よりなっても、複数の金属材料よりなる素線2aが混合されてもよい。上記で挙げた金属材料のうち、銅およびアルミニウム、またそれらを主成分とする合金が、自動車用絶縁電線の導体の構成材料として、一般的に用いられているが、後に説明するように、止水剤5として嫌気硬化性を有するものを用いる場合には、止水剤5に高い硬化性を発揮させる観点から、銅または銅合金を、素線2aの構成材料として特に好適に用いることができる。
導体2における素線2aの撚り合わせ構造は、特に指定されないが、止水部4を形成する際に、素線2aの間隔を広げやすい等の観点からは、単純な撚り合わせ構造を有していることが好ましい。例えば、複数の素線2aを撚り合わせてなる撚線を複数集合させて、さらに撚り合わせる親子撚構造よりも、全ての素線2aを一括して撚り合わせた構造とする方が良い。また、導体2全体や各素線2aの径も特に指定されるものではないが、導体2全体および各素線2aの径が小さい場合ほど、止水部4において、素線2aの間の微細な隙間に止水剤5を充填して止水の信頼性を高めることの効果および意義が大きくなるので、おおむね、導体断面積を8mm2以下、素線径を0.45mm以下とするとよい。
絶縁被覆3を構成する材料も、絶縁性の高分子材料であれば、特に指定されるものではなく、ポリ塩化ビニル(PVC)樹脂、オレフィン系樹脂等を挙げることができる。また、高分子材料に加えて、適宜フィラーや添加剤を含有してもよい。さらに、高分子材料は架橋されていてもよい。
止水部4には、絶縁被覆3が導体2の外周から除去された露出部10が含まれている。そして、露出部10において、導体2を構成する素線2aの間の空間に、止水剤5が充填されている。
止水剤5は、露出部10の素線2aの間の空間と連続して、露出部10の導体2の外周も被覆していることが好ましい。さらに、止水剤5は、図1に示すとおり、露出部10の素線2aの間の空間および導体2の外周部と連続して、露出部10の両側に隣接する被覆部20の端部の外周、つまり絶縁被覆3が導体2の外周を被覆したままの状態にある領域の端部の絶縁被覆3の外周にも配置されていることが好ましい。この場合には、止水剤5は、露出部10の一方側に位置する被覆部20の端部から他方側に位置する被覆部20の端部までにわたる領域の外周、好ましくは全周を連続して被覆するとともに、それら外周部と連続して、露出部10の素線2aの間の領域に充填された状態にある。
止水剤5は、少なくとも、内側の部位、つまり導体2の素線2aに接する部位が、素線2aを構成する金属材料との接触によって硬化する樹脂材料の硬化物よりなっている。止水剤5の構成材料については、後に詳しく説明する。止水剤5は、硬化後の状態において、水等の流体を容易に透過させず、止水性を発揮することができる。
上記のように、止水剤5が露出部10の素線2aの間の空間に充填されることで、素線2aの間の領域が止水され、素線2aの間の領域に、水等の流体が外部から侵入するのが抑制される。また、絶縁電線1のある部位において、素線2aの間に水が侵入することがあっても、素線2aを伝って、その水が絶縁電線1の他の部位に移動するのが、抑制される。例えば、絶縁電線1の一端に付着した水が、素線2aの間の空間を、絶縁電線1の他端に向かって移動するのを、抑制することができる。
止水剤5が露出部10の導体2の外周部を被覆している場合には、露出部10を物理的に保護する役割を果たす。加えて、止水剤5が絶縁性材料よりなる場合には、露出部10の導体2を外部に対して絶縁する役割を果たす。さらに、露出部10に隣接する被覆部20の端部の外周も止水剤5で一体に被覆することで、絶縁被覆3と導体2の間の止水も行うことができる。つまり絶縁被覆3と導体2の間の空間に水等の流体が外部から侵入するのが抑制される。また、絶縁電線1のある部位において、絶縁被覆3と導体2の間に水が侵入することがあっても、絶縁被覆3と導体2の間の空間を伝って、その水が絶縁電線1の他の部位に移動するのが、抑制される。例えば、絶縁電線1の一端に付着した水が、絶縁被覆3と導体2の間の空間を、絶縁電線1の他端に向かって移動するのを、抑制することができる。
なお、本実施形態においては、需要の大きさや、素線2aの間隔の広げやすさ等の観点から、止水部4を、絶縁電線1の長手軸方向中途部に設けているが、同様の止水部4を、絶縁電線1の長手軸方向端部に設けてもよい。その場合、絶縁電線1の端部は、端子金具等、別の部材を接続した状態にあっても、何も接続していない状態にあってもよい。また、止水剤5に被覆された止水部4の中に、導体2および絶縁被覆3に加えて、接続部材等、別の部材を含んでもよい。別の部材を含む場合の例として、複数の絶縁電線1を接合したスプライス部を含んで、止水部4を設ける形態を挙げることができる。
(止水剤の構成材料)
上記のように、本実施形態にかかる絶縁電線1において、止水部4を構成する止水剤5は、少なくとも導体2の素線2aに接触する内側の部位が、素線2aを構成する金属材料との接触によって硬化する特性(以下、接触硬化性と称する場合がある)を有する樹脂材料の硬化物よりなっている。
上記のように、本実施形態にかかる絶縁電線1において、止水部4を構成する止水剤5は、少なくとも導体2の素線2aに接触する内側の部位が、素線2aを構成する金属材料との接触によって硬化する特性(以下、接触硬化性と称する場合がある)を有する樹脂材料の硬化物よりなっている。
止水剤5が接触硬化性を有することで、未硬化の流動性を有する状態で、素線2aの間の空間を含む所定の位置に止水剤5を充填してから、その状態で止水剤5を硬化させ、止水部4を形成することができる。止水剤5を、塗布、浸漬等によって、導体2を構成する素線2aの間の部位に浸透させると、止水剤5が素線2aを構成する金属材料の表面に接触することになるので、止水剤5を素線2aの間の空間に充填した後、止水剤5の層に対して特段の操作を加えなくても、素線2aを構成する金属材料に接触している部位から、止水剤5の硬化が開始され、進行する。
止水部4において、外部由来の水が素線2aの間の領域に侵入すること、また水が素線2aを伝って移動することを効果的に抑制するためには、止水剤5が隙間なく素線2aに密着した状態で、硬化していることが重要となる。止水剤5が、接触硬化性を有さず、光硬化性、熱硬化性、湿気硬化性、あるいはそれらの組み合わせ等、外部からのエネルギーや物質の供給による硬化機構しか備えていないとすれば、素線2aと止水剤5の界面において、十分に高い止水性能を有する止水部4を形成できない可能性がある。硬化反応を開始させる因子が、光、熱、湿気等、止水剤5の層の外部から供給されるエネルギーや物質である場合には、止水剤5の層のうち、外側の部位においては、硬化反応が進行しやすいとしても、止水剤5の層の最も内側に位置する素線2aとの接触界面においては、それらのエネルギーや物質が十分に届かず、硬化反応が進行しにくいからである。すると、止水性能の確保のために、止水剤5の密着性と硬化性の高さが最も要求される素線2aとの界面において、止水剤5の硬化が進行しにくいことになり、十分に高い止水性能が得られにくくなる。また、長い時間をかければ、素線2aとの界面においても、止水剤5の硬化が十分に進行し、高い止水性能を有する止水部4を形成することができるとしても、多数の絶縁電線1に対して止水部4を形成する際等に、止水部4の形成に長い時間をかけることは、生産性を低下させるものとなる。
これに対し、本実施形態においては、止水剤5が接触硬化性を有しており、金属材料よりなる素線2aとの接触自体が、硬化反応を開始させる因子となるため、素線2aとの接触部において、他の部位よりも、特に高い密着性と硬化性を示す。よって、各素線2aに止水剤5が密着して硬化し、素線2aの間の空間への水の侵入や、素線2aの間の空間における水の移動を強力に抑制できる高い止水性能を有する止水部4を、形成することができる。また、止水剤5が、塗布、浸漬等によって素線2aの間の空間に充填されると、すぐに、硬化反応が開始され、進行するので、長い時間をかけなくても、素線2aの表面に接触する止水剤5を、硬化させることができる。よって、多数の絶縁電線1に対して止水部4を形成するような場合でも、止水部4を短時間で形成することができる。止水部4を短時間で形成できることは、生産性の向上のみならず、未硬化の止水剤5が垂下や流出を起こして所定の位置に留まらないことにより、止水部4の止水性能が低くなる事態を回避するのにも、効果を有する。
上記のように、止水剤5は、接触硬化性、つまり金属材料との接触によって硬化する特性を有しているが、金属材料との接触のみを条件として硬化反応を起こすものであっても、金属材料との接触と、他の条件とがともに満たされた際に、硬化反応を起こすものであってもよい。金属材料との接触とともに満たすべき条件としては、酸素分子の遮断や、水等、他の物質(以下、硬化開始物質と称する場合がある)との接触を例示することができる。また、止水剤5が硬化開始物質と接触すれば、素線2aを構成する金属材料とは直接しなくても、硬化を起こす場合があり、そのような場合には、素線2aの表面に予め硬化開始物質を配置しておけば、硬化開始物質に覆われた素線2aの表面に止水剤5を接触させることで、止水剤5を硬化させることができる。このような硬化機構も、硬化開始物質に被覆された金属材料の表面との接触によって止水剤5が硬化するという点で、接触硬化性に含めることができる。
金属との接触と、酸素分子の遮断を条件として硬化する樹脂材料として、嫌気硬化性材料が知られている。嫌気硬化性材料は、空気等に含有される酸素分子が遮断された状態で、金属(固体金属または金属イオン)に接触すると、液状から固体状へと硬化する。この場合には、止水剤5を、塗布、浸漬等によって、導体2を構成する素線2aの間の部位に浸透させると、素線2aと止水剤5の界面において、それよりも外側に形成された止水剤5の層自体によって、空気との接触が遮断される。よって、塗布、浸漬等によって止水剤5を素線2aの間の空間に充填するのみで、止水剤5の層に対して特段の操作を加えなくても、金属との接触と酸素分子の遮断の両方の条件が満たされ、素線2aを構成する金属材料に接触している部位から、止水剤5の硬化が開始され、進行する。
止水剤5として、硬化開始物質との接触を条件として硬化する樹脂材料を用いる場合には、止水剤5を、導体2を構成する素線2aの間の部位に浸透させる前に、硬化開始物質を、塗布、浸漬等により、素線2aの表面に配置しておけばよい。そのうえで、止水剤5を素線2aの間の空間に充填すると、止水剤5の層に対して特段の操作を加えなくても、硬化開始物質が配置された素線2aの表面に接触している部位から、止水剤5の硬化が開始され、進行する。そのように、止水剤5と硬化開始物質との接触を条件として硬化する硬化機構としては、二液硬化性を挙げることができる。
上記のように、導体2の素線2aを構成する金属材料は、特に限定されるものではない。しかし、止水剤5として、嫌気硬化性を有するものを用いる場合には、素線2aが、銅または銅合金よりなることが好適である。銅または銅合金よりなる場合に、アルミニウムやアルミニウム合金等よりなる場合と比較して、止水剤5が、素線2aとの接触界面において、高い嫌気硬化性を示しやすい。銅の酸化数が+2から+1へと変化する際に放出される電子により、止水剤5の嫌気硬化を進行させやすいからである。
止水剤5は、少なくとも導体2の素線2aに接触する部位が接触硬化性を備えていれば、外部からのエネルギーまたは物質の供給による硬化等、他の種類の硬化機構を併せて備えるものであってもよい。むしろ、接触硬化性による止水剤5の硬化を補助し、さらなる硬化性の向上と硬化時間の短縮を図る観点から、それら他種の硬化性を、1種または2種以上、接触硬化性と併せ持つことが好ましい。例えば、止水剤5のうち、少なくとも導体2の素線2aに接触する内側の部位が、接触硬化性を有するとともに、少なくとも外部の環境に面する外周部が、止水剤5の外部からのエネルギーまたは物質の供給によって硬化反応を起こす他種の硬化性(以下、外因硬化性と称する場合がある)を有するものであるとよい。すると、外周部における止水剤5の硬化性を向上させ、また硬化時間を短縮することで、止水性能の向上、および硬化中の止水剤5の垂下や流出の抑制を図ることができる。例えば、止水剤5を複数の層より構成し、素線2aに接触する内側の層を、接触硬化性を有する樹脂材料より構成し、外周に面する外側の層を、外因硬化性を有する樹脂材料より構成することができる。
止水剤5の層全体が、接触硬化性と外因硬化性を併せ持つ樹脂材料よりなることが、特に好ましい。そうすると、止水剤5の層の全域において、硬化性の向上と、硬化時間の短縮を達成することができる。止水剤5の層のうち、比較的内側の領域では、接触硬化性による硬化機構が支配的となり、比較的外側の領域では、外因硬化性による硬化機構が支配的となる。
接触硬化性と併用される外因硬化性としては、光硬化性、熱硬化性、湿気硬化性等を挙げることができる。これらのうち、光硬化性および熱硬化性は、外部からのエネルギーの供給による硬化機構に当たり、湿気硬化性は、外部からの物質の供給による硬化機構に当たる。止水剤5は、複数の外因硬化性を、併せ持っていてもよい。
外因構成性としては、光硬化性を、最も好適に利用することができる。光硬化反応は、外部からの光照射によって、簡便に、しかも高速で進行させることができ、止水剤5の硬化性の向上と硬化時間の短縮に、高い効果を有する。特に、止水剤5が、硬化に用いる光に対して透過性を有する場合には、止水剤5の層において、表層部からある程度の深さまで、硬化を効率的に、また短時間で進行させることができる。光硬化性としては、紫外線硬化性を、特に好適に利用することができる。接触硬化性として嫌気硬化性を有し、かつ、外因硬化性として光硬化性を有する材料を、止水剤5として最も好適に利用することができる。なお、止水剤5として、硬化性ではなく、熱可塑性を有する樹脂組成物を用いることも考えられるが、接触硬化性をはじめ、硬化性を有する樹脂組成物を用いる方が、加熱による材料の溶融が不要で、簡便に扱うことができるうえ、熱による絶縁被覆3の損傷を回避することができ、好ましい。
止水剤5の成分組成や、硬化特性以外に有する特性は特に限定されるものではないが、導体2を外部に対して絶縁する観点から、止水剤5として、絶縁性材料を用いることが好ましい。また、止水剤5を構成する具体的な樹脂種も、特に限定されるものではない。シリコーン系樹脂、アクリル系樹脂、エポキシ系樹脂、ウレタン系樹脂等を例示することができる。中でも、硬化速度の速さや、反応性の高さ、粘度調整の容易性等の観点から、アクリル系樹脂を、特に好適に用いることができる。これらの樹脂材料には、適宜、止水剤5としての樹脂材料の特性を損なわない限りにおいて、各種添加剤を添加してもよい。
嫌気硬化性等の接触硬化性、および光硬化性等の外因硬化性の樹脂材料への付与は、反応開始剤や触媒の添加、ポリマー鎖への官能基の導入等によって、行うことができる。例えば、嫌気硬化性の付与は、有機過酸化物などの添加により、行うことができる。有機過酸化物としては、例えば、クメンハイドロパーオキサイド、t-ブチルハイドロパーオキサイド、p-メタンハイドロパーオキサイド、メチルエチルケトンパーオキサイド、シクロヘキサンパーオキサイド、ジクミルパーオキサイド、ジイソプロピルベンゼンハイドロパーオキサイド等のハイドロパーオキサイド類、その他、ケトンパーオキサイド類、ジアリルパーオキサイド類、パーオキシエステル類等が挙げられる。これらの有機過酸化物は、単独で用いても、二種以上の混合物として用いてもよい。
止水剤5としては、充填時の状態において、4Pa・s以上、さらには5Pa・s以上、10Pa・s以上の粘度を有する樹脂組成物を用いることが好ましい。素線2aの間の領域や外周域、特に外周域に、止水剤5を配置した際に、流出や垂下等を起こさずに、それらの領域に均一性の高い状態で保持されやすいからである。一方、止水剤5の充填時の粘度は、200Pa・s以下に抑えられていることが好ましい。粘度を過剰に高くしないことで、素線2aの間の領域に止水剤5を十分に浸透させやすくなるからである。
上記のように、止水剤5は、金属との接触を硬化の要件とする接触硬化性を有することにより、導体2を構成する素線2aの表面に密着し、素線2aの間の空間や、導体2の外周において、高い止水性能を有する止水部4を形成することができる。さらに、止水剤5が、素線2aの間の空間および露出部10の導体2の外周部に加えて、露出部10に隣接する被覆部20の端部の外周も一体に被覆する場合には、絶縁被覆3に対しても、高い密着性を示すことが好ましい。例えば、PVC等、絶縁被覆3を構成する材料に対して、0.3MPa以上の接着力を有することが好ましい。なお、止水剤5が外因硬化性を有さない場合等、素線2aの間の空間においては十分に高い止水性能が得られるものの、導体2の外周部や絶縁被覆3と導体2の間の部位における止水性能が十分ではない場合には、上記のように、止水剤5を複数の層より構成すること、あるいは、止水剤5の層の外周に、止水性の材料よりなる収縮チューブ等を配置することで、導体2の外周部や絶縁被覆3と導体2の間の部位における止水性能を補うことができる。
(止水部における導体の状態)
上記のように、本実施形態にかかる絶縁電線1の止水部4においては、露出部10として露出している導体2の素線2aの間に、止水剤5を浸透させて硬化させている。露出部10を構成する導体2の状態は、絶縁被覆3に被覆された被覆部20における導体2の状態と同じであっても構わないが、異なる状態を有している方が、素線2aの間の空間への止水剤5の浸透および保持において、有利である。
上記のように、本実施形態にかかる絶縁電線1の止水部4においては、露出部10として露出している導体2の素線2aの間に、止水剤5を浸透させて硬化させている。露出部10を構成する導体2の状態は、絶縁被覆3に被覆された被覆部20における導体2の状態と同じであっても構わないが、異なる状態を有している方が、素線2aの間の空間への止水剤5の浸透および保持において、有利である。
まず、絶縁電線1において、金属材料の単位長さあたり(絶縁電線1の長手軸方向における単位長さあたり)の金属材料の密度が、均一になっておらず、不均一な分布を有しているとよい。なお、絶縁電線1の長手軸方向全域にわたって、各素線2aは連続した略均一な径の線材として設けられており、本明細書において、金属材料の単位長さあたりの密度が領域間で異なる状態とは、素線2aの径や本数は一定であるが、撚り合わせの状態等、素線2aの集合状態が変化している状態を指す。
具体的には、導体2における単位長さあたりの金属材料の密度が、露出部10において、被覆部20よりも高くなっているとよい。ただし、被覆部20において、露出部10にすぐ隣接する隣接域21においては、部分的に、露出部10よりも単位長さあたりの金属材料の密度が低くなっている可能性がある。つまり、単位長さあたりの金属材料の密度が、露出部10において、被覆部20全体のうち、少なくとも、そのような隣接域21を除いた遠隔域22よりも高くなっている。遠隔域22においては、単位長さあたりの金属材料の密度をはじめとする導体2の状態は、止水部4を設けないままの絶縁電線1における状態と実質的に等しい。なお、隣接域21において、単位長さあたりの金属材料の密度が低くなりうる理由としては、露出部10への金属材料の充当、露出部10と被覆部20の間の連続性確保のための導体2の変形等を挙げることができる。
例えば図6(b)に、上記のような金属材料の密度の分布を含む導体2の状態を模式的に示している。図4~図6においては、導体2が占める領域の内部に斜線を付しているが、その斜線の密度が高いほど、素線2aの撚りピッチが小さい、つまり素線2aの間隔が狭いことを示している。また、導体2として示している領域の幅(上下の寸法)が広いほど、導体2の径が大きく広がっていることを示している。ただし、それら図示したパラメータは、素線2aの撚りピッチおよび導体径に比例するものではなく、領域ごとの相対的な大小関係を模式的に示すものである。また、図示したパラメータは、各領域の間で不連続になっているが、実際の絶縁電線1においては、導体2の状態が領域間で連続的に変化している。
図6(b)に示すように、露出部10においては、被覆部20の遠隔域22よりも、導体2の径が大きく広がっており、導体2において、単位長さあたりに素線2aとして含まれる金属材料の量が多くなっている。このように、露出部10において、単位長さあたりの金属材料の密度を高め、単位長さあたりに含まれる素線2aの実長を長くすることで、絶縁電線1の製造方法として後に詳しく説明するように、素線2aを撓ませて、素線2aの間隔を広く取り、素線2aの間に大きな空間を確保した状態で、素線2aの間の空間への止水剤5の浸透を行うことができる。その結果、素線2aの間の空間に止水剤5を浸透させやすくなり、露出部10の各部に、止水剤5を、高い均一性をもって充填しやすくなる。
さらに、露出部10においては、単位長さあたりの金属材料の密度が、被覆部20の遠隔域22における密度よりも高くなっていることに加え、素線2aの撚りピッチが、被覆部20の遠隔域22における撚りピッチよりも小さくなっていることが好ましい。露出部10において、素線2aの撚りピッチが小さくなり、素線2aの間隔が狭くなっていることも、止水性能の向上に効果を有するからである。つまり、止水剤5が液状のまま素線2aの間の空間に充填された、止水部4の形成途中の状態において、素線2aの間隔を狭めておくことで、止水剤5を、垂下したり流出したりすることなく、素線2aの間の空間に均一に留まらせやすい。その状態から、止水剤5を硬化させると、露出部10において、高い止水性能が得られる。また、露出部10において、撚りピッチが遠隔域22よりも小さくなっていることで、単位長さあたりの金属材料の密度が遠隔域22よりも高くなっていても、露出部10における導体径を、遠隔域22における導体径との比較において、過度に大きくならないように、抑えることができる。すると、止水部4全体としての外径が、遠隔域22における絶縁電線1の外径に比べて、同程度、あるいは著しくは大きくならないように抑えることが可能となる。
[ワイヤーハーネスの構成]
本発明の一実施形態にかかるワイヤーハーネス6は、上記本発明の一実施形態にかかる止水部4を備えた絶縁電線1を有している。図2に、本実施形態にかかるワイヤーハーネス6の一例を示す。ワイヤーハーネス6を構成する絶縁電線1の両端には、それぞれ、コネクタ等、他の機器U1,U2に接続可能な電気接続部61,63が設けられている。ワイヤーハーネス6は、上記実施形態にかかる絶縁電線1に加えて、他種の絶縁電線をともに含むものであってもよい(不図示)。
本発明の一実施形態にかかるワイヤーハーネス6は、上記本発明の一実施形態にかかる止水部4を備えた絶縁電線1を有している。図2に、本実施形態にかかるワイヤーハーネス6の一例を示す。ワイヤーハーネス6を構成する絶縁電線1の両端には、それぞれ、コネクタ等、他の機器U1,U2に接続可能な電気接続部61,63が設けられている。ワイヤーハーネス6は、上記実施形態にかかる絶縁電線1に加えて、他種の絶縁電線をともに含むものであってもよい(不図示)。
ワイヤーハーネス6において、絶縁電線1の両端に設けられる電気接続部61,63、およびそれら電気接続部61,63が接続される機器U1,U2の種類は、どのようなものであってもよいが、止水部4による止水性能を有効に利用する観点から、絶縁電線1の一端が防水されており、他端が防水されていない形態を、好適な例として挙げることができる。
そのような形態として、図2に示すように、絶縁電線1の一端に設けられた第一の電気接続部61には、防水構造62が形成されている。防水構造62としては、例えば、第一の電気接続部61を構成するコネクタにおいて、コネクタハウジングとコネクタ端子の間の空間を封止するゴム栓が設けられている。防水構造62が設けられていることにより、第一の電気接続部61の表面等に水が付着することがあっても、その水は、第一の電気接続部61の内部に侵入しにくい。
一方、絶縁電線1の他端に設けられた第二の電気接続部63には、第一の電気接続部61に設けられているような防水構造が、形成されていない。よって、第二の電気接続部63の表面等に水が付着すると、その水が第二の電気接続部63の内部に侵入できる可能性がある。
ワイヤーハーネス6を構成する絶縁電線1の中途部、つまり第一の電気接続部61と第二の電気接続部63の間の位置には、導体2が露出された露出部10が形成され、さらにその露出部10を含む領域に、止水剤5が充填された止水部4が形成されている。止水部4の具体的な位置および数は、特に限定されるものではないが、防水構造62が形成された第一の電気接続部61への水の影響を効果的に抑制する観点から、第二の電気接続部63よりも第一の電気接続部61に近い位置に、少なくとも1つの止水部4が設けられることが好ましい。
絶縁電線1の両端に電気接続部61,63を有するワイヤーハーネス6は、2つの機器U1,U2の間を電気的に接続するのに用いることができる。例えば、防水構造62を有する第一の電気接続部61が接続される第一の機器U1として、電気制御装置(ECU)等、防水が要求される機器を適用すればよい。一方、防水構造を有さない第二の電気接続部63が接続される第二の機器U2として、防水の必要のない機器を適用すればよい。
ワイヤーハーネス6を構成する絶縁電線1が止水部4を有することにより、ワイヤーハーネス6の外部から侵入した水が、導体2を構成する素線2aを伝って移動することがあっても、絶縁電線1に沿った水の移動が、止水部4を超えて進行するのを、抑制することができる。つまり、外部から侵入した水が、止水部4を超えて移動して、両端の電気接続部61,63に達し、さらには電気接続部61,63に接続された機器U1,U2に侵入するのを、抑制することができる。例えば、防水構造を有していない第二の電気接続部63の表面に付着した水が、第二の電気接続部63の内部に侵入し、導体2を構成する素線2aを伝って、絶縁電線1に沿って移動することがあっても、その水の移動は、止水部4に充填された止水剤5によって、阻止される。その結果、水は、止水部4を超えて、第一の電気接続部61が設けられた方に移動することができず、第一の電気接続部61の位置まで達し、第一の電気接続部61および第一の機器U1に侵入することができない。このように、止水部4によって水の移動を抑制することで、防水構造62による第一の電気接続部61および機器U1に対する防水性を、有効に利用することが可能となる。
絶縁電線1に設けられた止水部4によって、水の移動を抑制する効果は、水が付着した箇所や水が付着した原因、また水の付着が起こった時やその後の環境を問わず、発揮される。例えば、ワイヤーハーネス6を自動車に設けた場合等に、非防水の第二の電気接続部63から、素線2aの間の空間等、絶縁電線1の内部に侵入した水が、毛管現象や冷熱呼吸現象によって、防水構造62を有する第一の電気接続部61および第一の機器U1に侵入するのを、効果的に抑制することができる。冷熱呼吸現象とは、自動車の走行等に伴って、防水構造62を有する第一の電気接続部61および第一の機器U1が加熱された後、放冷された際に、絶縁電線1に沿って、第一の電気接続部61側が低圧で、第二の電気接続部63側が相対的に高圧となった圧力差が生じることで、第二の電気接続部63に付着した水が、第一の電気接続部61および第一の機器U1の方へと引き上げられる現象である。
[絶縁電線の製造方法]
次に、上記実施形態にかかる絶縁電線1の製造方法の一例を説明する。
次に、上記実施形態にかかる絶縁電線1の製造方法の一例を説明する。
図3に、本製造方法の概略を示す。ここでは、(1)部分露出工程、(2)密度変調工程、(3)充填工程、(4)再緊密化工程、(5)被覆移動工程、(6)硬化工程をこの順に実行することで、絶縁電線1の長手軸方向の一部の領域に、止水部4を形成する。(2)密度変調工程は、(2-1)緊密化工程と、それに続く(2-2)弛緩工程より構成することができる。以下、各工程について説明する。なお、ここでは、絶縁電線1の中途部に止水部4を形成する場合を扱うが、各工程における具体的な操作や、各工程の順序は、止水部4を形成する位置等、形成すべき止水部4の構成の詳細に応じて、適宜調整すればよい。
(1)部分露出工程
まず、部分露出工程において、図4(a)に示したような連続した線状の絶縁電線1を用いて、図4(b)のように、露出部10を形成する。露出部10の長手方向両側には、被覆部20が隣接して存在する。
まず、部分露出工程において、図4(a)に示したような連続した線状の絶縁電線1を用いて、図4(b)のように、露出部10を形成する。露出部10の長手方向両側には、被覆部20が隣接して存在する。
このような露出部10を形成する方法の一例として、まず、露出部10を形成すべき領域の略中央に当たる位置において、絶縁被覆3の外周に、略円環状の切込みを形成する。そして、切込みの両側において絶縁被覆3を外周から把持し、相互に離間させるように、絶縁電線1の軸方向に沿って移動させる(運動M1)。移動に伴って、両側の絶縁被覆3の間に、導体2が露出されるようになる。このようにして、被覆部20に隣接した状態で、露出部10を形成することができる。
(2)密度変調工程
上記部分露出工程において、導体2が露出した露出部10を形成した後、そのまま充填工程を実施し、露出部10の導体2を構成する素線2aの間の空間に、止水剤5を充填してもよいが、素線2aの間の空隙を広げ、止水剤5を均一性高く充填できるように、充填工程の前に、密度変調工程を実施することが好ましい。
上記部分露出工程において、導体2が露出した露出部10を形成した後、そのまま充填工程を実施し、露出部10の導体2を構成する素線2aの間の空間に、止水剤5を充填してもよいが、素線2aの間の空隙を広げ、止水剤5を均一性高く充填できるように、充填工程の前に、密度変調工程を実施することが好ましい。
密度変調工程においては、露出部10、および被覆部20の隣接域21および遠隔域22の間で、金属材料の密度に不均一な分布を形成するとともに、露出部10における導体2の素線2aの間隔を広げる。金属材料の密度の不均一な分布としては、具体的には、単位長さあたりの金属材料の密度が、露出部10において、遠隔域22よりも高くなった状態を形成する。そのような密度の分布の形成は、例えば、緊密化工程と、それに続く弛緩工程によって、露出部10における素線2aの間隔の拡大と同時に達成することができる。
(2-1)緊密化工程
緊密化工程においては、図4(c)に示すように、一旦、露出部10における撚りを、元の状態よりも緊密にする。具体的には、絶縁電線1を、素線2aが撚り合わせられている方向に捩るように回転させ、さらに撚りを強くかけるようにする(運動M2)。これにより、露出部10における素線2aの撚りピッチが小さくなり、素線2aの間隔が小さくなる。
緊密化工程においては、図4(c)に示すように、一旦、露出部10における撚りを、元の状態よりも緊密にする。具体的には、絶縁電線1を、素線2aが撚り合わせられている方向に捩るように回転させ、さらに撚りを強くかけるようにする(運動M2)。これにより、露出部10における素線2aの撚りピッチが小さくなり、素線2aの間隔が小さくなる。
この際、露出部10の両側の被覆部20において、露出部10に隣接する部位を外側から把持して、把持した部位(把持部30)を相互に対して逆向きに回転させるようにして、導体2に捻りを加えれば、把持部30から露出部10へと導体2を繰り出すことができる。導体2の繰り出しにより、図4(c)に示すように、把持部30において、当初よりも、素線2aの撚りピッチが大きくなり、単位長さあたりの金属材料の密度が低くなる。その分、当初把持部30に存在していた金属材料の一部が露出部10に充当され、露出部10における素線2aの撚りピッチが小さくなる。そして、露出部10における単位長さあたりの金属材料の密度が高くなる。なお、把持部30から露出部10に円滑に導体2を繰り出させるために、把持部30において絶縁電線1を外周から挟み込む力は、絶縁被覆3に対して導体2が相対移動できる程度に抑えておくことが好ましい。
(2-2)弛緩工程
その後、弛緩工程において、図5(a)に示すように、露出部10における素線2aの撚りを、緊密化工程において緊密化した状態から、再度緩める。撚りの弛緩は、単に把持部30における把持を解放することにより、あるいは、把持部30を把持して、緊密化工程と反対方向に、つまり導体2が撚り合わせられている方向と逆方向に、捻るように回転させることにより(運動M3)、行うことができる。
その後、弛緩工程において、図5(a)に示すように、露出部10における素線2aの撚りを、緊密化工程において緊密化した状態から、再度緩める。撚りの弛緩は、単に把持部30における把持を解放することにより、あるいは、把持部30を把持して、緊密化工程と反対方向に、つまり導体2が撚り合わせられている方向と逆方向に、捻るように回転させることにより(運動M3)、行うことができる。
この際、導体2の剛性により、緊密化工程において露出部10の両側の把持部30から繰り出された導体2が、再度、絶縁被覆3に被覆された領域の中に完全に戻ることはなく、少なくとも一部は露出部10に留まる。その結果、導体2が露出部10に繰り出された状態のままで、その導体2における素線2aの撚りが緩むので、露出部10において、緊密化工程実施前に比べて実長として長い素線2aが、撓んで配置された状態となる。つまり、図5(a)に示すように、露出部10において、緊密化工程実施前の状態(図4(b))に比べて、導体2が全体として占める領域の径が大きくなり、単位長さ当たりの金属材料の密度が高くなる。露出部10における撚りピッチは、少なくとも、緊密化工程によって撚りを緊密化した状態よりも大きくなり、弛緩の程度によっては、緊密化工程実施前よりも大きくなる。素線2aの間隔を大きく広げる観点からは、緊密化工程実施前よりも撚りピッチを大きくする方がよい。
被覆部20において、緊密化工程で絶縁被覆3を外側から把持していた把持部30は、弛緩工程を経て、単位長さあたりの金属材料の密度が露出部10よりも低く、さらには緊密化工程実施前の状態よりも低くなった隣接域21となる。被覆部20において、緊密化工程で把持部30としていなかった領域、つまり、露出部10から離間した領域は、遠隔域22となる。遠隔域22においては、単位長さあたりの金属材料の密度、素線2aの撚りピッチ等、導体2の状態が、緊密化工程実施前から実質的に変化していない。隣接域21において単位長さあたりの密度が低くなった分の金属材料は、露出部10に充当され、露出部10における単位長さあたりの金属材料の密度を高めるのに寄与する。その結果、単位長さあたりの金属材料の密度は、露出部10において最も高く、遠隔域22において次に高く、隣接域21において最も低い状態となる。
(3)充填工程
次に、充填工程において、図5(b)のように、露出部10における素線2aの間の空間に、未硬化の止水剤5を充填する。止水剤5の充填操作は、塗布、浸漬、滴下、注入等、止水剤5の粘度等の特性に応じた任意の方法で、素線2aの間の空間に、液状の樹脂組成物を導入することによって行えばよい。
次に、充填工程において、図5(b)のように、露出部10における素線2aの間の空間に、未硬化の止水剤5を充填する。止水剤5の充填操作は、塗布、浸漬、滴下、注入等、止水剤5の粘度等の特性に応じた任意の方法で、素線2aの間の空間に、液状の樹脂組成物を導入することによって行えばよい。
充填工程においては、止水剤5を素線2aの間の空間に充填するとともに、露出部10の導体2の外周にも、止水剤5を配置することが好ましい。そのためには、例えば、露出部10に導入する止水剤5の量を、素線2aの間の空間を埋めても余剰が生じる量に設定しておけばよい。この際、止水剤5を、露出部10の外周に加えて、さらに被覆部20の端部の絶縁被覆3の外周部にも配置してもよいが、充填工程よりも後に被覆移動工程を実施する場合には、被覆移動工程において、露出部10に導入された止水剤5の一部を、被覆部20の絶縁被覆3の外周部に移動させることができる。よって、充填工程では、素線2aの間の空間に加えて、露出部10の外周に止水剤5を配置しておけば十分である。
上記密度変調工程で、露出部10の素線2aの間隔を広げたうえで、充填工程において、露出部10に止水剤5を導入することで、広げられた素線2aの間の部位に、止水剤5が浸透しやすい。そのため、止水剤5を、露出部10の各部において、高い均一性をもって、ムラなく浸透させやすい。その結果、止水剤5の硬化を経て、優れた止水性能を有する信頼性の高い止水部4を形成することができる。また、止水剤5が、4Pa・s以上のような比較的高い粘度を有している場合でも、素線2aの間隔を十分に広げておくことで、素線2aの間の空間に、止水剤5を高い均一性をもって浸透させることができる。
上記のように、素線2aの間の領域をはじめとする絶縁電線1の所定の箇所への止水剤5の充填は、塗布、浸漬等、どのような方法で行ってもよい。しかし、止水剤5の充填における均一性を高める観点、また多数の絶縁電線1に対して止水部4の形成を行う際の作業性を高める観点等から、浸漬によって、止水剤5の充填を行うことが好ましい。
例えば、止水剤5を噴出させる噴流装置を用いて、絶縁電線1の所定箇所を、止水剤5に浸漬することが好ましい。その際、止水剤5を均一性高く充填するために、絶縁電線1を軸回転させながら、止水剤5の噴流に絶縁電線を接触させてもよい。
(4)再緊密化工程
充填工程が完了すると、次に、再緊密化工程において、図5(c)に示すように、素線2aの間の空間に止水剤5が充填された状態の露出部10において、素線2aの間隔を狭める。この工程は、例えば、先の密度変調工程における緊密化工程と同様に、露出部10の両側の被覆部20を、隣接域21において絶縁被覆3の外側から把持して、導体2を素線2aの撚り合わせ方向に、捻るように回転させ、素線2aの撚りを緊密化することによって、実行することができる(運動M4)。なお、再緊密化工程においては、緊密化工程とは異なり、露出部10へと導体2を繰り出す操作は行わない。
充填工程が完了すると、次に、再緊密化工程において、図5(c)に示すように、素線2aの間の空間に止水剤5が充填された状態の露出部10において、素線2aの間隔を狭める。この工程は、例えば、先の密度変調工程における緊密化工程と同様に、露出部10の両側の被覆部20を、隣接域21において絶縁被覆3の外側から把持して、導体2を素線2aの撚り合わせ方向に、捻るように回転させ、素線2aの撚りを緊密化することによって、実行することができる(運動M4)。なお、再緊密化工程においては、緊密化工程とは異なり、露出部10へと導体2を繰り出す操作は行わない。
再緊密化工程により、露出部10の素線2aの間の空間が狭められると、その狭い空間に止水剤5が閉じ込められることになるので、硬化等によって止水剤5の流動性が十分に低下するまでの間に、止水剤5が、流出や垂下等を起こさずに素線2aの間の空間に留まりやすい。それにより、止水剤5の硬化等を経て、優れた止水性能を有する信頼性の高い止水部4を形成しやすくなる。そのような効果を高く得るため、再緊密化工程において、露出部10における素線2aの撚りピッチを小さくすることが好ましく、例えば、再緊密化工程を経た後の状態で、隣接域21、さらには遠隔域22よりも露出部10の撚りピッチが小さくなるようにすればよい。
再緊密化工程は、素線2aの間に充填した止水剤5が流動性を有する間、つまり、止水剤5が硬化する前、あるいは硬化の途中で行うことが好ましい。すると、再緊密化の操作が、止水剤5の存在によって妨げられにくい。
特に、先の充填工程を、噴流装置等を用いて、止水剤5への絶縁電線1の浸漬によって行う場合には、絶縁電線1を止水剤5に浸漬した状態のまま、再緊密化工程を実施することが好ましい。すると、再緊密化の操作自体に起因して、止水剤5が、絞り出されるようにして、素線2aの間の空間から排除される事態を、回避しやすい。例えば、露出部10を含む絶縁電線1の所定の箇所を、止水剤5の噴流に接触させて、充填工程として、素線2aの間の空間等に、止水剤5を行き渡らせた後、絶縁電線1を噴流に接触させた状態のまま、導体2を捻るように回転させ(運動M4)、再緊密化工程を実施するとよい。
(5)被覆移動工程
次に、被覆移動工程において、図6(a)に示すように、露出部10の両側の被覆部20に配置された絶縁被覆3を、相互に接近させるようにして、露出部10に向かって移動させる(運動M5)。被覆移動工程も、再緊密化工程と同様、露出部10に充填した止水剤5が流動性を有する間、つまり、止水剤5が硬化する前、あるいは硬化の途中で行うことが好ましい。被覆移動工程は、再緊密化工程と合わせて、実質的に一度の操作で行うようにすることもできる。上記のように、噴流装置等を用いて、絶縁電線1を止水剤5に浸漬して充填工程を実施した状態のまま、再緊密化工程を実施する場合には、被覆移動工程も、そのように絶縁電線1を止水剤5に浸漬した状態のまま、実施するとよい。
次に、被覆移動工程において、図6(a)に示すように、露出部10の両側の被覆部20に配置された絶縁被覆3を、相互に接近させるようにして、露出部10に向かって移動させる(運動M5)。被覆移動工程も、再緊密化工程と同様、露出部10に充填した止水剤5が流動性を有する間、つまり、止水剤5が硬化する前、あるいは硬化の途中で行うことが好ましい。被覆移動工程は、再緊密化工程と合わせて、実質的に一度の操作で行うようにすることもできる。上記のように、噴流装置等を用いて、絶縁電線1を止水剤5に浸漬して充填工程を実施した状態のまま、再緊密化工程を実施する場合には、被覆移動工程も、そのように絶縁電線1を止水剤5に浸漬した状態のまま、実施するとよい。
露出部10の端部等において、充填工程によって、十分な量の止水剤5を素線2aの間の空間に配置できていない領域が存在していたとしても、被覆移動工程によって、そのような領域にも止水剤5が行き渡るようになり、露出部10において導体2が露出した部位の全域で、素線2aの間に止水剤5が充填された状態となる。さらに、露出部10の導体2の外周に配置されていた止水剤5の一部を、被覆部20の絶縁被覆3の外周に移動させることができる。これにより、露出部10の素線2aの間の空間、露出部10の導体2の外周、被覆部20の端部の絶縁被覆3の外周の3つの領域に、止水剤5が連続して配置された状態となる。
上記3つの領域に止水剤5が配置されることで、次の硬化工程を経て、素線2aの間の領域における止水性能に優れるとともに、外周が物理的に保護および電気的に絶縁され、さらに導体2と絶縁被覆3の間の止水性能にも優れた止水部4を、共通の材料から、同時に形成することができる。なお、充填工程において、露出部10の端から端まで、さらには両側の被覆部20の端部まで含む領域に、十分に止水剤5を導入できる場合等には、被覆移動工程を省略してもよい。
(6)硬化工程
最後に、硬化工程において、止水剤5を硬化させる。止水剤5が、硬化機構として、接触硬化性のみを備える場合には、少なくとも導体2を構成する素線2aに接触した止水剤5が十分に硬化するまで、時間の経過を待てばよい。硬化工程を経て、素線2aの間の空間において高い止水性能を有する止水部4を備えた、絶縁電線1を得ることができる。
最後に、硬化工程において、止水剤5を硬化させる。止水剤5が、硬化機構として、接触硬化性のみを備える場合には、少なくとも導体2を構成する素線2aに接触した止水剤5が十分に硬化するまで、時間の経過を待てばよい。硬化工程を経て、素線2aの間の空間において高い止水性能を有する止水部4を備えた、絶縁電線1を得ることができる。
止水剤5が、硬化機構として、接触硬化性に加え、外因硬化性を備えている場合には、外因硬化機構による硬化を起こすためのエネルギーや物質を外部から供給するための操作を、合わせて行えばよい。止水剤5が、外因硬化性として光硬化性を有する場合には、図6(b)のように、光源80を用いて、光Lの照射を行えばよい。止水剤5が、外因硬化性として熱硬化性を有する場合には、ヒータ等による加熱を行えばよい。止水剤5が、外因硬化性として湿気硬化性を有する場合には、水蒸気を含む雰囲気の導入等、水分との接触を行えばよい。
硬化工程において、止水剤5が十分に硬化するまでの間、図6(b)に示すように、絶縁電線1を、軸回転させるとよい(運動M6)。絶縁電線1を回転させることなく、静止させたままで、止水剤5の硬化を行うとすれば、未硬化の止水剤5が重力に従って垂下することで、重力方向下方となっていた位置に、上方となっていた位置よりも厚い止水剤5の層が形成された状態で、止水剤5が硬化することになる。すると、止水剤5の硬化後に得られる止水部4において、導体2が偏芯した状態となり、絶縁電線1の周方向に沿って、止水性能や物理的特性に不均一性が生じる可能性がある。例えば、止水剤5の層が薄くなった箇所においては、止水剤5の材料強度や止水性能の不足が起こる可能性がある一方、止水剤5の層が厚くなった箇所では、外部の物体への接触による止水剤5の損傷が起こりやすくなる。
そこで、絶縁電線1を軸回転させながら、硬化工程を実施することで、未硬化の止水剤5が、絶縁電線1の周方向に沿って1か所に留まりにくくなり、全周にわたって、厚さの均一性の高い止水剤5の層が形成されやすくなる。すると、止水部4における導体2の偏芯が軽減され、全周において、止水性能や物理的特性の均一性が高い止水部4を形成することができる。さらに、止水剤5が、外因硬化性として光硬化性を有する場合には、絶縁電線1を軸回転させながら硬化工程を実施することで、絶縁電線1の周方向に沿って、全域に、光源80からの光Lを照射することができ、全周の止水剤5の光硬化を、均一性高く進行させることができる。なお、充填工程や再緊密化工程、被覆移動工程を行った後、硬化工程を開始するまでの間に、加工装置間での絶縁電線1の移動等により、時間を要する場合には、その時間の間も、絶縁電線1を軸回転させ、周方向に沿った特定位置での止水剤5の垂下を抑制しておくことが好ましい。
以下に本発明の実施例を示す。ここでは、止水剤が有する硬化性の種類による、止水性能および硬化時間の差異について、検証した。なお、本発明はこれら実施例によって限定されるものではない。
(試験方法)
(1)試料の作製
導体断面積0.5mm2(素線径0.18mm、素線数20)の銅撚線導体の外周に、PVCよりなる厚さ0.35mmの絶縁被覆を形成した絶縁電線の中途部に、長さ13~15mmの露出部を形成した。そして、止水剤を用いて、露出部に対して、止水部を形成した。この際、図3にフロー図を示したとおり、各工程を順に実施した。充填工程および再緊密化工程、被覆移動工程は、噴流装置を用いて、絶縁電線の露出部を含む部位を、止水剤の噴流に接触させた状態で行った。また、硬化工程は、絶縁電線を軸回転させながら行った。
(1)試料の作製
導体断面積0.5mm2(素線径0.18mm、素線数20)の銅撚線導体の外周に、PVCよりなる厚さ0.35mmの絶縁被覆を形成した絶縁電線の中途部に、長さ13~15mmの露出部を形成した。そして、止水剤を用いて、露出部に対して、止水部を形成した。この際、図3にフロー図を示したとおり、各工程を順に実施した。充填工程および再緊密化工程、被覆移動工程は、噴流装置を用いて、絶縁電線の露出部を含む部位を、止水剤の噴流に接触させた状態で行った。また、硬化工程は、絶縁電線を軸回転させながら行った。
硬化工程においては、以下に示すように、各硬化剤が有する硬化性の種類に応じた操作によって、止水剤を硬化させた。硬化時間、つまり硬化のための各操作を継続する時間は、1分および8時間の2通りとした。
各実施例および比較例において、止水剤として用いた具体的な材料、および各材料が有する硬化性の種類、各材料の硬化のために行った操作は、以下のとおりである。いずれの止水剤も、アクリル系樹脂よりなっている。
・実施例1:スリーボンド社製「1377B」;嫌気硬化性;金属との接触および嫌気条件により硬化
・実施例2:スリーボンド社製「3062F」;嫌気硬化性および紫外線(UV)硬化性;UV照射により硬化
・比較例1:スリーボンド社製「3030」;UV硬化性のみ;UV照射により硬化
・比較例2:セメダイン社製「UV-220」;UV硬化性および湿気硬化性;UV照射および水蒸気の接触により硬化
・比較例3:スリーボンド社製「3057」;UV硬化性および熱硬化性;紫外線照射および加熱により硬化
・実施例1:スリーボンド社製「1377B」;嫌気硬化性;金属との接触および嫌気条件により硬化
・実施例2:スリーボンド社製「3062F」;嫌気硬化性および紫外線(UV)硬化性;UV照射により硬化
・比較例1:スリーボンド社製「3030」;UV硬化性のみ;UV照射により硬化
・比較例2:セメダイン社製「UV-220」;UV硬化性および湿気硬化性;UV照射および水蒸気の接触により硬化
・比較例3:スリーボンド社製「3057」;UV硬化性および熱硬化性;紫外線照射および加熱により硬化
(2)止水性能の評価
各実施例および比較例にかかる絶縁電線の止水部について、リーク試験により、素線間、また導体と絶縁被覆の間の止水性能を評価した。具体的には、各絶縁電線の止水部から一端部にわたる領域を水中に浸漬し、絶縁電線の他端部から、200kPaで空気圧を印加した。そして、水中に浸漬した止水部および絶縁電線の端部を目視にて観察した。
各実施例および比較例にかかる絶縁電線の止水部について、リーク試験により、素線間、また導体と絶縁被覆の間の止水性能を評価した。具体的には、各絶縁電線の止水部から一端部にわたる領域を水中に浸漬し、絶縁電線の他端部から、200kPaで空気圧を印加した。そして、水中に浸漬した止水部および絶縁電線の端部を目視にて観察した。
空気圧印加によって、止水部の素線間の部位から気泡が発生するのが確認されなかった場合には、止水性能が高い「○」と評価した。また、止水部の素線間の部位に加えて、止水部の中途部および絶縁電線の端部のいずれの部位からも気泡が発生するのが確認されなかった場合には、止水性能に優れる「◎」と評価した。一方、止水部の素線間の部位から気泡が発生した場合には、止水性能が不十分である「×」と評価した。
(結果)
表1に、止水剤の特性とともに、2とおりの硬化時間を採用した場合のリーク試験の結果について、まとめる。表中、PVC接着力は、PVCの表面に、内径6mm、厚み3mmの止水剤層を接着させ、上下に引張って計測した値である。粘度は、BL型回転粘度計によって測定した値である。
表1に、止水剤の特性とともに、2とおりの硬化時間を採用した場合のリーク試験の結果について、まとめる。表中、PVC接着力は、PVCの表面に、内径6mm、厚み3mmの止水剤層を接着させ、上下に引張って計測した値である。粘度は、BL型回転粘度計によって測定した値である。

表1によると、止水剤の層の外部から供給されるエネルギーや物質によって止水剤が硬化される各比較例においては、少なくとも1分の短時間のみで硬化操作を行う場合には、いずれの止水剤を用いた場合にも、リーク試験において高い止水性能を確認できるような止水部を形成できていない。比較例2のUV硬化性と湿気硬化性を有する止水剤を用いる場合には、8時間もの長い時間をかければ、高い止水性能を有する止水部を形成できるものの、1分という短時間では、そのような高い止水性能を有する止水部の形成は完了できない。
これらの結果は、UV硬化性や湿気硬化性、熱硬化性のように、外部から供給される因子による硬化機構では、止水剤の層の内部に位置し、光や湿気、熱等の因子が外部から届きにくい、止水剤と導体の素線との界面において、止水剤の硬化を短時間で十分に進行させることができないものと解釈される。特に、比較例1,3では、導体に対する止水性能を確保する観点から止水剤の十分な硬化が要求される素線との界面において、長い時間をかけても硬化を十分に進行させられない。なお、いずれの比較例についても、止水剤は、PVCに対しては0.3MPa以上の接着力を示しており、リーク試験において得られた止水性能が不十分であるとの評価は、絶縁被覆と止水剤の界面ではなく、導体を構成する素線と止水剤の界面における接着の不十分性に対応付けることができる。
一方、止水剤が嫌気硬化性を有している実施例1,2においては、8時間の長い時間をかけて止水剤を硬化させた場合だけでなく、1分の短時間で硬化を終了した場合でも、リーク試験において、素線間で高い止水性能が確認されている。つまり、短時間の硬化でも、止水剤が、導体の素線との界面に密着した状態で、十分に硬化し、電線導体に対して高い止水性能を示す止水部を形成できている。これは、止水剤が嫌気硬化性を有していることにより、止水剤の層の内部に位置する素線との界面においても、素線を構成する金属との接触と、止水剤の層自体による空気の遮断によって、止水剤の硬化を十分に進行させられているものと解釈できる。比較例1~3のように、止水剤が、光硬化性を有するが、嫌気硬化性を有さない場合には、ある素線が他の素線の陰になって、素線と止水剤の接触界面に光が照射されず、光硬化を十分に進められない場合があるが、実施例1,2のように、止水剤が嫌気硬化性を有する場合には、そのように陰になる界面において、嫌気硬化機構により、止水剤の硬化を十分に進行させることができる。
さらに、止水剤がPVCに対して接着力を示すうえ、嫌気硬化性に加えてUV硬化性を有している実施例2においては、1分の短時間で硬化を終了した場合でも、リーク試験において、素線間の部位だけでなく、止水部の中途部や絶縁電線の端部からも気泡が発生しておらず、素線間の部位に加え、止水剤の外周部や止水剤と絶縁被覆の間の部位においても、高い止水性能を有することが確認されている。これは、止水剤が、嫌気硬化性に加えて、UV硬化性を有していることにより、外周部も短時間で硬化していることによる。つまり、光照射によって、素線の間の部位を止水することに加え、同時に、導体の外周に密着して導体を被覆する絶縁被覆層を形成することができている。止水剤がUV硬化性を有していることにより、止水剤の層の外周部を容易に硬化させることができることから、硬化中の止水剤の垂下を防止しやすいという点においても、好ましい。
以上より、止水剤が、光硬化性や湿気硬化性、熱硬化性等、外因硬化性のみを備える場合には、止水剤の層の内側に位置する導体の素線との界面において、止水剤を短時間で十分に硬化させ、高い止水性能を有する止水部を形成できないのに対し、止水剤が、接触硬化性の一種である嫌気硬化性を有する場合には、素線との界面において、止水剤を短時間で十分に硬化させ、高い止水性能を有する止水部を形成することができることが、確認される。さらに、止水剤が、接触硬化性に加え、外因硬化性を併せ持つ場合には、止水剤の外周部も、短時間で硬化させることができる。
以上、本発明の実施の形態について詳細に説明したが、本発明は上記実施の形態に何ら限定されるものではなく、本発明の要旨を逸脱しない範囲で種々の改変が可能である。
1 絶縁電線
2 導体
2a 素線
3 絶縁被覆
4 止水部
5 止水剤
6 ワイヤーハーネス
10 露出部
20 被覆部
21 隣接域
22 遠隔域
61 第一の電気接続部
62 防水構造
63 第二の電気接続部
2 導体
2a 素線
3 絶縁被覆
4 止水部
5 止水剤
6 ワイヤーハーネス
10 露出部
20 被覆部
21 隣接域
22 遠隔域
61 第一の電気接続部
62 防水構造
63 第二の電気接続部
Claims (14)
- 金属材料よりなる素線が複数撚り合わせられた導体と、前記導体の外周を被覆する絶縁被覆と、を有する絶縁電線において、
前記絶縁電線は、前記絶縁被覆が前記導体の外周から除去された露出部と、前記絶縁被覆が前記導体の外周を被覆した状態にある被覆部と、を長手軸方向に沿って隣接して有し、
さらに、前記露出部における前記素線の間の空間に、止水剤が充填された止水部を有し、
前記止水剤は、少なくとも前記素線に接する部位が、前記素線を構成する前記金属材料との接触によって硬化する樹脂材料よりなっていることを特徴とする絶縁電線。 - 前記止水剤は、少なくとも前記素線に接する部位が、嫌気硬化性を有していることを特徴とする請求項1に記載の絶縁電線。
- 前記止水剤は、絶縁性を有していることを特徴とする請求項1または2に記載の絶縁電線。
- 前記止水剤は、少なくとも外周部が、外部からのエネルギーまたは物質の供給によって硬化する樹脂材料よりなっていることを特徴とする請求項1から3のいずれか1項に記載の絶縁電線。
- 前記止水剤は、少なくとも外周部が、光硬化性を備える樹脂材料よりなっていることを特徴とする請求項4に記載の絶縁電線。
- 前記止水剤は、前記素線を構成する金属材料との接触によって硬化可能であり、かつ、外部からのエネルギーまたは物質の供給によって硬化可能である樹脂材料よりなっていることを特徴とする請求項1から5のいずれか1項に記載の絶縁電線。
- 前記止水剤は、嫌気硬化性と光硬化性の両方を備える樹脂材料よりなっていることを特徴とする請求項6に記載の絶縁電線。
- 単位長さあたりの前記金属材料の密度が、前記露出部において、前記被覆部のうち、少なくとも、前記露出部に隣接した領域を除く遠隔域よりも高くなっていることを特徴とする請求項1から7のいずれか1項に記載の絶縁電線。
- 前記素線の撚りピッチが、前記露出部において、前記被覆部の前記遠隔域よりも小さくなっていることを特徴とする請求項8に記載の絶縁電線。
- 前記止水部を構成する前記止水剤は、前記露出部において、前記素線の間の空間と連続して、前記導体の外周を被覆していることを特徴とする請求項1から9のいずれか1項に記載の絶縁電線。
- 前記止水部を構成する前記止水剤は、前記露出部において前記導体の外周を被覆する領域と連続して、前記被覆部の前記露出部に隣接する端部において、前記絶縁被覆の外周を被覆していることを特徴とする請求項10に記載の絶縁電線。
- 前記止水部を、前記絶縁電線の長手軸方向の中途部に有することを特徴とする請求項1から11のいずれか1項に記載の絶縁電線。
- 請求項1から12のいずれか1項に記載の絶縁電線を有し、
前記絶縁電線の両端に、それぞれ、他の機器に接続可能な電気接続部を備えていることを特徴とするワイヤーハーネス。 - 前記絶縁電線の両端に設けられた前記電気接続部のうち、一方は、外部からの水の侵入を抑制する防水構造を備え、他方は、該防水構造を備えず、
前記止水部は、それら2つの電気接続部の間の位置に設けられていることを特徴とする請求項13に記載のワイヤーハーネス。
Priority Applications (17)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201980089342.6A CN113316828A (zh) | 2019-01-30 | 2019-01-30 | 绝缘电线及线束 |
| US17/426,577 US11908598B2 (en) | 2019-01-30 | 2019-01-30 | Insulated electric wire and harness with water-stopping agent and wire harness |
| JP2020569238A JP7226455B2 (ja) | 2019-01-30 | 2019-01-30 | 絶縁電線およびワイヤーハーネス |
| DE112019006760.5T DE112019006760T5 (de) | 2019-01-30 | 2019-01-30 | Isolierter elektrischer draht und verkabelung |
| PCT/JP2019/003195 WO2020157867A1 (ja) | 2019-01-30 | 2019-01-30 | 絶縁電線およびワイヤーハーネス |
| JP2019219009A JP7318512B2 (ja) | 2019-01-30 | 2019-12-03 | 絶縁電線およびワイヤーハーネス |
| PCT/JP2020/001453 WO2020158445A1 (ja) | 2019-01-30 | 2020-01-17 | 絶縁電線およびワイヤーハーネス |
| US17/426,530 US11887757B2 (en) | 2019-01-30 | 2020-01-17 | Insulated electric wire and wire harness |
| CN202080011525.9A CN113396460B (zh) | 2019-01-30 | 2020-01-17 | 绝缘电线及线束 |
| DE112020000594.1T DE112020000594T5 (de) | 2019-01-30 | 2020-01-17 | Isolierter elektrischer Draht und Verkabelung |
| PCT/JP2020/003430 WO2020158862A1 (ja) | 2019-01-30 | 2020-01-30 | 絶縁電線およびワイヤーハーネス |
| JP2020569720A JP7103440B2 (ja) | 2019-01-30 | 2020-01-30 | 絶縁電線およびワイヤーハーネス |
| US17/426,581 US11887758B2 (en) | 2019-01-30 | 2020-01-30 | Wire harness and insulated electric wire thereof having water-stopping agent |
| CN202080011663.7A CN113366588B (zh) | 2019-01-30 | 2020-01-30 | 绝缘电线及线束 |
| DE112020000604.2T DE112020000604T5 (de) | 2019-01-30 | 2020-01-30 | Isolierter elektrischer draht und verkabelung |
| JP2023018571A JP7405289B2 (ja) | 2019-01-30 | 2023-02-09 | 絶縁電線およびワイヤーハーネス |
| US18/411,937 US20240153671A1 (en) | 2019-01-30 | 2024-01-12 | Insulated electric wire and wire harness |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2019/003195 WO2020157867A1 (ja) | 2019-01-30 | 2019-01-30 | 絶縁電線およびワイヤーハーネス |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/426,577 A-371-Of-International US11908598B2 (en) | 2019-01-30 | 2019-01-30 | Insulated electric wire and harness with water-stopping agent and wire harness |
| US18/411,937 Continuation US20240153671A1 (en) | 2019-01-30 | 2024-01-12 | Insulated electric wire and wire harness |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020157867A1 true WO2020157867A1 (ja) | 2020-08-06 |
Family
ID=71841435
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/003195 WO2020157867A1 (ja) | 2019-01-30 | 2019-01-30 | 絶縁電線およびワイヤーハーネス |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US11908598B2 (ja) |
| JP (2) | JP7226455B2 (ja) |
| CN (1) | CN113316828A (ja) |
| DE (1) | DE112019006760T5 (ja) |
| WO (1) | WO2020157867A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220028581A1 (en) * | 2019-01-30 | 2022-01-27 | Autonetworks Technologies, Ltd. | Insulated electric wire, wire harness, and insulated electric wire production method |
| US20220157491A1 (en) * | 2019-01-30 | 2022-05-19 | Autonetworks Technologies, Ltd. | Insulated electric wire and wire harness |
| US20220165453A1 (en) * | 2019-01-30 | 2022-05-26 | Autonetworks Technologies, Ltd. | Insulated electric wire and wire harness |
| US11887757B2 (en) | 2019-01-30 | 2024-01-30 | Autonetworks Technologies, Ltd. | Insulated electric wire and wire harness |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007013589A1 (ja) * | 2005-07-29 | 2007-02-01 | Yazaki Corporation | アース用電線の止水方法およびアース用電線 |
| JP2007226999A (ja) * | 2006-02-21 | 2007-09-06 | Auto Network Gijutsu Kenkyusho:Kk | 止水用液剤の供給方法、供給装置、およびこれを用いた車載用電線の止水処理方法ならびに車載用電線 |
| DE102011083952A1 (de) * | 2011-10-04 | 2013-04-04 | Sumitomo Electric Bordnetze Gmbh | Verfahren zur Herstellung einer längswasserdichten Anordnung |
| JP2013097922A (ja) * | 2011-10-28 | 2013-05-20 | Yazaki Corp | 芯線止水構造及び芯線止水方法 |
Family Cites Families (95)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2396702A (en) * | 1942-05-05 | 1946-03-19 | Ellis A Johnson | Water stop device for electrical cables |
| US3639567A (en) * | 1968-11-05 | 1972-02-01 | Minnesota Mining & Mfg | Method for cable-blocking with polyurethane foam |
| US3737557A (en) * | 1972-06-27 | 1973-06-05 | British Insulated Callenders | Electric cables with ethylene-propylene insulation |
| JPS5314169U (ja) | 1976-07-19 | 1978-02-06 | ||
| US4333706A (en) * | 1979-12-26 | 1982-06-08 | Siecor Corporation | Filling materials for communications cable |
| US4361507A (en) * | 1980-10-20 | 1982-11-30 | Arco Polymers, Inc. | Cable filler composition containing (a) crystalline polypropylene homopolymer, (b) styrene block copolymer and (c) mineral oil |
| IT1135514B (it) * | 1981-02-18 | 1986-08-27 | Pirelli Cavi Spa | Cavo elettrico |
| JPH0629889B2 (ja) * | 1985-08-19 | 1994-04-20 | 日本大洋海底電線株式会社 | 海底光ケーブル |
| US4711022A (en) * | 1986-03-26 | 1987-12-08 | Freeman Clarence S | Method for wire insulation |
| DE3708216A1 (de) * | 1987-03-12 | 1988-09-22 | Siemens Ag | Optisches und/oder elektrisches kabel |
| US4978694A (en) * | 1987-04-23 | 1990-12-18 | Dow Corning Corporation | Silicone water block for electrical cables |
| ATE91562T1 (de) * | 1988-03-18 | 1993-07-15 | Dsg Schrumpfschlauch Gmbh | Verfahren und vorrichtung zum laengswasserabdichten vieladriger kabelbuendel. |
| US5171635A (en) * | 1990-10-10 | 1992-12-15 | E. I. Du Pont De Nemours And Company | Composite wire construction |
| US5902849A (en) * | 1991-11-07 | 1999-05-11 | Henkel Kommanditgesellschaft Auf Aktien | Filling compound |
| US5281757A (en) * | 1992-08-25 | 1994-01-25 | Pirelli Cable Corporation | Multi-layer power cable with metal sheath free to move relative to adjacent layers |
| JPH0777090B2 (ja) * | 1993-05-31 | 1995-08-16 | タツタ電線株式会社 | 屋外用塩化ビニル絶縁電線 |
| JPH08185722A (ja) * | 1994-12-28 | 1996-07-16 | Sumitomo Wiring Syst Ltd | 止水電線および該止水電線の製造方法 |
| JPH08335411A (ja) * | 1995-06-06 | 1996-12-17 | Fujikura Ltd | 走水防止電力ケーブル |
| JPH09102222A (ja) * | 1995-10-05 | 1997-04-15 | Nitto Denko Corp | ワイヤーハーネスの止水方法及び止水材料 |
| JPH09205714A (ja) | 1996-01-26 | 1997-08-05 | Furukawa Electric Co Ltd:The | 難着雪電線 |
| JPH09204822A (ja) * | 1996-01-29 | 1997-08-05 | Sumitomo Wiring Syst Ltd | 止水機能付ケーブル及びその製造方法 |
| US6064007A (en) * | 1996-04-29 | 2000-05-16 | Electric Power Research Institute Inc. | Moisture resistant underground cable |
| JP3680878B2 (ja) * | 1996-07-26 | 2005-08-10 | 三洋化成工業株式会社 | 保護管付地下埋設ケーブル用止水材及び止水性構造体 |
| JPH10204227A (ja) * | 1997-01-27 | 1998-08-04 | Fujikura Ltd | 水密組成物および水密絶縁電線 |
| JPH11224541A (ja) * | 1998-02-05 | 1999-08-17 | Sumitomo Wiring Syst Ltd | ワイヤハーネスの防水方法および該方法に用いる装置 |
| JP4028091B2 (ja) | 1998-06-22 | 2007-12-26 | 古河電気工業株式会社 | 止水部付き電線の製造方法 |
| JP4069513B2 (ja) | 1998-09-04 | 2008-04-02 | 旭硝子株式会社 | リード線および該リード線の接続された太陽電池パネル |
| JP2002209323A (ja) * | 2001-01-09 | 2002-07-26 | Sumitomo Wiring Syst Ltd | ワイヤハーネスの防水処理方法及び装置 |
| JP3692315B2 (ja) * | 2001-08-06 | 2005-09-07 | 住友電気工業株式会社 | 圧縮導体を使用した水密絶縁電線。 |
| AU2003236055A1 (en) * | 2002-04-11 | 2003-10-20 | Nok Corporation | Sealing structure |
| JP2004018652A (ja) * | 2002-06-14 | 2004-01-22 | Fujikura Ltd | 半導電水密組成物 |
| JP4105055B2 (ja) * | 2002-12-27 | 2008-06-18 | 矢崎総業株式会社 | 被覆電線の止水構造 |
| JP2004355897A (ja) * | 2003-05-28 | 2004-12-16 | Hitachi Unisia Automotive Ltd | 電線のシール構造 |
| JP2005019392A (ja) | 2003-05-30 | 2005-01-20 | Kurabe Ind Co Ltd | 気密電線と気密電線製造方法 |
| JP2005032621A (ja) | 2003-07-08 | 2005-02-03 | Union Machinery Co Ltd | ケーブルハーネスの防水構造 |
| JP4445727B2 (ja) * | 2003-07-29 | 2010-04-07 | 株式会社フジクラ | 水密樹脂組成物および水密絶縁電線 |
| JP2006032127A (ja) * | 2004-07-16 | 2006-02-02 | Furukawa Electric Co Ltd:The | 止水部を有する電線束及びその製造方法 |
| DE102004040293B3 (de) * | 2004-08-19 | 2006-03-30 | Airbus Deutschland Gmbh | Montageteil für eine flüssigkeitsdichte Kabeldurchführung |
| US7186929B2 (en) * | 2005-07-08 | 2007-03-06 | 3M Innovative Properties Company | Sealing member for an entry port |
| CN101300645B (zh) * | 2005-11-02 | 2011-12-28 | 株式会社自动网络技术研究所 | 车载电线类的止水处理方法 |
| JP2006074068A (ja) * | 2005-11-09 | 2006-03-16 | Fuji Electric Holdings Co Ltd | 太陽電池モジュールの固定方法ならびに太陽電池モジュール |
| JP4794988B2 (ja) | 2005-11-09 | 2011-10-19 | 平河ヒューテック株式会社 | 絶縁ケーブル端末 |
| JP4918248B2 (ja) | 2005-11-16 | 2012-04-18 | 矢崎総業株式会社 | 線間止水方法、線間止水装置、およびワイヤハーネス |
| JP5188713B2 (ja) * | 2006-02-02 | 2013-04-24 | 株式会社オートネットワーク技術研究所 | ドレン線止水構造を備えたシールド線およびドレン線止水方法 |
| JP5117008B2 (ja) | 2006-03-22 | 2013-01-09 | 古河電気工業株式会社 | 電線芯線の止水処理構造及び電線芯線の止水処理方法 |
| JP5075356B2 (ja) * | 2006-05-25 | 2012-11-21 | 矢崎総業株式会社 | シールド電線の止水治具 |
| DE102006047199A1 (de) * | 2006-10-05 | 2008-04-17 | Siemens Ag | Anordnung mit einem Basiselement und mindestens einem ersten flexiblen Leiterbahnträger und einem zweiten flexiblen Leiterbahnträger |
| JP2008117616A (ja) | 2006-11-02 | 2008-05-22 | Yazaki Corp | 電線間止水構造及び電線間止水方法 |
| JP4996205B2 (ja) * | 2006-11-08 | 2012-08-08 | 株式会社オートネットワーク技術研究所 | 電線の止水処理方法 |
| JP2008226487A (ja) * | 2007-03-08 | 2008-09-25 | Auto Network Gijutsu Kenkyusho:Kk | シールド電線及びシールド電線のシール方法 |
| JP5304001B2 (ja) | 2007-11-08 | 2013-10-02 | 住友電装株式会社 | 電線の止水方法及び該止水方法で形成された止水部を有する電線 |
| WO2009060639A1 (ja) | 2007-11-08 | 2009-05-14 | Sumitomo Wiring Systems, Ltd. | 電線の止水方法及び該止水方法で形成された止水部を有する電線 |
| JP5176533B2 (ja) * | 2007-12-19 | 2013-04-03 | 住友電装株式会社 | 電線の止水方法及び該止水方法で形成された止水部を有する電線 |
| JP2009231099A (ja) * | 2008-03-24 | 2009-10-08 | Furukawa Electric Co Ltd:The | 止水部付き電線の製造方法および止水部付き電線 |
| JP5320809B2 (ja) * | 2008-05-08 | 2013-10-23 | 住友電装株式会社 | ワイヤハーネスの止水構造および止水部の形成方法 |
| EP2278666A4 (en) * | 2008-05-15 | 2014-04-02 | Sumitomo Wiring Systems | HYDROFUGE STRUCTURE FOR WIRE HARNESS |
| JP5586142B2 (ja) * | 2008-11-10 | 2014-09-10 | 矢崎総業株式会社 | 線材の止水方法 |
| JP5402225B2 (ja) * | 2008-11-26 | 2014-01-29 | Jsr株式会社 | 電線止水材用キット、電線止水材、止水部材、止水処理された電線および止水処理方法 |
| JP5382848B2 (ja) * | 2008-12-02 | 2014-01-08 | 矢崎総業株式会社 | 線材の止水構造および線材の止水方法 |
| JP5391773B2 (ja) * | 2009-03-26 | 2014-01-15 | 株式会社オートネットワーク技術研究所 | ワイヤハーネスへの線間止水方法 |
| JP5541901B2 (ja) | 2009-10-30 | 2014-07-09 | 矢崎総業株式会社 | 止水処理方法および絶縁被覆電線 |
| JP5581929B2 (ja) * | 2010-09-15 | 2014-09-03 | 住友電装株式会社 | ワイヤハーネスの防水構造 |
| JP5418457B2 (ja) * | 2010-09-30 | 2014-02-19 | 住友電装株式会社 | 電線の止水中間スプライス部の製造方法及び電線の止水中間スプライス部 |
| US8748741B2 (en) * | 2010-10-25 | 2014-06-10 | Tyco Electronics Corporation | Corrosion resistant multiple tap connectors |
| JP5858142B2 (ja) | 2011-04-29 | 2016-02-10 | 住友電気工業株式会社 | 細径ケーブルハーネス及びその製造方法 |
| JP2012248527A (ja) | 2011-05-31 | 2012-12-13 | Auto Network Gijutsu Kenkyusho:Kk | ワイヤーハーネス及びその製造方法 |
| FR2982454B1 (fr) * | 2011-11-04 | 2015-11-20 | Somfy Sas | Boitier electrique ou electronique destine a etre monte sur une structure presentant des irregularites de surface |
| JP2013251166A (ja) | 2012-06-01 | 2013-12-12 | Auto Network Gijutsu Kenkyusho:Kk | ワイヤーハーネス及びその製造方法 |
| JP5944300B2 (ja) * | 2012-11-15 | 2016-07-05 | 株式会社フジクラ | ガス保守可能なケーブルの止水構造、止水構造の製造方法及び止水キット |
| JP2014107976A (ja) * | 2012-11-28 | 2014-06-09 | Fujikura Ltd | 被覆電線の止水処理方法および被覆電線の止水構造 |
| JP5924288B2 (ja) * | 2013-02-15 | 2016-05-25 | 住友電装株式会社 | 電線スプライス部の止水方法及び電線群整列装置 |
| CH708104A2 (de) | 2013-03-07 | 2014-11-14 | Huber+Suhner Ag | Abgedichtetes Leiterkabel. |
| JP5475158B1 (ja) * | 2013-03-25 | 2014-04-16 | タツタ電線株式会社 | 水密絶縁電線 |
| JP2014203806A (ja) * | 2013-04-10 | 2014-10-27 | 矢崎総業株式会社 | 電線の止水構造及びその製造方法 |
| JP2014203808A (ja) * | 2013-04-10 | 2014-10-27 | 矢崎総業株式会社 | 止水用電線及び電線止水構造 |
| US9419388B2 (en) * | 2014-05-30 | 2016-08-16 | Ppc Broadband, Inc. | Transition device for coaxial cables |
| JP6393582B2 (ja) * | 2014-10-30 | 2018-09-19 | 株式会社オートネットワーク技術研究所 | ワイヤーハーネス |
| JP2016119168A (ja) | 2014-12-18 | 2016-06-30 | 住友電装株式会社 | 端子金具付電線の端末止水構造 |
| JP2016163509A (ja) * | 2015-03-05 | 2016-09-05 | 住友電装株式会社 | ワイヤハーネスの防水構造 |
| JP2016225112A (ja) | 2015-05-29 | 2016-12-28 | 株式会社オートネットワーク技術研究所 | 端子付き電線及びその製造方法 |
| US9853342B2 (en) * | 2015-07-14 | 2017-12-26 | At&T Intellectual Property I, L.P. | Dielectric transmission medium connector and methods for use therewith |
| JP6439743B2 (ja) * | 2016-04-27 | 2018-12-19 | 株式会社オートネットワーク技術研究所 | ワイヤーハーネス |
| CN106847407A (zh) | 2016-12-13 | 2017-06-13 | 张长增 | 数据线缆及其制造方法和设备以及数据连接线及其制造方法 |
| CN206370303U (zh) * | 2017-01-12 | 2017-08-01 | 福建建润电子科技股份有限公司 | 一种抗挠漂浮电源线 |
| CN106898419A (zh) * | 2017-04-14 | 2017-06-27 | 杭州富通电线电缆有限公司 | 一种光电复合缆 |
| US9949392B1 (en) * | 2017-05-02 | 2018-04-17 | Omron Corporation | Electronic apparatus |
| JP6525032B2 (ja) * | 2017-07-26 | 2019-06-05 | 株式会社オートネットワーク技術研究所 | 絶縁電線 |
| JP6798438B2 (ja) * | 2017-07-26 | 2020-12-09 | 株式会社オートネットワーク技術研究所 | 絶縁電線の製造方法および絶縁電線 |
| DE112018007264T8 (de) | 2018-03-14 | 2021-01-14 | Autonetworks Technologies, Ltd. | Elektrischer drahtleiter, ummantelter elektrischer draht, verkabelung und verfahren zum herstellen eines elektrischen drahtleiters |
| JP6856047B2 (ja) * | 2018-03-30 | 2021-04-07 | 株式会社オートネットワーク技術研究所 | 電線の防水構造 |
| CN109065232A (zh) * | 2018-06-25 | 2018-12-21 | 江苏华能电缆股份有限公司 | 油气勘探机器人用碳纤维光纤承荷探测电缆 |
| JP7226455B2 (ja) * | 2019-01-30 | 2023-02-21 | 株式会社オートネットワーク技術研究所 | 絶縁電線およびワイヤーハーネス |
| JP7318512B2 (ja) * | 2019-01-30 | 2023-08-01 | 株式会社オートネットワーク技術研究所 | 絶縁電線およびワイヤーハーネス |
| CN113424276B (zh) * | 2019-01-30 | 2023-01-06 | 株式会社自动网络技术研究所 | 绝缘电线、线束、绝缘电线的制造方法 |
| WO2020158445A1 (ja) * | 2019-01-30 | 2020-08-06 | 株式会社オートネットワーク技術研究所 | 絶縁電線およびワイヤーハーネス |
-
2019
- 2019-01-30 JP JP2020569238A patent/JP7226455B2/ja active Active
- 2019-01-30 US US17/426,577 patent/US11908598B2/en active Active
- 2019-01-30 WO PCT/JP2019/003195 patent/WO2020157867A1/ja active Application Filing
- 2019-01-30 CN CN201980089342.6A patent/CN113316828A/zh active Pending
- 2019-01-30 DE DE112019006760.5T patent/DE112019006760T5/de active Pending
-
2023
- 2023-02-09 JP JP2023018571A patent/JP7405289B2/ja active Active
-
2024
- 2024-01-12 US US18/411,937 patent/US20240153671A1/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007013589A1 (ja) * | 2005-07-29 | 2007-02-01 | Yazaki Corporation | アース用電線の止水方法およびアース用電線 |
| JP2007226999A (ja) * | 2006-02-21 | 2007-09-06 | Auto Network Gijutsu Kenkyusho:Kk | 止水用液剤の供給方法、供給装置、およびこれを用いた車載用電線の止水処理方法ならびに車載用電線 |
| DE102011083952A1 (de) * | 2011-10-04 | 2013-04-04 | Sumitomo Electric Bordnetze Gmbh | Verfahren zur Herstellung einer längswasserdichten Anordnung |
| JP2013097922A (ja) * | 2011-10-28 | 2013-05-20 | Yazaki Corp | 芯線止水構造及び芯線止水方法 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220028581A1 (en) * | 2019-01-30 | 2022-01-27 | Autonetworks Technologies, Ltd. | Insulated electric wire, wire harness, and insulated electric wire production method |
| US20220157491A1 (en) * | 2019-01-30 | 2022-05-19 | Autonetworks Technologies, Ltd. | Insulated electric wire and wire harness |
| US20220165453A1 (en) * | 2019-01-30 | 2022-05-26 | Autonetworks Technologies, Ltd. | Insulated electric wire and wire harness |
| US11887757B2 (en) | 2019-01-30 | 2024-01-30 | Autonetworks Technologies, Ltd. | Insulated electric wire and wire harness |
| US11887758B2 (en) * | 2019-01-30 | 2024-01-30 | Autonetworks Technologies, Ltd. | Wire harness and insulated electric wire thereof having water-stopping agent |
| US11887759B2 (en) | 2019-01-30 | 2024-01-30 | Autonetworks Technologies, Ltd. | Insulated electric wire with water-stopping agent, wire harness, and insulated electric wire production method |
| US11908598B2 (en) * | 2019-01-30 | 2024-02-20 | Autonetworks Technologies, Ltd. | Insulated electric wire and harness with water-stopping agent and wire harness |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2020157867A1 (ja) | 2021-12-02 |
| JP7405289B2 (ja) | 2023-12-26 |
| US20240153671A1 (en) | 2024-05-09 |
| JP7226455B2 (ja) | 2023-02-21 |
| DE112019006760T5 (de) | 2021-11-18 |
| CN113316828A (zh) | 2021-08-27 |
| US20220165453A1 (en) | 2022-05-26 |
| JP2023053120A (ja) | 2023-04-12 |
| US11908598B2 (en) | 2024-02-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2020157867A1 (ja) | 絶縁電線およびワイヤーハーネス | |
| JP6798438B2 (ja) | 絶縁電線の製造方法および絶縁電線 | |
| WO2020157868A1 (ja) | 絶縁電線、ワイヤーハーネス、絶縁電線の製造方法 | |
| WO2020158862A1 (ja) | 絶縁電線およびワイヤーハーネス | |
| WO2011065310A1 (ja) | ワイヤーハーネスの製造方法、及びワイヤーハーネス | |
| WO2020158445A1 (ja) | 絶縁電線およびワイヤーハーネス | |
| JP2016163509A (ja) | ワイヤハーネスの防水構造 | |
| JP2019029093A (ja) | 絶縁電線 | |
| JP7095727B2 (ja) | 絶縁電線の製造方法および絶縁電線 | |
| JP7298756B2 (ja) | 絶縁電線の製造方法および絶縁電線 | |
| JP2009099385A (ja) | ジョイント電線の止水方法 | |
| JP6299048B2 (ja) | 熱収縮チューブ及び熱収縮キャップ | |
| JP2009136039A (ja) | スプライス部の防水方法および防水スプライス部を備えたワイヤハーネス | |
| TW200836219A (en) | Method of making sealed harness, sealing agent for harness and sealed harness | |
| JP2005347167A (ja) | 電線の被覆層除去部の処理方法 | |
| WO2022030434A1 (ja) | 絶縁電線、ワイヤーハーネス、絶縁電線の製造方法 | |
| JP2014128135A (ja) | 電力ケーブルの接続方法及び接続構造 | |
| JP2012130225A (ja) | 電線の接続方法及びワイヤハーネス |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19913578 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020569238 Country of ref document: JP Kind code of ref document: A |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19913578 Country of ref document: EP Kind code of ref document: A1 |