JP4599314B2 - 非水電解質電池、電池パック及び自動車 - Google Patents
非水電解質電池、電池パック及び自動車 Download PDFInfo
- Publication number
- JP4599314B2 JP4599314B2 JP2006045381A JP2006045381A JP4599314B2 JP 4599314 B2 JP4599314 B2 JP 4599314B2 JP 2006045381 A JP2006045381 A JP 2006045381A JP 2006045381 A JP2006045381 A JP 2006045381A JP 4599314 B2 JP4599314 B2 JP 4599314B2
- Authority
- JP
- Japan
- Prior art keywords
- electrode terminal
- negative electrode
- positive electrode
- terminal
- positive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000011255 nonaqueous electrolyte Substances 0.000 title claims description 98
- 238000007789 sealing Methods 0.000 claims description 63
- 125000006850 spacer group Chemical group 0.000 claims description 45
- 229910052782 aluminium Inorganic materials 0.000 claims description 30
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 29
- 238000003411 electrode reaction Methods 0.000 claims description 21
- 229910000838 Al alloy Inorganic materials 0.000 claims description 20
- 239000013078 crystal Substances 0.000 claims description 15
- 230000014509 gene expression Effects 0.000 claims description 13
- 230000008859 change Effects 0.000 claims description 8
- FDLZQPXZHIFURF-UHFFFAOYSA-N [O-2].[Ti+4].[Li+] Chemical compound [O-2].[Ti+4].[Li+] FDLZQPXZHIFURF-UHFFFAOYSA-N 0.000 claims description 7
- 238000003780 insertion Methods 0.000 claims description 7
- 230000037431 insertion Effects 0.000 claims description 7
- 229910052596 spinel Inorganic materials 0.000 claims description 6
- 239000011029 spinel Substances 0.000 claims description 6
- 239000003792 electrolyte Substances 0.000 claims description 4
- -1 polypropylene Polymers 0.000 description 50
- 239000011888 foil Substances 0.000 description 37
- 239000004698 Polyethylene Substances 0.000 description 26
- 229920000573 polyethylene Polymers 0.000 description 26
- 230000000052 comparative effect Effects 0.000 description 22
- 229910052751 metal Inorganic materials 0.000 description 21
- 239000002184 metal Substances 0.000 description 21
- 239000007773 negative electrode material Substances 0.000 description 20
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 20
- 239000004743 Polypropylene Substances 0.000 description 17
- 229920001155 polypropylene Polymers 0.000 description 17
- 230000000630 rising effect Effects 0.000 description 17
- 239000002002 slurry Substances 0.000 description 17
- 238000003466 welding Methods 0.000 description 16
- 238000002485 combustion reaction Methods 0.000 description 15
- 229920005989 resin Polymers 0.000 description 15
- 239000011347 resin Substances 0.000 description 15
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 14
- 239000000463 material Substances 0.000 description 14
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 12
- 239000002131 composite material Substances 0.000 description 12
- 229910052744 lithium Inorganic materials 0.000 description 12
- 238000000034 method Methods 0.000 description 12
- 239000007774 positive electrode material Substances 0.000 description 12
- 239000010936 titanium Substances 0.000 description 12
- 239000011230 binding agent Substances 0.000 description 11
- 239000005001 laminate film Substances 0.000 description 11
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 10
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 10
- 239000002033 PVDF binder Substances 0.000 description 10
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 10
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 9
- 229910052759 nickel Inorganic materials 0.000 description 9
- 229910052719 titanium Inorganic materials 0.000 description 9
- 239000006258 conductive agent Substances 0.000 description 8
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 8
- 239000004810 polytetrafluoroethylene Substances 0.000 description 8
- 229910052802 copper Inorganic materials 0.000 description 7
- 239000010949 copper Substances 0.000 description 7
- 238000010586 diagram Methods 0.000 description 7
- 239000011572 manganese Substances 0.000 description 7
- 238000012360 testing method Methods 0.000 description 7
- 229920005992 thermoplastic resin Polymers 0.000 description 7
- WEVYAHXRMPXWCK-UHFFFAOYSA-N Acetonitrile Chemical compound CC#N WEVYAHXRMPXWCK-UHFFFAOYSA-N 0.000 description 6
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 6
- 229910045601 alloy Inorganic materials 0.000 description 6
- 239000000956 alloy Substances 0.000 description 6
- 238000009795 derivation Methods 0.000 description 6
- 238000006073 displacement reaction Methods 0.000 description 6
- 239000011267 electrode slurry Substances 0.000 description 6
- 229910052742 iron Inorganic materials 0.000 description 6
- 239000002905 metal composite material Substances 0.000 description 6
- 239000000203 mixture Substances 0.000 description 6
- 239000011135 tin Substances 0.000 description 6
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 5
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 5
- 229910010413 TiO 2 Inorganic materials 0.000 description 5
- 238000005452 bending Methods 0.000 description 5
- 229910001416 lithium ion Inorganic materials 0.000 description 5
- 238000010248 power generation Methods 0.000 description 5
- 230000001681 protective effect Effects 0.000 description 5
- 229920000049 Carbon (fiber) Polymers 0.000 description 4
- KMTRUDSVKNLOMY-UHFFFAOYSA-N Ethylene carbonate Chemical compound O=C1OCCO1 KMTRUDSVKNLOMY-UHFFFAOYSA-N 0.000 description 4
- 239000004642 Polyimide Substances 0.000 description 4
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 4
- 239000002390 adhesive tape Substances 0.000 description 4
- 239000004917 carbon fiber Substances 0.000 description 4
- 239000003575 carbonaceous material Substances 0.000 description 4
- 210000004027 cell Anatomy 0.000 description 4
- 239000000470 constituent Substances 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 description 4
- 239000005020 polyethylene terephthalate Substances 0.000 description 4
- 229920001721 polyimide Polymers 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 229910052717 sulfur Inorganic materials 0.000 description 4
- 229910052718 tin Inorganic materials 0.000 description 4
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 3
- 239000011149 active material Substances 0.000 description 3
- 238000001514 detection method Methods 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 239000010439 graphite Substances 0.000 description 3
- 229910002804 graphite Inorganic materials 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 239000011302 mesophase pitch Substances 0.000 description 3
- 229910044991 metal oxide Inorganic materials 0.000 description 3
- 150000004706 metal oxides Chemical class 0.000 description 3
- 229920006284 nylon film Polymers 0.000 description 3
- 239000003960 organic solvent Substances 0.000 description 3
- 229910052698 phosphorus Inorganic materials 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 229910052710 silicon Inorganic materials 0.000 description 3
- 239000010703 silicon Substances 0.000 description 3
- 239000010935 stainless steel Substances 0.000 description 3
- 229910001220 stainless steel Inorganic materials 0.000 description 3
- 229910052720 vanadium Inorganic materials 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- WNXJIVFYUVYPPR-UHFFFAOYSA-N 1,3-dioxolane Chemical compound C1COCO1 WNXJIVFYUVYPPR-UHFFFAOYSA-N 0.000 description 2
- GEWWCWZGHNIUBW-UHFFFAOYSA-N 1-(4-nitrophenyl)propan-2-one Chemical compound CC(=O)CC1=CC=C([N+]([O-])=O)C=C1 GEWWCWZGHNIUBW-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 2
- 229910018871 CoO 2 Inorganic materials 0.000 description 2
- OIFBSDVPJOWBCH-UHFFFAOYSA-N Diethyl carbonate Chemical compound CCOC(=O)OCC OIFBSDVPJOWBCH-UHFFFAOYSA-N 0.000 description 2
- XTHFKEDIFFGKHM-UHFFFAOYSA-N Dimethoxyethane Chemical compound COCCOC XTHFKEDIFFGKHM-UHFFFAOYSA-N 0.000 description 2
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- 229910013063 LiBF 4 Inorganic materials 0.000 description 2
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 2
- NXPZICSHDHGMGT-UHFFFAOYSA-N [Co].[Mn].[Li] Chemical compound [Co].[Mn].[Li] NXPZICSHDHGMGT-UHFFFAOYSA-N 0.000 description 2
- KLARSDUHONHPRF-UHFFFAOYSA-N [Li].[Mn] Chemical compound [Li].[Mn] KLARSDUHONHPRF-UHFFFAOYSA-N 0.000 description 2
- ZYXUQEDFWHDILZ-UHFFFAOYSA-N [Ni].[Mn].[Li] Chemical compound [Ni].[Mn].[Li] ZYXUQEDFWHDILZ-UHFFFAOYSA-N 0.000 description 2
- 230000001133 acceleration Effects 0.000 description 2
- 239000006230 acetylene black Substances 0.000 description 2
- 238000000137 annealing Methods 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 229910021383 artificial graphite Inorganic materials 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 239000006229 carbon black Substances 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 239000011651 chromium Substances 0.000 description 2
- 239000000571 coke Substances 0.000 description 2
- 229920001940 conductive polymer Polymers 0.000 description 2
- 239000004020 conductor Substances 0.000 description 2
- 239000011889 copper foil Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 239000008151 electrolyte solution Substances 0.000 description 2
- JBTWLSYIZRCDFO-UHFFFAOYSA-N ethyl methyl carbonate Chemical compound CCOC(=O)OC JBTWLSYIZRCDFO-UHFFFAOYSA-N 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 230000005284 excitation Effects 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- RSNHXDVSISOZOB-UHFFFAOYSA-N lithium nickel Chemical compound [Li].[Ni] RSNHXDVSISOZOB-UHFFFAOYSA-N 0.000 description 2
- 229910003002 lithium salt Inorganic materials 0.000 description 2
- 159000000002 lithium salts Chemical class 0.000 description 2
- 229910052749 magnesium Inorganic materials 0.000 description 2
- 239000011777 magnesium Substances 0.000 description 2
- NUJOXMJBOLGQSY-UHFFFAOYSA-N manganese dioxide Chemical compound O=[Mn]=O NUJOXMJBOLGQSY-UHFFFAOYSA-N 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 229910052976 metal sulfide Inorganic materials 0.000 description 2
- 239000012046 mixed solvent Substances 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 238000012544 monitoring process Methods 0.000 description 2
- 150000004767 nitrides Chemical class 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 239000012071 phase Substances 0.000 description 2
- 239000002861 polymer material Substances 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- RUOJZAUFBMNUDX-UHFFFAOYSA-N propylene carbonate Chemical compound CC1COC(=O)O1 RUOJZAUFBMNUDX-UHFFFAOYSA-N 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- 229920003048 styrene butadiene rubber Polymers 0.000 description 2
- HXJUTPCZVOIRIF-UHFFFAOYSA-N sulfolane Chemical compound O=S1(=O)CCCC1 HXJUTPCZVOIRIF-UHFFFAOYSA-N 0.000 description 2
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 2
- 229910052723 transition metal Inorganic materials 0.000 description 2
- 150000003624 transition metals Chemical class 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- 239000011701 zinc Substances 0.000 description 2
- OFHQVNFSKOBBGG-UHFFFAOYSA-N 1,2-difluoropropane Chemical compound CC(F)CF OFHQVNFSKOBBGG-UHFFFAOYSA-N 0.000 description 1
- 229920008712 Copo Polymers 0.000 description 1
- QPLDLSVMHZLSFG-UHFFFAOYSA-N Copper oxide Chemical compound [Cu]=O QPLDLSVMHZLSFG-UHFFFAOYSA-N 0.000 description 1
- 239000005751 Copper oxide Substances 0.000 description 1
- 208000033978 Device electrical impedance issue Diseases 0.000 description 1
- BWGNESOTFCXPMA-UHFFFAOYSA-N Dihydrogen disulfide Chemical compound SS BWGNESOTFCXPMA-UHFFFAOYSA-N 0.000 description 1
- MBMLMWLHJBBADN-UHFFFAOYSA-N Ferrous sulfide Chemical compound [Fe]=S MBMLMWLHJBBADN-UHFFFAOYSA-N 0.000 description 1
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 description 1
- PXGOKWXKJXAPGV-UHFFFAOYSA-N Fluorine Chemical compound FF PXGOKWXKJXAPGV-UHFFFAOYSA-N 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 229910015015 LiAsF 6 Inorganic materials 0.000 description 1
- 229910013684 LiClO 4 Inorganic materials 0.000 description 1
- 229910012851 LiCoO 2 Inorganic materials 0.000 description 1
- 229910015645 LiMn Inorganic materials 0.000 description 1
- 229910013716 LiNi Inorganic materials 0.000 description 1
- 229910013870 LiPF 6 Inorganic materials 0.000 description 1
- 229910008240 SnB0.4P0.6O3.1 Inorganic materials 0.000 description 1
- 229910005790 SnSiO Inorganic materials 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- 229910010255 TiO2—P2O5—SnO2 Inorganic materials 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- PFYQFCKUASLJLL-UHFFFAOYSA-N [Co].[Ni].[Li] Chemical compound [Co].[Ni].[Li] PFYQFCKUASLJLL-UHFFFAOYSA-N 0.000 description 1
- SOXUFMZTHZXOGC-UHFFFAOYSA-N [Li].[Mn].[Co].[Ni] Chemical compound [Li].[Mn].[Co].[Ni] SOXUFMZTHZXOGC-UHFFFAOYSA-N 0.000 description 1
- XHCLAFWTIXFWPH-UHFFFAOYSA-N [O-2].[O-2].[O-2].[O-2].[O-2].[V+5].[V+5] Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[V+5].[V+5] XHCLAFWTIXFWPH-UHFFFAOYSA-N 0.000 description 1
- 150000001450 anions Chemical class 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001768 carboxy methyl cellulose Substances 0.000 description 1
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 1
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 150000005678 chain carbonates Chemical class 0.000 description 1
- CKFRRHLHAJZIIN-UHFFFAOYSA-N cobalt lithium Chemical compound [Li].[Co] CKFRRHLHAJZIIN-UHFFFAOYSA-N 0.000 description 1
- 150000004696 coordination complex Chemical class 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 229910000431 copper oxide Inorganic materials 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 150000005676 cyclic carbonates Chemical class 0.000 description 1
- 150000004292 cyclic ethers Chemical class 0.000 description 1
- 210000001787 dendrite Anatomy 0.000 description 1
- IEJIGPNLZYLLBP-UHFFFAOYSA-N dimethyl carbonate Chemical compound COC(=O)OC IEJIGPNLZYLLBP-UHFFFAOYSA-N 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 125000002573 ethenylidene group Chemical group [*]=C=C([H])[H] 0.000 description 1
- 150000002170 ethers Chemical class 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 229920001903 high density polyethylene Polymers 0.000 description 1
- 239000004700 high-density polyethylene Substances 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 229920000554 ionomer Polymers 0.000 description 1
- RUTXIHLAWFEWGM-UHFFFAOYSA-H iron(3+) sulfate Chemical compound [Fe+3].[Fe+3].[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O RUTXIHLAWFEWGM-UHFFFAOYSA-H 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 229910021439 lithium cobalt complex oxide Inorganic materials 0.000 description 1
- 229910000625 lithium cobalt oxide Inorganic materials 0.000 description 1
- GELKBWJHTRAYNV-UHFFFAOYSA-K lithium iron phosphate Chemical compound [Li+].[Fe+2].[O-]P([O-])([O-])=O GELKBWJHTRAYNV-UHFFFAOYSA-K 0.000 description 1
- 229910021441 lithium nickel cobalt complex oxide Inorganic materials 0.000 description 1
- GLNWILHOFOBOFD-UHFFFAOYSA-N lithium sulfide Chemical compound [Li+].[Li+].[S-2] GLNWILHOFOBOFD-UHFFFAOYSA-N 0.000 description 1
- SWAIALBIBWIKKQ-UHFFFAOYSA-N lithium titanium Chemical compound [Li].[Ti] SWAIALBIBWIKKQ-UHFFFAOYSA-N 0.000 description 1
- ACFSQHQYDZIPRL-UHFFFAOYSA-N lithium;bis(1,1,2,2,2-pentafluoroethylsulfonyl)azanide Chemical compound [Li+].FC(F)(F)C(F)(F)S(=O)(=O)[N-]S(=O)(=O)C(F)(F)C(F)(F)F ACFSQHQYDZIPRL-UHFFFAOYSA-N 0.000 description 1
- BFZPBUKRYWOWDV-UHFFFAOYSA-N lithium;oxido(oxo)cobalt Chemical compound [Li+].[O-][Co]=O BFZPBUKRYWOWDV-UHFFFAOYSA-N 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229920001179 medium density polyethylene Polymers 0.000 description 1
- 239000004701 medium-density polyethylene Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229910021382 natural graphite Inorganic materials 0.000 description 1
- 229910000480 nickel oxide Inorganic materials 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 239000010450 olivine Substances 0.000 description 1
- 229910052609 olivine Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 150000002892 organic cations Chemical class 0.000 description 1
- 239000005486 organic electrolyte Substances 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- GNRSAWUEBMWBQH-UHFFFAOYSA-N oxonickel Chemical compound [Ni]=O GNRSAWUEBMWBQH-UHFFFAOYSA-N 0.000 description 1
- 229920000767 polyaniline Polymers 0.000 description 1
- 229920005606 polypropylene copolymer Polymers 0.000 description 1
- 229920000128 polypyrrole Polymers 0.000 description 1
- 229920000131 polyvinylidene Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 229920005604 random copolymer Polymers 0.000 description 1
- 230000001172 regenerating effect Effects 0.000 description 1
- 230000008929 regeneration Effects 0.000 description 1
- 238000011069 regeneration method Methods 0.000 description 1
- 230000000452 restraining effect Effects 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 125000001424 substituent group Chemical group 0.000 description 1
- 150000004763 sulfides Chemical class 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 238000003786 synthesis reaction Methods 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 229920001897 terpolymer Polymers 0.000 description 1
- TXEYQDLBPFQVAA-UHFFFAOYSA-N tetrafluoromethane Chemical compound FC(F)(F)F TXEYQDLBPFQVAA-UHFFFAOYSA-N 0.000 description 1
- TWQULNDIKKJZPH-UHFFFAOYSA-K trilithium;phosphate Chemical class [Li+].[Li+].[Li+].[O-]P([O-])([O-])=O TWQULNDIKKJZPH-UHFFFAOYSA-K 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 229910001935 vanadium oxide Inorganic materials 0.000 description 1
- 239000012808 vapor phase Substances 0.000 description 1
Images

























Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H01M10/0585—Construction or manufacture of accumulators having only flat construction elements, i.e. flat positive electrodes, flat negative electrodes and flat separators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60L—PROPULSION OF ELECTRICALLY-PROPELLED VEHICLES; SUPPLYING ELECTRIC POWER FOR AUXILIARY EQUIPMENT OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRODYNAMIC BRAKE SYSTEMS FOR VEHICLES IN GENERAL; MAGNETIC SUSPENSION OR LEVITATION FOR VEHICLES; MONITORING OPERATING VARIABLES OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRIC SAFETY DEVICES FOR ELECTRICALLY-PROPELLED VEHICLES
- B60L50/00—Electric propulsion with power supplied within the vehicle
- B60L50/20—Electric propulsion with power supplied within the vehicle using propulsion power generated by humans or animals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60L—PROPULSION OF ELECTRICALLY-PROPELLED VEHICLES; SUPPLYING ELECTRIC POWER FOR AUXILIARY EQUIPMENT OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRODYNAMIC BRAKE SYSTEMS FOR VEHICLES IN GENERAL; MAGNETIC SUSPENSION OR LEVITATION FOR VEHICLES; MONITORING OPERATING VARIABLES OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRIC SAFETY DEVICES FOR ELECTRICALLY-PROPELLED VEHICLES
- B60L50/00—Electric propulsion with power supplied within the vehicle
- B60L50/50—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60L—PROPULSION OF ELECTRICALLY-PROPELLED VEHICLES; SUPPLYING ELECTRIC POWER FOR AUXILIARY EQUIPMENT OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRODYNAMIC BRAKE SYSTEMS FOR VEHICLES IN GENERAL; MAGNETIC SUSPENSION OR LEVITATION FOR VEHICLES; MONITORING OPERATING VARIABLES OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRIC SAFETY DEVICES FOR ELECTRICALLY-PROPELLED VEHICLES
- B60L50/00—Electric propulsion with power supplied within the vehicle
- B60L50/50—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells
- B60L50/60—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells using power supplied by batteries
- B60L50/61—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells using power supplied by batteries by batteries charged by engine-driven generators, e.g. series hybrid electric vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60L—PROPULSION OF ELECTRICALLY-PROPELLED VEHICLES; SUPPLYING ELECTRIC POWER FOR AUXILIARY EQUIPMENT OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRODYNAMIC BRAKE SYSTEMS FOR VEHICLES IN GENERAL; MAGNETIC SUSPENSION OR LEVITATION FOR VEHICLES; MONITORING OPERATING VARIABLES OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRIC SAFETY DEVICES FOR ELECTRICALLY-PROPELLED VEHICLES
- B60L50/00—Electric propulsion with power supplied within the vehicle
- B60L50/50—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells
- B60L50/60—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells using power supplied by batteries
- B60L50/64—Constructional details of batteries specially adapted for electric vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60L—PROPULSION OF ELECTRICALLY-PROPELLED VEHICLES; SUPPLYING ELECTRIC POWER FOR AUXILIARY EQUIPMENT OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRODYNAMIC BRAKE SYSTEMS FOR VEHICLES IN GENERAL; MAGNETIC SUSPENSION OR LEVITATION FOR VEHICLES; MONITORING OPERATING VARIABLES OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRIC SAFETY DEVICES FOR ELECTRICALLY-PROPELLED VEHICLES
- B60L50/00—Electric propulsion with power supplied within the vehicle
- B60L50/50—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells
- B60L50/60—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells using power supplied by batteries
- B60L50/66—Arrangements of batteries
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60L—PROPULSION OF ELECTRICALLY-PROPELLED VEHICLES; SUPPLYING ELECTRIC POWER FOR AUXILIARY EQUIPMENT OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRODYNAMIC BRAKE SYSTEMS FOR VEHICLES IN GENERAL; MAGNETIC SUSPENSION OR LEVITATION FOR VEHICLES; MONITORING OPERATING VARIABLES OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRIC SAFETY DEVICES FOR ELECTRICALLY-PROPELLED VEHICLES
- B60L53/00—Methods of charging batteries, specially adapted for electric vehicles; Charging stations or on-board charging equipment therefor; Exchange of energy storage elements in electric vehicles
- B60L53/10—Methods of charging batteries, specially adapted for electric vehicles; Charging stations or on-board charging equipment therefor; Exchange of energy storage elements in electric vehicles characterised by the energy transfer between the charging station and the vehicle
- B60L53/11—DC charging controlled by the charging station, e.g. mode 4
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0436—Small-sized flat cells or batteries for portable equipment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/528—Fixed electrical connections, i.e. not intended for disconnection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60L—PROPULSION OF ELECTRICALLY-PROPELLED VEHICLES; SUPPLYING ELECTRIC POWER FOR AUXILIARY EQUIPMENT OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRODYNAMIC BRAKE SYSTEMS FOR VEHICLES IN GENERAL; MAGNETIC SUSPENSION OR LEVITATION FOR VEHICLES; MONITORING OPERATING VARIABLES OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRIC SAFETY DEVICES FOR ELECTRICALLY-PROPELLED VEHICLES
- B60L2200/00—Type of vehicles
- B60L2200/12—Bikes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/536—Electrode connections inside a battery casing characterised by the method of fixing the leads to the electrodes, e.g. by welding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/538—Connection of several leads or tabs of wound or folded electrode stacks
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/54—Connection of several leads or tabs of plate-like electrode stacks, e.g. electrode pole straps or bridges
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/547—Terminals characterised by the disposition of the terminals on the cells
- H01M50/548—Terminals characterised by the disposition of the terminals on the cells on opposite sides of the cell
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/562—Terminals characterised by the material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/564—Terminals characterised by their manufacturing process
- H01M50/566—Terminals characterised by their manufacturing process by welding, soldering or brazing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/60—Other road transportation technologies with climate change mitigation effect
- Y02T10/62—Hybrid vehicles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/60—Other road transportation technologies with climate change mitigation effect
- Y02T10/70—Energy storage systems for electromobility, e.g. batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/60—Other road transportation technologies with climate change mitigation effect
- Y02T10/7072—Electromobility specific charging systems or methods for batteries, ultracapacitors, supercapacitors or double-layer capacitors
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T90/00—Enabling technologies or technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02T90/10—Technologies relating to charging of electric vehicles
- Y02T90/12—Electric charging stations
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T90/00—Enabling technologies or technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02T90/10—Technologies relating to charging of electric vehicles
- Y02T90/14—Plug-in electric vehicles
Description
前記電極群が収納され、周縁の少なくとも一部に封口部を有する外装部材と、
一端が前記複数枚の正極集電体と電気的に接続され、その接続部から一旦前記電極群に接近する方向に導出された他端が、電極群側を外側にして湾曲することにより方向転換し、前記封口部を通して外部に引き出されている正極端子と、
一端が前記複数枚の負極集電体と電気的に接続され、その接続部から一旦前記電極群に接近する方向に導出された他端が、電極群側を外側にして湾曲することにより方向転換し、前記封口部を通して外部に引き出されている負極端子とを具備し、
前記負極端子が引き出されている方向が、前記正極端子が引き出されている方向と反対方向であり、前記正極端子が下記(1)式を満足し、前記負極端子が下記(2)式を満足することを特徴とする。
t3×W3≧0.25Sn (2)
但し、Spは、前記正極端子の引き出し方向に対して垂直な面で切断した際に得られる前記電極群の断面積で、t2は電極反応面に垂直な方向に前記正極端子が占める高さで、W2は前記正極端子の幅で、Snは、前記負極端子の引き出し方向に対して垂直な面で切断した際に得られる前記電極群の断面積で、t3は電極反応面に垂直な方向に前記負極端子が占める高さ、W3は前記負極端子の幅である。
また、本発明の別の実施形態に係る非水電解質電池は、複数枚の正極集電体を含む正極と、複数枚の負極集電体を含む負極とを備えた扁平状の電極群と、
前記電極群が収納され、周縁の少なくとも一部に封口部を有する外装部材と、
一端が前記複数枚の正極集電体と電気的に接続され、その接続部から一旦前記電極群に接近する方向に導出された他端が、電極群側を外側にして湾曲することにより方向転換し、前記封口部を通して外部に引き出されている正極端子と、
一端が前記複数枚の負極集電体と電気的に接続され、その接続部から一旦前記電極群に接近する方向に導出された他端が、電極群側を外側にして湾曲することにより方向転換し、前記封口部を通して外部に引き出されている負極端子とを具備し、
前記負極端子が引き出されている方向が、前記正極端子が引き出されている方向と同一方向であり、前記正極端子が下記(1)式及び(7)式を満足し、前記負極端子が下記(2)式及び(8)式を満足することを特徴とする。
t2×W2≧0.25Sp (1)
t3×W3≧0.25Sn (2)
0.25W1≦W2<0.5W1 (7)
0.25W1≦W3<0.5W1 (8)
但し、Spは、前記正極端子の引き出し方向に対して垂直な面で切断した際に得られる前記電極群の断面積で、t2は電極反応面に垂直な方向に前記正極端子が占める高さで、W2は前記正極端子の幅で、Snは、前記負極端子の引き出し方向に対して垂直な面で切断した際に得られる前記電極群の断面積で、t3は電極反応面に垂直な方向に前記負極端子が占める高さ、W3は前記負極端子の幅で、W1は前記正極端子または前記負極端子の引き出し方向と垂直な方向の長さで規定される前記電極群の幅である。
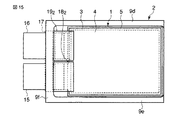
第1の実施形態に係る非水電解質電池を図1〜図6を参照して説明する。図1は本発明の第1の実施形態に係る扁平形非水電解質電池を示す平面透視図であり、図2は図1の非水電解質電池の縦断面図である。図3は図1の非水電解質電池の外装部材を模式的に示した斜視図で、図4は図1の非水電解質電池の封口部の拡大断面図で、図5は図1の非水電解質電池を正極端子の引き出し方向から見た透視図で、図6は図1の非水電解質電池を負極端子の引き出し方向から見た透視図で、図7は、図1の非水電解質電池に落下等の衝撃が加わった際の状態を示した縦断面図である。
t3×W3≧0.25Sn (2)
図5を参照して説明する。Spは、正極端子15の引き出し方向と垂直な面で切断した際に得られる電極群1の断面積で、例えば、式;t1×W1で算出される。t1は電極群1の厚さで、W1は正極端子15の引き出し方向と垂直な方向の長さで規定される電極群1の幅である。t2は電極反応面に垂直な方向に占める正極端子15の高さである。W2は正極端子15の短辺方向の幅である。なお、電極群の厚さt1と幅W1は、直径10mmの円盤状測定子に1(N)の荷重をかけて測定した値とする。
0.3Sn≦t3×W3≦0.8Sn (2)′
正極端子15及び負極端子16の立ち上がり部分の面積(t2×W2),(t3×W3)を十分な大きさにするためには、t2、t3を大きくすることが好ましい。具体的には、t2、t3が下記(3)、(4)式を満足することが望ましい。
0.9t1≦t3≦t1 (4)
電池に加わる振動のうち、電極群の主平面に垂直方向の成分が大きい場合、正極端子15及び負極端子16は垂直方向の曲げ荷重に対しては特に変位しやすい。共振した場合などは振幅が大きくなるため、正極端子15及び負極端子16が金属疲労により破断する可能性が高くなる。t2、t3が上記(3)、(4)式を満足することによって、電極群1の面に対して垂直方向に加わる振動の影響を受け難くなるため、正極端子15及び負極端子16の破断を防止することができる。
0.25W1≦W3≦W1 (6)
なお、W1は正極端子15または負極端子16の引き出し方向と垂直な方向の長さで規定される前記電極群の幅である。
第2の実施形態に係る非水電解質電池は、絶縁部材として絶縁フィルムの代わりに、絶縁スペーサを使用すること以外は、前述した第1の実施形態と同様な構成を有する。
正極端子と負極端子とを、同じ方向に導出した場合を以下に説明する。図15は、本発明の第3の実施形態に係わる扁平状の非水電解質電池において、正極端子及び負極端子の電流導出方向が同一の場合の一例を示す平面透視図である。図16は、図15の非水電解質電池の縦断面図である。なお、図1〜図7で説明したのと同様な部材については、同符号を付して説明を省略する。
t3×W3≧0.25Sn (2)
第3の実施形態では、正極端子15の引き出し方向と負極端子16の引き出し方向が同じであるため、SpとSnは同じ値になる。
0.35Sn≦t3×W3≦0.4Sn (2)′
正極端子15及び負極端子16のt2、t3は、前述した(3)、(4)式を満足することが望ましい。これにより、電極群1の面に対して垂直方向に加わる振動による影響を少なくすることができるため、正極端子15及び負極端子16の破断を十分に防止することができる。
0.25W1≦W3<0.5W1 (8)
上記(7)、(8)式を満足することによって、電池の封口性を損なうことなく、衝撃及び振動に対する信頼性と安全性に優れた非水電解質電池を提供することができる。より好ましい範囲は、0.35W1≦W2≦0.45W1、0.35W1≦W3≦0.45W1である。
前記負極は、例えば負極活物質、導電剤および結着剤を適当な溶媒に分散させて得られる負極材ペーストを集電体の片側、もしくは両面に塗布することにより作製する。
前記平均結晶粒子径の範囲が50μm以下の範囲にあるアルミニウム箔またはアルミニウム合金箔は、材料組成、不純物、加工条件、熱処理履歴ならび焼なましの加熱条件など多くの因子に複雑に影響され、前記結晶粒子径(直径)は、製造工程の中で、前記諸因子を組み合わせて調整される。
前記正極は、例えば正極活物質、導電剤および結着剤を適当な溶媒に分散させて得られる正極材ペーストを集電体の片側、もしくは両面に塗布することにより作製する。
セパレータには多孔質セパレータを用いる。
非水電解質として、LiBF4、LiPF6、LiAsF6、LiClO4、LiCF3SO3、LiN(CF3SO2)2、LiN(C2F5SO2)2、Li(CF3SO2)3C、LiB[(OCO)2]2などから選ばれる一種以上のリチウム塩を0.5〜2mol/Lの濃度で有機溶媒に溶解した有機電解液が挙げられる。
外装部材に使用されるラミネートフィルムの厚さは、0.2mm以下にすることが望ましい。
正極端子には、アルミニウム、チタン及びそれらをもとにした合金、ステンレスなどを用いることができる。負極端子には、ニッケル、銅及びそれらをもとにした合金などを用いることができる。負極電位が金属リチウムに対し1Vよりも貴な場合、例えば負極活物質としてチタン酸リチウムを使用した場合などは、負極端子としてアルミニウムあるいはアルミニウム合金を用いることができる。この場合、正極端子、負極端子ともアルミニウムまたはアルミニウム合金を用いると、軽量かつ電気抵抗を小さく抑えることができるため好ましい。
第4の実施形態に係る電池パックは、第1〜第3の実施形態に係る非水電解質電池のうち少なくともいずれかを備える。非水電解質電池の数は、単数または複数にすることができる。複数の場合、高出力を得る観点から、非水電解質電池の単位セルを直列あるいは並列に接続し、組電池を形成することが望ましい。
第5の実施形態に係る自動車は、第4の実施形態に係る電池パックを備える。ここでいう自動車としては、二輪〜四輪のハイブリッド電気自動車、二輪〜四輪の電気自動車、アシスト自転車などが挙げられる。
以下に例を挙げ、本発明をさらに詳しく説明するが、発明の主旨を超えない限り本発明は以下に掲載される実施例に限定されるものでない。
正極活物質にリチウムコバルト酸化物(LiCoO2)を用いた。これに導電材として正極全体に対して8重量%の黒鉛粉末、結着剤として正極全体に対して5重量%のPVdFをそれぞれ配合してn−メチルピロリドン(NMP)溶媒に分散してスラリーを調整した。得られたスラリーを厚さ15μmのアルミニウム箔(純度99.99%)に塗布、乾燥、プレス工程を経て電極密度3.5g/cm3の正極を作製した。
正極端子の幅W2及び負極端子の幅W3を37mmにし、面積S2、S3を176mm2にすること以外は、実施例1と同様にして非水電解質電池を組み立てた。
正極端子の幅W2及び負極端子の幅W3を59mmにし、面積S2、S3を280mm2にすること以外は、実施例1と同様にして非水電解質電池を組み立てた。
正極端子の幅W2及び負極端子の幅W3を42mmにし、正極端子の立ち上がり寸法t2と負極端子の立ち上がり寸法t3を2.5mmにすること以外は、実施例1と同様にして非水電解質電池を組み立てた。
実施例1と同様に正極、負極を作製した。
正極端子の幅W2及び負極端子の幅W3を30mmにし、正極端子の立ち上がり寸法t2と負極端子の立ち上がり寸法t3を3.5mmにすること以外は、実施例1と同様にして非水電解質電池を組み立てた。
負極活物質として3000℃焼成のメソフェーズピッチ系黒鉛繊維の粉末を用意した。この負極活物質と、平均粒径5μmの人造グラファイトと、カルボキシメチルセルロースと、スチレン・ブタジエンゴムを重量比で87:10:1:2となるように配合して水に分散してスラリーを調整した。得られたスラリーを厚さ12μmの銅箔(純度99.99%)に塗布、乾燥、プレス工程を経て電極密度1.5g/cm3の負極を作製した。
実施例7で説明したのと同様にして負極を作製し、また、負極端子の材質をニッケルに変更すること以外は、実施例5と同様な構成の非水電解質電池を組み立てた。
実施例1と同様に、正極及び負極を作製した。
(S2/Sp)、(S3/Sn)、(t2/t1)、(t3/t1)、(W2/W1)及び(W3/W1)を下記表1に示すように設定すること以外は、実施例1と同様な同様の非水電解質電池を作製した。
正極端子の材質を組成がAl−1.2Mn−0.2Mg(wt%)のアルミニウム合金に変更すると共に、負極端子の材質を組成がAl−1.2Mn−0.2Mg(wt%)のアルミニウム合金に変更すること以外は、実施例1と同様な同様の非水電解質電池を作製した。
正極端子及び負極端子の形状を以下に説明する通りに変更すること以外は、実施例1で説明したのと同様にし、図25に示す構造の非水電解質電池を作製した。
正極端子15及び負極端子16の形状を以下に説明する通りに変更すること以外は、実施例1で説明したのと同様にし、図26に示す構造の非水電解質電池を作製した。
正極端子の幅W2及び負極端子の幅W3を15mmにし、正極端子の立ち上がり寸法t2と負極端子の立ち上がり寸法t3を4.75mmにし、面積S2、S3を71mm2にすること以外は、実施例1と同様にして非水電解質電池を組み立てた。
正極端子の幅W2及び負極端子の幅W3を15mmにし、正極端子の立ち上がり寸法t2と負極端子の立ち上がり寸法t3を2.5mmにし、面積S2、S3を38mm2にすること以外は、実施例1と同様にして非水電解質電池を組み立てた。
正極端子と負極端子の形状を比較例1で説明したのと同様にし、その他は実施例5と同様にして非水電解質電池を組み立てた。
正極端子と負極端子の形状を比較例2で説明したのと同様にし、その他は実施例5と同様にして非水電解質電池を組み立てた。
正極端子の幅W2及び負極端子の幅W3を15mmにし、正極端子の立ち上がり寸法t2と負極端子の立ち上がり寸法t3を2.5mmにし、面積S2、S3を38mm2にすること以外は、実施例5と同様にして非水電解質電池を組み立てた。
実施例9と同様に正極、負極を作製し、電極群を組み立てた。また、正極端子及び負極端子の形状を比較例1と同様にした。その他の工程は実施例9と同様にして非水電解質電池を組み立てた。

Claims (15)
- 複数枚の正極集電体を含む正極と、複数枚の負極集電体を含む負極とを備えた扁平状の電極群と、
前記電極群が収納され、周縁の少なくとも一部に封口部を有する外装部材と、
一端が前記複数枚の正極集電体と電気的に接続され、その接続部から一旦前記電極群に接近する方向に導出された他端が、電極群側を外側にして湾曲することにより方向転換し、前記封口部を通して外部に引き出されている正極端子と、
一端が前記複数枚の負極集電体と電気的に接続され、その接続部から一旦前記電極群に接近する方向に導出された他端が、電極群側を外側にして湾曲することにより方向転換し、前記封口部を通して外部に引き出されている負極端子とを具備し、
前記負極端子が引き出されている方向が、前記正極端子が引き出されている方向と反対方向であり、前記正極端子が下記(1)式を満足し、前記負極端子が下記(2)式を満足することを特徴とする非水電解質電池。
t2×W2≧0.25Sp (1)
t3×W3≧0.25Sn (2)
但し、Spは、前記正極端子の引き出し方向に対して垂直な面で切断した際に得られる前記電極群の断面積で、t2は電極反応面に垂直な方向に前記正極端子が占める高さで、W2は前記正極端子の幅で、Snは、前記負極端子の引き出し方向に対して垂直な面で切断した際に得られる前記電極群の断面積で、t3は電極反応面に垂直な方向に前記負極端子が占める高さ、W3は前記負極端子の幅である。 - 前記正極端子が下記(5)式を満足し、前記負極端子が下記(6)式を満足することを特徴とする請求項1記載の非水電解質電池。
0.25W1≦W2≦W1 (5)
0.25W1≦W3≦W1 (6)
但し、W1は前記正極端子または前記負極端子の引き出し方向と垂直な方向の長さで規定される前記電極群の幅で、W2は前記正極端子の幅で、W3は前記負極端子の幅である。 - 端子挿入穴を有する中空の第1,第2の絶縁スペーサを備え、
前記外装部材は、前記電極群の前記電極反応面と平行な表面と対向する第1の内面及び第2の内面を有し、
前記第1の内面と前記第2の内面の間に前記第1の絶縁スペーサが前記正極端子を覆うように配置されると共に、前記正極端子の他端は前記第1の絶縁スペーサの前記端子挿入穴から引き出され、
前記第1の内面と前記第2の内面の間に前記第2の絶縁スペーサが前記負極端子を覆うように配置されると共に、前記負極端子の他端は前記第2の絶縁スペーサの前記端子挿入穴から引き出されていることを特徴とする請求項1〜2いずれか1項記載の非水電解質電池。 - 複数枚の正極集電体を含む正極と、複数枚の負極集電体を含む負極とを備えた扁平状の電極群と、
前記電極群が収納され、周縁の少なくとも一部に封口部を有する外装部材と、
一端が前記複数枚の正極集電体と電気的に接続され、その接続部から一旦前記電極群に接近する方向に導出された他端が、電極群側を外側にして湾曲することにより方向転換し、前記封口部を通して外部に引き出されている正極端子と、
一端が前記複数枚の負極集電体と電気的に接続され、その接続部から一旦前記電極群に接近する方向に導出された他端が、電極群側を外側にして湾曲することにより方向転換し、前記封口部を通して外部に引き出されている負極端子とを具備し、
前記負極端子が引き出されている方向が、前記正極端子が引き出されている方向と同一方向であり、前記正極端子が下記(1)式及び(7)式を満足し、前記負極端子が下記(2)式及び(8)式を満足することを特徴とする非水電解質電池。
t2×W2≧0.25Sp (1)
t3×W3≧0.25Sn (2)
0.25W1≦W2<0.5W1 (7)
0.25W1≦W3<0.5W1 (8)
但し、Spは、前記正極端子の引き出し方向に対して垂直な面で切断した際に得られる前記電極群の断面積で、t2は電極反応面に垂直な方向に前記正極端子が占める高さで、W2は前記正極端子の幅で、Snは、前記負極端子の引き出し方向に対して垂直な面で切断した際に得られる前記電極群の断面積で、t3は電極反応面に垂直な方向に前記負極端子が占める高さ、W3は前記負極端子の幅で、W1は前記正極端子または前記負極端子の引き出し方向と垂直な方向の長さで規定される前記電極群の幅である。 - 前記正極端子と前記外装部材との間、並びに前記負極端子と前記外装部材との間に、絶縁部材を介在させたことを特徴とする請求項1,2,4いずれか1項記載の非水電解質電池。
- 前記絶縁部材は、絶縁スペーサまたは絶縁テープであることを特徴とする請求項5記載の非水電解質電池。
- 前記正極端子が下記(3)式を満足し、前記負極端子が下記(4)式を満足することを特徴とする請求項1〜6いずれか1項記載の非水電解質電池。
0.9t1≦t2≦t1 (3)
0.9t1≦t3≦t1 (4)
但し、t1は前記電極群の厚さで、t2は電極反応面に垂直な方向に前記正極端子が占める高さで、t3は電極反応面に垂直な方向に前記負極端子が占める高さである。 - 前記正極端子は、一端が前記複数枚の正極集電体と電気的に接続され、その接続部から一旦前記電極群に接近する方向に導出された他端が、再び前記複数枚の正極集電体と電気的に接続された後、電極群側を外側にして湾曲することにより方向転換し、前記封口部を通して外部に引き出されており、
前記負極端子は、一端が前記複数枚の負極集電体と電気的に接続され、その接続部から一旦前記電極群に接近する方向に導出された他端が、再び前記複数枚の負極集電体と電気的に接続された後、電極群側を外側にして湾曲することにより方向転換し、前記封口部を通して外部に引き出されていることを特徴とする請求項1〜7いずれか1項記載の非水電解質電池。 - 前記外装部材は、開口部及び前記開口部の周縁の少なくとも一部に形成された封止部を有し、かつ前記電極群が収納される容器と、前記容器の前記封止部に接合される蓋体とを備え、前記正極端子及び前記負極端子は、前記容器の前記封止部と前記蓋体との間から外部に引き出されていることを特徴とする請求項1〜8いずれか1項記載の非水電解質電池。
- 前記正極端子及び負極端子は、アルミニウムまたはアルミニウム合金から形成されていることを特徴とする請求項1〜9いずれか1項記載の非水電解質電池。
- 前記負極は、リチウムチタン酸化物を含むことを特徴とする請求項1〜10いずれか1項記載の非水電解質電池。
- 前記リチウムチタン酸化物はスピネル構造を有することを特徴とする請求項11記載の非水電解質電池。
- 前記正極集電体及び前記負極集電体は、50μm以下の平均結晶粒径を有するアルミニウムまたは50μm以下の平均結晶粒径を有するアルミニウム合金から形成されていることを特徴とする請求項1〜12いずれか1項記載の非水電解質電池。
- 請求項1〜13のいずれか1項記載の非水電解質電池を具備することを特徴とする電池パック。
- 請求項14記載の電池パックを具備することを特徴とする自動車。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006045381A JP4599314B2 (ja) | 2006-02-22 | 2006-02-22 | 非水電解質電池、電池パック及び自動車 |
| US11/436,725 US8920958B2 (en) | 2006-02-22 | 2006-05-19 | Nonaqueous electrolyte battery, battery pack and vehicle |
| EP07250495.4A EP1826843B1 (en) | 2006-02-22 | 2007-02-07 | Nonaqueous electrolyte battery, battery pack and vehicle |
| CN200710084162A CN100585938C (zh) | 2006-02-22 | 2007-02-17 | 非水电解质电池、电池组和汽车 |
| KR1020070017342A KR100816591B1 (ko) | 2006-02-22 | 2007-02-21 | 비수 전해질 전지, 전지 팩 및 자동차 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006045381A JP4599314B2 (ja) | 2006-02-22 | 2006-02-22 | 非水電解質電池、電池パック及び自動車 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007227090A JP2007227090A (ja) | 2007-09-06 |
| JP4599314B2 true JP4599314B2 (ja) | 2010-12-15 |
Family
ID=37943997
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006045381A Active JP4599314B2 (ja) | 2006-02-22 | 2006-02-22 | 非水電解質電池、電池パック及び自動車 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8920958B2 (ja) |
| EP (1) | EP1826843B1 (ja) |
| JP (1) | JP4599314B2 (ja) |
| KR (1) | KR100816591B1 (ja) |
| CN (1) | CN100585938C (ja) |
Families Citing this family (87)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5229440B2 (ja) * | 2006-03-30 | 2013-07-03 | 日本ケミコン株式会社 | 電気化学デバイス |
| KR100895202B1 (ko) * | 2006-04-17 | 2009-05-06 | 주식회사 엘지화학 | 파우치형 전지 |
| TW200742150A (en) * | 2006-04-19 | 2007-11-01 | Exa Energy Technology Co Ltd | Method for producing secondary battery |
| KR20080072443A (ko) * | 2007-02-02 | 2008-08-06 | 삼성에스디아이 주식회사 | 용접식 고정 캡 및 이를 구비한 전지 모듈 |
| US8734986B2 (en) * | 2007-07-11 | 2014-05-27 | Nissan Motor Co., Ltd. | Laminate type battery |
| KR100891531B1 (ko) * | 2007-09-10 | 2009-04-03 | 주식회사 하이닉스반도체 | 패턴 정렬 불량 검출 장치 |
| JP4445537B2 (ja) | 2007-09-26 | 2010-04-07 | 株式会社東芝 | 二次電池、電池パック及び車 |
| EP2212951A1 (en) * | 2007-11-01 | 2010-08-04 | Lockheed Martin Corporation | Safe reserve activated lithium ion battery |
| JP5319947B2 (ja) * | 2008-03-25 | 2013-10-16 | 株式会社東芝 | 非水電解質電池 |
| JP5375953B2 (ja) * | 2009-03-30 | 2013-12-25 | 新日鐵住金株式会社 | 混合炭素材料および非水系二次電池用負極 |
| KR101421847B1 (ko) * | 2009-09-10 | 2014-07-22 | 닛본 덴끼 가부시끼가이샤 | 적층형 전지 및 그 제조 방법 |
| US8808884B2 (en) * | 2009-09-16 | 2014-08-19 | Samsung Sdi Co., Ltd. | Electrode assembly and secondary battery including the same |
| US8974952B2 (en) | 2009-10-13 | 2015-03-10 | Samsung Sdi Co., Ltd. | Rechargeable battery |
| JP5463846B2 (ja) * | 2009-10-16 | 2014-04-09 | 住友電気工業株式会社 | 非水電解質蓄電デバイス用リード部材および非水電解質蓄電デバイス |
| KR20110053835A (ko) * | 2009-11-16 | 2011-05-24 | 삼성에스디아이 주식회사 | 리튬 폴리머 이차 전지 |
| KR20110058380A (ko) * | 2009-11-26 | 2011-06-01 | 삼성에스디아이 주식회사 | 전극 조립체 및 이를 포함하는 이차전지 |
| JP5520017B2 (ja) * | 2009-11-30 | 2014-06-11 | 旭化成株式会社 | ラミネートフィルム外装体を有する蓄電素子 |
| US20110177383A1 (en) * | 2010-01-19 | 2011-07-21 | Lightening Energy | Battery cell module for modular battery with interleaving separator |
| KR101079400B1 (ko) * | 2010-02-02 | 2011-11-02 | 삼성전기주식회사 | 전기 이중층 커패시터 셀, 이를 포함하는 전기 이중층 커패시터 패키지 및 이들의 제조방법 |
| JP2011181441A (ja) * | 2010-03-03 | 2011-09-15 | Sony Corp | 円筒型非水電解質電池 |
| US20110250485A1 (en) * | 2010-04-13 | 2011-10-13 | Yoshihiro Tsukuda | Secondary battery |
| JP5674357B2 (ja) * | 2010-07-01 | 2015-02-25 | エナックス株式会社 | リチウムイオン二次電池 |
| JP5644857B2 (ja) * | 2010-08-09 | 2014-12-24 | 株式会社村田製作所 | 積層型固体電池 |
| JP5664114B2 (ja) * | 2010-10-20 | 2015-02-04 | 住友電気工業株式会社 | 溶融塩電池 |
| JP2012109198A (ja) * | 2010-10-29 | 2012-06-07 | Sumitomo Electric Ind Ltd | 溶融塩電池 |
| JP5830953B2 (ja) | 2010-11-17 | 2015-12-09 | ソニー株式会社 | 二次電池、バッテリユニットおよびバッテリモジュール |
| KR101219248B1 (ko) | 2011-01-12 | 2013-01-08 | 삼성에스디아이 주식회사 | 이차 전지 |
| JP5844052B2 (ja) * | 2011-02-04 | 2016-01-13 | 三洋電機株式会社 | 積層式電池およびその製造方法 |
| JP2014102875A (ja) * | 2011-02-28 | 2014-06-05 | Sanyo Electric Co Ltd | 積層式電池 |
| KR20120126303A (ko) * | 2011-05-11 | 2012-11-21 | 삼성에스디아이 주식회사 | 극판 및 이를 포함하는 이차전지 및 극판의 제조방법 |
| JP2013033688A (ja) * | 2011-08-03 | 2013-02-14 | Sharp Corp | 二次電池 |
| JP6048080B2 (ja) * | 2011-11-29 | 2016-12-21 | 株式会社Gsユアサ | 蓄電素子 |
| US8962177B2 (en) * | 2011-12-09 | 2015-02-24 | Samsung Sdi Co., Ltd. | Secondary battery |
| JP6146953B2 (ja) * | 2012-01-31 | 2017-06-14 | 昭和電工パッケージング株式会社 | 電池用外装材およびリチウム二次電池 |
| JP6065379B2 (ja) * | 2012-02-28 | 2017-01-25 | ソニー株式会社 | リチウムイオン二次電池、電池パック、電動車両、電力貯蔵システム、電動工具および電子機器 |
| JP6070236B2 (ja) * | 2012-02-29 | 2017-02-01 | ソニー株式会社 | リチウムイオン二次電池、電池パック、電動車両、電力貯蔵システム、電動工具および電子機器 |
| EP2811569B1 (en) | 2012-04-17 | 2017-08-16 | LG Chem, Ltd. | Lithium secondary battery exhibiting excellent performance |
| KR20130118716A (ko) | 2012-04-20 | 2013-10-30 | 주식회사 엘지화학 | 전극 조립체, 이를 포함하는 전지셀 및 디바이스 |
| JP6045835B2 (ja) * | 2012-07-25 | 2016-12-14 | シャープ株式会社 | 電池 |
| KR101693289B1 (ko) * | 2012-07-31 | 2017-01-06 | 삼성에스디아이 주식회사 | 이차 전지 |
| JP2014035951A (ja) * | 2012-08-09 | 2014-02-24 | Sanyo Electric Co Ltd | 非水電解質二次電池 |
| CN104584271B (zh) * | 2012-09-12 | 2018-04-17 | 株式会社杰士汤浅国际 | 蓄电元件以及蓄电元件的制造方法 |
| JP6250921B2 (ja) | 2012-09-14 | 2017-12-20 | 株式会社東芝 | 電池 |
| JP6062197B2 (ja) * | 2012-09-28 | 2017-01-18 | 三洋電機株式会社 | 電池 |
| CN202905820U (zh) * | 2012-10-19 | 2013-04-24 | 宁德时代新能源科技有限公司 | 一种采用安全保护支架的锂离子电池 |
| ITTO20120964A1 (it) * | 2012-11-02 | 2014-05-03 | Tacita S R L | Motoveicolo a propulsione elettrica |
| KR101387424B1 (ko) * | 2012-11-22 | 2014-04-25 | 주식회사 엘지화학 | 전폭의 길이가 동일하고 전장의 길이가 상이한 전극 유닛들로 이루어진 전극 조립체, 이를 포함하는 전지셀 및 디바이스 |
| CN104813512B (zh) * | 2012-11-22 | 2018-04-24 | 日产自动车株式会社 | 电气设备用负极、和使用了其的电气设备 |
| CN103063396B (zh) * | 2012-12-27 | 2015-06-10 | 天津力神电池股份有限公司 | 聚合物电池可靠性的测试方法 |
| US20140272490A1 (en) * | 2013-03-12 | 2014-09-18 | Samsung Sdi Co., Ltd. | Rechargeable battery |
| JP6160350B2 (ja) * | 2013-08-06 | 2017-07-12 | 株式会社豊田自動織機 | 蓄電装置 |
| US9478788B2 (en) * | 2013-10-22 | 2016-10-25 | Ford Global Technologies, Llc | Bus bar locating feature and method |
| JP2015095433A (ja) * | 2013-11-14 | 2015-05-18 | 株式会社デンソー | ラミネート外装電池 |
| EP3098891A4 (en) | 2014-01-24 | 2016-11-30 | Nissan Motor | ELECTRICAL DEVICE |
| US9296310B2 (en) * | 2014-03-18 | 2016-03-29 | Ford Global Technologies, Llc | Traction battery thermal management system |
| WO2015150946A1 (en) * | 2014-03-31 | 2015-10-08 | Semiconductor Energy Laboratory Co., Ltd. | Power storage device and electronic device |
| EP3514856B1 (en) | 2014-08-14 | 2022-03-02 | Samsung SDI Co., Ltd. | Battery |
| JP6348807B2 (ja) * | 2014-09-10 | 2018-06-27 | 株式会社日立製作所 | リチウムイオン二次電池 |
| KR102257679B1 (ko) * | 2014-09-17 | 2021-05-28 | 삼성에스디아이 주식회사 | 전극 조립체 및 이를 포함하는 이차 전지 |
| CN104282948B (zh) * | 2014-09-18 | 2016-07-06 | 广州中国科学院工业技术研究院 | 锂电池的芯体结构及装配方法 |
| KR102324343B1 (ko) * | 2015-01-07 | 2021-11-10 | 삼성에스디아이 주식회사 | 이차 전지 |
| KR102446407B1 (ko) * | 2015-05-06 | 2022-09-22 | 삼성전자주식회사 | 이차전지용 셀 구조체 및 이를 포함하는 이차전지 |
| KR101755861B1 (ko) * | 2015-10-16 | 2017-07-07 | 현대자동차주식회사 | 배터리 셀 |
| KR101766047B1 (ko) * | 2015-10-22 | 2017-08-07 | 현대자동차주식회사 | 배터리 셀 |
| JP6875820B2 (ja) * | 2016-10-17 | 2021-05-26 | 株式会社カネカ | リチウムイオン二次電池 |
| KR102395482B1 (ko) * | 2016-11-07 | 2022-05-06 | 삼성에스디아이 주식회사 | 이차전지 |
| JP6667109B2 (ja) * | 2016-11-11 | 2020-03-18 | トヨタ自動車株式会社 | 電池部品の組立装置 |
| EP3518316A4 (en) * | 2016-11-24 | 2020-06-03 | Murata Manufacturing Co., Ltd. | ELECTRONIC CELL AND DEVICE |
| KR102119535B1 (ko) | 2017-01-18 | 2020-06-05 | 주식회사 엘지화학 | 전극조립체의 외면에 대면하여 위치하는 전극리드를 포함하는 전지셀 |
| JP6645999B2 (ja) * | 2017-03-21 | 2020-02-14 | 株式会社東芝 | 二次電池、電池パック、及び車両 |
| CN110998914A (zh) * | 2017-08-03 | 2020-04-10 | 艾利电力能源有限公司 | 密闭型电池、电池组及密闭型电池的制造方法 |
| US10673028B2 (en) * | 2017-09-28 | 2020-06-02 | Maxwell Holdings, Ltd. | Electrochemical element |
| WO2019093226A1 (ja) * | 2017-11-09 | 2019-05-16 | Necエナジーデバイス株式会社 | リチウムイオン二次電池 |
| KR20190084765A (ko) * | 2018-01-09 | 2019-07-17 | 주식회사 엘지화학 | 전극 탭-리드 결합부에 적용된 플라스틱 부재를 포함하는 전극조립체 및 이를 포함하는 이차전지 |
| JPWO2019151494A1 (ja) * | 2018-02-02 | 2021-01-28 | Tdk株式会社 | 非水電解液二次電池 |
| CN110556500A (zh) * | 2018-05-31 | 2019-12-10 | 比亚迪股份有限公司 | 锂离子二次电池组件及其制备方法和锂离子二次电池 |
| JP2020053119A (ja) * | 2018-09-21 | 2020-04-02 | 積水化学工業株式会社 | 蓄電素子、蓄電素子の製造方法 |
| EP3869581A4 (en) * | 2018-10-15 | 2022-07-20 | Dai Nippon Printing Co., Ltd. | ENERGY STORAGE DEVICE, ENERGY STORAGE DEVICE OUTER PART, ENERGY STORAGE DEVICE ASSEMBLY, ELECTRIC AUTOMOBILE, AND ENERGY STORAGE DEVICE PRODUCTION METHOD |
| DE102018218487A1 (de) * | 2018-10-29 | 2020-04-30 | Robert Bosch Gmbh | Verfahren zur Herstellung eines Stapelaufbaus |
| CN109524606B (zh) * | 2018-11-05 | 2022-07-26 | 宁德新能源科技有限公司 | 极片、电芯及电池 |
| CN210136972U (zh) * | 2019-08-27 | 2020-03-10 | 宁德时代新能源科技股份有限公司 | 二次电池 |
| KR102298664B1 (ko) * | 2019-12-12 | 2021-09-03 | 주식회사 현대케피코 | 전자 제어 장치의 제조 방법 |
| JP7322731B2 (ja) * | 2020-01-31 | 2023-08-08 | トヨタ自動車株式会社 | 全固体電池 |
| US11735799B2 (en) * | 2020-03-23 | 2023-08-22 | Honda Motor Co., Ltd. | Lithium ion secondary battery |
| JP7354971B2 (ja) * | 2020-09-11 | 2023-10-03 | トヨタ自動車株式会社 | 電池モジュール |
| JP7357650B2 (ja) * | 2021-01-15 | 2023-10-06 | 本田技研工業株式会社 | 集電体構造及びそれを用いた二次電池 |
| WO2023210587A1 (ja) * | 2022-04-28 | 2023-11-02 | 株式会社エンビジョンAescジャパン | 電池セル及び電池モジュール |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003229117A (ja) * | 2002-02-01 | 2003-08-15 | Nec Corp | 扁平型電池およびそれを用いた組電池 |
| JP2004014516A (ja) * | 2002-06-06 | 2004-01-15 | Varta Microbattery Gmbh | ケースを備えた電池 |
| JP2004022534A (ja) * | 2002-06-12 | 2004-01-22 | Kokam Engineering Co Ltd | リチウム2次電池用クルードセルの電極タブ処理方法及びそれによるクルードセル及びこれを採用したリチウム2次電池 |
| JP2005122923A (ja) * | 2003-10-14 | 2005-05-12 | Nissan Motor Co Ltd | 薄型電池 |
| JP2005149891A (ja) * | 2003-11-14 | 2005-06-09 | Nissan Motor Co Ltd | バイポーラ電池、及びそれを用いた組電池 |
| WO2005086258A1 (ja) * | 2004-03-09 | 2005-09-15 | Nec Lamilion Energy, Ltd. | フィルム外装電気デバイスおよび該フィルム外装電気デバイス用の集電部被覆部材 |
| JP2005317512A (ja) * | 2004-03-31 | 2005-11-10 | Toshiba Corp | 非水電解質電池 |
| JP2006318797A (ja) * | 2005-05-13 | 2006-11-24 | Toshiba Corp | 非水電解質電池およびリチウムチタン複合酸化物 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000215877A (ja) | 1999-01-20 | 2000-08-04 | Matsushita Electric Ind Co Ltd | 扁平電池 |
| DE60005844T2 (de) * | 1999-03-26 | 2004-08-19 | Matsushita Electric Industrial Co., Ltd., Kadoma | Laminat-hülsen-typ-batterie |
| US6849358B2 (en) * | 2001-04-06 | 2005-02-01 | Ngk Spark Plug Co., Ltd. | Lithium ion battery |
| US6908711B2 (en) * | 2002-04-10 | 2005-06-21 | Pacific Lithium New Zealand Limited | Rechargeable high power electrochemical device |
| JP4135473B2 (ja) | 2002-11-07 | 2008-08-20 | 日産自動車株式会社 | バイポーラ電池 |
| JP3789438B2 (ja) * | 2003-03-03 | 2006-06-21 | Necラミリオンエナジー株式会社 | フィルム外装電池 |
| KR100599752B1 (ko) * | 2004-06-23 | 2006-07-12 | 삼성에스디아이 주식회사 | 이차 전지와 이에 사용되는 전극 조립체 |
| JP4613550B2 (ja) * | 2004-08-26 | 2011-01-19 | 新神戸電機株式会社 | 鉛蓄電池集電体及び鉛蓄電池 |
| JP4780598B2 (ja) * | 2004-09-29 | 2011-09-28 | 日立マクセルエナジー株式会社 | 密閉角形電池 |
| US7582387B2 (en) * | 2004-10-29 | 2009-09-01 | Medtronic, Inc. | Lithium-ion battery |
| KR100726065B1 (ko) * | 2004-12-22 | 2007-06-08 | 에스케이 주식회사 | 고출력 리튬 단전지 및 고출력 리튬 단전지를 구비한고출력 리튬 전지 팩 |
| US7629707B2 (en) * | 2005-06-15 | 2009-12-08 | Sprint Communications Company L.P. | Power system with hydrogen on demand |
-
2006
- 2006-02-22 JP JP2006045381A patent/JP4599314B2/ja active Active
- 2006-05-19 US US11/436,725 patent/US8920958B2/en active Active
-
2007
- 2007-02-07 EP EP07250495.4A patent/EP1826843B1/en active Active
- 2007-02-17 CN CN200710084162A patent/CN100585938C/zh active Active
- 2007-02-21 KR KR1020070017342A patent/KR100816591B1/ko active IP Right Grant
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003229117A (ja) * | 2002-02-01 | 2003-08-15 | Nec Corp | 扁平型電池およびそれを用いた組電池 |
| JP2004014516A (ja) * | 2002-06-06 | 2004-01-15 | Varta Microbattery Gmbh | ケースを備えた電池 |
| JP2004022534A (ja) * | 2002-06-12 | 2004-01-22 | Kokam Engineering Co Ltd | リチウム2次電池用クルードセルの電極タブ処理方法及びそれによるクルードセル及びこれを採用したリチウム2次電池 |
| JP2005122923A (ja) * | 2003-10-14 | 2005-05-12 | Nissan Motor Co Ltd | 薄型電池 |
| JP2005149891A (ja) * | 2003-11-14 | 2005-06-09 | Nissan Motor Co Ltd | バイポーラ電池、及びそれを用いた組電池 |
| WO2005086258A1 (ja) * | 2004-03-09 | 2005-09-15 | Nec Lamilion Energy, Ltd. | フィルム外装電気デバイスおよび該フィルム外装電気デバイス用の集電部被覆部材 |
| JP2005317512A (ja) * | 2004-03-31 | 2005-11-10 | Toshiba Corp | 非水電解質電池 |
| JP2006318797A (ja) * | 2005-05-13 | 2006-11-24 | Toshiba Corp | 非水電解質電池およびリチウムチタン複合酸化物 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007227090A (ja) | 2007-09-06 |
| US20070196732A1 (en) | 2007-08-23 |
| US8920958B2 (en) | 2014-12-30 |
| CN101026250A (zh) | 2007-08-29 |
| EP1826843A1 (en) | 2007-08-29 |
| KR20070085150A (ko) | 2007-08-27 |
| KR100816591B1 (ko) | 2008-03-24 |
| EP1826843B1 (en) | 2017-01-04 |
| CN100585938C (zh) | 2010-01-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4599314B2 (ja) | 非水電解質電池、電池パック及び自動車 | |
| JP4284341B2 (ja) | 非水電解質電池、自動車、アシスト自転車、二輪車、充電式掃除機及び電池パック | |
| JP4435194B2 (ja) | 非水電解質電池、電池パック及び自動車 | |
| JP4461114B2 (ja) | 組電池システム、組電池の充電方法及び充電式掃除機 | |
| JP5693902B2 (ja) | 非水電解質電池、電池パック、及び自動車 | |
| JP4421570B2 (ja) | 非水電解質電池、電池パック及び自動車 | |
| JP4364250B2 (ja) | 非水電解質電池、電池パック及び自動車 | |
| KR100749198B1 (ko) | 비수전해질 전지, 전지 팩 및 자동차 | |
| JP4284348B2 (ja) | 非水電解質電池、電池パック及び自動車 | |
| JP4296205B2 (ja) | 非水電解質電池、電池パック及び自動車 | |
| JP5699559B2 (ja) | 非水電解質電池 | |
| JP4413888B2 (ja) | 蓄電池システム、車載電源システム、車両、および蓄電池システムの充電方法 | |
| US20140170451A1 (en) | Electrode | |
| JP5032063B2 (ja) | 非水電解質電池、電池パックおよび自動車 | |
| JP2008186770A (ja) | 非水電解質電池、電池パック及び自動車 | |
| JP7405239B2 (ja) | 二次電池、電子機器及び電動工具 | |
| WO2022168622A1 (ja) | 二次電池、電子機器及び電動工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091019 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100305 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100608 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100809 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100831 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100927 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4599314 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131001 Year of fee payment: 3 |