CN100585938C - 非水电解质电池、电池组和汽车 - Google Patents
非水电解质电池、电池组和汽车 Download PDFInfo
- Publication number
- CN100585938C CN100585938C CN200710084162A CN200710084162A CN100585938C CN 100585938 C CN100585938 C CN 100585938C CN 200710084162 A CN200710084162 A CN 200710084162A CN 200710084162 A CN200710084162 A CN 200710084162A CN 100585938 C CN100585938 C CN 100585938C
- Authority
- CN
- China
- Prior art keywords
- terminal
- positive terminal
- negative terminal
- negative
- nonaqueous electrolyte
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000011255 nonaqueous electrolyte Substances 0.000 title claims abstract description 109
- 238000009413 insulation Methods 0.000 claims description 45
- 125000006850 spacer group Chemical group 0.000 claims description 43
- 238000003411 electrode reaction Methods 0.000 claims description 19
- 238000005452 bending Methods 0.000 claims description 18
- 238000006243 chemical reaction Methods 0.000 claims description 14
- 229910052782 aluminium Inorganic materials 0.000 claims description 11
- 239000013078 crystal Substances 0.000 claims description 11
- 229910000838 Al alloy Inorganic materials 0.000 claims description 10
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 10
- 238000005520 cutting process Methods 0.000 claims description 10
- 239000002245 particle Substances 0.000 claims description 10
- 238000003780 insertion Methods 0.000 claims description 9
- 230000037431 insertion Effects 0.000 claims description 9
- 230000001681 protective effect Effects 0.000 claims description 8
- 229910008416 Li-Ti Inorganic materials 0.000 claims description 6
- 229910006861 Li—Ti Inorganic materials 0.000 claims description 6
- 229910052596 spinel Inorganic materials 0.000 claims description 6
- 239000011029 spinel Substances 0.000 claims description 6
- 239000004411 aluminium Substances 0.000 claims description 2
- 238000007789 sealing Methods 0.000 abstract description 8
- 238000004806 packaging method and process Methods 0.000 abstract 1
- -1 polypropylene Polymers 0.000 description 50
- 210000004027 cell Anatomy 0.000 description 38
- 230000008878 coupling Effects 0.000 description 36
- 238000010168 coupling process Methods 0.000 description 36
- 238000005859 coupling reaction Methods 0.000 description 36
- 230000000052 comparative effect Effects 0.000 description 30
- 229910052751 metal Inorganic materials 0.000 description 27
- 239000002184 metal Substances 0.000 description 27
- 239000004698 Polyethylene Substances 0.000 description 26
- 229920000573 polyethylene Polymers 0.000 description 26
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 24
- 230000004888 barrier function Effects 0.000 description 20
- 239000002131 composite material Substances 0.000 description 20
- 229910052744 lithium Inorganic materials 0.000 description 20
- 239000000463 material Substances 0.000 description 20
- 239000004743 Polypropylene Substances 0.000 description 18
- 239000005030 aluminium foil Substances 0.000 description 18
- 238000000034 method Methods 0.000 description 18
- 229920001155 polypropylene Polymers 0.000 description 18
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 17
- 239000007773 negative electrode material Substances 0.000 description 17
- 239000002002 slurry Substances 0.000 description 16
- 229910045601 alloy Inorganic materials 0.000 description 15
- 239000000956 alloy Substances 0.000 description 15
- 238000002485 combustion reaction Methods 0.000 description 15
- 229920005989 resin Polymers 0.000 description 15
- 239000011347 resin Substances 0.000 description 15
- 239000000853 adhesive Substances 0.000 description 13
- 230000001070 adhesive effect Effects 0.000 description 13
- 239000011888 foil Substances 0.000 description 13
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 12
- 238000013459 approach Methods 0.000 description 12
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 11
- 239000007774 positive electrode material Substances 0.000 description 11
- 230000008569 process Effects 0.000 description 11
- 238000007581 slurry coating method Methods 0.000 description 11
- 238000012360 testing method Methods 0.000 description 11
- 239000002033 PVDF binder Substances 0.000 description 10
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 10
- 229910052759 nickel Inorganic materials 0.000 description 10
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 10
- 238000000465 moulding Methods 0.000 description 9
- 239000010936 titanium Substances 0.000 description 9
- 239000006258 conductive agent Substances 0.000 description 8
- 239000000203 mixture Substances 0.000 description 8
- 239000004810 polytetrafluoroethylene Substances 0.000 description 8
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 8
- 239000010949 copper Substances 0.000 description 7
- 239000011572 manganese Substances 0.000 description 7
- 238000009740 moulding (composite fabrication) Methods 0.000 description 7
- 229920005992 thermoplastic resin Polymers 0.000 description 7
- WEVYAHXRMPXWCK-UHFFFAOYSA-N Acetonitrile Chemical compound CC#N WEVYAHXRMPXWCK-UHFFFAOYSA-N 0.000 description 6
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 6
- 229910052802 copper Inorganic materials 0.000 description 6
- 238000010586 diagram Methods 0.000 description 6
- 238000006073 displacement reaction Methods 0.000 description 6
- 239000010439 graphite Substances 0.000 description 6
- 229910002804 graphite Inorganic materials 0.000 description 6
- 238000007599 discharging Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 239000007789 gas Substances 0.000 description 5
- 230000003116 impacting effect Effects 0.000 description 5
- 239000012528 membrane Substances 0.000 description 5
- 238000004080 punching Methods 0.000 description 5
- 229910052719 titanium Inorganic materials 0.000 description 5
- 238000003466 welding Methods 0.000 description 5
- YEJRWHAVMIAJKC-UHFFFAOYSA-N 4-Butyrolactone Chemical compound O=C1CCCO1 YEJRWHAVMIAJKC-UHFFFAOYSA-N 0.000 description 4
- 229920000049 Carbon (fiber) Polymers 0.000 description 4
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 4
- 239000004642 Polyimide Substances 0.000 description 4
- 239000011149 active material Substances 0.000 description 4
- 230000003321 amplification Effects 0.000 description 4
- 239000004917 carbon fiber Substances 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 4
- 238000003199 nucleic acid amplification method Methods 0.000 description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 description 4
- 239000005020 polyethylene terephthalate Substances 0.000 description 4
- 229920001721 polyimide Polymers 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 229910052718 tin Inorganic materials 0.000 description 4
- 239000011135 tin Substances 0.000 description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- KMTRUDSVKNLOMY-UHFFFAOYSA-N Ethylene carbonate Chemical compound O=C1OCCO1 KMTRUDSVKNLOMY-UHFFFAOYSA-N 0.000 description 3
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 3
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 3
- 229910010413 TiO 2 Inorganic materials 0.000 description 3
- JAWMENYCRQKKJY-UHFFFAOYSA-N [3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-ylmethyl)-1-oxa-2,8-diazaspiro[4.5]dec-2-en-8-yl]-[2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidin-5-yl]methanone Chemical compound N1N=NC=2CN(CCC=21)CC1=NOC2(C1)CCN(CC2)C(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F JAWMENYCRQKKJY-UHFFFAOYSA-N 0.000 description 3
- 239000002390 adhesive tape Substances 0.000 description 3
- 238000000137 annealing Methods 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 150000002500 ions Chemical class 0.000 description 3
- 239000011302 mesophase pitch Substances 0.000 description 3
- 229910044991 metal oxide Inorganic materials 0.000 description 3
- 150000004706 metal oxides Chemical class 0.000 description 3
- 229920006284 nylon film Polymers 0.000 description 3
- 239000003960 organic solvent Substances 0.000 description 3
- 229910052698 phosphorus Inorganic materials 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 229910052710 silicon Inorganic materials 0.000 description 3
- 239000010703 silicon Substances 0.000 description 3
- 239000010935 stainless steel Substances 0.000 description 3
- 229910001220 stainless steel Inorganic materials 0.000 description 3
- 229920003048 styrene butadiene rubber Polymers 0.000 description 3
- 230000001629 suppression Effects 0.000 description 3
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 3
- 229910052720 vanadium Inorganic materials 0.000 description 3
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 2
- 229910018871 CoO 2 Inorganic materials 0.000 description 2
- QPLDLSVMHZLSFG-UHFFFAOYSA-N Copper oxide Chemical compound [Cu]=O QPLDLSVMHZLSFG-UHFFFAOYSA-N 0.000 description 2
- OIFBSDVPJOWBCH-UHFFFAOYSA-N Diethyl carbonate Chemical compound CCOC(=O)OCC OIFBSDVPJOWBCH-UHFFFAOYSA-N 0.000 description 2
- XTHFKEDIFFGKHM-UHFFFAOYSA-N Dimethoxyethane Chemical compound COCCOC XTHFKEDIFFGKHM-UHFFFAOYSA-N 0.000 description 2
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 2
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 2
- NXPZICSHDHGMGT-UHFFFAOYSA-N [Co].[Mn].[Li] Chemical compound [Co].[Mn].[Li] NXPZICSHDHGMGT-UHFFFAOYSA-N 0.000 description 2
- 239000006230 acetylene black Substances 0.000 description 2
- QVQLCTNNEUAWMS-UHFFFAOYSA-N barium oxide Chemical compound [Ba]=O QVQLCTNNEUAWMS-UHFFFAOYSA-N 0.000 description 2
- 239000006229 carbon black Substances 0.000 description 2
- 239000003575 carbonaceous material Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 239000011651 chromium Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 239000010941 cobalt Substances 0.000 description 2
- 229910017052 cobalt Inorganic materials 0.000 description 2
- GSOLWAFGMNOBSY-UHFFFAOYSA-N cobalt Chemical compound [Co][Co][Co][Co][Co][Co][Co][Co] GSOLWAFGMNOBSY-UHFFFAOYSA-N 0.000 description 2
- CKFRRHLHAJZIIN-UHFFFAOYSA-N cobalt lithium Chemical compound [Li].[Co] CKFRRHLHAJZIIN-UHFFFAOYSA-N 0.000 description 2
- 239000000571 coke Substances 0.000 description 2
- 239000012141 concentrate Substances 0.000 description 2
- 229920001940 conductive polymer Polymers 0.000 description 2
- 239000004020 conductor Substances 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 239000006071 cream Substances 0.000 description 2
- 238000000280 densification Methods 0.000 description 2
- 238000009795 derivation Methods 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 239000003792 electrolyte Substances 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- ZZUFCTLCJUWOSV-UHFFFAOYSA-N furosemide Chemical compound C1=C(Cl)C(S(=O)(=O)N)=CC(C(O)=O)=C1NCC1=CC=CO1 ZZUFCTLCJUWOSV-UHFFFAOYSA-N 0.000 description 2
- 229920001903 high density polyethylene Polymers 0.000 description 2
- 239000004700 high-density polyethylene Substances 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 229910001416 lithium ion Inorganic materials 0.000 description 2
- RSNHXDVSISOZOB-UHFFFAOYSA-N lithium nickel Chemical compound [Li].[Ni] RSNHXDVSISOZOB-UHFFFAOYSA-N 0.000 description 2
- 229910003002 lithium salt Inorganic materials 0.000 description 2
- 159000000002 lithium salts Chemical class 0.000 description 2
- 229910052749 magnesium Inorganic materials 0.000 description 2
- 239000011777 magnesium Substances 0.000 description 2
- NUJOXMJBOLGQSY-UHFFFAOYSA-N manganese dioxide Chemical compound O=[Mn]=O NUJOXMJBOLGQSY-UHFFFAOYSA-N 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229910052976 metal sulfide Inorganic materials 0.000 description 2
- 239000013081 microcrystal Substances 0.000 description 2
- 239000012046 mixed solvent Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 210000002445 nipple Anatomy 0.000 description 2
- 150000004767 nitrides Chemical class 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 230000000452 restraining effect Effects 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- 150000003839 salts Chemical class 0.000 description 2
- HXJUTPCZVOIRIF-UHFFFAOYSA-N sulfolane Chemical compound O=S1(=O)CCCC1 HXJUTPCZVOIRIF-UHFFFAOYSA-N 0.000 description 2
- 230000001052 transient effect Effects 0.000 description 2
- 229910052723 transition metal Inorganic materials 0.000 description 2
- 150000003624 transition metals Chemical class 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- 239000011701 zinc Substances 0.000 description 2
- OQMIRQSWHKCKNJ-UHFFFAOYSA-N 1,1-difluoroethene;1,1,2,3,3,3-hexafluoroprop-1-ene Chemical compound FC(F)=C.FC(F)=C(F)C(F)(F)F OQMIRQSWHKCKNJ-UHFFFAOYSA-N 0.000 description 1
- 229910000952 Be alloy Inorganic materials 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 239000005955 Ferric phosphate Substances 0.000 description 1
- MBMLMWLHJBBADN-UHFFFAOYSA-N Ferrous sulfide Chemical compound [Fe]=S MBMLMWLHJBBADN-UHFFFAOYSA-N 0.000 description 1
- PXGOKWXKJXAPGV-UHFFFAOYSA-N Fluorine Chemical compound FF PXGOKWXKJXAPGV-UHFFFAOYSA-N 0.000 description 1
- 244000287680 Garcinia dulcis Species 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 229910015015 LiAsF 6 Inorganic materials 0.000 description 1
- 229910013075 LiBF Inorganic materials 0.000 description 1
- 229910013063 LiBF 4 Inorganic materials 0.000 description 1
- 229910013684 LiClO 4 Inorganic materials 0.000 description 1
- 229910012851 LiCoO 2 Inorganic materials 0.000 description 1
- 229910015645 LiMn Inorganic materials 0.000 description 1
- 229910013716 LiNi Inorganic materials 0.000 description 1
- 229910013870 LiPF 6 Inorganic materials 0.000 description 1
- 229910000990 Ni alloy Inorganic materials 0.000 description 1
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 1
- 229910008240 SnB0.4P0.6O3.1 Inorganic materials 0.000 description 1
- 229910005790 SnSiO Inorganic materials 0.000 description 1
- 239000002174 Styrene-butadiene Substances 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- 239000005864 Sulphur Substances 0.000 description 1
- 229910010255 TiO2—P2O5—SnO2 Inorganic materials 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- SOXUFMZTHZXOGC-UHFFFAOYSA-N [Li].[Mn].[Co].[Ni] Chemical compound [Li].[Mn].[Co].[Ni] SOXUFMZTHZXOGC-UHFFFAOYSA-N 0.000 description 1
- OHOIHSTWKIMQNC-UHFFFAOYSA-N [Li].[P]=O Chemical compound [Li].[P]=O OHOIHSTWKIMQNC-UHFFFAOYSA-N 0.000 description 1
- FDLZQPXZHIFURF-UHFFFAOYSA-N [O-2].[Ti+4].[Li+] Chemical compound [O-2].[Ti+4].[Li+] FDLZQPXZHIFURF-UHFFFAOYSA-N 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 150000001450 anions Chemical class 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000001354 calcination Methods 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- SIXOAUAWLZKQKX-UHFFFAOYSA-N carbonic acid;prop-1-ene Chemical compound CC=C.OC(O)=O SIXOAUAWLZKQKX-UHFFFAOYSA-N 0.000 description 1
- 239000001768 carboxy methyl cellulose Substances 0.000 description 1
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 1
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 1
- 150000001768 cations Chemical class 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- IVMYJDGYRUAWML-UHFFFAOYSA-N cobalt(ii) oxide Chemical class [Co]=O IVMYJDGYRUAWML-UHFFFAOYSA-N 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 229960004643 cupric oxide Drugs 0.000 description 1
- 150000004292 cyclic ethers Chemical class 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 210000001787 dendrite Anatomy 0.000 description 1
- IEJIGPNLZYLLBP-UHFFFAOYSA-N dimethyl carbonate Chemical compound COC(=O)OC IEJIGPNLZYLLBP-UHFFFAOYSA-N 0.000 description 1
- 150000002019 disulfides Chemical class 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 239000011267 electrode slurry Substances 0.000 description 1
- JBTWLSYIZRCDFO-UHFFFAOYSA-N ethyl methyl carbonate Chemical compound CCOC(=O)OC JBTWLSYIZRCDFO-UHFFFAOYSA-N 0.000 description 1
- 229920001038 ethylene copolymer Polymers 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 229940032958 ferric phosphate Drugs 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000011796 hollow space material Substances 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 229920000554 ionomer Polymers 0.000 description 1
- WBJZTOZJJYAKHQ-UHFFFAOYSA-K iron(3+) phosphate Chemical compound [Fe+3].[O-]P([O-])([O-])=O WBJZTOZJJYAKHQ-UHFFFAOYSA-K 0.000 description 1
- RUTXIHLAWFEWGM-UHFFFAOYSA-H iron(3+) sulfate Chemical compound [Fe+3].[Fe+3].[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O RUTXIHLAWFEWGM-UHFFFAOYSA-H 0.000 description 1
- 229910000399 iron(III) phosphate Inorganic materials 0.000 description 1
- 229910000360 iron(III) sulfate Inorganic materials 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- GLNWILHOFOBOFD-UHFFFAOYSA-N lithium sulfide Chemical compound [Li+].[Li+].[S-2] GLNWILHOFOBOFD-UHFFFAOYSA-N 0.000 description 1
- SWAIALBIBWIKKQ-UHFFFAOYSA-N lithium titanium Chemical compound [Li].[Ti] SWAIALBIBWIKKQ-UHFFFAOYSA-N 0.000 description 1
- ACFSQHQYDZIPRL-UHFFFAOYSA-N lithium;bis(1,1,2,2,2-pentafluoroethylsulfonyl)azanide Chemical compound [Li+].FC(F)(F)C(F)(F)S(=O)(=O)[N-]S(=O)(=O)C(F)(F)C(F)(F)F ACFSQHQYDZIPRL-UHFFFAOYSA-N 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 230000000116 mitigating effect Effects 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 description 1
- 229910000480 nickel oxide Inorganic materials 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 239000010450 olivine Substances 0.000 description 1
- 229910052609 olivine Inorganic materials 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 239000005486 organic electrolyte Substances 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- GNRSAWUEBMWBQH-UHFFFAOYSA-N oxonickel Chemical compound [Ni]=O GNRSAWUEBMWBQH-UHFFFAOYSA-N 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 229920000767 polyaniline Polymers 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 229920000128 polypyrrole Polymers 0.000 description 1
- 229920000131 polyvinylidene Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 229920005604 random copolymer Polymers 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000008929 regeneration Effects 0.000 description 1
- 238000011069 regeneration method Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 229920001897 terpolymer Polymers 0.000 description 1
- 238000005979 thermal decomposition reaction Methods 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images



















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H01M10/0585—Construction or manufacture of accumulators having only flat construction elements, i.e. flat positive electrodes, flat negative electrodes and flat separators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60L—PROPULSION OF ELECTRICALLY-PROPELLED VEHICLES; SUPPLYING ELECTRIC POWER FOR AUXILIARY EQUIPMENT OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRODYNAMIC BRAKE SYSTEMS FOR VEHICLES IN GENERAL; MAGNETIC SUSPENSION OR LEVITATION FOR VEHICLES; MONITORING OPERATING VARIABLES OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRIC SAFETY DEVICES FOR ELECTRICALLY-PROPELLED VEHICLES
- B60L50/00—Electric propulsion with power supplied within the vehicle
- B60L50/20—Electric propulsion with power supplied within the vehicle using propulsion power generated by humans or animals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60L—PROPULSION OF ELECTRICALLY-PROPELLED VEHICLES; SUPPLYING ELECTRIC POWER FOR AUXILIARY EQUIPMENT OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRODYNAMIC BRAKE SYSTEMS FOR VEHICLES IN GENERAL; MAGNETIC SUSPENSION OR LEVITATION FOR VEHICLES; MONITORING OPERATING VARIABLES OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRIC SAFETY DEVICES FOR ELECTRICALLY-PROPELLED VEHICLES
- B60L50/00—Electric propulsion with power supplied within the vehicle
- B60L50/50—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60L—PROPULSION OF ELECTRICALLY-PROPELLED VEHICLES; SUPPLYING ELECTRIC POWER FOR AUXILIARY EQUIPMENT OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRODYNAMIC BRAKE SYSTEMS FOR VEHICLES IN GENERAL; MAGNETIC SUSPENSION OR LEVITATION FOR VEHICLES; MONITORING OPERATING VARIABLES OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRIC SAFETY DEVICES FOR ELECTRICALLY-PROPELLED VEHICLES
- B60L50/00—Electric propulsion with power supplied within the vehicle
- B60L50/50—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells
- B60L50/60—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells using power supplied by batteries
- B60L50/61—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells using power supplied by batteries by batteries charged by engine-driven generators, e.g. series hybrid electric vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60L—PROPULSION OF ELECTRICALLY-PROPELLED VEHICLES; SUPPLYING ELECTRIC POWER FOR AUXILIARY EQUIPMENT OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRODYNAMIC BRAKE SYSTEMS FOR VEHICLES IN GENERAL; MAGNETIC SUSPENSION OR LEVITATION FOR VEHICLES; MONITORING OPERATING VARIABLES OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRIC SAFETY DEVICES FOR ELECTRICALLY-PROPELLED VEHICLES
- B60L50/00—Electric propulsion with power supplied within the vehicle
- B60L50/50—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells
- B60L50/60—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells using power supplied by batteries
- B60L50/64—Constructional details of batteries specially adapted for electric vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60L—PROPULSION OF ELECTRICALLY-PROPELLED VEHICLES; SUPPLYING ELECTRIC POWER FOR AUXILIARY EQUIPMENT OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRODYNAMIC BRAKE SYSTEMS FOR VEHICLES IN GENERAL; MAGNETIC SUSPENSION OR LEVITATION FOR VEHICLES; MONITORING OPERATING VARIABLES OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRIC SAFETY DEVICES FOR ELECTRICALLY-PROPELLED VEHICLES
- B60L50/00—Electric propulsion with power supplied within the vehicle
- B60L50/50—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells
- B60L50/60—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells using power supplied by batteries
- B60L50/66—Arrangements of batteries
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60L—PROPULSION OF ELECTRICALLY-PROPELLED VEHICLES; SUPPLYING ELECTRIC POWER FOR AUXILIARY EQUIPMENT OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRODYNAMIC BRAKE SYSTEMS FOR VEHICLES IN GENERAL; MAGNETIC SUSPENSION OR LEVITATION FOR VEHICLES; MONITORING OPERATING VARIABLES OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRIC SAFETY DEVICES FOR ELECTRICALLY-PROPELLED VEHICLES
- B60L53/00—Methods of charging batteries, specially adapted for electric vehicles; Charging stations or on-board charging equipment therefor; Exchange of energy storage elements in electric vehicles
- B60L53/10—Methods of charging batteries, specially adapted for electric vehicles; Charging stations or on-board charging equipment therefor; Exchange of energy storage elements in electric vehicles characterised by the energy transfer between the charging station and the vehicle
- B60L53/11—DC charging controlled by the charging station, e.g. mode 4
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0436—Small-sized flat cells or batteries for portable equipment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/528—Fixed electrical connections, i.e. not intended for disconnection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60L—PROPULSION OF ELECTRICALLY-PROPELLED VEHICLES; SUPPLYING ELECTRIC POWER FOR AUXILIARY EQUIPMENT OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRODYNAMIC BRAKE SYSTEMS FOR VEHICLES IN GENERAL; MAGNETIC SUSPENSION OR LEVITATION FOR VEHICLES; MONITORING OPERATING VARIABLES OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRIC SAFETY DEVICES FOR ELECTRICALLY-PROPELLED VEHICLES
- B60L2200/00—Type of vehicles
- B60L2200/12—Bikes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/536—Electrode connections inside a battery casing characterised by the method of fixing the leads to the electrodes, e.g. by welding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/538—Connection of several leads or tabs of wound or folded electrode stacks
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/54—Connection of several leads or tabs of plate-like electrode stacks, e.g. electrode pole straps or bridges
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/547—Terminals characterised by the disposition of the terminals on the cells
- H01M50/548—Terminals characterised by the disposition of the terminals on the cells on opposite sides of the cell
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/562—Terminals characterised by the material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/564—Terminals characterised by their manufacturing process
- H01M50/566—Terminals characterised by their manufacturing process by welding, soldering or brazing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/60—Other road transportation technologies with climate change mitigation effect
- Y02T10/62—Hybrid vehicles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/60—Other road transportation technologies with climate change mitigation effect
- Y02T10/70—Energy storage systems for electromobility, e.g. batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/60—Other road transportation technologies with climate change mitigation effect
- Y02T10/7072—Electromobility specific charging systems or methods for batteries, ultracapacitors, supercapacitors or double-layer capacitors
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T90/00—Enabling technologies or technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02T90/10—Technologies relating to charging of electric vehicles
- Y02T90/12—Electric charging stations
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T90/00—Enabling technologies or technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02T90/10—Technologies relating to charging of electric vehicles
- Y02T90/14—Plug-in electric vehicles
Abstract
本发明提供了通过落下等施加冲击时的内部短路得到抑制的非水电解质电池、电池组和汽车。本发明的非水电解质电池具备:具有包含正极集电体的正极、和包含负极集电体的负极的扁平状的电极组(1);容纳有上述电极组(1)、并在周边的至少一部分具有封口部分的外壳部件(2);正极端子(15),其一端与上述正极集电体电连接,另一端从该与上述正极集电体电连接的部分先向接近所述电极组的方向导出,然后向远离所述电极组方向弯曲而转换方向,通过上述封口部分而引出到外部;和负极端子(16),其一端与上述负极集电体电连接,并且另一端从该与上述负极集电体电连接的部分先向接近所述电极组的方向导出,然后向远离所述电极组方向弯曲而转换方向,通过上述封口部分而引出到外部;其中上述正极端子(15)满足下述(1)式,上述负极端子(16)满足下述(2)式,t2×W2≥0.25Sp (1);t3×W3≥0.25Sn (2)。
Description
技术领域
本发明涉及非水电解质电池、具有该非水电解质电池的电池组和汽车。
背景技术
迄今为止,随着便携型个人计算机和无绳设备迅速地普及,要求高性能的二次电池作为它们的电源。作为该二次电池,开发了将能够嵌入和脱嵌锂离子的物质用于正极和负极材料的非水电解质电池,并且已经作为小型电子设备用的电源得到实际应用。另外,最近非水电解质电池的用途并不限于便携型电子设备,可以扩展到无绳家电和电力助动自行车、以及混合动力电动车等很宽的范围。
在这些扩展到宽范围的用途中,电池的使用环境也与以往的小型电子装置不同。还要考虑如车载用等那样连续地施加振动的情况、和如电动工具那样无规则地施加较大冲击的情况。作为二次电池,要求能够充分地忍耐这样的振动和冲击,没有故障或变为不安全的状态。
另一方面,作为电池特性,要求大容量而且高输出功率的。对于大容量的二次电池来说,每个电池的重量与容量大致成比例地增加。当在不改变构成元件的机械强度和刚性的情况下增加电池重量时,对振动和冲击的耐性显然会下降。从高输出的角度考虑,需要由电池输出电流的电极端子必须是低电阻的。为了满足该要求,优选增大电极端子的断面积。断面积大的电极端子机械强度高,而且难以弯曲,就这点而言是优选的。该电极端子连接的电极集电体由于是作为电极基材本身的金属箔,或者是与电极端部连接的薄的金属片,所以在大部分的情况下可以说是机械强度比较小。这样一来,在将强度比较大的电极端子和强度比较小的电极集电体连接的部分,当由于振动和冲击等外力产生位移时,集电体断裂的危险性高。
通常在具有扁平状电极组的电池中,对与电极组中电极的主平面平行的方向来说,对电极组的位移的约束力不足,当电极受到强的振动和冲击时电极组易于在外壳部件内部发生移动。尤其在使用层叠膜制的外壳部件作为外壳部件时,几乎难以抑制电极组的移动。如果在该层叠膜制外壳部件内设置用于连接电极集电体和电极端子的空间,则电极组变得更容易移动。
作为电极组移动时的重大问题,可列举出内部短路。当电极组沿接近于电极端子的方向移动时,由于电极端子的机械强度通常比构成电极组的元件(例如隔膜)的机械强度还高,所以有时在外壳部件内的电极端子的一端扎在发电元件上,产生内部短路。
于是,专利文献1中记载的扁平电池涉及受到振动和冲击时防止引线端子断裂的技术。该扁平电池的正极和负极的一端被焊接在各自的端子部分,另一端分别具有引出到外壳外的引线端子。各引线端子与焊接的一端连接,具有沿端子部分的根方向折叠,而且在根附近沿引线的引出方向再次折叠的大致S字状的弯曲部分。即,从与端子部分的连接部分到外壳跟前的部分弯曲为大致S字状,通过该部分的拉伸变形对落下冲击时施加给电池的移动应力加以吸收和缓和,从而防止引线端子断裂。
但是,对引线端子设置大致S字状弯曲部分以实现应力缓和,换句话说就是提高引线端子的位移自由度。尤其是涉及与电极组中电极的主平面垂直方向的振动,当引线端子的共振频率和外部振动频率一致时,由于引线端子的位移振幅增大,具有在电极端子和集电体的连接部分、或者上述连接部分附近的电极端子和集电体上产生金属疲劳以至于断裂的问题。
另外,如上所述的专利文献1,如果对引线端子设置大致S字状弯曲部分,则具有助长了电极组的移动,对抑制内部短路没有发挥任何效果的问题。
【专利文献1】特开2000-215877号公报
发明内容
本发明的目的是提供通过落下等施加冲击时的内部短路得到抑制的非水电解质电池、电池组和汽车。
本发明的非水电解质电池的特征在于,其具备:
具有包含正极集电体的正极、和包含负极集电体的负极的扁平状的电极组;
容纳上述电极组,并在周边的至少一部分具有封口部分的外壳部件;
正极端子,其一端与所述正极集电体电连接,并且另一端从该与所述正极集电体电连接的部分先向接近所述电极组的方向导出,然后向远离所述电极组方向弯曲而转换方向,通过所述封口部分而引出到外部;和
负极端子,其一端与所述负极集电体电连接,并且另一端从该与所述负极集电体电连接的部分先向接近所述电极组的方向导出,然后向远离所述电极组方向弯曲而转换方向,通过所述封口部分而引出到外部;
其中,上述正极端子满足下述(1)式,上述负极端子满足下述(2)式,
t2×W2≥0.25Sp (1)
t3×W3≥0.25Sn (2)
其中,Sp是在与上述正极端子的引出方向垂直的面上切断时得到的上述电极组的断面积,t2是上述正极端子在与电极反应面垂直的方向上所占的高度,W2是上述正极端子的宽度,Sn是在与上述负极端子的引出方向垂直的面上切断时得到的上述电极组的断面积,t3是上述负极端子在与电极反应面垂直的方向上所占的高度,W3是上述负极端子的宽度。
本发明的电池组的特征在于具备上述非水电解质电池。
本发明的汽车的特征在于具备上述电池组。
根据本发明,可以提供通过落下等施加冲击时的内部短路得以抑制的非水电解质电池、电池组和汽车。
附图说明
图1是表示本发明第1实施方式的扁平状非水电解质电池的平面透视图。
图2是图1的非水电解质电池的纵剖面图。
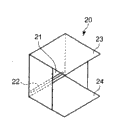
图3是示意地表示图1的非水电解质电池的外壳部件的斜视图。
图4是图1的非水电解质电池的封口部分的放大剖面图。
图5是从正极端子的引出方向观察图1的非水电解质电池的透视图。
图6是从负极端子的引出方向观察图1的非水电解质电池的透视图。
图7是表示向图1的非水电解质电池施加落下等冲击时的状态的纵剖面图。
图8是表示在第2实施方式的非水电解质电池中使用的绝缘垫片的一个例子的斜视图。
图9是表示装入了图8的绝缘垫片的扁平状非水电解质电池的平面透视图。
图10是图9的非水电解质电池的纵剖面图。
图11是图10的非水电解质电池的要部的放大剖面图。
图12是表示第2实施方式的非水电解质电池的另一个例子的平面透视图。
图13是图12的非水电解质电池的纵剖面图。
图14是表示图12的非水电解质电池中装入的绝缘垫片的斜视图。
图15是表示在本发明第3实施方式的扁平状的非水电解质电池中,正极端子和负极端子的电流导出方向相同时的一个例子的平面透视图。
图16是图15的非水电解质电池的纵剖面图。
图17是本发明第4实施方式的电池组的分解斜视图。
图18是表示图17的电池组的电路模块图。
图19是本发明的第5实施方式的串联混合动力汽车的示意图。
图20是本发明的第5实施方式的并联混合动力汽车的示意图。
图21是本发明的第5实施方式的串并联混合动力汽车的示意图。
图22是本发明的第5实施方式的汽车的示意图。
图23是本发明的第5实施方式的混合动力摩托的示意图。
图24是本发明的第5实施方式的电动摩托的示意图。
图25是表示比较例1的扁平状非水电解质电池的平面透视图。
图26是表示比较例2的扁平状非水电解质电池的平面透视图。
【符号的说明】
1电极组;2外壳部件;3正极;3a正极集电体;3b正极活性物质层;3c正极集电体引线部分;4负极;4a负极集电体;4b负极活性物质层;4c负极集电体引线部分;5隔膜;9a-9f密封部分;10容器;10a 第1内表面;11盖体;11a第2内表面;12树脂层;13热塑性树脂层;14金属层;15正极端子;16负极端子;17绝缘膜;18,19绝缘膜;20,25绝缘垫片;31电池单体;32组电池;33印刷电路布线基板;34正极侧布线;35正极侧连接器;36负极侧布线;37负极侧连接器;38粘合带;39保护块;41容纳容器;42盖;48电池组
具体实施方式
(第1实施方式)
参照图1-图6对第1实施方式的非水电解质电池进行说明。图1是表示本发明第1实施方式的扁平状非水电解质电池的平面透视图,图2是表示图1的非水电解质电池的纵剖面图。图3是示意地表示图1的非水电解质电池的外壳部件的斜视图,图4是图1的非水电解质电池的封口部分的放大剖面图,图5是从正极端子的引出方向观察图1的非水电解质电池的透视图,图6是从负极端子的引出方向观察图1的非水电解质电池的透视图,图7是表示向图1的非水电解质电池施加落下等冲击时的状态的纵剖面图。
如图1中所示,扁平形状的电极组(发电元件)1被容纳在外壳部件2内。非水电解质(未图示)保持在电极组1中。电极组1具有使隔膜5介于长方形的多个正极3和长方形的多个负极4之间,同时进行交替层叠而成的结构。正极3的周边部分的四个边从负极4的四个边突出来。另外,隔膜5的周边部分从正极3的四个边突出来。如图2中所示,正极3具有正极集电体3a和层叠在正极集电体3a的两个面上的正极活性物质3b。另一方面,负极4具有负极集电体4a和层叠在负极集电体4a的两个面上的负极活性物质4b。
如图3中所示,外壳部件2具有容器10和矩形的盖体11,所述容器10由对层叠膜进行例如深冲加工或者压制加工而形成的矩形的凹部组成,所述盖体11由未进行层叠膜之中的加工的平板部分组成。如果将层叠膜沿点线向容器侧折叠,则可以使盖体11盖在容器10上。图1和图2表示盖体11堵住容器10的开口部分的状态。盖体11与在容器10的开口部分周边形成的长边密封部分9a和短边密封部分9b、9c连接。图3中,盖体11预先与容器10进行一体化,在容器10的开口部分周边之内的3个边上形成密封部分,但是并不限于此。例如,也可以使用容器10和盖体11分别独立、并且在开口部分的整个周边都具有密封部分的容器。
电极组1按照其电极反应面与盖体11平行的方式被容纳在容器10内。另外,电极反应面是指正极活性物质层3b的与负极活性物质层4b进行反应的面、或负极活性物质层4b的与正极活性物质层3b进行反应的面,当与任何一个面平行时就与电极反应面平行,而当与任何一个面垂直时就与电极反应面垂直。
例如如图4中所示,层叠膜具备树脂层12、热塑性树脂层13、和设置在树脂层12和热塑性树脂层13之间的金属层14。热塑性树脂层13位于容器10和盖体11的内表面。
长边密封部分9a和盖体11使用位于它们的内表面的热塑性树脂层13进行热熔融粘合。短边密封部分9b和盖体11以其间夹着带状的正极端子15的状态进行热熔融粘合。正极端子15的顶端从短边密封部分9b和盖体11之间(以下,称为第1封口部分)通过而引出到外部。另一方面,短边密封部分9c和盖体11以其间夹着带状的负极端子16的状态进行热熔融粘合。负极端子16的顶端从短边密封部分9c和盖体11之间(以下,称为第2封口部分)通过而引出到外部。负极端子16的引出方向(也称为电流导出方向)与正极端子15的引出方向(也称为电流导出方向)在同一轴上,而且与正极端子15的引出方向相反。
第1绝缘膜17覆盖了正极端子15的两个面的与短边密封部分9b和盖体11相对置的位置,同时覆盖了负极端子16的两个面的与短边密封部分9c和盖体11相对置的位置。这是因为第1绝缘膜17防止了正极端子15和负极端子16与外壳部件2中的金属层14的短路,同时提高了外壳部件2的密封性。
正极端子15相反侧的端部15a与多根正极集电体引线部分3c连接。由此,正极端子15和正极集电体3a进行电连接。正极集电体引线部分3c分别是正极3的正极集电体3a的端部的一部分沿长边方向突出来而得到的。正极集电体引线部分3c以捆扎为一束的状态与正极端子15相反侧的端部15a连接。将正极端子15的顶端从与正极集电体引线部分3c的连接部分沿暂时接近电极组1的方向导出。结果,正极集电体引线部分3c被正极端子15夹着。另外正极端子15的顶端在电极组1和外壳部件10间的空间X内部向远离电极组1的方向弯曲而转换方向,从短边密封部分9b和盖体11之间通过而引出到外部。
如图5中所示,正极端子15以宽W2和高t2所给出的面积与电极组1的端面相对置。
如后述,作为绝缘部件的第2绝缘膜181-182是为了使正极端子15和正极集电体引线部分3c与外壳部件2中的金属层14绝缘而使用的。第2绝缘膜181贴合在盖体11的内表面11a上,与正极端子15以及正极集电体引线部分3c相对置。第2绝缘膜182覆盖了正极端子15的端部15a和正极集电体引线部分3c的连接部分。
负极端子16相反侧的端部16a与多根负极集电体引线部分4c连接。由此,负极端子16和负极集电体4a进行电连接。负极集电体引线部分4c分别是负极4的负极集电体4a的端部的一部分从长边方向突出来而得到。另外,负极集电体引线部分4c的突出方向是与正极集电体引线部分3c的突出方向相反的方向。负极集电体引线部分4c以捆扎为一束的状态与负极端子16相反侧的端部16a连接。负极端子16的顶端从与负极集电体引线部分4c的连接部分沿暂时接近电极组1的方向导出。结果,负极集电体引线部分4c被负极端子16夹着。另外负极端子16的顶端在电极组1和外壳部件10间的空间Y内部通过向远离电极组1的方向弯曲而转换方向,从短边密封部分9c和盖体11之间通过而引出到外部。
如图6中所示,负极端子16以宽W3和高t3所给出的面积与电极组1的端面相对置。
如后述,作为绝缘部件的第3绝缘膜191-192是为了使负极端子16和负极集电体引线部分4c与外壳部件2中的金属层14绝缘而使用的。第3绝缘膜191贴合在盖体11的内表面11a上,与负极端子16以及负极集电体引线部分4c相对置。第3绝缘膜192覆盖了负极端子16的端部16a和负极集电体引线部分4c的连接部分。
下面对作为绝缘部件的第2绝缘膜181-182和第3绝缘膜191-192进行说明。当将正极端子15和负极端子16由密闭的外壳部件内导出到外侧时,如上所述,在容器10和盖板11之间夹着正极端子15和负极端子16而进行热熔融粘合密封。结果,热熔融粘合密封时的热传导给端子,整个端子变为高温。因此,如果端子的密封部分以外的部分与外壳部件的内表面进行接触,则有可能导致外壳部件内表面的树脂层熔化,露出金属层,端子与金属层接触而产生短路。为了防止这种短路,用绝缘部件进行覆盖,以使得正极端子15和负极端子16不与外壳部件的内表面接触。如上述图2中所示,用绝缘部件覆盖的地方优选的是与端子和外壳部件内表面接近、或者接触的地方。作为绝缘带的材料,可以使用聚丙烯、聚乙烯、聚对苯二甲酸乙二酯、聚苯硫醚、聚酰亚胺、聚四氟乙烯(PTFE)等,优选使用熔点比外壳部件内表面更高的材料。
正极端子15满足下述(1)式,而且负极端子16满足下述(2)式。
t2×W2≥0.25Sp (1)
t3×W3≥0.25Sn (2)
参照图5进行说明。Sp是在与正极端子15的引出方向垂直的面上切断时得到的电极组1的断面积,例如,由式:t1×W1算出。t1是电极组1的厚度,W1是由正极端子15在与其引出方向垂直的方向上的长度所规定的电极组1的宽度、即和正极端子15的短边方向的宽度相同的方向的电极组1的宽度。t2是正极端子15在与电极反应面垂直的方向上所占的高度。W2是正极端子15的短边方向的宽度。另外,电极组的厚度t1和宽度W1为在直径10mm的圆盘状测定子上施加1(N)载荷时测量的值。
另一方面,如图6中所示,Sn是在与负极端子16的引出方向垂直的面上切断时得到的电极组1的断面积。在图6的情况下,Sn值是与Sp相等的值。t3是负极端子16在与电极反应面垂直的方向上所占的高度,W3是负极端子16的短边方向的宽度。
如图7中所示,通过受到落下等冲击,电极组1沿接近于正极端子15的方向移动时,电极组1的端面便碰上正极端子15,以给出正极端子15的(t2×W2)的面积的面支撑载荷。露出正极和负极和隔膜的层叠面的电极组的端面强度弱,如果扎上突起物,具有易于短路的可能性。正极端子15的顶端从与正极集电体引线部分3c的连接部分沿暂时接近于电极组1的方向导出,接着,在电极组1和外壳部件10间的空间X内部通过以电极组1的方向为外侧进行弯曲而转换方向,从短边密封部分9b和盖体11之间通过而引出到外部。因此,正极端子15与上述的专利文献1不同,不具有从电极组1侧突出来的部分。同时,正极端子15可以以给出面积(t2×W2)的面,即大于等于0.25Sp的宽面积支撑载荷。结果,可以使得正极端子不易扎在电极组端面上,从而抑制短路的产生。另外,在图7的情况下,电极组1沿接近于正极端子15的方向移动,但向远离负极端子16的方向移动。对于负极端子16而言,由于负极端子16的长度具有足够的富余,所以即使拉伸和弯曲应力起作用,连接部分也不会断裂。
与图7的情况相反,当电极组1沿接近于负极端子16的方向移动时,电极组1的端面碰上负极端子16,以给出负极端子16的(t3×W3)的面积的面支撑载荷。负极端子16的顶端由与负极集电体引线部分4c的连接部分沿暂时接近于电极组1的方向导出,接着,在电极组1和外壳部件10间的空间Y内部通过以电极组1的方向为外侧进行弯曲而转换方向,从短边密封部分9b和盖体11之间通过而引出到外部。因此,负极端子16与上述的专利文献1不同,不具有从电极组1侧突出来的部分。同时,负极端子16可以以给出面积(t3×W3)的面,即大于等于0.25Sn的宽面积支撑载荷。结果,负极端子不易扎在电极组端面上,可以抑制短路的产生。
另外,对于正极端子15而言,由于长度具有足够的富余,所以即使电极组1沿远离正极端子15的方向移动时连接部分也不会断裂。因此,根据第1实施方式,无论电极组向接近的方向移动时,还是向远离的方向移动时,都不会在与正极集电体3a、负极集电体4a、正极端子15、负极端子16各自的连接部分集中过大的应力,从而不至于断裂。
正极端子15的立起部分的面积(t2×W2)的上限值可以为1.0Sp。另外,负极端子16的立起部分的面积(t3×W3)的上限值可以为1.0Sn。通过将上限设定为该值,可以在不损害必要的封口性的情况下,减少在施加振动或冲击时产生的断裂和内部短路,从而可以提高对振动和冲击的可靠性和安全性。正极端子15和负极端子16更优选满足下述(1)’式、(2)’式。
0.3Sp≤t2×W2≤0.8Sp (1)’
0.3Sn≤t3×W3≤0.8Sn (2)’
要想使正极端子15和负极端子16的立起部分的面积(t2×W2)、(t3×W3)变得足够大,优选增大t2、t3。具体地说,优选t2、t3满足下述(3)、(4)式。
0.9t1≤t2≤t1 (3)
0.9t1≤t3≤t1 (4)
在向电池施加振动的过程中,当与电极组的主平面垂直方向的成分大时,正极端子15和负极端子16相对于垂直方向的弯曲载荷特别容易位移。由于在共振等时振幅变大,所以正极端子15和负极端子16因金属疲劳而断裂的可能性变高。通过使t2、t3满足上述(3)、(4)式,变得不易受到在与电极组1的面垂直的方向施加的振动影响,所以可以防止正极端子15和负极端子16断裂。
优选正极端子15的宽度W2满足下述(5)式,而且负极端子16的宽度W3满足下述(6)式。
0.25W1≤W2≤W1 (5)
0.25W1≤W3≤W1 (6)
另外,W1是由正极端子15和负极端子16在与其引出方向垂直的方向上的长度规定的上述电极组的宽度。
通过满足上述(5)、(6)式,可以提供在不损害电池的封口性的情况下,对冲击和振动的可靠性和安全性优异的非水电解质电池。更优选的范围是0.35W1≤W2≤0.9W1、0.35W1≤W3≤0.9W1。
正极集电体引线部分3c和正极端子15的连接部分、负极集电体引线部分4c和负极端子16的连接部分可以用铆接、压合、超声波焊接、激光焊接、电阻焊接等各种方法进行连接。无论用哪种方法进行连接时,都可以通过连接条件的最优化等,以在电方面为低电阻的方式,在机械方面牢固地进行连接,但是当正极端子15和负极端子16使用铝或铝合金时,优选用超声波焊接进行的连接,因为可以简便且生产率高地以低电阻方式进行连接。
另外,连接部分也可以通过使正极集电体引线部分3c、负极集电体引线部分4c和正极端子15、负极端子16各自单纯地进行重叠,并用上述方法将重叠的部分接合起来,但是如上述图2中所图示的那样,在正极端子15、负极端子16之间夹着正极集电体引线部分3c、和负极集电体引线部分4c,如果从其两个表面进行接合,则可进一步提高连接部分的强度,增加可靠性,所以是优选的。这是因为,通常而言,(1)正极端子15或负极端子16的板厚比正极集电体3a或负极集电体4a更厚,因为强度高,易于在更强有力的条件下进行接合,(2)夹在将正极端子15或负极端子16折叠之间使支撑正极集电体3a或负极集电体4a的面积增大。特别地,当使用金属箔作为正极集电体3a或负极集电体4a时,金属箔的厚度薄至数μm~数十μm,所以效果大。
(第2实施方式)
第2实施方式的非水电解质电池除了使用绝缘垫片代替绝缘膜作为绝缘部件外,具有与上述第1实施方式相同的结构。
作为绝缘垫片的材料,可以使用聚丙烯、聚乙烯、聚对苯二甲酸乙二酯、聚苯硫醚、聚酰亚胺、聚四氟乙烯(PTFE)等,优选使用熔点比外壳部件内表面更高的材料。
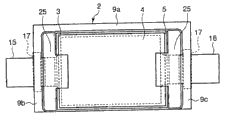
参照图8-图11来说明第2实施方式的非水电解质电池。另外,对于与图1-图7中所说明的相同的部件,附注相同符号并省略说明。图8是表示在第2实施方式的非水电解质电池中使用的绝缘垫片的一个例子的斜视图。图9是表示嵌入了绝缘垫片的扁平状非水电解质电池的平面透视图,图10是图9的非水电解质电池的纵剖面图。图11是图10的非水电解质电池的要部的放大剖面图。
如图8中所示,第1绝缘垫片20为在侧面具有开口部分的箱型。在相对于开口部分的底板21的下部,开有插入端子的端子插入孔22。另外,在开口部分的端部之中上下表面23,24的端部突出来。上下表面23,24的端部突出来是为了覆盖正极集电体引线部分3c和负极集电体引线部分4c。非水电解质电池具有两个这样的第1绝缘垫片20。如图10中所示,这两个第1绝缘垫片20被设置在外壳部件2中容器10的底部内表面10a和盖体11的内表面11a之间。底部内表面10a和与电极组1的电极反应面平行的表面(在图10的情况下为电极组1的上表面)相对置。将底部内表面10a规定为第1内表面。另外,内表面11a和与电极组1的电极反应面平行的表面(在图10的情况下为电极组1的下表面)相对置。将内表面11a规定为第2内表面。第1绝缘垫片20的一方以包围正极端子15的方式设置在非水电解质电池的空间X中,另一方以包围负极端子16的方式设置在空间Y中。
如图10,11中所示,设置在空间X中的第1绝缘垫片20的上表面23与容器10的底部内表面10a接触,并覆盖正极端子15的端部15a和正极集电体引线部分3c的连接部分。另外,如图10,11中所示,第1绝缘垫片20的下表面24与盖体11的内表面11a接触,并覆盖正极端子15和与盖体11的内表面11a接近的正极集电体引线部分3c。第1绝缘垫片20的底板21被设置在容器10的侧面和正极端子15之间。正极端子15的顶端通过底板21的端子插入孔22从第1封口部分引出。
如图10中所示,设置在空间Y中的第1绝缘垫片20的上表面23与容器10的底部内表面10a接触,并覆盖负极端子16的端部16a和负极集电体引线部分4c的连接部分。另外,如图10中所示,第1绝缘垫片20的下表面24与盖体11的内表面11a接触,并覆盖负极端子16和与盖体11的内表面11a接近的负极集电体引线部分4c。第1绝缘垫片20的底板21被设置在容器10的侧面和负极端子16之间。负极端子16的顶端通过底板21的端子插入孔22从第2封口部分引出。
如果用这样的结构的第1绝缘垫片20覆盖正极端子15和负极端子16,则即使在电池组装时和施加振动等,第1绝缘垫片20也几乎不会产生位置偏移。另外,第1绝缘垫片20的内部由于是中空的,所以不仅轻量,而且在电池内压上升时起着临时的气体贮藏部分的作用,从而可以避免外壳部件2因气体压力而变形。另外,第1绝缘垫片20的中空部分也可以起电解液的贮存器的作用。
参照图12-图14对第2实施方式的非水电解质电池的另一个例子进行说明。另外,对于与图1-图11中所说明的相同的部件,附加相同符号并省略说明。图12是表示第2实施方式的非水电解质电池的另一个例子的平面透视图,图13是图12的非水电解质电池的纵剖面图。另外,图14是表示装入到图12的非水电解质电池中的绝缘垫片的斜视图。
如图14中所示,第2绝缘垫片25是在侧面具有开口部分的长方体形状的箱。在相对于开口部分的底板26上,开有插入端子的端子插入孔27。在第2绝缘垫片25的开口部分的端部之中,在上下表面28,29的端部设置用于覆盖集电体引线部分的突出部分28a,29a。非水电解质电池具有两个这样的第2绝缘垫片25。如图13中所示,这两个第2绝缘垫片25被设置在外壳部件2中的第1内表面10a和第2内表面11a之间,具体地说,被设置在容器10的底部内表面10a和盖体11的内表面11a之间。第2绝缘垫片25的一方以包围正极端子15的方式设置,另一方以包围负极端子16的方式设置。
一方的第2绝缘垫片25被设置在空间X中,即被设置在电极组1的导出正极端子15的侧面和容器10之间的空间中。第2绝缘垫片25的上表面28介于正极端子15的端部15a和容器10之间。另外,如图13中所示,上表面28的突出部分28a覆盖了端部15a和正极集电体引线部分3c的连接部分。第2绝缘垫片25的下表面29被设置在盖体11和正极端子15之间。另外,如图13中所示,下表面29的突出部分29a覆盖了与电极组1的下表面接近的正极集电体引线部分3c。第2绝缘垫片25的底板26被设置在容器10的侧面和正极端子15之间。正极端子15的顶端通过底板26的端子插入孔27从第1封口部分引出。
另一方的第2绝缘垫片25被设置在空间Y中,即被设置在电极组1的导出负极端子16的侧面和容器10之间的空间中。第2绝缘垫片25的上表面28介于负极端子16的端部16a和容器10之间。另外,如图13中所示,上表面28的突出部分28a覆盖了端部16a和负极集电体引线部分4c的连接部分。第2绝缘垫片25的下表面29被设置在盖体11和负极端子16之间。另外,如图13中所示,下表面29的突出部分29a覆盖了与电极组1的下表面接近的负极集电体引线部分4c。第2绝缘垫片25的底板26被设置在容器10的侧面和负极端子16之间。负极端子16的顶端通过底板26的端子插入孔27从第2封口部分引出。
如果用这样的结构的第2绝缘垫片25覆盖正极端子15和负极端子16,则可以防止垫片的位置偏移、和内压上升时的外壳部件的变形,而且可以起电解液的贮存器的作用。另外,由于可以抑制外壳部件2在施加冲击和振动时发生变形,所以可以进一步提高对落下和振动等外力的可靠性。另外,可以使组装工序简单化。
(第3实施方式)
下面对将正极端子和负极端子沿相同方向导出的情况进行说明。图15是表示在本发明的第3实施方式的扁平状的非水电解质电池中,正极端子和负极端子的电流导出方向相同的情况的一个例子的平面透视图。图16是图15的非水电解质电池的纵剖面图。另外,对于与图1-图7中所说明的相同的部件,附注相同符号并省略说明。
扁平形状的电极组(发电元件)1被容纳在外壳部件2中。如图15中所示,外壳部件2具有容器10和矩形状的盖体11,所述容器10具有在两个长边侧开口边缘部形成的长边密封部分9d、9e和在一个短边侧开口边缘部形成的短边密封部分9f,所述盖体11在另一个短边侧开口边缘部分形成。图15和图16表示盖体11向容器10侧折叠、盖体11堵住容器10的开口部分的状态。容器10和盖体11例如由层叠膜形成。
长边密封部分9d、9e和盖体11使用位于它们的内表面的热塑性树脂层进行热熔融粘合。短边密封部分9f和盖体11以其间夹着带状的正极端子15和带状的负极端子16的状态进行热熔融粘合。正极端子15和负极端子16的顶端从短边密封部分9f和盖体11之间(以下称为第3封口部分)通过而引出到外部。负极端子16的引出方向(也称为电流导出方向)与正极端子15的引出方向(也称为电流导出方向)是相同方向。
第1绝缘膜17覆盖了与正极端子15和负极端子16各自的两个面中的与短边密封部分9f和盖体11相对置的位置。
正极端子15的相反侧的端部15a与多枚正极集电体引线部分3c连接。由此,正极端子15和正极集电体3a进行电连接。正极端子15的顶端从与正极集电体引线部分3c的连接部分沿暂时接近于电极组1的方向导出后,在电极组1的短边方向的端面和外壳部件10之间的空间Z通过并以电极组1的方向为外侧进行弯曲而转换方向,从短边密封部分9f和盖体11之间通过而引出到外部。正极端子15以宽W2和高t2所给出的面积与电极组1的端面相对置。
第2绝缘膜181被贴合在盖体11的内表面11a上,与正极端子15以及正极集电体引线部分3c相对置。第2绝缘膜182覆盖了正极端子15的端部15a和正极集电体引线部分3c的连接部分。
负极端子16的相反侧的端部与多枚负极集电体引线部分4c连接。由此,负极端子16和负极集电体4a进行电连接。另外,负极集电体引线部分4c的突出方向与正极集电体引线部分3c的突出方向相同。负极端子16的顶端从与负极集电体引线部分4c的连接部分沿暂时接近于电极组1的方向导出后,在空间Y中通过以电极组1的方向为外侧进行弯曲而转换方向,从短边密封部分9f和盖体11之间通过而引出到外部。负极端子16以宽W3和高t3所给出的面积与电极组1的端面相对置。
第3绝缘膜191(未图示)被贴合在盖体11的内表面11a上,与负极端子16以及负极集电体引线部分4c对置。第3绝缘膜192覆盖了负极端子16的端部16a和负极集电体引线部分4c的连接部分。
正极端子15满足下述(1)式,而且负极端子16满足下述(2)式。
t2×W2≥0.25Sp (1)
t3×W3≥0.25Sn (2)
第3实施方式中,由于正极端子15的引出方向和负极端子16的引出方向相同,所以Sp和Sn是相同的值。
在正极端子15的引出方向和负极端子16的引出方向相同的情况下,当电极组1平行移动时,正极端子15和负极端子16同时接近电极组或者远离电极组,这一点与沿相反反向引出的情况不同,但是可以减少施加振动或冲击时的断裂和内部短路,提高对冲击和振动的可靠性和安全性。
正极端子15的立起部分面积(t2×W2)的上限值可以为0.45Sp。另外,负极端子16的立起部分面积(t3×W3)的上限值可以为0.45Sn。通过将上限设定为该值,可以在不损害需要的封口性的情况下,提高对振动和冲击的可靠性和安全性。正极端子15和负极端子16更优选满足下述(1)’式、(2)’式。
0.35Sp≤t2×W2≤0.4Sp (1)’
0.35Sn≤t3×W3≤0.4Sn (2)’
正极端子15和负极端子16的t2、t3优选满足上述的(3)、(4)式。由此,可以减少相对于电极组1的面沿垂直方向施加的振动所产生的影响,从而可以充分地防止正极端子15和负极端子16的断裂。
正极端子15的宽度W2优选满足下述(7)式,而且负极端子16的宽度W3优选满足下述(8)式。
0.25W1≤W2<0.5W1 (7)
0.25W1≤W3<0.5W1 (8)
通过满足上述(7)、(8)式,可以提供在不损害电池的封口性的情况下,对冲击和振动的可靠性和安全性优异的非水电解质电池。更优选的范围是0.35W1≤W2≤0.45W1、0.35W1≤W3≤0.45W1。
但是,如果就相反方向、相同方向进行比较,沿相反方向配置端子时对电极组的旋转方向的位移的约束力强,即使在平行移动的情况下正极端子、负极端子任何一个都可以在接近于电极组的方向支撑电极组,另外也可以使用相对于电极组的宽度具有一半以上宽度的正极端子、负极端子,从而易于提高强度。
在第1~第3实施方式的任何一种中,无论从电极组的短边侧引出,还是从长边侧引出都可以。如果从电极组的短边侧取出正极端子或负极端子,则可以缩小集电体和正极端子的连接部分与电池体积的体积比,从而易于提高能量密度。另一方面,如果从电极组的长边侧取出正极端子或负极端子,则易于增大端子的宽度,易于变为低阻抗,从而易于变为高输出的电池。
电极组的形状并不限于第1-第3实施方式中说明的结构,也可以使用其它各种形状的电极组。例如,在层叠型电极组中,可以是将正极或负极容纳在袋状的隔膜中,并各自交互地进行层叠而成为电极组,也可以是使带状的隔膜形成九十九个折,同时交互地夹着正极和负极。引出集电体的方法也不限于第1~第3实施方式中说明的形态,可以形成各种形态。可以在由金属箔组成的集电体的一部分上设置未担载活性物质的部位,并使该部位从电极组突出来,用作集电体引线部分。或者,也可以将带状的集电体引线部分与正极、负极分别一片一片地接合,并使其从电极组突出来。另外,也可以使用卷绕型的电极组。此时,可以沿卷绕轴方向取出正负极侧各自一个或多个集电体引线部分。或者,分别在带状的正极、负极的长边一方设置未担载活性物质的部分,在卷绕轴的一个方向上未担载正极活性物质的部分突出来,在相反方向上使未担载负极活性物质的部分突出来。可以将突出来的不担载正极活性物质的部分通过焊接等捆扎为一个,使其与正极集电体连接。另外,可以将突出来的不担载负极活性物质的部分通过焊接等捆扎为一个,使其与负极集电体连接。
下面,对第1-第3实施方式中的非水电解质电池的正极、负极、隔膜、非水电解质电池、外壳部件和正极端子、负极端子进行说明。
1)负极
上述负极通过将使例如负极活性物质、导电剂和粘合剂分散于适合的溶剂中得到的负极材料膏糊涂敷在集电体的单侧、或两个面上来制作。
上述负极活性物质可列举例如嵌入和脱嵌锂离子的含碳物质、金属氧化物、金属硫化物、金属氮化物、合金、轻金属等。
作为上述嵌入和脱嵌锂离子的含碳物质,可列举出例如焦炭、碳纤维、热分解气相碳化物、石墨、树脂煅烧体、中间相沥青类碳纤维或中间相球状碳的煅烧体等。其中,使用在2500℃以上进行石墨化的中间相沥青类碳纤维或中间相球状碳时,电极容量变高,所以是优选的。
作为金属氧化物,可以列举出例如,含钛的金属复合氧化物,例如SnB0.4P0.6O3.1和SnSiO3等锡类氧化物,例如SiO等硅类氧化物,例如WO3等钨类氧化物等。在这些金属氧化物中,当使用相对于金属锂的电位高于0.5V的负极活性物质,例如钛酸锂之类的含钛的金属复合氧化物时,即使在对电池进行快速充电的情况下,也不会在负极上产生锂枝晶,劣化变少,所以是优选的。
作为含钛金属复合氧化物,可以列举出例如,氧化物合成时不含锂的钛类氧化物、锂钛氧化物、用不同种元素置换锂钛氧化物的构成元素的一部分而得到的锂钛复合氧化物等。作为锂钛氧化物,可以列举出例如,具有尖晶石结构的钛酸锂(例如Li4+xTi5O12(x满足0≤x≤3)),斜方锰矿型的钛酸锂(例如Li2+yTi3O7(y满足0≤y≤3))等。
作为钛类氧化物,可以列举出包含TiO2、Ti和选自P、V、Sn、Cu、Ni、Co和Fe中的至少一种元素的金属复合氧化物等。TiO2优选锐钛矿型且热处理温度为300~500℃的低结晶性TiO2。作为含有Ti和选自P、V、Sn、Cu、Ni、Co和Fe中的至少一种元素的金属复合氧化物,可以列举出例如,TiO2-P2O5、TiO2-V2O5、TiO2-P2O5-SnO2、TiO2-P2O5-MeO(Me是选自Cu、Ni、Co和Fe中的至少1种元素)等。该金属复合氧化物优选具有晶相和非晶相共存、或者非晶相单独存在的微观结构。通过具有这样的微观结构,可以大幅提高循环性能。其中,优选锂钛氧化物、含有Ti和选自P、V、Sn、Cu、Ni、Co和Fe中的至少一种元素的金属复合氧化物。
作为金属硫化物,可以列举出硫化锂(TiS2)、硫化钼(MoS2)、硫化铁(FeS、FeS2、LixFeS2)等。作为金属氮化物,可以列举出锂钴氮化物(LixCoyN,0<x<4,0<y<0.5)等。
作为负极活性物质,优选使用具有尖晶石结构的钛酸锂。
作为上述导电剂,可以使用碳材料。可以列举出例如,乙炔黑、碳黑、焦炭、碳纤维、石墨等。
作为上述粘合剂,可以列举出例如聚四氟乙烯(PTFE)、聚偏二氟乙烯(PVdF)、乙烯-丙烯-二烯共聚物(EPDM)、苯乙烯-丁二烯橡胶(SBR)、羧甲基纤维素(CMC)等。
作为上述集电体,可以根据负极的电位使用各种金属箔等,可列举出例如铝箔、铝合金箔、不锈钢箔、钛箔、镍箔等。作为此时箔的厚度,优选为8-25μm。另外,在负极电位相对于金属锂高于0.3V的情况下,例如使用锂钛氧化物作为负极活性物质时,铝箔和铝合金箔可以抑制电池重量,所以是优选的。
铝箔和铝合金箔的平均晶粒粒径优选小于等于50μm。这样,可以飞跃性地提高集电体的强度,从而可以在高的压力下使负极高密度化,使电池的容量增大。此外,由于可以防止在高温环境下(大于等于40℃)在过放电循环中负极集电体的溶解和腐蚀劣化,因而可以抑制负极阻抗的升高。此外,还可以提高输出功率特性、快速充电和充放电循环特性。平均晶粒粒径更优选的范围是小于等于30μm,进一步优选的范围小于等于5μm。
平均晶粒粒径可以按照如下所述求出。用光学显微镜观察集电体表面的组织,求出在1mm×1mm面积内存在的晶粒数目n。使用该n由式S=1×106/n(μm2)求出平均晶粒面积S。根据所得到的S值,通过下述(A)式计算出平均晶粒粒径d(μm)。
d=2(S/π)1/2 (A)
上述平均晶粒粒径的范围在小于等于50μm的范围内的铝箔或铝合金箔受到材料的组成、杂质、加工条件、热处理历史和退火的加热条件等诸多因素的复杂影响,在制造过程中,上述晶粒粒径(直径)可以通过上述各个因素的组合来调节。
铝箔和铝合金箔的厚度优选小于等于20μm,更优选小于等于15μm。铝箔的纯度优选大于等于99%。作为铝合金,优选包含镁、锌、硅等元素的合金。另一方面,铁、铜、镍、铬等过渡金属的含量优选小于等于1%。另外,在车载用的情况下,特别优选铝合金箔。
上述负极的活性物质、导电剂和粘合剂的配合比优选的范围是,负极活性物质为80~95重量%,导电剂为3~20重量%,粘合剂为1.5~7重量%。
2)正极
上述正极是通过将使例如正极活性物质、导电剂和粘合剂分散于适合的溶剂中得到的正极材料膏糊涂敷在集电体的单侧、或两个面上来制作。
上述正极活性物质可以列举出各种氧化物、硫化物等。可列举例如二氧化锰(MnO2)、氧化铁、氧化铜、氧化镍、锂锰复合氧化物(例如LixMn2O4或LixMnO2)、锂镍复合氧化物(例如LixNiO2)、锂钴复合氧化物(例如LixCoO2)、锂镍钴复合氧化物(例如LiNi1-yCoyO2)、锂锰钴复合氧化物(例如LiMnyCo1-yO2)、尖晶石型锂锰镍复合氧化物(例如LixMn2-yNiyO4)、具有橄榄石结构的锂磷氧化物(例如LixFePO4、LixFe1 -yMnyPO4、LixCoPO4等)、硫酸铁(Fe2(SO4)3)、钒氧化物(例如V2O5)等。另外,还可列举出聚苯胺和聚吡咯等导电性聚合物材料、二硫化物类聚合物材料、硫(S)、氟化碳等有机材料和无机材料。
更优选的二次电池用正极可列举出电池电压高的锂锰复合氧化物(LixMn2O4)、锂镍复合氧化物(LixNiO2)、锂钴复合氧化物(LixCoO2)、锂镍钴复合氧化物(LixNi1-yCoyO2)、尖晶石型锂锰镍复合氧化物(LixMn2 -yNiyO4)、锂锰钴复合氧化物(例如LixMnyCo1-yO2)、锂磷酸铁(LixFePO4)等。另外,x、y优选在0~1的范围内。
另外,作为正极活性物质,可以使用以组成为LiaNibCocMndO2(其中,摩尔比a、b、c、和d满足0≤a≤1.1,0.1≤b≤0.5,0≤c≤0.9和0.1≤d≤0.5)表示的锂镍钴锰复合氧化物。
作为上述导电剂,可以列举出例如,乙炔黑、碳黑、人工石墨、天然石墨、导电性聚合物等。
作为上述粘合剂,可以使用例如聚四氟乙烯(PTFE)、聚偏二氟乙烯(PVdF)、PVdF的氢或氟之中的至少一个被其它取代基取代的改性PVdF、偏二氟乙烯-六氟代丙烯的共聚物、聚偏二氟乙烯-四氟乙烯-六氟代丙烯的三元共聚物等。
作为用于使上述粘合剂分散的有机溶剂,可使用N-甲基-2-吡咯烷酮(NMP)、二甲基甲酰胺(DMF)等。
作为上述集电体,可列举出例如厚度为8-25μm的铝箔、铝合金箔、不锈钢箔、钛箔等。
上述正极集电体优选是铝箔或铝合金箔,而且与负极集电体同样,其平均晶粒粒径优选小于等于50μm。更优选小于等于30μm,进一步优选小于等于5μm。通过使上述平均晶粒粒径小于等于50μm,可飞跃性地提高铝箔或铝合金箔的强度,从而可以用高的压制压力使正极高密度化,增加电池容量。
上述平均晶粒粒径的范围在小于等于50μm的范围内的铝箔或铝合金箔受到材料的组成、杂质、加工条件、热处理历史和退火条件等诸多因素的复杂影响,在制造过程中,上述晶粒粒径可以通过上述各个因素的组合来调节。
铝箔和铝合金箔的厚度优选小于等于20μm,更优选小于等于15μm。铝箔的纯度优选大于等于99%。作为铝合金,优选包含镁、锌、硅等元素的合金。另一方面,铁、铜、镍、铬等过渡金属的含量优选小于等于1%。
上述正极的活性物质、导电剂和粘合剂的配合比优选的范围是,正极活性物质为80~95重量%,导电剂为3~20重量%,粘合剂为1.5~7重量%。
3)隔膜
使用多孔隔膜作为隔膜。
作为多孔隔膜,可以列举出例如包含聚乙烯、聚丙烯、纤维素或聚偏二氟乙烯(PVdF)的多孔薄膜、合成树脂制无纺布等。其中,由聚乙烯或聚丙烯、或它们两者构成的多孔薄膜在电池温度升高时,易于通过堵塞细孔来附加大幅度地减弱充放电电流的关闭功能,从而可以提高二次电池的安全性,所以是优选的。
4)非水电解质
作为非水电解质,可列举出将选自LiBF4、LiPF6、LiAsF6、LiClO4、LiCF3SO3、LiN(CF3SO2)2、LiN(C2F5SO2)2、Li(CF3SO2)3C、LiB[(OCO)2]2等之中的一种或者多种锂盐以0.5-2mol/L的浓度溶解于有机溶剂而形成的有机电解液。
作为上述有机溶剂,优选使用碳酸丙烯酯(PC)、碳酸乙烯酯(EC)等环状碳酸酯,碳酸二乙酯(DEC)、碳酸二甲酯(DMC)、碳酸甲乙酯(MEC)等链状碳酸酯,二甲氧基乙烷(DME)、二乙氧基乙烷(DEE)等链状醚,四氢呋喃(THF)、二氧杂戊环(DOX)等环状醚,和γ-丁内酯(GBL)、乙腈(AN)、环丁砜(SL)等单独或者混合溶剂。
另外,作为非水电解质,可以使用包含锂离子的常温熔融盐(离子性熔融体)。如果选择由锂离子和有机物阳离子和阴离子构成的离子性熔融体,且在小于等于100℃、优选小于等于室温的环境下也呈液态的熔融盐,可以获得操作温度宽的二次电池。
5)外壳部件
外壳部件所使用的层叠膜的厚度优选小于等于0.2mm。
层叠膜例如可以由复合膜材料构成,所述复合膜材料是将位于最内层的热熔融粘合性树脂膜(热塑性树脂膜)、铝箔之类的金属箔和具有刚性的有机树脂膜依次层叠而形成的复合膜材料。
作为上述热熔融粘合性树脂膜,可以使用例如聚乙烯(PE)薄膜、聚丙烯(PP)薄膜、聚丙烯-聚乙烯共聚物薄膜、离聚物薄膜、乙烯-醋酸乙烯酯(EVA)薄膜等。另外,作为上述具有刚性的有机树脂膜,可使用例如聚对苯二甲酸乙二酯(PET)薄膜、尼龙薄膜等。
设法使从由层叠膜构成的外壳部件的内部向外部导出正极端子或负极端子的部分不与外壳部件的金属部分和正极端子或负极端子电接触,而且需要防止漏液,防止水分和外部气体浸入外壳部件内。由此,如上述图2中所例示的那样,优选以包围正极端子和负极端子的两个面的方式设置绝缘膜。作为这样的绝缘膜,优选的是在与正极端子或负极端子相对置的面、和与层叠膜相对置的面上具有不同特性的多层结构的绝缘树脂膜。例如在二层结构的绝缘树脂膜中,优选的是(a)由酸改性聚乙烯层和聚乙烯层构成,在与正极端子或负极端子接触的一侧设置酸改性聚乙烯层,或(b)由酸改性聚丙烯层和聚丙烯层构成,在与正极端子或负极端子接触的一侧设置酸改性聚丙烯层。例如在三层结构的绝缘树脂膜中,优选的是(a)在中间设置聚乙烯层,在该聚乙烯层的两个面上分别设置酸改性聚乙烯层,或(b)在中间设置聚丙烯层,在该聚丙烯层的两个面上分别设置酸改性聚丙烯层。
作为上述酸改性聚乙烯,优选的是例如酸改性低密度直链状聚乙烯或酸改性直链状聚乙烯。
作为上述聚乙烯,优选为例如中密度或高密度聚乙烯。
作为上述聚丙烯,优选为例如均聚物基的聚丙烯。
作为上述酸改性聚丙烯,优选为例如无规共聚物基的聚丙烯。
6)正极端子和负极端子
作为正极端子,可以使用铝、钛以及以它们为原料的合金、不锈钢等。作为负极端子,可以使用镍、铜以及以它们为原料的合金等。当负极电位相对于金属锂高于1V时,例如使用钛酸锂作为负极活性物质等时,可以使用铝或铝合金作为负极端子。此时,如果正极端子、负极端子都使用铝或铝合金,则可以轻量且较小地抑制电阻,所以是优选的。
关于正极端子和负极端子的机械特性,较大地超过所连接的正极集电体或负极集电体的强度且不是高强度的情况,可缓和连接部分的应力集中,所以是优选的。作为与集电体的连接手段,当使用作为优选的方法之一的超声波焊接时,正极端子或负极端子的杨氏模量小的可以很容易地进行牢固的焊接。
例如退火处理的纯氧化铝(JISI000号以上)优选作为正极端子和负极端子的材料。
优选正极端子的厚度为0.05-0.5mm。更优选的范围为0.1-0.3mm。
优选负极端子的厚度为0.05-0.5mm。更优选的范围为0.1-0.3mm。
(第4实施方式)
第4实施方式的电池组具备第1-第3实施方式的非水电解质电池中的至少一种。非水电解质电池的数量可以是单个或多个。在为多个的情况下,从获得高输出功率的观点出发,优选将非水电解质电池的单元电池串联或并联连接,形成组电池。
作为第4实施方式的电池组的用途,优选设想在高温环境下使用。具体地可以列举出两轮至四轮的混合动力电动汽车、两轮至四轮的电动汽车、助动自行车等车载用途、电子设备的应急用途、电动除尘器、电动工具等。
第1-第3实施方式的非水电解质电池对振动和冲击的可靠性和安全性优异。因此,第4实施方式的电池组特别适合于车载用、电动除尘器、电动工具等对电池时常施加振动或冲击的用途。
参照图17和图18对本实施方式的电池组的一个例子进行说明。
图17是本实施方式的电池组的分解斜视图。
如图17中所示,多个(例如8个)平板状的电池单体31沿厚度方向进行层叠,形成作成长方体的层叠体32,即组电池。作为电池单体31,使用第3实施方式的非水电解质电池。各电池单体31如上所述,与正极和负极分别连接的正极端子15和负极端子16被引出到外壳部件的外部。相对于正极端子15和负极端子16突出来的侧面,设置印刷布线基板33。
正极端子15通过正极侧布线34与正极侧连接器35电连接。负极端子16通过负极侧布线36与负极侧连接器37电连接。正极侧和负极侧连接器35、37分别与安装在印刷布线基板33上的对方连接器连接。
电池单体31的层叠体32用粘合带38固定。对于层叠体32,在除了正极端子15和负极端子16突出来的侧面以外的三个侧面上,设置由橡胶或树脂组成的保护薄片39。在正极端子15和负极端子16突出来的侧面和印刷布线基板33之间,设置由橡胶或树脂组成的块状的保护块40。
该层叠体32与各保护薄片39、保护块40和印刷布线基板33一起被容纳在容纳容器41中。在容纳容器41的上面安装盖42。
下面,对各个结构进行详细地说明。
在印刷布线基板33上,如图18中所示,安装热敏电阻器43、保护电路44和向外部设备通电用的端子27。
热敏电阻器43用于检测电池单体31的温度,所以可将检测信号输送至保护电路44。
保护电路44如图18中所示,可以在规定的条件下阻断保护电路44和向外部设备通电用端子45之间的布线46a,46b。所谓规定的条件是例如当热敏电阻器43的检测温度为规定温度以上时,可检测电池单体31的过充电、过放电、过电流等。该检测方法可针对每个电池单体31或电池单体整体进行。当检测每个电池单体31时,可以检测电池电压,也可以检测正极电位或负极电位。在后者的情况下,在每个电池单体31中插入用作参比电极的锂电极。在图18的情况下,保护电路44具备电池电压监测电路部分(未图示)。电池单体31分别通过布线47与电池电压监测电路部分连接。使用这样的结构时,可以通过保护电路44来检测电池单体31各自的电池电压。
在本实施方式的情况下,由于通过检测电池电压对正极或负极电位的控制优异,所以特别适合保护电路只检测电池电压的情况。
也可以使用热收缩管来代替粘合带38。此时,在层叠体32的两个侧面上设置保护薄片39,用热收缩管围绕后,通过使热收缩管进行热收缩完成层叠体32。
另外,示于图17中的电池单体31被串联连接,但是也可以并联连接,以便增大电池组的容量。当然,也可以将组装好的电池组串联、并联连接。
另外,电池组的形式可根据用途的不同进行适当改变。
(第5实施方式)
第5实施方式的汽车具有第4实施方式的电池组。作为此处所说的汽车,可列举出:两轮~四轮的混合动力电动车、两轮~四轮的电动车、助动自行车等。
图19~21显示了内燃机和电池驱动的电动机组合作为行驶动力源的混合动力型汽车。关于汽车的驱动力,根据其行驶条件,需要能提供大范围的转数和转矩的动力源。一般来说,内燃机显示出理想的能量效率的转矩和转数是有限的,在其以外的运转条件下能量效率降低。混合动力型的汽车的特征在于,通过在最佳条件下运行内燃机以进行发电,同时用高效率电动机驱动车轮,或者将内燃机和电动机的动力加在一起而进行驱动,可以提高汽车整体的能量效率。此外,通过将减速时的车辆所具有的运动能量再生为电力,因此和通常的单独依靠内燃机行驶的汽车相比,每单位燃料所行驶的距离得到飞跃性的提高。
混合动力汽车根据内燃机和电动机的组合方式,大致分为3种。
图19显示了一般称为串联混合动力汽车的混合动力汽车50。内燃机51的动力一次性地全部通过发电机52转化为电力,该电力通过变换器(inverter)53储存在电池组54中。电池组54使用本发明的第4实施方式的电池组。电池组54的电力通过变换器53供给至电动机55,通过电动机55驱动车轮56。这是在电动汽车中复合了发电机的系统。内燃机可以在高效率的条件下运转,电力还可以再生。相反地,由于车轮的驱动仅通过电动机进行,因而需要大输出功率的电动机。而且也需要较大容量的电池组。电池组的额定容量优选在5~50Ah的范围内。更优选的范围是10~20Ah。此处额定容量是指,以0.2C的速率放电时的容量。
图20显示了称为并联混合动力汽车的混合动力汽车57。标记58表示兼作发电机的电动机。内燃机51主要驱动车轮56,根据不同情况,将其动力的一部分通过发电机58转化为电力,用该电力对电池组54进行充电。在负载加重的出发和加速时,通过电动机58提供辅助的驱动力。其是一种以普通汽车为基础,减少了内燃机51的载荷变动以实现高效率,并且还结合进行电力再生等的系统。由于车轮56的驱动主要通过内燃机51进行,所以电动机58的输出功率可以根据必要的辅助比例而任意地决定。这样即使使用较小的电动机58和电池组54也可以组成系统。电池组的额定容量可以在1~20Ah的范围内。更优选的范围是5~10Ah。
图21显示了称为串并联混合动力车的混合动力汽车59。其是一种组合了串联和并联两者的方式。动力分割机构60将内燃机51的输出功率分割为发电用和车轮驱动用。进行比并联方式更为细致的引擎载荷控制,因而可以提高能量效率。
电池组的额定容量优选在1~20Ah的范围内。更优选的范围是5~10Ah。
本发明的实施方式的电池组特别适用于串并联方式的混合动力汽车。
电池组54通常优选设置在不易受到外界气温变化的影响,而且当发生碰撞等时不易受到冲击的位置。例如在图22所示那样的轿车型汽车中,可以设置在后座61后方的行李室62内等。此外,也可以设置在座位61的下面或后面。当电池重量较大时,为了使车辆整体低重心化,优选设置在座位下或地板下等处。
电动汽车(EV)用储存在从汽车外部供应电力而被充电的电池组中的能量进行行驶。因此,电动汽车可以利用采用其它发电设备等高效率地发电的电能。此外,由于减速时汽车的运动能量可以再生为电能,因而可以提高行驶时的能量效率。由于电动汽车完全不排放二氧化碳以外的尾气,因而是一种清洁的汽车。相反地,由于行驶时的动力完全由电动机提供,因而需要高输出功率的电动机。通常,必须通过一次充电将一次行驶所需要的所有能量储存在电池组中以进行行驶,因而需要具有极大容量的电池。电池组的额定容量优选在100~500Ah的范围内。更优选的范围是200~400Ah。
此外,由于电池重量在车辆重量中所占的比例较大,因而优选将电池组设置在地板下等较低的、且距离车辆重心不远的位置。为了在短时间内充与1次行驶相当的大的电量,大容量的充电器和充电电缆是必需的。因此,电动汽车优选具有与之连接的充电连接器。充电连接器可以使用通过电接触点进行充电的通常的连接器,也可以使用通过电磁进行耦合进行充电的非接触式充电连接器。
图23表示混合动力摩托63的一个例子。在二轮车辆的情况下,也与混合动力汽车同样,可以构成具有内燃机64、电动机65、和电池组54的能量效率高的混合动力摩托。内燃机64主要驱动车轮66,根据不同情况用其动力的一部分对电池组54进行充电。在负载加重的出发和加速时,由电动机65提供辅助的驱动力。由于车轮66的驱动主要通过内燃机64进行,所以电动机65的输出功率可以根据必要的辅助比例而任意地决定。这样即使使用较小的电动机65和电池组54,也可以组成系统。电池组的额定容量可以在1~20Ah的范围内。更优选的范围是3~10Ah。
图24表示电动摩托67的一个例子。由于电动摩托67用储存在从外部供应电力而被充电的电池组54中的能量行驶。由于行驶时的动力完全由电动机65提供,因而需要高输出功率的电动机65。通常,必须通过一次充电将一次行驶所需要的所有能量储存在电池组中以进行行驶,因而具有较大容量的电池是必需的。电池组的额定容量优选在10~50Ah的范围内。更优选的范围是15~30Ah。
实施例
下面列举例子,更详细说明本发明,但并不限于以下记载的实施例,只要不超出本发明的宗旨就行。
(实施例1)
使用锂钴氧化物(LiCoO2)作为正极活性物质。其中分别混合相对于正极整体为8重量%的作为导电材料的石墨粉末、和相对于正极整体为5重量%的作为粘合剂的PVdF,并将它们分散于n-甲基吡咯烷酮(NMP)溶剂中来调制浆料。将得到的浆料涂敷在厚度为15μm的铝箔(纯度为99.99%)上,经过干燥,压制工序,制作电极密度为3.5g/cm3的正极。
将长方形的正极片冲切成型,以使得浆料涂敷部分的尺寸是68mm×89mm,在其短边侧的一个端部有宽22mm、长7mm的未涂敷浆料部分突出来。未涂敷浆料部分是没有涂敷正极集电体的浆料的部分,起正极集电体引线部分的作用。
作为负极活性物质,组成以Li4Ti5O12表示,并制备尖晶石结构的钛酸锂。将负极活性物质、作为导电材料的石墨粉末、作为粘合剂的PVdF按照以重量比计为90∶7∶3的方式混合,并将它们分散于n-甲基吡咯烷酮(NMP)溶剂中来调制浆料。将得到的浆料涂敷在厚度为15μm的铝箔(纯度为99.99%)上,经过干燥,压制工序,制作电极密度为2.2g/cm3的负极。
将长方形的负极片冲切成型,以使得浆料涂敷部分的尺寸是67mm×88mm,在其短边侧的一个端部有宽22mm、长7mm的未涂敷浆料部分突出来。未涂敷浆料部分是没有涂敷负极集电体的浆料的部分,起负极集电体引线部分的作用。
接着,以厚度20μm横向地设置宽93mm的聚乙烯制多孔膜的隔膜,在其左端载置正极片以使得正极集电体引线部分从上部突出来,将隔膜沿正极片的右端向左折叠(工序A)。在其上面载置负极片,以使得负极浆料涂敷部分重叠在正极上,负极集电体引线部分从下部突出来,将隔膜沿负极片的左端向右折叠(工序B)。重复工序A,B,以隔膜为间隔夹着正极31枚和负极30枚并进行层叠,在端部的一部分粘附聚酯制的带子来固定电极,从而制作电极组。制作的电极组成为在一端有正极集电体引线部分突出来,在另一端有负极集电体引线部分突出来的扁平状,进而夹在平板间进行压制,整理形状,从而获得厚度t1为5mm的电极组。
然后,将厚度为0.2mm的铝制带状正极端子和厚度为0.2mm的铝制带状负极端子弯曲为图2中所示的形状。之后,将该图2中所示的形状称为大致U字形状的正极负极端子。将弯曲为大致U字形状的正极端子和正极集电体引线部分通过超声波焊接进行连接。同样地将弯曲为大致U字形状的负极端子和负极集电体引线部分通过超声波焊接进行连接。正极端子的宽W2和负极端子的宽W3是22mm。正极端子在与电极反应面垂直的方向上所占的高度t2和负极端子在与电极反应面垂直的方向上所占的高度t3是4.75mm。因此,由式:t2×W2算出的面积S2和由式:t3×W3算出的面积S3都为105mm2。
由正极端子和负极端子在与其引出方向垂直的方向上的长度所规定的电极组的宽W1是70mm。因此,由式:t1×W1算出的面积Sp、Sn是350mm2。因此,作为实施例1的二次电池,S2=0.35Sp、S3=0.35Sn的关系成立。
另外,t1、t2和t3的关系是t2=t3=0.95t1,满足上述的(3)、(4)式。对于W1、W2和W3的关系,如表1中所示,满足上述的(5)、(6)式。
另外,电极组的厚度t1和宽W1是向直径10mm的圆盘状测定子施加1(N)的载荷而测得的。
按照覆盖正极端子和正极集电体引线部分的连接部分、以及负极端子和负极集电体引线部分的连接部分各自两个面的方式,粘附聚酰亚胺制绝缘带。
对将尼龙薄膜、铝箔、聚乙烯薄膜层叠而制作的厚度为0.1mm的层叠膜上进行70mm×110mm、深5.5mm的浴盆状深冲成型,制作外壳部件。
在将碳酸乙烯酯(EC)和γ-丁内酯(GBL)按照体积比1∶2混合的混合溶剂中,使作为锂盐的LiBF4溶解,以使其浓度为2.0mol/L,从而调制液态的非水电解质。
在制作的外壳部件的容器中容纳电极组的同时,注入非水电解质。在容器的短边密封部分和盖体之间,在夹着正极端子和负极端子的部分,设置由聚乙烯和改性聚乙烯组成的绝缘膜。
使用以上说明的部件,制作了具有上述图1,2所示的结构,厚5.5mm、宽75mm、高120mm的扁平状的非水电解质电池。
(实施例2)
除了使正极端子的宽W2和负极端子的宽W3为37mm,使面积S2、S3为176mm2以外,按照与实施例1相同的步骤组装非水电解质电池。
(实施例3)
除了使正极端子的宽W2和负极端子的宽W3为59mm,使面积S2、S3为280mm2以外,按照与实施例1相同的步骤组装非水电解质电池。
(实施例4)
除了使正极端子的宽W2和负极端子的宽W3为42mm,使正极端子的立起尺寸t2和负极端子的立起尺寸t3为2.5mm以外,按照与实施例1相同的步骤组装非水电解质电池。
(实施例5)
按照与实施例1相同的步骤制作正极、负极。
然后,将长方形的正极片冲切成型,以使得按照正极的浆料涂敷部分的尺寸是68mm×89mm,从离其短边侧的左端3mm的位置有宽22mm、长7mm的未涂敷浆料部分突出来。该未涂敷浆料部分是正极集电体引线部分。接着,将长方形的负极片冲切成型,以使得负极的浆料涂敷部分的尺寸是67mm×88mm,从其短边侧的右端有宽22mm、长7mm的未涂敷浆料部分突出来。该未涂敷浆料部分是负极集电体引线部分。
接着,以厚度20μm横向地设置宽度为93mm的聚乙烯制多孔膜的隔膜,在其左端载置正极片以使得正极集电体引线部分从上部左侧突出来,将隔膜沿正极片的右端向左折叠(工序C)。在其上面载置负极片以使得负极浆料涂敷部分重叠在正极上、并且负极集电体引线部分从上部右侧突出来,将隔膜沿负极片的左端向右折叠(工序D)。重复工序C,D,以隔膜为间隔夹着正极31枚和负极30枚而进行层叠,在端部的一部分粘附聚酯制的带子来固定电极,从而制作电极组。
制作的电极组是扁平状,在短边的左侧有正极集电体引线部分突出来,在该短边的右侧有负极集电体引线部分突出来。将该电极组夹在平板间进行压制,整理形状,从而获得厚度t1为5mm的电极组。
然后,如图16,将弯曲为大致U字形状的厚度为0.2mm的铝制正极端子和正极集电体引线部分通过超声波焊接进行连接。同样地将弯曲为大致U字形状的厚度为0.2mm的铝制负极端子和负极集电体引线部分通过超声波焊接进行连接。正极端子的宽W2和负极端子的宽W3是22mm。正极端子的立起尺寸t2和负极端子的立起尺寸t3是4.75mm。另外,由正极端子和负极端子在与其引出方向垂直的方向上的长度所规定的电极组的宽W1是70mm。
如表1中所示,实施例5的二次电池满足上述的(1)-(4)式和(7)、(8)。
按照覆盖正极端子和正极集电体引线部分的连接部分、以及负极端子和负极集电体引线部分的连接部分各自两个面的方式,粘附聚酰亚胺制绝缘带。
对将尼龙薄膜、铝箔、聚乙烯薄膜层叠制作的厚0.1mm的层叠膜进行70mm×100mm、深5.5mm的浴盆状深冲成型,制作外壳部件。
在制作的外壳部件的容器中容纳电极组的同时,注入与实施例1中所说明的相同组成的非水电解质。在容器的短边密封部分和盖体之间,在夹着正极端子和负极端子的部分,设置由聚乙烯和改性聚乙烯组成的绝缘膜。
使用以上说明的部件,制作了具有上述图15,16所示的结构,厚5.5mm、宽80mm、高105mm的扁平状的非水电解质电池。
(实施例6)
除了使正极端子的宽W2和负极端子的宽W3为30mm,使正极端子的立起尺寸t2和负极端子的立起尺寸t3为3.5mm以外,按照与实施例1相同的步骤组装非水电解质电池。
(实施例7)
制备在3000℃下煅烧而得到的中间相沥青类石墨纤维的粉末作为负极活性物质。将该负极活性物质、平均粒径5μm的人造石墨、羧甲基纤维素和苯乙烯-丁二烯橡胶按照以重量比计为87∶10∶1∶2的方式混合,并分散于水中来调制浆料。将得到的浆料涂敷在厚度为12μm的铝箔(纯度为99.99%)上,经过干燥,压制工序,制作电极密度为1.5g/cm3的负极。
将长方形的负极片冲切成型,使得负极的浆料涂敷部分的尺寸是67mm×88mm,从其短边侧有宽22mm、长7mm的未涂敷浆料部分(负极集电体引线部分)突出来。
将负极端子的材料变更为镍。
除了使用上述负极和负极端子以外,组装成具有与实施例1相同的结构的非水电解质电池。
(实施例8)
按照与实施例7中所说明的相同步骤制作负极,另外除了将负极端子的材料变为镍以外,组装成具有与实施例5相同的结构的非水电解质电池。
(实施例9)
按照与实施例1相同的步骤制作正极和负极。
接着,按照在宽度为89mm的带状的正极浆料涂敷部分的长边侧的一端设置宽度为10mm的正极未涂敷浆料部分(正极集电体引线部分)的方式,裁剪正极,获得短边的长度为99mm、长边的长度为2.2m的正极片。另外,按照在宽度为88mm的带状的负极浆料涂敷部分的长边侧的一端设置宽度为10mm的负极未涂敷浆料部分(负极集电体引线部分)的方式,裁剪负极,获得短边的长度为98mm、长边的长度为2.1m的负极片。
在正极片和负极片之间,夹着宽度为93mm的聚乙烯制多孔膜的隔膜,并将它们卷绕为螺旋状。此时,使正极片的浆料涂敷部分和负极片的浆料涂敷部分隔着隔膜而相对置。接着,用平板夹住卷绕物进行压制整形,获得扁平状电极组。在得到的电极组中,正极集电体引线部分从与卷绕轴平行的一个方向突出来,负极集电体引线部分从相反方向突出来。另外,电极组的厚度t1为5mm,由正极端子和负极端子在与其引出方向垂直的方向上的长度所规定的电极组的宽W1是70mm,高是107mm。
除了使用这种电极组以外,制作与实施例1相同的非水电解质电池。
(实施例10-13)
除了按照下述表1中所示方式设定(S2/Sp)、(S3/Sn)、(t2/t1)、(t3/t1)、(W2/W1)和(W3/W1)以外,制作与实施例1相同的非水电解质电池。
(实施例14)
除了将正极端子的材料变更为组成为Al-1.2Mn-0.2Mg(wt%)的铝合金,同时将负极端子的材料变更为组成为Al-1.2Mn-0.2Mg(wt%)的铝合金以外,制作与实施例1相同的非水电解质电池。
(比较例1)
除了如以下说明那样变更正极端子和负极端子的形状以外,与实施例1中说明的相同,制作图25中所示结构的非水电解质电池。
即,如图25中所示,使用未进行弯曲加工的带状的正极端子15和带状的负极端子16。在带状的正极端子15的一端重叠多个正极集电体引线部分3c,将它们用超声波焊接进行连接。连接部分的高度为1.0mm。正极端子15的另一端通过第1封口部分而引出到外部。另外,在带状的负极端子16的一端重叠多个负极集电体引线部分4c,将它们用超声波焊接进行连接。连接部分的高度为1.0mm。负极端子16的另一端通过第2封口部分而引出到外部。正极端子和负极端子都不具有立起部分。
将端子和集电体引线部分的连接部分的高度看作t2、t3来计算面积S2、S3,结果是22mm2。因此,S2=0.06Sp,S3=0.06Sn。另外,t1、t2和t3的关系是t2=t3=0.2t1。
(比较例2)
除了如以下所说明那样变更正极端子15和负极端子16的形状以外,按照与实施例1中所说明的相同步骤,制作图26中所示结构的非水电解质电池。
即,如图26中所示,在正极端子15的端部15a上通过超声波焊接连接正极集电体引线部分3c。正极端子15的顶端从与正极集电体引线部分3c的连接部分沿暂时接近于电极组1的方向引出后,沿相反方向折叠,从短边密封部分9b和盖体11之间通过而引出到外部。得到的正极端子15的形状是大致S字形状。
另外,在负极端子16的端部16a上通过超声波焊接连接负极集电体引线部分4c。负极端子16的顶端从与负极集电体引线部分4c的连接部分沿暂时接近于电极组1的方向引出后,向相反方向折叠,从短边密封部分9c和盖体11之间通过而引出到外部。得到的负极端子16的形状是大致S字形状。正极端子15和负极端子16的大致S字形状的部分的高度是2.0mm。
将大致S字形状的部分的高度看作t2、t3来计算面积S2、S3,结果是44mm2。因此,S2=0.13Sp,S3=0.13Sn。另外,t1、t2和t3的关系是t2=t3=0.4t1。
(比较例3)
除了使正极端子的宽W2和负极端子的宽W3为15mm,使正极端子的立起尺寸t2和负极端子的立起尺寸t3为4.75mm,使面积S2、S3为71mm2以外,按照与实施例1相同的步骤组装非水电解质电池。
(比较例4)
除了使正极端子的宽W2和负极端子的宽W3为15mm,使正极端子的立起尺寸t2和负极端子的立起尺寸t3为2.5mm,使面积S2、S3为38mm2以外,按照与实施例1相同的步骤组装非水电解质电池。
(比较例5)
使正极端子和负极端子的形状与比较例1中说明的相同,除此之外,按照与实施例5相同的步骤组装非水电解质电池。
(比较例6)
使正极端子和负极端子的形状与比较例2中说明的相同,除此之外,按照与实施例5相同的步骤组装非水电解质电池。
(比较例7)
除了使正极端子的宽W2和负极端子的宽W3为15mm,使正极端子的立起尺寸t2和负极端子的立起尺寸t3为2.5mm,使面积S2、S3为38mm2以外,按照与实施例5相同的步骤组装非水电解质电池。
(比较例8)
按照与实施例9相同的步骤制作正极、负极,组装电极组。另外,使正极端子和负极端子的形状与比较例1相同。其它的工序与实施例9相同地组装非水电解质电池。
对得到的实施例1-6、实施例9-14、比较例1-8的非水电解质电池,在以下说明的条件下进行初始充电和初始放电。作为初始充电,在45℃下进行2.8V、0.2C的恒电压和恒电流充电10小时。作为初始放电,在25℃下进行0.2C的恒电流放电直到电池电压达到1.5V。另外确认了,将25℃下进行2.8V、1C的恒电压和恒电流充电3小时、并进行1C的恒电流放电直到电池电压达到1.5V的充放电循环重复10次,电池没有异常。
对实施例7、8的非水电解质电池,在以下说明的条件下进行初始充电和初始放电。作为初始充电,在45℃下进行4.2V、0.2C的恒电压和恒电流充电10小时。作为初始放电,在25℃下进行0.2C的恒电流放电直到电池电压达到3.0V。另外确认了,将在25℃下进行4.2V、1C的恒电压和恒电流充电3小时、并进行1C的恒电流放电直到电池电压达到3.0V的充放电循环重复10次,电池没有异常。
作为得到的非水电解质电池的可靠性评价方法之一,进行落下试验。
在实施例1-6、实施例9-14、比较例1-8中将放电终止电压规定为1.5V,在实施例7、8中将放电终止电压规定为3.0V,分别在25℃下以1C恒电流放电进行放电直到放电终止电压。
接着,在电池面积最宽面的外壳部件整个面上贴合两面胶(住友スリ-エム制No.665),将电池固定在厚10mm、200mm见方的聚丙烯制板的中央,另外从其上面贴合聚酯粘合带(日本电工制No.315),将电池牢固地固定在聚丙烯制板上。
然后测量试验前电池的开路电压和1kHz的AC阻抗。
在正极端子和负极端子沿相反方向导出的实施例1-4、7、9-14、比较例1-4、8中,将使正极端子从最初规定的高度向下落在混凝土的地板上,接着使负极端子从相同的高度向下落下的工序作为一个组。在正极端子和负极端子沿同一方向导出的实施例5、6、8、比较例5~7中,将使正极端子和负极端子从最初规定的高度向下落在混凝土的地板上,接着使正极端子和负极端子从相同的高度向上落下的工序作为一个组。
使电池从高9fm落下后,测量电池的开路电压和AC阻抗。在每进行一次测量的情况下使高度每次增加9fm,同时重复进行该测量。
当开路电压降低10mV以上时,如果没有看到阻抗增加,就认为是产生了内部短路。另外,当阻抗增加10%以上时认为电流通路产生了切断。对于各个实施例、比较例每个预备5个电池,对内部短路和电流通路切断产生时的落下高度进行测量,求出平均值。
作为可靠性评价方法的第二个,进行振动试验。与落下试验相同地准备固定在树脂板上的电池,再固定在振动试验装置上。分别给x、y、z方向连续不断地施加在1分钟内以频率为1-500Hz、加速度为1-12G进行扫描的振动,每1小时测量开路电压和AC阻抗,重复这种工序,对各个实施例、比较例测量每5个电池产生内部短路和电流通路切断时的振动时间,求出平均值。

表2
| 落下试验短路高度(m) | 落下试验切断高度(m) | 振动试验短路时间(小时) | 振动试验切断时间(小时) | |
| 实施例1 | 1.62 | 1.81 | >10 | >10 |
| 实施例2 | >2.1 | 2.1 | >10 | >10 |
| 实施例3 | >2.22 | 2.22 | >10 | >10 |
| 实施例4 | 1.65 | 1.85 | >6.5 | 6.5 |
| 实施例5 | >1.66 | 1.66 | >10 | >10 |
| 实施例6 | >1.62 | 1.62 | >6.2 | 6.2 |
| 实施例7 | >1.59 | 1.59 | >10 | >10 |
| 实施例8 | >1.45 | 1.45 | >10 | >10 |
| 实施例9 | 1.62 | 1.81 | >10 | >10 |
| 实施例10 | 1.45 | 1.66 | >10 | >10 |
| 实施例11 | >2.3 | 2.3 | >10 | >10 |
| 实施例12 | 1.6 | 1.75 | >10 | >10 |
| 实施例13 | 1.65 | 1.8 | >10 | >10 |
| 实施例14 | 1.55 | 1.65 | >10 | >10 |
| 比较例1 | 0.48 | 0.71 | >2.1 | 2.1 |
| 比较例2 | 0.62 | 1.65 | >2.0 | 2.0 |
| 比较例3 | 0.78 | 1.67 | >7.6 | 7.6 |
| 比较例4 | 0.72 | 1.63 | >6.2 | 6.2 |
| 比较例5 | 0.52 | 0.66 | >2.5 | 2.5 |
| 比较例6 | 0.66 | 1.15 | >2.2 | 2.2 |
| 比较例7 | 0.68 | 1.45 | >6.4 | 6.4 |
| 比较例8 | 0.55 | 0.63 | >2.1 | 2.1 |
如表1、表2中所示,实施例1-14的二次电池在产生内部短路时的落下高度比比较例1-8的二次电池高。
在从与集电体的连接部分大致水平地引出到封口部分的比较例1、5、8中,不仅在与实施例相比更低的落下高度下产生内部短路,而且产生电流通路切断的落下高度也低,即使在振动试验中也易于产生内部短路和电流通路切断。如上述的专利文献1那样,在将端子弯曲为大致S字状的比较例2、6中,在与实施例相比更低的落下高度下产生内部短路,另外,在振动试验中易于产生内部短路和电流通路切断。
在S2的面积值小于0.25Sp、S3的面积值小于0.25Sn的比较例3、4、7中,在与实施例相比更低的落下高度下产生内部短路。
关于t1、t2和t3的关系,根据实施例4-6的比较可知,在满足上述的(3)、(4)式的关系的实施例5中,直到施加更长的振动时间也难以产生内部短路和电流通路切断。因此,要想提高对振动的可靠性和安全性,优选满足上述的(3)、(4)式的关系。
另外,根据实施例1、5、7、8、14的比较可知,在正极端子和负极端子为Al或者Al合金的实施例1、5、14中,落下试验时难以产生内部短路和电流通路切断。这是因为,实施例7、8中使用的Ni制的负极端子如果通过落下而施加冲击,易于扎在电极组上。
另外,本发明不局限于上述实施方式本身,在实施过程中,在不脱离其主旨的范围内,可以对各构成元件进行变形而付诸具体实行。此外,通过适当地组合上述实施方式中公开的多种构成元件,可以形成各种发明。例如,可以从实施方式中所示的全部构成元件中删除几个构成元件。进而,也可以适当地组合不同实施方式中的构成元件。
Claims (20)
1.非水电解质电池,其特征在于,其具备:
具有包含正极集电体的正极、和包含负极集电体的负极的扁平状的电极组;
容纳所述电极组、并且在周边的至少一部分具有封口部分的外壳部件;
正极端子,其一端与所述正极集电体电连接,并且另一端从该与所述正极集电体电连接的部分先向接近所述电极组的方向导出,然后向远离所述电极组方向弯曲而转换方向,通过所述封口部分而引出到外部;和
负极端子,其一端与所述负极集电体电连接,并且另一端从该与所述负极集电体电连接的部分先向接近所述电极组的方向导出,然后向远离所述电极组方向弯曲而转换方向,通过所述封口部分而引出到外部;
其中,所述正极端子满足下述(1)式,所述负极端子满足下述(2)式,
t2×W2≥0.25Sp (1)
t3×W3≥0.25Sn (2)
其中,Sp是在与所述正极端子的引出方向垂直的面上切断时得到的所述电极组的断面积,t2是所述正极端子在与电极反应面垂直的方向上所占的高度,W2是所述正极端子的宽度,Sn是在与所述负极端子的引出方向垂直的面上切断时得到的所述电极组的断面积,t3是所述负极端子在与电极反应面垂直的方向上所占的高度,W3是所述负极端子的宽度。
2.根据权利要求1记载的非水电解质电池,其特征在于,所述正极端子满足下述(3)式,所述负极端子满足下述(4)式,
0.9t1≤t2≤t1(3)
0.9t1≤t3≤t1(4)
其中,t1是所述电极组的厚度,t2是所述正极端子在与电极反应面垂直的方向上所占的高度,t3是所述负极端子在与电极反应面垂直的方向上所占的高度。
3.根据权利要求1记载的非水电解质电池,其特征在于,所述负极端子引出的方向是与所述正极端子引出的方向相反的方向。
4.根据权利要求3记载的非水电解质电池,其特征在于,所述正极端子满足下述(5)式,所述负极端子满足下述(6)式,
0.25W1≤W2≤W1(5)
0.25W1≤W3≤W1(6)
其中,W1是和所述正极端子以及所述负极端子的宽度方向相同的所述电极组的宽度。
5.根据权利要求3记载的非水电解质电池,其特征在于,
具备具有端子插入孔的中空的第1、第2绝缘垫片,
所述外壳部件具有和与所述电极组的所述电极反应面平行的表面相对置的第1内表面和第2内表面,
在所述第1内表面和第2内表面之间以覆盖所述正极端子的方式配置所述第1绝缘垫片,同时所述正极端子的另一端从所述第1绝缘垫片的所述端子插入孔引出,
在所述第1内表面和第2内表面之间以覆盖所述负极端子的方式配置所述第2绝缘垫片,同时所述负极端子的另一端从所述第2绝缘垫片的所述端子插入孔引出。
6.根据权利要求1记载的非水电解质电池,其特征在于,所述负极端子引出的方向是与所述正极端子引出的方向相同的方向。
7.根据权利要求6记载的非水电解质电池,其特征在于,所述正极端子满足下述(7)式,所述负极端子满足下述(8)式,
0.25W1≤W2<0.5W1(7)
0.25W1≤W3<0.5W1(8)
其中,W1是和所述正极端子以及所述负极端子的宽度方向相同的所述电极组的宽度。
8.根据权利要求1记载的非水电解质电池,其特征在于,使绝缘部件介于所述正极端子和所述外壳部件之间、以及所述负极端子和所述外壳部件之间。
9.根据权利要求8记载的非水电解质电池,其特征在于,所述绝缘部件是绝缘垫片或绝缘带。
10.根据权利要求1记载的非水电解质电池,其特征在于,
所述正极端子的一端与所述正极集电体电连接,并且另一端从该与所述正极集电体电连接的部分先向接近所述电极组的方向导出,再与所述正极集电体电连接,然后向远离所述电极组方向弯曲而转换方向,通过所述封口部分而引出到外部,
所述负极端子的一端与所述负极集电体电连接,并且另一端从该与所述负极集电体电连接的部分先向接近所述电极组的方向导出,再与所述负极集电体电连接,然后向远离所述电极组方向弯曲而转换方向,通过所述封口部分而引出到外部。
11.根据权利要求1记载的非水电解质电池,其特征在于,所述外壳部件具有开口部分和在所述开口部分的周边的至少一部分形成的密封部分,而且具备容纳所述电极组的容器和与所述容器的所述密封部分接合的盖体,所述正极端子和所述负极端子从所述容器的所述密封部分和所述盖体之间引出到外部。
12.根据权利要求1记载的非水电解质电池,其特征在于,所述正极端子和负极端子由铝或铝合金形成。
13.根据权利要求1记载的非水电解质电池,其特征在于,所述负极包含锂钛氧化物。
14.根据权利要求13记载的非水电解质电池,其特征在于,所述锂钛氧化物具有尖晶石结构。
15.根据权利要求1记载的非水电解质电池,其特征在于,所述正极集电体和所述负极集电体由具有小于等于50μm的平均晶粒粒径的铝或具有小于等于50μm的平均晶粒粒径的铝合金形成。
16.电池组,其特征在于,其具备多个非水电解质电池,其中所述非水电解质电池具备:
具有包含正极集电体的正极、和包含负极集电体的负极的扁平状的电极组;
容纳所述电极组、并且在周边的至少一部分具有封口部分的外壳部件;
正极端子,其一端与所述正极集电体电连接,并且另一端从该与所述正极集电体电连接的部分先向接近所述电极组的方向导出,然后向远离所述电极组方向弯曲而转换方向,通过所述封口部分而引出到外部;和
负极端子,其一端与所述负极集电体电连接,并且另一端从该与所述负极集电体电连接的部分先向接近所述电极组的方向导出,然后向远离所述电极组方向弯曲而转换方向,通过所述封口部分而引出到外部;
其中,所述正极端子满足下述(1)式,所述负极端子满足下述(2)式,
t2×W2≥0.25Sp (1)
t3×W3≥0.25Sn (2)
其中,Sp是在与所述正极端子的引出方向垂直的面上切断时得到的所述电极组的断面积,t2是所述正极端子在与电极反应面垂直的方向上所占的高度,W2是所述正极端子的宽度,Sn是在与所述负极端子的引出方向垂直的面上切断时得到的所述电极组的断面积,t3是所述负极端子在与电极反应面垂直的方向上所占的高度,W3是所述负极端子的宽度。
17.根据权利要求16记载的电池组,其特征在于,所述负极端子引出的方向是与所述正极端子引出的方向相反的方向,并且所述正极端子满足下述(5)式,所述负极端子满足下述(6)式,
0.25W1≤W2≤W1(5)
0.25W1≤W3≤W1(6)
其中,W1是和所述正极端子以及所述负极端子的宽度方向相同的所述电极组的宽度。
18.根据权利要求16记载的电池组,其特征在于,所述负极端子引出的方向是与所述正极端子引出的方向相同的方向,并且所述正极端子满足下述(7)式,所述负极端子满足下述(8)式,
0.25W1≤W2<0.5W1(7)
0.25W1≤W3<0.5W1(8)
其中,W1是和所述正极端子以及所述负极端子的宽度方向相同的所述电极组的宽度。
19.根据权利要求16记载的电池组,其特征在于,还具备用于检测所述多个非水电解质电池的电压的保护电路。
20.汽车,其特征在于,具备权利要求16记载的电池组。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006045381A JP4599314B2 (ja) | 2006-02-22 | 2006-02-22 | 非水電解質電池、電池パック及び自動車 |
| JP045381/2006 | 2006-02-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101026250A CN101026250A (zh) | 2007-08-29 |
| CN100585938C true CN100585938C (zh) | 2010-01-27 |
Family
ID=37943997
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN200710084162A Active CN100585938C (zh) | 2006-02-22 | 2007-02-17 | 非水电解质电池、电池组和汽车 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8920958B2 (zh) |
| EP (1) | EP1826843B1 (zh) |
| JP (1) | JP4599314B2 (zh) |
| KR (1) | KR100816591B1 (zh) |
| CN (1) | CN100585938C (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104170150A (zh) * | 2012-04-17 | 2014-11-26 | 株式会社Lg化学 | 具有优异性能的锂二次电池 |
| CN106941148A (zh) * | 2015-10-16 | 2017-07-11 | 现代自动车株式会社 | 电池单元 |
Families Citing this family (85)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5229440B2 (ja) * | 2006-03-30 | 2013-07-03 | 日本ケミコン株式会社 | 電気化学デバイス |
| KR100895202B1 (ko) * | 2006-04-17 | 2009-05-06 | 주식회사 엘지화학 | 파우치형 전지 |
| TW200742150A (en) * | 2006-04-19 | 2007-11-01 | Exa Energy Technology Co Ltd | Method for producing secondary battery |
| KR20080072443A (ko) * | 2007-02-02 | 2008-08-06 | 삼성에스디아이 주식회사 | 용접식 고정 캡 및 이를 구비한 전지 모듈 |
| US8734986B2 (en) * | 2007-07-11 | 2014-05-27 | Nissan Motor Co., Ltd. | Laminate type battery |
| KR100891531B1 (ko) * | 2007-09-10 | 2009-04-03 | 주식회사 하이닉스반도체 | 패턴 정렬 불량 검출 장치 |
| JP4445537B2 (ja) * | 2007-09-26 | 2010-04-07 | 株式会社東芝 | 二次電池、電池パック及び車 |
| EP2212951A1 (en) * | 2007-11-01 | 2010-08-04 | Lockheed Martin Corporation | Safe reserve activated lithium ion battery |
| JP5319947B2 (ja) * | 2008-03-25 | 2013-10-16 | 株式会社東芝 | 非水電解質電池 |
| JP5375953B2 (ja) * | 2009-03-30 | 2013-12-25 | 新日鐵住金株式会社 | 混合炭素材料および非水系二次電池用負極 |
| EP2477255B1 (en) * | 2009-09-10 | 2020-02-26 | Envision AESC Energy Devices Ltd. | Stacked battery and method for manufacturing same |
| US8808884B2 (en) * | 2009-09-16 | 2014-08-19 | Samsung Sdi Co., Ltd. | Electrode assembly and secondary battery including the same |
| US8974952B2 (en) | 2009-10-13 | 2015-03-10 | Samsung Sdi Co., Ltd. | Rechargeable battery |
| JP5463846B2 (ja) * | 2009-10-16 | 2014-04-09 | 住友電気工業株式会社 | 非水電解質蓄電デバイス用リード部材および非水電解質蓄電デバイス |
| KR20110053835A (ko) | 2009-11-16 | 2011-05-24 | 삼성에스디아이 주식회사 | 리튬 폴리머 이차 전지 |
| KR20110058380A (ko) * | 2009-11-26 | 2011-06-01 | 삼성에스디아이 주식회사 | 전극 조립체 및 이를 포함하는 이차전지 |
| JP5520017B2 (ja) * | 2009-11-30 | 2014-06-11 | 旭化成株式会社 | ラミネートフィルム外装体を有する蓄電素子 |
| US20110177383A1 (en) * | 2010-01-19 | 2011-07-21 | Lightening Energy | Battery cell module for modular battery with interleaving separator |
| KR101079400B1 (ko) * | 2010-02-02 | 2011-11-02 | 삼성전기주식회사 | 전기 이중층 커패시터 셀, 이를 포함하는 전기 이중층 커패시터 패키지 및 이들의 제조방법 |
| JP2011181441A (ja) * | 2010-03-03 | 2011-09-15 | Sony Corp | 円筒型非水電解質電池 |
| US20110250485A1 (en) * | 2010-04-13 | 2011-10-13 | Yoshihiro Tsukuda | Secondary battery |
| JP5674357B2 (ja) * | 2010-07-01 | 2015-02-25 | エナックス株式会社 | リチウムイオン二次電池 |
| CN103069639B (zh) * | 2010-08-09 | 2015-05-20 | 株式会社村田制作所 | 层叠型固体电池 |
| JP5664114B2 (ja) * | 2010-10-20 | 2015-02-04 | 住友電気工業株式会社 | 溶融塩電池 |
| JP2012109198A (ja) * | 2010-10-29 | 2012-06-07 | Sumitomo Electric Ind Ltd | 溶融塩電池 |
| JP5830953B2 (ja) * | 2010-11-17 | 2015-12-09 | ソニー株式会社 | 二次電池、バッテリユニットおよびバッテリモジュール |
| KR101219248B1 (ko) * | 2011-01-12 | 2013-01-08 | 삼성에스디아이 주식회사 | 이차 전지 |
| JP5844052B2 (ja) * | 2011-02-04 | 2016-01-13 | 三洋電機株式会社 | 積層式電池およびその製造方法 |
| JP2014102875A (ja) * | 2011-02-28 | 2014-06-05 | Sanyo Electric Co Ltd | 積層式電池 |
| KR20120126303A (ko) * | 2011-05-11 | 2012-11-21 | 삼성에스디아이 주식회사 | 극판 및 이를 포함하는 이차전지 및 극판의 제조방법 |
| JP2013033688A (ja) * | 2011-08-03 | 2013-02-14 | Sharp Corp | 二次電池 |
| JP6048080B2 (ja) * | 2011-11-29 | 2016-12-21 | 株式会社Gsユアサ | 蓄電素子 |
| US8962177B2 (en) * | 2011-12-09 | 2015-02-24 | Samsung Sdi Co., Ltd. | Secondary battery |
| JP6146953B2 (ja) * | 2012-01-31 | 2017-06-14 | 昭和電工パッケージング株式会社 | 電池用外装材およびリチウム二次電池 |
| JP6065379B2 (ja) * | 2012-02-28 | 2017-01-25 | ソニー株式会社 | リチウムイオン二次電池、電池パック、電動車両、電力貯蔵システム、電動工具および電子機器 |
| JP6070236B2 (ja) * | 2012-02-29 | 2017-02-01 | ソニー株式会社 | リチウムイオン二次電池、電池パック、電動車両、電力貯蔵システム、電動工具および電子機器 |
| KR20130118716A (ko) | 2012-04-20 | 2013-10-30 | 주식회사 엘지화학 | 전극 조립체, 이를 포함하는 전지셀 및 디바이스 |
| JP6045835B2 (ja) * | 2012-07-25 | 2016-12-14 | シャープ株式会社 | 電池 |
| KR101693289B1 (ko) * | 2012-07-31 | 2017-01-06 | 삼성에스디아이 주식회사 | 이차 전지 |
| JP2014035951A (ja) * | 2012-08-09 | 2014-02-24 | Sanyo Electric Co Ltd | 非水電解質二次電池 |
| CN104584271B (zh) * | 2012-09-12 | 2018-04-17 | 株式会社杰士汤浅国际 | 蓄电元件以及蓄电元件的制造方法 |
| JP6250921B2 (ja) * | 2012-09-14 | 2017-12-20 | 株式会社東芝 | 電池 |
| JP6062197B2 (ja) * | 2012-09-28 | 2017-01-18 | 三洋電機株式会社 | 電池 |
| CN202905820U (zh) * | 2012-10-19 | 2013-04-24 | 宁德时代新能源科技有限公司 | 一种采用安全保护支架的锂离子电池 |
| ITTO20120964A1 (it) * | 2012-11-02 | 2014-05-03 | Tacita S R L | Motoveicolo a propulsione elettrica |
| KR101821466B1 (ko) * | 2012-11-22 | 2018-01-23 | 닛산 지도우샤 가부시키가이샤 | 전기 디바이스용 부극, 및 이것을 사용한 전기 디바이스 |
| KR101387424B1 (ko) * | 2012-11-22 | 2014-04-25 | 주식회사 엘지화학 | 전폭의 길이가 동일하고 전장의 길이가 상이한 전극 유닛들로 이루어진 전극 조립체, 이를 포함하는 전지셀 및 디바이스 |
| CN103063396B (zh) * | 2012-12-27 | 2015-06-10 | 天津力神电池股份有限公司 | 聚合物电池可靠性的测试方法 |
| US20140272490A1 (en) * | 2013-03-12 | 2014-09-18 | Samsung Sdi Co., Ltd. | Rechargeable battery |
| JP6160350B2 (ja) * | 2013-08-06 | 2017-07-12 | 株式会社豊田自動織機 | 蓄電装置 |
| US9478788B2 (en) * | 2013-10-22 | 2016-10-25 | Ford Global Technologies, Llc | Bus bar locating feature and method |
| JP2015095433A (ja) * | 2013-11-14 | 2015-05-18 | 株式会社デンソー | ラミネート外装電池 |
| CN105934846B (zh) | 2014-01-24 | 2019-06-28 | 日产自动车株式会社 | 电器件 |
| US9296310B2 (en) * | 2014-03-18 | 2016-03-29 | Ford Global Technologies, Llc | Traction battery thermal management system |
| US10147556B2 (en) * | 2014-03-31 | 2018-12-04 | Semiconductor Energy Laboratory Co., Ltd. | Power storage device and electronic device |
| EP2988349A3 (en) * | 2014-08-14 | 2016-06-15 | Samsung SDI Co., Ltd. | Battery having cap assembly comprising a insulating spacer having a groove and an electrode lead |
| JP6348807B2 (ja) * | 2014-09-10 | 2018-06-27 | 株式会社日立製作所 | リチウムイオン二次電池 |
| KR102257679B1 (ko) * | 2014-09-17 | 2021-05-28 | 삼성에스디아이 주식회사 | 전극 조립체 및 이를 포함하는 이차 전지 |
| CN104282948B (zh) * | 2014-09-18 | 2016-07-06 | 广州中国科学院工业技术研究院 | 锂电池的芯体结构及装配方法 |
| KR102324343B1 (ko) * | 2015-01-07 | 2021-11-10 | 삼성에스디아이 주식회사 | 이차 전지 |
| KR102446407B1 (ko) * | 2015-05-06 | 2022-09-22 | 삼성전자주식회사 | 이차전지용 셀 구조체 및 이를 포함하는 이차전지 |
| KR101766047B1 (ko) * | 2015-10-22 | 2017-08-07 | 현대자동차주식회사 | 배터리 셀 |
| JP6875820B2 (ja) * | 2016-10-17 | 2021-05-26 | 株式会社カネカ | リチウムイオン二次電池 |
| KR102395482B1 (ko) * | 2016-11-07 | 2022-05-06 | 삼성에스디아이 주식회사 | 이차전지 |
| JP6667109B2 (ja) * | 2016-11-11 | 2020-03-18 | トヨタ自動車株式会社 | 電池部品の組立装置 |
| WO2018096835A1 (ja) * | 2016-11-24 | 2018-05-31 | 株式会社村田製作所 | 電池および電子機器 |
| KR102119535B1 (ko) | 2017-01-18 | 2020-06-05 | 주식회사 엘지화학 | 전극조립체의 외면에 대면하여 위치하는 전극리드를 포함하는 전지셀 |
| JP6645999B2 (ja) * | 2017-03-21 | 2020-02-14 | 株式会社東芝 | 二次電池、電池パック、及び車両 |
| CN110998914A (zh) * | 2017-08-03 | 2020-04-10 | 艾利电力能源有限公司 | 密闭型电池、电池组及密闭型电池的制造方法 |
| US10673028B2 (en) * | 2017-09-28 | 2020-06-02 | Maxwell Holdings, Ltd. | Electrochemical element |
| WO2019093226A1 (ja) * | 2017-11-09 | 2019-05-16 | Necエナジーデバイス株式会社 | リチウムイオン二次電池 |
| KR20190084765A (ko) * | 2018-01-09 | 2019-07-17 | 주식회사 엘지화학 | 전극 탭-리드 결합부에 적용된 플라스틱 부재를 포함하는 전극조립체 및 이를 포함하는 이차전지 |
| US20200358045A1 (en) * | 2018-02-02 | 2020-11-12 | Tdk Corporation | Nonaqueous electrolyte secondary battery |
| CN110556500A (zh) * | 2018-05-31 | 2019-12-10 | 比亚迪股份有限公司 | 锂离子二次电池组件及其制备方法和锂离子二次电池 |
| JP2020053119A (ja) * | 2018-09-21 | 2020-04-02 | 積水化学工業株式会社 | 蓄電素子、蓄電素子の製造方法 |
| CN112789760A (zh) * | 2018-10-15 | 2021-05-11 | 大日本印刷株式会社 | 蓄电器件、蓄电器件用外装部件、蓄电器件集合体、电动车及蓄电器件的制造方法 |
| DE102018218487A1 (de) * | 2018-10-29 | 2020-04-30 | Robert Bosch Gmbh | Verfahren zur Herstellung eines Stapelaufbaus |
| CN109524606B (zh) * | 2018-11-05 | 2022-07-26 | 宁德新能源科技有限公司 | 极片、电芯及电池 |
| CN210136972U (zh) * | 2019-08-27 | 2020-03-10 | 宁德时代新能源科技股份有限公司 | 二次电池 |
| KR102298664B1 (ko) * | 2019-12-12 | 2021-09-03 | 주식회사 현대케피코 | 전자 제어 장치의 제조 방법 |
| JP7322731B2 (ja) * | 2020-01-31 | 2023-08-08 | トヨタ自動車株式会社 | 全固体電池 |
| JP7469091B2 (ja) * | 2020-03-23 | 2024-04-16 | 本田技研工業株式会社 | リチウムイオン二次電池 |
| JP7354971B2 (ja) * | 2020-09-11 | 2023-10-03 | トヨタ自動車株式会社 | 電池モジュール |
| JP7357650B2 (ja) * | 2021-01-15 | 2023-10-06 | 本田技研工業株式会社 | 集電体構造及びそれを用いた二次電池 |
| WO2023210587A1 (ja) * | 2022-04-28 | 2023-11-02 | 株式会社エンビジョンAescジャパン | 電池セル及び電池モジュール |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000215877A (ja) | 1999-01-20 | 2000-08-04 | Matsushita Electric Ind Co Ltd | 扁平電池 |
| DE60005844T2 (de) * | 1999-03-26 | 2004-08-19 | Matsushita Electric Industrial Co., Ltd., Kadoma | Laminat-hülsen-typ-batterie |
| US6849358B2 (en) * | 2001-04-06 | 2005-02-01 | Ngk Spark Plug Co., Ltd. | Lithium ion battery |
| JP4428905B2 (ja) * | 2002-02-01 | 2010-03-10 | 日本電気株式会社 | 扁平型電池およびそれを用いた組電池 |
| US6908711B2 (en) * | 2002-04-10 | 2005-06-21 | Pacific Lithium New Zealand Limited | Rechargeable high power electrochemical device |
| DE10225041B4 (de) * | 2002-06-06 | 2014-05-08 | Varta Microbattery Gmbh | Galvanisches Element |
| KR100483994B1 (ko) * | 2002-06-12 | 2005-04-18 | 주식회사 이글피쳐코캄 | 리튬 2차 전지용 크루드 셀의 전극탭 처리 방법 및 그에따른 크루드 셀 및 이를 채용한 리튬 2차 전지 |
| JP4135473B2 (ja) | 2002-11-07 | 2008-08-20 | 日産自動車株式会社 | バイポーラ電池 |
| JP3789438B2 (ja) | 2003-03-03 | 2006-06-21 | Necラミリオンエナジー株式会社 | フィルム外装電池 |
| JP2005122923A (ja) * | 2003-10-14 | 2005-05-12 | Nissan Motor Co Ltd | 薄型電池 |
| JP2005149891A (ja) * | 2003-11-14 | 2005-06-09 | Nissan Motor Co Ltd | バイポーラ電池、及びそれを用いた組電池 |
| CN100463250C (zh) * | 2004-03-09 | 2009-02-18 | 日本电气株式会社 | 薄膜覆盖的电气装置和用于该薄膜覆盖的电气装置的集电极覆盖部件 |
| JP3769291B2 (ja) * | 2004-03-31 | 2006-04-19 | 株式会社東芝 | 非水電解質電池 |
| KR100599752B1 (ko) * | 2004-06-23 | 2006-07-12 | 삼성에스디아이 주식회사 | 이차 전지와 이에 사용되는 전극 조립체 |
| JP4613550B2 (ja) * | 2004-08-26 | 2011-01-19 | 新神戸電機株式会社 | 鉛蓄電池集電体及び鉛蓄電池 |
| JP4780598B2 (ja) * | 2004-09-29 | 2011-09-28 | 日立マクセルエナジー株式会社 | 密閉角形電池 |
| US7582387B2 (en) * | 2004-10-29 | 2009-09-01 | Medtronic, Inc. | Lithium-ion battery |
| KR100726065B1 (ko) * | 2004-12-22 | 2007-06-08 | 에스케이 주식회사 | 고출력 리튬 단전지 및 고출력 리튬 단전지를 구비한고출력 리튬 전지 팩 |
| JP4249727B2 (ja) * | 2005-05-13 | 2009-04-08 | 株式会社東芝 | 非水電解質電池およびリチウムチタン複合酸化物 |
| US7629707B2 (en) * | 2005-06-15 | 2009-12-08 | Sprint Communications Company L.P. | Power system with hydrogen on demand |
-
2006
- 2006-02-22 JP JP2006045381A patent/JP4599314B2/ja active Active
- 2006-05-19 US US11/436,725 patent/US8920958B2/en active Active
-
2007
- 2007-02-07 EP EP07250495.4A patent/EP1826843B1/en active Active
- 2007-02-17 CN CN200710084162A patent/CN100585938C/zh active Active
- 2007-02-21 KR KR1020070017342A patent/KR100816591B1/ko active IP Right Grant
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104170150A (zh) * | 2012-04-17 | 2014-11-26 | 株式会社Lg化学 | 具有优异性能的锂二次电池 |
| US9899663B2 (en) | 2012-04-17 | 2018-02-20 | Lg Chem, Ltd. | Lithium secondary battery with excellent performance |
| CN106941148A (zh) * | 2015-10-16 | 2017-07-11 | 现代自动车株式会社 | 电池单元 |
| CN106941148B (zh) * | 2015-10-16 | 2021-06-15 | 现代自动车株式会社 | 电池单元 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1826843B1 (en) | 2017-01-04 |
| CN101026250A (zh) | 2007-08-29 |
| KR20070085150A (ko) | 2007-08-27 |
| JP4599314B2 (ja) | 2010-12-15 |
| US20070196732A1 (en) | 2007-08-23 |
| KR100816591B1 (ko) | 2008-03-24 |
| JP2007227090A (ja) | 2007-09-06 |
| EP1826843A1 (en) | 2007-08-29 |
| US8920958B2 (en) | 2014-12-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100585938C (zh) | 非水电解质电池、电池组和汽车 | |
| JP5693902B2 (ja) | 非水電解質電池、電池パック、及び自動車 | |
| CN101276937B (zh) | 非水电解质电池、电池组和汽车 | |
| US9034499B2 (en) | Battery comprising multiple insulating covers | |
| JP4284341B2 (ja) | 非水電解質電池、自動車、アシスト自転車、二輪車、充電式掃除機及び電池パック | |
| EP1840987B1 (en) | Nonaqueous electrolyte battery, battery pack and vehicle | |
| CN107195945B (zh) | 非水电解质电池、非水电解质电池组以及车辆 | |
| US9786909B2 (en) | Nonaqueous electrolyte battery, battery pack and vehicle | |
| US11749843B2 (en) | Battery module having improved safety, battery pack including battery module, and vehicle including battery pack | |
| CN101276912B (zh) | 活性物质、非水电解质电池、电池组和汽车 | |
| JP5558262B2 (ja) | 電池 | |
| EP0964469A2 (en) | Lithium secondary battery | |
| US20170141433A1 (en) | Non-aqueous electrolyte battery and battery pack | |
| CN103477468A (zh) | 方形电池 | |
| EP3396773A1 (en) | Non-aqueous electrolyte cell and cell pack | |
| JP2007115478A (ja) | 非水電解質電池 | |
| CN107026281A (zh) | 锂离子二次电池 | |
| JP2019016494A (ja) | 積層電極体の製造方法及び蓄電素子の製造方法 | |
| KR20140013134A (ko) | 이차전지 | |
| KR20140013132A (ko) | 이차전지 | |
| US20220367882A1 (en) | Secondary battery, electronic device, and power tool |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |