큐브 코너 요소 및 큐브 코너 요소와는 다른 구조체 및 미세구조체를 제조하기 위한 새로운 엔드 밀링 기술을 개발하였으므로, 이러한 기술을 하나 이상의 보안 이미지를 포함하는 물품, 또는 달리 말하면, 검출가능 표시를 포함하는 물품의 제조에 적용한다. 이러한 표시는 구조화된 표면의 각각의 상이한 제1 및 제2 영역 또는 구역 내에 상이한 제1 및 제2 미세구조체를 제공함으로써 기재의 주어진 구조화된 표면 내에 제공될 수 있다. 이러한 방식으로, 표시를 구조화된 표면 자체의 기하학적 구조 또는 설계 내에 매립하는 것은 부도덕한 관계자가 원래 보안 물품의 값싼 가짜 복사물(cheap knock-off copy)을 제조하는 것을 어렵게 한다.
제1 및 제2 미세구조체는 물품의 통상의 관찰자가 검출하기 어려운 방식으로 서로 상이하여, 감지하기 힘든 또는 희미한 표시를 제공할 수 있거나, 제1 및 제2 미세구조체 사이의 차이는 선명한 또는 명확하게 가시적인 표시를 제공하도록 검출하기 용이할 수 있다. 제1 미세구조체 및 제2 미세구조체가 많은 그룹 중 단지 2개인 다수의 유형의 미세구조체가 구조화된 표면 상에 제공될 수 있고, 일부 미세구조체 사이의 차이는 하나 이상의 감지하기 힘든 표시를 제공하도록 검출하기 어려울 수 있는 한편, 동일한 구조화된 표면 상의 다른 미세구조체 사이의 차이는 하나 이상의 검출하기 용이한 표시를 제공하도록 검출하기 용이할 수 있다. 대부분의 경우에, 주어진 표시를 검출함에 있어서 상대적인 용이함 또는 어려움은 조명 기하학적 구조, 또는 관찰 기하학적 구조, 또는 둘 모드의 함수로서 변화한다. 이는 주어진 미세구조체에 의해 반사되거나 투과되는 광의 상대 휘도 또는 세기가 보통 주어진 미세구조체에 대한 그들 기하학적 구조에 의존하기 때문이다. 따라서, 제1 및 제2 미세구조체의 주어진 분포 또는 패턴이 통상의 관찰자가 조명 기하학적 구조 및 관찰 기하학적 구조의 제1 조합 하에서는 검출하기 어려운, 그러나 조명 기하학적 구조 및 관찰 기하학적 구조의 상이한 제2 조합 하에서는 검출하기 용이한 표시를 제공할 수 있다.
제1 및 제2 미세구조체 사이의 다수의 가능한 설계 차이 중 임의의 하나 이상이 표시를 생성하도록 선택될 수 있다. 그러한 차이는 크기, 배향, 큐브 코너 유형, 및 2면각 값(들)을 포함할 수 있다. 몇몇 경우에, 제1 미세구조체는 큐브 코너 요소일 수 있는 한편, 제2 미세구조체는 큐브 코너 요소가 아니거나, 그 반대의 경우도 마찬가지이다. 몇몇 경우에, 제1 미세구조체도 제2 미세구조체도 큐브 코너 요소가 아닐 수 있는 한편, 다른 경우에, 제1 및 제2 미세구조체 둘 모두가 큐브 코너 요소일 수 있다. 제1 미세구조체와 제2 미세구조체는 실질적으로 유사하거나 동일한 미세구조체의 균일한 그룹일 필요가 있는 것이 아니라, 상이한 미세구조체의 블렌드(blend) 또는 분포일 수 있다. 제1 미세구조체는 예를 들어 큐브 코너 요소 및 비-큐브 코너 요소의 제1 블렌드일 수 있고, 제2 미세구조체는 큐브 코너 요소 및 비-큐브 코너 요소의 상이한 제2 블렌드일 수 있다.
독자가 새로운 엔드 밀링 기술에 의해 제조될 수 있는 그리고 따라서 개시된 보안 물품에 사용될 수 있는 다수의 상이한 유형의 구조체 및 미세구조체를 더욱 명확하게 이해하도록, 우선 도 1 내지 도 71과 관련하여, 새로운 엔드 밀링 기술에 관한, 그리고 이러한 기술에 의해 형성되는 구조체, 미세구조체, 및 큐브 코너 요소에 관한 포괄적인 배경 정보를 제공하기로 한다.
새로운 기술에 의하면, 엔드 밀링이 아래에서 추가로 논의되는 바와 같이, 평면도에서 육각형, 오각형, 또는 사변형인 주연부 형상을 갖는 것을 비롯하여, "절두형" 큐브 코너 요소뿐만 아니라 또한 "완전(full)" 또는 "바람직한 기하학적 구조(preferred geometry)"(PG) 큐브 코너 요소를 비롯한 사실상 임의의 유형의 큐브 코너 요소를 제조하기 위해 사용될 수 있다. 절두형이든 PG이든 간에, 큐브 코너 요소는 또한 역시 아래에서 논의되는 바와 같이, 캔팅되거나 캔팅되지 않고(uncanted) 대칭이거나 비대칭이고 크거나 작을 수 있다. 새로운 기술은 큐브 코너 요소가 개별적으로 맞추어지고 개별적으로 기재의 작업 표면 내에 절삭되도록 허용하며, 이는 거의 무제한의 설계 유연성을 허용한다. 예를 들어, 새로운 기술에 의해 제조되는 인접 미세구조체의 어레이 또는 클러스터(cluster)에서, 하나의 큐브 코너 요소는 크고 캔팅되지 않을 수 있으며, 인접 큐브 코너 요소는 작고 제1 방향으로 캔팅될 수 있으며, 또 다른 인접 큐브 코너 요소는 중간 크기를 갖고 상이한 제2 방향으로 캔팅될 수 있으며; 또한, 이들 인접한, 이웃한 큐브 코너 요소는 예를 들어 하나의 큐브 코너 요소의 광학 면이 그의 인접한 큐브 코너 요소의 광학 면과 동일 평면 상에 있을 것을 요구하도록 구속될 필요가 없다. 오히려, 새로운 기술에 의하면, 큐브 코너 요소는 그의 인접한 또는 이웃한 큐브 코너 요소(들)의 광학 면 중 임의의 것과 동일 평면 상에 있는 광학 면을 구비하지 않도록(공칭적으로도 동일 평면 상에 있는 광학 면을 구비하지 않도록) 설계될 수 있다.
새로운 기술은 큐브 코너 요소의 제조로 제한되는 것이 아니라, 또한 다른 유형의 구조체 및 미세구조체를 제조하기 위해 사용될 수 있으며, 이들 중 일부는 아래에 도시되거나 논의되며, 이들 중 다른 것은 개시된 실시예의 단순 조합 및 확장에 의해 독자에게 즉시 명백할 것이다. 이들 다른 유형의 구조체 중 일부는 외양이 큐브 코너 요소와 유사할 수 있는 반면에, 다른 것은 매우 상이할 수 있다. 이들 다른 구조체는 광학적 응용, 예컨대 투명 또는 반사 광학 필름에서, 또는 연마 물품, 미끄럼-방지(non-skid) 물품 등과 같은 기계적 응용을 이에 제한됨이 없이 포함하는 비-광학적 응용에서 유용할 수 있다. 대부분의 경우에, 구조체는 엔드 밀의 작동에 의해 새로운 기술을 사용하여 (완성품 자체 내에든 하나 이상의 복제 작업에 의해 완성품과 관련된 전세대 물품(prior generation article) 내에든 간에) 형성된 적어도 하나의 평평한 면을 포함한다. 몇몇 경우에, 단일 구조체 또는 미세구조체는 2개의, 또는 3개의, 또는 4개의 그러한 면, 또는 이를 초과하여 구비할 수 있다. 큐브 코너 요소인 구조체를 비롯한 구조체는 또한 하나 이상의 합성 면을 구비할 수 있으며, 합성 면은 동일 평면 상에 있거나 거의 동일 평면 상에 있는 그리고 불연속선을 따라 만나거나 합쳐지는 2개의 개별 면으로 구성된다.
새로운 기술은 전적으로 단독으로 사용되어 기재 내에 하나 이상의 구조체 또는 미세구조체를 형성할 수 있거나, 그것은 알려진 기술과 조합될 수 있다. 예를 들어, 일부 미세구조체는 새로운 기술로 제조될 수 있는 한편, 동일한 기재 내의 다른 미세구조체는 직접 기계가공 기술 또는 다른 알려진 기술로 제조된다. 또한, 하나 이상의 미세구조체의 일부분, 예컨대 하나의 면은 새로운 기술로 제조될 수 있는 한편, 그러한 미세구조체(들)의 나머지, 예컨대 다른 면은 직접 기계가공 기술로 제조될 수 있다.
새로운 기술로 기재 내에 다수의 미세구조체를 형성하는 것이 요구되는 경우에, 각각의 미세구조체는 엔드 밀링을 사용하여 개별적으로 형성될 수 있다. 미세구조체의 크기 및 유형과, 기재의 크기에 따라, 미세구조체의 전체 어레이를 개별적으로 형성하는 공정은 추가로 후술되는 바와 같이, 하나 이상의 엔드 밀을 사용한 수백 가지, 또는 수천 가지, 또는 심지어 수백만 가지의 극히 정밀한 개별 절삭 단계를 수반할 수 있다. 사람 기계 운전자에 의해 수동으로 수행되는 경우에 극히 힘들고 시간 소모적일 수 있는 그러한 일은 현대의 컴퓨터 제어식 기계, 또는 다른 자동화된 절삭 시스템 및 장비를 사용하여, 고속, 고정밀도, 및 고품질로 합리적인 기간 내에 수행될 수 있다.
추가로 진행하기 전에, 여기서 잠시 멈추어 본 명세서에서 논의되는 구조체, 미세구조체, 및 큐브 코너 요소와, 관련 특징부 중 일부에 관해 몇 가지 언급하기로 한다.
대부분의 경우에, 본 명세서에서 논의되는 구조체는 큐브 코너 요소이든 미세구조체이든 둘 모두이든 간에, 정밀하게 엔지니어링된 형상을 갖는 그리고 그들이 일부인 보다 큰 표면의 맥락에서 존재하는 돌출부 또는 공동이며, 보다 큰 표면은 흔히 구조화된 표면으로, 또는 기계가공가능 기재의 경우에 작업 표면으로 지칭된다. 몇몇 경우에, 구조체는 공동 내에 존재하거나 공동을 차지하는 돌출부일 수 있으며, 예컨대 아래의 도 56a 또는 도 56b를 참조한다. 개시된 구조체는 전형적으로 평평한 그리고 구조체의 다른 면 또는 표면에 대해 특정한, 엔지니어링된 배향으로 배열되는 하나 이상의 개별 면 또는 소면을 포함한다.
이와 관련하여, 면 또는 다른 표면은 그것이 (a) 정확하게 평평한, 예컨대 표준 또는 적용가능한 제조 공차 이내로 평탄한 경우에, 또는 (b) 실질적으로 평평한, 예컨대 최적합 기준 평면(best fit reference plane)으로부터 의도된 응용에서 작은 것으로 고려되는 양만큼 벗어난, 예컨대 그러한 평면으로부터 수 마이크로미터 이하만큼, 또는 ± 1, ± 0.5, ± 0.1, ± 0.05, 또는 ± 0.005 마이크로미터 이하만큼 벗어난 경우에, 또는 (c) 기능적으로 평평한 경우에, 예컨대 면이 의도된 응용에서 정확하게 평평한 또는 실질적으로 평평한 면 또는 표면의 그것과 동일하거나 유사한 방식으로 기능하는 경우에 "평평한" 것으로 언급될 수 있다. 몇몇 경우에, 면 또는 다른 표면은 주어진 중요한 광학적 또는 기계적 기능성을 제공하기 위해 소량의 곡률, 텍스처, 또는 평평한 상태로부터의 다른 편차를 갖도록 의도적으로 엔지니어링될 수 있다. 그러한 경우에, 면은 면이 이전의 조건 (a) 내지 (c) 중 임의의 것을 충족시키면, 또는 평평한 상태로부터의 편차가 면이 일부인 구조체가 면이 실제로 평평한 경우에 가질 기능성의 상당한 양을 여전히 보유하기에 충분히 작으면 본 문헌의 목적을 위해 공칭적으로 평평한 것으로 여전히 고려될 수 있다. 따라서, 공칭적으로 평평한 면은 특히, 정확하게 평평한, 또는 실질적으로 평평한, 또는 기능적으로 평평한 면을 지칭할 수 있다.
미세구조체는 일반적으로 특정 응용의 맥락에서 작은 구조체를 지칭할 수 있다. 예를 들어, 미세구조체는 대략 1 밀리미터 이하, 예컨대 2 mm 이하, 또는 1 mm 이하, 또는 0.5 mm 이하, 또는 심지어 200 마이크로미터 이하, 또는 100 마이크로미터 이하, 및 전형적으로 또한 5, 10, 15, 또는 20 마이크로미터 이상의 크기인 깊이, 높이, 길이, 폭, 또는 직경(광범위하게 규정되는 바와 같이, 원형 특징부로 제한되지 않음)과 같은 적어도 하나의 특성 치수를 갖는 구조체일 수 있다. 몇몇 경우에, 구조체의 이들 특성 치수 중 2개, 3개, 또는 그 초과가 이들 크기 조건 중 임의의 것, 및 이들 크기 조건의 임의의 조합을 충족시킬 수 있다.
미세구조체는 또한, 또는 대안적으로 미국 특허 제4,576,850호(마튼즈(Martens))에 기술 바와 같을 수 있다. 예를 들어, 미세구조체는 일반적으로 프로파일이 미세구조체를 통해 그려진 평균 중심선으로부터 벗어난 물품의 표면 내의 돌출부 및 함입부와 같은 불연속부일 수 있고, 따라서 중심선 위의 표면 프로파일에 의해 둘러싸이는 영역의 합이 중심선 아래의 영역의 합과 동일하게 되며, 중심선은 본질적으로 물품의 공칭 표면(미세구조체를 가짐)에 평행하다. 편차의 높이는 전형적으로 표면의 대표적인 특성 길이, 예컨대 1 내지 30 cm를 통해 광학 또는 전자 현미경에 의해 측정될 때 약 ± 0.005 내지 ± 750 마이크로미터일 수 있다. 평균 중심선은 평면(plano)(즉, 평탄하거나 직선형임)이거나, 오목 또는 볼록하거나(비구면이든 아니든 간에), 이들의 조합일 수 있다. 편차가 낮은 정도, 예컨대 ± 0.005 내지 ± 0.1 마이크로미터, 또는 바람직하게는 ± 0.05 마이크로미터인 경우의, 그리고 편차의 발생이 빈번하지 않거나 최소인 경우, 즉 표면에 임의의 상당한 불연속부가 없는 경우의 물품은 본질적으로 "평활한" 표면, 및 평균 중심선이 평면이면 "평평한" 표면을 갖는 것으로 고려될 수 있다. 다른 물품은 높은 정도, 예컨대 ± 0.1 내지 ± 750 마이크로미터의, 그리고 동일하거나 상이하고 무작위하거나 정렬된 방식으로 이격되거나 연속적인 복수의 실용적인 불연속부를 포함하는 미세구조체로 인한 편차를 가질 수 있다.
위에 언급된 바와 같이, 큐브 코너 요소는 광학 면으로 지칭되는 3개의 평평한 반사 면 또는 소면의 세트를 갖는 구조체로 간단히 기술될 수 있으며, 광학 면은 함께 그룹화되고 서로 직교하게 배향되며, 따라서 면 중 제1 면에 충돌하는 입사 광이 제2 그러한 면으로, 그리고 이어서 제3 반사 면으로 반사된다. 반사 법칙에 따라, 제3 면에 의해 반사된 광은 입사 광의 방향과 본질적으로 반대되는(그것에 역-평행한(anti-parallel)) 방향으로 전파된다. 그러한 구조체는 대체로 입방체의 모서리, 따라서 용어 "큐브 코너" 요소와 유사하다. 용어 큐브 코너 요소는 또한 그들 자체는 반사성이 아니지만, 반사성으로 만들어질 수 있거나, 위에 언급된 3개의 반사 면을 제공하기 위해 포지티브(positive) 또는 네거티브 복제물 내에 복제될 수 있는 3개의 면의 세트를 갖는 구조체에 적용되며, 그러한 경우에 3개의 원래의 (비-반사) 면은 본 개시의 목적을 위해 여전히 광학 면으로 고려된다. 용어 큐브 코너 요소는 또한 3개의 광학 면이 정확하게 상호 수직하지 않지만, 직교성으로부터의 작은 편차, 전형적으로 1도 미만, 또는 0.5도 미만, 또는 0.2도 미만, 또는 0.1도 미만, 또는 대략 1분(minute of arc)(0.0167도)이 3개의 면 중 임의의 2개 사이에 존재하여, 재귀반사된 광이 광원을 큐브 코너 요소에 연결하는 직선에 대해 각도방향으로 약간 확산되도록 하는 구조체에 적용된다. 정확한 직교성으로부터의 그러한 편차는 2면각 오차, 또는 더욱 간략하게는 각도 오차(angle error)로 지칭된다. 공칭적으로 직교하는(또는 실질적으로 직교하는) 것으로 본 명세서에 기술되는 면은 정확하게 직교하거나, 직교성으로부터 2면각 오차만큼 벗어나는 면을 지칭한다.
각도 오차는 큐브 코너 요소(들)에 의해 생성되는 발산 프로파일(divergence profile) 또는 다른 광 귀환 패턴의 상업적으로 유용한 변화를 생성하기에 충분히 크거나 충분히 상당하지만, 큐브 코너 요소(들)가 재귀반사기(들)로서 효과적으로 기능하는 것을 중단시킬 정도로 크지는 않다. 대부분의 상업적인 이익의 경우에, 각도 오차는 그의 하한이 1 또는 2분이고, 그의 상한이 40분(완벽한 재귀반사의 방향으로부터 벗어나는 광의 최대 2도의 편차를 생성하는 고속도로 또는 교통 표지 시팅에 유용함) 또는 70분(광의 최대 4도의 편차를 생성하는, 번호판 또는 보안 특징부와 같은 보다 짧은 가시 거리 응용에 유용함) 또는 120분(2도)(광의 최대 8도의 편차를 생성하는 소정 디스플레이 응용에 유용함)인 범위 내에 있다.
몇몇 큐브 코너 요소는 3개의 광학 면의 세트에 더하여, 광학 면 중 임의의 것과 매우 상이한 배향을 갖는 하나 이상의 다른 면을 포함한다. 그러한 다른 면은 큐브 코너 요소의 비-광학 면으로 지칭된다.
큐브 코너 요소의 논의는 흔히 이면 에지(dihedral edge), 비-이면 에지(non-dihedral edge), 및 2면각을 참조한다. 큐브 코너 요소의 이면 에지는 큐브 코너 요소의 광학 면 중 임의의 2개의 교점에 형성되는 에지이다. 비-이면 에지는 예를 들어 주어진 큐브 코너 요소의 광학 면과 인접 큐브 코너 요소의 광학 면에 의해 형성되는 에지, 또는 주어진 큐브 코너 요소의 광학 면과 비-광학 면에 의해 형성되는 에지를 비롯한 큐브 코너 요소의 임의의 다른 에지이다. 종래의 큐브 코너 요소의 에지 - 이면 에지 및 비-이면 에지 둘 모두 - 는 사실상 날카로운 것으로 관행에 따라 도시되거나 기술된다. 본 개시에서, 큐브 코너 요소 또는 다른 구조체의 일부 에지는 날카로울 수 있는 한편, 다른 에지는 만곡되거나 둥글게 될 수 있다.
2면각은 2개의 주어진 비-평행 평면 사이의 내각이며, 이러한 평면은 개시된 구조체 또는 구조화된 표면의 2개의 주어진 면을 나타낼 수 있고, 그러한 내각은 주어진 평면 둘 모두에 수직한 기준 평면 내에서 측정된다. 달리 말하면, 주어진 평면 사이의 2면각을 나타내는 내각은 하나의 점에서 교차하는 제1 및 제2 선 사이에서 측정되며, 여기서 제1 선은 주어진 평면 중 하나 내에 놓이고, 제2 선은 주어진 평면 중 다른 하나 내에 놓이며, 여기서 제1 및 제2 선은 각각 주어진 평면의 교선(line of intersection)에 수직하다. 2개의 평면(또는 면)이 평행하면, 그들 사이의 2면각은 0이다. 비-직교 큐브 코너 요소에 관하여 위에 언급된 각도 오차는 달리 명확하게 지시되지 않는 한, 일반적으로 90도로부터의 2면각의 작은 편차를 지칭한다.
큐브 코너 요소의 3개의 이면 에지는 모이거나 교차하여 큐브 코너 요소의 꼭지점을 형성한다. 에지 및 다른 설계 요인의 특성에 따라, 꼭지점은 뾰족한 점일 수 있는 반면에, 다른 경우에 그것은 무딜 수 있으며, 예를 들어, 그것은 작은 평평한 영역 또는 다른 작은 영역일 수 있다. 또한, 꼭지점은 큐브 코너 요소가 표면 외부로 돌출되는지 또는 표면 내로 함몰되는지에 따라, 구조화된 표면의 국소 최고점(local maximum) 또는 국소 최저점(local minimum)일 수 있다. 꼭지점은 큐브 코너 요소가 돌출부일 때, 즉 3개의 광학 면 사이의 공간 내에 중실 재료가 존재하는 경우에 국소 최고점, 예컨대 정점(apex) 또는 피크(peak)이다. 꼭지점은 큐브 코너 요소가 공동 또는 리세스일 때, 즉 3개의 광학 면 사이의 공간 내에 진공, 공기, 또는 비-중실 재료가 존재하는 경우에 국소 최저점, 예컨대 기저점(base) 또는 최하점(nadir)이다.
각각의 큐브 코너 요소는 흔히 큐브 코너 요소의 대칭축 또는 큐브축으로 지칭되는 축을 한정한다. 대칭축은 꼭지점을 통과하고, 구조체를 삼등분하여, 큐브 코너 요소의 모든 3개의 광학 면과 동일한 각도를 형성한다. 그의 대칭축이 큐브 코너 요소가 일부인 구조화된 표면에 수직한 큐브 코너 요소는 "캔팅되지 않은" 큐브 코너 요소로 지칭된다. 그렇지 않으면, 대칭축이 구조화된 표면에 대해 기울어지는 경우에, 큐브 코너 요소는 "캔팅되는" 것으로 언급된다.
큐브 코너 요소는 또한 전통적으로 큐브 코너 요소의 비-이면 기부 에지의 구성, 및 큐브의 대칭축의 배향에 관하여 분류된다. "절두형" 큐브 코너 요소는 (a) 모든 3개의 광학 면의 기부 에지가 동일 평면 상에 있어(실질적으로 동일 평면 상에 있는 경우를 포함함), 전형적으로 구조화된 표면에 평행한 평면 내에 놓이는 큐브 코너 요소, 또는 (b) 3개의 광학 면의 그러한 기부 에지가 모두 그러한 평면에 평행한 큐브 코너 요소, 또는 (c) (a) 및 (b) 둘 모두이다. 이들 기부 에지는 평면도에서 실질적으로 삼각형-형상의 주연부를 형성하며, 이러한 주연부는 이때 절두형 큐브 코너 요소의 "기부 삼각형(base triangle)"으로 지칭된다. 캔팅되지 않은 절두형 큐브 코너 요소는 등변인 기부 삼각형을 생성하며, 즉 기부 삼각형의 각각의 모서리는 정확하게 60도의 내각을 갖는다. 예를 들어, 미국 특허 제3,712,706호(스탬(Stamm))를 참조한다. 그의 대칭축이 하나의 방향으로 기울어진 큐브 코너 요소는 그러한 요소와 관련된 기부 삼각형이 60도보다 큰 단지 하나의 내각을 가지면, "전방 캔팅되는" 또는 "포지티브 캔팅되는" 것으로 언급된다. 예를 들어, 미국 특허 제4,588,258호(후프만(Hoopman))를 참조한다. 그의 대칭축이 반대 방향으로 기울어진 큐브 코너 요소는 "후방 캔팅되는" 또는 "네거티브 캔팅되는" 것으로 언급되고, 3개의 내각 중 2개가 60도보다 큰 관련 기부 삼각형을 갖는다. 예를 들어, 미국 특허 제5,565,151호(닐슨(Nilsen))를 참조한다.
절두형 큐브 코너 요소와 대조적으로, 때때로 "완전 큐브 코너 요소"(또는 "완전 큐브") 또는 "바람직한 기하학적 구조(PG) 큐브 코너 요소"(또는 "PG 큐브")로 지칭되는 다른 큐브 코너 요소는 하나의 광학 면의 적어도 하나의 비-이면 에지가 다른 2개의 광학 면의 비-이면 에지와 동일 평면 상에 있지 않도록 설계될 수 있다. 큐브 코너 요소의 구조화된 표면의 일부인 PG 큐브 코너 요소는 대안적으로 또는 추가적으로 (1) 그것을 따라 구조화된 표면이 연장되는 기준 평면에 평행하지 않은; 그리고 (2) 이웃한 큐브 코너 요소의 인접한 비-이면 에지에 실질적으로 평행한 적어도 하나의 비-이면 에지를 갖는 큐브 코너 요소로 기술될 수 있다. 완전 큐브는 (1) 실질적으로 수직 또는 거의-수직 광학 및 비-광학 면이 없는, 그리고 (2) 수직 입사에서 또는 다른 설계 입사각에서 90%보다 큰 활성 영역 비율(percent active area)을 갖는(그리고 여기서 조명축과 관찰축이 동일 선 상에 있는 것으로 가정함) 큐브 코너 요소를 지칭할 수 있다. 절두형 큐브 코너 요소는 이러한 조건의 조합을 충족시킬 수 없다.
몇몇 그러한 PG 및 완전 큐브 코너 요소는 평면도에서 형상이 육각형인 주연부를 구비하는 한편, 다른 것은 오각형이고, 또 다른 것은 평행사변형, 직사각형, 또는 정사각형의 형상을 갖는 것을 이에 제한됨이 없이 포함하여 사변형이다. 다른 PG 및 완전 큐브는 평면도에서 또 다른 주연부 형상을 가질 수 있다. 광학 면 중 하나 이상의 형상(그의 각각의 광학 면의 평면 내에 한정된 각각의 그러한 형상)은 또한 PG 및 완전 큐브 코너 요소를 식별하기 위해, 또는 그들을 삼각형 면을 구비하는 절두형 큐브 코너 요소와 구별하기 위해 사용될 수 있다. 몇몇 PG 및 완전 큐브 코너 요소는 예를 들어 직사각형, 정사각형, 사다리꼴, 또는 오각형인 적어도 하나의 광학 면을 구비할 수 있다. 대부분의 경우에, 주어진 PG 큐브 코너 요소는 또한 완전 큐브 코너 요소이고, 그 반대도 마찬가지이지만, 예외가 존재할 수 있다. 하기의 논의에서, PG 큐브 코너 요소(들)로 지칭되는 큐브 코너 요소(들)는 달리 지시되지 않는 한, 또한 완전 큐브 코너 요소(들)이고 그 반대도 마찬가지인 것으로 가정된다.
이들 주연부 형상 또는 면 형상 중 어떤 것이 선택되는지에 상관없이, 적합하게 설계되고 균형잡힌 PG 및 완전 큐브 코너 요소는 절두형 큐브 코너 요소에 비해, 예컨대 큐브 코너 재귀반사 시팅에 사용될 때, 더 높은 총 광 귀환을 나타내는 것으로 알려져 있다. 완전 큐브 또는 PG 큐브는 절두형 큐브 코너 요소와 유사한 방식으로 캔팅되지 않거나 캔팅될 수 있다. 예를 들어, 미국 특허 제6,015,214호(히넌 등)를 참조한다.
초기에 입사축을 따라 주어진 큐브 코너 요소 또는 그러한 요소의 어레이에 입사하는 광에 관하여, 그러한 요소(들)에 대한 "총 광 귀환"은 그의 특정 반각, 예컨대 4도 내에서 입사축을 따라 다시 반사되는 그러한 입사 광의 분율이다. 총 광 귀환은 또한 수직 입사 광에 대해, 또는 입사 광의 다른 특정 배향에 대해, 큐브 코너 요소(들)의 활성 영역 비율과 정규화된 재귀반사된 광선 세기의 곱으로 고려될 수 있다. 예로서, 정규화된 재귀반사된 광선 세기가 1.0인 한도 내에서, 수직 입사 광에 대해 미국 특허 제3,712,706호(스탬)에 도시된 절두형 큐브 코너 기하학적 구조체에 대한 최대 이론 총 광 귀환은 67%인 반면에, 아래에서 논의되는 몇몇 PG 큐브 코너 요소에 대한 최대 이론 값은 100%이다.
이제 큐브 코너 요소 및 다른 구조체를 제조하기 위한 새로운 접근법의 논의로 돌아가서, 도 1, 도 2, 및 도 3은 개시된 구조체 또는 미세구조체가 형성될 수 있거나 형성되는 상이한 대표적인 기재(105, 205, 305)의 사시도를 도시한다. 이들 기재 각각은 다양한 외측 표면을 구비하며, 이들 중 하나가 그것이 적어도 엔드 밀링을 비롯한 정밀 재료 제거 기계가공 작업을 위해 구성되거나 적어도 그에 적합한 한 작업 표면(working surface)(또는 구조화된 표면)으로 지칭될 수 있다. 도 1의 기재(105)는 측부 표면(106)을 구비하며, 이들 중 하나가 주 표면(major surface)이고, 작업 표면(107)으로 지칭된다. 도 2의 기재(205)는 측부 표면(206)을 구비하며, 이들 중 하나가 부 표면(minor surface)이고, 작업 표면(207)으로 지칭된다. 도 3의 기재(305)는 종방향 회전축(309)을 갖는 직원기둥(right circular cylinder)의 형태를 가지며, 따라서 단부 표면 및 원주방향 표면을 구비하고, 원주방향 표면이 작업 표면(307)으로 지칭된다. 기재(105, 205, 305)는 기계가공가능 재료로 제조되거나, 적어도 그의 작업 표면에 위치되는 그러한 기재의 층 또는 다른 부분이 기계가공가능 재료로 제조된다. 바람직한 기계가공가능 재료는 버(burr) 형성 없이 깨끗하게 엔드 밀로 기계가공될 수 있는, 저 연성(ductility) 및 저 입상성(graininess)과, 재료 제거 작업 후에 치수 정확도를 유지시키는 능력을 가진 재료를 포함한다. 원하는 특징부 크기 및 다른 요인에 따라, 다양한 기계가공가능 플라스틱 또는 금속이 사용될 수 있다. 적합한 플라스틱은 아크릴 또는 다른 재료와 같은 열가소성 또는 열경화성 재료를 포함한다. 기계가공가능 금속은 알루미늄, 황동, 구리, 무전해 니켈, 및 이들의 합금을 포함한다. 바람직한 금속은 비철 금속을 포함한다. 선택된 금속은 예를 들어 롤링(rolling), 주조 화학 침착(casting chemical deposition), 전착(electro-deposition), 또는 단조(forging)에 의해 시트 또는 층으로 형성될 수 있다. 바람직한 기계가공 재료는 전형적으로 엔드 밀 절삭 공구의 마모를 최소화시키도록 선택된다.
하기의 도면 중 많은 도면에서, 미세구조체 또는 다른 특징부는 상호 직교 x-축, y-축, 및 z-축을 가진 직교 xyz 좌표계의 맥락에서 도시된다. 그러한 직교 좌표계는 마찬가지로 도 1 및 도 2에 포함된다. 그러나, 원하는 대로 또한 임의의 다른 적합한 좌표계가 사용되거나 좌표계가 사용되지 않을 수 있다. 도시된 좌표계는 임의의 방식으로 제한적인 것으로 의도되는 것이 아니라, 용이한 참조를 위해, 시각화를 위해, 그리고 비교를 위해 포함된다. 모두는 아니더라도 대부분의 경우에, 좌표계는 z-축이 작업 표면에 수직하거나(그리고 그것으로부터 바로 멀어지는 방향을 향함), 작업 표면 또는 구조화된 표면이 그것을 따라 연장되는 기준 평면에 수직하도록 배향되며, 이때 그러한 기준 평면은 좌표계의 x-축 및 y-축에 의해 한정되는 x-y 평면에 대응한다. 역시, 이러한 배향은 단지 참조 및 설명의 용이함을 위한 것이며, 제한적인 것으로 해석되지 않아야 한다. 도면 중 많은 도면에서, x-축은, 공구 경로가 경사진 경로 부분을 갖는 경우에, 이러한 경로 부분이 x-z 평면 내에 놓이도록 배향된다. 그러나, 다른 배향이 물론 또한 사용될 수 있다.
좌표계 및 기재의 z-축은 중력의 방향에 대해 임의의 원하는 배향을 가질 수 있으며, 예를 들어, z-축은 중력과 반대 방향(예컨대, "상향")으로, 또는 중력과 동일 방향(예컨대, "하향")으로, 또는 임의의 다른 방향으로 향할 수 있다. 또한, 이와 관련하여, 아래의 설명에서, 하나 이상의 "수직 평면"이 참조된다. 반대로 명확하게 지시되지 않는 한, 그러한 수직 평면은 반드시 중력은 아닌, 당해 작업 표면 또는 구조화된 표면에 관하여 이해되도록 의도되며; 따라서, 수직 평면이, 많은 경우에 작업 표면 또는 구조화된 표면의 법선 벡터 및 z-축이 중력축과 정렬되더라도, 그러한 표면에 대한 중력의 방향에 상관없이, 작업 표면 또는 구조화된 표면의 법선 벡터를 포함하는(따라서 또한 그러한 법선 벡터에 평행하게 배향될 때 z-축을 포함하는) 평면을 지칭한다. "위", "아래" 등과 같은 용어가 또한 융통성 있게 그리고 비제한적인 방식으로 해석되어야 한다.
도 3의 단순하게 만곡된 작업 표면(307)과 같은 평평하지 않은 작업 표면 또는 구조화된 표면의 경우에, 그러한 표면은 개념적으로 다수의 작은 국소화된 영역 또는 작은 국소화된 영역의 그리드(grid)로 세분될 수 있다. 각각의 국소화된 영역은 평평한 표면의 보다 근사한 근사물(approximation)이며, 이때 국소 직교 xyz 좌표계가 z-축을 그러한 위치에서 작업 표면에 수직하게 또는 직각으로 배향시킴으로써 임의의 그러한 영역에 할당될 수 있다.
재료는 본 명세서에 개시된 큐브 코너 요소 또는 다른 미세구조체 중 임의의 것 또는 모두를 그러한 기재 내에 생성하기 위해 추가로 후술되는 바와 같이 하나 이상의 회전 엔드 밀을 사용하여 기재의 작업 표면(107, 207, 307)으로부터 선택적으로 그리고 정밀하게 제거될 수 있다.
도 4a 내지 도 4c는 플라이 절삭과 엔드 밀링을 구별하기 위해 플라이 절삭의 양태를 간략화된 개략적인 형태로 도시한다. 도 4a는 플라이 절삭을 위해 제조된 정지 절삭 공구(408)의 정면도를 도시한다. 플라이 절삭 공구(408)는 샤프트에 부착되는 절삭 헤드(cutting head)(410)를 포함하며, 공구는 횡방향 회전축(409)을 중심으로 하는 회전을 허용하는 방식으로 장착된다. 절삭 헤드(410)는 뾰족한 점 또는 꼭지점을 가진 V-형상이다. 모터(도시되지 않음)가 플라이 절삭 공구(408)와 맞물리고, 그것을 축(409)을 중심으로 급속히 회전시킨다. 급속 회전 절삭 공구(408r)는 도 4b에 도시된 바와 같이 급속 회전, 링(ring)-형상의 절삭 헤드 또는 절삭 엔빌로프(410r)를 포함한다. 회전 절삭 공구는 도 4c에 도시된 바와 같이 기재의 작업 표면 내에 V-홈을 절삭하기 위해 사용될 수 있다. 여기서, 기계가공가능 기재(405)는 외측 표면(406)을 구비하며, 이들 중 하나가 작업 표면(407)으로 지칭된다. 도시된 바와 같이 회전 절삭 공구(408r)가 직선형 경로(415)를 따라 기재(405)에 대해 이동하게 됨에 따라 절삭 엔빌로프(410r)에 의해 작업 표면(407) 내에 직선형 V-홈(416)이 절삭된다. 절삭 헤드(410) 및 절삭 엔빌로프(410r)의 V-형상의 프로파일이 V-홈(416) 내에 복사된다. (절두형) 큐브 코너 요소의 직접 기계가공은 이러한 플라이 절삭 공정을 반복하여 평행 V-홈의 전체 세트를 기재(405) 내에 형성한 다음에, 플라이 절삭에 의해 형성되는 결과적으로 생성된 면(V-홈 측부 표면의 나머지)이 큐브 코너 요소의 어레이를 생성하도록 제1 세트와 교차하는 평행 V-홈의 2개의 다른 세트를 유사한 방식으로 형성하는 단계를 수반한다.
여기서 그리고 본 개시의 다른 곳에서, 플라이 절삭 공구이든 엔드 밀 공구이든 간에 절삭 공구가 이동되거나 이동하게 되는, 예컨대 기재에 대해 이동하게 되는 것으로 기술될 때마다, 독자는 그러한 운동이 지정된 경로를 따라 절삭 공구와 기재 사이에 상대 운동이 설정되도록, (a) 기재를 정지 상태로 유지시키고 (회전) 절삭 공구를 병진시킴으로써, 또는 (b) (회전) 절삭 공구를 정지 상태로 유지시키고 기재를 병진시킴으로써, 또는 (c) (회전) 절삭 공구 및 기재 둘 모두를 병진시킴으로써 수행될 수 있는 것을 이해할 것이다.
도 5a 내지 도 5d는 엔드 밀의 양태를 간략화된 개략적인 형태로 도시한다. 도 5a는 엔드 밀링을 위해 제조된 정지 절삭 공구(508)의 정면도를 도시한다. 엔드 밀링 공구(508)는 샤프트에 부착되는 절삭 헤드(510)를 포함하며, 공구는 종방향 회전축(509)을 중심으로 하는 회전을 허용하는 방식으로 장착된다. 절삭 헤드(510)는 테이퍼 형성된(tapered) 절삭 에지를 구비하지만, 명백해질 이유로, 테이퍼는 뾰족한 점에서 종단되기보다는 단부에서 절두된다. 테이퍼는 테이퍼 형성된 절삭 에지와 회전축(509) 사이의, 본 명세서에서 공구 반각(tool half angle, THA)으로 지칭되는 각도에 의해 특징지어질 수 있다. 모터(도시되지 않음)가 엔드 밀링 공구(508)와 맞물리고, 그것을 축(509)을 중심으로 급속히 회전시킨다. 급속 회전 절삭 공구(508r)는 도 5b에 도시된 바와 같이 급속 회전, 원추(cone)-형상의 절삭 헤드 또는 절삭 엔빌로프(510r)를 포함한다. 절삭 엔빌로프(510r)의 확대도가 도 5c(측면도 또는 단면도) 및 도 5d(사시도)에 도시된다.
확대된 도 5c 및 도 5d는 회전 엔드 밀 절삭 엔빌로프(510r)가 실제로 그의 단부 또는 팁(tip)이 절두된 원추의 형상을 갖는 것을 더욱 명확하게 예시한다. 엔드 밀링 작업시, 회전 절삭 공구는 절삭 엔빌로프(510r)의 경로 내에 존재하는 임의의 재료를 제거하기 위해 기재 상으로 그리고 그것 내로 내리 눌릴 수 있을 필요가 있다. 이로부터, 절삭 엔빌로프를 뾰족하게 그리고 절두되지 않게 만들기 위해, 절삭 헤드(510)의 팁이 바늘의 팁과 유사하게 극히 뾰족한, 날카로운 점이어야 할 것을 쉽게 인식할 수 있다. 그러나, 그러한 연약한 뾰족한 팁은 회전 공구가 기재와 접촉하고 그것 내로 절삭함에 따라 사용시 급속히 손상되거나 파괴될 것이다. 따라서, 실용적인 이유로, 엔드 밀 절삭 헤드(510)는 절두되며, 회전 절삭 헤드에 의해 형성되는 절삭 엔빌로프(510r)가 유사하게 엔빌로프의 단부 또는 저부(510rb)에서 절두된다. 저부(510rb) 외에, 절삭 엔빌로프(510r)는 또한 직경 Dtop의 상부(510rt), 및 원추의 일부분 형태의 측부(510rs)를 구비한다. 저부(510rb)는 직경 Dbot를 갖는다. 측부(510rs)는 축(509)에 대해 각도 THA(공구 반각)를 이루며, THA는 또한 정지 절삭 공구(510)의 반각이다. 측부(510rs)는 축(509)에 수직한 횡방향 평면 또는 선에 대해 각도 THAC(공구 반각 여각(complement), 따라서 THAC + THA = 90도)를 이룬다. 엔빌로프(510r)가 축(509)을 중심으로 하는 회전에 의해 형성되기 때문에, 엔빌로프(510r)는 축(509)을 중심으로 회전 대칭을 나타내고, 상부(510rt) 및 저부(510rb)는 둘 모두 형상이 원형이며, 즉 축(509)으로부터 측정될 때 일정한 반경을 갖는다.
엔드 밀링 공구(508)와 그의 치수 및 다른 특징은 현재 시장에서 입수가능한 다수의 엔드 밀링 공구 중 임의의 것으로부터 원하는 대로 선택될 수 있거나, 그것은 일정 한도 내에서, 기존의 또는 미래의 공구 제조 회사로부터 엄격한 사양에 맞추어 특별히 주문되거나 달리 특별히 제조될 수 있다. 따라서, 절삭 엔빌로프(510r)의 치수 Dtop, Dbot, THA, 및 THAC는 또한 엔드 밀링 공구의 적절한 선택에 의해 합리적인 한도 내에서 선택되거나 맞추어질 수 있다. 직경 Dbot가 얼마나 작게 제조될 수 있는지에 대한 실용적인 한도가 있다. Dbot가 10 마이크로미터의 반경(Dbot/2)에 대응하는 대략 20 마이크로미터인 밀링 공구를 알고 있지만; Dbot의 훨씬 더 작은 값을 가진 특수 엔드 밀링 공구가 존재할 수 있고, 절삭 기술의 미래의 발전이 또한 Dbot의 보다 작은 값을 허용할 수 있다.
회전 엔드 밀의 절삭 엔빌로프의 단부가 뾰족한 점이기보다는 절두되는 이유를 설명하였다. 몇몇 경우에, 절두형 단부는 실질적으로 도 5b 및 도 5c에 도시된 바와 같이, 날카로운 에지에서 측부(510rs)와 만나는 작은, 평평한, 원형 영역일 수 있다. 다른 경우에, 절두형 단부는 둥글게 되거나 만곡되거나 일부 다른 평평하지 않은(그러나 여전히 절두형) 형상을 가질 수 있고, 그것은 측부(510rs)와 날카로운 에지를 형성할 수 있거나 형성하지 않을 수 있다. 평평하지 않은 형상이 무엇이든 간에, 그것은 회전축(509)에 대해 회전 대칭을 나타낸다. 하기의 설명의 간단함과 일관성을 위해, 도 5b 및 도 5c에 도시된 바와 같이, 절두형 단부가 작고 평평하며 원형이어서, 측부(510rs)와 날카로운 에지를 형성하는 것으로 가정한다. 그러나, 독자는 절두형 단부가 대신에 임의의 적합한 평평하지 않은 형상을 가질 수 있고, 그러한 대안적인 절두형 형상이 그러한 절두형 단부의 절삭 작용에 의해 형성되는 표면 및 특징부, 특히 아래에서 추가로 논의되고 예시되는 구조체 내의 둥근 에지로 지칭되는 특징부의 형상의 대응하는 변화를 생성할 것을 이해할 것이다.
회전 절삭 공구(508r)는 도 6a 내지 도 6c의 개략적인 단면도의 시퀀스에 도시된 바와 같이, 기재의 작업 표면 내에 단순한 막힌 구멍, 공동, 또는 리세스를 절삭하기 위해 사용될 수 있다. 여기서, 도 1 내지 도 3 또는 도 4c의 기재 중 임의의 것을 비롯한, 본 명세서에서 논의되는 기재 중 임의의 것과 동일하거나 유사할 수 있는 기계가공가능 기재(605)는 작업 표면(607)을 구비한다. 직교 좌표가 작업 표면(607)이 x-y 평면 내에 놓이거나 그것에 평행하게 연장되고, z-축이 표면(607)의 법선 벡터를 나타내도록 정의된다. 절삭 엔빌로프(510r)와 관련하여 위에서 논의된 바와 같이, 기재 위에 놓인 회전 절삭 공구가 회전 엔드 밀 절삭 엔빌로프(610r)를 제공한다. 절삭 엔빌로프(610r)는 회전축(609)을 중심으로 대칭이고, 원추형 측부(610rs) 및 단부 또는 저부(610rb)를 가진 원추대의 형상을 갖는다. 회전축(609)은 z-축에 평행하고, 작업 표면(607)에 수직하다.
엔드 밀링에 의해 기재(605) 내에 단순한 막힌 구멍을 제조하기 위해, 회전 공구, 및 절삭 엔빌로프(610r)가 도 6a에 하향 화살표에 의해 표시된 바와 같이 작업 표면(607)을 향해 이동되며, 그러한 운동은 도 6b에 도시된 바와 같이, 엔빌로프(및 절삭 공구)가 기재(605) 내에 적어도 부분적으로 박힐 때까지, 엔빌로프(610r)의 절삭 작용에 의해 작업 표면(607)을 지나 그리고 기재(605) 내로 진행된다. 그 후에, 절삭 엔빌로프(610r)가 도 6c에 상향 화살표에 의해 표시된 바와 같이, 그것이 진입하였던 동일한 경로를 따라 기재(605) 외부로 인출된다. 이러한 절삭 엔빌로프의 후퇴는 절삭 공구가 기재에 침투함에 따라 절삭 공구의 밀링 작용에 의해 형성되었던 공동 또는 리세스(620)를 노출시키며, 그러한 리세스(620)는 만곡된 측부 표면(631) 및 기부(620b)를 구비한다. 기재(605) 내외로의 절삭 엔빌로프의 운동(도 6a 및 도 6c의 화살표 참조)은 z-축에 평행한 것으로 가정된다. (독자는 또한 상대 운동에 관한 앞선 논의를 고려할 때, 절삭 공구 또는 절삭 엔빌로프(610r)의 운동이 임의의 원하는 방식으로, 예컨대 기재(605)를 정지 상태로 유지시키고 절삭 엔빌로프(610r)를 (도 6a, 도 6c의 화살표에 따라) 병진시키거나 절삭 엔빌로프(610r)를 정지 상태로 유지시키고 기재(605)를 (도 6a, 도 6c의 화살표와 반대되는 화살표에 따라) 병진시키거나 이들의 임의의 조합에 의해 달성될 수 있고, 이러한 동일한 이해가 본 명세서에 개시된 모든 다른 절삭 운동에 적용되어야 하는 것을 유념할 것이다.) 리세스(620)의 측부 표면(631)은 절삭 엔빌로프(610r)의 원추형 측부(610rs)에 대응하고 그것과 동일한 원추형 형상을 가지며, 리세스(620)의 기부(620b)는 절삭 엔빌로프의 저부(610rb)에 대응하고 그것과 동일한 형상을 가지며, 즉 작고, 평평하며, 둥글다. 물론, 절삭 엔빌로프의 저부가 평평한 형상과는 다른 절두형 형상, 예컨대 둥근 형상을 가지면, 리세스의 기부(620b)는 절삭 엔빌로프의 저부와 동일한 평평하지 않은 형상을 취할 것이다.
도 7은 도 6a 내지 도 6c의 시퀀스와 관련하여 회전 엔드 밀이 따르는 경로의 개략적인 표현이다. 도 7에서, Σ는 기재(605)의 작업 표면(607)의 평면을 나타내고, 회전 엔드 밀의 경로는 선(715)에 의해 표현된다. 표면 평면(Σ)은 x-y 평면에 평행하며, 경로(715)는 직선형이고, z-축에 평행하다. 회전 엔드 밀 또는 절삭 엔빌로프(610r)는 평면(Σ) 위에 놓인 점 S에서 시작되고; 이어서 경로(715)를 따라 점 A까지 이동하며, 거기에서 회전 엔드 밀과 기재 사이의 접촉이 최초로 이루어지고, 그리고 거기에서 절삭이 시작되며; 이어서 그것이 경로(715)를 따라 가장 깊은 점 B까지 이동함에 따라 기재를 계속 절삭하고; 이어서 경로(715)를 따라 점 B로부터 점 A까지 다시 이동하며; 이어서 점 A로부터 다시 점 S까지 이동함으로써 리세스(620)로부터 완전히 후퇴된다. 경로(715)의 다양한 식별가능한 부분 또는 세그먼트 중에서, 기재의 절삭은 점 A로부터 점 B로 지향되는 세그먼트에서만 행해진다.
도 8 및 도 9는 도 6c의 기재(605) 및 리세스(620)의 각각 개략적인 평면도 및 사시도이며, 여기서 동일 요소는 동일 도면 부호를 갖고, 추가의 설명을 필요로 하지 않는다. 이들 도면에서, 리세스(620)의 주연부(620p)를 또한 볼 수 있다. 주연부(620p)는 회전 엔드 밀이 기재 내로 압입되어 리세스를 형성하는 방식으로 인해, 그리고 절삭 엔빌로프(610r)의 회전 대칭으로 인해, 기부(620b)와 같이, 형상이 원형이다.
엔드 밀링에 의한 기재 제거는 또한 다른 유형의 리세스, 공동, 및 구멍을 제조하기 위해 사용될 수 있다. 도 10a 내지 도 10d의 시퀀스는 엔드 밀링이 기재의 작업 표면 내에 단순한 기다란 리세스를 절삭하기 위해 사용될 수 있는 방법을 도시한다. 이들 도면에서, 기재(605)와 동일하거나 유사할 수 있는 기계가공가능 기재(1005)는 작업 표면(1007)을 구비한다. 직교 좌표가 작업 표면(1007)이 x-y 평면 내에 놓이거나 그것에 평행하게 연장되고, z-축이 표면(1007)의 법선 벡터를 나타내도록 정의된다. 위에서 논의된 바와 같이, 기재 위에 놓인 회전 절삭 공구가 회전 엔드 밀 절삭 엔빌로프(1010r)를 제공한다. 절삭 엔빌로프(1010r)는 회전축(1009)을 중심으로 대칭이고, 원추형 측부(1010rs) 및 단부 또는 저부(1010rb)를 가진 원추대의 형상을 갖는다. 회전축(1009)은 z-축에 평행하고, 작업 표면(1007)에 수직하다.
엔드 밀링에 의해 기재(1005) 내에 단순한 기다란 리세스를 제조하기 위해, 회전 공구, 및 절삭 엔빌로프(1010r)가 도 10a에 하향 화살표에 의해 표시된 바와 같이 작업 표면(1007)을 향해 이동되며, 그러한 운동은 도 10b에 도시된 바와 같이, 엔빌로프(및 절삭 공구)가 기재(1005) 내에 적어도 부분적으로 박힐 때까지, 엔빌로프(1010r)의 절삭 작용에 의해 작업 표면(1007)을 지나 그리고 기재(1005) 내로 진행된다. 이어서, 도 6c에서와 같이 기재로부터 즉시 후퇴되는 대신에, 도 10c에 우향 화살표에 의해 표시된 바와 같이, 절삭 엔빌로프(1010r)가 기재를 통해 측방향으로 이동되어, 그것이 진행됨에 따라 절삭한다. 이러한 측방향 운동은 x-축에 평행하다. 도 10c의 도면에서, 형성된 리세스(1020)를 이러한 리세스가 절삭 엔빌로프(1010r)에 의해 부분적으로 점유되긴 하지만 이미 식별할 수 있다. 그러한 도면에서 리세스(1020)의 소정 요소 또는 특징부: 측부 표면(1031a), 다른 측부 표면(1041a), 전이선(transition line)(1061a1), 및 기부(1020b)를 또한 볼 수 있다. (표면(1031a)이 만곡된 표면인 한편, 표면(1041a)이 평평한 면인 것을 바로 알게 될 것이다.) 마지막으로, 도 10c의 측방향 절삭 후에, 절삭 엔빌로프(1010r)가 도 10d에 상향 화살표에 의해 표시된 바와 같이 기재(1005) 외부로 수직으로 인출된다. 이러한 절삭 엔빌로프의 후퇴는 절삭 공구가 기재(1005)를 통해 절삭함에 따라 절삭 공구의 밀링 작용에 의해 형성되었던 전체 기다란 공동 또는 리세스(1020)를 노출시킨다. 위에 언급된 요소(1031a, 1041a, 1061a1, 1020b)에 더하여, 리세스(1020)는 또한 도 10d에서 다른 측부 표면(1031b), 및 다른 전이선(1061a2)을 구비하는 것을 볼 수 있다. 리세스(1020)의 이들 및 다른 특징부가 도 12 및 도 13과 관련하여 아래에서 추가로 논의된다.
도 11은 도 10a 내지 도 10d의 시퀀스와 관련하여 회전 엔드 밀이 따르는 경로의 개략적인 표현이다. 도 11에서, Σ는 기재(1005)의 작업 표면(1007)의 평면을 나타내고, 회전 엔드 밀의 경로는 선(1115)에 의해 표현된다. 표면 평면(Σ)은 x-y 평면에 평행하다. 경로(1115)는 직선형이고 z-축에 평행한 S1으로부터 B까지의 세그먼트 및 C로부터 S2까지의 세그먼트를 갖는다. 경로(1115)는 또한 직선형이고 x-축에 평행한 B로부터 C까지의 세그먼트를 갖는다. 회전 엔드 밀 또는 절삭 엔빌로프(1010r)는 표면 평면(Σ) 위에 놓인 점 S1에서 시작되고; 이어서 경로(1115)를 따라 점 A까지 이동하며, 거기에서 회전 엔드 밀과 기재 사이의 접촉이 최초로 이루어지고, 그리고 거기에서 절삭이 시작되며; 이어서 그것이 경로(1115)를 따라 가장 깊은 점 B까지 이동함에 따라 기재를 계속 절삭하고; 이어서 측방향으로, x-축에 평행하게, 점 B로부터 점 C까지 이동하고; 이어서 경로(1115)를 따라 수직으로 점 C로부터 점 D까지 이동하며; 이어서 평면(Σ) 위로 점 D로부터 점 S2까지 수직으로 이동함으로써 리세스(1020)로부터 완전히 후퇴된다. 경로(1115)를 따른 그의 이동 전반에 걸쳐, 회전 엔드 밀 또는 절삭 엔빌로프(1010r)는 그의 회전축(1009)을 z-축에 평행하게 유지시킨다. 경로(1115)의 다양한 식별가능한 부분 또는 세그먼트 중에서, 기재(1005)의 실제 절삭은 2개의 세그먼트: 점 A로부터 점 B까지의 세그먼트, 및 점 B로부터 점 C까지의 세그먼트에서만 행해진다.
도 12 및 도 13은 도 10d의 기재(1005) 및 리세스(1020)의 각각 개략적인 평면도 및 사시도이며, 여기서 동일 요소는 동일 도면 부호를 갖는다. 이들 도면에서, 리세스(1020)가 주연부(1020p)에 의해 경계설정되는 것을 볼 수 있으며, 이러한 주연부의 일부는 직선형이고, 이러한 주연부의 일부는 만곡된다. 도 12 및 도 13의 도면은 요소(1031a, 1031b)가 리세스(1020)의 만곡된 측부 표면인 것을 더욱 명확하게 보여준다. 실제로, 각각의 만곡된 측부 표면(1031a, 1031b)은 절삭 엔빌로프(1010r)의 원추형 측부(1010rs)의 반 섹션(half section)에 대응하고 그것과 동일한 원추형 형상을 갖는다. 반면에, 요소(1041a, 1041b)는 리세스(1020)의 평평한 측부 면이다. 각각의 면(1041a, 1041b)은 절삭 엔빌로프(1010r)의 원추형 측부(1010rs)와 동일한 양으로 경사진다. 달리 말하면, 면(1041a)과 x-z 평면 사이에 형성되는 각도(및 면(1041b)과 x-z 평면 사이의 각도)는 절삭 엔빌로프(1010r)의 공구 반각(THA)과 동일하다. 예시된 전이선(1061a1, 1061a2, 1061b1, 1061b2)은 물리적인 에지가 아니라, 만곡된 표면(예컨대, 표면(1031a))으로부터 평평한 면(예컨대, 면(1041a))으로의 전이가 발생하는 곳을 보여주기 위해 도면에 제공된다. 평평한 면(1041a, 1041b)이 그들 자체가 각각 작업 표면(1007)에 대해 경사지지만, 평평한 면(1041a, 1041b) 중 어느 것도 작업 표면(1007)에 대해 경사지는 에지를 구비하지 않는 것에 유의하여야 한다. 리세스(1020)의 기부(1020b)가 또한 도 12 및 도 13에 도시된다.
엔드 밀의 회전 절삭 공구는 또한 큐브 코너 요소 및 다른 구조체를 제조하기 위한 새로이 개시된 기술의 기초를 형성할 수 있는 리세스를 비롯한 다른 리세스를 절삭하기 위해 사용될 수 있다. 하나의 그러한 리세스는 도 14a 및 도 14b의 개략적인 단면도의 시퀀스에 도시된 엔드 밀링 절차로 제조된다. 여기서, 기재(1005)와 동일하거나 유사할 수 있는 기계가공가능 기재(1405)는 작업 표면(1407)을 구비한다. 직교 좌표가 작업 표면(1407)이 x-y 평면 내에 놓이거나 그것에 평행하게 연장되고, z-축이 표면(1407)의 법선 벡터를 나타내도록 정의된다. 위에서 논의된 바와 같이, 초기에 기재 위에 놓인 회전 절삭 공구가 회전 엔드 밀 절삭 엔빌로프(1410r)를 제공한다. 절삭 엔빌로프(1410r)는 회전축(1409)을 중심으로 대칭이고, 원추형 측부(1410rs) 및 평평한, 둥근 단부 또는 저부(1410rb)를 가진 원추대의 형상을 갖는다. 회전축(1409)은 z-축에 평행하고, 작업 표면(1407)에 수직하다.
엔드 밀링에 의해 기재(1405) 내에 리세스를 제조하기 시작하기 위해, 도 6a 및 도 6b와 도 10a 및 도 10b와 유사한 방식으로, 절삭 엔빌로프(1410r)에 의해 표현되는 회전 공구가 작업 표면(1407)을 향해 그리고 그것 내로 이동된다. 따라서, 그들 다른 도면에서와 같이, 절삭 엔빌로프(1410r)의 운동은 엔빌로프(및 절삭 공구)가 기재(1405) 내에 적어도 부분적으로 박힐 때까지, 엔빌로프(1410r)의 절삭 작용에 의해 작업 표면(1407)을 지나 그리고 기재(1405) 내로 진행된다. 이는 도 6b 및 도 10b와 유사한 도 14a에 도시된다. 그 후에, 절삭 엔빌로프(1410r)가 기재(1405) 외부로 인출된다. 그러나, 도 6c에서와 같이 절삭 엔빌로프(1410r)를 전적으로 수직 경로를 따라 외부로 인출하는 대신에, 그리고 도 10c에서와 같이 절삭 엔빌로프를 전적으로 측방향(수평) 경로를 따라 이동시키는 대신에, 절삭 엔빌로프(1410r)는 회전축(1409)의 수직 배향을 유지시키면서, 작업 표면(1407)에 대해 경사진 경로를 따라 외부로 인출된다. 경사진 경로는 0이 아닌 측방향 성분 및 0이 아닌 수직 성분을 갖고; 도 14b의 x-z 평면 내에 놓이며; 경사진 기준축(1411)에 평행하다. 기준축(1411)은 x-y 평면, 또는 작업 표면(1407)에 대해 측정되는 경사각 α(알파)로 경사진다. 도 14b는 회전 엔드 밀 공구, 또는 절삭 엔빌로프(1410r)가 그것이 기재 내에 형성한 리세스(1420)로부터 방금 나온 시점에서 기재(1405)를 도시한다. 이러한 절삭 엔빌로프(1410r)의 후퇴는 기재를 통한 절삭 공구의 밀링 작용에 의해 형성되었던 공동 또는 리세스(1420)를 노출시킨다. 절삭 엔빌로프(1410r)의 원추형 측부(1410rs)는 x-y 평면 또는 표면(1407)에 대해 각도 THAC를 이룬다.
리세스(1420)의 특징부의 전부는 아니지만 일부를 도 14b의 단면도에서 볼 수 있다. 독자가 작업 표면(1407) 및 리세스(1420)와 관련 특징부의 토포그래피(topography)를 더욱 쉽게 이해할 수 있도록 기재(1405) 및 리세스(1420)의 다수의 다른 도면이 또한 제공된다. 특히, 도 15는 도 14b의 구성의 평면도를 도시하고; 도 16은 도 15의 절단선 16-16을 통한 단면도를 도시하며; 도 18은 절삭 엔빌로프가 없는 도 15와 같은 평면도를 도시하고; 도 19는 도 18의 절단선 19-19를 통한 단면도를 도시하며; 도 20a는 도 14b의 절단선 20A-20A를 따른 부분 단면도를 도시하고; 도 20b는 도 20a와 유사하지만, 도 14b의 절단선 20B-20B를 따라 취해지며; 도 21은 기재(1405)의 사시도를 도시한다. (도 17a 및 도 17b는 아래에서 추가로 논의될 것이다.) 독자는 리세스(1420)를 명확하게 이해하기 위해 이들 도면 모두를 검토하고 비교하도록 요구된다. 이러한 도면의 그룹을 참조하여, 그리고 동일 도면 부호가 동일 요소를 나타내고, 일부 요소가 일부 도면에서 보이지 않거나 라벨링되지(labeled) 않음을 유념하면서, 이제 리세스(1420)와 관련된 하기의 특징부를 논의할 것이다: 기부(1420b); 만곡된 측부 표면(1431); 평평한 면(1441a) 및 평평한 면(1441b); 전이선(1461a, 1461b); 둥근 에지(1451); 전이선(1451a, 1451b); 둥근 에지의 종단부(terminus)(1451t); 및 주변부 또는 주연부(1420p).
리세스(1420)의 기부(1420b)는 절삭 엔빌로프의 저부(1410rb)에 대응하고 그것과 동일한 형상을 가지며, 즉 저부(1410rb)가 또한 작고 평평하며 둥근 경우에 작고 평평하며 둥글다. 기부(1420b)가 작지만, 그것은 절삭 엔빌로프(1410r)의 회전축(1409)이 절삭의 가장 깊은 점에서 z-축에 평행하였다는 사실로 인해 x-y 평면에 평행한 평면 내에 놓인다.
리세스(1420)의 만곡된 측부 표면(1431)은 절삭 엔빌로프(1410r)의 원추형 측부(1410rs)의 일부분에 대응하고, 그것과 동일한 원추형 형상을 갖는다.
평평한 면(1441a, 1441b)은 절삭 엔빌로프(1410r)가 경사진 절삭 경로를 따라 기재(1405)를 통해 절삭하면서 나아가는 동안에 한 쌍으로서 함께 형성된다. 면(1441a, 1441b)은 서로 평행한 것이 아니라, 아래에서 더욱 상세히 논의되는 둥근 에지(1451)를 따라 합쳐지거나 만난다. 면(1441a, 1441b) 사이의 전체 협각(full included angle)(2면각)의 진정한 치수는 두 면에 수직한 그리고 그에 따라 또한 에지(1451)에 수직한 임의의 단면 평면 내에서 취해질 수 있다. 다른 단면 평면 내에서 면(1441a, 1441b) 사이의 각도를 측정하는 것은 진정한 2면각과는 다른 협각(겉보기 협각(apparent included angle)으로 지칭됨)에 대한 값을 산출할 것이다.
예를 들어, 절단선 20A-20A 및 20B-20B(도 14b 참조)는 두 면(1441a, 1441b)에 수직한 단면 평면을 나타낸다. 2차 직교 좌표계 x'y'z'(도 14b, 도 20a, 및 도 20b 참조)가 y'-z' 평면이 이들 단면 평면에 평행하고, x'축이 둥근 에지(1451)(및 또한 축(1411))에 평행하도록 정의된다. 따라서, 도 20a 및 도 20b의 단면도는 면(1441a, 1441b) 사이의 진정한 협각(2면각)을 도시하며, 이러한 협각은 180 - 2Ω으로 라벨링되며, 여기서 Ω(대문자 오메가)는 각각의 그러한 면이 x'-y' 평면과 이루는 각도이다. 도 20b는 절단선 19-19(도 18 참조)를 따른 1차 xyz 좌표계의 y-z 평면 내에서의 유사한 단면도인 도 19와 대조될 수 있다. y-z 평면은 면(1441a, 1441b)에 수직하지도 않고, 그것은 에지(1451)에 수직하지도 않다. 그러한 도 19에서, 겉보기 협각이 180 - 2ω로 측정되며, 여기서 ω(소문자 오메가)는 각각의 면(1441a, 1441b)이 이러한 단면 평면 내에서 x-y 평면과 이루는 겉보기 각도이다. 기하학적 원리가 ω가 Ω보다 크며, 따라서 도 19의 겉보기 협각 180-2ω가 도 20b의 진정한 2면각 180-2Ω보다 작은 것을 보여주기 위해 사용될 수 있다. 면 사이의 겉보기 협각 180-2ω는 또한 절삭 엔빌로프(1410r)의 전체 각도(도 16의 2*THA 참조)보다 크다. (면(1441a, 1441b) 사이의 진정한 2면각 180-2Ω, 및 본 명세서에 개시된 유사한 면 사이의 2면각이 그들 면의 형성 중에 엔드 밀 절삭 엔빌로프의 회전축이 경사진 절삭 경로의 축에 수직하지 않을 때에는 언제나 절삭 엔빌로프 전체 각도 2*THA보다 큰 것을 또한 알 수 있다.) 공구 반각 THA 및 경사진 절삭 경로의 경사각 α, 및 아래에서 논의되는 다른 요인의 적절한 선택에 의해, 면(1441a, 1441b)은 실용적인 한도 내에서, 임의의 원하는 2면각 180-2Ω를 갖도록 제조될 수 있다. 도 14a 및 도 14b의 엔드 밀링 절차가 기재 내에 수행되는 많은 다른 엔드 밀링 절삭 단계(예컨대 아래의 도 47 참조) 중 단지 둘인, 큐브 코너 요소의 제조를 수반하는 경우에, THA 및 α 파라미터는 면 사이의 2면각 180-2Ω가 90도이도록 선택된다. 예를 들어, 도 14b의 엔드 밀링 절차에서, THA를 35.264도로 선택하고(즉, THAC는 54.736도임) 경사각 α를 35.264도로 선택하는 것은 면(1441a, 1441b)이 90도의 2면각을 가질 것을, 즉 그들이 상호 직교할 것을 보장한다. THA, α 파리미터의 다른 조합이 x-y 평면에 대해 상이한 배향의 상호 직교 면뿐만 아니라 또한 상호 직교하지 않는 면을 제조하기 위해 사용될 수 있다.
면(1441a, 1441b)은 또한 작업 표면에 대해 경사진 선을 따라 교차하는 각각의 기준 평면을 한정하는 것으로 언급될 수 있으며, 그러한 선은 축(1411)에 평행하며, 따라서 동일한 각도 α로 경사진다.
도 14b, 도 15, 도 16, 도 18, 도 19, 도 20a, 도 20b, 및 도 21의 그룹에서 전이선(1461a, 1461b)을 또한 볼 수 있다. 이들 특징부는 물리적인 에지가 아니라, 만곡된 표면, 즉 만곡된 측부 표면(1431)으로부터 평평한 면, 즉 면(1441a) 및 면(1441b)으로의 전이가 발생하는 곳을 보여주기 위해 도면에 제공된다.
이들 도면의 그룹에서 면(1441a, 1441b)이 합쳐지는 곳에 위치되는 둥근 에지(1451)를 또한 볼 수 있다. 도 14b에서 가장 잘 볼 수 있는 바와 같이, 둥근 에지(1451)는 경사진 절삭 경로 및 기준축(1411)에 평행한 방향으로 연장된다. 달리 말하면, 에지(1451)는 경사진 절삭 경로 및 축(1411)에 평행한 축을 따라 연장된다. 도 14b는 에지(1451)가 x-y 평면에 대해 축(1411)과 동일한 각도 α로 경사진 것을 보여준다. 이는 절삭 엔빌로프가 경사진 절삭 경로를 따라 기재의 중실 재료를 통해 이동하는 동안에 에지(1451)가 기부(1410rb)(또는 기부(1410rb)의 외측 원형 절삭 에지)의 운동에 의해 형성되기 때문이다.
에지(1451)가 기부(1410rb)의 상대 운동에 의해 형성되기 때문에, 에지(1451)의 원형성(roundedness) 또는 곡률은 절삭 엔빌로프(1410r)가 회전 엔드 밀의 축(1409)을 중심으로 원형(회전 대칭)인 기부(1410rb)를 구비하도록 절두된다는 사실의 직접적인 결과이다. 즉, 절삭 엔빌로프(1410r)를 무딘 기부보다는 날카로운, 뾰족한 절삭 팁을 구비하도록 변형시키는 것이 가능한 경우에, 면(1441a, 1441b)은 만나서 날카로운 에지를 형성할 것이다. 현 상황에서는, 절삭 엔빌로프의 팁은 절두되며, 그 결과, 기부는 원형 절삭 에지를 구비하고, 에지(1451)는 둥글게 된다. 독자는 위에서 논의된 바와 같이, 완벽히 평평한 상태로부터의 절삭 엔빌로프의 절두형 기부의 편차가 둥근 에지(1451), 및 아래에서 논의되는 많은 구조체 상의 유사한 둥근 에지의 형상에 영향을 미칠 수 있는 것을 이해할 것이다. 그러나, 일반적으로, 에지(1451), 및 유사한 에지는 절삭 엔빌로프가 절두되고(평평하든 평평하지 않든 간에) 엔드 밀 절삭 공구의 회전축을 중심으로 원형 대칭을 갖는다는 사실로 인해 여전히 둥글게 될 것이다.
둥근 에지(1451)는 임의적 방식이 아니라, 둥근 에지가 엔드 밀에 의해 형성되고 있었던 동안에 원형 기부(1410rb)의 배향으로 인해 특정 방식으로 둥글게 되거나 만곡된다. 이는 도 14b를 참조하여 가장 잘 이해될 수 있다. 그러한 도면에서, 회전축(1409)이 z-축에 평행하다는(그리고 절삭 엔빌로프가 경사진 절삭 경로를 따라 이동하는 동안에 z-축에 평행하였다는) 사실로 인해, 절삭 엔빌로프의 기부(1410rb)는 x-y 평면 내에 놓인다. 절삭 엔빌로프(1410r)의 이러한 배향에서, 기부(1410rb)는 x-y 평면 내에서 원형 형상을 절삭한다. 따라서, x-y 평면에 평행한 평면 내에서의 둥근 에지(1451)의 단면은 원호일 것이며, 즉 그것은 그러한 평면 내에서 일정한 반경의 곡률을 나타낼 것이다. 이는 도 18에서 둥근 에지(1451)의 종단부(1451t)에서 볼 수 있으며, 여기서 종단부(1451t)의 곡률 반경은 일정하고, 기부(1420b)의 곡률 반경과 동일하다. 그러나, y-z 평면(도 19의 단면도 참조), 또는 두 면(1441a, 1441b)에 수직한 평면(도 20b의 단면도 참조)과 같은 다른 단면 평면에서, 그러한 다른 평면 내에의 원호의 투영(projection)은 타원형 형상을 생성하며, 이는 따라서 일정한 곡률보다는 가변 곡률을 나타낸다. 이는 일정한 곡률의 둥근 팁을 갖는 무딘 절삭 공구를 사용하여 플라이 절삭에 의해 (예컨대, 라미나의 측부 내에) 제조되는 면에 대해 예상할 바와 반대된다. 그러한 경우에, 둥근 팁은 제1 및 제2 면 사이에 둥근 에지를 생성할 것이지만, 둥근 에지의 곡률은 제1 및 제2 면 둘 모두에 수직한 단면 평면 내에서는 원형(일정한 반경)일 것이고, 다른 단면 평면 내에서는 일정하지 않은 반경(비-원호)을 가질 것이다.
두 면(1441a, 1441b)에 수직한 평면과는 다른 평면 내에서 일정한 반경의 곡률을 나타내는 둥근 에지(1451)에 관한 전술한 논의는 또한 절삭 엔빌로프의 저부가 평평하지 않은 경우에 적용가능하다.
둥근 에지(1451)의 곡률 또는 반경, 및 수반되는 폭은 결과적으로 절삭 엔빌로프(1410r)의 치수 Dbot(도 5c 참조), 및 다른 치수를 제어하는 엔드 밀링 공구의 적합한 선택에 의해, 일정 한도 내에서, 원하는 대로 선택될 수 있다. 개시된 엔드 밀링 기술이 큐브 코너 요소를 제조하기 위해 사용되는 많은 경우를 비롯한 많은 응용에서, 둥근 에지(1451)가 날카로운 에지에 가능한 한 근사하도록, 둥근 에지(1451)에 대한 가능한 한 작은 곡률 반경을 갖는 것이 바람직할 것이다. 이는 큐브 코너 요소 상의 둥근 표면이 보통 재귀반사의 비활성 영역, 및 총 광 귀환의 감소와 관련되기 때문이다. 위에 언급된 바와 같이, 치수 Dbot는 대략 20 마이크로미터만큼 작거나 가능하게는 더 작을 수 있으며, 이는 일정한 곡률을 산출하는 전술된 단면 평면 내에서, 둥근 에지(1451)의 곡률 반경이 대략 10 마이크로미터만큼 작거나 가능하게는 더 작을 수 있음을 의미한다. 그러나, 몇몇 경우에, 예를 들어 공구 비용의 이유이든, 주형 분리 문제의 이유이든, 구조화된 물품의 성능 특성의 이유이든 간에, 둥근 에지가 10 마이크로미터의 곡률 반경을 갖거나, 훨씬 더 큰 곡률 반경을 갖는(즉, 더 둥글게 되고, 덜 날카로움) 것이 실제로 바람직할 수 있다.
위의 논의로부터, 둥근 에지(1451) ― 및 리세스(1420)의 다른 표면 및 특징부 ― 가 그것을 형성하기 위해 사용되었던 회전 엔드 밀(절삭 엔빌로프(1410r))의 아티팩트(artifact)인 것이 명백하다. 이러한 사실은 기계가공된 물품 자체에서(그리고 그의 구조화된 표면이 기계가공된 물품의 작업 표면의 하나 이상의 복제 단계에 의해 제조되는 후세대 물품(later generation article)에서), 절삭 공구가 에지를 형성하도록 기재 재료를 통해 작업하면서 나아감에 따라 절삭 공구의 스캘러핑 작용(scalloping action) 또는 결함에 기인하는 작은, 나노-스케일 트레이스(trace) 또는 특징부에 의해 나타날 수 있다. 따라서, 주어진 개시된 기재 또는 물품의 둥근 에지는 오직 예컨대 전자 현미경 또는 다른 진보된 검사 기술에 의한 물품 자체의 정밀 검사(close inspection)에 기초하여, 회전 엔드 밀, 또는 그의 절두형 기부의 아티팩트로 식별될 수 있다. 이는 절삭 엔빌로프의 저부가 평평한지 또는 평평하지 않은지에 상관없이 그러하다.
도 14b, 도 15, 도 16, 도 18, 도 19, 도 20a, 도 20b, 및 도 21의 그룹에서 전이선(1451a, 1451b)을 또한 볼 수 있다. 전이선(1461a, 1461b)과 같이, 선(1451a, 1451b)은 물리적인 에지가 아니라, 둥근 에지(1451)로부터 평평한 면(1441a, 1441b)으로의 전이가 발생하는 곳을 보여주기 위해 도면에 제공된다.
둥근 에지(1451)의 종단부(1451t)는 이미 위에서 언급되었다. 단지 여기서는 2개의 단부를 갖는 둥근 에지(1451)가 또한 종단부(1451t)에 대향하는 다른 종단부를 구비하며, 그러한 종단부가 기부(1420b)에 배치되는 것을 언급한다.
종단부(1451t)는 또한 리세스(1420)의 보다 큰 주변부 또는 주연부(1420p)의 일부를 형성한다. 특정 리세스(1420)에 대해, 주연부(1420p)는 눈물방울(teardrop)의 전반적인 형태를 갖는다. 주연부(1420p)는 면(1441a, 1441b)의 상부 에지에 있는 직선형 부분, 및 만곡된 표면(1431)의 상부 에지에 있는 만곡된 부분(큰 곡률 반경의 원호), 및 둥근 에지(1451)의 종단부(1451t)에 대응하는 대향 만곡된 부분(작은 곡률 반경의 원호)을 구비한다.
이제 리세스(1420)를 상세히 설명하였으므로, 도 17a 및 도 17b로 잠시 돌아가서 리세스를 형성하였던, 또는 리세스를 형성할 수 있는 엔드 밀링 공정을 논의하기로 한다. 도 14a 및 도 14b의 시퀀스 및 관련 논의에 따르면, 회전 엔드 밀(절삭 엔빌로프)(1410r)은 기재 내로 바로 하향으로 압입된 다음에 추후에 각도 α로 직선형 경사진 경로를 따라 후퇴됨으로써 시작된다. 이러한 제조 시퀀스가 도 17a의 경로에 의해 표현된다.
도 17a에서, Σ는 기재(1405)의 작업 표면(1407)의 평면을 나타내고, 회전 엔드 밀의 경로는 선(1715a)에 의해 표현된다. 표면 평면(Σ)은 x-y 평면에 평행하다. 경로(1715a)는 완전히 x-z 평면 내에 놓인다. 경로는 직선형이고 z-축에 평행한 S1으로부터 A까지의 세그먼트 및 A로부터 B까지의 세그먼트를 갖는다. 경로는 또한 직선형이지만 x-축에 대해 도 14b에서와 동일한 각도 α인 각도 α로 경사진 B로부터 C까지의 세그먼트 및 C로부터 S2까지의 세그먼트를 갖는다. 회전 엔드 밀 또는 절삭 엔빌로프(1410r)는 평면(Σ) 위에 놓인 점 S1에서 시작되고; 이어서 경로(1715a)를 따라 점 A까지 이동하며, 거기에서 회전 엔드 밀이 기재와 최초로 접촉하며; 이어서 그것이 경로(1715a)를 따라 가장 깊은 점 B까지 이동함에 따라 기재를 계속 절삭하고; 이어서 각도 α의 경사면을 따라 점 B로부터 점 C까지 이동하며; 이어서 그것이 경로(1715a)를 따라 평면(Σ) 위로 점 C로부터 점 S2까지 이동함에 따라 리세스(1420)로부터 후퇴되면서 동일한 경사진 방향으로 계속 이동한다. 경로(1715a)를 따른 그의 이동 전반에 걸쳐, 회전 엔드 밀 또는 절삭 엔빌로프(1410r)는 그의 회전축(1409)을 z-축에 평행하게 유지시킨다. 경로(1715a)의 다양한 식별가능한 부분 또는 세그먼트 중에서, 기재(1405)의 실제 절삭은 2개의 세그먼트: A로부터 B까지의 세그먼트, 및 B로부터 C까지의 세그먼트에서 행해진다. 따라서, 평면(Σ) 위의 경로 부분, 즉 S1으로부터 A까지, 및 C로부터 S2까지의 경로 세그먼트는 예컨대 점 S1 또는 S2를 평면(Σ) 위의 임의의 다른 위치에 재위치시킴으로써, 형성되는 리세스의 형상에 영향을 미침이 없이 원하는 대로 변화될 수 있는데, 왜냐하면 그들 경로 부분이 기재의 절삭을 수반하지 않기 때문이다.
도 17b는 경로(1715a)와 유사한 경로(1715b)를 도시하며, 실제로, 경로(1715b)는 단순히 순서가 반대인 경로(1715a)이다. 따라서, 도 17b의 공정에서, 회전 엔드 밀 또는 절삭 엔빌로프(1410r)는 평면(Σ) 위의 점 S1에서 시작되고; 이어서 경사면(경사각 α)에서 경로(1715b)를 따라 점 A까지 이동하며, 거기에서 회전 엔드 밀이 기재와 최초로 접촉하며; 이어서 그것이 동일한 경사면(경사각 α)에서 경로(1715b)를 따라 가장 깊은 점 B까지 이동함에 따라 기재를 계속 절삭하고(경로(1715b) 상의 이러한 점 B에서, 리세스(1420)의 형성이 완료되는 것에 유의하여야 함); 이어서 그것이 점 B로부터 점 C까지 수직으로 이동함에 따라 리세스로부터 후퇴되기 시작하며; 이어서 그것이 경로(1715b)를 따라 평면(Σ) 위로 점 C로부터 점 S2까지 이동함에 따라 리세스(1420)로부터 완전히 후퇴된다. 경로(1715b)를 따른 그의 이동 전반에 걸쳐, 회전 엔드 밀 또는 절삭 엔빌로프(1410r)는 그의 회전축(1409)을 z-축에 평행하게 유지시킨다. 경로(1715b)의 다양한 식별가능한 부분 또는 세그먼트 중에서, 기재(1405)의 실제 절삭은 하나의 세그먼트: A로부터 B까지의 세그먼트에서만 행해진다.
기재(1405)를 경로(1715a)(도 17a)의 운동에 따라 절삭 엔빌로프(1410r)로 절삭하는 것은 도 14b, 도 15, 도 16, 도 18, 도 19, 도 20a, 도 20b, 및 도 21에 도시된 바와 같은 리세스(1420)를 생성한다. 그러나, 동일한 기재를 경로(1715b)(도 17b)의 운동에 따라 동일한 절삭 엔빌로프로 절삭하는 것은 동일한 리세스(1420)를 생성한다. 리세스를 형성하는 공정의 몇몇 차이가 있지만, 최종 결과는 동일한 리세스이다. 하나의 공정 차이는 절삭 경로 세그먼트의 개수이며, 경로(1715a)는 2개의 그러한 세그먼트(도 17a에서 A로부터 B까지 및 B로부터 C까지)를 갖는 반면에, 경로(1715b)는 단지 하나의 절삭 경로 세그먼트(도 17b에서 A로부터 B까지)를 갖는다. 다른 공정 차이는 리세스(1420)의 다양한 특징부가 형성되는 순서이며: 경로(1715a)의 경우에는, 만곡된 측부 표면(1431)이 면(1441a, 1441b)보다 먼저 형성되고, 형성되는 마지막 특징부가 둥근 에지(1451)의 종단부(1451t)이지만; 경로(1715b)의 경우에는, 종단부(1451t)가 우선 형성된 다음에, 면(1441a, 1441b)이 형성되고, 이어서 만곡된 측부 표면(1431)이 형성된다.
본 명세서에 개시된 구조체 중 임의의 것은 그것으로부터 구조화된 표면이 성형, 엠보싱, 압출, 스탬핑(stamping), 또는 주조-및-경화와 같은 알려진 복제 기술에 의해 제2 기재 내에 생성될 수 있는 마스터 주형, 또는 공구, 또는 스탬퍼(stamper)로서 제1 기재를 사용함으로써 복제될 수 있다. 단일 또는 홀수 개의 복제 절차가 원래의 구조화된 표면의 네거티브 또는 역 복사물인 구조화된 표면을 복제물 내에 생성하고; 2개 또는 다른 짝수개의 복제 절차가 원래의 구조화된 표면의 포지티브 또는 비-역 복사물인 구조화된 표면을 복제물 내에 생성하며, 즉 그것은 원래의 구조화된 표면과 실질적으로 동일하다.
하나의 알려진 복제 절차에서, 유체 수지 조성물이 공구(제1 기재)의 구조화된 표면 상에 주조되고 경화되도록 허용되어 시트(제2 기재)를 형성하며, 이때 시트는 공구에 대해 역 구조화된 표면을 구비한다. 유체 수지를 공구 상으로 주조하기 위한 바람직한 방법은 미국 특허 제7,410,604호(에릭슨(Erickson) 등)에 기술된다. 다양한 적합한 수지 조성물이 이러한 수지가 원하는 구성으로 형성될 수 있는 한 사용될 수 있다. 큐브 코너 시팅 또는 실외용으로 의도되는 다른 시팅의 경우에, 수지는 전형적으로 치수상으로 안정되고, 내구성이 있으며, 내후성을 갖고, 원하는 구성으로 쉽게 형성가능한 투명 재료이다. 적합한 재료의 예는 약 1.5의 굴절률을 갖는 아크릴, 예컨대 롬 앤드 하스 컴퍼니(Rohm and Haas Company)에 의해 제조되는 플렉시글래스(Plexiglas) 브랜드 수지; 약 1.59의 굴절률을 갖는 폴리카르보네이트; 반응성 재료, 예컨대 열경화성 아크릴레이트 및 에폭시 아크릴레이트; 폴리에틸렌계 이오노머, 예컨대 이. 아이. 듀폰 디 네모아 앤드 컴퍼니 인크.(E. I. Dupont de Nemours and Co., Inc.)에 의해 설린(SURLYN)의 브랜드명으로 판매되는 것; (폴리)에틸렌-코-아크릴산; 폴리에스테르; 폴리우레탄; 및 셀룰로오스 아세테이트 부티레이트를 포함한다. 폴리카르보네이트는 그의 인성 및 상대적으로 더 높은 굴절률로 인해 큐브 코너 시팅에 특히 적합하며, 이는 일반적으로 보다 넓은 범위의 입사각에 걸친 개선된 재귀반사 성능에 기여한다. 이들 재료는 또한 염료, 착색제, 안료, UV 안정제, 또는 다른 첨가제를 포함할 수 있다.
도 22에, 도 14b, 도 15, 도 16, 도 18, 도 19, 도 20a, 도 20b, 및 도 21의 기재(1405)의 작업 표면(구조화된 표면)(1407)의 네거티브 복제물인 구조화된 표면(2207)을 구비하는 기재(2205)가 도시된다. 따라서, 기재(2205)는 기재(1405)로부터 복제에 의해 제조될 수 있다. 따라서, 구조화된 표면(2207)은 기재(1405)의 리세스(1420) 대신에, 구조화된 표면(2207) 바로 외부로 돌출되는 돌출부(2220Z)를 포함한다. x-y 평면이 그것을 따라 구조화된 표면(2207)이 대체로 연장되는 평면에 대응하고, z-축이 표면(2207)의 법선 벡터를 나타내며, x-축이 기재(1405)의 둥근 에지(1451)에 역으로 대응하는 둥근 에지(2251Z)가 x-z 평면 내에 놓이게 배향되도록 도 22에 직교 좌표계를 도입한다.
돌출부(2220Z)의 특징부는 리세스(1420)의 대응하는 특징부와 일대일(및 역) 관계를 갖는다. 독자는 리세스(1420)와 관련하여 기술되었던 양태 및 특성이 대응하는 방식으로 돌출부(2220Z)에 적용되는 것을 인식할 것이다. 그러한 이해를 갖고서, 그리고 불필요한 반복을 피하기를 원하면서, 이제 돌출부(2220Z)와 관련된 하기의 특징부를 간단히 요약한다: 피크 또는 정점(2220Za); 만곡된 측부 표면(2231Z); 평평한 면(2241Za) 및 평평한 면(2241Zb); 전이선(2261Za, 2261Zb); 둥근 에지(2251Z); 전이선(2251Za, 2251Zb); 둥근 에지의 종단부(2251Zt); 및 주변부 또는 주연부(2220Zp).
돌출부(2220Z)의 피크 또는 정점(2220Za)은 작은, 평평한, 그리고 둥근 형상을 갖고, 그것은 x-y 평면에 평행한 평면 내에 놓인다.
돌출부(2220Z)의 만곡된 측부 표면(2231Z)은 원추형 형상을 갖는다.
평평한 면(2241Za, 2241Zb)은 둥근 에지(2251Z)를 따라 합쳐지거나 만난다. 면(2241Za, 2241Zb) 사이의 2면각(이는 역시 180-2Ω로 언급할 수 있음)은 두 면에 수직한, 그리고 그에 따라 또한 에지(2251Z)에 수직한 임의의 단면 평면 내에서 측정될 수 있다. 면(2241Za, 2241Zb)은 실용적인 한도 내에서, 임의의 원하는 2면각 180-2Ω를 갖도록 제조될 수 있다. 큐브 코너 요소를 수반하는 경우에, 면 사이의 2면각 180-2Ω는 90도이다. 면(2241Za, 2241Zb)은 구조화된 표면(2207)에 대해 경사진 선을 따라 교차하는 각각의 기준 평면을 한정하는 것으로 언급될 수 있으며, 그러한 선은 각도 α로 경사진다.
전이선(2261Za, 2261Zb)은 물리적인 에지가 아니라, 만곡된 측부 표면(2231Z)으로부터 평평한 면(2241Za, 2241Zb)으로의 전이가 발생하는 곳을 보여주기 위해 도면에 제공된다.
둥근 에지(2251Z)는 면(2241Za, 2241Zb)이 합쳐지는 곳에 위치된다. 둥근 에지(2251Z)는 x-y 평면에 대해 각도 α로 경사진 축을 따라 연장된다. 둥근 에지(2251Z)는 임의적 방식으로 둥글게 되거나 만곡되지 않는다. x-y 평면에 평행한 평면 내에서의 둥근 에지(2251Z)의 단면은 원호일 것이며, 즉 그것은 그러한 평면 내에서 일정한 반경의 곡률을 나타낼 것이다. 그러나, y-z 평면, 또는 두 면(2241Za, 2241Zb)에 수직한 평면과 같은 다른 단면 평면에서, 둥근 에지(2251Z)의 형상은 타원형이어서, 일정한 곡률보다는 가변 곡률을 나타낸다. 둥근 에지(1451)의 곡률 반경, 및 수반되는 폭은 원하는 한도 내에 있을 수 있지만, 일정한 곡률을 산출하는 단면 평면 내에서 측정될 때, 일반적으로 10 마이크로미터 이상이고, 몇몇 경우에, 그것은 상당히 더 클 수 있다. 엔드 밀링에 의해 제조되었던 물품으로부터 복제됨으로 인해, 예를 들어 절삭 공구가 전세대 기재 재료를 통해 작업하면서 나아감에 따라 절삭 공구의 스캘러핑 작용 또는 결함에 기인하였고 복제에 의해 에지(2251Z)에까지 잔존하였던 작은, 나노-스케일 트레이스 또는 특징부에 의해 나타난 바와 같이, 둥근 에지(2251Z)가 또한 회전 엔드 밀의 아티팩트이다.
전이선(2261Za, 2261Zb)과 같이, 전이선(2251Za, 2251Zb)은 물리적인 에지가 아니라, 둥근 에지(2251Z)로부터 평평한 면(2241Za, 2241Zb)으로의 전이가 발생하는 곳을 보여주기 위해 도면에 제공된다.
종단부(2251Zt)는 둥근 에지(2251Z)의 2개의 단부 중 하나이다. 둥근 에지(2251Z)의 다른 하나의 단부 또는 종단부는 정점(2220Za)에 배치된다. 종단부(2251Zt)는 또한 돌출부(2220Z)의 보다 큰 주변부 또는 주연부(2220Zp)의 일부를 형성한다. 주연부(2220Zp)는 면(2241Za, 2241Zb)의 하부 에지에 있는 직선형 부분, 및 만곡된 표면(2231Z)의 하부 에지에 있는 만곡된 부분(큰 곡률 반경의 원호), 및 둥근 에지(2251Z)의 종단부(2251Zt)에 대응하는 대향 만곡된 부분(작은 곡률 반경의 원호)을 가진 눈물방울의 전반적인 형태를 갖는다.
돌출부(2220Z)는 눈물방울-형상의 리세스(1420)로부터 복제에 의해 제조된다. 또한, 리세스(1420)를 형성하는 공정은 도 17a의 경로에 의해서든 도 17b의 경로에 의해서든 간에, 기재를 통해 절삭 경로를 따라 이동하는 회전 엔드 밀로 기재를 절삭하는 단계를 수반하며, 여기서 절삭 경로는 기재의 작업 표면에 대해 경사진 경로 부분을 포함한다. 도 17a의 경로(1715a)에서, B로부터 C까지의 경로 세그먼트가 각도 α로 경사진 절삭 경로이고, 도 17b의 경로(1715b)에서, A로부터 B까지의 경로 세그먼트가 각도 α로 경사진 절삭 경로이다.
눈물방울-형상의 리세스(1420) 및 돌출부(2220Z) 둘 모두는 엔드 밀링 방법에 의해 직접적으로 또는 간접적으로 제조되는 특징 마크를 갖는다. 또한, 리세스(1420)도 돌출부(2220Z)도 큐브 코너 요소가 아니지만, 그들은 그럼에도 불구하고 광학적, 기계적, 또는 다른 응용에서 필름, 시팅, 또는 다른 물품의 구조화된 표면 내에 통합될 때 ― 개별적으로든 동일하거나 상이한 리세스 또는 돌출부의 어레이 또는 그룹 중 하나의 구성원으로서이든 간에 ― 유용할 수 있다.
또한, 본 명세서에 개시된 바와 같은 큐브 코너 요소를 형성하기 위한 엔드 밀링 방법은 리세스(1420) 및 돌출부(2220Z)의 평평한 면을 제조하기 위해 사용되었던 ― 즉, 기재의 작업 표면에 대해 경사진 부분을 포함하는 절삭 경로를 따라 기재를 통해 이동하는 회전 엔드 밀로 기재를 절삭하는 - 동일한 엔드 밀링 공정이 추가의 평평한 면을 형성하기 위해 반복될 수 있고, 이어서 원래의 평평한 면 및 추가의 평평한 면 중 적어도 일부가 조합되어 기재 내에 큐브 코너 요소를 형성할 수 있다는 인식으로부터 비롯된다. 하기의 논의 및 도면에서 추가로 설명되는 바와 같이, 그러한 조합은 평평한 면의 서로에 대한 그리고 작업 표면(또는 구조화된 표면)에 대한 배향의 적절한 제어에 의존하며, 이는 결과적으로 각각의 절삭 단계에 대한 절삭 엔빌로프의 공구 반각 THA, 각각의 절삭 단계에 대한 경사진 절삭 경로 부분의 경사각(α, 또는 아래에서 논의되는 바와 같은 β, γ 등), 각각의 절삭 단계에 대한 경사진 절삭 경로 부분의 수직 평면 및 z-축에 대한 절삭 공구 회전축의 배향, 및 다양한 절삭 단계에 대한 절삭 경로 부분의 상대 배향과 같은 엔드 밀링 절삭 파라미터의 신중한 선택에 의해 제어된다.
그러나, 엔드 밀링 방법에 의해 제조되는 큐브 코너 요소를 기술하기 전에, 큐브 코너 요소가 아닌 눈물방울-형상의 리세스(1420), 및 그의 대응하는 돌출부(2220Z)의 다양한 변형이 제조될 수 있는 것을 지적하고자 한다. 이들 다수의 변형 중 몇몇이 도 23 내지 도 27에 도시된 바와 같이 회전 엔드 밀의 대안적인 운동 경로를 참조하여 기술된다. 이들 대안적인 경로에 대응하는 리세스가 도 28 내지 도 32에 도시되며, 이때 도 28의 리세스는 도 23의 경로에 대응하고, 도 29의 리세스는 도 24의 경로에 대응하며, 기타 등등이다.
독자는 여기서 심지어 도 17a 또는 도 17b의 경로(또는 도 23 내지 도 27의 경로 중 임의의 것)와 같은, 엔드 밀에 대한 주어진 운동 경로가 상이한 리세스(및 대응하는 돌출부)의 전체 군(이러한 군 중 도 14b, 도 15, 도 16, 도 18, 도 19, 도 20a, 도 20b, 및 도 21에 도시된 공동(1420)은 단지 하나의 구성원임)을 생성할 수 있는 것에 주의를 기울일 필요가 있다. 그러한 상이한 리세스의 군은 동일한 경로(예컨대, 도 17a 또는 도 17b), 그러나 상이한 엔드 밀 파라미터, 예를 들어 상이한 공구 반각 THA(도 5c 및 아래의 도 34 내지 도 36 참조), Dbot 및 Dtop(도 5c 참조)에 대한 상이한 값, 및 절삭 경로 부분의 수직 평면 및 z-축에 대한 절삭 공구 회전축의 상이한 배향(예컨대 아래의 도 33의 각도 θ 및 φ 참조)을 사용한다. 달리 말하면, 엔드 밀에 대한 주어진 운동 경로는 다른 엔드 밀 파라미터가 또한 제공되지 않는 한, 단독으로는, 특정 리세스 또는 대응하는 돌출부의 형상 또는 구성을 특정하기에 불충분하다.
이를 염두에 두고서, 도 23 내지 도 27 및 대응하는 도 28 내지 도 32에 주의를 돌리기로 한다. 간단함을 위해, 도 23 내지 도 27 각각에서 엔드 밀의 전체 운동 경로가 x-z 평면으로 지칭하는 단일 수직 평면 내에 놓이는 것으로 가정된다. 이들 도면 각각에서, Σ는 절삭되는 기재의 작업 표면(또는 구조화된 표면)의 평면을 나타내고, Σ는 좌표계의 x-y 평면에 평행한 것으로 간주된다. 도 23 내지 도 27의 경로 각각은 점 S1에서 시작되고 점 S2에서 종료되는 것으로 기술될 것이지만, 독자는 회전 엔드 밀이 S2에서 시작되고 S1에서 종료되는 역방향 경로를 따라 동일한 리세스를 제조할 수 있는 것을 이해할 것이다. 도 28 내지 도 32의 리세스는 각각 도 23 내지 도 27의 경로에 대응하고(예시된 리세스 각각이 그들 경로에 대응할 수 있는 가능한 리세스의 전체 군 중 하나의 구성원인 것을 유념하여야 함), 회전 절삭 공구(또는 절삭 엔빌로프)의 회전축이 그것이 대응하는 경로를 따를 때 항상 z-축에 평행한 것으로 가정한다. 도 28 내지 도 32의 리세스는 또한 이들 추가의 회전 엔드 밀 파라미터(도 5c 참조): THA = 35.264도, 및 Dbot = 30 마이크로미터인 것으로 가정한다. 도 28 내지 도 32의 xyz 좌표축은 그들의 대응하는 도 23 내지 도 27의 xyz 축과 일치한다.
도 23에서, 회전 엔드 밀의 경로(2315)는 표면 위의 점 S1에서 시작되고, 표면 평면(Σ) 상에 위치된 점 A로 진행되며, 이어서 가장 깊은 점 B로, 이어서 점 C로, 이어서 표면 평면(Σ) 상에 위치된 점 D로 진행되고, 표면 위의 점 S2에서 끝날 수 있다. S1으로부터 A까지의, 그리고 A로부터 B까지의, 그리고 C로부터 D까지의, 그리고 D로부터 S2까지의 경로(2315)의 세그먼트는 직선형이고, z-축에 평행하다. B로부터 C까지의 경로(2315)의 세그먼트는 직선형이지만, x-축에 대해 각도 α로 경사진다. 이러한 방식으로 경로(2315)를 따를 때, 기재의 실제 절삭은 A로부터 B까지의 세그먼트, 및 B로부터 C까지의 세그먼트에서만 행해진다. (역방향 경로에서, 절삭은 D로부터 C까지, 및 C로부터 B까지에서만 행해진다.)
도 28은 그것 내에 리세스(2820)가 형성되는 작업 표면(2807)을 갖는, 위에서 논의된 기재와 동일하거나 유사할 수 있는 기재(2805)를 도시하며, 리세스는 도 23의 경로(2315)를 따라 이동하는 회전 엔드 밀에 의해 전술된 바와 같이 형성된다. 리세스(2820)는 주연부(2820p) 및 기부(2820b)를 구비한다. 리세스(2820)는 또한 큰 만곡된 측부 표면(2831a), 및 보다 작은 만곡된 측부 표면(2831b)을 구비한다. 리세스(2820)는 또한 둥근 에지(2851)를 따라 합쳐지거나 만나는 평평한 면(2841a, 2841b)을 구비한다. 이들 평평한 면 사이의 2면각은 90도이다. 둥근 에지는 도 23에서와 동일한 경사각 α로 x-y 평면에 대해 경사진 축을 따라 연장된다. 도 28에서, α는 35.264도로 가정된다. 둥근 에지(2851)는 종단부(2851t), 및 기부(2820b)에 있는 다른 종단부를 구비한다. 전이선(2861a, 2861b, 2861c, 2861d)이 평평한 면과 만곡된 측부 표면 사이의 경계를 표시한다. 전이선(2851a, 2851b)이 둥근 에지와 평평한 면 사이의 경계를 표시한다. 만곡된 측부 표면, 평평한 면, 둥근 에지, 및 전이선은 상세히 전술된 공동(1420)의 대응하는 특징부와 동일하거나 유사한 특징 및 특성을 갖는다. 경로(2315)를 참조하면, 리세스의 평평한 면(2841a, 2841b)은 절삭 엔빌로프가 경로 세그먼트 B-C를 따라 이동하는 동안에 형성되고, 만곡된 측부 표면(2831a)은 절삭 엔빌로프가 점 B에 위치되는 동안에 형성되며, 만곡된 측부 표면(2831b)은 절삭 엔빌로프가 점 C에 위치되는 동안에 형성된다.
도 24에서, 회전 엔드 밀의 경로(2415)는 표면 위의 점 S1에서 시작되고, 표면 평면(Σ) 상에 위치된 점 A로 진행되며, 이어서 가장 깊은 점 B로, 이어서 다른 가장 깊은 점 C로, 이어서 표면 평면(Σ) 상에 위치된 점 D로 진행되고, 표면 위의 점 S2에서 끝날 수 있다. S1으로부터 A까지의, 그리고 A로부터 B까지의 경로(2415)의 세그먼트는 직선형이고, z-축에 평행하다. B로부터 C까지의 경로(2415)의 세그먼트는 직선형이고, x-축에 평행하다. C로부터 D까지의, 그리고 D로부터 S2까지의 경로(2415)의 세그먼트는 직선형이지만, x-축에 대해 각도 α로 경사진다. 이러한 방식으로 경로(2415)를 따를 때, 기재의 실제 절삭은 A로부터 B까지의, 그리고 B로부터 C까지의, 그리고 C로부터 D까지의 세그먼트에서만 행해진다. (역방향 경로에서, 절삭은 D로부터 C까지, 및 C로부터 B까지에서만 행해진다.)
도 29는 그것 내에 리세스(2920)가 형성되는 작업 표면(2907)을 갖는, 위에서 논의된 기재와 동일하거나 유사할 수 있는 기재(2905)를 도시하며, 리세스는 도 24의 경로(2415)를 따라 이동하는 회전 엔드 밀에 의해 전술된 바와 같이 형성된다. 리세스(2920)는 주연부(2920p) 및 기부(2920b)를 구비한다. 리세스(2920)는 또한 큰 만곡된 측부 표면(2931), 및 2개의 보다 작은 만곡된 측부 표면(2932a, 2932b)을 구비한다. 리세스(2920)는 또한 둘 모두 기부(2920b)와 교차하는 평평한 면(2941a, 2941b)을 구비한다. 이들 평평한 면 사이의 2면각은 절삭 엔빌로프의 전체 원추각, 즉 2*THA와 동일하다. 리세스(2920)는 또한 둥근 에지(2951)를 따라 합쳐지거나 만나는 평평한 면(2941c, 2941d)을 구비한다. 이들 평평한 면 사이의 2면각은 90도이다. 둥근 에지는 도 24에서와 동일한 경사각 α로 x-y 평면에 대해 경사진 축을 따라 연장된다. 도 29에서, α는 35.264도로 가정된다. 둥근 에지(2951)는 종단부(2951t), 및 기부(2920b)와의 그의 교점에 있는 다른 종단부를 구비한다. 전이선(2961a, 2961b, 2961c, 2961d, 2961e, 2961f)이 평평한 면과 만곡된 측부 표면 사이의 경계를 표시한다. 전이선(2951a, 2951b)이 둥근 에지와 평평한 면 사이의 경계를 표시한다. 만곡된 측부 표면, 평평한 면, 둥근 에지, 및 전이선은 상세히 전술된 공동(1420)의 대응하는 특징부와 동일하거나 유사한 특징 및 특성을 갖는다. 경로(2415)를 참조하면, 리세스의 평평한 면(2941a, 2941b)은 절삭 엔빌로프가 경로 세그먼트 B-C를 따라 이동하는 동안에 형성되고, 평평한 면(2941c, 2941d)은 절삭 엔빌로프가 경로 세그먼트 C-D를 따라 이동하는 동안에 형성되며, 만곡된 측부 표면(2931a)은 절삭 엔빌로프가 점 B에 위치되는 동안에 형성되고, 만곡된 측부 표면(2932a, 2932b)은 절삭 엔빌로프가 점 C에 위치되는 동안에 형성된다.
도 25에서, 회전 엔드 밀의 경로(2515)는 표면 위의 점 S1에서 시작되고, 표면 평면(Σ) 상에 위치된 점 A로 진행되며, 이어서 가장 깊은 점 B로, 이어서 점 C로, 이어서 표면 평면(Σ) 상에 위치된 점 D로 진행되고, 표면 위의 점 S2에서 끝날 수 있다. S1으로부터 A까지의, 그리고 A로부터 B까지의 경로(2515)의 세그먼트는 직선형이고, z-축에 평행하다. B로부터 C까지의 경로(2515)의 세그먼트는 직선형이지만, x-축에 대해 각도 α1으로 경사진다. C로부터 D까지의, 그리고 D로부터 S2까지의 경로(2515)의 세그먼트는 직선형이지만, x-축에 대해 각도 α2(여기서 α2 > α1)로 경사진다. 이러한 방식으로 경로(2515)를 따를 때, 기재의 실제 절삭은 A로부터 B까지의, 그리고 B로부터 C까지의, 그리고 C로부터 D까지의 세그먼트에서만 행해진다. (역방향 경로에서, 절삭은 D로부터 C까지, 및 C로부터 B까지에서만 행해진다.)
도 30은 그것 내에 리세스(3020)가 형성되는 작업 표면(3007)을 갖는, 위에서 논의된 기재와 동일하거나 유사할 수 있는 기재(3005)를 도시하며, 리세스는 도 25의 경로(2515)를 따라 이동하는 회전 엔드 밀에 의해 전술된 바와 같이 형성된다. 리세스(3020)는 주연부(3020p) 및 기부(3020b)를 구비한다. 리세스(3020)는 또한 큰 만곡된 측부 표면(3031), 및 2개의 보다 작은 만곡된 측부 표면(3032a, 3032b)을 구비한다. 리세스(3020)는 또한 둥근 에지(3051)를 따라 합쳐지거나 만나는 평평한 면(3041a, 3041b)을 구비한다. 이들 평평한 면 사이의 2면각은 71.783도이다. 둥근 에지(3051)는 도 25에서와 동일한 경사각 α1으로 x-y 평면에 대해 경사진 축을 따라 연장된다. 도 30에서, α1은 10도로 가정된다. 둥근 에지(3051)는 종단부(3051t), 및 기부(3020b)에 있는 다른 종단부를 구비한다. 리세스(3020)는 또한 둥근 에지(3052)를 따라 합쳐지거나 만나는 평평한 면(3042a, 3042b)을 구비한다. 이들 평평한 면 사이의 2면각은 90도이다. 둥근 에지(3052)는 도 25에서와 동일한 경사각 α2로 x-y 평면에 대해 경사진 축을 따라 연장된다. 도 30에서, α2는 35.264도로 가정된다. 둥근 에지(3052)는 종단부(3052t), 및 그것이 다른 하나의 둥근 에지(3051)와 공유하는 다른 종단부(3051t)를 구비한다. 전이선(3061a, 3061b, 3061c, 3061d, 3062a, 3062b)이 평평한 면과 만곡된 측부 표면 사이의 경계를 표시한다. 전이선(3051a, 3051b, 3052a, 3052b)이 둥근 에지와 평평한 면 사이의 경계를 표시한다. 만곡된 측부 표면, 평평한 면, 둥근 에지, 및 전이선은 상세히 전술된 공동(1420)의 대응하는 특징부와 동일하거나 유사한 특징 및 특성을 갖는다. 경로(2515)를 참조하면, 리세스의 평평한 면(3041a, 3041b)은 절삭 엔빌로프가 경로 세그먼트 B-C를 따라 이동하는 동안에 형성되고, 평평한 면(3042a, 3042b)은 절삭 엔빌로프가 경로 세그먼트 C-D를 따라 이동하는 동안에 형성되며, 만곡된 측부 표면(3031)은 절삭 엔빌로프가 점 B에 위치되는 동안에 형성되고, 만곡된 측부 표면(3032a, 3032b)은 절삭 엔빌로프가 점 C에 위치되는 동안에 형성된다.
도 26에서, 회전 엔드 밀의 경로(2615)는 표면 위의 점 S1에서 시작되고, 표면 평면(Σ) 상에 위치된 점 A로 진행되며, 이어서 가장 깊은 점 B로, 이어서 표면 평면(Σ) 상에 위치된 점 C로 진행되고, 표면 위의 점 S2에서 끝날 수 있다. S1으로부터 A까지의, 그리고 A로부터 B까지의 경로(2615)의 세그먼트는 직선형이지만, x-축에 대해 각도 α1으로 경사진다. B로부터 C까지의, 그리고 C로부터 S2까지의 경로(2615)의 세그먼트는 직선형이지만, x-축에 대해 각도 α2(여기서 α2는 α1과 거의 동일하지만, 그들은 도면에 도시된 바와 같이 반대 방향들로 경사짐)로 경사진다. 이러한 방식으로 경로(2615)를 따를 때, 기재의 실제 절삭은 A로부터 B까지의, 그리고 B로부터 C까지의 세그먼트에서만 행해진다. (역방향 경로에서, 절삭은 C로부터 B까지, 및 B로부터 A까지에서만 행해진다.)
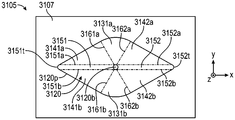
도 31은 그것 내에 리세스(3120)가 형성되는 작업 표면(3107)을 갖는, 위에서 논의된 기재와 동일하거나 유사할 수 있는 기재(3105)를 도시하며, 리세스는 도 26의 경로(2615)를 따라 이동하는 회전 엔드 밀에 의해 전술된 바와 같이 형성된다. 리세스(3120)는 주연부(3120p) 및 기부(3120b)를 구비한다. 리세스(3120)는 또한 2개의 만곡된 측부 표면(3131a, 3131b)을 구비한다. 리세스(3120)는 또한 둥근 에지(3151)를 따라 합쳐지거나 만나는 평평한 면(3141a, 3141b)을 구비한다. 이들 평평한 면 사이의 2면각은 90도이다. 둥근 에지(3151)는 도 26에서와 동일한 경사각 α1으로 x-y 평면에 대해 경사진 축을 따라 연장된다. 도 31에서, α1은 35.264도로 가정된다. 둥근 에지(3151)는 종단부(3151t), 및 기부(3120b)에 있는 다른 종단부를 구비한다. 리세스(3120)는 또한 둥근 에지(3152)를 따라 합쳐지거나 만나는 평평한 면(3142a, 3142b)을 구비한다. 이들 평평한 면 사이의 2면각은 90도이다. 둥근 에지(3152)는 도 26에서와 동일한 경사각 α2로 x-y 평면에 대해 경사진 축을 따라 연장된다. 도 31에서, α2는 35.264도로 가정된다. 둥근 에지(3152)는 종단부(3152t), 및 기부(3120b)에 있는 다른 종단부를 구비한다. 전이선(3161a, 3161b, 3162a, 3162b)이 평평한 면과 만곡된 측부 표면 사이의 경계를 표시한다. 전이선(3151a, 3151b, 3152a, 3152b)이 둥근 에지와 평평한 면 사이의 경계를 표시한다. 만곡된 측부 표면, 평평한 면, 둥근 에지, 및 전이선은 상세히 전술된 공동(1420)의 대응하는 특징부와 동일하거나 유사한 특징 및 특성을 갖는다. 경로(2615)를 참조하면, 리세스의 평평한 면(3141a, 3141b)은 절삭 엔빌로프가 경로 세그먼트 A-B를 따라 이동하는 동안에 형성되고, 평평한 면(3142a, 3142b)은 절삭 엔빌로프가 경로 세그먼트 B-C를 따라 이동하는 동안에 형성되며, 만곡된 측부 표면(3131a, 3131b)(및 기부(3120b))은 절삭 엔빌로프가 점 B에 위치되는 동안에 형성된다.
도 27에서, 회전 엔드 밀의 경로(2715)는 표면 위의 점 S1에서 시작되고, 표면 평면(Σ) 상에 위치된 점 A로 진행되며, 이어서 가장 깊은 점 B로, 이어서 표면 평면(Σ) 상에 위치된 점 C로 진행되고, 표면 위의 점 S2에서 끝날 수 있다. S1으로부터 A까지의, 그리고 A로부터 B까지의 경로(2715)의 세그먼트는 직선형이지만, x-축에 대해 각도 α1으로 경사진다. B로부터 C까지의, 그리고 C로부터 S2까지의 경로(2715)의 세그먼트는 직선형이지만, x-축에 대해 각도 α2(여기서 α2 < α1이고, 이들 각도는 도면에 도시된 바와 같이 반대 방향들로 경사짐)로 경사진다. 이러한 방식으로 경로(2715)를 따를 때, 기재의 실제 절삭은 A로부터 B까지의, 그리고 B로부터 C까지의 세그먼트에서만 행해진다. (역방향 경로에서, 절삭은 C로부터 B까지, 및 B로부터 A까지에서만 행해진다.)
도 32는 그것 내에 리세스(3220)가 형성되는 작업 표면(3207)을 갖는, 위에서 논의된 기재와 동일하거나 유사할 수 있는 기재(3205)를 도시하며, 리세스는 도 27의 경로(2715)를 따라 이동하는 회전 엔드 밀에 의해 전술된 바와 같이 형성된다. 리세스(3220)는 주연부(3220p) 및 기부(3220b)를 구비한다. 리세스(3220)는 또한 2개의 만곡된 측부 표면(3231a, 3231b)을 구비한다. 리세스(3220)는 또한 둥근 에지(3251)를 따라 합쳐지거나 만나는 평평한 면(3241a, 3241b)을 구비한다. 이들 평평한 면 사이의 2면각은 110.988도이다. 둥근 에지(3251)는 도 27에서와 동일한 경사각 α1으로 x-y 평면에 대해 경사진 축을 따라 연장된다. 도 32에서, α1은 45.526도로 가정된다. 둥근 에지(3251)는 종단부(3251t), 및 기부(3220b)에 있는 다른 종단부를 구비한다. 리세스(3220)는 또한 둥근 에지(3252)를 따라 합쳐지거나 만나는 평평한 면(3242a, 3242b)을 구비한다. 이들 평평한 면 사이의 2면각은 90도이다. 둥근 에지(3252)는 도 27에서와 동일한 경사각 α2로 x-y 평면에 대해 경사진 축을 따라 연장된다. 도 32에서, α2는 35.264도로 가정된다. 둥근 에지(3252)는 종단부(3252t), 및 기부(3220b)에 있는 다른 종단부를 구비한다. 전이선(3261a, 3261b, 3262a, 3262b)이 평평한 면과 만곡된 측부 표면 사이의 경계를 표시한다. 전이선(3251a, 3251b, 3252a, 3252b)이 둥근 에지와 평평한 면 사이의 경계를 표시한다. 만곡된 측부 표면, 평평한 면, 둥근 에지, 및 전이선은 상세히 전술된 공동(1420)의 대응하는 특징부와 동일하거나 유사한 특징 및 특성을 갖는다. 경로(2715)를 참조하면, 리세스의 평평한 면(3241a, 3241b)은 절삭 엔빌로프가 경로 세그먼트 A-B를 따라 이동하는 동안에 형성되고, 평평한 면(3242a, 3242b)은 절삭 엔빌로프가 경로 세그먼트 B-C를 따라 이동하는 동안에 형성되며, 만곡된 측부 표면(3231a, 3231b)(및 기부(3220b))은 절삭 엔빌로프가 점 B에 위치되는 동안에 형성된다.
도 28 내지 도 32의 리세스, 및 본 명세서에 개시된 모든 다른 리세스는 개별적으로 또는 그룹 또는 어레이로 물품의 구조화된 표면 내에 형성될 수 있고, 그러한 개별 리세스 또는 리세스의 그룹은 또한 개별적인 대응하는 돌출부 또는 대응하는 돌출부의 그룹을 물품의 구조화된 표면 내에 형성하도록 복제될 수 있다.
위에서 논의된 바와 같이, 개시된 리세스 및 돌출부에 대한 추가의 설계 유연성이 ― 경사진 절삭 경로 부분의 경사각(예컨대, α, α1, α2, β, γ 등)을 맞추는 것에 더하여 - THA, Dbot, 및 Dtop(도 5c 참조)와 같은 엔드 밀 파라미터, 및 절삭 경로 부분의 수직 평면 및 z-축에 대한 절삭 공구 회전축의 배향을 맞춤으로써 실현될 수 있다.
절삭 공구 회전축의 배향은 도 33의 개략도에 도시된 바와 같이 극각 θ 및 방위각 φ에 관하여 표현될 수 있다. 그러한 도면에, 전술된 엔드 밀 절삭 엔빌로프 중 임의의 것과 동일하거나 유사할 수 있는 절삭 엔빌로프(3310r)가 도시된다. 따라서, 절삭 엔빌로프(3310r)는 원추-형상의 측부(3310rs), 절두형 단부 또는 저부(3310rb), 및 회전축(3309)을 포함한다. 절삭 엔빌로프(3310r)는 본 명세서의 다른 도면과 유사한 방식으로, 직교 xyz 좌표계의 맥락에서 도시된다. 도 33의 목적을 위해, z-축이 엔드 밀에 의해 절삭되는 작업 표면 또는 구조화된 표면의 법선 벡터에 대응하고, 그러한 표면이 x-y 평면에 평행하게 연장되는 것으로 가정한다. 또한, 절삭 엔빌로프가 z-축에 평행하지 않은 ― 즉, x-y 평면으로 경사지거나 x-y 평면에 평행한 ― 경로 부분을 따라 이동하는 경우에, 그러한 경로 부분이 x-z 평면 내에 놓이는 것으로 가정한다. 이러한 방식으로, 기울어진 절삭 엔빌로프의 방위각 φ를 측정하는 기준은 그러한 경로 부분이 그것 내에 놓이는 수직 평면이다.
절삭 엔빌로프(3310r)는 참조 목적을 위해 기울기를 갖지 않는 것으로 도시되며, 즉 그의 회전축(3309)은 z-축에 평행하다. 이는 도면에 도시된 일반화된 기울어진 절삭 엔빌로프(3310r')와 대조될 수 있다. 절삭 엔빌로프(3310r)와 같이, 절삭 엔빌로프(3310r')는 원추-형상의 측부(3310rs'), 절두형 단부 또는 저부(3310rb'), 및 회전축(3309')을 갖는다. 그러나, 절삭 엔빌로프(3310r')는 기울어져 0이 아닌 극각 θ 및 0이 아닌 방위각 φ를 가지며, 즉 회전축(3309')이 z-축에 대해 0이 아닌 각도 θ를 이루고, 회전축(3309')을 포함하는 수직 평면(이는 회전축 수직 평면으로 지칭할 수 있음)이 x-z 평면에 대해 0이 아닌 각도 φ를 이룬다. 도 33은 또한 절삭 엔빌로프(3310r')를 x-z 평면으로부터 분리된(그것의 외부에 위치된) 것으로 도시한다. 이러한 분리는 단지 0이 아닌 극각 및 방위각 θ, φ를 더욱 명확하게 예시하는 목적을 위한 것이며, 독자는 절삭 엔빌로프(3310r')(예컨대, 적어도 그의 저부(3310rb'))가 그것이 x-z 평면 내에 놓이는 것으로 가정하였던 경로 부분을 따라 절삭할 때 통상적으로 x-z 평면 내에 있을 것을 이해할 것이다. 후술되는 실시예 중 일부의 목적을 위해, x-z 평면(그것 내에 경사진 경로 부분이 있음)에 대한 회전축 수직 평면의 회전 방향에 따라 양수 또는 음수 값을 φ에 할당할 수 있다: 도 33에 도시된 절삭 엔빌로프 배향(3310r')에 도시된 바와 같이 그리고 이른바 오른손 법칙(right hand rule)에 따르면, z-축을 중심으로 하는 반시계 방향 회전은 양으로 고려되는 반면에, z-축을 중심으로 하는 시계 방향 회전은 음으로 고려된다.
주어진 절삭 경로 또는 경로 부분에 대해, 회전 엔드 밀의 절삭 엔빌로프는 주어진 리세스의 다양한 만곡된 표면, 평평한 면, 또는 다른 특징부의 원하는 배향을 달성하기 위해, 0이 아닌 극각 θ 및 0의 방위각 φ를 갖고서든(즉, 경사진 절삭 경로 부분의 수직 평면 내에서 기울어짐), 0이 아닌 극각 및 방위각을 갖고서든(즉, 경사진 절삭 경로 부분의 수직 평면 외부로 기울어짐), 전혀 기울어지지 않든(경사진 절삭 경로 부분의 수직 평면 내에서 수직으로 배향됨) 간에, 원하는 대로 기울어질 수 있다. 예를 들어, 리세스의 평평한 면을 절삭하기 위해 사용되는, x-z 평면 내에 놓인 경사진 절삭 경로에 대해, 절삭 엔빌로프의 회전축의 극각 θ를 조절함으로써, 주어진 공구 반각 THA에 대해, 그러한 면 사이의 2면각이 조절될 수 있다. 회전축이 절삭 경로의 방향 또는 축에 수직하도록 극각 θ를 선택하는 것이 최대 2면각(2*THA와 동일함)을 생성하는 반면에, 회전축과 절삭 경로의 축 사이의 각도를 감소시키도록 극각 θ를 조절하는 것이 평평한 면 사이의 보다 큰 2면각(2*THA보다 큼)을 생성한다. 방위각 φ가 또한 예를 들어 평평한 면을 절삭 경로가 그것 내에 있는 수직 평면에 대해 비대칭 방식으로 배향시키도록 (0이 아닌 극각 θ에 대해) 조절될 수 있다. 각도 θ 및 φ에 대한 0이 아닌 값이 2개의 평평한 면을 연결하는 둥근 에지의 곡률 특성에 영향을 미치는 것에 유의하여야 한다. 즉, 각도 θ 및 φ를 변화시키는 것이 일반적으로 둥근 에지가 일정한 반경의 곡률을 나타내는 단면 평면의 배향을 변화시킬 것이다.
절삭 공구 회전축의 배향을 맞추는 것 외에, 설계 유연성이 또한 THA 및 Dbot와 같은 엔드 밀 파라미터의 적절한 선택에 의해 제공될 수 있다. THA의 상이한 값의 비교가 도 34, 도 35, 및 도 36의 그룹에 제공된다. 도 34에서, 제1 회전 엔드 밀이 원추형 측부(3410rs), 절두형 단부 또는 저부(3410rb), 및 공구 반각 THA1을 가진 제1 절삭 엔빌로프(3410r)를 제공한다. THAC1은 THA1의 기하학적 여각이다. 도 35에서, 제2 회전 엔드 밀이 원추형 측부(3510rs), 절두형 단부 또는 저부(3510rb), 및 공구 반각 THA2를 가진 제2 절삭 엔빌로프(3510r)를 제공한다. THAC2는 THA2의 기하학적 여각이다. 도 36에서, 제3 회전 엔드 밀이 원추형 측부(3610rs), 절두형 단부 또는 저부(3610rb), 및 공구 반각 THA3를 가진 제3 절삭 엔빌로프(3610r)를 제공한다. THAC3는 THA3의 기하학적 여각이다. 임의의 하나의 절삭 엔빌로프(3410r, 3510r, 또는 3610r)는 위에서 논의된 절삭 엔빌로프(510r)와 동일하거나 유사할 수 있지만, 절삭 엔빌로프는 상이한 반(및 전체) 원추각을 가지며, 이때 THA2는 THA1보다 크고, THA3는 THA2보다 크다. THA의 증가된 또는 감소된 값을 제공하는 엔드 밀 공구를 선택하는 것은 설계자가 개시된 방법에 의해 형성되는 리세스의 평평한 면 사이의 2면각을 각각 증가 또는 감소시키도록, 그리고 목표 2면각을 달성하도록 허용한다.
도 37은 도 37의 경로가 전적으로 단일 수직 평면 내에 놓이지 않는 것을 제외하고는, 대부분의 점에서 도 17a, 도 17b, 및 도 23 내지 도 27의 경로와 유사한 회전 엔드 밀을 위한 경로(3715)를 예시한다. 대신에, 경로(3715)는 상이한 수직 평면 내에 놓이는 2개의 세그먼트를 포함한다. 경로(3715)는 본 명세서의 다른 도면과 유사한 방식으로, 직교 xyz 좌표계의 맥락에서 도시된다. 도 37의 목적을 위해, z-축이 엔드 밀에 의해 절삭되는 기재의 작업 표면 또는 구조화된 표면의 법선 벡터에 대응하고, 그러한 표면이 x-y 평면에 평행하게 연장되는 것으로 가정한다. 그러나, 도 37에서, 작업 표면의 실제 평면(예컨대 도 17a, 도 17b, 및 도 23 내지 도 27의 Σ 참조)이 그것이 Az 및 Cz 둘 모두로 라벨링한 점에서 z-축과 교차하도록 x-y 평면 위에 놓이는 것으로 가정한다. 또한, 도 37에서 작업 표면의 평면이 점 A 및 C를 포함하는 것으로 가정한다. 점 Az는 z-축 상에의 점 A의 투영이고, 점 Cz(Az와 동일한 점)는 z-축 상에의 점 C의 투영이다. 점 Axy는 x-y 평면 상에의 점 A의 투영이고, 점 Cxy는 x-y 평면 상에의 점 C의 투영이다. 다른 점 B는 경로(3715) 상에 위치되고, 작업 표면의 평면 아래에 놓인다. 점 B는 실제로 경로(3715) 상의 임의의 점의 (기재 내로) 가장 깊은 점이다.
경로(3715)는 2개의 별개의 세그먼트 또는 부분을 가지며, 하나는 점 A로부터 점 B까지이고(또는 그 반대), 하나는 점 B로부터 점 C까지이다(또는 그 반대). 점 B는 두 세그먼트에 공통되거나 그것에 의해 공유된다. 경로(3715)의 A-B 세그먼트는 x-z 수직 평면 내에 놓이고, x-y 평면(및 기재의 작업 표면)에 대해 각도 α로 경사진다. 경로(3715)의 B-C 세그먼트는 상이한 수직 평면 내에 놓이고, x-y 평면(및 기재의 작업 표면)에 대해 각도 β로 경사진다. B-C 세그먼트의 수직 평면은 z-축 및 점 C를 포함하고, 그것은 각도 Φ(대문자 파이)로 다른 수직 평면(x-z 평면)과 교차한다. z'-축이 1차 z-축과 동일한 2차 직교 좌표계 x'y'z'가 정의될 수 있으며, 따라서 B-C 세그먼트의 수직 평면이 2차 좌표계의 x'-z' 평면이다. x'-축은 도 37에 도시되지만, y'-축은 도면을 과도하게 복잡하게 하는 것을 회피하기 위해 도시되지 않는다. 비-평행 수직 평면 사이의 교각(intersection angle) Φ는 일반적으로 원하는 대로 선택될 수 있지만, 개시된 실시예 중 많은 실시예에서, 교각 Φ는 10도 이상이다.
경로(3715)는 기재의 표면 위에서 행해지는, 그리고 그에 따라 도 17a의 S1으로부터 A까지의 그리고 C로부터 S2까지의 세그먼트와 같은, 임의의 절삭을 수반하지 않는 회전 엔드 밀의 절삭 엔빌로프의 임의의 운동을 무시하고 생략한다. 오히려, 경로(3715)는 오직 기재의 절삭을 수반하는 세그먼트를 포함한다. 위에서 논의된 바와 같이 공구 반각 THA 및 절두형 저부를 구비하는 절삭 엔빌로프가 경로의 경사진 세그먼트 A-B를 따라 이동할 때, 그것은 제1 및 제2 평평한 면을 형성한다. 실제로, 절삭 엔빌로프가 가장 깊은 점 B에 도달할 때까지, 그것은 위에서 도 21에 도시된 것과 같은 눈물방울-형상의 리세스를 이미 형성하였다. 이어서 절삭 엔빌로프가 B로부터 C까지의 다른 경사진 세그먼트를 따르게 하면, 절삭 엔빌로프는 리세스를 확대시키고, 그렇게 하면서, 제1 및 제2 평평한 면과는 별개인 제3 및 제4 평평한 면을 형성한다. (일반적으로, 제1 엔드 밀(및 제1 절삭 엔빌로프)이 세그먼트 A-B에 사용될 수 있고, 제2 엔드 밀(및 제2 절삭 엔빌로프)이 세그먼트 B-C에 사용될 수 있으며, 제1 및 제2 엔드 밀은 동일할 필요가 없지만, 몇몇 경우에는 동일할 수 있다. 또한, 그러한 제1 및 제2 엔드 밀은 각각의 절삭 경로 각각에 대해 극각 θ 및 방위각 φ(도 33 참조)에 관하여 동일한 배향을 가질 필요가 없지만, 몇몇 경우에는 동일한 배향을 가질 수 있다. 엔드 밀 절삭 공구가 0이 아닌 극각 θ로 기울어진 몇몇 경우에, 절삭 엔빌로프는 두 절삭 경로 세그먼트에 대해 구조화된 표면 상의 고정 기준 마크(또는 좌표계)에 대해 동일한 배향으로 기울어질 수 있으며, 그러한 경우에, 상이한 절삭 경로에 대한 방위각 φ가 상이할 것인데, 왜냐하면 각도 φ가 단일 고정 수직 평면보다는, 각각의 절삭 경로 세그먼트 각각의 수직 평면에 대해 측정되는 것으로 가정하기 때문이다.)
경로 세그먼트 B-C와 관련된 제3 및 제4 평평한 면은 경로 세그먼트 A-B와 관련된 제1 및 제2 평평한 면에 대해, 임의의 원하는 구성, 및 임의의 정도의 정렬, 또는 오정렬을 가질 수 있다. 그러나, 큐브 코너 요소를 비롯한 특히 유용한 구조체가 제3 및 제4 평평한 면을, 이들 면 중 하나가 제1 및 제2 면 중 하나와 충분히 정렬되어 2개의 정렬된 면이 단일 합성 면을 형성하도록 구성함으로써 형성될 수 있는 것을 알게 되었다. 그러한 실시예가 도 38에 도시된다.
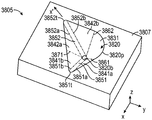
도 38은 그것 내에 리세스(3820)가 형성되는 작업 표면(3807)을 갖는, 위에서 논의된 기재와 동일하거나 유사할 수 있는 기재(3805)를 도시하며, 리세스는 도 37의 경로(3715)와 유사한, 공유된 가장 깊은 종점을 가진 2개의 상이한 경사진 세그먼트를 갖는 경로를 따라 이동하는 회전 엔드 밀에 의해(또는 2개의 회전 엔드 밀에 의해) 전술된 바와 같이 형성된다. (독자는 1차(프라임 부호가 없는(unprimed)) 좌표축에 대한 2차(프라임 부호가 있는(primed)) 좌표축의 배치가 도 38에서는 도 37에서와 상이하지만; 그럼에도 불구하고, 도 38의 리세스가 도 37의 경로(3715)와 매우 유사한 2-세그먼트 경로로, 즉 상이한 수직 평면 내에 놓인 2개의 경사진 경로 또는 경로 부분으로 절삭되는 것에 주의를 기울여야 한다.)
리세스(3820)는 주연부(3820p) 및 기부(3820b)를 구비하며, 기부는 절삭 경로 세그먼트의 가장 깊은(그리고 공유된) 점에 대응한다. 리세스(3820)는 만곡된 측부 표면(3831)을 구비한다. 리세스(3820)는 또한 둥근 에지(3851)를 따라 합쳐지거나 만나는 2개의 평평한 면(3841a, 3841b)을 구비한다. 이들 평평한 면 사이의 2면각은 원하는 대로 맞추어질 수 있지만, 예시된 실시예에서, 그것은 90도이다. 둥근 에지(3851)는 x-y 평면에 대해 각도 α로 경사진 축을 따라 연장되며, 예컨대 도 37을 참조한다. 도 38에서, α는 35.264도로 가정된다. 그러한 경사각에서, 면(3841a, 3841b)은 THA = 35.264도인 절삭 엔빌로프가 사용되며 극각 θ = 0이고 방위각 φ = 0이면 90도의 2면각을 갖도록 제조될 수 있다. 둥근 에지(3851)는 종단부(3851t), 및 기부(3820b)에 있는 다른 종단부를 구비한다.
리세스(3820)는 또한 제2 둥근 에지(3852)를 따라 합쳐지거나 만나는 2개의 다른 평평한 면(3842a, 3842b)을 구비한다. 이들 평평한 면 사이의 2면각은 원하는 대로 맞추어질 수 있지만, 예시된 실시예에서, 그것은 90도이다. 둥근 에지(3852)는 x-y 평면에 대해 각도 β로 경사진 축을 따라 연장되며, 예컨대 도 37을 참조한다. 도 38에서, β는 35.264도로 가정된다. 그러한 경사각에서, 면(3842a, 3842b)은 THA = 35.264도인 절삭 엔빌로프가 사용되며 극각 θ = 0이고 방위각 φ = 0이면 90도의 2면각을 갖도록 제조될 수 있다. 둥근 에지(3852)는 종단부(3852t), 및 기부(3820b)에 있는 다른 종단부를 구비한다. 기부(3820b)는 또한 적어도 그것이 둥근 에지(3851, 3852)의 연결부에 위치되기 때문에 꼭지점으로 고려될 수 있다. 전이선(3861, 3862)이 평평한 면과 만곡된 측부 표면(3831) 사이의 경계를 표시한다. 전이선(3851a, 3851b, 3852a, 3852b)이 둥근 에지와 평평한 면 사이의 경계를 표시한다. 만곡된 측부 표면, 평평한 면, 둥근 에지, 및 전이선은 상세히 전술된 공동의 대응하는 특징부와 동일하거나 유사한 특징 및 특성을 갖는다.
도 38의 리세스(3820)를 도 18에 도시된 눈물방울-형상의 리세스(1420)와 비교함으로써, 리세스(3820)가 도 37에 도시된 것과 같은 절삭 경로의 2개의 경사진 세그먼트 또는 부분에 대응하는 2가지 단계로 제조될 수 있는 것을 인식할 수 있다. 제1 단계에서, 회전 엔드 밀의 절삭 엔빌로프가 x-z 평면 내에 위치된 경사진 절삭 경로(예컨대 도 37의 세그먼트 A-B 참조)를 따라 이동하는 동안에 기재 내로 절삭한다. 이러한 제1 단계의 종료시에, 도 18의 그것과 유사하거나 동일한 눈물방울-형상의 리세스가 형성된다. 제2 단계에서, 동일한 절삭 엔빌로프가 기재로부터 수직으로가 아니라, 상이한 수직 평면(도 38의 x'-z' 평면 참조) 내에 위치된 제2 경사진 절삭 경로를 따라 후퇴된다. 제2 단계 중에, 절삭 엔빌로프는 리세스를 확대시키고 2개의 추가의 평평한 면을 형성하여, 도 38의 리세스(3820)를 생성한다. 대안적인 실시예에서, 제1 절삭 엔빌로프가 눈물방울-형상의 공동을 보존하는 방식으로 눈물방울-형상의 공동으로부터 후퇴될 수 있고, 이어서 대안적인 제2 단계에서, 상이한 제2 절삭 엔빌로프(예컨대, 상이한 THA를 가짐)가 제2 경사진 절삭 경로를 따라 이동되어 2개의 대안적인 평평한 면을 형성할 수 있다.
2개의 상이한 경사진 절삭 경로 또는 경로 세그먼트는 상이한 수직 평면, 즉: 둥근 에지(3851) 및 평평한 면(3841a, 3841b)의 형성을 담당하는 도 38의 x-z 평면; 및 둥근 에지(3852) 및 평평한 면(3842a, 3842b)의 형성을 담당하는 도 38의 x'-z' 평면 내에 놓인다. 이들 상이한 수직 평면은 각도 Φ(도 38에 라벨링되지 않지만, 도 37에 도시된 각도 Φ와 유사함)로 교차한다. 리세스의 제조자는 회전 엔드 밀의 운동을 임의의 원하는 방식으로 제어할 수 있으며, 따라서 교각 Φ를 임의의 원하는 값으로 만들 수 있다. 도 38의 실시예에서, 교각 Φ = 120도를 선택하였다. 면(3842a, 3842b)에 대한 선택된 기하학적 구조를 고려할 때, 이러한 교각은 면(3842a)이 면(3841b)과 실질적으로 정렬되어, 이들 면이 합성 면을 함께 형성하는 것을 보장한다. 이는 개별 면이 매우 근접하게 정렬되고 서로 매우 가까이 있어, 그들이 일부인 구조체가 대체 구조체의 그것과 동일하거나 유사한 방식으로 기능함을 의미하며, 대체 구조체는 제1 구조체의 2개의 면이 단일의, 통합된 면에 의해 대체되는 것을 제외하고는 그 외에는 제1 구조체와 동일하다. 따라서, 합성 면의 2개의 구성 면은 실질적으로 단일 면으로서 기능한다. 일반적으로, 상이한 기계가공 단계로 형성되었던 구성 면은 서로 구별가능하며, 그들은 본 명세서에서 불연속선으로 지칭되는 특징부를 따라 만난다. 주어진 실시예의 불연속선은 구성 면이 약간의 오정렬을 가지면 용이하게 검출될 수 있거나, 정렬이 완벽하거나 거의 완벽한 경우에, 불연속선은 검출하기 어려울 수 있으며, 예컨대 오직 전자 현미경과 같은 진보된 검사 장비로 검출가능할 수 있다. 리세스(3820)의 경우에, 합성 면의 구성 면(3842a, 3841b)은 불연속선(3871)을 따라 만난다. 불연속선(3871)은 리세스(3820)의 기부(3820b)로부터 주연부(3820p)까지 연장된다. 도 38 및 아래의 다른 도면에서, 불연속선은 상이한 파선 패턴의 사용에 의해 전이선과 구별된다.
도 38의 합성 면의 분리된 정면도가 도 39에 도시된다. 합성 면은 도 39에 CF로 라벨링된다. 도 39의 다른 참조 라벨은 도 38의 그것과 동일하여, 추가의 설명을 필요로 하지 않는다.
도 40 내지 도 42는 합성 면의 2개의 구성 면 사이에서 실현될 수 있는 정렬 또는 오정렬의 상이한 정도를 예시한다. 이들 도면은 측면도 또는 연부도로 도시되며, 따라서 평평한 면은 선분(line segment)으로 나타난다. 도 40에서, 합성 면(CF)의 구성 면(4041, 4042)은 완벽하게 또는 거의 완벽하게 정렬되며, 따라서 그들은 검출하기 어려운, 예컨대 오직 진보된 검사 장비로 검출가능한 불연속선(4071)을 따라 합쳐지거나 만난다. 도 41에서, 합성 면(CF)의 구성 면(4141, 4142)은 작은 병진 오정렬(translational misalignment)을 가지며, 따라서 그들은 불연속선(4071)보다 검출하기 덜 어려운 작은 계단형(step-like) 불연속선(4171)을 따라 합쳐지거나 만난다. 도 42에서, 합성 면(CF)의 구성 면(4241, 4242)은 작은 각도 오정렬을 가지며, 따라서 그들은 역시 불연속선(4071)보다 검출하기 덜 어려운 미세한 에지형(edge-like) 불연속선(4271)을 따라 합쳐지거나 만난다.
추가로 도 42의 각도 오정렬에 관하여, 도 43은 도 42의 그것과 같은 합성 면의 구성 면을 나타낼 수 있는 2개의 평면(PLN1, PLN2)을 개략적으로 예시한다. 이들 평면은 각각의 평면에 수직한 각각의 법선 벡터 N1 및 N2를 갖는다. 도 42에 개략적으로 도시된 바와 같은 각도 오정렬은 N1 및 N2가 완벽한 평행성으로부터 약간 벗어날 때 발생한다. 이러한 각도 편차는 임의의 방향 또는 평면을 따라 발생할 수 있다. 예시적인 실시예에서, 정밀 기계가공 기술이 각도 편차가 작은, 예컨대 10도 미만, 또는 5도 미만, 또는 1도 미만인 것을 보장하기 위해 사용될 수 있다.
도 38의 기재(3805) 및 리세스(3820)의 사시도가 도 44에 도시된다. 동일 도면 부호는 동일 요소를 나타내며, 이때 추가의 설명이 필요하지 않다.
도 45에, 도 38 및 도 44의 기재(3805)의 작업 표면(구조화된 표면)(3807)의 네거티브 복제물인 구조화된 표면(4507)을 구비하는 기재(4505)가 도시된다. 따라서, 기재(4505)는 기재(3805)로부터 복제에 의해 제조될 수 있다. 따라서, 구조화된 표면(4507)은 기재(3805)의 리세스(3820) 대신에, 구조화된 표면(4507) 바로 외부로 돌출되는 돌출부(4520Z)를 포함한다. x-y 평면이 그것을 따라 구조화된 표면(4507)이 대체로 연장되는 평면에 대응하고, z-축이 표면(4507)의 법선 벡터를 나타내며, x-축이 리세스(3820)의 둥근 에지에 역으로 대응하는 둥근 에지(4551Z)가 x-z 평면 내에 놓이게 배향되도록 도 45에 직교 좌표계를 도입한다.
돌출부(4520Z)의 특징부는 리세스(3820)의 대응하는 특징부와 일대일(및 역) 관계를 갖는다. 독자는 리세스(3820)와 관련하여 개시된 양태 및 특성이 대응하는 방식으로 돌출부(4520Z)에 적용되는 것을 인식할 것이다. 그러한 이해를 갖고서, 그리고 불필요한 반복을 피하기를 원하면서, 이제 돌출부(4520Z)와 관련된 하기의 특징부를 간단히 요약한다: 피크 또는 정점(4520Za); 만곡된 측부 표면(4531Z); 평평한 면(4541Za, 4541Zb, 4542Za, 4542Zb); 합성 면의 구성 평평한 면(4541Zb, 4542Za) 사이의 불연속선(4571Z); 전이선(4561Z, 4562Z); 둥근 에지(4551Z, 4552Z); 하나의 둥근 에지의 종단부(4551Zt) 및 다른 하나의 둥근 에지의 종단부(4552Zt); 및 주변부 또는 주연부(4520Zp). (둥근 에지와 인접한 평평한 표면 사이의 경계를 표시하는 전이선이 도면에 도시되지만, 라벨링되지 않는다.)
돌출부(4520Z)의 피크 또는 정점(4520Za)은 작은, 평평한, 그리고 둥근 형상을 갖고, 그것은 x-y 평면에 평행한 평면 내에 놓인다. 정점(4520Za)은 적어도 그것이 둥근 에지(4551Z, 4552Z)의 연결부에 위치되기 때문에 돌출부의 꼭지점으로 고려될 수 있다.
돌출부(4520Z)의 만곡된 측부 표면(4531Z)은 원추형 형상을 갖는다.
평평한 면(4541Za, 4541Zb)은 둥근 에지(4551Z)를 따라 합쳐지거나 만난다. 면(4541Za, 4541Zb) 사이의 2면각(이는 180-2*Ω1으로 언급할 수 있음)은 두 면에 수직한, 그리고 그에 따라 또한 에지(4551Z)에 수직한 임의의 단면 평면 내에서 측정될 수 있다. 면(4541Za, 4541Zb)은 실용적인 한도 내에서, 임의의 원하는 2면각 180-2*Ω1을 갖도록 제조될 수 있다. 큐브 코너 요소를 수반하는 경우에, 면 사이의 2면각 180-2*Ω1은 90도이다. 면(4541Za, 4541Zb)은 구조화된 표면(4507)에 대해 경사진 선을 따라 교차하는 각각의 기준 평면을 한정하는 것으로 언급될 수 있으며, 그러한 선은 각도 α로 경사진다.
평평한 면(4542Za, 4542Zb)은 둥근 에지(4552Z)를 따라 합쳐지거나 만난다. 면(4542Za, 4542Zb) 사이의 2면각(이는 180-2*Ω2로 언급할 수 있음)은 두 면에 수직한, 그리고 그에 따라 또한 에지(4552Z)에 수직한 임의의 단면 평면 내에서 측정될 수 있다. 면(4542Za, 4542Zb)은 실용적인 한도 내에서, 임의의 원하는 2면각 180-2*Ω2를 갖도록 제조될 수 있다. 큐브 코너 요소를 수반하는 경우에, 면 사이의 2면각 180-2*Ω2는 90도이다. 면(4542Za, 4542Zb)은 구조화된 표면(4507)에 대해 경사진 선을 따라 교차하는 각각의 기준 평면을 한정하는 것으로 언급될 수 있으며, 그러한 선은 각도 β로 경사진다.
전이선(4561Z, 4562Z)은 물리적인 에지가 아니라, 만곡된 측부 표면(4531Z)으로부터 평평한 면(4541Za, 4542Zb)으로의 전이가 발생하는 곳을 보여주기 위해 도면에 제공된다.
둥근 에지(4551Z)는 면(4541Za, 4541Zb)이 합쳐지는 곳에 위치된다. 둥근 에지(4551Z)는 x-y 평면에 대해 각도 α로 경사진 축을 따라 연장된다. 둥근 에지(4551Z)는 임의적 방식이 아니라, 도 21 및 도 22와 관련하여 전술된 바와 같은 특정 방식으로 둥글게 되거나 만곡된다. 따라서, x-y 평면에 평행한 평면 내에서의 둥근 에지(4551Z)의 단면은 원호이며, 즉 그것은 그러한 평면 내에서 일정한 반경의 곡률을 나타낸다. 두 면(4541Za, 4541Zb)에 수직한 평면을 비롯한 다른 단면 평면에서, 둥근 에지(4551Z)의 형상은 타원형이어서, 일정한 곡률보다는 가변 곡률을 갖는다. 둥근 에지(4551)의 곡률 반경은 일반적으로 10 마이크로미터 이상이다. 둥근 에지(4551Z)는 또한 회전 엔드 밀의 아티팩트이다.
유사하게, 둥근 에지(4552Z)는 면(4542Za, 4542Zb)이 합쳐지는 곳에 위치된다. 둥근 에지(4552Z)는 x-y 평면에 대해 각도 β로 경사진 축을 따라 연장된다. 둥근 에지(4552Z)는 임의적 방식이 아니라, 도 21 및 도 22와 관련하여 전술된 바와 같은 특정 방식으로 둥글게 되거나 만곡된다. 따라서, x-y 평면에 평행한 평면 내에서의 둥근 에지(4552Z)의 단면은 원호이며, 즉 그것은 그러한 평면 내에서 일정한 반경의 곡률을 나타낸다. 두 면(4542Za, 4542Zb)에 수직한 평면을 비롯한 다른 단면 평면에서, 둥근 에지(4552Z)의 형상은 타원형이어서, 일정한 곡률보다는 가변 곡률을 갖는다. 둥근 에지(4552)의 곡률 반경은 일반적으로 10 마이크로미터 이상이다. 둥근 에지(4552Z)는 또한 회전 엔드 밀의 아티팩트이다.
종단부(4551Zt)는 둥근 에지(4551Z)의 2개의 단부 중 하나이다. 둥근 에지(4551Z)의 다른 하나의 단부 또는 종단부는 정점(4520Za)에 배치된다. 유사하게, 종단부(4552Zt)는 둥근 에지(4552Z)의 2개의 단부 중 하나이며, 다른 하나의 단부는 정점(4520Za)에 배치된다. 종단부(4551Zt) 및 종단부(4552Zt) 둘 모두는 돌출부(4520Z)의 보다 큰 주변부 또는 주연부(4520Zp)의 일부를 형성한다. 주연부(4520Zp)는 면(4541Za, 4541Zb, 4542Za, 4542Zb)의 하부 에지에 있는 직선형 부분, 및 만곡된 표면(4531Z)의 하부 에지에 있는 만곡된 부분(큰 곡률 반경의 원호), 및 종단부(4551Zt) 및 종단부(4552Zt)에 대응하는 다른 만곡된 부분(작은 곡률 반경의 원호)을 포함한다.
리세스(3820) 및 돌출부(4520Z) 둘 모두는 엔드 밀링 방법에 의해 직접적으로 또는 간접적으로 제조되는 특징 마크를 갖는다. 이들 구조체 각각은 광학적, 기계적, 또는 다른 응용에서 필름, 시팅, 또는 다른 물품의 구조화된 표면 내에 통합될 때 ― 개별적으로든 동일하거나 상이한 리세스 또는 돌출부의 어레이 또는 그룹 중 하나의 구성원으로서이든 간에 ― 유용할 수 있다.
도 46은 도 46의 경로가 단지 2개의 상이한 수직 평면으로 제한되지 않는 것을 제외하고는, 대부분의 점에서 도 37의 경로와 유사한 회전 엔드 밀을 위한 경로(4615)를 예시한다. 대신에, 경로(4615)는 각각 그 자체의, 상이한 수직 평면 내에 놓이는 3개의 세그먼트를 포함한다. 경로(4615)는 본 명세서의 다른 도면과 유사한 방식으로, 하나 이상의 직교 좌표계의 맥락에서 고려될 수 있다. 그러나, 간단함과 예시의 용이함을 위해, 단지 하나의 z-축만이 도면에 포함된다. z-축이 엔드 밀에 의해 절삭되는 기재의 작업 표면 또는 구조화된 표면의 법선 벡터에 대응하고, 그러한 표면이 x-y 평면에 평행하게 연장되는 것으로 가정한다. 작업 표면의 실제 평면(예컨대 도 17a, 도 17b, 및 도 23 내지 도 27의 Σ 참조)은 대안적으로 Az, Cz, 또는 Dz로 라벨링한 점에서 z-축과 교차하는 것으로 가정된다. 또한, 도 46에서 작업 표면의 평면이 점 A, C, 및 D를 포함하는 것으로 가정한다. 점 Az, Cz, Dz는 z-축 상에의 점 A의 투영, 및 또한 z-축 상에의 점 C의 투영, 및 또한 z-축 상에의 점 D의 투영이다. 다른 점 B는 경로(4615) 상에 위치되고, 작업 표면의 평면 아래에 놓인다. 점 B는 실제로 경로(4615) 상의 임의의 점의 (기재 내로) 가장 깊은 점이다.
경로(4615)는 3개의 별개의 세그먼트 또는 부분을 가지며, 하나는 점 A로부터 점 B까지이고(또는 그 반대), 하나는 점 B로부터 점 C까지이며(또는 그 반대), 하나는 점 B로부터 점 D까지이다(또는 그 반대). 점 B는 모든 3개의 세그먼트에 공통되거나 그것에 의해 공유된다. 경로(4615)의 A-B 세그먼트는 제1 수직 평면 내에 놓이고, 기재의 작업 표면에 대해 각도 α(알파, 도 46에 도시되지 않음)로 경사진다. 제1 수직 평면은 점 A 및 z-축을 포함한다. z-축이 도 46에 도시된 바와 같이 있고 x-z 평면이 제1 수직 평면이도록 x-축이 배향되는 1차 xyz 좌표계가 정의될 수 있다.
경로(4615)의 B-C 세그먼트는 상이한 제2 수직 평면 내에 놓이고, 기재의 작업 표면에 대해 각도 β(베타, 도 46에 도시되지 않음)로 경사진다. 제2 수직 평면은 점 C 및 z-축을 포함한다. z'-축이 z-축과 동일하고 x'-z' 평면이 제2 수직 평면이도록 x'-축이 배향되는 2차 x'y'z' 좌표계가 정의될 수 있다.
경로(4615)의 B-D 세그먼트는 상이한 제3 수직 평면 내에 놓이고, 기재의 작업 표면에 대해 각도 γ(감마, 도 46에 도시되지 않음)로 경사진다. 제3 수직 평면은 점 D 및 z-축을 포함한다. z''-축이 z-축과 동일하고 x''-z'' 평면이 제3 수직 평면이도록 x''-축이 배향되는 3차 x''y''z'' 좌표계가 정의될 수 있다.
제1 및 제2 수직 평면은 각도 Φ1(도 46에 도시되지 않음)으로 교차한다. 제2 및 제3 수직 평면은 각도 Φ2(역시 도 46에 도시되지 않음)로 교차한다. 제1 및 제3 수직 평면은 각도 Φ3(역시 도 46에 도시되지 않음)로 교차한다. 교각 Φ1, Φ2, Φ3는 일반적으로 원하는 대로 선택될 수 있지만, 개시된 실시예 중 많은 실시예에서, 교각 Φ는 10도 이상이다. 몇몇 경우에는, 모든 3개의 각도 Φ1, Φ2, Φ3가 동일한 반면에, 다른 경우에는, 3개의 각도 중 2개만이 동일하고, 또 다른 경우에는, 3개의 각도 모두가 서로 상이하다.
경로(4615)는 기재의 표면 위에서 행해지는 회전 엔드 밀의 절삭 엔빌로프의 임의의 운동을 무시하고 생략한다. 오히려, 경로(4615)는 오직 기재의 절삭을 수반하는 세그먼트를 포함한다. 위에서 논의된 바와 같이 공구 반각 THA 및 절두형 저부를 구비하는 절삭 엔빌로프가 경로의 경사진 세그먼트 A-B를 따라 이동할 때, 그것은 제1 및 제2 평평한 면을 형성한다. 실제로, 절삭 엔빌로프가 가장 깊은 점 B에 도달할 때까지, 그것은 위에서 도 21에 도시된 것과 같은 눈물방울-형상의 리세스를 이미 형성하였다. 이어서 절삭 엔빌로프가 B로부터 C까지의 경사진 세그먼트를 따르게 하면, 절삭 엔빌로프는 리세스를 확대시키고, 그렇게 하면서, 제1 및 제2 평평한 면과는 별개인 제3 및 제4 평평한 면을 형성하여, 예컨대 위의 도 38의 그것과 같은 공동을 제공한다. 이어서 절삭 엔빌로프가 나머지 세그먼트 B-D를 따르게 함으로써 기재를 추가로 확대시킬 수 있고, 그렇게 하면서, 절삭 엔빌로프는 제1 내지 제4 면과는 별개인 제5 및 제6 평평한 면을 형성한다. (일반적으로, 제1 엔드 밀(및 제1 절삭 엔빌로프)이 세그먼트 A-B에 사용될 수 있고, 제2 엔드 밀(및 제2 절삭 엔빌로프)이 세그먼트 B-C에 사용될 수 있으며, 제3 엔드 밀(및 제3 절삭 엔빌로프)이 세그먼트 B-D에 사용될 수 있고, 제1, 제2 및 제3 엔드 밀은 동일할 필요가 없지만, 몇몇 경우에는 동일할 수 있다. 또한, 그러한 제1, 제2 및 제3 엔드 밀은 각각의 절삭 경로 각각에 대해 극각 θ 및 방위각 φ에 관하여 동일한 배향을 가질 필요가 없지만, 몇몇 경우에는 동일한 배향을 가질 수 있다. 엔드 밀 절삭 공구가 0이 아닌 극각 θ로 기울어진 몇몇 경우에, 절삭 엔빌로프는 모든 3개의 절삭 경로 세그먼트에 대해 구조화된 표면 상의 고정 기준 마크(또는 좌표계)에 대해 동일한 배향으로 기울어질 수 있으며, 그러한 경우에, 상이한 절삭 경로에 대한 방위각 φ가 상이할 것인데, 왜냐하면 각도 φ가 단일 고정 수직 평면보다는, 각각의 절삭 경로 세그먼트 각각의 수직 평면에 대해 측정되는 것으로 가정하기 때문이다.)
경로 세그먼트 B-C와 관련된 제3 및 제4 평평한 면은 경로 세그먼트 A-B와 관련된 제1 및 제2 평평한 면에 대해, 임의의 원하는 구성, 및 임의의 정도의 정렬, 또는 오정렬을 가질 수 있고, 또한, 경로 세그먼트 B-D와 관련된 제5 및 제6 평평한 면은 제1 내지 제4 평평한 면 중 임의의 것에 대해, 임의의 원하는 구성, 및 임의의 정도의 정렬, 또는 오정렬을 가질 수 있다. 그러나, 큐브 코너 요소를 비롯한 특히 유용한 구조체가 면 중 2개(예컨대, 제2 면 및 제3 면)가 공칭적으로 평평한 제1 합성 면을 형성하고, 2개의 다른 면(예컨대, 제4 면 및 제5 면)이 공칭적으로 평평한 제2 합성 면을 형성하며, 나머지 2개의 면(예컨대, 제1 면 및 제6 면)이 공칭적으로 평평한 제3 합성 면을 형성하도록 면을 구성함으로써 형성될 수 있는 것을 알게 되었다. 그러한 실시예가 도 47에 도시된다.
도 47은 그것 내에 리세스(4720)가 형성되는 작업 표면(4707)을 갖는, 위에서 논의된 기재와 동일하거나 유사할 수 있는 기재(4705)를 도시하며, 리세스는 도 46의 경로(4615)와 유사한, 공유된 가장 깊은 종점을 가진 3개의 상이한 경사진 세그먼트를 갖는 경로를 따라 이동하는 회전 엔드 밀에 의해(또는 2개 또는 3개의 상이한 회전 엔드 밀에 의해) 전술된 바와 같이 형성된다. (독자는 도 46의 개략도가 도 47의 리세스(4720)의 특징부에 정확하게 대응하지 않을 수 있지만; 그럼에도 불구하고, 도 47의 리세스가 도 46의 경로(4615)와 매우 유사한 3-세그먼트 경로로, 즉 상이한 수직 평면 내에 놓인 3개의 경사진 경로 또는 경로 부분으로 절삭되는 것에 주의를 기울여야 한다.)
리세스(4720)는 주연부(4720p) 및 기부(4720b)를 구비하며, 기부는 절삭 경로 세그먼트의 가장 깊은(그리고 공유된) 점에 대응한다. 리세스(4720)는 둥근 에지(4751)를 따라 합쳐지거나 만나는 2개의 평평한 면(4741a, 4741b)을 구비한다. 이들 평평한 면 사이의 2면각은 원하는 대로 맞추어질 수 있지만, 예시된 실시예에서, 그것은 90도이다. 둥근 에지(4751)는 x-y 평면에 대해 각도 α로 경사진 축을 따라 연장된다. 도 47에서, α는 35.264도로 가정된다. 그러한 경사각에서, 면(4741a, 4741b)은 THA = 35.264도인 절삭 엔빌로프가 사용되며 극각 θ = 0이고 방위각 φ = 0이면 90도의 2면각을 갖도록 제조될 수 있다. 둥근 에지(4751)는 종단부(4751t), 및 기부(4720b)에 있는 다른 종단부를 구비한다.
리세스(4720)는 또한 제2 둥근 에지(4752)를 따라 합쳐지거나 만나는 2개의 다른 평평한 면(4742a, 4742b)을 구비한다. 이들 평평한 면 사이의 2면각은 원하는 대로 맞추어질 수 있지만, 예시된 실시예에서, 그것은 90도이다. 둥근 에지(4752)는 x-y 평면에 대해 각도 β로 경사진 축을 따라 연장된다. 도 47에서, β는 35.264도로 가정된다. 그러한 경사각에서, 면(4742a, 4742b)은 THA = 35.264도인 절삭 엔빌로프가 사용되며 극각 θ = 0이고 방위각 φ = 0이면 90도의 2면각을 갖도록 제조될 수 있다. 둥근 에지(4752)는 종단부(4752t), 및 기부(4720b)에 있는 다른 종단부를 구비한다.
리세스(4720)는 또한 제2 둥근 에지(4753)를 따라 합쳐지거나 만나는 2개의 다른 평평한 면(4743a, 4743b)을 구비한다. 이들 평평한 면 사이의 2면각은 원하는 대로 맞추어질 수 있지만, 예시된 실시예에서, 그것은 90도이다. 둥근 에지(4753)는 x-y 평면에 대해 각도 γ로 경사진 축을 따라 연장된다. 도 47에서, γ는 35.264도로 가정된다. 그러한 경사각에서, 면(4743a, 4743b)은 THA = 35.264도인 절삭 엔빌로프가 사용되며 극각 θ = 0이고 방위각 φ = 0이면 90도의 2면각을 갖도록 제조될 수 있다. 둥근 에지(4753)는 종단부(4753t), 및 기부(4720b)에 있는 다른 종단부를 구비한다. 기부(4720)는 또한 적어도 그것이 둥근 에지(4751, 4752, 4753)의 연결부에 위치되기 때문에 꼭지점으로 고려될 수 있다. 전이선(4751a, 4751b, 4752a, 4752b, 4753a, 4753b)이 둥근 에지와 평평한 면 사이의 경계를 표시한다. 평평한 면, 둥근 에지, 및 전이선은 상세히 전술된 공동의 대응하는 특징부와 동일하거나 유사한 특징 및 특성을 갖는다.
도 47의 리세스(4720)를 도 18에 도시된 눈물방울-형상의 리세스(1420)와 비교함으로써, 리세스(4720)가 도 46에 도시된 것과 같은 절삭 경로의 3개의 경사진 세그먼트 또는 부분에 대응하는 3가지 단계로 제조될 수 있는 것을 인식할 수 있다. 제1 단계에서, 회전 엔드 밀의 절삭 엔빌로프가 x-z 평면 내에 위치된 경사진 절삭 경로(예컨대 도 46의 세그먼트 A-B 참조)를 따라 이동하는 동안에 기재 내로 절삭한다. 이러한 제1 단계의 종료시에, 도 18의 그것과 유사하거나 동일한 눈물방울-형상의 리세스가 형성된다. 제2 단계에서, 동일한 절삭 엔빌로프가 기재로부터 수직으로가 아니라, 상이한 수직 평면 내에 위치된 제2 경사진 절삭 경로(예컨대, 도 46의 세그먼트 B-C 참조)를 따라 후퇴된다. 제2 단계 중에, 절삭 엔빌로프는 리세스를 확대시키고 2개의 추가의 평평한 면을 형성하여, 도 38의 리세스(3820)와 동일하거나 유사할 수 있는 확대된 리세스를 생성한다. 제3 단계에서, 절삭 엔빌로프를 또 다른 수직 평면 내에 위치된 제3 경사진 절삭 경로(예컨대, 도 46의 세그먼트 B-D 참조)를 따라 이동시킴으로써 동일한 절삭 엔빌로프가 기재의 일부 나머지 부분을 통해 절삭할 수 있다. 제3 단계 중에, 절삭 엔빌로프는 리세스를 추가로 확대시키고, 2개의 추가의 평평한 면을 형성하여, 도 47에 도시된 것과 같은 추가로 확대된 리세스를 생성한다. 대안적인 실시예에서, 제1 절삭 엔빌로프가 눈물방울-형상의 공동을 보존하는 방식으로 눈물방울-형상의 공동으로부터 후퇴될 수 있고, 이어서 대안적인 제2 단계에서, 상이한 제2 절삭 엔빌로프(예컨대, 상이한 THA를 가짐)가 제2 경사진 절삭 경로를 따라 이동되어 2개의 추가의 (제3 및 제4) 평평한 면을 형성할 수 있으며, 대안적인 제3 단계에서, 상이한 제3 절삭 엔빌로프(예컨대, 또 다른 THA를 가짐)가 제3 경사진 절삭 경로를 따라 이동되어 2개의 마지막 (제5 및 제6) 평평한 면을 형성할 수 있다.
3개의 상이한 경사진 절삭 경로 또는 경로 세그먼트는 상이한 수직 평면, 즉: 둥근 에지(4751) 및 평평한 면(4741a, 4741b)의 형성을 담당하는 도 47의 x-z 평면; 둥근 에지(4752) 및 평평한 면(4742a, 4742b)의 형성을 담당하는 도 47의 x'-z' 평면; 및 둥근 에지(4753) 및 평평한 면(4743a, 4743b)의 형성을 담당하는 도 47의 x''-z'' 평면 내에 놓인다. x-z 평면은 각도 Φ1으로 x'-z' 평면과 교차하고, x'-z' 평면은 각도 Φ2로 x''-z'' 평면과 교차하며, x''-z'' 평면은 각도 Φ3로 x-z 평면과 교차한다(이들 각도는 도 47에 라벨링되지 않음). 리세스의 제조자는 회전 엔드 밀의 운동을 임의의 원하는 방식으로 제어할 수 있으며, 따라서 교각 Φ1, Φ2, Φ3를 임의의 원하는 값으로 만들 수 있으며, 이때 구속조건(constraint)은 Φ1 + Φ2 + Φ3 = 360도이다. 도 47의 실시예에서, Φ1 = Φ2 = Φ3 = 120도를 선택하였다. 다양한 평평한 면(4741a, 4741b, 4742a, 4742b, 4743a, 4743b)에 대한 선택된 기하학적 구조를 고려할 때, 이들 교각은: 면(4742a)이 면(4741b)과 실질적으로 정렬되어 제1 합성 면을 형성하고; 면(4742b)이 면(4743a)과 실질적으로 정렬되어 제2 합성 면을 형성하며; 면(4743b)이 면(4741a)과 실질적으로 정렬되어 제3 합성 면을 형성하는 것을 보장하며, 여기서 이들 합성 면 각각은 도 39 내지 도 43과 관련하여 전술된 합성 면과 유사하거나 동일하다. 제1 합성 면의 구성 면(4742a, 4741b)은 제1 불연속선(4771)을 따라 만나고, 제2 합성 면의 면(4742b, 4743a)은 제2 불연속선(4772)을 따라 만나며, 제3 합성 면의 면(4743b, 4741a)은 제3 불연속선(4773)을 따라 만난다. 불연속선(4771, 4772, 4773) 각각은 리세스(4720)의 기부(4720b)로부터 주연부(4720p)까지 연장된다.
도 47의 기재 및 리세스의 사시도가 도 48에 제공되며, 여기서 동일 도면 부호는 동일 요소를 나타내고, 추가의 설명이 필요하지 않다.
큐브 코너 문헌에 익숙한 독자는 리세스(4720)가 캔팅되지 않은, 절두형 큐브 코너 요소와 외양이 실질적으로 유사한 것을 즉시 인식할 것이다. 또한, 도 47 및 도 48의 실시예에서 다양한 쌍의 평평한 면을 90도의 2면각으로 서로 교차하도록 설계하였기 때문에, 제1, 제2, 및 제3 합성 면은 상호 수직하며, 따라서 리세스(4720)는 또한 큐브 코너 요소(4780)이다. 제1, 제2, 및 제3 합성 면은 큐브 코너 요소(4780)의 광학 면이다. 둥근 에지(4751, 4752, 4753)는 큐브 코너 요소의 이면 에지이고, 비-이면 에지는 큐브 코너 요소(4780)의 기부 삼각형을 구성하는 삼각형-형상의 주연부(4720p)의 3개의 변이다. 캔팅되지 않은 큐브 코너 요소에 따라, 기부 삼각형의 내각이 모두 60도인 것에 유의하여야 한다.
따라서, 단지 원추형 절삭 엔빌로프를 갖는 회전 엔드 밀을 사용하여 기재 내에 큐브 코너 요소를 형성하기 위한 기술을 설명하였다. 또한, 큐브 코너 요소의 모든 평평한 면(구성 면 및 합성 면 둘 모두)은 단일 엔드 밀 절삭 공구로, 그리고 엔드 밀의 회전축이 항상 기재의 작업 표면에 수직한 절삭 단계로 제조될 수 있다. 물론, 이들 표현은 과도하게 제한적인 방식으로 해석되지 않아야 하는데, 왜냐하면 본 명세서에 개시된 다른 실시예에서는 큐브 코너 요소의 단지 일부의, 또는 단지 하나의 평평한 면만이 회전 엔드 밀로 제조될 수 있고, 몇몇 실시예에서는 하나의 또는 일부의 평평한 면이 제1 회전 엔드 밀(제1 절삭 엔빌로프를 가짐)로 형성되고 또 하나의 또는 다른 평평한 면이 상이한 제2 회전 엔드 밀(상이한 제2 절삭 엔빌로프를 가짐)로 형성되며 기타 등등일 수 있으며, 몇몇 실시예는 회전축이 기재의 작업 표면에 대해 기울어진 회전 엔드 밀을 사용할 수 있기 때문이다.
큐브 코너 요소(4780)의 이면 에지가 날카롭기보다는 둥글게 되고, 꼭지점 또는 기부(4720b)가 뾰족하기보다는 절두된다는 사실은 큐브 코너 요소의 광학 성능에 영향을 미칠 것이다. 특히, 날카로운 상태로부터의 이들 편차는 이러한 날카로운 상태로부터의 편차를 제외하고는 동일한 다른 큐브 코너 요소에 비해 큐브 코너 요소(4780)의 총 광 귀환을 감소시킬 것이다. 그러나, 총 광 귀환의 감소는 치수 Dbot(도 5c 참조), 및 둥근 에지의 관련 곡률 반경을 큐브 코너 요소의 다른 치수에 대해 가능한 한 작게 유지시킴으로써 관리될 수 있다. 또한, 아래에 추가로 도시된 바와 같이, 큐브 코너 요소(4780)를 제조하기 위해 사용되는 동일한 엔드 밀링 기술은 둥근 에지가 큐브 코너 요소의 이면 에지보다는 비-이면 에지에 생성되는 PG 큐브 코너 요소를 비롯한 대안적인 큐브 코너 요소를 제조하기 위해 사용될 수 있다.
독자는 큐브 코너 요소(4780)가 단지 기재의 크기 또는 두께, 및 가용 엔드 밀 절삭 공구의 크기에 의해 제한되는 임의의 원하는 크기로(예컨대, 기부(4720b)의 깊이에 의해, 또는 주연부(4720p)의 직경과 같은 측방향 치수에 의해 측정될 때) 제조될 수 있는 것을 인식할 것이다. 독자는 또한 다수의 큐브 코너 요소가 동일한 크기를 갖든 상이한 크기를 갖든 간에, 단순히 회전 엔드 밀로 추가의 절삭 작업을 실행함으로써 동일한 작업 표면 또는 기재 내에 용이하게 제조될 수 있는 것을 인식할 것이다. 또한, 동일한 기재 내에 형성되는 추가의 큐브 코너 요소 중 임의의 하나, 또는 일부, 또는 전부는 도 47 및 도 48의 xyz 좌표계에 대해 큐브 코너 요소(4780)와 동일한 배향을 가질 수 있거나, 그들은 상이하게, 예컨대 도 47 및 도 48에서 z-축을 중심으로 하는 회전의 임의의 임의적 양과 관련되는 바와 같이 배향될 수 있다. 달리 말하면, 개시된 기술은 설계자에게 큐브 코너 요소(4780)에 인접하지만, 큐브 코너 요소(4780)의 광학 면(합성 면) 중 어느 것도 그의 인접한 또는 이웃한 큐브 코너 요소(들)의 광학 면 중 임의의 것과 동일 평면 상에 있지 않도록(공칭적으로도 동일 평면 상에 있지 않도록) (예컨대, 요소(4780)를 제조하기 위해 사용되는 수직 평면의 세트와 상이한 수직 평면을 선택함으로써) 상이한 배향에 있는 추가의 큐브 코너 요소를 형성할 자유를 제공한다. 또한, 본 명세서의 교시로부터, 리세스 또는 구조체 중 하나, 일부, 또는 전부가 삼각형 기부 주연부를 구비할 필요가 없고, 큐브 코너 요소일 필요가 없는 것이 명백할 것이다. 주어진 구조체의 기부는 예를 들어 정사각형, 육각형, 또는 오각형 형상, 또는 별 형상과 같은 더욱 복잡한 형상을 가질 수 있다.
독자는 또한 절삭 파라미터 중 하나 또는 일부를 변화시킴으로써, 예컨대 절삭 엔빌로프의 THA를 변화시킴으로써, 또는 절삭 경로 세그먼트의 경사각을 변화시킴으로써, 큐브 코너 요소(4780)를 제조하기 위해 사용되는 동일한 기술이 큐브 코너 요소가 아니라, 그들이 삼각형 기부 주연부 및 3개의 삼각형 합성 면을 포함할 수 있는 한, 큐브 코너 요소와 유사할 수 있지만, 그의 합성 면이 상호 수직 상태로부터 크게 벗어나는 다른 프리즘형 구조체를 제조하기 위해 사용될 수 있는 것을 인식할 것이다. 그러한 대안적인 프리즘형 구조체는 큐브 코너 시팅과는 다른 광 관리 필름에서, 또는 예를 들어 연마재 또는 비-점착성 필름과 같은 기계적 응용에서 유용할 수 있다.
그의 구조화된 표면(4907)이 도 48의 그것의 네거티브 복제물인 기재(4905)의 사시도가 도 49에 도시된다. 따라서, 기재(4905)는 기재(4705)로부터 복제에 의해 제조될 수 있다. 따라서, 구조화된 표면(4907)은 기재(4705)의 리세스(4720) 대신에, 구조화된 표면(4907) 바로 외부로 돌출되는 돌출부(4920Z)를 포함한다. 리세스(4720)가 큐브 코너 요소(공동)(4780)이기 때문에, 돌출부(4920Z)가 또한 큐브 코너 요소(돌출부)(4980)이다.
x-y 평면이 그것을 따라 구조화된 표면(4907)이 대체로 연장되는 평면에 대응하고, z-축이 표면(4907)의 법선 벡터를 나타내며, x-축이 리세스(4720)의 둥근 에지에 역으로 대응하는 둥근 에지(4951Z)가 x-z 평면 내에 놓이게 배향되도록 도 49에 직교 좌표계를 도입한다.
돌출부(4920Z)의 특징부는 리세스(4720)의 대응하는 특징부와 일대일(및 역) 관계를 갖는다. 독자는 리세스(4720)와 관련하여 개시된 양태 및 특성이 대응하는 방식으로 돌출부(4920Z)에 적용되는 것을 인식할 것이다. 그러한 이해를 갖고서, 그리고 불필요한 반복을 피하기를 원하면서, 이제 돌출부(4920Z)와 관련된 하기의 특징부를 간단히 요약한다: 피크 또는 정점(4920Za); 평평한 면(4941Zb 및 4942Za(이는 제1 합성 면을 형성함), 4942Zb 및 4943Za(이는 제2 합성 면을 형성함), 및 4943Zb 및 4941Za(이는 제3 합성 면을 형성함)); 3개의 합성 면의 구성 평평한 면 사이의 불연속선(4971Z, 4972Z, 4973Z); 둥근 에지(4951Z, 4952Z, 4953Z); 각각의 둥근 에지의 종단부(4951Zt, 4952Zt, 4953Zt); 및 주변부 또는 주연부(4920Zp). 둥근 에지와 인접한 평평한 표면 사이의 경계를 표시하는 전이선이 도면에 도시되지만, 라벨링되지 않는다.
돌출부(4920Z)의 피크 또는 정점(4920Za)은 작은, 평평한, 그리고 둥근 형상을 갖고, 그것은 x-y 평면에 평행한 평면 내에 놓인다. 정점(4920Za)은 적어도 그것이 둥근 에지(4951Z, 4952Z, 4953Z)의 연결부에 위치되기 때문에 돌출부의 꼭지점으로 고려될 수 있다.
평평한 면(4941Za, 4941Zb)은 둥근 에지(4951Z)를 따라 합쳐지거나 만난다. 면(4941Za, 4941Zb) 사이의 2면각(이는 180-2*Ω1으로 언급할 수 있음)은 두 면에 수직한 임의의 단면 평면 내에서 측정될 수 있다. 면(4941Za, 4941Zb)은 임의의 원하는 2면각 180-2*Ω1을 갖도록 제조될 수 있지만, 돌출부(4920z)가 큐브 코너 요소인 도시된 실시예에서, 2면각은 90도이다. 면(4941Za, 4941Zb)은 구조화된 표면(4907)에 대해 경사진 선을 따라 교차하는 각각의 기준 평면을 한정하는 것으로 언급될 수 있으며, 그러한 선은 각도 α로 경사진다.
평평한 면(4942Za, 4942Zb)은 둥근 에지(4952Z)를 따라 합쳐지거나 만난다. 면(4942Za, 4942Zb) 사이의 2면각(이는 180-2*Ω2로 언급할 수 있음)은 두 면에 수직한 임의의 단면 평면 내에서 측정될 수 있다. 면(4942Za, 4942Zb)은 임의의 원하는 2면각 180-2*Ω2를 갖도록 제조될 수 있지만, 돌출부(4920z)가 큐브 코너 요소인 도시된 실시예에서, 2면각은 90도이다. 면(4942Za, 4942Zb)은 구조화된 표면(4907)에 대해 경사진 선을 따라 교차하는 각각의 기준 평면을 한정하는 것으로 언급될 수 있으며, 그러한 선은 각도 β로 경사진다.
평평한 면(4943Za, 4943Zb)은 둥근 에지(4953Z)를 따라 합쳐지거나 만난다. 면(4943Za, 4943Zb) 사이의 2면각(이는 180-2*Ω3로 언급할 수 있음)은 두 면에 수직한 임의의 단면 평면 내에서 측정될 수 있다. 면(4943Za, 4943Zb)은 임의의 원하는 2면각 180-2*Ω3를 갖도록 제조될 수 있지만, 돌출부(4920z)가 큐브 코너 요소인 도시된 실시예에서, 2면각은 90도이다. 면(4943Za, 4943Zb)은 구조화된 표면(4907)에 대해 경사진 선을 따라 교차하는 각각의 기준 평면을 한정하는 것으로 언급될 수 있으며, 그러한 선은 각도 γ로 경사진다.
둥근 에지(4951Z)는 면(4941Za, 4941Zb)이 합쳐지는 곳에 위치된다. 둥근 에지(4951Z)는 x-y 평면에 대해 각도 α로 경사진 축을 따라 연장된다. 둥근 에지(4951Z)는 임의적 방식이 아니라, 도 21 및 도 22와 관련하여 전술된 바와 같은 특정 방식으로 둥글게 되거나 만곡된다. 둥근 에지(4951)의 곡률 반경은 일반적으로 10 마이크로미터 이상이다. 둥근 에지(4951Z)는 또한 회전 엔드 밀의 아티팩트이다.
유사하게, 둥근 에지(4952Z)는 면(4942Za, 4942Zb)이 합쳐지는 곳에 위치된다. 둥근 에지(4952Z)는 x-y 평면에 대해 각도 β로 경사진 축을 따라 연장된다. 둥근 에지(4952Z)는 임의적 방식이 아니라, 도 21 및 도 22와 관련하여 전술된 바와 같은 특정 방식으로 둥글게 되거나 만곡된다. 둥근 에지(4952)의 곡률 반경은 일반적으로 10 마이크로미터 이상이다. 둥근 에지(4952Z)는 또한 회전 엔드 밀의 아티팩트이다.
유사하게, 둥근 에지(4953Z)는 면(4943Za, 4943Zb)이 합쳐지는 곳에 위치된다. 둥근 에지(4953Z)는 x-y 평면에 대해 각도 γ로 경사진 축을 따라 연장된다. 둥근 에지(4953Z)는 임의적 방식이 아니라, 도 21 및 도 22와 관련하여 전술된 바와 같은 특정 방식으로 둥글게 되거나 만곡된다. 둥근 에지(4953)의 곡률 반경은 일반적으로 2 마이크로미터 이상이다. 둥근 에지(4953Z)는 또한 회전 엔드 밀의 아티팩트이다.
종단부(4951Zt)는 둥근 에지(4951Z)의 2개의 단부 중 하나이며, 다른 하나의 단부는 정점(4920Za)에 배치된다. 종단부(4952Zt)는 유사하게 둥근 에지(4952Z)의 2개의 단부 중 하나이며, 다른 하나의 단부는 정점(4920Za)에 배치된다. 종단부(4953Zt)는 둥근 에지(4953Z)의 2개의 단부 중 하나이며, 다른 하나의 단부는 정점(4920Za)에 배치된다. 모든 3개의 종단부(4951Zt, 4952Zt, 4953Zt)는 돌출부(4920Z)의 보다 큰 주변부 또는 주연부(4920Zp)의 일부를 형성한다. 주연부(4920Zp)는 합성 면의 하부 에지에 있는 직선형 부분, 및 둥근 에지의 종단부에 있는 만곡된 부분(작은 곡률 반경의 원호)을 포함한다.
리세스(4720) 및 돌출부(4920Z) 둘 모두는 엔드 밀링 방법에 의해 직접적으로 또는 간접적으로 제조되는 특징 마크를 갖는다. 이들 구조체 각각은 광학적, 기계적, 또는 다른 응용에서 필름, 시팅, 또는 다른 물품의 구조화된 표면 내에 통합될 때 ― 개별적으로든 동일하거나 상이한 리세스 또는 돌출부의 어레이 또는 그룹 중 하나의 구성원으로서이든 간에 ― 유용할 수 있다.
위에 언급된 바와 같이, 개시된 엔드 밀링 기술은 기재의 작업 표면 내에 다수의 큐브 코너 요소 및 다른 구조체를 형성하기 위해 사용될 수 있다. 도 50은 2개의 리세스(5020, 5021)가 개시된 기술을 사용하여 서로 인접하게 형성된 구조화된 표면의 도면이다. 이들 리세스의 면이 리세스(5020)가 큐브 코너 요소(5080)이고 리세스(5021)가 큐브 코너 요소(5081)이도록 서로 상호 수직하도록 구성되는 것으로 가정하지만, 상호 수직 조건이 충족되지 않고, 리세스가 큐브 코너 요소가 아닌 대안적인 실시예가 또한 고려된다. 구조화된 표면은 x-y 평면을 따라 연장되고, 좌표계의 z-축과 관련시킬 수 있는 법선 벡터를 갖는다.
큐브 코너 요소(5080)는 큐브 코너 요소(4780)와 동일하거나 유사한 것으로 가정된다. 예를 들어 도 50의 요소(5080)의 평면도와 도 47의 요소(4780)의 평면도 사이에서 직접적인 비교가 이루어질 수 있다. 큐브 코너 요소(5080)의 라벨링된 요소 ― 주연부(5020p), 꼭지점 또는 기부(5020b), 불연속선(5071, 5072, 5073)과 함께 합성 면을 형성하는 평평한 면(5041a, 5041b, 5042a, 5042b, 5043a, 5043b), 및 둥근 에지(5051, 5052, 5053) ― 는 모두 큐브 코너 요소(4780) 내의 직접적인 대응부를 구비하며, 추가의 설명을 필요로 하지 않는다.
큐브 코너 요소(5081)는 큐브 코너 요소(5080)와 실질적으로 동일하지만, z-축을 중심으로 180도만큼 회전된 배향을 갖는 큐브 코너 요소로 가정된다. 달리 말하면, 큐브 코너 요소(5080, 5081)는 대응하는 특징부를 구비하며, 그들 특징부는 z-축에 평행한 축을 중심으로 하는 180도 회전에 의해 서로 관련된다. 그러한 구조체는 큐브 코너 요소의 정합 쌍으로 지칭된다. 따라서, 큐브 코너 요소(5081)의 라벨링된 요소 ― 주연부(5021p), 꼭지점 또는 기부(5021b), 불연속선(5074, 5075, 5076)과 함께 합성 면을 형성하는 평평한 면(5044a, 5044b, 5045a, 5045b, 5046a, 5046b), 및 둥근 에지(5054, 5055, 5056) ― 는 모두 큐브 코너 요소(5080)(및 큐브 코너 요소(4780)) 내의 직접적인 대응부를 구비하며, 추가의 설명을 필요로 하지 않는다.
큐브 코너 요소(5080, 5081)는 그들 각각의 주연부의 2개의 직선형 측부 사이에 작은 좁은 스트립(strip)(평평한 영역)이 나타나도록 약간 이격된 것으로 도시된다. 대안적인 실시예에서, 요소(5080, 5081)는 (큐브 코너 요소(5080) 내의) 면(5042b, 5043a)에 의해 형성되는 합성 면과 (큐브 코너 요소(5081) 내의) 면(5045b, 5046a)에 의해 형성되는 합성 면이 서로 교차하여 날카로운 에지를 형성하도록 보다 근접하게 형성될 수 있다.
도 51은 다수의 리세스(5120, 5121, 5122, 5123, 5124, 5125 등)가 예컨대 도 47과 관련하여 설명된 바와 같이 개시된 기술을 사용하여 서로 인접하게 형성된 구조화된 표면의 도면이다. 구조화된 표면은 x-y 평면을 따라 연장되고, 좌표계의 z-축과 관련시킬 수 있는 법선 벡터를 갖는다. 리세스의 면이 리세스가 각각의 큐브 코너 요소(5180, 5181, 5182, 5183, 5184, 5185 등)를 형성하도록 서로 상호 수직하게 구성되는 것으로 가정하지만, 상호 수직 조건이 충족되지 않고, 리세스가 큐브 코너 요소가 아닌 대안적인 실시예가 또한 고려된다. 큐브 코너 요소는 도 50과 관련하여 기술된 바와 같이 큐브 코너 요소의 정합 쌍으로서 구성될 수 있으며, 예컨대 이때 큐브 코너 요소(5180, 5181)는 제1 정합 쌍을 형성하고, 큐브 코너 요소(5182, 5183)는 제2 정합 쌍을 형성하며, 큐브 코너 요소(5184, 5185)는 제3 정합 쌍을 형성하고, 기타 등등이다. 인접 큐브 코너 요소는 그들 각각의 주연부의 2개의 직선형 측부 사이에 작은 좁은 스트립(평평한 영역)이 나타나도록 약간 이격된 것으로 도시된다. 대안적인 실시예에서, 큐브 코너 요소의 일부 또는 모든 인접 쌍은 인접 큐브 코너 요소의 합성 면이 서로 교차하여 날카로운 에지를 형성하도록 보다 근접하게 형성될 수 있다.
큐브 코너 요소 및 유사한 구조체를 형성하기 위한 개시된 기술은 재구성된 또는 변형된 구조체를 생성하기 위해 ― 회전 엔드 밀의 절삭 엔빌로프의 형상, 또는 경사진 절삭 경로의 기하학적 구조, 또는 둘 모두를 맞춤으로써 ― 다양한 평평한 면의 형상 및 배향을 쉽게 맞출 수 있다. 그러한 설계 도구를 사용하여 캔팅된 큐브 코너 요소, 및 PG 큐브 코너 요소를 생성할 수 있다.
도 52는 개시된 엔드 밀링 기술을 사용하여 구조화된 표면 내에 형성된 일부 리세스(5220, 5221)의 개략적인 평면도이며, 리세스는 후방 캔팅된, 절두형 큐브 코너 요소(5280, 5281)의 정합 쌍이다. 구조화된 표면은 x-y 평면을 따라 연장되고, 좌표계의 z-축과 관련시킬 수 있는 법선 벡터를 갖는다.
도 52를 도 50과 비교함으로써, 그리고 도 50의 큐브 코너 요소가 도 18에 도시된 눈물방울-형상의 구조체를 기본 구성 블록(basic building block)으로서 사용하여 제조되는 방법을 알고 있는 것의 이득을 갖고서, 도 52의 변형된 구성을 개시된 엔드 밀링 기술을 사용하여 제조할 수 있는 공정을 즉시 이해할 수 있다.
도 52의 큐브 코너 요소(5280)는 하기의 라벨링된 요소를 구비한다: 주연부(5220p); 꼭지점 또는 기부(5220b); 각각의 불연속선(5271, 5272, 5273)과 함께 제1, 제2, 및 제3 합성 면을 형성하는 평평한 면(5241a, 5241b, 5242a, 5242b, 5243a, 5243b); 및 둥근 에지(5251, 5252, 5253). 이들 요소 모두는 도 50의 큐브 코너 요소(5080) 내의 대응부를 구비하지만, 이러한 대응 요소는 동일하지 않다. 이전의 설명의 이득을 갖고 있으므로, 독자는 둥근 에지(5251) 및 면(5241a, 5241b)이 제1 엔드 밀 절삭 엔빌로프를 경사각 α로 제1 경사진 경로 세그먼트(제1 수직 평면 내에 배치됨)를 따라 이동시킴으로써 제1 절삭 단계에서 형성되고, 둥근 에지(5252) 및 면(5242a, 5242b)이 제2 엔드 밀 절삭 엔빌로프를 경사각 β로 제2 경사진 경로 세그먼트(제2 수직 평면 내에 배치됨)를 따라 이동시킴으로써 제2 절삭 단계에서 형성되며, 둥근 에지(5253) 및 면(5243a, 5243b)이 제3 엔드 밀 절삭 엔빌로프를 경사각 γ로 제3 경사진 경로 세그먼트(제3 수직 평면 내에 배치됨)를 따라 이동시킴으로써 제3 절삭 단계에서 형성되는 것을 인식할 것이며, 여기서 제1, 제2, 및 제3 경사진 경로 세그먼트는 도 46에 예시된 바와 같이 공통의 가장 깊은 점을 공유하며, 이러한 가장 깊은 점은 기부(5220b)에 대응한다.
유일한 남아 있는 문제는 제1, 제2, 및 제3 합성 면이 큐브의 대칭축이 후방 방향으로 기울어진, 즉 큐브 코너 요소의 기부 삼각형 또는 주연부가 60도보다 큰 2개의 내각을 갖도록 하는 큐브 코너 요소를 형성하게 할 어떤 값을 다양한 절삭 파라미터에 할당할지를 결정하는 것이다. 이는 간단한 기하학적 문제이다. 후방 방향으로 8.826도의 캔트(cant)를 가진 큐브 코너 요소(5280)를 제공하기 위해 하기의 해답(answer)에 이르며, 그러한 큐브 코너 요소는 (66, 66, 48)도의 내각을 가진 기부 삼각형을 갖는다:
제1 수직 평면 내에서의 제1 절삭 단계:
절삭 엔빌로프 기울기: θ = 8.826도, φ = 0도;
제2 수직 평면 내에서의 제2 절삭 단계:
절삭 엔빌로프 기울기: θ = 8.826도, φ = 114도;
제1 및 제2 수직 평면 사이의 교각 Φ1: 114도;
제3 수직 평면 내에서의 제3 절삭 단계:
절삭 엔빌로프 기울기: θ = 8.826도, φ = -114도;
제2 및 제3 수직 평면 사이의 교각 Φ2: 132도;
도 33에 관한 논의와 일관되게, 극각 및 방위각(θ, φ)에 대해 주어진 값은 큐브 코너 요소(5280)를 형성하기 위해 사용되는 이들 3가지 절삭 단계 각각에 대해, 그러한 특정 절삭 단계에 대한 국소 수직 평면(예컨대, 도 47의 그것과 유사한 x-y 평면, 또는 x'-y' 평면, 또는 x''-y'' 평면)에 대해 측정된다. 상이한 방위각이 3가지 절삭 단계에 대해 주어진다는 사실에도 불구하고, 독자는 다른 관련 각도(Φ1, Φ2), 및 도면의 검토에 기초하여, 절삭 엔빌로프의 배향이 이 경우에 모든 3가지 절삭 단계 및 그들의 관련 경사진 절삭 경로에 대해 구조화된 표면 상의 고정 기준 마크(또는 좌표계)에 대해 동일한지 확인할 수 있다.
이들 절삭 파라미터를 사용하여, 후방 캔팅된 큐브 코너 요소(5280)를 기술된 바와 같이 생성한다. z-축을 중심으로 180도 회전하여 수행되는 동일한 절삭 단계가 다른 하나의 후방 캔팅된 큐브 코너 요소(5281)를 그의 라벨링된 요소: 주연부(5221p); 꼭지점 또는 기부(5221b); 각각의 불연속선(5274, 5275, 5276)과 함께 제4, 제5, 및 제6 합성 면을 형성하는 평평한 면(5244a, 5244b, 5245a, 5245b, 5246a, 5246b); 및 둥근 에지(5254, 5255, 5256)와 함께 생성한다. 큐브 코너 요소(5281)는 큐브 코너 요소(5280)에 대한 정합 쌍이며, 이는 요소(5281)가 요소(5280)에 대해 위에 언급된 것과 동일한 정도의 후방 방향으로의 캔트 및 동일한 세트의 내각을 갖는 기부 삼각형을 가짐을 의미한다.
도 53은 개시된 엔드 밀링 기술을 사용하여 구조화된 표면 내에 형성된 일부 리세스(5320, 5321)의 개략적인 평면도이며, 리세스는 그들이 후방 캔팅되기보다는 전방 캔팅되는 것을 제외하고는 도 52의 그것과 유사한 큐브 코너 요소(5380, 5381)의 정합 쌍이다. 구조화된 표면은 x-y 평면을 따라 연장되고, 좌표계의 z-축과 관련시킬 수 있는 법선 벡터를 갖는다.
도 52와 유사하게, 도 53의 검토시, 그리고 위의 교시의 이득을 갖고서, 도 53의 변형된 구성을 개시된 엔드 밀링 기술을 사용하여 제조할 수 있는 공정을 즉시 이해할 수 있다.
도 53의 큐브 코너 요소(5380)는 하기의 요소를 구비한다: 주연부(5320p); 꼭지점 또는 기부(라벨링되지 않음); 각각의 불연속선(라벨링되지 않음)과 함께 제1, 제2, 및 제3 합성 면(CF1, CF2, CF3)을 형성하는 평평한 면(라벨링되지 않음); 및 둥근 에지(라벨링되지 않음). 이들 요소 모두는 도 50의 큐브 코너 요소(5080) 내의 그리고 도 52의 큐브 코너 요소(5280) 내의 대응부를 구비하지만, 이러한 대응 요소는 동일하지 않다. 이전의 설명의 이득을 갖고 있으므로, 독자는 제1 둥근 에지 및 관련 면이 제1 엔드 밀 절삭 엔빌로프를 경사각 α로 제1 경사진 경로 세그먼트(제1 수직 평면 내에 배치됨)를 따라 이동시킴으로써 제1 절삭 단계에서 형성되고, 제2 둥근 에지 및 관련 면이 제2 엔드 밀 절삭 엔빌로프를 경사각 β로 제2 경사진 경로 세그먼트(제2 수직 평면 내에 배치됨)를 따라 이동시킴으로써 제2 절삭 단계에서 형성되며, 제3 둥근 에지 및 관련 면이 제3 엔드 밀 절삭 엔빌로프를 경사각 γ로 제3 경사진 경로 세그먼트(제3 수직 평면 내에 배치됨)를 따라 이동시킴으로써 제3 절삭 단계에서 형성되는 것을 인식할 것이며, 여기서 제1, 제2, 및 제3 경사진 경로 세그먼트는 도 46에 예시된 바와 같이 공통의 가장 깊은 점을 공유하며, 이러한 가장 깊은 점은 큐브 코너 요소(5380)의 기부에 대응한다. 제1, 제2, 및 제3 절삭 단계로부터의 면은 만나서 제1, 제2, 및 제3 합성 면(CF1, CF2, CF3)을 형성한다.
유일한 남아 있는 문제는 제1, 제2, 및 제3 합성 면이 큐브의 대칭축이 전방 방향으로 기울어진, 즉 큐브 코너 요소의 기부 삼각형 또는 주연부가 60도보다 큰 단지 하나의 내각을 갖도록 하는 큐브 코너 요소를 형성하게 할 어떤 값을 다양한 절삭 파라미터에 할당할지를 결정하는 것이다. 이는 간단한 기하학적 문제이다. 전방 방향으로 21.781도의 캔트를 가진 큐브 코너 요소(5380)를 제공하기 위해 하기의 해답에 이르며, 그러한 큐브 코너 요소는 (50, 50, 80)도의 내각을 가진 기부 삼각형을 갖는다:
제1 수직 평면 내에서의 제1 절삭 단계:
절삭 엔빌로프 기울기: θ = 21.781도, φ = 180도;
제2 수직 평면 내에서의 제2 절삭 단계:
절삭 엔빌로프 기울기: θ = 21.781도, φ = -50도;
제1 및 제2 수직 평면 사이의 교각 Φ1: 130도;
제3 수직 평면 내에서의 제3 절삭 단계:
절삭 엔빌로프 기울기: θ = 21.781도, φ = 50도;
제2 및 제3 수직 평면 사이의 교각 Φ2: 100도;
도 33에 관한 논의와 일관되게, 극각 및 방위각(θ, φ)에 대해 주어진 값은 큐브 코너 요소(5380)를 형성하기 위해 사용되는 이들 3가지 절삭 단계 각각에 대해, 그러한 특정 절삭 단계에 대한 국소 수직 평면(예컨대, 도 47의 그것과 유사한 x-y 평면, 또는 x'-y' 평면, 또는 x''-y'' 평면)에 대해 측정된다. 상이한 방위각이 3가지 절삭 단계에 대해 주어진다는 사실에도 불구하고, 독자는 다른 관련 각도(Φ1, Φ2), 및 도면의 검토에 기초하여, 절삭 엔빌로프의 배향이 이 경우에 모든 3가지 절삭 단계 및 그들의 관련 경사진 절삭 경로에 대해 구조화된 표면 상의 고정 기준 마크(또는 좌표계)에 대해 동일한지 확인할 수 있다.
이들 절삭 파라미터를 사용하여, 전방 캔팅된 큐브 코너 요소(5380)를 기술된 바와 같이 생성한다. z-축을 중심으로 180도 회전하여 수행되는 동일한 절삭 단계가 다른 하나의 전방 캔팅된 큐브 코너 요소(5381)를 하기의 요소: 주연부(5321p); 꼭지점 또는 기부(라벨링되지 않음); 각각의 불연속선(라벨링되지 않음)과 함께 제4, 제5, 및 제6 합성 면(CF4, CF5, CF6)을 형성하는 평평한 면(라벨링되지 않음); 및 둥근 에지(라벨링되지 않음)와 함께 생성한다. 큐브 코너 요소(5381)는 큐브 코너 요소(5380)에 대한 정합 쌍이며, 이는 요소(5381)가 요소(5380)에 대해 위에 언급된 것과 동일한 정도의 전방 방향으로의 캔트 및 동일한 세트의 내각을 갖는 기부 삼각형을 가짐을 의미한다.
도 47 내지 도 53의 큐브 코너 요소는 모두 절두형 큐브 코너 요소이다. 개시된 엔드 밀링 기술은 PG 큐브 코너 요소, 및 유사한 구조체를 제조하는 데까지 확장될 수 있다. 도 54 내지 도 56a의 그룹은 이것이 행해질 수 있는 하나의 방식을 보여준다.
x-y 평면에 평행하게 연장되는 작업 또는 구조화된 표면(5407)을 갖는 기재(5405)를 예시한 도 54로 시작하기로 하며, 작업 표면은 또한 좌표계의 z-축에 대응하는 법선 벡터를 갖는다. 3개의 별개의 리세스(5420, 5421, 5422)가 개시된 엔드 밀링 절삭 단계를 사용하여 작업 표면 내에 이미 형성되어 있다.
리세스(5420)는 도 38을 도 54의 리세스(5420)와 비교함으로써 인식될 수 있는 바와 같이, 전술된 리세스(3820)와 동일하거나 유사할 수 있다. 따라서, 단지 리세스(5420)의 선택된 요소 ― 주연부(5420p), 꼭지점 또는 기부(5420b), 만곡된 측부 표면(5431), 평평한 면(5441a, 5441b, 5442a, 5442b), 각각의 경사각 α1, β1으로 경사진 둥근 에지(5451, 5452), 전이선(5461, 5462), 및 그것을 따라 면(5441b, 5442a)이 만나서 합성 면(CF1)을 형성하는 불연속선(5471) ― 를 지적하고, 그들이 전술된 리세스(3820)의 요소 내의 직접적인 대응부를 구비하는 것을 언급하기만 하면 된다.
z-축을 중심으로 하는 회전을 제외하고는 리세스(5420)와 동일한 2개의 다른 리세스(5421, 5422)가 또한 제공된다. 리세스(5421)의 요소는: 주연부(5421p), 꼭지점 또는 기부(5421b), 만곡된 측부 표면(5432), 평평한 면(5443a, 5443b, 5444a, 5444b), 각각의 경사각 α2, β2로 경사진 둥근 에지(5453, 5454), 전이선(5463, 5464), 및 그것을 따라 면(5443b, 5444a)이 만나서 합성 면(CF2)을 형성하는 불연속선(5472)을 포함한다. 리세스(5422)의 요소는: 주연부(5422p), 꼭지점 또는 기부(5422b), 만곡된 측부 표면(5433), 평평한 면(5445a, 5445b, 5446a, 5446b), 각각의 경사각 α3, β3로 경사진 둥근 에지(5455, 5456), 전이선(5465, 5466), 및 그것을 따라 면(5445b, 5446a)이 만나서 합성 면(CF3)을 형성하는 불연속선(5473)을 포함한다. 이들 요소 모두는 리세스(5420) 내의 요소(및 도 38의 리세스(3820) 내의 요소)에 대한 직접적인 대응부를 구비하며, 따라서 이들 요소의 추가의 설명이 필요하지 않다.
리세스(5420, 5421, 5422)는 z-축을 중심으로 하는 그들의 상대 회전을 제외하고는 서로 실질적으로 동일하다. 리세스(5421)는 리세스(5420)에 대해 시계 방향으로 120도만큼 회전되고, 리세스(5422)는 리세스(5421)에 대해 시계 방향으로 120도만큼 회전된다. 이들 상대 배향에 의해, 합성 면(CF1, CF2, CF3)은 서로 상호 직교하지만, 3개의 주연부(5420p, 5421p, 5422p)의 직선형 부분에 의해 경계설정되는 중심 삼각형 영역에 의해 서로 분리된다. 3개의 합성 면은 3개의 리세스가 보다 근접하게 모이면 PG 큐브 코너 요소를 형성하기 위해 사용될 수 있다.
도 55의 기재(5505)는 기재(5405)의 그것과 유사한 작업 표면(5507)을 구비하지만, 여기서 리세스는 보다 근접하게 모였으며, 따라서 합성 면은 일부 장소에서는 서로 접촉하지만, 다른 장소에서는 (보다 작은) 중심 삼각형 영역에 의해 서로 분리된다. 작업 표면(5507)은 x-y 평면에 평행하게 연장되고, 좌표계의 z-축에 대응하는 법선 벡터를 갖는다. 리세스가 그들이 그들의 상대 회전 배향을 유지시키면서 부분적으로 중첩되도록 보다 근접하게 모이거나 형성된 것을 제외하고는, 도 54에서 별개로 형성되었던 동일한 3개의 리세스(5420, 5421, 5422)가 역시 엔드 밀링 기술에 의해 기재(5505) 내에 형성되었다.
3개의 리세스가 서로 보다 근접하게 형성될 때, 엔드 밀의 절삭은 그것이 후속 제2 리세스를 형성하기 위해 절삭 경로를 따라 이동함에 따라 제1 리세스의 일부 특징부를 부분적으로 파괴하거나 제거하고, 회전 엔드 밀이 제3 및 마지막 리세스를 형성하기 위해 또 다른 절삭 경로를 따라 이동함에 따라 제1 및 제2 리세스의 다른 부분이 파괴되거나 제거된다. 이러한 파괴 또는 제거는 중첩 리세스가 교차하는 곳에서 새로운, 날카로운 에지의 형성을 가져온다.
이는 도 55에서 볼 수 있다. 리세스는 기부(5420b, 5421b, 5422b)가 보다 근접하고, 중심 삼각형 분리 영역이 보다 작도록 보다 근접하게 형성되었다. 5420'로 라벨링된, 리세스(5420)의 나머지는 여전히 온전하며(intact), 5421'로 라벨링된, 리세스(5421)의 나머지, 및 5422'로 라벨링된, 리세스(5422)의 나머지도 마찬가지이다. 이들 부분 리세스(5420', 5421', 5422')는 조합되어 단일의 보다 큰 리세스(5520)를 형성한다. 합성 면(CF1, CF2, CF3)의 부분이 파괴되었다. 일부 장소에서, 합성 면은 이제 서로 교차하여 날카로운 에지(SE12a, SE23a, SE13a)를 형성한다. 둥근 에지가 또한 서로 교차하여 날카로운 에지(SE12b, SE23b, SE13b)를 형성한다. 외측 합성 면(별도로 라벨링되지 않음)이 이제 중첩된 리세스의 다른 면으로부터 생성됨에 따라 불연속선(5574, 5575, 5576)이 또한 형성된다.
도 56a의 기재는 이전에 분리된 리세스를 모으는 최종 단계를 나타낸다. 도 56a의 기재(5605)는 기재(5405, 5505)의 그것과 유사한 작업 표면(5607)을 구비하며, 작업 표면(5607)은 x-y 평면에 평행하게 연장되고, z-축에 대응하는 법선 벡터를 갖는다. 리세스가 그들이 그들의 상대 회전 배향을 여전히 유지시키면서 훨씬 더 부분적으로 중첩되도록 훨씬 더 근접하게 모이거나 형성된 것을 제외하고는, 도 54에서 별개로 형성되었고 도 55에서 부분적으로 중첩되었던 동일한 3개의 리세스(5420, 5421, 5422)가 역시 엔드 밀링 기술에 의해 기재(5605) 내에 형성되었다.
작업 표면(5607)에서, 리세스를 훨씬 더 근접하게 모음으로써, 합성 면(CF1, CF2, CF3)이 서로 완전히 접촉하며, 이때 더 이상 그들 사이에 임의의 중심 삼각형 분리 영역이 없다. 대신에, 3개의 합성 면, 및 그들 각각의 불연속선(5471, 5472, 5473)(예컨대 도 54 또는 도 55 참조)이 중심점 P에 모이며, 점 P는 구조화된 표면의 국소 최고점이다. 합성 면(CF1, CF2, CF3)은 또한 3개의 날카로운 에지를 따라 서로 교차하며, 이러한 3개의 날카로운 에지가 또한 점 P에 모인다.
기부(5420b, 5421b, 5422b)는 도 54 또는 도 55에서보다 도 56a에서 더 근접하다. 리세스(5420, 5421, 5422)의 나머지는 조합되어 단일의 보다 큰 리세스(5620)를 형성한다. 불연속선(5674, 5675, 5676)이 원래의 3개의 리세스의 다른 면으로부터 생성되는 외측 합성 면(별도로 라벨링되지 않음)에 나타난다. 원래의 합성 면의 부분이 파괴되었지만, 남아 있는 합성 면(CF1, CF2, CF3)은 각각 4-변형(사변형)이고, 상호 직교하며, 날카로운, 이면 에지를 따라 서로 교차한다. 함께, 도 56a의 합성 면(CF1, CF2, CF3)은 큐브 코너 요소(5680)를 형성한다. 6개의 경사진 둥근 에지는 큐브 코너 요소의 비-이면 에지를 형성하고, 도면에서 볼 수 있는 바와 같이, 육각형인 평면도에서의 경계 또는 주연부를 형성한다. 그러한 큐브 코너 요소(5680)는 PG 큐브 코너 요소이다. 큐브 코너 요소는 점 P를 통과하는 그리고 z-축에 평행한 대칭축을 가지며, 즉 큐브 코너 요소(5680)는 캔팅되지 않는다. 점 P가 구조화된 표면 내의 상대 최고점인 것, 즉 그것이 그의 바로 이웃한 환경에 대해 피크 또는 정점인 것을 고려할 때, 큐브 코너 요소(5680)는, 그에 따라 그것이 리세스(5620)의 중심에 있다는 사실에도 불구하고, 그리고 그것이 임의의 복제, 또는 임의의 네거티브 또는 역 복사물 없이, 전적으로 회전 엔드 밀의 재료 제거 단계에 의해 형성될 수 있다는 사실에도 불구하고, 큐브 코너 돌출부(cube corner protrusion)이다.
도 56b의 기재(5605')는 리세스의 주연부와 큐브 코너 요소(5680)의 주연부 사이에 위치되는 3개의 불연속선의 배향을 제외하고는, 도 56a의 기재(5605)의 그것과 동일하거나 유사한 작업 표면(5607')을 구비한다. 도 56a에서, 리세스는 5620으로 라벨링되고, 불연속선은 5674, 5675, 5676으로 라벨링된다. 이들 불연속선은 회전 절삭 공구가 그것이 둥근 에지를 형성하기 위해 사용되는 경사진 절삭 경로를 따라 이동함에 따라 기재로부터 완전히 후퇴되지 않는 것으로 가정한다. 반면에, 도 56b의 대안적인 불연속선(5674', 5675', 5676')(이는 대안적인 리세스(5620')를 제공함)은 회전 절삭 공구가 그것이 둥근 에지를 형성하기 위해 사용되는 경사진 절삭 경로를 따라 이동함에 따라 기재로부터 완전히 후퇴되는 것으로 가정한다. 모든 다른 점에서, 작업 표면(5607, 5607')은 동일하다.
간단한 방식으로, 도 56a 또는 도 56b의 PG 큐브 코너 요소(5680)를 형성하기 위해 사용되는 엔드 밀 절삭 단계는 밀집된(closely-packed) PG 큐브 코너 요소의 어레이를 포함하는 구조화된 표면을 형성하도록 주어진 기재 내에서 단계를 거치고 반복될 수 있다. 그러한 구조화된 표면이 도 57에 도시된다. 그러한 도면에서, 둥근 에지 및 평평한 면은 도 54 내지 도 56a와 관련하여 설명된 바와 동일한 방식으로 개시된 엔드 밀링 기술에 의해 형성되었지만, 여기서 절삭 단계는 결과적인 PG 큐브 코너 요소의 어레이를 형성하도록 순차적인 방식으로 반복된다. 따라서, 구조화된 표면은 점 P1(정점)에서 만나는 합성 면(CF1, CF2, CF3)을 포함하는 PG 큐브 코너 요소(5780), 점 P2(정점)에서 만나는 합성 면(CF4, CF5, CF6)을 포함하는 다른 PG 큐브 코너 요소(5781), 점 P3(정점)에서 만나는 합성 면(CF7, CF8, CF9)을 포함하는 다른 PG 큐브 코너 요소(5782), 및 점 P4(정점)에서 만나는 합성 면(CF10, CF11, CF12)을 포함하는 다른 PG 큐브 코너 요소(5783)를 포함한다. 어레이로 조합될 수 있는 그러한 PG 큐브 코너 요소의 개수는 제한되지 않는다.
도 54 내지 도 57의 PG 큐브 코너 요소는 모두 캔팅되지 않은 PG 큐브 코너 요소이다. 개시된 엔드 밀링 기술은 캔팅된 PG 큐브 코너 요소, 및 유사한 구조체를 제조하는 데까지 확장될 수 있다. 도 58 및 도 59의 쌍은 이것이 행해질 수 있는 하나의 방식을 보여준다.
도 58은 x-y 평면에 평행하게 연장되는 작업 또는 구조화된 표면(5807)을 갖는 기재(5805)를 예시하며, 작업 표면은 또한 좌표계의 z-축에 대응하는 법선 벡터를 갖는다. 3개의 별개의 리세스(5820, 5821, 5822)가 개시된 엔드 밀링 절삭 단계를 사용하여 작업 표면 내에 형성된다. 도 54의 개별 리세스가 보다 근접하게 모여 도 56a의 PG 큐브 코너 요소를 형성한 방식과 유사한 방식으로, 도 58의 리세스(5820, 5821, 5822)에는 도 56a에서 행해졌던 바와 같이 리세스가 모이고 중첩될 때, 중첩(및 간섭) 특징부가 캔팅된 PG 큐브 코너 요소를 생성하는 방식으로 합성 면, 둥근 에지, 및 다른 요소가 구성된다.
도 58의 리세스(5820)는: 주연부(5820p); 꼭지점 또는 기부(5820b); 만곡된 측부 표면(5831); 평평한 면(5841a, 5841b, 5842a, 5842b); 각각의 경사각 α1, β1으로 경사진 둥근 에지(5851, 5852); 전이선(5861, 5862); 및 그것을 따라 면(5841b, 5842a)이 만나서 합성 면(CF1)을 형성하는 불연속선(5871)을 포함한다.
도 58의 리세스(5821)는: 주연부(5821p); 꼭지점 또는 기부(5821b); 만곡된 측부 표면(5832); 평평한 면(5843a, 5843b, 5844a, 5844b); 각각의 경사각 α2, β2로 경사진 둥근 에지(5853, 5854); 전이선(5863, 5864); 및 그것을 따라 면(5843b, 5844a)이 만나서 합성 면(CF2)을 형성하는 불연속선(5872)을 포함한다.
도 58의 리세스(5822)는: 주연부(5822p); 꼭지점 또는 기부(5822b); 만곡된 측부 표면(5833); 평평한 면(5845a, 5845b, 5846a, 5846b); 각각의 경사각 α3, β3로 경사진 둥근 에지(5855, 5856); 전이선(5865, 5866); 및 그것을 따라 면(5845b, 5846a)이 만나서 합성 면(CF3)을 형성하는 불연속선(5873)을 포함한다.
리세스(5820, 5821, 5822)는 각각 리세스(5420, 5421, 5422)와 유사하고, 대응부인 요소를 구비하지만, 이러한 대응 요소는 동일하지 않다. 독자는 적합하게 캔팅되는 (PG) 큐브 코너 요소를 형성하기 위해 합성 면을 적절히 재배향시키도록 리세스의 절삭 파라미터를 변형시키는 방법을 결정하는 것이 간단한 기하학적 문제인 것을 인식할 것이다. 하기의 절삭 파라미터가 리세스의 합성 면 및 다른 특징부를 그들이 모일 때, 그들이 9.985도의 캔트(이러한 캔트 각도는 대응하는 절두형 큐브 코너 요소에서 (49, 61, 70)의 기부 삼각형을 생성할 것임)를 가진 PG 큐브 코너 요소를 형성하도록 제공할 것을 알아내었다:
리세스(5820) ― 둥근 에지(5851)를 형성하기 위한 제1 수직 평면 내에서의 제1 절삭 단계:
절삭 엔빌로프 기울기: θ = 9.985도, φ = 29.386도; 및
리세스(5820) ― 둥근 에지(5852)를 형성하기 위한 제2 수직 평면 내에서의 제2 절삭 단계:
절삭 엔빌로프 기울기: θ = 9.985도, φ = 148.386도;
제1 및 제2 수직 평면 사이의 교각 Φ1: 119도.
리세스(5821) ― 둥근 에지(5853)를 형성하기 위한 제1 수직 평면 내에서의 제1 절삭 단계:
절삭 엔빌로프 기울기: θ = 9.985도, φ = 148.386도; 및
리세스(5821) ― 둥근 에지(5854)를 형성하기 위한 제2 수직 평면 내에서의 제2 절삭 단계:
절삭 엔빌로프 기울기: θ = 9.985도, φ = -80.614도;
제1 및 제2 수직 평면 사이의 교각 Φ1: 131도.
리세스(5820)에 대한 리세스(5821)의 배향은 리세스(5821)의 제1 수직 평면(그것 내에 에지(5853)가 있음)이 리세스(5820)의 제2 수직 평면(그것 내에 에지(5852)가 있음)에 평행하도록 한다.
리세스(5822) ― 둥근 에지(5856)를 형성하기 위한 제1 수직 평면 내에서의 제1 절삭 단계:
절삭 엔빌로프 기울기: θ = 9.985도, φ = 29.386도; 및
리세스(5822) ― 둥근 에지(5855)를 형성하기 위한 제2 수직 평면 내에서의 제2 절삭 단계:
절삭 엔빌로프 기울기: θ = 9.985도, φ = -80.614도;
제1 및 제2 수직 평면 사이의 교각 Φ1: 110도.
리세스(5820)에 대한 리세스(5822)의 배향은 리세스(5822)의 제1 수직 평면(그것 내에 에지(5856)가 있음)이 리세스(5820)의 제1 수직 평면(그것 내에 에지(5851)가 있음)에 평행하도록 한다.
도 33에 관한 논의와 일관되게, 극각 및 방위각(θ, φ)에 대해 주어진 값은 큐브 코너 요소(5980)를 형성하기 위해 사용되는 위의 6가지 절삭 단계 각각에 대해, 그러한 특정 절삭 단계에 대한 국소 수직 평면(예컨대, 도 47의 그것과 유사한 x-y 평면, 또는 x'-y' 평면, 또는 x''-y'' 평면)에 대해 측정된다. 상이한 방위각이 6가지 절삭 단계에 대해 주어진다는 사실에도 불구하고, 독자는 다른 관련 각도, 및 도면의 검토에 기초하여, 절삭 엔빌로프의 배향이 이 경우에 모든 6가지 절삭 단계 및 그들의 관련 경사진 절삭 경로에 대해 구조화된 표면 상의 고정 기준 마크(또는 좌표계)에 대해 동일한지 확인할 수 있다.
이들 절삭 파라미터는 중첩에 의해 조합될 때, 결과가 캔팅된 PG 큐브 코너 요소이도록 적합하게 배향된 합성 면을 가진 리세스(5820, 5821, 5822)를 제공한다. 도 59의 기재(5905)는 x-y 평면에 평행하게 연장되는 그리고 z-축에 대응하는 법선 벡터를 갖는 작업 표면(5907)을 구비한다. 리세스가 그들이 그들의 상대 회전 배향을 유지시키면서 부분적으로 중첩되도록 보다 근접하게 모이거나 형성된 것을 제외하고는, 도 58에서 별개로 형성되었던 동일한 3개의 리세스(5820, 5821, 5822)가 역시 엔드 밀링 기술에 의해 기재(5905) 내에 형성되었다. 리세스(5820, 5821, 5822)의 나머지는 조합되어 단일의 보다 큰 리세스(5920)를 형성한다.
작업 표면(5907)에서, 합성 면(CF1, CF2, CF3)은 서로 완전히 접촉한다. 3개의 합성 면은 점 P에 모이며, 이때 점 P는 구조화된 표면의 국소 최고점이다. 합성 면(CF1, CF2, CF3)은 또한 3개의 날카로운 에지를 따라 서로 교차하며, 이러한 3개의 날카로운 에지가 또한 점 P에 모인다.
원래의 합성 면의 부분이 파괴되었지만, 남아 있는 합성 면(CF1, CF2, CF3)은 각각 4-변형(사변형)이고, 상호 직교하며, 날카로운, 이면 에지를 따라 서로 교차한다. 함께, 도 59의 합성 면(CF1, CF2, CF3)은 큐브 코너 요소(5980)를 형성한다. 6개의 경사진 둥근 에지는 큐브 코너 요소의 비-이면 에지를 형성하고, 도면에서 볼 수 있는 바와 같이, 육각형인 평면도에서의 경계 또는 주연부를 형성한다. 그러한 큐브 코너 요소(5980)는 PG 큐브 코너 요소이다. 큐브 코너 요소는 점 P를 통과하는 그리고 z-축에 대해 기울어진 대칭축을 가지며, 즉 큐브 코너 요소(5980)는 캔팅된다. 점 P가 구조화된 표면 내의 상대 최고점인 것, 즉 그것이 그의 바로 이웃한 환경에 대해 피크 또는 정점인 것을 고려할 때, 큐브 코너 요소(5980)는, 그에 따라 그것이 리세스(5920)의 중심에 있다는 사실에도 불구하고, 그리고 그것이 임의의 복제, 또는 임의의 네거티브 또는 역 복사물 없이, 전적으로 회전 엔드 밀의 재료 제거 단계에 의해 형성될 수 있다는 사실에도 불구하고, 큐브 코너 돌출부이다.
도 60 내지 도 62는 다른 유형의 PG 큐브 코너 요소를 예시한다. 도 60에서, PG 큐브 코너 요소(6081)는 제1, 제2, 및 제3 광학 면(F1, F2, F3)을 구비하며, 이들 면은 도시된 바와 같이 날카로운 에지(SE12, SE23, SE13)를 따라 교차한다. 날카로운 에지는 국소 피크 또는 정점인 점 P1에서 교차한다.
도 61에서, 큐브 코너 요소(6081)는 유사한 PG 큐브 코너 요소(6181)와 조합되어 큐브 코너 요소의 정합 쌍을 형성한다. 큐브 코너 요소(6181)는 제4, 제5, 및 제6 광학 면(F4, F5, F6)을 구비하며, 이들 면은 도시된 바와 같이 날카로운 에지(SE45, SE56, SE46)를 따라 교차한다. 날카로운 에지는 국소 피크 또는 정점인 점 P2에서 교차한다.
도 62는 도 61의 정합 쌍의 사시도를 도시한다. 도 62의 도면에서, 큐브 코너 요소(6081, 6181)의 일부 비-광학 면을 또한 볼 수 있다.
도 63 내지 도 67b는 도 60 내지 도 62의 그것과 같은 PG 큐브 코너 요소가 개시된 엔드 밀링 기술로 제조될 수 있는 방법을 예시한다. 도 63에 도시된 바와 같은 리세스(6320)로 시작하기로 한다. 리세스(6320)는: 주연부(6320p); 및 기부(6320b); 만곡된 측부 표면(6331a, 6331b); 둥근 에지(6351)를 따라 만나는 평평한 면(6341a, 6341b), 및 둥근 에지(6352)를 따라 만나는 평평한 면(6342a, 6342b); 둥근 에지(6351)의 종단부(6351t), 및 둥근 에지(6352)의 종단부(6352t); 전이선(6361a, 6361b, 6362a, 6362b); 및 전이선(6351a, 6351b, 6352a, 6352b)을 포함한다. 이들 특징부는 도 31의 리세스(3120)의 대응하는 특징부와 동일하거나 유사할 수 있으며, 이때 추가의 설명이 필요하지 않다. 둥근 에지(6351)의 경사각은 35.264도이고, 둥근 에지(6352)의 경사각은 35.264도이다. 이들은 THA = 35.264도를 갖고 기울기를 갖지 않는(θ = 0) 것으로 가정되는 절삭 엔빌로프가 따르는 경사진 절삭 경로의 동일한 경사각이다. 면(6341a, 6341b) 사이의 2면각은 90도이고, 면(6342a, 6342b) 사이의 2면각도 또한 90도이다.
이어서, 도 64에 도시된 바와 같이, 다른 회전 엔드 밀로 다른 절삭 작업을 수행한다. THA = 35.264도를 갖고 기울기를 갖지 않는(θ = 0) 절삭 엔빌로프로, 50.768도의 경사각으로, 둥근 에지(6451)에 대응하는 경사진 절삭 경로를 따른다. 이러한 절삭 작업은 둥근 에지(6451)에 더하여, 평평한 면(6441a, 6441b), 전이선(6451a, 6451b), 및 종단부(6451t)를 형성한다. 평평한 면(6441a)은 불연속선(6471a)에서 만나는 면(6341a)과 함께 합성 면(CF1)(도 65에 라벨링됨)을 형성한다. 평평한 면(6441b)은 불연속선(6471b)에서 만나는 면(6342a)과 함께 합성 면(CF2)(도 65에 라벨링됨)을 형성한다. 면(6441a, 6441b) 사이의 2면각은 131.808도이다.
이어서, 도 65에 도시된 바와 같이, 다른 회전 엔드 밀로 다른 절삭 작업을 수행한다. THA = 35.264도를 갖고 기울기를 갖지 않는(θ = 0) 절삭 엔빌로프로, 50.768도의 경사각으로, 둥근 에지(6551)에 대응하는 경사진 절삭 경로를 따른다. 이러한 절삭 작업은 둥근 에지(6551)에 더하여, 평평한 면(6541a, 6541b), 전이선(6551a, 6551b), 및 종단부(6551t)를 형성한다. 평평한 면(6541a)은 불연속선(6571a)에서 만나는 면(6341b)과 함께 합성 면(CF3)을 형성한다. 평평한 면(6541b)은 불연속선(6571b)에서 만나는 면(6342b)과 함께 합성 면(CF4)을 형성한다. 면(6541a, 6541b) 사이의 2면각은 131.808도이다.
이어서, 도 66에 도시된 바와 같이, 이들 작업을 반복하여 동일한 설계의 중첩 리세스를 형성한다. 그러한 도면에서, 기재(6605)는 xyz 좌표계의 맥락에서 작업 표면(6607)을 구비한다. 우선, 도 65에서와 같이, 리세스(6520)가 작업 표면 내에 절삭된다. 이어서, 도 66에 도시된 바와 같이, 실질적으로 유사한 리세스(6621, 6622, 6623)가 서로 그리고 리세스(6520)와 중첩되도록 절삭된다. 리세스(6621)의 절삭은 원래의 리세스(6520)(예컨대 도 65 참조)의 일부를 제거하여, 도 66에서 볼 수 있는 변형된 리세스(6520')를 제공한다. 날카로운 에지가 인접 합성 면의 교점에 형성된다. 리세스(6621)는 기부(6621b) 및 합성 면(CF5, CF6, CF7, CF8)을 구비한다. 리세스(6622)는 기부(6622b) 및 합성 면(CF9, CF10, CF11, CF12)을 구비한다. 리세스(6623)는 기부(6623b) 및 합성 면(CF13, CF14, CF15, CF16)을 구비한다.
마지막으로, 도 67a에 도시된 바와 같이 직선형의, 일정한 깊이의 V-홈을 기재 내에 기계가공한다. 그러한 도면에서, 새로운 V-홈에 의해 이루어지는 변화를 반영하기 위해, 기재는 6605'로 라벨링되고, 작업 표면은 6607'로 라벨링된다. V-홈에 의한 그들의 변형을 반영하기 위해 프라임 부호가 또한 공동 라벨 및 합성 면 라벨에 추가된다. V-홈(6716)은 평평한 저부(6716b) 및 비스듬한 측부 표면(6716a, 6716c)을 구비한다. 홈(6716) 및 y-축에 평행한 다른 V-홈(6717)은 평평한 저부(6717b) 및 비스듬한 측부 표면(6717a, 6717c)을 구비한다. (대안적인 실시예에서, V-홈(6716, 6717) 중 어느 하나 또는 둘 모두의 평평한 저부는 생략되고 뾰족한 꼭지점으로 대체될 수 있다. V-홈(6716, 6717) 중 하나 또는 둘 모두는 이와 관련하여 엔드 밀링보다는 플라이 절삭에 의해 제조될 수 있다.) V-홈(6716)은 측부 표면(6716c)이 합성 면(CF3', CF5' 등)에 수직하고, 그러한 합성 면과 함께 날카로운 에지를 형성하도록 THA = 35.264도로 절삭된다. V-홈(6717)은 측부 표면(6717a)이 합성 면(CF4', CF6' 등)에 수직하고, 그러한 합성 면과 함께 날카로운 에지를 형성하도록 THA = 35.264도로 절삭된다. 도 67a의 구조화된 표면은 도 60 내지 도 62에 도시된 유형의 PG 큐브 코너 요소를 제공하며, 그러한 큐브 코너 요소의 꼭지점 또는 피크는 도 67a에 P1, P2, P3, … P6로 라벨링된다. 명확성을 위해, 도 67b는 보다 적은 참조 라벨을 갖고서, 그리고 PG 큐브 코너 요소(6781, 6782)의 정합 쌍을 식별하기 위한 짙은 윤곽을 갖고서 기재(6605') 및 작업 표면(6607')을 재현한다.
도 60 내지 도 62, 도 67a, 및 도 67b의 그것과 같이 직사각형(또는 정사각형) 주연부를 갖는 PG 큐브 코너 요소를 제조하는 다른 방식이 PG 큐브 코너 요소가 도 60 내지 도 62 등에서와 같이 돌출부보다는 공동 또는 리세스의 형태이고, 둥근 에지가 큐브 코너 요소의 비-이면 에지보다는 이면 에지에 위치되는 것을 제외하고는, 도 68a, 도 68b의 쌍에 의해 예시된다. 따라서, 도 68a에서, 구조화된 표면(6807)은 그것 내에 형성되는, 각각 (절두형) 큐브 코너 요소(6880 내지 6889)에 대응하는 복수의 리세스(6820 내지 6829)를 구비한다. 리세스(6820, 6822, 6824, 6826, 6828) 각각은 도 47과 관련하여 전술된 리세스(4720)와 동일하거나 유사할 수 있다. 불필요한 반복을 피하기 위해, 그러한 리세스의 모든 다양한 전이선, 불연속선, 종단부, 및 면에 대한 도면 부호가 도 68a에 제공되지 않으며, 설명이 또한 불필요한 것으로서 생략된다. 리세스(6821, 6823, 6825, 6827, 6829)(각각 큐브 코너 요소(6881, 6883, 6885, 6887, 6889)에 대응함)는 큐브 코너 요소(6880, 6881)가 정합 쌍을 형성하고, 큐브 코너 요소(6882, 6883)가 정합 쌍을 형성하며, 기타 등등이도록 유사한 방식으로 형성된다. 다양한 공동의 기부(6820b, 6821b, …, 6829b)는 예시된 큐브 코너 요소의 배열 또는 위치를 기술하도록 허용하기 위해 편의상 라벨링된다. 도시된 바와 같이, 큐브 코너 요소(6880, 6882 등) 및 그들의 기부는 y-축에 평행한 하나의 열로 배열되고, 큐브 코너 요소(6881, 6883 등) 및 그들의 기부는 y-축에 평행한 다른 열로 배열된다.
도 68a의 큐브 코너 어레이를 기준점으로서 사용하여, 평면도에서 직사각형 주연부를 갖는 PG 큐브 코너 요소는 (1) 각각의 열 내에 있는 큐브 코너 요소 사이의 간격을 적절한 양(및 동일한 양)만큼 감소시키는 것, 및 (2) 큐브 코너 요소의 2개의 열 사이의 간격을 적절한 양만큼 감소시키는 것의 조합에 의해 제조될 수 있다. 이들 가이드라인(guideline)을 따라 새로운(그러나 관련된) 구조화된 표면(6807')을 형성할 때, 엔드 밀의 절삭은 그것이 새로운 리세스(들)를 형성하기 위해 절삭 경로를 따라 이동함에 따라 이전에 형성된 리세스(들)의 일부 특징부를 부분적으로 파괴하거나 제거한다. 이러한 파괴 또는 제거는 중첩 리세스가 교차하는 곳에서 새로운, 날카로운 에지의 형성을 가져온다. 그 결과를 도 68b의 구조화된 표면(6807')에서 볼 수 있으며, 여기서 도 68a의 그것에 대응하는 특징부를 볼 수 있다. 공동의 기부(6820b, 6821b, 6822b 등)가 x-방향 및 y-방향 둘 모두로 보다 근접하게 이격된 것을 볼 수 있고, 새로운 날카로운 에지 및 새로운 불연속선이 각각의 큐브 코너 요소의 직사각형 주연부를 한정하는 것을 볼 수 있다. 2개의 큐브 코너 요소(6886', 6887')가 굵은 선으로 윤곽형성되고, PG 큐브 코너 요소의 정합 쌍을 형성하는 것을 볼 수 있다. 도 68b에 도시된 것과 같은 어레이 내의 큐브 코너 요소 중 하나, 일부, 또는 전부는 캔팅되지 않거나, 전방 캔팅되거나, 후방 캔팅되거나, x-z 평면을 중심으로 대칭이거나, 그러한 평면을 중심으로 비대칭일 수 있다.
추가 논의
본 명세서에서 논의된 둥근 에지 및 평평한 면을 생성하는 경사진 절삭 경로와 절삭 경로 세그먼트 및 부분은 임의의 수의 상이한 구성을 가질 수 있다. 위에 예시되고 논의된 바와 같이, 그러한 경사진 절삭 경로는 직선형일 수 있고, 세그먼트화될 수 있으며, 이때 상이한 경사진 세그먼트가 몇몇 경우에는 동일한 수직 평면 내에 놓이고, 다른 경우에는 상이한 수직 평면 내에 놓인다. 경사진 절삭 경로는 또한 만곡될 수 있다. 그러한 만곡된, 경사진 절삭 경로는 단일 수직 평면 내에 놓이는 곡률을 가질 수 있거나, 그것은 예컨대 코르크스크류(corkscrew)-형상의 경로 또는 그의 부분의 경우에서와 같이 그렇지 않을 수 있고, 곡률은 일정한 반경 또는 가변 반경을 가질 수 있다. 대부분의 경우에, 초기에 직선형인 경사진 절삭 경로를 제어된 양의 곡률을 경로에 추가함으로써 재설계하는 것은 절삭 엔빌로프에 의해 형성되는 관련 표면 - 이러한 표면은 그렇지 않을 경우 직선형 절삭 경로를 따르면 평평한 면일 것임 - 이 완벽히 평평한 상태로부터 벗어나고 제어된 양의 곡률을 갖게 하는 효과를 가지며, 표면의 곡률은 경사진 절삭 경로가 얼마나 강하게 또는 약하게 만곡되는지의 함수이다. 실질적으로 평평한 표면이 형성되도록 요구될 때, 경사진 절삭 경로의 임의의 곡률은 바람직하게는 작으며, 즉 큰 곡률 반경을 갖는다. 개시된 경사진 직선형, 세그먼트화된, 또는 만곡된 절삭 경로 중 임의의 주어진 것은 함께 연결되는 다수의 작은 개별 직선형 또는 만곡된 피스(piece)에 의해 근사화되고 그것으로 대체될 수 있으며, 이들 피스의 집합은 주어진 경로에 근사하고, 원래의 구조체와 동일하거나 유사한 광학적, 기계적, 또는 다른 관련 특성을 갖는 구조체를 생성한다. 만곡되든 직선형이든 세그먼트화되든 다른 것이든 간에, 모든 전술한 경사진 절삭 경로의 조합이 또한 본 명세서에서 고려된다.
또한, 이와 관련하여, 본 명세서에 개시된 큐브 코너 요소 또는 다른 구조체 또는 미세구조체 중 임의의 것 또는 모두는 만곡되거나 세그먼트화되거나 둘 모두인 하나 이상의 에지(이면 에지이든 비-이면 에지이든 둘 모두이든 간에)를 구비하도록 (절삭 경로의 적절한 변형에 의해) 변형될 수 있다. 그러한 변형(들)을 포함하는 큐브 코너 요소를 절두형, 또는 PG, 또는 완전 큐브 코너 요소로 분류하는 목적을 위해, 진직성(straightness)으로부터의 에지(들)의 편차(들)는 이러한 진직성으로부터의 편차가 큐브 코너 요소의 관련 성능 특성에 작은 또는 최소의 영향을 미치는 경우에 간과되거나 무시될 수 있다(예컨대, 만곡된 에지는 직선형 에지로 근사화될 수 있음).
본 명세서에서 논의된 작업 표면의 평면에 대한 경사각, 예컨대 α, β, γ, α1, α2 등은 임의의 적합한 범위, 예컨대 1 내지 89도, 또는 10 내지 70도, 또는 20 내지 60도의 범위 내에 있을 수 있다. z-축에 대한 절삭 엔빌로프의 회전축의 기울기의 극각 θ는 많은 경우에 0일 수 있다. 범위가 캔팅되지 않은 큐브 코너 요소로부터 캔팅된 큐브 코너 요소에 이르는 큐브 코너 요소를 설계하고 제조할 때 θ의 특히 유용한 범위는 0 내지 55도이다.
개시된 엔드 밀링 공정이 전형적으로 마스터 툴링을, 구조화된 표면이 마스터 툴링의 기재의 작업 표면 상에 있는 상태로 제조하기 위해 사용되는 것이 이해되어야 한다. 구조화된 표면은 완성품이 구비하도록 의도되는 것이 돌출부인지 또는 공동인지(또는 둘 모두인지)에 따라, 완성품 내의 원하는 미세구조화된 기하학적 구조체 또는 그의 네거티브(역) 복사물에 대응한다. 엔드 밀 공정이 다른 직접 기계가공 공정과 함께 사용되어 다양한 미세구조체를 기재 상에 형성할 수 있는 것이 이해되어야 한다.
재귀반사 시팅과 같은 물품을 형성하기 위한 적합한 크기의 마스터 공구를 형성하기 위해, 복수의 툴링(또한 타일(tile)로 지칭됨)이 마스터 공구의 표면을 전기도금하여 네거티브 복사물을 형성하고, 이어서 네거티브 복사물을 전기도금하여 포지티브 복사물을 형성하며, 포지티브 복사물을 전기도금하여 제2 세대 네거티브 복사물을 형성하고, 기타 등등을 행함으로써 형성된다. 포지티브 복사물은 마스터 공구와 동일한 큐브 코너 요소 구조체를 구비하는 반면에, 네거티브 복사물은 큐브 공동 복제물이다. 따라서, 네거티브 복사 공구가 포지티브 복사물(즉, 큐브 코너 요소) 시팅을 제조하기 위해 채용되는 반면에, 포지티브 복사 공구가 네거티브 복사물(즉, 큐브 코너 공동) 시팅을 제조하기 위해 채용된다. 또한, 재귀반사 시팅은 큐브 코너 요소와 큐브 코너 공동 미세구조체의 조합을 포함할 수 있다. 미국 특허 제4,478,769호(프리콘 등) 및 제6,159,407호(크린케(Krinke) 등)에 설명된 것과 같은 전기주조 기술이 알려져 있다. 이어서 그러한 툴링을 함께 타일링(tiling)하는 것이 원하는 크기의 마스터 공구를 조립할 수 있다.
툴링은 이어서 엠보싱, 성형, 압출, 및 주조-및-경화 공정에 사용되어 물품을 형성한다. 형성된 툴링은 원하는, 또는 형성된 툴링의 역일 수 있다. 툴링을 사용하여 성형 공정으로부터 제조되는 물품은 툴링으로부터의 미세구조체가 물품 상에 형성되는 결과를 가져올 것이다.
개시된 엔드 밀링 기술에 의해, 에지를 갖는 미세구조체가 기재 내에 형성될 수 있다. 특히, 모서리에서 만나는 날카로운 에지를 가진 미세구조체가 형성될 수 있다. 3개의 에지가 모서리에서 만나 큐브 코너 요소를 형성하는 미세구조체가 재귀반사 재료를 제조하는 데 유용하다. 본 명세서에 설명된 엔드 밀링 기술은 절두형 및 PG 큐브 코너 요소를 제조하는 능력을 보여준다.
설명된 기술을 사용하여, 절두형 및 비-절두형 큐브 코너 요소 둘 모두를 비롯한 다양한 유형의 미세구조체가 다양한 다른 형상 및 구성으로 제조될 수 있다. 미세구조체는 평면도에서 예를 들어 삼각형, 마름모꼴, 사다리꼴, 직사각형, 평행사변형, 오각형, 및 육각형과 이들 형상의 조합으로부터 선택되는 외측 주연부 형상을 가질 수 있다. N개의 뾰족한 별 형상(여기서 N은 3, 4, 5, 6 등일 수 있음)을 이에 제한됨이 없이 포함하는 많은 다른 주연부 형상이 또한 고려된다.
용어 "시팅"은 그것 상에 미세구조체가 형성된 중합체(예컨대, 합성) 재료의 얇은 피스를 지칭할 수 있다. 큐브-코너 미세구조체를 가진 시팅이 재귀반사 시팅으로서 사용된다. 재귀반사 시팅은 그의 높은 재귀반사된 휘도 면에서, 교통 표지, 도로 표지병, 차량 마킹, 및 개인 안전 물품과 같은 다양한 용도에 유용하다.
시팅은 임의의 폭 및 길이를 가질 수 있으며, 그러한 치수는 단지 그것으로부터 시팅이 제조된 장비(예컨대, 공구의 폭, 슬롯 다이 오리피스의 폭 등)에 의해서만 제한된다. 시팅의 두께는 전형적으로 약 0.004 인치(0.1016 mm) 내지 약 0.10 인치(2.54 mm)의 범위이다. 바람직하게는, 시팅의 두께는 약 0.020 인치(0.508 mm) 미만, 더욱 바람직하게는 약 0.014 인치(.3556 mm) 미만이다. 시팅은 시일 필름(seal film) 또는 오버레이(overlay)와 같은 표면 층을 추가로 포함할 수 있다. 재귀반사 시팅의 경우에, 폭은 전형적으로 30 인치(122 cm) 이상, 바람직하게는 48 인치(76 cm) 이상이다. 시팅은 전형적으로 시팅이 편리하게 취급되는 롤-제품(roll-good)으로 제공되도록 최대 약 50 야드(45.5 m) 내지 100 야드(91 m)까지 그의 길이에 있어서 연속적이다. 그러나 대안적으로 시팅은 롤-제품보다는 개별 시트로서 제조될 수 있다. 그러한 실시예에서, 시트는 바람직하게는 치수가 완성품에 대응한다. 예를 들어, 재귀반사 시팅은 표준 미국 표지(예컨대, 30 인치 × 30 인치(76 cm × 76 cm))의 치수를 가질 수 있으며, 따라서 시팅을 제조하기 위해 채용되는 미세구조화된 공구는 대략 동일한 치수를 가질 수 있다. 번호판 또는 반사 버튼과 같은 보다 작은 물품은 상응하게 보다 작은 치수를 갖는 시팅을 채용할 수 있다.
재귀반사 시팅은 바람직하게는 일체형 재료로서 제조될 수 있으며, 즉 큐브-코너 미세구조 요소는 주형의 치수 전체에 걸쳐 연속적인 층 내에서 상호연결되고 개별 요소 및 그들 사이의 연결부가 동일한 재료를 포함한다. 마이크로프리즘형 표면에 대향하는 시팅의 표면은 전형적으로 평활하고 평탄하여, 또한 "랜드 층(land layer)"으로 지칭된다. 랜드 층의 두께(즉, 복제된 미세구조체에 기인하는 부분을 제외한 두께)는 0.001 내지 0.100 인치, 바람직하게는 0.003 내지 0.010 인치이다. 그러한 시팅의 제조는 전형적으로 유체 수지 조성물을 공구 상으로 주조하고 조성물을 경화되도록 허용하여 시트를 형성함으로써 달성된다. 유체 수지를 공구 상으로 주조하기 위한 바람직한 방법은 미국 특허 제7,410,604호(에릭슨 등)에 기술된다.
그러나, 선택적으로, 공구는 미국 특허 제4,601,861호(프리콘 등)에 기술된 것과 같은 재귀반사 물품을 형성하도록 엠보싱 공구로서 채용될 수 있다. 대안적으로, 시팅은 PCT 공개 WO95/11464호(벤슨 주니어(Benson Jr.) 등) 및 미국 특허 제3,684,348호(롤랜드(Rowland))에 교시된 바와 같이 큐브-코너 요소를 사전형성된 필름에 대해 주조함으로써, 또는 사전형성된 필름을 사전형성된 큐브-코너 요소에 라미네이팅(laminating)함으로써 층상 제품으로서 제조될 수 있다. 그렇게 함으로써, 개별 큐브-코너 요소가 사전형성된 필름에 의해 상호연결된다. 또한, 요소 및 필름은 전형적으로 상이한 재료로 구성된다.
시팅의 제조시, 미국 특허 제6,884,371호(스미스)에 추가로 기술된 바와 같이 공구의 채널이 공구를 전진시키는 방향과 대략 정렬되는 것이 바람직하다. 따라서, 임의의 추가의 제조 단계 전에, 시팅의 주 홈이 시팅의 롤의 에지에 실질적으로 평행할 것이다.
시팅을 위한 다양한 적합한 수지 조성물이 이러한 수지가 원하는 구성으로 형성가능할 수 있는 한 사용될 수 있다. 실외에서 사용될 재귀반사 시팅에 대해, 수지는 전형적으로 치수상으로 안정되고, 내구성이 있으며, 내후성을 갖고, 원하는 구성으로 쉽게 형성가능한 투명 재료이다. 적합한 재료의 예는 약 1.5의 굴절률을 갖는 아크릴, 예컨대 롬 앤드 하스 컴퍼니에 의해 제조되는 플렉시글래스 브랜드 수지; 약 1.59의 굴절률을 갖는 폴리카르보네이트; 반응성 재료, 예컨대 열경화성 아크릴레이트 및 에폭시 아크릴레이트; 폴리에틸렌계 이오노머, 예컨대 이. 아이. 듀폰 디 네모아 앤드 컴퍼니 인크.에 의해 설린의 브랜드명으로 판매되는 것; (폴리)에틸렌-코-아크릴산; 폴리에스테르; 폴리우레탄; 및 셀룰로오스 아세테이트 부티레이트를 포함한다. 폴리카르보네이트는 그의 인성 및 상대적으로 더 높은 굴절률로 인해 특히 적합하며, 이는 일반적으로 보다 넓은 범위의 입사각에 걸친 개선된 재귀반사 성능에 기여한다. 이들 재료는 또한 염료, 착색제, 안료, UV 안정제, 또는 다른 첨가제를 포함할 수 있다.
재귀반사 시팅을 제조할 때, 금속성 코팅과 같은 정반사성 코팅(specular reflective coating)이 큐브-코너 요소의 배면 상에 배치될 수 있다. 금속성 코팅은 알루미늄, 은, 또는 니켈과 같은 금속을 증착하거나 화학적으로 침착시키는 것과 같은 알려진 기술에 의해 적용될 수 있다. 프라이머 층(primer layer)이 금속성 코팅의 접착성을 촉진하기 위해 큐브-코너 요소의 배면에 적용될 수 있다. 금속성 코팅에 더하여 또는 그것 대신에, 시일 필름이 큐브-코너 요소의 배면에 적용될 수 있으며; 예를 들어 미국 특허 제4,025,159호(맥그래스(McGrath)) 및 제5,117,304호(황(Huang) 등)를 참조한다. 시일 필름은 큐브의 배면에서 공기 계면을 유지하고, 이는 계면에서의 내부 전반사를 가능하게 하고 오물 및/또는 수분과 같은 오염 물질의 유입을 억제한다. 미국 특허 출원 공개 제2013/0034682호(프리(Free) 등)에 개시된 것과 같은, 장벽 요소의 층이 감압 접착제 층 상에 사용되어 큐브의 배면에 공기 계면을 형성할 수 있고, 이는 계면에서의 내부 전반사를 가능하게 하고 오염 물질의 유입을 억제한다.
별도의 오버레이 필름이 개선된(예컨대, 실외) 내구성을 위해 또는 이미지 수용 표면을 제공하기 위해 시팅의 관찰 표면 상에 이용될 수 있다. 그러한 실외 내구성을 나타내는 것은 풍화 작용(weathering)의 연장된 지속기간(예컨대, 1년, 3년) 후에 ASTM D4956-16b에서 지시되는 것과 같은 충분한 휘도 사양을 유지하는 것이다. 또한, 주간 휘도율(daytime luminance factor)(CapY)은 바람직하게는 풍화 작용 전후에 30 초과이다.
접착제 층이 또한 큐브-코너 요소 또는 시일 필름 후방에 배치되어, 큐브-코너 재귀반사 시팅이 기재에 고정되게 할 수 있다. 적합한 기재는 목재, 알루미늄 시팅, 아연도금 강(galvanized steel), 중합체 재료, 예컨대 폴리메틸 메타크릴레이트, 폴리에스테르, 폴리아미드, 폴리비닐 플루오라이드, 폴리카르보네이트, 폴리비닐 클로라이드, 폴리우레탄, 및 이들 및 다른 재료들로부터 제조되는 광범위한 라미네이트를 포함한다.
개시된 엔드 밀링 공정을 사용하여 제조되는 구조화된 표면(또는 구조화된 표면의 역)을 포함하는 기재로부터 형성되는 물품에 대해, 형성된 물품은 전술된 바와 같이 기재의 구조화된 표면의 형상을 취할 것이고 기재의 구조화된 표면의 특징부를 포함할 것이다.
예를 들어, 상이한 측방향, 두께 방향, 또는 엔드 밀 축의 다양한 각도로 절삭이 이루어지는 엔드 밀링 공정을 사용할 때, 다양한 배향의 결과적인 미세구조체가 형성될 수 있다. 예를 들어, 큐브-코너 미세구조체를 제조할 때, 2면각 오차가 도입될 수 있다. 총 광 귀환(TLR)의 균일성을 개선하기 위해 그러한 오차를 도입하는 것이 바람직할 수 있다.
따라서, 대칭이거나 기울어진, 예를 들어 전방 또는 후방 캔팅되는 절두형 큐브를 형성할 수 있다. 미국 특허 제5,565,151호(닐슨) 및 제4,588,258호(후프만)를 참조한다. PG 큐브 코너 요소의 캔팅이 미국 특허 제6,015,214호(히넌 등)에 기술된다.
따라서, 스큐(skew) 및 경사를 가진 완전 큐브 코너 요소 또는 PG 큐브 코너 요소를 형성할 수 있다. 미국 특허 제9,470,822호(스미스)를 참조한다.
미세구조체를 포함하는 물품은 대체로 평탄한 표면 및 에지를 갖는 미세구조체가 유용한 다양한 응용에 사용될 수 있다. 예를 들어, 미세구조체를 포함하는 물품은 연마 재료로서 또는 광 또는 노이즈(noise)를 지향시키기 위해 사용될 수 있다.
비-직교 큐브 코너 요소의 추가 논의
이미 설명된 바와 같이, 위의 교시는 주어진 큐브 코너 요소의 적어도 2개의 광학 면 사이에, 또는 그러한 적어도 2개의 광학 면의 부분 사이에 2면각 오차를 포함하는, 큐브 코너 요소를 포함하는 물품, 및 큐브 코너 요소의 어레이를 포함하는 물품을 제조하기 위해 사용될 수 있다. 이들 2면각 오차는 본 명세서에 개시된 큐브 코너 요소 중 임의의 것에 적용될 수 있다. 몇몇 경우에, 상이한 2면각 오차가 하나 이상의 큐브 코너 요소의 하나 이상의 합성 면의 상이한 구성 면에 적용될 수 있다. 몇몇 경우에, 2면각 오차는 하나 이상의 큐브 코너 요소의 하나 이상의 합성 면의 구성 면에 동일하게 적용될 수 있다. 몇몇 경우에, 2면각 오차는 큐브 코너 요소의 열과는 다른 패턴으로 적용될 수 있다. 관심 대상의 각도 오차는 일반적으로 1분 내지 2도, 또는 1 또는 2분 내지 70분, 또는 1 또는 2분 내지 40분의 범위 내에 있다. 주어진 각도 오차가 공칭적으로 90도의 2면각에 더해지거나 그것으로부터 빼질 수 있기 때문에, 이들 범위는 물론 관심 대상의 각도 오차의 크기를 언급한다.
개시된 엔드 밀링 방법에 의해 제조되는 비-직교 큐브 코너 요소의 어레이는 또한 (원한다면) 주어진 큐브 코너 요소의 광학 면(또는 그의 적어도 일부분)이 인접 큐브 코너 요소의 적어도 하나의 광학 면(또는 그의 부분)과 동일 평면 상에 있다는 조건을 충족시키도록 제조될 수 있다. 그러나, 일반적으로, 개시된 엔드 밀링 방법에 의해 제조되는 비-직교 큐브 코너 요소의 어레이는 이러한 조건이 어레이 내의 하나의, 일부, 또는 모든 큐브 코너 요소에 대해 충족되지 않도록 제조될 수 있다.
개시된 엔드 밀링 기술을 사용하여, 비-직교 큐브 코너 요소는 큐브 코너 요소를 구성하는 다양한 면 중 하나 이상이 공칭적으로 수직한 큐브 코너 요소의 다른 면에 대한 직교성으로부터 작지만 상당한 양만큼 벗어나게 재배향되도록 절삭 파라미터에 대한 작은 조절을 수행함으로써 제조될 수 있으며, 이러한 작은 편차는 2면각 오차로 지칭된다. 절삭 파라미터에 대한 작은 조절은 재구성된 또는 변형된 큐브 코너 요소, 즉 비-직교 큐브 코너 요소를 생성하기 위해, 정확하게 직교하는 큐브 코너 요소를 생성하는 그러한 파라미터의 세트에 대해:
예컨대 도 5c의 Dtop, Dbot, 및 THA에 관하여, 회전 엔드 밀의 절삭 엔빌로프의 치수, 또는
예컨대 도 33의 극각 θ 또는 방위각 φ에 관하여, 절삭 엔빌로프의 배향, 또는
예컨대 도 37의 경사각 α 또는 β, 또는 수직 절삭 평면 사이의 각도 Φ에 관하여, 경사진 절삭 경로의 기하학적 구조
중 하나, 일부, 또는 전부에 대한 조절을 포함할 수 있다.
경사진 절삭 경로의 기하학적 구조에 대한 몇몇 조절이 도 69에 개략적으로 예시된다. 도 37과 비교하여 가장 명확하게 이해되는 이러한 도면은 하나는 3715ab로 라벨링된, 점 A로부터 점 B까지이고(또는 그 반대), 하나는 3715bc로 라벨링된, 점 B로부터 점 C까지인(또는 그 반대) 2개의 별개의 세그먼트 또는 부분을 갖는 공칭 경로를 도시한다. 도 69의 목적을 위해, 이들 경로(3715ab, 3715bc)가 정확하게 직교하는 절두형 또는 PG 큐브 코너 요소를 형성하기 위해 엔드 밀링 공구(들)에 의해 사용되는 여러 절삭 경로 중 2개인 것으로 가정한다. 작은 편차 또는 조절은 대안적인 점 A', C', 및 C''에 의해 표시된다. 점 A'는 증분 Δα를 도입하여 원래의 경사각 α를 조절된 경사각 α'로 변화시킨다. 점 C'는 증분 Δβ를 도입하여 원래의 경사각 β를 조절된 경사각 β'로 변화시킨다. 점 C''는 증분 ΔΦ를 도입하여 원래의 교각 Φ(각각 경로 AB 및 BC를 포함하는 수직 평면 사이의)를 조절된 경사각 Φ'로 변화시키며, 조절된 경로 B-C'는 또한 새로운 또는 수정된(revised) x''-z 수직 평면을 한정한다. 점 A', C', 또는 C''에 의해 표시된 작은 조절은 절두형 또는 PG 큐브 코너 요소의 하나 이상의 광학 면(또는 그러한 광학 면의 부분)을 그들이 큐브 코너 요소의 다른 광학 면에 대한 직교성으로부터 2면각 오차만큼 벗어나도록 재배향시키기에 적합할 수 있다. 물론, 경사진 절삭 경로의 기하학적 구조에 대한 작은 조절은 또한 또는 대안적으로 도 69의 점 B의 위치를 임의의 원하는 축 또는 방향을 따라 작은 양만큼 이동시킴으로써 달성될 수 있다.
도 70은 도 51의 그것과 유사한 큐브 코너 요소의 어레이가 형성된 구조화된 표면(7007)을 도시하지만, 여기서 주어진 큐브 코너 요소(7080)는 위에서 논의된 바와 같이 하나 이상의 절삭 파라미터를 조절함으로써 하나 이상의 2면각 오차를 갖도록 제조된다. 큐브 코너 요소(5081)(도 50) 및 큐브 코너 요소(5181)(도 51)와 유사하게, 큐브 코너 요소(7080)는 모두 본 명세서에 개시된 엔드 밀링 기술에 의해 제조된, 공칭적으로 상호 직교하는 3개의 복합 광학 면(CF1, CF2, CF3)을 구비한다. 그러나, 큐브 코너 요소(7080)의 합성 면 중 적어도 하나는 그의 2개의 구성 면의 절삭 파라미터의 적절한 조절에 의해 재배향되었으며, 따라서 그러한 합성 면은 다른 광학 면 중 하나 또는 둘 모두에 대한 직교성으로부터 벗어난다. 예를 들어, 광학 면(CF1)은 광학 면(CF2)에 수직할 수 있지만, 광학 면(CF3)에 대한 2면각 오차를 가질 수 있다. 대안적으로, 광학 면(CF1)은 광학 면(CF2)에 대한 제1 2면각 오차, 및 광학 면(CF3)에 대한 제2 2면각 오차를 가질 수 있다.
엔드 밀링 기술이 도 70의 어레이 내의 각각의 큐브 코너 요소가 개별적으로, 어레이 내의 모든 다른 큐브 코너 요소와 관계없이 형성되도록 허용하기 때문에, 각각의 광학 면의 배향을 독립적으로, 큐브 코너 요소의 열 또는 선을 따른 광학 면이 서로 동일 평면 상에 있어야 한다는 요건에 의해, 또는 주어진 큐브 코너 요소의 광학 면이 인접 큐브 코너 요소의 광학 면과 동일 평면 상에 있어야 한다는 동반 요건(corollary requirement)에 의해 구속됨이 없이 조절할 수 있다. 그와 관련하여, 큐브 코너 요소(7080)에 인접한 모든 큐브 코너 요소가 도 70에서 음영에 의해 식별된다. 12개의 그러한 음영 처리된, 인접한 큐브 코너 요소가 있으며, 이때 그들 중 3개 ― 큐브 코너 요소(7081, 7082, 7083) ― 는 큐브 코너 요소(7080)와 실질적으로 공통의 또는 공유된 비-이면 에지를 구비함으로 인해 인접하고, 나머지 9개는 큐브 코너 요소(7080)와 실질적으로 공통의 또는 공유된 점 또는 모서리를 구비함으로 인해 인접한다.
따라서, 큐브 코너 요소(7080)의 광학 면(CF1)은 인접 큐브 코너 요소의 광학 면 중 임의의 것을 재배향시킴이 없이, 광학 면(CF2, CF3) 중 하나 또는 둘 모두와 2면각 오차를 갖도록 재배향될 수 있다. 추가적으로 또는 대신에, 광학 면(CF2)은 인접 큐브 코너 요소의 광학 면 중 임의의 것을 재배향시킴이 없이, 광학 면(CF1, CF3) 중 하나 또는 둘 모두와 2면각 오차를 갖도록 재배향될 수 있다. 추가적으로 또는 대신에, 광학 면(CF3)은 인접 큐브 코너 요소의 광학 면 중 임의의 것을 재배향시킴이 없이, 광학 면(CF1, CF2) 중 하나 또는 둘 모두와 2면각 오차를 갖도록 재배향될 수 있다. 이들 경우 모두에서, 그리고 인접 큐브 코너 요소의 광학 면(들)이 큐브 코너 요소(7080)와 상이한 방식으로 재배향되는 경우에, 결과적으로 생성된 비-직교 큐브 코너 요소(7080)는 (1) 나머지 광학 면 중 하나 또는 둘 모두와의 직교성으로부터 2면각 오차만큼 벗어나는. 그리고 (2) 임의의 인접 큐브 코너 요소의 임의의 광학 면과 동일 평면 상에 있지 않은(즉, 그것과 동일한 평면 내에 놓이지 않는) 적어도 하나의 광학 면을 구비할 것이다. 간단한 방식으로, 큐브 코너 요소 광학 면(들)의 그러한 선택적인, 개별화된 재배향은 도 52, 도 53, 도 56a, 도 56b, 도 57, 도 59, 도 67a, 도 67b, 도 68a, 및 도 68b 중 임의의 것의 큐브 코너 요소를 이에 제한됨이 없이 포함하여, 절두형 큐브 코너 요소, PG 큐브 코너 요소, 완전 큐브 코너 요소, 또는 캔팅된 큐브 코너 요소를 포함하는 어레이를 비롯한 다른 유형의 큐브 코너 요소 어레이에서 실시될 수 있다. 전술한 조건은 (1) 대상 큐브 코너 요소(예컨대, 큐브 코너 요소(7080))가 그의 인접 큐브 코너 요소 중 일부 또는 전부의 대응하는 기부에 평행하거나 심지어 그것과 동일 평면 상에 있는 기부 삼각형 또는 다른 기부를 구비하거나, (2) 대상 큐브 코너 요소가 그의 인접 큐브 코너 요소 중 일부 또는 전부와 함께 그들의 기부를 따라 분열되지 않는(즉, 그들이 온전한) 경우에도 충족될 수 있다.
개시된 엔드 밀링 기술에 의해 제조되는 큐브 코너 요소는 적어도 하나의 복합 광학 면, 또는 적어도 2개의 복합 광학 면을 구비할 수 있고, 많은 경우에, 각각의 큐브 코너 요소의 3개의 광학 면 모두는 사실상 복합물이며, 즉 도 39 내지 도 43과 관련하여 위에서 논의된 바와 같이, 불연속선에 의해 분리되는 2개의 별개의, 구성 면으로 구성된다. 또한, 상이한 절삭 단계가 주어진 합성 면의 구성 면을 형성하기 위해 사용된다. 몇몇 경우에, 예컨대 도 70과 관련하여 위에서 논의된 바와 같이, 절삭 파라미터에 대한 조절은 각각의 합성 면의 완전성을 보존하도록, 즉 각각의 합성 면의 구성 면 사이의 평행성을 유지시키도록 선택될 수 있다. 다른 경우에, 절삭 파라미터에 대한 조절은 주어진 합성 면의 구성 면이 예컨대 1분 이상이지만 2도 이하만큼, 또는 1 또는 2분 이상이지만 70분 이하만큼 평행성으로부터 실질적으로 벗어나서, 그들 구성 면 중 적어도 하나가 큐브 코너 요소의 다른 광학 면, 또는 그의 부분에 대해 상당한 2면각 오차를 갖는 비-직교 큐브 코너 요소를 제공하도록 선택될 수 있다. 하나의 그러한 실시예가 도 71에 개략적으로 도시된다. 개별 구성 면의 조절은 합성 면을 구성 면의 온전한 쌍으로서 조절하는 것보다 더욱 많은 설계 자유도를 허용한다. 예를 들어, (총 6개의 구성 면에 대해) 모든 3개의 광학 면이 합성 면인 큐브 코너 요소에서, 하나의 극단적인 경우에는(at one extreme), 6개의 구성 면 중 하나만이 2면각 오차를 생성하도록 재배향되거나 조절될 수 있는 한편, 다른 하나의 극단적인 경우에는, 모든 6개의 구성 면이 2면각 오차를 생성하도록 재배향되거나 조절될 수 있다. 그들 극단적인 경우 사이에서, 다른 개수의 구성 면이 재배향될 수 있다. 이는 큐브 코너 요소의 기하학적 구조를 맞추는 데 있어서의 더욱 큰 설계 유연성, 및 따라서 큐브 코너 요소(들)에 의해 생성되는 발산 프로파일 또는 다른 광 귀환 패턴을 맞추는 데 있어서의 더욱 큰 설계 유연성을 제공한다.
도 71은 비-직교 큐브 코너 요소를 제공하도록 하나 이상의 절삭 파라미터를 조절함으로써 복합 광학 면의 적어도 하나의 구성 면의 배향이 (정확하게 직교하는 큐브 코너 요소에 대해) 조절된 단일 큐브 코너 요소를 평면도로 도시한다. 이러한 도면은 도면에 도시되고 명세서에 보고된 실제 각도 편차가 비-직교 큐브 코너 요소를 제조하기에 적합할 것보다 큰 한에 있어서는, 개략적이거나, 축척에 맞게 도시되지 않는다. 달리 말하면, 도면에 도시된 편차는 직교성으로부터의 편차가 너무 크기 때문에 큐브 코너 요소로서 거의 또는 전혀 유용하지 않을 구조체를 생성한다. 그러나, 이러한 과도한 편차는 독자가 큐브 코너 요소의 기하학적 구조에 이루어진 변화를 인식하도록 허용하는 도면을 제공하는 데 유용하다.
도 71이 하나의 큐브 코너 요소만을 도시하지만, 본 개시는 그러한 큐브 코너 요소의 정합 쌍뿐만 아니라, 또한 그러한 큐브 코너 요소의 어레이, 및 상이한 유형의 큐브 코너 요소를 포함하는 어레이를 고려한다. 또한, 도 71의 큐브 코너 요소가 리세스 또는 공동으로 기술되지만, 본 개시는 또한 리세스의 역 대응부가 예컨대 적합한 복제 공정에 의해 돌출부로서 제공되는 구조화된 표면을 고려한다. 개시된 비-직교 큐브 코너 요소는 공동이든 돌출부이든 간에, 위에 개시된 바와 같은 횡방향 치수를 가질 수 있고, 미세구조체이거나 그것을 포함할 수 있다.
이어서 도 71을 참조하면, 큐브 코너 요소(7180)로서 구성되는 리세스(7120)를 볼 수 있다. 큐브 코너 요소(7180)는 하나 이상의 절삭 파라미터가 큐브 코너 요소의 광학 면 사이의 (90도에 대한) 적어도 하나의 2면각 오차를 제공하도록 조절된 것을 제외하고는, 전술된 큐브 코너 요소(4780)(도 47 참조)와 유사한 방식으로 회전 엔드 밀로 제조될 수 있다. 큐브 코너 요소(7180)는: 기부(7120b); 둥근 에지(7151, 7152, 7153)와 함께 관련 전이선(7151a, 7151b, 7152a, 7152b, 7153a, 7153b) 및 종단부(7151t, 7152t, 7153t); 주연부(7120p); 및 면(7141b, 7142a(제1 복합 광학 면을 형성함), 7142b, 7143a(제2 복합 광학 면을 형성함), 7143b, 7141a(제3 복합 광학 면을 형성함))을 포함하며, 3개의 광학 면은 서로 공칭적으로 상호 직교한다. 이들 요소 모두는 큐브 코너 요소(4780) 내의 실질적인 대응부를 구비하며(몇몇 대응부는 동일하지 않을 수 있지만), 추가의 설명을 필요로 하지 않는다.
큐브 코너 요소(7180)를 형성하기 위해 사용되는 3개의 경사진 절삭 경로 또는 경로 세그먼트는 도 71에 도시된 바와 같이 상이한 수직 평면 내에 놓이며, 즉: 둥근 에지(7151)의 형성을 담당하는 x-z 평면; 둥근 에지(7152)의 형성을 담당하는 x'-z' 평면; 및 둥근 에지(7153)의 형성을 담당하는 x''-z'' 평면 내에 놓인다. x-z 평면은 각도 Φ1으로 x'-z' 평면과 교차하고, x'-z' 평면은 각도 Φ2로 x''-z'' 평면과 교차하며, x''-z'' 평면은 각도 Φ3로 x-z 평면과 교차하며, 이들 각도는 도 71에 라벨링되지 않는다. 큐브 코너 요소(7180)는 모든 다른 절삭 파라미터를 동일하게 유지시킨 상태에서, (도 47 및 도 71의 관점에서 볼 때) z-축을 중심으로 하는 x-z 평면의 10도만큼의 반시계 방향 회전에 의해 큐브 코너 요소(4780)와 상이하다. 이러한 조절은 (Φ1 = Φ2 = Φ3 = 120도인 도 47과 비교할 때) Φ1 = 130도, Φ2 = 120도, Φ3 = 110도인 결과를 가져온다.
큐브 코너 요소(7180)의 합성 면에 관하여, 면(7142b)과 면(7143a)은 실질적으로 동일 평면 상에 있고 평행하며, 그들은 불연속선(7172)을 따라 만난다. 각도 Φ3의 조절된 값으로 인해, 면(7141a, 7143b)은 평행성으로부터 벗어나지만 여전히 합성 면을 형성하고, 불연속선(7173)을 따라 만난다. 각도 Φ1의 조절된 값으로 인해, 면(7141b, 7142a)은 평행성으로부터 벗어나지만 여전히 합성 면을 형성하고, 집합적으로 유효 불연속선(7171)으로 식별하는 근접하게 이격된 특징부(만곡된 측부 표면(7131b), 전이선(7161b), 및 전이선(7162a))의 그룹을 따라 만난다.
아래의 표 1은 큐브 코너 요소(7180)에서 그의 다양한 면 사이에서 구현된 다양한 각도 오차를 보여준다. 이러한 표에 보고된 각도는 도면에 예시된 과도한 각도 편차(x-z 평면의 10도 회전)에 대해 정확하다. 그러나, 독자는 훨씬 더 작은 편차(예컨대, 예시된 편차의 1/10)가 사용될 때, 표의 각도의 크기가 유사하게 감소될 것을 이해할 것이다. 표의 모든 각도 값은 도 단위로 주어지고, 0도(평행 조건)에 대한 각도 오차를 나타내는, 별표(asterisk)(*)로 표시된 값을 제외하고는, 90도에 대한 각도 오차를 나타낸다. 표에서, CF1a는 면(7141b)을 지칭하고, CF1b는 면(7142a)을 지칭하며, CF2a는 면(7142b)을 지칭하고, CF2b는 면(7143a)을 지칭하며, CF3a는 면(7143b)을 지칭하고, CF3b는 면(7141a)을 지칭한다.
[표 1]
비-직교 큐브 코너 요소의 추가의 예 또는 유형(적어도 하나의 2면각 오차를 갖는 큐브 코너 요소)은 큐브 코너 요소의 3개의 광학 면을 형성하는 6개의 구성 면 중 더 많은 또는 다른 것을 재배향시킴으로써 도 71과 유사한 방식으로 달성될 수 있다.
절삭 파라미터 중 하나 이상을 조절함으로써 비-직교 큐브 코너 요소를 형성하기 위한 이들 동일한 원리 및 기술은 또한 간단한 방식으로 절두형 큐브 코너 요소, 완전 큐브 코너 요소, PG 큐브 코너 요소, 캔팅된 큐브 코너 요소, 큐브 코너 요소의 정합 쌍, 큐브 코너 요소의 균일 또는 불균일 어레이 등을 비롯한 본 명세서에 개시된 모든 다른 유형의 큐브 코너 요소에 적용될 수 있다.
보안 물품의 추가 논의
전술한 원리 및 교시는 하나 이상의 보안 이미지를 포함하는 물품, 및 전술된 바와 같이 검출가능 표시를 포함하는 물품을 제조하기 위해 사용될 수 있다. 그러한 보안 물품이 도 72에 개략적으로 도시된다. 그러한 도면에서, 본 명세서에 기술된 다른 구조화된 표면 물품 중 임의의 것과 동일하거나 유사할 수 있는 기재(7205)는 적어도 제1 영역 또는 구역 내의 제1 부분(7207a), 및 제2 영역 또는 구역 내의 제2 부분(7207b)으로 분할되는 구조화된 표면을 구비한다. 제1 및 제2 영역은 예컨대 전경(foreground) 및 배경(background)으로서 상보적일 수 있거나, 그들은 그렇지 않을 경우 사실상 중첩되지 않을 수 있다. 집합적으로 도면 부호 7207로 언급하는 구조화된 표면은 기재(7205)의 작업 표면 또는 복제된 표면일 수 있다. 제1 및 제2 부분(7207a, 7207b)과 그들 각각의 영역은 표시를 한정하도록 구성된다. 이러한 표시는 하나 이상의 영숫자 문자(alphanumeric character), 기호(symbol), 로고(logo), 또는 예컨대 보안 물품 자체에 대한, 또는 보안 물품이 부착되거나 달리 조합되는 다른 제품에 대한 진품의 표시의 역할을 할 수 있거나 달리 정보를 전달할 수 있는 다른 식별가능한 패턴, 마크, 마크의 그룹, 또는 그의 부분(들)이거나 그것을 포함할 수 있다.
이러한 표시는 제1 또는 제2 영역 내에서의 구조화된 표면(7207) 상의 미세구조체의 적합한 배열 또는 분포로 인해 가시적이거나 달리 검출가능하며, 이러한 미세구조체는 큐브 코너 요소이든 비-큐브 코너 요소이든 이들의 조합이든 간에, 본 명세서에 개시된 미세구조체 중 임의의 것일 수 있다. 예를 들어, 제1 부분(7207a)의 경계 내에서, 구조화된 표면(7207)은 제1 미세구조체만을 포함할 수 있는 한편, 제2 미세구조체(제1 미세구조체와 상이함)만이 제2 부분(7207b)의 경계 내에 포함될 수 있다. 제1 및 제2 미세구조체의 다수의 조합이 가능하고, 본 개시에 의해 고려된다. 제1 및 제2 미세구조체 중 적어도 하나, 바람직하게는 둘 모두는 본 명세서에 개시된 엔드 밀링 기술에 의해 직접적으로 또는 간접적으로(예컨대, 하나 이상의 복제 공정을 통해) 제조되는 미세구조체를 포함한다.
따라서, 예를 들어, 제1 미세구조체 각각은 도 21 또는 도 22에 도시된 바와 같은 눈물방울-형상의 구조체, 또는 예를 들어 도 28 내지 도 32, 도 38, 도 44, 또는 도 45 중 임의의 것에 도시된 바와 같은 다른 비-큐브 코너 구조체일 수 있다. 몇몇 경우에, 보안 물품의 구조화된 표면 내의 제2 미세구조체 각각은 이때 제1 미세구조체와 동일한 유형의 구조체일 수 있지만, 물품의 궁극적인 최종-사용자의 관점에서 시각적 구별을 생성하는 몇몇 방식으로 변형될 수 있다. 예를 들어, 각각의 제2 미세구조체는 균일한 스케일링 계수(scaling factor)만큼 축소 또는 확대되거나, 예컨대 구조화된 표면의 z-축(표면 법선 방향)을 중심으로 하는 회전에 의해 배향이 변화되거나, 제1 미세구조체의 상대 간격과 상이한 양만큼(더욱 조밀하게 패킹되거나 더욱 성기게 패킹됨) 그의 이웃한 제2 미세구조체로부터 이격되는 것 등을 제외하고는, 각각의 제1 미세구조체와 동일할 수 있다. 다른 경우에, 제2 미세구조체는 제1 미세구조체에 대해 상이한 유형의 구조체일 수 있다. 예를 들어, 제1 미세구조체는 도 21 또는 도 22에 도시된 바와 같은 눈물방울 유형일 수 있는 한편, 제2 미세구조체는 도 28 내지 도 32, 도 38, 도 44, 또는 도 45 중 임의의 것에 도시된 유형일 수 있다.
또 다른 경우에, 제1 미세구조체, 제2 미세구조체, 또는 둘 모두는 큐브 코너 요소일 수 있다. 따라서, 예를 들어, 제1 미세구조체는 절두형이든 PG이든 완전이든 간에, 캔팅되든 캔팅되지 않든 간에, 대칭이든 비대칭이든 간에, 임의의 2면각 오차를 갖든 간에, 그리고 예를 들어 주연부 형상이 삼각형이든 육각형이든 오각형이든 사변형이든 간에, 엔드 밀링 기술에 의해 제조되는 본 명세서에 개시된 큐브 코너 요소 중 임의의 것일 수 있다. 몇몇 경우에, 보안 물품의 구조화된 표면 내의 제2 미세구조체 각각은 이때 비-큐브 코너 요소, 예컨대 본 명세서에 개시된 비-큐브 코너 구조체 중 임의의 것일 수 있다. 다른 경우에, 제2 미세구조체 각각은 제1 미세구조체와 동일한 유형의 큐브 코너 요소일 수 있지만, 물품의 궁극적인 최종-사용자의 관점에서 시각적 구별을 생성하는 몇몇 방식으로 변형될 수 있으며, 예컨대 균일한 스케일링 계수만큼 축소 또는 확대되거나, 예컨대 구조화된 표면의 z-축(표면 법선 방향)을 중심으로 하는 회전에 의해 배향이 변화되거나, 제1 미세구조체의 상대 간격과 상이한 양만큼(더욱 조밀하게 패킹되거나 더욱 성기게 패킹됨) 그의 이웃한 제2 미세구조체로부터 이격되거나, 기타 등등일 수 있다. 또 다른 경우에, 제2 미세구조체는 제1 미세구조체와 상이한 큐브 코너 요소일 수 있다. 예를 들어, 제1 미세구조체가 절두형 큐브 코너 요소인 경우에, 제2 미세구조체는 PG 또는 완전 큐브 코너 요소일 수 있다. 또는, 제1 미세구조체가 캔팅된 큐브 코너 요소인 경우에, 제2 미세구조체는 캔팅되지 않은 큐브 코너 요소, 또는 제1 미세구조체와 상이한 양만큼 또는 반대 방향(예컨대, 후방 대 전방)으로 캔팅된 큐브 코너 요소일 수 있다. 또는, 제1 미세구조체가 2면각 오차를 갖지 않는 큐브 코너 요소인 경우에, 제2 미세구조체는 하나 이상의 2면각 오차를 가진 큐브 코너 요소일 수 있다. 또는, 제1 미세구조체가 하나 이상의 2면각 오차를 갖는 큐브 코너 요소인 경우에, 제2 미세구조체는 2면각 오차를 갖지 않거나 제1 미세구조체와 상이한 2면각 오차를 가진 큐브 코너 요소일 수 있다.
많은 경우에, 구조화된 표면의 제1 및 제2 영역 사이의 시각적 구별 또는 대조는 물품의 통상의 최종-사용자가 볼 때, 조명 기하학적 구조, 또는 관찰 기하학적 구조, 또는 둘 모두의 함수로서 현저히 변화할 수 있으며, 따라서 표시의 가시성이 또한 그들 파라미터의 함수로서 현저히 변화한다. 예를 들어, 제1 및 제2 영역 둘 모두가 큐브 코너 요소를 포함하는 몇몇 경우에, 2개의 영역의 외양은 통상의 주변 조명 조건에서 실질적으로 동일하거나 매우 유사할 수 있으며, 따라서 그들 영역에 의해 형성되는 표시의 가시성은 매우 낮다. 그러나, 큐브 코너 요소에 의한 광 귀환의 방향성(directional nature)으로 인해, 그러한 동일한 보안 물품은 예컨대 입사 광이 조명축을 따라 물품에 입사하고, 사용자가 관찰축을 따라 물품을 관찰하며, 조명축과 관찰축이 평행하거나 거의 평행한 재귀반사 조명 조건 하에서 표시에 대한 높은 가시성을 제공할 수 있다. 그러한 경우에, 표시의 가시성은 전형적으로 조명축과 관찰축 사이의 각도의 함수로서 변화할 것이다.
예 1
의사-무작위화된(Pseudo-Randomized) MNO를 가진 비-캔팅된 완전 큐브
도 68b의 그것과 유사한, 그러나 수천 개의 큐브 코너 요소를 포함하는 완전 (PG) 큐브 코너 요소의 어레이(여기서 큐브 코너 요소 모두는 그의 종횡비가 1.7에 근사한 직사각형 주연부를 구비하였음)를, 그의 운동이 어레이 내에 모든 면을 형성하는 데 필요한 모든 절삭부를 제조하도록 컴퓨터 제어되는 회전 엔드 밀만을 사용하여 경질 구리 기재의 표면 내에 절삭하였다. 경질 구리 기재는 공칭적으로 25.4 mm의 두께였다. 6개의 절삭부의 주 세트를 사용하여 6개의 둥근 에지 및 6개의 합성 면을 형성하였으며, 그러한 합성 면은 도 68b의 큐브 코너 요소(6886', 6887')와 유사한 큐브 코너 요소의 정합 쌍을 형성하였다. 사용된 엔드 밀은 실질적으로 도 5a 내지 도 5d에 도시된 바와 같은 다이아몬드 엔드 밀이었으며, 이때 측부당 테이퍼각(THA)은 36.264도였고, 팁 직경(Dbot)은 60 마이크로미터였다. 기재는 도 1에 도시된 유형이었고, 작업 표면(107)을 포함하였다. 어레이의 모든 면에 대해, 엔드 밀을 도 6a에 도시된 바와 같이 엔드 밀의 회전축이 작업 표면에 수직하도록 기재에 대해 위치시켰다. 즉, 절삭 엔빌로프는 기울어지지 않았으며, 극각 θ는 0이었다.
절삭을 준비하기 위해, 엔드 밀의 평평한 팁을 기재의 상부, 평평한 표면에 배치하였고, 이어서 표면 위로 대략 0.042 mm의 수직 거리만큼 기재로부터 멀어지게 이동시켰다. 이어서 이러한 수직 위치(Z 좌표)를 이러한 위치에서 0으로 설정하였다.
이어서, 회전 엔드 밀을 아래의 표 2에 제공된 직교 좌표에 의해 한정되는 경로를 따라 이동시킴으로써, 절삭부의 시퀀스를 작업 표면 내에 제조하여 비-직교 큐브 코너 요소의 밀집 어레이로 2개의 제1 비-직교 큐브 코너 요소를 형성하였다. (0,0)의 초기 (X,Y) 좌표를 기재 상의 특정 위치에 할당하였다. 표 2의 X, Y, 및 Z 값은 표준 직교 좌표계를 따르며, 이때 Z = -0.042 mm에 의해 한정되는 평면은 기재의 초기에 평활한, 평평한 작업 표면에 대응하고, 양의 Z 값은 작업 표면 위에 위치된다. 도 68b에 도시된 x, y, z 축과 비교할 때, 표 2의 X, Y, Z 축은 z-축을 중심으로 하는 x, y, z 축의 90도 반시계 방향 회전에 대응한다.
절삭부의 시퀀스를 실행하기 전에, 총 9개의 -0.005 mm 내지 +0.005 mm의 난수(random number)를 선택하였다. 예를 들어, 3개의 무작위 값을 선택하여 RandX1, RandX2, RandX3에 할당하였고, 3개의 추가의 무작위 값을 선택하여 RandY1, RandY2, RandY3에 할당하였으며, 마지막 3개의 무작위 값을 선택하여 RandZ1, RandZ2, RandZ3에 할당하였다. 표 2에 나타낸 바와 같이, 이들 난수를 공칭 X, Y, Z 좌표에 오프셋(offset)으로서 적용하였으며, 공칭 좌표는 정확하게 직교하는 큐브 코너 요소 및 90도의 2면각을 생성하는 좌표이다. 어레이 전체에 걸쳐 기부 위치가 명확한, 정규 격자(regular grid)를 생성하도록 공동의 기부에 대응하는 좌표(하나의 큐브 코너 요소에 대해 위치 3 및 10, 다른 하나에 대해 위치 10 및 12)에는 난수를 적용하지 않았지만, 대안적인 실시예에서, 오프셋이 또한, 또는 대신에 기부 위치에 적용될 수 있다.
[표 2]
엔드 밀이 위치 2로부터 위치 3으로 이동됨에 따라 회전 엔드 밀이 기재 내에 제1 절삭부(및 제1 둥근 에지 및 평평한 면의 제1 쌍)를 형성하였다. 엔드 밀이 위치 3으로부터 위치 4로 이동되었을 때 제2 절삭부가 (제2 둥근 에지 및 평평한 면의 제2 쌍과 함께) 형성되었다. 엔드 밀이 위치 4로부터 위치 5로 이동되었을 때 제3 절삭부(및 제3 둥근 에지 및 평평한 면의 제3 쌍)가 형성되었다. 엔드 밀이 위치 5로부터 위치 6으로 이동되었을 때 제4 절삭부(및 제4 둥근 에지 및 평평한 면의 제4 쌍)가 형성되었다. 엔드 밀이 위치 9로부터 위치 10으로 이동되었을 때 제5 절삭부(및 제5 둥근 에지 및 평평한 면의 제5 쌍)가 형성되었다. 엔드 밀이 위치 12로부터 위치 13으로 이동되었을 때 제6 절삭부(및 제6 둥근 에지 및 평평한 면의 제6 쌍)가 형성되었다. 이들 절삭부를 완성한 후에, 제1, 제2, 및 제5 둥근 에지는 제1 큐브 코너 요소의 이면 에지를 형성하였고, 제3, 제4, 및 제6 둥근 에지는 제2(정합 쌍) 큐브 코너 요소의 이면 에지를 형성하였으며, 각각의 큐브 코너 요소의 3개의 광학 면은 합성 면이었다. 난수에 의해 제공되는 무작위 오프셋으로 인해, 각각의 합성 면의 구성 면은 일반적으로 서로 정확하게 평행하지 않았으며, 광학 면(및 그의 부분) 사이의 공칭적으로 직교하는 2면각은 위에서 논의된 바와 같은 각도 오차를 포함하였다. 각각의 큐브 코너 요소는 284.6 마이크로미터의 (기재의 초기 평평한 표면 아래로의) 깊이를 가졌다.
2개의 비-직교 큐브 코너 요소를 형성한 후에, 국소 좌표 오프셋을 적용하여 (0,0) (X,Y) 좌표를 기재 상의 새로운 위치에 재위치시킴으로써, 동일한 절차를 스텝-앤드-리피트 방식으로 수행하여 큐브 코너 요소의 추가의 쌍을 형성하였다. 6개의 절삭부의 시퀀스의 각각의 새로운 반복에 대해, 순차적으로 형성된 큐브 코너 요소의 쌍이 그들 각각의 면의 상이한 배향 및 2면각 오차의 상이한 세트를 갖도록, 9개의 -0.005 mm 내지 +0.005 mm의 난수의 새로운 세트를 선택하였다. (그러나, 난수 발생기(random number generator)는 프랙탈 패턴(fractal pattern)에 기초한 기술을 사용하였으며, 그 결과, 9개의 난수의 제한된 개수의 - 대략 수십 개의 - 고유 세트만이 사용되었고, 마지막 그러한 고유 세트가 사용된 후에, 스텝-앤드-리피트 과정 중에 난수의 동일한 세트가 동일한 순서로 다시 사용되어 큐브 코너 요소의 다음 쌍을 형성하였다. 주어진 방향을 따른 스텝-앤드-리피트 과정의 체계적인 진행과 조합된, 무작위 값 세트의 이러한 재-사용은 큐브 코너 요소의 크기보다 상당히 더 크고 기계가공된 기재의 관찰자에게 시각적으로 명백한 패턴을 생성하였다.) 전반적으로, 6개의 절삭부 시퀀스를 단계를 거쳤고, X 방향으로 0.4 mm의 피치 간격으로 76회, 그리고 Y 방향으로 0.4619 mm의 피치 간격으로 38회 반복하였다. 이는 각각 평면도에서 X 방향으로 400 마이크로미터 그리고 Y 방향으로 231 마이크로미터의 변 치수를 가진 직사각형 주연부를 갖는 5,000개를 훨씬 초과하는 비-직교 큐브 코너 요소의 어레이를 생성하였으며, 어레이는 X 방향으로 약 30 mm이고 Y 방향으로 18 mm인 기재 상의 직사각형 영역을 채운다.
동일한 기재 상의 비-직교 PG 큐브 코너 요소의 이러한 제1 직사각형 어레이와 함께, 큐브 코너 요소의 실질적으로 유사한 제2 어레이를, 이러한 제2 어레이 내의 모든 큐브 코너 요소의 구성 면이 서로 평행하고, 광학 면(및 그의 부분) 사이의 공칭적으로 직교하는 2면각이 위에서 논의된 바와 같은 임의의 상당한 각도 오차를 포함하지 않도록 난수 값이 모두 0인 것을 제외하고는, 동일한 엔드 밀링 절차 및 동일한 스텝-앤드-리피트 절차에 의해 형성하였다. 따라서, 제2 어레이 내의 실질적으로 모든 큐브 코너 요소는 정확하게 직교하는 PG 큐브 코너 요소였다.
도 73a는 결과적으로 생성된 기계가공된 기재(7305)의 사진이며, 여기서 작업 표면은 (비-직교) PG 큐브 코너 요소의 제1 어레이를 포함하는 제1 부분(7307a), 및 (직교) PG 큐브 코너 요소의 제2 어레이를 포함하는 제2 부분(7307b)으로 분할된다. 도 73a에 대한 기하학적 구조체의 관찰은 수직 조명(normal illumination), 즉 기재의 Z-축에 실질적으로 평행한 조명축을 따른 조명, 및 작거나 0인 관찰각 - 즉, 조명축과 관찰축(기재로부터 카메라 렌즈까지 그려진 선) 사이의 각도가 실질적으로 0임 - 을 사용하였다. 도 73b 및 도 73c는 동일한 수직 조명을 사용하지만 실질적으로 더 큰 관찰각에서의 동일한 기계가공된 기재(7305)의 사진이다. 더 큰 관찰각에서, 직교 큐브 코너 요소의 어레이는 휘도를 상실하는 반면에, 비-직교 큐브 코너 요소의 어레이는 2면각 오차로 인해 (0의 관찰각에 비해) 휘도를 획득한다. 난수 세트의 재-사용에 관하여 위에서 논의된 패턴이 도 73a 내지 도 73c 각각에서 작업 표면 부분(7307a)에서 볼 수 있는 것에 유의하여야 한다.
이러한 예 1의 물품은 보안 물품에 유용하게 채용될 수 있는 2가지 유형의 표시 특징부를 보여준다. 하나의 그러한 표시 특징부는 제1 부분(7307a)(구조화된 표면의 제1 영역)과 제2 부분(7307b)(구조화된 표면의 제2 영역) 사이의 대조에 의해 표시된다. 그들 2개의 영역은 그들 사이의 직선형 경계를 갖고서 인접 직사각형-형상의 영역으로서 배열되며, 그러한 영역 및 경계는 제1 표시 또는 그의 부분으로서 사용하기에 적합하다. 도 73a 내지 도 73c의 비교에 의해, 이들 2개의 영역 사이의 시각적 대조는 조명/관찰 기하학적 구조의 함수로서 현저히 변화하는 것으로 볼 수 있다.
예 1의 물품은 또한 제2 표시 특징부를 구현한다. 제2 표시 특징부는 스케일이 제1 표시 특징부보다 작고, 제1 부분(7307a)의 경계 내에서의 보다 밝은 영역 및 보다 어두운 영역의 반복 패턴에 의해 특징지어진다. 이러한 반복 패턴은 도 73c에서 가장 잘 볼 수 있다(즉, 그것이 가장 시각적으로 분명함). 반복 패턴은 제2 표시를 형성하고, 큐브 코너 요소를 형성하기 위해 사용되었던 난수의 세트의 재-사용으로 인해, 2면각 오차의 상이한 세트를 가진 큐브 코너 요소가 제1 부분(7307a) 전체에 걸쳐 반복 방식으로 공간적으로 분포되는 영역의 집합으로 구성된다.
예 2
반-원형 MNO 패턴을 가진 비-캔팅된 완전 큐브
완전 (PG) 큐브 코너 요소의 어레이를, 2면각 오차를 생성하는 작은 오프셋이 적용되는 방식을 제외하고는, 예 1과 관련하여 전술된 바와 실질적으로 동일한 절차를 사용하여 다른 경질 구리 기재 상에 제조하였다. 난수의 상이한 세트를 가진 오프셋을 큐브 코너 요소의 시퀀스에 적용하기보다는(예 1에서 행해졌던 바와 같이), 큐브 코너 요소를 대신에 이진 결정 과정(binary decision process)에 따라 형성하였으며, 즉 그들을 오프셋 없이(따라서 실질적으로 2면각 오차를 갖지 않는 직사각형 큐브 코너 요소의 정합 쌍을 생성함), 또는 0.005 mm인 작은 고정된 오프셋을 갖고서 형성하였다(따라서 0이 아닌 2면각 오차를 가진 직사각형 큐브 코너 요소의 정합 쌍을 생성함). 제조된 직사각형 큐브 코너 요소의 각각의 정합 쌍에 대해, 엔드 밀링 기계를 위한 컨트롤러를 정합 쌍이 위치된 기재 상의 위치의 함수로서 0의 오프셋 또는 작은 고정된 오프셋 사이에서 선택하도록 프로그래밍하였다: 내경 10 mm 및 외경 12 mm의 반원형 호-형상의 영역 내에 있는 위치에 대해서는, 작은 고정된 오프셋을 적용하였지만, 반원형 호-형상의 영역 외부에 있는 위치에 대해서는, 오프셋을 적용하지 않았다.
결과는 각각 평면도에서 X 방향으로 400 마이크로미터 그리고 Y 방향으로 231 마이크로미터의 변 치수를 가진 직사각형 주연부를 갖는 약 1300개의 큐브 코너 요소의 어레이였으며, 어레이는 X 방향으로 약 15 mm이고 Y 방향으로 8 mm인 기재 상의 직사각형 영역을 채운다. 사전결정된 반원형 호-형상의 영역 내에 위치된 큐브 코너 요소는 비-직교 상태였으며, 즉 그들은 0이 아닌 2면각 오차를 가졌던 반면에, 나머지 큐브 코너 요소는 직교 상태였으며, 즉 그들은 실질적으로 2면각 오차를 갖지 않았다. 전체 직사각형 어레이는 재귀반사성이었지만, 재귀반사 특성은 광학 면의 약간 변형된 기하학적 구조로 인해, 제1 큐브 코너 요소(예컨대, 호-형상의 영역 내에 위치된 큐브 코너 요소)와 제2 큐브 코너 요소(호-형상 외부에 위치된 큐브 코너 요소) 사이에서 상이하였다.
예 2의 물품의 사진이 도 74a 및 도 74b에 도시된다. 이들 사진은 단지 사진을 촬영하기 위해 사용되는 관찰 기하학적 구조만이 상이하다. 두 경우에, 물품을 실질적으로 수직 입사 광으로 조명하였다. 도 74a의 사진에서, 카메라 렌즈를 조명축에 가깝게 위치시켰으며, 따라서 관찰각이 작거나 0이었다. 도 74b의 사진에서, 카메라 렌즈를 조명축으로부터 더 멀리 떨어진 곳에 위치시켰으며, 따라서 관찰각이 보다 컸다. 예상대로, 비-직교 큐브 코너 요소가 보다 큰 관찰각에 대해 보다 밝았다. 2개의 영역 사이의 그리고 호-형상의 표시의 대조는 조명 기하학적 구조 및 관찰 기하학적 구조의 함수로서 변화하였다.
달리 지시되지 않는 한, 명세서 및 청구범위에서 사용되는 양, 특성의 측정치 등을 표현하는 모든 숫자는 용어 "약"에 의해 수식되는 것으로 이해되어야 한다. 따라서, 반대로 지시되지 않는 한, 명세서 및 청구범위에 기재된 수치 파라미터는 본 출원의 교시를 이용하는 당업자가 얻고자 하는 원하는 특성에 따라 달라질 수 있는 근사치이다. 청구범위의 범주에 대한 균등론의 적용을 제한하려고 시도함이 없이, 각각의 수치 파라미터는 적어도 보고된 유효 숫자의 수의 관점에서 그리고 통상의 반올림 기법을 적용하여 해석되어야 한다. 본 발명의 넓은 범주를 기술하는 수치 범위 및 파라미터가 근사치임에도 불구하고, 임의의 수치 값이 본 명세서에 기술된 특정 예에 기재되는 한, 이것은 합리적으로 가능한 한 정확히 보고된다. 그러나, 임의의 수치 값은 시험 또는 측정 한계와 관련된 오차를 분명히 포함할 수 있다.
본 발명의 다양한 변형 및 변경이 본 발명의 사상 및 범주로부터 벗어남이 없이 당업자에게 명백할 것이며, 본 발명이 본 명세서에 기재된 예시적인 실시예로 제한되지 않는다는 것을 이해하여야 한다. 독자는, 달리 지시되지 않는 한, 하나의 개시된 실시예의 특징이 또한 다른 개시된 실시예 모두에 적용될 수 있는 것으로 추정해야 한다. 본 명세서에서 언급된 모든 미국 특허, 특허 출원 공보, 및 다른 특허 및 비-특허 문헌이, 전술한 개시와 모순되지 않는 정도로, 참고로 포함된다는 것을 또한 이해하여야 한다.