JP6800958B2 - 磁石埋込み型コアの樹脂封止装置及び樹脂封止方法 - Google Patents
磁石埋込み型コアの樹脂封止装置及び樹脂封止方法 Download PDFInfo
- Publication number
- JP6800958B2 JP6800958B2 JP2018511876A JP2018511876A JP6800958B2 JP 6800958 B2 JP6800958 B2 JP 6800958B2 JP 2018511876 A JP2018511876 A JP 2018511876A JP 2018511876 A JP2018511876 A JP 2018511876A JP 6800958 B2 JP6800958 B2 JP 6800958B2
- Authority
- JP
- Japan
- Prior art keywords
- magnet
- resin
- mold
- iron core
- pressing force
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/03—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies having permanent magnets
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/12—Impregnating, heating or drying of windings, stators, rotors or machines
- H02K15/125—Heating or drying of machines in operational state, e.g. standstill heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/18—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/03—Injection moulding apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14467—Joining articles or parts of a single article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/7653—Measuring, controlling or regulating mould clamping forces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/80—Measuring, controlling or regulating of relative position of mould parts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H25/00—Gearings comprising primarily only cams, cam-followers and screw-and-nut mechanisms
- F16H25/18—Gearings comprising primarily only cams, cam-followers and screw-and-nut mechanisms for conveying or interconverting oscillating or reciprocating motions
- F16H25/20—Screw mechanisms
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/27—Rotor cores with permanent magnets
- H02K1/2706—Inner rotors
- H02K1/272—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis
- H02K1/274—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis the rotor consisting of two or more circumferentially positioned magnets
- H02K1/2753—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis the rotor consisting of two or more circumferentially positioned magnets the rotor consisting of magnets or groups of magnets arranged with alternating polarity
- H02K1/276—Magnets embedded in the magnetic core, e.g. interior permanent magnets [IPM]
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/28—Means for mounting or fastening rotating magnetic parts on to, or to, the rotor structures
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K11/00—Structural association of dynamo-electric machines with electric components or with devices for shielding, monitoring or protection
- H02K11/20—Structural association of dynamo-electric machines with electric components or with devices for shielding, monitoring or protection for measuring, monitoring, testing, protecting or switching
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K11/00—Structural association of dynamo-electric machines with electric components or with devices for shielding, monitoring or protection
- H02K11/20—Structural association of dynamo-electric machines with electric components or with devices for shielding, monitoring or protection for measuring, monitoring, testing, protecting or switching
- H02K11/21—Devices for sensing speed or position, or actuated thereby
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K11/00—Structural association of dynamo-electric machines with electric components or with devices for shielding, monitoring or protection
- H02K11/30—Structural association with control circuits or drive circuits
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/12—Impregnating, heating or drying of windings, stators, rotors or machines
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K7/00—Arrangements for handling mechanical energy structurally associated with dynamo-electric machines, e.g. structural association with mechanical driving motors or auxiliary dynamo-electric machines
- H02K7/06—Means for converting reciprocating motion into rotary motion or vice versa
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/18—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles
- B29C2043/181—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles encapsulated
- B29C2043/182—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles encapsulated completely
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
- B29C2945/76006—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
- B29C2945/76083—Position
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76568—Position
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/10—Thermosetting resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/25—Solid
- B29K2105/251—Particles, powder or granules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0003—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular electrical or magnetic properties, e.g. piezoelectric
- B29K2995/0008—Magnetic or paramagnetic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/748—Machines or parts thereof not otherwise provided for
- B29L2031/7498—Rotors
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H25/00—Gearings comprising primarily only cams, cam-followers and screw-and-nut mechanisms
- F16H25/18—Gearings comprising primarily only cams, cam-followers and screw-and-nut mechanisms for conveying or interconverting oscillating or reciprocating motions
- F16H25/20—Screw mechanisms
- F16H2025/2053—Screws in parallel arrangement driven simultaneously with an output member moved by the screws
Description
10 :下部固定盤
10A :上面
12 :上部可動盤
12A :下面
14 :サーボモータ
16 :貫通孔
18 :出力軸
20 :軸継手
22 :ボールねじ軸
24 :貫通孔
26 :ボールナット
30 :下金型
32 :搬送トレイ
34 :電動式型締め装置
40 :上金型
40A :下面
42 :突部
50 :加熱装置
60 :入力装置
62 :制御装置
64 :モータドライブ装置
66 :押圧力センサ
68 :リニアスケール
70 :タイバー
72 :上部固定盤
74 :貫通孔
76 :中間可動盤
76A :下面
80 :貫通孔
82 :貫通孔
84 :上部固定盤
84A :下面
86 :下部可動盤
86A :上面
88 :貫通孔
90 :貫通孔
92 :歪ゲージ
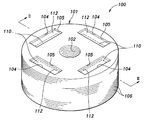
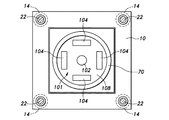
100 :磁石埋込み型コア
101 :積層鉄心
102 :中心孔
104 :磁石挿入孔
104A :内面
104B :内面
105 :上側開口
106 :鉄心用薄板
108 :上端面
110 :磁石片
110A :外面
112 :樹脂
114 :樹脂ブロック
114A :外面
114B :外面
120 :リニアモータ
122 :固定側部材
124 :可動側部材
Claims (10)
- 積層鉄心の少なくとも一方の端面に開口した磁石挿入孔に挿入された磁石片が前記磁石挿入孔に装填された樹脂によって封止された磁石埋込み型コアの樹脂封止装置であって、
固定盤と、
前記固定盤に対向して配置され、前記固定盤に対して離接する方向に移動可能な可動盤と、
前記固定盤に取り付けられた固定金型と、
前記可動盤に取り付けられた可動金型と、
少なくとも3個の電動モータを含み、前記可動盤を前記固定盤に対して離接する方向に駆動する型締め装置と、
前記各電動モータの駆動によって前記固定金型と前記可動金型との間に作用する押圧力を検出する複数の押圧力検出装置と、
前記各押圧力検出装置によって検出される押圧力に基づいて前記各電動モータの駆動を制御する制御装置とを有し、
前記固定金型及び前記可動金型の何れか一方に前記積層鉄心を配置され、前記型締め装置による型締めによって前記固定金型及び前記可動金型の何れか他方が前記積層鉄心の前記端面に当接し、前記磁石挿入孔の開口を閉じると共に前記積層鉄心を積層方向に加圧すべく構成された磁石埋込み型コアの樹脂封止装置。 - 前記各押圧力検出装置は、前記電動モータ毎に設けられ、対応する前記電動モータの電流値から前記押圧力を検出する請求項1に記載の磁石埋込み型コアの樹脂封止装置。
- 前記制御装置は、前記各押圧力検出装置によって検出される前記押圧力が一つの制御目標値に等しくなるように、前記各電動モータの駆動を制御する請求項1又は2に記載の磁石埋込み型コアの樹脂封止装置。
- 前記制御装置は、前記各押圧力検出装置によって検出される前記押圧力が前記電動モータ毎の個別の制御目標値に等しくなるように、前記各電動モータの駆動を制御する請求項1又は2に記載の磁石埋込み型コアの樹脂封止装置。
- 前記型締め装置は、前記可動盤に取り付けられた少なくとも3個のナットと、
前記固定盤に回転可能に設けられ、前記各ナットにねじ係合した複数の送りねじ軸とを有し、前記各電動モータは、回転式のものであり、前記固定盤に取り付けられ、前記各送りねじ軸を個別に回転駆動する請求項1から4の何れか一項に記載の磁石埋込み型コアの樹脂封止装置。 - 前記各電動モータがリニアモータである請求項1から4の何れか一項に記載の磁石埋込み型コアの樹脂封止装置。
- 積層鉄心の少なくとも一方の端面に開口した磁石挿入孔に挿入された磁石片が磁石挿入孔に装填された樹脂によって封止された磁石埋込み型コアの樹脂封止方法であって、
固定盤と、前記固定盤に対向して配置され、前記固定盤に対して離接する方向に移動可能な可動盤と、前記固定盤に取り付けられた固定金型と、前記可動盤に取り付けられた可動金型と、少なくとも3個の電動モータを含み、前記可動盤を前記固定盤に対して離接する方向に駆動する電動式の型締め装置とを有する樹脂封止装置を用い、
前記固定金型及び前記可動金型の何れか一方に前記積層鉄心を配置する鉄心配置工程と、
前記磁石挿入孔に前記樹脂を装填する樹脂装填工程と、
前記磁石挿入孔に前記磁石片を挿入する磁石片挿入工程と、
前記型締め装置によって前記固定金型及び前記可動金型の何れか他方を前記積層鉄心の前記端面に当接させ、前記固定金型及び前記可動金型の何れか他方によって前記磁石挿入孔の開口を閉じると共に前記積層鉄心を積層方向に加圧する加圧工程とを有し、
前記加圧工程において、前記各電動モータの駆動により前記固定金型と前記可動金型との間に作用する押圧力に基づいた前記各電動モータの制御のもとに前記樹脂の硬化を行う磁石埋込み型コアの樹脂封止方法。 - 前記樹脂装填工程は前記磁石挿入孔に固形状態の樹脂を装填する工程を含み、
更に、前記磁石挿入孔内において前記固形状態の樹脂を溶解させる溶解工程と、
前記加圧工程において溶解状態の前記樹脂を硬化させる硬化工程とを有する請求項7に記載の磁石埋込み型コアの樹脂封止方法。 - 前記樹脂は熱硬化性樹脂からなり、
前記積層鉄心を加熱することにより、前記加圧工程において加圧された前記樹脂を硬化させる請求項8に記載の磁石埋込み型コアの樹脂封止方法。 - 前記溶解工程は、予熱された前記磁石片を前記磁石挿入孔に挿入することにより、前記固形状態の樹脂の少なくとも一部を溶解させる請求項8又は9に記載の磁石埋込み型コアの樹脂封止方法。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPPCT/JP2016/002009 | 2016-04-13 | ||
| PCT/JP2016/002009 WO2017179086A1 (ja) | 2016-04-13 | 2016-04-13 | 磁石埋め込み型コアの製造方法 |
| JPPCT/JP2016/004123 | 2016-09-09 | ||
| PCT/JP2016/004123 WO2017179087A1 (ja) | 2016-04-13 | 2016-09-09 | 磁石埋込み型コアの樹脂封止装置及び樹脂封止方法 |
| PCT/JP2016/082291 WO2017179231A1 (ja) | 2016-04-13 | 2016-10-31 | 磁石埋込み型コアの樹脂封止装置及び樹脂封止方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2017179231A1 JPWO2017179231A1 (ja) | 2019-02-21 |
| JP6800958B2 true JP6800958B2 (ja) | 2020-12-16 |
Family
ID=60041454
Family Applications (6)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017527938A Active JP6240365B1 (ja) | 2016-04-13 | 2016-04-13 | 磁石埋め込み型コアの製造方法 |
| JP2018511545A Active JP6726736B2 (ja) | 2016-04-13 | 2016-09-09 | 磁石埋込み型コアの樹脂封止装置及び樹脂封止方法 |
| JP2018511876A Active JP6800958B2 (ja) | 2016-04-13 | 2016-10-31 | 磁石埋込み型コアの樹脂封止装置及び樹脂封止方法 |
| JP2017528861A Active JP6345883B2 (ja) | 2016-04-13 | 2017-03-24 | 磁石埋込み型コアの製造方法 |
| JP2018512012A Active JP6871239B2 (ja) | 2016-04-13 | 2017-04-10 | 磁石埋込み型コアの製造方法、磁石埋込み型コアの製造装置及び製造治具 |
| JP2018077734A Pending JP2018130026A (ja) | 2016-04-13 | 2018-04-13 | 磁石埋込み型コアの製造装置 |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017527938A Active JP6240365B1 (ja) | 2016-04-13 | 2016-04-13 | 磁石埋め込み型コアの製造方法 |
| JP2018511545A Active JP6726736B2 (ja) | 2016-04-13 | 2016-09-09 | 磁石埋込み型コアの樹脂封止装置及び樹脂封止方法 |
Family Applications After (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017528861A Active JP6345883B2 (ja) | 2016-04-13 | 2017-03-24 | 磁石埋込み型コアの製造方法 |
| JP2018512012A Active JP6871239B2 (ja) | 2016-04-13 | 2017-04-10 | 磁石埋込み型コアの製造方法、磁石埋込み型コアの製造装置及び製造治具 |
| JP2018077734A Pending JP2018130026A (ja) | 2016-04-13 | 2018-04-13 | 磁石埋込み型コアの製造装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (3) | US11552540B2 (ja) |
| EP (3) | EP3444927B1 (ja) |
| JP (6) | JP6240365B1 (ja) |
| CN (5) | CN108702068B (ja) |
| MX (3) | MX2018012543A (ja) |
| WO (3) | WO2017179086A1 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3444927B1 (en) * | 2016-04-13 | 2024-04-10 | Kuroda Precision Industries Ltd. | Method of manufacturing a laminated iron core comprising embedded magnets |
| CN108908262A (zh) * | 2018-06-13 | 2018-11-30 | 柳州市钜诚科技有限公司 | 一种便于放置模具的模具架 |
| WO2020075275A1 (ja) | 2018-10-11 | 2020-04-16 | 黒田精工株式会社 | ロータコア保持治具、磁石埋込み型コアの製造装置及び製造方法 |
| CN111418134A (zh) * | 2018-11-05 | 2020-07-14 | 黑田精工株式会社 | 用于制造磁体嵌入式芯的装置和方法 |
| CN109286283B (zh) * | 2018-11-06 | 2023-11-14 | 福建省昌辉机电有限公司 | 起动机定子磁铁安装装置 |
| JP7228182B2 (ja) * | 2018-12-17 | 2023-02-24 | Kyb株式会社 | ロータ及びロータの製造方法 |
| CN109603199A (zh) * | 2019-01-09 | 2019-04-12 | 北京精密机电控制设备研究所 | 一种定装原料饮品通用自动化肘结顶紧萃取装置 |
| US20220103029A1 (en) * | 2019-01-11 | 2022-03-31 | Nhk Spring Co., Ltd. | Rotor Manufacturing Method and Rotor |
| CN109878010A (zh) * | 2019-04-18 | 2019-06-14 | 上海盘毂动力科技股份有限公司 | 一种电机铁芯覆层的制作装置和制作方法 |
| DE102019126763A1 (de) * | 2019-10-04 | 2021-04-08 | Schlaeger Kunststofftechnik Gmbh | Verfahren zur Herstellung eines mit wenigstens einem Bauelement, insbesondere mit einem Funktionselement, versehenen Bauteils |
| CN112910202B (zh) * | 2021-03-20 | 2022-08-19 | 广东兰搏科技有限公司 | 一种转子铁芯磁瓦自动装配设备 |
| JP2022176771A (ja) * | 2021-05-17 | 2022-11-30 | 株式会社三井ハイテック | 鉄心製品の製造方法及び鉄心製品の製造装置 |
Family Cites Families (67)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3488410A (en) | 1966-09-07 | 1970-01-06 | Ace Electronics Associates Inc | Process for molding resistors |
| GB1138435A (en) * | 1967-02-22 | 1969-01-01 | Rolls Royce | Improvements relating to moulding |
| US3568554A (en) | 1967-11-13 | 1971-03-09 | Core Memories Ltd | Magnetic core forming system |
| FR2031719A5 (ja) * | 1969-02-05 | 1970-11-20 | Verre Textile Ste | |
| US4076780A (en) * | 1977-01-27 | 1978-02-28 | General Motors Corporation | Programmable velocity and force control method for compression molding |
| US4204822A (en) * | 1977-08-24 | 1980-05-27 | British Industrial Plastics Ltd. | Moulding machine |
| US4289722A (en) * | 1980-07-28 | 1981-09-15 | General Motors Corporation | Method of potting magnetic speed pickups |
| US4557889A (en) * | 1981-09-26 | 1985-12-10 | Kawasaki Yucoh Co., Ltd. | Method and apparatus for producing sheet molding compound parts by compression |
| US4855097A (en) * | 1983-04-25 | 1989-08-08 | The Budd Company | Compression molding a charge using vacuum |
| JPS60222216A (ja) * | 1984-04-18 | 1985-11-06 | Kawasaki Yukou Kk | 可塑性材料のプレス成形の平衡支持装置 |
| JPS61143240A (ja) * | 1984-12-17 | 1986-06-30 | Inoue Mtp Co Ltd | プラスチツクモ−ルに取付具を固着する方法 |
| US4759280A (en) * | 1986-12-29 | 1988-07-26 | John T. Hepburn, Limited | Hydraulic press with adjustable platen clearance |
| US4923383A (en) | 1987-12-26 | 1990-05-08 | Kabushiki Kaisha Kobe Seiko Sho | Apparatus for mold aligning in a compression molding machine |
| EP0540504B1 (en) * | 1988-02-29 | 1995-05-31 | Matsushita Electric Industrial Co., Ltd. | Method for making a resin bonded magnet article |
| JP2780422B2 (ja) * | 1990-03-07 | 1998-07-30 | 松下電器産業株式会社 | 樹脂磁石構造体の製造方法 |
| US5156782A (en) * | 1991-10-02 | 1992-10-20 | John T. Hepburn, Limited | Maintaining press platens in parallel relationship |
| US5288447A (en) * | 1993-02-22 | 1994-02-22 | General Electric Company | Method of making permanent magnet rotors |
| US5470615A (en) * | 1994-03-11 | 1995-11-28 | Axis Usa, Inc. | Bonding and coating methods and apparatus for th coils of dynamo-electric machine parts |
| GB2345301B (en) * | 1996-09-12 | 2001-01-10 | Prince Corp | Vehicle panel |
| JP3704010B2 (ja) * | 1999-12-07 | 2005-10-05 | 本田技研工業株式会社 | 永久磁石式モータ及び永久磁石固定方法 |
| JP2001352747A (ja) | 2000-06-09 | 2001-12-21 | Aida Eng Ltd | リニアモータおよびこれを駆動源とするプレス成形装置 |
| JP3696071B2 (ja) * | 2000-09-21 | 2005-09-14 | 株式会社ミツバ | 固定金型及び熱硬化性樹脂のランナレス成形方法 |
| JP2002272033A (ja) | 2001-03-13 | 2002-09-20 | Nissan Motor Co Ltd | 永久磁石式同期モータのロータとその製造方法 |
| JP3933040B2 (ja) * | 2002-11-27 | 2007-06-20 | 松下電器産業株式会社 | 希土類ボンド磁石の製造方法とそれを有する永久磁石型モータ |
| JP2005185081A (ja) | 2003-03-05 | 2005-07-07 | Nissan Motor Co Ltd | 回転機用回転子鋼板、回転機用回転子、回転機、およびこれを搭載した車両、ならびに回転機用回転子鋼板の製造装置および製造方法 |
| JP3786946B1 (ja) | 2005-01-24 | 2006-06-21 | 株式会社三井ハイテック | 永久磁石の樹脂封止方法 |
| JP2006211748A (ja) | 2005-01-25 | 2006-08-10 | Mitsui High Tec Inc | 回転子積層鉄心の製造装置及び製造方法 |
| JP2006311782A (ja) | 2005-03-30 | 2006-11-09 | Toyota Motor Corp | ロータおよびその製造方法 |
| JP4726602B2 (ja) | 2005-10-17 | 2011-07-20 | 株式会社三井ハイテック | 積層鉄心及びその製造方法 |
| US7653984B2 (en) | 2006-01-11 | 2010-02-02 | Mitsui High-Tec, Inc. | Method of resin sealing permanent magnets in laminated rotor core |
| JP4850528B2 (ja) * | 2006-02-08 | 2012-01-11 | トヨタ自動車株式会社 | ロータの製造方法 |
| JP4853771B2 (ja) | 2006-03-01 | 2012-01-11 | 日立金属株式会社 | ヨーク一体型ボンド磁石およびそれを用いたモータ用磁石回転子 |
| JP2009100634A (ja) | 2007-10-19 | 2009-05-07 | Toyota Motor Corp | 埋込磁石型モータのロータ |
| JP2009171785A (ja) | 2008-01-18 | 2009-07-30 | Toyota Motor Corp | 回転電機 |
| JP2010213536A (ja) * | 2009-03-12 | 2010-09-24 | Asmo Co Ltd | 回転電機ヨークの製造方法及び回転電機ヨーク |
| DE102009028180A1 (de) * | 2009-08-03 | 2011-02-10 | Henkel Ag & Co. Kgaa | Verfahren zum Befestigen eines Magneten auf oder in einem Rotor oder Stator |
| JP5486574B2 (ja) | 2009-09-14 | 2014-05-07 | 株式会社三井ハイテック | 永久磁石の樹脂封止方法 |
| KR101407837B1 (ko) | 2010-04-05 | 2014-06-16 | 아이치 세이코우 가부시키가이샤 | 이방성 본드 자석의 제조 방법 및 그 제조 장치 |
| JP5457933B2 (ja) * | 2010-04-28 | 2014-04-02 | Wpcコーポレーション株式会社 | 押出成形用複合ペレットの製造方法,及び前記方法で製造された押出成形用の複合ペレット |
| CN201839160U (zh) * | 2010-09-30 | 2011-05-18 | 江苏新誉重工科技有限公司 | 外转子永磁电机永磁体的密封装置 |
| KR101220381B1 (ko) * | 2010-12-01 | 2013-01-09 | 현대자동차주식회사 | 매입형 영구자석모터 및 이를 제작하는 방법 |
| JP5617671B2 (ja) * | 2011-02-08 | 2014-11-05 | アイシン・エィ・ダブリュ株式会社 | 電動機用ロータの製造方法 |
| JP5681027B2 (ja) * | 2011-04-12 | 2015-03-04 | 株式会社三井ハイテック | 積層鉄心の製造方法 |
| JP5951194B2 (ja) * | 2011-06-23 | 2016-07-13 | 株式会社三井ハイテック | 積層鉄心の製造方法 |
| JP6009745B2 (ja) * | 2011-08-24 | 2016-10-19 | ミネベア株式会社 | 希土類樹脂磁石の製造方法 |
| JP5490848B2 (ja) | 2011-10-13 | 2014-05-14 | 株式会社三井ハイテック | 永久磁石の樹脂封止装置 |
| DE102011119512A1 (de) | 2011-11-26 | 2013-05-29 | Volkswagen Aktiengesellschaft | Verfahren zur Herstellung eines Rotors für eine permanentmagneterregte elektrische Maschine, permanentmagneterregte elektrische Maschine und Verwendung thermisch expandierbarer Mikrosphären |
| HUE054387T2 (hu) | 2011-11-29 | 2021-09-28 | Sumitomo Bakelite Co | Gyantakompozíció rögzítés céljára, rotor, személygépkocsi, és eljárás rotor elõállítására |
| JP2013123316A (ja) * | 2011-12-12 | 2013-06-20 | Nissan Motor Co Ltd | ロータコアおよびその製造方法 |
| JP5855515B2 (ja) | 2012-04-03 | 2016-02-09 | 株式会社三井ハイテック | 回転子積層鉄心の製造方法 |
| JP6018795B2 (ja) * | 2012-05-15 | 2016-11-02 | 株式会社三井ハイテック | 積層鉄心の製造方法 |
| JP2014007926A (ja) | 2012-06-27 | 2014-01-16 | Toyota Boshoku Corp | ロータコアの製造方法 |
| JP5956277B2 (ja) * | 2012-08-07 | 2016-07-27 | 山洋電気株式会社 | 永久磁石式モータ、および永久磁石式モータの製造方法 |
| JP6037270B2 (ja) | 2012-10-09 | 2016-12-07 | アピックヤマダ株式会社 | モータコアの樹脂モールド方法 |
| JP5984092B2 (ja) | 2012-10-25 | 2016-09-06 | アピックヤマダ株式会社 | モールド金型及びモータコアの樹脂モールド方法 |
| JP6355886B2 (ja) | 2012-11-02 | 2018-07-11 | 株式会社三井ハイテック | 積層鉄心の樹脂封止方法 |
| JP2014093917A (ja) * | 2012-11-06 | 2014-05-19 | Toyota Motor Corp | 永久磁石回収方法および永久磁石回収装置 |
| JP6088801B2 (ja) | 2012-11-09 | 2017-03-01 | 株式会社三井ハイテック | 積層鉄心の製造方法 |
| JP6449530B2 (ja) | 2013-01-15 | 2019-01-09 | 株式会社三井ハイテック | 回転子積層鉄心の製造方法 |
| JP2015089169A (ja) * | 2013-10-28 | 2015-05-07 | 株式会社ジェイテクト | ロータの製造方法及びロータの製造装置 |
| JP2015146674A (ja) * | 2014-02-03 | 2015-08-13 | パナソニックIpマネジメント株式会社 | 電動機の回転子の製造方法、電動機の回転子、電動機、電気機器 |
| JP5720834B2 (ja) | 2014-05-12 | 2015-05-20 | アイシン・エィ・ダブリュ株式会社 | 電動機用ロータの製造方法 |
| JP6322519B2 (ja) * | 2014-08-19 | 2018-05-09 | 株式会社三井ハイテック | モータコアの樹脂封止方法及びこれに用いる装置 |
| US20170170696A1 (en) * | 2014-09-16 | 2017-06-15 | Panasonic Intellectual Property Managemnet Co., Ltd. | Motor |
| JP5939295B2 (ja) | 2014-11-25 | 2016-06-22 | アイシン・エィ・ダブリュ株式会社 | 樹脂充填装置 |
| EP3444927B1 (en) * | 2016-04-13 | 2024-04-10 | Kuroda Precision Industries Ltd. | Method of manufacturing a laminated iron core comprising embedded magnets |
| KR20240042256A (ko) * | 2017-01-09 | 2024-04-01 | 구로다 프리시젼 인더스트리스 리미티드 | 적층 철심의 제조 장치 및 적층 철심 |
-
2016
- 2016-04-13 EP EP16898547.1A patent/EP3444927B1/en active Active
- 2016-04-13 US US16/074,136 patent/US11552540B2/en active Active
- 2016-04-13 CN CN201680083247.1A patent/CN108702068B/zh active Active
- 2016-04-13 MX MX2018012543A patent/MX2018012543A/es unknown
- 2016-04-13 WO PCT/JP2016/002009 patent/WO2017179086A1/ja active Application Filing
- 2016-04-13 JP JP2017527938A patent/JP6240365B1/ja active Active
- 2016-09-09 CN CN201680084507.7A patent/CN109075670B/zh active Active
- 2016-09-09 WO PCT/JP2016/004123 patent/WO2017179087A1/ja active Application Filing
- 2016-09-09 MX MX2018012401A patent/MX2018012401A/es unknown
- 2016-09-09 EP EP16898548.9A patent/EP3444928B1/en active Active
- 2016-09-09 JP JP2018511545A patent/JP6726736B2/ja active Active
- 2016-09-09 US US16/092,257 patent/US11223261B2/en active Active
- 2016-10-31 CN CN201680084311.8A patent/CN109075669B/zh active Active
- 2016-10-31 WO PCT/JP2016/082291 patent/WO2017179231A1/ja active Application Filing
- 2016-10-31 JP JP2018511876A patent/JP6800958B2/ja active Active
-
2017
- 2017-03-24 EP EP17782216.0A patent/EP3444929B1/en active Active
- 2017-03-24 CN CN201780013784.3A patent/CN108702069B/zh active Active
- 2017-03-24 JP JP2017528861A patent/JP6345883B2/ja active Active
- 2017-03-24 US US16/073,845 patent/US11038408B2/en active Active
- 2017-03-24 MX MX2018012395A patent/MX2018012395A/es unknown
- 2017-04-10 CN CN201780023393.XA patent/CN109075671B/zh active Active
- 2017-04-10 JP JP2018512012A patent/JP6871239B2/ja active Active
-
2018
- 2018-04-13 JP JP2018077734A patent/JP2018130026A/ja active Pending
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6800958B2 (ja) | 磁石埋込み型コアの樹脂封止装置及び樹脂封止方法 | |
| US11201526B2 (en) | Resin sealing device and resin sealing method for manufacturing magnet embedded core | |
| KR101030482B1 (ko) | 회전자 적층 코어에 영구 자석을 수지 밀봉하는 방법 | |
| EP3664263B1 (en) | Rotor core holding jig, and device and method for producing magnet-embedded core | |
| JP4429258B2 (ja) | 永久磁石の樹脂封止装置 | |
| JP6322519B2 (ja) | モータコアの樹脂封止方法及びこれに用いる装置 | |
| JP2014018074A (ja) | 永久磁石の樹脂封止方法 | |
| JP6434254B2 (ja) | 積層鉄心の製造方法及び積層鉄心の製造装置 | |
| KR102377641B1 (ko) | 적층코어의 제조방법 | |
| JP2018086857A (ja) | 強化繊維と熱可塑性樹脂を含む成形品のプレス成形装置およびプレス成形方法 | |
| CN114825806A (zh) | 旋转电机的芯部制造方法和芯部制造设备 | |
| WO2023022232A1 (ja) | 回転電機のコア部製造方法、コア部製造装置、及び、コア部 | |
| KR20230135915A (ko) | 적층코어의 제조방법 | |
| JP2024024956A (ja) | 回転電機用ロータの製造装置及び回転電機用ロータの製造装置 | |
| JP2024024955A (ja) | 回転電機用ロータの製造方法 | |
| KR20230038914A (ko) | 모터코어의 제조장치 | |
| JP2021106469A (ja) | ロータの製造方法 | |
| JP2015144200A (ja) | モールド金型、樹脂モールド装置及び樹脂モールド方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190624 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200414 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200610 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201117 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201125 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6800958 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |