EP3439972B1 - Dispositif pour fermer d'un seul côté des enveloppes d'emballages pour réaliser des emballages composites - Google Patents
Dispositif pour fermer d'un seul côté des enveloppes d'emballages pour réaliser des emballages composites Download PDFInfo
- Publication number
- EP3439972B1 EP3439972B1 EP17712073.0A EP17712073A EP3439972B1 EP 3439972 B1 EP3439972 B1 EP 3439972B1 EP 17712073 A EP17712073 A EP 17712073A EP 3439972 B1 EP3439972 B1 EP 3439972B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mandrel
- tappet
- head
- corner segments
- wheel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002131 composite material Substances 0.000 title claims description 6
- 238000004519 manufacturing process Methods 0.000 title claims description 3
- 238000007789 sealing Methods 0.000 claims description 25
- 238000004806 packaging method and process Methods 0.000 claims description 16
- 239000000498 cooling water Substances 0.000 claims description 7
- 238000012545 processing Methods 0.000 claims description 7
- 230000005540 biological transmission Effects 0.000 claims description 4
- 238000005096 rolling process Methods 0.000 claims description 2
- 239000007787 solid Substances 0.000 claims description 2
- 238000012856 packing Methods 0.000 description 27
- 238000013461 design Methods 0.000 description 9
- 238000000034 method Methods 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 230000009969 flowable effect Effects 0.000 description 3
- 235000013305 food Nutrition 0.000 description 3
- 230000001954 sterilising effect Effects 0.000 description 3
- 238000004659 sterilization and disinfection Methods 0.000 description 3
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 2
- 235000013361 beverage Nutrition 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 239000005022 packaging material Substances 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/02—Machines characterised by the incorporation of means for making the containers or receptacles
- B65B3/025—Making parallelepipedal containers from a single carton blank
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/006—Controlling; Regulating; Measuring; Improving safety
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/28—Folding sheets, blanks or webs around mandrels, e.g. for forming bottoms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/28—Folding sheets, blanks or webs around mandrels, e.g. for forming bottoms
- B31B50/30—Folding sheets, blanks or webs around mandrels, e.g. for forming bottoms the mandrels moving
- B31B50/32—Folding sheets, blanks or webs around mandrels, e.g. for forming bottoms the mandrels moving in circular paths
- B31B50/322—Folding sheets, blanks or webs around mandrels, e.g. for forming bottoms the mandrels moving in circular paths the mandrels extending radially from the periphery of a drum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/76—Opening and distending flattened articles
- B31B50/78—Mechanically
- B31B50/782—Mechanically by pushing the opposite ends of collapsed blanks towards each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/76—Opening and distending flattened articles
- B31B50/78—Mechanically
- B31B50/788—Mechanically by introducing the blanks into undeformable holders, e.g. on a drum or on chains
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B41/00—Supplying or feeding container-forming sheets or wrapping material
- B65B41/02—Feeding sheets or wrapper blanks
- B65B41/04—Feeding sheets or wrapper blanks by grippers
- B65B41/06—Feeding sheets or wrapper blanks by grippers by suction-operated grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/12—Feeding flexible bags or carton blanks in flat or collapsed state; Feeding flat bags connected to form a series or chain
- B65B43/14—Feeding individual bags or carton blanks from piles or magazines
- B65B43/145—Feeding carton blanks from piles or magazines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
- B65B43/32—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks by external pressure diagonally applied
- B65B43/325—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks by external pressure diagonally applied to boxes, cartons or carton blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/50—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using rotary tables or turrets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/54—Means for supporting containers or receptacles during the filling operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B55/00—Preserving, protecting or purifying packages or package contents in association with packaging
- B65B55/02—Sterilising, e.g. of complete packages
- B65B55/04—Sterilising wrappers or receptacles prior to, or during, packaging
- B65B55/10—Sterilising wrappers or receptacles prior to, or during, packaging by liquids or gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/24—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for shaping or reshaping completed packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2100/00—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs
- B31B2100/002—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs characterised by the shape of the blank from which they are formed
- B31B2100/0022—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs characterised by the shape of the blank from which they are formed made from tubular webs or blanks, including by tube or bottom forming operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2105/00—Rigid or semi-rigid containers made by assembling separate sheets, blanks or webs
- B31B2105/002—Making boxes characterised by the shape of the blanks from which they are formed
- B31B2105/0022—Making boxes from tubular webs or blanks, e.g. with separate bottoms, including tube or bottom forming operations
Definitions
- the invention relates to a device for unilaterally closing packing sleeves for the production of composite packs, in particular cardboard / plastic composite packs, by bottom shaping by means of a mandrel wheel with a plurality of mandrels which are arranged uniformly distributed over the circumference and are directed radially outwards and which successively have several processing stations in Pass through the circumferential direction of the mandrel wheel, with each mandrel having a head at its free end, onto which the foldable sections of the packing sleeve to be closed are folded and sealed in the closed position, the head of the mandrel being variable in its outer dimensions.
- a device is out WO 96/16789 known.
- Fig. 9 is a device known from the prior art for filling packages C open at the top, in particular with flowable foods, for forming packages P, that is to say a so-called filling machine, comprising a magazine 1 for the provision of packaging sleeves S and a device for forming open-topped packaging C from the packaging sleeves S, which are closed on one side and thus can accommodate, for example, a flowable food through the remaining opening.
- the known filling and sealing device has a number of parallel processing lines, of which in the Fig. 9 only a single processing line 2 is shown. Each processing line 2 is assigned a magazine 1 with a stack 3 or a bundle of packaging sleeves S folded flat by two folding lines.
- the packaging sleeves S have been formed from blanks of a packaging material, the longitudinal edges of which are sealed to one another.
- the packaging sleeves S are unfolded by a feed device 4.
- the packaging sleeves S are unfolded by pulling a later side surface of the corresponding packaging sleeve S away from the stack 3 without further action around the pre-folded folding lines which form the edges of the packaging sleeve S and the subsequent pack P.
- an application device could also be provided for applying spouts (not shown) to the packing sleeves S.
- a known device 5 for forming and unilaterally closing the packing sleeves S has a mandrel wheel 6 which comprises six mandrels 7 and which rotates cyclically, that is to say stepwise, counterclockwise.
- a packing jacket S is pushed onto the mandrel 7.
- the mandrel wheel 6 is rotated further into the next mandrel wheel position II, in which the longitudinal end of the packing jacket S protruding from the mandrel 7 is heated with hot air via a heating unit 8.
- next mandrel wheel position III the heated longitudinal end of the packing jacket S is pre-folded by a press 9 and in the subsequent mandrel wheel position IV in the folded position is sealed by a sealing device 10, in particular to form a bottom B.
- a packing body C which is closed on one side, that is to say a packaging which is open at the top, is obtained, which in the subsequent mandrel wheel position V is removed from the mandrel 7 and attached to a cell 11 of an endless cell chain 12 which is guided in a circle possible conveyor is handed over.
- No mandrel 7 is assigned to the mandrel 7 in the next mandrel wheel position VI.
- the number of mandrel wheel positions or mandrels 7 and the processing steps provided there can, if necessary, be as shown in FIG Fig. 9 and the associated description.
- a spout can be connected to the packaging material in at least one additional mandrel wheel position as required.
- the longitudinal end of the packing jacket closed on the mandrel wheel is preferably the head of the later packing. In the present case, whether the packing body is filled by the future head or by the future floor plays only a subordinate role.
- the packing body C taken by the mandrel wheel 6 is transported with the open longitudinal end pointing upwards in a cell 11, in particular a cell chain, by a filling machine 13.
- the package body C thereby arrives in an aseptic chamber 14 which comprises a sterilization zone 15 and a filling and sealing zone 16, through which the package bodies C are transported from left to right in the transport direction symbolized by the arrows.
- the packing bodies C do not have to be transported in a straight line, but can also be carried out in at least one arc or even circle lying in a horizontal plane.
- the packing bodies C are preheated in succession by a preheating device 18 by blowing with hot sterile air.
- the package bodies C are then sterilized by means of a sterilization device 19, preferably using H 2 O 2 (hydrogen peroxide), whereupon the package bodies C are dried by exposure to sterile air via a drying device 20 and after the transition from the sterilization zone 15 to the filling and sealing zone 16 are brought into a filling position 21 below a filling outlet 22.
- the packing bodies C are successively filled with a product 23, in particular with a flowable food.
- the filled packing bodies C are then with a closing device 24 closed by folding the upper region of the package body C and sealing.
- the filled and sealed packs P are then removed from the cells 11 of the transport device 12.
- the now empty cells 11 are moved further with the transport device 12 in the direction of the mandrel wheel 6 in order to take up further packing bodies C there.
- the packs to be produced are those with a square or rectangular cross section, that is to say cuboid packs
- the use of a mandrel wheel in a filling machine is unproblematic since the square or rectangular cross section of the mandrel is matched to the inner clear cross section of the pack casing to be pushed open. It becomes problematic when the package shape deviates from the conventional cuboid shape and has, for example, rounded or round edges or surfaces whose curvature gradually decreases towards the floor (or gable) and again in a square and / or rectangular bottom (or gable) ) ends.
- the invention is based on the object of designing and developing the aforementioned device for closing packing sleeves in such a way that reliable and, in particular, pocket-free sealing of the end region of a packing sleeve on the mandrel is reliably guaranteed.
- the head of the mandrel is "folded in” when pushed on and is only brought into the form required for sealing after being pushed on.
- at least two corner segments of the head can be changed in their position. To do this, they can be swiveled from the corners into the interior of the mandrel.
- the mandrel also has at least one axially movable plunger in its interior.
- the plunger is preferably connected to a segment of the head which is designed as a lifting segment and which can be moved into the interior of the mandrel by the movement of the plunger.
- the corner segments of the head to be displaced are also designed as swivel segments which can be moved from a sealing position into a retracted position.
- the pivoting segments are preferably designed to be spring-loaded in such a way that they pivot back into their sealed position after the positively actuated pivoting into their retracted position.
- the design of the corner segments as pivot segments is particularly advantageous because they can be equipped with stable pivot axes in order to be able to absorb the pressure during the pressing process during the sealing process.
- the mandrel has two adjacent corner segments and an intermediate lifting segment.
- An alternative embodiment provides that the mandrel has four corner segments and two each has lifting segments lying between two adjacent corner segments.
- the optimal design of the 'expanding mandrel' according to the invention will generally depend on the actual geometry of the packs to be produced. If it is sufficient to design only two corner segments of the head of a mandrel to be pivotable, this solution will be chosen due to the lower design effort, otherwise it is also possible according to the invention to design all four corners of the head of the mandrel with adjustable corner segments.
- the force transmission from the tappet to the corner segments takes place by means of a cam mechanism.
- the force it is also possible for the force to be transmitted from the tappet to the corner segments by means of a toggle lever, in which case each corner segment to be pivoted has its own toggle lever.
- the invention provides in a further embodiment that the tappet can be moved on the mandrel wheel side by means of a link guide arranged stationary on the outer circumference of the mandrel wheel.
- the link guide is preferably formed on or in a guide sleeve which is arranged in a rotationally fixed manner on the mandrel wheel or the drive shaft of the mandrel wheel.
- a guide element with a cam mechanism for transmitting the control movement running parallel to the mandrel gear shaft is provided on the tappet which is movable radially to the mandrel gear shaft.
- the guide element preferably has a guide track on the side facing the tappet and the tappet has a roller on its end on the mandrel wheel side for rolling on the guide track of the guide element.
- the ram is adjustable in length. This is of particular advantage for the fine adjustment and can also be done with installed mandrels, for example for maintenance or repair purposes, without dismantling the mandrel.
- mandrel is at least partially hollow. In this way, all the drive parts required for the adjustment of the head segments and their storage can be easily reached even with the mandrel already attached to the mandrel wheel shaft.
- the open areas of the mandrel are provided with at least one cover. In this way, the mechanical design of the tappet drive can be well protected against contamination and penetration of foreign bodies.
- the mandrel has at least one spring element acting on its longitudinal side, which fixes the pushed-on packing jacket in its position.
- the mandrel has lines for cooling water in its solid interior.
- This is particularly expedient, since in this way the head region of the mandrel can be actively cooled in order to be able to reduce the tacking times of the mandrel wheel in the best possible way.
- a water-cooled version that is Dornradwelle hollow and the cooling water is passed through appropriate lines inside the mandrel gear shaft in a known manner through the individual mandrels.
- a further embodiment of the invention provides that the mandrel has one or more end stops for mechanically limiting the opening path for the packing jacket.
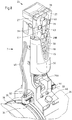
- Fig. 1 shows a mandrel 7 according to the invention with an upwardly directed head 25, the mandrel 7 being fastened to a mandrel wheel shaft 26.
- head 25 In the area of the head 25, one can see clearly pivotable corner segments 27, which are not in their extended sealing position, but rather in their retracted pivoting position, in order to make it easier for a packing jacket (not shown) to be pushed onto the mandrel 7 from above.
- Two pivot elements having the corner segments 27 are movably mounted on the housing of the mandrel 7 with appropriately stable pivot axes 28.
- a plunger 29 is used to actuate the pivoting elements.
- the plunger 29 is designed in two parts in the illustrated and preferred embodiment and includes a lower plunger 29A and an upper plunger 29B.
- the plungers 29A and 29B are axially displaceably supported by means of bearing blocks 30.
- a ball bearing 31 At the lower end of the lower plunger 29A there is a ball bearing 31, the roller of which can be rolled on a guide track 32 of a guide element 33.
- the guide element 33 is designed to be longitudinally displaceable in the direction of the double arrow shown via a corresponding guide parallel to the mandrel gear shaft 26 and is controlled via a link guide.
- the guide element 33 on its in the Fig. 1 shown left end on acting as a sliding block ball bearing 34 which is guided in a guide groove 35 of a fixed guide sleeve 36.
- the guide groove 35 is designed such that a pivoting of the mandrel gear shaft 26 by 180 ° moves the guide element 33 away from it shown position, in which the pivot elements 27 are "folded", can be brought into a sealing position in which the pivot elements 27 are folded out.
- the guide sleeve 36 is stationary, ie it does not rotate when the mandrel gear shaft 26 rotates.
- the mandrel wheel shaft 26 is driven by a drive shaft 37 and can - depending on the number of processing lines in the filling machine - correspondingly contain additional mandrels 7.
- Lower plunger 29A and upper plunger 29B are connected by means of a connecting element 38 and ensure that when the plunger 29A, 29B is actuated upwards, a lifting segment 39 moves axially upwards in order to close the gap between the two pivotable corner segments 27 on the head surface shut down.
- the upper plunger 29B is mounted in the area between the pivot elements having the corner segments 27 by means of a bearing 40 designed as a guide sleeve.
- the pivoting movement of the pivoting elements having the corner segments 27 takes place by means of a guide element 41 which has curved tracks 42 running towards the two pivoting elements.
- the swivel elements themselves have rotatable ball bearings 43 in this area, which roll on the cam tracks 42 of the guide element 41.
- the two corner segments 27 are operatively connected to one another by means of a compression spring arranged between them in such a way that the two corner segments 27 can only be moved from their sealing position into the folded position against the pressure of the spring.
- the compression spring is in the unspecified groove that in Fig. 3 can be seen on the left next to the lifting segment 39 in the head 25 of the mandrel 7.
- Additional compression springs 44 ensure that the plunger 29A, 29B is always in contact with the guide track 32 of the guide element 33 by means of its ball bearing 31.
- the upper plunger 29B is longitudinal in the region of its connecting element 38 with the lower plunger 29A by means of an adjusting nut 45 for adjusting the overall length adjustable. In this way, fine adjustment of the top dead center of the lifting segment 39 can be carried out reliably and simply, even when the mandrel 7 has been set up.
- the adjustment of the upper plunger 29B by means of the nut 45 can also be seen in particular in the rotated side view in FIG Fig. 2 in which the lower plunger 29B is not visible.
- the exact structure results from Fig. 3 , in which the upper part of the mandrel 7 along the line III-III in Fig. 1 is shown cut.
- the Fig. 2 and 3rd it can also be seen that the mandrel 7 is screwed onto the mandrel wheel shaft 26 by means of screws 46.
- the longitudinal displaceability of the guide element 33 can also be clearly seen there by means of a guide rail 33 '.
- the Fig. 4 and 5 correspond to the representations of Fig. 1 and 3rd , but here the mandrel 7 is shown in its sealing position.
- the mandrel points to the Fig. 4 and 5 likewise upwards, even if, as already explained, the sealing position is diametrically opposite the retracted position of the pivoting elements, that is to say with the mandrel 7 pointing downward, in the exemplary embodiment shown and in this respect preferred.
- the actual stationary guide sleeve 36 is in Fig. 4 shown rotated by 180 °. It can first be seen that the guide element 33 is in its end position by means of the link guide 34, 35, so that the lower plunger 29A is shown in its uppermost position.
- the upper plunger 29B is in its uppermost position and thus also the guide element 41, so that the ball bearings 43 are moved towards one another along the guide track 42 of the guide element 41 and in this way a pivoting of the corner segments 27 of the pivoting elements into their outer Seal position.
- the lifting segment 39 is finally also in its highest position in the sealing position.
- FIG Fig. 7 This sealing position and formation of the head 25 of the mandrel 7 is shown in FIG Fig. 7 shown in perspective. It can be clearly seen that the entire end face of the head 25 is now closed and that the two Corner segments 27 are now in their - unfolded - sealing position and the cavity located between them is filled by the lifting segment 39.
- the cavities on the end face serve, in a known manner, to absorb the material accumulation which forms when the free outer surfaces of the pushed-on packing jacket are folded in, in particular in the area of the folded transverse seam, so that a flat surface is produced when the packing base is sealed, for example. which serves as a stand for the later pack.
- pivot elements having the corner segments are equipped with relatively strong pivot axes 28 in order to be able to withstand the pressure during the pressing.
- the exemplary embodiment described so far is a mandrel 7 which has only two pivotable corner segments 27.
- a corresponding version is in Fig. 7 shown.
- four corner segments 27' are arranged as pivotable segments on corresponding pivot elements, a lifting segment 39 'being located between two corner segments 27'.
- the drive for pivoting the corner segments 27 'can be designed as in FIG Fig. 6 , in Fig. 7 it is shown, however, that the force of the tappet 29 'can alternatively be transmitted to the corner segments 27' by means of a toggle lever 47A or 47B, each toggle lever being supported by means of two axes 48 on the one hand in the swivel element and on the other hand in the lifting segment 39 '.
- the pivot elements are pivotally mounted on corresponding pivot axes 38 'on the mandrel 7'.
- Fig. 8 it is shown that spring elements 49 can be arranged on the side of the mandrel, which reliably prevent a packaging jacket (not shown) from slipping onto the mandrel 7 once it has been pushed on. Is too Fig. 8 It can be seen that the "open" part of the mandrel 7 is closed by means of a cover 50, the surface of which corresponds to the actual package design and, in the exemplary embodiment shown, has a round side wall, and thus protects the internal mechanics of the mandrel 7.
- the mandrel 7 can have lines 51, 52 for the passage of cooling water.
- the mandrel gear shaft 26 is hollow in such a case.
- a known distribution element for the cooling water is then arranged in the interior of this cavity, which is of rigid design and ensures, via corresponding circumferential grooves, that pressurized cooling water is pressed through line 51 into the interior of the mandrel and out of the drain line 52 again the distribution element is guided.
- the two lines 51 and 52 are connected to one another in the upper region of the mandrel 7 and / or in the head 25 by means of a connecting groove 53.
- the distribution element is rigidly arranged inside the rotating mandrel wheel shaft and, via appropriate inlet and outlet lines, ensures that the mandrels 7 can be tempered at the desired stations or over certain distances when turning.
- cooling after the sealing process can be carried out "automatically” to a certain extent due to the application of cooling water due to the rotation of the mandrel wheel shaft 26.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Making Paper Articles (AREA)
- Cartons (AREA)
- Closing Of Containers (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Package Closures (AREA)
- Packages (AREA)
Claims (17)
- Dispositif pour fermer d'un seul côté des enveloppes d'emballage (S), ledit dispositif étant conçu pour la fabrication d'emballages composites, en particulier des emballages composites en carton / en matière plastique, ladite fabrication étant réalisée par formage au moyen d'une roue à mandrins (6) comprenant une pluralité de mandrins (7) disposés en étant répartis sur la circonférence, de manière régulière, et dirigés vers l'extérieur dans le sens radial, mandrins qui parcourent successivement plusieurs postes de façonnage, dans la direction circonférentielle de la roue à mandrins (6), où chaque mandrin (7), au niveau de son extrémité libre, présente une tête (25) sur laquelle sont pliées, et scellées en position fermée, les parties repliables - à fermer - de l'enveloppe d'emballage (S) poussée sur le mandrin (7), où la tête (25) du mandrin (7) est conçue en étant modifiable dans ses dimensions extérieures,
caractérisé
en ce qu'au moins deux segments d'angle (27) de la tête (25) sont modifiables dans leur position, en ce que le mandrin (7), dans sa partie intérieure, présente au moins un poussoir (29A, 29B) pouvant être déplacé axialement, ledit poussoir servant au réglage de la géométrie de la tête, et en ce que les segments d'angle (27) de la tête (25) sont conçus comme des éléments orientables qui peuvent passer d'une position de scellement à une position rentrée. - Dispositif selon la revendication 1,
caractérisé
en ce que le poussoir (29B) est relié à un segment de la tête (25), segment qui est conçu comme un segment de levée (39) et qui peut être déplacé à l'intérieur du mandrin (7) sous l'effet du mouvement du poussoir (29B). - Dispositif selon la revendication 1 ou 2,
caractérisé
en ce que les éléments orientables sont actionnés par ressort, de manière telle, qu'après le basculement forcé dans leur position rentrée, ils basculent à nouveau pour revenir à leur position de scellement. - Dispositif selon la revendication 2 ou 3,
caractérisé
en ce que le mandrin (7) présente deux segments d'angle voisins (27) et un segment de levée (39) se trouvant entre lesdits segments d'angle. - Dispositif selon la revendication 2 ou 3,
caractérisé
en ce que le mandrin (7) présente quatre segments d'angle (27') et deux segments de levée (39') se trouvant à chaque fois entre deux segments d'angle voisins (27'). - Dispositif selon la revendication 1,
caractérisé
en ce que la transmission de force se produisant depuis le poussoir (29B) jusqu'aux segments d'angle (27) est réalisée au moyen d'une commande à cames (41,42). - Dispositif selon la revendication 1,
caractérisé
en ce que la transmission de force se produisant depuis le poussoir (29') jusqu'aux segments d'angle (27') est réalisée au moyen d'un levier à genouillère (47A, 47B). - Dispositif selon l'une quelconque des revendications 2 à 7,
caractérisé
en ce que le poussoir (29A) peut être déplacé, côté roue à mandrins, au moyen d'un guide de coulisse (34, 35) disposé fixement sur la circonférence extérieure de la roue à mandrins (6). - Dispositif selon la revendication 8,
caractérisé
en ce que le guide de coulisse (34, 35) est configuré sur ou dans une douille de guidage (36) et en ce que la douille de guidage (36) est disposée en étant solidaire en rotation sur la roue à mandrins (6) ou bien solidaire en rotation sur l'arbre d'entraînement (37) de la roue à mandrins (6). - Dispositif selon la revendication 8 ou 9,
caractérisé
en ce qu'il est prévu un élément de guidage (33) comportant une commande à cames servant à la transmission du mouvement de commande de l'élément de guidage (33), ledit mouvement de commande ayant lieu parallèlement à l'arbre (26) de la roue à mandrins, ladite transmission se produisant sur le poussoir (29A) pouvant être déplacé radialement par rapport à l'arbre (26) de la roue à mandrins. - Dispositif selon la revendication 10,
caractérisé
en ce que l'élément de guidage (33), sur le côté tourné vers le poussoir (29A), présente une piste de guidage (32), et en ce que le poussoir (29A), au niveau de son extrémité côté roue à mandrins, présente un rouleau (31) servant à rouler sur la piste de guidage (32) de l'élément de guidage (33). - Dispositif selon l'une quelconque des revendications 1 à 11,
caractérisé
en ce que le poussoir (29A, 29B) est réalisé en étant réglable concernant sa longueur. - Dispositif selon l'une quelconque des revendications 1 à 12,
caractérisé
en ce que le mandrin (7) est réalisé en étant au moins en partie creux. - Dispositif selon la revendication 13,
caractérisé
en ce que les zones ouvertes du mandrin (7) sont dotées au moins d'une partie couvrante (50). - Dispositif selon l'une quelconque des revendications 1 à 14,
caractérisé
en ce que le mandrin (7) présente au moins un élément à ressort (49) agissant sur le grand côté dudit mandrin, lequel élément à ressort fixe dans sa position l'enveloppe d'emballage ayant été poussée. - Dispositif selon l'une quelconque des revendications 1 à 15,
caractérisé
en ce que le mandrin (7) présente, dans sa partie intérieure massive, des conduites (51, 52) pour de l'eau de refroidissement. - Dispositif selon l'une quelconque des revendications 1 à 16,
caractérisé
en ce que le mandrin (7) dispose d'une ou de plusieurs butées d'extrémité servant à la limitation mécanique du mouvement de poussée pour l'enveloppe d'emballage.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL17712073T PL3439972T3 (pl) | 2016-04-04 | 2017-03-16 | Urządzenie do jednostronnego zamykania rękawów opakowaniowych w celu wytwarzania opakowań z laminatów |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016106139 | 2016-04-04 | ||
| DE102016110008.0A DE102016110008A1 (de) | 2016-04-04 | 2016-05-31 | Vorrichtung zum einseitigen Verschließen von Packungsmänteln für die Herstellung von Verbundpackungen |
| PCT/EP2017/056215 WO2017174321A1 (fr) | 2016-04-04 | 2017-03-16 | Dispositif pour fermer d'un seul côté des enveloppes d'emballages pour réaliser des emballages composites |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3439972A1 EP3439972A1 (fr) | 2019-02-13 |
| EP3439972B1 true EP3439972B1 (fr) | 2020-04-29 |
Family
ID=59885632
Family Applications (6)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17709081.8A Not-in-force EP3439970B1 (fr) | 2016-04-04 | 2017-03-07 | Procédé et dispositif permettant de former des corps d'emballage ouverts d'un côté, constitués d'enveloppes d'emballage ouvertes des deux côtés |
| EP17711151.5A Active EP3439964B1 (fr) | 2016-04-04 | 2017-03-16 | Dispositif et procédé de formation de surfaces de pignon d'emballages à pignon oblique |
| EP17712073.0A Active EP3439972B1 (fr) | 2016-04-04 | 2017-03-16 | Dispositif pour fermer d'un seul côté des enveloppes d'emballages pour réaliser des emballages composites |
| EP17712477.3A Active EP3439974B1 (fr) | 2016-04-04 | 2017-03-21 | Dispositif pour façonner des emballages fermés |
| EP19190904.3A Withdrawn EP3581507A1 (fr) | 2016-04-04 | 2017-03-21 | Procédé de formation d'emballages fermés |
| EP17716150.2A Active EP3439971B1 (fr) | 2016-04-04 | 2017-04-03 | Procédé et dispositif permettant de former des corps d'emballage ouverts d'un côté à partir d'enveloppes d'emballage ouvertes des deux côtés |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17709081.8A Not-in-force EP3439970B1 (fr) | 2016-04-04 | 2017-03-07 | Procédé et dispositif permettant de former des corps d'emballage ouverts d'un côté, constitués d'enveloppes d'emballage ouvertes des deux côtés |
| EP17711151.5A Active EP3439964B1 (fr) | 2016-04-04 | 2017-03-16 | Dispositif et procédé de formation de surfaces de pignon d'emballages à pignon oblique |
Family Applications After (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17712477.3A Active EP3439974B1 (fr) | 2016-04-04 | 2017-03-21 | Dispositif pour façonner des emballages fermés |
| EP19190904.3A Withdrawn EP3581507A1 (fr) | 2016-04-04 | 2017-03-21 | Procédé de formation d'emballages fermés |
| EP17716150.2A Active EP3439971B1 (fr) | 2016-04-04 | 2017-04-03 | Procédé et dispositif permettant de former des corps d'emballage ouverts d'un côté à partir d'enveloppes d'emballage ouvertes des deux côtés |
Country Status (8)
| Country | Link |
|---|---|
| US (5) | US20190112082A1 (fr) |
| EP (6) | EP3439970B1 (fr) |
| JP (4) | JP2019510705A (fr) |
| CN (5) | CN109153467A (fr) |
| DE (5) | DE102016109996A1 (fr) |
| ES (4) | ES2802449T3 (fr) |
| PL (4) | PL3439964T3 (fr) |
| WO (5) | WO2017174280A1 (fr) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8915365B2 (en) * | 2013-03-15 | 2014-12-23 | Altria Client Services Inc. | Packaging sleeve |
| EP3219631B1 (fr) * | 2016-03-18 | 2018-11-07 | Tetra Laval Holdings & Finance S.A. | Dispositif de formage et procédé de formage d'un emballage en un emballage fini, unité de pliage pour former des emballages scellés de produits alimentaires liquides |
| DE102016109996A1 (de) * | 2016-04-04 | 2017-10-05 | Sig Technology Ag | Verfahren und Vorrichtung zum Bilden von einseitig offenen Packungskörpern aus beidseitig offenen Packungsmänteln |
| DE102017127327A1 (de) * | 2017-11-20 | 2019-05-23 | Sig Technology Ag | Füllmaschine mit Kühleinrichtungen zum Kühlen unterschiedlicher Anlagenteile |
| DE102018102515B4 (de) * | 2018-02-05 | 2022-05-25 | Project Service & Produktion GmbH | Verfahren und Vorrichtung zum Verpacken von mehreren Gegenständen |
| DE102018102514B4 (de) * | 2018-02-05 | 2022-05-25 | Project Service & Produktion GmbH | Verfahren und Vorrichtung zur Bereitstellung einer Umverpackung |
| CN108482733B (zh) * | 2018-04-17 | 2024-01-05 | 广东穗方源实业有限公司 | 用于封装大米的压制成型装置 |
| DE102018113606A1 (de) | 2018-06-07 | 2019-12-12 | Sig Technology Ag | Vorrichtung mit Formstation zum Bilden von einseitig offenen Packungskörpern |
| DE102019101816A1 (de) | 2019-01-25 | 2020-07-30 | Sig Technology Ag | Verfahren und Vorrichtung zum wenigstens teilweisen Auffalten von flachgefalteten Packungsmänteln |
| DE102019110914A1 (de) * | 2019-04-26 | 2020-10-29 | Sig Technology Ag | Verfahren und Vorrichtung zum wenigstens teilweisen Auffalten von flachgefalteten Packungsmänteln |
| DE102019114635A1 (de) | 2019-05-31 | 2020-12-03 | Sig Technology Ag | Vorrichtung und verfahren zum nachformen der giebelflächen von verpackungen mit schrägem giebel |
| EP3842224A1 (fr) | 2019-12-27 | 2021-06-30 | Anheuser-Busch InBev S.A. | Outil de formage pour emballages secondaires |
| US20220250346A1 (en) | 2019-07-30 | 2022-08-11 | Anheuser-Busch Inbev S.A. | Shaping tool for secondary packages |
| CN115279297A (zh) * | 2020-01-15 | 2022-11-01 | Devicor医疗产业收购公司 | 弹性体薄套筒折叠机构 |
| EP3854290A1 (fr) | 2020-01-24 | 2021-07-28 | Universität Zürich | Laryngoscope lumineux à pointe pour éclairage trans-tissulaire |
| DE102020109977A1 (de) | 2020-04-09 | 2021-10-14 | Sig Technology Ag | Vorrichtung zum einseitigen Verschließen von Packungsmänteln für die Herstellung von Verbundpackungen |
| DE102020121953A1 (de) | 2020-08-21 | 2022-02-24 | Sig Technology Ag | Vorrichtung zum Formen der Giebelflächen von Verpackungen |
| CN111977060A (zh) * | 2020-09-02 | 2020-11-24 | 安徽和县太阳岛食品有限公司 | 一种真空包装零食用自动化真空包装设备及其工作方法 |
| EP4001137A1 (fr) * | 2020-11-16 | 2022-05-25 | Uhlmann Pac-Systeme GmbH & Co. KG | Dispositif de manipulation et procédé de manipulation de matière d'emballage en forme de bande |
| KR20220078379A (ko) | 2020-12-03 | 2022-06-10 | 엘지디스플레이 주식회사 | 표시 장치 |
| CN113602589A (zh) * | 2021-07-28 | 2021-11-05 | 淮安市昊天自动化设备有限公司 | 一种卧式高速开箱机及开箱方法 |
| DE102022115881A1 (de) | 2022-06-27 | 2023-12-28 | Sig Combibloc Services Ag | Verfahren und vorrichtung zum bilden von einseitig offenen packungskörpern aus beidseitig ofenen packungsmänteln |
| CN117533594B (zh) * | 2024-01-09 | 2024-03-12 | 唐山兴业纸制品有限公司 | 一种基于包装箱生产线的双侧挤压式展开结构 |
Family Cites Families (100)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE160476C (fr) | ||||
| DE152605C (fr) | ||||
| DE160669C (fr) | ||||
| US2541607A (en) * | 1946-09-27 | 1951-02-13 | Shellmar Products Corp | Carton handling machine |
| US2514867A (en) * | 1947-04-09 | 1950-07-11 | Pneumatic Scale Corp | Method and apparatus for producing a package |
| US2630742A (en) * | 1949-02-02 | 1953-03-10 | Molins Machine Co Ltd | Device for opening shells of slide and shell cartons |
| DE1063890B (de) * | 1955-05-05 | 1959-08-20 | Hesser Ag Maschf | Verstellbarer Falzdorn fuer Maschinen zum Herstellen oder Formen von eckigen Beuteln u. dgl. |
| US3187646A (en) * | 1959-12-04 | 1965-06-08 | Ex Cell O Corp | Packaging machine for erecting and sealing plastic coated paperboard containers |
| DE1187178B (de) | 1963-05-09 | 1965-02-11 | Holstein & Kappert Maschf | Vorrichtung zum Herstellen von Quaderpackungen |
| DE1461991A1 (de) * | 1965-04-20 | 1969-03-06 | Mineraloel Ag | Verfahren und Einrichtung zur Herstellung von stapelbarem Block-Bitumen |
| US3533333A (en) * | 1968-04-01 | 1970-10-13 | Emhart Corp | Machine for erecting cases |
| JPS4612938Y1 (fr) | 1968-10-16 | 1971-05-08 | ||
| SE335090B (fr) * | 1968-10-30 | 1971-05-10 | Tetra Pak Int | |
| US3750931A (en) * | 1972-06-19 | 1973-08-07 | Hoerner Waldorf Corp | Carton opening means |
| JPS5032667B1 (fr) | 1972-09-01 | 1975-10-23 | ||
| DK139215C (da) * | 1973-07-24 | 1979-07-09 | Jagenberg Werke Ag | Apparat til indfoldning og plan forsegling af en vaesketaet kartons bund |
| US3896711A (en) * | 1974-03-13 | 1975-07-29 | Container Corp | Apparatus for erecting carton tubes |
| US4131057A (en) * | 1976-09-29 | 1978-12-26 | Phillips Petroleum Company | Apparatus for forming a convoluted container sidewall |
| JPS5756966Y2 (fr) * | 1979-04-18 | 1982-12-07 | ||
| GB2074124A (en) * | 1980-01-15 | 1981-10-28 | Ferry Pickering Sales Ltd | Paper tube containers |
| SE436272B (sv) | 1981-03-27 | 1984-11-26 | Tetra Pak Int | Maskin for bearbetning av forpackningsbehallare |
| US4510732A (en) | 1982-03-22 | 1985-04-16 | Tetra Pak International Ab | Machine for the processing of packing containers |
| JPS602404A (ja) * | 1983-06-17 | 1985-01-08 | 東洋製罐株式会社 | 加熱充填密封包装体の製法 |
| US4530692A (en) * | 1983-08-25 | 1985-07-23 | Consolidated Papers, Inc. | Apparatus for opening folded corrugated cartons |
| US4614079A (en) * | 1984-03-30 | 1986-09-30 | Toppan Printing Co., Ltd. | Automatic packaging system |
| SE454682B (sv) * | 1985-10-03 | 1988-05-24 | Tetra Pak Ab | Sett och maskin for framstellning av forpackningsbehallare |
| JPH0247003Y2 (fr) | 1986-06-09 | 1990-12-11 | ||
| DE8622831U1 (de) * | 1986-08-28 | 1988-01-07 | Icoma Packtechnik Gmbh, 77855 Achern | Form- und Fülleinrichtung für Verpackungen aus Karton |
| JPH0729391B2 (ja) | 1986-09-20 | 1995-04-05 | 大日本印刷株式会社 | 容器移送案内装置 |
| JPS63141108U (fr) * | 1987-03-04 | 1988-09-16 | ||
| JPH01177856A (ja) | 1988-01-05 | 1989-07-14 | Toshiba Corp | 電滋ポンプ |
| DE3804791C2 (de) * | 1988-02-16 | 1993-10-07 | Tetra Pak Rausing & Co Kg | Vorrichtung zum Auffalten von flachliegenden Hülsen |
| US4983154A (en) * | 1988-04-29 | 1991-01-08 | Tokyo Automatic Machinery Works, Ltd. | Carton assembling method and equipment |
| JP2739483B2 (ja) * | 1988-08-24 | 1998-04-15 | 日本テトラパック株式会社 | 平らにされた筒状ブランクの立上げ方法とその装置 |
| US4895193A (en) | 1988-10-14 | 1990-01-23 | Elopak Systems A.G. | Container filling system |
| DE3835390A1 (de) | 1988-10-18 | 1990-04-19 | Pkl Verpackungssysteme Gmbh | Quaderfoermige packung, insbesondere aus einem karton-kunststoff-verbund fuer fluessigkeiten, suppen od. dgl. und verfahren zu deren herstellung |
| US4934994A (en) * | 1988-11-22 | 1990-06-19 | Milliken Packaging | Mandrel insertion mechanism in a carton container-forming device |
| JP2813820B2 (ja) * | 1989-09-13 | 1998-10-22 | 四国化工機株式会社 | 容器成形装置 |
| JP2748043B2 (ja) | 1990-05-24 | 1998-05-06 | エービー テトラパック | 包装容器の底部形成用マンドレルの冷却方法と使用するマンドレル |
| JPH07110651B2 (ja) | 1990-11-30 | 1995-11-29 | シーケーディ株式会社 | 包装装置 |
| JPH0526806U (ja) * | 1990-12-25 | 1993-04-06 | 四国化工機株式会社 | ブランク供給装置 |
| JPH0533914U (ja) | 1991-09-06 | 1993-05-07 | 三菱マテリアル株式会社 | 管の加工治具 |
| DE4232956C2 (de) * | 1992-10-01 | 2002-02-21 | Jagenberg Diana Gmbh | Verfahren und Vorrichtung zum Nachbrechen der Längsrillinien bei der Herstellung von quaderförmigen Faltschachteln |
| DE4409947C2 (de) * | 1994-03-23 | 1997-07-17 | Pkl Verpackungssysteme Gmbh | Quaderförmige Flachgiebelpackung mit Giebelnaht |
| US5536231A (en) * | 1994-06-21 | 1996-07-16 | Tetra Laval Holdings & Finance S.A. | Apparatus and method for picking and erecting carton blanks |
| WO1996016789A1 (fr) * | 1994-11-30 | 1996-06-06 | Tetra Laval Holdings & Finance S.A. | Mandrin ajustable |
| JPH08300514A (ja) * | 1995-04-28 | 1996-11-19 | Tomy Ltd | 押出し成形板用エッジ部品および押出し成形板組立体 |
| US5628450A (en) * | 1995-06-12 | 1997-05-13 | Willamette Industries | Octagonal box structure and setting up apparatus |
| CN1141151A (zh) * | 1995-07-25 | 1997-01-29 | 北京市畅达贸易发展公司 | 纸板热压成型连盖饭盒及其制作方法 |
| JPH0986510A (ja) * | 1995-09-22 | 1997-03-31 | Dainippon Printing Co Ltd | カートンの成形装置 |
| JPH1029249A (ja) | 1996-07-15 | 1998-02-03 | Shikoku Kakoki Co Ltd | 包装機械における耳着け装置 |
| JP3827777B2 (ja) * | 1996-09-17 | 2006-09-27 | 四国化工機株式会社 | 包装容器成形フラップ |
| JP3766157B2 (ja) * | 1996-12-27 | 2006-04-12 | 日本テトラパック株式会社 | パッケージ製造装置 |
| US5809743A (en) * | 1997-03-28 | 1998-09-22 | Tetra Laval Holdings & Finance, Sa | Top folding and sealing apparatus for forming and sealing the fin of a gabled carton |
| US5809741A (en) * | 1997-04-22 | 1998-09-22 | Tetra Laval Holdings & Finance, Sa | Carton concaving device |
| JPH1177856A (ja) * | 1997-09-08 | 1999-03-23 | Nippon Tetra Pack Kk | パッケージ製造装置の成形型 |
| DE19920495A1 (de) * | 1999-05-05 | 2000-11-09 | Bosch Gmbh Robert | Vorrichtung zum Entnehmen und Übergeben von Faltschachteln |
| GB9923205D0 (en) * | 1999-09-30 | 1999-12-01 | Meltog Ltd | Mounting mechanism for tin box manufacturing apparatus |
| US6560950B1 (en) | 2000-02-28 | 2003-05-13 | Tetra Laval Holdings & Finance, Sa | Overfolding device |
| JP3858610B2 (ja) * | 2001-02-28 | 2006-12-20 | 凸版印刷株式会社 | カートン供給装置 |
| JP4788086B2 (ja) * | 2001-09-07 | 2011-10-05 | 四国化工機株式会社 | 包装機械 |
| US6609355B2 (en) * | 2001-10-15 | 2003-08-26 | International Paper Company | Adjustable carton stop |
| US6764436B1 (en) * | 2003-01-11 | 2004-07-20 | Mark Stanley Mazurek | Method and apparatus for squaring cases |
| AT500778B1 (de) * | 2003-05-06 | 2007-11-15 | Haas Franz Waffelmasch | Anlage oder vorrichtung zum konfektionieren von steifen, einseitig offenen behältern |
| DE102004058512B4 (de) * | 2004-12-04 | 2007-02-22 | Sig Technology Ag | Verfahren und Vorrichtung zum Befüllen von kontinuierlich in Zellenkäfigen transportierten Behältern und dafür bestimmter Zellenkäfig |
| ITPR20050070A1 (it) * | 2005-11-16 | 2007-05-17 | P E Promec Sistemi Srl | Apparato per formare contenitori di cartone. |
| GB0525979D0 (en) * | 2005-12-21 | 2006-02-01 | Elopak Systems | Improvements in or relating to packaging |
| DE602006002953D1 (de) * | 2006-01-31 | 2008-11-13 | Tetra Laval Holdings & Finance | Modulare Einheit zum Auftragen von Öffnungsvorrichtungen auf Packungen für fliessfähige Nahrungsmittel |
| EP1826127A1 (fr) * | 2006-02-28 | 2007-08-29 | Tetra Laval Holdings & Finance S.A. | Unité de pliage pour machine pour l'emballage de produits alimentaires versables |
| ES2317418T3 (es) | 2006-02-28 | 2009-04-16 | TETRA LAVAL HOLDINGS & FINANCE SA | Unidad de plegado para producir envases cerrados de productos alimenticios que pueden ser vertidos. |
| US7559884B2 (en) * | 2006-06-08 | 2009-07-14 | Raymond George Montague Kisch | Smart mandrel for container forming machines |
| DE102006032638B4 (de) * | 2006-07-13 | 2010-11-11 | Sig Technology Ag | Karton/Kunststoff-Verbundpackung mit abziehbarem Deckel und Verfahren zu ihrer Herstellung |
| DE102006042506B4 (de) | 2006-09-07 | 2015-04-16 | Sig Technology Ag | Verfahren und Vorrichtung zur Herstellung einer Karton/Kunststoff-Verbundverpackung |
| GB0717191D0 (en) | 2007-07-20 | 2007-10-17 | Elopak Systems | Improvements in or relating to packaging |
| GB0809082D0 (en) | 2008-05-20 | 2008-06-25 | Elopak Systems | Improvements in or relating to container blanks and containers |
| IT1391875B1 (it) * | 2008-11-14 | 2012-01-27 | Tetra Laval Holdings & Finance | Dispositivo pressatore atto ad esercitare una pressione su un dispositivo di apertura applicato su una confezione contenente un prodotto alimentare versabile in un tubo di materiale di confezionamento |
| GB0920543D0 (en) * | 2009-11-24 | 2010-01-06 | Elopak Systems | Apparatus and method |
| ES2414383T5 (es) * | 2010-01-15 | 2016-12-12 | Graphic Packaging International, Inc. | Garra de cadena continua para cajas de cartón octogonales |
| CA2740243C (fr) * | 2010-05-13 | 2017-09-19 | Douglas Machine Inc. | Formeuse de caisses a mouvement continu |
| EP2392517A1 (fr) | 2010-06-07 | 2011-12-07 | Tetra Laval Holdings & Finance S.A. | Emballage scellé pour produits alimentaires versables et matériau de conditionnement pour produire des emballages scellés de produits alimentaires versables |
| DE102010050502A1 (de) * | 2010-11-08 | 2012-05-10 | Sig Technology Ag | Vorrichtung und Verfahren zur Herstellung einer Verpackung |
| ES2428396T3 (es) | 2010-12-21 | 2013-11-07 | Tetra Laval Holdings & Finance S.A. | Unidad de plegado para formar envases cerrados herméticamente de productos alimenticios que se pueden verter |
| US9498928B2 (en) * | 2011-03-22 | 2016-11-22 | Illinois Tool Works Inc. | Forming conveyor for a carton |
| CN202208386U (zh) * | 2011-08-22 | 2012-05-02 | 毛传云 | 一种全自动装箱系统 |
| CN202219866U (zh) * | 2011-08-24 | 2012-05-16 | 郑建村 | 一种全自动瓷砖包装设备的取箱装箱装置 |
| DE102011054327A1 (de) * | 2011-10-10 | 2013-04-11 | Elopak Systems Ag | Füllmaschine zum Abfüllen von Produkten in Packungsbehälter sowie Verfahren hierzu |
| ES2508141T3 (es) * | 2011-10-31 | 2014-10-16 | Tetra Laval Holdings & Finance S.A. | Unidad de plegado para máquinas de envasado de productos alimenticios que se pueden verter |
| ES2535810T3 (es) * | 2011-10-31 | 2015-05-18 | Tetra Laval Holdings & Finance S.A. | Unidad de plegado y método para producir envases de productos alimenticios que se pueden verter |
| ES2484698T3 (es) | 2011-10-31 | 2014-08-12 | Tetra Laval Holdings & Finance S.A. | Unidad de plegado para producir envases plegados de productos alimenticios vertibles a partir de envases sellados correspondientes |
| EP2631188B1 (fr) * | 2012-02-24 | 2014-07-23 | Tetra Laval Holdings & Finance S.A. | Unité de conditionnement pour machines de conditionnement de produits alimentaires pouvant être versés |
| DE102012102812A1 (de) * | 2012-03-30 | 2013-10-02 | Elopak Systems Ag | Vorrichtung und Verfahren zum Reduzieren von Rückstellkräften von Packungsmänteln in einer Füllmaschine |
| DE102013107429B3 (de) * | 2013-07-12 | 2014-06-05 | Sig Technology Ag | Vorrichtung und Verfahren zum flüssigkeitsdichten Versiegeln von zwei sich teilweise überlappenden Verpackungsteilen und damit/danach hergestellter Behälter |
| DE102013015638A1 (de) | 2013-09-23 | 2015-03-26 | Sig Technology Ag | Vorrichtung zum Herstellen einer Verbundverpackung |
| DE102014102333A1 (de) | 2014-02-24 | 2015-08-27 | Sig Technology Ag | Vorrichtung und Verfahren zur Vorfaltung von Packungsmänteln |
| DE102015101751A1 (de) * | 2015-02-06 | 2016-08-11 | Sig Technology Ag | Verfahren zum Füllen von Packungen mit wechselnden Produkten in einer Füllmaschine |
| DE102016109996A1 (de) * | 2016-04-04 | 2017-10-05 | Sig Technology Ag | Verfahren und Vorrichtung zum Bilden von einseitig offenen Packungskörpern aus beidseitig offenen Packungsmänteln |
| DE102016003829A1 (de) | 2016-04-04 | 2017-10-05 | Sig Technology Ag | Packungsmantel, Packung und Verfahren zur Herstellung einer Packung |
| DE102016003826A1 (de) | 2016-04-04 | 2017-10-05 | Sig Technology Ag | Packungsmantel, Verpackung und Verfahren zur Herstellung einer Verpackung |
| DE102016003824A1 (de) | 2016-04-04 | 2017-10-05 | Sig Technology Ag | Packungsmantel, Verpackung und Verfahren zur Herstellung einer Verpackung |
| DE102017114814A1 (de) * | 2017-07-03 | 2019-01-03 | Sig Technology Ag | Verfahren und Vorrichtung zum Bilden von einseitig offenen Packungskörpern mit einem oszillierenden Greifer |
-
2016
- 2016-05-31 DE DE102016109996.1A patent/DE102016109996A1/de not_active Ceased
- 2016-05-31 DE DE102016109979.1A patent/DE102016109979A1/de not_active Ceased
- 2016-05-31 DE DE102016109995.3A patent/DE102016109995A1/de not_active Ceased
- 2016-05-31 DE DE102016109980.5A patent/DE102016109980A1/de not_active Ceased
- 2016-05-31 DE DE102016110008.0A patent/DE102016110008A1/de not_active Ceased
-
2017
- 2017-03-07 WO PCT/EP2017/055301 patent/WO2017174280A1/fr active Application Filing
- 2017-03-07 US US16/090,378 patent/US20190112082A1/en not_active Abandoned
- 2017-03-07 EP EP17709081.8A patent/EP3439970B1/fr not_active Not-in-force
- 2017-03-07 JP JP2019502143A patent/JP2019510705A/ja not_active Withdrawn
- 2017-03-07 CN CN201780022350.XA patent/CN109153467A/zh active Pending
- 2017-03-16 EP EP17711151.5A patent/EP3439964B1/fr active Active
- 2017-03-16 CN CN201780022555.8A patent/CN108883847B/zh active Active
- 2017-03-16 PL PL17711151T patent/PL3439964T3/pl unknown
- 2017-03-16 WO PCT/EP2017/056215 patent/WO2017174321A1/fr active Application Filing
- 2017-03-16 ES ES17711151T patent/ES2802449T3/es active Active
- 2017-03-16 EP EP17712073.0A patent/EP3439972B1/fr active Active
- 2017-03-16 JP JP2018551963A patent/JP6899843B2/ja active Active
- 2017-03-16 JP JP2018551964A patent/JP6921110B2/ja active Active
- 2017-03-16 US US16/090,365 patent/US11745903B2/en active Active
- 2017-03-16 PL PL17712073T patent/PL3439972T3/pl unknown
- 2017-03-16 WO PCT/EP2017/056199 patent/WO2017174318A1/fr active Application Filing
- 2017-03-16 CN CN201780022497.9A patent/CN108883845B/zh active Active
- 2017-03-16 US US16/090,340 patent/US10926896B2/en active Active
- 2017-03-16 ES ES17712073T patent/ES2792086T3/es active Active
- 2017-03-21 ES ES17712477T patent/ES2793015T3/es active Active
- 2017-03-21 PL PL17712477T patent/PL3439974T3/pl unknown
- 2017-03-21 CN CN201780022283.1A patent/CN108883850B/zh active Active
- 2017-03-21 EP EP17712477.3A patent/EP3439974B1/fr active Active
- 2017-03-21 US US16/079,662 patent/US20190055045A1/en not_active Abandoned
- 2017-03-21 WO PCT/EP2017/056659 patent/WO2017174347A1/fr active Application Filing
- 2017-03-21 EP EP19190904.3A patent/EP3581507A1/fr not_active Withdrawn
- 2017-04-03 WO PCT/EP2017/057837 patent/WO2017174497A1/fr active Application Filing
- 2017-04-03 CN CN201780022294.XA patent/CN109311548B/zh active Active
- 2017-04-03 EP EP17716150.2A patent/EP3439971B1/fr active Active
- 2017-04-03 ES ES17716150T patent/ES2803375T3/es active Active
- 2017-04-03 PL PL17716150T patent/PL3439971T3/pl unknown
- 2017-04-03 JP JP2019502154A patent/JP6864737B2/ja active Active
- 2017-04-03 US US16/090,387 patent/US11203448B2/en active Active
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3439972B1 (fr) | Dispositif pour fermer d'un seul côté des enveloppes d'emballages pour réaliser des emballages composites | |
| EP2819924B1 (fr) | Dispositif et procédé de réduction des forces de rappel d'enveloppes d'emballage dans une machine de remplissage | |
| DE2460850A1 (de) | Verfahren und vorrichtung zum aufbringen von deckeln auf gefuellte behaelter | |
| EP2143550B1 (fr) | Dispositif de fabrication de corps creux en feuilles de plastique déformables thermoplastiques | |
| WO2015124396A9 (fr) | Dispositif et procédé de pré-pliage d'enveloppes d'emballage | |
| EP3019317A1 (fr) | Dispositif et procédé de scellement étanche aux liquides de deux éléments d'emballage se chevauchant en partie, et récipient produit avec ledit dispositif/selon ledit procédé | |
| DE2649630A1 (de) | Vorrichtung zum verschliessen und abdichten einer kartonpackung | |
| EP2347960B1 (fr) | Tunnel à rétrécissement | |
| EP3652080B1 (fr) | Dispositif pour attacher des becs verseurs comprenants un flanc et une fermeture à vis sur des emballages, les becs verseurs etants tenus par un moyen de préhension d'un applicateur | |
| DE102013015638A1 (de) | Vorrichtung zum Herstellen einer Verbundverpackung | |
| DE2337939A1 (de) | Verfahren zur kontinuierlichen herstellung von fluessigkeitsverpackungen und vorrichtung zur durchfuehrung des verfahrens | |
| WO2021204465A1 (fr) | Appareil pour fermeture unilatérale de manchons d'emballage pour la production d'emballages composites | |
| WO2019234104A1 (fr) | Arrangement avec station de façonnage pour former des corps d'emballage ouverts d'un côté | |
| EP3055121A1 (fr) | Dispositif et procédé pour le scellage étanche aux liquides de deux parties d'emballage se recouvrant partiellement | |
| DE1025323B (de) | Einrichtung zum Herstellen des Bodenverschlusses von Faltschachteln mit eingedruecktem Boden, insbesondere an Hochleistungsverpackungsmaschinen | |
| DE602006000420T2 (de) | Eine Maschine zur Verpackung von Produkten in Kartons | |
| DE60311979T2 (de) | Verfahren und Vorrichtung zur Herstellung von gesiegelten Verpackungen mit fliessfähigen Nahrungsmitteln aus einer Tube aus Verpackungsfolie | |
| DE1461874C (de) | Vorrichtung zum Verschließen von eine thermoplastische Beschichtung aufweisenden Kartons | |
| DE1511096C (de) | Maschine zum Herstellen einseitig offener Kartenbehälter | |
| EP4301590A1 (fr) | Dispositif et procédé de mise en place d'une extrémité relevée d'une pièce tubulaire reposant à plat | |
| WO2019011471A1 (fr) | Dispositif d'application d'éléments de coulée à des emballages au moyen d'un applicateur | |
| WO2006029795A1 (fr) | Dispositif et procede de fermeture d'emballages composites carton/plastique par ultrasons | |
| DE1511096B (de) | Maschine zum Herstellen einseitig offener Kartonbehälter | |
| DE1461787B (de) | Maschine zum Verschließen des offenen Endes eines gefüllten Beutels aus schweiß1barem Werkstoff | |
| CH451798A (de) | Heizvorrichtung an einer Verpackungsmaschine zum Beheizen von mit thermoplastischem Kunststoff beschichteten Siegelungsflächen an zu verschliessenden Behältern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20180829 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502017005012 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B65B0043500000 Ipc: B31B0050280000 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 3/02 20060101ALI20190923BHEP Ipc: B65B 7/16 20060101ALI20190923BHEP Ipc: B31B 50/78 20170101ALI20190923BHEP Ipc: B31B 100/00 20170101ALI20190923BHEP Ipc: B31B 50/28 20170101AFI20190923BHEP Ipc: B31B 50/32 20170101ALI20190923BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20191029 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1262669 Country of ref document: AT Kind code of ref document: T Effective date: 20200515 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502017005012 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200429 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200730 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200831 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200829 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2792086 Country of ref document: ES Kind code of ref document: T3 Effective date: 20201110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502017005012 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20210201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20210315 Year of fee payment: 5 Ref country code: TR Payment date: 20210210 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20210420 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20210331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210316 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210316 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20230428 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1262669 Country of ref document: AT Kind code of ref document: T Effective date: 20220316 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220316 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20170316 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220317 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220316 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20230713 AND 20230719 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240321 Year of fee payment: 8 Ref country code: GB Payment date: 20240322 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240329 Year of fee payment: 8 Ref country code: FR Payment date: 20240320 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 |