EP2727652A1 - Beleimung von Materialstreifen der Tabak verarbeitenden Industrie - Google Patents
Beleimung von Materialstreifen der Tabak verarbeitenden Industrie Download PDFInfo
- Publication number
- EP2727652A1 EP2727652A1 EP14153013.9A EP14153013A EP2727652A1 EP 2727652 A1 EP2727652 A1 EP 2727652A1 EP 14153013 A EP14153013 A EP 14153013A EP 2727652 A1 EP2727652 A1 EP 2727652A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- glue
- anilox roller
- chamber
- squeegee
- distribution chamber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/04—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length
- B05C1/08—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line
- B05C1/0813—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line characterised by means for supplying liquid or other fluent material to the roller
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/47—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces
- A24C5/471—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces by means of a connecting band
- A24C5/472—Applying adhesives to the connecting band
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/04—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length
- B05C1/08—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line
- B05C1/0817—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line characterised by means for removing partially liquid or other fluent material from the roller, e.g. scrapers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/04—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length
- B05C1/08—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line
- B05C1/0873—Controlling means responsive to conditions of the liquid or other fluent material, of the ambient medium, of the roller or of the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1002—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves
- B05C11/1007—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves responsive to condition of liquid or other fluent material
- B05C11/1013—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves responsive to condition of liquid or other fluent material responsive to flow or pressure of liquid or other fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/04—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length
- B05C1/08—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line
- B05C1/0826—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line the work being a web or sheets
Definitions
- the invention relates to a method for operating a glue application device of the tobacco-processing industry for applying glue to a material strip of the tobacco-processing industry.
- tipping papers are provided, on the one hand wrap the filter on the one hand and on the other hand connect a head end of the tobacco rod with the filter with a protruding edge.
- the assembly of the filter with the tobacco rod is usually done by gluing, wherein on a tipping paper strip from which the tipping paper leaflets are cut, glue is applied.
- EP-A-1 147 716 is a device for applying glue to a wrapping material or a wrapping strip of a rod-shaped article of tobacco processing Industry described.
- the device In order to create a glue pattern with glue-free areas on the wrapping strip, the device has means for interrupting the glue supply to the wrapping strip.
- Another glue application device is off EP-A-0 616 854 known, wherein by means of the glue application device liquid glue, in particular in the form of a glue pattern, on a web of paper, plastic, cardboard or the like, is applied.
- liquid glue in particular in the form of a glue pattern, on a web of paper, plastic, cardboard or the like
- a glue from a storage chamber in an engraving receiving and the glue in an application zone in cooperation with a counter roll from the engraving on the web applying transfer roller is provided.
- the described glue application device is preferably part of a filter attachment machine for cigarettes.
- liquid glue preferably aqueous Polyvinylacetatleim, continuously applied to a tipping paper strip, which is then cut into tipping paper leaflets for connecting tobacco rods and filter plug.
- TPA3000 from the company C.B. Kaymich & Co. Limited, Sheffield, UK, discloses a sizing apparatus for sizing tipping paper strips used, for example, in MAX's patent applicator type tipping machines.
- glue is removed from a glue reservoir by means of a rotating wheel and introduced into a glue chamber.
- Glue is removed from the glue chamber by means of the screen roller having the cups and applied to a tipping paper strip conveyed at a predetermined transport speed.
- the present invention seeks to improve the application of glue on a wrapping strip of tobacco processing industry such that even at higher production speeds of a machine a perfect glue pattern is produced on the wrapping strip.
- an anilox wherein a glue distribution chamber is arranged on the anilox, is removed from the glue by means of the anilox roller, it is provided that a external feed line is connected to an internal supply line of the glue distribution chamber, wherein in particular glue is conveyed via the feed line and the (internal) supply line of the glue distribution chamber.
- the invention is based on the idea of conveying the glue of the glue distribution chamber directly and externally, so that the glue does not come into contact with oxygen, for example in a glue bath or in an open glue reserve.
- the glue application device since in this case the removal of glue from a glue stock in a glue pot is no longer necessary because the glue distribution chamber, from which the glue is removed by means of the anilox roller, now continuously in the amount required in each case Glue is supplied.
- the area or the environment of the anilox roller kept free of glue.
- this embodiment of the glue application device has the advantage that the glue distribution chamber unused, ie fresh, glue can be conveyed.
- the glue application device is preferably used on a machine of the tobacco-processing industry, in particular filter attachment machine, for example, to provide a tipping paper strip with glue.
- a predetermined glue pattern or glue pattern is applied to the tipping paper strip.
- Under the rotation of the anilox glue is removed from a arranged on the anilox glue distribution chamber by recording in the empty wells of the anilox roller, wherein the anilox roller is arranged above a glue supply, so that the anilox roller and the glue supply, for example, in a glue pot or the like not in touching contact with each other.
- a, preferably controllable or controllable, feed pump is connected to the external feed line and / or on the external feed line a, preferably controllable or controllable, throttle is arranged. This makes it possible to continuously feed fresh glue to the glue application device.
- a sensor is provided in the external conveyor line or in the internal supply line of the glue supply chamber or on a discharge line connected to the glue distribution chamber, so that in particular the delivered amount of glue depending on the measured data, in particular pressure - and / or Leimmenge, is regulated.
- the feed pump for example a diaphragm pump, is connected in series with the throttle in the delivery line, wherein according to one embodiment, the throttle is a speed-dependent Supply for the Leimver notoriousshunt supplied amount of glue controls.
- the glue application device is advantageously further developed in that the glue distribution chamber is formed with a chamber base surface facing the anilox roller and a chamber height cross-sectional area arranged transversely, in particular vertically, with the ratio of chamber base area to chamber height cross-sectional area being greater than 1, preferably greater than or equal to 1.25 or 1.5 or 1.75 or 2 and greater.
- the ratio of the chamber base area to the vertically formed chamber height cross-sectional area is less than or equal to 1, since the volume of the glue distribution chamber has a half-shell-shaped cross section.
- the chamber base area is understood to be the chamber base area which faces the anilox roller and forms the contact area with the anilox roller.
- the chamber height sectional area is the area formed at a cross section along the width of the size distribution chamber. In particular, the chamber height cross-sectional area and the chamber base area are perpendicular to each other educated.
- the glue application device is provided that is based on the direction of rotation of the anilox glue in the inlet zone in the distribution chamber via at least one opening is introduced and / or glue in the region of the outlet zone from the glue distribution chamber via at least one outlet opening is conveyed off or is.
- the inflow of glue into the glue distribution chamber takes place from the bottom to the top in the case of an anilox roll or glue roll issuing upwards or from top to bottom in the case of an anilox roll which runs downwards.
- the glue distribution chamber may be arranged relative to the contact surface or areas of contact of the anilox roller and the strip of material to be glued and the conveying direction of the material strip on the front or the back or on the underside of the anilox roller.
- a glue application device of the type mentioned is further developed in that the glue distribution chamber is sealed at least one, preferably at both, lateral end side, wherein in particular between the end faces of the anilox roller is arranged. It is thereby achieved that the glue does not exit directly from the glue distribution chamber into a glue sump in a glue pot, but instead an excess part of the glue is held in the edge areas in order to keep the glue in the edge areas at a predetermined pre-print, whereby a good gluing or sealing is achieved Admission of glue in the edge areas of the anilox roller is achieved.
- glue is increasingly applied in the edge areas or in the contact area between the filter plug and the tobacco sticks to be joined to the tipping paper leaflets, whereby the connection between
- a throttle may be provided to regulate the amount conveyed off, wherein furthermore the conveyed glue continuously with fresh glue mixed again fed to an external glue supply the glue distribution chamber.
- a liquid-receiving chamber is provided, wherein the chamber of the anilox roller is or is delivered to the strip of material during or during production stoppage or interruption of the glue application, so that the anilox roller can be moved by means of the liquid, in particular Water is brought into contact with the chamber or is.
- a water-containing chamber is positioned on the anilox roller, so that after introducing water as liquid into the chamber, the liquid with the surface of the anilox roller in Contact is brought to prevent drying of the glue in the wells of the anilox roller.
- a predetermined water or liquid level is preferably formed or held in the additional chamber on the anilox roller.
- the further chamber is designed to be pivotable or movable, so that is pivoted away when moving the Filteransetzmaschine of the anilox roller or is moved and remove the wells of the anilox glue from the glue distribution chamber.
- glue application devices described can also have combinations of the features described according to the invention also in further embodiments.
- the glue is conveyed to the glue distribution chamber by means of a feed pump connected to the feed line, in particular controllable or controllable, feed pump.
- the method is characterized in that the conveyed in the delivery line amount of the glue, preferably by means of a, in particular in the delivery line or in the internal supply line and / or connected to the glue distribution chamber conveyor line, throttle, is regulated or controlled.
- the method is advantageously further developed in that glue is conveyed to the glue distribution chamber via at least one inlet opening provided on the lateral outer side of the glue distribution chamber and is discharged from the glue distribution chamber via an exit opening facing away from the lateral outer side of the glue distribution chamber, preferably in the central region of the glue distribution chamber ,
- glue is simultaneously conveyed to the glue distribution chamber at the two lateral outer sides of the glue distribution chamber. In the middle of the glue distribution chamber, the excess glue is then removed from the glue distribution chamber.
- the glue application device or the method is provided to ensure a continuous supply of glue application device with glue to provide glue with a sufficient pressure and a sufficient amount, wherein in the supply or the discharge of the glue distribution chamber, a sensor is integrated, the either determined pressure or the flow rate and thus the corresponding Leimdrosseln in the supply and / or in the derivative so regulates that a sufficient supply of the anilox roller or glue roller is ensured with glue continuously.
- the glue application device is further developed in that a means for friction-free pressing of the glue distribution chamber against the anilox roller or a pressure means for the glue distribution chamber are provided with a force introduction point on the glue distribution chamber. This ensures that the glue distribution chamber is pressed by a turning point in another way against the anilox roller or is pressed with a predetermined contact pressure.
- the glue application device is formed with a pressing means with a single force application point on the glue distribution chamber, so that when loading or activation of the pressing the glue distribution chamber on this single point of introduction, preferably arranged in the middle of the glue distribution chamber is pressed against the anilox roller.
- a development of the glue application device is characterized in that the means for pressing the Leimver Ecuadorshunt is formed against the anilox roller by means of a, preferably exclusive, ie single, air cylinder.
- a, preferably exclusive, ie single, air cylinder In the context of the invention, it is also conceivable that corresponding springs or levers are provided instead of the compressed air cylinder, whereby a glue-free contact pressure of the glue distribution chamber against the anilox roller takes place.
- the object is achieved by a method for operating a glue application device of the tobacco-processing industry for applying glue to a strip of material of the tobacco-processing industry by means of a preferably having wells, anilox roller, wherein a glue distribution chamber is arranged on the anilox roller, from the glue by means of the anilox roller
- a glue distribution chamber is arranged on the anilox roller, from the glue by means of the anilox roller
- excess pickled glue is doctored off the anilox roller, the squeegee is pressed against the anilox roller with a predetermined squeegee pressure, and between the squeegee and the contact point of the squeegee with the anilox roller extending tangent a squeegee angle is formed, which is reduced by increasing the doctor blade angle of the Rakelandruck or the contact force or is increased or increased by reducing the doctor blade angle of the Rakelandruck or the contact force.
- the excess glue is doctored off from the anilox roller, wherein the doctor angle is designed such that a predetermined (average) amount of glue (per unit time) is removed from the glue distribution chamber, in particular at a constant production speed a machine of the tobacco-processing industry, eg a filter attachment machine, whereby upon variation of the squeegee angle of the Rakelan horr or the pressure of the squeegee to the linear contact area the doctor blade tip or the doctoring blade is varied to the surface of the anilox roller.
- a machine of the tobacco-processing industry eg a filter attachment machine
- a change system of several glue distribution chambers or glue chambers is provided with appropriately set, different squeegee angles, so that according to the desired glue pattern and the desired amount of glue applied to a strip of material by replacing a glue chamber with a squeegee, with a certain squeegee angle formed on the anilox roller can be exchanged for a different sizing chamber with a squeegee and another squeegee angle in a simple and fast way, with the use of squeegees with certain different squeegee angles, the amount of glue is changed accordingly or can be changed, which due to the Rakelandrucks little wear or ., little abrasion on the Rakelfase arises.
- the squeegee angle is an angle between 15 ° to 40 °, in particular between 20 ° to 40 °, more preferably between 30 ° to 35 °, is or is.
- a glue application device of the tobacco processing industry for applying glue to a strip of material of the tobacco processing industry by means of a preferably having wells, anilox roller, wherein a glue distribution chamber is arranged on the anilox roll, from the glue means the screen roller is provided, provided that the glue chamber is pivotable about a pivot axis formed parallel to the axis of rotation of the anilox roller, wherein in particular the pivot axis in the, preferably linear, contact area of the doctor, in particular of the doctor blade, and with the anilox roller, runs and / or the glue chamber is pressed against the anilox roll by means of one, preferably exclusively, pressing means, wherein the pressing means is arranged on the rear side of the glue chamber facing away from the anilox roller using a ball joint between the pressing means and the back of the glue chamber, wherein in particular the force introduction point of the pressing means on the Rear of the glue chamber based on the center and / or the height of the glue chamber is formed in the middle.
- the glue distribution chamber or the glue chamber is arranged by means of a squeegee, in particular by means of a Rakelfase formed doctor, the wiped from the wells of the anilox excess recorded glue, wherein during the removal of glue from the glue distribution chamber due to the pivoting the Leimhunt the well evenly in the edge regions of the anilox roller are filled with glue, whereby a uniform glue pattern is formed on the material to be printed strip.
- the pivot axis of the glue chamber is designed to be collinear with the linear contact area of the doctoring roller with the surface of the anilox roller along the rotational axis of the anilox roller or over the width of the anilox roller so that the glue application device is removed from the glue during operation of the glue application device on a filter attachment machine within the glue distribution chamber becomes, pressure gradients of the glue pressure in the glue distribution chamber be avoided in an automatic manner or different pressure forces and a uniform pressure of the doctor across the entire width.
- the glue chamber or glue distribution chamber is pressed against the anilox roller, which due to the ball joint bearing the glue chamber this movable by a rotational degree of freedom is, which also takes place an automatic compensation of the pressure gradients of the glue pressure in the glue distribution chamber, which also pressure gradients of the glue pressure are avoided.
- a use of a doctor blade in a Glimarguesungshunt the tobacco processing industry wherein the squeegee has a position marker, in particular such that the squeegee in cooperation of the position marker and with the position marker form and / or functionally complementary position mark a glue chamber of the glue application device on clearly positioned on a contact surface of the glue chamber or positionable and wherein in particular the position marking of the doctor is formed as a recess or elevation, and / or that the doctor made of metal or a metal alloy, in particular of a copper-containing alloy, preferably bronze, or a chromium-containing alloy , preferably chromium-nickel.
- the position marking is formed outside the symmetry axes or planes of symmetry of the doctor blade.
- the position marker may be a projection or a recess or recess or a bevel or the like.
- the doctor blade is made of metal or an alloy, whereby the doctor has an increased abrasion resistance and thus a higher wear resistance.
- the use of a doctor blade is extended accordingly.
- doctor blade in a glue application device is characterized in that the doctor blade has a non-linear, in particular curved or kinked, doctor blade, preferably the doctor blade is arranged on a glue chamber or a glue distribution chamber on the inlet side of an anilox roller in a glue chamber or a glue distribution chamber is or will.
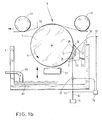
- Fig. 1a and Fig. 1b each show in longitudinal section a glue application device, wherein in this schematic illustration several elements or parts are shown. In the context of the invention, it is possible that a glue application device can be equipped with one or more of the elements described and illustrated.
- the glue application device has an arranged in a glue container 4 and rotatably driven anilox roller 5, which is driven in rotation in the direction of the arrow 6 shown.
- the cups of the anilox roller 5 enter a glue distribution chamber 7 of a glue chamber 3 and take up the glue introduced in the glue distribution chamber 7 and exit in the region of an upper-side scraper or squeegee 8. Subsequently The filled with glue cups are conveyed to a glue application zone 9 while rotating the anilox roller 5, through which a paper web 10 to be continuously glued is conveyed.
- a corresponding glue pattern is applied by the inclusion of glue.
- guide rods 11 or guide rollers are provided on the upper side.
- the paper web 10 is conveyed in a straight line, ie without bending, in the area of the anilox roller 5 between the guide rods 11, while according to the in FIG Fig. 1b shown embodiment, the paper web with a (larger) looping on the anilox roller 5 is conveyed over, since the guide rods 11 deeper than in the embodiment according to Fig. 1a or are arranged closer to the glue container 4.
- the anilox roller 5 cooperates in the region of the glue application zone 9 with a counter roller in order to apply a corresponding glue pattern to the underside of the paper web 10. After removal of glue from the wells of the anilox roller 5, the wells are again rotated to the glue distribution chamber 7.
- the glue distribution chamber 7 is supplied with glue via an external feed line 12 and an internal feed line 13 to the glue distribution chamber 7.
- the delivery line 12 is connected on the input side to a feed pump 14, so that glue is conveyed from an external glue supply via the external feed line 12 into the supply line 13.
- a sensor 15 is arranged on or in the delivery line 12, so that the acquired measurement data are transmitted to a control device 16, corresponding to a arranged in the feed line 12 throttle 17 accordingly to regulate.
- a control device 16 corresponding to a arranged in the feed line 12 throttle 17 accordingly to regulate.
- a discharge line 18 may be connected to the glue distribution chamber 7, on which in one embodiment a sensor 19 is arranged to detect the return flow of the glue. According to the amount of glue measured in the return line 18, the throttle 17, which is connected to the control device 16, adjusted accordingly.
- a container 21 filled with a liquid, in particular water, is delivered to the anilox roller 5, so that the cups of the anilox roller 5 are conveyed through the water bath present in the container 21 and then to the glue distribution chamber 7. This measure prevents the glue from drying during production stop or interruption.
- the glue distribution chamber 7 as elongated in cross-section, that is formed with a trapezoidal or trapezoidal cross-section.
- the glue distribution chamber 7 between the points A and B, which form the end points of the glue distribution chamber 7, via one of the anilox roller 5 facing chamber base.
- the vertically designed chamber height cross-sectional area is formed.
- the ratio of formed between the points A and B chamber base area and the chamber height cross-sectional area formed between points C and D has a ratio of greater than 1, preferably greater than or equal to 1.25, 1.5, 1.75, 2 and greater, whereby the volume of the glue distribution chamber 7 compared to a schbrund in cross section trained glue distribution chamber (according to the prior art) is increased.
- Fig. 1a and Fig. 1b shows, in one embodiment, the glue chamber 3 is pressed against the surface of the anilox roller 5 via a centrally arranged pressing device 22.
- the centrally arranged pressing device 22 may be a spring or a compressed air cylinder or the like in one embodiment.
- the glue chamber 3 is completely sealed in one embodiment, so that no glue from the glue chamber 3 to the sealing surfaces, the scrapers on the lateral surface of the anilox roller 5 and the radial seals on the front side of the anilox roller 5 exits.
- the glue leaving the leaks is collected in the glue container 4.
- the glue collected in a glue sump in the glue container 4 is advantageously emptied by means of a suction tube 26.
- the suction pipe 26 is disposed above the surface of Leim electer grounds at a predetermined distance, by means of a level sensor, the level of the glue in the glue container 4 is detected, so that at a predetermined glue level of the collected glue is removed by suction from a suction pump via the suction pipe.
- the extracted glue is mixed with fresh glue and fed as a glue to the glue distribution chamber.
- the glue chamber 3 next to the output-side squeegee 8 may be formed with an input-side doctor. It is within the scope of the invention possible that the doctor blade are designed as a positive doctor blade or negative squeegee. In addition, several doctor blades with respect to the rotation of the anilox roller 5 can be arranged one behind the other.
- Fig. 2 shows a schematic plan view of a glue distribution chamber 7, which is elongated in cross section (see. Fig. 1a . Fig. 1 b) ,
- the glue distribution chamber 7 has on the outer sides laterally arranged lower inlet openings 23, is introduced via the glue in the glue distribution chamber 7.
- an outlet opening 24 is arranged centrally, to which the return line 18 is connected. In this case, over the return line 18 excess glue from the glue distribution chamber 7 is conveyed away centrally.
- Fig. 3 shows schematically a part of a glue application device in a longitudinal section in a further embodiment, wherein in particular the anilox roller 5 is shown and an embodiment with three doctor blades 27, 28, 29th
- a squeegee 8 can be arranged on the output side so that the squeegee 8 is arranged at an acute angle to the tangent of the lateral surface of the anilox roller 5 in the conveying direction of the anilox roller according to arrow 6.
- the squeegee 8 is an output-side squeegee of the glue chamber 3. It can also be provided a corresponding input-side squeegee, which in Fig. 1a respectively.
- Fig. 1b On the input side of the glue chamber 3 can be arranged and according to the Fig. 1a or Fig. 1b be directed against the conveying direction of the anilox roller 5 according to the wall of the glue chamber 3 on the input side.
- FIG. 3 An alternative would be an arrangement according to Fig. 3 in which an input-side squeegee 27 and an output-side squeegee 28 are provided, the ends of which face toward the anilox roller 5.
- the input-side squeegee 27 is thus arranged in the conveying direction according to arrow 6 and the exit squeegee 28 counter to the conveying direction of the anilox roller 5 as indicated by arrow 6.
- a further squeegee 29 may be provided, which is arranged between the squeegees 27 and 28 and is arranged in the conveying direction according to arrow 6 at an acute angle to the tangent of the anilox roller 5.
- FIGS. 4a and 4b For example, each of a number of views of a doctor blade 30 used for glue chambers for tobacco industry glue application devices is shown.
- Fig. 4a shows a plan view of the back of the doctor blade 30 and 4b shows a side view of the doctor blade 30th
- the doctor blade 30 has a doctor blade body 31, which has a back upper edge 32 on the upper side on the back side.
- the doctor blade 30 has a Rakelfase 33, which at the in Fig. 4a shown squeegee 30 is rectilinear. Between the back upper edge 32 and the doctor blade 33, the doctor blade 30 is chamfered and has a Rakelkanten Design 34 on its back.
- the doctor edge surface 34 is formed at an angle of inclination to the vertical, wherein typically the inclination angle of the doctor edge surface 34 may vary between 10 ° to 80 °.
- the doctor blade 30 has a recess 37 formed as a position marking in the left region of the doctor blade 30 on the underside.
- the doctor blade 30 is made of plastic, in particular polyetheretherketone (PEEK).
- the doctor blade 30 is made of metal or a metal alloy, such as bronze or chrome-nickel.
- Fig. 5a, 5b are a back view ( Fig. 5a ) and a front view ( Fig. 5b ) of a glue chamber body 40 which is used to form a glue chamber on an anilox roller to form a glue application system of the tobacco processing industry.
- the glue chamber body 40 is U-shaped in cross-section and comprises two outer flank members 41, 42, the ends at the front, which are delivered to an anilox roller of a glue application device, tapered ends.
- the flank bodies 41, 42 have on the inside obliquely outwardly inclined blade application surfaces 43, 44, on the doctor blade 30, as in Fig. 4a represented, with their back or their back surface 36, are placed. Due to the inclination of the blade application surfaces, 43, 44 are corresponding doctor angle formed in the contact region of the doctor blade with the surface of an anilox roller (see. Fig. 6 ).
- the blade application surface 43 has a projection 45 on the left side, the shape and function complementary to the in Fig. 4a shown recess 37 of the doctor blade 30 is formed. Due to the fact that, when the doctor blade 30 is applied, the projection 45 engages in the recess 37, an exact positioning of the doctor blade 30 in an unambiguous manner on the doctor application surface 43 is achieved so that the back surface 36 (see FIG. Fig. 4a, 4b ) is applied to the doctor application surface 43. A rotation of the squeegee 30 or swapping the right and left sides and the front and back is thus not possible, so that when replacing a doctor blade to be inserted always inserted in their correct position and orientation.
- the doctoring chamber body 40 On its rear side 46, the doctoring chamber body 40 has a ball joint guide 47, in which a ball joint, which is attached to a printing cylinder or other pressing means, is inserted and held.
- a ball joint which is attached to a printing cylinder or other pressing means.
- Fig. 6 is shown in an enlarged schematic cross-sectional view of the contact area of a doctor blade 30 and the anilox roller 5.
- the anilox roller 5 is used according to the in Fig. 6 turned arrow turned counterclockwise.
- the doctor blade 30 lies with its back on the doctor blade application surface 44 of the flank body 42 against slipping on and is with corresponding Clamped or fastened fastener.
- the flank body 42 terminates at its outer end in the region of the back upper edge 32 at the end of the back 36 of the doctor blade 30, so that when a glue chamber with the doctor blade 30 to the anilox roller 5, the end of the doctor blade 30 is not bent, the doctor blade 30 against the anilox roller 5 is pressed with a predetermined pressure or a predetermined force.
- the doctoring lip 33 of the doctor blade 30 is in touching contact with the surface of the anilox roller 5, so that along the doctoring lip 33 a linear contact area of the doctor blade 30 or the doctoring lip 33 and the anilox roller 5 is formed perpendicular to the plane of the drawing.
- a squeegee angle between 30 ° to 35 °, in particular of 32.5 °, advantageous because at such a squeegee angle ⁇ , the variance of the recorded glue amount (per time) at a predetermined Rakelan horr and different production speeds of a machine (between 5,000 to 25,000 cigarettes per minute) is minimized.
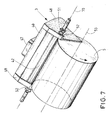
- Fig. 7 schematically the arrangement of a glue chamber 3 on an anilox roller 5 is shown.
- the glue chamber 3 has the glue chamber body 40 (cf. Fig. 5a ), which is bounded on both sides by side parts 48, 49, which also delimit the anilox roller 5 laterally.
- the anilox roller 5 is driven in rotation about its axis of rotation 55. Under rotation removes the anilox roller 5 from a glue stock in the glue chamber 3 glue, wherein at the outlet of the glue-filled cup excess glue in the linear contact region of the doctor blade with the surface of the anilox roller (see. Fig. 6 ) is doctored off on the exit side.
- the side parts 48, 49 have recesses 51, in which the retaining pins 52 engage laterally, the retaining pins 52 laterally, e.g. are attached to the housing in which the anilox roller 5 and the glue chamber 3 are arranged.
- the recesses 51 on the side parts 48, 49 are arranged such that the central axis of the retaining pins 52 collinear in the contact area or in the line of contact of the doctor blade with the surface of the anilox roller 5, so that the glue chamber 3 about the pivot axis 70 pivotable is.
- the pivot axis 70 is collinear with the linear contact area between the doctor blade and the surface of the anilox roller 5.
- Fig. 8 is a schematic perspective view of the doctor blade chamber 3, wherein for reasons of better representability of the marking of the right side part (see. Fig. 7 , Reference numeral 48) has been omitted.
- the doctor blade 30 is arranged with its rectilinear doctoring lip 33 on the doctor blade application surface 44 of the flank body 42.
- a doctor blade 60 which has a non-linear doctor blade 63, is arranged on the doctor application surface 43 of the flank body 41.
- the non-linear doctor blade 63 has a vertex 64 in its center.
- the contact surface 43 corresponding to the doctor 60 is also formed with a kink (not shown here).
- a clamping body 62 is mounted between the flank members 41, 42 for fastening the doctor blades 30, 60, the corresponding holes for the supply and forms the removal of glue from the glue distribution chamber formed in cooperation with the anilox roller.
Abstract
Description
- Die Erfindung betrifft ein Verfahren zum Betrieb einer Leimauftragungsvorrichtung der Tabak verarbeitenden Industrie zum Auftragen von Leim auf einen Materialstreifen der Tabak verarbeitenden Industrie.
- Zur Verbindung von Zigarettenfiltern mit Tabakstöcken sind in der Regel Belagpapierblättchen vorgesehen, die einerseits jeweils den Filter umhüllen und andererseits mit einer überstehenden Kante ein Kopfende des Tabakstocks mit dem Filter verbinden. Das Zusammenfügen des Filters mit dem Tabakstock erfolgt in der Regel durch Verleimen, wobei auf einen Belagpapierstreifen, aus dem die Belagpapierblättchen geschnitten werden, Leim aufgebracht wird.
- Aus der europäischen Patentanmeldung
EP-A-1 147 716 ist eine Einrichtung zum Auftragen von Leim auf ein Hüllmaterial bzw. einen Umhüllungsstreifen eines stabförmigen Artikels der Tabak verarbeitenden Industrie beschrieben. Um ein Leimbild mit leimfreien Bereichen auf dem Umhüllungsstreifen zu erzeugen, verfügt die Einrichtung über Mittel zum Unterbrechen der Leimzufuhr auf den Umhüllungsstreifen. - Eine weitere Leimauftragsvorrichtung ist aus
EP-A-0 616 854 bekannt, wobei mittels der Leimauftragsvorrichtung flüssiger Leim, insbesondere in Form eines Leimbildes, auf eine Bahn aus Papier, Kunststoff, Karton oder dergleichen, aufgebracht wird. Hierbei ist eine Leim aus einer Vorratskammer in eine Gravur aufnehmende und den Leim in einer Auftragszone in Zusammenwirkung mit einer Gegenwalze aus der Gravur auf die Bahn auftragende Übertragungswalze vorgesehen. Die beschriebene Leimauftragsvorrichtung ist bevorzugterweise ein Bestandteil einer Filteransetzmaschine für Zigaretten. Dabei wird flüssiger Leim, vorzugsweise wässriger Polyvinylacetatleim, fortlaufend auf einen Belagpapierstreifen aufgetragen, der anschließend in Belagpapierblättchen zum Verbinden von Tabakstöcken und Filterstopfen zerschnitten wird. - Darüber hinaus ist unter der Bezeichnung TPA3000 von der Firma C.B. Kaymich & Co. Limited, Sheffield, Großbritannien, eine Beleimungsvorrichtung zur Beleimung von Belagpapierstreifen bekannt, die beispielsweise in Filteransetzmaschinen mit der Bezeichnung MAX der Patentanmelderin eingesetzt werden. Hierbei wird mittels eines sich drehenden Rades Leim aus einem Leimvorrat entnommen und in eine Leimkammer eingebracht. Aus der Leimkammer wird mittels der Näpfchen aufweisenden Rasterwalze Leim entnommen und auf einen mit einer vorbestimmten Transportgeschwindigkeit geförderten Belagpapierstreifen aufgetragen.
- Bei hohen Produktionsgeschwindigkeiten an einer Filteransetzmaschine, z.B. bis 20.000 Zigaretten pro Minute, kann es vorkommen, dass die Beleimung auf dem Belagpapierstreifen unzureichend aufgetragen wird oder sich Lücken oder Unterbrechungen aufgrund von prozessbedingten Störungen im Beleimsystem bilden.
- Ausgehend von diesem Stand der Technik liegt der Erfindung die Aufgabe zugrunde, den Auftrag von Leim auf einem Umhüllungsstreifen der Tabak verarbeitenden Industrie derart zu verbessern, dass auch bei höheren Produktionsgeschwindigkeiten einer Maschine ein einwandfreies Leimbild auf den Umhüllungsstreifen erzeugt wird.
- Bei einer Leimauftragungsvorrichtung der Tabak verarbeitenden Industrie zum Auftragen von Leim auf einen Materialstreifen der Tabak verarbeitenden Industrie mittels einer, vorzugsweise Näpfchen aufweisenden, Rasterwalze, wobei an der Rasterwalze eine Leimverteilungskammer angeordnet ist, aus der Leim mittels der Rasterwalze entnommen wird, ist vorgesehen, dass eine externe Förderleitung an eine interne Versorgungsleitung der Leimverteilungskammer angeschlossen ist, wobei insbesondere Leim über die Förderleitung und die (interne) Versorgungsleitung der Leimverteilungskammer zugefördert wird.
- Die Erfindung beruht auf dem Gedanken, direkt und von extern den Leim der Leimverteilungskammer zuzufördern, so dass der Leim nicht in Kontakt mit Sauerstoff, z.B. in einem Leimbad oder in einem offenen Leimvorrat, gerät. Darüber hinaus ergibt sich auch eine einfache Ausgestaltung der Leimauftragungsvorrichtung, da hierbei die Entnahme von Leim aus einem Leimvorrat in einem Leimtopf nicht mehr erforderlich ist, da die Leimverteilungskammer, aus der der Leim mittels der Rasterwalze entnommen wird, nunmehr kontinuierlich in der jeweils benötigten Menge an Leim zugeführt wird. Außerdem wird auch der Bereich bzw. die Umgebung der Rasterwalze leimfrei gehalten. Überdies hat diese Ausgestaltung der Leimauftragungsvorrichtung den Vorteil, dass der Leimverteilungskammer ungebrauchter, d.h. frischer, Leim zugefördert werden kann.
- Die Leimauftragungsvorrichtung wird vorzugsweise an einer Maschine der Tabak verarbeitenden Industrie, insbesondere Filteransetzmaschine eingesetzt, um beispielsweise einen Belagpapierstreifen mit Leim zu versehen. Hierbei wird ein vorbestimmtes Leimbild bzw. Leimmuster auf den Belagpapierstreifen aufgebracht. Unter der Rotation der Rasterwalze wird aus einer an der Rasterwalze angeordneten Leimverteilungskammer Leim durch Aufnahme in die leeren Näpfchen der Rasterwalze entnommen, wobei die Rasterwalze oberhalb eines Leimvorrats angeordnet ist, so dass die Rasterwalze und der Leimvorrat beispielsweise in einem Leimtopf oder dergleichen nicht in berührendem Kontakt miteinander sind.
- In einer weiteren Ausführungsform ist ferner vorgesehen, dass eine, vorzugsweise steuerbare oder regelbare, Förderpumpe an die externe Förderleitung angeschlossen ist und/oder an der externen Förderleitung eine, vorzugsweise steuerbare oder regelbare, Drossel angeordnet ist. Dadurch ist es möglich, kontinuierlich Frischleim der Leimauftragungsvorrichtung zuzuführen.
- Des Weiteren ist es von Vorteil, wenn in der externen Förderleitung oder in der internen Versorgungsleitung der Leimversorgungskammer oder an einer an der Leimverteilungskammer angeschlossenen Abförderleitung ein Sensor vorgesehen ist, so dass insbesondere die geförderte Menge des Leims in Abhängigkeit der vom Sensor erfassten Messdaten, insbesondere Druck- und/oder Leimmenge, geregelt wird. Insbesondere ist die Förderpumpe, z.B. eine Membranpumpe, in Reihe mit der Drossel in der Förderleitung geschaltet, wobei gemäß einer Ausgestaltung die Drossel eine geschwindigkeitsabhängige Zuführung für die der Leimverteilungskammer zugeführte Leimmenge regelt.
- Die Leimauftragungsvorrichtung wird vorteilhafterweise dadurch weitergebildet, dass die Leimverteilungskammer mit einer der Rasterwalze zugewandten Kammergrundfläche und einer zur Kammergrundfläche quer, insbesondere senkrecht, angeordneten oder ausgebildeten Kammerhöhenquerschnittsfläche ausgebildet ist, wobei das Verhältnis von Kammergrundfläche zur Kammerhöhenquerschnittsfläche größer als 1, vorzugsweise größer/gleich 1,25 oder 1,5 oder 1,75 oder 2 und größer beträgt. Bei der bekannten Leimauftragungsvorrichtung TPA3000 von Kaymich beträgt das Verhältnis Kammergrundfläche zur senkrecht ausgebildeten Kammerhöhenquerschnittsfläche kleiner/gleich 1, da das Volumen der Leimverteilungskammer einen halbschalenförmigen Querschnitt aufweist.
- Durch die Vergrößerung des Volumens der Leimverteilungskammer mit einem im Wesentlichen langgestreckten bzw. trapezförmigen Querschnitt im Längsschnitt wird erreicht, dass während des Leimauftrags die Verweildauer der Näpfchen und somit die Aufnahmezeit von Leim in die Näpfchen vergrößert wird. Darüber hinaus wird durch das größere Volumen der Leimverteilungskammer gleichzeitig erreicht, dass Luftbläschen, die im Leim vorhanden sind, mit dem eingebrachten Leim aufsteigen und an der Oberseite in der Leimverteilungskammer wieder abgeführt werden. Damit wird auch eine verbesserte Leimaufnahme in den Näpfchen erreicht. Als Kammergrundfläche wird die Kammergrundfläche verstanden, die der Rasterwalze zugewandt ist und den Kontaktbereich mit der Rasterwalze bildet. Ferner ist die Kammerhöhenquerschnittsfläche die Fläche, die bei einem Querschnitt entlang der Breite der Leimverteilungskammer gebildet ist. Insbesondere sind die Kammerhöhenquerschnittsfläche und die Kammergrundfläche senkrecht zueinander ausgebildet.
- Überdies ist in einer Weiterbildung der Leimauftragungsvorrichtung vorgesehen, dass bezogen auf die Drehrichtung der Rasterwalze Leim im Bereich der Einlaufzone in die Verteilerkammer über wenigstens eine Öffnung eingebracht wird oder ist und/oder Leim im Bereich der Auslaufzone aus der Leimverteilungskammer über wenigstens eine Austrittsöffnung abgefördert wird oder ist. Hierdurch wird beispielsweise erreicht, dass der Zufluss von Leim in die Leimverteilungskammer von unten nach oben bei nach oben auslaufender Rasterwalze bzw. Leimwalze oder von oben nach unten bei nach unten auslaufender Rasterwalze erfolgt. Die Leimverteilungskammer kann bezogen auf die Kontaktfläche bzw. den Kontaktbereichen von der Rasterwalze und dem zu beleimenden Materialstreifen sowie der Förderrichtung des Materialstreifens an der Vorderseite oder der Rückseite oder an der Unterseite der Rasterwalze angeordnet sein.
- Ferner wird eine Leimauftragungsvorrichtung der eingangs genannten Art dadurch weitergebildet, dass die Leimverteilungskammer an wenigstens einer, vorzugsweise an beiden, lateralen Stirnseite abgedichtet ist, wobei insbesondere zwischen den Stirnseiten die Rasterwalze angeordnet ist. Dadurch wird erreicht, dass aus der Leimverteilungskammer der Leim nicht direkt in einen Leimsumpf in einem Leimtopf austritt, sondern in den Randbereichen ein überschüssiger Teil des Leims gehalten wird, um den Leim in den Randbereichen auf einem vorbestimmten Vordruck zu halten, wodurch eine gute Beleimung bzw. Aufnahme von Leim in den Randbereichen der Rasterwalze erreicht wird. Somit wird vermehrt Leim in den Randbereichen bzw. im Kontaktbereich zwischen den Filterstopfen und den damit zu verbindenden Tabakstöcken auf die Belagpapierblättchen aufgebracht, wodurch die Verbindung zwischen
- Tabakstock und Filterstopfen verbessert wird.
- Darüber hinaus ist es im Rahmen einer Ausgestaltung denkbar, dass an den lateralen Stirnseiten der überschüssige Leim aus der Leimverteilungskammer abgeführt wird, wobei in der Abförderleitung eine Drossel vorgesehen sein kann, um die abgeförderte Menge zu regeln, wobei weiterhin der abgeförderte Leim kontinuierlich mit frischem Leim vermischt wieder einer externen Leimversorgung der Leimverteilungskammer zugeführt wird.
- Außerdem ist es in einer Ausgestaltung der Leimauftragungsvorrichtung günstig, wenn eine Flüssigkeit aufnehmende Kammer vorgesehen ist, wobei die Kammer der Rasterwalze bei oder während eines Produktionsstopps oder einer Unterbrechung des Leimauftrags auf den Materialstreifen zugestellt wird oder ist, so dass die Rasterwalze mittels der Flüssigkeit, insbesondere Wasser, aus der Kammer in Kontakt gebracht wird oder ist.
- Bei einer längeren Produktionsunterbrechung an der Maschine, bei der beispielsweise die Beleimung eines Belagpapierstreifens unterbrochen ist, wird eine wasserführende bzw. -enthaltende Kammer an der Rasterwalze positioniert, so dass nach Einbringen von Wasser als Flüssigkeit in die Kammer die Flüssigkeit mit der Oberfläche der Rasterwalze in Kontakt gebracht wird, um ein Antrocknen des Leims in den Näpfchen der Rasterwalze zu verhindern. Hierbei wird vorzugsweise ein vorbestimmtes Wasser- bzw. Flüssigkeitsniveau in der zusätzlichen Kammer an der Rasterwalze ausgebildet bzw. gehalten. Während des Produktionsstopps bzw. der Unterbrechung des Leimauftrags auf den Materialstreifen bzw. bei Unterbrechung der Förderung des Materialstreifens sind hierbei die Näpfchen der Rasterwalze in Kontakt mit der Flüssigkeit in der zweiten zusätzlichen Kammer.
- In einer Weiterbildung ist ferner vorgesehen, dass die weitere Kammer schwenkbar oder bewegbar ausgebildet ist, so dass beim Wiederanfahren der Filteransetzmaschine von der Rasterwalze weggeschwenkt wird bzw. bewegt wird und die Näpfchen der Rasterwalze Leim aus der Leimverteilungskammer entnehmen.
- Im Rahmen der Erfindung ist es selbstverständlich, dass die beschriebenen Leimauftragungsvorrichtungen auch Kombinationen der beschriebenen erfindungswesentlichen Merkmale auch in weiteren Ausgestaltungen aufweisen können.
- Darüber hinaus ist bei einem Verfahren zum Auftragen von Leim auf einen Materialstreifen der Tabak verarbeitenden Industrie mittels einer, vorzugsweise Näpfchen aufweisenden, Rasterwalze, wobei Leim aus einer an der Rasterwalze angeordneten Leimverteilungskammer entnommen wird, vorgesehen, dass der Leimverteilungskammer Leim über eine externe Förderleitung und eine an die externe Förderleitung unmittelbar angeschlossene interne Versorgungsleitung der Leimverteilungskammer zugefördert wird.
- Dabei ist ferner vorgesehen, dass der Leim mittels einer an die Förderleitung angeschlossenen, insbesondere steuerbaren oder regelbaren, Förderpumpe der Leimverteilungskammer zugefördert wird.
- Weiterhin zeichnet sich das Verfahren dadurch aus, dass die in der Förderleitung geförderte Menge des Leims, vorzugsweise mittels einer, insbesondere in der Förderleitung oder in der internen Versorgungsleitung und/oder in einer an der Leimverteilungskammer angeschlossenen Förderleitung, Drossel, geregelt oder gesteuert wird.
- Außerdem wird das Verfahren vorteilhafterweise dadurch weitergebildet, dass Leim über wenigstens eine an der lateralen Außenseite der Leimverteilungskammer vorgesehene Eintrittsöffnung der Leimverteilungskammer zugefördert wird und über eine von der lateralen Außenseite der Leimverteilungskammer abgewandte, vorzugsweise im mittleren Bereich der Leimverteilungskammer ausgebildete, Austrittsöffnung aus der Leimverteilungskammer abgefördert wird.
- Hierdurch wird erreicht, dass der Zufluss des Leims zur bzw. in die Leimverteilungskammer von außen nach innen erfolgt, so dass mehr Leim im Außenbereich der Rasterwalze entnommen wird und damit auch die Kontaktbereiche zwischen den zu verbindenden Filterstopfen und Tabakstock im Nahtbereich mehr Leim aufgetragen wird, wodurch die Haftung bzw. Verbindung zwischen Filterstopfen und Tabakstock verbessert wird und somit mehr Leim auf den Belagpapierstreifen bzw. die Belagpapierblättchen aufgebracht wird. Durch die Zuführung und Abführung des Leims wird in der Leimverteilungskammer eine von außen nach innen gerichtete Fließrichtung des Leims ausgebildet.
- Gemäß einer vorteilhaften Ausgestaltung ist überdies vorgesehen, dass gleichzeitig an den beiden lateralen Außenseiten der Leimverteilungskammer vorgesehene Austrittsöffnungen Leim der Leimverteilungskammer zugefördert wird. In der Mitte der Leimverteilungskammer wird dann der überschüssige Leim aus der Leimverteilungskammer abgeführt.
- Ferner wird das Verfahren zum Auftragen von Leim auf einen Materialstreifen der Tabak verarbeitenden Industrie mittels einer, vorzugsweise Näpfchen aufweisenden, Rasterwalze, wobei Leim aus einer an der Rasterwalze angeordneten Leimverteilungskammer entnommen wird, unter Verwendung einer voranstehend beschriebenen Leimauftragungsvorrichtung nach einer oder mehreren der beschriebenen Ausführungsformen betrieben.
- Insbesondere ist in einer Weiterbildung der Leimauftragungsvorrichtung bzw. des Verfahrens vorgesehen, eine kontinuierliche Versorgung der Leimauftragungsvorrichtung mit Leim unter Bereitstellung von Leim mit einem ausreichenden Druck und einer ausreichenden Menge zu gewährleisten, wobei in der Zuleitung oder der Ableitung der Leimverteilungskammer ein Sensor integriert ist, der entweder Druck oder den Volumenstrom ermittelt und damit die entsprechenden Leimdrosseln in der Zuleitung und/oder in der Ableitung so regelt, dass kontinuierlich eine ausreichende Versorgung der Rasterwalze bzw. Leimwalze mit Leim sichergestellt wird.
- In einer weiteren Ausführung wird die Leimauftragungsvorrichtung dadurch weitergebildet, dass ein Mittel zum haftreibungsfreien Andrücken der Leimverteilungskammer gegen die Rasterwalze oder ein Andruckmittel für die Leimverteilungskammer mit einem Krafteinleitungspunkt an der Leimverteilungskammer vorgesehen sind. Dadurch wird erreicht, dass die Leimverteilungskammer über einen Einlenkpunkt auf andere Weise gegen die Rasterwalze gedrückt wird bzw. mit einem vorbestimmten Andruck gepresst wird. In einer alternativen Ausgestaltung ist die Leimauftragungsvorrichtung mit einem Andrückmittel mit einem einzigen Krafteinleitungspunkt bzw. Kraftübertragungspunkt auf die bzw. an der Leimverteilungskammer ausgebildet, so dass bei Beaufschlagung bzw. Aktivierung des Andrückmittels die Leimverteilungskammer über diesen einzigen Einleitungspunkt, der vorzugsweise in der Mitte der Leimverteilungskammer angeordnet ist, gegen die Rasterwalze gedrückt wird.
- Darüber hinaus zeichnet sich eine Weiterbildung der Leimauftragungsvorrichtung dadurch aus, dass das Mittel zum Andrücken der Leimverteilungskammer gegen die Rasterwalze mittels eines, vorzugsweise ausschließlichen, d.h. einzigen, Druckluftzylinders ausgebildet ist. Im Rahmen der Erfindung ist es auch denkbar, dass anstelle des Druckluftzylinders entsprechende Federn oder Hebel vorgesehen sind, wodurch auch eine haftreibungsfreie Anpressung der Leimverteilungskammer gegen die Rasterwalze erfolgt.
- Die Aufgabe wird gelöst durch ein Verfahren zum Betrieb einer Leimauftragungsvorrichtung der Tabak verarbeitenden Industrie zum Auftragen von Leim auf einen Materialstreifen der Tabak verarbeitenden Industrie mittels einer, vorzugsweise Näpfchen aufweisenden, Rasterwalze, wobei an der Rasterwalze eine Leimverteilungskammer angeordnet ist, aus der Leim mittels der Rasterwalze entnommen wird, wobei mittels einer an der Rasterwalze angeordneten Rakel überschüssiger aufgenommener Leim von der Rasterwalze abgerakelt wird, die Rakel mit einem vorbestimmten Rakelandruck bzw. Kraft gegen die Rasterwalze gedrückt wird, und wobei zwischen der Rakel und der im Berührungspunkt von der Rakel mit der Rasterwalze verlaufenden Tangente ein Rakelwinkel ausgebildet ist, wobei bei Vergrößerung des Rakelwinkels der Rakelandruck bzw. die Anpresskraft reduziert ist oder wird oder bei Verkleinerung des Rakelwinkels der Rakelandruck bzw. die Anpresskraft erhöht wird.
- Mittels des Rakels wird an der Austrittsseite der Leimverteilungskammer bzw. einer Leimkammer der überschüssige Leim von der Rasterwalze abgerakelt, wobei dabei der Rakelwinkel derart ausgebildet ist, dass eine vorbestimmte (gemittelte) Leimmenge (pro Zeiteinheit) aus der Leimverteilungskammer entnommen wird, insbesondere bei gleichbleibender Produktionsgeschwindigkeit einer Maschine der Tabak verarbeitenden Industrie, z.B. einer Filteransetzmaschine, wodurch bei Variation des Rakelwinkels der Rakelandruck bzw. der Andruck des Rakels an den linienförmigen Berührungsbereich der Rakelspitze bzw. der Rakelfase auf die Oberfläche der Rasterwalze variiert wird. Insbesondere ist es dadurch möglich, eine gewünschte bzw. vorbestimmte Leimmenge (pro Zeiteinheit), die auf einen Materialstreifen bzw. einen Belagpapierstreifen aufgetragen werden soll, bei konstant bleibender Produktionsgeschwindigkeit, gezielt einzustellen, wobei außerdem weniger Verschleiß entsteht, d.h. dass der Abrieb der die Rasterwalze berührenden Rakelfase der Rakel verringert ist oder wird, wodurch eine verwendete Rakel beispielsweise für eine längere Zeit eingesetzt werden kann und somit kein Austausch einer abgenutzten Rakel während einer Produktionsschicht stattfinden muss.
- Durch die Einstellung des Rakelwinkels und die Variation Rakelandrucks wird zudem gewährleistet, dass einerseits die Näpfchen der Rasterwalze gleichmäßig gefüllt werden und außerdem das Leimbild auf einem bedruckten Materialstreifen exakt aufgebracht wird. Darüber hinaus wird ein Wechselsystem von mehreren Leimverteilungskammern bzw. Leimkammern mit entsprechend eingestellten, verschiedenen Rakelwinkeln bereitgestellt, so dass entsprechend dem gewünschten Leimbild und der gewünschten aufzubringenden Leimmenge auf einen Materialstreifen durch Austausch einer Leimkammer mit einer Rakel, mit der ein bestimmter Rakelwinkel an der Rasterwalze ausgebildet wird, gegen eine andere Leimkammer mit einer Rakel und einem anderen Rakelwinkel auf einfache und schnelle Weise ausgetauscht werden kann, wobei durch die Verwendung von Rakeln mit bestimmten verschiedenen Rakelwinkeln die Leimmenge entsprechend verändert wird bzw. verändert werden kann, wobei aufgrund des Rakelandrucks wenig Verschleiß bzw. wenig Abrieb an der Rakelfase entsteht.
- Insbesondere hat es sich als vorteilhaft gezeigt, dass als Rakelwinkel ein Winkel zwischen 15° bis 40°, insbesondere zwischen 20° bis 40°, weiter vorzugsweise zwischen 30° bis 35°, eingestellt ist, oder wird.
- Dadurch wird ein zuverlässiger und einwandfreier Leimauftrag auch bei hohen Produktionsgeschwindigkeiten einer Filteransetzmaschine (z.B. 20.000 Zigaretten pro Minute) erreicht, wobei vorteilhafterweise die Varianz der entnommenen Leimmenge (pro Zeit) bei einem konstant bleibenden Rakelwinkel, insbesondere zwischen 30° bis 35°, und einem vorbestimmten Rakelandruck und verschiedenen Produktionsgeschwindigkeiten einer Maschine von über 5.000 bis über 20.000 Zigaretten pro Minute minimiert wird bzw. ist. Damit wird ein breiter Arbeitsbereich im Hinblick auf die Produktionsgeschwindigkeit einer Filteransetzmaschine bei einem fest eingestellten Rakelwinkel zwischen 30° bis 35° bei einem festen Rakelandruck erreicht, so dass unter Verwendung der Leimauftragungsvorrichtung und des konstant bleibenden Rakelwinkels und ohne Austausch der Leimauftragungsvorrichtung bzw. der Leimkammer die Materialstreifen bei verschiedenen Produktionsgeschwindigkeiten zuverlässig beleimt werden, wobei außerdem gewährleistet ist, dass die aufgetragene Leimmenge (pro Zeit) bei verschiedenen Produktionsgeschwindigkeiten der Filteransetzmaschine im Wesentlichen oder annähernd konstant bleibt. Somit muss bei einer Variation der Produktionsgeschwindigkeit einer Maschine kein Austausch der Leimkammer bzw. der Leimverteilungskammer mit einer anderen Rakel, die einen anderen Rakelwinkel aufweist, vorgenommen werden.
- Ferner ist bei einer Leimauftragungsvorrichtung der Tabak verarbeitenden Industrie zum Auftragen von Leim auf einen Materialstreifen der Tabak verarbeitenden Industrie mittels einer, vorzugsweise Näpfchen aufweisenden, Rasterwalze, wobei an der Rasterwalze eine Leimverteilungskammer angeordnet ist, aus der Leim mittels der Rasterwalze entnommen wird, vorgesehen, dass die Leimkammer um eine parallel zur Rotationsachse der Rasterwalze ausgebildete Schwenkachse verschwenkbar ist, wobei insbesondere die Schwenkachse im, vorzugsweise linienförmigen, Berührungsbereich von der Rakel, insbesondere von der Rakelfase, und mit der Rasterwalze, verläuft und/oder die Leimkammer mittels eines, vorzugsweise ausschließlich eines, Andrückmittels gegen die Rasterwalze gedrückt wird, wobei das Andrückmittel auf der der Rasterwalze abgewandten Rückseite der Leimkammer unter Verwendung eines Kugelgelenks zwischen dem Andrückmittel und der Rückseite der Leimkammer angeordnet ist, wobei insbesondere der Krafteinleitungspunkt des Andrückmittels auf der Rückseite der Leimkammer bezogen auf die Mitte und/oder die Höhe der Leimkammer in der Mitte ausgebildet ist.
- An der Austrittsseite der Leimverteilungskammer bzw. der Leimkammer wird mittels einer an der Rasterwalze angeordneten, insbesondere mittels einer mit einer Rakelfase ausgebildeten, Rakel, der von den Näpfchen der Rasterwalze überschüssige aufgenommene Leim abgerakelt, wobei während der Entnahme von Leim aus der Leimverteilungskammer aufgrund der Verschwenkbarkeit der Leimkammer die Näpfchen gleichmäßig auch in den Randbereichen der Rasterwalze mit Leim gefüllt werden, wodurch ein gleichmäßiges Leimbild auf den zu bedruckenden Materialstreifen entsteht.
- Insbesondere ist die Schwenkachse der Leimkammer kollinear zum linienförmigen Berührungsbereich der Rakelfase mit der Oberfläche der Rasterwalze entlang der Rotationsachse der Rasterwalze bzw. über die Breite der Rasterwalze verlaufend ausgebildet, so dass im laufenden Betrieb der Leimauftragungsvorrichtung an einer Filteransetzmaschine innerhalb der Leimverteilungskammer, aus der Leim entnommen wird, Druckgradienten des Leimdrucks in der Leimverteilungskammer auf selbsttätige Weise bzw. unterschiedliche Andruckkräfte vermieden werden und ein gleichmäßiger Andruck der Rakel über die gesamte Breite erfolgt. Auch durch die Verwendung eines an die Mitte der Rückseite der Leimkammer angeordneten Kugelgelenks, das mit einem Andrückmittel, z.B. Druckzylinder, verbunden ist, wird die Leimkammer bzw. Leimverteilungskammer gegen die Rasterwalze gedrückt, wobei auf Grund der Kugelgelenklagerung der Leimkammer diese um einen rotatorischen Freiheitsgrad beweglich ist, wodurch ebenfalls ein selbsttätiger Ausgleich der Druckgradienten des Leimdrucks in der Leimverteilungskammer erfolgt, wodurch ebenfalls Druckgradienten des Leimdrucks vermieden werden.
- Darüber hinaus ist eine Verwendung einer Rakel in einer Leimauftragungskammer der Tabak verarbeitenden Industrie vorgesehen, wobei die Rakel eine Positionsmarkierung aufweist, insbesondere derart, dass die Rakel im Zusammenwirken der Positionsmarkierung und eines mit der Positionsmarkierung form- und/oder funktionskomplementären Positionszeichens einer Leimkammer der Leimauftragungsvorrichtung auf eindeutige Weise an einer Anlegefläche der Leimkammer positioniert oder positionierbar ist und wobei insbesondere die Positionsmarkierung der Rakel als Ausnehmung oder Erhöhung ausgebildet ist, und/oder dass die Rakel aus Metall oder einer Metalllegierung, insbesondere aus einer kupferhaltigen Legierung, vorzugsweise Bronze, oder einer chromhaltigen Legierung, vorzugsweise Chrom-Nickel, hergestellt ist.
- Infolge der ausgebildeten Positionsmarkierung der Rakel wird ein Vertauschen der Seiten einer Rakel verhindert, da aufgrund der vorgesehenen Positionsmarkierung und des dazu form- und/oder funktionskomplementären Positionszeichens der Leimkammer die Rakel ausschließlich auf eine einzige und bestimmte Weise angelegt werden kann. Dazu ist beispielsweise die Positionsmarkierung außerhalb der Symmetrieachsen oder Symmetrieebenen der Rakel ausgebildet. Hierbei kann die Positionsmarkierung eine Erhebung oder eine Vertiefung oder Ausnehmung oder eine Abschrägung oder dergleichen sein. Insgesamt ergibt sich dadurch eine vereinfachte Handhabung und exakte Positionierung der Rakel in der Leimkammer der Leimauftragungsvorrichtung, wodurch außerdem ein schneller Wechsel von Rakeln bzw. Rakelmessern ermöglicht wird.
- Außerdem ist es vorteilhaft, wenn die Rakel aus Metall oder einer Legierung hergestellt ist, wodurch die Rakel eine erhöhte Abriebfestigkeit und damit eine höhere Verschleißfestigkeit aufweist. Somit wird die Benutzungszeit einer Rakel entsprechend verlängert.
- Darüber hinaus zeichnet sich die Verwendung einer Rakel in einer Leimauftragungsvorrichtung dadurch aus, dass die Rakel eine nichtlineare, insbesondere gekrümmte oder geknickte, Rakelfase aufweist, wobei vorzugsweise die Rakel an einer Leimkammer oder einer Leimverteilungskammer auf der Eintrittsseite einer Rasterwalze in einer Leimkammer oder einer Leimverteilungskammer angeordnet ist oder wird.
- Dadurch, dass eine Leimkammer mit einer Rakel auf der Austrittsseite einer Leimverteilungskammer, die eine geradlinige Rakelfase aufweist, und einer Rakel mit einer nicht linearen, d.h. nicht gerade ausgebildeten, Rakelfase auf der Eintrittsseite ausgebildet ist, wird die Selbstausrichtung der Leimkammer während des Produktionsbetriebes, d.h. bei fortlaufender Beleimung eines Materialstreifens, verbessert, da an der Eintrittsseite der Rasterwalze im Zusammenwirken mit der nicht-linearen Rakelfase ein Kontaktpunkt ausgebildet wird, so dass um den Kontaktpunkt herum bzw. um eine Schwenkachse durch den Kontaktpunkt während des Produktionslaufs sich die Leimkammer selbsttätig ausrichtet.
- Im Rahmen der Erfindung ist es selbstverständlich, dass mehrere Merkmale der Leimauftragungsvorrichtung einer Filteransetzmaschine bzw. mehrere Merkmale des beschriebenen Verfahrens miteinander kombiniert werden können.
- Weitere Merkmale der Erfindung werden aus der Beschreibung erfindungsgemäßer Ausführungsformen zusammen mit den Ansprüchen und den beigefügten Zeichnungen ersichtlich. Erfindungsgemäße Ausführungsformen können einzelne Merkmale oder eine Kombination mehrerer Merkmale erfüllen.
- Die Erfindung wird nachstehend ohne Beschränkung des allgemeinen Erfindungsgedankens anhand von Ausführungsbeispielen unter Bezugnahme auf die Zeichnungen beschrieben, wobei bezüglich aller im Text nicht näher erläuterten erfindungsgemäßen Einzelheiten ausdrücklich auf die Zeichnungen verwiesen wird. Es zeigen:
- Fig. 1a, 1b
- jeweils eine schematische Darstellung einer Leimauftragungsvorrichtung im Längsschnitt;
- Fig. 2
- eine schematische Draufsicht einer Leimverteilungskammer;
- Fig. 3
- eine schematische Darstellung eines Teils einer Leimauftragungsvorrichtung im Längsschnitt in einer weiteren Ausgestaltung;
- Fig. 4a, 4b
- jeweils eine schematische Ansicht einer an einer Leimauftragungsvorrichtung verwendeten Rakel;
- Fig. 5a, 5b
- jeweils schematisch perspektivische Ansichten eines Leimkammerkörpers einer Leimkammer;
- Fig. 6
- schematisch eine Detailansicht einer eine Rasterwalze berührenden Rakel;
- Fig. 7
- schematisch eine perspektivische Ansicht einer an einer Rasterwalze angeordneten Leimkammer und
- Fig. 8
- schematisch eine perspektivische Seitenansicht einer Leimkammer einer Leimauftragungsvorrichtung der Tabak verarbeitenden Industrie.
- In den folgenden Figuren sind jeweils gleiche oder gleichartige Elemente bzw. entsprechende Teile mit denselben Bezugsziffern versehen, so dass von einer entsprechenden erneuten Vorstellung abgesehen wird.
-
Fig. 1a undFig. 1b zeigen jeweils im Längsschnitt eine Leimauftragungsvorrichtung, wobei in dieser schematischen Darstellung mehrere Elemente oder Teile eingezeichnet sind. Im Rahmen der Erfindung ist es möglich, dass eine Leimauftragungsvorrichtung mit einem oder mehreren der beschriebenen und dargestellten Elemente ausgestattet sein kann. - Die Leimauftragungsvorrichtung verfügt über eine in einem Leimbehälter 4 angeordnete und rotierend angetriebene Rasterwalze 5, die in Richtung des eingezeichneten Pfeils 6 rotierend angetrieben wird. Die Näpfchen der Rasterwalze 5 treten in eine Leimverteilungskammer 7 einer Leimkammer 3 ein und nehmen den in der Leimverteilungskammer 7 eingebrachten Leim auf und treten im Bereich eines oberseitigen Schabers oder einer Rakel 8 aus. Anschließend werden die mit Leim gefüllten Näpfchen zu einer Leimauftragungszone 9 unter Rotation der Rasterwalze 5 gefördert, durch die eine kontinuierlich zu beleimende Papierbahn 10 gefördert wird.
- An der Unterseite der Papierbahn 10 wird durch die Aufnahme von Leim ein entsprechendes Leimbild aufgebracht. Zur sichereren Führung der Papierbahn 10 im Bereich der Leimauftragszone 9 sind oberseitig Führungsstangen 11 bzw. Führungsrollen vorgesehen.
- Bei dem in
Fig. 1a gezeigten Ausführungsbeispiel wird die Papierbahn 10 geradlinig, d.h. ohne Krümmung im Bereich der Rasterwalze 5 zwischen den Führungsstangen 11 gefördert, während gemäß dem inFig. 1b gezeigten Ausführungsbeispiel die Papierbahn mit einer (größeren) Umschlingung an der Rasterwalze 5 vorbei gefördert wird, da die Führungsstangen 11 tiefer als beim Ausführungsbeispiel gemäßFig. 1a bzw. näher am Leimbehälter 4 angeordnet sind. - Darüber hinaus ist es im Rahmen der Erfindung denkbar, dass die Rasterwalze 5 im Bereich der Leimauftragungszone 9 mit einer Gegenwalze zusammenwirkt, um ein entsprechendes Leimbild auf die Unterseite der Papierbahn 10 aufzubringen. Nach der Entnahme von Leim aus den Näpfchen der Rasterwalze 5 werden die Näpfchen wieder zu der Leimverteilungskammer 7 gedreht.
- Der Leimverteilungskammer 7 wird Leim über eine externe Förderleitung 12 und eine interne Versorgungsleitung 13 der Leimverteilungskammer 7 zugefördert. Hierzu ist die Förderleitung 12 eingangsseitig mit einer Förderpumpe 14 verbunden, so dass Leim aus einem externen Leimvorrat über die externe Förderleitung 12 in die Versorgungsleitung 13 gefördert wird.
- Um eine kontrollierte Leimzuführung in die Leimverteilungskammer 7 zu erreichen, ist in einer Weiterbildung ein Sensor 15 an bzw. in der Förderleitung 12 angeordnet, so dass die erfassten Messdaten an eine Regelvorrichtung 16 übermittelt werden, um entsprechend eine in der Förderleitung 12 angeordnete Drossel 17 entsprechend zu regeln. Hierdurch wird eine kontrollierte und kontinuierliche Befüllung der Leimverteilungskammer 7 erreicht.
- Darüber hinaus kann an die Leimverteilungskammer 7 auch eine Abförderleitung 18 angeschlossen sein, an der in einer Ausgestaltung ein Sensor 19 angeordnet ist, um den Rückfluss des Leims zu erfassen. Entsprechend der in der Rücklaufleitung 18 gemessenen Leimmenge wird die Drossel 17, die mit der Regelvorrichtung 16 verbunden ist, entsprechend eingestellt.
- Während eines Produktionsstopps, in dem keine Beleimung erfolgt, wird an die Rasterwalze 5 ein mit einer Flüssigkeit, insbesondere Wasser, befüllter Behälter 21 zugestellt, so dass die Näpfchen der Rasterwalze 5 durch das im Behälter 21 vorhandene Wasserbad und anschließend zur Leimverteilungskammer 7 gefördert werden. Durch diese Maßnahme wird verhindert, dass der Leim während des Produktionsstopps bzw. der Unterbrechung eintrocknet.
- Ferner ist in
Fig. 1a sowie inFig. 1b die Leimverteilungskammer 7 als im Querschnitt länglich, d.h. mit einem trapezförmigen oder trapezähnlichen Querschnitt ausgebildet. Hierbei verfügt die Leimverteilungskammer 7 zwischen den Punkten A und B, die die Endpunkte der Leimverteilungskammer 7 bilden, über eine der Rasterwalze 5 zugewandte Kammergrundfläche. Zwischen den Punkten C und D wird die dazu senkrecht ausgebildete Kammerhöhenquerschnittsfläche gebildet. Im Rahmen der Erfindung beträgt das Verhältnis von zwischen den Punkten A und B gebildeter Kammergrundfläche und der zwischen den Punkten C und D gebildeten Kammerhöhenquerschnittsfläche ein Verhältnis von größer als 1, vorzugsweise größer/gleich als 1,25, 1,5, 1,75, 2 und größer, wodurch das Volumen der Leimverteilungskammer 7 im Vergleich zu einer im Querschnitt halbrund ausgebildeten Leimverteilungskammer (gemäß dem Stand der Technik) vergrößert ist. - Wie aus
Fig. 1a undFig. 1b hervorgeht, ist in einer Ausgestaltung die Leimkammer 3 über eine mittig angeordnete Andrückeinrichtung 22 gegen die Oberfläche der Rasterwalze 5 gepresst. Die mittig angeordnete Andrückeinrichtung 22 kann in einer Ausgestaltung eine Feder oder ein Druckluftzylinder oder dergleichen sein. - Die Leimkammer 3 ist in einer Ausgestaltung vollständig abgedichtet, so dass kein Leim aus der Leimkammer 3 an die Dichtflächen, an den Schabern auf der Mantelfläche der Rasterwalze 5 und den radialen Dichtungen auf der Stirnseite der Rasterwalze 5 austritt.
- Sollte die Leimkammer 3 in einer weiteren Ausbildung nicht vollständig abgedichtet sein, so wird der an den undichten Stellen austretende Leim im Leimbehälter 4 gesammelt. Dabei wird vorteilhafterweise der in einem Leimsumpf gesammelte Leim im Leimbehälter 4 mittels eines Saugrohrs 26 entleert. Hierbei ist das Saugrohr 26 oberhalb der Oberfläche des Leimbehältergrunds in einem vorbestimmten Abstand angeordnet, wobei mittels eines Füllstandssensors der Pegel des Leims im Leimbehälter 4 erfasst wird, so dass bei einem vorbestimmten Leimpegel der gesammelte Leim durch Ansaugen von einer Saugpumpe über das Saugrohr entfernt wird. U.U. wird der abgesaugte Leim mit Frischleim vermischt und als Leim der Leimverteilungskammer zugeführt.
- Überdies kann die Leimkammer 3 neben der ausgangsseitigen Rakel 8 mit einer eingangsseitigen Rakel ausgebildet sein. Dabei ist es im Rahmen der Erfindung möglich, dass die Rakel als Positivrakel oder auch Negativrakel ausgebildet sind. Außerdem können auch mehrere Rakeln in Bezug auf die Drehung der Rasterwalze 5 hintereinander angeordnet sein.
-
Fig. 2 zeigt eine schematische Draufsicht auf eine Leimverteilungskammer 7, die im Querschnitt länglich ausgebildet ist (vgl.Fig. 1a ,Fig. 1 b) . Im Einlaufbereich der Rasterwalze 5 verfügt die Leimverteilungskammer 7 über an den Außenseiten seitlich angeordnete untere Eintrittsöffnungen 23, über die Leim in die Leimverteilungskammer 7 eingebracht wird. Im oberen Bereich, d.h. im Auslaufbereich der Rasterwalze 5 an der Leimverteilungskammer 7, ist mittig eine Austrittsöffnung 24 angeordnet, an die die Rücklaufleitung 18 angeschlossen ist. Hierbei wird über die Rücklaufleitung 18 überschüssiger Leim aus der Leimverteilungskammer 7 mittig abgefördert. -
Fig. 3 zeigt schematisch einen Teil einer Leimauftragungsvorrichtung im Längsschnitt in einer weiteren Ausgestaltung, wobei insbesondere die Rasterwalze 5 dargestellt ist und eine Ausführungsform mit drei Rakeln 27, 28, 29. - Gemäß
Fig. 1a bzw.Fig. 1b kann eine Rakel 8 ausgangsseitig so angeordnet sein, dass die Rakel 8 zu der Tangente der Mantelfläche der Rasterwalze 5 in Förderrichtung der Rasterwalze gemäß Pfeil 6 in einem spitzen Winkel angeordnet ist. Die Rakel 8 ist eine ausgangsseitige Rakel der Leimkammer 3. Es kann auch eine entsprechende eingangsseitige Rakel vorgesehen sein, die inFig. 1a bzw.Fig. 1b eingangsseitig der Leimkammer 3 angeordnet sein kann und entsprechend derFig. 1a oderFig. 1b gemäß der Wandung der Leimkammer 3 an der Eingangsseite gegen die Förderrichtung der Rasterwalze 5 gerichtet sein. - Eine Alternative hierzu wäre eine Anordnung gemäß
Fig. 3 , bei der eine eingangsseitige Rakel 27 und eine ausgangsseitige Rakel 28 vorgesehen sind, deren Enden zu der Rasterwalze 5 aufeinander zu zeigen. Die eingangsseitige Rakel 27 ist somit in Förderrichtung gemäß Pfeil 6 angeordnet und die Ausgangsrakel 28 entgegen der Förderrichtung der Rasterwalze 5 gemäß Pfeil 6. Die so an die Mantelfläche der Rasterwalze 5 angelehnten Kanten der Rakel 27 und 28 dichten entsprechend gut ab und sind zusätzlich noch relativ unabhängig vom Innendruck des Mediums in der Leimkammer 3 und können mit relativ geringen Kräften gegen die Rasterwalze 5 gedrückt werden. - Zusätzlich hierzu kann dann noch in einer bevorzugten Ausführungsform eine weitere Rakel 29 vorgesehen sein, die zwischen den Rakeln 27 und 28 angeordnet ist und in Förderrichtung gemäß Pfeil 6 in einem spitzen Winkel zur Tangente der Rasterwalze 5 angeordnet ist. Durch die Rakel 29 bzw. den Schaber 29 wird besonders gut Leim in die Raster bzw. Näpfchen der Rasterwalze 5 gedrückt. Die Rakel 28 schabt besonders gut den in der leimfreien Zone befindlichen Leim ab.
- In den
Figuren 4a und 4b sind jeweils verschiedene Ansichten einer Rakel 30, die für Leimkammern für Leimauftragungsvorrichtungen der Tabak verarbeitenden Industrie eingesetzt bzw. verwendet werden, gezeigt.Fig. 4a zeigt eine Draufsicht auf die Rückseite der Rakel 30 und 4b zeigt eine Seitenansicht der Rakel 30. - Die Rakel 30 verfügt über einen Rakelkörper 31, der oberseitig auf der Rückseite eine Rückenoberkante 32 aufweist. Darüber hinaus verfügt die Rakel 30 über eine Rakelfase 33, die bei der in
Fig. 4a gezeigten Rakel 30 geradlinig verläuft. Zwischen der Rückenoberkante 32 und der Rakelfase 33 ist die Rakel 30 abgeschrägt und verfügt über eine Rakelkantenfläche 34 auf ihrer Rückseite. - Die Rakelkantenfläche 34 ist mit einem Neigungswinkel zur Vertikalen ausgebildet, wobei typischerweise der Neigungswinkel der Rakelkantenfläche 34 zwischen 10° bis 80° variieren kann.
- Dadurch, dass der Rakel 30 eine abgeschrägte Rakelkantenfläche 34 an der Rückseite aufweist, ist die Vorderfläche 35 größer als die parallele Rückenfläche 36 der Rakel 30.
- In
Fig. 4a ist ersichtlich, dass die Rakel 30 eine als Positionsmarkierung ausgebildete Ausnehmung 37 im linken Bereich der Rakel 30 an der Unterseite aufweist. Im Allgemeinen ist die Rakel 30 aus Kunststoff, insbesondere Polyetheretherketon (PEEK), ausgebildet. In einer weiteren Ausgestaltung ist die Rakel 30 aus Metall oder einer Metalllegierung, wie z.B. Bronze oder Chrom-Nickel, hergestellt. - In
Fig. 5a, 5b sind eine Rückansicht (Fig. 5a ) und eine Vorderansicht (Fig. 5b ) eines Leimkammerkörpers 40 dargestellt, der für die Ausbildung einer Leimkammer an einer Rasterwalze zur Ausbildung eines Leimauftragungssystems der Tabak verarbeitenden Industrie verwendet wird. - Der Leimkammerkörper 40 ist im Querschnitt U-förmig ausgebildet und über zwei äußere Flankenkörper 41, 42, die an der Vorderseite, die einer Rasterwalze einer Leimauftragungsvorrichtung zugestellt werden, zulaufende Enden umfassen. Die Flankenkörper 41, 42 weisen auf der Innenseite schräg nach außen verlaufend geneigte Rakelanlegeflächen 43, 44 auf, auf die Rakel 30, wie in
Fig. 4a dargestellt, mit ihrer Rückseite bzw. ihrer Rückenfläche 36, aufgelegt werden. Durch die Neigung der Rakelanlegeflächen, 43, 44 werden entsprechende Rakelwinkel im Berührungsbereich des Rakels mit der Oberfläche einer Rasterwalze gebildet (vgl.Fig. 6 ). - Wie aus
Fig. 5b ersichtlich ist, verfügt die Rakelanlegefläche 43 über einen Vorsprung 45 an der linken Seite, der form- und funktionskomplementär zu der inFig. 4a gezeigten Ausnehmung 37 der Rakel 30 ausgebildet ist. Dadurch, dass bei Anlegen der Rakel 30 der Vorsprung 45 in die Ausnehmung 37 eingreift, wird eine exakte Positionierung der Rakel 30 auf eine eindeutige Weise auf der Rakelanlegefläche 43 erreicht, so dass stets die Rückenfläche 36 (vgl.Fig. 4a, 4b ) auf die Rakelanlegefläche 43 angelegt wird. Ein Verdrehen der Rakel 30 oder ein Vertauschen der rechten und linken Seite sowie der Vorder- und Rückseite ist somit nicht möglich, so dass bei Austausch einer Rakel die einzulegende Rakel stets in ihrer richtigen Position und Ausrichtung eingebracht werden. - Auf seiner Rückseite 46 verfügt der Rakelkammerkörper 40 über eine Kugelgelenkführung 47, in der ein Kugelgelenk, das an einem Druckzylinder oder einem anderen Andrückmittel befestigt ist, einführbar ist und gehalten wird. Bei Positionierung des Leimkammerkörpers 40 an einer Rasterwalze wird hierbei der Druckzylinder oder das Andruckmittel aktiviert, so dass über die auf der Rückseite 46 des Leimkammerkörpers 40 Kraft in der Mitte M (bezogen auf die Breite und die Höhe des Leimkammerkörpers) ausgeübt wird.
- In
Fig. 6 ist in einer vergrößerten schematischen Querschnittsansicht der Berührungsbereich einer Rakel 30 und der Rasterwalze 5 dargestellt. Die Rasterwalze 5 wird gemäß dem inFig. 6 eingezeichneten Pfeil gegen den Uhrzeigersinn gedreht. - Die Rakel 30 liegt mit ihrer Rückseite auf der Rakelanlegefläche 44 des Flankenkörpers 42 verrutschsicher auf und ist mit entsprechenden Befestigungsmittel eingeklemmt bzw. befestigt. Der Flankenkörper 42 endet an seinem äußeren Ende im Bereich der Rückenoberkante 32 am Ende der Rückseite 36 der Rakel 30, so dass bei Anordnung einer Leimkammer mit der Rakel 30 an der Rasterwalze 5 das Ende der Rakel 30 nicht verbogen wird, wobei die Rakel 30 gegen die Rasterwalze 5 mit einem vorbestimmten Druck bzw. einer vorbestimmten Kraft angedrückt wird.
- Die Rakelfase 33 der Rakel 30 ist in berührendem Kontakt mit der Oberfläche der Rasterwalze 5, so dass entlang der Rakelfase 33 ein linienförmiger Berührungsbereich von der Rakel 30 bzw. der Rakelfase 33 und der Rasterwalze 5 senkrecht zur Zeichenebene ausgebildet ist.
- Im Berührungsbereich wird von der Vorderfläche 35 der Rakel 30 und der im Berührungspunkt von der Rakelfase 33 und der Rasterwalze 5 anliegenden Tangente 38 ein vorbestimmter Rakelwinkel α ausgebildet, der sich infolge der Neigung der Rakelanlegefläche 44 des Flankenkörpers 42 ergibt.
- Insbesondere ist ein Rakelwinkel zwischen 30° bis 35°, insbesondere von 32,5°, vorteilhaft, da bei einem derartigen Rakelwinkel α die Varianz der aufgenommenen Leimmenge (pro Zeit) bei einem vorbestimmten Rakelandruck und verschiedenen Produktionsgeschwindigkeiten einer Maschine (zwischen 5.000 bis 25.000 Zigaretten pro Minute) minimiert ist. Dies bedeutet, dass bei einem eingestellten Rakelwinkel von 32,5° an der Filteransetzmaschine mit einer Leimauftragungsvorrichtung, die eine Rakelanordnung aufweist, sowohl bei einer Produktionsgeschwindigkeit von 5.000 Zigaretten pro Minute als auch bei einer Produktionsgeschwindigkeit von beispielsweise 20.000 Zigaretten pro Minute und ohne Wechsel der Rakelanordnung zuverlässig einwandfreie Leimbilder auf die Papierbahn bzw. die Belagpapierstreifen aufgebracht werden, ohne dass aufgetragene Leimmengen pro Zeit bei den verschiedenen Produktionsgeschwindigkeiten der Maschine sich nennenswert unterscheiden, d.h. verschieden sind.
- In
Fig. 7 ist schematisch die Anordnung einer Leimkammer 3 an einer Rasterwalze 5 dargestellt. Hierbei verfügt die Leimkammer 3 über den Leimkammerkörper 40 (vgl.Fig. 5a ), der an beiden Seiten von Seitenteilen 48, 49 begrenzt ist, die auch die Rasterwalze 5 seitlich begrenzen. - Die Rasterwalze 5 wird rotierend um ihre Rotationsachse 55 angetrieben. Unter Rotation entnimmt die Rasterwalze 5 aus einem Leimvorrat in der Leimkammer 3 Leim, wobei beim Austritt der mit Leim befüllten Näpfchen überschüssiger Leim im linearen Berührungsbereich der Rakelfase mit der Oberfläche der Rasterwalze (vgl.
Fig. 6 ) an der Austrittsseite abgerakelt wird. - Die Seitenteile 48, 49 verfügen über Ausnehmungen 51, in die Haltestifte 52 seitlich eingreifen, wobei die Haltestifte 52 seitlich z.B. an dem Gehäuse, in dem die Rasterwalze 5 und die Leimkammer 3 angeordnet sind, befestigt sind. Die Ausnehmungen 51 an den Seitenteilen 48, 49 sind derart angeordnet, dass die zentrale Achse der Haltestifte 52 kollinear im Berührungsbereich bzw. in der Berührungslinie der Rakelfase der Rakel mit der Oberfläche der Rasterwalze 5 verläuft, so dass die Leimkammer 3 um die Schwenkachse 70 verschwenkbar ist. Die Schwenkachse 70 verläuft kollinear zu dem linearen Berührungsbereich zwischen der Rakelfase und der Oberfläche der Rasterwalze 5.
- In
Fig. 8 ist schematisch eine perspektivische Ansicht der Rakelkammer 3 dargestellt, wobei aus Gründen der besseren Darstellbarkeit von der Einzeichnung des rechten Seitenteils (vgl.Fig. 7 , Bezugszeichen 48) abgesehen wurde. - An der Austrittsseite der Leimkammer 3 ist die Rakel 30 mit ihrer geradlinigen Rakelfase 33 an der Rakelanlegefläche 44 des Flankenkörpers 42 angeordnet. Auf der gegenüberliegenden Eintrittsseite einer Rasterwalze ist an der Rakelanlegefläche 43 des Flankenkörpers 41 eine Rakel 60 angeordnet, die eine nicht-lineare Rakelfase 63 aufweist. Die nicht-lineare Rakelfase 63 verfügt in ihrer Mitte über einen Scheitelpunkt 64. Entsprechend ist auch die mit der Rakel 60 korrespondierende Anlegefläche 43 ebenfalls mit einem Knick (hier nicht dargestellt) ausgebildet.
- Um eine Leimverteilungskammer (vgl.
Fig. 1a bzw.Fig. 1b , Bezugszeichen 7) auszubilden und um die Rakel 30, 60 verrutschsicher an den Rakelanlegeflächen 43, 44 zu fixieren, wird zur Befestigung der Rakel 30, 60 ein Klemmkörper 62 zwischen den Flankenkörpern 41, 42 montiert bzw. befestigt, der entsprechende Bohrungen für die Zuführung und die Abführung von Leim aus der im Zusammenwirken mit der Rasterwalze ausgebildeten Leimverteilungskammer bildet. - Alle genannten Merkmale, auch die den Zeichnungen allein zu entnehmenden sowie auch einzelne Merkmale, die in Kombination mit anderen Merkmalen offenbart sind, werden allein und in Kombination als erfindungswesentlich angesehen. Erfindungsgemäße Ausführungsformen können durch einzelne Merkmale oder eine Kombination mehrerer Merkmale erfüllt sein.
- Die Erfindung beschränkt sich in ihrer Ausführung daher nicht auf die in den Figuren dargestellten bevorzugten Ausführungsformen. Vielmehr ist eine Vielzahl von Varianten denkbar, welche von der dargestellten Lösung und dem erfindungsgemässen Prinzip auch bei grundsätzlich anders gearteten Ausführungsformen Gebrauch macht.
-
- 3
- Leimkammer
- 4
- Leimbehälter
- 5
- Rasterwalze
- 6
- Pfeil
- 7
- Leimverteilungskammer
- 8
- Rakel
- 9
- Leimauftragungszone
- 10
- Papierbahn
- 11
- Führungsstange
- 12
- Förderleitung
- 13
- Versorgungsleitung
- 14
- Pumpe
- 15
- Sensor
- 16
- Regelvorrichtung
- 17
- Drossel
- 18
- Rücklaufleitung
- 19
- Sensor
- 20
- Leim
- 21
- Kammer
- 22
- Andrückeinrichtung
- 23
- Eintrittsöffnung
- 24
- Austrittsöffnung
- 26
- Saugrohr
- 27, 28, 29
- Rakel
- 30
- Rakel
- 31
- Rakelkörper
- 32
- Rückoberkante
- 33
- Rakelfase
- 34
- Rakelkantenfläche
- 35
- Vorderfläche
- 36
- Rückenfläche
- 37
- Ausnehmung
- 38
- Tangente
- 40
- Leimkammerkörper
- 41
- Flankenkörper
- 42
- Flankenkörper
- 43
- Rakelanlegefläche
- 44
- Rakelanlegefläche
- 45
- Vorsprung
- 46
- Rückseite
- 47
- Kugelgelenkführung
- 48
- Seitenteil
- 49
- Seitenteil
- 51
- Ausnehmung
- 52
- Haltestifte
- 55
- Rotationsachse
- 60
- Rakel
- 62
- Klemmkörper
- 63
- Rakelfase
- 64
- Scheitelpunkt
- 70
- Schwenkachse
- α
- Rakelwinkel
- A, B, C, D
- Punkt
Claims (2)
- Verfahren zum Betrieb einer Leimauftragungsvorrichtung der Tabak verarbeitenden Industrie zum Auftragen von Leim (20) auf einen Materialstreifen (10) der Tabak verarbeitenden Industrie mittels einer, vorzugsweise Näpfchen aufweisenden, Rasterwalze (5), wobei an der Rasterwalze (5) eine Leimverteilungskammer (7) angeordnet ist, aus der Leim (20) mittels der Rasterwalze (5) entnommen wird, wobei mittels einer an der Rasterwalze (5) angeordneten Rakel (30) überschüssiger aufgenommener Leim von der Rasterwalze (5) abgerakelt wird, die Rakel (30) mit einem vorbestimmten Rakelandruck gegen die Rasterwalze (5) gedrückt wird und wobei zwischen der Rakel (30) und der im Berührungspunkt von der Rakel (30) mit der Rasterwalze (5) verlaufenden Tangente (38) ein Rakelwinkel (α) ausgebildet ist, wobei bei Vergrößerung des Rakelwinkels (α) der Rakelandruck reduziert ist oder wird oder bei Verkleinerung des Rakelwinkels (α) der Rakelandruck erhöht wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass als Rakelwinkel (α) ein Winkel zwischen 15° bis 40°, insbesondere zwischen 20° bis 40°, weiter vorzugsweise zwischen 30° bis 35°, eingestellt ist oder wird.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL14153013T PL2727652T3 (pl) | 2008-04-17 | 2009-02-05 | Pokrywanie klejem pasów materiału przemysłu tytoniowego |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008019434A DE102008019434B4 (de) | 2008-04-17 | 2008-04-17 | Beleimung von Materialstreifen der Tabak verarbeitenden Industrie |
| EP09001614.8A EP2110181B1 (de) | 2008-04-17 | 2009-02-05 | Beleimung von Materialstreifen der Tabak verarbeitenden Industrie |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09001614.8A Division EP2110181B1 (de) | 2008-04-17 | 2009-02-05 | Beleimung von Materialstreifen der Tabak verarbeitenden Industrie |
| EP09001614.8A Division-Into EP2110181B1 (de) | 2008-04-17 | 2009-02-05 | Beleimung von Materialstreifen der Tabak verarbeitenden Industrie |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2727652A1 true EP2727652A1 (de) | 2014-05-07 |
| EP2727652B1 EP2727652B1 (de) | 2017-04-05 |
Family
ID=40792796
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09001614.8A Active EP2110181B1 (de) | 2008-04-17 | 2009-02-05 | Beleimung von Materialstreifen der Tabak verarbeitenden Industrie |
| EP14153013.9A Revoked EP2727652B1 (de) | 2008-04-17 | 2009-02-05 | Beleimung von materialstreifen der tabak verarbeitenden industrie |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09001614.8A Active EP2110181B1 (de) | 2008-04-17 | 2009-02-05 | Beleimung von Materialstreifen der Tabak verarbeitenden Industrie |
Country Status (5)
| Country | Link |
|---|---|
| EP (2) | EP2110181B1 (de) |
| JP (1) | JP5427461B2 (de) |
| CN (1) | CN101559417B (de) |
| DE (1) | DE102008019434B4 (de) |
| PL (2) | PL2727652T3 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3318138A1 (de) * | 2016-11-02 | 2018-05-09 | Hauni Maschinenbau GmbH | Vorrichtung und verfahren zum fördern einer materialbahn der tabak verarbeitenden industrie |
| WO2020025349A1 (de) * | 2018-07-31 | 2020-02-06 | Olbrich Gmbh | Vorrichtung und verfahren zur verarbeitung schersensibler beschichtungsmassen |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009056064A1 (de) | 2009-11-30 | 2011-06-01 | Hauni Maschinenbau Ag | Leimauftrageinrichtung und -verfahren für eine Maschine der Tabak verarbeitenden Industrie |
| DE102009056065B4 (de) | 2009-11-30 | 2021-03-18 | Hauni Maschinenbau Gmbh | Leimauftrageinrichtung und -verfahren für eine Maschine der Tabak verarbeitenden Industrie |
| DE102009060567A1 (de) | 2009-12-23 | 2011-06-30 | Hauni Maschinenbau AG, 21033 | Verfahren zur Herstellung einer Leimauftragwalze für eine Maschine der Tabak verarbeitenden Industrie, Leimauftragwalze, Verfahren zur Herstellung eines stabförmigen Produkts, und stabförmiges Produkt |
| DE102011005898B4 (de) | 2011-03-22 | 2013-02-07 | Hauni Maschinenbau Ag | Verfahren zum Auftragen von Leim auf einen Filterumhüllungspapierstreifen in einer Filterstrangmaschine sowie Verwendung einer Leimauftragsvorrichtung für ein solches Verfahren |
| CN102871219B (zh) * | 2011-07-15 | 2016-02-10 | 上海新平科工业技术有限公司 | Protos机组水松纸单胶辊涂胶系统 |
| DE102011086796A1 (de) * | 2011-11-22 | 2013-05-23 | Hauni Maschinenbau Ag | Einrichtung zum Auftragen von Leim auf einen Materialstreifen der Tabak verarbeitenden Industrie |
| CN102529299A (zh) * | 2011-12-07 | 2012-07-04 | 浙江大胜达包装有限公司 | 复合瓦楞纸板的生产专用设备及其生产方法 |
| DE102012202763A1 (de) * | 2012-02-23 | 2013-08-29 | Hauni Maschinenbau Ag | Objekteinleger und Verfahren zum Betrieb eines Objekteinlegers der Tabak verarbeitenden Industrie |
| ITBO20130265A1 (it) * | 2013-05-28 | 2014-11-29 | Gd Spa | Dispositivo applicatore di adesivo |
| CN103521389B (zh) * | 2013-09-30 | 2015-11-18 | 天津市永昌焊丝有限公司 | 一种药芯焊丝涂油设备 |
| CN105880115A (zh) * | 2016-04-27 | 2016-08-24 | 安庆市鸿裕工业产品设计有限公司 | 干复机刮刀作业网纹辊平滑控制组件 |
| CN106144733B (zh) * | 2016-08-10 | 2017-12-05 | 浙江森虎机械有限公司 | 用于瓦楞纸机的智能上胶装置 |
| DE102017005786A1 (de) | 2017-06-21 | 2018-12-27 | Hauni Maschinenbau Gmbh | Transportvorrichtung für einen Umhüllungsstreifen für Produkte der Tabak verarbeitenden Industrie und Verfahren zur Steuerung einer derartigen Transportvorrichtung |
| CN108636696B (zh) * | 2018-05-18 | 2020-11-27 | 盐城东科机械科技有限公司 | 一种补偿式覆膜机上胶装置 |
| CN109676939A (zh) * | 2019-02-12 | 2019-04-26 | 长沙越联精密成型制品有限公司 | 汽车腰线密封条内部钢片自动上胶装置 |
| CN110096771B (zh) * | 2019-04-16 | 2022-11-11 | 红云红河烟草(集团)有限责任公司 | 一种条盒纸喷胶时间计算方法 |
| CN112570196A (zh) * | 2020-12-03 | 2021-03-30 | 浙江百联无纺科技有限责任公司 | 一种无纺布涂胶机构 |
| CN112403805A (zh) * | 2020-12-03 | 2021-02-26 | 浙江百联无纺科技有限责任公司 | 一种无纺布加工装置 |
| CN113414053B (zh) * | 2021-07-13 | 2022-04-15 | 深圳市精联精密科技有限公司 | 一种仿形圆周涂胶机构及其涂胶方法 |
| CN113877759B (zh) * | 2021-08-18 | 2022-10-21 | 安徽腾耀机电科技有限公司 | 一种烟草加工业的材料带上胶装置及其使用方法 |
| CN114931235B (zh) * | 2022-04-12 | 2023-06-16 | 河南中烟工业有限责任公司 | 烟卷粘合设备及粘合方法 |
| CN115502122B (zh) * | 2022-09-29 | 2023-07-07 | 湖南恒邦彩印包装有限公司 | 一种滚筒残胶清理组件及高速干式复合机 |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1177493A (en) * | 1966-03-31 | 1970-01-14 | Bostik Ltd | Improvements in or relating to Adhesive Applying Apparatus. |
| US3991708A (en) * | 1975-06-23 | 1976-11-16 | Moore Business Forms, Inc. | Gravure-type adhesive applicator |
| US4351264A (en) * | 1979-03-20 | 1982-09-28 | S&S Corrugated Paper Machinery Co., Inc. | Adhesive metering device |
| DE8705742U1 (de) * | 1986-04-30 | 1987-08-13 | E.C.H. Will (Gmbh & Co), 2000 Hamburg, De | |
| DE3713278A1 (de) * | 1986-04-30 | 1987-11-05 | Will E C H Gmbh & Co | Verfahren und vorrichtung zum auftragen einer fliessfaehigen masse auf eine bahn |
| EP0534664A1 (de) * | 1991-09-23 | 1993-03-31 | C.B. KAYMICH & COMPANY LIMITED | Klebstoffauftragvorrichtung |
| EP0542190A2 (de) * | 1991-11-13 | 1993-05-19 | Karl H. Sengewald GmbH & Co. KG | Hochdruckverfahren und Auftragsvorrichtung zu seiner Durchführung |
| EP0549934A1 (de) * | 1992-01-03 | 1993-07-07 | NÖLLE GmbH | Auftragswerk für viskose Auftragsstoffe |
| EP0616854A1 (de) | 1993-03-26 | 1994-09-28 | Körber Ag | Leimauftragvorrichtung |
| EP0769368A2 (de) * | 1995-10-13 | 1997-04-23 | Marquip, Inc. | Vorrichtung und Verfahren zum Auftragen einer viskosen Flüssigkeit auf eine Oberfläche |
| DE19702364C1 (de) * | 1997-01-23 | 1998-04-23 | Windmoeller & Hoelscher | Klebstoffauftragsvorrichtung |
| US5882469A (en) * | 1995-12-05 | 1999-03-16 | R. R. Donnelley & Sons Company | Apparatus for attaching endsheets without moisture wrinkles |
| EP1147716A2 (de) | 2000-04-20 | 2001-10-24 | Hauni Maschinenbau AG | Einrichtung zum Auftragen von Leim auf ein Hüllmaterial eines stabförmigen Artikels der tabakverarbeitenden Industrie |
| EP1712295A1 (de) * | 2005-04-15 | 2006-10-18 | Josef van Baal GmbH | Vorrichtung zur Aussenbeschichtung von hülsenförmigen Formteilen |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE537165C (de) * | 1930-11-29 | 1931-11-04 | Praktische Maschinen G M B H | Einrichtung zur Verhinderung der Schaumbildung bei Fluessigkeitsauftragemaschinen |
| DE2010028A1 (de) * | 1970-03-04 | 1971-09-23 | Adolf Fnz GmbH, 7000 Stuttgart Bad Cannstatt | Verfahren und Vorrichtung zum Beleimen von Werkstucken |
| CH676805A5 (de) * | 1986-04-30 | 1991-03-15 | Will E C H Gmbh & Co | |
| FR2608021B1 (fr) * | 1986-12-11 | 1989-05-19 | Decoufle Sarl | Procede et dispositif pour appliquer des etendues de colle sur un ruban de matiere formant enveloppe pour articles en forme de batonnet de l'industrie de transformation du tabac |
| US4993352A (en) | 1987-10-10 | 1991-02-19 | Johannes Zimmer | Squeegee device |
| US4814204A (en) * | 1987-11-02 | 1989-03-21 | Scott Paper Company | Notched doctored single kiss roll applicator |
| US4862799A (en) | 1987-11-13 | 1989-09-05 | Rockwell International Corporation | Copper coated anodized aluminum ink metering roller |
| AU632956B2 (en) | 1990-08-31 | 1993-01-14 | Goss Graphic Systems, Inc. | Keyless printing system for keyless lithographic printing |
| DE4401365A1 (de) | 1994-01-18 | 1995-07-20 | Roland Man Druckmasch | Vorrichtung zur Einfärbung einer Rasterwalze |
| IT1279619B1 (it) | 1995-09-08 | 1997-12-16 | Azionaria Costruzioni Acma Spa | Dispositivo gommatore |
| DE19536674A1 (de) * | 1995-09-30 | 1997-04-03 | Topack Verpacktech Gmbh | Vorrichtung zum Zuführen flüssigen Leims zu einem Leimauftragswerk |
| SE507931C2 (sv) | 1996-04-18 | 1998-07-27 | Btg Kaelle Inventing Ab | Anordning för applicering av lim på en löpande bana med hjälp av ett bladorgan |
| IT1291240B1 (it) * | 1997-03-06 | 1998-12-30 | Gd Spa | Dispositivo gommatore. |
| DE19717727B4 (de) | 1997-04-26 | 2005-06-23 | Man Roland Druckmaschinen Ag | Farbwerk für eine Rotationsdruckmaschine |
| DE19729663A1 (de) * | 1997-07-11 | 1999-01-14 | Voith Sulzer Papiermasch Gmbh | Rakelvorrichtung |
| JP4164168B2 (ja) * | 1998-09-14 | 2008-10-08 | 富士機械工業株式会社 | 版胴に対する塗布液供給装置 |
| JP2001224995A (ja) | 2000-02-16 | 2001-08-21 | Okazaki Kikai Kogyo Kk | 側面浸漬型のロールコータ |
| US6491754B1 (en) * | 2000-06-13 | 2002-12-10 | Voith Sulzer Paper Technology North America, Inc. | Carbon fiber doctor blade |
| US20020098376A1 (en) * | 2000-10-20 | 2002-07-25 | Morris Harry C. | Friction guard blade and a method of production thereof |
| ATE458554T1 (de) | 2001-06-02 | 2010-03-15 | Procter & Gamble | Verfahren zum drucken von wirkstoffen auf einen artikel |
| JP2003251241A (ja) * | 2002-02-28 | 2003-09-09 | Okazaki Kikai Kogyo Kk | 周面浸漬型のグラビアコータ |
| DE10305918A1 (de) | 2002-03-15 | 2003-10-02 | Heidelberger Druckmasch Ag | Versorgungseinheit für eine Flüssig-Beschichtungsanlage insbesondere einer Druckmaschine sowie Verfahren zu ihrem Betrieb |
| JP2003340335A (ja) * | 2002-05-27 | 2003-12-02 | Okazaki Kikai Kogyo Kk | 周面浸漬型のグラビアコータ |
| DE20212786U1 (de) * | 2002-08-21 | 2002-10-24 | Globus Teppichboden Gmbh | Verteilersystem für ein Auftragswerk |
| JP4407130B2 (ja) * | 2003-01-29 | 2010-02-03 | 凸版印刷株式会社 | 塗工装置 |
| JP2004313955A (ja) | 2003-04-16 | 2004-11-11 | Hirano Tecseed Co Ltd | グラビア塗工装置 |
| ATE339258T1 (de) * | 2003-07-25 | 2006-10-15 | Hauni Maschinenbau Ag | Einrichtung zum auftragen einer masse auf eine materialbahn |
| US7311804B2 (en) * | 2004-03-31 | 2007-12-25 | Metso Paper, Inc. | Universal doctor blade with indicia |
-
2008
- 2008-04-17 DE DE102008019434A patent/DE102008019434B4/de not_active Expired - Fee Related
-
2009
- 2009-02-05 EP EP09001614.8A patent/EP2110181B1/de active Active
- 2009-02-05 PL PL14153013T patent/PL2727652T3/pl unknown
- 2009-02-05 EP EP14153013.9A patent/EP2727652B1/de not_active Revoked
- 2009-02-05 PL PL09001614T patent/PL2110181T3/pl unknown
- 2009-04-16 JP JP2009099467A patent/JP5427461B2/ja not_active Expired - Fee Related
- 2009-04-16 CN CN200910132760.7A patent/CN101559417B/zh active Active
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1177493A (en) * | 1966-03-31 | 1970-01-14 | Bostik Ltd | Improvements in or relating to Adhesive Applying Apparatus. |
| US3991708A (en) * | 1975-06-23 | 1976-11-16 | Moore Business Forms, Inc. | Gravure-type adhesive applicator |
| US4351264A (en) * | 1979-03-20 | 1982-09-28 | S&S Corrugated Paper Machinery Co., Inc. | Adhesive metering device |
| DE8705742U1 (de) * | 1986-04-30 | 1987-08-13 | E.C.H. Will (Gmbh & Co), 2000 Hamburg, De | |
| DE3713278A1 (de) * | 1986-04-30 | 1987-11-05 | Will E C H Gmbh & Co | Verfahren und vorrichtung zum auftragen einer fliessfaehigen masse auf eine bahn |
| EP0534664A1 (de) * | 1991-09-23 | 1993-03-31 | C.B. KAYMICH & COMPANY LIMITED | Klebstoffauftragvorrichtung |
| EP0542190A2 (de) * | 1991-11-13 | 1993-05-19 | Karl H. Sengewald GmbH & Co. KG | Hochdruckverfahren und Auftragsvorrichtung zu seiner Durchführung |
| EP0549934A1 (de) * | 1992-01-03 | 1993-07-07 | NÖLLE GmbH | Auftragswerk für viskose Auftragsstoffe |
| EP0616854A1 (de) | 1993-03-26 | 1994-09-28 | Körber Ag | Leimauftragvorrichtung |
| EP0769368A2 (de) * | 1995-10-13 | 1997-04-23 | Marquip, Inc. | Vorrichtung und Verfahren zum Auftragen einer viskosen Flüssigkeit auf eine Oberfläche |
| US5882469A (en) * | 1995-12-05 | 1999-03-16 | R. R. Donnelley & Sons Company | Apparatus for attaching endsheets without moisture wrinkles |
| DE19702364C1 (de) * | 1997-01-23 | 1998-04-23 | Windmoeller & Hoelscher | Klebstoffauftragsvorrichtung |
| EP1147716A2 (de) | 2000-04-20 | 2001-10-24 | Hauni Maschinenbau AG | Einrichtung zum Auftragen von Leim auf ein Hüllmaterial eines stabförmigen Artikels der tabakverarbeitenden Industrie |
| EP1712295A1 (de) * | 2005-04-15 | 2006-10-18 | Josef van Baal GmbH | Vorrichtung zur Aussenbeschichtung von hülsenförmigen Formteilen |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3318138A1 (de) * | 2016-11-02 | 2018-05-09 | Hauni Maschinenbau GmbH | Vorrichtung und verfahren zum fördern einer materialbahn der tabak verarbeitenden industrie |
| WO2020025349A1 (de) * | 2018-07-31 | 2020-02-06 | Olbrich Gmbh | Vorrichtung und verfahren zur verarbeitung schersensibler beschichtungsmassen |
| CN112512700A (zh) * | 2018-07-31 | 2021-03-16 | 奥尔布里希股份有限公司 | 用于处理对剪切敏感的涂层物质的装置和方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2110181B1 (de) | 2017-06-14 |
| PL2110181T3 (pl) | 2017-11-30 |
| PL2727652T3 (pl) | 2017-08-31 |
| EP2110181A3 (de) | 2010-03-31 |
| EP2110181A2 (de) | 2009-10-21 |
| DE102008019434B4 (de) | 2013-08-22 |
| CN101559417B (zh) | 2015-05-06 |
| DE102008019434A1 (de) | 2009-10-29 |
| CN101559417A (zh) | 2009-10-21 |
| JP2009254367A (ja) | 2009-11-05 |
| EP2727652B1 (de) | 2017-04-05 |
| JP5427461B2 (ja) | 2014-02-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2727652B1 (de) | Beleimung von materialstreifen der tabak verarbeitenden industrie | |
| EP2632605B1 (de) | VORRICHTUNG ZUM AUFBRINGEN EINES FLIEßFÄHIGEN MEDIUMS AUF EINE BAHN | |
| EP0533035A1 (de) | Vorrichtung zum Auftragen von Streichfarbe auf eine Faserstoffbahn | |
| EP2218516B1 (de) | Beleimung von Materialstreifen der Tabak verarbeitenden Industrie | |
| EP0751256B1 (de) | Rakel-Baugruppe | |
| DE102019105227B4 (de) | Schaber mit Wasserschmierung | |
| DD230799A1 (de) | Vorrichtung zum aufbringen eines leimstreifens auf eine bewegte materialbahn | |
| EP2110182A2 (de) | Beleimung von Materialstreifen der Tabak verarbeitenden Industrie | |
| EP1747730A1 (de) | Druckwerk der Tabak verarbeitenden Industrie | |
| DE3713278A1 (de) | Verfahren und vorrichtung zum auftragen einer fliessfaehigen masse auf eine bahn | |
| DE10045515B4 (de) | Rakel-Dosiersystem | |
| DE102012001956A1 (de) | Beschichtungssystem für flexible Bahnen | |
| EP1607141A1 (de) | Auftragsvorrichtung | |
| EP0616854A1 (de) | Leimauftragvorrichtung | |
| WO2009000499A2 (de) | Druckwerk einer maschine der tabak verarbeitenden industrie | |
| WO2010091986A1 (de) | Vorhang-auftragswerk | |
| DE10012345A1 (de) | Vorhang-Auftragsvorrichtung | |
| EP0071149B1 (de) | Vorrichtung zur Regulierung des Auftragsgewichtes von Beschichtungen auf in laufender Bahn geführtem Material | |
| DE102007063081A1 (de) | Belageinrichtung einer Maschine der Tabak verarbeitenden Industrie | |
| WO1995014574A1 (de) | Vorrichtung zur zufuhr von druckfarbe in das farbwerk einer druckmaschine | |
| EP2596709A1 (de) | Einrichtung zum Aufragen von Leim auf einen Materialstreifen der Tabak verarbeitenden Industrie | |
| DE19603861C1 (de) | Vorrichtung zum Beschichten einer Materialbahn, insbesondere einer Papier- oder Kartonbahn | |
| DE102021133212A1 (de) | Schaber und Beschichtungsvorrichtung | |
| EP1479823A1 (de) | Vorrichtung zum direkten Auftragen eines flüssigen oder pastösen Mediums auf eine laufende Materialbahn | |
| DE20023716U1 (de) | Rakel-Dosiersystem |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140129 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 2110181 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20151112 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: HAUNI MASCHINENBAU GMBH |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: A24C 5/47 20060101ALN20160812BHEP Ipc: B05C 1/08 20060101AFI20160812BHEP Ipc: B05C 11/10 20060101ALI20160812BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20161005 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: A24C 5/47 20060101ALN20160923BHEP Ipc: B05C 1/08 20060101AFI20160923BHEP Ipc: B05C 11/10 20060101ALI20160923BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 2110181 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 881299 Country of ref document: AT Kind code of ref document: T Effective date: 20170415 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009013852 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170405 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170705 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170706 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170405 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170405 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170405 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170405 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170405 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170705 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170805 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502009013852 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170405 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170405 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170405 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170405 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170405 |
|
| 26 | Opposition filed |
Opponent name: G.D S.P.A. Effective date: 20180103 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170405 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170405 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170405 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180205 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180205 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180228 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180228 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20181031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180205 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180205 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180228 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180228 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 881299 Country of ref document: AT Kind code of ref document: T Effective date: 20180205 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180205 |
|
| PLCK | Communication despatched that opposition was rejected |
Free format text: ORIGINAL CODE: EPIDOSNREJ1 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170405 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20200122 Year of fee payment: 12 Ref country code: NL Payment date: 20200219 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20090205 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170405 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170405 Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170405 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20210301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210301 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20220221 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20220228 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R103 Ref document number: 502009013852 Country of ref document: DE Ref country code: DE Ref legal event code: R064 Ref document number: 502009013852 Country of ref document: DE |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502009013852 Country of ref document: DE Owner name: KOERBER TECHNOLOGIES GMBH, DE Free format text: FORMER OWNER: HAUNI MASCHINENBAU GMBH, 21033 HAMBURG, DE |
|
| RDAF | Communication despatched that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSNREV1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| RAP4 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: KOERBER TECHNOLOGIES GMBH |
|
| REG | Reference to a national code |
Ref country code: FI Ref legal event code: MGE |
|
| 27W | Patent revoked |
Effective date: 20220930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210205 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MA03 Ref document number: 881299 Country of ref document: AT Kind code of ref document: T Effective date: 20220930 |