CN102712967A - 高强度钛合金的制造 - Google Patents
高强度钛合金的制造 Download PDFInfo
- Publication number
- CN102712967A CN102712967A CN2010800607739A CN201080060773A CN102712967A CN 102712967 A CN102712967 A CN 102712967A CN 2010800607739 A CN2010800607739 A CN 2010800607739A CN 201080060773 A CN201080060773 A CN 201080060773A CN 102712967 A CN102712967 A CN 102712967A
- Authority
- CN
- China
- Prior art keywords
- titanium alloy
- beta
- alloy
- heat
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C14/00—Alloys based on titanium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
- C22F1/183—High-melting or refractory metals or alloys based thereon of titanium or alloys based thereon
Landscapes
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Forging (AREA)
- Powder Metallurgy (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Materials For Medical Uses (AREA)
Abstract
一种用于增加钛合金强度和韧度的方法的某些实施方案包括在所述钛合金的α-β相场中,在一个温度下使钛合金塑性变形为至少25%面积减少的等效塑性变形。在所述α-β相场中使所述钛合金塑性变形之后,所述钛合金未被加热至所述钛合金的β转变温度或者所述钛合金的β转变温度以上。在塑性变形之后,在小于或者等于β转变温度减去20F(11.1℃)的热处理温度下对所述钛合金进行热处理。
Description
技术领域
本公开涉及用于制造高强度和高韧度钛合金的方法。根据本公开的方法不需要用在某些现有钛合金制造方法中的多步热处理。
发明背景
钛合金通常呈现高强度重量比,耐腐蚀并且在适度高温下抗蠕变。由于这些原因,钛合金被用在航空和航天应用中,例如包括诸如起落架构件和发动机机架的关键结构部件。钛合金还被用在诸如转子、压缩机叶片的部件、液压系统部件和发动机舱的喷气式发动机中。
纯钛在大约882℃处经受同素异形相变。在所述温度以下,钛采用称为α相的六方紧密堆积晶体结构。在这个温度以上,钛具有称为β相的体心立方结构。在其下发生自α相至β相转变的温度被称为β转变温度(Tβ)。所述β转变温度受间隙元素和置换元素影响,且因此,取决于杂质,且更重要的是,取决于合金元素。
在钛合金中,合金元素大体上分类为α稳定化元素或者β稳定化元素。稳定化元素(“α稳定剂”)加入至钛会增加β转变温度。例如,铝为钛的置换元素并且为α稳定剂。例如,为α稳定剂的钛间隙合金元素包括:氧、氮和碳。
β稳定化元素加入至钛会降低β转变温度。根据所得相图,β稳定化元素可为β同形元素或者β共析元素。钛的β同形合金元素的实例为钒、钼和铌。通过将足够浓度的这些β同形合金元素合金化,有可能将β转变温度降低为室温或者室温以下。β共析合金元素的实例为铬和铁。另外,例如,诸如硅、锆和铪的其它元素为中性,在某种意义上,这些元素对钛和钛合金的β转变温度几乎没有影响。
图1A描绘示出将α稳定剂加入至钛的效果的示意相图。通过β转变温度线10的正斜率可以看出,随着α稳定剂浓度增加,β转变温度也增加。β相场12位于β转变温度线10之上,并且为钛合金中仅存在β相的相图区域。图1A中,α-β相场14位于β转变温度线10之下,并且代表在钛合金中存在α相和β相两者(α+β)的相图区域。α-β相场16在α-β相场14以下,其中钛合金中仅存在α相。
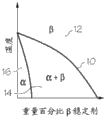
图1B描绘示出将同形β稳定剂加入至钛的效果的示意相图。如β转变温度线10的负斜率所示,较高浓度β稳定剂降低β转变温度。β相场12在β转变温度线10之上。在图1B中具有同形β稳定剂的钛的示意相图中也存在α-β相场14和α-β相场16。
图1C描绘示出将共析β稳定剂加入至钛的效果的示意相图。所述相图呈现:β相场12、β转变温度线10、α-β相场14和α-β相场16。此外,图1C相图中有另外两个双相场,所述双相场含有伴随钛和共析β稳定化合金添加剂(Z)的反应产物的α相或者β相。
钛合金大体上根据其化学成分及其在室温下的显微结构来分类。仅含诸如铝的α稳定剂的市售纯(CP)钛和钛合金被视为α合金。这些主要为基本上由α相组成的单相合金。然而,在β转变温度以下退火之后,CP钛和其它α合金大体上含有大约2-5体积百分比β相,所述β相通常通过α钛合金中的铁杂质来稳定。小体积β相在合金中对于控制再结晶α相晶粒大小是有用的。
近α钛合金具有小量β相,通常小于10体积百分比,与α合金相比,这导致室温抗拉强度增加以及在400℃以上使用温度下抗蠕变性增加。示例性近α钛合金可含有大约1重量百分比的钼。
诸如Ti-6Al-4V(Ti 6-4)合金和Ti-6Al-2Sn-4Zr-2Mo(Ti 6-2-4-2)合金的α/β(α+β)钛合金含有α相和β相两者,并且被广泛用在航空和航天产业中。α/β合金的显微结构和性能可通过热处理和热力学处理来改变。
共同分类为“β合金”的稳定β钛合金、亚稳β钛合金和近β钛合金含有比α/β合金大体上更多的β稳定化元素。例如,诸如Ti-10V-2Fe-3Al合金的近β钛合金含有足以在水淬时而非在空淬时维持全β相结构的大量β稳定化元素。例如,诸如Ti-15Mo合金的亚稳β钛合金包含较高级别的β稳定剂,并且在空气冷却之后保留全β相结构,但是可经过老化以析出α相用于强化。例如,诸如Ti-30Mo合金的稳定β钛合金在冷却之后保留全β相显微结构,但是不可经过老化以析出α相。
据悉,α/β合金在从β转变温度以上冷却时对冷却速度敏感。冷却期间,α相在晶界处析出降低了这些合金的韧度。目前,高强度和高韧度钛合金的制造需要使用高温变形的组合,其后接着复杂的多步热处理,所述多步热处理包括谨慎控制的加热速度和直接老化。例如,美国专利申请公开2004/250932A1公开了在β转变温度以上的第一温度下将含有至少5%钼的钛合金形成为有用形状,或者在β转变温度以上的第一温度下对钛合金进行热处理,其后接着以不超过每分钟5℉(2.8°C)的速度受控冷却至β转变温度以下的第二温度。钛合金还可在第三温度下进行热处理。
图2中示出用于制造高韧度和高强度钛合金的典型现有技术方法的温度-时间示意值图。所述方法大体上包括:在β转变温度以下进行的高温变形步骤;以及热处理步骤,所述热处理步骤包括在β转变温度以上进行加热,其后接着受控冷却。用于制造具有高强度和高韧度两者的钛合金的现有技术热力学处理步骤是昂贵的,并且目前只有数量有限的制造商有能力进行这些步骤。因此,提供用于增加钛合金强度和/或韧度的改良工艺将是有利的。
发明概要
根据本公开的一个方面,用于增加钛合金强度和韧度的方法的非限制性实施方案包括:在钛合金的α-β相场中,在一个温度下使钛合金塑性变形为至少25%面积减少的等效塑性变形。在α-β相场中在一个温度下使钛合金塑性变形之后,钛合金未被加热至在钛合金β转变温度或者钛合金β转变温度以上的温度。此外,根据本非限制性实施方案,在使钛合金塑性变形之后,在小于或者等于β转变温度减去20°F的热处理温度下对钛合金进行热处理达足以制造具有断裂韧度(KIc)的热处理合金的热处理时间,所述断裂韧度(KIc)根据方程式KIc≥173-(0.9)YS与屈服强度(YS)有关。在另一非限制性实施方案中,在塑性变形之后,可在钛合金α-β的相场中在小于或者等于β转变温度减去20°F的一个温度下,将钛合金热处理为至少25%面积减少的等效塑性变形达足以制造具有断裂韧度(KIc)的热处理合金的热处理时间,所述断裂韧度(KIc)根据方程式KIc≥217.6-(0.9)YS与屈服强度(YS)有关。
根据本公开的另一方面,用于对钛合金进行热力学处理的非限制性方法包括:在钛合金β转变温度以上200℉(111℃)至钛合金β转变温度以下400℉(222℃)的加工温度范围内加工钛合金。在非限制性实施方案中,当加工步骤结束时,在钛合金α-β相场中可能出现至少25%面积减少的等效塑性变形,以及在钛合金α-β相场中至少25%面积减少的等效塑性变形之后,钛合金未被加热至β转变温度以上。根据一个非限制性实施方案,在加工钛合金之后,可在介于1500℉(816°C)和900℉(482°C)之间的热处理温度范围内对钛合金进行热处理达介于0.5小时和24小时之间的热处理时间。可在介于1500℉(816°C)和900℉(482°C)之间的热处理温度范围内对钛合金进行热处理达足以制造具有断裂韧度(KIc)的热处理合金的热处理时间,所述断裂韧度(KIc)根据方程式KIc≥173-(0.9)YS与热处理合金屈服强度(YS)有关,或者在另一非限制性实施方案中,所述断裂韧度(KIc)根据方程式KIc≥217.6-(0.9)YS与热处理合金屈服强度(YS)有关。
根据本公开的又一方面,用于处理钛合金的方法的非限制性实施方案包括:在钛合金的α-β相场中加工钛合金,以提供至少25%钛合金面积减少的等效塑性变形。在所述方法的一个非限制性实施方案中,钛合金能够在室温下保留β相。在非限制性实施方案中,在加工钛合金之后,可在不大于β转变温度减去20°F的热处理温度下对钛合金进行热处理达足以提供钛合金至少150ksi平均极限抗拉强度和至少70ksi·in1/2的KIc断裂韧度的热处理时间。在非限制性实施方案中,热处理时间在0.5小时至24小时范围内。
本公开的又一方面涉及已经根据本公开所涵盖的方法进行处理的钛合金。一个非限制性实施方案涉及已经通过根据本公开的方法进行处理的Ti-5Al-5V-5Mo-3Cr合金,所述方法包括以下步骤:使钛合金塑性变形;以及对钛合金进行热处理,且其中所述热处理合金具有根据方程式KIc≥217.6-(0.9)YS与热处理合金屈服强度(YS)有关的断裂韧度(KIc)。如本技术中众所周知,Ti-5Al-5V-5Mo-3Cr合金-也称为Ti-5553合金或者Ti 5-5-5-3合金,包含标称5重量百分比铝、5重量百分比钒、5重量百分比钼、3重量百分比铬以及平衡钛和附带杂质。在非限制性实施方案中,在钛合金的α-β相场中,在一个温度下使钛合金塑性变形为至少25%面积减少的等效塑性变形。在α-β相场中在一个温度下使钛合金塑性变形之后,未将钛合金加热至钛合金β转变温度或者钛合金β转变温度以上的温度。此外,在一个非限制性实施方案中,在小于或者等于β转变温度减去20°F(11.1°C)的热处理温度下对钛合金进行热处理达足以制造具有断裂韧度(KIc)的热处理合金的热处理时间,所述断裂韧度(KIc)根据方程式KIc≥217.6-(0.9)YS与热处理合金屈服强度(YS)有关。
根据本公开的又一方面涉及适合用于航天应用和航空应用中至少一个的物品,并且所述物品包含已经通过包括以下步骤的方法进行处理的Ti-5Al-5V-5Mo-3Cr合金:使钛合金塑性变形;以及以足以使得热处理合金断裂韧度(KIc)根据方程式KIc≥217.6-(0.9)YS与热处理合金屈服强度(YS)有关的方式对钛合金进行热处理。在非限制性实施方案中,可在钛合金的α-β相场中,在一个温度下使钛合金塑性变形为至少25%面积减少的等效塑性变形。在α-β相场中在一个温度下使钛合金塑性变形之后,未将钛合金加热至钛合金β转变温度或者钛合金β转变温度以上的温度。在非限制性实施方案中,可在小于或者等于(即,不大于)β转变温度减去20°F(11.1°C)的热处理温度下对钛合金进行热处理达足以制造具有断裂韧度(KIc)的热处理合金的热处理时间,所述断裂韧度(KIc)根据方程式KIc≥217.6-(0.9)YS与热处理合金屈服强度(YS)有关。
附图简述
参考附图可更好地理解本文所述方法的特征和优点。
图1A是与α稳定化元素合金化的钛相图实例;
图1B是与同形β稳定化元素合金化的钛相图实例;
图1C是与共析β稳定化元素合金化的钛相图实例;
图2是用于制造高韧度、高强度钛合金的现有技术热力学处理方案的示意图;
图3是根据本公开的方法的非限制性实施方案的时间-温度图,其包括大体上全α-β相塑性变形;
图4是根据本公开的方法的另一非限制性实施方案的时间-温度图,其包括“通过β转变”塑性变形;
图5是根据现有技术工艺进行热处理的不同钛合金的断裂韧度KIc-屈服强度曲线图;
图6是根据本公开的方法的非限制性实施方案进行塑性变形和热处理的钛合金的断裂韧度KIc-屈服强度曲线图,并且将这些实施方案与根据现有技术工艺进行热处理的合金进行比较;
图7A是在轧制并且在1250℉(677℃)下进行热处理达4小时之后Ti5-5-5-3合金在纵向方向上的显微照片;以及
图7B是在轧制并且在1250℉(677℃)下进行热处理达4小时之后Ti5-5-5-3合金在横向方向上的显微照片。
在考虑根据本公开的方法的某些非限制性实施方案的以下详细描述之后,读者将明白前述细节以及其它细节。
具体实施方式
在非限制性实施方案的描述中,除了在操作实例中或者另有指明,表示数量或者特性的所有数字应当理解为在所有情况下通过术语“大约”来修改。因此,除非指明为相反,以下描述中提出的任何数值参数为可根据旨在获得用于制造根据本公开的高强度、高韧度钛合金的方法的期望性能而改变的近似。至少并且并不试图限制权力要求范围的等同物的教义的应用,每个数值参数至少应当鉴于所记载的有效数字并且通过应用普通四舍五入技术来构建。
被称作以引用的方式整体或部分并入本文的任何专利、公布或其它公开材料仅仅是在所公开的材料不与现有定义冲突的程度下并入本文如此一来,且在必要程度下,如本文提出的本公开替代以引用的方式并入本文的任何冲突材料。被称作以引用的方式并入本文,但是与本文所提出的现有定义、声明或其它公开材料冲突的任何材料,或其部分仅仅是在不在所并入的材料和现有公开材料之间产生冲突的程度下并入。。
根据本公开的某些非限制性实施方案涉及用于制造高韧度和高强度钛合金的热力学方法,并且所述方法不需要使用复杂的多步热处理。令人惊讶并且目前与以前和钛合金搭配使用的复杂热力学工艺相反的是,本文中所公开的热力学方法的某些非限制性实施方案仅包括高温变形步骤,其后接着单步式热处理,为钛合金赋予某些航空和航天材料中所需抗拉强度、延展性和断裂韧度的组合。据预测,本公开内的热力学处理的实施方案可在合理良好配备用于执行钛热力学热处理的任何设施处进行。所述实施方案与用于将高韧度和高强度赋予钛合金的常用热处理做法、通常需要用于严密控制合金冷却速度的精密设备的做法作对比。
参考图3的示意温度-时间值图,根据本公开用于增加钛合金强度和韧度的一个非限制性方法20包括:在钛合金的α-β相场中,在一个温度下使钛合金塑性变形22为至少25%面积减少的等效塑性变形。(参见图1A-1C以及以上与钛合金的α-β相场有关的讨论)。α-β相场中等效25%的塑性变形涉及α-β相场中的最后塑性变形温度24。术语“最后塑性变形温度”在本文中定义为当钛合金塑性变形结束时且在对钛合金进行老化处理之前的钛合金温度。如图3进一步所示,在塑性变形22之后,钛合金在方法20期间未被加热至钛合金β转变温度(Tβ)以上。在某些非限制性实施方案中,并且如图3所示,在最后塑性变形温度24下塑性变形之后,在小于β转变温度的温度下对钛合金进行热处理26达足以将高强度和高断裂韧度赋予钛合金的时间。在非限制性实施方案中,可在β转变温度以下至少20℉的温度下进行热处理26。在另一非限制性实施方案中,可在β转变温度以下至少50℉的温度下进行热处理26。在某些非限制性实施方案中,热处理26的温度可为最后塑性变形温度24以下。在其它非限制性实施方案中,图3中未示出,为了进一步增加钛合金断裂韧度,热处理的温度可为最后塑性变形温度以上,但是小于β转变温度。应当理解,虽然图3示出塑性变形22和热处理26的恒定温度,但是在根据本公开的方法的其它非限制性实施方案中,塑性变形22和/或热处理26的温度可变化。例如,在塑性变形期间出现的钛合金工件温度的自然下降在本文所公开的实施方案范围内。图3的示意温度-时间值图示出本文中所公开对钛合金进行热处理以赋予其高强度和高韧度的方法的某些实施方案,与用于将高强度和高韧度赋予钛合金的常用热处理做法作对比。例如,常用热处理做法通常需要多步热处理以及用于严密控制合金冷却速度的精密设备,且因此是昂贵的且无法在所有热处理设施处实施。然而,由图3所示的工艺实施方案不包括多步热处理并且可使用常用热处理设备来进行。
一般而言,具体钛合金成分确定使用根据本公开的方法来赋予期望力学性能的热处理时间(s)和热处理温度(t)的组合。此外,可调整热处理时间和温度以获得特定合金成分的强度和断裂韧度的具体期望平衡。在本文中所公开的某些非限制性实施方案中,例如,通过调整用于通过根据本公开的方法对Ti-5Al-5V-5Mo-3Cr(Ti 5-5-5-3)合金进行处理的热处理时间和温度,得以实现140ksi至180ksi极限抗拉强度结合60ksi·in1/2KIc至100ksi·in1/2的断裂韧度。在考虑本公开之后,在无需不必要努力的情况下,所属领域技术人员可确定将最佳强度和韧度性能赋予其预期应用的特定钛合金的热处理时间和温度的特定组合。
本文中使用术语“塑性变形”来指材料在所施加使所述材料超出其弹性限制而应变的应力或多个应力下的非弹性扭变。
本文中使用术语“面积减少”来指塑性变形之前钛合金形态的横截面面积与塑性变形之后钛合金形态的横截面面积之间的差,其中在等效位置处剪裁横截面。用于评估面积减少的钛合金形态可为(但不限于)任何坯材、棒材、板材、杆材、卷材、片材、轧制形状和挤压形状。
用于通过将坯材轧制为2.5英寸(inch)圆钛合金棒材以使5英寸直径圆钛合金坯材塑性变形的面积减少计算实例如下。5英寸直径圆坯材的横截面面积为π(pi)乘以半径平方,或者大约为(3.1415)×(2.5英寸)2,或者19.625in2。2.5英寸圆棒材的横截面面积大约为(3.1415)×(1.25)2或者4.91in2。起始坯材至轧制之后的棒材的横截面面积比为4.91/19.625或者25%。面积减少为100%-25%,例如75%面积减少。
本文中使用术语“等效塑性变形”来指材料在所施加使所述材料超出其弹性限制而应变的应力或多个应力下的非弹性扭变。等效塑性变形可涉及将导致以单轴变形获得的具体面积减少的应变,但是出现使得变形之后合金形态的尺寸大体上不同于变形之前合金形态的尺寸。例如,并且在无限制情况下,可使用多轴锻造来使平锻钛合金坯材遭受大量的塑性变形,将变位引入至合金中,但大体上不改变坯材的最后尺寸。在等效塑性变形为至少25%的非限制性实施方案中,实际面积减少可达5%或者5%以下。在等效塑性变形为至少25%的非限制性实施方案中,实际面积减少可达1%或者1%以下。多轴锻造是所属领域技术人员已知的技术,因此,本文中不作进一步描述。
在根据本公开的某些非限制性实施方案中,钛合金可被塑性变形为大于25%面积减少至99%面积减少的等效塑性变形。在等效塑性变形为大于25%面积减少的某些非限制性实施方案中,在塑性变形结束时α-β相场中出现至少25%面积减少的等效塑性变形,且在塑性变形之后,钛合金未被加热至钛合金β转变温度(Tβ)以上。
在根据本公开的方法的一个非限制性实施方案中,并且如图3中大体上示出,使钛合金塑性变形包括:使钛合金塑性变形,使得在α-β相场中出现等效塑性变形。虽然图3描绘α-β相场中的恒定塑性变形温度,但是在不同温度下,在α-β相场中出现至少25%面积减少的等效塑性变形也在本文的实施方案范围内。例如,钛合金可在α-β相场中加工,同时合金温度逐渐下降。在α-β相场中,在至少25%面积减少的等效塑性变形期间对钛合金加热以便维持恒定或者接近恒定温度或限制钛合金温度减少也在本文的实施方案范围内,只要钛合金未被加热至钛合金β转变温度或者钛合金β转变温度以上。在非限制性实施方案中,使钛合金在α-β相区中塑性变形包括:在β转变温度以下或者β转变温度以下大约18℉(10℃)至β转变温度以下400℉(222℃)的塑性变形温度范围内使合金塑性变形。在另一非限制性实施方案中,使钛合金在α-β相区中塑性变形包括:在β转变温度以下400℉(222℃)至β转变温度以下20℉(11.1℃)的塑性变形温度范围内使合金塑性变形。在又一非限制性实施方案中,使钛合金在α-β相区中塑性变形包括:在β转变温度以下50℉(27.8℃)至β转变温度以下400℉(222℃)的塑性变形温度范围内使合金塑性变形。
参考图4的示意温度-时间值图,根据本公开的另一非限制性方法30包括在本文中称为“通过β转变”处理的特征。在包括通过β转变处理的非限制性实施方案中,在钛合金β转变温度(Tβ)或者钛合金β转变温度(Tβ)以上的钛合金温度下开始塑性变形(本文中也称为“起反应”)。此外,在通过β转变处理中,塑性变形32包括:使钛合金从β转变温度或者β转变温度以上的温度34塑性变形为钛合金α-β相场中的最后塑性变形温度24。因此,钛合金温度在塑性变形32期间“通过”β转变温度。此外,在通过β转变处理中,在α-β相场中出现与至少25%面积减少等效的塑性变形,并且在α-β相场中使钛合金塑性变形之后,钛合金未被加热至钛合金β转变温度(Tβ)或者钛合金β转变温度(Tβ)以上的温度。图4的示意温度-时间值图示出本文中所公开对钛合金进行热处理以赋予高强度和高韧度的方法的非限制性实施方案,与用于将高强度和高韧度赋予钛合金的常用热处理做法作对比。例如,常用热处理做法通常需要多步热处理以及用于严密控制合金冷却速度的精密设备,因此是昂贵的并且无法在所有热处理设施处实施。然而,由图4所示的工艺实施方案不包括多步热处理,并且可使用常用热处理设备来进行。
在根据本公开的方法的某些非限制性实施方案中,在通过β转变工艺中使钛合金塑性变形包括:在钛合金β转变温度以上200℉(111°C)至β转变温度以下400℉(222°C)的温度范围内使钛合金塑性变形,在塑性变形期间通过β转变温度。本发明人已经确定,只要(i)在α-β相场中出现与至少25%面积减少等效的塑性变形;以及(ii)在α-β相场中塑性变形之后,钛合金未被加热至β转变温度或者β转变温度以上的温度,那么所述温度范围为有效。
在根据本公开的实施方案中,通过包括但不限于锻造、旋锻、模锻、多轴锻造、棒材轧制、板材轧制和挤压的技术,或者通过这些技术中两个或者两个以上的技术组合,钛合金可塑性变形。只要所使用的处理技术能够在α-β相区中使钛合金塑性变形为至少25%面积减少的等效塑性变形,可通过现在或者下文中所属领域技术人员已知的任何合适轧制处理技术来完成塑性变形。
如上所示,在根据本公开的方法的某些非限制性实施方案中,在α-β相区中出现的钛合金塑性变形为至少25%面积减少的等效塑性变形大体上不改变钛合金的最后尺寸。例如,这可通过诸如多轴锻造技术来实现。在其它实施方案中,塑性变形包括在塑性变形完成之后实际减少钛合金的横截面面积。所属领域技术人员认识到,由于与至少25%面积减少等效的塑性变形造成的钛合金面积减少可导致例如实际上改变钛合金的参考横截面面积,即,任何处从尽可能0%或者1%,且高达25%的实际面积减少。此外,因为总塑性变形可包括与高达99%面积减少等效的塑性变形,所以在与高达99%面积减少等效的塑性变形之后,工件的实际尺寸可在任何处产生从尽可能0%或者1%且高达99%钛合金的参考横截面面积的实际改变。
根据本公开的方法的非限制性实施方案包括:在使钛合金塑性变形之后并且在对钛合金进行热处理之前,将钛合金冷却至室温。可通过现在或者下文中所属领域技术人员已知的炉内冷却、空气冷却、水冷却或者任何其它合适冷却技术来实现冷却。
本公开的一方面为使得在对根据本文中所公开的实施方案的钛合金进行热加工之后,所述钛合金未被加热至β转变温度或者β转变温度以上。因此,在合金β转变温度或者β转变温度以上未出现热处理步骤。在某些非限制性实施方案中,热处理包括:在900℉(482°C)至1500℉(816°C)范围内温度(“热处理温度”)下对钛合金进行加热达0.5小时至24小时范围内的时间(“热处理时间”)。在其它非限制性实施方案中,为了增加断裂韧度,热处理温度可为最后塑性变形温度以上,但是小于合金β转变温度。在另一非限制性实施方案中,热处理温度(Th)小于或者等于β转变温度减去20℉(11.1℃),即Th≤(Tβ-20℉)。在另一非限制性实施方案中,热处理温度(Th)小于或者等于β转变温度减去50℉(27.8℃),即Th≤(Tβ-50℉)。在其它非限制性实施方案中,热处理温度可在从至少900℉(482°C)至β转变温度减去20℉(11.1℃)的范围内,或者在从至少900℉(482°C)至β转变温度减去50℉(27.8℃)的范围内。应当理解,例如,当部件厚度需要长加热时间时,热处理时间可为24小时以上。
根据本公开的方法的另一非限制性实施方案包括:在使钛合金塑性变形之后,对钛合金进行直接老化处理,其中在α-β相场中使钛合金塑性变形之后,钛合金被直接冷却或者加热至热处理温度。据信,在本方法的某些非限制性实施方案中,其中在塑性变形之后钛合金被直接冷却至热处理温度,冷却速度对通过热处理步骤实现的强度和韧度性能不会产生显著的负面影响。在本方法的非限制性实施方案中,其中在最后塑性变形温度以上但在β转变温度以下的热处理温度下对钛合金进行热处理,在α-β相场中使钛合金塑性变形之后,钛合金可被直接加热至热处理温度。
根据本公开的热力学方法的某些非限制性实施方案包括将所述工艺应用至能够在室温下保留β相的钛合金。如此一来,可通过根据本公开的方法的不同实施方案来有利加工的钛合金包括:β钛合金、亚稳β钛合金、近β钛合金、α-β钛合金和近α钛合金。据设想,本文中所公开的方法还可增加α钛合金强度和韧度,这是因为,如上所讨论,甚至CP钛等级包括在室温下的低浓度β相。
在根据本公开的方法的其它非限制性实施方案中,所述方法可被用于加工能够在室温下保留β相并且能够在老化处理之后保留或者析出α相的钛合金。这些合金包括但不限于一般类别的β钛合金、α-β钛合金以及包括小体积百分比β相的α合金。
可使用根据本公开的方法的实施方案进行处理的钛合金非限制性实例包括:α/β钛合金,例如,诸如Ti-6Al-4V合金(UNS编号R56400和R54601)和Ti-6Al-2Sn-4Zr-2Mo合金(UNS编号R54620和R54621);近β钛合金,例如,诸如Ti-10V-2Fe-3Al合金(UNS R54610);以及亚稳β钛合金,例如,诸如Ti-15Mo合金(UNS R58150)和Ti-5Al-5V-5Mo-3Cr合金(UNS未分配)。
在根据本文中所公开的某些非限制性实施方案对钛合金进行热处理之后,所述钛合金可具有在138ksi至179ksi范围内的极限抗拉强度。本文中所讨论的极限抗拉强度性能可根据ASTM E8-04规范“金属材料抗拉试验的标准试验方法”来测量。此外,在对根据本公开的方法的某些非限制性实施方案的钛合金进行热处理之后,所述钛合金可具有在59ksi·in1/2至100ksi·in1/2范围内的断裂韧度KIc。本文中所讨论的KIc断裂韧度值可根据ASTM E399-08规范“金属材料的线性弹性平面应变的KIc断裂韧度的标准试验方法”来测量。此外,在对根据本公开范围内某些非限制性实施方案的钛合金进行热处理之后,所述钛合金可具有在134ksi至170ksi范围内的屈服强度。此外,在对根据本公开范围内某些非限制性实施方案的钛合金进行热处理之后,所述钛合金可具有在4.4%至20.5%范围内的伸长率。
一般而言,可通过实施根据本公开的方法的实施方案来实现的钛合金强度和断裂韧度的有利范围包括但不限于:140ksi至180ksi极限抗拉强度连同从大约40ksi·in1/2KIc至100ksi·in1/2KIc范围的断裂韧度,或者140ksi至160ksi极限抗拉强度连同从60ksi·in1/2KIc至80ksi·in1/2KIc范围的断裂韧度。仍在其它非限制性实施方案中,强度和断裂韧度的有利范围包括:160ksi至180ksi极限抗拉强度连同从40ksi·in1/2KIc至60ksi·in1/2KIc范围的断裂韧度。可通过实施根据本公开的方法的某些实施方案来实现的强度和断裂韧度的其它有利范围包括但不限于:135ksi至180ksi极限抗拉强度连同从55ksi·in1/2KIc至100ksi·in1/2KIc范围的断裂韧度;从160ksi至180ksi范围的极限抗拉强度连同从60ksi·in1/2KIc至90ksi·in1/2KIc范围的断裂韧度;以及从135ksi至160ksi范围的极限抗拉强度连同从85ksi·in1/2KIc至95ksi·in1/2KIc范围的断裂韧度值。
在根据本公开的方法的非限制性实施方案中,在对钛合金进行热处理之后,所述钛合金具有:至少166ksi的平均极限抗拉强度;至少148ksi的平均屈服强度;至少6%的伸长率;以及至少65ksi·in1/2的断裂韧度KIc。根据本公开的方法的其它非限制性实施方案使热处理钛合金具有:至少150ksi的极限抗拉强度;以及至少70ksi·in1/2的断裂韧度KIc。根据本公开的方法的其它非限制性实施方案使热处理钛合金具有:至少135ksi的极限抗拉强度;以及至少55ksi·in1/2的断裂韧度。
根据本公开用于对钛合金进行热力学处理的非限制性方法包括:在钛合金β转变温度以上200℉(111°C)至钛合金β转变温度以下400℉(222°C)的温度范围内加工(即,塑性变形)钛合金。在加工步骤最后部分期间,在钛合金的α-β相场中出现至少25%面积减少的等效塑性变形。在加工步骤之后,钛合金未被加热至β转变温度以上。在非限制性实施方案中,在加工步骤之后,可在900℉(482°C)和1500℉(816°C)之间范围的内热处理温度下对钛合金进行热处理达0.5小时和24小时之间范围内的热处理时间。
在根据本公开的某些非限制性实施方案中,加工钛合金提供大于25%面积减少至99%面积减少的等效塑性变形,其中在加工步骤的钛合金的α-β相场中出现至少25%的等效塑性变形,并且在塑性变形之后,所述钛合金未被加热至β转变温度以上。非限制性实施方案包括:在α-β相场中加工钛合金。在其它非限制性实施方案中,加工包括:在α-β相场中,在β转变温度或者β转变温度以上至最后加工温度的温度下加工钛合金,其中加工包括:在钛合金的α-β相场中的25%面积减少的等效塑性变形,并且在塑性变形之后,钛合金未被加热至β转变温度以上。
为了确定对某些航空和航天应用有用的钛合金热力学性能,收集根据ATIAllvac现有技术做法进行处理的钛合金力学试验数据以及从技术文献收集的数据。如本文中所使用,如果合金韧度和强度至少为特定应用所需范围一样高或者为在所述范围内,那么所述合金具有对特定应用“有用”的力学性能。收集以下对某些航空和航天应用有用的合金的力学性能:Ti-10V-2Fe-3-Al(Ti10-2-3;UNS R54610)、Ti-5Al-5V-5Mo-3Cr(Ti 5-5-5-3;UNS未分配)、Ti-6Al-2Sn-4Zr-2Mo合金(Ti 6-2-4-2;UNS编号R54620和R54621)、Ti-6Al-4V(Ti 6-4;UNS编号R56400和R54601)、Ti-6Al-2Sn-4Zr-6Mo(Ti6-2-4-6;UNS R56260)、Ti-6Al-2Sn-2Zr-2Cr-2Mo-0.25Si(Ti 6-22-22;AMS 4898)和Ti-3Al-8V-6Cr-4Zr-4Mo(Ti 3-8-6-4-4;AMS 4939,4957,4958)。这些合金每个成分在文献中均有记载并且众所周知。表1中以重量百分比示出适合本文中所公开方法的非限制性示例性钛合金的典型化学成分范围。应当理解,表1中示出的合金仅为当根据本文中所公开实施方案进行处理时可呈现增加的强度和韧度的合金非限制性实例,并且所属领域技术人员现在或者将来将明白,其它钛合金也为在本文中所公开的实施方案范围内。


图5中以图形方式示出当使用程序上复杂且昂贵的现有技术热力学工艺进行处理时前述合金所呈现的断裂韧度和屈服强度的有用组合。图5中可以看出,包括断裂韧度和屈服强度的有用组合的值图区的下界可以线y=-0.9x+173来逼近,其中,“y”为断裂韧度KIc(单位ksi·in1/2),且“x”为屈服强度(YS)(单位ksi)。以下本文中所示实例1和实例3(也参见图6)中示出的数据证实,根据本公开处理钛合金的方法的实施方案包括:如本文所述,使合金塑性变形以及对合金进行热处理,产生与使用昂贵并且程序上相对复杂的现有技术处理技术而实现的断裂韧度KIc和屈服强度组合相当的断裂韧度KIc和屈服强度组合。换句话说,参考图5,基于进行根据本公开的方法的某些实施方案而实现的结果,可实现呈现根据方程式(1)的断裂韧度和屈服强度的钛合金。
KIc≥-(0.9)YS+173 (1)
图5中还可以看出,包括断裂韧度和屈服强度有用组合的值图区上界可以线y=-0.9x+217.6来逼近,其中,“y”为断裂韧度KIc(单位ksi·in1/2),且“x”为屈服强度(YS)(单位ksi)。因此,基于实施根据本公开的方法的实施方案来实现的结果,本方法可被用于制造呈现图5中的界区内的断裂韧度和屈服强度的钛合金,所述断裂韧度和屈服强度可根据方程式(2)来描述。
217.6-(0.9)YS≥KIc≥173-(0.9)YS (2)
根据本公开的非限制性方面,根据本公开的方法的实施方案包括塑性变形和热处理步骤,产生具有屈服强度和断裂韧度的钛合金,所述钛合金至少可与使用相对昂贵并且程序上复杂的现有技术热力学技术来加工的相同合金相当。
此外,如下文中实施例1以及表1和表2中示出的数据所示,通过根据本公开的方法对钛合金Ti-5Al-5V-5Mo-3Cr进行处理会产生呈现超过通过现有技术热力学处理所获得的力学性能的力学性能的钛合金。参见图6。换句话说,参考图5和图6中所示包括由现有技术热力学处理实现的屈服强度和断裂韧度的组合的界区,根据本公开的方法的某些实施方案制造其中断裂韧度和屈服强度根据方程式(3)而有关的钛合金。
KIc≥217.6-(0.9)YS (3)
以下实施例旨在在不限制本公开范围的情况下进一步描述非限制性实施方案。所属领域技术人员将明白,在仅由权利要求界定的本发明范围内,所述实施例的变形例是可能的。
实施例1
在α-β相场中,在大约1450℉(787.8℃)起始温度下,ATI Allvac,Monroe,North Carolina的5英寸圆坯材Ti-5Al-5V-5Mo-3Cr (Ti 5-5-5-3)合金被轧制为2.5英寸棒材。Ti 5-5-5-3合金的β转变温度为大约1530℉(832℃)。Ti 5-5-5-3合金具有:5.02重量百分比铝、4.87重量百分比钒、0.41重量百分比铁、4.90重量百分比钼、2.85重量百分比铬、0.12重量百分比氧、0.09重量百分比锆、0.03重量百分比硅、其余钛和附带杂质的平均锭化学成分。最后加工温度为1480℉(804.4℃),其也在α-β相场中并且不小于合金的β转变温度以下400°F(222°C)。合金直径减少对应于α-β相场中75%面积减少。在轧制之后,合金被空气冷却至室温。在多个热处理温度下对所冷却合金的样品进行热处理达不同热处理时间。在纵向(L)方向和横向(T)方向上测量热处理合金样品的力学性能。表2中示出用于不同试样的热处理时间和热处理温度以及纵向方向上样品试验的抗拉结果和断裂韧度(KIc)。

表3中示出在样品横向方向上测量的热处理时间、热处理温度和抗拉试验结果。


用于航空应用中的Ti 5-5-5-3合金性能的典型目标包括:至少150ksi的平均极限抗拉强度以及至少70ksi·in1/2的最小断裂韧度KIc值。根据实施例1,这些目标力学性能通过表2中列出的样品4-6热处理时间和温度组合来实现。
实施例2
实施例1的样品编号4的试样以大约在每个试样中点处横截切开,并且为了检查由于轧制和热处理造成的显微结构而经Krolls蚀刻。图7A为代表性制备试样在纵向方向上的光学显微照片(100x),且图7B为在横向方向上的光学显微照片(100x)。在轧制并且在1250℉(677°C)下进行4小时热处理之后产生的显微结构为分散在β相矩阵中的细α相。
实施例3
从ATI Allvac获得的Ti-15Mo合金棒材在α-β相场中起始温度1400℉(760.0℃)下被塑性变形为75%减少。Ti-15Mo合金的β转变温度为大约1475℉(801.7℃)。所述合金的最后加工温度为大约1200℉(648.9℃),其不小于所述合金的β转变温度以下400°F(222°C)。在加工之后,在900℉(482.2℃)下对Ti-15Mo棒材进行16小时老化处理。在老化处理之后,所述Ti-15Mo棒材具有:178-188ksi范围内的极限抗拉强度、170-175ksi范围内的屈服强度和大约30ksi·in1/2的断裂韧度KIc值。
实施例4
在β相场中,5英寸圆Ti-5Al-5V-5Mo-3Cr(Ti 5-5-5-3)合金坯材在起始温度1650℉(889℃)下被轧制为2.5英寸棒材。Ti 5-5-5-3合金的β转变温度为大约1530℉(832℃)。最后加工温度为1330℉(721℃),其为在α-β相场中并且不小于所述合金的β转变温度以下400°F(222°C)。所述合金直径减少对应于75%面积减少。塑性变形温度在塑性变形期间冷却,并且通过β转变温度。当合金在塑性变形期间冷却时,在α-β相场中出现至少25%面积减少。在α-β相场中至少25%减少之后,合金未被加热至β转变温度以上。在轧制之后,合金被空气冷却至室温。在1300℉(704℃)下对所述合金进行2小时老化处理。
已经参考各种示例性、说明性和非限制性实施方案来撰写本公开。然而,所属领域技术人员将明白,在不脱离仅由权利要求所界定的本公开范围下,可作出任何个公开实施方案(或者一部分)的各种替代、修改或者组合。因此,应当考虑并且理解,本公开包括本文中未明确提出的另外实施方案。例如,所述实施方案可通过组合和/或修改本文所述实施方案中公开的任何步骤、要素、构成、成分、元素、特征、方面等来获得。因此,本公开并不通过对各种示例性、说明性和非限制性实施方案进行描述来限制,而是仅由权利要求来限制。以此方式,申请人保留在起诉期间修改权利要求以添加本文中不同描述的特征的权利。
Claims (37)
1.一种用于增加钛合金强度和韧度的方法,所述方法包括以下步骤:
在钛合金的α-β相场中,在一个温度下使钛合金塑性变形为至少25%面积减少的等效塑性变形,其中,在α-β相场中,在一个温度下使钛合金塑性变形之后,钛合金未被加热至钛合金β转变温度的温度或者所述温度以上;以及
在小于或者等于β转变温度减去20℉的热处理温度下对钛合金进行热处理达足以制造热处理合金的热处理时间,其中,所述热处理合金的断裂韧度(KIc)根据以下方程式与所述热处理合金的屈服强度(YS)有关:
KIc≥173-(0.9)YS。
2.根据权利要求1所述的方法,其中所述热处理合金的断裂韧度(KIc)根据以下方程式与所述热处理合金的屈服强度(YS)有关:
217.6-(0.9)YS≥KIc≥173-(0.9)YS。
3.根据权利要求1所述的方法,其中所述热处理合金的断裂韧度(KIc)根据以下方程式与所述热处理合金的屈服强度(YS)有关:
KIc≥217.6-(0.9)YS。
4.根据权利要求1所述的方法,其中在所述α-β相场中使所述钛合金塑性变形包括:使所述钛合金塑性变形为在大于25%面积减少至99%面积减少范围内的等效塑性变形。
5.根据权利要求1所述的方法,其中在所述α-β相场中使所述钛合金塑性变形包括:在所述β转变温度以下20℉(11.1℃)至所述β转变温度以下400℉(222℃)的温度范围内使所述钛合金塑性变形。
6.根据权利要求1所述的方法,还包括:在所述α-β相场中,在一个温度下使所述钛合金塑性变形之前,在所述β转变温度或者所述β转变温度以上的温度下并且通过所述β转变温度使所述钛合金塑性变形。
7.根据权利要求6所述的方法,其中在所述β转变温度或者所述β转变温度以上使所述钛合金塑性变形包括:在所述β转变温度以上200℉(111℃)至所述β转变温度的温度范围内使所述钛合金塑性变形。
8.根据权利要求1所述的方法,还包括:在使所述钛合金塑性变形之后并且在对所述钛合金进行热处理之前,将所述钛合金冷却至室温。
9.根据权利要求1所述的方法,还包括:在使所述钛合金塑性变形之后并且在对所述钛合金进行热处理之前,将所述钛合金冷却至热处理温度。
10.根据权利要求1所述的方法,其中对所述钛合金进行热处理包括:在900℉(482℃)至1500℉(816℃)范围内的热处理温度下对所述钛合金进行加热达0.5小时至24小时范围内的热处理时间。
11.根据权利要求1所述的方法,其中使所述钛合金塑性变形包括:对所述钛合金进行锻造、旋锻、模锻、多轴锻造、棒材轧制、板材轧制和挤压中至少一项。
12.根据权利要求1所述的方法,其中等效塑性变形包括所述钛合金横截面面积的实际减少。
13.根据权利要求1所述的方法,其中使所述钛合金塑性变形导致所述钛合金横截面面积实际减少5%或者5%以下。
14.根据权利要求4所述的方法,其中所述等效塑性变形包括所述钛合金横截面面积的实际减少。
15.根据权利要求1所述的方法,其中所述钛合金为能够在室温下保留β相的钛合金。
16.根据权利要求15所述的方法,其中所述钛合金选自β钛合金、亚稳β钛合金、α-β钛合金和近α钛合金。
17.根据权利要求15所述的方法,其中所述钛合金为Ti-5Al-5V-5Mo-3Cr合金。
18.根据权利要求15所述的方法,其中所述钛合金为Ti-15Mo。
19.根据权利要求1所述的方法,其中在对所述钛合金进行热处理之后,所述钛合金呈现在138ksi至179ksi范围内的极限抗拉强度。
20.根据权利要求1所述的方法,其中在对所述钛合金进行热处理之后,所述钛合金呈现在59ksi·in1/2至100ksi·in1/2范围内的KIc断裂韧度。
21.根据权利要求1所述的方法,其中在对所述钛合金进行热处理之后,所述钛合金呈现在134ksi至170ksi范围内的屈服强度。
22.根据权利要求1所述的方法,其中在对所述钛合金进行热处理之后,所述钛合金呈现在4.4%至20.5%范围内的伸长率。
23.根据权利要求1所述的方法,其中在对所述钛合金进行热处理之后,所述钛合金呈现至少166ksi的平均极限抗拉强度、至少148ksi的平均屈服强度、至少6%的伸长率以及至少65ksi·in1/2的KIc断裂韧度。
24.根据权利要求1所述的方法,其中在对所述钛合金进行热处理之后,所述钛合金具有至少150ksi的极限抗拉强度以及至少70ksi·in1/2的KIc断裂韧度。
25.一种用于对钛合金进行热力学处理的方法,所述方法包括:
在钛合金的β转变温度以上200℉(111℃)至所述钛合金β转变温度以下400℉(222℃)的加工温度范围内加工钛合金,其中在所述钛合金的α-β相场中出现至少25%的所述钛合金面积减少;且其中在所述钛合金的α-β相场中有至少25%的所述钛合金面积减少之后,所述钛合金未被加热至β转变温度以上;以及
对所述钛合金进行热处理至介于900℉(482°C)和1500℉(816°C)之间的热处理温度范围内的热处理温度达足以制造具有断裂韧度(KIc)的热处理合金的热处理时间,所述断裂韧度(KIc)根据以下方程式与所述热处理合金的屈服强度(YS)有关:
KIc≥173-(0.9)YS。
26.根据权利要求25所述的方法,其中所述热处理时间为在0.5小时至24小时的范围内。
27.根据权利要求25所述的方法,其中加工所述钛合金提供在大于25%面积减少至99%面积减少范围内的等效塑性变形。
28.根据权利要求25所述的方法,其中加工所述钛合金包括基本上完全在所述α-β相场中加工所述钛合金。
29.根据权利要求25所述的方法,其中加工所述钛合金包括:将所述钛合金从在所述β转变温度或者所述β转变温度以上的温度加工成α-β相场,并且在所述α-β相场中加工至最后加工温度。
30.根据权利要求25所述的方法,还包括:在加工所述钛合金之后并且在对所述钛合金进行热处理之前,将所述钛合金冷却至室温。
31.根据权利要求25所述的方法,还包括:在加工所述钛合金之后,将所述钛合金冷却至所述热处理温度范围内的所述热处理温度。
32.根据权利要求25所述的方法,其中所述钛合金为能够在室温下保留β相的钛合金。
33.根据权利要求25所述的方法,其中在对所述钛合金进行热处理之后,所述钛合金具有至少166ksi的平均极限抗拉强度、至少148ksi的平均屈服强度、至少65ksi·in1/2的断裂韧度KIc以及至少6%的伸长率。
34.根据权利要求25所述的方法,其中所述热处理合金的断裂韧度(KIc)根据以下方程式与所述热处理合金的屈服强度(YS)有关:
217.6-(0.9)YS≥KIc≥173-(0.9)YS。
35.根据权利要求25所述的方法,其中所述热处理合金的断裂韧度(KIc)根据以下方程式与所述热处理合金的屈服强度(YS)有关:
KIc≥.217.6-(0.9)YS。
36.一种用于加工钛合金的方法,所述方法包括:
在所述钛合金的α-β相场中加工钛合金以提供至少25%的钛合金等效面积减少,其中所述钛合金能够在室温下保留β相;以及
在不大于所述β转变温度减去20℉的热处理温度下对所述钛合金进行热处理达足以提供所述钛合金至少150ksi的平均极限抗拉强度以及至少70ksi·in1/2的KIc断裂韧度的热处理时间。
37.根据权利要求36所述的方法,其中所述热处理时间在0.5小时至24小时的范围内。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201610832682.1A CN106367634A (zh) | 2010-01-22 | 2010-12-29 | 用于增加钛合金强度和韧度的方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/691,952 US10053758B2 (en) | 2010-01-22 | 2010-01-22 | Production of high strength titanium |
| US12/691,952 | 2010-01-22 | ||
| PCT/US2010/062284 WO2011090733A2 (en) | 2010-01-22 | 2010-12-29 | Production of high strength titanium |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201610832682.1A Division CN106367634A (zh) | 2010-01-22 | 2010-12-29 | 用于增加钛合金强度和韧度的方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN102712967A true CN102712967A (zh) | 2012-10-03 |
Family
ID=43795016
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201610832682.1A Pending CN106367634A (zh) | 2010-01-22 | 2010-12-29 | 用于增加钛合金强度和韧度的方法 |
| CN2010800607739A Pending CN102712967A (zh) | 2010-01-22 | 2010-12-29 | 高强度钛合金的制造 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201610832682.1A Pending CN106367634A (zh) | 2010-01-22 | 2010-12-29 | 用于增加钛合金强度和韧度的方法 |
Country Status (21)
| Country | Link |
|---|---|
| US (1) | US10053758B2 (zh) |
| EP (1) | EP2526215B1 (zh) |
| JP (1) | JP5850859B2 (zh) |
| KR (1) | KR101827017B1 (zh) |
| CN (2) | CN106367634A (zh) |
| AU (1) | AU2010343097B2 (zh) |
| BR (1) | BR112012016546B1 (zh) |
| CA (1) | CA2784509C (zh) |
| ES (1) | ES2718104T3 (zh) |
| IL (1) | IL220372A (zh) |
| IN (1) | IN2012DN05891A (zh) |
| MX (1) | MX353903B (zh) |
| NZ (2) | NZ600696A (zh) |
| PE (1) | PE20130060A1 (zh) |
| PL (1) | PL2526215T3 (zh) |
| RU (1) | RU2566113C2 (zh) |
| TR (1) | TR201906623T4 (zh) |
| TW (1) | TWI506149B (zh) |
| UA (1) | UA109892C2 (zh) |
| WO (1) | WO2011090733A2 (zh) |
| ZA (1) | ZA201205335B (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106363021A (zh) * | 2016-08-30 | 2017-02-01 | 西部超导材料科技股份有限公司 | 一种1500MPa级钛合金棒材的轧制方法 |
| CN112191843A (zh) * | 2020-08-26 | 2021-01-08 | 东莞材料基因高等理工研究院 | 一种激光选区熔化制备Ti-1Al-8V-5Fe合金材料的方法 |
| CN112662912A (zh) * | 2020-10-28 | 2021-04-16 | 西安交通大学 | 一种Ti-V-Mo-Zr-Cr-Al系高强亚稳β钛合金及其制备方法 |
| CN112813304A (zh) * | 2015-01-12 | 2021-05-18 | 冶联科技地产有限责任公司 | 钛合金 |
| CN113555072A (zh) * | 2021-06-10 | 2021-10-26 | 中国科学院金属研究所 | 一种模拟钛合金α片层分叉生长过程的相场动力学方法 |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040221929A1 (en) | 2003-05-09 | 2004-11-11 | Hebda John J. | Processing of titanium-aluminum-vanadium alloys and products made thereby |
| US7837812B2 (en) | 2004-05-21 | 2010-11-23 | Ati Properties, Inc. | Metastable beta-titanium alloys and methods of processing the same by direct aging |
| US9255316B2 (en) | 2010-07-19 | 2016-02-09 | Ati Properties, Inc. | Processing of α+β titanium alloys |
| US8499605B2 (en) | 2010-07-28 | 2013-08-06 | Ati Properties, Inc. | Hot stretch straightening of high strength α/β processed titanium |
| US8613818B2 (en) | 2010-09-15 | 2013-12-24 | Ati Properties, Inc. | Processing routes for titanium and titanium alloys |
| US9206497B2 (en) | 2010-09-15 | 2015-12-08 | Ati Properties, Inc. | Methods for processing titanium alloys |
| US10513755B2 (en) | 2010-09-23 | 2019-12-24 | Ati Properties Llc | High strength alpha/beta titanium alloy fasteners and fastener stock |
| JP5748267B2 (ja) * | 2011-04-22 | 2015-07-15 | 株式会社神戸製鋼所 | チタン合金ビレットおよびチタン合金ビレットの製造方法並びにチタン合金鍛造材の製造方法 |
| US8652400B2 (en) | 2011-06-01 | 2014-02-18 | Ati Properties, Inc. | Thermo-mechanical processing of nickel-base alloys |
| RU2469122C1 (ru) * | 2011-10-21 | 2012-12-10 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Уфимский государственный авиационный технический университет" | Способ термомеханической обработки заготовок из двухфазных титановых сплавов |
| US10119178B2 (en) * | 2012-01-12 | 2018-11-06 | Titanium Metals Corporation | Titanium alloy with improved properties |
| JP5477519B1 (ja) * | 2012-08-15 | 2014-04-23 | 新日鐵住金株式会社 | 強度および靭性に優れた省資源型チタン合金部材およびその製造方法 |
| US9050647B2 (en) | 2013-03-15 | 2015-06-09 | Ati Properties, Inc. | Split-pass open-die forging for hard-to-forge, strain-path sensitive titanium-base and nickel-base alloys |
| CN102978437A (zh) * | 2012-11-23 | 2013-03-20 | 西部金属材料股份有限公司 | 一种α+β两相钛合金及其加工方法 |
| US9869003B2 (en) | 2013-02-26 | 2018-01-16 | Ati Properties Llc | Methods for processing alloys |
| US9192981B2 (en) | 2013-03-11 | 2015-11-24 | Ati Properties, Inc. | Thermomechanical processing of high strength non-magnetic corrosion resistant material |
| US9777361B2 (en) | 2013-03-15 | 2017-10-03 | Ati Properties Llc | Thermomechanical processing of alpha-beta titanium alloys |
| US11111552B2 (en) | 2013-11-12 | 2021-09-07 | Ati Properties Llc | Methods for processing metal alloys |
| US10219847B2 (en) | 2015-04-24 | 2019-03-05 | Biomet Manufacturing, Llc | Bone fixation systems, devices, and methods |
| US10502252B2 (en) | 2015-11-23 | 2019-12-10 | Ati Properties Llc | Processing of alpha-beta titanium alloys |
| KR102221443B1 (ko) * | 2016-04-22 | 2021-02-26 | 아르코닉 인코포레이티드 | 압출된 티타늄 제품을 마무리하기 위한 개선된 방법 |
| BR112018071290A2 (pt) * | 2016-04-25 | 2019-02-05 | Arconic Inc | materiais bcc de titânio, alumínio, vanádio e ferro, e produtos feitos a partir destes |
| CN105803261B (zh) * | 2016-05-09 | 2018-01-02 | 东莞双瑞钛业有限公司 | 高尔夫球头用的高韧性铸造钛合金材料 |
| CN107699830B (zh) * | 2017-08-15 | 2019-04-12 | 昆明理工大学 | 一种同时提高工业纯钛强度和塑性的方法 |
| AU2018344767B2 (en) * | 2017-10-06 | 2021-03-04 | Monash University | Improved heat treatable titanium alloy |
| EP3878997A1 (en) * | 2020-03-11 | 2021-09-15 | BAE SYSTEMS plc | Method of forming precursor into a ti alloy article |
| US20230106504A1 (en) * | 2020-03-11 | 2023-04-06 | Bae Systems Plc | Method of forming precursor into a ti alloy article |
| KR20240056276A (ko) * | 2022-10-21 | 2024-04-30 | 국립순천대학교산학협력단 | 타이타늄 합금 및 이의 제조방법 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20050257864A1 (en) * | 2004-05-21 | 2005-11-24 | Brian Marquardt | Metastable beta-titanium alloys and methods of processing the same by direct aging |
| CN101104898A (zh) * | 2007-06-19 | 2008-01-16 | 中国科学院金属研究所 | 一种高热强性、高热稳定性的高温钛合金 |
| EP1882752A2 (en) * | 2005-05-16 | 2008-01-30 | Public Stock Company "VSMPO-AVISMA" Corporation | Titanium-based alloy |
Family Cites Families (368)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2974076A (en) | 1954-06-10 | 1961-03-07 | Crucible Steel Co America | Mixed phase, alpha-beta titanium alloys and method for making same |
| GB847103A (en) | 1956-08-20 | 1960-09-07 | Copperweld Steel Co | A method of making a bimetallic billet |
| US3025905A (en) | 1957-02-07 | 1962-03-20 | North American Aviation Inc | Method for precision forming |
| US3015292A (en) | 1957-05-13 | 1962-01-02 | Northrop Corp | Heated draw die |
| US2932886A (en) | 1957-05-28 | 1960-04-19 | Lukens Steel Co | Production of clad steel plates by the 2-ply method |
| US2857269A (en) | 1957-07-11 | 1958-10-21 | Crucible Steel Co America | Titanium base alloy and method of processing same |
| US2893864A (en) | 1958-02-04 | 1959-07-07 | Harris Geoffrey Thomas | Titanium base alloys |
| US3060564A (en) | 1958-07-14 | 1962-10-30 | North American Aviation Inc | Titanium forming method and means |
| US3082083A (en) | 1960-12-02 | 1963-03-19 | Armco Steel Corp | Alloy of stainless steel and articles |
| US3117471A (en) | 1962-07-17 | 1964-01-14 | Kenneth L O'connell | Method and means for making twist drills |
| US3313138A (en) | 1964-03-24 | 1967-04-11 | Crucible Steel Co America | Method of forging titanium alloy billets |
| US3379522A (en) | 1966-06-20 | 1968-04-23 | Titanium Metals Corp | Dispersoid titanium and titaniumbase alloys |
| US3436277A (en) * | 1966-07-08 | 1969-04-01 | Reactive Metals Inc | Method of processing metastable beta titanium alloy |
| GB1170997A (en) | 1966-07-14 | 1969-11-19 | Standard Pressed Steel Co | Alloy Articles. |
| US3489617A (en) | 1967-04-11 | 1970-01-13 | Titanium Metals Corp | Method for refining the beta grain size of alpha and alpha-beta titanium base alloys |
| US3469975A (en) | 1967-05-03 | 1969-09-30 | Reactive Metals Inc | Method of handling crevice-corrosion inducing halide solutions |
| US3605477A (en) | 1968-02-02 | 1971-09-20 | Arne H Carlson | Precision forming of titanium alloys and the like by use of induction heating |
| US4094708A (en) | 1968-02-16 | 1978-06-13 | Imperial Metal Industries (Kynoch) Limited | Titanium-base alloys |
| US3615378A (en) | 1968-10-02 | 1971-10-26 | Reactive Metals Inc | Metastable beta titanium-base alloy |
| US3584487A (en) | 1969-01-16 | 1971-06-15 | Arne H Carlson | Precision forming of titanium alloys and the like by use of induction heating |
| US3635068A (en) | 1969-05-07 | 1972-01-18 | Iit Res Inst | Hot forming of titanium and titanium alloys |
| US3649259A (en) | 1969-06-02 | 1972-03-14 | Wyman Gordon Co | Titanium alloy |
| GB1501622A (en) | 1972-02-16 | 1978-02-22 | Int Harvester Co | Metal shaping processes |
| US3676225A (en) | 1970-06-25 | 1972-07-11 | United Aircraft Corp | Thermomechanical processing of intermediate service temperature nickel-base superalloys |
| US3686041A (en) | 1971-02-17 | 1972-08-22 | Gen Electric | Method of producing titanium alloys having an ultrafine grain size and product produced thereby |
| DE2148519A1 (de) | 1971-09-29 | 1973-04-05 | Ottensener Eisenwerk Gmbh | Verfahren und vorrichtung zum erwaermen und boerdeln von ronden |
| DE2204343C3 (de) | 1972-01-31 | 1975-04-17 | Ottensener Eisenwerk Gmbh, 2000 Hamburg | Vorrichtung zur Randzonenerwärmung einer um die zentrische Normalachse umlaufenden Ronde |
| US3802877A (en) | 1972-04-18 | 1974-04-09 | Titanium Metals Corp | High strength titanium alloys |
| JPS5025418A (zh) | 1973-03-02 | 1975-03-18 | ||
| FR2237435A5 (zh) | 1973-07-10 | 1975-02-07 | Aerospatiale | |
| JPS5339183B2 (zh) | 1974-07-22 | 1978-10-19 | ||
| SU534518A1 (ru) | 1974-10-03 | 1976-11-05 | Предприятие П/Я В-2652 | Способ термомеханической обработки сплавов на основе титана |
| US4098623A (en) | 1975-08-01 | 1978-07-04 | Hitachi, Ltd. | Method for heat treatment of titanium alloy |
| FR2341384A1 (fr) | 1976-02-23 | 1977-09-16 | Little Inc A | Lubrifiant et procede de formage a chaud des metaux |
| US4053330A (en) | 1976-04-19 | 1977-10-11 | United Technologies Corporation | Method for improving fatigue properties of titanium alloy articles |
| US4138141A (en) | 1977-02-23 | 1979-02-06 | General Signal Corporation | Force absorbing device and force transmission device |
| US4120187A (en) | 1977-05-24 | 1978-10-17 | General Dynamics Corporation | Forming curved segments from metal plates |
| SU631234A1 (ru) | 1977-06-01 | 1978-11-05 | Karpushin Viktor N | Способ правки листов из высокопрочных сплавов |
| US4163380A (en) | 1977-10-11 | 1979-08-07 | Lockheed Corporation | Forming of preconsolidated metal matrix composites |
| US4197643A (en) | 1978-03-14 | 1980-04-15 | University Of Connecticut | Orthodontic appliance of titanium alloy |
| US4309226A (en) | 1978-10-10 | 1982-01-05 | Chen Charlie C | Process for preparation of near-alpha titanium alloys |
| US4229216A (en) | 1979-02-22 | 1980-10-21 | Rockwell International Corporation | Titanium base alloy |
| JPS6039744B2 (ja) | 1979-02-23 | 1985-09-07 | 三菱マテリアル株式会社 | 時効硬化型チタン合金部材の矯正時効処理方法 |
| JPS5762820A (en) | 1980-09-29 | 1982-04-16 | Akio Nakano | Method of secondary operation for metallic product |
| JPS5762846A (en) | 1980-09-29 | 1982-04-16 | Akio Nakano | Die casting and working method |
| CA1194346A (en) | 1981-04-17 | 1985-10-01 | Edward F. Clatworthy | Corrosion resistant high strength nickel-base alloy |
| US4639281A (en) | 1982-02-19 | 1987-01-27 | Mcdonnell Douglas Corporation | Advanced titanium composite |
| JPS58167724A (ja) | 1982-03-26 | 1983-10-04 | Kobe Steel Ltd | 石油掘削スタビライザ−用素材の製造方法 |
| JPS58210158A (ja) | 1982-05-31 | 1983-12-07 | Sumitomo Metal Ind Ltd | 耐食性の優れた油井管用高強度合金 |
| SU1088397A1 (ru) | 1982-06-01 | 1991-02-15 | Предприятие П/Я А-1186 | Способ термоправки издели из титановых сплавов |
| DE3382737T2 (de) | 1982-11-10 | 1994-05-19 | Mitsubishi Heavy Ind Ltd | Nickel-Chrom-Legierung. |
| US4473125A (en) | 1982-11-17 | 1984-09-25 | Fansteel Inc. | Insert for drill bits and drill stabilizers |
| FR2545104B1 (fr) | 1983-04-26 | 1987-08-28 | Nacam | Procede de recuit localise par chauffage par indication d'un flan de tole et poste de traitement thermique pour sa mise en oeuvre |
| RU1131234C (ru) | 1983-06-09 | 1994-10-30 | ВНИИ авиационных материалов | Сплав на основе титана |
| US4510788A (en) | 1983-06-21 | 1985-04-16 | Trw Inc. | Method of forging a workpiece |
| SU1135798A1 (ru) | 1983-07-27 | 1985-01-23 | Московский Ордена Октябрьской Революции И Ордена Трудового Красного Знамени Институт Стали И Сплавов | Способ обработки заготовок из титановых сплавов |
| JPS6046358A (ja) | 1983-08-22 | 1985-03-13 | Sumitomo Metal Ind Ltd | α+β型チタン合金の製造方法 |
| US4543132A (en) | 1983-10-31 | 1985-09-24 | United Technologies Corporation | Processing for titanium alloys |
| JPS60100655A (ja) | 1983-11-04 | 1985-06-04 | Mitsubishi Metal Corp | 耐応力腐食割れ性のすぐれた高Cr含有Νi基合金部材の製造法 |
| US4554028A (en) | 1983-12-13 | 1985-11-19 | Carpenter Technology Corporation | Large warm worked, alloy article |
| FR2557145B1 (fr) | 1983-12-21 | 1986-05-23 | Snecma | Procede de traitements thermomecaniques pour superalliages en vue d'obtenir des structures a hautes caracteristiques mecaniques |
| US4482398A (en) | 1984-01-27 | 1984-11-13 | The United States Of America As Represented By The Secretary Of The Air Force | Method for refining microstructures of cast titanium articles |
| DE3405805A1 (de) | 1984-02-17 | 1985-08-22 | Siemens AG, 1000 Berlin und 8000 München | Schutzrohranordnung fuer glasfaser |
| JPS6160871A (ja) | 1984-08-30 | 1986-03-28 | Mitsubishi Heavy Ind Ltd | チタン合金の製造法 |
| US4631092A (en) | 1984-10-18 | 1986-12-23 | The Garrett Corporation | Method for heat treating cast titanium articles to improve their mechanical properties |
| GB8429892D0 (en) | 1984-11-27 | 1985-01-03 | Sonat Subsea Services Uk Ltd | Cleaning pipes |
| US4690716A (en) | 1985-02-13 | 1987-09-01 | Westinghouse Electric Corp. | Process for forming seamless tubing of zirconium or titanium alloys from welded precursors |
| JPS61217562A (ja) | 1985-03-22 | 1986-09-27 | Nippon Steel Corp | チタン熱延板の製造方法 |
| AT381658B (de) | 1985-06-25 | 1986-11-10 | Ver Edelstahlwerke Ag | Verfahren zur herstellung von amagnetischen bohrstrangteilen |
| JPH0686638B2 (ja) | 1985-06-27 | 1994-11-02 | 三菱マテリアル株式会社 | 加工性の優れた高強度Ti合金材及びその製造方法 |
| US4668290A (en) | 1985-08-13 | 1987-05-26 | Pfizer Hospital Products Group Inc. | Dispersion strengthened cobalt-chromium-molybdenum alloy produced by gas atomization |
| US4714468A (en) | 1985-08-13 | 1987-12-22 | Pfizer Hospital Products Group Inc. | Prosthesis formed from dispersion strengthened cobalt-chromium-molybdenum alloy produced by gas atomization |
| JPS62109956A (ja) | 1985-11-08 | 1987-05-21 | Sumitomo Metal Ind Ltd | チタン合金の製造方法 |
| JPS62127074A (ja) | 1985-11-28 | 1987-06-09 | 三菱マテリアル株式会社 | TiまたはTi合金製ゴルフシヤフト素材の製造法 |
| JPS62149859A (ja) | 1985-12-24 | 1987-07-03 | Nippon Mining Co Ltd | β型チタン合金線材の製造方法 |
| JPS62227597A (ja) | 1986-03-28 | 1987-10-06 | Sumitomo Metal Ind Ltd | 固相接合用2相系ステンレス鋼薄帯 |
| US4769087A (en) | 1986-06-02 | 1988-09-06 | United Technologies Corporation | Nickel base superalloy articles and method for making |
| DE3622433A1 (de) | 1986-07-03 | 1988-01-21 | Deutsche Forsch Luft Raumfahrt | Verfahren zur verbesserung der statischen und dynamischen mechanischen eigenschaften von ((alpha)+ss)-titanlegierungen |
| JPS6349302A (ja) | 1986-08-18 | 1988-03-02 | Kawasaki Steel Corp | 形鋼の製造方法 |
| US4799975A (en) | 1986-10-07 | 1989-01-24 | Nippon Kokan Kabushiki Kaisha | Method for producing beta type titanium alloy materials having excellent strength and elongation |
| JPS63188426A (ja) | 1987-01-29 | 1988-08-04 | Sekisui Chem Co Ltd | 板状材料の連続成形方法 |
| FR2614040B1 (fr) | 1987-04-16 | 1989-06-30 | Cezus Co Europ Zirconium | Procede de fabrication d'une piece en alliage de titane et piece obtenue |
| CH672450A5 (zh) | 1987-05-13 | 1989-11-30 | Bbc Brown Boveri & Cie | |
| JPH0694057B2 (ja) | 1987-12-12 | 1994-11-24 | 新日本製鐵株式會社 | 耐海水性に優れたオーステナイト系ステンレス鋼の製造方法 |
| JPH01272750A (ja) | 1988-04-26 | 1989-10-31 | Nippon Steel Corp | α+β型Ti合金展伸材の製造方法 |
| JPH01279736A (ja) | 1988-05-02 | 1989-11-10 | Nippon Mining Co Ltd | β型チタン合金材の熱処理方法 |
| US4808249A (en) | 1988-05-06 | 1989-02-28 | The United States Of America As Represented By The Secretary Of The Air Force | Method for making an integral titanium alloy article having at least two distinct microstructural regions |
| US4851055A (en) | 1988-05-06 | 1989-07-25 | The United States Of America As Represented By The Secretary Of The Air Force | Method of making titanium alloy articles having distinct microstructural regions corresponding to high creep and fatigue resistance |
| US4888973A (en) | 1988-09-06 | 1989-12-26 | Murdock, Inc. | Heater for superplastic forming of metals |
| US4857269A (en) | 1988-09-09 | 1989-08-15 | Pfizer Hospital Products Group Inc. | High strength, low modulus, ductile, biopcompatible titanium alloy |
| CA2004548C (en) | 1988-12-05 | 1996-12-31 | Kenji Aihara | Metallic material having ultra-fine grain structure and method for its manufacture |
| US4957567A (en) | 1988-12-13 | 1990-09-18 | General Electric Company | Fatigue crack growth resistant nickel-base article and alloy and method for making |
| US5173134A (en) | 1988-12-14 | 1992-12-22 | Aluminum Company Of America | Processing alpha-beta titanium alloys by beta as well as alpha plus beta forging |
| US4975125A (en) | 1988-12-14 | 1990-12-04 | Aluminum Company Of America | Titanium alpha-beta alloy fabricated material and process for preparation |
| JPH02205661A (ja) | 1989-02-06 | 1990-08-15 | Sumitomo Metal Ind Ltd | β型チタン合金製スプリングの製造方法 |
| US4943412A (en) | 1989-05-01 | 1990-07-24 | Timet | High strength alpha-beta titanium-base alloy |
| US4980127A (en) | 1989-05-01 | 1990-12-25 | Titanium Metals Corporation Of America (Timet) | Oxidation resistant titanium-base alloy |
| US5366598A (en) | 1989-06-30 | 1994-11-22 | Eltech Systems Corporation | Method of using a metal substrate of improved surface morphology |
| US5256369A (en) | 1989-07-10 | 1993-10-26 | Nkk Corporation | Titanium base alloy for excellent formability and method of making thereof and method of superplastic forming thereof |
| US5074907A (en) | 1989-08-16 | 1991-12-24 | General Electric Company | Method for developing enhanced texture in titanium alloys, and articles made thereby |
| JP2536673B2 (ja) | 1989-08-29 | 1996-09-18 | 日本鋼管株式会社 | 冷間加工用チタン合金材の熱処理方法 |
| US5041262A (en) | 1989-10-06 | 1991-08-20 | General Electric Company | Method of modifying multicomponent titanium alloys and alloy produced |
| JPH03134124A (ja) | 1989-10-19 | 1991-06-07 | Agency Of Ind Science & Technol | 耐エロージョン性に優れたチタン合金及びその製造方法 |
| US5026520A (en) | 1989-10-23 | 1991-06-25 | Cooper Industries, Inc. | Fine grain titanium forgings and a method for their production |
| US5169597A (en) | 1989-12-21 | 1992-12-08 | Davidson James A | Biocompatible low modulus titanium alloy for medical implants |
| KR920004946B1 (ko) | 1989-12-30 | 1992-06-22 | 포항종합제철 주식회사 | 산세성이 우수한 오스테나이트 스테인레스강의 제조방법 |
| JPH03264618A (ja) | 1990-03-14 | 1991-11-25 | Nippon Steel Corp | オーステナイト系ステンレス鋼の結晶粒制御圧延法 |
| US5244517A (en) | 1990-03-20 | 1993-09-14 | Daido Tokushuko Kabushiki Kaisha | Manufacturing titanium alloy component by beta forming |
| US5032189A (en) | 1990-03-26 | 1991-07-16 | The United States Of America As Represented By The Secretary Of The Air Force | Method for refining the microstructure of beta processed ingot metallurgy titanium alloy articles |
| US5094812A (en) | 1990-04-12 | 1992-03-10 | Carpenter Technology Corporation | Austenitic, non-magnetic, stainless steel alloy |
| JPH0436445A (ja) | 1990-05-31 | 1992-02-06 | Sumitomo Metal Ind Ltd | 耐食性チタン合金継目無管の製造方法 |
| JP2841766B2 (ja) | 1990-07-13 | 1998-12-24 | 住友金属工業株式会社 | 耐食性チタン合金溶接管の製造方法 |
| JP2968822B2 (ja) | 1990-07-17 | 1999-11-02 | 株式会社神戸製鋼所 | 高強度・高延性β型Ti合金材の製法 |
| JPH04103737A (ja) | 1990-08-22 | 1992-04-06 | Sumitomo Metal Ind Ltd | 高強度高靭性チタン合金およびその製造方法 |
| DE69107758T2 (de) | 1990-10-01 | 1995-10-12 | Sumitomo Metal Ind | Verfahren zur Verbesserung der Zerspanbarkeit von Titan und Titanlegierungen, und Titanlegierungen mit guter Zerspanbarkeit. |
| JPH04143236A (ja) | 1990-10-03 | 1992-05-18 | Nkk Corp | 冷間加工性に優れた高強度α型チタン合金 |
| JPH04168227A (ja) | 1990-11-01 | 1992-06-16 | Kawasaki Steel Corp | オーステナイト系ステンレス鋼板又は鋼帯の製造方法 |
| DE69128692T2 (de) | 1990-11-09 | 1998-06-18 | Toyoda Chuo Kenkyusho Kk | Titanlegierung aus Sinterpulver und Verfahren zu deren Herstellung |
| RU2003417C1 (ru) | 1990-12-14 | 1993-11-30 | Всероссийский институт легких сплавов | Способ получени кованых полуфабрикатов из литых сплавов системы TI - AL |
| FR2676460B1 (fr) | 1991-05-14 | 1993-07-23 | Cezus Co Europ Zirconium | Procede de fabrication d'une piece en alliage de titane comprenant un corroyage a chaud modifie et piece obtenue. |
| US5219521A (en) | 1991-07-29 | 1993-06-15 | Titanium Metals Corporation | Alpha-beta titanium-base alloy and method for processing thereof |
| US5360496A (en) | 1991-08-26 | 1994-11-01 | Aluminum Company Of America | Nickel base alloy forged parts |
| US5374323A (en) | 1991-08-26 | 1994-12-20 | Aluminum Company Of America | Nickel base alloy forged parts |
| DE4228528A1 (de) | 1991-08-29 | 1993-03-04 | Okuma Machinery Works Ltd | Verfahren und vorrichtung zur metallblechverarbeitung |
| JP2606023B2 (ja) | 1991-09-02 | 1997-04-30 | 日本鋼管株式会社 | 高強度高靭性α+β型チタン合金の製造方法 |
| CN1028375C (zh) | 1991-09-06 | 1995-05-10 | 中国科学院金属研究所 | 一种钛镍合金箔及板材的制取工艺 |
| GB9121147D0 (en) | 1991-10-04 | 1991-11-13 | Ici Plc | Method for producing clad metal plate |
| JPH05117791A (ja) | 1991-10-28 | 1993-05-14 | Sumitomo Metal Ind Ltd | 高強度高靱性で冷間加工可能なチタン合金 |
| US5162159A (en) | 1991-11-14 | 1992-11-10 | The Standard Oil Company | Metal alloy coated reinforcements for use in metal matrix composites |
| US5201967A (en) | 1991-12-11 | 1993-04-13 | Rmi Titanium Company | Method for improving aging response and uniformity in beta-titanium alloys |
| JP3532565B2 (ja) | 1991-12-31 | 2004-05-31 | ミネソタ マイニング アンド マニュファクチャリング カンパニー | 再剥離型低溶融粘度アクリル系感圧接着剤 |
| JPH05195175A (ja) | 1992-01-16 | 1993-08-03 | Sumitomo Electric Ind Ltd | 高疲労強度βチタン合金ばねの製造方法 |
| US5226981A (en) | 1992-01-28 | 1993-07-13 | Sandvik Special Metals, Corp. | Method of manufacturing corrosion resistant tubing from welded stock of titanium or titanium base alloy |
| JP2669261B2 (ja) | 1992-04-23 | 1997-10-27 | 三菱電機株式会社 | フォーミングレールの製造装置 |
| US5399212A (en) | 1992-04-23 | 1995-03-21 | Aluminum Company Of America | High strength titanium-aluminum alloy having improved fatigue crack growth resistance |
| US5277718A (en) | 1992-06-18 | 1994-01-11 | General Electric Company | Titanium article having improved response to ultrasonic inspection, and method therefor |
| KR0148414B1 (ko) | 1992-07-16 | 1998-11-02 | 다나카 미노루 | 티타늄 합금제 엔진밸브 및, 그것의 제조방법 |
| JP3839493B2 (ja) | 1992-11-09 | 2006-11-01 | 日本発条株式会社 | Ti−Al系金属間化合物からなる部材の製造方法 |
| US5310522A (en) | 1992-12-07 | 1994-05-10 | Carondelet Foundry Company | Heat and corrosion resistant iron-nickel-chromium alloy |
| FR2711674B1 (fr) | 1993-10-21 | 1996-01-12 | Creusot Loire | Acier inoxydable austénitique à hautes caractéristiques ayant une grande stabilité structurale et utilisations. |
| US5358686A (en) | 1993-02-17 | 1994-10-25 | Parris Warren M | Titanium alloy containing Al, V, Mo, Fe, and oxygen for plate applications |
| US5332545A (en) | 1993-03-30 | 1994-07-26 | Rmi Titanium Company | Method of making low cost Ti-6A1-4V ballistic alloy |
| FR2712307B1 (fr) | 1993-11-10 | 1996-09-27 | United Technologies Corp | Articles en super-alliage à haute résistance mécanique et à la fissuration et leur procédé de fabrication. |
| JP3083225B2 (ja) | 1993-12-01 | 2000-09-04 | オリエント時計株式会社 | チタン合金製装飾品の製造方法、および時計外装部品 |
| JPH07179962A (ja) | 1993-12-24 | 1995-07-18 | Nkk Corp | 連続繊維強化チタン基複合材料及びその製造方法 |
| JP2988246B2 (ja) | 1994-03-23 | 1999-12-13 | 日本鋼管株式会社 | (α+β)型チタン合金超塑性成形部材の製造方法 |
| JP2877013B2 (ja) | 1994-05-25 | 1999-03-31 | 株式会社神戸製鋼所 | 耐摩耗性に優れた表面処理金属部材およびその製法 |
| US5442847A (en) | 1994-05-31 | 1995-08-22 | Rockwell International Corporation | Method for thermomechanical processing of ingot metallurgy near gamma titanium aluminides to refine grain size and optimize mechanical properties |
| JPH0859559A (ja) | 1994-08-23 | 1996-03-05 | Mitsubishi Chem Corp | ジアルキルカーボネートの製造方法 |
| JPH0890074A (ja) | 1994-09-20 | 1996-04-09 | Nippon Steel Corp | チタンおよびチタン合金線材の矯直方法 |
| US5472526A (en) | 1994-09-30 | 1995-12-05 | General Electric Company | Method for heat treating Ti/Al-base alloys |
| AU705336B2 (en) | 1994-10-14 | 1999-05-20 | Osteonics Corp. | Low modulus, biocompatible titanium base alloys for medical devices |
| US5698050A (en) | 1994-11-15 | 1997-12-16 | Rockwell International Corporation | Method for processing-microstructure-property optimization of α-β beta titanium alloys to obtain simultaneous improvements in mechanical properties and fracture resistance |
| US5759484A (en) | 1994-11-29 | 1998-06-02 | Director General Of The Technical Research And Developent Institute, Japan Defense Agency | High strength and high ductility titanium alloy |
| JP3319195B2 (ja) | 1994-12-05 | 2002-08-26 | 日本鋼管株式会社 | α+β型チタン合金の高靱化方法 |
| US5547523A (en) | 1995-01-03 | 1996-08-20 | General Electric Company | Retained strain forging of ni-base superalloys |
| US6059904A (en) | 1995-04-27 | 2000-05-09 | General Electric Company | Isothermal and high retained strain forging of Ni-base superalloys |
| JPH08300044A (ja) | 1995-04-27 | 1996-11-19 | Nippon Steel Corp | 棒線材連続矯正装置 |
| US5600989A (en) | 1995-06-14 | 1997-02-11 | Segal; Vladimir | Method of and apparatus for processing tungsten heavy alloys for kinetic energy penetrators |
| EP0852164B1 (en) | 1995-09-13 | 2002-12-11 | Kabushiki Kaisha Toshiba | Method for manufacturing titanium alloy turbine blades and titanium alloy turbine blades |
| JP3445991B2 (ja) | 1995-11-14 | 2003-09-16 | Jfeスチール株式会社 | 面内異方性の小さいα+β型チタン合金材の製造方法 |
| US5649280A (en) | 1996-01-02 | 1997-07-15 | General Electric Company | Method for controlling grain size in Ni-base superalloys |
| JP3873313B2 (ja) | 1996-01-09 | 2007-01-24 | 住友金属工業株式会社 | 高強度チタン合金の製造方法 |
| US5656403A (en) | 1996-01-30 | 1997-08-12 | United Microelectronics Corporation | Method and template for focus control in lithography process |
| US5759305A (en) | 1996-02-07 | 1998-06-02 | General Electric Company | Grain size control in nickel base superalloys |
| JPH09215786A (ja) | 1996-02-15 | 1997-08-19 | Mitsubishi Materials Corp | ゴルフクラブヘッドおよびその製造方法 |
| US5861070A (en) | 1996-02-27 | 1999-01-19 | Oregon Metallurgical Corporation | Titanium-aluminum-vanadium alloys and products made using such alloys |
| JP3838445B2 (ja) | 1996-03-15 | 2006-10-25 | 本田技研工業株式会社 | チタン合金製ブレーキローター及びその製造方法 |
| CN1083015C (zh) | 1996-03-29 | 2002-04-17 | 株式会社神户制钢所 | 高强度钛合金及其制品以及该制品的制造方法 |
| JPH1088293A (ja) | 1996-04-16 | 1998-04-07 | Nippon Steel Corp | 粗悪燃料および廃棄物を燃焼する環境において耐食性を有する合金、該合金を用いた鋼管およびその製造方法 |
| DE19743802C2 (de) | 1996-10-07 | 2000-09-14 | Benteler Werke Ag | Verfahren zur Herstellung eines metallischen Formbauteils |
| RU2134308C1 (ru) | 1996-10-18 | 1999-08-10 | Институт проблем сверхпластичности металлов РАН | Способ обработки титановых сплавов |
| JPH10128459A (ja) | 1996-10-21 | 1998-05-19 | Daido Steel Co Ltd | リングの後方スピニング加工方法 |
| IT1286276B1 (it) | 1996-10-24 | 1998-07-08 | Univ Bologna | Metodo per la rimozione totale o parziale di pesticidi e/o fitofarmaci da liquidi alimentari e non mediante l'uso di derivati della |
| WO1998022629A2 (en) | 1996-11-22 | 1998-05-28 | Dongjian Li | A new class of beta titanium-based alloys with high strength and good ductility |
| US5897830A (en) | 1996-12-06 | 1999-04-27 | Dynamet Technology | P/M titanium composite casting |
| US6044685A (en) | 1997-08-29 | 2000-04-04 | Wyman Gordon | Closed-die forging process and rotationally incremental forging press |
| US5795413A (en) | 1996-12-24 | 1998-08-18 | General Electric Company | Dual-property alpha-beta titanium alloy forgings |
| JP3959766B2 (ja) | 1996-12-27 | 2007-08-15 | 大同特殊鋼株式会社 | 耐熱性にすぐれたTi合金の処理方法 |
| FR2760469B1 (fr) | 1997-03-05 | 1999-10-22 | Onera (Off Nat Aerospatiale) | Aluminium de titane utilisable a temperature elevee |
| US5954724A (en) | 1997-03-27 | 1999-09-21 | Davidson; James A. | Titanium molybdenum hafnium alloys for medical implants and devices |
| US5980655A (en) | 1997-04-10 | 1999-11-09 | Oremet-Wah Chang | Titanium-aluminum-vanadium alloys and products made therefrom |
| JPH10306335A (ja) | 1997-04-30 | 1998-11-17 | Nkk Corp | (α+β)型チタン合金棒線材およびその製造方法 |
| US6071360A (en) | 1997-06-09 | 2000-06-06 | The Boeing Company | Controlled strain rate forming of thick titanium plate |
| JPH11223221A (ja) | 1997-07-01 | 1999-08-17 | Nippon Seiko Kk | 転がり軸受 |
| US6569270B2 (en) | 1997-07-11 | 2003-05-27 | Honeywell International Inc. | Process for producing a metal article |
| KR100319651B1 (ko) | 1997-09-24 | 2002-03-08 | 마스다 노부유키 | 고주파유도가열을이용하는자동판굽힘가공장치 |
| US20050047952A1 (en) | 1997-11-05 | 2005-03-03 | Allvac Ltd. | Non-magnetic corrosion resistant high strength steels |
| FR2772790B1 (fr) | 1997-12-18 | 2000-02-04 | Snecma | ALLIAGES INTERMETALLIQUES A BASE DE TITANE DU TYPE Ti2AlNb A HAUTE LIMITE D'ELASTICITE ET FORTE RESISTANCE AU FLUAGE |
| EP0970764B1 (en) | 1998-01-29 | 2009-03-18 | Amino Corporation | Apparatus for dieless forming plate materials |
| JP2002505382A (ja) | 1998-03-05 | 2002-02-19 | メムリー・コーポレイション | 擬弾性ベータチタン合金およびその使用 |
| KR19990074014A (ko) | 1998-03-05 | 1999-10-05 | 신종계 | 선체 외판의 곡면가공 자동화 장치 |
| US6032508A (en) | 1998-04-24 | 2000-03-07 | Msp Industries Corporation | Apparatus and method for near net warm forging of complex parts from axi-symmetrical workpieces |
| JPH11309521A (ja) | 1998-04-24 | 1999-11-09 | Nippon Steel Corp | ステンレス製筒形部材のバルジ成形方法 |
| JPH11319958A (ja) | 1998-05-19 | 1999-11-24 | Mitsubishi Heavy Ind Ltd | 曲がりクラッド管およびその製造方法 |
| US20010041148A1 (en) | 1998-05-26 | 2001-11-15 | Kabushiki Kaisha Kobe Seiko Sho | Alpha + beta type titanium alloy, process for producing titanium alloy, process for coil rolling, and process for producing cold-rolled coil of titanium alloy |
| EP0969109B1 (en) | 1998-05-26 | 2006-10-11 | Kabushiki Kaisha Kobe Seiko Sho | Titanium alloy and process for production |
| JP3417844B2 (ja) | 1998-05-28 | 2003-06-16 | 株式会社神戸製鋼所 | 加工性に優れた高強度Ti合金の製法 |
| FR2779155B1 (fr) | 1998-05-28 | 2004-10-29 | Kobe Steel Ltd | Alliage de titane et sa preparation |
| JP3452798B2 (ja) | 1998-05-28 | 2003-09-29 | 株式会社神戸製鋼所 | 高強度β型Ti合金 |
| US6632304B2 (en) * | 1998-05-28 | 2003-10-14 | Kabushiki Kaisha Kobe Seiko Sho | Titanium alloy and production thereof |
| JP2000153372A (ja) | 1998-11-19 | 2000-06-06 | Nkk Corp | 施工性に優れた銅または銅合金クラッド鋼板の製造方法 |
| US6334912B1 (en) | 1998-12-31 | 2002-01-01 | General Electric Company | Thermomechanical method for producing superalloys with increased strength and thermal stability |
| US6409852B1 (en) | 1999-01-07 | 2002-06-25 | Jiin-Huey Chern | Biocompatible low modulus titanium alloy for medical implant |
| US6143241A (en) | 1999-02-09 | 2000-11-07 | Chrysalis Technologies, Incorporated | Method of manufacturing metallic products such as sheet by cold working and flash annealing |
| US6187045B1 (en) | 1999-02-10 | 2001-02-13 | Thomas K. Fehring | Enhanced biocompatible implants and alloys |
| JP3681095B2 (ja) | 1999-02-16 | 2005-08-10 | 株式会社クボタ | 内面突起付き熱交換用曲げ管 |
| JP3268639B2 (ja) | 1999-04-09 | 2002-03-25 | 独立行政法人産業技術総合研究所 | 強加工装置、強加工法並びに被強加工金属系材料 |
| RU2150528C1 (ru) | 1999-04-20 | 2000-06-10 | ОАО Верхнесалдинское металлургическое производственное объединение | Сплав на основе титана |
| US6558273B2 (en) | 1999-06-08 | 2003-05-06 | K. K. Endo Seisakusho | Method for manufacturing a golf club |
| JP2001071037A (ja) | 1999-09-03 | 2001-03-21 | Matsushita Electric Ind Co Ltd | マグネシウム合金のプレス加工方法およびプレス加工装置 |
| US6402859B1 (en) | 1999-09-10 | 2002-06-11 | Terumo Corporation | β-titanium alloy wire, method for its production and medical instruments made by said β-titanium alloy wire |
| JP4562830B2 (ja) | 1999-09-10 | 2010-10-13 | トクセン工業株式会社 | βチタン合金細線の製造方法 |
| US7024897B2 (en) | 1999-09-24 | 2006-04-11 | Hot Metal Gas Forming Intellectual Property, Inc. | Method of forming a tubular blank into a structural component and die therefor |
| RU2172359C1 (ru) | 1999-11-25 | 2001-08-20 | Государственное предприятие Всероссийский научно-исследовательский институт авиационных материалов | Сплав на основе титана и изделие, выполненное из него |
| US6387197B1 (en) | 2000-01-11 | 2002-05-14 | General Electric Company | Titanium processing methods for ultrasonic noise reduction |
| RU2156828C1 (ru) | 2000-02-29 | 2000-09-27 | Воробьев Игорь Андреевич | СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКАМИ ИЗ ДВУХФАЗНЫХ (α+β) ТИТАНОВЫХ СПЛАВОВ |
| US6332935B1 (en) | 2000-03-24 | 2001-12-25 | General Electric Company | Processing of titanium-alloy billet for improved ultrasonic inspectability |
| US6399215B1 (en) | 2000-03-28 | 2002-06-04 | The Regents Of The University Of California | Ultrafine-grained titanium for medical implants |
| JP2001343472A (ja) | 2000-03-31 | 2001-12-14 | Seiko Epson Corp | 時計用外装部品の製造方法、時計用外装部品及び時計 |
| JP3753608B2 (ja) | 2000-04-17 | 2006-03-08 | 株式会社日立製作所 | 逐次成形方法とその装置 |
| US6532786B1 (en) | 2000-04-19 | 2003-03-18 | D-J Engineering, Inc. | Numerically controlled forming method |
| US6197129B1 (en) | 2000-05-04 | 2001-03-06 | The United States Of America As Represented By The United States Department Of Energy | Method for producing ultrafine-grained materials using repetitive corrugation and straightening |
| JP2001348635A (ja) * | 2000-06-05 | 2001-12-18 | Nikkin Material:Kk | 冷間加工性と加工硬化に優れたチタン合金 |
| US6484387B1 (en) | 2000-06-07 | 2002-11-26 | L. H. Carbide Corporation | Progressive stamping die assembly having transversely movable die station and method of manufacturing a stack of laminae therewith |
| AT408889B (de) | 2000-06-30 | 2002-03-25 | Schoeller Bleckmann Oilfield T | Korrosionsbeständiger werkstoff |
| RU2169204C1 (ru) | 2000-07-19 | 2001-06-20 | ОАО Верхнесалдинское металлургическое производственное объединение | Сплав на основе титана и способ термической обработки крупногабаритных полуфабрикатов из этого сплава |
| RU2169782C1 (ru) * | 2000-07-19 | 2001-06-27 | ОАО Верхнесалдинское металлургическое производственное объединение | Сплав на основе титана и способ термической обработки крупногабаритных полуфабрикатов из этого сплава |
| US6877349B2 (en) | 2000-08-17 | 2005-04-12 | Industrial Origami, Llc | Method for precision bending of sheet of materials, slit sheets fabrication process |
| JP2002069591A (ja) | 2000-09-01 | 2002-03-08 | Nkk Corp | 高耐食ステンレス鋼 |
| UA38805A (uk) | 2000-10-16 | 2001-05-15 | Інститут Металофізики Національної Академії Наук України | Сплав на основі титану |
| US6946039B1 (en) | 2000-11-02 | 2005-09-20 | Honeywell International Inc. | Physical vapor deposition targets, and methods of fabricating metallic materials |
| JP2002146497A (ja) | 2000-11-08 | 2002-05-22 | Daido Steel Co Ltd | Ni基合金の製造方法 |
| US6384388B1 (en) | 2000-11-17 | 2002-05-07 | Meritor Suspension Systems Company | Method of enhancing the bending process of a stabilizer bar |
| JP3742558B2 (ja) | 2000-12-19 | 2006-02-08 | 新日本製鐵株式会社 | 高延性で板面内材質異方性の小さい一方向圧延チタン板およびその製造方法 |
| WO2002070763A1 (fr) | 2001-02-28 | 2002-09-12 | Jfe Steel Corporation | Barre d'alliage de titane et procede de fabrication |
| WO2002077305A1 (fr) | 2001-03-26 | 2002-10-03 | Kabushiki Kaisha Toyota Chuo Kenkyusho | Alliage de titane a haute resistance et son procede de production |
| US6539765B2 (en) | 2001-03-28 | 2003-04-01 | Gary Gates | Rotary forging and quenching apparatus and method |
| US6536110B2 (en) | 2001-04-17 | 2003-03-25 | United Technologies Corporation | Integrally bladed rotor airfoil fabrication and repair techniques |
| US6576068B2 (en) | 2001-04-24 | 2003-06-10 | Ati Properties, Inc. | Method of producing stainless steels having improved corrosion resistance |
| RU2203974C2 (ru) | 2001-05-07 | 2003-05-10 | ОАО Верхнесалдинское металлургическое производственное объединение | Сплав на основе титана |
| DE10128199B4 (de) | 2001-06-11 | 2007-07-12 | Benteler Automobiltechnik Gmbh | Vorrichtung zur Umformung von Metallblechen |
| RU2197555C1 (ru) | 2001-07-11 | 2003-01-27 | Общество с ограниченной ответственностью Научно-производственное предприятие "Велес" | СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКАМИ ИЗ (α+β) ТИТАНОВЫХ СПЛАВОВ |
| JP3934372B2 (ja) | 2001-08-15 | 2007-06-20 | 株式会社神戸製鋼所 | 高強度および低ヤング率のβ型Ti合金並びにその製造方法 |
| JP2003074566A (ja) | 2001-08-31 | 2003-03-12 | Nsk Ltd | 転動装置 |
| CN1159472C (zh) | 2001-09-04 | 2004-07-28 | 北京航空材料研究院 | 钛合金准β锻造工艺 |
| US6663501B2 (en) | 2001-12-07 | 2003-12-16 | Charlie C. Chen | Macro-fiber process for manufacturing a face for a metal wood golf club |
| US20030168138A1 (en) | 2001-12-14 | 2003-09-11 | Marquardt Brian J. | Method for processing beta titanium alloys |
| JP3777130B2 (ja) | 2002-02-19 | 2006-05-24 | 本田技研工業株式会社 | 逐次成形装置 |
| FR2836640B1 (fr) | 2002-03-01 | 2004-09-10 | Snecma Moteurs | Produits minces en alliages de titane beta ou quasi beta fabrication par forgeage |
| JP2003285126A (ja) | 2002-03-25 | 2003-10-07 | Toyota Motor Corp | 温間塑性加工方法 |
| RU2217260C1 (ru) | 2002-04-04 | 2003-11-27 | ОАО Верхнесалдинское металлургическое производственное объединение | СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ИЗ α- И (α+β)-ТИТАНОВЫХ СПЛАВОВ |
| US6786985B2 (en) | 2002-05-09 | 2004-09-07 | Titanium Metals Corp. | Alpha-beta Ti-Ai-V-Mo-Fe alloy |
| JP2003334633A (ja) | 2002-05-16 | 2003-11-25 | Daido Steel Co Ltd | 段付き軸形状品の製造方法 |
| US7410610B2 (en) | 2002-06-14 | 2008-08-12 | General Electric Company | Method for producing a titanium metallic composition having titanium boride particles dispersed therein |
| US6918974B2 (en) | 2002-08-26 | 2005-07-19 | General Electric Company | Processing of alpha-beta titanium alloy workpieces for good ultrasonic inspectability |
| JP4257581B2 (ja) | 2002-09-20 | 2009-04-22 | 株式会社豊田中央研究所 | チタン合金およびその製造方法 |
| KR101014639B1 (ko) | 2002-09-30 | 2011-02-16 | 유겐가이샤 리나시메타리 | 금속 가공 방법 및 그 금속 가공 방법을 이용한 금속체와그 금속 가공 방법을 이용한 금속 함유 세라믹체 |
| US6932877B2 (en) | 2002-10-31 | 2005-08-23 | General Electric Company | Quasi-isothermal forging of a nickel-base superalloy |
| FI115830B (fi) | 2002-11-01 | 2005-07-29 | Metso Powdermet Oy | Menetelmä monimateriaalikomponenttien valmistamiseksi sekä monimateriaalikomponentti |
| US7008491B2 (en) | 2002-11-12 | 2006-03-07 | General Electric Company | Method for fabricating an article of an alpha-beta titanium alloy by forging |
| CA2502575A1 (en) | 2002-11-15 | 2004-06-03 | University Of Utah Research Foundation | Integral titanium boride coatings on titanium surfaces and associated methods |
| US20040099350A1 (en) | 2002-11-21 | 2004-05-27 | Mantione John V. | Titanium alloys, methods of forming the same, and articles formed therefrom |
| US20050145310A1 (en) | 2003-12-24 | 2005-07-07 | General Electric Company | Method for producing homogeneous fine grain titanium materials suitable for ultrasonic inspection |
| US7010950B2 (en) | 2003-01-17 | 2006-03-14 | Visteon Global Technologies, Inc. | Suspension component having localized material strengthening |
| DE10303458A1 (de) | 2003-01-29 | 2004-08-19 | Amino Corp., Fujinomiya | Verfahren und Vorrichtung zum Formen dünner Metallbleche |
| RU2234998C1 (ru) | 2003-01-30 | 2004-08-27 | Антонов Александр Игоревич | Способ изготовления полой цилиндрической длинномерной заготовки (варианты) |
| WO2004083477A1 (ja) | 2003-03-20 | 2004-09-30 | Sumitomo Metal Industries, Ltd. | 高圧水素ガス用ステンレス鋼、その鋼からなる容器および機器 |
| JP4209233B2 (ja) | 2003-03-28 | 2009-01-14 | 株式会社日立製作所 | 逐次成形加工装置 |
| JP3838216B2 (ja) | 2003-04-25 | 2006-10-25 | 住友金属工業株式会社 | オーステナイト系ステンレス鋼 |
| US7073559B2 (en) | 2003-07-02 | 2006-07-11 | Ati Properties, Inc. | Method for producing metal fibers |
| US20040221929A1 (en) | 2003-05-09 | 2004-11-11 | Hebda John J. | Processing of titanium-aluminum-vanadium alloys and products made thereby |
| JP4041774B2 (ja) | 2003-06-05 | 2008-01-30 | 住友金属工業株式会社 | β型チタン合金材の製造方法 |
| US7785429B2 (en) | 2003-06-10 | 2010-08-31 | The Boeing Company | Tough, high-strength titanium alloys; methods of heat treating titanium alloys |
| AT412727B (de) | 2003-12-03 | 2005-06-27 | Boehler Edelstahl | Korrosionsbeständige, austenitische stahllegierung |
| EP1697550A4 (en) | 2003-12-11 | 2008-02-13 | Univ Ohio | MICROSTRUCTURAL REFINING PROCESS FOR TITANIUM ALLOY AND SUPERPLASTIC FORMATION AT HIGH DEFORMATION SPEED AND HIGH TEMPERATURE OF TITANIUM ALLOYS |
| US7038426B2 (en) | 2003-12-16 | 2006-05-02 | The Boeing Company | Method for prolonging the life of lithium ion batteries |
| EP1717330B1 (en) | 2004-02-12 | 2018-06-13 | Nippon Steel & Sumitomo Metal Corporation | Metal tube for use in carburizing gas atmosphere |
| JP2005281855A (ja) | 2004-03-04 | 2005-10-13 | Daido Steel Co Ltd | 耐熱オーステナイト系ステンレス鋼及びその製造方法 |
| US7449075B2 (en) | 2004-06-28 | 2008-11-11 | General Electric Company | Method for producing a beta-processed alpha-beta titanium-alloy article |
| RU2269584C1 (ru) | 2004-07-30 | 2006-02-10 | Открытое Акционерное Общество "Корпорация Всмпо-Ависма" | Сплав на основе титана |
| US20060045789A1 (en) | 2004-09-02 | 2006-03-02 | Coastcast Corporation | High strength low cost titanium and method for making same |
| US7096596B2 (en) | 2004-09-21 | 2006-08-29 | Alltrade Tools Llc | Tape measure device |
| US7601232B2 (en) | 2004-10-01 | 2009-10-13 | Dynamic Flowform Corp. | α-β titanium alloy tubes and methods of flowforming the same |
| US7360387B2 (en) | 2005-01-31 | 2008-04-22 | Showa Denko K.K. | Upsetting method and upsetting apparatus |
| US20060243356A1 (en) | 2005-02-02 | 2006-11-02 | Yuusuke Oikawa | Austenite-type stainless steel hot-rolling steel material with excellent corrosion resistance, proof-stress, and low-temperature toughness and production method thereof |
| TWI326713B (en) | 2005-02-18 | 2010-07-01 | Nippon Steel Corp | Induction heating device for heating a traveling metal plate |
| JP5208354B2 (ja) | 2005-04-11 | 2013-06-12 | 新日鐵住金株式会社 | オーステナイト系ステンレス鋼 |
| RU2288967C1 (ru) | 2005-04-15 | 2006-12-10 | Закрытое акционерное общество ПКФ "Проммет-спецсталь" | Коррозионно-стойкий сплав и изделие, выполненное из него |
| WO2006110962A2 (en) | 2005-04-22 | 2006-10-26 | K.U.Leuven Research And Development | Asymmetric incremental sheet forming system |
| JP4787548B2 (ja) | 2005-06-07 | 2011-10-05 | 株式会社アミノ | 薄板の成形方法および装置 |
| DE102005027259B4 (de) | 2005-06-13 | 2012-09-27 | Daimler Ag | Verfahren zur Herstellung von metallischen Bauteilen durch Halbwarm-Umformung |
| KR100677465B1 (ko) | 2005-08-10 | 2007-02-07 | 이영화 | 판 굽힘용 장형 유도 가열기 |
| US7531054B2 (en) | 2005-08-24 | 2009-05-12 | Ati Properties, Inc. | Nickel alloy and method including direct aging |
| US8337750B2 (en) | 2005-09-13 | 2012-12-25 | Ati Properties, Inc. | Titanium alloys including increased oxygen content and exhibiting improved mechanical properties |
| US7669452B2 (en) | 2005-11-04 | 2010-03-02 | Cyril Bath Company | Titanium stretch forming apparatus and method |
| US8037928B2 (en) | 2005-12-21 | 2011-10-18 | Exxonmobil Research & Engineering Company | Chromium-enriched oxide containing material and preoxidation method of making the same to mitigate corrosion and fouling associated with heat transfer components |
| US7611592B2 (en) | 2006-02-23 | 2009-11-03 | Ati Properties, Inc. | Methods of beta processing titanium alloys |
| JP5050199B2 (ja) | 2006-03-30 | 2012-10-17 | 国立大学法人電気通信大学 | マグネシウム合金材料製造方法及び装置並びにマグネシウム合金材料 |
| US20090165903A1 (en) | 2006-04-03 | 2009-07-02 | Hiromi Miura | Material Having Ultrafine Grained Structure and Method of Fabricating Thereof |
| KR100740715B1 (ko) | 2006-06-02 | 2007-07-18 | 경상대학교산학협력단 | 집전체-전극 일체형 Ti-Ni계 합금-Ni황화물 소자 |
| US7879286B2 (en) | 2006-06-07 | 2011-02-01 | Miracle Daniel B | Method of producing high strength, high stiffness and high ductility titanium alloys |
| JP5187713B2 (ja) | 2006-06-09 | 2013-04-24 | 国立大学法人電気通信大学 | 金属材料の微細化加工方法 |
| US20080000554A1 (en) | 2006-06-23 | 2008-01-03 | Jorgensen Forge Corporation | Austenitic paramagnetic corrosion resistant material |
| WO2008017257A1 (en) | 2006-08-02 | 2008-02-14 | Hangzhou Huitong Driving Chain Co., Ltd. | A bended link plate and the method to making thereof |
| US20080103543A1 (en) | 2006-10-31 | 2008-05-01 | Medtronic, Inc. | Implantable medical device with titanium alloy housing |
| JP2008200730A (ja) | 2007-02-21 | 2008-09-04 | Daido Steel Co Ltd | Ni基耐熱合金の製造方法 |
| CN101294264A (zh) | 2007-04-24 | 2008-10-29 | 宝山钢铁股份有限公司 | 一种转子叶片用α+β型钛合金棒材制造工艺 |
| US20080300552A1 (en) | 2007-06-01 | 2008-12-04 | Cichocki Frank R | Thermal forming of refractory alloy surgical needles |
| US20090000706A1 (en) | 2007-06-28 | 2009-01-01 | General Electric Company | Method of controlling and refining final grain size in supersolvus heat treated nickel-base superalloys |
| DE102007039998B4 (de) | 2007-08-23 | 2014-05-22 | Benteler Defense Gmbh & Co. Kg | Panzerung für ein Fahrzeug |
| RU2364660C1 (ru) | 2007-11-26 | 2009-08-20 | Владимир Валентинович Латыш | Способ получения ультрамелкозернистых заготовок из титановых сплавов |
| JP2009138218A (ja) | 2007-12-05 | 2009-06-25 | Nissan Motor Co Ltd | チタン合金部材及びチタン合金部材の製造方法 |
| CN100547105C (zh) | 2007-12-10 | 2009-10-07 | 巨龙钢管有限公司 | 一种x80钢弯管及其弯制工艺 |
| JP5383700B2 (ja) | 2007-12-20 | 2014-01-08 | エイティーアイ・プロパティーズ・インコーポレーテッド | 安定化元素を含有するニッケルの少ないオーステナイト系のステンレス鋼 |
| KR100977801B1 (ko) | 2007-12-26 | 2010-08-25 | 주식회사 포스코 | 강도 및 연성이 우수한 저탄성 티타늄 합금 및 그 제조방법 |
| US8075714B2 (en) | 2008-01-22 | 2011-12-13 | Caterpillar Inc. | Localized induction heating for residual stress optimization |
| RU2368695C1 (ru) | 2008-01-30 | 2009-09-27 | Федеральное государственное унитарное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" (ФГУП "ВИАМ") | Способ получения изделия из высоколегированного жаропрочного никелевого сплава |
| DE102008014559A1 (de) | 2008-03-15 | 2009-09-17 | Elringklinger Ag | Verfahren zum bereichsweisen Umformen einer aus einem Federstahlblech hergestellten Blechlage einer Flachdichtung sowie Einrichtung zur Durchführung dieses Verfahrens |
| ES2758825T3 (es) | 2008-05-22 | 2020-05-06 | Nippon Steel Corp | Tubo de gran resistencia, basado en una aleación de Ni, para ser usado en plantas de energía nuclear y su proceso de producción |
| JP2009299110A (ja) | 2008-06-11 | 2009-12-24 | Kobe Steel Ltd | 断続切削性に優れた高強度α−β型チタン合金 |
| JP5299610B2 (ja) | 2008-06-12 | 2013-09-25 | 大同特殊鋼株式会社 | Ni−Cr−Fe三元系合金材の製造方法 |
| RU2392348C2 (ru) | 2008-08-20 | 2010-06-20 | Федеральное Государственное Унитарное Предприятие "Центральный Научно-Исследовательский Институт Конструкционных Материалов "Прометей" (Фгуп "Цнии Км "Прометей") | Коррозионно-стойкая высокопрочная немагнитная сталь и способ ее термодеформационной обработки |
| JP5315888B2 (ja) | 2008-09-22 | 2013-10-16 | Jfeスチール株式会社 | α−β型チタン合金およびその溶製方法 |
| CN101684530A (zh) | 2008-09-28 | 2010-03-31 | 杭正奎 | 超耐高温镍铬合金及其制造方法 |
| RU2378410C1 (ru) | 2008-10-01 | 2010-01-10 | Открытое акционерное общество "Корпорация ВСПМО-АВИСМА" | Способ изготовления плит из двухфазных титановых сплавов |
| US8408039B2 (en) | 2008-10-07 | 2013-04-02 | Northwestern University | Microforming method and apparatus |
| RU2383654C1 (ru) | 2008-10-22 | 2010-03-10 | Государственное образовательное учреждение высшего профессионального образования "Уфимский государственный авиационный технический университет" | Наноструктурный технически чистый титан для биомедицины и способ получения прутка из него |
| UA40862U (ru) | 2008-12-04 | 2009-04-27 | Национальный Технический Университет Украины "Киевский Политехнический Институт" | Способ прессования изделий |
| AU2010207269B2 (en) | 2009-01-21 | 2013-08-29 | Nippon Steel Corporation | Bent metal member and a method for its manufacture |
| RU2393936C1 (ru) | 2009-03-25 | 2010-07-10 | Владимир Алексеевич Шундалов | Способ получения ультрамелкозернистых заготовок из металлов и сплавов |
| US8578748B2 (en) | 2009-04-08 | 2013-11-12 | The Boeing Company | Reducing force needed to form a shape from a sheet metal |
| JP5534551B2 (ja) * | 2009-05-07 | 2014-07-02 | 住友電気工業株式会社 | リアクトル |
| US8316687B2 (en) | 2009-08-12 | 2012-11-27 | The Boeing Company | Method for making a tool used to manufacture composite parts |
| CN101637789B (zh) | 2009-08-18 | 2011-06-08 | 西安航天博诚新材料有限公司 | 一种电阻热张力矫直装置及矫直方法 |
| JP2011121118A (ja) | 2009-11-11 | 2011-06-23 | Univ Of Electro-Communications | 難加工性金属材料を多軸鍛造処理する方法、それを実施する装置、および金属材料 |
| JP5696995B2 (ja) | 2009-11-19 | 2015-04-08 | 独立行政法人物質・材料研究機構 | 耐熱超合金 |
| RU2425164C1 (ru) | 2010-01-20 | 2011-07-27 | Открытое Акционерное Общество "Корпорация Всмпо-Ависма" | Вторичный титановый сплав и способ его изготовления |
| DE102010009185A1 (de) | 2010-02-24 | 2011-11-17 | Benteler Automobiltechnik Gmbh | Profilbauteil |
| CA2799232C (en) | 2010-05-17 | 2018-11-27 | Magna International Inc. | Method and apparatus for roller hemming sheet materials having low ductility by localized laser heating |
| CA2706215C (en) | 2010-05-31 | 2017-07-04 | Corrosion Service Company Limited | Method and apparatus for providing electrochemical corrosion protection |
| US9255316B2 (en) | 2010-07-19 | 2016-02-09 | Ati Properties, Inc. | Processing of α+β titanium alloys |
| US8499605B2 (en) | 2010-07-28 | 2013-08-06 | Ati Properties, Inc. | Hot stretch straightening of high strength α/β processed titanium |
| US9206497B2 (en) | 2010-09-15 | 2015-12-08 | Ati Properties, Inc. | Methods for processing titanium alloys |
| US8613818B2 (en) | 2010-09-15 | 2013-12-24 | Ati Properties, Inc. | Processing routes for titanium and titanium alloys |
| US20120067100A1 (en) | 2010-09-20 | 2012-03-22 | Ati Properties, Inc. | Elevated Temperature Forming Methods for Metallic Materials |
| US10513755B2 (en) | 2010-09-23 | 2019-12-24 | Ati Properties Llc | High strength alpha/beta titanium alloy fasteners and fastener stock |
| US20120076611A1 (en) | 2010-09-23 | 2012-03-29 | Ati Properties, Inc. | High Strength Alpha/Beta Titanium Alloy Fasteners and Fastener Stock |
| US20120076686A1 (en) | 2010-09-23 | 2012-03-29 | Ati Properties, Inc. | High strength alpha/beta titanium alloy |
| RU2441089C1 (ru) | 2010-12-30 | 2012-01-27 | Юрий Васильевич Кузнецов | КОРРОЗИОННО-СТОЙКИЙ СПЛАВ НА ОСНОВЕ Fe-Cr-Ni, ИЗДЕЛИЕ ИЗ НЕГО И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ |
| JP2012140690A (ja) | 2011-01-06 | 2012-07-26 | Sanyo Special Steel Co Ltd | 靭性、耐食性に優れた二相系ステンレス鋼の製造方法 |
| CN103492099B (zh) | 2011-04-25 | 2015-09-09 | 日立金属株式会社 | 阶梯锻造材料的制造方法 |
| EP2702181B1 (en) | 2011-04-29 | 2015-08-12 | Aktiebolaget SKF | Alloy for a Bearing Component |
| US8679269B2 (en) | 2011-05-05 | 2014-03-25 | General Electric Company | Method of controlling grain size in forged precipitation-strengthened alloys and components formed thereby |
| CN102212716B (zh) | 2011-05-06 | 2013-03-27 | 中国航空工业集团公司北京航空材料研究院 | 一种低成本的α+β型钛合金 |
| US8652400B2 (en) | 2011-06-01 | 2014-02-18 | Ati Properties, Inc. | Thermo-mechanical processing of nickel-base alloys |
| US9034247B2 (en) | 2011-06-09 | 2015-05-19 | General Electric Company | Alumina-forming cobalt-nickel base alloy and method of making an article therefrom |
| EP2721187B1 (en) | 2011-06-17 | 2017-02-22 | Titanium Metals Corporation | Method for the manufacture of alpha-beta ti-al-v-mo-fe alloy sheets |
| US20130133793A1 (en) | 2011-11-30 | 2013-05-30 | Ati Properties, Inc. | Nickel-base alloy heat treatments, nickel-base alloys, and articles including nickel-base alloys |
| US9347121B2 (en) | 2011-12-20 | 2016-05-24 | Ati Properties, Inc. | High strength, corrosion resistant austenitic alloys |
| US9050647B2 (en) | 2013-03-15 | 2015-06-09 | Ati Properties, Inc. | Split-pass open-die forging for hard-to-forge, strain-path sensitive titanium-base and nickel-base alloys |
| US9869003B2 (en) | 2013-02-26 | 2018-01-16 | Ati Properties Llc | Methods for processing alloys |
| US9192981B2 (en) | 2013-03-11 | 2015-11-24 | Ati Properties, Inc. | Thermomechanical processing of high strength non-magnetic corrosion resistant material |
| US9777361B2 (en) | 2013-03-15 | 2017-10-03 | Ati Properties Llc | Thermomechanical processing of alpha-beta titanium alloys |
| JP6171762B2 (ja) | 2013-09-10 | 2017-08-02 | 大同特殊鋼株式会社 | Ni基耐熱合金の鍛造加工方法 |
| US11111552B2 (en) | 2013-11-12 | 2021-09-07 | Ati Properties Llc | Methods for processing metal alloys |
| US10094003B2 (en) | 2015-01-12 | 2018-10-09 | Ati Properties Llc | Titanium alloy |
| US10502252B2 (en) | 2015-11-23 | 2019-12-10 | Ati Properties Llc | Processing of alpha-beta titanium alloys |
-
2010
- 2010-01-22 US US12/691,952 patent/US10053758B2/en active Active
- 2010-12-29 CN CN201610832682.1A patent/CN106367634A/zh active Pending
- 2010-12-29 JP JP2012550002A patent/JP5850859B2/ja active Active
- 2010-12-29 EP EP10803547.8A patent/EP2526215B1/en active Active
- 2010-12-29 WO PCT/US2010/062284 patent/WO2011090733A2/en active Application Filing
- 2010-12-29 PL PL10803547T patent/PL2526215T3/pl unknown
- 2010-12-29 CA CA2784509A patent/CA2784509C/en active Active
- 2010-12-29 UA UAA201210024A patent/UA109892C2/ru unknown
- 2010-12-29 AU AU2010343097A patent/AU2010343097B2/en active Active
- 2010-12-29 KR KR1020127015595A patent/KR101827017B1/ko active IP Right Grant
- 2010-12-29 PE PE2012001025A patent/PE20130060A1/es active IP Right Grant
- 2010-12-29 MX MX2012007178A patent/MX353903B/es active IP Right Grant
- 2010-12-29 ES ES10803547T patent/ES2718104T3/es active Active
- 2010-12-29 CN CN2010800607739A patent/CN102712967A/zh active Pending
- 2010-12-29 NZ NZ600696A patent/NZ600696A/en unknown
- 2010-12-29 BR BR112012016546-1A patent/BR112012016546B1/pt active IP Right Grant
- 2010-12-29 RU RU2012136150/02A patent/RU2566113C2/ru active
- 2010-12-29 NZ NZ700770A patent/NZ700770A/en unknown
-
2011
- 2011-01-12 TW TW100101115A patent/TWI506149B/zh active
- 2011-12-29 TR TR2019/06623T patent/TR201906623T4/tr unknown
-
2012
- 2012-06-13 IL IL220372A patent/IL220372A/en active IP Right Grant
- 2012-07-03 IN IN5891DEN2012 patent/IN2012DN05891A/en unknown
- 2012-07-17 ZA ZA2012/05335A patent/ZA201205335B/en unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20050257864A1 (en) * | 2004-05-21 | 2005-11-24 | Brian Marquardt | Metastable beta-titanium alloys and methods of processing the same by direct aging |
| EP1882752A2 (en) * | 2005-05-16 | 2008-01-30 | Public Stock Company "VSMPO-AVISMA" Corporation | Titanium-based alloy |
| US20080210345A1 (en) * | 2005-05-16 | 2008-09-04 | Vsmpo-Avisma Corporation | Titanium Base Alloy |
| CN101104898A (zh) * | 2007-06-19 | 2008-01-16 | 中国科学院金属研究所 | 一种高热强性、高热稳定性的高温钛合金 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112813304A (zh) * | 2015-01-12 | 2021-05-18 | 冶联科技地产有限责任公司 | 钛合金 |
| CN112813304B (zh) * | 2015-01-12 | 2023-01-10 | 冶联科技地产有限责任公司 | 钛合金 |
| CN106363021A (zh) * | 2016-08-30 | 2017-02-01 | 西部超导材料科技股份有限公司 | 一种1500MPa级钛合金棒材的轧制方法 |
| CN112191843A (zh) * | 2020-08-26 | 2021-01-08 | 东莞材料基因高等理工研究院 | 一种激光选区熔化制备Ti-1Al-8V-5Fe合金材料的方法 |
| CN112662912A (zh) * | 2020-10-28 | 2021-04-16 | 西安交通大学 | 一种Ti-V-Mo-Zr-Cr-Al系高强亚稳β钛合金及其制备方法 |
| CN113555072A (zh) * | 2021-06-10 | 2021-10-26 | 中国科学院金属研究所 | 一种模拟钛合金α片层分叉生长过程的相场动力学方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2526215A2 (en) | 2012-11-28 |
| KR20120115497A (ko) | 2012-10-18 |
| US10053758B2 (en) | 2018-08-21 |
| MX353903B (es) | 2018-02-02 |
| CA2784509C (en) | 2019-08-20 |
| RU2566113C2 (ru) | 2015-10-20 |
| IN2012DN05891A (zh) | 2015-09-18 |
| KR101827017B1 (ko) | 2018-02-07 |
| WO2011090733A3 (en) | 2011-10-27 |
| EP2526215B1 (en) | 2019-02-20 |
| UA109892C2 (uk) | 2015-10-26 |
| US20110180188A1 (en) | 2011-07-28 |
| ZA201205335B (en) | 2022-03-30 |
| CA2784509A1 (en) | 2011-07-28 |
| JP2013518181A (ja) | 2013-05-20 |
| TR201906623T4 (tr) | 2019-05-21 |
| ES2718104T3 (es) | 2019-06-27 |
| PE20130060A1 (es) | 2013-02-04 |
| BR112012016546A2 (pt) | 2016-04-19 |
| IL220372A (en) | 2016-07-31 |
| NZ600696A (en) | 2014-12-24 |
| MX2012007178A (es) | 2012-07-23 |
| AU2010343097A1 (en) | 2012-07-05 |
| JP5850859B2 (ja) | 2016-02-03 |
| CN106367634A (zh) | 2017-02-01 |
| RU2012136150A (ru) | 2014-03-10 |
| TW201132770A (en) | 2011-10-01 |
| NZ700770A (en) | 2016-07-29 |
| WO2011090733A2 (en) | 2011-07-28 |
| TWI506149B (zh) | 2015-11-01 |
| PL2526215T3 (pl) | 2019-08-30 |
| AU2010343097B2 (en) | 2015-07-23 |
| BR112012016546B1 (pt) | 2018-07-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102712967A (zh) | 高强度钛合金的制造 | |
| US7611592B2 (en) | Methods of beta processing titanium alloys | |
| US20030168138A1 (en) | Method for processing beta titanium alloys | |
| CN110144496A (zh) | 具有改良性能的钛合金 | |
| IL212821A (en) | METHOD FOR MANUFACTURING COMPONENTS, AND TITANIUM-ALUMINUM-BASED COMPONENTS | |
| US20130164166A1 (en) | Titanium material | |
| CN114921684A (zh) | 高强度钛合金 | |
| US11186904B2 (en) | Method for manufacturing Ti alloys with enhanced strength-ductility balance | |
| CA2976307C (en) | Methods for producing titanium and titanium alloy articles | |
| JP2013023697A (ja) | 75GPa未満の低ヤング率を有するα+β型チタン合金およびその製造方法 | |
| JP2017002390A (ja) | チタン合金鍛造材 | |
| JP5382518B2 (ja) | チタン材 | |
| JP2017002373A (ja) | チタン合金鍛造材 | |
| JP2016023315A (ja) | チタン板およびその製造方法 | |
| JPH07150316A (ja) | (α+β)型Ti 合金鍛造材の製造方法 | |
| CN106507837B (zh) | 一种超塑性钛合金 | |
| JP2006089803A (ja) | 超弾性チタン合金及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20121003 |
|
| RJ01 | Rejection of invention patent application after publication |