KR20220105145A - 배터리 및 이에 적용되는 집전체, 그리고 이러한 배터리를 포함하는 배터리 팩 및 자동차 - Google Patents
배터리 및 이에 적용되는 집전체, 그리고 이러한 배터리를 포함하는 배터리 팩 및 자동차 Download PDFInfo
- Publication number
- KR20220105145A KR20220105145A KR1020220008149A KR20220008149A KR20220105145A KR 20220105145 A KR20220105145 A KR 20220105145A KR 1020220008149 A KR1020220008149 A KR 1020220008149A KR 20220008149 A KR20220008149 A KR 20220008149A KR 20220105145 A KR20220105145 A KR 20220105145A
- Authority
- KR
- South Korea
- Prior art keywords
- battery
- beading
- current collector
- contact
- welding
- Prior art date
Links
- 230000008878 coupling Effects 0.000 claims abstract description 263
- 238000010168 coupling process Methods 0.000 claims abstract description 263
- 238000005859 coupling reaction Methods 0.000 claims abstract description 263
- 238000004804 winding Methods 0.000 claims abstract description 31
- 239000011149 active material Substances 0.000 claims abstract description 26
- 238000003466 welding Methods 0.000 claims description 230
- 239000011324 bead Substances 0.000 claims description 178
- 238000000034 method Methods 0.000 claims description 149
- 238000007789 sealing Methods 0.000 claims description 64
- 238000002788 crimping Methods 0.000 claims description 31
- 238000007373 indentation Methods 0.000 claims description 27
- 238000005452 bending Methods 0.000 claims description 23
- 239000012634 fragment Substances 0.000 claims description 21
- 230000002829 reductive effect Effects 0.000 claims description 16
- 239000003792 electrolyte Substances 0.000 claims description 13
- 230000007423 decrease Effects 0.000 claims description 6
- 230000001154 acute effect Effects 0.000 claims description 5
- 230000000295 complement effect Effects 0.000 claims description 3
- 238000007906 compression Methods 0.000 claims description 2
- 230000006835 compression Effects 0.000 claims 1
- 230000008569 process Effects 0.000 description 48
- 239000010410 layer Substances 0.000 description 43
- 238000004513 sizing Methods 0.000 description 38
- 229910052782 aluminium Inorganic materials 0.000 description 8
- 230000000694 effects Effects 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 8
- 239000011247 coating layer Substances 0.000 description 7
- 239000012212 insulator Substances 0.000 description 7
- 230000002093 peripheral effect Effects 0.000 description 6
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 5
- 239000007774 positive electrode material Substances 0.000 description 5
- 229910052710 silicon Inorganic materials 0.000 description 5
- 229910052719 titanium Inorganic materials 0.000 description 5
- 229910052720 vanadium Inorganic materials 0.000 description 5
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 4
- 239000005977 Ethylene Substances 0.000 description 4
- 229910052804 chromium Inorganic materials 0.000 description 4
- 230000003247 decreasing effect Effects 0.000 description 4
- 239000007772 electrode material Substances 0.000 description 4
- 239000010954 inorganic particle Substances 0.000 description 4
- 229910052742 iron Inorganic materials 0.000 description 4
- 229910052744 lithium Inorganic materials 0.000 description 4
- 229910052749 magnesium Inorganic materials 0.000 description 4
- 229910052748 manganese Inorganic materials 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 229910052750 molybdenum Inorganic materials 0.000 description 4
- 229910052759 nickel Inorganic materials 0.000 description 4
- 230000036961 partial effect Effects 0.000 description 4
- 230000035939 shock Effects 0.000 description 4
- 238000013022 venting Methods 0.000 description 4
- YEJRWHAVMIAJKC-UHFFFAOYSA-N 4-Butyrolactone Chemical compound O=C1CCCO1 YEJRWHAVMIAJKC-UHFFFAOYSA-N 0.000 description 3
- WEVYAHXRMPXWCK-UHFFFAOYSA-N Acetonitrile Chemical compound CC#N WEVYAHXRMPXWCK-UHFFFAOYSA-N 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 229920001577 copolymer Polymers 0.000 description 3
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 238000009413 insulation Methods 0.000 description 3
- 238000003475 lamination Methods 0.000 description 3
- 239000007773 negative electrode material Substances 0.000 description 3
- -1 polyethylene terephthalate Polymers 0.000 description 3
- DHKHKXVYLBGOIT-UHFFFAOYSA-N 1,1-Diethoxyethane Chemical compound CCOC(C)OCC DHKHKXVYLBGOIT-UHFFFAOYSA-N 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- OIFBSDVPJOWBCH-UHFFFAOYSA-N Diethyl carbonate Chemical compound CCOC(=O)OCC OIFBSDVPJOWBCH-UHFFFAOYSA-N 0.000 description 2
- IAZDPXIOMUYVGZ-UHFFFAOYSA-N Dimethylsulphoxide Chemical compound CS(C)=O IAZDPXIOMUYVGZ-UHFFFAOYSA-N 0.000 description 2
- KMTRUDSVKNLOMY-UHFFFAOYSA-N Ethylene carbonate Chemical compound O=C1OCCO1 KMTRUDSVKNLOMY-UHFFFAOYSA-N 0.000 description 2
- 229910052779 Neodymium Inorganic materials 0.000 description 2
- 229910006404 SnO 2 Inorganic materials 0.000 description 2
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 2
- 229910010413 TiO 2 Inorganic materials 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 239000003575 carbonaceous material Substances 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- VUPKGFBOKBGHFZ-UHFFFAOYSA-N dipropyl carbonate Chemical compound CCCOC(=O)OCCC VUPKGFBOKBGHFZ-UHFFFAOYSA-N 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- JBTWLSYIZRCDFO-UHFFFAOYSA-N ethyl methyl carbonate Chemical compound CCOC(=O)OC JBTWLSYIZRCDFO-UHFFFAOYSA-N 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 230000000670 limiting effect Effects 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000007935 neutral effect Effects 0.000 description 2
- 239000004745 nonwoven fabric Substances 0.000 description 2
- 239000003960 organic solvent Substances 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 238000012856 packing Methods 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000012466 permeate Substances 0.000 description 2
- 229920006254 polymer film Polymers 0.000 description 2
- 239000011164 primary particle Substances 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- RUOJZAUFBMNUDX-UHFFFAOYSA-N propylene carbonate Chemical compound CC1COC(=O)O1 RUOJZAUFBMNUDX-UHFFFAOYSA-N 0.000 description 2
- 229910052726 zirconium Inorganic materials 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 229910016467 AlCl 4 Inorganic materials 0.000 description 1
- 229910017008 AsF 6 Inorganic materials 0.000 description 1
- 229910020366 ClO 4 Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- XTHFKEDIFFGKHM-UHFFFAOYSA-N Dimethoxyethane Chemical compound COCCOC XTHFKEDIFFGKHM-UHFFFAOYSA-N 0.000 description 1
- 229910020213 PB(Mg3Nb2/3)O3-PbTiO3 Inorganic materials 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 229910020210 Pb(Mg3Nb2/3)O3—PbTiO3 Inorganic materials 0.000 description 1
- 229910018286 SbF 6 Inorganic materials 0.000 description 1
- 229910002367 SrTiO Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- GEIAQOFPUVMAGM-UHFFFAOYSA-N ZrO Inorganic materials [Zr]=O GEIAQOFPUVMAGM-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910052783 alkali metal Inorganic materials 0.000 description 1
- 150000001339 alkali metal compounds Chemical class 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 150000001450 anions Chemical class 0.000 description 1
- 229910052787 antimony Inorganic materials 0.000 description 1
- 229910052785 arsenic Inorganic materials 0.000 description 1
- 229910052789 astatine Inorganic materials 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- IAQRGUVFOMOMEM-UHFFFAOYSA-N butene Natural products CC=CC IAQRGUVFOMOMEM-UHFFFAOYSA-N 0.000 description 1
- 239000006227 byproduct Substances 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- IEJIGPNLZYLLBP-UHFFFAOYSA-N dimethyl carbonate Chemical compound COC(=O)OC IEJIGPNLZYLLBP-UHFFFAOYSA-N 0.000 description 1
- 238000009429 electrical wiring Methods 0.000 description 1
- 238000005562 fading Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- CJNBYAVZURUTKZ-UHFFFAOYSA-N hafnium(iv) oxide Chemical compound O=[Hf]=O CJNBYAVZURUTKZ-UHFFFAOYSA-N 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 150000002367 halogens Chemical class 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 235000015110 jellies Nutrition 0.000 description 1
- 239000008274 jelly Substances 0.000 description 1
- 210000001503 joint Anatomy 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 210000004185 liver Anatomy 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 150000002736 metal compounds Chemical class 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000002952 polymeric resin Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229910052700 potassium Inorganic materials 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 229920001384 propylene homopolymer Polymers 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 229910052707 ruthenium Inorganic materials 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 239000011163 secondary particle Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 150000003377 silicon compounds Chemical class 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 1
- 150000003606 tin compounds Chemical class 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
Images
































Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60L—PROPULSION OF ELECTRICALLY-PROPELLED VEHICLES; SUPPLYING ELECTRIC POWER FOR AUXILIARY EQUIPMENT OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRODYNAMIC BRAKE SYSTEMS FOR VEHICLES IN GENERAL; MAGNETIC SUSPENSION OR LEVITATION FOR VEHICLES; MONITORING OPERATING VARIABLES OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRIC SAFETY DEVICES FOR ELECTRICALLY-PROPELLED VEHICLES
- B60L50/00—Electric propulsion with power supplied within the vehicle
- B60L50/50—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells
- B60L50/60—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells using power supplied by batteries
- B60L50/64—Constructional details of batteries specially adapted for electric vehicles
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0422—Cells or battery with cylindrical casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0431—Cells with wound or folded electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H01M10/0587—Construction or manufacture of accumulators having only wound construction elements, i.e. wound positive electrodes, wound negative electrodes and wound separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/107—Primary casings; Jackets or wrappings characterised by their shape or physical structure having curved cross-section, e.g. round or elliptic
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/117—Inorganic material
- H01M50/119—Metals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/124—Primary casings; Jackets or wrappings characterised by the material having a layered structure
- H01M50/1245—Primary casings; Jackets or wrappings characterised by the material having a layered structure characterised by the external coating on the casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/131—Primary casings; Jackets or wrappings characterised by physical properties, e.g. gas permeability, size or heat resistance
- H01M50/133—Thickness
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/147—Lids or covers
- H01M50/148—Lids or covers characterised by their shape
- H01M50/152—Lids or covers characterised by their shape for cells having curved cross-section, e.g. round or elliptic
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/147—Lids or covers
- H01M50/166—Lids or covers characterised by the methods of assembling casings with lids
- H01M50/167—Lids or covers characterised by the methods of assembling casings with lids by crimping
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/147—Lids or covers
- H01M50/166—Lids or covers characterised by the methods of assembling casings with lids
- H01M50/169—Lids or covers characterised by the methods of assembling casings with lids by welding, brazing or soldering
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/172—Arrangements of electric connectors penetrating the casing
- H01M50/174—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells
- H01M50/179—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells for cells having curved cross-section, e.g. round or elliptic
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
- H01M50/184—Sealing members characterised by their shape or structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
- H01M50/186—Sealing members characterised by the disposition of the sealing members
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
- H01M50/186—Sealing members characterised by the disposition of the sealing members
- H01M50/188—Sealing members characterised by the disposition of the sealing members the sealing members being arranged between the lid and terminal
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/233—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders characterised by physical properties of casings or racks, e.g. dimensions
- H01M50/242—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders characterised by physical properties of casings or racks, e.g. dimensions adapted for protecting batteries against vibrations, collision impact or swelling
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/30—Arrangements for facilitating escape of gases
- H01M50/342—Non-re-sealable arrangements
- H01M50/3425—Non-re-sealable arrangements in the form of rupturable membranes or weakened parts, e.g. pierced with the aid of a sharp member
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/471—Spacing elements inside cells other than separators, membranes or diaphragms; Manufacturing processes thereof
- H01M50/474—Spacing elements inside cells other than separators, membranes or diaphragms; Manufacturing processes thereof characterised by their position inside the cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/471—Spacing elements inside cells other than separators, membranes or diaphragms; Manufacturing processes thereof
- H01M50/477—Spacing elements inside cells other than separators, membranes or diaphragms; Manufacturing processes thereof characterised by their shape
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/471—Spacing elements inside cells other than separators, membranes or diaphragms; Manufacturing processes thereof
- H01M50/48—Spacing elements inside cells other than separators, membranes or diaphragms; Manufacturing processes thereof characterised by the material
- H01M50/486—Organic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/505—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing comprising a single busbar
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/507—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing comprising an arrangement of two or more busbars within a container structure, e.g. busbar modules
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/528—Fixed electrical connections, i.e. not intended for disconnection
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/533—Electrode connections inside a battery casing characterised by the shape of the leads or tabs
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/534—Electrode connections inside a battery casing characterised by the material of the leads or tabs
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/536—Electrode connections inside a battery casing characterised by the method of fixing the leads to the electrodes, e.g. by welding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/538—Connection of several leads or tabs of wound or folded electrode stacks
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/545—Terminals formed by the casing of the cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/547—Terminals characterised by the disposition of the terminals on the cells
- H01M50/548—Terminals characterised by the disposition of the terminals on the cells on opposite sides of the cell
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/547—Terminals characterised by the disposition of the terminals on the cells
- H01M50/55—Terminals characterised by the disposition of the terminals on the cells on the same side of the cell
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/552—Terminals characterised by their shape
- H01M50/559—Terminals adapted for cells having curved cross-section, e.g. round, elliptic or button cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/562—Terminals characterised by the material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/564—Terminals characterised by their manufacturing process
- H01M50/566—Terminals characterised by their manufacturing process by welding, soldering or brazing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/564—Terminals characterised by their manufacturing process
- H01M50/567—Terminals characterised by their manufacturing process by fixing means, e.g. screws, rivets or bolts
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/572—Means for preventing undesired use or discharge
- H01M50/574—Devices or arrangements for the interruption of current
- H01M50/583—Devices or arrangements for the interruption of current in response to current, e.g. fuses
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/572—Means for preventing undesired use or discharge
- H01M50/584—Means for preventing undesired use or discharge for preventing incorrect connections inside or outside the batteries
- H01M50/586—Means for preventing undesired use or discharge for preventing incorrect connections inside or outside the batteries inside the batteries, e.g. incorrect connections of electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/572—Means for preventing undesired use or discharge
- H01M50/584—Means for preventing undesired use or discharge for preventing incorrect connections inside or outside the batteries
- H01M50/59—Means for preventing undesired use or discharge for preventing incorrect connections inside or outside the batteries characterised by the protection means
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/572—Means for preventing undesired use or discharge
- H01M50/584—Means for preventing undesired use or discharge for preventing incorrect connections inside or outside the batteries
- H01M50/59—Means for preventing undesired use or discharge for preventing incorrect connections inside or outside the batteries characterised by the protection means
- H01M50/593—Spacers; Insulating plates
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2200/00—Safety devices for primary or secondary batteries
- H01M2200/10—Temperature sensitive devices
- H01M2200/103—Fuse
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2220/00—Batteries for particular applications
- H01M2220/20—Batteries in motive systems, e.g. vehicle, ship, plane
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/204—Racks, modules or packs for multiple batteries or multiple cells
- H01M50/207—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape
- H01M50/213—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape adapted for cells having curved cross-section, e.g. round or elliptic
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/249—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders specially adapted for aircraft or vehicles, e.g. cars or trains
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/503—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing characterised by the shape of the interconnectors
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Aviation & Aerospace Engineering (AREA)
- Inorganic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Power Engineering (AREA)
- Transportation (AREA)
- Sustainable Development (AREA)
- Life Sciences & Earth Sciences (AREA)
- Sustainable Energy (AREA)
- Materials Engineering (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Secondary Cells (AREA)
- Battery Mounting, Suspending (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Passenger Equipment (AREA)
- Gas Exhaust Devices For Batteries (AREA)
- Cell Separators (AREA)
- Cell Electrode Carriers And Collectors (AREA)
- Primary Cells (AREA)
Abstract
본 발명의 일 실시예에 따른 배터리는, 제1 전극 및 제2 전극과 이들 사이에 개재된 분리막이 권취 축을 중심으로 권취됨으로써 코어와 외주면을 정의한 전극 조립체로서, 상기 제1 전극은 권취 방향을 따라 활물질층이 코팅되어 있는 활물질부와, 활물질층이 코팅되지 않은 제1 무지부를 포함하고, 상기 제1 무지부의 적어도 일부는 그 자체로서 전극 탭으로서 사용되는 전극 조립체; 일 측에 형성된 개방부를 통해 상기 전극 조립체를 수용하는 배터리 하우징; 상기 제1 무지부와 결합되는 탭 결합부 및 상기 탭 결합부로부터 연장되어 상기 배터리 하우징의 내면 상에 전기적으로 결합되는 하우징 결합부를 포함하는 집전체; 및 상기 개방부를 커버하는 캡;를 포함한다.
Description
본 발명은, 배터리 및 이에 적용되는 집전체, 그리고 이러한 배터리를 포함하는 배터리 팩 및 자동차에 관한 것이다.
종래의 배터리는, 젤리롤 타입 전극 조립체와 외부 단자를 이어주는 탭을 전극 조립체의 포일에 용접하여 연결하는 구조를 갖는 것이 일반적이었다. 이러한 구조의 배터리는, 전류의 경로(path)가 한정적이고 전극 조립체의 자체 저항이 매우 높을 수 밖에 없었다.
이에 따라, 전극 조립체와 외부 단자를 이어주는 탭의 개수를 늘려 저항을 낮추는 방식이 시도되었으나, 이처럼 탭의 개수를 늘리는 것만으로는 원하는 수준으로 저항을 낮추고 전류의 경로(path)를 충분히 확보하는 데에 한계가 있었다.
이에 따라, 전극 조립체의 자체 저항 감소를 위해 새로운 전극 조립체 구조의 개발 및 이러한 전극 조립체의 구조에 적합한 집전체 구조의 개발이 필요하다. 특히, 이러한 새로운 구조의 전극 조립체 및 집전체의 적용은, 예를 들어 전기 자동차와 같이 고출력/고용량을 갖는 배터리 팩을 요구하는 디바이스에 그 필요성이 더욱 크다.
또한, 집전체와 배터리 하우징 사이의 결합력이 향상된 상태로 유지되는 구조를 갖는 배터리 및 이러한 배터리에 적용되는 집전체 구조의 개발에 대한 필요성이 있다.
아울러, 집전체와 배터리 하우징이 결합될 경우, 배터리 하우징 내부의 데드 스페이스를 최소화함으로써, 배터리의 에너지 밀도를 향상시킨 배터리의 개발에 대한 필요성이 대두되었다.
최근 배터리가 전기 자동차에 적용됨에 따라 배터리의 폼 팩터가 증가하고 있다. 즉, 배터리의 직경과 높이가 종래의 1865, 2170 등의 폼 팩터를 가진 배터리에 비해 증가하고 있다. 폼 팩터의 증가는 에너지 밀도의 증가, 열 폭주에 대한 안전성 증대, 그리고 냉각 효율의 향상을 가져온다.
배터리의 에너지 밀도는 폼 팩터의 증가와 함께 배터리 하우징 내부의 불필요한 공간이 최소화될 때 더욱 증가될 수 있다. 따라서, 집전체도 배터리의 용량을 증대시키면서도 급속 충전시의 발열량을 최소화 수 있도록 배터리의 전체 구조를 저저항 구조로 설계할 필요가 있다.
본 발명은, 상술한 문제점을 고려하여 창안된 것으로서, 저저항 구조를 갖는 전극 조립체에 적합한 구조를 갖는 집전체 및 이를 포함하는 배터리를 제공하는 것을 목적으로 한다.
또한, 본 발명은, 집전체와 배터리 하우징과의 결합 부위의 결합력을 향상시킬 수 있는 구조를 갖는 집전체 및 이를 포함하는 배터리를 제공하는 것을 목적으로 한다.
아울러, 본 발명은, 배터리의 에너지 밀도를 향상시킬 수 있는 구조를 갖는 집전체 및 이를 포함하는 배터리를 제공하는 것을 목적으로 한다.
또한, 본 발명은, 배터리를 제조함에 있어서, 배터리 하우징과 집전체의 전기적 연결을 위한 용접 공정의 편의성을 높이고, 이로써 생산성을 향상시킬 수 있는 구조를 갖는 집전체 및 이를 포함하는 배터리를 제공하는 것을 목적으로 한다.
다만, 본 발명이 해결하고자 하는 기술적 과제는 상술한 과제에 제한되지 않으며, 언급되지 않은 또 다른 과제들은 아래에 기재된 발명의 설명으로부터 당업자에게 명확하게 이해될 수 있을 것이다.
상술한 과제를 해결하기 위한 본 발명의 일 실시예에 따른 배터리는, 제1 전극 및 제2 전극과 이들 사이에 개재된 분리막이 권취 축을 중심으로 권취됨으로써 코어와 외주면을 정의한 전극 조립체로서, 상기 제1 전극은 권취 방향을 따라 활물질층이 코팅되어 있는 활물질부와, 활물질층이 코팅되지 않은 제1 무지부를 포함하고, 상기 제1 무지부의 적어도 일부는 그 자체로서 전극 탭으로서 사용되는 전극 조립체;
일 측에 형성된 개방부를 통해 상기 전극 조립체를 수용하는 배터리 하우징;
상기 제1 무지부와 결합되는 탭 결합부 및 상기 탭 결합부로부터 연장되어 상기 배터리 하우징의 내면 상에 전기적으로 결합되는 하우징 결합부를 포함하는 집전체; 및
상기 개방부를 커버하는 캡; 를 포함한다.
바람직하게, 상기 배터리 하우징은, 상기 개방부에 인접한 단부에 형성되며 내측을 향해 압입된 비딩부를 구비할 수 있다.
바람직하게, 상기 배터리 하우징은, 상기 비딩부보다 상기 개방부를 향하는 측에 형성되며 상기 개방부를 향해 연장 및 절곡된 크림핑부를 구비할 수 있다.
특히, 상기 하우징 결합부는, 상기 크림핑부에 의해 압착 고정될 수 있다.
본 발명의 일 측면에서, 상기 하우징 결합부는, 상기 배터리 하우징의 비딩부 상에 결합되는 접촉부; 및 상기 탭 결합부와 상기 접촉부 사이를 연결하는 연결부;를 포함할 수 있다.
바람직하게, 상기 연결부는, 상기 접촉부의 일 단부와 상기 탭 결합부의 일 단부를 연결한 가상의 직선을 기준으로 상방으로 볼록한 구조를 가질 수 있다.
본 발명의 다른 측면에서, 상기 연결부는, 사이징 공정을 거친 뒤, 상기 비딩부보다 상방으로 융기된 구조를 가질 수 있다.
바람직하게, 상기 연결부는, 적어도 하나의 절곡부를 구비할 수 있다.
바람직하게, 상기 절곡부는, 상기 접촉부의 일 단부와 상기 탭 결합부의 일 단부를 연결한 가상의 직선의 중심을 지나며 배터리 하우징의 바닥면과 평행한 가상의 평면보다 상방에 위치할 수 있다.
본 발명의 다른 측면에서, 상기 적어도 하나의 절곡부는, 상기 배터리 하우징의 길이 방향 축을 따라 보았을 때, 서로 겹치지 않도록, 둔각으로 절곡되어 있을 수 있다.
본 발명의 또 다른 측면에서, 상기 접촉부와 상기 연결부의 경계 지점은, 둔각으로 절곡되어 있을 수 있다.
본 발명의 또 다른 측면에서, 상기 연결부는, 상기 연결부가 상기 비딩부를 향해 갈수록, 그 경사가 단계적 또는 점진적으로 감소할 수 있다.
본 발명의 또 다른 측면에서, 상기 탭 결합부와 상기 연결부 사이의 각도는, 0 ~ 90 도 사이일 수 있다.
본 발명의 또 다른 측면에서, 상기 연결부는, 상기 캡를 지지할 수 있다.
본 발명의 또 다른 측면에서, 상기 탭 결합부와 상기 접촉부는, 동일 높이에 위치할 수 있다.
본 발명의 또 다른 측면에서, 상기 접촉부는, 상기 개방부 측을 향하는 상기 비딩부의 상면과 결합되는 평탄면을 구비할 수 있다.
본 발명의 또 다른 측면에서, 상기 비딩부는, 압입되어 내입된 최 내측 지점을 중심으로 상방에 위치한 비딩부 상면; 및 압입되어 내입된 최 내측 지점을 중심으로 하방에 위치한 비딩부 하면;을 포함할 수 있다.
바람직하게, 상기 집전체의 적어도 하나의 탭 결합부는, 상기 비딩부 하면보다 더 하측에 위치할 수 있다.
본 발명의 또 다른 측면에서, 상기 비딩부 상면 및 상기 비딩부 하면 중 적어도 어느 하나는, 상기 배터리 하우징의 하면과 소정 각도를 이루며 경사질 수 있다.
이 때, 상기 접촉부는, 상기 비딩부의 경사진 상면 상에 안착될 수 있다.
본 발명의 또 다른 측면에서, 상기 비딩부 상면 및 상기 비딩부 하면 중 적어도 어느 하나는, 적어도 일부 영역에서 상기 배터리 하우징의 하면과 평행할 수 있다.
본 발명의 또 다른 측면에서, 상기 비딩부 상면 및 상기 비딩부 하면은, 상기 비딩부의 최 내측 지점을 배터리 하우징의 바닥면과 평행하게 통과하는 가상의 기준 평면을 기준으로 비대칭일 수 있다.
바람직하게, 상기 접촉부는, 상기 비딩부의 평탄한 상면 상에 안착될 수 있다.
본 발명의 또 다른 측면에서, 상기 비딩부의 압입 깊이를 PD라고 하고, 상기 비딩부의 곡률 반경의 최소값을 R1,min 이라고 하고, 용접 비드 폭의 최소값을 Wbead,min 이라고 하고, 상기 비딩부와 상기 배터리 하우징의 내 측면 사이의 경계 영역에서의 곡률 반경의 최소값을 R2,min 라고 했을 때, 다음 관계식을 만족할 수 있다.
PD ≥ R1,min+R2,min+Wbead,min
바람직하게, 상기 비딩부의 압입 깊이는, 0.2 ~ 10 mm 일 수 있다.
본 발명의 또 다른 측면에서, 상기 비딩부의 압입 깊이를 PD라고 하고, 상기 압입 깊이의 최대 값을 PDmax라고 하고, 상기 접촉부의 단부로부터 상기 비딩부의 최 내측 지점을 지나는 수직선 까지의 최단 거리인 오버랩 길이를 OV라고 하고, 상기 비딩부의 곡률 반경의 최소값을 R1,min 이라고 하고, 용접 비드 폭의 최소값을 Wbead,min 이라고 하고, 상기 비딩부와 상기 배터리 하우징의 내 측면 사이의 경계 영역에서의 곡률 반경의 최소값을 R2,min 라고 했을 때, 다음 관계식을 만족할 수 있다.
(R1,min+Wbead,min)/PDmax ≤ OV/PD ≤ (PDmax-R2,min)/PDmax
본 발명의 또 다른 측면에서, 상기 접촉부는, 상기 비딩부 상에 용접 결합될 수 있다.
바람직하게, 상기 접촉부는, 상기 비딩부의 평탄한 상면 상에 용접 결합될 수 있다.
보다 바람직하게, 상기 접촉부와 상기 비딩부 사이의 용접 영역은, 상기 비딩부의 평탄한 상면보다 좁게 형성되어 있을 수 있다.
본 발명의 또 다른 측면에서, 상기 비딩부의 압입 깊이를 PD라고 하고, 상기 압입 깊이의 최대 값을 PDmax라고 하고, 상기 비딩부의 최 내측 지점으로부터, 반경 방향으로 최외곽에 위치하는 용접 비드의 중앙 지점까지의 거리를 W라고 하고, 상기 접촉부의 단부로부터 상기 비딩부의 최 내측 지점을 지나는 수직선 까지의 최단 거리인 오버랩 길이를 OV라고 하고, OV의 최소값을 OVmin 이라고 하고 OV의 최대값을 OVmax 라고 하고, 용접 비드 폭의 최소값을 Wbead,min 이라고 했을 때, 다음 관계식을 만족할 수 있다.
(OVmin-0.5*Wbead,min)/PDmax ≤ W/PD ≤ (OVmax-0.5*Wbead,min)/PDmax
본 발명의 또 다른 측면에서, 상기 비딩부와 상기 접촉부 사이에 형성되는 용접 비드는 적어도 하나 이상일 수 있다.
바람직하게, 상기 비딩부와 상기 접촉부 사이에 형성되는 용접 비드는 원주 방향을 따라 연장되는 직선 형상의 용접 패턴을 형성할 수 있다.
본 발명의 또 다른 측면에서, 상기 비딩부와 상기 접촉부 사이에 형성되는 용접 비드는 적어도 하나 이상이고, 상기 적어도 하나의 용접 비드는 원주 방향을 따라 연장되는 호 형상의 용접 패턴을 형성할 수 있다.
본 발명의 또 다른 측면에서, 상기 비딩부와 상기 접촉부 사이에 형성되는 용접 비드는, 용접 패턴을 형성하고, 상기 용접 패턴은, 점 용접이 연결된 선 형태를 가질 수 있다.
본 발명의 또 다른 측면에서, 상기 비딩부와 상기 접촉부 사이에 형성되는 용접 비드는, 동일 접촉부 내에 복수 개 형성될 수 있다.
본 발명의 또 다른 측면에서, 상기 비딩부와 상기 접촉부 사이에 형성되는 용접 비드의 폭은, 0.1 mm 이상일 수 있다.
본 발명의 또 다른 측면에서, 상기 제1 무지부와 상기 탭 결합부는 상기 전극 조립체의 반경 방향을 따라 용접 결합될 수 있다.
본 발명의 또 다른 측면에서, 상기 탭 결합부는, 상기 배터리 하우징의 하면과 평행한 상태로 상기 제1 무지부에 용접 결합될 수 있다.
본 발명의 또 다른 측면에서, 상기 제1 무지부와 상기 탭 결합부 사이에 형성되는 복수의 용접 비드는, 상기 전극 조립체의 반경 방향을 따라 연장되는 직선 형상의 용접 패턴을 형성할 수 있다.
본 발명의 또 다른 측면에서, 상기 제1 무지부와 상기 탭 결합부 사이에 형성되는 용접 비드는, 용접 패턴을 형성하고, 상기 용접 패턴은, 점 용접이 연결된 선 형태를 가질 수 있다.
본 발명의 또 다른 측면에서, 상기 제1 무지부와 상기 탭 결합부 사이에 형성되는 용접 비드의 폭은, 0.1 mm 이상일 수 있다.
본 발명의 또 다른 측면에서, 상기 제1 무지부의 적어도 일부는, 상기 전극 조립체의 권취 방향을 따라 분할된 복수의 분절편을 포함할 수 있다.
바람직하게, 상기 복수의 분절편은, 상기 전극 조립체의 반경 방향을 따라 절곡되어 절곡면을 형성할 수 있다.
바람직하게, 상기 복수의 분절편은, 상기 전극 조립체의 반경 방향을 따라 여러 겹으로 중첩되면서 절곡면을 형성할 수 있다.
보다 바람직하게, 상기 절곡면은, 싱기 전극 조립체의 외주측으로부터 코어측으로 가면서 분절편의 중첩 레이어 수가 최대치까지 순차적으로 증가하는 적층수 증가구간과 중첩 레이어 수가 최대치가 된 반경 지점부터 최내측 분절편이 존재하는 반경 지점까지의 적층수 균일 구간을 포함할 수 있다.
바람직하게, 상기 탭 결합부는, 상기 적층수 균일구간과 중첩되도록 상기 절곡면에 결합될 수 있다.
보다 바람직하게, 상기 적층수 균일구간의 중첩 레이어 수는 10 이상일 수 있다.
보다 바람직하게, 상기 탭 결합부는, 상기 절곡면에 용접되고, 상기 탭 결합부의 용접 영역은 상기 전극 조립체의 반경 방향을 따라 상기 적층수 균일구간과 적어도 50%이상 중첩될 수 있다.
본 발명의 또 다른 측면에서, 상기 집전체는, 상기 집전체의 중심부에 원형의 집전체 홀을 구비할 수 있다.
바람직하게, 상기 집전체 홀의 직경은, 상기 전극 조립체의 코어에 구비된 권취 중심 홀의 직경보다 크거나 같을 수 있다.
본 발명의 또 다른 측면에서, 상기 배터리는, 상기 배터리 하우징과 상기 캡 사이에 구비된 실링 가스켓을 포함할 수 있다.
바람직하게, 상기 접촉부는, 상기 실링 가스켓과 상기 비딩부 사이에 개재될 수 있다.
보다 바람직하게, 상기 실링 가스켓의 두께는, 원주 방향을 따라 가변할 수 있다.
바람직하게, 상기 실링 가스켓의 두께는, 원주 방향을 따라 증가와 감소를 교차로 반복할 수 있다.
본 발명의 일 측면에서, 상기 실링 가스켓은, 상기 접촉부와 접촉하는 영역과, 상기 접촉부와 접촉하지 않는 영역에서 압축률이 동일할 수 있다.
본 발명의 다른 측면에서, 상기 실링 가스켓은, 상기 접촉부와 접촉하는 영역보다, 상기 접촉부와 접촉하지 않는 영역에서 더 작은 압축률을 가질 수 있다.
바람직하게, 상기 실링 가스켓은, 상기 접촉부와 접촉하는 영역보다, 상기 접촉부와 접촉하지 않는 영역에서 더 큰 두께를 가질 수 있다.
본 발명의 또 다른 측면에서, 집전체는, 상기 탭 결합부와 상기 하우징 결합부가 상호 연결된 상태로 반경 방향을 따라 연장된 레그 구조를 가질 수 있다.
바람직하게, 상기 레그 구조는 복수 개 구비될 수 있다.
바람직하게, 상기 레그 구조는, 상기 집전체의 중심부를 기준으로 방사형, 십자형 또는 이들이 조합된 형태로 배치될 수 있다.
본 발명의 또 다른 측면에서, 상기 하우징 결합부가 복수 개 구비되고, 복수의 상기 하우징 결합부는, 상호 연결되어 일체로 형성될 수 있다.
본 발명의 또 다른 측면에서, 상기 연결부는, 연장 방향이 적어도 1회 전환되는 밴딩부를 적어도 하나 구비할 수 있다.
바람직하게, 상기 밴딩부의 돌출된 최 외측 지점은, 상기 비딩부의 최 내측 지점과 소정 간격 이격되어 있을 수 있다.
본 발명의 또 다른 측면에서, 상기 밴딩부에 의해, 상기 접촉부와 상기 연결부 사이의 각도가 예각이 될 수 있다.
본 발명의 또 다른 측면에서, 상기 연결부는, 상기 밴딩부에 의해 상방으로 탄성 바이어스 되어 있을 수 있다.
본 발명의 또 다른 측면에서, 상기 접촉부의 원주 방향 길이는, 상기 탭 결합부의 원주 방향 길이와 동일할 수 있다.
본 발명의 또 다른 측면에서, 상기 접촉부의 원주 방향 길이는, 상기 연결부의 원주 방향 길이와 동일할 수 있다.
본 발명의 또 다른 측면에서, 상기 접촉부의 원주 방향 길이는, 상기 탭 결합부의 원주 방향 길이에 비해 상대적으로 길 수 있다.
본 발명의 또 다른 측면에서, 상기 접촉부의 원주 방향 길이는, 상기 연결부의 원주 방향 길이에 비해 상대적으로 길 수 있다.
본 발명의 또 다른 측면에서, 상기 접촉부는, 상기 배터리 하우징의 비딩부를 따라 원주 방향으로 연장되는 호 형태를 가질 수 있다.
본 발명의 또 다른 측면에서, 상기 접촉부는, 상기 연결부와 상기 접촉부의 교차 지점으로부터, 원주 방향을 따라 서로 반대 방향으로 연장되는 호 형태를 가질 수 있다.
본 발명의 또 다른 측면에서, 원주 방향으로 연장된 상기 접촉부의 길이의 합은, 상기 배터리 하우징의 내주의 길이와 대응될 수 있다.
본 발명의 또 다른 측면에서, 상기 연결부는, 상기 접촉부를 따라 원주 방향으로 연장된 호 형태를 가질 수 있다.
본 발명의 또 다른 측면에서, 상기 탭 결합부와 상기 하우징 결합부의 경계 영역은, 상기 하우징 결합부의 단부가 상기 비딩부를 향하도록 절곡되어 있을 수 있다.
본 발명의 또 다른 측면에서, 상기 접촉부와 상기 연결부 사이의 연결 부위는, 절곡되어 있을 수 있다.
본 발명의 또 다른 측면에서, 상기 접촉부와 상기 연결부 사이의 연결 부위는, 상기 비딩부의 내측 표면과 대응되는 상보적 형상을 가질 수 있다.
본 발명의 또 다른 측면에서, 상기 접촉부와 상기 연결부 사이의 연결 부위는, 상기 비딩부의 내측 표면과 정합되는 형상을 가진 채로 상기 비딩부와 빈틈 없이 결합될 수 있다.
본 발명의 또 다른 측면에서, 상기 탭 결합부와 상기 하우징 결합부의 경계 영역은, 상기 배터리 하우징에 형성된 비딩부의 최 내측 지점보다 더 내측에 위치할 수 있다.
바람직하게, 상기 배터리 하우징의 길이 방향 축을 따라 보았을 때, 상기 탭 결합부는 상기 비딩부에 의해 중첩되지 않을 수 있다.
본 발명의 또 다른 측면에서, 상기 배터리는, 상기 제2 전극은 장변 단부에 활물질층이 코팅되지 않으며 상기 분리막의 외부로 노출된 제2 무지부를 포함하며, 상기 제2 무지부의 적어도 일부는 그 자체로서 전극 탭으로서 사용되고, 상기 개방부의 반대 편에 구비되며 상기 제2 무지부와 전기적으로 연결되는 단자;를 포함할 수 있다.
바람직하게, 상기 배터리는, 상기 제2 무지부와, 상기 단자 사이에 형성되어 있고, 상기 제2 무지부와 결합되는 탭 결합부; 및 상기 단자와 결합되는 단자 결합부;를 구비한 제2 집전체를 더 포함할 수 있다.
바람직하게, 상기 단자 결합부는, 상기 전극 조립체의 권취 중심 홀을 커버할 수 있다.
바람직하게, 상기 제2 집전체의 상기 단자 결합부의 중심으로부터 상기 탭 결합부의 끝단에 이르는 최장 반경은, 상기 집전체의 중심부로부터 상기 탭 결합부의 끝단에 이르는 최장 반경보다 클 수 있다.
본 발명의 또 다른 측면에서, 상기 제2 집전체의 탭 결합부는, 상기 제2 무지부의 절곡된 단부에 결합되어 있을 수 있다.
바람직하게, 상기 제2 집전체의 탭 결합부와, 상기 제2 무지부의 절곡된 단부를 결합하는 용접 영역이 더 형성되어 있고, 상기 제2 집전체의 단자 결합부의 중심으로부터 상기 용접 영역에 이르는 거리는, 상기 집전체의 중심부로부터 탭 결합부 상의 용접 영역에 이르는 거리와 동일하거나, 5% 이하의 거리 편차를 가질 수 있다.
바람직하게, 상기 제2 집전체의 용접 영역은, 상기 집전체의 탭 결합부 상의 용접 영역보다 긴 길이를 가질 수 있다.
본 발명의 또 다른 측면에서, 상기 탭 결합부 상에는 전해액 주입을 위한 하나 이상의 홀이 형성되어 있을 수 있다.
본 발명의 또 다른 측면에서, 상기 배터리의 직경을 높이로 나눈 폼 팩터의 비가 0.4 보다 클 수 있다.
본 발명의 또 다른 측면에서, 양극과 음극 사이에서 측정된 저항이 4miliohm 이하일 수 있다.
한편, 본 발명의 일 실시예에 따른 배터리 팩은, 상술한 바와 같은 본 발명의 일 실시예에 따른 배터리를 복수개 포함한다.
바람직하게, 복수의 배터리는 소정 수의 열로 배열되고, 각 배터리의 단자와 배터리 하우징 바닥의 외부면은 상부를 향하도록 배치될 수 있다.
본 발명의 일 측면에서, 상기 배터리 팩은, 복수의 배터리를 직렬 및 병렬로 연결하는 복수의 버스바를 포함하고, 각 버스바는 인접하는 배터리의 단자 사이에 배치되고, 각 버스바는, 인접하는 단자 사이에서 연장되는 바디부; 상기 바디부의 일측으로 연장되어 상기 일측에 위치한 배터리의 전극 단자에 전기적으로 결합하는 복수의 제1버스바 단자; 및상기 바디부의 타측으로 연장되어 상기 타측에 위치한 배터리의 배터리 하우징 바닥의 외부면에 전기적으로 결합하는 복수의 제2버스바 단자를 포함할 수 있다.
본 발명의 일 실시예에 따른 자동차는, 상술한 바와 같은 본 발명의 일 실시예에 따른 배터리 팩을 포함한다.
한편, 본 발명의 일 실시예에 따른 집전체는, 전극 조립체의 제1 무지부와 결합되는 적어도 하나의 탭 결합부; 및 상기 탭 결합부로부터 연장되어 배터리 하우징의 비딩부 상에 전기적으로 결합되는 적어도 하나의 하우징 결합부를 포함한다.
한편, 본 발명의 다른 실시예에 따른 배터리는, 쉬트 형상을 가진 제1 전극 및 제2 전극과 이들 사이에 개재된 분리막이 일 방향으로 권취된 구조를 가진 전극 조립체로서, 상기 제1 전극은 장변 단부에 활물질층이 코팅되지 않으며 상기 분리막의 외부로 노출된 제1 무지부를 포함하고, 상기 제1 무지부의 적어도 일부는 그 자체로서 전극 탭으로서 사용되는 전극 조립체; 일 측에 형성된 개방부를 통해 상기 전극 조립체를 수용하는 배터리 하우징; 상기 제1 무지부 및 상기 배터리 하우징의 내면과 전기적으로 결합되는 집전체; 및 상기 배터리 하우징의 개방부와 상기 집전체 사이에 개재된 실링 가스켓;을 포함하고, 상기 집전체가 상기 배터리 하우징의 내면에 접하는 부분이, 상기 배터리 하우징의 내면과 상기 실링 가스켓 사이에 개재된다.
바람직하게, 상기 배터리 하우징은, 상기 개방부에 인접한 단부에 형성되며 내측을 향해 압입된 비딩부를 구비할 수 있다.
본 발명의 다른 측면에서, 상기 제1 무지부와 상기 탭 결합부 사이에 형성되는 용접 패턴의 연장 방향과, 상기 비딩부와 상기 접촉부 사이에 형성되는 용접 패턴의 연장 방향은, 서로 수직일 수 있다.
본 발명의 또 다른 측면에서, 상기 비딩부의 최 내측 지점은, 상기 크림핑부의 말단 지점보다, 반경 방향으로 더 내측에 위치할 수 있다.
본 발명의 또 다른 측면에서, 상기 실링 가스켓은 상기 캡를 감싸며, 상기 실링 가스켓의 부위 중에서 상기 캡의 하면을 커버하는 부위의 반경 방향 길이는, 상기 실링 가스켓의 부위 중에서 상기 캡의 상면을 커버하는 부위의 반경 방향 길이보다 작을 수 있다.
본 발명의 또 다른 측면에서, 상기 탭 결합부의 반경 방향 총 길이를 T라고 하고, 상기 전극 조립체의 외경을 JR이라고 하고, 상기 전극 조립체의 최외곽에 배치된 분절편의 높이를 F라고 했을 때, 다음 관계식을 만족할 수 있다.
JR - 2*F ≤ T < JR
본 발명의 또 다른 측면에서, 상기 비딩부의 최 내측 지점으로부터 반경 방향으로 최외곽에 위치하는 용접 비드의 중앙 지점까지의 거리의 최소 값을 W1라고 하고, 오버랩 길이가 OV일 때의 상기 비딩부의 최 내측 지점으로부터 반경 방향으로 최외곽에 위치하는 용접 비드의 중앙 지점까지의 거리를 W라고 했을 때, 다음 관계식을 만족할 수 있다.
W1 = R1 + 0.5 * Wbead,min
W = OV - 0.5 * Wbead,min
본 발명의 또 다른 측면에서, 상기 비딩부는 적어도 일부 영역에서 상기 배터리 하우징의 하면과 평행한 평탄 구간을 갖고, 상기 집전체와 접촉하는 상기 비딩부의 상기 평탄 구간의 길이는, OV - R1 일 수 있다.
바람직하게, 오버랩 길이가 OV일 때, 상기 비딩부와 상기 접촉부 사이에 형성되는 용접 패턴의 반경 방향 폭 길이는, Wbead,min 이상 OV - R1 이하일 수 있다.
본 발명의 또 다른 측면에서, 상기 평탄 구간 길이 대비 상기 용접 패턴의 반경 방향 폭 길이의 비율은, 10 ~ 40 % 의 범위를 만족할 수 있다.
본 발명의 또 다른 측면에서, 상기 전극 조립체의 외경을 지름으로 하는 원의 면적 대비 상기 집전체가 상기 전극 조립체의 상면과 접촉하지 않는 면적의 비율은, 30% 이상 100 % 미만일 수 있다.
보다 바람직하게, 상기 전극 조립체의 외경을 지름으로 하는 원의 면적 대비 상기 집전체가 상기 전극 조립체와 접촉하지 않는 면적의 비율은, 60% 이상 100 % 미만일 수 있다.
본 발명의 또 다른 측면에서, 상기 집전체 홀의 직경은, 상기 전극 조립체의 코어에 구비된 권취 중심 홀의 직경보다 작을 수 있다.
바람직하게, 상기 권취 중심 홀의 직경을 R3 이라고 할 때, 상기 집전체 홀의 직경은 0.5*R3 이상 R3 미만일 수 있다.
보다 바람직하게, 상기 권취 중심 홀의 직경을 R3이라고 할 때, 상기 집전체 홀의 직경은 0.7*R3 이상 R3 미만일 수 있다.
본 발명의 또 다른 측면에서, 상기 연결부는 반경 방향 및 권취 축방향으로 연장될 수 있다.
본 발명의 또 다른 측면에서, 상기 탭 결합부, 연결부 및 접촉부는 연장 방향을 따라 동일한 폭을 가질 수 있다.
또는, 상기 접촉부는 상기 연결부보다 큰 폭을 가질 수 있다.
본 발명의 또 다른 측면에서, 상기 연결부는 상기 탭 결합부보다 작은 폭을 가질 수 있다.
또는, 상기 연결부는 상기 탭 결합부보다 큰 폭을 가질 수 있다.
본 발명에 따르면, 전극 조립체와 배터리 하우징 사이를 전기적으로 연결함에 있어서 저항을 크게 낮출 수 있다.
또한, 본 발명에 따르면, 집전체와 배터리 하우징과의 결합 부위의 결합력을 향상시킬 수 있다.
아울러, 본 발명에 따르면, 배터리의 에너지 밀도를 향상시킬 수 있다.
또한, 본 발명에 따르면, 배터리를 제조함에 있어서, 배터리 하우징과 집전체의 전기적 연결을 위한 용접 공정의 편의성을 높이고, 이로써 생산성을 향상시킬 수 있게 된다.
다만, 본 발명을 통해 얻을 수 있는 효과는 상술한 효과들에 제한되지 않으며, 언급되지 않은 또 다른 기술적인 효과들은 아래에 기재된 발명의 설명으로부터 당업자에게 명확하게 이해될 수 있을 것이다.
본 명세서에 첨부되는 다음의 도면들은 본 발명의 바람직한 실시예를 예시하는 것이며, 후술되는 발명의 상세한 설명과 함께 본 발명의 기술사상을 더욱 이해시키는 역할을 하는 것이므로, 본 발명은 그러한 도면에 기재된 사항에만 한정되어 해석되어서는 아니 된다.
도 1a은 본 발명의 일 실시예를 따르는 배터리의 종단면도의 일부를 나타내는 도면이다.
도 1b는 본 발명의 다른 실시예를 따르는 배터리의 종단면도의 일부를 나타내는 도면이다.
도 1c는 도 1b의 전극 조립체의 상부를 확대한 도면이다.
도 1d는 도 1c의 제1 무지부의 상부를 확대한 도면이다.
도 2는 본 발명의 또 다른 실시예를 따르는 배터리의 종단면도의 일부를 나타내는 도면이다.
도 3은 본 발명의 또 다른 실시예를 따르는 배터리의 종단면도의 일부를 나타내는 도면이다.
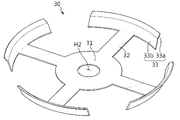
도 4a는 도 3의 배터리에 포함된 집전체를 설명하기 위한 도면이다.
도 4b는 도 4a의 집전체에서 밴딩부가 생략된 실시예를 설명하기 위한 도면이다.
도 5는 본 발명의 다른 실시예를 따르는 집전체를 설명하기 위한 도면이다.
도 6은 본 발명의 또 다른 실시예를 따르는 집전체를 설명하기 위한 도면이다.
도 7은 집전체 홀과 권취 홀의 관계를 설명하기 위한 도면이다.
도 8a는 도 4a의 집전체와 제1 무지부의 용접 영역 및 집전체와 비딩부의 용접 영역을 설명하기 위한 도면이다.
도 8b는 도 4b의 집전체와 제1 무지부의 용접 영역 및 집전체와 비딩부의 용접 영역을 설명하기 위한 도면이다.
도 9는 도 5의 집전체와 제1 무지부의 용접 영역 및 집전체와 비딩부의 용접 영역을 설명하기 위한 도면이다.
도 10은 도 6의 집전체와 제1 무지부의 용접 영역 및 집전체와 비딩부의 용접 영역을 설명하기 위한 도면이다.
도 11은 접촉부와 비딩부 사이의 용접 영역에 형성되는 용접 비드위 위치, 길이 및 폭 등을 설명하기 위한 도면이다.
도 12는 배터리 하우징의 내면의 직경과 집전체의 총 직경 사이의 관계를 설명하기 위한 도면이다.
도 13a는 집전체의 용접 공정을 설명하기 위한 도면이다.
도 13b는 배터리 하우징의 비딩 공정을 설명하기 위한 도면이다.
도 13c는 배터리 하우징의 크림핑 공정을 설명하기 위한 도면이다.
도 13d는 배터리 하우징의 사이징 공정을 설명하기 위한 도면이다.
도 13e는 사이징 공정 전 집전체 형상에 따라 사이징 공정 후의 집전체 변화를 설명하기 위한 도면이다.
도 13f는 사이징 공정 후에도 용접 영역이 유지될 수 있는 집전체의 형상을 설명하기 위한 도면이다.
도 13g는 사이징 공정 후에도 용접 영역이 유지될 수 있는 집전체의 형상을 설명하기 위한 도면이다.
도 14는 본 발명의 바람직한 실시예에 따른 전극판 구조를 예시적으로 나타낸 평면도이다.
도 15는 본 발명의 실시예에 따른 전극판의 무지부 분절구조를 제1전극판 및 제2전극판에 적용한 전극 조립체를 길이 방향(Y)을 따라 자른 단면도이다.
도 16a는 본 발명의 실시예에 따라 무지부가 절곡된 전극 조립체를 길이 방향(Y)을 따라 자른 단면도이다.
도 16b는 본 발명의 실시예에 따라 무지부가 절곡된 전극 조립체의 사시도이다.
도 17은 본 발명의 실시예에 따른 복수의 배터리를 버스바를 이용하여 직렬 및 병렬로 연결한 모습을 나타낸 상부 평면도이다.
도 18a는 본 발명의 일 실시예를 따르는 제2 집전체를 설명하기 위한 도면이다.
도 18b는 본 발명의 다른 실시예를 따르는 제2 집전체를 설명하기 위한 도면이다
도 19는 본 발명의 일 실시예를 따르는 배터리를 포함하는 배터리 팩을 설명하기 위한 도면이다.
도 20은 도 19의 배터리 팩을 포함하는 자동차를 설명하기 위한 도면이다.
도 1a은 본 발명의 일 실시예를 따르는 배터리의 종단면도의 일부를 나타내는 도면이다.
도 1b는 본 발명의 다른 실시예를 따르는 배터리의 종단면도의 일부를 나타내는 도면이다.
도 1c는 도 1b의 전극 조립체의 상부를 확대한 도면이다.
도 1d는 도 1c의 제1 무지부의 상부를 확대한 도면이다.
도 2는 본 발명의 또 다른 실시예를 따르는 배터리의 종단면도의 일부를 나타내는 도면이다.
도 3은 본 발명의 또 다른 실시예를 따르는 배터리의 종단면도의 일부를 나타내는 도면이다.
도 4a는 도 3의 배터리에 포함된 집전체를 설명하기 위한 도면이다.
도 4b는 도 4a의 집전체에서 밴딩부가 생략된 실시예를 설명하기 위한 도면이다.
도 5는 본 발명의 다른 실시예를 따르는 집전체를 설명하기 위한 도면이다.
도 6은 본 발명의 또 다른 실시예를 따르는 집전체를 설명하기 위한 도면이다.
도 7은 집전체 홀과 권취 홀의 관계를 설명하기 위한 도면이다.
도 8a는 도 4a의 집전체와 제1 무지부의 용접 영역 및 집전체와 비딩부의 용접 영역을 설명하기 위한 도면이다.
도 8b는 도 4b의 집전체와 제1 무지부의 용접 영역 및 집전체와 비딩부의 용접 영역을 설명하기 위한 도면이다.
도 9는 도 5의 집전체와 제1 무지부의 용접 영역 및 집전체와 비딩부의 용접 영역을 설명하기 위한 도면이다.
도 10은 도 6의 집전체와 제1 무지부의 용접 영역 및 집전체와 비딩부의 용접 영역을 설명하기 위한 도면이다.
도 11은 접촉부와 비딩부 사이의 용접 영역에 형성되는 용접 비드위 위치, 길이 및 폭 등을 설명하기 위한 도면이다.
도 12는 배터리 하우징의 내면의 직경과 집전체의 총 직경 사이의 관계를 설명하기 위한 도면이다.
도 13a는 집전체의 용접 공정을 설명하기 위한 도면이다.
도 13b는 배터리 하우징의 비딩 공정을 설명하기 위한 도면이다.
도 13c는 배터리 하우징의 크림핑 공정을 설명하기 위한 도면이다.
도 13d는 배터리 하우징의 사이징 공정을 설명하기 위한 도면이다.
도 13e는 사이징 공정 전 집전체 형상에 따라 사이징 공정 후의 집전체 변화를 설명하기 위한 도면이다.
도 13f는 사이징 공정 후에도 용접 영역이 유지될 수 있는 집전체의 형상을 설명하기 위한 도면이다.
도 13g는 사이징 공정 후에도 용접 영역이 유지될 수 있는 집전체의 형상을 설명하기 위한 도면이다.
도 14는 본 발명의 바람직한 실시예에 따른 전극판 구조를 예시적으로 나타낸 평면도이다.
도 15는 본 발명의 실시예에 따른 전극판의 무지부 분절구조를 제1전극판 및 제2전극판에 적용한 전극 조립체를 길이 방향(Y)을 따라 자른 단면도이다.
도 16a는 본 발명의 실시예에 따라 무지부가 절곡된 전극 조립체를 길이 방향(Y)을 따라 자른 단면도이다.
도 16b는 본 발명의 실시예에 따라 무지부가 절곡된 전극 조립체의 사시도이다.
도 17은 본 발명의 실시예에 따른 복수의 배터리를 버스바를 이용하여 직렬 및 병렬로 연결한 모습을 나타낸 상부 평면도이다.
도 18a는 본 발명의 일 실시예를 따르는 제2 집전체를 설명하기 위한 도면이다.
도 18b는 본 발명의 다른 실시예를 따르는 제2 집전체를 설명하기 위한 도면이다
도 19는 본 발명의 일 실시예를 따르는 배터리를 포함하는 배터리 팩을 설명하기 위한 도면이다.
도 20은 도 19의 배터리 팩을 포함하는 자동차를 설명하기 위한 도면이다.
이하, 첨부된 도면을 참조하여 본 발명의 바람직한 실시예를 상세히 설명하기로 한다. 이에 앞서, 본 명세서 및 청구범위에 사용된 용어나 단어는 통상적이거나 사전적인 의미로 한정해서 해석되어서는 아니 되며, 발명자는 그 자신의 발명을 가장 최선의 방법으로 설명하기 위해 용어의 개념을 적절하게 정의할 수 있다는 원칙에 입각하여 본 발명의 기술적 사상에 부합하는 의미와 개념으로 해석되어야만 한다. 따라서, 본 명세서에 기재된 실시예와 도면에 도시된 구성은 본 발명의 가장 바람직한 일부 실시예에 불과할 뿐이고 본 발명의 기술적 사상을 모두 대변하는 것은 아니므로, 본 출원시점에 있어서 이들을 대체할 수 있는 다양한 균등물과 변형예들이 있을 수 있음을 이해하여야 한다.
또한, 발명의 이해를 돕기 위하여, 첨부된 도면은 실제 축척대로 도시된 것이 아니라 일부 구성요소의 치수가 과장되게 도시될 수 있다. 또한, 서로 다른 실시예에서 동일한 구성요소에 대해서는 동일한 참조번호가 부여될 수 있다.
2 개의 비교 대상이 '동일'하다는 언급은 '실질적으로 동일'한 것을 의미한다. 따라서 실질적 동일은 당업계에서 낮은 수준으로 간주되는 편차, 예를 들어 5% 이내의 편차를 가지는 경우를 포함할 수 있다. 또한, 소정 영역에서 어떠한 파라미터가 균일하다는 것은 평균적 관점에서 균일하다는 것을 의미할 수 있다.
비록 제1, 제2 등이 다양한 구성요소들을 서술하기 위해서 사용되나, 이들 구성요소들은 이들 용어에 의해 제한되지 않음은 물론이다. 이들 용어들은 단지 하나의 구성요소를 다른 구성요소와 구별하기 위하여 사용하는 것으로, 특별히 반대되는 기재가 없는 한, 제1 구성요소는 제2 구성요소일 수도 있음은 물론이다.
명세서 전체에서, 특별히 반대되는 기재가 없는 한, 각 구성요소는 단수일 수도 있고 복수일 수도 있다.
구성요소의 "상부 (또는 하부)" 또는 구성요소의 "상 (또는 하)"에 임의의 구성이 배치된다는 것은, 임의의 구성이 상기 구성요소의 상면 (또는 하면)에 접하여 배치되는 것뿐만 아니라, 상기 구성요소와 상기 구성요소 상에 (또는 하에) 배치된 임의의 구성 사이에 다른 구성이 개재될 수 있음을 의미할 수 있다.
또한 어떤 구성요소가 다른 구성요소에 "연결", "결합" 또는 "접속"된다고 기재된 경우, 상기 구성요소들은 서로 직접적으로 연결되거나 또는 접속될 수 있지만, 각 구성요소 사이에 다른 구성요소가 "개재"되거나, 각 구성요소가 다른 구성요소를 통해 "연결", "결합" 또는 "접속"될 수도 있는 것으로 이해되어야 할 것이다.
명세서 전체에서, "A 및/또는 B" 라고 할 때, 이는 특별한 반대되는 기재가 없는 한, A, B 또는 A 및 B를 의미하며, "C 내지 D" 라고 할 때, 이는 특별한 반대되는 기재가 없는 한, C 이상이고 D 이하인 것을 의미한다.
설명의 편의상 본 명세서에서 권취 형태로 감기는 전극 조립체의 권취축의 길이방향을 따르는 방향을 축방향(Y)이라 지칭한다. 그리고 상기 권취축을 둘러싸는 방향을 원주방향 또는 둘레방향(X)이라 지칭한다. 그리고 상기 권취축에 가까워지거나 권취축으로부터 멀어지는 방향을 반경방향이라 지칭한다. 이들 중 특히 권취축에 가까워지는 방향을 구심방향, 권취축으로부터 멀어지는 방향을 원심방향이라 지칭한다.
도 1a을 참조하면, 본 발명의 일 실시예에 따른 배터리(1)는 전극 조립체(10), 배터리 하우징(20), 집전체(제1 집전체)(30) 및 캡(40)을 포함한다. 상기 배터리(1)는, 그 밖에도 단자(50) 및/또는 실링 가스켓(G1) 및/또는 절연 가스켓(G2) 및/또는 집전체(제2 집전체)(P) 및/또는 인슐레이터(S)를 더 포함할 수도 있다. 상기 단자(50)는 상기 개방부의 반대 편에 구비되며 상기 제2 무지부(12)와 전기적으로 연결될 수 있다.
상기 전극 조립체(10)는, 제1 무지부(11) 및 제2 무지부(12)를 구비한다. 좀 더 구체적으로는, 상기 전극 조립체(10)는 제1 전극, 분리막, 제2 전극, 분리막을 순차적으로 적어도 1회 적층하여 형성된 적층체를 권취시킴으로써 제조될 수 있다. 즉, 본 발명에 적용되는 전극 조립체(10)는, 권취 타입의 전극 조립체일 수 있다. 이 경우, 상기 전극 조립체(10)의 외주면 상에는 배터리 하우징(20)과의 절연을 위해 추가적인 분리막이 구비될 수도 있다. 상기 전극 조립체(10)는 관련 기술 분야에서 잘 알려진 권취 구조를 제한 없이 가질 수 있다.
상기 전극 조립체(10)는 제1 전극 및 제2 전극과 이들 사이에 개재된 분리막이 권취 축을 중심으로 권취됨으로써 코어와 외주면을 정의한 전극 조립체(10)일 수 있다. 여기서, 상기 제1 전극은 권취 방향을 따라 활물질층이 코팅되어 있는 활물질부와, 활물질층이 코팅되지 않은 제1 무지부(11)를 포함할 수 있다.
보다 구체적으로, 상기 전극 조립체(10)는, 쉬트 형상을 가진 제1 전극 및 제2 전극과 이들 사이에 개재된 분리막이 일 방향으로 권취된 구조를 가진 권취 타입의 전극 조립체일 수 있다. 상기 제1 전극은 장변 단부에 활물질층이 코팅되지 않으며 상기 분리막의 외부로 노출된 제1 무지부(11)를 포함할 수 있다. 상기 제2 전극은 장변 단부에 활물질층이 코팅되지 않으며 상기 분리막의 외부로 노출된 제2 무지부(12)를 포함할 수 있다. 상기 제1 무지부(11)의 적어도 일부는 그 자체로서 전극 탭으로서 사용될 수 있다. 상기 제2 무지부(12)의 적어도 일부는 그 자체로서 전극 탭으로서 사용될 수 있다.
구체적으로, 상기 제1 전극은, 제1 전극 집전체 및 제1 전극 집전체의 일 면 또는 양 면 상에 도포된 제1 전극 활물질을 포함한다. 상기 제1 전극 집전체의 폭 방향(도 1a에 도시된 배터리(1)의 높이 방향과 나란한 방향) 일 측 단부에는 제1 전극 활물질이 도포되지 않은 무지부가 존재한다. 상기 무지부는, 제1 전극 탭으로서 기능한다. 상기 제1 무지부(11)는, 배터리 하우징(20) 내에 수용된 전극 조립체(10)의 높이 방향(도 1a에 도시된 배터리(1)의 높이 방향과 나란한 방향) 상부에 구비된다. 상기 제1 무지부(11)는, 예를 들어 음극 탭일 수 있다.
상기 제2 전극은, 제2 전극 집전체 및 제2 전극 집전체의 일 면 또는 양 면 상에 도포된 제2 전극 활물질을 포함한다. 상기 제2 전극 집전체의 폭 방향(도 1a에 도시된 배터리(1)의 높이 방향과 나란한 방향) 타 측 단부에는 제2 전극 활물질이 도포되지 않은 무지부가 존재한다. 상기 무지부는, 제2 전극 탭으로서 기능한다. 상기 제2 무지부(12)는, 배터리 하우징(20) 내에 수용된 전극 조립체(10)의 높이 방향 하부에 구비된다. 상기 제2 무지부(12)는은, 예를 들어 양극 탭일 수 있다.
본 발명에 있어서, 양극판에 코팅되는 양극 활물질과 음극판에 코팅되는 음극 활물질은 당업계에 공지된 활물질이라면 제한없이 사용될 수 있다.
일 예에서, 양극 활물질은 일반 화학식 A[AxMy]O2+z(A는 Li, Na 및 K 중 적어도 하나 이상의 원소를 포함; M은 Ni, Co, Mn, Ca, Mg, Al, Ti, Si, Fe, Mo, V, Zr, Zn, Cu, Al, Mo, Sc, Zr, Ru, 및 Cr에서 선택된 적어도 하나 이상의 원소를 포함; x ≥ 0, 1 ≤ x+y ≤2, 0.1 ≤ z ≤ 2; 화학량론 계수 x, y 및 z는 화합물이 전기적 중성을 유지하도록 선택됨)로 표시되는 알칼리 금속 화합물을 포함할 수 있다.
다른 예에서, 양극 활물질은 US6,677,082, US6,680,143 등에 개시된 알칼리 금속 화합물 xLiM1O2(1x)Li2M2O3(M1은 평균 산화 상태 3을 갖는 적어도 하나 이상의 원소를 포함; M2는 평균 산화 상태 4를 갖는 적어도 하나 이상의 원소를 포함; 0 ≤ x ≤ 1)일 수 있다.
또 다른 예에서, 양극 활물질은, 일반 화학식 LiaM1 xFe1xM2 yP1yM3 zO4z(M1은 Ti, Si, Mn, Co, Fe, V, Cr, Mo, Ni, Nd, Al, Mg 및 Al에서 선택된 적어도 하나 이상의 원소를 포함; M2는 Ti, Si, Mn, Co, Fe, V, Cr, Mo, Ni, Nd, Al, Mg, Al, As, Sb, Si, Ge, V 및 S에서 선택된 적어도 하나 이상의 원소를 포함; M3는 F를 선택적으로 포함하는 할로겐족 원소를 포함; 0 < a ≤ 2, 0 ≤ x ≤ 1, 0 ≤ y < 1, 0 ≤ z < 1; 화학량론 계수 a, x, y 및 z는 화합물이 전기적 중성을 유지하도록 선택됨), 또는 Li3M2(PO4)3[M은 Ti, Si, Mn, Fe, Co, V, Cr, Mo, Ni, Al, Mg 및 Al에서 선택된 적어도 하나의 원소를 포함]로 표시되는 리튬 금속 포스페이트일 수 있다.
바람직하게, 양극 활물질은 1차 입자 및/또는 1차 입자가 응집된 2차 입자를 포함할 수 있다.
일 예에서, 음극 활물질은 탄소재, 리튬금속 또는 리튬금속화합물, 규소 또는 규소화합물, 주석 또는 주석 화합물 등을 사용할 수 있다. 전위가 2V 미만인 TiO2, SnO2와 같은 금속 산화물도 음극 활물질로 사용 가능하다. 탄소재로는 저결정 탄소, 고결정성 탄소 등이 모두 사용될 수 있다.
분리막은 다공성 고분자 필름, 예를 들어 에틸렌 단독중합체, 프로필렌 단독중합체, 에틸렌/부텐 공중합체, 에틸렌/헥센 공중합체, 에틸렌/메타크릴레이트 공중합체 등과 같은 폴리올레핀계 고분자로 제조한 다공성 고분자 필름을 단독으로 또는 이들을 적층하여 사용할 수 있다. 다른 예시로서, 분리막은 통상적인 다공성 부직포, 예를 들어 고융점의 유리 섬유, 폴리에틸렌테레프탈레이트 섬유 등으로 된 부직포를 사용할 수 있다.
분리막의 적어도 한 쪽 표면에는 무기물 입자의 코팅층을 포함할 수 있다. 또한 분리막 자체가 무기물 입자의 코팅층으로 이루어지는 것도 가능하다. 코팅층을 구성하는 입자들은 인접하는 입자 사이 사이에 인터스티셜 볼륨(interstitial volume)이 존재하도록 바인더와 결합된 구조를 가질 수 있다.
무기물 입자는 유전율이 5이상인 무기물로 이루어질 수 있다. 비제한적인 예시로서, 상기 무기물 입자는 Pb(Zr,Ti)O3(PZT), Pb1xLaxZr1yTiyO3(PLZT), PB(Mg3Nb2/3)O3PbTiO3(PMNPT), BaTiO3, hafnia(HfO2), SrTiO3, TiO2, Al2O3, ZrO2, SnO2, CeO2, MgO, CaO, ZnO 및 Y2O3로 이루어진 군에서 선택된 적어도 하나 이상의 물질을 포함할 수 있다.
전해질은 A+B--와 같은 구조를 갖는 염일 수 있다. 여기서, A+는 Li+, Na+, K+와 같은 알칼리 금속 양이온이나 이들의 조합으로 이루어진 이온을 포함한다. 그리고 B--는 F--, Cl--, Br--, I--, NO3 --, N(CN)2 --, BF4 --, ClO4 --, AlO4 --, AlCl4 --, PF6 --, SbF6 --, AsF6 --, BF2C2O4 --, BC4O8 --, (CF3)2PF4 --, (CF3)3PF3 -, (CF3)4PF2 --, (CF3)5PF--, (CF3)6P--, CF3SO3 --, C4F9SO3 --, CF3CF2SO3 --, (CF3SO2)2N--, (FSO2)2N-- , CF3CF2(CF3)2CO--, (CF3SO2)2CH--, (SF5)3C--, (CF3SO2)3C--, CF3(CF2)7SO3 --, CF3CO2 --, CH3CO2 -,SCN-- 및 (CF3CF2SO2)2N--로 이루어진 군에서 선택된 어느 하나 이상의 음이온을 포함한다.
전해질은 또한 유기 용매에 용해시켜 사용할 수 있다. 유기 용매로는, 프로필렌 카보네이트(propylene carbonate, PC), 에틸렌 카보네이트(ethylenecarbonate, EC), 디에틸카보네이트(diethyl carbonate, DEC), 디메틸카보네이트(dimethyl carbonate, DMC), 디프로필카보네이트(dipropyl carbonate, DPC), 디메틸설프옥사이드 (dimethyl sulfoxide), 아세토니트릴 (acetonitrile), 디메톡시에탄 (dimethoxyethane), 디에톡시에탄 (diethoxyethane), 테트라하이드로퓨란(tetrahydrofuran), N-메틸-2-피롤리돈 (N-methyl-2-pyrrolidone, NMP), 에틸메틸카보네이트(ethyl methyl carbonate, EMC), 감마 부티로락톤(γ-butyrolactone) 또는 이들의 혼합물이 사용될 수 있다.
상기 배터리 하우징(20)은, 일 측에 개방부가 형성된 대략 원통형의 수용체로서, 도전성을 갖는 금속 재질이다. 상기 배터리 하우징(20)의 측면, 그리고 상기 개방부의 반대 편에 위치하는 하면(도 1a을 기준으로 아래쪽 면)은 일체로 형성되는 것이 일반적이다. 즉, 상기 배터리 하우징(20)은, 그 높이 방향 상단은 개방되어 있고, 하단은 중앙부를 제외한 나머지 영역이 폐쇄된 형태를 갖는 것이 일반적이다. 상기 배터리 하우징(20)의 하면은 대략 플랫한 형태를 가질 수 있다. 상기 배터리 하우징(20)은, 그 높이 방향 일 측에 형성된 개방부를 통해 전극 조립체(10)를 수용한다. 상기 배터리 하우징(20)은, 상기 개방부를 통해 전해질도 함께 수용할 수 있다.
상기 배터리 하우징(20)은, 상기 개방부에 인접한 단부에 형성되며 내측을 향해 압입된 비딩부(21)를 포함할 수 있다. 상기 배터리 하우징(20)은 상기 비딩부(21)보다 상기 개방부를 향하는 측에 형성되며 상기 개방부를 향해 연장 및 절곡된 크림핑부(22)를 구비할 수 있다.
구체적으로, 상기 배터리 하우징(20)은, 그 상단부에 형성되는 비딩부(21)를 구비할 수 있다. 상기 배터리 하우징(20)은, 비딩부(21)보다 더 상부에 형성되는 크림핑부(22)를 더 구비할 수도 있다. 상기 비딩부(21)는, 배터리 하우징(20)의 외주면 둘레가 소정의 깊이로 압입된 형태를 갖는다. 상기 비딩부(21)는, 전극 조립체(10)의 상부에 형성된다. 상기 비딩부(21)가 형성된 영역에서의 배터리 하우징(20)의 내경은, 전극 조립체(10)의 직경보다 더 작게 형성된다.
상기 비딩부(21)는, 캡(40)이 안착될 수 있는 지지 면을 제공한다. 또한, 상기 비딩부(21)는, 후술할 집전체(30)의 가장자리 둘레 중 적어도 일부가 안착 및 결합될 수 있는 지지 면을 제공할 수 있다. 즉, 상기 비딩부(21)의 상면에는, 본 발명의 집전체(30)의 가장자리 둘레 중 적어도 일부 및/또는 본 발명의 캡(40)의 가장자리 둘레가 안착될 수 있다. 도 2 및 도 3과 같이, 상기 집전체(30)의 가장자리 둘레 중 적어도 일부 및/또는 캡(40)의 가장자리 둘레를 안정적을 지지할 수 있도록 하기 위해, 상기 비딩부(21)의 상면은 적어도 일부가 배터리 하우징(20)의 하면에 대략 나란한 방향을 따라, 즉 배터리 하우징(20)의 측벽에 대략 수직한 방향을 따라 연장된 형태를 가질 수도 있다.
한편, 상기 비딩부(21)는, 압입되어 내입된 최 내측 지점을 중심으로 상방에 위치한 비딩부(21) 상면; 및 압입되어 내입된 최 내측 지점을 중심으로 하방에 위치한 비딩부(21) 하면;을 포함할 수 있다.
예를 들면, 상기 비딩부(21)의 압입 깊이(PD)는, 대략 0.2 ~ 10 mm 일 수 있다. 상기 비딩부(21)의 압입 깊이(PD)의 최소값은 비딩부(21)의 곡률 반경(R1), 용접 비드 폭(Wbead) 및 비딩부(21)와 배터리 하우징(20)의 내 측면 사이의 경계 영역에서의 곡률 반경(R2)이 모두 고려되어야 한다. 예를 들어, 도 11을 참조하면, 용접이 가능하기 위해서는 비딩부(21)의 곡률 반경(R1) 및 비딩부(21)와 배터리 하우징(20)의 내 측면 사이의 경계 영역에서의 곡률 반경(R2)에 더하여 추가적인 공간이 필요하다. 만약 압입 깊이(PD)가 R1+R2라면, 비딩부 상에는 평탄 구간(F)이 존재하지 않기 때문이다. 나아가, 용접이 가능하기 위해서는, 추가적으로 필요한 공간이 상기 용접 비드(BD)의 최소 폭(Wbead,min) 이상이어야 한다. 따라서, 압입 깊이(PD)의 최소값은 다음 관계식을 만족한다.
PD ≥ R1,min+R2,min+Wbead,min
예를 들어, R1,min 및 R2,min의 최소값이 각각 대략 0.05mm 일 수 있고, Wbead,min이 대략 0.1mm 일 수 있다. 이 경우, 압입 깊이(PD)의 최소값은 대략 0.2mm 이상일 수 있다.
다른 측면에서, 비딩부(21)의 압입 깊이(PD)의 최대값은, 배터리 하우징(20)의 재질 및 두께에 따라 달라질 수 있다. 일 예에서, 배터리 하우징(20)의 재질이 스틸 재질이고, 배터리 하우징(20)의 최대 두께가 대략 1mm 일 때, 비딩부(21)의 압입 깊이(PD)의 최대 값은 대략 10 mm 일 수 있다. 따라서, 일 예에서 비딩부(21)의 압입 깊이(PD)는 대략 0.2 ~ 10 mm 사이의 값을 가질 수 있다.
본 발명의 다른 측면에서, 도 1a과 같이, 상기 비딩부(21) 상면 및 상기 비딩부(21) 하면 중 적어도 어느 하나는, 상기 배터리 하우징(20)의 하면과 소정 각도를 이루며 경사진 형태를 가질 수 있다. 또는, 도 2 및 도 3과 같이, 상기 비딩부(21) 상면 및 상기 비딩부(21) 하면 중 적어도 어느 하나는, 적어도 일부 영역에서 상기 배터리 하우징(20)의 하면과 평행한 구간을 포함할 수 있다. 즉, 상기 비딩부(21) 상면과 상기 비딩부(21) 하면은 적어도 일부의 평탄 구간(도 3의 F)을 포함할 수 있다.
상기 크림핑부(22)는, 비딩부(21)의 상부에 형성된다. 상기 크림핑부(22)는, 비딩부(21)의 상부에 배치되는 캡(40)의 가장자리 둘레를 감싸도록 연장 및 밴딩(bending)된 형태를 갖는다. 이러한 접혀진 크림핑부(22)의 형상에 의해 캡(40)은 비딩부(21) 상에 고정된다.
다른 측면에서, 상기 비딩부(21)의 최 내측 지점은, 상기 크림핑부(22)의 말단 지점보다, 반경 방향으로 더 내측에 위치할 수 있다. 예를 들어, 도 2를 참조하면, 상기 비딩부(21)의 최 내측 지점에 비해, 상기 크림핑부(22)의 말단 지점이, 반경 방향으로 더 외측에 위치할 수 있다. 이러한 구조에 의하면, 사이징 공정 후에도 평탄한 비딩부(21)를 유지할 수 있다. 만약, 예를 들어, 상기 비딩부(21)의 최 내측 지점이 상기 크림핑부(22)의 말단 지점보다 반경 방향으로 더 외측에 위치하게 되면, 크림핑부(22)의 상면의 반경 방향 길이가 비딩부(21)의 반경 방향 길이보다 길어지게 된다. 그렇게 되면, 사이징 공정에서 압력을 받는 면적인 크림핑부(22)의 상면의 면적이 넓어지게 되고, 이에 따라 사이징 공정 후에 비딩부(21)가 평탄해지지 않게 될 수 있다. 따라서 본 발명에서는 상기 비딩부(21)의 최 내측 지점이, 상기 크림핑부(22)의 말단보다, 반경 방향으로 더 내측에 위치하는 것이 바람직하다.
물론, 이러한 크림핑부(22)가 생략되고 다른 고정 구조를 통해 캡(40)이 배터리 하우징(20)의 개방부를 커버하면서 고정되록 하는 것도 가능 하다. 예를 들어, 본 출원인의 공개 특허 KR 10-2019-0030016 A 에서는 비딩부가 생략된 원통형 전지를 개시하고 있으며, 이와 같은 구조가 본 발명에 채용될 수도 있다.
다음은, 도 3 및 도 4a를 참조하여, 본 발명의 일 실시예에 따른 집전체(제1 집전체)(30)를 상세히 설명하기로 한다.
먼저, 도 3을 참조하면, 본 발명의 일 실시예에 따른 집전체(30)는, 배터리 하우징(20) 내부에 수용되며, 전극 조립체(10)와 전기적으로 연결되고, 또한 배터리 하우징(20)과 전기적으로 연결된다. 즉, 상기 집전체(30)는, 전극 조립체(10)와 배터리 하우징(20) 사이를 전기적으로 연결한다. 바람직하게, 상기 집전체(30)는 상기 제1 무지부(11) 및 상기 배터리 하우징(20)의 상기 비딩부(21)와 전기적으로 결합될 수 있다. 상기 집전체(30)의 적어도 하나의 탭 결합부(32)는, 상기 비딩부(21) 하면보다 더 하측에 위치할 수 있다.
상기 집전체(30)는, 제1 무지부(11)와 결합되는 탭 결합부(32) 및 상기 탭 결합부(32)로부터 연장되어 배터리 하우징(20)의 내측 면 상의 비딩부(21)에 전기적으로 결합되는 하우징 결합부(33)를 포함한다. 상기 탭 결합부(32)와 상기 하우징 결합부(33)의 경계 영역은, 상기 하우징 결합부(33)의 단부가 상기 비딩부(21)를 향하도록 절곡될 수 있다. 즉, 도 2 등을 참조하여 설명하면, 상기 탭 결합부(32)와 상기 하우징 결합부(33)의 경계 영역은 상방으로 절곡된 형상을 가질 수 있다. 한편 한편, 상기 하우징 결합부(33)는 상기 크림핑부(22)에 의해 압착 고정될 수 있다.
선택적으로, 상기 집전체(30)는, 상기 집전체(30)의 코어 영역에, 중심부(31)를 더 포함할 수 있다. 상기 중심부(31)는 대략 원형의 형상을 가질 수 있다. 예를 들어, 상기 중심부(31)는 상기 전극 조립체(10)의 권취 축의 둘레를 에워싸는 루프 형상을 이루는 루프 형상부일 수 있다. 바람직하게, 상기 루프 형상부는 원주 방향을 따라 1개소 또는 2이상의 개소의 절개 부위를 구비할 수도 있다. 한편 상기 중심부(31)는 선택적으로 제1 무지부(11)와 결합될 수 있다.
선택적으로, 상기 집전체(30)는, 상기 루프 형상부로부터 연장되며, 상기 제1 무지부(11)의 일부 영역을 둘러싸도록 배치된 커버부를 더 포함할 수도 있다. 이와 같은 커버부에 의해 제1 무지부(11)와 집전체(30) 사이의 접촉 면적이 증가할 수 있다. 이에 따라 전지 내부 저항이 보다 감소될 수 있다.
본 발명의 다른 측면에서, 상기 집전체(30)는, 상기 탭 결합부(32)와 상기 하우징 결합부(33)가 상호 연결된 상태로 반경 방향을 따라 연장된 레그 구조를 적어도 하나 가질 수 있다. 바람직하게, 상기 레그 구조는 복수 개 구비될 수 있다. 예를 들어, 도 4a 내지 도 6을 참조하면, 상기 집전체(30)는 4개의 레그 구조를 가질 수 있다. 이와 같이 레그 구조가 복수 개 구비될 경우, 하우징 결합부(33)도 복수로 구비될 수 있다. 이 때, 도면에 도시되지는 않았으나, 복수의 상기 하우징 결합부(33)는, 상호 연결되어 일체로 형성될 수도 있다. 상기 레그 구조는, 상기 집전체(30)의 중심부(31)를 기준으로 방사형, 십자형 또는 이들이 조합된 형태로 배치될 수도 있다.
상기 중심부(31) 및 적어도 하나의 탭 결합부(32)는 전극 조립체(10)의 상부에 배치되며, 배터리 하우징(20)에 비딩부(21)가 형성되는 경우에 있어서 비딩부(21)보다 하부에 위치할 수 있다. 상기 탭 결합부(32) 상에는 전해액 주입을 위한 하나 이상의 홀이 형성되어 있을 수 있다.
한편, 상기 탭 결합부(32)의 반경 방향 총 길이를 T라고 하고, 상기 전극 조립체(10)의 외경을 JR이라고 하고, 상기 전극 조립체의 최외곽에 배치된 분절편(11a)의 높이를 F라고 했을 때, 다음 관계식을 만족할 수 있다.
JR - 2*F ≤ T < JR
바람직하게, 탭 결합부(32)의 반경 방향 총 길이(T)는, 상기 전극 조립체(10)의 외경(JR)으로부터 최외곽에 배치된 분절편(11a)의 높이를 2회 뺀 길이보다 크거나 같을 수 있다. 상기 관계식이 충족되면, 탭 결합부(32)가 최외곽에 배치된 분절편(11a)의 단부를 덮게 된다. 즉, 집전체(30)는, 제1 전극의 마지막 권회턴에서 절곡된 분절편(11a)의 단부를 덮는 외경을 가질 수 있다. 이 경우, 탭 결합부(32)와 결합되는 절곡면(102)을 형성하는 분절편(11a)들이 집전체(30)에 의해 균일하게 눌려진 상태에서 용접이 가능하고 용접 이후에도 분절편(11a)의 긴밀한 적층 상태가 잘 유지될 수 있다. 긴밀한 적층 상태는 도 1c에 도시된 것처럼 분절편들 사이에 틈이 실질적으로 없는 상태를 의미한다. 긴밀한 적층 상태는 배터리(1)의 저항을 급속 충전에 적합한 수준(예컨대 0.5miliohm 이상 4miliohm 이하, 바람직하게는, 1.0miliohm 이상 4miliohm 이하) 이하로 낮추는데 기여한다.
다른 측면에서, 상기 탭 결합부(32)의 반경 방향 총 길이(T)는, 상기 전극 조립체(10)의 외경(JR)보다 작을 수 있다. 만약 탭 결합부(32)의 반경 방향 총 길이(T)가 상기 전극 조립체(10)의 외경(JR)보다 크면, 배터리 하우징(20) 내부의 데드 스페이스(Dead space)가 늘어나 배터리(1)의 에너지 밀도에 악영향을 끼칠 수 있다. 따라서, 반경 방향 총 길이(T)는, 상기 전극 조립체(10)의 외경(JR)보다 작은 것이 바람직하다.
상기 중심부(31)는, 전극 조립체(10)의 중심부에 형성되는 권취 중심 홀(H1)과 대응되는 위치에 형성되는 원형의 집전체 홀(H2)을 구비한다. 서로 연통되는 권취 중심 홀(H1) 및 집전체 홀(H2)은, 후술할 단자(50)와 집전체(제2 집전체)(P) 간의 용접 또는 단자(50)와 리드 탭(미도시) 간의 용접을 위한 용접봉의 삽입 또는 레이저 용접 빔의 조사를 위한 통로로서 기능할 수 있다.
도 7은 집전체 홀과 권취 홀의 관계를 설명하기 위한 도면이다.
도 7을 참조하면, 상기 집전체 홀(H2)의 직경은, 상기 전극 조립체(10)의 코어에 구비된 권취 중심 홀(H1)의 직경보다 크거나 같을 수 있다. 예를 들어, 집전체 홀(H2)의 직경을, 상기 전극 조립체(10)의 코어에 구비된 권취 중심 홀(H1)의 직경보다 크게 설정하는 이유는, 단자(50)와 집전체(제2 집전체)(P) 간의 용접 또는 단자(50)와 리드 탭(미도시) 간의 용접을 위한 용접봉의 삽입 또는 레이저 용접 빔의 조사 시, 용접 가이드의 삽입에 따른 공간 확보가 필요하기 때문이다. 만약 상기 집전체 홀(H2)의 직경이 권취 중심 홀(H1)의 직경보다 과도하게 작다면, 권취 중심 홀(H1)이 가려져서 CRW(continuous resistance welding) 용접 시 간섭 요소로 작용할 수 있다.
상기 실시 형태와는 다르게, 본 발명의 다른 실시 형태에 의하면, 상기 집전체 홀(H2)의 직경은, 상기 전극 조립체(10)의 코어에 구비된 권취 중심 홀(H1)의 직경보다 작을 수도 있다. 예를 들어, 상기 권취 중심 홀(H1)의 직경을 R3이라고 할 때, 상기 집전체 홀(H2)의 직경은 0.5*R3 이상 R3 미만일 수 있고, 바람직하게는, 0.7*R3 이상 R3 미만일 수 있다.
일반적으로, 벤트가 될 때 권취 중심 부분에서 가스가 배출되면서 강한 압력에 의해, 권취 중심 쪽에 있는 분리막이나 무지부가 전극 조립체(10)의 상면으로부터 빠져 나올 수 있다. 이 때, 집전체 홀(H2)의 직경이 상기 전극 조립체(10)의 코어에 구비된 권취 중심 홀(H1)의 직경보다 작으면, 권취 중심 쪽에 있는 분리막이나 무지부가 전극 조립체(10)의 상면으로부터 이탈되는 것을 방지할 수 있는 효과가 있다. 다만, 집전체 홀(H2)의 직경이 과도하게 작아질 경우, 전해액 주액성이 저하될 수 있으며, 제2 집전체(P)와 단자(50) 사이의 용접을 가능하게 하는 공간의 확보가 필요하므로, 상기 집전체 홀(H2)의 직경은 0.5*R3 이상인 것이 바람직하고, 0.7*R3 이상인 것이 보다 바람직하다.
다른 측면에서, 상기 중심부(31)는 대략 원형의 판 형상을 가질 수 있다. 예를 들어, 도 4a를 참조하면, 상기 중심부(31)는 그 중심에 집전체 홀(H2)이 구비되어 있는 링 형태의 판 형상을 가질 수 있다.
상기 적어도 하나의 탭 결합부(32)는 집전체(30)의 중심부(31)로부터 대략 방사상으로 배터리 하우징(20)의 측벽을 향해 연장된 형태를 가질 수 있다. 상기 탭 결합부(32)는, 예를 들어 복수 개 구비될 수도 있다. 예를 들어, 도 4a를 참조하면, 복수의 탭 결합부(32)들 각각은 중심부(31)의 둘레를 따라 상호 이격되어 위치할 수 있다. 이와 같이 본 발명의 배터리(1)가 복수의 탭 결합부(32)를 구비함으로써, 상기 제1 무지부(11)와의 결합 면적이 증대될 수 있다. 이에 따라, 제1 무지부(11)와 탭 결합부(32) 사이의 결합력이 확보되고 전기 저항이 감소될 수 있다.
상기 탭 결합부(32)는 상기 제1 무지부(11)와 용접 결합될 수 있다. 용접 방법으로는 예를 들면 레이저 용접, 저항 용접, 초음파 용접 등이 가능하나, 용접 방법이 이에 한정되는 것은 아니다. 상기 탭 결합부(32)는, 상기 배터리 하우징(20)의 하면과 평행한 상태로 상기 제1 무지부(11)에 용접 결합될 수 있다. 상기 제1 무지부(11)와 상기 탭 결합부(32)는 상기 전극 조립체(10)의 반경 방향을 따라 용접 결합될 수 있다.
도 1b는 본 발명의 다른 실시예를 따르는 배터리의 종단면도의 일부를 나타내는 도면이다. 도 1c는 도 1b의 전극 조립체(10)의 상부를 확대한 도면이고, 도 1d는 도 1c의 제1 무지부(11)의 상부를 확대한 도면이다.
도 1b를 참조하면, 상기 탭 결합부(32)가 상기 제1 무지부(11)의 단부 상에 안착된 상태에서, 일정 영역에 대한 용접이 실시될 수 있다. 또는, 제1 무지부(11)의 적어도 일부는, 상기 전극 조립체(10)의 권취 방향을 따라 복수의 분절편(11a)을 포함할 수 있다. 상기 복수의 분절편(11a)은, 상기 전극 조립체(10)의 반경 방향을 따라 절곡되어 절곡면(102)을 형성할 수 있다. 전극 조립체의 반경 방향이란 코어 측 또는 외주 측을 향하는 방향을 의미한다. 예를 들면, 도 1b에서와 같이, 상기 제1 무지부(11)의 적어도 일부는 상기 전극 조립체(10)의 권취 방향을 따라 분할된 복수의 분절편(11a)을 포함할 수 있다. 그리고 상기 복수의 분절편(11a)은, 전극 조립체(10)의 코어 측을 향해 절곡될 수 있다. 도 1c 및 도 1d를 참조하면, 상기 복수의 분절편(11a)은, 상기 전극 조립체(10)의 반경 방향을 따라 여러 겹으로 중첩될 수 있다. 상기 절곡면(102)은, 싱기 전극 조립체(10)의 외주측으로부터 코어측으로 가면서 분절편(11a)의 중첩 레이어 수가 최대치까지 순차적으로 증가하는 적층수 증가구간과 중첩 레이어 수가 최대치가 된 반경 지점부터 최내측 분절편이 존재하는 반경 지점까지의 적층수 균일구간을 포함할 수 있다.
이 경우, 상기 탭 결합부(32)가 상기 제1 무지부(11)의 절곡면(102) 상에 안착된 상태에서, 일정 영역에 대한 용접이 실시될 수 있다. 즉, 상기 탭 결합부(32)는, 복수의 분절편(11a)이 여러 겹으로 중첩되어 있는 영역에 결합될 수 있다. 예를 들어, 상기 탭 결합부(32)는, 적층수 균일구간과 중첩되도록 상기 절곡면에 결합될 수 있다.도 1d를 참조하면, 상기 탭 결합부(32)와 상기 제1 무지부(11)의 용접은, 제1 무지부(11)의 절곡면(102)에 있어서 제1 무지부(11)의 중첩 레이어 수가 10장 이상인 영역에서 이루어질 수 있다. 중첩 레이어 수가 10장 이상인 구간의 반경 방향 비율은 제1 무지부(11)의 길이를 조절함으로써 코어를 제외한 전극 조립체의 반경을 기준으로 25% 이상으로 설계될 수 있다.
제1 무지부(11)의 절곡면(102)에 집전체(30)를 용접시킬 때, 용접 강도를 충분히 확보하기 위해 레이저의 출력을 증가시키는 것이 바람직하다. 레이저의 출력이 증가하면, 레이저가 제1 무지부(11)가 중첩된 영역을 관통하여 전극 조립체(10)의 내부까지 침투하여 분리막, 활물질층 등을 손상시킬 수 있다. 따라서, 레이저의 관통을 방지하기 위해서는 제1 무지부(11)의 중첩 레이어 수를 일정한 수준 이상으로 증가시키는 것이 바람직하다. 제1 무지부(11)의 중첩 레이어 수를 증가시키기 위해서는 분절편(11a)의 높이를 증가시켜야 한다. 하지만, 분절편(11a)의 높이를 증가시키면 제1 전극 집전체의 제조 과정에서 제1 무지부(11)에 너울이 발생할 수 있다. 따라서, 분절편(11a)의 높이는 적절한 수준으로 조절하는 것이 바람직하다.
상술한 바와 같이, 무지부의 분절편의 중첩 레이어 수가 10 이상인 반경 방향 길이 비율을 전극 조립체의 반경을 기준으로 25% 이상으로 설계하고, 무지부의 분절편이 10장 이상 중첩된 영역과 집전체(30)를 레이저 용접하면 레이저의 출력을 증대시키더라도 무지부의 중첩부위가 레이저를 충분히 마스킹하여 레이저에 의해 분리막, 활물질층 등이 손상되는 현상을 방지할 수 있다.
바람직하게, 레이저의 출력은 대략 250W 내지 320W의 범위에서 또는 레이저 최대 출력 사양의 대략 40% ~ 90% 범위에서 적절하게 조절될 수 있는데, 본 발명이 이에 한정되는 것은 아니다. 레이저의 출력이 상기 수치범위를 충족하면, 용접 강도를 충분히 증가시킬 수 있다. 일 예에서, 용접 강도는 2kgf/cm2 이상, 보다 바람직하게는 4kgf/cm2 이상으로 증가시킬 수 있다. 용접 강도는 바람직하게 8kgf/cm2 이하, 더욱 바람직하게 6kgf/cm2 이하로 설정될 수 있다. 용접 강도는 집전 플레이트가 절곡 표면 영역으로부터 분리되기 시작할 때의 집전체(30) 단위 면적당 인장력(kgf/cm2)으로서 정의된다. 구체적으로, 집전 플레이트의 용접을 완료한 후 집전 플레이트에 인장력을 가하되 그 크기를 점차 증가시킨다. 인장력이 커지면 용접 계면으로부터 무지부가 분리되기 시작한다. 이 때, 집전체에 가해진 인장력을 집전 플레이트의 면적으로 나눈 값이 용접 강도이다.
도 1d는 4680의 폼 팩터를 가진 배터리에 포함되는 반경이 22mm이고 코어의 반경이 4mm인 전극 조립체에 있어서 복수의 분절편으로 분할되어 있는 제1 전극 집전체의 제1 무지부(11)가 외주측으로부터 코어측으로 절곡되면서 10장 이상으로 중첩된 절곡 표면영역이 나타난 모습을 도시한 부분 단면도이다. 도면에서, 분절편이 없는 전극 조립체 영역과 코어 영역은 별도로 도시되지 않았다. 분절편들의 높이는 3mm부터 시작하여 전극 조립체의 반경이 1mm씩 증가할 때마다 1mm씩 증가한다. 그리고, 도면에 나타낸 길이인 6mm, 7mm 또는 8mm에 도달되면 이후에는 분절편의 높이가 실질적으로 동일하게 유지된다.
도 1d를 참조하면, 외주측으로부터 코어측으로 가면서 제1 무지부(11)의 중첩 레이어 수는 서서히 증가하며, 제1 무지부(11)의 길이가 길수록 중첩 레이어 수의 최대값이 증가하는 것을 알 수 있다.
일 예로, 제1 무지부(11)의 길이가 8mm일 때, 복수의 분절편으로 분할된 제1 무지부(11)의 중첩 레이어 수는 전극 조립체의 외주 표면으로부터 7mm 구간까지 18장까지 증가하고, 코어측으로 8mm 구간에서는 제1 무지부(11)의 중첩 레이어 수가 최대치 18장 수준으로 유지되다가 코어에 인접한 반경 구간에서 1-2장 감소한다. 분절편의 높이는 반경 7mm 내지 12mm 구간에서 3mm부터 8mm까지 단계적으로 증가한다. 본 발명에서, 적층수 균일 구간은 도 1d에 나타낸 것처럼 중첩 레이어 수가 최대치에 도달된 반경 지점부터 최내측 분절편이 위치한 지점까지의 반경 구간으로 정의한다. 따라서, 제1 무지부(11)의 분절편(11a)이 10장 이상 중첩된 적층수 균일 구간의 비율은 코어(4mm)를 제외한 전극 조립체의 반경 대비 44.4%(8/18)이다.
다른 예로, 제1 무지부(11)의 길이가 7mm일 때, 복수의 분절편으로 분할된 제1 무지부(11)의 중첩 레이어 수는 전극 조립체의 외주 표면으로부터 6mm 구간까지 15장까지 증가하고, 코어측으로 9mm 구간에서는 제1 무지부(11)의 중첩 레이어 수가 최대치 15장 수준으로 일정하게 유지되다가 코어에 인접한 반경 구간에서 1-2장 감소한다. 분절편의 높이는 반경 7mm 내지 11mm 구간에서 3mm부터 7mm까지 단계적으로 증가한다 따라서, 제1 무지부(11)의 분절편(11a)이 10장 이상 중첩된 적층수 균일구간의 비율은 코어(4mm)를 제외한 전극 조립체의 반경 대비 50%(9/18)이다.
또 다른 예로, 제1 무지부(11)의 길이가 6mm일 때, 복수의 분절편으로 분할된 제1 무지부(11)의 중첩 레이어 수는 전극 조립체의 외주 표면으로부터 5mm 구간까지 12장까지 증가하고, 코어측으로 10mm 구간에서는 제1 무지부(11)의 중첩 레이어 수가 최대치 12장 수준으로 일정하게 유지되다가 코어에 인접한 반경 구간에서 1-2장 감소한다. 분절편의 높이는 반경 7mm 내지 10mm 구간에서 3mm부터 6mm까지 증가한다. 따라서, 제1 무지부(11)의 분절편(11a)이 10장 이상 중첩된 적층수 균일구간의 비율은 코어(4mm)를 제외한 전극 조립체의 반경 대비 55.6%(10/18)이다.
실시예에 따르면, 중첩 레이어 수가 순차적으로 증가하는 구간의 길이는 제1 무지부(11)의 길이가 길수록 5mm부터 7mm까지 증가하고, 특히 적층 레이어 수가 10장 이상인 적층수 균일 구간의 비율이 코어를 제외한 전극 조립체의 반경을 기준으로 25% 이상인 조건이 충족된다는 것을 알 수 있다.
본 발명에 있어서, 적층수 균일 구간은 코어의 반경, 분절편의 높이 가변 구간에서 분절편 높이의 최소값과 최대값, 그리고 전극 조립체의 반경 방향에서 분절편의 높이 증가 폭에 의해 증감될 수 있다. 따라서, 당업자는 적층수 균일 구간의 비율에 영향을 미치는 팩터들을 조절하여 해당 비율을 25% 이상으로 디자인하는 것은 극히 자명하다. 일 예에서, 분절편의 높이 가변 구간에서 분절편 높이의 최소값과 최대값을 함께 증가시키면 적층 레이어 수는 늘어나면서 적층수 균일 구간의 비율은 25% 수준으로 감소시킬 수 있다.
적층수 균일 구간은 집전체가 용접될 수 있는 영역이다. 따라서, 적층수 균일 구간의 비율을 25% 이상으로 조절하면, 집전체의 용접 강도를 바람직한 범위에서 확보할 수 있고, 용접 계면의 저항 측면에서도 유리하다.
본 발명의 다른 측면에서, 상기 제1 무지부(11)가 이처럼 절곡된 형태를 갖는 경우, 제1 무지부(11)가 차지하는 공간이 축소되어 에너지 밀도의 향상을 가져올 수 있다. 또한, 상기 제1 무지부(11)와 집전체(30) 간의 결합 면적의 증가로 인해 결합력 향상 및 저항 감소 효과를 가져올 수 있다.
도 8a 내지 도 10은 집전체(30)와 제1 무지부(11)의 용접 영역을 설명하기 위한 도면이다.
도 8a 내지 도 10을 참조하면, 상기 제1 무지부(11)와 상기 탭 결합부(32) 사이의 용접 영역에는, 용접 비드(BD)가 형성될 수 있다. 용접 비드(BD)란, 특정 지점에 점 용접을 실시하였을 때 형성되는 대략 원형의 용접부를 의미한다. 예컨대 도 11에서는, 점 용접의 결과 형성된 대략 원형의 용접 비드(BD)를 나타내고 있다. 상기 용접 비드(BD)가 복수 개 연결되면, 특정한 용접 패턴을 형성할 수 있다. 예를 들어, 도 8a를 참조하면, 복수의 용접 비드(BD)가 모여 대략 직선 형상의 용접 패턴을 형성할 수 있다. 일 실시 형태에서, 상기 제1 무지부(11)와 상기 탭 결합부(32) 사이에 형성되는 복수의 용접 비드(BD)는, 상기 전극 조립체(10)의 반경 방향을 따라 연장된 용접 패턴을 형성할 수 있다. 바람직하게, 상기 제1 무지부(11)와 상기 탭 결합부(32) 사이에 형성되는 용접 비드(BD)는, 상기 전극 조립체(10)의 반경 방향을 따라 연장된 직선 형상의 용접 패턴을 형성할 수 있다. 예를 들어, 상기 제1 무지부(11)와 상기 탭 결합부(32) 사이에 형성되는 용접 패턴은, 점 용접이 연결된 선 형태를 가질 수 있다. 상기 제1 무지부(11)와 상기 탭 결합부(32) 사이에 형성되는 용접 비드(BD)의 폭은, 대략 0.1 mm 이상일 수 있다. 이는 레이저 기술 고려 시 상기 용접 비드(BD)의 최소 폭이 대략 0.1 mm 이상이기 때문이다.
상기 탭 결합부(32)의 길이 방향 단부는, 배터리 하우징(20)에 형성되는 비딩부(21)의 최 내측 지점보다 더 내측에 위치할 수 있다. 좀 더 구체적으로, 상기 탭 결합부(32)와 하우징 결합부(33)의 경계 영역은, 배터리 하우징(20)에 형성된 비딩부(21)의 최 내측 지점보다 귄취 중심 홀(H1)을 향하는 방향으로 더 내측에 위치할 수 있다. 이와 같은 구조에 의하면, 하우징 결합부(33)의 단부를 비딩부(21) 상에 위치시키기 위해 집전체(30)를 과도하게 절곡시킴에 따라 발생될 수 있는 부품 간의 결합부위 손상을 방지할 수 있다. 달리 말하면, 상기 배터리 하우징(20)의 길이 방향 축을 따라 보았을 때, 상기 적어도 하나의 탭 결합부(32)는 상기 비딩부(21)에 의해 중첩되지 않는 형태를 가질 수 있다.
한편, 상기 집전체(30)와 전극 조립체(10) 간의 결합 면적 증대를 통한 결합력 확보 및 전기저항 감소를 위해, 상기 탭 결합부(32) 뿐만 아니라 중심부(31) 역시 제1 무지부(11)와 결합할 수도 있다. 상기 제1 무지부(11)의 단부는 탭 결합부(32)와 나란하도록 밴딩된 형태로 접혀질 수 있다. 이처럼 제1 무지부(11)의 단부가 접혀져 탭 결합부(32)와 나란한 상태로 탭 결합부(32)와 결합되는 경우, 결합 면적을 증대시켜 결합력 향상 및 전기 저항 감소 효과를 얻을 수 있으며, 또한 전극 조립체(10)의 총고를 최소화 하여 에너지 밀도 향상 효과를 얻을 수 있다.
상기 적어도 하나의 하우징 결합부(33)는 상기 탭 결합부(32)의 단부로부터 연장되어 상기 배터리 하우징(20)의 내측 면 상의 비딩부(21)에 결합될 수 있다. 예를 들어, 상기 적어도 하나의 하우징 결합부(33)는 상기 탭 결합부(32)의 단부로부터 배터리 하우징(20)의 측벽을 향해 연장된 형태를 가질 수 있다. 상기 하우징 결합부(33)는, 예를 들어 복수 개 구비될 수 있다. 예를 들어, 도 4a를 참조하면, 복수의 하우징 결합부(33)들 각각은 중심부(31)의 둘레를 따라 상호 이격되어 위치할 수 있다. 도 1a을 참조하면, 상기 복수의 하우징 결합부(33)들은, 배터리 하우징(20)의 내측 면 중, 비딩부(21)에 결합될 수 있다. 도 2 및 도 3와 같이, 비딩부(21)의 상면이 배터리 하우징(20)의 하면에 대략 나란한 방향, 즉 배터리 하우징(20)의 측벽에 대략 수직한 방향을 따라 연장된 형태를 갖도록 하고 하우징 결합부(33) 역시 동일한 방향을 따라 연장된 형태를 갖도록 함으로써 하우징 결합부(33)가 비딩부(21) 상에 안정적으로 접촉하도록 할 수 있다. 또한, 이처럼 상기 하우징 결합부(33)가 비딩부(21) 상에 안정적으로 접촉됨에 따라 두 부품 간의 용접이 원활하게 이루어질 수 있고, 이로써 두 부품 간의 결합력 향상 및 결합 부위에서의 저항 증가 최소화 효과를 얻을 수 있다. 또한, 이와 같이 집전체(30)가 배터리 하우징(20)의 원통부 내측 면이 아닌 배터리 하우징(20)의 비딩부(21) 상에 결합되는 구조에 의해, 집전체(30)와 비딩부(21) 사이의 거리가 감소될 수 있다. 따라서, 배터리 하우징(20) 내부의 데드 스페이스가 최소화되어 배터리(1)의 에너지 밀도가 향상될 수 있다.
도 3 및 도 4a를 참조하면, 상기 하우징 결합부(33)는 배터리 하우징(20)의 내측 면 상의 비딩부(21)에 결합되는 접촉부(33a) 및 탭 결합부(32)와 접촉부(33a) 사이를 연결하는 연결부(33b)를 포함한다.
상기 접촉부(33a)는, 배터리 하우징(20)의 내측 면 상에 결합된다. 상기 배터리 하우징(20)에 비딩부(21)가 형성되는 경우에 있어서, 상기 접촉부(33a)는 상술한 바와 같이 비딩부(21) 상에 결합될 수 있다. 이 경우, 상술한 바와 같이, 안정적인 접촉 및 결합을 위해 비딩부(21) 및 접촉부(33a)는 모두 배터리 하우징(20)의 하면에 대략 나란한 방향, 즉 배터리 하우징(20)의 측벽에 대략 수직한 방향을 따라 연장된 형태를 가질 수 있다. 상기 접촉부(33a)는, 상기 개방부 측을 향하는 상기 비딩부(21)의 상면과 결합되는 평탄면을 구비할 수 있다. 즉, 상기 접촉부(33a)는 배터리 하우징(20)의 하면에 대략 나란한 평탄부를 적어도 일부 포함한다.
본 발명의 일 실시 형태로서, 상기 연결부(33b)는 반경 방향 및 권취 축방향으로 연장될 수 있다. 한편, 도 13f를 참조하면, 상기 연결부(33b)는 상방으로 볼록한 구조를 가질 수 있다. 예를 들어 상기 연결부(33b)는 상방으로 볼록한 곡선 형태를 가질 수 있다. 또는, 도 13f와 같이, 상기 연결부(33b)는, 적어도 하나의 절곡부(C)를 구비할 수도 있다. 바람직하게, 상기 적어도 하나의 절곡부(C)는, 상기 배터리 하우징의 길이 방향 축을 따라 보았을 때, 서로 겹치지 않도록, 둔각으로 절곡되어 있을 수 있다. 보다 바람직하게, 상기 접촉부(33a)와 상기 연결부(33b)의 경계 지점은, 둔각으로 절곡되어 있을 수 있다. 즉, 도 13f에서와 같이 상기 연결부(33b)는, 상기 연결부(33b)가 상기 비딩부를 향해 갈수록, 그 경사가 단계적 또는 점진적으로 감소할 수 있다.
본 발명의 다른 실시 형태로서, 도 4a를 참조하면, 상기 연결부(33b)는, 중심부(31)와 접촉부(33a) 사이에서 그 연장 방향이 적어도 1회 전환되는 밴딩부(B)를 적어도 하나 구비할 수 있다. 즉, 상기 연결부(33b)는, 일정 범위 내에서 수축 및 신장이 가능한, 예를 들어 스프링 유사 구조 또는 자바라 유사 구조를 가질 수 있다. 한편, 상기 연결부(33b)는, 상기 밴딩부(B)에 의해 상방으로 탄성 바이어스 되어 있을 수 있다. 이러한 연결부(33b)의 구조는, 일정 범위 내에서 전극 조립체(10)의 높이 산포가 존재하더라도, 집전체(30)가 결합된 전극 조립체(10)를 배터리 하우징(20) 내에 수용시키는 과정에서 접촉부(33a)가 비딩부(21) 상에 밀착될 수 있도록 한다. 또한, 이러한 연결부(33b)의 구조에 의하면, 사이징(sizing) 공정 시 형상이 더 안정적으로 구현될 수 있다.
본 발명의 다른 실시 형태로서, 도 2 및 도 3에서와 같이, 상기 접촉부(33a)와 상기 연결부(33b) 사이의 연결 부위는, 절곡되어 있을 수 있다. 또는, 도 1a과 같이 상기 접촉부(33a)와 상기 연결부(33b) 사이의 연결 부위는, 상기 비딩부(21)의 내측 표면과 대응되는 상보적 형상을 가질 수도 있다. 특히, 상기 접촉부(33a)와 상기 연결부(33b) 사이의 연결 부위는, 상기 비딩부(21)의 내측 표면과 정합되는 형상을 가진 채로 상기 비딩부(21)와 빈틈 없이 결합될 수 있다. 이와 같은 구조에 의하면, 상기 비딩부(21)가 상기 집전체(30)를 효과적으로 지지할 수 있다. 또한, 이와 같은 구조에 의하면, 비딩부(21)와 연결부(33b) 사이의 불필요한 간섭이 방지될 수 있다. 따라서 접촉부(33a)와 비딩부(21) 사이의 안정적인 결합이 효과적으로 유지될 수 있다.
본 발명의 다른 측면에 의하면, 상기 밴딩부(B)의 돌출된 최 외측 지점은, 상기 비딩부(21)의 최 내측 지점과 소정 간격 이격되어 있을 수 있다. 예를 들어 도 3을 참조하면, 상기 밴딩부(B)는 상기 비딩부(21)와 접촉하지 않을 수 있다. 이와 같은 구조에 의하면, 비딩부(21)와 연결부(33b) 사이의 불필요한 간섭이 방지될 수 있다. 따라서 접촉부(33a)와 비딩부(21) 사이의 안정적인 결합이 효과적으로 유지될 수 있다.
본 발명의 다른 측면에 의하면, 상기 밴딩부(B)에 의해, 상기 접촉부(33a)와 상기 연결부(33b) 사이의 각도가 예각이 될 수 있다. 예를 들어 도 2, 도 4b, 도 8b를 참조하면 상기 연결부(33b)는 밴딩부를 포함하지 않는다. 따라서 상기 접촉부(33a)와 상기 연결부(33b) 사이의 각도는 둔각이 될 수 있다. 반면, 도 3 및 도 4a를 참조하면, 상기 연결부(33b)는 밴딩부를 포함한다. 따라서, 상기 접촉부(33a)와 상기 연결부(33b) 사이의 각도는 예각이 될 수 있다. 이와 같은 구조에 의하면, 접촉부(33a)와 연결부(33b) 사이의 각도가 예각으로 형성되기 때문에, 비딩부(21)와 연결부(33b) 사이의 간섭이 방지될 수 있다. 따라서 접촉부(33a)와 비딩부(21) 사이의 안정적인 결합이 유지될 수 있다. 본 발명의 도면에서는 상기 밴딩부(B)가 하나 구비된 경우만을 도시하고 있으나, 본 발명이 이에 한정되는 것은 아니며, 복수개 구비될 수 있음은 물론이다.
바람직하게, 상기 집전체(30)에 외부 힘이 가해지지 않아 변형이 없는 상태에서의 상기 접촉부(33a)와 중심부(31) 사이의 연직 방향 거리는, 집전체(30)가 결합된 상태의 전극 조립체(10)가 배터리 하우징(20) 내에 안착되었을 때의 비딩부(21)의 상면과 중심부(31) 사이의 연직 방향 거리와 동일하거나 연결부(33b)의 신장 가능 범위 내에서 더 작게 형성되는 것이 바람직하다. 상기 연결부(33b)가 이와 같은 조건을 충족하도록 구성되는 경우, 배터리 하우징(20) 내에 집전체(30)가 결합된 전극 조립체(10)를 안착시켰을 때 접촉부(33a)는 비딩부(21) 상에 자연스럽게 밀착될 수 있다.
뿐만 아니라, 이러한 연결부(33b)의 수축 및 신장 가능한 구조는 배터리(1)의 사용 과정에서 진동 및/또는 충격이 발생하여 전극 조립체(10)가 상하로 움직이더라도 일정 범위 내에서는 전극 조립체(10)의 움직임에 따른 충격이 완화 되도록 한다.
본 발명의 또 다른 측면에서, 상기 연결부(33b)는 상방으로 볼록한 곡선 형태를 가질 수 있다. 예를 들어 상기 연결부(33b)는 전극 조립체(10)의 권취 중심을 향하는 방향으로 돌출될 수도 있다. 이러한 연결부(33b)의 형태는, 사이징(sizing) 공정 진행 시에 집전체(제1 집전체)(30)와 전극 조립체(10)의 결합 부위 및/또는 집전체(제1 집전체)(30)와 배터리 하우징(20)의 결합 부위에 손상이 발생되는 것을 방지하기 위함이다.
도 13a 내지 도 13d는 본 발명의 배터리(1)를 제조하는 공정을 설명하기 위한 도면이다.
도 13a는 집전체(30)의 용접 공정을 설명하기 위한 도면이다. 배터리 하우징(20) 내부에 수용된 전극 조립체(10) 상에 집전체(30)를 올린 후, 전극 조립체(10)의 상방으로 돌출된 제1 무지부(11)와 집전체(30)를 용접하는 과정을 나타낸다. 이 경우 제1 무지부(11)에 구비된 복수의 분절편(11a)이 절곡된 절곡면 상에 상기 집전체(30)의 탭 결합부(32)가 용접된다.
다음으로, 도 13b는 배터리 하우징(20)의 비딩 공정을 설명하기 위한 도면이다. 집전체(30)가 전극 조립체(10) 상에 용접된 상태에서 비딩 나이프가 상기 배터리 하우징(20)의 내부를 향해 전진할 수 있다. 이에 따라, 상기 배터리 하우징(20)의 측면에는 배터리 하우징(20)의 일부가 배터리 하우징(20)의 내측을 향해 압입된 비딩부(21)가 구비된다. 상기 비딩부(21)는 상기 집전체(30)의 접촉부(33a)보다 하부에 위치하게 되므로, 추후 상기 접촉부(33a)와 상기 비딩부(21)의 내 측면은 서로 용접이 가능한 위치가 된다.
다음으로, 도 13c는 배터리 하우징(20)의 크림핑 공정을 설명하기 위한 도면이다. 비딩부(21)의 상면에 집전체(30)의 접촉부(33a)가 얹혀질 수 있다. 상기 접촉부(33a)의 상면에는 실링 가스켓(G1)에 의해 단부가 감싸진 캡(40)이 얹혀질 수 있다. 그 후, 상기 캡(40)의 가장자리 둘레를 감싸도록, 상기 배터리 하우징(20)을 절곡하여 상기 캡(40) 및 집전체(30)를 고정한다. 이러한 접혀진 크림핑부(22)의 형상에 의해 캡(40) 및 집전체(30)는 비딩부(21) 상에 고정된다.
다음으로, 도 13d는 배터리 하우징(20)의 사이징 공정을 설명하기 위한 도면이다. 사이징(sizing) 공정이란, 배터리(1)를 제조함에 있어서, 배터리(1)의 총고를 감소시키기 위해 배터리 하우징(20)의 비딩부(21) 영역이 차지하는 높이를 축소시키기 위한 압축 공정이다. 사이징 공정에 의하면, 배터리 하우징(20)을 길이 방향으로 압축하게 되기 때문에, 전극 조립체(10)가 비딩부(21)에 눌려 일부가 압축된 형태를 가질 수 있다. 다른 측면에서, 사이징 공정에 의하면, 배터리 하우징(20)을 길이 방향(상하 방향)으로 압축하게 되기 때문에, 집전체(30)가 상하 방향의 압력을 받아 휘어질 수 있다. 즉, 탭 결합부(32)가 상방으로 휘어지게 되어, 탭 결합부(32)와 제1 무지부(11) 사이의 용접이 손상될 가능성이 높아질 수 있다. 따라서, 사이징 공정을 거친 후라도 탭 결합부(32)와 제1 무지부(11) 사이의 용접 영역이 손상되지 않는 집전체(30) 형상의 모색이 요청된다.
예를 들어, 도 13f와 같이 연결부(33b)가 상방으로 볼록한 형태를 갖는 경우, 도 13d에서와 같이 탭 결합부(32)의 상방 들뜸 현상이 최대한으로 억제될 수 있다. 즉, 도 13c의 배터리 하우징(20)을 상하 방향으로 압축하게 되면, 본 발명의 집전체(30)는 상하 방향으로 응력을 받게 된다. 그러나, 본 발명의 집전체(30)의 연결부(33b)가 상방으로 볼록한 형태를 갖기 때문에, 탭 결합부(32)에 가해지는 응력이 최소화될 수 있다. 따라서 탭 결합부(32)는 상방으로 휘어지지 않고 제1 무지부(11)와의 용접 결합을 양호하게 유지할 수 있다.
보다 구체적으로, 도 13f 및 도 13g를 참조하면, 사이징 공정 전의 연결부(33b)는 상기 접촉부(33a)의 일 단부와 상기 탭 결합부(32)의 일 단부를 연결한 가상의 직선을 기준으로 상방으로 볼록한 형태를 가질 수 있다. 예를 들어 상기 연결부(33b) 상에는, 둔각을 이루는 절곡부(C)가 적어도 하나 구비될 수 있다. 한편 상기 절곡부(C)는 상기 접촉부(33a)의 일 단부와 상기 탭 결합부(32)의 일 단부를 연결한 가상의 직선의 중심을 지나며 배터리 하우징(20)의 바닥면과 평행한 가상의 평면보다 상방에 위치할 수 있다. 바람직하게, 상기 절곡부(C)를 기준으로 탭 결합부(32)에 근접한 연결부(33b)의 길이는, 상기 절곡부(C)를 기준으로 접촉부(33a)에 근접한 연결부(33b)의 길이보다, 더 길게 형성될 수 있다.
이와 같은 구조에 의하면, 상하 방향의 압력을 받는 사이징 공정 시 접촉부(33a)는 화살표 방향과 같이 하방으로 내려가고, 연결부(33b)는 화살표 방향과 같이 상방으로 융기된다(점선 참조). 보다 구체적으로, 연결부(33b)는 비딩부(21)보다 상방으로 융기된다. 즉, 사이징 공정 전후로 하우징 결합부(33)의 프로파일이 도 13f와 같이 변화하게 된다. 융기되는 정도는 사이징 공정 시 배터리 하우징(20)의 높이 변화에 의존하여 달라진다. 도시된 것과 달리. 절곡부(C)의 위치는 접촉부(33a)의 높이 수준까지만 융기될 수 있다. 이와 같이 연결부(33b)가 상방으로 융기되는 현상에 의해, 연결부(33b)에서 응력을 대부분 흡수할 수 있게 되므로, 탭 결합부(32)와 제1 무지부(11)의 용접 영역에 가해지는 응력이 상대적으로 작아진다. 따라서 본 발명에 의하면, 탭 결합부(32)가 상방으로 들뜨는 들뜸 현상이 발생하지 않게 된다. 또한, 상기와 같은 구조에 의하면, 절곡부(C)를 기준으로 탭 결합부(32)에 근접한 연결부(33b)의 길이가, 상기 절곡부(C)를 기준으로 접촉부(33a)에 근접한 연결부(33b)의 길이보다, 더 길기 때문에, 집전체(30)의 배터리 하우징(20) 내부로의 삽입이 용이해지고, 응력 분산이 효과적으로 이루어질 수 있다.
본 발명의 다른 실시 형태로서 도 13g를 참조하면, 사이징 공정 후의 집전체(30)의 프로파일이 도 13f와는 다르게 변형될 수 있다. 예를 들어 도 13f에서는 사이징 공정 후 연결부(33b)가 상방으로 볼록한 곡선 형태로 융기된 구조로 변형될 수 있는 반면, 도 13g에서는 사이징 공정 후 연결부(33b)가 절곡부(C)를 기점으로 절곡된 직선 형태로 변형될 수 있다. 보다 구체적으로 설명하면, 도 13g에서는 사이징 공정 후 상기 절곡부(C)를 기준으로 탭 결합부(32)에 근접한 연결부(33b) 및 상기 절곡부(C)를 기준으로 접촉부(33a)에 근접한 연결부(33b) 각각이 직선 형태를 유지하면서 연결부(33b)가 상방으로 볼록하게 융기되도록 변형될 수 있다.
본 발명자는, 집전체(30)의 뒤틀림 및/또는 들뜸 현상을 방지할 수 있는 집전체(30) 형태에 대해 예의 검토한 결과, 연결부(33b)가 상방으로 볼록한 구조를 갖는 경우, 탭 결합부(32)와 제1 무지부(11)와의 용접이 손상이 현격하게 감소한다는 사실을 확인했다.
도 13e는 사이징 공정 전 집전체(30)의 형상의 차이에 따른 사이징 공정 후 집전체(30)의 용접 영역 손상 정도를 비교하기 위한 도면이다.
도 13e를 참조하면, 실험예 1은 사이징 전 연결부(33b)가 직선 형상인 실험예이며, 실험예 2는 사이징 전 연결부(33b)가 하방으로 볼록한 실험예이고, 실험예 3은 사이징 전 연결부(33b)가 상방으로 볼록한 실험예이다. 상기 실험예 1 내지 3에 대해 1 mm 사이징 공정을 실시한 결과, 연결부(33b)가 직선 형상이었던 실험예 1은 탭 결합부(32)와의 용접 영역이 대략 0.72 mm 들뜨는 현상이 발생하였다. 연결부(33b)가 하방으로 볼록한 형상이었던 실험예 2에서는 탭 결합부와의 용접 영역이 대략 0.99 mm 들뜨는 현상이 발생하였다. 즉, 연결부(33b)가 하방으로 볼록한 경우, 연결부(33b)가 직선인 형상에 비해 들뜸 현상이 심화되었음을 확인할 수 있었다. 한편, 연결부(33b)가 상방으로 볼록한 형상이었던 실험예 3에서는 탭 결합부(32)와의 용접 영역이 대략 0.02 mm 들뜨는 현상이 발생하였다. 이는 실험예 1 및 2에 비해서 현저하게 들뜸 현상이 완화되었음을 의미한다. 즉, 연결부(33b)가 상방으로 볼록한 형상인 실험예 3의 경우 탭 결합부와 제1 무지부 사이의 용접 영역의 손상이 최소화되었음을 확인 할 수 있었다. 이는, 집전체(30)의 들뜸 정도가 집전체(30)가 전극 조립체(10)에 가하는 응력의 영향을 받기 때문이다. 즉, 연결부(33b)가 직선 형상인 실험예 1 및 연결부(33b)가 하방으로 볼록한 형상인 실험예 2에서는 사이징 공정에서 집전체(30)와 전극 조립체(10)가 용접된 부분에 가해지는 응력이 각각 대략 4.5 MPa, 3.7 MPa 으로서 매우 크기 때문에, 집전체(30)의 들뜸 현상이 심화되었음을 확인할 수 있었다. 반면, 연결부(33b)가 상방으로 볼록한 형상인 실험예 3에서는 사이징 공정에서 집전체(30)와 전극 조립체(10)가 용접된 부분에 가해지는 응력이 대략 2.0 MPa 수준으로 실험예 1 및 2에 비해 상대적으로 낮기 때문에, 집전체(30) 들뜸 현상이 상대적으로 적게 나타났음을 알 수 있다.
따라서, 바람직하게, 도 13f와 같이, 상기 연결부(33b)의 기울기는 일정하지 않고 소정 지점(예를 들면, 절곡부(C))을 기준으로 상부의 기울기가 하부의 기울기보다 작을 수 있다. 소정 지점은 연결부(33b)의 중간 지점보다 윗쪽에 위치할 수 있다. 대안적으로, 상기 연결부(33b)는 탭 결합부(32)와 접촉부(33a)를 연결한 가상의 직선을 기준으로 상부로 볼록한 형태를 가질 수 있다. 볼록한 형태는 직선과 직선이 연결된 형태, 곡선 형태, 또는 이들이 결합된 형태일 수 있다. 일 예에서, 도 13f와 같이, 상기 연결부(33b)는, 상기 소정 지점을 기준으로 적어도 하나의 절곡부(C)를 구비할 수 있다. 바람직하게, 상기 적어도 하나의 절곡부(C)는, 상기 배터리 하우징(20)의 길이 방향 축을 따라 보았을 때, 서로 겹치지 않도록, 둔각으로 절곡되어 있을 수 있다. 또 다른 변형예에서, 상기 연결부(33b)는, 상기 연결부(33b)가 상기 비딩부(21)를 향해 갈수록, 그 경사가 단계적 또는 점진적으로 감소할 수 있다.
본 발명의 또 다른 측면에서, 도 13d를 참조하면, 상기 탭 결합부(32)와 상기 연결부(33b) 사이의 각도(θ)는, 예를 들어 0 ~ 90 도 사이일 수 있다. 예를 들어, 사이징 공정에서 전극 조립체(10)의 상단 높이가 비딩부(21)의 높이에 대응할 정도로 상승하면 상기 탭 결합부(32)와 상기 접촉부(33a)는, 동일 높이에 위치할 수 있다. 즉, 이 경우는 탭 결합부(32)와 상기 연결부(33b) 사이의 각도(θ)가 0도인 경우에 해당한다. 사이징 공정을 실시하더라도, 상기 접촉부(33a)가 상기 탭 결합부(32)보다 하부에 위치하는 것은 바람직하지 않다. 이 경우 비딩부(21)에 의해 제1 무지부(11)가 과도하게 눌려 손상될 수 있기 때문이다. 따라서, 탭 결합부(32)와 연결부(33b) 사이의 각도(θ)는 0도 이상인 것이 바람직하다. 다른 측면에서, 탭 결합부(32)와 연결부(33b) 사이의 각도(θ)는 연결부(33b)의 길이, 두께 또는 기울기가 단계적 또는 점진적으로 변화하는 형상에 따라서 90도까지 증가할 수 있다. 그러나, 캡(40)과의 접촉을 피하기 위해, 상기 각도(θ)가 90도를 초과하는 것은 바람직하지 않다.
본 발명의 또 다른 측면에서, 상기 연결부(33b)는, 상기 캡(40)을 지지할 수도 있다. 예를 들어 , 상기 연결부(33b)는, 사이징 공정에 의해 상방으로 휘어진 형태가 될 수 있다. 이 때, 상방으로 휘어진 연결부(33b)는 상기 캡(40)과 접촉하게 될 수 있다. 이 경우, 상기 연결부(33b)는 상기 캡(40)을 상방으로 지지하는 역할을 할 수 있다. 따라서 집전체(30)는 사이징 공정에 의해 상하 방향으로 확실하게 고정될 수 있다. 이에 따라, 배터리(1)의 사용 과정에서 진동 및/또는 충격이 발생하더라도, 집전체(30)가 상하 방향으로 전극 조립체(10)를 고정시키기 때문에, 전극 조립체(10)가 배터리 하우징(20) 내부에서 상하로 불필요하게 움직이는 것을 방지할 수 있다.
본 발명의 또 다른 측면에서, 상기 비딩부(21) 상면 및 상기 비딩부(21) 하면은, 상기 비딩부(21)의 최 내측 지점을 배터리 하우징의 바닥면과 평행하게 통과하는 가상의 기준 평면을 기준으로 비대칭일 수 있다. 예를 들어 도 13d를 참조하면, 사이징 공정에 의해 배터리 하우징(20)이 상하 방향으로 압축되기 때문에, 비딩부(21) 또한 상하 방향으로 압축된다. 따라서, 상기 비딩부(21) 상면 및 상기 비딩부(21) 하면은, 상기 비딩부(21)의 최내측 지점을 통과하는 가상의 기준 평면을 기준으로 비대칭인 형상이 될 수 있다.
본 발명의 또 다른 측면에서, 상기 비딩부(21)의 압입 깊이를 PD라고 정의할 수 있다. 예를 들어 도 11을 참조하면, 배터리 하우징(20)의 내측 면에서부터 상기 비딩부(21)의 최 내측 지점까지의 수직 거리를 압입 깊이(PD)로 정의할 수 있다. 다른 한편으로, 상기 접촉부(33a)의 단부로부터 상기 비딩부(21)의 최 내측 지점을 지나는 수직선 까지의 최단 거리를 오버랩 길이(OV)라고 정의할 수 있다. 즉, 도 11을 참조하면, 오버랩 길이(OV)는, 상기 비딩부(21)를 상하 방향으로 정사영 내렸을 때, 정사영과 상기 집전체(30)가 중복되는 영역의 반경 방향 길이를 의미한다. 이 때, 본 발명의 배터리(1)는 다음 관계식을 만족할 수 있다.
(R1,min+Wbead,min)/PDmax ≤ OV/PD ≤ (PDmax-R2,min)/PDmax
상기 집전체(30)의 접촉부(33a)가 상기 비딩부(21) 상에 용접 가능하게 얹혀지기 위해서는 상기 비율이 (R1,min+Wbead,min)/PDmax이상인 것이 바람직하다. 도 11을 참조하면, 집전체(30)의 접촉부(33a)가 상기 비딩부(21) 상에 용접 가능하게 얹혀지기 위해서는 비딩부(21)의 곡률 반경(R1)보다 더 오버랩 되는 영역이 필요하다. 예를 들어, 접촉부(33a)가 비딩부(21)의 곡률 반경(R1)만큼만 오버랩 되면, 평탄 구간(F)이 존재하지 않기 때문에 접촉부(33a)는 비딩부(21)와 하나의 접점에서만 접할 수 있다. 즉, 접촉부(33a)가 비딩부(21) 상에 안정적으로 얹혀질 수 없다. 따라서 접촉부(33a)는 비딩부(21)의 곡률 반경(R1)에 더하여 추가로 오버랩되는 영역이 필요한데, 이 때, 추가로 오버랩 되는 영역의 길이는 최소한 용접 비드 폭(Wbead) 이상인 것이 바람직하다. 즉, 추가로 오버랩 되는 영역에서 실질적으로 접촉부(33a)가 비딩부(21)와 중첩되며, 이 영역에서 용접이 이루어질 수 있다. 따라서 추가로 오버랩 되는 영역의 길이가 최소 최소한 용접 비드 폭(Wbead) 이상이어야 중첩 영역을 벗어나지 않은 상태로 안정적인 용접이 가능해진다. 즉, 접촉부(33a)가 상기 비딩부(21) 상에 용접 가능하게 얹혀지기 위한 최소한의 오버랩 길이는 R1,min+Wbead,min가 된다.
다른 측면에서, 집전체(30)의 접촉부(33a)가 상기 비딩부(21) 상에 용접 가능하게 얹혀지기 위해서는 상기 비율이 (PDmax-R2,min)/PDmax이하인 것이 바람직하다. 도 11을 참조하면, 비딩부(21)와 배터리 하우징(20)의 내 측면 사이의 경계 영역에는 곡률 반경(R2)이 존재한다. 따라서, 집전체(30)의 접촉부(33a)가, 곡률 반경(R2)이 형성된 비딩부(21)와 배터리 하우징(20)의 내 측면 사이의 경계 영역까지 진입하게 되면, 곡률 반경(R2)에 의해 상기 접촉부(33a)가 상기 비딩부(21)에 밀착되지 못하고 들뜨게 된다. 따라서, 접촉부(33a)가 상기 비딩부(21) 상에 밀착되게 얹혀지기 위한 최대한의 오버랩 길이는 PDmax-R2,min가 된다.
일 예에서, 비딩부(21)의 압입 깊이(PD)의 최대값(PDmax)은 대략 10mm 일 수 있고, R1,min 및 R2,min의 최소값이 각각 대략 0.05mm 일 수 있고, Wbead,min이 대략 0.1mm 일 수 있다. 이 때, 비딩부(21)의 압입 깊이(PD) 대비 오버랩 길이(OV)의 비율은 대략 1.5 ~ 99.5 % 범위를 만족할 수 있다. 상기 집전체(30)의 접촉부(33a)가 상기 비딩부(21) 상에 용접 가능하게 얹혀지기 위해서는 상기 비율이 대략 1.5% 이상인 것이 바람직하다. OV/PD 비율의 하한값은 비딩부(21)의 압입 깊이의 최대값(PDmax), 곡률 반경(R1)의 최소값(R1,min) 및 접촉부(33a)의 용접을 위해 비딩부(21)의 상면과 접촉해야 하는 접촉부(33a)의 최소폭, 즉 용접 비드(BD)의 최소 폭(Wbead,min)의 길이로부터 결정할 수 있다. 구체적으로, 일 예에서 압입 깊이의 최대값(PDmax)은 10mm이고, 접촉부(33a)의 용접을 위해 필요한 접촉부(33a)의 최소 접촉폭, 즉 용접 비드(BD)의 최소 폭(Wbead,min)의 길이는 0.1mm이고, 곡률 반경(R1)의 최소값(R1,min)은 0.05mm일 수 있다. 이 조건에서, 오버랩 길이(OV)의 최소 값은 0.15mm(= 0.1mm + 0.05mm)이고 PDmax는 10mm이므로, OV/PD 비율의 하한값은 1.5%가 된다. 다른 한편으로, 상기 집전체(30)의 접촉부(33a)가 상기 비딩부(21) 상면의 평탄부 상에 최대 폭으로 접촉될 수 있는 지점은 배터리 하우징의 내측면으로부터 곡률 반경(R2)만큼 이격된 지점이다. 따라서, 접촉부(33a)의 단부가 해당 지점에 위치할 때 오버랩 길이(OV)가 최대가 된다. OV/PD 비율의 상한값은 압입 깊이의 최대값과 곡률 반경(R2)의 최소값(R2,min)으로부터 결정할 수 있다. 구체적으로, 압입 깊이의 최대값은 10mm이고, 곡률 반경(R2)의 최소값은 0.05mm일 수 있다. 이 조건에서, 오버랩 길이(OV)의 최대 값은 9.95mm(= 10mm - 0.05mm)이고 PDmax는 10mm이므로, OV/PD 비율의 상한값은 99.5%가 된다.
본 발명의 또 다른 측면에서, 비딩부(21)와 접촉부(33a)가 용접되는 용접 위치를 W로 정의할 수 있다. 보다 구체적으로, 용접 위치(W)는 비딩부(21)의 최 내측 지점으로부터, 반경 방향으로 최외곽에 위치하는 용접 비드(BD)의 중앙 지점까지의 거리를 의미할 수 있다. 이 때, 용접 위치(W)와 압입 깊이(PD)는 다음 관계식을 만족할 수 있다.
(OVmin-0.5*Wbead,min)/PDmax ≤ W/PD ≤ (OVmax-0.5*Wbead,min)/PDmax
비딩부(21)와 접촉부(33a)의 용접 위치(W)는 접촉부(33a)와 비딩부(21)의 오버랩 길이와 용접 비드(BD)의 최소 폭(Wbead,min)으로부터 결정될 수 있다. 용접 위치(W)는 용접 비드(BD)의 중앙 지점이다.
도 11을 참조하여 설명하면, 접촉부(33a)가 비딩부(21)에 최소한으로 걸쳤을 때의 용접 위치를 W1라고 정의할 수 있다. 이 때의 오버랩 길이는 상술한 바와 같이 OVmin가 된다. 한편, 오버랩 되는 영역 내에서 용접 비드(BD)가 형성되어야 안정적으로 용접이 이루어질 수 있기 때문에, 오버랩 되는 영역 내에 용접 비드(BD)가 완전히 포함되어야 한다. 따라서, 용접 위치(W1)는 OVmin로부터 최소한 0.5*Wbead,min만큼 비딩부(21)의 내 측을 향해 이격된 지점이어야 한다. 따라서 W1은 다음 관계식을 만족할 수 있다.
W1 = OVmin-0.5*Wbead,min
= R1,min+Wbead,min-0.5*Wbead,min
= R1,min+0.5*Wbead,min
한편, W1/PD의 값이 최소가 되기 위해서는, PD값이 최대가 되어야 하므로, W/PD의 최소값은 (OVmin-0.5*Wbead,min)/PDmax이 된다.
다른 측면에서, 도 11을 참조하여 설명하면, 접촉부(33a)가 비딩부(21)에 최대한으로 진입했을 때의 용접 위치를 W2라고 정의할 수 있다. 이 때의 오버랩 길이는 상술한 바와 같이 OVmax가 된다. 한편, 오버랩 되는 영역 내에서 용접 비드(BD)가 형성되어야 안정적으로 용접이 이루어질 수 있기 때문에, 오버랩 되는 영역 내에 용접 비드(BD)가 완전히 포함되어야 한다. 따라서, 용접 위치(W2)는 OVmax로부터 최소한 0.5*Wbead,min만큼 비딩부(21)의 내 측을 향해 이격된 지점이어야 한다. 따라서 W2는 다음 관계식을 만족할 수 있다.
W2 = OVmax-0.5*Wbead,min
= PDmax-R2,min -0.5*Wbead,min
한편, W2/PD의 값이 최대가 되기 위해서는, (PDmax-R2,min -0.5*Wbead,min)를 PD로 나눈 값인 {1-(R2,min +0.5*Wbead,min)/PD}이 최대가 되어야 한다. 즉, PD 값이 최대일 때 W2/PD 값도 최대가 된다. 따라서, W/PD의 최대값은 (OVmin-0.5*Wbead,min)/PDmax이 된다.
일 예에서, 비딩부(21)에 접촉부(33a)를 용접하기 위해 필요한 최소폭은 0.1mm일 수 있다. 즉, 0.1mm의 폭은 레이저 용접으로 형성할 수 있는 용접 비드(BD)의 최소폭에 해당한다. 따라서, 접촉부(33a)가 비딩부(21)의 상면에 최소 폭으로 접촉할 때의 용접 위치(W1)는 비딩부(21)의 최내측 지점으로부터 (R1,min+0.5*0.1mm)만큼 이격된 지점에 해당한다. 여기서, R1,min은 곡률 반경(R1)의 최소값으로서, 예컨대 0.05mm이다. 해당 지점에 레이저를 조사하면, 접촉부(33a)와 비딩부(21)의 접촉면에 0.1mm의 폭을 가진 용접 비드(BD)가 형성된다. 용접 비드(BD)의 폭은 접촉부(33a)의 최소 접촉폭과도 대응한다. 비딩부(21)의 압입 깊이(PD)를 기준으로 용접 위치(W1)는 비딩부(21)의 최내측 지점을 기준으로 0.1mm 이격된 지점이다.
한편, 접촉부(33a)가 비딩부(21)의 상면과 최대폭으로 접촉하는 경우는 접촉부(33a)의 단부가 배터리 하우징의 내측면으로부터 곡률 반경(R2,min)만큼 이격된 지점에 위치하는 경우이다. 여기서, R2,min은 곡률 반경(R2)의 최소값으로서, 예컨대 0.05mm이다. 이 경우, 접촉부(33a)의 끝단과 가장 근접시킬 수 있는 용접 위치(W2)는 접촉부(33a)의 끝단으로부터 0.05mm 이격된 지점이다. 해당 지점에 레이저를 조사하면 0.1mm의 최소폭을 가진 용접 비즈를 접촉부(33a)의 끝단과 맞닿게 형성할 수 있다. 접촉부(33a)가 비딩부(21)의 상면과 최대폭으로 접촉하는 경우의 용접 위치(W2)는 비딩부(21)의 최내측 지점을 기준으로 (PD-R2,min-0.05mm) 만큼 이격된 지점이다. 일 예에서, R2,min이 0.05mm일 때, 용접 위치(W2)의 최대값은 비딩부(21)의 최내측 지점을 기준으로 PD-0.1mm 만큼 이격된 지점이다 .
상술한 바에 따르면, R1,min 및 R2,min이 0.05mm일 때, 압입 깊이(PD)를 기준으로 접촉부(33a)의 용접 위치(W)는 비딩부(21)의 최내측 지점을 기준으로 (0.1mm) 내지 (PD-0.1mm)의 범위에 설정될 수 있다. 압입 깊이(PD)를 기준으로 한 용접 위치(W1)의 비율은 압입 깊이(PD)가 최대값일 때이므로 W1/PD의 최소값(%)은 1%(=100*0.1mm/10mm)이다. 또한, 압입 깊이(PD)를 기준으로 한 용접 위치(W2)의 비율 W1/PD의 최대값은 PD가 최대값일 때이므로 W2/PD의 최대값(%)은 99%(=100*(10mm-0.1mm)/10mm)이다. 요컨대, 압입 깊이(PD)를 기준으로 한 용접 위치 영역은 압입 깊이(PD)를 기준으로 1% 이상 99% 이하인 영역일 수 있다.
한편, 도 11을 참조하여 설명하면, 오버랩 길이가 OV일 때의 상기 비딩부(21)의 최 내측 지점으로부터 반경 방향으로 최외곽에 위치하는 용접 비드(BD)의 중앙 지점까지의 거리를 W 라고 정의 할 수 있다. 이 때, 본 발명의 배터리(1)는 다음 관계식을 만족할 수 있다.
W = OV - 0.5 * Wbead,min
다른 측면에서, 상기 비딩부(21)는 적어도 일부 영역에서 상기 배터리 하우징(20)의 하면과 평행한 평탄 구간(F)을 갖고, 상기 집전체(30)와 접촉하는 상기 비딩부(21)의 상기 평탄 구간(F)의 길이는, OV - R1 일 수 있다. 즉, 도 11을 참조하여 설명하면, 평탄 구간(F)은 오버랩 길이(OV)로부터 비딩부(21)의 곡률 반경(R1)만큼 뺀 길이에 해당한다.
본 발명의 또 다른 측면에서, 오버랩 길이가 OV일 때, 상기 비딩부(21)와 상기 접촉부(33a) 사이에 형성되는 용접 비드(BD)의 집합인 용접 패턴의 반경 방향 폭 길이는, Wbead,min 이상 OV - R1 이하일 수 있다.
도 11을 참조하여 설명하면, 용접 비드(BD)의 최소 폭이 Wbead,min 이므로, 비딩부(21)와 상기 접촉부(33a) 사이에 형성되는 용접 패턴의 반경 방향 폭 길이의 최소 값은 최소한 Wbead,min 이 되어야 한다. 한편, 상기 용접 비드(BD)는 상기 비딩부(21)의 평탄 구간(F) 전체 영역에 걸쳐 복수 개 형성될 수도 있다. 이 때, 복수의 용접 비드(BD)는 일정한 용접 패턴을 형성할 수 있다. 도 11을 참조하면, 비딩부(21)와 상기 접촉부(33a) 사이에 형성되는 용접 패턴의 반경 방향 폭 길이의 최대 값은 다음 관계식을 만족할 수 있다.
비딩부(21)와 접촉부(33a) 사이에 형성되는 용접 패턴의 반경 방향 폭 길이의 최대 값
= W - W1 + 용접 비드(BD)의 최소 폭
= [(OV - 0.5*Wbead,min) - (R1 + 0.5*Wbead,min)] + Wbead,min
= OV - R1
본 발명의 또 다른 측면에서, 상기 평탄 구간(F) 길이 대비 상기 용접 패턴의 반경 방향 폭 길이의 비율은 대략 10 ~ 40 % 의 범위를 만족할 수 있다. 바람직하게, 상기 비율은 대략 20 ~ 30 %를 만족할 수 있다. 상기 비율이 상기 범위를 만족할 때, 용접 면적 증가에 따라 용접 강도가 증가될 수 있다. 이에 따라 본 발명에 따른 배터리(1)는 높은 내충격 특성을 확보할 수 있다.
본 발명의 또 다른 측면에서, 상기 전극 조립체(10)의 외경을 지름으로 하는 원의 면적 대비 상기 집전체(30)가 상기 전극 조립체(10)의 상면과 접촉하지 않는 면적의 비율을 집전체(30)의 개구율로 정의할 수 있다. 상기 개구율은 다음 식으로 계산될 수 있다.
개구율(%)
= 1 - (집전체가 전극 조립체 상면과 접촉하는 면적)/(전극 조립체 외경을 지름으로 하는 원의 면적)
= (집전체가 전극 조립체 상면과 접촉하지 않는 면적)/(전극 조립체 외경을 지름으로 하는 원의 면적)
집전체(30)의 개구율은, 예를 들어 대략 30 % 이상 100 % 미만일 수 있고, 바람직하게는 대략 60 % 이상 100 % 미만일 수 있다. 도 8a에 도시된 집전체(30)가 전극 조립체(10) 상에 얹혀져 결합되는 경우를 예로 들어 설명하면, 상기 집전체(30)가 상기 전극 조립체(10)와 접촉하는 영역은, 중심부(31) 및 탭 결합부(32)일 수 있다. 즉, 달리 말하면, 상기 전극 조립체(10)의 외경을 지름으로 하는 원의 면적 대비 상기 집전체(30)가 상기 전극 조립체(10)와 접촉하는 면적의 비율은 대략 70 % 이하일 수 있고, 바람직하게는 대략 40 % 이하일 수 있다. 집전체(30)의 개구율이 상기 범위일 때, 전해액 주액 시 집전체 홀(H2)을 비롯한 집전체(30)의 개구영역을 통해 전해액이 원활하게 전극 조립체(10) 내부로 침투할 수 있다. 즉, 집전체(30)의 개구율이 상기 범위일 때, 전해액이 전극 조립체(10)에 구비된 권취 중심 홀(H1)괴 집전체(30)의 개구 영역을 통해 전극 조립체(10)에 스며들게 되며, 특히 분절편(11a)들의 중첩면들 사이, 그리고 인접하는 분절편(11a)들 사이에 미세한 틈이 있기 때문에, 해당 틈을 통한 모세관 현상에 의해 전해액이 전극 조립체(10)로 원활하게 스며들 수 있다.
다음으로, 도 5를 참조하면, 본 발명의 다른 실시예에 따른 집전체(30)가 나타나 있다. 본 발명의 다른 실시예에 따른 집전체(30)는, 앞서 설명된 도 4a의 집전체(30) 과 비교하여 접촉부(33a)의 형태에 있어서 차이가 있을 뿐, 그 외에는 앞서 설명된 집전체(30)의 구조가 실질적으로 동일하게 적용될 수 있다.
도 5를 참조하면, 일 실시예로서, 상기 접촉부(33a)는 상기 연결부(33b)보다 큰 폭을 가질 수 있다. 예를 들어, 접촉부(33a)는 적어도 일부가 배터리 하우징(20)의 내주면을 따라 연장된 형태를 가질 수 있다. 바람직하게, 상기 접촉부(33a)는, 상기 배터리 하우징(20)의 비딩부를 따라 연장된 호 형태를 가질 수 있다. 또한, 도면에 도시되지는 않았으나, 접촉 면적의 극대화를 위해, 상기 집전체(30)는, 적어도 하나의 하우징 결합부(33) 각각의 접촉부(33a)의 연장된 길이의 합이 배터리 하우징(20)의 내주와 대략 동일하도록 구성될 수도 있다. 이와 같은 실시예에서는, 결합 면적의 극대화로 인한 결합력 향상 및 전기 저항 감소 효과를 가질 수 있다.
다음으로, 도 6을 참조하면, 본 발명의 또 다른 실시예에 따른 집전체(30)가 나타나 있다. 본 발명의 또 다른 실시예에 따른 집전체(30)는, 도 5의 집전체(30) 과 비교하여, 접촉부(33a) 및 연결부(33b)의 형태에 있어서 차이가 있을 뿐, 그 외에는 앞서 설명된 집전체(30)의 구조가 실질적으로 동일하게 적용될 수 있다. 즉, 상기 연결부(33b)는 상기 탭 결합부(32)보다 큰 폭을 가질 수 있다. 또는, 다른 실시 형태로서, 상기 연결부(33b)는 상기 탭 결합부(32)보다 작은 폭을 가질 수도 있다.
도 6을 참조하면, 연결부(33b)는 적어도 일부가 배터리 하우징(20)의 내주면을 따라 연장된 형태를 가질 수 있다. 구체적으로, 상기 접촉부(33a)는, 상기 배터리 하우징(20)의 비딩부를 따라 연장된 호 형태를 가질 수 있고, 상기 연결부(33b)는, 상기 접촉부(33a)를 따라 연장된 호 형태를 가질 수 있다. 이와 같은 구조에 의하면, 도 5에 도시된 집전체(30)에 비해 집전체(30)의 면적이 추가적으로 증가되므로, 전기 저항 감소 효과가 극대화될 수 있다.
한편, 도 6을 참조하면, 상기 집전체(30)는, 도 4a 또는 도 5에 도시된 집전체(30)와는 다르게, 밴딩부(B)를 구비하지 않을 수 있다. 이와 같이 밴딩부(B)를 구비하지 않을 경우, 집전체(30) 제작에 필요한 원재료를 절감할 수 있다. 이에 따라 집전체(30) 제작 비용을 절약할 수 있다.
도 1a을 참조하면, 상기 캡(40)은, 배터리 하우징(20)의 일 측에 형성된 상기 개방부를 커버한다. 상기 캡(40)은, 배터리 하우징(20) 상단에 형성되는 크림핑부(22)에 의해 고정될 수 있다. 이 경우, 고정력의 향상 및 배터리 하우징(20)의 밀폐성 향상을 위해 배터리 하우징(20)과 캡(40) 사이에는 실링 가스켓(G1)이 개재될 수도 있다. 다만, 본 발명에 있어서 캡(40)은 전류의 통로로 기능해야 하는 부품이 아니다. 따라서, 관련 기술 분야에서 잘 알려진 다른 구조의 적용을 통해 배터리 하우징(20)과 캡(40)을 견고히 고정시키고 배터리 하우징(20)의 개방부의 밀폐성을 확보할 수만 있다면, 이러한 실링 가스켓(G1)의 적용이 필수적인 것은 아니다.
한편, 상기 실링 가스켓(G1)이 적용되는 경우를 예시로 들어 설명하면, 상기 실링 가스켓(G1)은, 상기 배터리 하우징(20)의 개방부와 상기 집전체(30) 사이에 개재된 실링 가스켓(G1)으로서, 상기 집전체(30)의 비딩부(21)에 접하는 부분이, 상기 비딩부(21)와 상기 실링 가스켓(G1) 사이에 위치하도록 구성될 수 있다. 상기 실링 가스켓(G1)은, 상기 캡(40)을 감싸는 대략 링 형상을 가질 수 있다. 상기 실링 가스켓(G1)은, 캡(40)의 상면, 하면 및 측면을 동시에 커버할 수 있다. 실링 가스켓(G1)의 부위 중에서 캡(40)의 하면을 커버하는 부위의 반경 방향 길이는, 실링 가스켓(G1)의 부위 중에서 상기 캡(40)의 상면을 커버하는 부위의 반경 방향 길이보다 작거나 같을 수 있다. 실링 가스켓(G1)의 부위 중에서 캡(40)의 하면을 커버하는 부위의 반경 방향 길이가 지나치게 길면, 사이징 공정 중 배터리 하우징(20)을 상하로 압축하는 과정에서 실링 가스켓(G1)이 집전체(30)를 가압하여, 집전체(30)가 손상되거나 배터리 하우징(20)이 손상될 가능성이 있다. 특히, 실링 가스켓(G1)의 부위 중에서 캡(40)의 하면을 커버하는 부위의 반경 방향 길이가 지나치게 길면, 사이징 공정 중 배터리 하우징(20)을 상하로 압축하는 과정에서 실링 가스켓(G1)이 연결부(33b)를 과도하게 가압하여 연결부(33b)의 형태를 변형시키거나 연결부(33b)의 일부를 손상시킬 가능성이 있다. 따라서, 실링 가스켓(G1)의 부위 중에서 캡(40)의 하면을 커버하는 부위의 반경 방향 길이를 일정 수준으로 작게 유지할 필요가 있다.
반면, 실링 가스켓(G1)의 부위 중에서 캡(40)의 상면을 커버하는 부위는, 그 구조적 및 위치적 특성 상 집전체(30)와의 간섭을 일으킬 염려가 없다. 다른 측면에서, 상기 배터리 하우징(20)과 상기 캡(40)은 서로 반드시 절연되어야 할 필요성도 없다. 즉, 실링 가스켓(G1)의 부위 중에서 캡(40)의 상면을 커버하는 부위는, 실링 기능만 만족하면 족하고, 절연 기타의 별도 기능까지 만족하지 않아도 되므로, 그 길이에 대한 제한이 상대적으로 적다.
예를 들면, 도 1a과 같이 실링 가스켓(G1)의 부위 중에서 캡(40)의 하면을 커버하는 부위의 반경 방향 길이가, 실링 가스켓(G1)의 부위 중에서 상기 캡(40)의 상면을 커버하는 부위의 반경 방향 길이와 동일할 수 있다. 또는, 도 2 및 도 3과 같이 실링 가스켓(G1)의 부위 중에서 캡(40)의 하면을 커버하는 부위의 반경 방향 길이는, 실링 가스켓(G1)의 부위 중에서 상기 캡(40)의 상면을 커버하는 부위의 반경 방향 길이보다 작게 형성될 수 있다.
한편, 상기 접촉부(33a)는, 상기 배터리 하우징(20)의 비딩부(21)와 상기 실링 가스켓(G1) 사이에 개재되어 고정될 수 있다. 즉, 상기 접촉부(33a)가 상기 배터리 하우징(20)의 비딩부(21)와 상기 실링 가스켓(G1) 사이에 개재된 상태에서 상기 크림핑부(22)의 크림핑 힘으로 인해 상기 접촉부(33a)가 고정될 수 있다.
이 때, 상기 실링 가스켓(G1)의 두께는, 원주 방향을 따라 가변될 수 있다. 예를 들어, 상기 실링 가스켓(G1)의 두께는, 원주 방향을 따라 증가와 감소를 교차로 반복할 수 있다.
일 예에서, 상기 실링 가스켓(G1)은, 상기 접촉부(33a)와 접촉하는 영역과, 상기 접촉부(33a)와 접촉하지 않는 영역에서 압축률이 동일할 수 있다. 즉, 압축되지 않은 상태에서 이미 실링 가스켓(G1)의 두께가 원주 방향을 따라 가변하도록 구성되어 있을 수 있다.
다른 예로, 상기 실링 가스켓(G1)은, 상기 접촉부(33a)와 접촉하는 영역보다, 상기 접촉부(33a)와 접촉하지 않는 영역에서 더 작은 압축률을 가질 수도 있다. 즉, 압축되지 않은 상태에서 실링 가스켓(G1)은 원주 방향을 따라 일정한 두께를 갖도록 구성되어 있을 수 있고, 추후 크림핑 힘에 의해 압축됨에 따라, 일정 영역에서만 두께가 달라지도록 구성될 수 있다.
또 다른 예로, 상기 실링 가스켓(G1)은, 상기 접촉부(33a)와 접촉하는 영역보다, 상기 접촉부(33a)와 접촉하지 않는 영역에서 더 큰 두께를 가질 수 있다. 즉, 도면에 도시되어 있지는 않지만, 실링 가스켓(G1)은, 상기 접촉부(33a)와 접촉하는 영역에서 압축률이 상대적으로 클 수 있다.
다른 측면에서상기 배터리 하우징(20)의 비딩부(21)와 상기 집전체의 접촉부(33a) 사이에 용접부가 형성될 수도 있다. 예를 들어, 크림핑 힘만으로는 접촉부(33a)의 고정이 확실하게 이루어지지 않을 수 있다. 게다가, 실링 가스켓(G1)이 열에 의해 수축되거나, 크림핑부(22)가 외부로부터 충격을 받아 변형될 경우, 집전체와 배터리 하우징(20) 사이의 결합력이 저하될 가능성이 있다. 따라서, 접촉부(33a)가 상기 배터리 하우징(20)의 비딩부(21) 상에 얹혀진 상태에서 용접을 통해 상기 집전체(30)를 배터리 하우징(20)에 고정할 수 있다. 그 후 접촉부(33a) 상단에 실링 가스켓(G1)에 의해 감싸진 캡(40)을 얹고 크림핑부(22)를 형성함으로써 배터리(1)의 제조 공정을 완성할 수 있다. 이 때, 용접 방법으로는 예를 들면 레이저 용접, 저항 용접, 초음파 용접 등이 가능하나, 용접 방법이 이에 한정되는 것은 아니다. 이와 같이 접촉부(33a)가 비딩부(21)와 실링 가스켓(G1) 사이에 개재됨과 동시에 용접을 통해 비딩부(21)에 결합되는 구조에 의하면, 용접부의 결합력이 증대되며, 장시간의 배터리 거동에도 표면 밀착성을 담보할 수 있다. 따라서 사이클 페이딩(cycle fading) 등의 안전성 문제를 최소화시킬 수 있다.
도 8a 내지 도 10은 접촉부(33a)와 비딩부(21)의 용접 영역을 설명하기 위한 도면이다.
도 8a 내지 도 10을 참조하면, 접촉부(33a)와 비딩부(21) 사이의 용접 영역에는, 용접 비드(BD)가 형성될 수 있다. 예를 들어 도 1a과 같이 상기 비딩부(21) 상면 및 상기 비딩부(21) 하면이 각각 상기 배터리 하우징(20)의 하면과 소정 각도를 이루며 경사진 형태를 가지는 경우에는, 상기 접촉부(33a)가, 상기 비딩부(21)의 경사진 상면 상에 안착될 수 있다. 또는, 예를 들어, 도 2 및 도 3과 같이, 상기 비딩부(21) 상면 및 상기 비딩부(21) 하면이 각각 적어도 일부 영역에서 상기 배터리 하우징(20)의 하면과 평행한 평탄 구간(F)을 포함하는 경우에는, 상기 접촉부(33a)가, 상기 비딩부(21)의 평탄한 상면 상에 안착될 수 있다. 그리고 그 후에, 상기 접촉부(33a)가, 상기 비딩부(21) 상에 용접 결합될 수 있다.
도 11은 접촉부(33a)와 비딩부(21) 사이의 용접 영역에 형성되는 용접 비드(BD)위 위치, 길이 및 폭 등을 설명하기 위한 도면이다.
도 11을 참조하면, 상기 접촉부(33a)는, 상기 비딩부(21)의 평탄한 상면 상에 용접 결합될 수 있다.
도 8a 내지 도 10을 참조하면, 상기 용접 비드(BD)가 복수 개 모이면, 일정한 용접 패턴을 형성할 수 있다. 예를 들어, 도 8a를 참조하면, 복수의 용접 비드(BD)가 모여 대략 직선 형상의 용접 패턴을 형성할 수 있다. 예컨대, 상기 비딩부(21)와 상기 접촉부(33a) 사이에 형성되는 용접 패턴은, 점 용접이 연결된 선 형태를 가질 수 있다. 상기 비딩부(21)와 상기 접촉부(33a) 사이에 형성되는 용접 비드(BD)의 폭은, 대략 0.1 mm 이상일 수 있다. 이는 레이저 기술 고려 시 상기 용접 비드(BD)의 최소 폭이 대략 0.1 mm 이상이기 때문이다.
상기 비딩부(21)와 상기 접촉부(33a) 사이에 형성되는 용접 비드(BD)는, 적어도 하나 이상 형성될 수 있다. 예를 들어, 상기 비딩부(21)와 상기 접촉부(33a) 사이에 형성되는 용접 비드(BD)는, 원주 방향을 따라 복수 개 형성될 수 있다. 특히, 상기 비딩부(21)와 상기 접촉부(33a) 사이에 형성되는 용접 비드(BD)는, 동일 접촉부(33a) 내에 복수 개 형성될 수 있다. 예를 들어, 동일 접촉부(33a) 내에 형성된 복수의 용접 비드(BD)는, 동일 접촉부(33a) 내에서 대칭으로 형성될 수 있다. 그리고 동일 접촉부(33a) 내에 형성된 복수의 용접 비드(BD)는, 서로 소정의 각도, 예를 들어 30도 간격을 두고 형성될 수 있다. 구체적으로, 동일 접촉부(33a) 내에 형성된 복수의 용접 비드(BD)는, 동일 접촉부(33a) 내에서 상기 비딩부(21)가 형성하는 원의 중심을 기준으로 30도 이하의 원주각 범위 내에 위치할 수 있다.
상기 비딩부(21)와 상기 접촉부(33a) 사이에 형성되는 용접 비드(BD)는, 원주 방향을 따라 연장되는 직선 형상의 용접 패턴을 형성할 수 있다. 또는, 상기 비딩부(21)와 상기 접촉부(33a) 사이에 형성되는 용접 비드(BD)는, 원주 방향을 따라 연장되는 호 형상의 용접 패턴을 형성할 수도 있다. 본 발명의 일 실시 형태에 의하면, 상기 접촉부(33a)의 원주 방향 길이는, 상기 탭 결합부(32)의 원주 방향 길이와 동일할 수 있다. 또한, 상기 접촉부(33a)의 원주 방향 길이는, 상기 연결부(33b)의 원주 방향 길이와 동일할 수 있다. 예를 들어, 도 4a에 도시된 것처럼, 탭 결합부(32), 연결부(33b) 및 접촉부(33a)가 동일 폭으로 연장될 수 있다. 바람직하게, 상기 탭 결합부(32), 연결부(33b) 및 접촉부(33a)는 연장 방향을 따라 동일한 폭을 가질 수 있다.
다른 측면에서, 상기 제1 무지부(11)와 상기 탭 결합부(32) 사이에 형성되는 용접 패턴의 연장 방향과, 상기 비딩부(21)와 상기 접촉부(33a) 사이에 형성되는 용접 패턴의 연장 방향은, 서로 상이할 수 있다. 바람직하게, 상기 제1 무지부(11)와 상기 탭 결합부(32) 사이에 형성되는 용접 패턴의 연장 방향과, 상기 비딩부(21)와 상기 접촉부(33a) 사이에 형성되는 용접 패턴의 연장 방향은, 서로 대략 수직일 수 있다. 도 8a 및 도 8b를 참조하면, 상기 제1 무지부(11)와 상기 탭 결합부(32) 사이에 형성되는 용접 패턴은 반경 방향을 따라 형성될 수 있다. 한편, 상기 비딩부(21)와 상기 접촉부(33a) 사이에 형성되는 용접 패턴은 상기 배터리 하우징(20)의 원주 방향을 따라 형성될 수 있다. 즉, 상기 제1 무지부(11)와 상기 탭 결합부(32) 사이에 형성되는 용접 패턴의 연장 방향과, 상기 비딩부(21)와 상기 접촉부(33a) 사이에 형성되는 용접 패턴의 연장 방향은, 서로 대략 수직이 될 수 있다. 이와 같은 구조에 의하면, 상기 집전체(30)와 상기 전극 조립체(10) 사이의 결합 강도가 증가할 수 있다. 즉, 이와 같은 구조에 의하면 집전체(30)가 다양한 방향으로 수행된 용접에 의해 고정되어 있기 때문에 상기 집전체(30)가 특정 방향의 진동 또는 충격을 받더라도 견고하게 고정된 상태를 유지할 수 있다.
본 발명의 다른 실시 형태에 의하면, 상기 접촉부(33a)의 원주 방향 길이는, 상기 탭 결합부(32)의 원주 방향 길이에 비해 상대적으로 길게 형성될 수 있다. 또한, 바람직하게, 상기 접촉부(33a)의 원주 방향 길이는, 상기 연결부(33b)의 원주 방향 길이에 비해 상대적으로 길게 형성될 수 있다. 예를 들어 도 5 및 도 6을 참조하면, 접촉부(33a)의 원주 방향 길이가 탭 결합부(32)의 원주 방향 길이보다 상대적으로 길게 형성되어 있는 것을 확인할 수 있다. 또한, 도 5를 참조하면, 접촉부(33a)의 원주 방향 길이가 연결부(33b)의 원주 방향 길이보다 상대적으로 길게 형성되어 있는 것을 확인할 수 있다. 이와 같이 접촉부(33a)의 원주 방향 길이를 길게 형성함으로써, 집전체(30)의 비딩부(21)와의 결합력을 향상시킬 수 있다. 나아가 접촉부(33a) 및/또는 연결부(33b)의 원주 방향 길이를 길게 형성함으로써 전지의 내부 저항을 감소시킬 수 있다.
한편, 도 5 및 도 6을 참조하면, 상기 접촉부(33a)는, 상기 배터리 하우징의 비딩부(21)를 따라 원주 방향으로 연장되는 호 형태를 가질 수 있다. 보다 구체적으로, 상기 접촉부(33a)는, 상기 연결부(33b)와 상기 접촉부(33a)의 교차 지점으로부터, 원주 방향을 따라 서로 반대 방향으로 연장되는 호 형태를 가질 수 있다.
한편, 도 6을 참조하면, 상기 연결부(33b)도, 상기 접촉부(33a)를 따라 원주 방향으로 연장된 호 형태를 가질 수 있다. 이와 같이 접촉부(33a)가 배터리 하우징의 비딩부(21)를 따라 원주 방향으로 연장되는 호 형태를 가짐으로써, 비딩부(21)와 집전체 사이의 결합력을 향상시킬 수 있다. 보다 바람직하게는, 원주 방향으로 연장된 상기 접촉부(33a)의 길이의 합이, 상기 배터리 하우징의 내주의 길이와 대응되도록 구성될 수 있다. 즉, 도면에 도시되어 있지는 않지만, 상기 집전체(30)는 접촉부(33a)끼리 서로 연결된 링 형상을 가질 수도 있다. 이와 같은 형상에 의하면 비딩부(21)와 집전체(30) 사이의 결합력을 더욱 더 향상시킬 수 있다.
도 12는 배터리 하우징의 내면의 직경과 집전체의 총 직경 사이의 관계를 설명하기 위한 도면이다.
도 12를 참조하여 설명하면, 상기 배터리 하우징의 외면의 직경을 De 라고 하고, 상기 배터리 하우징(20)의 내면의 직경을 Di 라고 하고, 상기 집전체(30)의 총 직경을 d 라고 할 때, De>Di>d의 관계를 만족할 수 있다.
한편, 상기 캡(40)은, 배터리 하우징(20) 내부에 발생된 가스로 인한 내압 증가를 방지하기 위해 형성되는 벤팅부(41)를 구비할 수 있다. 상기 벤팅부(41)는, 캡(40)의 일부에 형성되며 내부 압력이 가해졌을 때 용이하게 파단될 수 있도록 주변 영역보다 구조적으로 취약한 영역에 해당한다. 상기 벤팅부(41)는, 예를 들어 주변 영역과 더 얇은 두께를 갖는 영역일 수 있다.
상기 단자(50)는, 배터리 하우징(20)의 개방부의 반대 편에서 배터리 하우징(20)을 관통하여 전극 조립체(10)의 제2 무지부(12)와 전기적으로 연결된다. 상기 단자(50)는, 배터리 하우징(20)의 하면의 대략 중심부를 관통할 수 있다. 상기 단자(50)는, 예를 들어 제2 무지부(12)에 결합되는 집전체(제2 집전체)(P)와 결합되거나 또는 제2 무지부(12)에 결합되는 리드 탭(미도시)과 결합됨으로써 전극 조립체(10)와 전기적으로 연결될 수 있다. 따라서, 상기 단자(50)는 전극 조립체(10)의 제2 전극과 동일한 극성을 가지며, 제2 전극 단자(T2)로서 기능할 수 있다. 상기 제2 무지부(12)가 양극 탭인 경우, 단자(50)는 양극 단자로서 기능할 수 있다. 바람직하게, 단자(50)는 리벳팅된 구조를 가진다. 단자(50)의 리벳팅 구조가 적용된 배터리는 한 쪽 방향에서 전기적 배선을 수행할 수 있다. 또한, 리벳팅 구조를 가진 단자(50)는 단면적이 커서 저항이 낮으므로 급속 충전에 매우 적합하다.
도 18a 및 도 18b는 본 발명의 일 실시예를 따르는 제2 집전체(P)를 설명하기 위한 도면이다.
본 발명의 다른 측면에서, 도 2 및 도 3을 참조하면, 상기 제2 집전체(P)는, 상기 제2 무지부(12)와 상기 단자(50) 사이에 개재될 수 있다. 한편, 도 18a 및 도 18b를 참조하면, 상기 제2 집전체(P)는, 상기 제2 무지부(12)와 결합되는 탭 결합부(P1); 및 상기 단자(50)와 결합되는 단자 결합부(P2);를 구비한다. 상기 제2 집전체(P)는, 연결부(P3) 및/또는 테두리부(P4)를 더 포함할 수 있다.
본 발명의 일 측면에서, 상기 탭 결합부(P1)는, 복수개가 구비될 수 있다. 바람직하게, 복수의 상기 탭 결합부(P1)는, 서로 동일 간격으로 배치될 수 있다. 복수의 상기 탭 결합부(P1) 각각의 연장 길이는 서로 동일할 수 있다. 상기 단자 결합부(P2)는, 복수의 상기 탭 결합부(P1)에 의해 둘러 싸이도록 배치될 수 있다.
바람직하게, 상기 단자 결합부(P2)는, 전극 조립체(10)의 권취 중심에 형성된 권취 중심 홀(H1)과 대응되는 위치에 배치될 수 있다. 보다 바람직하게, 상기 단자 결합부(P2)는, 상기 전극 조립체(10)의 권취 중심 홀(H1)을 커버할 수 있다. 이와 같은 구조에 의하면, 상기 전극 조립체(10)의 권취 중심 홀(H1)의 상부에 위치하는 단자(50)와 단자 결합부(P2)를 용접 결합시킬 수 있다.
상기 탭 결합부(P1) 및 단자 결합부(P2)는 직접적으로 연결되지 않고 서로 이격되도록 배치될 수 있다. 예를 들어, 탭 결합부(P1) 및 단자 결합부(P2)는 테두리부(P4)에 의해 간접적으로 연결될 수 있다. 이처럼, 본 발명의 일 실시예에 따른 제2 집전체(P)는, 탭 결합부(P1)와 단자 결합부(P2)가 서로 직접 연결되어 있지 않고, 테두리부(P4)를 통해서 연결된 구조를 가짐으로써 배터리(1)에 충격 및/또는 진동이 발생되는 경우 탭 결합부(P1)와 제2 무지부(12) 간의 결합 부위와 단자 결합부(P2)와 단자(50) 간의 결합 부위에 가해지는 충격을 분산시킬 수 있다. 따라서, 본 발명의 제2 집전체(P)는, 외부 충격으로 인한 용접 부위의 파손을 최소화 또는 방지할 수 있다. 본 발명의 제2 집전체(P)는, 외부 충격이 가해졌을 때 테두리부(P4)와 단자 결합부(P2)의 연결 부위에 응력이 집중될 수 있는 구조를 갖는데, 이러한 연결 부위는 부품 간의 결합을 위한 용접부가 형성된 부위가 아니기 때문에 외부 충격으로 인한 용접부 파손에 따른 제품 불량 발생을 방지할 수 있다.
상기 제2 집전체(P)는, 단자 결합부(P2)와 연결되는 연결부(P3)를 더 포함할 수 있다. 상기 연결부(P3)는, 적어도 그 일부가 탭 결합부(P1)와 비교하여 그 폭이 더 작게 형성될 수 있다. 이 경우, 상기 연결부(P3)에서 전기 저항이 증가하여 연결부(P3)를 통해 전류가 흐를 때 다른 부위와 비교하여 더 큰 저항이 발생하게 되며, 이로 인해 과전류 발생 시에 연결부(P3)의 일부가 파단되어 과전류를 차단할 수 있게 된다. 상기 연결부(P3)는 이러한 과전류 차단 기능을 고려하여 그 폭이 적절한 수준으로 조절될 수 있다.
상기 제2 집전체(P)는, 내측에 빈 공간이 형성된 대략 림(rim) 형태를 갖는 테두리부(P4)를 더 포함할 수 있다. 이 경우, 상기 탭 결합부(P1)는, 테두리부(P4)로부터 내측으로 연장되며 제2 무지부(12)와 결합될 수 있다. 본 발명의 도면에서는 상기 테두리부(P4)가 대략 원형의 림 형태를 갖는 경우만으로 도시하고 있으나, 이로써 본 발명이 한정되는 것은 아니다. 상기 테두리부(P4)는, 도시된 것과는 달리 대략 사각의 림 형태 또는 그 밖의 다른 형태를 가질 수도 있는 것이다.
본 발명의 다른 측면에서, 도 18b를 참조하면, 상기 연결부(P3)는, 연결부(P3)의 폭을 부분적으로 감소시키도록 형성되는 노칭부(N)를 구비할 수 있다. 상기 노칭부(N)가 구비되는 경우, 노칭부(N)가 형성된 영역에서의 전기 저항이 증가하게 되고, 이로써 과전류 발생 시에 신속한 전류 차단이 가능하게 된다. 바람직하게, 노칭부(N)의 위치는 적층수 균일구간(도 1d)에 포함될 수 있다. 보다 바람직하게, 노칭부(N)의 위치는 적층수 균일구간 중에서 적층수가 최대로 유지되는 구간에 포함될 수 있다. 이로써, 노칭부(N)가 파단될 때 생기는 부산물이 전극 조립체 내부로 침투하는 것을 확실히 방지할 수 있다.
도 18a 및 도 18b과 함께 도 2 및 도 3을 참조하면, 본 발명의 일 측면에서, 상기 제2 집전체(P)의 상기 단자 결합부(P2)의 중심으로부터 상기 탭 결합부(P1)의 끝단에 이르는 최장 반경은, 상기 집전체(30)의 중심부로부터 상기 탭 결합부(32)의 끝단에 이르는 최장 반경보다 클 수 있다. 예를 들어, 대략 림(rim) 형태를 갖는 테두리부(P4)의 반경은, 상기 집전체(30)의 중심부로부터 상기 탭 결합부(32)의 끝단에 이르는 최장 반경보다 클 수 있다. 이는 비딩부(21)가 배터리 하우징(20)의 내측으로 압입됨에 따라, 상기 집전체(30)의 탭 결합부(32)와 제1 무지부(11)와의 용접 면적이 제한됨에 따른 결과이다.
본 발명의 다른 측면에서, 상기 제2 집전체(P)의 탭 결합부(P1)는, 상기 제2 무지부(12)의 절곡된 단부에 결합되어 있을 수 있다. 즉, 제2 집전체(P)의 탭 결합부(P1)는 상기 제2 무지부(12)에 구비된 복수의 분절편이 절곡된 절곡면 상에 용접 결합될 수 있다. 바람직하게, 용접 영역은 반경 방향을 따라 적층수 균일구간(도 1d)과 적어도 50% 이상 중첩될 수 있으며, 중첩 비율은 클수록 바람직하다. 보다 바람직하게, 용접 영역은 반경 방향을 따라 적층수 균일구간 중 중첩 레이어 수가 최대인 구간과 적어도 50% 이상 중첩될 수 있으며, 중첩 비율이 클수록 보다 바람직하다. 이러한 용접 조건은 집전체(30)에 대해서도 실질적으로 동일하게 적용될 수 있다.
본 발명의 또 다른 측면에서, 상기 제2 집전체(P)의 탭 결합부(P1)와, 상기 제2 무지부(12)의 절곡된 단부를 결합하는 용접 영역이 더 형성되어 있고, 상기 제2 집전체(P)의 단자 결합부(P2)의 중심으로부터 상기 용접 영역에 이르는 거리는, 상기 집전체(30)의 중심부로부터 탭 결합부(32) 상의 용접 영역에 이르는 거리와 동일하거나, 대략 5% 이하의 거리 편차를 가질 수 있다. 본 발명의 또 다른 측면에서, 상기 제2 집전체(P)의 용접 영역은, 상기 집전체(30)의 탭 결합부(32) 상의 용접 영역보다 긴 길이를 가질 수 있다.
일 예에서, 단자(50)의 평탄부(도 1a 참조)와 제2 집전체(P)가 레이저로 용접되고 원호 패턴의 형태로 연속적 또는 불연속적인 라인으로 용접될 경우 원호 용접 패턴의 직경은 2mm 이상, 바람직하게는 4mm 이상인 것이 바람직하다. 원호 용접 패턴의 직경이 해당 조건을 충족할 경우 용접부 인장 2kgf 이상으로 증가시켜 충분한 용접 강도의 확보가 가능하다.
다른 예에서, 단자(50)의 평탄부와 제2 집전체(P)가 초음파로 용접되고 원형 패턴으로 용접될 경우 원형 용접 패턴의 직경은 2mm 이상인 것이 바람직하다. 원형 용접 패턴의 직경이 해당 조건을 충족할 경우 용접부 인장 2kgf 이상으로 증가시켜 충분한 용접 강도의 확보가 가능하다.
용접 가능 영역에 해당하는 단자(50)의 평탄부의 직경은 3mm 내지 14mm의 범위에서 조절될 수 있다. 단자(50)의 평탄부의 반경이 3mm 보다 작으면, 레이저 용접 도구, 초음파 용접 도구 등을 이용하여 2mm 이상의 직경을 가진 용접 패턴을 형성하는데 어려움이 있다. 또한, 단자(50)의 평탄부의 반경이 14mm를 초과하면 단자(50)의 사이즈가 지나치게 커져서 배터리 하우징(20) 바닥의 외부면이 차지하는 면적이 감소하여 외부면을 통해 전기적 연결 부품(버스바)을 연결하는데 어려움이 있다.
바람직하게, 용접부 인장 2kgf 이상으로 확보하기 위한 용접 패턴의 직경이 2mm 이상이고 용접 가능 영역의 직경은 3mm 내지 14mm이므로, 용접 가능 영역의 면적 대비 용접 패턴의 면적 비율은 2.04(100*π12/π72)% 내지 44.4(100*π12/π1.52)%일 수 있다.
단자(50)의 극성 및 기능을 고려할 때, 단자(50)는 이와 반대 극성을 갖는 배터리 하우징(20)과는 절연 상태를 유지해야 한다. 이를 위해, 단자(50)와 배터리 하우징(20) 사이에는 절연 가스켓(G2)이 적용될 수 있다. 이와는 달리, 단자(50)의 표면 중 일부에 절연성 물질로 코팅을 함으로써 절연을 실현할 수도 있다.
마찬가지 이유에서, 제2 무지부(12) 및/또는 집전체(제2 집전체)(P)는 배터리 하우징(20)과 절연 상태를 유지해야 한다. 이를 위해, 상기 제2 무지부(12)와 배터리 하우징(20) 사이 및/또는 집전체(제2 집전체)(P)와 배터리 하우징(20) 사이에는 인슐레이터(S)가 개재될 수 있다. 상기 인슐레이터(S)가 적용되는 경우, 제2 무지부(12)와의 전기적 연결을 위해 단자(50)는 인슐레이터(S)를 관통할 수 있다.
바람직하게, 인슐레이터(S)와 배터리 하우징(20) 바닥의 내부면은 서로 밀착될 수 있다. 여기서, '밀착'은 육안 상으로 확인되는 공간(갭)이 없음을 의미한다. 공간(갭)을 없애기 위해, 배터리 하우징(20) 바닥의 내부면으로부터 단자(50)의 평탄부까지 이르는 거리는 인슐레이터(S)의 두께와 같거나 이보다 약간(slightly) 작은 값을 가질 수 있다.
한편, 본 발명에 있어서, 배터리 하우징(20)의 표면 전체는 제1 전극 단자(T1)로 기능할 수 있다. 예를 들어, 상기 제1 무지부(11)가 음극 탭인 경우, 제1 전극 단자(T1)는 음극 단자일 수 있다. 본 발명에 따른 배터리(1)는, 이처럼 배터리 하우징(20)의 개방부 반대 편에 위치하는 하면 상에 노출되는 단자(50) 및 배터리 하우징(20)의 하면 중 단자(50)가 차지하는 영역을 제외한 나머지 영역을 각각 제2 전극 단자(T2) 및 제1 전극 단자(T1)으로 이용할 수 있는 구조를 갖는다. 따라서, 본 발명에 따른 배터리(1)는, 복수의 배터리(1)를 전기적으로 연결함에 있어서 일 방향에서 양극/음극을 모두 연결할 수 있어 전기적 연결 구조를 간소화 할 수 있다. 또한, 본 발명에 따른 배터리(1)는, 배터리 하우징(20)의 개방부 반대 편에 위치한 하면의 대부분을 전극 단자로 이용 가능한 구조를 가지므로, 전기적 연결을 위한 부품을 용접할 수 있는 충분한 면적의 확보가 가능한 장점을 갖는다.
또 다른 측면에서, 전극 조립체(10)를 구성하는 전극은 무지부(11) 절곡의 용이성을 위해 분절 구조를 가질 수 있다.
도 14를 참조하면, 전극판은 도전성 재질의 포일로 이루어진 쉬트 형상의 제1 전극 집전체와, 제1 전극 집전체의 적어도 일면에 형성된 활물질층과, 제1 전극의 장변 단부에 활물질이 코팅되지 않은 제1 무지부(11)를 포함한다.
바람직하게, 제1 무지부(11)는 노칭 가공된 복수의 분절편(11a)을 포함할 수 있다. 복수의 분절편(11a)은 복수의 그룹을 이루며, 각 그룹에 속한 분절편(11a)들은 높이(Y방향 길이) 및/또는 폭(X 방향 길이) 및/또는 이격 피치가 동일할 수 있다. 각 그룹에 속한 분절편(11a)들의 수는 도시된 것보다 증가 또는 감소될 수 있다. 분절편(11a)은 적어도 하나의 직선 및/또는 적어도 하나의 곡선이 조합된 기하학적 도형의 형상을 가진다. 바람직하게, 분절편(11a)은 사다리꼴 모양일 수 있는데, 사각형, 평형사변형, 반원형 또는 반타원형 등으로 얼마든지 변형될 수 있다.
바람직하게, 분절편(11a)의 높이는 전극 조립체의 권취 방향과 평행한 일 방향을 따라, 예를 들어 코어측으로부터 외주측으로 가면서 단계적으로 증가할 수 있다. 또한, 코어측과 인접한 코어측 무지부(11')는 분절편(11a)을 포함하지 않을 수 있고, 코어측 무지부(11')의 높이는 다른 무지부 영역보다 작을 수 있다. 또한, 외주측과 인접한 외주측 무지부(11'')는 분절편(11a)을 포함하지 않을 수 있고, 외주측 무지부(11'')의 높이는 다른 무지부 영역보다 작을 수 있다.
선택적으로, 전극판은 활물질층과 제1 무지부(11) 사이의 경계를 덮는 절연 코팅층(11b)을 포함할 수 있다. 절연 코팅층(11b)은 절연성이 있는 고분자 수지를 포함하며, 무기물 필러를 선택적으로 더 포함할 수 있다. 절연 코팅층(11b)은 활물질층의 단부가 분리막을 통해 대향하고 있는 반대 극성의 활물질층과 접촉되는 것을 방지하고, 분절편(11a)의 절곡을 구조적으로 지지하는 역할을 한다. 이를 위해, 전극판이 전극 조립체(10)로 권취되었을 때, 절연 코팅층(11b)은 적어도 일부가 분리막으로부터 외부로 노출되는 것이 바람직하다.
도 15는 본 발명의 실시예에 따른 전극판의 무지부 분절구조를 제1 전극 집전체 및 제2 전극 집전체에 적용한 전극 조립체(10)를 길이 방향(Y)을 따라 자른 단면도이다.
도 15를 참조하면, 전극 조립체(10)는 권취 공법으로 제조할 수 있다. 하부로 돌출된 제2 무지부(12)는 제2 전극 집전체로부터 연장된 것이고, 상부로 돌출된 제1 무지부(11)는 제1 전극 집전체로부터 연장된 것이다.
무지부(11, 12)의 높이가 변화하는 패턴은 개략적으로 도시하였다. 즉, 단면이 잘리는 위치에 따라서 무지부(11, 12)의 높이는 불규칙하게 변화할 수 있다. 일 예로, 사다리꼴 분절편(11a)의 사이드 부분이 잘리면 단면에서의 무지부 높이는 분절편(11a)의 높이보다 낮아진다. 따라서, 전극 조립체(10)의 단면을 나타낸 도면에 도시된 무지부(11, 12)의 높이는 각 권취 턴에 포함된 무지부 높이의 평균에 대응한다고 이해하여야 한다.
무지부(11, 12)는 도 16a 및 도 16b에 도시된 것과 같이 전극 조립체(10)의 반경 방향을 따라, 예를 들어 외주측으로부터 코어측으로 절곡될 수 있다. 도 15에서, 절곡되는 부분(101)은 점선 박스로 표시하였다. 무지부(11, 12)가 절곡될 때, 반경 반향으로 인접하고 있는 분절편(11a)들이 여러 겹으로 서로 중첩되면서 전극 조립체(10)의 상부와 하부에 절곡면(102)이 형성된다. 이 때, 코어측 무지부(도 14의 11')는 높이가 낮아서 절곡되지 않으며, 가장 안쪽에서 절곡되는 분절편(11a)의 높이(h)는 분절편(11a) 구조가 없는 코어측 무지부(11')에 의해 형성된 권취 영역의 반경 방향 길이(r) 보다 같거나 작다. 따라서, 전극 조립체(10)의 코어에 있는 권취 중심 홀(H1)이 절곡된 분절편(11a)들에 의해 폐쇄되지 않는다. 권취 중심 홀(H1)이 폐쇄되지 않으면, 전해질 주액 공정에 어려움이 없고, 전해액 주액 효율이 향상된다. 또한, 권취 중심 홀(H1)을 통해 용접 도구를 삽입하여 단자(50)와 제2 집전체(P)의 용접을 용이하게 수행할 수 있다.
도 17은 본 발명의 실시예에 따른 배터리(1)들을 버스바(150)를 이용하여 전기적으로 연결한 상태를 나타낸 도면이다.
도 17을 참조하면, 복수의 배터리(1)들은 버스바(150)를 이용하여 상부에서 직렬 및 병렬로 연결될 수 있다. 배터리(1)들의 수는 배터리 팩(3)의 용량을 고려하여 증감될 수 있다.
각 배터리(1)에 있어서, 단자(50)는 양의 극성을 가지고, 배터리 하우징(20) 바닥의 외부면은 음의 극성을 가질 수 있고, 그 반대의 경우도 가능하다.
바람직하게, 복수의 배터리(1)들은 복수의 열과 행으로 배치될 수 있다. 열은 지면을 기준으로 상하 방향이고 행은 지면을 기준으로 좌우 방향이다. 또한, 공간 효율성을 최대화하기 위해, 배터리(1)들은 최밀 팩킹 구조(closest packing structure)로 배치될 수 있다. 최밀 팩킹 구조는 단자(50)들의 중심을 서로 연결했을 때 정삼각형이 만들어질 때 형성된다.
바람직하게, 버스바(150)는 인접하는 배터리(1)들의 상부, 바람직하게는 단자(50) 사이에 배치될 수 있다. 일 예에서, 버스바(150)는 인접하는 열 사이에 배치될 수 있다. 대안적으로, 버스바(150)는 인접하는 행 사이에 배치될 수 있다.
바람직하게, 버스바(150)는 동일 열에 배치된 배터리들을 서로 병렬로 연결시키고, 인접하는 2개의 열에 배치된 배터리들을 서로 직렬로 연결시킨다.
바람직하게, 버스바(150)는 직렬 및 병렬 연결을 위해 바디부(151), 복수의 제1버스바 단자(152) 및 복수의 제2버스바 단자(153)를 포함할 수 있다.
바디부(151)는 배터리(1)들의 열을 따라 연장될 수 있다. 대안적으로, 바디부(151)는 배터리(1)들의 열을 따라 연장되되, 지그재그 형상과 같이 규칙적으로 절곡될 수 있다.
복수의 제1버스바 단자(152)는 바디부(151)의 일측으로부터 각 배터리(1)의 단자(50)를 향해 돌출 연장되고 단자(50)에 전기적으로 결합될 수 있다. 단자(50)와의 전기적 결합은 레이저 용접, 초음파 용접 등을 통해 이루어질 수 있다. 또한, 복수의 제2버스바 단자(153)는 바디부(151)의 타측으로부터 각 배터리(1)의 배터리 하우징(20) 바닥의 외부면을 향해 돌출 연장되고, 외부면에 전기적으로 결합될 수 있다. 외부면과의 전기적 결합은 레이저 용접, 초음파 용접으로 이루어질 수 있다.
바람직하게, 바디부(151), 복수의 제1버스바 단자(152) 및 복수의 제2버스바 단자(153)는 하나의 도전성 금속판으로 이루어질 수 있다. 금속판은 알루미늄판 또는 구리판일 수 있는데, 본 발명이 이에 한정되는 것은 아니다. 변형 예에서, 바디부(151), 복수의 제1버스바 단자(152) 및 복수의 제2버스바 단자(153)는 별개의 피스 단위로 제작한 후 서로 용접 등을 통해 결합될 수 있다.
본 발명에 따른 배터리(1)는 양의 극성을 가진 단자(50)와 음의 극성을 가진 배터리 하우징(20) 바닥의 외부면이 동일한 방향에 위치하고 있으므로 버스바(150)를 이용하여 배터리(1)들의 전기적 연결을 용이하게 구현할 수 있다.
또한, 배터리(1)의 단자(50)와 외부면은 면적이 넓으므로 버스바(150)의 결합 면적을 충분히 확보하여 배터리(1)를 포함하는 배터리 팩의 저항을 충분히 낮출 수 있다.
한편, 본 발명의 배터리(1)는, 상술한 바와 같이, 부품 간의 접촉 면적 확대, 전류 패스(path)의 다중화, 전류 패스 길이의 최소화 등을 통해 저항이 최소화된 구조를 갖는다. 제품의 완성 후 양극과 음극 사이, 즉 단자(50)의 상면과 배터리 하우징(20)의 폐쇄부의 외부면 사이에서의 저항 측정기를 통해 측정되는 배터리(1)의 AC 저항은 급속 충전에 적합한 0.5 밀리오옴(miliohm) 내지 4 밀리오옴(miliohm), 바람직하게는 1 밀리오옴(miliohm) 내지 4 밀리오옴(miliohm)일 수 있다.
본 발명에서, 배터리는, 예를 들어 폼 팩터의 비(배터리의 직경을 높이로 나눈 값, 즉 높이(H) 대비 직경(Φ)의 비로 정의됨)가 대략 0.4 보다 큰 배터리일 수 있다. 여기서, 폼 팩터란, 배터리의 직경 및 높이를 나타내는 값을 의미한다.
바람직하게, 원통형 배터리의 직경은 40mm 내지 50mm일 수 있고, 높이는 60mm 내지 130mm일 수 있다. 일 실시예에 따른 원통형 배터리는, 예를 들어 46110 배터리, 4875 배터리, 48110 배터리, 4880 배터리, 4680 배터리일 수 있다. 폼 팩터를 나타내는 수치에서, 앞의 숫자 2개는 배터리의 직경을 나타내고, 그 다음 숫자 2개는 배터리의 높이를 나타낸다.
최근 배터리가 전기 자동차에 적용됨에 따라 배터리의 폼 팩터가 종래의 1865, 2170 등보다 증가하고 있다. 폼 팩터의 증가는 에너지 밀도의 증가, 열 폭주에 대한 안전성 증대, 그리고 냉각 효율의 향상을 가져온다.
배터리의 에너지 밀도는 폼 팩터의 증가와 함께 배터리 하우징 내부의 불필요한 공간이 최소화될 때 더욱 증가될 수 있다. 본 발명에 따른 배터리는, 집전체와 배터리 하우징과의 결합 부위의 결합력을 향상시키면서도 배터리의 용량을 증대시킬 수 있으면서도 저항을 낮출 수 있는 최적 구조를 가진다.
본 발명의 일 실시예에 따른 배터리는, 대략 원기둥 형태의 배터리로서, 그 직경이 대략 46mm이고, 그 높이는 대략 110mm이고, 폼 팩터의 비는 대략 0.418인 배터리일 수 있다.
다른 실시예에 따른 배터리는, 대략 원기둥 형태의 배터리로서, 그 직경이 대략 48mm이고, 그 높이는 대략 75mm이고, 폼 팩터의 비는 대략 0.640인 배터리일 수 있다.
또 다른 실시예에 따른 배터리는, 대략 원기둥 형태의 배터리로서, 그 직경이 대략 48mm이고, 그 높이는 대략 110mm이고, 폼 팩터의 비는 대략 0.436인 배터리일 수 있다.
또 다른 실시예에 따른 배터리는, 대략 원기둥 형태의 배터리로서, 그 직경이 대략 48mm이고, 그 높이는 대략 80mm이고, 폼 팩터의 비는 대략 0.600인 배터리일 수 있다.
또 다른 실시예에 따른 배터리는, 대략 원기둥 형태의 배터리로서, 그 직경이 대략 46mm이고, 그 높이는 대략 80mm이고, 폼 팩터의 비는 대략 0.575인 배터리일 수 있다.
종래에는, 폼 팩터의 비가 대략 0.4 이하인 배터리들이 이용되었다. 즉, 종래에는, 예를 들어 1865 배터리, 2170 배터리 등이 이용되었다. 1865 배터리의 경우, 그 직경이 대략 18mm이고, 그 높이는 대략 65mm이고, 폼 팩터의 비는 대략 0.277이다. 2170 배터리의 경우, 그 직경이 대략 21mm이고, 그 높이는 대략 70mm이고, 폼 팩터의 비는 대략 0.300이다.
본 발명의 실시에에 따른 배터리는 배터리 팩에 포함될 수 있고, 배터리 팩은 자동차에 탑재될 수 있다. 도 19를 참조하면, 본 발명의 일 실시예에 따른 배터리 팩(3)은, 상술한 바와 같은 본 발명의 일 실시예에 따른 복수의 배터리(1)가 전기적으로 연결된 이차전지 집합체 및 이를 수용하는 팩 하우징(2)을 포함한다. 본 발명의 도면에서는, 도면 도시의 편의상 전기적 연결을 위한 버스바, 냉각 유닛, 전력 단자 등의 부품은 생략되었다.
도 20을 참조하면, 본 발명의 일 실시예에 따른 자동차(5)는, 예를 들어 전기 자동차, 하이브리드 자동차 또는 플러그인 하이브리드 자동차일 수 있으며, 본 발명의 일 실시예에 따른 배터리 팩(3)을 포함한다. 상기 자동차(5)는, 본 발명의 일 실시예에 따른 배터리 팩(3)으로부터 전력을 공급 받아 동작한다.
이상에서 본 발명은 비록 한정된 실시예와 도면에 의해 설명되었으나, 본 발명은 이것에 의해 한정되지 않으며 본 발명이 속하는 기술분야에서 통상의 지식을 가진 자에 의해 본 발명의 기술사상과 아래에 기재될 특허청구범위의 균등범위 내에서 다양한 수정 및 변형이 가능함은 물론이다.
5: 자동차
3: 배터리 팩
2: 팩 하우징
1: 배터리
10: 전극 조립체
11: 제1 무지부
11a : 분절편
12: 제2 무지부
101 : 절곡되는 부분
102 : 절곡면
H1: 권취 중심 홀
20: 배터리 하우징
21: 비딩부
22: 크림핑부
30: 집전체(제1 집전체)
H2: 집전체 홀
31: 중심부
32: 탭 결합부
33: 하우징 결합부
33a: 접촉부
33b: 연결부
40: 캡
41: 벤팅부
G1: 실링 가스켓
50: 단자
G2: 절연 가스켓
T1: 제1 전극 단자
T2: 제2 전극 단자
P: 집전체(제2 집전체)
P1: 탭 결합부
P2: 단자 결합부
P3: 연결부
P4: 테두리부
S: 인슐레이터
F: 평탄 구간
BD: 용접 비드
PD: 압입 깊이
OV: 오버랩 길이
3: 배터리 팩
2: 팩 하우징
1: 배터리
10: 전극 조립체
11: 제1 무지부
11a : 분절편
12: 제2 무지부
101 : 절곡되는 부분
102 : 절곡면
H1: 권취 중심 홀
20: 배터리 하우징
21: 비딩부
22: 크림핑부
30: 집전체(제1 집전체)
H2: 집전체 홀
31: 중심부
32: 탭 결합부
33: 하우징 결합부
33a: 접촉부
33b: 연결부
40: 캡
41: 벤팅부
G1: 실링 가스켓
50: 단자
G2: 절연 가스켓
T1: 제1 전극 단자
T2: 제2 전극 단자
P: 집전체(제2 집전체)
P1: 탭 결합부
P2: 단자 결합부
P3: 연결부
P4: 테두리부
S: 인슐레이터
F: 평탄 구간
BD: 용접 비드
PD: 압입 깊이
OV: 오버랩 길이
Claims (111)
- 제1 전극 및 제2 전극과 이들 사이에 개재된 분리막이 권취 축을 중심으로 권취됨으로써 코어와 외주면을 정의한 전극 조립체로서, 상기 제1 전극은, 권취 방향을 따라 활물질층이 코팅되어 있는 활물질부와, 활물질층이 코팅되지 않은 제1 무지부를 포함하고, 상기 제1 무지부의 적어도 일부는 그 자체로서 전극 탭으로서 사용되는 전극 조립체;
일 측에 형성된 개방부를 통해 상기 전극 조립체를 수용하는 배터리 하우징;
상기 제1 무지부와 결합되는 탭 결합부 및 상기 탭 결합부로부터 연장되어 상기 배터리 하우징의 내면 상에 전기적으로 결합되는 하우징 결합부를 포함하는 집전체; 및
상기 개방부를 커버하는 캡;
를 포함하는 배터리. - 제1항에 있어서,
상기 배터리 하우징은,
상기 개방부에 인접한 단부에 형성되며 내측을 향해 압입된 비딩부를 구비하는 것을 특징으로 하는 배터리. - 제2항에 있어서,
상기 배터리 하우징은,
상기 비딩부보다 상기 개방부를 향하는 측에 형성되며 상기 개방부를 향해 연장 및 절곡된 크림핑부를 구비하는 것을 특징으로 하는 배터리. - 제3항에 있어서,
상기 하우징 결합부는,
상기 크림핑부에 의해 압착 고정되는 것을 특징으로 하는 배터리. - 제2항에 있어서,
상기 하우징 결합부는,
상기 배터리 하우징의 비딩부 상에 결합되는 접촉부; 및
상기 탭 결합부와 상기 접촉부 사이를 연결하는 연결부;
를 포함하는 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 연결부는,
상기 접촉부의 일 단부와 상기 탭 결합부의 일 단부를 연결한 가상의 직선을 기준으로 상방으로 볼록한 구조를 갖는 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 연결부는,
상기 비딩부보다 상방으로 융기된 구조를 갖는 것을 특징으로 하는 배터리. - 제6항에 있어서,
상기 연결부는,
적어도 하나의 절곡부를 구비하는 것을 특징으로 하는 배터리. - 제8항에 있어서,
상기 절곡부는,
상기 접촉부의 일 단부와 상기 탭 결합부의 일 단부를 연결한 가상의 직선의 중심을 지나며 배터리 하우징의 바닥면과 평행한 가상의 평면보다 상방에 위치하는 것을 특징으로 하는 배터리. - 제8항에 있어서,
상기 적어도 하나의 절곡부는,
상기 배터리 하우징의 길이 방향 축을 따라 보았을 때, 서로 겹치지 않도록,
둔각으로 절곡되어 있는 것을 특징으로 하는 배터리. - 제8항에 있어서,
상기 접촉부와 상기 연결부의 경계 지점은,
둔각으로 절곡되어 있는 것을 특징으로 하는 배터리. - 제10항에 있어서,
상기 연결부는,
상기 연결부가 상기 비딩부를 향해 갈수록, 그 경사가 단계적 또는 점진적으로 감소하는 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 탭 결합부와 상기 연결부 사이의 각도는,
0 ~ 90 도 사이인 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 연결부는, 상기 캡를 지지하는 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 탭 결합부와 상기 접촉부는,
동일 높이에 위치하는 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 접촉부는,
상기 개방부 측을 향하는 상기 비딩부의 상면과 결합되는 평탄면을 구비하는 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 비딩부는,
압입되어 내입된 최 내측 지점을 중심으로 상방에 위치한 비딩부 상면; 및
압입되어 내입된 최 내측 지점을 중심으로 하방에 위치한 비딩부 하면;
을 포함하는 것을 특징으로 하는 배터리. - 제17항에 있어서,
상기 집전체의 적어도 하나의 탭 결합부는,
상기 비딩부 하면보다 더 하측에 위치하는 것을 특징으로 하는 배터리. - 제17항에 있어서,
상기 비딩부 상면 및 상기 비딩부 하면 중 적어도 어느 하나는,
상기 배터리 하우징의 하면과 소정 각도를 이루며 경사진 것을 특징으로 하는 배터리. - 제19항에 있어서,
상기 접촉부는,
상기 비딩부의 경사진 상면 상에 안착되는 것을 특징으로 하는 배터리. - 제17항에 있어서,
상기 비딩부 상면 및 상기 비딩부 하면 중 적어도 어느 하나는,
적어도 일부 영역에서 상기 배터리 하우징의 하면과 평행한 것을 특징으로 하는 배터리. - 제17항에 있어서,
상기 비딩부 상면 및 상기 비딩부 하면은,
상기 비딩부의 최 내측 지점을 배터리 하우징의 바닥면과 평행하게 통과하는 가상의 기준 평면을 기준으로 비대칭인 것을 특징으로 하는 배터리. - 제21항에 있어서,
상기 접촉부는,
상기 비딩부의 평탄한 상면 상에 안착되는 것을 특징으로 하는 배터리. - 제2항에 있어서,
상기 비딩부의 압입 깊이를 PD라고 하고,
상기 비딩부의 곡률 반경의 최소값을 R1,min 이라고 하고,
용접 비드 폭의 최소값을 Wbead,min 이라고 하고,
상기 비딩부와 상기 배터리 하우징의 내 측면 사이의 경계 영역에서의 곡률 반경의 최소값을 R2,min 라고 했을 때,
PD ≥ R1,min+R2,min+Wbead,min
를 만족하는 것을 특징으로 하는 배터리. - 제2항에 있어서,
상기 비딩부의 압입 깊이는,
0.2 ~ 10 mm 인 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 비딩부의 압입 깊이를 PD라고 하고, 상기 압입 깊이의 최대 값을 PDmax라고 하고,
상기 접촉부의 단부로부터 상기 비딩부의 최 내측 지점을 지나는 수직선 까지의 최단 거리인 오버랩 길이를 OV라고 하고,
상기 비딩부의 곡률 반경의 최소값을 R1,min 이라고 하고,
용접 비드 폭의 최소값을 Wbead,min 이라고 하고,
상기 비딩부와 상기 배터리 하우징의 내 측면 사이의 경계 영역에서의 곡률 반경의 최소값을 R2,min 라고 했을 때,
(R1,min+Wbead,min)/PDmax ≤ OV/PD ≤ (PDmax-R2,min)/PDmax
를 만족하는 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 접촉부는,
상기 비딩부 상에 용접 결합되는 것을 특징으로 하는 배터리. - 제21항에 있어서,
상기 접촉부는,
상기 비딩부의 평탄한 상면 상에 용접 결합되는 것을 특징으로 하는 배터리. - 제28항에 있어서,
상기 접촉부와 상기 비딩부 사이의 용접 영역은,
상기 비딩부의 평탄한 상면보다 좁게 형성되어 있는 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 비딩부의 압입 깊이를 PD라고 하고, 상기 압입 깊이의 최대 값을 PDmax라고 하고,
상기 비딩부의 최 내측 지점으로부터, 반경 방향으로 최외곽에 위치하는 용접 비드의 중앙 지점까지의 거리를 W라고 하고,
상기 접촉부의 단부로부터 상기 비딩부의 최 내측 지점을 지나는 수직선 까지의 최단 거리인 오버랩 길이를 OV라고 하고, OV의 최소값을 OVmin 이라고 하고 OV의 최대값을 OVmax 라고 하고,
용접 비드 폭의 최소값을 Wbead,min 이라고 했을 때,
(OVmin-0.5*Wbead,min)/PDmax ≤ W/PD ≤ (OVmax-0.5*Wbead,min)/PDmax
를 만족하는 것을 특징으로 하는 배터리. - 제28항에 있어서,
상기 비딩부와 상기 접촉부 사이에 형성되는 용접 비드는 적어도 하나 이상이고,
상기 적어도 하나의 용접 비드는, 원주 방향을 따라 연장되는 직선 형상의 용접 패턴을 형성하는 것을 특징으로 하는 배터리. - 제28항에 있어서,
상기 비딩부와 상기 접촉부 사이에 형성되는 용접 비드는 적어도 하나 이상이고,
상기 적어도 하나의 용접 비드는, 원주 방향을 따라 연장되는 호 형상의 용접 패턴을 형성하는 것을 특징으로 하는 배터리. - 제28항에 있어서,
상기 비딩부와 상기 접촉부 사이에 형성되는 용접 비드는, 용접 패턴을 형성하고,
상기 용접 패턴은 점 용접이 연결된 선 형태를 갖는 것을 특징으로 하는 배터리. - 제28항에 있어서,
상기 비딩부와 상기 접촉부 사이에 형성되는 용접 비드는,
동일 접촉부 내에 복수 개 형성되는 것을 특징으로 하는 배터리. - 제28항에 있어서,
상기 비딩부와 상기 접촉부 사이에 형성되는 용접 비드의 폭은,
0.1 mm 이상인 것을 특징으로 하는 배터리. - 제31항에 있어서,
상기 제1 무지부와 상기 탭 결합부는 상기 전극 조립체의 반경 방향을 따라
용접 결합되는 것을 특징으로 하는 배터리. - 제1항에 있어서,
상기 탭 결합부는,
상기 배터리 하우징의 하면과 평행한 상태로 상기 제1 무지부에 용접 결합되는 것을 특징으로 하는 배터리. - 제36항에 있어서,
상기 제1 무지부와 상기 탭 결합부 사이에 형성되는 복수의 용접 비드는,
상기 전극 조립체의 반경 방향을 따라 연장된 직선 형상의 용접 패턴을 형성하는 것을 특징으로 하는 배터리. - 제 36항에 있어서,
상기 제1 무지부와 상기 탭 결합부 사이에 형성되는 용접 비드는, 용접 패턴을 형성하고,
상기 용접 패턴은, 점 용접이 연결된 선 형태를 갖는 것을 특징으로 하는 배터리. - 제36항에 있어서,
상기 제1 무지부와 상기 탭 결합부 사이에 형성되는 용접 비드의 폭은,
0.1 mm 이상인 것을 특징으로 하는 배터리. - 제1항에 있어서,
상기 제1 무지부의 적어도 일부는, 상기 전극 조립체의 권취 방향을 따라 분할된 복수의 분절편을 포함하고,
상기 복수의 분절편은, 상기 전극 조립체의 반경 방향을 따라 절곡되어 절곡면을 형성하는 것을 특징으로 하는 배터리. - 제41항에 있어서,
상기 복수의 분절편은,
상기 전극 조립체의 반경 방향을 따라 여러 겹으로 중첩되면서 절곡면을 형성하고,
상기 절곡면은, 싱기 전극 조립체의 외주측으로부터 코어측으로 가면서 분절편의 중첩 레이어 수가 최대치까지 순차적으로 증가하는 적층수 증가구간과 중첩 레이어 수가 최대치가 된 반경 지점부터 최내측 분절편이 존재하는 반경 지점까지의 적층수 균일구간을 포함하는 것을 특징으로 하는 배터리. - 제42항에 있어서,
상기 탭 결합부는,
상기 적층수 균일구간과 중첩되도록 상기 절곡면에 결합되는 것을 특징으로 하는 배터리. - 제43항에 있어서,
상기 적층수 균일구간의 중첩 레이어 수는 10 이상인 것을 특징으로 하는 배터리. - 제44항에 있어서,
상기 탭 결합부는,
상기 절곡면에 용접되고, 상기 탭 결합부의 용접 영역은 상기 전극 조립체의 반경 방향을 따라 상기 적층수 균일구간과 적어도 50%이상 중첩되는 것을 특징으로 하는 배터리. - 제1항에 있어서,
상기 집전체는,
상기 집전체의 중심부에 원형의 집전체 홀을 구비하는 것을 특징으로 하는 배터리. - 제46항에 있어서,
상기 집전체 홀의 직경은,
상기 전극 조립체의 코어에 구비된 권취 중심 홀의 직경보다 크거나 같은 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 배터리는,
상기 배터리 하우징과 상기 캡 사이에 구비된 실링 가스켓을 포함하는 것을 특징으로 하는 배터리. - 제48항에 있어서,
상기 접촉부는,
상기 실링 가스켓과 상기 비딩부 사이에 개재되는 것을 특징으로 하는 배터리. - 제48항에 있어서,
상기 실링 가스켓의 두께는,
원주 방향을 따라 가변하는 것을 특징으로 하는 배터리. - 제48항에 있어서,
상기 실링 가스켓의 두께는,
원주 방향을 따라 증가와 감소를 교차로 반복하는 것을 특징으로 하는 배터리. - 제50항에 있어서,
상기 실링 가스켓은,
상기 접촉부와 접촉하는 영역과, 상기 접촉부와 접촉하지 않는 영역에서 압축률이 동일한 것을 특징으로 하는 배터리. - 제50항에 있어서,
상기 실링 가스켓은,
상기 접촉부와 접촉하는 영역보다, 상기 접촉부와 접촉하지 않는 영역에서 더 작은 압축률을 갖는 것을 특징으로 하는 배터리. - 제48항에 있어서,
상기 실링 가스켓은,
상기 접촉부와 접촉하는 영역보다, 상기 접촉부와 접촉하지 않는 영역에서 더 큰 두께를 갖는 것을 특징으로 하는 배터리. - 제1항에 있어서,
집전체는,
상기 탭 결합부와 상기 하우징 결합부가 상호 연결된 상태로 반경 방향을 따라 연장된 레그 구조를 갖는 것을 특징으로 하는 배터리. - 제55항에 있어서,
상기 레그 구조는 복수 개 구비되는 것을 특징으로 하는 배터리. - 제55항에 있어서,
상기 레그 구조는,
상기 집전체의 중심부를 기준으로 방사형, 십자형 또는 이들이 조합된 형태로 배치되는 것을 특징으로 하는 배터리. - 제56항에 있어서,
상기 하우징 결합부가 복수 개 구비되고,
복수의 상기 하우징 결합부는, 상호 연결되어 일체로 형성된 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 연결부는,
연장 방향이 적어도 1회 전환되는 밴딩부를 적어도 하나 구비하는 것을 특징으로 하는 배터리. - 제59항에 있어서,
상기 밴딩부의 돌출된 최 외측 지점은,
상기 비딩부의 최 내측 지점과 소정 간격 이격되어 있는 것을 특징으로 하는 배터리. - 제59항에 있어서,
상기 밴딩부에 의해,
상기 접촉부와 상기 연결부 사이의 각도가 예각이 되는 것을 특징으로 하는 배터리. - 제59항에 있어서,
상기 연결부는,
상기 밴딩부에 의해 상방으로 탄성 바이어스 되어 있는 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 접촉부의 원주 방향 길이는,
상기 탭 결합부의 원주 방향 길이와 동일한 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 접촉부의 원주 방향 길이는,
상기 연결부의 원주 방향 길이와 동일한 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 접촉부의 원주 방향 길이는,
상기 탭 결합부의 원주 방향 길이에 비해 상대적으로 긴 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 접촉부의 원주 방향 길이는,
상기 연결부의 원주 방향 길이에 비해 상대적으로 긴 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 접촉부는,
상기 배터리 하우징의 비딩부를 따라 원주 방향으로 연장되는 호 형태를 갖는 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 접촉부는,
상기 연결부와 상기 접촉부의 교차 지점으로부터, 원주 방향을 따라 서로 반대 방향으로 연장되는 호 형태를 갖는 것을 특징으로 하는 배터리. - 제67항에 있어서,
원주 방향으로 연장된 상기 접촉부의 길이의 합은,
상기 배터리 하우징의 내주의 길이와 대응되는 것을 특징으로 하는 배터리. - 제67항에 있어서,
상기 연결부는,
상기 접촉부를 따라 원주 방향으로 연장된 호 형태를 갖는 것을 특징으로 하는 배터리. - 제2항에 있어서,
상기 탭 결합부와 상기 하우징 결합부의 경계 영역은,
상기 하우징 결합부의 단부가 상기 비딩부를 향하도록 절곡되어 있는 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 접촉부와 상기 연결부 사이의 연결 부위는,
절곡되어 있는 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 접촉부와 상기 연결부 사이의 연결 부위는,
상기 비딩부의 내측 표면과 대응되는 상보적 형상을 갖는 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 접촉부와 상기 연결부 사이의 연결 부위는,
상기 비딩부의 내측 표면과 정합되는 형상을 가진 채로 상기 비딩부와 결합되는 것을 특징으로 하는 배터리. - 제1항에 있어서,
상기 탭 결합부와 상기 하우징 결합부의 경계 영역은,
상기 배터리 하우징에 형성된 비딩부의 최 내측 지점보다 더 내측에 위치하는 것을 특징으로 하는 배터리. - 제2항에 있어서,
상기 배터리 하우징의 길이 방향 축을 따라 보았을 때,
상기 탭 결합부는 상기 비딩부에 의해 중첩되지 않는 것을 특징으로 하는 배터리. - 제1항에 있어서,
상기 배터리는,
상기 제2 전극은 장변 단부에 활물질층이 코팅되지 않으며 상기 분리막의 외부로 노출된 제2 무지부를 포함하며, 상기 제2 무지부의 적어도 일부는 그 자체로서 전극 탭으로서 사용되고,
상기 개방부의 반대 편에 구비되며 상기 제2 무지부와 전기적으로 연결되는 단자;를 포함하는 것을 특징으로 하는 배터리. - 제77항에 있어서,
상기 제2 무지부와, 상기 단자 사이에 형성되어 있고,
상기 제2 무지부와 결합되는 탭 결합부;
및 상기 단자와 결합되는 단자 결합부;
를 구비한 제2 집전체를 더 포함하는 것을 특징으로 하는 배터리. - 제78항에 있어서,
상기 단자 결합부는,
상기 전극 조립체의 권취 중심 홀을 커버하는 것을 특징으로 하는 배터리. - 제79항에 있어서,
상기 제2 집전체의 상기 단자 결합부의 중심으로부터 상기 탭 결합부의 끝단에 이르는 최장 반경은,
상기 집전체의 중심부로부터 상기 탭 결합부의 끝단에 이르는 최장 반경보다 큰 것을 특징으로 하는 배터리. - 제78항에 있어서,
상기 제2 집전체의 탭 결합부는,
상기 제2 무지부의 절곡된 단부에 결합되어 있는 것을 특징으로 하는 배터리. - 제81항에 있어서,
상기 제2 집전체의 탭 결합부와, 상기 제2 무지부의 절곡된 단부를 결합하는 용접 영역이 더 형성되어 있고,
상기 제2 집전체의 단자 결합부의 중심으로부터 상기 용접 영역에 이르는 거리는, 상기 집전체의 중심부로부터 탭 결합부 상의 용접 영역에 이르는 거리와 동일하거나, 5% 이하의 거리 편차를 갖는 것을 특징으로 하는 배터리. - 제82항에 있어서,
상기 제2 집전체의 용접 영역은,
상기 집전체의 탭 결합부 상의 용접 영역보다 긴 길이를 갖는 것을 특징으로 하는 배터리. - 제1항에 있어서,
상기 탭 결합부 상에는 전해액 주입을 위한 하나 이상의 홀이 형성되어 있는 것을 특징으로 하는 배터리. - 제1항에 있어서,
상기 배터리의 직경을 높이로 나눈 폼 팩터의 비가 0.4 보다 큰 것을 특징으로 하는 배터리. - 제1항에 있어서,
양극과 음극 사이에서 측정된 저항이 4miliohm 이하인 것을 특징으로 하는 배터리. - 제1항 내지 제86항 중 어느 한 항에 따른 배터리를 포함하는 배터리 팩.
- 제87항에 있어서,
복수의 배터리는 소정 수의 열로 배열되고,
각 배터리의 단자와 배터리 하우징 바닥의 외부면은 상부를 향하도록 배치되는 것을 특징으로 하는 배터리 팩. - 제88항에 있어서,
복수의 배터리를 직렬 및 병렬로 연결하는 복수의 버스바를 포함하고,
각 버스바는 인접하는 배터리의 상부에 배치되고,
각 버스바는,
인접하는 단자 사이에서 연장되는 바디부;
상기 바디부의 일측으로 연장되어 상기 일측에 위치한 배터리의 전극 단자에 전기적으로 결합하는 복수의 제1버스바 단자; 및
상기 바디부의 타측으로 연장되어 상기 타측에 위치한 배터리의 배터리 하우징 바닥의 외부면에 전기적으로 결합하는 복수의 제2버스바 단자를 포함하는 것을 특징으로 하는 배터리 팩. - 제87항에 따른 배터리 팩을 포함하는 자동차.
- 전극 조립체의 제1 무지부와 결합되는 적어도 하나의 탭 결합부; 및
상기 탭 결합부로부터 연장되어 배터리 하우징의 비딩부 상에 전기적으로 결합되는 적어도 하나의 하우징 결합부를 포함하는 것을 특징으로 하는 집전체. - 쉬트 형상을 가진 제1 전극 및 제2 전극과 이들 사이에 개재된 분리막이 일 방향으로 권취된 구조를 가진 전극 조립체로서, 상기 제1 전극은 장변 단부에 활물질층이 코팅되지 않으며 상기 분리막의 외부로 노출된 제1 무지부를 포함하고, 상기 제1 무지부의 적어도 일부는 그 자체로서 전극 탭으로서 사용되는 전극 조립체;
일 측에 형성된 개방부를 통해 상기 전극 조립체를 수용하는 배터리 하우징;
상기 제1 무지부 및 상기 배터리 하우징의 내면과 전기적으로 결합되는 집전체; 및
상기 배터리 하우징의 개방부와 상기 집전체 사이에 개재된 실링 가스켓;
을 포함하고,
상기 집전체가 상기 배터리 하우징의 내면에 접하는 부분이, 상기 배터리 하우징의 내면과 상기 실링 가스켓 사이에 개재된 것을 특징으로 하는 배터리. - 제92항에 있어서,
상기 배터리 하우징은,
상기 개방부에 인접한 단부에 형성되며 내측을 향해 압입된 비딩부를 구비하는 것을 특징으로 하는 배터리. - 제38항에 있어서,
상기 제1 무지부와 상기 탭 결합부 사이에 형성되는 용접 패턴의 연장 방향과,
상기 비딩부와 상기 접촉부 사이에 형성되는 용접 패턴의 연장 방향은,
서로 수직인 것을 특징으로 하는 배터리. - 제3항에 있어서,
상기 비딩부의 최 내측 지점은,
상기 크림핑부의 말단 지점보다,
반경 방향으로 더 내측에 위치하는 것을 특징으로 하는 배터리. - 제48항에 있어서,
상기 실링 가스켓은 상기 캡를 감싸며,
상기 실링 가스켓의 부위 중에서 상기 캡의 하면을 커버하는 부위의 반경 방향 길이는, 상기 실링 가스켓의 부위 중에서 상기 캡의 상면을 커버하는 부위의 반경 방향 길이보다 작은 것을 특징으로 하는 배터리. - 제41항에 있어서,
상기 탭 결합부의 반경 방향 총 길이를 T라고 하고,
상기 전극 조립체의 외경을 JR이라고 하고,
상기 전극 조립체의 최외곽에 배치된 분절편의 높이를 F라고 했을 때,
JR - 2*F ≤ T < JR
를 만족하는 것을 특징으로 하는 배터리. - 제30항에 있어서,
상기 비딩부의 최 내측 지점으로부터 반경 방향으로 최외곽에 위치하는 용접 비드의 중앙 지점까지의 거리의 최소 값을 W1라고 하고,
오버랩 길이가 OV일 때의 상기 비딩부의 최 내측 지점으로부터 반경 방향으로 최외곽에 위치하는 용접 비드의 중앙 지점까지의 거리를 W라고 했을 때,
W1 = R1 + 0.5 * Wbead,min
W = OV - 0.5 * Wbead,min
를 만족하는 것을 특징으로 하는 배터리. - 제30항에 있어서,
상기 비딩부는 적어도 일부 영역에서 상기 배터리 하우징의 하면과 평행한 평탄 구간을 갖고,
상기 집전체와 접촉하는 상기 비딩부의 상기 평탄 구간의 길이는,
오버랩 길이가 OV이고,
상기 비딩부의 곡률 반경이 R1일 때,
OV - R1 인 것을 특징으로 하는 배터리. - 제99항에 있어서,
상기 비딩부와 상기 접촉부 사이에 형성되는 용접 패턴의 반경 방향 폭 길이는,
Wbead,min 이상 OV - R1 이하인 것을 특징으로 하는 배터리. - 제100항에 있어서,
상기 평탄 구간 길이 대비 상기 용접 패턴의 반경 방향 폭 길이의 비율은,
10 ~ 40 % 의 범위를 만족하는 것을 특징으로 하는 배터리. - 제1항에 있어서,
상기 전극 조립체의 외경을 지름으로 하는 원의 면적 대비 상기 집전체가 상기 전극 조립체의 상면과 접촉하지 않는 면적의 비율은,
30% 이상 100 % 미만인 것을 특징으로 하는 배터리. - 제1항에 있어서,
상기 전극 조립체의 외경을 지름으로 하는 원의 면적 대비 상기 집전체가 상기 전극 조립체와 접촉하지 않는 면적의 비율은,
60% 이상 100 % 미만인 것을 특징으로 하는 배터리. - 제46항에 있어서,
상기 집전체 홀의 직경은,
상기 전극 조립체의 코어에 구비된 권취 중심 홀의 직경보다 작은 것을 특징으로 하는 배터리. - 제104항에 있어서,
상기 권취 중심 홀의 직경을 R3 이라고 할 때,
상기 집전체 홀의 직경은 0.5*R3 이상 R3 미만인 것을 특징으로 하는 배터리. - 제104항에 있어서,
상기 권취 중심 홀의 직경을 R3이라고 할 때,
상기 집전체 홀의 직경은 0.7*R3 이상 R3 미만인 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 연결부는 반경 방향 및 권취 축방향으로 연장되는 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 탭 결합부, 연결부 및 접촉부는 연장 방향을 따라 동일한 폭을 갖는 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 접촉부는 상기 연결부보다 큰 폭을 갖는 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 연결부는 상기 탭 결합부보다 작은 폭을 갖는 것을 특징으로 하는 배터리. - 제5항에 있어서,
상기 연결부는 상기 탭 결합부보다 큰 폭을 갖는 것을 특징으로 하는 배터리.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020220089933A KR20220108011A (ko) | 2021-01-19 | 2022-07-20 | 배터리 및 이에 적용되는 집전체, 그리고 이러한 배터리를 포함하는 배터리 팩 및 자동차 |
Applications Claiming Priority (64)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR20210007278 | 2021-01-19 | ||
| KR1020210007278 | 2021-01-19 | ||
| KR20210022894 | 2021-02-19 | ||
| KR20210022881 | 2021-02-19 | ||
| KR20210022897 | 2021-02-19 | ||
| KR1020210022891 | 2021-02-19 | ||
| KR1020210022897 | 2021-02-19 | ||
| KR1020210022881 | 2021-02-19 | ||
| KR20210022891 | 2021-02-19 | ||
| KR1020210022894 | 2021-02-19 | ||
| KR1020210024424 | 2021-02-23 | ||
| KR20210024424 | 2021-02-23 | ||
| KR1020210030291 | 2021-03-08 | ||
| KR1020210030300 | 2021-03-08 | ||
| KR20210030291 | 2021-03-08 | ||
| KR20210030300 | 2021-03-08 | ||
| KR1020210046798 | 2021-04-09 | ||
| KR20210046798 | 2021-04-09 | ||
| KR1020210058183 | 2021-05-04 | ||
| KR20210058183 | 2021-05-04 | ||
| KR20210077046 | 2021-06-14 | ||
| KR1020210077046 | 2021-06-14 | ||
| KR20210084326 | 2021-06-28 | ||
| KR1020210084326 | 2021-06-28 | ||
| KR20210131225 | 2021-10-01 | ||
| KR20210131207 | 2021-10-01 | ||
| KR1020210131215 | 2021-10-01 | ||
| KR1020210131207 | 2021-10-01 | ||
| KR1020210131225 | 2021-10-01 | ||
| KR20210131205 | 2021-10-01 | ||
| KR20210131208 | 2021-10-01 | ||
| KR20210131215 | 2021-10-01 | ||
| KR1020210131205 | 2021-10-01 | ||
| KR1020210131208 | 2021-10-01 | ||
| KR1020210137001 | 2021-10-14 | ||
| KR20210137001 | 2021-10-14 | ||
| KR1020210137856A KR20220105112A (ko) | 2021-01-19 | 2021-10-15 | 원통형 이차전지, 그리고 이를 포함하는 배터리 팩 및 자동차 |
| KR1020210137856 | 2021-10-15 | ||
| KR1020210142196 | 2021-10-22 | ||
| KR20210142196 | 2021-10-22 | ||
| KR1020210153472 | 2021-11-09 | ||
| KR20210153472 | 2021-11-09 | ||
| KR1020210160823 | 2021-11-19 | ||
| KR20210160823 | 2021-11-19 | ||
| KR20210163809 | 2021-11-24 | ||
| KR1020210163809 | 2021-11-24 | ||
| KR20210165866 | 2021-11-26 | ||
| KR1020210165866 | 2021-11-26 | ||
| KR20210172446 | 2021-12-03 | ||
| KR1020210172446 | 2021-12-03 | ||
| KR1020210177091 | 2021-12-10 | ||
| KR20210177091 | 2021-12-10 | ||
| KR1020210194612 | 2021-12-31 | ||
| KR1020210194572 | 2021-12-31 | ||
| KR1020210194593 | 2021-12-31 | ||
| KR1020210194610 | 2021-12-31 | ||
| KR20210194610 | 2021-12-31 | ||
| KR20210194611 | 2021-12-31 | ||
| KR20210194612 | 2021-12-31 | ||
| KR1020210194611 | 2021-12-31 | ||
| KR1020210194593A KR20220105118A (ko) | 2021-01-19 | 2021-12-31 | 원통형 배터리 셀, 그리고 이를 포함하는 배터리 팩 및 자동차 |
| KR20210194572 | 2021-12-31 | ||
| KR1020220001802 | 2022-01-05 | ||
| KR20220001802 | 2022-01-05 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020220089933A Division KR20220108011A (ko) | 2021-01-19 | 2022-07-20 | 배터리 및 이에 적용되는 집전체, 그리고 이러한 배터리를 포함하는 배터리 팩 및 자동차 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20220105145A true KR20220105145A (ko) | 2022-07-26 |
| KR102448988B1 KR102448988B1 (ko) | 2022-09-29 |
Family
ID=79730080
Family Applications (17)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020220008146A KR102446797B1 (ko) | 2021-01-19 | 2022-01-19 | 전극 조립체, 배터리 및 이를 포함하는 배터리 팩 및 자동차 |
| KR1020220008149A KR102448988B1 (ko) | 2021-01-19 | 2022-01-19 | 배터리 및 이에 적용되는 집전체, 그리고 이러한 배터리를 포함하는 배터리 팩 및 자동차 |
| KR1020220008152A KR102446351B1 (ko) | 2021-01-19 | 2022-01-19 | 전극 조립체, 배터리 및 이를 포함하는 배터리 팩 및 자동차 |
| KR1020220008147A KR102444337B1 (ko) | 2021-01-19 | 2022-01-19 | 전극 단자의 고정 구조 및 이를 포함하는 배터리, 배터리 팩 및 자동차 |
| KR1020220008150A KR102448987B1 (ko) | 2021-01-19 | 2022-01-19 | 전지 및 이에 적용되는 집전체, 그리고 이러한 전지를 포함하는 배터리 팩 및 자동차 |
| KR1020220008145A KR102438158B1 (ko) | 2021-01-19 | 2022-01-19 | 배터리, 그리고 이를 포함하는 배터리 팩 및 자동차 |
| KR1020220008148A KR102448822B1 (ko) | 2021-01-19 | 2022-01-19 | 배터리 및 이에 적용되는 집전체, 그리고 이를 포함하는 배터리 팩 및 자동차 |
| KR1020220008151A KR102437061B1 (ko) | 2021-01-19 | 2022-01-19 | 배터리, 그리고 이를 포함하는 배터리 팩 및 자동차 |
| KR1020220089932A KR20220107131A (ko) | 2021-01-19 | 2022-07-20 | 전지 및 이에 적용되는 집전체, 그리고 이러한 전지를 포함하는 배터리 팩 및 자동차 |
| KR1020220089933A KR20220108011A (ko) | 2021-01-19 | 2022-07-20 | 배터리 및 이에 적용되는 집전체, 그리고 이러한 배터리를 포함하는 배터리 팩 및 자동차 |
| KR1020220089935A KR20220107133A (ko) | 2021-01-19 | 2022-07-20 | 전극 조립체, 배터리 및 이를 포함하는 배터리 팩 및 자동차 |
| KR1020220089934A KR20220107132A (ko) | 2021-01-19 | 2022-07-20 | 배터리 및 이에 적용되는 집전체, 그리고 이를 포함하는 배터리 팩 및 자동차 |
| KR1020220089936A KR20220108012A (ko) | 2021-01-19 | 2022-07-20 | 배터리, 그리고 이를 포함하는 배터리 팩 및 자동차 |
| KR1020220096292A KR20220113329A (ko) | 2021-01-19 | 2022-08-02 | 전극 조립체, 배터리 및 이를 포함하는 배터리 팩 및 자동차 |
| KR1020220096293A KR20220113654A (ko) | 2021-01-19 | 2022-08-02 | 전극 단자의 고정 구조 및 이를 포함하는 배터리, 배터리 팩 및 자동차 |
| KR1020220104894A KR20220123354A (ko) | 2021-01-19 | 2022-08-22 | 배터리, 그리고 이를 포함하는 배터리 팩 및 자동차 |
| KR1020240079880A KR20240096443A (ko) | 2021-01-19 | 2024-06-19 | 배터리 및 이에 적용되는 집전체, 그리고 이를 포함하는 배터리 팩 및 자동차 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020220008146A KR102446797B1 (ko) | 2021-01-19 | 2022-01-19 | 전극 조립체, 배터리 및 이를 포함하는 배터리 팩 및 자동차 |
Family Applications After (15)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020220008152A KR102446351B1 (ko) | 2021-01-19 | 2022-01-19 | 전극 조립체, 배터리 및 이를 포함하는 배터리 팩 및 자동차 |
| KR1020220008147A KR102444337B1 (ko) | 2021-01-19 | 2022-01-19 | 전극 단자의 고정 구조 및 이를 포함하는 배터리, 배터리 팩 및 자동차 |
| KR1020220008150A KR102448987B1 (ko) | 2021-01-19 | 2022-01-19 | 전지 및 이에 적용되는 집전체, 그리고 이러한 전지를 포함하는 배터리 팩 및 자동차 |
| KR1020220008145A KR102438158B1 (ko) | 2021-01-19 | 2022-01-19 | 배터리, 그리고 이를 포함하는 배터리 팩 및 자동차 |
| KR1020220008148A KR102448822B1 (ko) | 2021-01-19 | 2022-01-19 | 배터리 및 이에 적용되는 집전체, 그리고 이를 포함하는 배터리 팩 및 자동차 |
| KR1020220008151A KR102437061B1 (ko) | 2021-01-19 | 2022-01-19 | 배터리, 그리고 이를 포함하는 배터리 팩 및 자동차 |
| KR1020220089932A KR20220107131A (ko) | 2021-01-19 | 2022-07-20 | 전지 및 이에 적용되는 집전체, 그리고 이러한 전지를 포함하는 배터리 팩 및 자동차 |
| KR1020220089933A KR20220108011A (ko) | 2021-01-19 | 2022-07-20 | 배터리 및 이에 적용되는 집전체, 그리고 이러한 배터리를 포함하는 배터리 팩 및 자동차 |
| KR1020220089935A KR20220107133A (ko) | 2021-01-19 | 2022-07-20 | 전극 조립체, 배터리 및 이를 포함하는 배터리 팩 및 자동차 |
| KR1020220089934A KR20220107132A (ko) | 2021-01-19 | 2022-07-20 | 배터리 및 이에 적용되는 집전체, 그리고 이를 포함하는 배터리 팩 및 자동차 |
| KR1020220089936A KR20220108012A (ko) | 2021-01-19 | 2022-07-20 | 배터리, 그리고 이를 포함하는 배터리 팩 및 자동차 |
| KR1020220096292A KR20220113329A (ko) | 2021-01-19 | 2022-08-02 | 전극 조립체, 배터리 및 이를 포함하는 배터리 팩 및 자동차 |
| KR1020220096293A KR20220113654A (ko) | 2021-01-19 | 2022-08-02 | 전극 단자의 고정 구조 및 이를 포함하는 배터리, 배터리 팩 및 자동차 |
| KR1020220104894A KR20220123354A (ko) | 2021-01-19 | 2022-08-22 | 배터리, 그리고 이를 포함하는 배터리 팩 및 자동차 |
| KR1020240079880A KR20240096443A (ko) | 2021-01-19 | 2024-06-19 | 배터리 및 이에 적용되는 집전체, 그리고 이를 포함하는 배터리 팩 및 자동차 |
Country Status (11)
| Country | Link |
|---|---|
| US (8) | US20240136674A1 (ko) |
| EP (16) | EP4047725B1 (ko) |
| JP (8) | JP2023551128A (ko) |
| KR (17) | KR102446797B1 (ko) |
| CN (16) | CN217239510U (ko) |
| CA (8) | CA3204066A1 (ko) |
| DE (8) | DE202022002772U1 (ko) |
| ES (3) | ES2978042T3 (ko) |
| HU (4) | HUE065665T2 (ko) |
| PL (4) | PL4044358T3 (ko) |
| WO (8) | WO2022158862A2 (ko) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102559656B1 (ko) * | 2022-10-06 | 2023-07-24 | 삼성에스디아이 주식회사 | 이차전지 |
| KR102570308B1 (ko) * | 2022-10-27 | 2023-08-24 | 삼성에스디아이 주식회사 | 원통형 이차 전지 |
| WO2024143897A1 (ko) * | 2022-12-26 | 2024-07-04 | 주식회사 엘지에너지솔루션 | 젤리-롤형 전극조립체, 이차전지, 배터리 팩 및 자동차 |
Families Citing this family (63)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4047725B1 (en) | 2021-01-19 | 2024-01-10 | LG Energy Solution, Ltd. | Battery, and battery pack and vehicle including the same |
| SE544360C2 (en) | 2021-04-22 | 2022-04-19 | Northvolt Ab | Cylindrical secondary cell |
| SE2150506A1 (en) * | 2021-04-22 | 2022-10-23 | Northvolt Ab | A cylindrical secondary cell |
| CN219040512U (zh) * | 2021-07-06 | 2023-05-16 | 江苏时代新能源科技有限公司 | 电池单体、电池、用电设备及电池单体的制造设备 |
| WO2023068494A1 (ko) | 2021-10-22 | 2023-04-27 | 주식회사 엘지에너지솔루션 | 전극 조립체, 배터리 및 이를 포함하는 배터리 팩 및 자동차 |
| US20240258664A1 (en) * | 2021-10-29 | 2024-08-01 | Lg Energy Solution, Ltd. | Cylindrical battery cell, battery pack, vehicle and current collector plate |
| KR102577169B1 (ko) * | 2021-12-02 | 2023-09-11 | 삼성에스디아이 주식회사 | 원통형 이차 전지 |
| KR20230111855A (ko) * | 2022-01-19 | 2023-07-26 | 삼성에스디아이 주식회사 | 이차 전지 |
| IT202200003536A1 (it) * | 2022-02-25 | 2023-08-25 | Gd Spa | Metodo di assemblaggio di una batteria elettrica |
| IT202200003533A1 (it) * | 2022-02-25 | 2023-08-25 | Gd Spa | Batteria elettrica |
| DE102022115671A1 (de) | 2022-06-23 | 2023-12-28 | Bayerische Motoren Werke Aktiengesellschaft | Speicherzelle für einen elektrischen Energiespeicher, insbesondere eines Kraftfahrzeugs, elektrischer Energiespeicher sowie Verfahren zum Herstellen einer Speicherzelle |
| KR20240024034A (ko) * | 2022-08-16 | 2024-02-23 | 주식회사 엘지에너지솔루션 | 초음파 용접 장치 및 초음파 용접 시스템 |
| WO2024043767A1 (ko) * | 2022-08-26 | 2024-02-29 | 주식회사 엘지에너지솔루션 | 압력 센서를 포함하는 원통형 배터리, 스웰링 압력 모니터링 장치 및 이를 포함하는 배터리 관리 시스템 |
| WO2024045058A1 (zh) * | 2022-08-31 | 2024-03-07 | 宁德时代新能源科技股份有限公司 | 电池单体、电池及用电设备 |
| EP4336632A1 (de) * | 2022-09-07 | 2024-03-13 | VARTA Microbattery GmbH | Energiespeicherelement und verfahren zum herstellen eines solchen energiespeicherelements |
| WO2024057631A1 (ja) * | 2022-09-14 | 2024-03-21 | パナソニックエナジー株式会社 | 電池 |
| KR102586883B1 (ko) * | 2022-09-15 | 2023-10-10 | 삼성에스디아이 주식회사 | 원통형 이차전지 |
| SE2251078A1 (en) * | 2022-09-16 | 2024-03-17 | Northvolt Ab | A secondary cell |
| KR102559655B1 (ko) * | 2022-09-21 | 2023-07-24 | 삼성에스디아이 주식회사 | 이차전지 |
| CN115275529B (zh) * | 2022-09-27 | 2022-12-09 | 楚能新能源股份有限公司 | 圆柱型锂离子电池及其制备工艺 |
| KR102670692B1 (ko) * | 2022-10-04 | 2024-05-30 | 삼성에스디아이 주식회사 | 원통형 이차 전지 |
| KR102619896B1 (ko) * | 2022-10-04 | 2024-01-02 | 삼성에스디아이 주식회사 | 원통형 이차 전지 |
| KR20240047319A (ko) * | 2022-10-04 | 2024-04-12 | 주식회사 엘지에너지솔루션 | 원통형 이차전지, 그리고 이를 포함하는 배터리 팩 및 자동차 |
| CN115295860B (zh) * | 2022-10-09 | 2022-12-20 | 深圳海润新能源科技有限公司 | 二次电池的制备方法、二次电池及电池模组 |
| CN115621629A (zh) * | 2022-10-13 | 2023-01-17 | 中创新航科技股份有限公司 | 圆柱电池 |
| CN115472970A (zh) * | 2022-10-13 | 2022-12-13 | 中创新航科技股份有限公司 | 圆柱电池 |
| CN115395146A (zh) * | 2022-10-13 | 2022-11-25 | 中创新航科技股份有限公司 | 圆柱电池 |
| CN115483488A (zh) * | 2022-10-13 | 2022-12-16 | 中创新航科技股份有限公司 | 圆柱电池 |
| KR102586886B1 (ko) * | 2022-10-26 | 2023-10-10 | 삼성에스디아이 주식회사 | 원통형 이차 전지 |
| WO2024091065A1 (ko) * | 2022-10-27 | 2024-05-02 | 주식회사 엘지에너지솔루션 | 전지 캔과 캡의 용접 구조 및 이를 적용한 배터리 셀 |
| KR20240061226A (ko) | 2022-10-31 | 2024-05-08 | 주식회사 엘지에너지솔루션 | 이차 전지 |
| WO2024101903A1 (ko) * | 2022-11-08 | 2024-05-16 | 주식회사 엘지에너지솔루션 | 배터리, 그리고 이를 포함하는 배터리 팩 및 자동차 |
| WO2024101898A1 (ko) * | 2022-11-11 | 2024-05-16 | 주식회사 엘지에너지솔루션 | 배터리 셀, 배터리 팩 및 이를 포함하는 자동차 |
| KR20240072732A (ko) * | 2022-11-17 | 2024-05-24 | 주식회사 엘지에너지솔루션 | 젤리롤, 이차 전지, 배터리 팩 및 자동차 |
| WO2024112110A1 (ko) * | 2022-11-22 | 2024-05-30 | 주식회사 엘지에너지솔루션 | 배터리 셀, 배터리 팩 및 이를 포함하는 자동차 |
| KR102614640B1 (ko) * | 2022-12-06 | 2023-12-15 | 삼성에스디아이 주식회사 | 원통형 이차 전지 |
| CN115566373B (zh) * | 2022-12-07 | 2023-03-03 | 楚能新能源股份有限公司 | 一种错位型的全极耳极片、卷绕电芯和圆柱电池 |
| CN218827495U (zh) * | 2022-12-14 | 2023-04-07 | 中创新航科技股份有限公司 | 电池包 |
| WO2024136465A1 (ko) * | 2022-12-20 | 2024-06-27 | 주식회사 엘지에너지솔루션 | 양극 및 이를 포함하는 리튬 이차 전지 |
| KR20240100285A (ko) | 2022-12-22 | 2024-07-01 | 주식회사 엘지에너지솔루션 | 원통형 리튬 이차전지 |
| WO2024133482A1 (en) * | 2022-12-23 | 2024-06-27 | Northvolt Ab | Cylindrical battery cell comprising a lid closure |
| WO2024133544A1 (en) * | 2022-12-23 | 2024-06-27 | Northvolt Ab | Secondary cell |
| KR20240101501A (ko) * | 2022-12-23 | 2024-07-02 | 주식회사 엘지에너지솔루션 | 전극 조립체, 원통형 배터리 셀 및 이를 포함하는 배터리 팩 |
| KR20240101490A (ko) * | 2022-12-23 | 2024-07-02 | 주식회사 엘지에너지솔루션 | 전해액 주입 오링 및 이를 이용한 원통형 배터리 제조 방법 |
| WO2024136118A1 (ko) * | 2022-12-23 | 2024-06-27 | 주식회사 엘지에너지솔루션 | 배터리 셀, 배터리 팩 및 이를 포함하는 자동차 |
| WO2024133557A1 (en) * | 2022-12-23 | 2024-06-27 | Northvolt Ab | Secondary cell |
| SE2251580A1 (en) * | 2022-12-23 | 2023-09-18 | Northvolt Ab | Secondary cell |
| KR20240102905A (ko) * | 2022-12-26 | 2024-07-03 | 주식회사 엘지에너지솔루션 | 전극조립체, 및 이를 포함하는 이차 전지, 배터리 팩 및 운송 수단 |
| WO2024143874A1 (ko) * | 2022-12-28 | 2024-07-04 | 주식회사 엘지에너지솔루션 | 배터리 셀, 배터리 모듈, 배터리 팩 및 이를 포함하는 자동차 |
| CN115799653A (zh) * | 2022-12-29 | 2023-03-14 | 蜂巢能源科技股份有限公司 | 电芯、模组及电池包 |
| KR102637571B1 (ko) * | 2023-01-02 | 2024-02-16 | 삼성에스디아이 주식회사 | 이차전지 |
| WO2024162118A1 (ja) * | 2023-01-31 | 2024-08-08 | パナソニックIpマネジメント株式会社 | 蓄電装置 |
| DE102023105811A1 (de) | 2023-03-09 | 2024-09-12 | Bayerische Motoren Werke Aktiengesellschaft | Elektrochemische Speicherzelle, Fortbewegungsmittel und Verfahren zur Herstellung einer Komponente einer elektrochemischen Speicherzelle |
| DE102023105812A1 (de) | 2023-03-09 | 2024-09-12 | Bayerische Motoren Werke Aktiengesellschaft | Fortbewegungsmittel, elektrochemische Zelle und Verfahren zur Herstellung der elektrochemischen Zelle |
| WO2024197452A1 (zh) * | 2023-03-24 | 2024-10-03 | 宁德时代新能源科技股份有限公司 | 电池单体、电池及用电设备 |
| JP2024138228A (ja) * | 2023-03-26 | 2024-10-08 | 三星エスディアイ株式会社 | バッテリ |
| EP4439809A1 (en) * | 2023-03-29 | 2024-10-02 | Bayerische Motoren Werke Aktiengesellschaft | Electrode for a cylindrical electrochemical energy storage cell |
| WO2024205269A1 (ko) * | 2023-03-30 | 2024-10-03 | 에스케이온 주식회사 | 배터리 셀 및 배터리 장치 |
| WO2024210242A1 (ko) * | 2023-04-07 | 2024-10-10 | 주식회사 엘지에너지솔루션 | 전극 조립체, 원통형 배터리 셀 및 이를 포함하는 배터리 팩 및 자동차 |
| KR102604971B1 (ko) * | 2023-08-04 | 2023-11-23 | (주)금양 | 애노드 집전체 |
| KR102597478B1 (ko) * | 2023-08-08 | 2023-11-02 | (주)금양 | 캐소드 집전체 |
| CN116722321A (zh) * | 2023-08-10 | 2023-09-08 | 宁德时代新能源科技股份有限公司 | 电极组件、电池单体及其装配方法、电池包、用电装置 |
| CN116864909B (zh) * | 2023-09-01 | 2024-01-26 | 宁德时代新能源科技股份有限公司 | 电池单体、电池及用电设备 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10106532A (ja) * | 1996-09-30 | 1998-04-24 | Sanyo Electric Co Ltd | 密閉型蓄電池 |
| KR20060022358A (ko) * | 2004-09-07 | 2006-03-10 | 삼성에스디아이 주식회사 | 이차 전지와 이에 사용되는 전극 조립체 |
| JP2016225014A (ja) * | 2015-05-27 | 2016-12-28 | 日立オートモティブシステムズ株式会社 | 円筒形二次電池 |
Family Cites Families (164)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2094491A5 (ko) | 1970-06-23 | 1972-02-04 | Accumulateurs Fixes | |
| US4794773A (en) | 1987-07-29 | 1989-01-03 | Monarch Machine Tool Company | Method of measuring camber |
| US5576113A (en) * | 1993-06-04 | 1996-11-19 | Katayama Special Industries, Ltd. | Battery can, sheet for forming battery can, and method for manufacturing sheet |
| JP2897104B2 (ja) * | 1994-06-03 | 1999-05-31 | 古河電池株式会社 | 密閉型アルカリ蓄電池の製造方法 |
| JP3260675B2 (ja) * | 1997-10-14 | 2002-02-25 | 日本碍子株式会社 | リチウム二次電池 |
| JP4479013B2 (ja) * | 1998-02-13 | 2010-06-09 | 株式会社ジーエス・ユアサコーポレーション | 円筒形電池 |
| JP3588264B2 (ja) | 1999-02-22 | 2004-11-10 | 三洋電機株式会社 | 二次電池 |
| JP2001028274A (ja) * | 1999-02-24 | 2001-01-30 | Sanyo Electric Co Ltd | 電気エネルギー蓄積素子 |
| DE10027001C2 (de) | 1999-06-01 | 2002-10-24 | Nec Corp | Sekundärbatterie mit einem nichtwässrigen Elektrolyten und Verfahren zur Herstellung dieser |
| JP3252846B2 (ja) * | 1999-06-01 | 2002-02-04 | 日本電気株式会社 | 非水電解液二次電池およびその製造方法 |
| FR2796205B1 (fr) | 1999-07-08 | 2001-10-05 | Cit Alcatel | Accumulateur electrochimique etanche comportant un dispositif de reprise de courant en aluminium |
| KR100325861B1 (ko) * | 1999-10-27 | 2002-03-07 | 김순택 | 밀폐전지 |
| JP2001148238A (ja) | 1999-11-19 | 2001-05-29 | Sony Corp | 2次電池 |
| KR100349908B1 (ko) * | 1999-12-15 | 2002-08-22 | 삼성에스디아이 주식회사 | 각형 밀폐전지 |
| US6677082B2 (en) | 2000-06-22 | 2004-01-13 | The University Of Chicago | Lithium metal oxide electrodes for lithium cells and batteries |
| US6680143B2 (en) | 2000-06-22 | 2004-01-20 | The University Of Chicago | Lithium metal oxide electrodes for lithium cells and batteries |
| JP2002289170A (ja) | 2001-03-27 | 2002-10-04 | Toshiba Battery Co Ltd | アルカリ二次電池 |
| DE10144281A1 (de) | 2001-09-08 | 2003-03-27 | Nbt Gmbh | Galvanisches Element mit Wickelektrodensatz |
| CN1320682C (zh) | 2002-03-08 | 2007-06-06 | 居永明 | 可反复充放电的锂离子动力电池及其制造方法 |
| JP4401634B2 (ja) * | 2002-09-04 | 2010-01-20 | パナソニック株式会社 | 蓄電池およびその製造方法 |
| JP4654575B2 (ja) | 2003-10-27 | 2011-03-23 | パナソニック株式会社 | 円筒形電池とそれを用いた電池間接続構造 |
| JP5030379B2 (ja) | 2003-12-24 | 2012-09-19 | パナソニック株式会社 | 電極群からなる捲回形電気化学素子および電池 |
| CN1309105C (zh) | 2003-12-24 | 2007-04-04 | 松下电器产业株式会社 | 卷式电化学元件用极板组和电池 |
| CN2681364Y (zh) | 2004-02-27 | 2005-02-23 | 何策衡 | 具有极组负极封装的充电电池 |
| KR100536253B1 (ko) * | 2004-03-24 | 2005-12-12 | 삼성에스디아이 주식회사 | 이차 전지 |
| KR100599793B1 (ko) * | 2004-05-19 | 2006-07-13 | 삼성에스디아이 주식회사 | 이차 전지와 이에 사용되는 전극 조립체 |
| KR100599792B1 (ko) | 2004-05-19 | 2006-07-13 | 삼성에스디아이 주식회사 | 이차 전지와 이에 사용되는 전극 조립체 및 집전판 |
| KR100599749B1 (ko) * | 2004-06-23 | 2006-07-12 | 삼성에스디아이 주식회사 | 이차 전지와 이에 사용되는 전극 조립체 |
| KR20050121914A (ko) * | 2004-06-23 | 2005-12-28 | 삼성에스디아이 주식회사 | 이차 전지와 이에 사용되는 전극 조립체 |
| CN101010818B (zh) | 2004-07-28 | 2011-06-08 | 株式会社杰士汤浅 | 密封电池及其制造方法以及由多个密封电池构成的电池组及其制造方法 |
| KR20060022128A (ko) | 2004-09-06 | 2006-03-09 | 삼성에스디아이 주식회사 | 원통형 리튬 이온 이차 전지 및 이에 사용되는 권취형전극 조립체 |
| JP4563264B2 (ja) * | 2004-09-22 | 2010-10-13 | 日本碍子株式会社 | リチウム二次電池 |
| JP2006252890A (ja) * | 2005-03-09 | 2006-09-21 | Sanyo Electric Co Ltd | 筒型二次電池及びその製造方法 |
| JP5051410B2 (ja) | 2005-05-30 | 2012-10-17 | 株式会社Gsユアサ | 密閉形電池用リード、そのリードを用いた密閉形電池及びその電池の製造方法 |
| KR100719740B1 (ko) * | 2005-09-22 | 2007-05-17 | 삼성에스디아이 주식회사 | 이차전지 및 그 제조방법 |
| CN100468827C (zh) | 2005-12-20 | 2009-03-11 | 深圳华粤宝电池有限公司 | 电池圆柱外壳及圆柱防爆电池及其加工方法和设备 |
| CN100573978C (zh) | 2005-12-30 | 2009-12-23 | 比亚迪股份有限公司 | 二次电池 |
| JP5019557B2 (ja) * | 2006-02-03 | 2012-09-05 | 日立マクセルエナジー株式会社 | 筒形非水電解液一次電池 |
| CN101083317A (zh) | 2006-05-31 | 2007-12-05 | 比亚迪股份有限公司 | 一种二次电池 |
| JP2008041527A (ja) | 2006-08-09 | 2008-02-21 | Matsushita Electric Ind Co Ltd | 電池缶及びそれを用いた電池 |
| US8568915B2 (en) * | 2006-08-11 | 2013-10-29 | Johnson Controls—SAFT Power Solutions LLC | Battery with integrally formed terminal |
| JP5172138B2 (ja) | 2006-12-19 | 2013-03-27 | パナソニック株式会社 | アルカリ蓄電池 |
| JP2008243811A (ja) | 2007-02-28 | 2008-10-09 | Matsushita Electric Ind Co Ltd | 電池 |
| JP2008262825A (ja) | 2007-04-12 | 2008-10-30 | Hitachi Maxell Ltd | コイン形非水電解液二次電池 |
| JP2008288079A (ja) * | 2007-05-18 | 2008-11-27 | Panasonic Corp | 無水銀アルカリ乾電池 |
| CN201066701Y (zh) | 2007-07-13 | 2008-05-28 | 深圳市比克电池有限公司 | 锂离子电池 |
| KR100922352B1 (ko) | 2007-10-02 | 2009-10-21 | 삼성에스디아이 주식회사 | 이차 전지 |
| CN201117731Y (zh) | 2007-10-24 | 2008-09-17 | 中国电子科技集团公司第十八研究所 | 一种高倍率充放电二次电池结构 |
| JP2009110751A (ja) * | 2007-10-29 | 2009-05-21 | Panasonic Corp | 二次電池 |
| JP2009110885A (ja) | 2007-10-31 | 2009-05-21 | Sanyo Electric Co Ltd | 密閉電池及びその製造方法 |
| US8147999B2 (en) | 2008-06-11 | 2012-04-03 | Eveready Battery Company, Inc. | Closure assembly with low vapor transmission for electrochemical cell |
| JP2010033940A (ja) * | 2008-07-30 | 2010-02-12 | Toshiba Corp | 電池 |
| WO2010059957A2 (en) * | 2008-11-21 | 2010-05-27 | Johnson Controls - Saft Advanced Power Solutions Llc | Current collector for an electrochemical cell |
| KR101574082B1 (ko) | 2008-12-12 | 2015-12-04 | 삼성에스디아이 주식회사 | 이차 전지 |
| CN201466087U (zh) | 2009-06-11 | 2010-05-12 | 天津力神电池股份有限公司 | 一种锂离子电池负极柱铆接密封结构 |
| DE102009060800A1 (de) * | 2009-06-18 | 2011-06-09 | Varta Microbattery Gmbh | Knopfzelle mit Wickelelektrode und Verfahren zu ihrer Herstellung |
| KR101839158B1 (ko) * | 2009-10-13 | 2018-03-15 | 파워지닉스 시스템즈, 인코포레이티드 | 양성 캔을 포함하는 원통형 니켈-아연 전지 |
| KR101093957B1 (ko) * | 2010-01-11 | 2011-12-15 | 삼성에스디아이 주식회사 | 이차전지 |
| CN201781028U (zh) | 2010-07-30 | 2011-03-30 | 比亚迪股份有限公司 | 一种二次电池 |
| KR101240717B1 (ko) | 2010-10-13 | 2013-03-11 | 삼성에스디아이 주식회사 | 이차 전지 |
| JP5527176B2 (ja) | 2010-11-25 | 2014-06-18 | ソニー株式会社 | 非水電解質電池 |
| JP2014053071A (ja) * | 2010-12-29 | 2014-03-20 | Sanyo Electric Co Ltd | 円筒形電池及びその製造方法 |
| US20120171535A1 (en) * | 2010-12-31 | 2012-07-05 | Fuyuan Ma | Nickel-zinc battery and manufacturing method thereof |
| JPWO2012111712A1 (ja) * | 2011-02-16 | 2014-07-07 | 新神戸電機株式会社 | リチウムイオン電池 |
| JP6070552B2 (ja) * | 2011-06-28 | 2017-02-01 | 日本ケミコン株式会社 | 蓄電デバイスの製造方法 |
| JP5767407B2 (ja) * | 2011-07-13 | 2015-08-19 | エルジー・ケム・リミテッド | 円筒型二次電池 |
| JP6175758B2 (ja) * | 2011-11-29 | 2017-08-09 | 株式会社Gsユアサ | 蓄電素子 |
| CN202423400U (zh) | 2011-12-16 | 2012-09-05 | 日本碍子株式会社 | 阳极容器、钠硫电池及模块电池 |
| US9324976B2 (en) * | 2012-02-21 | 2016-04-26 | Johnson Controls Technology Company | Electrochemical cell having a fixed cell element |
| US9768422B2 (en) * | 2012-04-17 | 2017-09-19 | Kabushiki Kaisha Toyota Jidoshokki | Electricity storage device |
| JP5868265B2 (ja) | 2012-05-25 | 2016-02-24 | 日立オートモティブシステムズ株式会社 | 単電池および組電池 |
| JP5668729B2 (ja) * | 2012-06-25 | 2015-02-12 | トヨタ自動車株式会社 | 電池 |
| US20160043373A1 (en) * | 2013-04-01 | 2016-02-11 | Hitachi Automotive Systems, Ltd. | Lithium-ion secondary cell and method for manufacturing same |
| WO2014168885A1 (en) * | 2013-04-10 | 2014-10-16 | Maxwell Technologies, Inc | Collector plate for energy storage device and methods of manufacturing |
| FR3011128B1 (fr) * | 2013-09-25 | 2015-10-30 | Commissariat Energie Atomique | Procede de realisation d'un faisceau electrochimique d'un accumulateur au lithium |
| EP2876338B1 (en) * | 2013-11-21 | 2016-03-30 | Western Global Holdings Limited | Check valve with back pressure relief |
| CN203553261U (zh) | 2013-11-27 | 2014-04-16 | 杭州山合江新能源技术有限公司 | 一种用于极盖和集流体间的平面式连接结构 |
| JP6364757B2 (ja) | 2013-11-29 | 2018-08-01 | 日本ケミコン株式会社 | 蓄電デバイスおよびその製造方法 |
| KR20150070928A (ko) | 2013-12-17 | 2015-06-25 | 에스에프씨 주식회사 | 유기발광 화합물 및 이를 포함하는 유기전계발광소자 |
| JP2015222685A (ja) | 2014-05-23 | 2015-12-10 | トヨタ自動車株式会社 | 二次電池用の電極 |
| CN110429320B (zh) * | 2014-06-26 | 2022-09-23 | 松下知识产权经营株式会社 | 卷绕型电池 |
| KR101679413B1 (ko) * | 2015-04-03 | 2016-11-25 | (주)오렌지파워 | 중공형 이차전지 |
| KR101743136B1 (ko) * | 2014-07-16 | 2017-06-02 | 주식회사 엘지화학 | 내부 저항이 감소된 이차전지 및 그의 제조방법 |
| KR20160043725A (ko) * | 2014-10-14 | 2016-04-22 | 주식회사 엘지화학 | 노치를 포함하는 원형 이차전지 |
| JP6398655B2 (ja) * | 2014-11-26 | 2018-10-03 | トヨタ自動車株式会社 | 電池及びその製造方法 |
| US10079370B2 (en) * | 2014-11-28 | 2018-09-18 | Sanyo Electric Co., Ltd. | Secondary battery |
| JP6147441B2 (ja) | 2015-03-26 | 2017-06-14 | 日本特殊陶業株式会社 | 電気化学反応単位および燃料電池スタック |
| JP6550863B2 (ja) | 2015-03-31 | 2019-07-31 | 株式会社Gsユアサ | 蓄電素子及び蓄電素子の製造方法 |
| CN105449291B (zh) | 2015-04-16 | 2017-12-01 | 东莞市创明电池技术有限公司 | 一种圆柱型电池无极耳焊接的制备方法 |
| CN106159350B (zh) * | 2015-04-27 | 2019-04-26 | 深圳金山电池有限公司 | 一种纽扣型锂离子二次电池及其制备方法 |
| CN204596910U (zh) * | 2015-04-27 | 2015-08-26 | 深圳金山电池有限公司 | 一种纽扣型锂离子二次电池 |
| US9793530B2 (en) | 2015-07-17 | 2017-10-17 | Atieva, Inc. | Battery assembly with linear bus bar configuration |
| KR102397218B1 (ko) * | 2015-08-27 | 2022-05-12 | 삼성에스디아이 주식회사 | 배터리 팩 |
| CN107851769B (zh) | 2015-08-31 | 2021-06-18 | 松下知识产权经营株式会社 | 非水电解质二次电池 |
| KR20170033543A (ko) * | 2015-09-17 | 2017-03-27 | 삼성에스디아이 주식회사 | 전극 조립체 및 이를 이용한 이차 전지 |
| KR102470495B1 (ko) * | 2015-11-24 | 2022-11-24 | 삼성에스디아이 주식회사 | 이차전지 및 그 제조방법 |
| JP2017120765A (ja) * | 2015-12-25 | 2017-07-06 | パナソニック株式会社 | 非水電解質二次電池 |
| CN108369999B (zh) * | 2015-12-28 | 2021-05-28 | 株式会社杰士汤浅国际 | 蓄电元件及蓄电元件的制造方法 |
| US10193123B2 (en) * | 2016-03-01 | 2019-01-29 | Atieva, Inc. | Battery pack bus bar assembly with enlarged interconnect mounting platforms |
| EP3514876B1 (en) | 2016-11-02 | 2024-05-08 | LG Energy Solution, Ltd. | Electrode assembly and method for manufacturing same |
| JP6601684B2 (ja) * | 2016-11-09 | 2019-11-06 | トヨタ自動車株式会社 | 密閉型電池および密閉型電池の製造方法 |
| JP2018092776A (ja) * | 2016-12-01 | 2018-06-14 | 株式会社豊田自動織機 | 電池製造方法及び電池 |
| CN206471426U (zh) * | 2016-12-30 | 2017-09-05 | 江西佳沃新能源有限公司 | 一种锂电池结构 |
| JP6868400B2 (ja) * | 2017-01-17 | 2021-05-12 | Fdk株式会社 | 筒型電池の封口体、筒型電池 |
| CN206461019U (zh) | 2017-02-13 | 2017-09-01 | 山东巨维新能源股份有限公司 | 端面引流结构的铝壳圆柱电池 |
| CN206461044U (zh) | 2017-02-13 | 2017-09-01 | 山东巨维新能源股份有限公司 | 端面引流结构的钢壳圆柱电池 |
| JP2020071898A (ja) * | 2017-03-03 | 2020-05-07 | 株式会社Gsユアサ | 蓄電素子 |
| CN206619636U (zh) | 2017-03-30 | 2017-11-07 | 陕西沃特玛新能源有限公司 | 一种电池 |
| CN108428847B (zh) * | 2017-04-07 | 2023-08-29 | 宁德时代新能源科技股份有限公司 | 二次电池 |
| US11652232B2 (en) | 2017-04-14 | 2023-05-16 | Lg Energy Solution, Ltd. | Secondary battery and method for manufacturing the same |
| US10431853B2 (en) * | 2017-05-02 | 2019-10-01 | Apple Inc. | Rechargeable battery features and components |
| KR102316488B1 (ko) * | 2017-05-25 | 2021-10-22 | 주식회사 엘지화학 | 원통형 셀 연결 분리형 버스바와 이를 이용한 배터리 모듈 및 제조 방법 |
| GB2564670B (en) | 2017-07-18 | 2020-08-19 | Dyson Technology Ltd | Electrochemical energy storage device |
| CN107482156B (zh) | 2017-08-29 | 2020-11-06 | 江苏英能新能源科技有限公司 | 一种大单体锂离子电池 |
| CN111033807B (zh) | 2017-08-31 | 2023-07-11 | 松下知识产权经营株式会社 | 电池块以及具备该电池块的电池模块 |
| KR102263435B1 (ko) | 2017-09-13 | 2021-06-11 | 주식회사 엘지에너지솔루션 | 비딩부가 생략된 원통형 전지셀 |
| CN207217654U (zh) | 2017-09-14 | 2018-04-10 | 合肥国轩高科动力能源有限公司 | 一种绝缘连接片及使用此连接片的全极耳锂离子电池 |
| CN207381468U (zh) | 2017-11-13 | 2018-05-18 | 济南圣泉集团股份有限公司 | 电极引出结构及储能器件 |
| KR102288405B1 (ko) * | 2017-12-26 | 2021-08-09 | 주식회사 엘지에너지솔루션 | 공간 활용성과 안전성이 향상된 원통형 전지셀 조립체 및 이를 포함하는 배터리 모듈 |
| JP6996308B2 (ja) * | 2018-01-17 | 2022-01-17 | 三洋電機株式会社 | 二次電池及びその製造方法 |
| US20190296283A1 (en) * | 2018-03-23 | 2019-09-26 | Sf Motors, Inc. | Integrated battery cell modules with plug-in battery cells for electric vehicles |
| US11495833B2 (en) | 2018-04-06 | 2022-11-08 | Sanyo Electric Co., Ltd. | Cylindrical battery |
| CN208400966U (zh) | 2018-05-29 | 2019-01-18 | 江西中汽瑞华新能源科技有限公司 | 一种大容量圆柱形二次锂电池 |
| JP7128666B2 (ja) | 2018-06-11 | 2022-08-31 | Fdk株式会社 | 二次電池 |
| KR102665556B1 (ko) * | 2018-07-13 | 2024-05-10 | 주식회사 엘지에너지솔루션 | 절연 가스켓 및 이를 포함하는 이차전지 |
| TWI679311B (zh) | 2018-08-10 | 2019-12-11 | 南韓商Kcf科技有限公司 | 最小化隆起、皺紋或撕裂的銅箔、包含其的電極、包含其的二次電池、及製造其的方法 |
| KR102622370B1 (ko) * | 2018-08-16 | 2024-01-09 | 주식회사 엘지에너지솔루션 | 이차전지 |
| KR102480958B1 (ko) * | 2018-10-05 | 2022-12-23 | 주식회사 엘지에너지솔루션 | 이차전지 |
| KR102712362B1 (ko) * | 2018-10-12 | 2024-10-04 | 삼성에스디아이 주식회사 | 이차전지 |
| EP3640519A1 (en) | 2018-10-15 | 2020-04-22 | E.ON Sverige AB | Method for filling a trench comprising a pair of conduits and such a filled trench |
| US11699834B2 (en) | 2019-01-18 | 2023-07-11 | Sanyo Electric Co., Ltd. | Sealed battery |
| CN209487560U (zh) | 2019-01-23 | 2019-10-11 | 深圳新恒业电池科技有限公司 | 电池 |
| TWI834823B (zh) | 2019-03-12 | 2024-03-11 | 日商索尼股份有限公司 | 無線通訊裝置及方法 |
| US11554956B2 (en) | 2019-04-16 | 2023-01-17 | Honeywell International Inc. | Integrated process and catalysts for manufacturing hydrogen iodide from hydrogen and iodine |
| CN209912959U (zh) * | 2019-06-24 | 2020-01-07 | 福建卫东新能源股份有限公司 | 一种碱性蓄电池电极结构 |
| KR102358157B1 (ko) | 2019-06-27 | 2022-02-04 | 코리아크레딧뷰로 (주) | 보이스 피싱 예방 방법 |
| KR20210007278A (ko) | 2019-07-10 | 2021-01-20 | 주식회사 이음파트너스 | 골목길 위급 상황 신고 장치 |
| CN114175301B (zh) | 2019-07-30 | 2024-09-06 | 株式会社村田制作所 | 二次电池、电池包、电子设备、电动工具、电动航空器以及电动车辆 |
| WO2021020237A1 (ja) | 2019-07-30 | 2021-02-04 | 株式会社村田製作所 | 二次電池、電池パック、電子機器、電動工具、電動式航空機及び電動車両 |
| KR102226072B1 (ko) | 2019-08-21 | 2021-03-11 | 에이엠티 주식회사 | 챔버 내 모듈 ic 그립핑장치 |
| KR102325814B1 (ko) | 2019-08-21 | 2021-11-11 | 씨에스케이(주) | 스크러버용 버너 |
| KR102246418B1 (ko) | 2019-08-21 | 2021-04-29 | 한양대학교 산학협력단 | 차선 유지 제어 방법 및 그 장치 |
| KR102227640B1 (ko) | 2019-08-21 | 2021-03-16 | 한국항공우주산업 주식회사 | 회전익 항공기 자동착륙 시스템 |
| EP3787368B1 (en) | 2019-08-23 | 2022-04-13 | ASUSTek Computer Inc. | Method and apparatus for header compression configuration for sidelink radio bearer in a wireless communication system |
| CN110459705A (zh) * | 2019-09-05 | 2019-11-15 | 重庆市紫建电子有限公司 | 一种提升径向空间利用率的纽扣电池 |
| KR102368265B1 (ko) | 2019-11-13 | 2022-03-02 | 건국대학교 산학협력단 | E형 간염바이러스에 대한 나노겔 백신용 조성물 |
| CN211208547U (zh) | 2019-12-06 | 2020-08-07 | 苏州市齐凡电子科技有限公司 | 一种公母连接片组件 |
| KR20210077046A (ko) | 2019-12-16 | 2021-06-25 | 현대자동차주식회사 | 자율주행 차량의 운행 제어 시스템 및 방법 |
| KR102304141B1 (ko) | 2019-12-27 | 2021-09-24 | (주)글루가 | 네일 아트의 제조 방법 |
| US20210326244A1 (en) | 2020-04-21 | 2021-10-21 | UiPath, Inc. | Test automation for robotic process automation |
| CN111524166B (zh) | 2020-04-22 | 2023-06-30 | 北京百度网讯科技有限公司 | 视频帧的处理方法和装置 |
| KR102149949B1 (ko) | 2020-04-23 | 2020-08-31 | 최재연 | 고성능 선루프 |
| KR102161824B1 (ko) | 2020-04-23 | 2020-10-05 | 안병로 | 위생 마스크 |
| CN211879534U (zh) | 2020-04-30 | 2020-11-06 | 宁德时代新能源科技股份有限公司 | 电极组件、二次电池、电池组及装置 |
| KR20210137856A (ko) | 2020-05-11 | 2021-11-18 | 삼성전자주식회사 | 디스플레이 및 카메라를 포함하는 전자 장치 |
| KR102371072B1 (ko) | 2020-06-10 | 2022-03-10 | 주식회사 이엠피이모션캡쳐 | 모션 및 얼굴 캡쳐를 이용한 실시간 방송플랫폼 제공 방법, 장치 및 그 시스템 |
| KR20220001802A (ko) | 2020-06-30 | 2022-01-06 | 주식회사 쓰리스타 | 흡배기 체크밸브가 부착된 필터교체형 마스크 |
| CN111952525B (zh) * | 2020-08-20 | 2023-06-20 | 华霆(合肥)动力技术有限公司 | 同侧集流装置、电池模组和电动车 |
| CN118738778A (zh) | 2020-09-30 | 2024-10-01 | 宁德时代新能源科技股份有限公司 | 圆柱型电池单体、电池、用电装置、制造方法及制造系统 |
| KR20210030300A (ko) | 2020-10-23 | 2021-03-17 | (주)쓰리엠탑 | 협업 멀티 로봇청소기 |
| EP4047725B1 (en) | 2021-01-19 | 2024-01-10 | LG Energy Solution, Ltd. | Battery, and battery pack and vehicle including the same |
| CN215342666U (zh) * | 2021-06-01 | 2021-12-28 | 宁波久鼎新能源科技有限公司 | 一种防焊穿锂电池端部封口结构 |
| WO2023065186A1 (zh) * | 2021-10-20 | 2023-04-27 | 宁德时代新能源科技股份有限公司 | 电池单体、电池、用电设备、电池单体的制备方法及装置 |
| CN114446386B (zh) * | 2022-01-17 | 2024-02-02 | 中国人民解放军国防科技大学 | 一种血液ctDNA的检测方法 |
-
2022
- 2022-01-19 EP EP22152223.8A patent/EP4047725B1/en active Active
- 2022-01-19 CN CN202220148424.2U patent/CN217239510U/zh active Active
- 2022-01-19 EP EP22742833.1A patent/EP4250469A2/en active Pending
- 2022-01-19 ES ES22152237T patent/ES2978042T3/es active Active
- 2022-01-19 CN CN202210062750.6A patent/CN115000339A/zh active Pending
- 2022-01-19 EP EP23215214.0A patent/EP4311013A3/en active Pending
- 2022-01-19 CA CA3204066A patent/CA3204066A1/en active Pending
- 2022-01-19 WO PCT/KR2022/001010 patent/WO2022158862A2/ko active Application Filing
- 2022-01-19 EP EP23215163.9A patent/EP4318699A3/en active Pending
- 2022-01-19 EP EP23218081.0A patent/EP4325652A3/en active Pending
- 2022-01-19 ES ES22152250T patent/ES2973526T3/es active Active
- 2022-01-19 DE DE202022002772.9U patent/DE202022002772U1/de active Active
- 2022-01-19 DE DE202022002773.7U patent/DE202022002773U1/de active Active
- 2022-01-19 CA CA3204067A patent/CA3204067A1/en active Pending
- 2022-01-19 EP EP22742840.6A patent/EP4239784A2/en active Pending
- 2022-01-19 DE DE202022002775.3U patent/DE202022002775U1/de active Active
- 2022-01-19 WO PCT/KR2022/001012 patent/WO2022158864A2/ko active Application Filing
- 2022-01-19 CN CN202210062772.2A patent/CN114824413A/zh active Pending
- 2022-01-19 CN CN202210062748.9A patent/CN114865174A/zh active Pending
- 2022-01-19 JP JP2023528469A patent/JP2023551128A/ja active Pending
- 2022-01-19 DE DE202022002771.0U patent/DE202022002771U1/de active Active
- 2022-01-19 CA CA3205236A patent/CA3205236A1/en active Pending
- 2022-01-19 JP JP2023535625A patent/JP2024501458A/ja active Pending
- 2022-01-19 KR KR1020220008146A patent/KR102446797B1/ko active IP Right Grant
- 2022-01-19 WO PCT/KR2022/001011 patent/WO2022158863A2/ko active Application Filing
- 2022-01-19 JP JP2023528505A patent/JP2023550338A/ja active Pending
- 2022-01-19 CN CN202210062377.4A patent/CN114864857A/zh active Pending
- 2022-01-19 KR KR1020220008149A patent/KR102448988B1/ko active IP Right Grant
- 2022-01-19 JP JP2023528402A patent/JP2023549378A/ja active Pending
- 2022-01-19 CN CN202220148636.0U patent/CN217239587U/zh active Active
- 2022-01-19 JP JP2023537229A patent/JP2024500131A/ja active Pending
- 2022-01-19 HU HUE22152250A patent/HUE065665T2/hu unknown
- 2022-01-19 CN CN202220147398.1U patent/CN217655909U/zh active Active
- 2022-01-19 HU HUE22152245A patent/HUE066138T2/hu unknown
- 2022-01-19 CN CN202210061964.1A patent/CN114865054A/zh active Pending
- 2022-01-19 KR KR1020220008152A patent/KR102446351B1/ko active IP Right Grant
- 2022-01-19 DE DE202022002791.5U patent/DE202022002791U1/de active Active
- 2022-01-19 CA CA3203640A patent/CA3203640A1/en active Pending
- 2022-01-19 KR KR1020220008147A patent/KR102444337B1/ko active IP Right Grant
- 2022-01-19 JP JP2023527697A patent/JP2023549148A/ja active Pending
- 2022-01-19 PL PL22152237.8T patent/PL4044358T3/pl unknown
- 2022-01-19 PL PL22152223.8T patent/PL4047725T3/pl unknown
- 2022-01-19 WO PCT/KR2022/001007 patent/WO2022158859A2/ko active Application Filing
- 2022-01-19 WO PCT/KR2022/001008 patent/WO2022158860A2/ko active Application Filing
- 2022-01-19 EP EP22742838.0A patent/EP4243195A2/en active Pending
- 2022-01-19 EP EP22152207.1A patent/EP4047702B1/en active Active
- 2022-01-19 DE DE202022002769.9U patent/DE202022002769U1/de active Active
- 2022-01-19 US US18/273,016 patent/US20240136674A1/en active Pending
- 2022-01-19 EP EP22152256.8A patent/EP4044334A3/en active Pending
- 2022-01-19 CA CA3204064A patent/CA3204064A1/en active Pending
- 2022-01-19 US US18/030,442 patent/US20240021958A1/en active Pending
- 2022-01-19 US US17/579,380 patent/US20220231345A1/en active Pending
- 2022-01-19 DE DE202022002774.5U patent/DE202022002774U1/de active Active
- 2022-01-19 CN CN202220147338.XU patent/CN218182246U/zh active Active
- 2022-01-19 EP EP22152262.6A patent/EP4044332A3/en active Pending
- 2022-01-19 CN CN202210061735.XA patent/CN114865242A/zh active Pending
- 2022-01-19 CN CN202220148548.0U patent/CN217239523U/zh active Active
- 2022-01-19 KR KR1020220008150A patent/KR102448987B1/ko active IP Right Grant
- 2022-01-19 EP EP24168384.6A patent/EP4376211A1/en active Pending
- 2022-01-19 US US18/272,537 patent/US20240322399A1/en active Pending
- 2022-01-19 EP EP22152237.8A patent/EP4044358B1/en active Active
- 2022-01-19 CA CA3202172A patent/CA3202172A1/en active Pending
- 2022-01-19 CN CN202220148499.0U patent/CN217740748U/zh active Active
- 2022-01-19 ES ES22152223T patent/ES2974169T3/es active Active
- 2022-01-19 KR KR1020220008145A patent/KR102438158B1/ko active IP Right Grant
- 2022-01-19 CN CN202210061531.6A patent/CN114865053A/zh active Pending
- 2022-01-19 CA CA3202317A patent/CA3202317A1/en active Pending
- 2022-01-19 EP EP22152250.1A patent/EP4047703B1/en active Active
- 2022-01-19 EP EP23214922.9A patent/EP4312301A3/en active Pending
- 2022-01-19 HU HUE22152223A patent/HUE065419T2/hu unknown
- 2022-01-19 CA CA3203047A patent/CA3203047A1/en active Pending
- 2022-01-19 JP JP2023528037A patent/JP2023549770A/ja active Pending
- 2022-01-19 PL PL22152245.1T patent/PL4044336T3/pl unknown
- 2022-01-19 WO PCT/KR2022/001006 patent/WO2022158858A2/ko active Application Filing
- 2022-01-19 EP EP22742834.9A patent/EP4228082A2/en active Pending
- 2022-01-19 CN CN202210062683.8A patent/CN114864956A/zh active Pending
- 2022-01-19 HU HUE22152237A patent/HUE066661T2/hu unknown
- 2022-01-19 KR KR1020220008148A patent/KR102448822B1/ko active IP Right Grant
- 2022-01-19 DE DE202022002770.2U patent/DE202022002770U1/de active Active
- 2022-01-19 CN CN202220147074.8U patent/CN217239536U/zh active Active
- 2022-01-19 EP EP22152245.1A patent/EP4044336B1/en active Active
- 2022-01-19 WO PCT/KR2022/001009 patent/WO2022158861A2/ko active Application Filing
- 2022-01-19 JP JP2023528158A patent/JP2023551123A/ja active Pending
- 2022-01-19 KR KR1020220008151A patent/KR102437061B1/ko active IP Right Grant
- 2022-01-19 WO PCT/KR2022/001005 patent/WO2022158857A2/ko active Application Filing
- 2022-01-19 PL PL22152250.1T patent/PL4047703T3/pl unknown
- 2022-01-19 CN CN202220147223.0U patent/CN217655927U/zh active Active
- 2022-01-19 US US18/273,010 patent/US20240128517A1/en active Pending
- 2022-07-20 KR KR1020220089932A patent/KR20220107131A/ko active Application Filing
- 2022-07-20 KR KR1020220089933A patent/KR20220108011A/ko active Application Filing
- 2022-07-20 KR KR1020220089935A patent/KR20220107133A/ko active Application Filing
- 2022-07-20 KR KR1020220089934A patent/KR20220107132A/ko not_active Application Discontinuation
- 2022-07-20 KR KR1020220089936A patent/KR20220108012A/ko active Search and Examination
- 2022-08-02 KR KR1020220096292A patent/KR20220113329A/ko active Application Filing
- 2022-08-02 KR KR1020220096293A patent/KR20220113654A/ko active Application Filing
- 2022-08-22 KR KR1020220104894A patent/KR20220123354A/ko active Search and Examination
-
2023
- 2023-04-06 US US18/131,751 patent/US20230246244A1/en active Pending
-
2024
- 2024-03-26 US US18/617,202 patent/US20240266611A1/en active Pending
- 2024-05-14 US US18/664,152 patent/US20240304870A1/en active Pending
- 2024-06-19 KR KR1020240079880A patent/KR20240096443A/ko unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10106532A (ja) * | 1996-09-30 | 1998-04-24 | Sanyo Electric Co Ltd | 密閉型蓄電池 |
| KR20060022358A (ko) * | 2004-09-07 | 2006-03-10 | 삼성에스디아이 주식회사 | 이차 전지와 이에 사용되는 전극 조립체 |
| JP2016225014A (ja) * | 2015-05-27 | 2016-12-28 | 日立オートモティブシステムズ株式会社 | 円筒形二次電池 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102559656B1 (ko) * | 2022-10-06 | 2023-07-24 | 삼성에스디아이 주식회사 | 이차전지 |
| KR102570308B1 (ko) * | 2022-10-27 | 2023-08-24 | 삼성에스디아이 주식회사 | 원통형 이차 전지 |
| WO2024143897A1 (ko) * | 2022-12-26 | 2024-07-04 | 주식회사 엘지에너지솔루션 | 젤리-롤형 전극조립체, 이차전지, 배터리 팩 및 자동차 |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102448988B1 (ko) | 배터리 및 이에 적용되는 집전체, 그리고 이러한 배터리를 포함하는 배터리 팩 및 자동차 | |
| US20230291015A1 (en) | Battery and current collector applied thereto, and battery pack and vehicle including the battery | |
| KR102447738B1 (ko) | 배터리, 그리고 이를 포함하는 배터리 팩 및 자동차 | |
| KR20220105118A (ko) | 원통형 배터리 셀, 그리고 이를 포함하는 배터리 팩 및 자동차 | |
| US20240266700A1 (en) | Electrode assembly, cylindrical battery cell, and battery pack and vehicle including the same | |
| KR20220118957A (ko) | 배터리, 그리고 이를 포함하는 배터리 팩 및 자동차 | |
| KR20220118945A (ko) | 이차 전지 및 이를 포함하는 배터리 팩 및 자동차 | |
| CN219476920U (zh) | 电池、电池组和车辆 | |
| KR20230062353A (ko) | 원통형 배터리 셀, 이를 포함하는 배터리 및 자동차 및 집전판 | |
| KR20220118944A (ko) | 전극 단자의 리벳팅 구조 및 이를 포함하는 이차 전지, 배터리 팩 및 자동차 | |
| KR20220118946A (ko) | 이차 전지, 및 이를 포함하는 배터리 팩 및 자동차 | |
| KR20240010442A (ko) | 원통형 배터리 셀 및 이를 포함하는 배터리 팩 및 자동차 | |
| KR20240012341A (ko) | 전극 조립체, 배터리 및 이를 포함하는 배터리 팩 및자동차 | |
| KR20230118484A (ko) | 배터리, 그리고 이를 포함하는 배터리 팩 및 자동차 | |
| CN116565411A (zh) | 电池、包括该电池的电池组和车辆 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| A107 | Divisional application of patent | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |