JP3897724B2 - 超小型製品用の微小、高性能焼結希土類磁石の製造方法 - Google Patents
超小型製品用の微小、高性能焼結希土類磁石の製造方法 Download PDFInfo
- Publication number
- JP3897724B2 JP3897724B2 JP2003096866A JP2003096866A JP3897724B2 JP 3897724 B2 JP3897724 B2 JP 3897724B2 JP 2003096866 A JP2003096866 A JP 2003096866A JP 2003096866 A JP2003096866 A JP 2003096866A JP 3897724 B2 JP3897724 B2 JP 3897724B2
- Authority
- JP
- Japan
- Prior art keywords
- magnet
- rare earth
- metal
- micro
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229910052761 rare earth metal Inorganic materials 0.000 title claims abstract description 49
- 150000002910 rare earth metals Chemical class 0.000 title claims abstract description 42
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 14
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 10
- 239000000956 alloy Substances 0.000 claims abstract description 10
- 239000000463 material Substances 0.000 claims abstract description 7
- 229910052751 metal Inorganic materials 0.000 claims description 40
- 239000002184 metal Substances 0.000 claims description 40
- 238000004544 sputter deposition Methods 0.000 claims description 31
- 238000009792 diffusion process Methods 0.000 claims description 20
- 238000000227 grinding Methods 0.000 claims description 14
- 229910001172 neodymium magnet Inorganic materials 0.000 claims description 14
- 238000005498 polishing Methods 0.000 claims description 12
- 239000002344 surface layer Substances 0.000 claims description 12
- 238000003754 machining Methods 0.000 claims description 11
- 229910052779 Neodymium Inorganic materials 0.000 claims description 7
- 238000005520 cutting process Methods 0.000 claims description 7
- 238000005553 drilling Methods 0.000 claims description 7
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims description 6
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 claims description 6
- 239000013078 crystal Substances 0.000 claims description 6
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims description 5
- 239000001301 oxygen Substances 0.000 claims description 5
- 229910052760 oxygen Inorganic materials 0.000 claims description 5
- 229910052727 yttrium Inorganic materials 0.000 claims description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 4
- 230000004075 alteration Effects 0.000 claims description 3
- 239000001569 carbon dioxide Substances 0.000 claims description 3
- 229910002092 carbon dioxide Inorganic materials 0.000 claims description 3
- 239000012535 impurity Substances 0.000 claims description 3
- 229910052757 nitrogen Inorganic materials 0.000 claims description 3
- 230000000149 penetrating effect Effects 0.000 claims description 2
- 230000035515 penetration Effects 0.000 claims description 2
- 238000012545 processing Methods 0.000 abstract description 2
- 239000010419 fine particle Substances 0.000 abstract 2
- 239000012466 permeate Substances 0.000 abstract 1
- 230000001131 transforming effect Effects 0.000 abstract 1
- 239000010408 film Substances 0.000 description 47
- 238000000034 method Methods 0.000 description 23
- 238000010438 heat treatment Methods 0.000 description 17
- 230000015572 biosynthetic process Effects 0.000 description 15
- 230000000052 comparative effect Effects 0.000 description 14
- BGPVFRJUHWVFKM-UHFFFAOYSA-N N1=C2C=CC=CC2=[N+]([O-])C1(CC1)CCC21N=C1C=CC=CC1=[N+]2[O-] Chemical compound N1=C2C=CC=CC2=[N+]([O-])C1(CC1)CCC21N=C1C=CC=CC1=[N+]2[O-] BGPVFRJUHWVFKM-UHFFFAOYSA-N 0.000 description 10
- 239000007789 gas Substances 0.000 description 10
- 239000010410 layer Substances 0.000 description 9
- 238000011084 recovery Methods 0.000 description 8
- 230000000694 effects Effects 0.000 description 6
- 238000005245 sintering Methods 0.000 description 6
- 229910052771 Terbium Inorganic materials 0.000 description 5
- 230000005347 demagnetization Effects 0.000 description 5
- 239000000843 powder Substances 0.000 description 5
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 4
- 230000005415 magnetization Effects 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 230000007797 corrosion Effects 0.000 description 3
- 238000005260 corrosion Methods 0.000 description 3
- 238000000151 deposition Methods 0.000 description 3
- 238000007733 ion plating Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 3
- 229910052692 Dysprosium Inorganic materials 0.000 description 2
- 229910052689 Holmium Inorganic materials 0.000 description 2
- 229910052786 argon Inorganic materials 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 239000002923 metal particle Substances 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 229910000967 As alloy Inorganic materials 0.000 description 1
- 229910000531 Co alloy Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- 229910000640 Fe alloy Inorganic materials 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 229910052777 Praseodymium Inorganic materials 0.000 description 1
- 229910052774 Proactinium Inorganic materials 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 238000005513 bias potential Methods 0.000 description 1
- CJZGTCYPCWQAJB-UHFFFAOYSA-L calcium stearate Chemical compound [Ca+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O CJZGTCYPCWQAJB-UHFFFAOYSA-L 0.000 description 1
- 235000013539 calcium stearate Nutrition 0.000 description 1
- 239000008116 calcium stearate Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000005229 chemical vapour deposition Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000003745 diagnosis Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- KBQHZAAAGSGFKK-UHFFFAOYSA-N dysprosium atom Chemical compound [Dy] KBQHZAAAGSGFKK-UHFFFAOYSA-N 0.000 description 1
- 238000010891 electric arc Methods 0.000 description 1
- 238000007731 hot pressing Methods 0.000 description 1
- 238000001727 in vivo Methods 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229910021645 metal ion Inorganic materials 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 229910000938 samarium–cobalt magnet Inorganic materials 0.000 description 1
- 238000001878 scanning electron micrograph Methods 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- -1 that is Substances 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 238000003325 tomography Methods 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
- H01F1/055—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5
- H01F1/057—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B
- H01F1/0571—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes
- H01F1/0575—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes pressed, sintered or bonded together
- H01F1/0577—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes pressed, sintered or bonded together sintered
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
- C23C14/3464—Sputtering using more than one target
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
- C23C14/3471—Introduction of auxiliary energy into the plasma
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
- H01F1/055—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5
- H01F1/057—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0253—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0253—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets
- H01F41/0293—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets diffusion of rare earth elements, e.g. Tb, Dy or Ho, into permanent magnets
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Power Engineering (AREA)
- Inorganic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Plasma & Fusion (AREA)
- Physics & Mathematics (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
- Hard Magnetic Materials (AREA)
- Powder Metallurgy (AREA)
Description
【発明の属する技術分野】
本発明は、Nd−Fe−B系又はPr−Fe−B系焼結希土類磁石、特に、超小型モータなどの超小型製品用の微小、高性能焼結希土類磁石の製造方法に関する。
【0002】
【従来の技術】
Nd−Fe−B系の希土類焼結磁石は、永久磁石の中でも最も高性能磁石として知られており、ハードデスクドライブのボイスコイルモータ(VCM)や磁気断層撮影装置(MRI)用の磁気回路などに幅広く使用されている。また、この磁石は内部組織がNd2Fe14B主相の周りを薄いNdリッチ副相が取り囲んだミクロ組織を持つことによって保磁力を発生させ、高い磁気エネルギー積を示すことが知られている。
【0003】
一方、焼結磁石を実際のモータ等に使用する場合には、研削加工によって最終的な寸法と同心度などを得ることが実際行われているが、この際に微小な研削クラックや酸化などによって磁石表面層のNdリッチ相が損傷を受け、その結果として磁石表面部分の磁気特性が磁石内部の数分の1にまで低下してしまう。
【0004】
この現象は、特に、体積に対する表面積比率が大きな微小磁石において著しく、例えば、(BH)maxが360kJ/m3である一辺が10mmの角ブロック磁石を1×1×2mmに切断・研削した場合、(BH)maxは240kJ/m3程度に低下し、Nd−Fe−B系希土類磁石本来の磁気特性が得られない。
【0005】
Nd−Fe−B系焼結磁石のこのような欠点を改善するため、機械加工によって生じた変質層を、機械的研磨や化学的研磨で除去する方法が提案されている(例えば、特許文献1)。また、研削加工した磁石表面に希土類金属を被着して拡散熱処理をする方法が提案されている(例えば、特許文献2)。また、Nd−Fe−B系磁石表面にSmCo膜を形成する方法が見られる(例えば、特許文献3)。
【0006】
【特許文献1】
特開平9−270310号公報
【特許文献2】
特開昭62−74048号(特公平6−63086号)公報
【特許文献3】
特開2001−93715号公報
【0007】
【発明が解決しようとする課題】
上記の特許文献1記載の方法は、変質層はおよそ10μm以上と推定されるため研磨に時間がかかること、高速研磨をすると変質層を新たに生じてしまうこと、さらに、化学研磨では酸液が焼結磁石の空孔に残存して腐食痕を発生しやすいこと、等の問題があった。
【0008】
特許文献2には、焼結磁石体の被研削加工面の加工変質層に希土類金属薄膜層を形成し、拡散反応により改質層を形成することが開示されているが、具体的には長さ20mm×幅5mm×厚み0.15mmの薄い試験片にスパッタ膜を形成した実験結果が記載されているだけで、得られる(BH)maxは高々200kJ/m3である。
【0009】
さらに、特許文献3記載の方法は、単に成膜したままではNd2Fe14B相やNdリッチ相への金属的な反応がないために磁気特性の回復は困難であり、また、熱処理によってSmが磁石内部に拡散するとNd2Fe14B相の結晶磁気異方性を低下させるために磁気特性の回復は難しい。さらに、成膜時は試料を裏返して2回スパッタする方法がとられているため、成膜の生産性と膜厚の均一性などに難点がある。
【0010】
近年、例えば、携帯電話用振動モータには外径約2mmのNd−Fe−B系円筒状焼結磁石が多く使用されているが、その磁気特性を実測すると(BH)maxは230kJ/m3前後であるため、振動強度を低下させずにさらに小型化することが困難である。さらに、今後マイクロロボットや体内診断用マイクロモータに要求される高出力・超小型アクチュエータへの適用は一層難しい状況にある。
本発明では、上記のような従来技術の問題を解決し、高性能な希土類磁石を得ることを目的とし、特に、小体積の希土類磁石、及びそれを用いた超小型モータの製作に有効な手段を提供することを目的とする。
【0011】
【課題を解決するための手段】
本発明者らは、焼結磁石ブロックを切断、穴あけ、研削、研磨等により機械加工した微小磁石を製造する際の加工損傷による磁気特性の劣化について鋭意調査と対策実験を重ねた結果、希土類磁石本来の磁気特性を回復させた超小型製品用の微小、高性能希土類磁石の開発に成功した。
【0012】
すなわち、本発明は、(1)Nd−Fe−B系又はPr−Fe−B系焼結希土類磁石ブロック素材の切断、穴あけ、及び表面研削、研磨等の機械加工により穴のあいた内表面を有する円筒形状又は円盤形状の、表面積/体積の比が2mm−1以上で、かつ体積が100mm3以下の超小型製品用の微小希土類磁石を形成し、該機械加工により形成された変質損傷した表面層を有する磁石を、減圧槽内に対向配置した輪状ターゲットの一方の外側に位置するモータの回転軸に固定されて該輪状ターゲットの中心軸上を対向した該輪状ターゲットの中間のプラズマ空間まで延びるDC出力に接続可能な電極線を該磁石の穴に挿入することによって、減圧槽内に保持し、該電極線を通じて該磁石を負電位にして、逆スパッタすることにより該磁石表面の酸化膜を除去した後、該電極線を回転軸として該磁石を回転させながらスパッタリング法により微粒子化したR金属又はR金属を含む合金(但し、Rは、Y及びNd、Dy、Pr、Ho、Tbから選ばれる希土類元素の1種又は2種以上)を、該磁石の表面の全部又は一部に3次元的に飛来させて成膜し、かつ該磁石の最表面に露出している結晶粒子の半径に相当する深さ以上に該磁石内部にR金属を磁石表面から拡散浸透させることによって該変質損傷した表面層を改質して、変質損傷によって低下した該磁石の(BH)maxを280kJ/m3以上に回復させることを特徴とする超小型製品用の微小、高性能焼結希土類磁石の製造方法、である。
【0013】
また、本発明は、(2)上記拡散浸透は成膜しながら行うことを特徴とする上記(1)の超小型製品用の微小、高性能焼結希土類磁石の製造方法、である。
【0014】
また、本発明は、(3)R金属又はR金属を含む合金を拡散浸透させる際の雰囲気において酸素、水蒸気、二酸化炭素、窒素等の大気由来不純物ガス濃度を50ppm以下とすることを特徴とする上記(1)又は(2)の超小型製品用の微小、高性能焼結希土類磁石の製造方法、である。
【0015】
【作用】
磁石ブロックを切断、穴あけ、研削、研磨等により機械加工すると、磁石表面部は変質損傷し、磁気特性が低下する。この変質損傷した表面層を有する磁石表面にY及びNdを始めとしてDy、Pr、Ho、Tbから選ばれる希土類金属の一種以上の単独又は各金属を相当量含有する合金を成膜して磁石内部に拡散させると、例えば、Nd−Fe−B系希土類磁石についてみると、これらの希土類金属はNd2Fe14B主相及びNdリッチ粒界相のNdと同種の希土類金属であるためにNdと親和性が良く、Ndリッチ相と主に反応して機械加工によって変質損傷した表面層部分を容易に修復し磁気特性を回復する機能を果たす。
【0016】
また、これらの希土類金属の一部が拡散によってNd2Fe14B主相に入り込んでNd元素と置換した場合には、いずれの希土類金属も主相の結晶磁気異方性を増加させ、保磁力が増加して磁気特性を回復させる働きを有している。特に、Tbが主相のNd元素を全て置換したTb2Fe14Bの室温における結晶磁気異方性は、Nd2Fe14Bの約3倍であるために大きな保磁力が得られ易い。Pr−Fe−B系磁石についても同様な回復機能が得られる。
【0017】
希土類金属が拡散処理によって浸透する深さは、該磁石の最表面に露出している結晶粒子の半径に相当する深さ以上とする。例えば、Nd−Fe−B系焼結磁石の結晶粒径はおよそ6〜10μmであるので、磁石最表面に露出している結晶粒子の半径に相当する3μm以上が最低限必要である。これ未満では結晶粒子を包むNdリッチ相との反応が不充分となり、磁気特性の回復がわずかなものとなる。3μm以上深くなると保磁力が緩やかに増加し、Nd2Fe14B主相のNdと置換して保磁力をさらに高める効果があるが、過度に深く拡散すると残留磁化を下げる場合があるため、拡散処理条件を調整して所望の磁気特性とする深さが望ましい。
【0018】
本発明において、表面改質による磁気特性の回復は希土類磁石の大きさにとらわれないが、体積が小さい磁石ほど、また、体積に対する表面積比の大きい磁石ほど顕著な効果を示す。本発明者らのNd−Fe−B系焼結磁石のサイズと磁気特性についてのこれまでの研究によれば、磁石サイズがおよそ2mm角ブロック以下になると、減磁曲線の角型性が悪くなって保磁力の低下を生じることが明らかになっている。
【0019】
このサイズにおいては、磁石体積が8mm3で表面積/体積比が3mm−1であることが簡単に計算される。また、円筒形状磁石の場合には、表面積/体積比がさらに増加することになり角型性や保磁力の低下が著しくなる。例として、市販の携帯電話用振動モータに搭載されている磁石の外径、内径、長さはそれぞれ2.5mm、1mm、4mm程度であり、その体積は約16.5mm3に相当する。
【0020】
したがって、表面積/体積比が2mm−1以上で、より好ましくは3mm−1以上で、かつ体積がおよそ100mm3以下、さらには20mm3以下の小型磁石においては、特に表面層改質による効果が著しく、市販の振動モータに搭載されているNd−Fe−B系磁石の(BH)maxがおよそ240kJ/m3に対して、本発明においては、280kJ/m 3 以上、例えば300〜360kJ/m3の高い値が得られる。
【0021】
本発明の方法によれば、機械加工によって変質損傷した磁石表面に希土類金属を成膜して拡散することにより、変質損傷した磁石表面層のNd等の希土類金属リッチ相を修復し、磁気特性を十分に回復させることができる。また、その結果として、微小で、高性能磁石を用いた超小型・高出力モータの実現が可能になる。
【0022】
【発明の実施の形態】
以下、本発明の微小、高性能希土類磁石の製造方法を製作工程にしたがって更に詳しく説明する。
本発明の方法で対象とする希土類磁石ブロック素材は、原料粉末の焼結法や原料粉末をホットプレスした後に熱間塑性加工法によって製作されたものである。これらの希土類磁石ブロック素材を切断、穴あけ、研削、研磨等により機械加工して穴のあいた内表面を有する円筒形状又は円盤形状、穴のない円柱や角柱形状の微小磁石を製作する。これにより、表面積/体積の比が2mm−1以上で、かつ体積が100mm3以下の微小磁石を製作する。微小磁石として好適な合金系としては、Nd−Fe−B系やPr−Fe−B系などが代表的なものとして例示される。なかでも、Nd−Fe−B系焼結磁石は最も磁気特性が高いにもかかわらず機械加工による特性低下が大きいものである。
【0023】
変質損傷した表面層を有する磁石表面に成膜する金属は、磁石を構成するNd等の希土類金属リッチ相の修復強化を目的とするために、Y及びNdを始めとしてDy、Pr、Ho、Tbから選ばれる希土類金属の一種以上の単独又はY、Nd、Dy、Pr、Ho、Tbなどの希土類金属を相当量含有する合金、例えば、Nd−Fe合金やDy−Co合金等を用いる。
【0024】
磁石表面への成膜法については特に限定されるものではなく、蒸着、スパッタリング、イオンプレーティング、レーザーデポジション等の物理的成膜法や、CVDやMO−CVD等の化学的気相蒸着法、及びメッキ法などの適用が可能である。但し、成膜ならびに加熱拡散の各処理においては、10−7Torr以下ならびに酸素、水蒸気等の大気由来ガスが数十ppm以下の清浄雰囲気内で行うことが望ましい。
【0025】
R金属を加熱により磁石表面から拡散浸透させる際の雰囲気が、通常入手される高純度アルゴンガス程度の純度の場合は、アルゴンガス内に含まれる大気由来ガス、すなわち、酸素、水蒸気、二酸化炭素、窒素等により、該磁石加熱時に表面に被着させたR金属が、酸化物、炭化物、窒化物となり、効率よく内部組織相まで拡散到達しないことがある。従って、R金属の加熱拡散時の雰囲気に含まれる大気由来不純物ガス濃度を50ppm程度以下、望ましくは10ppm程度以下とするのが望ましい。
【0026】
円筒や円盤などの形状をした微小磁石の表面の全部又は一部に極力均一な膜を形成するには、複数のターゲットから磁石表面に3次元的に金属成分を成膜させるスパッタリング法、又は金属成分をイオン化させて、静電気的な吸引強被着特性を利用して成膜させるイオンプレーティング法が特に有効である。
【0027】
また、スパッタリング作業における希土類磁石のプラズマ空間内の保持については、一個あるいは複数個の磁石を線材や板材で回転自在に保持する方法や、複数個の磁石を金網製の籠に装填して転動自在に保持する方法を採用することができる。このような保持方法により三次元的に微小磁石の表面全体に均一な膜を形成することができる。
【0028】
上記の成膜用希土類金属は、磁石表面に単に被覆されているだけでは磁気特性の回復が認められないため、成膜した希土類金属成分の少なくとも一部が磁石内部に拡散してNdなどの希土類金属リッチ相と反応していることが必須である。
このため、通常は成膜した後に500〜1000℃において短時間の熱処理を行って成膜金属を拡散させる。スパッタリングの場合には、スパッタリング時のRF及びDC出力を上げて成膜することにより成膜中の磁石を上記温度範囲、例えば800℃位にまで上昇させることができるため、実質的に成膜させながら同時に拡散を行うこともできる。
【0029】
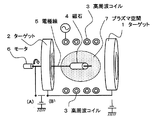
図1に、本発明の製造方法を実施するのに好適な3次元スパッタ装置の概念を示す。図1において、輪状をした成膜金属からなるターゲット1およびターゲット2を対向させて配置し、その間に水冷式の銅製高周波コイル3を配置する。円筒形状磁石4の筒内部には、電極線5が挿入されており、該電極線5はモータ6の回転軸に固定されて円筒形状磁石4を回転できるように保持している。穴のない円柱や角柱形状磁石の場合は、複数個の磁石製品を金網製の籠に装填して転動自在に保持する方法を採用できる。
【0030】
ここで、円筒形状磁石4の筒内部と電極線5との回転時の滑り防止のために、電極線5は微細な波形にねじられて筒内部に接触している。微小磁石の重さは数十mg程度なので電極線5と円筒形状磁石4との回転時の滑りはほとんど起きない。
【0031】
さらに、陰極切り替えスイッチ(A)により円筒形状磁石4の逆スパッタが実施可能な機構を有している。逆スパッタ時は電極線5を通じて磁石4を負電位にして、磁石4の表面のエッチングをする。通常スパッタ作業時はスイッチ(B)に切り替えて行う。通常スパッタ時は電極線5に電位を与えずにスパッタ成膜をするのが一般的であるが、成膜する金属の種類や膜質制御のため、場合によっては電極線5を通じて磁石4に正のバイアス電位を与えてスパッタ成膜をすることもある。通常スパッタ中は、Arイオンとターゲット1、2から発生する金属粒子、及び金属イオンが混在したプラズマ空間7を形成して、円筒形状磁石4の表面の上下左右前後から3次元的に金属粒子が飛来して成膜される。
【0032】
このような方法で成膜した磁石は、成膜しながら拡散させていない場合は、スパッタ装置内を大気圧に戻した後にスパッタ装置に連結したグローブボックスに大気に触れずに移送して、同じく該グローブボックス内に設置した小型電気炉に装填して膜を磁石内部に拡散させるために熱処理を行う。
【0033】
なお、一般に希土類金属は酸化され易いため、成膜後の磁石表面にNiやAlなどの耐食性金属や撥水性のシラン系被膜を形成して実用に供することが望ましい。また、改質表面金属がDyやTbの場合にはNdと比較して空気中での酸化進行が著しく遅いため、磁石の用途によっては耐食性被膜を設けることを省略することも可能である。
【0034】
【実施例】
以下、本発明を実施例にしたがって詳細に説明する。
(実施例1)
Nd12.5Fe78.5Co1B8組成の合金インゴットからストリップキャスト法によって厚さ0.2〜0.3mmの合金薄片を製作した。次に、この薄片を容器内に充填し、500kPaの水素ガスを室温で吸蔵させた後に放出させることにより、大きさ約0.15〜0.2mmの不定形粉末を得て、引き続きジェットミル粉砕をして粒径約3μmの微粉末を製作した。
【0035】
この微粉末にステアリン酸カルシウムを0.05wt%添加混合した後に磁界中プレス成形をし、真空炉に装填して1080℃で1時間焼結をして、18mm角の立方体磁石ブロック素材を得た。
【0036】
次いで、この立方体磁石ブロック素材に砥石切断と外径研削、及び超音波穴あけ加工をして外径1mm、内径0.3mm、長さ3mmの円筒形状磁石を製作した。この状態のままのものを比較例試料(1)とした。体積2.14mm3 、表面積13.67mm 2 、表面積/体積の比は6.4mm−1である。
【0037】
次に、図1に示す3次元スパッタ装置を用い、この円筒形状磁石表面へ金属膜を成膜した。ターゲットとして、ディスプロシウム(Dy)金属を用いた。円筒形状磁石の筒内部には、電極線として直径0.2mmのタングステン線を挿入させた。用いた輪状ターゲットの大きさは、外径80mm、内径30mm、厚さ20mmとした。
【0038】
実際の成膜作業は以下の手順で行った。上記円筒形状磁石の筒内部にタングステン線を挿入してセットし、スパッタ装置内を5×10−5Paまで真空排気した後、高純度Arガスを導入して装置内を3Paに維持した。次に、陰極切り替えスイッチを(A)側にして、RF出力20WとDC出力2Wを加えて10分間の逆スパッタを行って磁石表面の酸化膜を除去した。続いて、切り替えスイッチを(B)側にして、RF出力80WとDC出力120Wを加えて6分間の通常スパッタを行った。
【0039】
得られた成膜磁石は、装置内を大気圧に戻した後にスパッタ装置に連結したグローブボックスに大気に触れずに移送して、同じく該グローブボックス内に設置した小型電気炉に装填して初段を700〜850℃で10分間、2段目を600℃で30分間の熱処理を行った。これらを本発明試料(1)〜(4)とした。なお、熱処理における磁石の酸化を防止するため、グローブボックス内は精製Arガスを循環させ、酸素濃度を2ppm以下に、露点を−75℃以下に維持した。
【0040】
各試料の磁気特性は、4.8MA/mのパルス着磁を印加した後に振動試料型磁力計を用いて測定した。表1に、各試料の磁気特性値を、図2に、比較例試料(1)及び本発明試料(1)と(3)の減磁曲線を抜粋して示す。
【0041】
表1から明らかなように、Dy金属成膜とその後の熱処理によって本発明試料はいずれも比較例試料より高い最大エネルギー積BHmaxを示し、特に、試料(3)においては比較例試料(1)と比較して38%の回復が認められた。この理由は、機械加工によって損傷を受けたNdリッチ層が修復強化されたことによると推察され、その結果として、図2の減磁曲線の形状から明らかなように、未処理の比較例試料と比較して表面改質された本発明試料の角型性(Hk/Hcj)が著しく改善されている。ここで、Hkは、減磁曲線上において磁化の値が残留磁化の90%に相当するときの磁界を意味する。
【0042】
【表1】

上記測定後の試料についてDy膜の観察を行った。まず、本発明試料(1)について、樹脂に埋め込み研磨した後に硝酸アルコールで軽くエッチングをし、500倍の光学顕微鏡で観察した。その結果、約2μmの皮膜が試料の外周全面に均一に形成されていることがわかった。
【0044】
また、本発明試料(2)については、分析型走査型電子顕微鏡を用いて磁石の内部構造を観察した。その結果、図3(a)の反射電子像に示すように、試料表面部はDy成膜とその後の熱処理によって内部と異なった構造を呈していた。また、図3(b)のDy元素像によれば、表面層に高濃度のDyが存在すると同時に、試料内部にもDy元素が拡散浸透していることがわかり、拡散深さはおよそ10μmであることがわかった。なお、像中央部に見られるDy高濃度箇所は研磨時に剥がれた表層が一部転写したためと推測される。
【0045】
(実施例2)
実施例1において製作した外径1mm、内径0.3mm、長さ3mmの円筒形状磁石に、Nd、Dy、Pr、Tb、及びAlの各金属をそれぞれ成膜した。ここでNdとAlのターゲット寸法は、実施例1のDyと同じく外径80mm、内径30mm、厚さ20mmとし、PrとTbターゲットは、上記Alターゲットの試料に対向する面にのみ厚さ2mmの各金属を貼付固定して製作した。
【0046】
Nd金属ターゲットを3次元スパッタ装置に取り付けた後、円筒形状磁石をタングステン電極線に2個セットし、Nd金属を磁石表面に成膜した。同様に他の金属を成膜した。成膜作業は、装置内にArガスを導入して装置内圧力を3Paに維持し、RF出力20WとDC出力2Wを加えて10分間の逆スパッタを行い、続いてRF出力100WとDC出力200Wを加えて5分間スパッタを行った。
【0047】
各金属皮膜の厚さは、磁石2個の内1個を樹脂に埋め込んで顕微鏡観察した結果、Alが3.5μm、希土類金属は2.5〜3μmの範囲であった。一方、他の磁石はグローブボックス内の小型電気炉に装填し、800℃で10分間と600℃で30分間の拡散熱処理を行って本発明試料(5)から(8)、及び比較例試料(2)とした。
【0048】
なお、比較例試料(1)は表1より再掲載し、比較例試料(3)はNdを成膜したまま熱処理を施さない試料である。得られた磁石試料の磁気特性を表2に示す。表2から明らかなように、成膜金属がAlの場合には金属膜のない比較例試料(1)とほぼ同等の磁気特性であり、表面改質の効果が見られない。また、比較例試料(3)は拡散熱処理を実施しないために拡散層が形成されず、磁気特性の回復はみられない。一方、本発明試料はいずれも保磁力Hcjと最大エネルギー積BHmaxが大幅に回復した。
【0049】
【表2】
(実施例3)
Nd12Dy2.5Fe76.5Co1B8組成の焼結磁石ブロックを、切断、研削、及び穴あけをして、外径10mm、内径3mm、長さ1.4mmの円盤形状磁石を製作した。体積100mm3、表面積200mm 2 、表面積/体積の比は2.0mm−1である。その表裏面にTb膜を形成した。スパッタリング条件は、RF出力40WとDC出力2Wを加えて10分間の逆スパッタを行った後、RF出力150WとしてDC出力を100〜800Wまで可変させてスパッタ条件の異なる磁石を製作した。
【0051】
ここで成膜したTb膜厚は、予めDC出力と膜厚との関係を調べた後に実施して、100Wのときに20分間、800Wのときに5分間として、いずれの磁石の成膜厚さもおよそ3μmとなるようにスパッタ時間の制御をした。また、本実施例においては成膜後の拡散熱処理を実施せずに、成膜時の磁石試料の温度上昇によりTb金属の熱拡散を意図した。
成膜時の試料温度はDC出力の増加にしたがって上昇し、DC出力が600Wのときに試料の赤熱が認められたため、このときの温度が約700℃と推定された。Tb金属の拡散深さは、磁気特性測定後に各試料を埋め込んで分析型走査電子顕微鏡を用い、Tb元素像の磁石試料表面からの分布状況から測定した。
【0052】
得られた磁石試料の磁気特性を表3に示す。表3から明らかなようにDC出力の増加にしたがって試料加熱が起こり、拡散深さ(t)が3μm以上の本発明試料(9)〜(13)において287kJ/m3(約36MGOe)以上の高いエネルギー積が得られた。一方、試料加熱が不充分と推測される比較例試料(4)〜(6)は、Tb金属の磁石中への拡散がほとんど認められないため低い値にとどまっている。このように、スパッタ条件を適宜選択することによってTb金属の磁石中への拡散を成膜と同時に行って、後の熱処理工程を省略することもできる。
【0053】
【表3】
(実施例4)
Nd12.5Fe78.5Co1B8組成の合金から、実施例1と同様の工程で外径5.2mm、内径1.9mm、厚さ3mmの円盤形状をした焼結磁石を製作した。この磁石に外径研削と内径研削加工を施した後、平面研削盤を使用して外径5mm、内径2mm、厚さが0.1mm,0.2mm,0.5mm,0.8mm,1.2mm,1.8mmの各種寸法の円盤状磁石を得た。体積は約2mm3〜30mm3、表面積/体積の比は約21mm−1〜2mm−1の範囲である。
【0055】
これらの磁石をステンレス鋼電極線に通して保持し、神港精機製のアーク放電型イオンプレーティング装置に取り付けた。そして、装置内を1×10−4Paまで真空排気した後に高純度Arガスを導入して装置内を2Paに維持した。上記ステンレス鋼線に−600Vの電圧を印加して20rpmで回転させながら、電子銃によって溶解蒸発させ、かつ熱電子放射電極とイオン化電極によってイオン化したDy粒子を、15分間磁石表面に堆積させて膜厚2μmの磁石試料を製作した。
【0056】
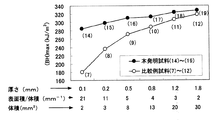
次に、この試料をグローブボックス内の小型電気炉に装填して、初段目を850℃で10分間、2段目を550℃で60分間の拡散熱処理を行って、試料厚さ0.1mmの本発明試料(14)から厚さ1.8mmの本発明試料(19)とした。なお、研削加工後の磁石を厚さ順に比較例試料(7)〜(12)とした。
【0057】
図4に、これら試料の厚さ寸法、表面積/体積、体積をパラメータにしたときの磁気特性(BH)maxの結果を示す。図4より、Dy金属を成膜して拡散熱処理をした本発明試料(14)〜(19)は、未処理の比較例試料(7)〜(12)に対していずれの寸法においても(BH)maxの回復が見られた。特に、磁石試料の体積が20mm3より小さく、かつ表面積に対する体積比が3mm−1より大きい場合、さらには体積が10mm3より小さく、かつ表面積に対する体積比が5mm−1より大きい場合において、表面改質による磁気特性の回復効果が著しいことが判った。
【0058】
【発明の効果】
本発明によれば、希土類金属を機械加工によって変質損傷した磁石表面に成膜拡散することにより、切断、穴あけ、研削、研磨等の機械加工によって変質損傷した磁石表面層を修復し、磁気特性を大幅に回復させることができる。また、その結果として、微小で、高性能磁石を用いた超小型・高出力モータなどの実現に貢献するものである。
【図面の簡単な説明】
【図1】本発明の方法に好適に使用できる3次元スパッタ装置のターゲット周辺の模式図である。
【図2】本発明試料(1)と(3)、及び比較例試料(1)の減磁曲線を示すグラフである。
【図3】Dy成膜後に熱処理した本発明試料(2)のSEM像(a:反射電子像、b;Dy元素像)を示す図面代用写真である。
【図4】本発明及び比較例試料の、磁石試料寸法と(BH)maxの関係図である。
【符号の説明】
1、2:金属ターゲット
3 :水冷式高周波コイル
4 :円筒形状磁石
5 :電極線
6 :モータ
7 :プラズマ空間
Claims (3)
- Nd−Fe−B系又はPr−Fe−B系焼結希土類磁石ブロック素材の切断、穴あけ、及び表面研削、研磨等の機械加工により穴のあいた内表面を有する円筒形状又は円盤形状の、表面積/体積の比が2mm−1以上で、かつ体積が100mm3以下の超小型製品用の微小希土類磁石を形成し、該機械加工により形成された変質損傷した表面層を有する磁石を、減圧槽内に対向配置した輪状ターゲットの一方の外側に位置するモータの回転軸に固定されて該輪状ターゲットの中心軸上を対向した該輪状ターゲットの中間のプラズマ空間まで延びるDC出力に接続可能な電極線を該磁石の穴に挿入することによって、減圧槽内に保持し、該電極線を通じて該磁石を負電位にして、逆スパッタすることにより該磁石表面の酸化膜を除去した後、該電極線を回転軸として該磁石を回転させながらスパッタリング法により微粒子化したR金属又はR金属を含む合金(但し、Rは、Y及びNd、Dy、Pr、Ho、Tbから選ばれる希土類元素の1種又は2種以上)を、該磁石の表面の全部又は一部に3次元的に飛来させて成膜し、かつ該磁石の最表面に露出している結晶粒子の半径に相当する深さ以上に該磁石内部にR金属を磁石表面から拡散浸透させることによって該変質損傷した表面層を改質して、変質損傷によって低下した該磁石の(BH)maxを280kJ/m3以上に回復させることを特徴とする超小型製品用の微小、高性能焼結希土類磁石の製造方法。
- 上記拡散浸透は成膜しながら行うことを特徴とする請求項1記載の超小型製品用の微小、高性能焼結希土類磁石の製造方法。
- R金属又はR金属を含む合金を拡散浸透させる際の雰囲気において酸素、水蒸気、二酸化炭素、窒素等の大気由来不純物ガス濃度を50ppm以下とすることを特徴とする請求項1又は2記載の超小型製品用の微小、高性能焼結希土類磁石の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003096866A JP3897724B2 (ja) | 2003-03-31 | 2003-03-31 | 超小型製品用の微小、高性能焼結希土類磁石の製造方法 |
| TW093103269A TWI239536B (en) | 2003-03-31 | 2004-02-12 | Small and high performance, rare earth permanent magnet for micro applications and method for preparation thereof |
| CNB2004800083263A CN100394520C (zh) | 2003-03-31 | 2004-03-04 | 超小型制品用的微小稀土磁铁及其制造方法 |
| PCT/JP2004/002738 WO2004088683A1 (ja) | 2003-03-31 | 2004-03-04 | 超小型製品用の微小、高性能希土類磁石とその製造方法 |
| US10/551,432 US7402226B2 (en) | 2003-03-31 | 2004-03-04 | Minute high-performance rare earth magnet for micromini product and process for producing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003096866A JP3897724B2 (ja) | 2003-03-31 | 2003-03-31 | 超小型製品用の微小、高性能焼結希土類磁石の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005330976A Division JP3953498B2 (ja) | 2005-11-16 | 2005-11-16 | 超小型製品用の円筒形状又は円盤形状の焼結希土類磁石 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004304038A JP2004304038A (ja) | 2004-10-28 |
| JP3897724B2 true JP3897724B2 (ja) | 2007-03-28 |
Family
ID=33127527
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003096866A Expired - Fee Related JP3897724B2 (ja) | 2003-03-31 | 2003-03-31 | 超小型製品用の微小、高性能焼結希土類磁石の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7402226B2 (ja) |
| JP (1) | JP3897724B2 (ja) |
| CN (1) | CN100394520C (ja) |
| TW (1) | TWI239536B (ja) |
| WO (1) | WO2004088683A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10160037B2 (en) | 2009-07-01 | 2018-12-25 | Shin-Etsu Chemical Co., Ltd. | Rare earth magnet and its preparation |
| US10614952B2 (en) | 2011-05-02 | 2020-04-07 | Shin-Etsu Chemical Co., Ltd. | Rare earth permanent magnets and their preparation |
Families Citing this family (67)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005011973A (ja) * | 2003-06-18 | 2005-01-13 | Japan Science & Technology Agency | 希土類−鉄−ホウ素系磁石及びその製造方法 |
| US8211327B2 (en) | 2004-10-19 | 2012-07-03 | Shin-Etsu Chemical Co., Ltd. | Preparation of rare earth permanent magnet material |
| JP2006156789A (ja) * | 2004-11-30 | 2006-06-15 | Tdk Corp | 小型リング磁石の製造方法 |
| WO2006085581A1 (ja) * | 2005-02-10 | 2006-08-17 | Neomax Co., Ltd. | 超小型希土類磁石およびその製造方法 |
| EP1860668B1 (en) * | 2005-03-14 | 2015-01-14 | TDK Corporation | R-t-b based sintered magnet |
| RU2401881C2 (ru) * | 2005-03-18 | 2010-10-20 | Улвак, Инк. | Способ и устройство нанесения покрытия, постоянный магнит и способ его изготовления |
| TWI413136B (zh) | 2005-03-23 | 2013-10-21 | Shinetsu Chemical Co | 稀土族永久磁體 |
| TWI413137B (zh) | 2005-03-23 | 2013-10-21 | Shinetsu Chemical Co | 機能分級式稀土族永久磁鐵 |
| TWI364765B (en) | 2005-03-23 | 2012-05-21 | Shinetsu Chemical Co | Rare earth permanent magnet |
| TWI417906B (zh) | 2005-03-23 | 2013-12-01 | Shinetsu Chemical Co | 機能分級式稀土族永久磁鐵 |
| WO2006109615A1 (ja) * | 2005-04-05 | 2006-10-19 | Namiki Seimitsu Houseki Kabushiki Kaisha | 積層型永久磁石 |
| EP1879201B1 (en) * | 2005-04-15 | 2016-11-30 | Hitachi Metals, Ltd. | Rare earth sintered magnet and process for producing the same |
| EP1968080B1 (en) * | 2005-12-28 | 2015-02-11 | Hitachi Metals, Ltd. | Rare earth magnet and method for producing same |
| US8038807B2 (en) | 2006-01-31 | 2011-10-18 | Hitachi Metals, Ltd. | R-Fe-B rare-earth sintered magnet and process for producing the same |
| KR101336744B1 (ko) * | 2006-03-03 | 2013-12-04 | 히다찌긴조꾸가부시끼가이사 | RFeB계 희토류 소결 자석 및 그 제조 방법 |
| JP4605396B2 (ja) | 2006-04-14 | 2011-01-05 | 信越化学工業株式会社 | 希土類永久磁石材料の製造方法 |
| JP4656323B2 (ja) | 2006-04-14 | 2011-03-23 | 信越化学工業株式会社 | 希土類永久磁石材料の製造方法 |
| US7955443B2 (en) | 2006-04-14 | 2011-06-07 | Shin-Etsu Chemical Co., Ltd. | Method for preparing rare earth permanent magnet material |
| JP4765747B2 (ja) * | 2006-04-19 | 2011-09-07 | 日立金属株式会社 | R−Fe−B系希土類焼結磁石の製造方法 |
| DE112007002010T5 (de) * | 2006-08-23 | 2009-07-02 | ULVAC, Inc., Chigasaki | Permanentmagnet und Herstellungsverfahren davon |
| JP2009149916A (ja) * | 2006-09-14 | 2009-07-09 | Ulvac Japan Ltd | 真空蒸気処理装置 |
| KR101456841B1 (ko) * | 2006-09-14 | 2014-11-03 | 가부시키가이샤 알박 | 영구자석 및 영구자석의 제조방법 |
| KR101447301B1 (ko) * | 2006-09-15 | 2014-10-06 | 인터메탈릭스 가부시키가이샤 | NdFeB 소결자석의 제조방법 |
| JP4840606B2 (ja) | 2006-11-17 | 2011-12-21 | 信越化学工業株式会社 | 希土類永久磁石の製造方法 |
| JP5275043B2 (ja) * | 2006-12-21 | 2013-08-28 | 株式会社アルバック | 永久磁石及び永久磁石の製造方法 |
| DE112007003107T5 (de) * | 2006-12-21 | 2009-10-29 | ULVAC, Inc., Chigasaki | Permanentmagnet und Verfahren zu dessen Herstellung |
| JP4860491B2 (ja) * | 2007-01-11 | 2012-01-25 | 株式会社アルバック | 永久磁石及び永久磁石の製造方法 |
| JP4860493B2 (ja) * | 2007-01-18 | 2012-01-25 | 株式会社アルバック | 永久磁石の製造方法及び永久磁石の製造装置 |
| MY149353A (en) | 2007-03-16 | 2013-08-30 | Shinetsu Chemical Co | Rare earth permanent magnet and its preparations |
| WO2008146937A1 (ja) * | 2007-05-28 | 2008-12-04 | Toyota Jidosha Kabushiki Kaisha | 磁石埋め込み型モータ用ロータと磁石埋め込み型モータ |
| CN101652821B (zh) | 2007-07-02 | 2013-06-12 | 日立金属株式会社 | R-Fe-B系稀土类烧结磁铁及其制造方法 |
| WO2009016815A1 (ja) * | 2007-07-27 | 2009-02-05 | Hitachi Metals, Ltd. | R-Fe-B系希土類焼結磁石 |
| PL2184747T3 (pl) | 2007-09-04 | 2015-10-30 | Hitachi Metals Ltd | Spiekany anizotropowy magnes R-Fe-B |
| JP5328161B2 (ja) * | 2008-01-11 | 2013-10-30 | インターメタリックス株式会社 | NdFeB焼結磁石の製造方法及びNdFeB焼結磁石 |
| KR101242466B1 (ko) * | 2008-02-20 | 2013-03-12 | 가부시키가이샤 알박 | 영구자석의 제조 방법 및 영구자석 |
| JP2010263172A (ja) * | 2008-07-04 | 2010-11-18 | Daido Steel Co Ltd | 希土類磁石およびその製造方法 |
| CN101853725B (zh) * | 2009-04-03 | 2012-04-25 | 中国科学院宁波材料技术与工程研究所 | 烧结钕铁硼永磁材料的制备方法 |
| US9589714B2 (en) | 2009-07-10 | 2017-03-07 | Intermetallics Co., Ltd. | Sintered NdFeB magnet and method for manufacturing the same |
| CN102473516B (zh) | 2009-07-10 | 2015-09-09 | 日立金属株式会社 | R-Fe-B类稀土烧结磁体的制造方法和蒸气控制部件 |
| JP5493663B2 (ja) | 2009-10-01 | 2014-05-14 | 信越化学工業株式会社 | Ipm型永久磁石回転機用回転子の組立方法 |
| CN102005277B (zh) * | 2010-09-30 | 2012-08-22 | 广州金南磁性材料有限公司 | 一种应力场取向各向异性可挠性粘结钕铁硼磁体及其制备方法 |
| CN102005278B (zh) * | 2010-11-11 | 2012-05-23 | 湖南航天稀土磁有限责任公司 | 一种微型粘结永磁体及其制备方法 |
| JP5146552B2 (ja) * | 2011-01-20 | 2013-02-20 | 日立金属株式会社 | R−Fe−B系希土類焼結磁石およびその製造方法 |
| US10199145B2 (en) | 2011-11-14 | 2019-02-05 | Toyota Jidosha Kabushiki Kaisha | Rare-earth magnet and method for producing the same |
| JP5640954B2 (ja) * | 2011-11-14 | 2014-12-17 | トヨタ自動車株式会社 | 希土類磁石の製造方法 |
| JP5742813B2 (ja) | 2012-01-26 | 2015-07-01 | トヨタ自動車株式会社 | 希土類磁石の製造方法 |
| JP5790617B2 (ja) | 2012-10-18 | 2015-10-07 | トヨタ自動車株式会社 | 希土類磁石の製造方法 |
| JP6221246B2 (ja) * | 2012-10-31 | 2017-11-01 | 日立金属株式会社 | R−t−b系焼結磁石およびその製造方法 |
| KR20140067689A (ko) * | 2012-11-27 | 2014-06-05 | 삼성전기주식회사 | 무접점 전력 전송 장치 및 그 제조 방법 |
| JP6221233B2 (ja) * | 2012-12-28 | 2017-11-01 | 日立金属株式会社 | R−t−b系焼結磁石およびその製造方法 |
| CN105518809B (zh) | 2013-06-05 | 2018-11-20 | 丰田自动车株式会社 | 稀土磁体及其制造方法 |
| JP6003920B2 (ja) | 2014-02-12 | 2016-10-05 | トヨタ自動車株式会社 | 希土類磁石の製造方法 |
| CN103985535A (zh) * | 2014-05-31 | 2014-08-13 | 厦门钨业股份有限公司 | 一种对RTB系磁体进行Dy扩散的方法、磁体和扩散源 |
| DE102014218369A1 (de) * | 2014-09-12 | 2016-03-31 | Siemens Aktiengesellschaft | Elektrochemische Abscheidung von Neodym zur Vergrößerung der Koerzitivfeldstärke von Seltenerddauermagneten |
| CN104480475A (zh) | 2014-11-04 | 2015-04-01 | 烟台首钢磁性材料股份有限公司 | 钕铁硼磁体表面硬质铝膜层的制备方法 |
| CN104480440A (zh) | 2014-11-05 | 2015-04-01 | 烟台首钢磁性材料股份有限公司 | 小尺寸钕铁硼磁体表面真空镀膜方法及专用镀膜设备 |
| CN104651779A (zh) * | 2015-02-11 | 2015-05-27 | 烟台首钢磁性材料股份有限公司 | 一种用于钕铁硼磁体的镀膜设备及镀膜工艺 |
| CN104651783B (zh) | 2015-02-12 | 2017-09-01 | 烟台首钢磁性材料股份有限公司 | 一种永磁钕铁硼磁钢表面镀铝的方法 |
| JP6350380B2 (ja) * | 2015-04-28 | 2018-07-04 | 信越化学工業株式会社 | 希土類磁石の製造方法 |
| CN105845301B (zh) * | 2015-08-13 | 2019-01-25 | 北京中科三环高技术股份有限公司 | 稀土永磁体及稀土永磁体的制备方法 |
| CN105185498B (zh) * | 2015-08-28 | 2017-09-01 | 包头天和磁材技术有限责任公司 | 稀土永磁材料及其制造方法 |
| FR3054145B1 (fr) * | 2016-07-21 | 2018-08-31 | Centre Nat Rech Scient | Procede et systeme pour recuperer des grains magnetiques d'aimants frittes ou de plasto-aimants |
| WO2020155113A1 (zh) * | 2019-02-01 | 2020-08-06 | 天津三环乐喜新材料有限公司 | 稀土扩散磁体的制备方法及稀土扩散磁体 |
| JP7364405B2 (ja) | 2019-09-20 | 2023-10-18 | 信越化学工業株式会社 | 希土類磁石の製造方法 |
| CN112626441B (zh) * | 2020-12-14 | 2021-10-08 | 电子科技大学 | 一种钕铁硼表面电阻丝熔融沉积重稀土元素的方法及设备 |
| JP2022103587A (ja) | 2020-12-28 | 2022-07-08 | トヨタ自動車株式会社 | 希土類磁石及びその製造方法 |
| CN114678204B (zh) * | 2022-04-20 | 2024-03-26 | 中国计量大学 | 一种高性能钐铁氮磁体的制备方法 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61170565A (ja) * | 1985-01-24 | 1986-08-01 | Fujitsu Ltd | スパツタ装置 |
| JPH0663086B2 (ja) * | 1985-09-27 | 1994-08-17 | 住友特殊金属株式会社 | 永久磁石材料及びその製造方法 |
| JPS63270461A (ja) * | 1986-12-26 | 1988-11-08 | Teijin Ltd | 対向ターゲット式スパッタ装置 |
| JPS63176473A (ja) * | 1987-01-17 | 1988-07-20 | Sumitomo Electric Ind Ltd | 長尺体への連続薄膜形成方法およびその装置 |
| JPS63206469A (ja) * | 1987-02-24 | 1988-08-25 | Showa Denko Kk | スパツタ方法および装置 |
| JPS63303063A (ja) * | 1987-05-30 | 1988-12-09 | Denki Kagaku Kogyo Kk | 磁気記録円筒状媒体の製造方法 |
| JPH01117303A (ja) * | 1987-10-30 | 1989-05-10 | Taiyo Yuden Co Ltd | 永久磁石 |
| JPH0298850A (ja) * | 1988-10-05 | 1990-04-11 | Fuji Photo Film Co Ltd | 光磁気記録媒体の製造方法 |
| JPH05190311A (ja) * | 1992-01-17 | 1993-07-30 | Tdk Corp | 磁石の製造方法および磁石粉末 |
| JPH09270310A (ja) | 1996-03-29 | 1997-10-14 | Seiko Epson Corp | 希土類永久磁石 |
| JP3349061B2 (ja) | 1997-03-24 | 2002-11-20 | 住友特殊金属株式会社 | 光アイソレーター用Nd−Fe−B焼結磁石の製造方法 |
| JP2000012366A (ja) * | 1998-06-23 | 2000-01-14 | Matsushita Electric Ind Co Ltd | 軟磁性膜の製造方法 |
| JP2000319778A (ja) * | 1999-05-07 | 2000-11-21 | Canon Inc | スパッター装置及びスパッターターゲット |
| JP2001049428A (ja) * | 1999-08-05 | 2001-02-20 | Nippon Sheet Glass Co Ltd | 基体に被膜を被覆する方法およびその方法に用いるスパッタリング装置 |
| JP2001093715A (ja) | 1999-09-21 | 2001-04-06 | Citizen Watch Co Ltd | 永久磁石材料およびその製造方法 |
| JP4552161B2 (ja) * | 1999-11-09 | 2010-09-29 | 日立金属株式会社 | 耐食性のすぐれた超小型磁石 |
| EP1299570B1 (en) * | 2000-07-10 | 2013-02-27 | Hitachi Metals, Ltd. | Method of inhibiting production of projections in metal deposited film |
| JP2002060928A (ja) * | 2000-08-18 | 2002-02-28 | Matsushita Electric Ind Co Ltd | 回転軸への成膜方法 |
| JP2002260942A (ja) * | 2001-02-27 | 2002-09-13 | Sumitomo Special Metals Co Ltd | ボンド磁石表面への無機質被膜形成方法 |
| US6837975B2 (en) * | 2002-08-01 | 2005-01-04 | Applied Materials, Inc. | Asymmetric rotating sidewall magnet ring for magnetron sputtering |
-
2003
- 2003-03-31 JP JP2003096866A patent/JP3897724B2/ja not_active Expired - Fee Related
-
2004
- 2004-02-12 TW TW093103269A patent/TWI239536B/zh not_active IP Right Cessation
- 2004-03-04 CN CNB2004800083263A patent/CN100394520C/zh not_active Expired - Fee Related
- 2004-03-04 US US10/551,432 patent/US7402226B2/en not_active Expired - Fee Related
- 2004-03-04 WO PCT/JP2004/002738 patent/WO2004088683A1/ja active Search and Examination
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10160037B2 (en) | 2009-07-01 | 2018-12-25 | Shin-Etsu Chemical Co., Ltd. | Rare earth magnet and its preparation |
| US10614952B2 (en) | 2011-05-02 | 2020-04-07 | Shin-Etsu Chemical Co., Ltd. | Rare earth permanent magnets and their preparation |
Also Published As
| Publication number | Publication date |
|---|---|
| US20060278517A1 (en) | 2006-12-14 |
| CN100394520C (zh) | 2008-06-11 |
| JP2004304038A (ja) | 2004-10-28 |
| TWI239536B (en) | 2005-09-11 |
| TW200421358A (en) | 2004-10-16 |
| US7402226B2 (en) | 2008-07-22 |
| WO2004088683A1 (ja) | 2004-10-14 |
| CN1764990A (zh) | 2006-04-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3897724B2 (ja) | 超小型製品用の微小、高性能焼結希土類磁石の製造方法 | |
| JP2005011973A (ja) | 希土類−鉄−ホウ素系磁石及びその製造方法 | |
| JP4748163B2 (ja) | 希土類焼結磁石とその製造方法 | |
| JP4698581B2 (ja) | R−Fe−B系薄膜磁石及びその製造方法 | |
| JP3960966B2 (ja) | 耐熱性希土類磁石の製造方法 | |
| WO2006064848A1 (ja) | 粒界改質したNd-Fe-B系磁石及びその製造方法 | |
| JP5929766B2 (ja) | R−t−b系焼結磁石 | |
| WO2007102391A1 (ja) | R-Fe-B系希土類焼結磁石およびその製造方法 | |
| JP2004296973A (ja) | 金属蒸気収着による高性能希土類磁石の製造 | |
| WO2007119271A1 (ja) | 薄膜希土類磁石及びその製造方法 | |
| WO2012008426A1 (ja) | R-t-b系焼結磁石の製造方法 | |
| US8323806B2 (en) | Rare earth magnet and method for producing same | |
| JP2006179963A (ja) | Nd−Fe−B系磁石 | |
| JP4977307B2 (ja) | 小型モータ | |
| JP3953498B2 (ja) | 超小型製品用の円筒形状又は円盤形状の焼結希土類磁石 | |
| JP2010267790A (ja) | 永久磁石の製造方法 | |
| JP4600332B2 (ja) | 磁石部材およびその製造方法 | |
| JPS61281850A (ja) | 永久磁石材料 | |
| WO2006085581A1 (ja) | 超小型希土類磁石およびその製造方法 | |
| JP5036207B2 (ja) | 磁石部材 | |
| JPH1074607A (ja) | 耐食性永久磁石及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050111 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050302 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050524 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050720 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20050920 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051019 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051116 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20051203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20060131 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20060306 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20060728 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20061219 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100105 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100105 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110105 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |