JP5328161B2 - NdFeB焼結磁石の製造方法及びNdFeB焼結磁石 - Google Patents
NdFeB焼結磁石の製造方法及びNdFeB焼結磁石 Download PDFInfo
- Publication number
- JP5328161B2 JP5328161B2 JP2008004845A JP2008004845A JP5328161B2 JP 5328161 B2 JP5328161 B2 JP 5328161B2 JP 2008004845 A JP2008004845 A JP 2008004845A JP 2008004845 A JP2008004845 A JP 2008004845A JP 5328161 B2 JP5328161 B2 JP 5328161B2
- Authority
- JP
- Japan
- Prior art keywords
- powder
- grain boundary
- magnet
- ndfeb
- boundary diffusion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/005—Impregnating or encapsulating
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
- H01F1/055—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5
- H01F1/0555—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 pressed, sintered or bonded together
- H01F1/0557—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 pressed, sintered or bonded together sintered
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
- H01F1/055—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5
- H01F1/057—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0253—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets
- H01F41/0293—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets diffusion of rare earth elements, e.g. Tb, Dy or Ho, into permanent magnets
Description
(1) 特許文献1及び2に記載の方法は保磁力向上の効果が低い。
(2) スパッタリング法やイオンプレーティング法により磁石表面にDyやTbを含む成分を付着させる方法は、処理費が高価であり実用的でない。
(3) DyF3やDy2O3あるいはTbF3やTb2O3の粉末を磁石表面に塗布することによりDyやTbを含む成分を付着させる方法(特許文献3)は、処理費が安価である点では有利であるがこの方法により到達できる保磁力の値があまり大きくない。
(4) さらに特許文献4及び5の方法は、特許文献3や非特許文献4の方法に比べて特に利点がなく、やはり得られる保磁力の値が小さい。
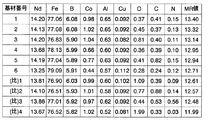
a) 前記磁石基材中に含まれる金属状態の希土類量が12.7at%以上であり、
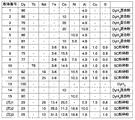
b) 前記層が粉末の堆積により形成される粉体層であり、
c) 前記粉体層が50mass%以上の金属状態のDy及び/又はTbを含有する、
ことを特徴とする。
「粉体層が50mass%以上の金属状態のDy及び/又はTb」は、粉体層が全て金属状態のDy及び/又はTbである場合、即ち粉体層が100mass%、Dy及び/又はTbから成る場合を含む。
「金属状態のDy及び/又はTb」とは、粒界拡散処理のために基材に塗布された粉体層のなかで、金属を構成しているDy及び/あるいはTbという意味である。ここにおいても金属は純金属、合金及び金属間化合物を含み、これらの希土類のフッ化物、炭化物、酸化物、窒化物は含まない。これらの希土類の水素化物、あるいはこれらの希土類を含む金属間化合物の水素化物は、金属間化合物の一種であり、これを構成する希土類は金属状態であるとみなす。これらの水素化物に含まれる水素はほとんど、DyやTbが基材に粒界拡散し始める前に、粉体層から離脱していく。したがって、粉体層の組成の計算には、水素化物中の水素は計算に入れないものとする。なお、組成を質量%で表現すると希土類と水素の原子量の差はきわめて大きいので、実際には組成計算に水素を入れるか入れないかによって計算値はほとんど変わらない。
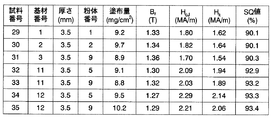
磁石基材が3.5mm以上の厚さを持つ板状磁石基材であり、
前記板状磁石基材に含まれる金属状態の希土類量が12.7at%以上であり、
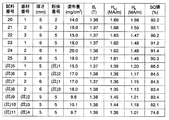
磁化曲線の角型性を示すSQ値が90%以上である、
ことを特徴とする。
ここでSQ値は、磁化曲線で磁化が最大値から10%低下したときの磁界の絶対値Hkを保磁力HcJで除した値Hk/HcJで定義される。SQ値が90%以上であるということは、磁石基材の中心付近にまでDy及び/又はTbが粒界拡散していることを意味している。このように3.5mm以上という厚い板状磁石基材を用いて90%以上という高いSQ値を得ることができたのは、磁石基材に含まれる金属状態の希土類の量を12.7at%以上にしたことで粒界拡散処理時にDy及び/又はTbが粒界に拡散しやすくなったことによる。
Claims (9)
- NdFeB焼結磁石基材の表面にDy及び/又はTbを含む層を形成した後に前記磁石基材の焼結温度以下の温度に加熱することにより前記層中のDy及び/又はTbを前記磁石基材の結晶粒界を通じて前記磁石基材内部に拡散させる粒界拡散処理を行うNdFeB焼結磁石の製造方法において、
a) 前記磁石基材中に含まれる金属状態の希土類量が12.7at%以上16at%以下であり、
b) 前記層が粉末の堆積により形成される粉体層であり、
c) 前記粉体層が50mass%以上の金属状態のDy及び/又はTbを含有する、
ことを特徴とするNdFeB焼結磁石の製造方法。 - 前記粉体層の量が、前記磁石基材の表面1cm2あたり7mg以上であることを特徴とする請求項1に記載のNdFeB焼結磁石の製造方法。
- 前記粉体層がAlを1mass%以上含むことを特徴とする請求項1又は2に記載のNdFeB焼結磁石の製造方法。
- 前記粉体層がCo及び/又はNiを合計10mass%以上含むことを特徴とする請求項1〜3のいずれかに記載のNdFeB焼結磁石の製造方法。
- 前記粉体層を粒界拡散処理中に溶融させることを特徴とする請求項1〜4のいずれかに記載のNdFeB焼結磁石の製造方法。
- 粒界拡散法を用いた処理によりDy及び/又はTbを粒界拡散させたNdFeB焼結磁石において、
磁石基材が3.5mm以上の厚さを持つ板状磁石基材であり、
前記板状磁石基材に含まれる金属状態の希土類量が12.7at%以上16at%以下であり、
磁化曲線の角型性を示すSQ値が90%以上である、
ことを特徴とするNdFeB焼結磁石。 - 前記板状磁石基材の厚さが6mm以下であることを特徴とする請求項6に記載のNdFeB焼結磁石。
- 前記粒界付近及び前記表面付近にAlが含まれることを特徴とする請求項6又は7に記載のNdFeB焼結磁石。
- 前記粒界付近及び前記表面付近にCo及び/又はNiが含まれることを特徴とする請求項6〜8のいずれかに記載のNdFeB焼結磁石。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008004845A JP5328161B2 (ja) | 2008-01-11 | 2008-01-11 | NdFeB焼結磁石の製造方法及びNdFeB焼結磁石 |
| US12/812,379 US8562756B2 (en) | 2008-01-11 | 2009-01-09 | NdFeB sintered magnet and method for producing the same |
| EP09700197.8A EP2239747A4 (en) | 2008-01-11 | 2009-01-09 | PROCESS FOR PRODUCTION OF FRITTED MAGNETS NDFEB AND FRITTED MAGNETS NdFeB |
| CN201310571585.8A CN103646740A (zh) | 2008-01-11 | 2009-01-09 | NdFeB烧结磁体的制造方法和NdFeB烧结磁体 |
| PCT/JP2009/000068 WO2009087975A1 (ja) | 2008-01-11 | 2009-01-09 | NdFeB焼結磁石の製造方法及びNdFeB焼結磁石 |
| CN200980101615.0A CN101911227B (zh) | 2008-01-11 | 2009-01-09 | NdFeB烧结磁体的制造方法和NdFeB烧结磁体 |
| CN2013102617302A CN103354167A (zh) | 2008-01-11 | 2009-01-09 | NdFeB烧结磁体的制造方法 |
| US13/778,324 US10854380B2 (en) | 2008-01-11 | 2013-02-27 | NdFeB sintered magnet and method for producing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008004845A JP5328161B2 (ja) | 2008-01-11 | 2008-01-11 | NdFeB焼結磁石の製造方法及びNdFeB焼結磁石 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009170541A JP2009170541A (ja) | 2009-07-30 |
| JP2009170541A5 JP2009170541A5 (ja) | 2011-02-10 |
| JP5328161B2 true JP5328161B2 (ja) | 2013-10-30 |
Family
ID=40853089
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008004845A Active JP5328161B2 (ja) | 2008-01-11 | 2008-01-11 | NdFeB焼結磁石の製造方法及びNdFeB焼結磁石 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US8562756B2 (ja) |
| EP (1) | EP2239747A4 (ja) |
| JP (1) | JP5328161B2 (ja) |
| CN (3) | CN103354167A (ja) |
| WO (1) | WO2009087975A1 (ja) |
Families Citing this family (49)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5328161B2 (ja) | 2008-01-11 | 2013-10-30 | インターメタリックス株式会社 | NdFeB焼結磁石の製造方法及びNdFeB焼結磁石 |
| US9589714B2 (en) | 2009-07-10 | 2017-03-07 | Intermetallics Co., Ltd. | Sintered NdFeB magnet and method for manufacturing the same |
| JP5739093B2 (ja) * | 2009-09-10 | 2015-06-24 | 株式会社豊田中央研究所 | 希土類磁石とその製造方法および磁石複合部材 |
| EP2555208B1 (en) * | 2010-03-30 | 2021-05-05 | TDK Corporation | Method for producing sintered magnet |
| JP5406112B2 (ja) * | 2010-04-27 | 2014-02-05 | インターメタリックス株式会社 | 粒界拡散処理用塗布装置 |
| WO2012029748A1 (ja) * | 2010-08-31 | 2012-03-08 | 並木精密宝石株式会社 | R-Fe-B系希土類焼結磁石とその製造方法、製造装置、モータ又は発電機 |
| JP5854304B2 (ja) * | 2011-01-19 | 2016-02-09 | 日立金属株式会社 | R−t−b系焼結磁石の製造方法 |
| CN102184776B (zh) * | 2011-02-24 | 2012-11-14 | 中国计量学院 | 一种稀土配合物晶界改性烧结钕铁硼磁体的制备方法 |
| US20120299398A1 (en) * | 2011-05-23 | 2012-11-29 | Nikon Corporation | Motor, design method and manufacturing method of motor, stage device, and exposure apparatus |
| JP5572673B2 (ja) * | 2011-07-08 | 2014-08-13 | 昭和電工株式会社 | R−t−b系希土類焼結磁石用合金、r−t−b系希土類焼結磁石用合金の製造方法、r−t−b系希土類焼結磁石用合金材料、r−t−b系希土類焼結磁石、r−t−b系希土類焼結磁石の製造方法およびモーター |
| WO2013100011A1 (ja) * | 2011-12-27 | 2013-07-04 | インターメタリックス株式会社 | NdFeB系焼結磁石 |
| CN105206372A (zh) | 2011-12-27 | 2015-12-30 | 因太金属株式会社 | NdFeB系烧结磁体 |
| KR101485281B1 (ko) | 2011-12-27 | 2015-01-21 | 인터메탈릭스 가부시키가이샤 | NdFeB계 소결 자석 |
| EP2693450B1 (en) | 2011-12-27 | 2017-03-22 | Intermetallics Co., Ltd. | Sintered neodymium magnet |
| EP2806438B1 (en) * | 2012-01-19 | 2019-03-13 | Hitachi Metals, Ltd. | Method for producing r-t-b sintered magnet |
| KR20150002638A (ko) * | 2012-03-30 | 2015-01-07 | 인터메탈릭스 가부시키가이샤 | NdFeB계 소결 자석 |
| MY168281A (en) | 2012-04-11 | 2018-10-19 | Shinetsu Chemical Co | Rare earth sintered magnet and making method |
| JP6238444B2 (ja) * | 2013-01-07 | 2017-11-29 | 昭和電工株式会社 | R−t−b系希土類焼結磁石、r−t−b系希土類焼結磁石用合金およびその製造方法 |
| WO2014148353A1 (ja) | 2013-03-18 | 2014-09-25 | インターメタリックス株式会社 | RFeB系磁石製造方法、RFeB系磁石及び粒界拡散処理用塗布物 |
| JP5983598B2 (ja) * | 2013-12-27 | 2016-08-31 | トヨタ自動車株式会社 | 希土類磁石の製造方法 |
| KR101534717B1 (ko) * | 2013-12-31 | 2015-07-24 | 현대자동차 주식회사 | 희토류계 자석 제조 방법 |
| KR101548684B1 (ko) * | 2014-04-18 | 2015-09-11 | 고려대학교 산학협력단 | 희토류계 소결 자석의 제조방법 |
| JP2015228431A (ja) * | 2014-06-02 | 2015-12-17 | インターメタリックス株式会社 | RFeB系磁石及びRFeB系磁石の製造方法 |
| JP6500387B2 (ja) * | 2014-10-21 | 2019-04-17 | 日産自動車株式会社 | 高保磁力磁石の製造方法 |
| KR101624245B1 (ko) * | 2015-01-09 | 2016-05-26 | 현대자동차주식회사 | 희토류 영구 자석 및 그 제조방법 |
| US10217562B2 (en) * | 2015-02-27 | 2019-02-26 | Hitachi Metals, Ltd. | Method for manufacturing R-T-B based sintered magnet |
| CN105185498B (zh) * | 2015-08-28 | 2017-09-01 | 包头天和磁材技术有限责任公司 | 稀土永磁材料及其制造方法 |
| EP3182423B1 (en) | 2015-12-18 | 2019-03-20 | JL Mag Rare-Earth Co., Ltd. | Neodymium iron boron magnet and preparation method thereof |
| CN105761861B (zh) * | 2016-05-10 | 2019-03-12 | 江西金力永磁科技股份有限公司 | 一种钕铁硼磁体及其制备方法 |
| CN105632748B (zh) * | 2015-12-25 | 2019-01-11 | 宁波韵升股份有限公司 | 一种提高烧结钕铁硼薄片磁体磁性能的方法 |
| CN106935390B (zh) * | 2015-12-31 | 2020-03-27 | 厦门钨业股份有限公司 | 一种稀土烧结磁铁的表面处理方法 |
| JP6645219B2 (ja) | 2016-02-01 | 2020-02-14 | Tdk株式会社 | R−t−b系焼結磁石用合金、及びr−t−b系焼結磁石 |
| JP6743549B2 (ja) | 2016-07-25 | 2020-08-19 | Tdk株式会社 | R−t−b系焼結磁石 |
| JP6508420B2 (ja) * | 2016-08-08 | 2019-05-08 | 日立金属株式会社 | R−t−b系焼結磁石の製造方法 |
| KR102524063B1 (ko) * | 2016-09-09 | 2023-04-21 | 삼성전자주식회사 | 오븐 |
| CN106847494B (zh) * | 2017-01-13 | 2018-08-24 | 中国科学院上海应用物理研究所 | 高性能永磁体制备方法及含该永磁体的真空波荡器磁结构 |
| CN110168680B (zh) * | 2017-01-26 | 2021-10-22 | 日产自动车株式会社 | 烧结磁体的制造方法 |
| CN111710519B (zh) * | 2017-11-29 | 2022-09-20 | 宁德市星宇科技有限公司 | 一种晶界扩散制备钕铁硼磁体的方法 |
| CN108242336B (zh) * | 2017-12-25 | 2019-12-03 | 江苏大学 | 一种高性能低成本复合磁体的制备方法 |
| CN111937103A (zh) * | 2018-03-29 | 2020-11-13 | 日立金属株式会社 | R-t-b系烧结磁体的制造方法 |
| JP7314513B2 (ja) * | 2018-07-09 | 2023-07-26 | 大同特殊鋼株式会社 | RFeB系焼結磁石 |
| US11527340B2 (en) * | 2018-07-09 | 2022-12-13 | Daido Steel Co., Ltd. | RFeB-based sintered magnet |
| CN108962582B (zh) * | 2018-07-20 | 2020-07-07 | 烟台首钢磁性材料股份有限公司 | 一种钕铁硼磁体矫顽力提升方法 |
| CN108831655B (zh) * | 2018-07-20 | 2020-02-07 | 烟台首钢磁性材料股份有限公司 | 一种提高钕铁硼烧结永磁体矫顽力的方法 |
| JP7167673B2 (ja) * | 2018-12-03 | 2022-11-09 | Tdk株式会社 | R‐t‐b系永久磁石の製造方法 |
| CN110911151B (zh) * | 2019-11-29 | 2021-08-06 | 烟台首钢磁性材料股份有限公司 | 一种提高钕铁硼烧结永磁体矫顽力的方法 |
| CN111326307B (zh) * | 2020-03-17 | 2021-12-28 | 宁波金鸡强磁股份有限公司 | 一种渗透磁体用的涂覆材料及高矫顽力钕铁硼磁体的制备方法 |
| CN112017835B (zh) * | 2020-08-20 | 2023-03-17 | 合肥工业大学 | 一种低重稀土高矫顽力烧结钕铁硼磁体及其制备方法 |
| CN112768168B (zh) * | 2020-12-25 | 2023-05-30 | 福建省长汀金龙稀土有限公司 | 一种钕铁硼材料及其制备方法 |
Family Cites Families (42)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US716A (en) * | 1838-04-28 | Henry barnes | ||
| JPH0663086B2 (ja) | 1985-09-27 | 1994-08-17 | 住友特殊金属株式会社 | 永久磁石材料及びその製造方法 |
| JPH0742553B2 (ja) | 1986-02-18 | 1995-05-10 | 住友特殊金属株式会社 | 永久磁石材料及びその製造方法 |
| JPH01117303A (ja) | 1987-10-30 | 1989-05-10 | Taiyo Yuden Co Ltd | 永久磁石 |
| JPH0696928A (ja) * | 1992-06-30 | 1994-04-08 | Aichi Steel Works Ltd | 希土類焼結磁石及びその製造方法 |
| JPH09232173A (ja) * | 1996-02-27 | 1997-09-05 | Hitachi Metals Ltd | 希土類磁石の製造方法および希土類磁石 |
| JP2000234151A (ja) * | 1998-12-15 | 2000-08-29 | Shin Etsu Chem Co Ltd | R−Fe−B系希土類永久磁石材料 |
| CN1187152C (zh) | 1999-03-03 | 2005-02-02 | 株式会社新王磁材 | 稀土磁铁烧结用烧结箱及用该箱烧结处理的稀土磁铁制法 |
| EP1365422B1 (en) * | 2001-01-30 | 2012-04-25 | Hitachi Metals, Ltd. | Method for preparation of permanent magnet |
| JP3897724B2 (ja) * | 2003-03-31 | 2007-03-28 | 独立行政法人科学技術振興機構 | 超小型製品用の微小、高性能焼結希土類磁石の製造方法 |
| JP4396879B2 (ja) | 2003-06-06 | 2010-01-13 | インターメタリックス株式会社 | 粘着層形成方法 |
| JP2005011973A (ja) | 2003-06-18 | 2005-01-13 | Japan Science & Technology Agency | 希土類−鉄−ホウ素系磁石及びその製造方法 |
| WO2005001855A1 (ja) * | 2003-06-27 | 2005-01-06 | Tdk Corporation | R-t-b系永久磁石 |
| JP4879503B2 (ja) | 2004-04-07 | 2012-02-22 | 昭和電工株式会社 | R−t−b系焼結磁石用合金塊、その製造法および磁石 |
| WO2005098878A2 (en) | 2004-04-07 | 2005-10-20 | Showa Denko K.K. | Alloy lump for r-t-b type sintered magnet, producing method thereof, and magnet |
| EP1830371B1 (en) | 2004-10-19 | 2016-07-27 | Shin-Etsu Chemical Co., Ltd. | Method for producing rare earth permanent magnet material |
| TWI302712B (en) | 2004-12-16 | 2008-11-01 | Japan Science & Tech Agency | Nd-fe-b base magnet including modified grain boundaries and method for manufacturing the same |
| JP4543940B2 (ja) | 2005-01-25 | 2010-09-15 | Tdk株式会社 | R−t−b系焼結磁石の製造方法 |
| RU2401881C2 (ru) * | 2005-03-18 | 2010-10-20 | Улвак, Инк. | Способ и устройство нанесения покрытия, постоянный магнит и способ его изготовления |
| JP4702548B2 (ja) | 2005-03-23 | 2011-06-15 | 信越化学工業株式会社 | 傾斜機能性希土類永久磁石 |
| MY142131A (en) | 2005-03-23 | 2010-09-30 | Shinetsu Chemical Co | Functionally graded rare earth permanent magnet |
| TWI413136B (zh) * | 2005-03-23 | 2013-10-21 | Shinetsu Chemical Co | 稀土族永久磁體 |
| JP4748163B2 (ja) * | 2005-04-15 | 2011-08-17 | 日立金属株式会社 | 希土類焼結磁石とその製造方法 |
| CN100356487C (zh) | 2005-06-06 | 2007-12-19 | 浙江大学 | 一种烧结钕铁硼磁体的制备方法 |
| JP4530360B2 (ja) * | 2005-06-27 | 2010-08-25 | 株式会社トンボ鉛筆 | 感圧転写修正テープ及びそれに用いるインク |
| JP4656325B2 (ja) | 2005-07-22 | 2011-03-23 | 信越化学工業株式会社 | 希土類永久磁石、その製造方法、並びに永久磁石回転機 |
| US7559996B2 (en) * | 2005-07-22 | 2009-07-14 | Shin-Etsu Chemical Co., Ltd. | Rare earth permanent magnet, making method, and permanent magnet rotary machine |
| JP4831074B2 (ja) * | 2006-01-31 | 2011-12-07 | 日立金属株式会社 | R−Fe−B系希土類焼結磁石およびその製造方法 |
| JP4788427B2 (ja) * | 2006-03-23 | 2011-10-05 | 日立金属株式会社 | R−Fe−B系希土類焼結磁石およびその製造方法 |
| JP4605396B2 (ja) | 2006-04-14 | 2011-01-05 | 信越化学工業株式会社 | 希土類永久磁石材料の製造方法 |
| JP4656323B2 (ja) | 2006-04-14 | 2011-03-23 | 信越化学工業株式会社 | 希土類永久磁石材料の製造方法 |
| JP2007329250A (ja) | 2006-06-07 | 2007-12-20 | Ulvac Japan Ltd | 永久磁石及び永久磁石の製造方法 |
| US8257511B2 (en) * | 2006-08-23 | 2012-09-04 | Ulvac, Inc. | Permanent magnet and a manufacturing method thereof |
| WO2008032426A1 (en) * | 2006-09-15 | 2008-03-20 | Intermetallics Co., Ltd. | PROCESS FOR PRODUCING SINTERED NdFeB MAGNET |
| JP4840606B2 (ja) | 2006-11-17 | 2011-12-21 | 信越化学工業株式会社 | 希土類永久磁石の製造方法 |
| MY149353A (en) * | 2007-03-16 | 2013-08-30 | Shinetsu Chemical Co | Rare earth permanent magnet and its preparations |
| JP5274781B2 (ja) | 2007-03-22 | 2013-08-28 | 昭和電工株式会社 | R−t−b系合金及びr−t−b系合金の製造方法、r−t−b系希土類永久磁石用微粉、r−t−b系希土類永久磁石 |
| US20100129538A1 (en) * | 2007-03-30 | 2010-05-27 | Tdk Corporation | Process for producing magnet |
| US8801870B2 (en) | 2007-05-01 | 2014-08-12 | Intermetallics Co., Ltd. | Method for making NdFeB sintered magnet |
| EP2226137A4 (en) | 2007-12-13 | 2012-01-25 | Showa Denko Kk | R-T-B ALLOYING, R-T-B ALLOY MANUFACTURING METHOD, FINE-POWDER FOR R-T-B-R-SELTENER-PERMANENT MAGNETS, AND R-T-B-RARENTER PERMANENT MAGNETS |
| JP5328161B2 (ja) | 2008-01-11 | 2013-10-30 | インターメタリックス株式会社 | NdFeB焼結磁石の製造方法及びNdFeB焼結磁石 |
| US9589714B2 (en) | 2009-07-10 | 2017-03-07 | Intermetallics Co., Ltd. | Sintered NdFeB magnet and method for manufacturing the same |
-
2008
- 2008-01-11 JP JP2008004845A patent/JP5328161B2/ja active Active
-
2009
- 2009-01-09 WO PCT/JP2009/000068 patent/WO2009087975A1/ja active Application Filing
- 2009-01-09 CN CN2013102617302A patent/CN103354167A/zh active Pending
- 2009-01-09 CN CN201310571585.8A patent/CN103646740A/zh active Pending
- 2009-01-09 EP EP09700197.8A patent/EP2239747A4/en not_active Withdrawn
- 2009-01-09 CN CN200980101615.0A patent/CN101911227B/zh active Active
- 2009-01-09 US US12/812,379 patent/US8562756B2/en active Active
-
2013
- 2013-02-27 US US13/778,324 patent/US10854380B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| WO2009087975A1 (ja) | 2009-07-16 |
| US20130169394A1 (en) | 2013-07-04 |
| CN101911227B (zh) | 2014-01-15 |
| EP2239747A1 (en) | 2010-10-13 |
| EP2239747A4 (en) | 2015-08-12 |
| US10854380B2 (en) | 2020-12-01 |
| CN103354167A (zh) | 2013-10-16 |
| CN101911227A (zh) | 2010-12-08 |
| JP2009170541A (ja) | 2009-07-30 |
| CN103646740A (zh) | 2014-03-19 |
| US8562756B2 (en) | 2013-10-22 |
| US20100282371A1 (en) | 2010-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5328161B2 (ja) | NdFeB焼結磁石の製造方法及びNdFeB焼結磁石 | |
| JP5363314B2 (ja) | NdFeB系焼結磁石製造方法 | |
| KR101447301B1 (ko) | NdFeB 소결자석의 제조방법 | |
| JP6005768B2 (ja) | NdFeB焼結磁石及びその製造方法 | |
| TWI509642B (zh) | Rare earth permanent magnet and its manufacturing method | |
| KR101624245B1 (ko) | 희토류 영구 자석 및 그 제조방법 | |
| EP1970924B1 (en) | Rare earth permanent magnets and their preparation | |
| JP5057111B2 (ja) | 希土類磁石の製造方法 | |
| JP5561170B2 (ja) | R−t−b系焼結磁石の製造方法 | |
| EP2302646B1 (en) | R-t-cu-mn-b type sintered magnet | |
| JP4677942B2 (ja) | R−Fe−B系希土類焼結磁石の製造方法 | |
| JP6572550B2 (ja) | R−t−b系焼結磁石 | |
| CN108417334B (zh) | R-t-b系烧结磁铁 | |
| JP5209349B2 (ja) | NdFeB焼結磁石の製造方法 | |
| JP5348124B2 (ja) | R−Fe−B系希土類焼結磁石の製造方法およびその方法によって製造された希土類焼結磁石 | |
| JP5643355B2 (ja) | NdFeB焼結磁石の製造方法 | |
| CN112136192A (zh) | 稀土烧结永磁体的制造方法 | |
| JPH07201545A (ja) | 焼結磁石およびその製造方法 | |
| JPH07201623A (ja) | 焼結磁石およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101220 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101220 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20101220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120918 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121112 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130423 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130610 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130625 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130723 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5328161 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |