WO2010095185A1 - 束になった即席麺用生麺 - Google Patents
束になった即席麺用生麺 Download PDFInfo
- Publication number
- WO2010095185A1 WO2010095185A1 PCT/JP2009/004851 JP2009004851W WO2010095185A1 WO 2010095185 A1 WO2010095185 A1 WO 2010095185A1 JP 2009004851 W JP2009004851 W JP 2009004851W WO 2010095185 A1 WO2010095185 A1 WO 2010095185A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- noodle strings
- noodle
- noodles
- conveyor
- strings
- Prior art date
Links
Images















Classifications
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23L—FOODS, FOODSTUFFS, OR NON-ALCOHOLIC BEVERAGES, NOT COVERED BY SUBCLASSES A21D OR A23B-A23J; THEIR PREPARATION OR TREATMENT, e.g. COOKING, MODIFICATION OF NUTRITIVE QUALITIES, PHYSICAL TREATMENT; PRESERVATION OF FOODS OR FOODSTUFFS, IN GENERAL
- A23L7/00—Cereal-derived products; Malt products; Preparation or treatment thereof
- A23L7/10—Cereal-derived products
- A23L7/109—Types of pasta, e.g. macaroni or noodles
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23L—FOODS, FOODSTUFFS, OR NON-ALCOHOLIC BEVERAGES, NOT COVERED BY SUBCLASSES A21D OR A23B-A23J; THEIR PREPARATION OR TREATMENT, e.g. COOKING, MODIFICATION OF NUTRITIVE QUALITIES, PHYSICAL TREATMENT; PRESERVATION OF FOODS OR FOODSTUFFS, IN GENERAL
- A23L7/00—Cereal-derived products; Malt products; Preparation or treatment thereof
- A23L7/10—Cereal-derived products
- A23L7/109—Types of pasta, e.g. macaroni or noodles
- A23L7/113—Parboiled or instant pasta
Definitions
- the present invention relates to a bundle of raw noodles for instant noodles, wherein when used as a raw material for instant noodles, the noodle strings themselves do not wave when reconstituted with hot water.
- the present invention also relates to a method for producing instant noodles, wherein the noodle strings themselves do not wave when reconstituted with hot water.
- a method for producing noodles generally includes mixing and kneading raw materials for noodles such as wheat flour and starch to form a noodle dough, rolling this to a predetermined thickness to produce a strip-shaped noodle strip, It is based on a method of producing a raw noodle string by cutting a noodle strip into a linear noodle string of a predetermined thickness with a noodle strip cutting device, and the raw noodle strip is further processed into raw noodles, dry noodles, steamed noodles, instant noodles. In accordance with the final product form of various noodles such as the above, it is transferred to a required processing step such as a cutting process or a steaming process and processed and manufactured.
- noodle string cutting device and the steaming device are connected to each other by a noodle wire conveyor, which is almost continuously connected.
- the noodle transport is automated.
- a pair of cutting blade rolls are arranged horizontally or with an appropriate inclination, and a guide tube is vertically below or in the direction of travel of the noodle strip conveyor.
- the noodle strings that have been cut off and clogged are clogged and bent in the guide tube, led to a conveying conveyor disposed below, and the bent state (wave In the attached state) to obtain a required bent noodle (see, for example, Patent Document 1).
- a noodle shaping device that swings a cut noodle string using a roller (tubular body) and places noodles having an arbitrary waveform on a conveyor (Patent Document). 2).
- the method of bringing the conveyor speed close to the noodle string cutting speed requires a longer line when considering mass production. Become. As a result, there is a problem that the installation space becomes large.
- the method of cutting out the noodle strings hanging downward from the cutting edge in the vertical direction has a problem in that subsequent processing such as pregelatinization tends to be complicated.
- the noodle shaping device of Patent Document 2 is a device that shapes the whole noodles so as to be easily heated, and is not a device for forming noodle strings straight during mass production.
- An object of the present invention is to provide a method for producing instant noodles, which maintains an existing production line as much as possible and does not use special additives and becomes straightened noodles with less wave at the time of reconstitution with hot water.
- Another object of the present invention is to provide a bundle of raw noodles useful as a raw material noodle for such instant noodles.
- straight noodles refers to noodles that have a few waves and become substantially straight when scooping up the noodle strings with a chopstick or a fork in a state of reconstitution with water (drinking state). .
- the present inventors tested various cutting conditions in the cutting process of the noodle strings, and what the state of the noodle strings after cutting is, it is possible to straighten the noodle strings before eating We conducted intensive studies with the aim of finding out whether or not.
- the noodles stacked on the conveyor after cutting are noodle strings adjacent to each other.
- the present invention A raw noodle for instant noodles in which a plurality of noodle strings overlap to form a substantially flat bundle,
- the raw noodles are cut out from the noodle dough and are arranged and manufactured on the conveyor in the conveying direction of the conveyor,
- Each noodle string constituting the raw noodles draws a loop repeatedly while bending on the conveyor,
- the wheels are arranged while sequentially shifting in the direction opposite to the conveying direction of the conveyor,
- the trajectory drawn by each of the noodle strings is not synchronized with the trajectory drawn by the adjacent noodle strings,
- Each of the noodle strings intersects and overlaps with each other in a state where the position of the ring in each of the noodle strings is shifted from the position of the ring of the adjacent noodle strings,
- the noodle strings become substantially straight when reconstituted with hot water, and the instant noodles for instant noodles in the bundle are provided.
- the present invention also provides:
- the noodle dough is formed into a plurality of noodle strings by passing between a pair of cutting blade rolls, the noodle strings are peeled off from the cutting blade roll with a scrape, and each noodle string is not parallel to the adjacent noodle strings.
- the noodle dough manufactured by a conventional method is formed into a plurality of noodle strings by passing between a pair of cutting blade rolls having a plurality of annular grooves. Peel from the cutting blade roll and drop it onto the conveyor.
- a guide tube is used to suppress the swing of the noodle strings falling onto the conveyor so that the noodle strings do not diffuse on the conveyor.
- the raw noodles for instant noodles in a bundle of the present invention are laminated in a predetermined direction while bending so that each noodle string is not parallel to the adjacent noodle strings and is substantially spiral. For this reason, the contact portion between the noodle strings is small.
- the raw noodles for instant noodles in a bundle of the present invention are laminated on a conveyor while bending each noodle string so as to be substantially spiral in a non-parallel state with the adjacent noodle strings. The contact part between each other is small.
- the laminated noodle strings (bundles of noodle strings) are transported to the steaming process by a conveyor and then steamed, after which the noodle strings are stretched, cut, dried or fried and finished. In this case, when the hot water is reconstituted before the final product is eaten, the noodle strings are separated from each other and become a straight noodle state.
- the “parallel state” as used in the present application refers to a state in which a plurality of adjacent noodle strings have a unified form as a result of the flow of adjacent noodle strings being synchronized. In other words, it refers to a state where a plurality of adjacent noodle strings are stacked on the conveyor in almost the same state.
- non-parallel state means that the flow of adjacent noodle strings is not synchronized, and forms an independent flow, so that the entire plurality of adjacent noodle strings or a certain portion is combined into one.
- a random state that does not have any form.
- instant noodles refers to pouring hot water and recuperating for a certain period of time to eat, such as types that have soup like ramen and udon, and fried noodles that throw away hot water after reconstitution There is a type without juice like a type.
- a plurality of noodle strings may be arranged on a conveyor. This is because mass production is possible by continuously arranging a bundle of a plurality of noodle strings.
- a certain amount of noodle strings stretched in the stretching step is cut into a predetermined length.
- the drying step is preferably a frying step in which the noodle strings are fried with oil.
- the raw noodles for instant noodles in a bundle of the present invention can be used for mass production of instant noodles that become straight noodles when reconstituted with hot water without using costs or energy while using a conventional production line.
- FIG. 1 is a conceptual diagram showing the state of noodle strings falling from a cutting blade roll onto a conveyor.
- A is a conventional method for producing instant noodles in which the flow of noodle strings is synchronized
- (b) is a noodle string. This is a method for producing instant noodles according to the present invention in which the flow of food is not synchronized.
- FIG. 2 is a conceptual diagram showing the position of a preferred scraping tooth in the arrangement process of the present invention.
- FIG. 3 is a conceptual diagram showing the periphery of the cutting blade roll in the arranging step of the present invention.
- FIG. 4 is a conceptual diagram showing a stacked state of noodle strings on a conveyor in a conventional method for producing instant noodles.
- FIG. 5 is a conceptual diagram showing a stacked state of noodle strings on a conveyor in the method for producing instant noodles of the comparative example.
- FIG. 6 is a conceptual diagram illustrating a stacked state of noodle strings on a conveyor in the method for manufacturing instant noodles according to the embodiment.
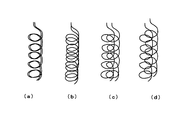
- FIG. 7 is a diagram showing the state of the noodle strings of the present invention, in which (a) is a substantially spiral noodle string, (b) is a noodle string in which adjacent rings overlap each other, and (c) is a spiral pattern. This is a noodle string that includes a portion where the size of the ring is not constant.
- FIG. 1 is a conceptual diagram showing a stacked state of noodle strings on a conveyor in the method for producing instant noodles of the comparative example.
- FIG. 6 is a conceptual diagram illustrating a stacked state of noodle strings on a conveyor in the method for manufacturing instant noodles according to the embodiment.
- FIG. 7 is a diagram showing the state of the
- FIG. 8 is a view showing the laminated state of the noodle strings of the present invention, where (a) is a state in which the flow of the substantially spiral noodle strings is laminated in synchronism, and (b) is an approximately spiral noodle string. A state in which the layers are stacked with a phase shifted in the conveyor conveyance direction, and (c) is a state in which the substantially spiral noodle strings are stacked with a phase shifted in a direction orthogonal to the conveyor conveyance direction.
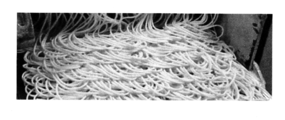
- FIG. 9 is a photograph of the noodle strings on the conveyor in the arrangement process of the example.
- FIG. 10 is a photograph of the noodle strings on the conveyor taken from another angle in the alignment process of the example.
- FIG. 11 is a photograph of noodle strings on a conveyor in a conventional arrangement process.
- FIG. 12 is a photograph of the noodle strings on the conveyor in the alignment process of the comparative example.
- FIG. 13 is a photograph of the noodle strings on the conveyor taken from another angle in the alignment process of the comparative example.
- FIG. 14 is a photograph taken when the noodle strings of the example were reheated.
- FIG. 15 is a photograph taken when the noodle strings of the conventional example are reheated.
- FIG. 16 is a photograph of the comparative example when the noodle strings are reheated.
- FIG. 17 is a photograph of a state in which the noodle strings of Examples, Conventional Examples, and Comparative Examples at the time of reconstitution with hot water were placed on a horizontal plate.
- the noodle dough prepared by a conventional method is formed into a plurality of noodle strings by passing between a pair of cutting blade rolls.
- the noodle strings are peeled off from the cutting blade roll by bringing the noodle strings into contact with the scraped teeth, and dropped on the operating conveyor.
- the state of the noodle strings when dropped on the conveyor and the stacked state of the noodle strings after falling on the conveyor vary depending on the cutting speed of the noodle strings, the speed of the conveyor, the position at which the noodle strings are peeled from the cutting blade, etc. . Therefore, by adjusting these conditions, it is possible to obtain the noodle strings in the laminated state of the present invention.
- An example of a specific cutting method will be described below.
- the noodle strings peeled from the cutting blade roll are passed through the induction tube, and the noodle strings are forcibly restrained from swinging, and a strong wave is imparted to the noodle strings. For this reason, even if the noodle strings are stretched after cooking, they do not become a substantially straight straight.
- the noodle strings peeled from any adjacent groove in the cutting blade are in the same position with respect to the traveling direction of the conveyor (the contact position of the adjacent noodle strings with the scraping peeling teeth is the same position in the circumferential direction of the cutting blade roll).
- the adjacent noodle strings fall close to each other and often interfere with each other and fall. That is, as shown in FIG. 1 (a), the noodle strings fall on the conveyor synchronously and become a laminated body in which the noodle strings are overlapped with each other by a surface or a line (the above-mentioned “parallel state” laminated state).
- the noodle strings fall relatively freely when they fall onto the conveyor without using a guide, and the noodle strings fall on the conveyor have different positions with respect to the traveling direction of the conveyor. Is preferred. That is, the noodle strings peeled from any adjacent groove on the cutting blade are different from each other in the traveling direction of the conveyor (the position where the adjacent noodle strings are in contact with the scraping teeth in the circumferential direction of the cutting blade roll). It is preferable to peel off.
- the noodle strings are dropped on the conveyor while being bent so as to be substantially spiral without being synchronized as shown in FIG. (Stacked state of the above-mentioned “non-parallel state”).
- the cutting blade roll of any shapes, such as a square blade or a round blade, as a cutting blade roll.
- the contact positions between the noodle strings and the scraped peeling teeth exist at a plurality of different positions in the circumferential direction of the cutting blade roll. If peeling teeth are present at a plurality of locations, which are different positions in the circumferential direction of the cutting blade roll, a single such scrap may be provided.
- a normal scraper has peeling teeth at a plurality of locations at the same position in the circumferential direction of the cutting blade roll
- a plurality of scrapers may be installed at different positions in the circumferential direction of the cutting blade roll.
- “different in the circumferential direction of the cutting blade roll” means that the peeling teeth 2a and 2b of the scraper 1 are at different positions on the outer circumferential surface of the cutting blade roll 4a (or 4b) as shown in FIG. Means.
- tip parts 3a and 3b of the peeling teeth 2a and 2b it is more preferable that the position from the rotation center 10 of the cutting blade roll 4a (or 4b) differs.
- the number of peeling teeth of the scraper 1 is not limited to two and may be two or more. For example, 4 or 6 sheets can be mentioned.
- the peeling teeth are present at a plurality of locations which are different positions in the cutting blade roll circumferential direction in one scrape, the lengths of the adjacent peeling teeth are alternately changed, or the vicinity of the tip is alternately bent or A method of bending is effective.
- the noodle strip cutting speed of the cutting blade roll needs to be larger than the conveyor conveyance speed. If this point is demonstrated concretely, if the cutting speed of a noodle string is the same as a conveyor conveyance speed, a conveyor-like noodle string will become linear. Next, when the noodle string cutting speed becomes higher than the conveyor conveyance speed, the noodle strings are arranged on the conveyor in a zigzag shape as indicated by the broken line 7 in FIG. If the noodle strip cutting speed of the cutting blade roll is further greater than the conveyor conveying speed, the noodle strings are arranged on the conveyor in a substantially spiral shape that has not been obtained conventionally as shown by the solid line 8 in FIG. And the laminated body in which the substantially spiral noodle strings overlapped by accumulating these substantially spiral noodle strings continuously can be obtained.
- the cutting speed of the cutting blade roll is preferably in the range of 3 to 20 times the conveyor conveyance speed. If it is 3 times or less, the noodle strings are arranged almost linearly, and if it exceeds 20 times, the amount of lamination of the noodle strings increases too much, and there is a problem that steaming may be insufficient in the steaming process described later. is there.
- the cutting speed of the cutting blade roll is more preferably in the range of 5 to 10 times the conveyor conveyance speed.
- an upper plate (baffle plate) as indicated by reference numeral 9 in FIG. 3 in the vicinity of the intermediate position between the pair of cutting blade rolls 4.
- the noodle strings may jump up in the vertical upper direction.
- the upper plate it is possible to suppress such a jumping force, convert it into a swinging force in the horizontal front direction, and drop it onto the conveyor so that the noodle strings draw a large spiral.
- FIG. 3 illustrates the state of each noodle strip on the conveyor.
- the stacked state of the noodle strips on the conveyor will be described with reference to FIGS.
- FIGS. 4 to 6 excluding each cross-sectional view, it is assumed that the conveyor is conveyed from the upper part to the lower part in the figure.
- the top view of FIG. 4 is a view of the conveyor as viewed from directly above
- the sectional view is a sectional view taken along the line XX of the top view
- the conceptual diagram is a conceptual diagram showing the flow of noodle strings on the conveyor. .
- the meanings of these top views, sectional views, and conceptual diagrams are the same as in FIGS. 5 and 6 described later (the sectional view in FIG. 5 is a YY sectional view in the top view, and the sectional view in FIG. 6). Is a ZZ sectional view of the top view).
- FIG. 4 shows a conventional example which will be described later.
- FIG. 5 is a comparative example to be described later.
- the substantially spiral noodle strings are randomly stacked in a non-parallel state with the adjacent noodle strings.
- all the noodle strings are laid down in FIG. 6, which is also greatly different from the laminated state of the noodle strings in FIGS. 4 and 5.
- the contact portion between the noodle strings is small compared to the case of FIG. 4 and FIG. 5, and when the hot water is reconstituted to eat instant noodles, which is the final product, even if it is transferred to the steaming process on the conveyor and steamed as it is Since the noodle strings are not attached to each other, they are in a straight noodle state.
- This straight noodle is not only different from the conventional instant noodles in terms of texture, but also the appearance when the noodle strings are lifted with chopsticks after reconstitution with hot water.
- the noodle strings laminated state of the present invention shown in FIG. 6 does not require that all noodle strings are substantially spiral, and the noodle strings in a state other than substantially spiral are not limited as long as the effects of the present invention are not hindered. Some may be included.
- the noodle strings laminated state of the present invention shown in FIG. 6 is not in close contact with the noodle strings laminated state shown in FIG. 4 or FIG. 5, other cooking conditions are the same. If it exists, it has the characteristic that the time required when steaming the same amount of noodle strings is short.
- each noodle string is preferably substantially spiral as shown in FIG. 7 (a).
- adjacent rings in one noodle string as shown in FIG. 7 (b) It is good also as the state which overlapped. This is because in the laminated state of the noodle strings, the contact portion between the noodle strings in the vertical direction can be further reduced.
- size of the spiral ring differs in one noodle string may be contained.
- FIG. 5 shows the state in which all the spiral rings are on the left side
- the direction of the ring may be on the right side.
- both spirals may be mixed. That is, the direction of the spiral is not limited.
- the substantially spiral noodle strings as shown in FIGS. 7 (a) to (c) are laminated so that the flow of the noodle strings is not synchronized.
- the spiral noodle strings in FIG. 7 (a) will be described as an example.
- a plurality of noodle strings need not be stacked in a parallel state but in a non-parallel state. It is. In other words, it is necessary to laminate in a state where the position of the ring in one noodle string is shifted.
- the noodle strings may be vertically laminated on the conveyor up to about 10 to 16 layers.
- the layer of the complicated form may be contained.
- instant noodles can be mass-produced by continuously putting noodle dough between a pair of cutting blade rolls and arranging a plurality of noodle strings on a conveyor.
- the noodle strings laminated on the conveyor there are a plurality of positions where the contact positions of the noodle strings and the scraping peeling teeth are different in the circumferential direction of the cutting blade roll, and peeling is performed from the cutting blade roll. It is preferable that the noodle strings are dropped on the conveyor without passing through the guide tube, and the noodle string cutting speed is made larger than the conveyor conveyance speed.
- the steaming process of the present invention is the same as the steaming process in the ordinary instant noodle manufacturing method except that the state of the noodle strings during cooking is different. For example, in normal cooking, it is performed at 100 ° C. for about 1 to 2 minutes. In this case, the noodle strings that are continuously placed on the conveyer can be steamed and made into ⁇ .
- Stretching process Next, the stretching process will be described. In the stretching process, the noodle strings after the steaming process are stretched in a certain direction to eliminate the entanglement of the noodle strings and adjust to a straight state.
- the stretching process of the present invention is substantially the same as the stretching process in the ordinary instant noodle manufacturing method, except that the state of the noodle strings before stretching is different.
- the bunch of ⁇ -noodle strings is adjusted to a straight state by transferring the conveyor having a higher conveying speed from the conveyor at the time of cooking.
- stretching in this case is suitable for the cutting speed of the cutting blade roll at the time of cutting.
- the noodles after cooking may be stretched after cooling with water shower or air cooling. Further, depending on the blending of the noodles, it is possible to obtain a substantially linear noodle string simply by stretching without cooling.
- a cutting step of cutting the stretched noodle strings into a predetermined length This is to adjust the amount of instant noodles in the final product to a certain amount. This cutting process is the same as the cutting process in ordinary instant noodles, and a known cutting method can be used.
- steamed noodles cut after steaming in this way can be packaged and used as they are. That is, steamed noodles are those that are cut and packaged after steaming raw noodles and are distributed as chilled products, but steamed noodles manufactured according to the present invention have no wave and become a substantially straight straight. Therefore, a unique texture can be obtained. For this reason, it can be used for ramen and udon with soup and yakisoba without soup.
- steamed noodles without waves can be continuously mass-produced.
- Drying process In order to manufacture instant noodles, after the cutting process, a retainer is filled and the noodle strings are dried. As the drying step, a known drying means for producing so-called non-fried noodles such as hot air drying, freeze drying, microwave drying, and the like can be used.
- the noodle strings can be fried using vegetable oil or animal fat as a frying step.
- This frying process can also use known frying means.
- the noodles after the drying process or frying process are added to the seasoning etc. as appropriate in the same manner as for the production of ordinary instant noodles, and then filled into containers, etc., subjected to a sealing process, and then the final product, the instant product Supplied to the market as noodles.
- Example As an example of the present invention, instant Chinese noodles were produced. First, noodle dough was prepared using a mixer and a rolling machine. This noodle dough is the same as instant Chinese noodles currently on the market.
- the rolled noodle dough is supplied to a pair of cutting blade rolls having a diameter of 3.7 cm and a width of 21.5 cm, and a cross-section having a diameter of 1.0 mm is formed into a round noodle wire, without using a guide tube.
- the cutting blade roll was an 18th round blade, and for the scraps, two adjacent peeling teeth were different in the circumferential direction of the cutting blade roll.
- the noodle strings falling speed (cutting speed) was 1000 cm / min
- the conveyor conveying speed was 170 cm / min
- the distance between the joint between the pair of cutting blade rolls and the conveyor was 5 cm.
- FIG. 11 shows the noodle strings stacked on the conveyor during the conventional arrangement process.
- the noodle strings on the conveyor are in parallel with the adjacent noodle strings, and are linearly folded and stacked linearly in the conveyor conveyance direction. The contact portion between the noodle strings was large.
- FIG. 12 and FIG. 13 show the noodle strings stacked on the conveyor during the alignment process of the comparative example.
- the noodle strings on the conveyor were in parallel with the adjacent noodle strings, and most of the portions where the flows of the adjacent noodle strings were synchronized.
- the contact part of noodle strings was very large, and it laminated
- ⁇ State of noodle strings when reconstituted with hot water 70 g of noodle strings (fried noodles) after the drying step of the example were immersed in 400 mL of hot water for 3 minutes, and a hot water reversion test was performed.
- the state of the noodle strings after reconstitution with hot water is shown in FIG.
- the noodle strings of the examples can be straightened when lifted with chopsticks or the like, and can be called straight noodles. Also, the noodle strings did not stick together.
- noodle strings fried noodles
- 70 g of noodle strings (fried noodles) after the drying process of the conventional example was immersed in 400 mL of hot water for 3 minutes, and a hot water reversion test was performed.
- the state of the noodle strings after reconstitution with hot water is shown in FIG.
- the noodle strings of the conventional example were strong in wave and could not be straightened when lifted with chopsticks, and could not be called straight noodles.
- noodle strings fried noodles
- 70 g of noodle strings (fried noodles) after the drying step of the comparative example were immersed in 400 mL of hot water for 3 minutes, and a hot water reversion test was performed.
- the state of the noodle strings after reconstitution with hot water is shown in FIG. Since the noodle strings of the comparative example had more portions where the noodle strings were bonded to each other than the conventional example, when the noodle strings were lifted with chopsticks, they could not be stretched straight and could not be called straight noodles.
- each noodle string was not waved and no noodle strings were attached to each other.
- the raw noodles for instant noodles in a bundle of the present invention are useful in the food field.
Landscapes
- Health & Medical Sciences (AREA)
- Nutrition Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Polymers & Plastics (AREA)
- Noodles (AREA)
Abstract
Description
蒸麺及び即席麺では、麺線切出し後、蒸煮処理することがほぼ必須であり、麺線切出し装置と蒸煮装置とは、麺線搬送用コンベアが介在して、ほぼ連続的に工程が接続されており、麺の移送が自動化されている。
また、切出された麺線を、ローラー(筒状体)を用いて揺動させ、コンベア上に任意の波形を賦形した麺類を載置させる麺類賦形装置も知られている(特許文献2参照)。
複数の麺線が重なり合って略扁平な束になった即席麺用生麺であって、
前記生麺は、麺生地から切り出され、コンベア上で、当該コンベアの搬送方向に向けて配列されて製造されるものであり、
前記生麺を構成する各麺線は、前記コンベア上で屈曲しつつ繰り返し輪を描き、
前記輪は、前記コンベアの搬送方向と逆方向に順次ずれながら配置され、
前記各麺線の描く軌道は、隣り合う麺線の描く軌道と同調せず、
前記各麺線は、前記各麺線中の輪の位置が隣り合う麺線の輪の位置とずれた状態で、相互に交差して重なり合っており、
その重なり合った状態のまま蒸煮され、延伸され、切断され、乾燥されると、湯戻し時に麺線が略直線状となることを特徴とする、前記束になった即席麺用生麺に関する。
一対の切刃ロール間を通過させることによって麺生地を複数の麺線へと形成し、該麺線をカスリによって切刃ロールから剥ぎ取り、各麺線を隣り合う麺線とは非並行状態で略螺旋状となるように屈曲させながらコンベア上に積層し、扁平な麺線の束として配列させる配列工程と、
前記配列工程後の麺線の状態を保持したまま、麺線を蒸煮する蒸煮工程と、
前記蒸煮工程後の麺線を一定方向に伸ばす延伸工程と、
前記延伸工程後の麺線の一定量を切断する切断工程と、
前記切断後の麺線を乾燥する乾燥工程と、
を有することを特徴とする即席麺の製造方法に関する。
(配列工程)
配列工程では、まず、定法により調製した麺生地を、一対の切刃ロール間を通過させることによって複数の麺線へと形成する。次に、麺線とカスリ剥離歯とを接触させることにより切刃ロールから麺線を剥離させ、稼働中のコンベア上に落下させる。
次に、蒸煮工程について説明する。配列工程後の麺線の束は、コンベアによってそのままの状態で蒸煮工程へと移行させる。本発明の蒸煮工程は、蒸煮時の麺線の状態が異なる以外は、通常の即席麺の製造方法における蒸煮工程と同じである。例えば、通常の蒸煮であれば、100℃で1~2分間程度行う。この場合、連続的にコンベアに載せたままの麺線を蒸煮し、α化させることができる。
(延伸工程)
次に、延伸工程について説明する。延伸工程では、蒸煮工程後の麺線を、一定方向に伸ばし、麺線の絡み合いを解消してまっすぐな状態へと調整する。本発明の延伸工程は、延伸させる前の麺線の状態が異なる以外は、通常の即席麺の製造方法における延伸工程とほぼ同じである。例えば、蒸煮時のコンベアから搬送速度を高めたコンベアを乗り移らせるという方法で、α化させた麺線の束をまっすぐな状態へと調整する。なお、この際の延伸するためのコンベアの速度は、切出し時の切刃ロールの切出し速度程度が好適である。
(切断工程)
延伸工程後には、伸ばした麺線を所定の長さに切断する切断工程を有することが好ましい。最終製品である即席麺の麺量を一定量に調整するためである。この切断工程は、通常の即席麺における切断工程と同じであり、公知の切断方法を利用することができる。
(乾燥工程)
即席麺を製造するためには、切断工程後に、リテーナに充填等してから麺線を乾燥させる乾燥工程を行う。乾燥工程としては、いわゆるノンフライ麺を製造するための公知の乾燥手段、例えば、熱風乾燥、凍結乾燥、マイクロウェーブ乾燥等を利用することが可能である。
市場に供給される。
本発明の実施例として、即席中華麺を製造した。まず、ミキサーや圧延機を用いて麺生地を調製した。この麺生地は、現在市販されている即席中華麺と同じである。
次に、圧延した麺生地を直径3.7cm、幅21.5cmである一対の切刃ロールへと供給し、直径1.0mmの断面が丸形の麺線へと成形し、誘導管は使用せずにコンベア上へと落下させた。なお、切刃ロールは、18番丸刃であり、カスリについては、任意の隣接する剥離歯2つが切刃ロールの周方向において異なるものを設置した。また、麺線の落下速度(切り出し速度)は1000cm/分、コンベア搬送速度は170cm/分とし、一対の切刃ロールの接合部と、コンベアとの間の距離は5cmとした。
(蒸煮工程)
次に、配列工程後の麺線を、配列工程終了時の麺線の状態を維持させたまま、蒸煮装置へと導入して、100℃、2分間蒸煮処理した。
(延伸工程)
次に、蒸煮工程後のα化された麺線を、蒸煮コンベアから搬送速度を速めたコンベアに乗り移らせるという手段によって延伸し、麺線同士の絡まり合いを解消し、麺線全体を直線状態とした。
(切断工程)
次に、直線状態に延伸した麺線を、回転するロールカッターを用いて長さ約30cmとなるように切断した。
(乾燥工程)
次に、切断工程後の麺線を、油熱乾燥という手段によって、150℃、2分間という条件でフライ乾燥させた。
[従来例]
配列工程において、誘導管を使用して切り出し直後の麺線の揺動を抑制し、麺線にウェーブを付与してコンベア上へと落下させたこと以外、すべて、実施例と同様にしてフライ麺の麺線を製造した。これは、通常の即席麺の製造方法である。
配列工程において、カスリの任意の隣接する剥離歯2つが切刃ロールの周方向の同じ位置にあること以外、すべて、実施例と同様にしてフライ麺の麺線を製造した。
まず、実施例の配列工程時におけるコンベア上の麺線積層状態を、図9及び図10に示す。実施例では、コンベア上の麺線は、各麺線が略螺旋状となっており、隣り合う麺線とは非並行状態であった。また、麺線の束全体としてランダムな状態であり、隣り合う麺線の流れが同調している部分は認められなかった。
実施例の乾燥工程後の麺線(フライ麺)70gを熱湯400mLに3分間浸漬し、湯戻し試験を行った。湯戻し後の麺線の状態を、図14に示す。実施例の麺線は、箸等で持ち上げた際にまっすぐに伸ばすことが可能であり、ストレート麺と呼べる状態であった。また、麺線同士がくっつくこともなかった。
2a,2b:剥離歯
3a,3b:剥離歯の先端部
4:一対の切刃ロール
4a,4b:切刃ロール
5:コンベア
6:コンベアロール
7:ジグザグ状の麺線
8:略螺旋状の麺線
9:上板
10:切刃ロールの回転中心
Claims (1)
- 複数の麺線が重なり合って略扁平な束になった即席麺用生麺であって、
前記生麺は、麺生地から切り出され、コンベア上で、当該コンベアの搬送方向に向けて配列されて製造されるものであり、
前記生麺を構成する各麺線は、前記コンベア上で屈曲しつつ繰り返し輪を描き、
前記輪は、前記コンベアの搬送方向と逆方向に順次ずれながら配置され、
前記各麺線の描く軌道は、隣り合う麺線の描く軌道と同調せず、
前記各麺線は、前記各麺線中の輪の位置が隣り合う麺線の輪の位置とずれた状態で、相互に交差して重なり合っており、
その重なり合った状態のまま蒸煮され、延伸され、切断され、乾燥されると、湯戻し時に麺線が略直線状となることを特徴とする、前記束になった即席麺用生麺。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BRPI0910147-0A BRPI0910147B1 (pt) | 2009-02-19 | 2009-09-25 | Macarrão fresco em maço usado como macarrão instantâneo e que forma um feixe plano, de modo que uma pluralidade de fios de macarrão se sobreponha entre si |
| MX2010014215A MX2010014215A (es) | 2009-02-19 | 2009-09-25 | Fideos frescos agrupados usados como fideos instantaneos. |
| RU2010154078/10A RU2484648C2 (ru) | 2009-02-19 | 2009-09-25 | Брикетированная несваренная лапша быстрого приготовления |
| EP09840292.8A EP2399462B1 (en) | 2009-02-19 | 2009-09-25 | Process of making bunchy fresh noodles used for preparing instant noodles |
| US12/996,275 US20110086153A1 (en) | 2009-02-19 | 2009-09-25 | Bunchy fresh noodles used as instant noodles |
| CN200980000376XA CN101938910B (zh) | 2009-02-19 | 2009-09-25 | 成束的方便面用的生面 |
| HK11106060.9A HK1151949A1 (en) | 2009-02-19 | 2011-06-14 | Bundled uncooked noodles for instant noodles |
| US13/951,452 US9468228B2 (en) | 2009-02-19 | 2013-07-25 | Process for making bunchy fresh noodles |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009037077A JP4381470B1 (ja) | 2009-02-19 | 2009-02-19 | 束になった即席麺用生麺 |
| JP2009-037077 | 2009-02-19 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US12/996,275 A-371-Of-International US20110086153A1 (en) | 2009-02-19 | 2009-09-25 | Bunchy fresh noodles used as instant noodles |
| US13/951,452 Division US9468228B2 (en) | 2009-02-19 | 2013-07-25 | Process for making bunchy fresh noodles |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010095185A1 true WO2010095185A1 (ja) | 2010-08-26 |
Family
ID=41459758
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/004851 WO2010095185A1 (ja) | 2009-02-19 | 2009-09-25 | 束になった即席麺用生麺 |
Country Status (11)
| Country | Link |
|---|---|
| US (2) | US20110086153A1 (ja) |
| EP (1) | EP2399462B1 (ja) |
| JP (1) | JP4381470B1 (ja) |
| KR (1) | KR101067385B1 (ja) |
| CN (1) | CN101938910B (ja) |
| BR (1) | BRPI0910147B1 (ja) |
| HK (1) | HK1151949A1 (ja) |
| MX (1) | MX2010014215A (ja) |
| RU (1) | RU2484648C2 (ja) |
| TW (1) | TW201031337A (ja) |
| WO (1) | WO2010095185A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4860773B1 (ja) * | 2011-02-18 | 2012-01-25 | サンヨー食品株式会社 | 即席麺の製造方法 |
| WO2013065745A1 (ja) * | 2011-11-02 | 2013-05-10 | サンヨー食品株式会社 | 即席麺の製造方法 |
| WO2013069520A1 (ja) * | 2011-11-10 | 2013-05-16 | サンヨー食品株式会社 | 即席麺の製造方法 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6313007B2 (ja) | 2013-09-30 | 2018-04-18 | 日清食品ホールディングス株式会社 | 乾燥即席麺及びその製造方法 |
| JP6242165B2 (ja) * | 2013-11-08 | 2017-12-06 | 日清食品株式会社 | 麺線切出し装置 |
| JP6399768B2 (ja) * | 2014-03-12 | 2018-10-03 | 日清食品ホールディングス株式会社 | 麺類の製造方法 |
| WO2016179197A1 (en) * | 2015-05-04 | 2016-11-10 | Onepin, Inc. | Automatic aftercall directory and phonebook entry advertising |
| JP6479128B2 (ja) * | 2017-10-10 | 2019-03-06 | 日清食品株式会社 | 麺線切出し装置および生麺 |
| CN107972053A (zh) * | 2017-12-19 | 2018-05-01 | 深圳爱她他智能餐饮技术有限公司 | 一种升降机械手及其升降面框 |
| KR102152276B1 (ko) | 2019-12-11 | 2020-09-04 | 김우범 | 반건조면의 제조방법 및 이에 의해 제조된 반건조면 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5067185U (ja) * | 1973-10-23 | 1975-06-16 | ||
| JPS59220161A (ja) * | 1983-05-31 | 1984-12-11 | Kazue Suda | スパイラル状麺の製造方法 |
| JPH0438714A (ja) | 1990-06-01 | 1992-02-07 | Ube Ind Ltd | 磁気記録媒体 |
| JP2000189089A (ja) * | 1998-12-22 | 2000-07-11 | Nissin Food Prod Co Ltd | 即席麺類およびその製造方法 |
| JP3624040B2 (ja) | 1995-12-20 | 2005-02-23 | キヤノン株式会社 | 加熱装置 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3892874A (en) * | 1970-08-10 | 1975-07-01 | Momofuku Ando | Method of manufacturing seasoned instant cooking noodles packed in a container |
| JPS5013645A (ja) * | 1973-06-09 | 1975-02-13 | ||
| JPS5067185A (ja) | 1973-10-15 | 1975-06-05 | ||
| JPH0195719A (ja) * | 1987-10-08 | 1989-04-13 | Nissin Food Prod Co Ltd | 麺線のウェーブ流れ防止装置付切刃導管 |
| GB2215567B (en) * | 1988-03-05 | 1992-11-18 | Plessey Co Plc | Improvements in or relating to equalisers |
| JPH072099B2 (ja) * | 1988-12-27 | 1995-01-18 | 東洋水産株式会社 | 袋詰め即席麺、その製造方法及びその製造装置 |
| JPH02231048A (ja) * | 1989-03-02 | 1990-09-13 | Hisayuki Kobayashi | 麺の捌き・引延し機 |
| JPH0343036A (ja) * | 1989-07-08 | 1991-02-25 | Rheon Autom Mach Co Ltd | 生地延展方法及び装置 |
| JPH0438714Y2 (ja) | 1989-08-11 | 1992-09-10 | ||
| JP2799206B2 (ja) * | 1989-12-28 | 1998-09-17 | 日清製粉株式会社 | 即席冷凍スパゲティの製造法 |
| SG63519A1 (en) * | 1995-04-22 | 1999-03-30 | Nestle Sa | Noodle preparation |
| JP2750671B2 (ja) * | 1995-05-18 | 1998-05-13 | サンヨー食品株式会社 | 復元性の良い麺線及びその製造方法 |
| JP2001095516A (ja) * | 1999-10-01 | 2001-04-10 | Kitamura Seimensho:Kk | 冷凍麺の製造方法 |
| KR100404871B1 (ko) | 2000-11-20 | 2003-11-07 | 윤병탁 | 즉석 호화건면의 제조 방법 |
| TWI272916B (en) * | 2005-03-31 | 2007-02-11 | Shinn Shuen Fa Manufactory Co | Method for manufacturing of rice noodles and device thereof |
| KR100710783B1 (ko) | 2006-03-28 | 2007-04-23 | 정기율 | 면의 제조방법 |
| KR20080020449A (ko) * | 2006-08-31 | 2008-03-05 | 주식회사농심 | 건조시간이 단축된 사출면의 제조방법 및 이에 의해 제조된사출면 |
-
2009
- 2009-02-19 JP JP2009037077A patent/JP4381470B1/ja active Active
- 2009-09-25 CN CN200980000376XA patent/CN101938910B/zh active Active
- 2009-09-25 BR BRPI0910147-0A patent/BRPI0910147B1/pt active IP Right Grant
- 2009-09-25 MX MX2010014215A patent/MX2010014215A/es active IP Right Grant
- 2009-09-25 WO PCT/JP2009/004851 patent/WO2010095185A1/ja active Application Filing
- 2009-09-25 KR KR1020107028171A patent/KR101067385B1/ko active IP Right Grant
- 2009-09-25 US US12/996,275 patent/US20110086153A1/en not_active Abandoned
- 2009-09-25 EP EP09840292.8A patent/EP2399462B1/en active Active
- 2009-09-25 RU RU2010154078/10A patent/RU2484648C2/ru active
-
2010
- 2010-02-10 TW TW099104061A patent/TW201031337A/zh unknown
-
2011
- 2011-06-14 HK HK11106060.9A patent/HK1151949A1/xx unknown
-
2013
- 2013-07-25 US US13/951,452 patent/US9468228B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5067185U (ja) * | 1973-10-23 | 1975-06-16 | ||
| JPS59220161A (ja) * | 1983-05-31 | 1984-12-11 | Kazue Suda | スパイラル状麺の製造方法 |
| JPH0438714A (ja) | 1990-06-01 | 1992-02-07 | Ube Ind Ltd | 磁気記録媒体 |
| JP3624040B2 (ja) | 1995-12-20 | 2005-02-23 | キヤノン株式会社 | 加熱装置 |
| JP2000189089A (ja) * | 1998-12-22 | 2000-07-11 | Nissin Food Prod Co Ltd | 即席麺類およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2399462A4 * |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4860773B1 (ja) * | 2011-02-18 | 2012-01-25 | サンヨー食品株式会社 | 即席麺の製造方法 |
| WO2012111177A1 (ja) * | 2011-02-18 | 2012-08-23 | サンヨー食品株式会社 | 即席麺の製造方法 |
| RU2533364C1 (ru) * | 2011-02-18 | 2014-11-20 | Санио Фудз Ко., Лтд. | Способ получения лапши быстрого приготовления |
| EP2676552A4 (en) * | 2011-02-18 | 2016-04-20 | Sanyo Foods Co Ltd | PROCESS FOR PRODUCING INSTANT NOODLES |
| US10925301B2 (en) | 2011-02-18 | 2021-02-23 | Sanyo Foods Co., Ltd. | Process for producing instant noodles |
| WO2013065745A1 (ja) * | 2011-11-02 | 2013-05-10 | サンヨー食品株式会社 | 即席麺の製造方法 |
| JP2013094141A (ja) * | 2011-11-02 | 2013-05-20 | Sanyo Shokuhin Kk | 即席麺の製造方法 |
| CN103929976A (zh) * | 2011-11-02 | 2014-07-16 | 三洋食品株式会社 | 即食面的制造方法 |
| CN103929976B (zh) * | 2011-11-02 | 2017-05-17 | 三洋食品株式会社 | 即食面的制造方法 |
| WO2013069520A1 (ja) * | 2011-11-10 | 2013-05-16 | サンヨー食品株式会社 | 即席麺の製造方法 |
| JP2013102706A (ja) * | 2011-11-10 | 2013-05-30 | Sanyo Shokuhin Kk | 即席麺の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201031337A (en) | 2010-09-01 |
| KR101067385B1 (ko) | 2011-09-26 |
| BRPI0910147A2 (pt) | 2020-12-01 |
| US20110086153A1 (en) | 2011-04-14 |
| KR20110004482A (ko) | 2011-01-13 |
| RU2010154078A (ru) | 2012-07-10 |
| RU2484648C2 (ru) | 2013-06-20 |
| CN101938910A (zh) | 2011-01-05 |
| HK1151949A1 (en) | 2012-02-17 |
| MX2010014215A (es) | 2011-01-20 |
| CN101938910B (zh) | 2013-02-27 |
| US9468228B2 (en) | 2016-10-18 |
| EP2399462A4 (en) | 2012-07-18 |
| BRPI0910147B1 (pt) | 2021-07-20 |
| US20140030406A1 (en) | 2014-01-30 |
| JP2010187621A (ja) | 2010-09-02 |
| JP4381470B1 (ja) | 2009-12-09 |
| EP2399462A1 (en) | 2011-12-28 |
| EP2399462B1 (en) | 2013-10-23 |
| TWI349528B (ja) | 2011-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4381470B1 (ja) | 束になった即席麺用生麺 | |
| JP4491050B2 (ja) | 麺線切出し装置 | |
| CA2805731C (en) | Process for producing instant noodles | |
| JP4951012B2 (ja) | 製麺用切出装置及び、該装置を用いた麺類の製造法 | |
| WO2008103021A2 (es) | Aparato y método para la producción de una pieza alimenticia de masa enrollada | |
| WO2012104217A2 (en) | Apparatus and method for separating food slices | |
| JPH02174645A (ja) | 袋詰め即席麺、その製造方法及びその製造装置 | |
| RU2014112968A (ru) | Новый валец для формирования соломки для получения высокопрочных закусок | |
| EP2670260A1 (en) | Manufacture of low oil potato chip | |
| JP2021023200A (ja) | 麺線切出し搬送装置及び麺類の製造方法 | |
| EP2227968A1 (en) | A method of producing foodstuffs, and oven for drying and/or heating flat pieces of dough, a rolled foodstuff and a device for rolling flat pieces of dough | |
| WO2021130825A1 (ja) | 麺線切出し装置、麺類の製造装置、並びに麺類及び即席麺の製造方法 | |
| JP6399768B2 (ja) | 麺類の製造方法 | |
| WO2021039473A1 (ja) | 波状断面を有する麺線の製造方法 | |
| GB2482429A (en) | Separating products on a conveyor using brush elements | |
| JP2021023209A (ja) | 麺線切出し搬送装置及び麺類の製造方法 | |
| JP5677498B2 (ja) | 練り製品、その製造方法及び練り製品用スリッター | |
| JP3974099B2 (ja) | 麺皮片及び麺皮食品の製造方法 | |
| JP5041916B2 (ja) | 麺の製造装置 | |
| JPS58179430A (ja) | 麺線にウエ−ブを施す装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980000376.X Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09840292 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12010502651 Country of ref document: PH |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 4513/KOLNP/2010 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12996275 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20107028171 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2010/014215 Country of ref document: MX |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009840292 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010154078 Country of ref document: RU |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01E Ref document number: PI0910147 Country of ref document: BR Free format text: APRESENTE TRADUCAO SIMPLES DA CERTIDAO DE DEPOSITO DA PRIORIDADE NO PAIS DE ORIGEM OU DECLARACAO ASSINADA, AMBAS CONTENDO TODOS OS DADOS IDENTIFICADORES DA PRIORIDADE, CONFORME ART. 16, 2O, DA LPI. |
|
| ENP | Entry into the national phase |
Ref document number: PI0910147 Country of ref document: BR Kind code of ref document: A2 Effective date: 20101221 |