WO2006024540A2 - Formstoffmischung zur herstellung von giessformen für die metallverarbeitung - Google Patents
Formstoffmischung zur herstellung von giessformen für die metallverarbeitung Download PDFInfo
- Publication number
- WO2006024540A2 WO2006024540A2 PCT/EP2005/009470 EP2005009470W WO2006024540A2 WO 2006024540 A2 WO2006024540 A2 WO 2006024540A2 EP 2005009470 W EP2005009470 W EP 2005009470W WO 2006024540 A2 WO2006024540 A2 WO 2006024540A2
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- molding material
- material mixture
- mold
- casting
- molding
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C1/00—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds
- B22C1/16—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds characterised by the use of binding agents; Mixtures of binding agents
- B22C1/18—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds characterised by the use of binding agents; Mixtures of binding agents of inorganic agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C1/00—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds
- B22C1/16—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds characterised by the use of binding agents; Mixtures of binding agents
- B22C1/18—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds characterised by the use of binding agents; Mixtures of binding agents of inorganic agents
- B22C1/186—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds characterised by the use of binding agents; Mixtures of binding agents of inorganic agents contaming ammonium or metal silicates, silica sols
- B22C1/188—Alkali metal silicates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C1/00—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C1/00—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds
- B22C1/16—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds characterised by the use of binding agents; Mixtures of binding agents
Definitions
- the invention relates to a molding material mixture for the production of casting molds for metal processing, which comprises at least one free-flowing refractory molding base material and a water glass-based binder. Furthermore, the invention relates to a method for the production of molds for metal processing using the molding material mixture as well as a mold obtained by the method.
- Molds for the production of metal bodies are essentially manufactured in two versions.
- a first group form the so-called cores or forms. From these, the casting mold is assembled, which essentially represents the negative mold of the casting to be produced.
- a second group form hollow bodies, so-called feeders, which act as a compensation reservoir. These take up liquid metal, whereby by appropriate measures it is ensured that the metal lasts longer in the liquid phase remains as the metal which is in the mold forming the negative mold. If the metal solidifies in the negative mold, liquid metal can flow out of the compensating reservoir in order to compensate for the volume contraction which occurs when the metal solidifies.
- Molds consist of a refractory material, beispiels ⁇ quartz sand, the grains are connected after molding of the mold by a suitable binder to ensure aus ⁇ reaching mechanical strength of the mold.
- a suitable binder for the production of casting molds, therefore, use is made of a fire-resistant mold base material which has been treated with a suitable binder.
- the refractory molding base material is preferably in a free-flowing form, so that it can be filled into a suitable hollow mold and compacted there.
- the binder produces a firm cohesion between the particles of the molding base material, so that the casting mold obtains the requisite mechanical stability.
- Molds must meet different requirements. During the casting process itself, they must first have sufficient stability and temperature resistance in order to receive the liquid metal in the mold formed from one or more casting molds. After the start of the solidification process, the mechanical stability of the mold is ensured by a solidified metal layer, which forms along the walls of the mold. The material of the casting mold must now decompose under the influence of the heat given off by the metal in such a way that it loses its mechanical strength, ie the cohesion between individual particles of the refractory material is removed. This is achieved, for example, by decomposing the binder under the influence of heat. After cooling, the solidified casting is shaken, ideally, the material of the casting molds again to a fine Sand breaks down, which can be poured out of the cavities of the metal mold.
- both organic and inorganic binders can be used, the curing of which can be carried out in each case by cold or hot processes.
- the term "cold process” refers to processes which are essentially carried out at room temperature without heating the casting mold.
- the curing is usually carried out by a chemical reaction, which is triggered for example by the fact that a gas is passed as a catalyst through the mold to be cured.
- hot processes after molding, the molding material mixture is heated to a sufficiently high temperature in order, for example, to drive off the solvent present in the binder or to initiate a chemical reaction by which the binder is cured, for example by crosslinking.
- Ashland cold box process An example of the production of molds using organic binders is the so-called Ashland cold box process. It is a two-component system. The first component consists of the solution of a polyol, most of a phenolic resin. The second component is the solution of a polyisocyanate.
- the two components of the polyurethane binder are reacted by passing a gaseous tertiary amine through the mixture of molding base material and binder after molding.
- the curing reaction of polyurethane binders is a polyaddition, ie a reaction without elimination of By-products, such as water.
- Other advantages of this cold-box process include good productivity, dimensional accuracy of the casting molds and good technical properties, such as the strength of the casting molds, the processing time of the mixture of mold base and binder, etc.
- Hot-curing organic processes include the hot-box process based on phenolic or furan resins, the warm box process based on furan resins, and the croning process based on phenolic novolac resins.
- liquid resins are processed into a molding compound with a latent curing agent that is only effective at elevated temperatures.
- Croning process are form-basic materials, such as quartz, chromite, zircon sands, etc. at a temperature of about 100 to 160 0 C with a liquid at that temperature phenolic novolac resin coated. Hexamethylenetetramine is added as a reaction partner for the subsequent curing.
- Formge ⁇ place advertising and curing in heatable tools instead, which are heated to a temperature of up to 300 0 C.
- all organic systems have in common that they decompose thermally when filling the liquid metal into the casting mold and can release pollutants such as benzene, toluene, xylenes, phenol, formaldehyde and higher, partially unidentified cracking products , Although various measures have succeeded in minimizing these emissions, they can not be completely avoided with organic binders.
- binder systems which are based on inorganic materials or which contain at most a very small proportion of organic compounds.
- binder systems have been known for some time. Binder systems have been developed which can be cured by introduction of gases. Such a system is described, for example, in GB 782 205, in which an alkane water glass is used as a binder, which can be cured by introduction of CO 2 .
- DE 199 25 167 describes an exothermic feeder composition which contains an alkali metal silicate as binder.
- binder systems have been developed which are self-curing at room temperature. Such a system based on phosphoric acid and metal oxides is described, for example, in US Pat. No. 5,582,232.
- inorganic binder systems are known which are cured at higher temperatures, for example in a hot. Tool.
- hot-curing binder systems are known, for example, from US Pat. No. 5,474,606, in which a binder system consisting of alkali water glass and aluminum silicate is described.
- Inorganic binders have the disadvantage, in comparison to organic binders, that the casting molds produced therefrom have relatively low strengths. This is especially evident immediately after the removal of the mold from the tool. Good strength at this time, however, are particularly important for the production of complicated, thin-walled moldings and their safe handling. The reason for the low strength is primarily that the casting molds still contain residual water from the binder. Longer dwell times in the hot, closed tool only make a decisive contribution, since the steam can not escape to a sufficient extent. To complete the drying of the molds as complete as possible In WO 98/06522, it is proposed to leave the molding material mixture in a tempered core box only after molding, so that a dimensionally stable and stable edge shell is formed. After opening the core box, the mold is removed and then completely dried under the action of microwaves. However, the additional drying is complex, prolongs the production time of the molds and contributes, not least by the energy costs, significantly to the increase in the cost of the manufacturing process.
- EP 1 122 002 a method is described, which is suitable for the production of molds for metal casting.
- an alkali metal hydroxide in particular sodium hydroxide solution
- a particulate metal oxide which can form a metalate in the presence of the alkali metal hydroxide.
- the particles are dried after a layer of the metal has formed at the edge of the particles. At the core of the particles remains a section in which the metal oxide was not reacted.
- a dispersed silica or finely divided titanium oxide or zinc oxide is preferably used.
- WO 94/14555 describes a molding material mixture which is also suitable for the production of casting molds and which contains, in addition to a refractory molding base material, a binder which consists of a phosphate or borate glass, wherein the mixture further contains a finely divided refractory material.
- silicon dioxide can also be used as the refractory material.
- EP 1 095 719 A2 describes a binder system for molding sands for the production of cores.
- the waterglass-based binder system consists of an aqueous alkali metal silicate solution and a hygroscopic base, for example sodium hydroxide, which is added in a ratio of 1: 4 to 1: 6.
- the water glass has a modulus SiO 2 / M 2 O of from 2.5 to 3.5 and a solids content of from 20 to 40%.
- the binder system contains a devisflä ⁇ -active substance, such as silicone oil having a boiling point of> 250 0 C.
- the binder system is mixed with a suitable Feuer ⁇ solid material, such as quartz sand, and can then be injected with a core shooter in a core box.
- the hardening of the molding material mixture takes place by removal of the water still contained.
- the drying or hardening of the casting mold can also take place under the action of microwaves.
- the previously known molding material mixtures for the production of casting molds still have room for an improvement in the properties, for example with regard to the strength of the cast molds produced and with regard to their resistance to atmospheric moisture during storage over a relatively long period of time. It is also desirable to achieve a high quality of the surface of the casting after casting, so that the finishing of the surface can be carried out with little effort.
- the molding material mixture should allow the production of casting molds, with which castings can be produced, which have a high quality of the surface, so that only a small finishing of the surfaces is required.
- a binder which contains an alkali water glass and a particulate metal oxide which is selected from the group of silicon dioxide, aluminum oxide, titanium oxide and zinc oxide enhances the strength of casting molds both immediately after molding and curing can be significantly improved even when stored under high humidity.
- the above-mentioned particulate metal oxides can be used both individually and in combination.
- the molding material mixture according to the invention for the production of casting molds for metal processing comprises at least:
- a refractory molding base a refractory molding base
- a water glass based binder a refractory molding base
- a refractory molding base material can be used for the production of molds usual materials. Suitable examples are quartz or zircon sand. Furthermore, fibrous refractory mold base materials are suitable, such as, for example, chamotte fibers. Other suitable refractory mold bases are, for example, olivine, chrome ore sand, vermiculite. It is also possible to use artificial molding materials as refractory molding base materials, for example aluminum silicate hollow spheres (so-called microspheres), glass beads, glass granules or spherical ceramic molding materials known by the name "Cerabeads" or "Carboaccucast".
- These spherical ceramic mold bases contain as minerals, for example mullite, corundum, ß-cristobalite in different proportions. They contain as essential proportions alumina and silica. Typical compositions contain, for example, Al 2 O 3 and SiO 2 in approximately equal proportions. In addition, other constituents may also be present in proportions of ⁇ 10%, such as TiO 2 , Fe 2 C> 3 .
- the diameter of the microspheres is preferably less than 1000 ⁇ m, in particular less than 600 ⁇ m.
- These artificial molding base materials do not have a natural origin and may also have been subjected to a special shaping process, for example in the production of aluminum silicate hollow microspheres, glass beads or spherical ceramic molding bases.
- Glass materials are particularly preferably used as refractory artificial mold bases. These are used in particular either as glass beads or as glass granules. Conventional glasses can be used as the glass, with glasses showing a high melting point being preferred. For example, glass beads and / or glass granules made from broken glass are suitable. Also suitable are borate glasses. The composition of such glasses is given by way of example in the table below. Table: Composition of glasses
- M alkaline earth metal, eg Mg, Ca, Ba M 1 : alkali metal, eg Na, K
- the diameter of the glass beads is preferably less than 1000 ⁇ m, in particular less than 600 ⁇ m.
- the preferred proportion of the artificial molding base materials is at least about 3 wt .-%, more preferably at least 5 wt .-%, particularly preferably at least 10 wt .-%, preferably at least about 15 wt .-%, particularly preferably at least about 20 Wt .-%, based on the total amount of refractory molding material.
- the refractory molding base material preferably has a free-flowing state, so that the molding material mixture according to the invention can be processed in conventional core shooting machines.
- the molding material mixture according to the invention comprises a water glass-based binder.
- a water glass-based binder As Wasser ⁇ glass while conventional water glasses can be used, as they are already used as binders in molding material mixtures. These water glasses contain dissolved sodium or potassium silicates and can be prepared by dissolving glassy potassium and sodium silicates in water.
- the water glass preferably has a module in the range of 1.6 to 4.0, especially 2.0 to 3.5, wherein M is sodium and / or potassium.
- the water glasses preferably have a solids content in the range from 30 to 60% by weight. The solids content refers to the amount of SiO 2 and M 2 O present in the water glass.
- the molding material mixture contains a proportion of a particulate metal oxide selected from the group of silica, alumina, titania and zinc oxide.
- the particle size of these metal oxides is preferably less than 300 microns, preferably less than 200 microns, more preferably less than 100 microns.
- the particle size can be determined by sieve analysis.
- the sieve residue on a sieve with a mesh width of 63 ⁇ m is less than 10% by weight, preferably less than 8% by weight.
- Particular preference is given to using silicon dioxide as the particulate metal oxide, with synthetically produced amorphous silicon dioxide being particularly preferred here.
- the particulate silica used is preferably precipitated silica and / or fumed silica.
- Precipitated silica is obtained by reaction of an aqueous alkali metal silicate solution with mineral acids. The resulting precipitate is then separated, dried and ground.
- Fumed silicas are silicic acids which are obtained by coagulation from the gas phase at high temperatures.
- the production of pyrogenic silica can be carried out, for example, by flame hydrolysis of silicon tetrachloride or in the electric arc furnace by reduction of quartz sand with coke or anthracite to silicon monoxide gas with subsequent oxidation to silica.
- the pyrogenic silicas produced by the arc furnace process may still contain carbon.
- Precipitated silica and fumed silica are equally well suited for the molding material mixture according to the invention. Die ⁇ se silicic acids are hereinafter referred to as "synthetic silicic acids are hereinafter referred to as "syn
- the inventors assume that the strongly alkaline water glass can react with the silanol groups arranged on the surface of the synthetically produced amorphous silica, and that when the water evaporates, an intensive compound is produced between the silicon dioxide and the then solid water glass.
- the molding material mixture according to the invention represents an intensive mixture of at least the constituents mentioned.
- the particles of the refractory molding base material are preferably coated with a layer of the binder.
- evaporation of the water present in the binder about 40-70 wt .-%, be ⁇ based on the weight of the binder
- a solid Cohesion between the particles of the refractory Formground ⁇ material can be achieved.
- the binder i. the water glass and the particulate metal oxide, in particular synthetic amorphous silicon dioxide, is preferably present in the molding material mixture in a proportion of less than 20% by weight. If massive molding base materials are used, such as quartz sand, the binder is preferably present in a proportion of less than 10% by weight, preferably less than 8% by weight, particularly preferably less than 5% by weight. If refractory mold bases are used which have a low density, such as the hollow microspheres described above, the proportion of binder increases accordingly.
- the particulate metal oxide in particular the synthetic amorphous silicon dioxide, is based on the weight of the binding agent, preferably in a proportion of from 2 to 60% by weight, preferably between 3 and 50% by weight, in particular be ⁇ preferably between 4 and 40 wt .-%.
- the ratio of water glass to particulate metal oxide, in particular synthetic amorphous silicon dioxide can be varied within wide ranges. This offers the advantage of improving the initial strength of the casting mold, ie the strength immediately after removal from the hot mold, and the moisture resistance, without the ultimate strengths, ie the strengths after cooling of the casting mold, compared with a waterglass binder without amorphous silicon dioxide wesent ⁇ Lich affect. This is of great interest especially in light metal casting.
- high initial strengths are desired in order to be able to transport these after the production of the casting mold without problems or to be able to put them together with other casting molds.
- the final strength after curing should not be too high to cause difficulties in curing Binder decomposition after casting to avoid, ie the molding material should be able to be easily removed from the cavities of the mold after casting.
- the molding material contained in the molding material mixture according to the invention may contain at least a proportion of hollow microspheres in one embodiment of the invention.
- the diameter of the hollow microspheres is usually in the range of 5 to 500 ⁇ m, preferably in the range of 10 to 350 ⁇ m, and the thickness of the shell is usually in the range of 5 to 15% of the diameter of the microspheres.
- These microspheres have a very low specific weight, so that the casting molds produced using hollow microspheres have a low weight.
- Particularly advantageous is the insulating effect of the hollow microspheres.
- the hollow microspheres are therefore used in particular for the production of molds, if they are to have an increased insulating effect.
- Such casting molds are for example the Spei ⁇ already described in the introduction, which act as a reservoir compensation and liquid metal, wherein the metal should be obtained in a liquid state until the filled into the mold metal is solidified.
- Another field of application of casting molds containing hollow microspheres are, for example, sections of a casting mold which correspond to particularly thin-walled sections of the finished casting mold. The insulating effect of the hollow microspheres ensures that the metal in the thin-walled sections does not prematurely solidify and thus clog the paths within the casting mold.
- the binder owing to the low density of these hollow microspheres, is preferably used in a proportion in the range of preferably less than 20% by weight, particularly preferably in the range from 10 to 18% by weight.
- the hollow microspheres preferably consist of an aluminosilicate.
- These aluminum silicate microbubbles preferably have an aluminum oxide content of more than 20% by weight, but may also have a content of more than 40% by weight.
- Sol ⁇ che hollow microspheres for example, by Omega Minerals Germany GmbH, Norderstedt, under the names omega-Spheres ® SG with an alumina content of about 28 - 33%, Omega-Spheres ® WSG with an alumina content of about 35-39 % and E- Spheres® with an aluminum oxide content of about 43% in the trade.
- Corresponding products are in the PQ Corporation (USA) under the name "Extendospheres ®" er ⁇ biblich.
- hollow microspheres are used as the refractory molding base, which are made of glass.
- the hollow microspheres consist of a borosilicate glass.
- the borosilicate glass has a proportion of boron, calculated as B 2 O 3 , of more than 3% by weight.
- the proportion of hollow microspheres is preferably less than 20 wt .-%, based on the Formstoff ⁇ mixture.
- a small proportion is preferably selected. This is preferably less than 5% by weight, preferably less than 3% by weight, and is particularly preferably in the range from 0.01 to 2% by weight.
- the molding material mixture according to the invention contains, in a preferred embodiment, at least one proportion of glass granules and / or glass beads as a refractory molding material.
- the molding material mixture is an exothermic molding mixture which is suitable, for example, for the preparation of exothermic feeders.
- the shape an oxidizable metal and a suitable oxidizing agent.
- the oxidizable metals preferably form a proportion of 15 to 35 wt .-%.
- the oxidizing agent is preferably added in an amount of from 20 to 30% by weight, based on the molding material mixture.
- Suitable oxidizable metals are, for example, aluminum or magnesium.
- Suitable oxidizing agents are, for example, iron oxide or potassium nitrate.
- the molding material mixture according to the invention contains a proportion of platelet-shaped lubricants, in particular graphite or MoS 2 .
- platelet-shaped lubricants in particular graphite or MoS 2 .
- the amount of added platelet-shaped lubricant, in particular graphite is preferably 0.1% by weight to 1% by weight, based on the molding material.
- the molding material mixture according to the invention may also comprise further additives.
- internal release agents can be added which facilitate the separation of the molds from the mold. Suitable internal release agents are, for example, calcium stearate, fatty acid esters, waxes, natural resins or special alkyd resins.
- silanes can also be added to the molding material mixture according to the invention.
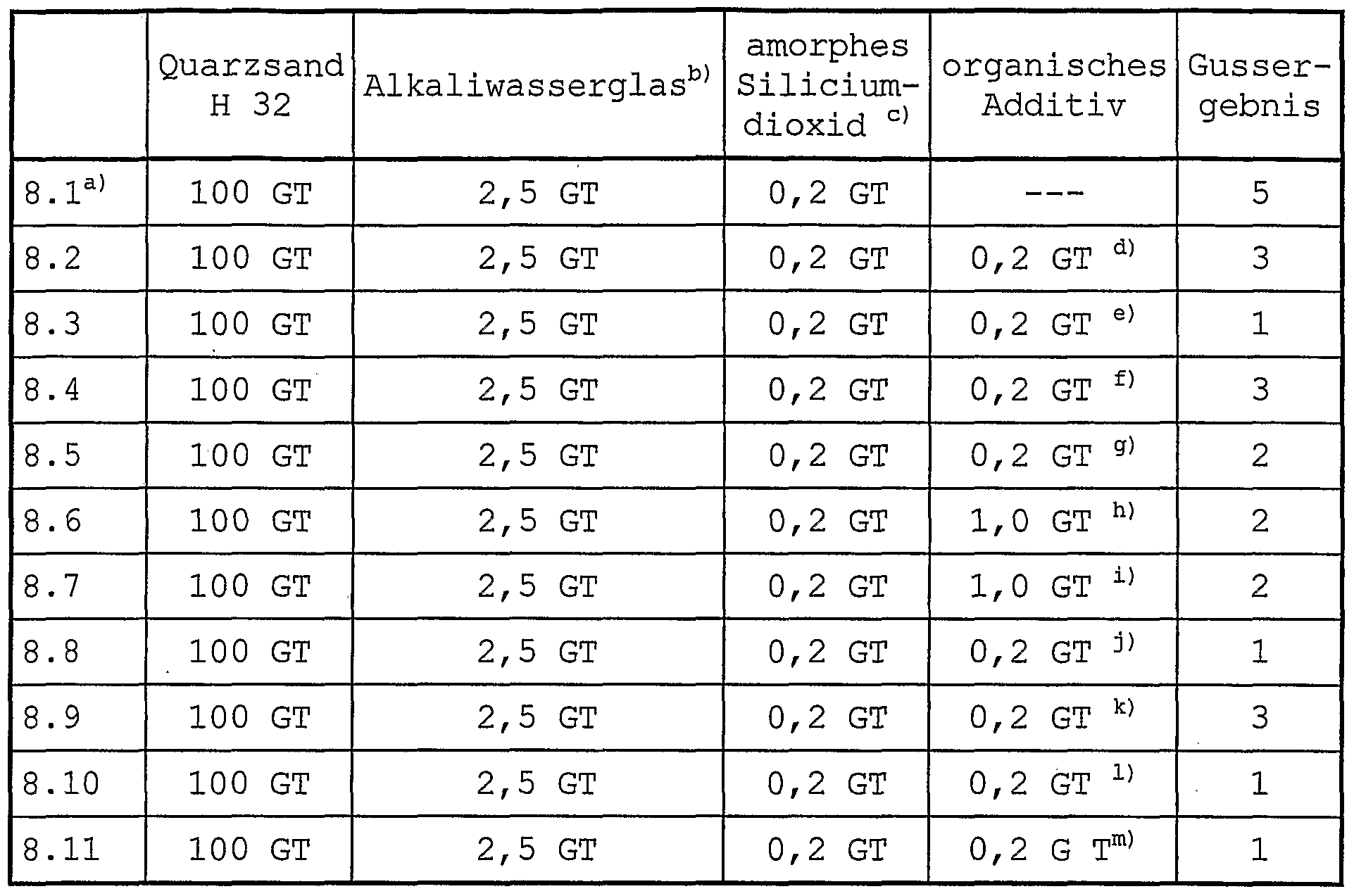
- the inventive molding material mixture in a be ⁇ vorzugten embodiment contains an organic additive which, therefore at room temperature is to be a melting point in the range from 40 to 180 0 C, preferably having 50 to 175 0 C.
- Organic additives are understood to mean compounds whose molecular skeleton is composed predominantly of carbon atoms, that is, for example, organic polymers.
- the quality of the surface of the casting can be further improved.
- the mechanism of action of the organic additives has not been clarified. Without wishing to be bound by this theory, however, the inventors assume that at least some of the organic additives are burnt during the casting process, thereby creating a thin gas cushion between the liquid metal and the molding material forming the wall of the casting mold and thus a reaction between the liquid metal and the molding material is prevented. Further, the inventors believe that some of the organic additives under the reducing atmosphere of the casting form a thin layer of so-called lustrous carbon, which also prevents reaction between metal and molding material. As a further advantageous effect, an increase in the strength of the casting mold after curing can be achieved by the addition of the organic additives.
- the organic additives are preferably used in an amount of 0.01 to 1.5% by weight, more preferably 0.05 to 1.3% by weight, particularly preferably 0.1 to 1.0% by weight, respectively based on the molding material added.
- Suitable organic additives are, for example, phenol-formaldehyde resins, for example novolaks, epoxy resins, for example bisphenol A epoxy resins, bisphenol F epoxy resins or epoxidized novolaks, polyols, such as, for example, Polyethylene glycols or polypropylene glycols, polyolefins such as polyethylene or polypropylene, copolymers of olefins such as ethylene or propylene, and other comonomers such as vinyl acetate, polyamides such as polyamide-6, polyamide-12 or polyamide-6, 6, natural Resins such as gum rosin, fatty acid esters such as cetyl palmitate, fatty acid amides such as ethylenediamine bisstearamide, and metallic soaps such as stearates or oleates of di- or tri-valent metals.
- the organic additives can be, for example, phenol-formaldehyde resins, for example novolaks, epoxy resins
- the molding material mixture according to the invention contains a proportion of at least one silane.
- suitable silanes are, for example, aminosilanes, silane epoxy, mercaptosilanes, hydroxysilanes and ureidosilanes.
- silanes examples include ⁇ -aminopropyltrimethoxysilane, ⁇ -hydroxypropyltrimethoxysilane, 3-ureidopropyltriethoxysilane, ⁇ -mercaptopropyltrimethoxysilane, ⁇ -glycidoxypropyltrimethoxysilane, ⁇ - (3,4-epoxycyclohexyl) trimethoxysilane and N- ⁇ (aminoethyl) -Y aminopropyltrimethoxysilane.
- silane Based on the particulate metal oxide, about 5 to 50% of silane is typically used, preferably about 7 to 45%, more preferably about 10 to 40%.
- the casting molds produced with the molding mixture according to the invention show a good disintegration after the casting, in particular during aluminum casting.
- the use of the moldings produced from the molding material mixture according to the invention is not limited to light metal casting.
- the casting molds are generally suitable for casting metals. Such metals are, for example, non-ferrous metals, such as brass or bronzes, and ferrous metals.
- the invention further relates to a process for the production of casting molds for metal processing, wherein the molding mixture according to the invention is used.
- the process according to the invention comprises the steps:
- Curing the molding material mixture by the molding material mixture is heated, wherein the cured mold is erhal ⁇ th.
- the procedure is generally such that initially the refractory molding base material is introduced and then the binder is added with stirring.
- the water glass and the particulate metal oxide, in particular the synthetic amorphous silicon dioxide can be added per se in any order.
- the molding material mixture is then brought into the desired shape.
- customary methods are used for the shaping.
- the molding material mixture can be shot by means of a core shooting machine with the aid of compressed air into the mold.
- the molding material mixture is then cured by supplying heat in order to evaporate the water contained in the binder. The heating can be done for example in the mold. It is possible to fully cure the mold already in the mold. However, it is also possible to cure the casting mold only in its edge region, so that it has sufficient strength to be able to be removed from the molding tool.
- the casting mold can then be completely filled. digested by their further water is withdrawn. This can be done for example in an oven. The removal of water can also be carried out, for example, by evaporating the water at reduced pressure.
- the curing of the molds can be accelerated by blowing heated air into the mold.
- rapid removal of the water contained in the binder is achieved, as a result of which the casting mold is finished in periods suitable for industrial use.
- the temperature of the air blown in is preferably vor ⁇ 100 0 C to 18O 0 C, particularly preferably from 120 0 C to 150 0 C.
- the flow rate of the heated air is vor ⁇ preferably set so that curing of the casting mold suitable for an industrial application in Periods takes place.
- the periods depend on the size of the molds produced. It is desirable to cure in less than 5 minutes, preferably less than 2 minutes. For very large molds, however, longer periods may be required.
- the removal of the water from the molding material mixture can also be carried out in such a way that the heating of the molding material mixture is effected by irradiation of microwaves.
- the irradiation of the microwaves is preferably carried out after the casting mold has been removed from the molding tool.
- the casting mold must already have sufficient strength. As already explained, this can be achieved, for example, by curing at least one outer shell of the casting mold already in the molding tool.
- the flowability of the molding material mixture according to the invention can be improved by the addition of platelet-shaped lubricants, in particular graphite and / or MoS 2 .
- the platy Lubricant, in particular graphite thereby be added separately from the two binder components of the molding material mixture.
- the addition of the organic additive per se can be carried out at any time during the preparation of the molding material mixture.
- the addition of the organic additive can be carried out in bulk or in the form of a solution.
- Water-soluble organic additives can be used in the form of an aqueous solution. If the organic additives are soluble in the binder and are stable in storage over several months in the binder, they can also be dissolved in the binder and thus added together with this the molding material. Water-insoluble additives can be used in the form of a dispersion or a paste. The dispersions or pastes preferably contain water as solvent. As such, solutions or pastes of the organic additives can also be prepared in organic solvents. However, if a solvent is used for the addition of the organic additives, water is preferably used.
- the addition of the organic additives is carried out as a powder or as a short fiber, wherein the average particle size or the fiber length is preferably selected so that it does not exceed the size of the molding material particles.
- the organic additives can be sieved through a sieve with the mesh width of about 0.3 mm.
- the particle-shaped particles become Metal oxide and the organic or the additives preferably not separately added to the molding sand, but mixed in advance.
- the silanes are usually added in the form that they are incorporated into the binder in advance.
- the silanes can also be added to the molding material as a separate component.
- the method according to the invention is in itself suitable for the production of all casting molds customary for metal casting, that is to say, for example, of cores and molds.
- the process according to the invention for the production of feeders eig ⁇ net is in itself suitable for the production of all casting molds customary for metal casting, that is to say, for example, of cores and molds.
- the molds produced from the molding material mixture according to the invention or with the inventive method have a high strength immediately after the production, without the strength of the molds after curing is so high that difficulties after the production of the casting occur during removal of the mold. Furthermore, these casting molds have a high stability with increased air humidity, ie the casting molds can be stored problem-free even over a long period of time.
- Another object of the invention is therefore a casting mold which has been obtained by the process according to the invention described above.
- the casting mold according to the invention is generally suitable for metal casting, in particular light metal casting. Particularly advantageous results are obtained in aluminum casting.
- FIG. 1 shows a cross section through a mold used for testing the flowability
- Fig. 2 a cross section through a mold, which for
- Georg Fischer test bars are cuboid test bars measuring 150 mm x 22.36 mm x 22.36 mm.
- the composition of the molding material mixture is given in Table 1.
- the Georg Fischer test bars were prepared as follows: The components listed in Table 1 were mixed in a La wingwing mixer (Vogel & Schemann AG, Hagen, DE). For this purpose, initially the quartz sand was introduced and added with stirring the water glass. As a water glass, a sodium water glass was used, which had proportions of potassium. In the following tables, the modulus is therefore given as SiO 2 : M 2 O, where M is the sum of sodium and potassium. After stirring the mixture for one minute, the amorphous silica (examples of the present invention) was optionally added with further stirring. The mixture was then stirred for a further minute;
- the molding material mixtures were 2.5 hot box core shooting machine from Röperwerk in the stock hopper of an H - G mane ⁇ reimaschinen GmbH, Viersen, DE transferred, whose molding tool had been heated to 200 0 C;
- test bars were placed in a Georg Fischer strength tester equipped with a 3-point bending device (DISA Industrie AG, Schaffhausen, CH) and the force was measured, which led to the breakage of the test ring.
- the flexural strengths were measured according to the following scheme: - 10 seconds after removal (hot strengths);
- Example 1.4 to 1.7 increasing amounts of amorphous silica, which had been produced in the electric arc furnace, were added to the molding material mixtures. The amount of molding material and water glass was kept constant in each case.
- Comparative Example 1.1 a molding material mixture was prepared which had the same composition as the molding material mixtures of Examples 1.4 to 1.7, but without the addition of amorphous silicon dioxide. - Z o ⁇
- the results from Table 2 show that the addition of amorphous silicon dioxide produced in the arc markedly increases the bending strength of the test bars.
- the flexural strength of the test bars increases particularly strongly in the case of a measurement after storage in the climatic cabinet at elevated air humidity. This means that the test bars produced with the molding material mixture according to the invention substantially retain their strength even after prolonged storage.
- Increasing amounts of zu ⁇ given amorphous silica lead to increasing Biegefes ⁇ activities.
- a strong increase in the bending strengths is initially observed, which flattens out as the amount of added amorphous silicon dioxide increases.
- Examples 1.4, 1.8 and 1.9 equal amounts of mold base, water glass and amorphous silicon dioxide (produced in the arc) were processed, but the ratio SiO 2 : M 2 O of the alkali water glass was changed.
- the ratio SiO 2 : M 2 O of the alkali water glass was changed.
- the amorphous silica produced in the Lichtbo ⁇ genofen regardless of the ratio SiO 2 : M 2 O of Alkaliwasser ⁇ glass is effective.
- Examples 1.4, 1.10 and 1.11 in each case the same amounts of mold base, water glass and amorphous silicon dioxide were processed, but the nature of the synthetic amorphous silica was varied.
- the flexural strengths listed in Table 2 show that precipitated and pyrogenic, by Flainmhydrolyse produced silicas are as effective as in the arc furnace produced amorphous silica.
- Example 2 The preparation of the molding material mixtures and their testing were carried out analogously to Example 1.
- the compositions of the molding material mixtures used for the preparation of the test bars are listed in Table 3.
- the values found in the flexural strength tests are summarized in Table 4.
- the hot strengths and the resistance to high air humidity can be improved without simultaneously increasing the cold strengths.
- Examples 3.3-3.5 show that the addition of silane has a positive effect on the strengths, especially with respect to the resistance to high humidity.
- the positive effect of the amorphous silica is not limited to quartz sand as molding material, but that it also has a strength-increasing effect on other molding materials, e.g. Microspheres, ceramic balls and Glasper ⁇ len.
- composition Aluminum (0.063 - 0.5 mm grain size) 25%
- the amorphous silica also increases strength in the case of exothermic compositions as a molding material.
- the flowability of the molding material mixtures was determined with the aid of the degree of filling of the molding tool 1 shown in FIG. averages.
- the mold 1 consists of two halves, which can be connected to each other, so that a cavity 2 is formed.
- the cavity 2 comprises three chambers 2a, 2b and 2c of circular cross-section having a diameter of 100 mm and a height of 30 mm.
- the chambers 2a, 2b and 2c are each connected by circular openings 3a, 3b having a diameter of 15 mm.
- the circular openings are made in partitions 4a, 4b, which have a thickness of 8 mm.
- the openings 3a, 3b are each arranged 37.5 mm to the central axis 6 offset at a maximum distance from each other ange ⁇ .
- an access 5 through which the molding material mixture can be filled, leads into the chamber 2a along the central axis 6.
- the access 5 has a circular cross section with a diameter of 15 mm.
- a vent opening 7 is further provided, which has a circular cross-section with a diameter of 9 mm and which is provided with a so-called slot nozzle.
- the mold 1 is used for filling in a core shooting machine.
- composition of the investigated molding material mixtures is listed in Table 14.
- Table 12 shows that the addition of organic additives improves the casting surface.
Abstract
Description













Claims
Priority Applications (19)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| MX2007002585A MX2007002585A (es) | 2004-09-02 | 2005-09-02 | Mezcla de materia de molde para producir moldes de fundicion destinados para la transformacion de metales. |
| BRPI0514810-3A BRPI0514810A (pt) | 2004-09-02 | 2005-09-02 | mistura de material de molde para fabricação de moldes de fundição para o processamento de metal |
| AU2005279301A AU2005279301A1 (en) | 2004-09-02 | 2005-09-02 | Material mixture for producing casting moulds for machining metal |
| DE202005021896U DE202005021896U1 (de) | 2004-09-02 | 2005-09-02 | Formstoffmischung zur Herstellung von Gießformen für die Metallverarbeitung |
| EP11006910.1A EP2392424B1 (de) | 2004-09-02 | 2005-09-02 | Verfahren zur Herstellung von Giessformen für die Metallverarbeitung, Giessformen hergestellt nach dem Verfahren und deren Verwendung |
| PL11006910T PL2392424T3 (pl) | 2004-09-02 | 2005-09-02 | Sposób wytwarzania form odlewniczych do przetwarzania metali, formy odlewnicze wytworzone według tego sposobu i ich zastosowanie |
| ES05783967T ES2380349T3 (es) | 2004-09-02 | 2005-09-02 | Mezcla de materiales moldeables para la producción de moldes de fundición destinados al procesamiento de metal |
| JP2007528786A JP5102619B2 (ja) | 2004-09-02 | 2005-09-02 | 金属加工用の鋳型を製造するための成形材混合物 |
| SI200531505T SI1802409T1 (sl) | 2004-09-02 | 2005-09-02 | Mešanica za proizvodnjo kalupov za predelavo kovin |
| KR1020077007523A KR101301829B1 (ko) | 2004-09-02 | 2005-09-02 | 금속가공용 캐스팅 몰드를 제조하기 위한 몰딩 혼합물 |
| CA2578437A CA2578437C (en) | 2004-09-02 | 2005-09-02 | Moulding mixture for producing casting moulds for metalworking |
| PL05783967T PL1802409T3 (pl) | 2004-09-02 | 2005-09-02 | Mieszanka masy formierskiej do wytwarzania form odlewniczych do przetwarzania metali |
| US11/574,526 US7770629B2 (en) | 2004-09-02 | 2005-09-02 | Moulding mixture for producing casting moulds for metalworking |
| AT05783967T ATE542619T1 (de) | 2004-09-02 | 2005-09-02 | Formstoffmischung zur herstellung von giessformen für die metallverarbeitung |
| EP05783967A EP1802409B1 (de) | 2004-09-02 | 2005-09-02 | Formstoffmischung zur herstellung von giessformen für die metallverarbeitung |
| DK05783967.2T DK1802409T3 (da) | 2004-09-02 | 2005-09-02 | Formstofblanding til fremstilling af støbeforme til metalforarbejdning |
| IL181594A IL181594A0 (en) | 2004-09-02 | 2007-02-27 | Moulding mixture for producing casting moulds for metalworking |
| NO20071755A NO20071755L (no) | 2004-09-02 | 2007-04-02 | Formstoffblanding til fremstilling av stopeformer for metallbearbeiding |
| HRP20120325TT HRP20120325T1 (hr) | 2004-09-02 | 2012-04-12 | Smjesa tvari za kalupljenje u izradi ljevačkih kalupa za obradu metala |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004042535.3 | 2004-09-02 | ||
| DE102004042535.3A DE102004042535B4 (de) | 2004-09-02 | 2004-09-02 | Formstoffmischung zur Herstellung von Gießformen für die Metallverarbeitung, Verfahren und Verwendung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| WO2006024540A2 true WO2006024540A2 (de) | 2006-03-09 |
| WO2006024540A3 WO2006024540A3 (de) | 2006-07-13 |
Family
ID=35701554
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/EP2005/009470 WO2006024540A2 (de) | 2004-09-02 | 2005-09-02 | Formstoffmischung zur herstellung von giessformen für die metallverarbeitung |
Country Status (23)
| Country | Link |
|---|---|
| US (1) | US7770629B2 (de) |
| EP (2) | EP2392424B1 (de) |
| JP (1) | JP5102619B2 (de) |
| KR (1) | KR101301829B1 (de) |
| CN (1) | CN100563869C (de) |
| AT (1) | ATE542619T1 (de) |
| AU (1) | AU2005279301A1 (de) |
| BR (1) | BRPI0514810A (de) |
| CA (1) | CA2578437C (de) |
| DE (2) | DE102004042535B4 (de) |
| DK (1) | DK1802409T3 (de) |
| ES (2) | ES2769603T3 (de) |
| HR (1) | HRP20120325T1 (de) |
| HU (1) | HUE047434T2 (de) |
| IL (1) | IL181594A0 (de) |
| MX (1) | MX2007002585A (de) |
| NO (1) | NO20071755L (de) |
| PL (2) | PL2392424T3 (de) |
| PT (1) | PT1802409E (de) |
| RU (1) | RU2007111891A (de) |
| SI (2) | SI2392424T1 (de) |
| WO (1) | WO2006024540A2 (de) |
| ZA (1) | ZA200701859B (de) |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1832357A1 (de) | 2006-03-10 | 2007-09-12 | Minelco GmbH | Form oder Formling, Giesserei-Formstoffgemisch und Verfahren zu seiner Herstellung |
| WO2008046653A1 (de) * | 2006-10-19 | 2008-04-24 | Ashland-Südchemie-Kernfest GmbH | Phosphorhaltige formstoffmischung zur herstellung von giessformen für die metallverarbeitung |
| WO2008101668A1 (de) * | 2007-02-19 | 2008-08-28 | Ashland-Südchemie-Kernfest GmbH | Thermische regenerierung von giessereisand |
| DE102007045649A1 (de) | 2007-09-25 | 2009-04-02 | Bernd Kuhs | Verwendung von natürlichen partikulären amorphen Kieselsäurematerialien im Gießereibereich und damit zusammenhängende Erfindungsgegenstände |
| WO2009056320A1 (de) * | 2007-10-30 | 2009-05-07 | Ashland-Südchemie-Kernfest GmbH | Formstoffmischung mit verbesserter fliessfähigkeit |
| JP2009541192A (ja) * | 2006-06-19 | 2009-11-26 | サン−ゴベン・セントル・ドゥ・レシェルシェ・エ・デチュード・ユーロペアン | 粒子フィルター用の、中空球を含有する接着セメント |
| JP2010506730A (ja) * | 2006-10-19 | 2010-03-04 | アシュラント−ジュートヒェミー−ケルンフェスト ゲゼルシャフト ミット ベシュレンクテル ハフツング | 炭水化物を含有した成形材料混合物 |
| JP2010528896A (ja) * | 2007-06-05 | 2010-08-26 | バイエリッシェ モートーレン ウエルケ アクチエンゲゼルシャフト | 繊維強化プラスチック製中空構造部品の製造方法 |
| DE102011114626A1 (de) | 2011-09-30 | 2013-04-04 | Ask Chemicals Gmbh | Beschichtungsmassen für anorganische Giessformen und Kerne und deren Verwendung |
| DE102011115025A1 (de) | 2011-10-07 | 2013-04-11 | Ask Chemicals Gmbh | Beschichtungsmassen für anorganische Gießformen und Kerne enthaltend Salze und deren Verwendung |
| DE102011115024A1 (de) | 2011-10-07 | 2013-04-11 | Ask Chemicals Gmbh | Beschichtungsmassen für anorganische Gießformen und Kerne umfassend Ameisensäureester und deren Verwendung |
| DE102014221237A1 (de) | 2013-10-19 | 2015-04-23 | Peak Deutschland Gmbh | Verfahren zur Herstellung von verlorenen Kernen oder Formteilen zur Gussteilproduktion |
| DE102017107658A1 (de) | 2017-01-04 | 2018-07-05 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | Schlichtezusammensetzung für die Gießereiindustrie, enthaltend partikuläres, amorphes Siliziumdioxid und Säure |
| DE102017107655A1 (de) | 2017-01-04 | 2018-07-05 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | Verwendung einer Säure enthaltenden Schlichtezusammensetzung in der Gießereiindustrie |
| DE102017107657A1 (de) | 2017-01-04 | 2018-07-05 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | Schlichtezusammensetzung, umfassend organische Esterverbindungen und partikuläres, amorphes Siliziumdioxid, zur Verwendung in der Gießereiindustrie |
| WO2019002452A1 (de) | 2017-06-30 | 2019-01-03 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | Verfahren zur herstellung einer formstoffmischung und eines formkörpers daraus in der giessereiindustrie sowie kit zur anwendung in diesem verfahren und anlage zur verwendung bei diesem verfahren |
| DE102019116406A1 (de) * | 2019-06-17 | 2020-12-17 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | Additivmischung für Formstoffmischungen zur Herstellung wasserglasgebundener Gießereiformen und Gießereikerne |
| EP3606690B1 (de) | 2017-04-07 | 2021-06-09 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | Verfahren zur herstellung von giessformen, kernen und daraus regenerierten formgrundstoffen |
Families Citing this family (59)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005041863A1 (de) * | 2005-09-02 | 2007-03-29 | Ashland-Südchemie-Kernfest GmbH | Borsilikatglashaltige Formstoffmischungen |
| DE102006036381A1 (de) * | 2006-08-02 | 2008-02-07 | Minelco Gmbh | Formstoff, Gießerei-Formstoff-Gemisch und Verfahren zur Herstellung einer Form oder eines Formlings |
| WO2008094928A1 (en) * | 2007-01-29 | 2008-08-07 | Evonik Degussa Gmbh | Fumed metal oxides for investment casting |
| DE102007009468A1 (de) * | 2007-02-27 | 2008-08-28 | Mtu Aero Engines Gmbh | Verfahren zur Herstellung eines Strukturelements |
| DE102007012660B4 (de) * | 2007-03-16 | 2009-09-24 | Chemex Gmbh | Kern-Hülle-Partikel zur Verwendung als Füllstoff für Speisermassen |
| DE102007027577A1 (de) * | 2007-06-12 | 2008-12-18 | Minelco Gmbh | Formstoffmischung, Formling für Gießereizwecke und Verfahren zur Herstellung eines Formlings |
| DE102007061968A1 (de) | 2007-12-21 | 2009-06-25 | Ashland-Südchemie-Kernfest GmbH | Haltbare Beschichtungen für Werkzeuge zur Herstellung von Kernen, Formen und Speisern für den Metallguss |
| FR2948307B1 (fr) * | 2009-07-24 | 2014-07-25 | Huettenes Albertus France | Procede d'obtention d'un corps forme a partir d'un melange granulaire |
| KR101199111B1 (ko) * | 2009-10-30 | 2012-11-09 | 현대자동차주식회사 | 주물용 중자 재료 혼합물, 주물용 중자 제조방법 및 이를 이용하여 제조된 주물용 중자 |
| KR101273962B1 (ko) * | 2010-12-21 | 2013-06-12 | 재단법인 포항산업과학연구원 | 쌍롤식 박판주조기용 에지댐 |
| JP5801900B2 (ja) * | 2010-12-30 | 2015-10-28 | アー エセ カー ケミカルズ エスパーニャ,エセ.アー | 鋳型及び鋳造コア製造用抗ベーニング添加剤 |
| DE102011102454A1 (de) * | 2011-05-24 | 2012-11-29 | Bernd Kuhs | Anorganisches Bindemittel und Verfahren zur schnellen Verfestigung von Baustoffmaterialien aller Art mittels Begasung mit Kohlendioxid |
| JP4920794B1 (ja) * | 2011-11-02 | 2012-04-18 | 株式会社ツチヨシ産業 | 鋳型材料及び鋳型並びに鋳型の製造方法 |
| DE102012103705A1 (de) | 2012-04-26 | 2013-10-31 | Ask Chemicals Gmbh | Verfahren zur Herstellung von Formen und Kernen für den Metallguss sowie nach diesem Verfahren hergestellte Formen und Kerne |
| DE102012104934A1 (de) * | 2012-06-06 | 2013-12-12 | Ask Chemicals Gmbh | Forstoffmischungen enthaltend Bariumsulfat |
| DE102012020511A1 (de) | 2012-10-19 | 2014-04-24 | Ask Chemicals Gmbh | Formstoffmischungen auf der Basis anorganischer Bindemittel und Verfahren zur Herstellung von Formen und Kerne für den Metallguss |
| DE102012020509A1 (de) | 2012-10-19 | 2014-06-12 | Ask Chemicals Gmbh | Formstoffmischungen auf der Basis anorganischer Bindemittel und Verfahren zur Herstellung von Formen und Kerne für den Metallguss |
| DE102012020510B4 (de) | 2012-10-19 | 2019-02-14 | Ask Chemicals Gmbh | Formstoffmischungen auf der Basis anorganischer Bindemittel und Verfahren zur Herstellung von Formen und Kerne für den Metallguss |
| CN102921885B (zh) * | 2012-10-30 | 2015-01-28 | 西安泵阀总厂有限公司 | 钛、锆、镍及其合金铸件砂型铸造工艺 |
| DE102012113074A1 (de) * | 2012-12-22 | 2014-07-10 | Ask Chemicals Gmbh | Formstoffmischungen enthaltend Metalloxide des Aluminiums und Zirkoniums in partikulärer Form |
| DE102012113073A1 (de) * | 2012-12-22 | 2014-07-10 | Ask Chemicals Gmbh | Formstoffmischungen enthaltend Aluminiumoxide und/oder Aluminium/Silizium-Mischoxide in partikulärer Form |
| US20150367406A1 (en) * | 2013-01-04 | 2015-12-24 | S & B Industrial Minerals Gmbh | Method for the production of core sand and/or molding sand for casting purposes |
| DE102013106276A1 (de) | 2013-06-17 | 2014-12-18 | Ask Chemicals Gmbh | Lithiumhaltige Formstoffmischungen auf der Basis eines anorganischen Bindemittels zur Herstellung von Formen und Kernen für den Metallguss |
| CN103302231A (zh) * | 2013-06-20 | 2013-09-18 | 重庆长江造型材料(集团)股份有限公司 | 一种水基型粘结剂湿态型芯的固化方法 |
| US20150078912A1 (en) * | 2013-09-18 | 2015-03-19 | General Electric Company | Ceramic core compositions, methods for making cores, methods for casting hollow titanium-containing articles, and hollow titanium-containing articles |
| CN103567364A (zh) * | 2013-10-11 | 2014-02-12 | 铜陵市经纬流体科技有限公司 | 用于铸铝的型砂及其制备方法 |
| DE102013111626A1 (de) * | 2013-10-22 | 2015-04-23 | Ask Chemicals Gmbh | Formstoffmischungen enthaltend eine oxidische Bor-Verbindung und Verfahren zur Herstellung von Formen und Kernen |
| DE102013114581A1 (de) | 2013-12-19 | 2015-06-25 | Ask Chemicals Gmbh | Verfahren zur Herstellung von Formen und Kernen für den Metallguss unter Verwendung einer Carbonylverbindung sowie nach diesem Verfahren hergestellte Formen und Kerne |
| DE102014106177A1 (de) * | 2014-05-02 | 2015-11-05 | Ask Chemicals Gmbh | Formstoffmischung enthaltend Resole und amorphes Siliciumdioxid, aus diesen hergestellte Formen und Kerne und Verfahren zu deren Herstellung |
| CN104014715B (zh) * | 2014-05-29 | 2016-04-13 | 朱小英 | 一种铝合金铸造型砂的制备方法 |
| WO2015194550A1 (ja) | 2014-06-20 | 2015-12-23 | 旭有機材工業株式会社 | 鋳型の製造方法及び鋳型 |
| CN104439041A (zh) * | 2014-10-20 | 2015-03-25 | 沈阳汇亚通铸造材料有限责任公司 | 一种温芯盒制芯砂组合物及制芯方法 |
| DE102014118577A1 (de) | 2014-12-12 | 2016-06-16 | Ask Chemicals Gmbh | Verfahren zum schichtweisen Aufbau von Formen und Kernen mit einem wasserglashaltigen Bindemittel und ein wasserglashaltiges Bindemittel |
| KR101527909B1 (ko) * | 2014-12-16 | 2015-06-10 | 한국생산기술연구원 | 주조용 무기 바인더 조성물 |
| KR101614401B1 (ko) | 2015-03-10 | 2016-04-21 | (주)피알테크 | 주물사용 무기 바인더 조성물 |
| DE102015223008A1 (de) | 2015-11-21 | 2017-05-24 | H2K Minerals Gmbh | Form, Verfahren zu ihrer Herstellung und Verwendung |
| CA3004367C (en) * | 2015-12-18 | 2022-07-26 | ASK Chemicals LLC | Molding materials for non-ferrous casting |
| CN105665615B (zh) * | 2016-02-05 | 2018-10-02 | 济南圣泉集团股份有限公司 | 一种铸造水玻璃用固化剂及其制备方法和用途 |
| ITUA20162227A1 (it) | 2016-04-01 | 2017-10-01 | Cavenaghi S P A | Sistema legante inorganico per fonderia |
| US20180056373A1 (en) | 2016-08-29 | 2018-03-01 | Charles Earl Bates | Anti-Veining Additive for Silica Sand Mold |
| JP2020514078A (ja) * | 2017-01-11 | 2020-05-21 | トリノフスキー,ダグラス,エム. | 高圧ダイカストにおける鋳造用中子のための組成物及び方法 |
| CN108393430B (zh) | 2017-02-04 | 2020-05-08 | 济南圣泉集团股份有限公司 | 一种铸造水玻璃用固化剂 |
| JP6888527B2 (ja) | 2017-11-09 | 2021-06-16 | 新東工業株式会社 | 鋳型用発泡骨材混合物、鋳型、及び鋳型の製造方法 |
| EP3501690A1 (de) | 2017-12-20 | 2019-06-26 | Imertech Sas | Verfahren zur herstellung partikelfester feuerfestmittel und von diesem verfahren hergestelltes produkt |
| JP7177089B2 (ja) | 2017-12-28 | 2022-11-22 | 旭有機材株式会社 | コーテッドサンド及びその製造方法並びに鋳型の製造方法 |
| JP7142030B2 (ja) | 2017-12-28 | 2022-09-26 | 旭有機材株式会社 | 鋳型材料及びその製造方法並びに鋳型の製造方法 |
| EP3620244B1 (de) | 2018-09-07 | 2021-06-30 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | Verfahren zur herstellung einer teilchenförmigen feuerfesten zusammensetzung zur verwendung bei der herstellung von giessereiformen und kernen, entsprechende verwendungen und rückgewinnungsmischung zur thermischen behandlung |
| DE102019113008A1 (de) * | 2019-05-16 | 2020-11-19 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | Verwendung eines partikulären Materials umfassend ein teilchenförmiges synthetisches amorphes Siliciumdioxid als Additiv für eine Formstoffmischung, entsprechende Verfahren, Mischungen und Kits |
| CN110064727A (zh) * | 2019-06-10 | 2019-07-30 | 沈阳汇亚通铸造材料有限责任公司 | 一种酯固化铸造用水玻璃砂组合物 |
| DE102019116702A1 (de) | 2019-06-19 | 2020-12-24 | Ask Chemicals Gmbh | Geschlichtete Gießformen erhältlich aus einer Formstoffmischung enthaltend ein anorganisches Bindemittel und Phosphat- und oxidische Borverbindungen, ein Verfahren zu deren Herstellung und deren Verwendung |
| DE102019131241A1 (de) | 2019-08-08 | 2021-02-11 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | Verfahren zur Herstellung eines Artikels zur Verwendung in der Gießereiindustrie, entsprechendes Granulat sowie Kit, Vorrichtungen und Verwendungen |
| DE102020110289A1 (de) * | 2020-04-15 | 2021-10-21 | Peak Deutschland Gmbh | Verfahren unter Verwendung eines anorganischen Binders für die Herstellung von ausgehärteten dreidimensional geschichteten Formkörpern für Gießereikerne und -formen |
| DE102020119013A1 (de) | 2020-07-17 | 2022-01-20 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | Verfahren zur Herstellung eines Artikels zur Verwendung in der Gießereiindustrie, entsprechende Form, Kern, Speiserelement oder Formstoffmischung sowie Vorrichtungen und Verwendungen |
| CN112028596B (zh) * | 2020-09-01 | 2022-04-08 | 和县华顺铸造有限公司 | 一种铸造封箱泥膏的制备方法 |
| CN112264575B (zh) * | 2020-10-20 | 2021-11-19 | 西安工程大学 | 一种模具摇摆法空心陶瓷型芯及其制备方法 |
| DE102020127603A1 (de) | 2020-10-20 | 2022-04-21 | Kurtz Gmbh | Verfahren und Vorrichtung zum Gießen eines metallenen Gussteils mittels eines Sandkernes |
| JP2022117455A (ja) * | 2021-01-29 | 2022-08-10 | 花王株式会社 | 無機コーテッドサンド |
| DE102021116930A1 (de) | 2021-06-30 | 2023-01-05 | Ask Chemicals Gmbh | Verfahren zum schichtweisen aufbau von formen und kernen mit einem wasserglashaltigen bindemittel |
| AU2022310919A1 (en) * | 2021-07-12 | 2024-02-01 | Foseco International Limited | Inorganic binder system |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52138434A (en) | 1976-05-14 | 1977-11-18 | Toyo Kogyo Co | Self harden molding material |
Family Cites Families (41)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2881081A (en) * | 1954-06-02 | 1959-04-07 | John A Henricks | Refractory binder for metal casting molds |
| GB782205A (en) | 1955-03-07 | 1957-09-04 | Foundry Services Ltd | Improvements in or relating to sand cores |
| US3429848A (en) | 1966-08-01 | 1969-02-25 | Ashland Oil Inc | Foundry binder composition comprising benzylic ether resin,polyisocyanate,and tertiary amine |
| US4316744A (en) | 1973-07-17 | 1982-02-23 | E. I. Du Pont De Nemours And Company | High ratio silicate foundry sand binders |
| FR2237706A1 (en) * | 1973-07-17 | 1975-02-14 | Du Pont | Sand core or mould composition for foundries - containing mixture of alkali metal polysilicate and silica as binder |
| US4162238A (en) * | 1973-07-17 | 1979-07-24 | E. I. Du Pont De Nemours And Company | Foundry mold or core compositions and method |
| FR2237705A1 (en) * | 1973-07-17 | 1975-02-14 | Du Pont | Sand core or mould for metal casting - prepd. by shaping and hardening silicon oxide sand-alkali silicate mixture |
| JPS52810B2 (de) * | 1973-11-07 | 1977-01-11 | ||
| JPS5135621A (ja) * | 1974-09-20 | 1976-03-26 | Nippon Steel Corp | Jikoseiigatanoseizoho |
| JPS5149121A (en) | 1974-10-25 | 1976-04-28 | Hitachi Ltd | Igatano setsuchakuzai |
| JPS52124414A (en) * | 1976-04-14 | 1977-10-19 | Kogyo Gijutsuin | Molding material |
| JPS52146720A (en) * | 1976-05-31 | 1977-12-06 | Toyo Kogyo Co | Water glass system binding material for mold |
| AT381884B (de) * | 1979-03-14 | 1986-12-10 | Brugger Gottfried | Schlichte fuer die herstellung einer auskleidung von metallischen schleudergusskokillen fuer kupfer oder dessen legierungen und verfahren zur beschichtung einer schleudergusskokille |
| JPS57127074A (en) * | 1981-01-30 | 1982-08-07 | Mitsubishi Heavy Ind Ltd | Construction of concrete liquid tank |
| JPS6171152A (ja) * | 1984-09-13 | 1986-04-12 | Komatsu Ltd | 鋳型の製造方法 |
| DE3600956A1 (de) * | 1986-01-15 | 1987-07-16 | Kuepper August Gmbh & Co Kg | Verfahren zur herstellung von giessereikernen |
| US5275114A (en) * | 1989-04-11 | 1994-01-04 | American Colloid Company | Sodium bentonite clay binder mixture for the metal casting industry |
| JPH0663683A (ja) | 1992-08-18 | 1994-03-08 | Mitsubishi Heavy Ind Ltd | 鋳型の製造方法 |
| GB9226815D0 (en) | 1992-12-23 | 1993-02-17 | Borden Uk Ltd | Improvements in or relating to water dispersible moulds |
| DE9307468U1 (de) * | 1993-05-17 | 1994-09-29 | Huettenes Albertus | Schlichte zur Herstellung von Formüberzügen |
| US5382289A (en) * | 1993-09-17 | 1995-01-17 | Ashland Oil, Inc. | Inorganic foundry binder systems and their uses |
| US5417751A (en) * | 1993-10-27 | 1995-05-23 | Ashland Oil, Inc. | Heat cured foundry binders and their use |
| US5474606A (en) * | 1994-03-25 | 1995-12-12 | Ashland Inc. | Heat curable foundry binder systems |
| JPH07303935A (ja) | 1994-05-12 | 1995-11-21 | Asahi Tec Corp | 鋳型成形方法 |
| US6139619A (en) * | 1996-02-29 | 2000-10-31 | Borden Chemical, Inc. | Binders for cores and molds |
| DE19632293C2 (de) | 1996-08-09 | 1999-06-10 | Thomas Prof Dr In Steinhaeuser | Verfahren zur Herstellung von Kernformlingen für die Gießereitechnik |
| US5837047A (en) * | 1996-12-11 | 1998-11-17 | Ashland Inc. | Heat curable binder systems and their use |
| AT2581U1 (de) * | 1998-03-20 | 1999-01-25 | Kaerntner Montanindustrie Ges | Verwendung von eisenglimmer bei der herstellung von gussformen |
| JP3374242B2 (ja) * | 1998-10-09 | 2003-02-04 | 正光 三木 | 鋳物用発熱性アセンブリ |
| DE19923779A1 (de) | 1999-05-22 | 2000-11-23 | Luengen Gmbh & Co Kg As | Formstoff für Brechkerne für den Sphäroguß |
| DE19925167A1 (de) | 1999-06-01 | 2000-12-14 | Luengen Gmbh & Co Kg As | Exotherme Speisermasse |
| WO2001015833A2 (en) * | 1999-08-31 | 2001-03-08 | Ashland Inc. | Exothermic sleeve mixes containing fine aluminum |
| US6232368B1 (en) * | 1999-10-12 | 2001-05-15 | Borden Chemical, Inc. | Ester cured binders |
| DE29925010U1 (de) | 1999-10-26 | 2008-09-04 | Mincelco Gmbh | Wasserglasgebundener Kernformstoff |
| US6416572B1 (en) | 1999-12-02 | 2002-07-09 | Foseco International Limited | Binder compositions for bonding particulate material |
| GB0026902D0 (en) * | 2000-11-03 | 2000-12-20 | Foseco Int | Machinable body and casting process |
| DE10145417A1 (de) * | 2001-09-14 | 2003-05-22 | Vaw Mandl & Berger Gmbh Linz | Formgrundstoff, Formstoff und Formteil für eine Giessform |
| JP4149697B2 (ja) * | 2001-11-02 | 2008-09-10 | 旭有機材工業株式会社 | 鋳型用有機粘結剤組成物及びそれを用いて成る鋳型用材料 |
| CN1255234C (zh) * | 2001-11-21 | 2006-05-10 | 沈阳汇亚通铸造材料有限责任公司 | 一种吹气硬化冷芯盒制芯的方法 |
| DE10256953A1 (de) * | 2002-12-05 | 2004-06-24 | Ashland-Südchemie-Kernfest GmbH | Heißhärtendes Bindemittel auf Polyurethanbasis |
| JP2005021962A (ja) * | 2003-07-02 | 2005-01-27 | Sintokogio Ltd | 鋳型製造方法、その鋳型およびその鋳物 |
-
2004
- 2004-09-02 DE DE102004042535.3A patent/DE102004042535B4/de active Active
-
2005
- 2005-09-02 ES ES11006910T patent/ES2769603T3/es active Active
- 2005-09-02 BR BRPI0514810-3A patent/BRPI0514810A/pt not_active Application Discontinuation
- 2005-09-02 DE DE202005021896U patent/DE202005021896U1/de not_active Expired - Lifetime
- 2005-09-02 EP EP11006910.1A patent/EP2392424B1/de active Active
- 2005-09-02 MX MX2007002585A patent/MX2007002585A/es active IP Right Grant
- 2005-09-02 SI SI200532269T patent/SI2392424T1/sl unknown
- 2005-09-02 PL PL11006910T patent/PL2392424T3/pl unknown
- 2005-09-02 AU AU2005279301A patent/AU2005279301A1/en not_active Abandoned
- 2005-09-02 DK DK05783967.2T patent/DK1802409T3/da active
- 2005-09-02 SI SI200531505T patent/SI1802409T1/sl unknown
- 2005-09-02 PT PT05783967T patent/PT1802409E/pt unknown
- 2005-09-02 KR KR1020077007523A patent/KR101301829B1/ko active IP Right Grant
- 2005-09-02 PL PL05783967T patent/PL1802409T3/pl unknown
- 2005-09-02 US US11/574,526 patent/US7770629B2/en active Active
- 2005-09-02 HU HUE11006910A patent/HUE047434T2/hu unknown
- 2005-09-02 RU RU2007111891/02A patent/RU2007111891A/ru not_active Application Discontinuation
- 2005-09-02 ZA ZA200701859A patent/ZA200701859B/en unknown
- 2005-09-02 WO PCT/EP2005/009470 patent/WO2006024540A2/de active Application Filing
- 2005-09-02 ES ES05783967T patent/ES2380349T3/es active Active
- 2005-09-02 AT AT05783967T patent/ATE542619T1/de active
- 2005-09-02 CA CA2578437A patent/CA2578437C/en active Active
- 2005-09-02 CN CNB2005800323806A patent/CN100563869C/zh not_active Ceased
- 2005-09-02 JP JP2007528786A patent/JP5102619B2/ja active Active
- 2005-09-02 EP EP05783967A patent/EP1802409B1/de not_active Revoked
-
2007
- 2007-02-27 IL IL181594A patent/IL181594A0/en unknown
- 2007-04-02 NO NO20071755A patent/NO20071755L/no not_active Application Discontinuation
-
2012
- 2012-04-12 HR HRP20120325TT patent/HRP20120325T1/hr unknown
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52138434A (en) | 1976-05-14 | 1977-11-18 | Toyo Kogyo Co | Self harden molding material |
Cited By (53)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006011530A1 (de) * | 2006-03-10 | 2007-09-13 | Minelco Gmbh | Form oder Formling, Gießerei-Formstoffgemisch und Verfahren zu seiner Herstellung |
| WO2007104469A1 (de) * | 2006-03-10 | 2007-09-20 | Minelco Gmbh | Form oder formling, giesserei-formstoffgemisch und verfahren zu seiner herstellung |
| EP1832357A1 (de) | 2006-03-10 | 2007-09-12 | Minelco GmbH | Form oder Formling, Giesserei-Formstoffgemisch und Verfahren zu seiner Herstellung |
| JP2009541192A (ja) * | 2006-06-19 | 2009-11-26 | サン−ゴベン・セントル・ドゥ・レシェルシェ・エ・デチュード・ユーロペアン | 粒子フィルター用の、中空球を含有する接着セメント |
| JP2010506731A (ja) * | 2006-10-19 | 2010-03-04 | アシュラント−ジュートヒェミー−ケルンフェスト ゲゼルシャフト ミット ベシュレンクテル ハフツング | 金属加工用の鋳型を製造するため燐含有成形材料混合物 |
| WO2008046653A1 (de) * | 2006-10-19 | 2008-04-24 | Ashland-Südchemie-Kernfest GmbH | Phosphorhaltige formstoffmischung zur herstellung von giessformen für die metallverarbeitung |
| CN104923715B (zh) * | 2006-10-19 | 2021-07-13 | Ask 化学品股份有限公司 | 用于制备金属加工用铸型的含磷的模制料混合物 |
| KR20190035968A (ko) * | 2006-10-19 | 2019-04-03 | 아에스카 케미컬스 게엠베하 | 금속 가공용 주조 주형 제작을 위한 인을 함유하는 주형 재료 혼합물 |
| KR101420891B1 (ko) | 2006-10-19 | 2014-07-30 | 아슈란트-쥐트케미-케른페스트 게엠베하 | 탄수화물을 포함하는 주형 재료 혼합물 |
| JP2010506730A (ja) * | 2006-10-19 | 2010-03-04 | アシュラント−ジュートヒェミー−ケルンフェスト ゲゼルシャフト ミット ベシュレンクテル ハフツング | 炭水化物を含有した成形材料混合物 |
| DE202007019185U1 (de) | 2006-10-19 | 2011-03-31 | Ashland-Südchemie-Kernfest GmbH | Phosphorhaltige Formstoffmischung zur Herstellung von Giessformen für die Metallverarbeitung |
| CN104923715A (zh) * | 2006-10-19 | 2015-09-23 | 爱斯科化学有限公司 | 用于制备金属加工用铸型的含磷的模制料混合物 |
| US20100294454A1 (en) * | 2006-10-19 | 2010-11-25 | Ashland-Sudchemie-Kernfest Gmbh | Moulding material mixture containing phosphorus for producing casting moulds for machining metal |
| KR102424783B1 (ko) * | 2006-10-19 | 2022-07-25 | 아에스카 케미컬스 게엠베하 | 금속 가공용 주조 주형 제작을 위한 인을 함유하는 주형 재료 혼합물 |
| US9737927B2 (en) | 2007-02-19 | 2017-08-22 | Ask Chemicals Gmbh | Thermal regeneration of foundry sand |
| JP2010519042A (ja) * | 2007-02-19 | 2010-06-03 | アシランド−ズードケミー−ケルンフェスト ゲーエムベーハー | 鋳物砂の熱的再生 |
| KR101548219B1 (ko) * | 2007-02-19 | 2015-08-28 | 아슈란트-쥐트케미-케른페스트 게엠베하 | 주물사의 열적 재생방법 |
| AU2008217190B2 (en) * | 2007-02-19 | 2013-06-13 | Ashland-Sudchemie-Kernfest Gmbh | Thermal regeneration of foundry sand |
| DE202008018001U1 (de) | 2007-02-19 | 2011-04-14 | Ashland-Südchemie-Kernfest GmbH | Thermisch regenerierter Gießereisand, Formstoffmischung enthaltend regenerierten Gießereisand und Wirbelbettreaktor oder Drehrohrofen zum Regenerieren von Gießereisand |
| EP2329900A2 (de) | 2007-02-19 | 2011-06-08 | Ashland-Südchemie-Kernfest GmbH | Thermische Regenerierung von Giessereisand |
| WO2008101668A1 (de) * | 2007-02-19 | 2008-08-28 | Ashland-Südchemie-Kernfest GmbH | Thermische regenerierung von giessereisand |
| AU2008217190C1 (en) * | 2007-02-19 | 2013-11-28 | Ashland-Sudchemie-Kernfest Gmbh | Thermal regeneration of foundry sand |
| RU2496599C2 (ru) * | 2007-02-19 | 2013-10-27 | Асхланд-Зюдхеми-Кернфест Гмбх | Термическая регенерация формовочного песка |
| JP2010528896A (ja) * | 2007-06-05 | 2010-08-26 | バイエリッシェ モートーレン ウエルケ アクチエンゲゼルシャフト | 繊維強化プラスチック製中空構造部品の製造方法 |
| DE102007045649B4 (de) * | 2007-09-25 | 2015-11-19 | H2K Minerals Gmbh | Verfahren zur Herstellung einer Form und/oder eines Kernes unter Verwendung von zerkleinerten natürlichen partikulären amorphen Kieselsäurematerialien im Gießereibereich und Binderzusammensetzung |
| DE102007045649A1 (de) | 2007-09-25 | 2009-04-02 | Bernd Kuhs | Verwendung von natürlichen partikulären amorphen Kieselsäurematerialien im Gießereibereich und damit zusammenhängende Erfindungsgegenstände |
| US10232430B2 (en) | 2007-10-30 | 2019-03-19 | Ask Chemicals Gmbh | Mould material mixture having improved flowability |
| KR20100093546A (ko) * | 2007-10-30 | 2010-08-25 | 아슈란트-쥐트케미-케른페스트 게엠베하 | 개선된 유동성을 갖는 주형 재료 혼합물 |
| WO2009056320A1 (de) * | 2007-10-30 | 2009-05-07 | Ashland-Südchemie-Kernfest GmbH | Formstoffmischung mit verbesserter fliessfähigkeit |
| DE102007051850A1 (de) | 2007-10-30 | 2009-05-07 | Ashland-Südchemie-Kernfest GmbH | Formstoffmischung mit verbesserter Fliessfähigkeit |
| DE202008017975U1 (de) | 2007-10-30 | 2011-01-27 | Ashland-Südchemie-Kernfest GmbH | Formstoffmischung mit verbesserter Fließfähigkeit |
| JP2011500330A (ja) * | 2007-10-30 | 2011-01-06 | アッシュランド−ズードケミー−ケルンフェスト ゲゼルシャフト ミット ベシュレンクテル ハフツング | 改善された流動性を有する成形材料混合物 |
| KR101599895B1 (ko) * | 2007-10-30 | 2016-03-04 | 아슈란트-쥐트케미-케른페스트 게엠베하 | 개선된 유동성을 갖는 주형 재료 혼합물 |
| EP2209572B1 (de) | 2007-10-30 | 2016-12-14 | ASK Chemicals GmbH | Formstoffmischung mit verbesserter fliessfähigkeit |
| DE102011114626A1 (de) | 2011-09-30 | 2013-04-04 | Ask Chemicals Gmbh | Beschichtungsmassen für anorganische Giessformen und Kerne und deren Verwendung |
| WO2013044904A1 (de) | 2011-09-30 | 2013-04-04 | Ask Chemicals Gmbh | Beschichtungsmassen für anorganische giessformen und kerne und deren verwendung und verfahren zum schlichten |
| WO2013050022A2 (de) | 2011-10-07 | 2013-04-11 | Ask Chemicals Gmbh | Beschichtungsmassen für anorganische giessformen und kerne enthaltend salze und deren verwendung |
| WO2013050023A2 (de) | 2011-10-07 | 2013-04-11 | Ask Chemicals Gmbh | Beschichtungsmassen für anorganische giessformen und kerne umfassend ameisensäureester und deren verwendung |
| DE102011115024A1 (de) | 2011-10-07 | 2013-04-11 | Ask Chemicals Gmbh | Beschichtungsmassen für anorganische Gießformen und Kerne umfassend Ameisensäureester und deren Verwendung |
| DE102011115025A1 (de) | 2011-10-07 | 2013-04-11 | Ask Chemicals Gmbh | Beschichtungsmassen für anorganische Gießformen und Kerne enthaltend Salze und deren Verwendung |
| DE102014221237A1 (de) | 2013-10-19 | 2015-04-23 | Peak Deutschland Gmbh | Verfahren zur Herstellung von verlorenen Kernen oder Formteilen zur Gussteilproduktion |
| WO2018127399A1 (de) | 2017-01-04 | 2018-07-12 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | SCHLICHTEZUSAMMENSETZUNG, UMFASSEND ORGANISCHE ESTERVERBINDUNGEN UND PARTIKULÄRES, AMORPHES SILIZIUMDIOXID, ZUR VERWENDUNG IN DER GIEßEREIINDUSTRIE |
| WO2018127413A1 (de) | 2017-01-04 | 2018-07-12 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | SCHLICHTEZUSAMMENSETZUNG FÜR DIE GIEßEREIINDUSTRIE, ENTHALTEND PARTIKULÄRES, AMORPHES SILIZIUMDIOXID UND SÄURE |
| DE102017107658A1 (de) | 2017-01-04 | 2018-07-05 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | Schlichtezusammensetzung für die Gießereiindustrie, enthaltend partikuläres, amorphes Siliziumdioxid und Säure |
| WO2018127415A1 (de) | 2017-01-04 | 2018-07-12 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | VERWENDUNG EINER SÄURE ENTHALTENDEN SCHLICHTEZUSAMMENSETZUNG IN DER GIEßEREIINDUSTRIE |
| DE102017107655A1 (de) | 2017-01-04 | 2018-07-05 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | Verwendung einer Säure enthaltenden Schlichtezusammensetzung in der Gießereiindustrie |
| DE102017107657A1 (de) | 2017-01-04 | 2018-07-05 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | Schlichtezusammensetzung, umfassend organische Esterverbindungen und partikuläres, amorphes Siliziumdioxid, zur Verwendung in der Gießereiindustrie |
| EP3606690B1 (de) | 2017-04-07 | 2021-06-09 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | Verfahren zur herstellung von giessformen, kernen und daraus regenerierten formgrundstoffen |
| WO2019002452A1 (de) | 2017-06-30 | 2019-01-03 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | Verfahren zur herstellung einer formstoffmischung und eines formkörpers daraus in der giessereiindustrie sowie kit zur anwendung in diesem verfahren und anlage zur verwendung bei diesem verfahren |
| DE102017114628A1 (de) | 2017-06-30 | 2019-01-03 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | Verfahren zur Herstellung einer Formstoffmischung und eines Formkörpers daraus in der Gießereiindustrie sowie Kit zur Anwendung in diesem Verfahren |
| US10981215B2 (en) | 2017-06-30 | 2021-04-20 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | Method for producing a moulding material mixture and a moulded body thereof in the casting industry and kit for use in this method |
| DE102019116406A1 (de) * | 2019-06-17 | 2020-12-17 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | Additivmischung für Formstoffmischungen zur Herstellung wasserglasgebundener Gießereiformen und Gießereikerne |
| WO2020254220A1 (de) | 2019-06-17 | 2020-12-24 | HÜTTENES-ALBERTUS Chemische Werke Gesellschaft mit beschränkter Haftung | ADDITIVMISCHUNG FÜR FORMSTOFFMISCHUNGEN ZUR HERSTELLUNG WASSERGLASGEBUNDENER GIEßEREIFORMEN UND GIEßEREIKERNE |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1802409B1 (de) | Formstoffmischung zur herstellung von giessformen für die metallverarbeitung | |
| EP2097192B2 (de) | Phosphorhaltige formstoffmischung zur herstellung von giessformen für die metallverarbeitung | |
| DE102012020510B4 (de) | Formstoffmischungen auf der Basis anorganischer Bindemittel und Verfahren zur Herstellung von Formen und Kerne für den Metallguss | |
| EP2104580B1 (de) | Kohlenhydrathaltige formstoffmischung mit ein anteil eines teilchenförmigen metalloxids zum auf wasserglas basierendem bindemittel zugesetz | |
| EP2209572B1 (de) | Formstoffmischung mit verbesserter fliessfähigkeit | |
| EP2908968B1 (de) | Formstoffmischungen auf der basis anorganischer bindemittel und verfahren zur herstellung von formen und kerne für den metallguss | |
| EP2117749B1 (de) | Thermische regenerierung von giessereisand | |
| WO2013159762A1 (de) | Verfahren zur herstellung von formen und kernen für den metallguss sowie nach diesem verfahren hergestellte formen und kerne | |
| DE102012020511A1 (de) | Formstoffmischungen auf der Basis anorganischer Bindemittel und Verfahren zur Herstellung von Formen und Kerne für den Metallguss | |
| DE102018200607A1 (de) | Verfahren zur Erzeugung von für die Herstellung von Faserverbundkörpern oder Gussteilen aus Metall oder Kunststoff geeigneten Formen und Kernen, bei dem Verfahren einsetzbare Formgrundstoffe und Binder sowie gemäß dem Verfahren hergestellte Formen und Kerne | |
| EP3986634A1 (de) | Geschlichtete giessformen erhältlich aus einer formstoffmischung enthaltend ein anorganisches bindemittel und phosphahaltige verbindungen und oxidische borverbindungen und verfahren zu deren herstellung und deren verwendung | |
| DE102006061876A1 (de) | Kohlenhydrathaltige Formstoffmischung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Kind code of ref document: A2 Designated state(s): AE AG AL AM AT AU AZ BA BB BG BR BW BY BZ CA CH CN CO CR CU CZ DK DM DZ EC EE EG ES FI GB GD GE GH GM HR HU ID IL IN IS JP KE KG KM KP KR KZ LC LK LR LS LT LU LV MA MD MG MK MN MW MX MZ NA NG NI NO NZ OM PG PH PL PT RO RU SC SD SE SG SK SL SM SY TJ TM TN TR TT TZ UA UG US UZ VC VN YU ZA ZM ZW |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A2 Designated state(s): BW GH GM KE LS MW MZ NA SD SL SZ TZ UG ZM ZW AM AZ BY KG KZ MD RU TJ TM AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LT LU LV MC NL PL PT RO SE SI SK TR BF BJ CF CG CI CM GA GN GQ GW ML MR NE SN TD TG |
|
| DPEN | Request for preliminary examination filed prior to expiration of 19th month from priority date (pct application filed from 20040101) | ||
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 2005783967 Country of ref document: EP Ref document number: 2578437 Country of ref document: CA Ref document number: 181594 Country of ref document: IL |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 753/KOLNP/2007 Country of ref document: IN Ref document number: 2007528786 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/a/2007/002585 Country of ref document: MX Ref document number: 2007/01859 Country of ref document: ZA Ref document number: 2005279301 Country of ref document: AU |
|
| ENP | Entry into the national phase |
Ref document number: 2005279301 Country of ref document: AU Date of ref document: 20050902 Kind code of ref document: A |
|
| WWP | Wipo information: published in national office |
Ref document number: 2005279301 Country of ref document: AU |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 200580032380.6 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 20070338 Country of ref document: BY Ref document number: 2007111891 Country of ref document: RU Ref document number: 1020077007523 Country of ref document: KR |
|
| WWP | Wipo information: published in national office |
Ref document number: 2005783967 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 11574526 Country of ref document: US |
|
| WWP | Wipo information: published in national office |
Ref document number: 20070338 Country of ref document: BY |
|
| WWP | Wipo information: published in national office |
Ref document number: 11574526 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: PI0514810 Country of ref document: BR |