RU2406591C2 - Соединение разнородных материалов - Google Patents
Соединение разнородных материалов Download PDFInfo
- Publication number
- RU2406591C2 RU2406591C2 RU2007124484A RU2007124484A RU2406591C2 RU 2406591 C2 RU2406591 C2 RU 2406591C2 RU 2007124484 A RU2007124484 A RU 2007124484A RU 2007124484 A RU2007124484 A RU 2007124484A RU 2406591 C2 RU2406591 C2 RU 2406591C2
- Authority
- RU
- Russia
- Prior art keywords
- ductile material
- less
- decorated
- ceramic
- joined
- Prior art date
Links
Images







Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
- H01M4/8647—Inert electrodes with catalytic activity, e.g. for fuel cells consisting of more than one material, e.g. consisting of composites
- H01M4/8657—Inert electrodes with catalytic activity, e.g. for fuel cells consisting of more than one material, e.g. consisting of composites layered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/28—Selection of soldering or welding materials proper with the principal constituent melting at less than 950 degrees C
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/32—Selection of soldering or welding materials proper with the principal constituent melting at more than 1550 degrees C
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/02—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles
- C04B37/023—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles characterised by the interlayer used
- C04B37/025—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles characterised by the interlayer used consisting of glass or ceramic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
- H01M4/8605—Porous electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
- H01M4/88—Processes of manufacture
- H01M4/8878—Treatment steps after deposition of the catalytic active composition or after shaping of the electrode being free-standing body
- H01M4/8882—Heat treatment, e.g. drying, baking
- H01M4/8885—Sintering or firing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
- H01M4/90—Selection of catalytic material
- H01M4/9041—Metals or alloys
- H01M4/905—Metals or alloys specially used in fuel cell operating at high temperature, e.g. SOFC
- H01M4/9066—Metals or alloys specially used in fuel cell operating at high temperature, e.g. SOFC of metal-ceramic composites or mixtures, e.g. cermets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0297—Arrangements for joining electrodes, reservoir layers, heat exchange units or bipolar separators to each other
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/10—Fuel cells with solid electrolytes
- H01M8/12—Fuel cells with solid electrolytes operating at high temperature, e.g. with stabilised ZrO2 electrolyte
- H01M8/124—Fuel cells with solid electrolytes operating at high temperature, e.g. with stabilised ZrO2 electrolyte characterised by the process of manufacturing or by the material of the electrolyte
- H01M8/1246—Fuel cells with solid electrolytes operating at high temperature, e.g. with stabilised ZrO2 electrolyte characterised by the process of manufacturing or by the material of the electrolyte the electrolyte consisting of oxides
- H01M8/1253—Fuel cells with solid electrolytes operating at high temperature, e.g. with stabilised ZrO2 electrolyte characterised by the process of manufacturing or by the material of the electrolyte the electrolyte consisting of oxides the electrolyte containing zirconium oxide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/04—Ceramic interlayers
- C04B2237/06—Oxidic interlayers
- C04B2237/068—Oxidic interlayers based on refractory oxides, e.g. zirconia
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/343—Alumina or aluminates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/345—Refractory metal oxides
- C04B2237/348—Zirconia, hafnia, zirconates or hafnates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/40—Metallic
- C04B2237/401—Cermets
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/40—Metallic
- C04B2237/405—Iron metal group, e.g. Co or Ni
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/40—Metallic
- C04B2237/405—Iron metal group, e.g. Co or Ni
- C04B2237/406—Iron, e.g. steel
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/40—Metallic
- C04B2237/407—Copper
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/10—Fuel cells with solid electrolytes
- H01M8/12—Fuel cells with solid electrolytes operating at high temperature, e.g. with stabilised ZrO2 electrolyte
- H01M2008/1293—Fuel cells with solid oxide electrolytes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2300/00—Electrolytes
- H01M2300/0017—Non-aqueous electrolytes
- H01M2300/0065—Solid electrolytes
- H01M2300/0068—Solid electrolytes inorganic
- H01M2300/0071—Oxides
- H01M2300/0074—Ion conductive at high temperature
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0204—Non-porous and characterised by the material
- H01M8/0206—Metals or alloys
- H01M8/0208—Alloys
- H01M8/021—Alloys based on iron
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249953—Composite having voids in a component [e.g., porous, cellular, etc.]
- Y10T428/249987—With nonvoid component of specified composition
- Y10T428/24999—Inorganic
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
- Y10T428/252—Glass or ceramic [i.e., fired or glazed clay, cement, etc.] [porcelain, quartz, etc.]
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Ceramic Engineering (AREA)
- Composite Materials (AREA)
- Materials Engineering (AREA)
- Sustainable Development (AREA)
- Life Sciences & Earth Sciences (AREA)
- Sustainable Energy (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Organic Chemistry (AREA)
- Structural Engineering (AREA)
- Ceramic Products (AREA)
- Laminated Bodies (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Fuel Cell (AREA)
- Powder Metallurgy (AREA)
Abstract
Изобретение относится к способу соединения разнородных материалов, имеющих различную пластичность, композиту разнородных материалов и электрохимическому устройству. Способ соединения включает в себя два основных этапа: декорирование поверхности более пластичного материала частицами менее пластичного материала для образования композита; и соединение образованного композита с присоединяемым элементом менее пластичного материала в результате спекания. Способ соединения подходит для соединения разнородных материалов, которые являются химически инертными один к другому (например, металла и керамики), и при этом позволяет получить прочную связь с резкой границей раздела между этими двумя материалами. Соединяемые материалы могут значительно отличаться по виду или размеру частиц. Способ применим к различным типам материалов, включая керамику, металл, стекло, стеклокерамику, полимер, кермет, полупроводник и т.д., и материалы могут находиться в различных геометрических формах типа порошков, волокон или объемных тел (фольги, проволоки, пластины и т.д.). 3 н. и 28 з.п. ф-лы, 6 ил.
Description
Перекрестная ссылка на родственные заявки
Эта заявка притязает на приоритет предварительной заявки на патент США №60/632030, поданной 30 ноября 2004 г. под названием "СОЕДИНЕНИЕ РАЗНОРОДНЫХ МАТЕРИАЛОВ". Эта предварительная заявка на патент включена в данное изобретение путем ссылки во всей своей полноте для всех целей.
Сведения о правительственной поддержке
Это изобретение было сделано при правительственной поддержке согласно договору DE AC02-05CH11231, предоставленной Министерством энергетики Соединенных Штатов Членам Правления Университета Калифорнии для руководства и управления Национальной лабораторией Лоуренс Беркли. Правительство имеет в этом изобретении определенные права.
Область техники, к которой относится изобретение
Изобретение касается соединения разнородных материалов типа металла и керамики посредством декорирования и связывания путем спекания.
Предпосылки создания изобретения
Существует множество способов соединения разнородных материалов типа металла и керамики, имеющих различную пластичность. При этом многие способы предполагают введение в узел соединения третьего материала, например припоя, твердого припоя, наполнителя для сварки или адгезива. Наличие третьего материала может ограничивать полноценность узла соединения, в частности для устройств, в которых полезный эффект возникает непосредственно на поверхности раздела (типа электрохимических устройств) или в которых третий материал несовместим с требованиями к системе (например, в медицинских имплантатах). Среди типичных способов соединения металлов с керамиками можно назвать: химическую реакцию между металлом и керамикой; пайку твердым припоем с использованием сплава-наполнителя, который сцепляется как с металлом, так и с керамикой; и использование кермета (смеси металла и керамики обычно со сходным размером частиц) между металлом и керамикой, работающего в качестве переходной зоны. Однако все эти способы имеют недостатки.
Следовательно, существует потребность в усовершенствованных технологиях соединения разнородных материалов типа керамик и металлов.
Краткое изложение сущности изобретения
В настоящем изобретении предлагается способ соединения разнородных материалов, имеющих различную пластичность. Способ включает в себя два основных этапа: декорирование поверхности более пластичного материала частицами менее пластичного материала для создания композита и связывание созданного композита с присоединяемым элементом менее пластичного материала путем спекания. Способ соединения подходит для соединения разнородных материалов, химически инертных один к другому (например, металла и керамики) и позволяет получить прочное сцепление с резкой границей раздела между этими двумя материалами.
Соединяемые материалы могут значительно отличаться один от другого по форме или размеру частиц. Например, присоединяемый элемент может быть плотным монолитным куском менее пластичного материала, пористым куском менее пластичного материала или частицами менее пластичного материала. Могут быть сформированы структуры с промежуточными слоями или многослойные структуры. Например, декорированный композит может быть спечен с плотным менее пластичным материалом через промежуточный слой пористого менее пластичного материала.
Частицы, декорирующие поверхность более пластичного материала, присоединяемый элемент и любые дополнительные элементы могут состоять из одного и того же материала (например, из керамики типа YSZ) или различных материалов, которые спекают один с другим (например, из одной или более керамик и/или керметов типа YSZ и LSM).
В иллюстративных целях описание изобретения ведется в контексте соединения металла (более пластичного материала) и керамики (менее пластичного материала). Однако должно быть очевидно, что изобретение применимо и к другим типам материалов (стеклу, стеклокерамике, полимеру, кермету, полупроводнику и т.д.). Материалы могут находиться в различных геометрических формах типа порошков, волокон или объемных тел (фольги, проволоки, пластины и т.д.).
Объектами изобретения являются также композиты и устройства с декорированной и спеченной поверхностью раздела.
Краткое описание чертежей
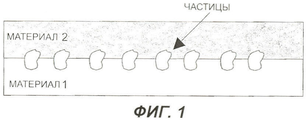
Фиг.1 иллюстрирует концепцию связи на основе механического сцепления с частицами или волокнами на границе раздела двух поверхностей.
Фиг.2А и В - микрофотографии поверхности частиц стали, декорированных частицами керамики из диоксида циркония, стабилизированного оксидом иттрия, полученные с помощью растрового электронного микроскопа (SEM).
Фиг.3 - схематическая иллюстрация процесса спекания.
Фиг.4А и В - микрофотографии узла соединения между декорированными частицами металла и элементом из плотного YSZ через промежуточный слой из пористого YSZ в разрезе согласно одному примеру осуществления изображения, полученные с помощью SEM.
Фиг.5 - схематическое изображение узла соединения, представленного на фиг.4А и В.
Фиг.6 иллюстрирует стальной токовый коллектор, соединенный с керамикой в твердооксидном топливном элементе в соответствии с одним примером осуществления настоящего изобретения.
Подробное описание изобретения
Далее подробные ссылки будут делаться на конкретные примеры осуществления изобретения. Примеры конкретных примеров осуществления иллюстрированы прилагаемыми чертежами. Описание изобретения будет вестись применительно к конкретным примерам осуществления, однако очевидно, что это изобретение не ограничено такими конкретными примерами осуществления. Напротив, предполагается, что оно распространяется на варианты, изменения и эквиваленты, которые могут быть включены в изобретение в пределах объема притязаний и эквивалентов прилагаемой формулы изобретения. В приводимом ниже описании рассмотрены многочисленные специальные детали с целью обеспечения полного понимания настоящего изобретения. Настоящее изобретение может быть осуществлено без некоторых или всех этих специальных деталей. В других случаях известные технологические операции не рассматриваются подробно в описании, чтобы не затруднять понимания настоящего изобретения.
Образование связей, в основе которых лежит механическое сцепление с частицами или волокнами на границе раздела двух поверхностей, является известным фактом. Частицы или волокна могут быть созданы из материала поверхности или привнесены на поверхность в результате плавления или прессования. Однако технологии соединения разнородных материалов типа керамик и металлов, с использованием этой концепции, схематично иллюстрированной на фиг.1, являются неизвестными.
Примеры образования связей между разнородными материалами, например, керамика и металлы, в результате спекания также известны. Как правило, из смеси металла и керамических порошков промежуточного слоя формируют ступенчатый узел соединения. Вблизи присоединяемой поверхности керамики смесь промежуточного слоя обогащена керамическим порошком. Вблизи присоединяемой поверхности металла промежуточный слой обогащен металлом. Эту многокомпонентную структуру подвергают спеканию, в результате которого получают две взаимно проникающие решетки: одна отображает связи керамики с керамикой, а другая - металла с металлом. Такие узлы соединения обычно бывают слабыми и толстыми. По толщине узла соединения свойства материалов, как ожидается, будут носить промежуточный характер между свойствами отдельно керамики и отдельно металла. Такое явление может быть нежелательным, особенно в случае, когда для обеспечения эффективности изготавливаемого устройства требуется быстрое изменение свойств материалов в узле соединения на границе раздела. Это имеет место для покрытий теплоизолирующих экранов, где желательно иметь тонкий слой с низким коэффициентом теплопроводности (обычно керамики), покрывающий металлический участок. Это также имеет место для токовых коллекторов топливного элемента, где желательно иметь быстрое изменение размера частиц и механизма электропроводности на границе раздела между металлическим токовым коллектором и активным слоем из керамики. Как правило, узлы соединения с плавно меняющимся профилем обладают низкой пористостью, что не позволяет образовывать прочный узел соединения. Предполагается, что двойное спекание и механическое сцепление, предлагаемое в настоящем изобретении, позволит достичь приемлемой прочности узла соединения в широком диапазоне значений пористости конечного узла соединения и, следовательно, расширить область применения изобретения в отношении узлов соединения с плавно меняющимся профилем.
В настоящем изобретении предлагается способ соединения разнородных материалов, имеющих различную пластичность. Способ соединения подходит для соединения разнородных материалов, являющихся химически инертными один к другому (то есть, эффективная химическая связь между этими материалами невозможна) (например, металла и керамики), и позволяет получить прочное сцепление с резкой границей раздела между этими двумя материалами.
Способ включает в себя два основных этапа: декорирование поверхности более пластичного материала частицами менее пластичного материала для создания композита; и связывание созданного композита с присоединяемым элементом менее пластичного материала в результате спекания. Этот способ соединения подходит для соединения разнородных материалов, являющихся химически инертными один к другому (например, металла и керамики), и позволяет получить прочное сцепление с резкой границей раздела между этими двумя материалами.
Соединяемые материалы могут значительно отличаться один от другого по форме или размеру частиц. Например, присоединяемый элемент может быть плотным монолитным куском менее пластичного материала, пористым куском менее пластичного материала или частицами менее пластичного материала. Могут быть сформированы структуры с промежуточными слоями или многослойные структуры. Например, декорированный композит может быть спечен с плотным менее пластичным материалом через промежуточный слой пористого менее пластичного материала.
Частицы, декорирующие поверхность более пластичного материала, присоединяемый элемент и любые дополнительные элементы могут состоять из одного и того же материала (например, из керамики типа YSZ) или различных материалов, которые спекают один с другим (например, из одной или более керамик и/или керметов типа YSZ и LSM).
Ниже приводится описание способа согласно изобретению и соответствующих композитов и устройств со ссылками на частные примеры осуществления, иллюстрированные чертежами. В иллюстративных целях описание изобретения веется в контексте соединения металла (более пластичного материала) и керамики (менее пластичного материала). Однако должно быть очевидно, что изобретение применимо и к другим типам материалов (стеклу, стеклокерамике, полимеру, кермету, полупроводнику и т.д.). Материалы могут находиться в различных геометрических формах типа порошков, волокон или объемных тел (фольги, проволоки, пластины и т.д.).
Этап 1. Декорирование пластичной поверхности частицами менее пластичного материала.
"Декорирование" следует понимать как процесс механического внедрения, импрегнирования, вдавливания или загонки менее пластичного материала в поверхность более пластичного материала или связывания этих поверхностей каким-либо другим способом. "Пластичность" - это, вообще говоря, способность материала деформироваться под действием силы растяжения. Например, поверхность металлического тела или частицы может быть декорирована частицами керамик путем вдавливания керамики в поверхность металла. При этом металл будет деформироваться вокруг частицы керамики и трение, напряжение и/или механическое сцепление будет препятствовать простому удалению частицы керамики с поверхности металлической поверхности.
На фиг.2А и В представлены микрофотографии поверхности частиц стали, декорированных частицами керамики из диоксида циркония, стабилизированного оксидом иттрия, полученные с помощью растрового электронного микроскопа (SEM), с малым и большим увеличениями.
В этом случае два типа частиц были подвергнуты совместному смешиванию в мельнице в присутствии изопропилового спирта (IPA). В смесь было добавлено связующее (гидроксипропилцеллюлоза, НРС) для образования агломератов YSZ на поверхности частиц металла. Такие агломераты улучшаются связывание путем спекания, достигаемое на этапе 2. Под действием сдвигающего усилия мельницы частицы YSZ загоняются в поверхность частиц металла и остаются внедренными в поверхности после дробления.
В альтернативных примерах осуществления декорирование может быть достигнуто с помощью дополнительных методов, таких как химическое связывание декорирующего материала с поверхностью через связующий агент или расплавление поверхности для приживления декорирующего материала.
Этап 2. Связывания композита, созданного на этапе 1, с присоединяемым элементом менее пластичного материала в результате спекания.
Спекание часто используется для соединения частиц однородных материалов. Процесс спекания заключается в формировании шеек между соседними частицами. Движущей силой этого процесса является уменьшение площади поверхности/ поверхностного натяжения. На фиг.3 представлена схематическая иллюстрация процесса спекания. Способ связывания путем спекания может быть использован для соединения частиц декорированного композита с менее пластичной поверхностью с элементом менее пластичного материала. Степень спекания можно контролировать так, что соединяемые материалы оставались пористыми или становились плотными.
В некоторых примерах осуществления присоединяемый элемент может быть промежуточным слоем, используемым между спекаемыми материалами. Например, частицы металла, декорированные YSZ описанным выше способом, могут быть соединены с плотным элементом из YSZ посредством промежуточного слоя YSZ в виде макрочастицы. Промежуточный слой способствует образованию прочной связи между декорированными частицами и слоем плотного YSZ. Разумеется, композит может быть также подвергнут связыванию путем спекания непосредственно через декорированные частицы на своей поверхности с плотной поверхностью без использования промежуточного слоя или с пористой поверхностью или материалом макрочастицы без использования плотного элемента.
В некоторых случаях частицы металла могут подвергаться спеканию между металлом и металлом. Для соединения частиц металла с элементом из YSZ этого не требуется, однако такая потребность возникает при необходимости создания низкоомного канала для прохождения электронов через пористый металл, и поэтому процесс такого спекания является желательным для токового коллектора твердооксидного топливного элемента (SOFC). В областях использования этого изобретения, не связанных с SOFC, необходимости в процессе спекания металла с металлом может не возникать.
На фиг.4А и В представлены микрофотографии узла соединения между декорированными частицами металла и элементом из плотного YSZ через промежуточный слой из пористого YSZ в разрезе, полученные с помощью SEM. Образующиеся в процессе спекания связи существуют: между отдельными частицами металла; между декорирующим YSZ и пористым промежуточным слоем спеченных частиц YSZ; а также между пористым промежуточным слоем спеченных частиц YSZ и элементом из плотного YSZ.
На фиг.5 представлено схематическое изображение узла соединения, показанного на фиг.4А и В, иллюстрирующее способ соединения согласно настоящему изобретению для этого конкретного примера осуществления. Конечно, пористый промежуточный слой является необязательным, в других примерах осуществления материал декорированного металла может быть подвергнут непосредственному связыванию с плотной керамикой или керметом.
Таким образом, один объект изобретения касается способа соединения разнородных материалов, имеющих различную пластичность. Способ заключается в декорировании поверхности более пластичного материала частицами менее пластичного материала для создания композита и связывании созданного композита с присоединяемым элементом менее пластичного материала в результате спекания. Способ соединения подходит для соединения разнородных материалов, являющихся химически инертными один относительно другого (например, металла и керамики) и позволяет получить прочное сцепление с резкой границей раздела между этими двумя материалами. В процессе декорирования в смесь может быть добавлено связующее типа гидроксипропилцеллюлозы для образования агломератов декорирующего материала на поверхности декорируемого материала и улучшения связывания при спекании.
Декорирование, как правило, обеспечивает нанесение покрытия на часть декорируемой поверхности, например приблизительно 10-80% площади поверхности более пластичного материала декорируется менее пластичным материалом. В некоторых частных случаях площадь покрываемой поверхности составляет 30-60%, приблизительно 50% или приблизительно 20-30%.
В различных примерах осуществления размер частиц декорирующих частиц перед спеканием составляет приблизительно 10-0,05 мкм, например 0,5 мкм. В частном примере осуществления изобретение используют для соединения металла, в частности Fe, Ni, Cu, Ag, Al, Ti, сплавов, содержащих Ni, сплавов, содержащих Cu, сплавов, содержащих Ar, сплавы, содержащие Al, сплавы, содержащие Ti, хромсодержащих сплавов на основе Ni или Fe или нержавеющей стали (ферросплава с минимальным содержанием Cr, составляющим 10,5%), и керамики, в частности YSZ.
Во многих примерах осуществления материал керамики обладает исключительно ионной проводимостью (например, YSZ), но в других примерах осуществления один или более материалов керамики могут быть смешанным ионно-электронным проводником (например, LSM, оксид церия и т.д.). Среди подходящих керамических компонентов можно назвать: La1-xSrxMnyO3-δ (1≥X≥0,05) (0,95≤у≤1,15) ("LSM") (δ определяется как значение, выражающее малое отклонение от точной стехиометрии) (например, La0,8Sr0,2MnO3 и La0,65Sr0,30MnO3-δ и La0,45Sr0,55MnO3-δ); La1-xSrxCoO3-δ. (1≥Х≥0,10) ("LSC"), La1-xSrxFeyO3-δ (1≥X≥0,05) (0,95≤y≤1,15) ("LSF"), SrCo1-xFexO3-δ (0,30≥X≥0,20), La0,6Sr0,4Co0,6Fe0,4O3-δ, Sr0,7Ce0,3MnO3-δ, LaNi0,6Fe0,4O3-δ, Sm0,5Sr0,5CoO3-δ, диоксид циркония, стабилизированный оксидом иттрия (YSZ), диоксид циркония, стабилизированный оксидом скандия (SSZ), (CeO2)0,8(Gd2O3)0,2 (CGO), LaO0,8Sr0,2Ga0,85Mg0,15O2,825 (LSGM20-15), (Bi2O3)0,75(Y2O3)0,25, оксид алюминия и оксид церия.
Подходящие металлические компоненты, в том числе для керметов, являются переходными металлами, Cr, Fe, Ag и/или сплавами, такими как нержавеющие стали; ферритные стали с низким содержанием хрома типа 405 и 409 (с 11-15% Cr), ферритные стали с промежуточным содержанием хрома типа 430 и 434 (с 16-18% Cr), высокохромистые ферритные стали типа 442, 446 и E-Brite (с 19-30% Cr), сплавы на основе хрома типа Cr5Fe1Y и хромсодержащие сплавы на основе никеля типа Ni20Cr и сплавы Inconel, в том числе Inconel 600 (с 76% Ni, 15,5% Cr, 8% Fe, 0,2% Cu, 0,2% Si, 0,5% Mn и 0,08% С).
В изобретении используется разность механических свойств соединяемых материалов, а также способность менее пластичного материала к спеканию, а не какое-либо химическое взаимодействие между материалами. Изобретение позволяет создать узел соединения в течение относительно короткого промежутка времени без введения дополнительных необходимых материалов и обеспечивает получение прочного сцепления с резкой границей раздела между этими двумя материалами.
Технология согласно настоящему изобретению может быть использована в производстве твердооксидных топливных элементов и соответствующих электрохимических устройств. Металлические токовые коллекторы обычно соединяют с твердооксидными топливными элементами путем пайки мягким припоем, пайки твердым припоем или простым механическим прессованием (без связывания). В настоящем изобретении для соединения металлического токового коллектора с керамикой в твердооксидном топливном элементе предлагается способ более надежного связывания токового коллектора и ячейки без введения мягкого припоя или твердого припоя. В частном примере реализации, иллюстрируемом на фиг.6. токовый коллектор из пористого металла (например, из нержавеющей стали) декорируют частицами керамики (YSZ) описываемым в данном документе способом для образования композита. Композит соединяют с подложкой из плотной керамики (YSZ) через промежуточный слой пористого YSZ.
Помимо применения в твердооксидных топливных элементах для получения соединения металлов и керамик изобретение может быть использовано в других областях и применительно к другим группам материалов, в том числе к стеклу, стеклокерамике, полимеру, кермету, полупроводнику и т.д. В некоторых других областях применения изобретение может быть использовано для обеспечения:
1. связывания металлических токовых коллекторов с керамиками в топливном элементе или другом электрохимическом устройстве;
2. связывания слоев теплоизолирующих экранов с участками металла для использования в высокотемпературных технологиях (в области газовых турбин, ракетных двигателей и т.д.);
3. связывания износостойких слоев с участками металла (в области машиностроения, производства медицинских имплантатов, клюшек для игры в гольф и т.д.);
4. связывания электродов с обкладками конденсаторов;
5. модифицирования поверхности металла или пластичного материала для придания ему большей абразивности, стойкости к коррозии, более высоких изоляционных свойств и т.д.;
6. модифицирования поверхности керамики или менее пластичного материала для снижения его абразивности, придания более высокой пластичности, более высокой электропроводности, более высокой отражательной способности и т.д.;
7. получения декоративных эффектов на металлической подложке с помощью керамики или наоборот.
Другой объект изобретения касается композита из разнородных материалов, имеющих различную пластичность, и электрохимических устройств, включающих в себя такой композит. Композит имеет более пластичный материал, менее пластичный материал и границу раздела между более и менее пластичными материалами, содержащую частицы менее пластичного материала, декорированного на поверхность более пластичного материала, спеченного с менее пластичным материалом.
Пример
Приводимый ниже пример описывает и иллюстрирует особенности и признаки частной реализации настоящего изобретения. Должно быть понятно, что рассматриваемые особенности и признаки следует рассматривать исключительно как характерные, и что изобретение не ограничено деталями, описываемыми в этом примере.
Связывание стального токового коллектора со структурой твердооксидного топливного элемента
Как указано выше, на фиг.2 представлена поверхность изделия из ферритной нержавеющей стали 70Fe-30Cr, декорированная частицами диоксида циркония, стабилизированного оксидом иттрия (YSZ). YSZ является стандартным материалом электролита для твердооксидных топливных элементов. Два типа частиц были подвергнуты совместному смешиванию в мельнице в присутствии изопропилового спирта (IPA). В смесь было добавлено связующее (гидроксипропилцеллюлоза, НРС) для образования агломератов YSZ на поверхности частиц металла. Под действием сдвигающих усилий мельницы частицы YSZ были загнаны в поверхность частиц металла, где они остались внедренными после дробления. Частицы металла, декорированные YSZ, были соединены одна с другой (спеканием металла с металлом) и с элементом из плотного YSZ посредством промежуточного слоя YSZ в виде макрочастицы в результате спекания, и было получено прочное сцепление с резкой границей раздела между этими двумя материалами. На фиг.4А и В представлены микрофотографии узла соединения между декорированными частицами металла и элементом из плотного YSZ в разрезе. Связывание элементов узла соединения в результате спекания было осуществлено путем совместного обжига в атмосфере 4% Н2/ 96% Ar в течение 4 часов при 1300°С. Образующиеся в процессе спекания связи существуют: между отдельными частицами металла; между декорирующим YSZ и спеченными частицами YSZ; а также между спеченными частицами YSZ и элементом из плотного YSZ. Для сравнения, физические смеси YSZ и частиц металла были подвергнуты спеканию на подложках из подобного плотного YSZ при наличии и без промежуточного слоя из пористого YSZ, и в результате была получена слабая связь или полное отсутствие связи. Таким образом, этап декорирования следует рассматривать как критический для получения качественного сцепления металла и керамики.
Улучшенное сцепление было достигнуто с использованием самых различных частиц YSZ в качестве декорирующего YSZ. Лучшие связи были получены при использовании субмикронных частиц YSZ (диаметром приблизительно 0,5 мкм), однако декорирование частицами и волокнами с размерами до 10 мкм также способствовала улучшению сцепления. Концентрации YSZ во время этапа декорирования варьировались в диапазоне, соответствующем массовому соотношению между YSZ и металлом 1:99-4:96. Хорошее сцепление было выявлено по всему этому диапазону, причем наиболее сильное сцепление было получено при соотношении 4:96. Изучение более высоких концентраций YSZ не проводилось, так как при соотношении 4:96 наблюдается насыщение поверхности металла YSZ с некоторым избытком YSZ, заполняющим поры между декорированными частицами металла. Этот избыточный YSZ блокирует транспорт газа при работе топливного элемента и поэтому является нежелательным в этой области применения. В других областях применения изобретения наличие открытой пористой структуры может быть необязательным, и допустимы более высокие концентрации декорирующего материала.
Заключение
Таким образом, изобретение охватывает способ соединения путем декорирования/спекания, который может быть использован применительно к разнородным материалам, имеющим различную пластичность, и обеспечивает получение прочного сцепления с резкой границей раздела между этими двумя материалами. Предлагаются также композиты и устройства с декорированной/спеченной поверхностью раздела.
Выше было приведено подробное описание изобретения в целях обеспечения ясности его понимания, однако очевидно, что в него могут быть внесены определенные изменения и дополнения, не выходящие за пределы объема притязаний прилагаемой формулы изобретения. Следует отметить то, что существует множество альтернативных способов реализации как технологии, таки и составов согласно настоящему изобретению. Следовательно, приведенные примеры осуществления нужно рассматривать как иллюстративные, а не ограничительные, и изобретение не должно быть ограничено приведенными в данном документе деталями.
Все документы, цитируемые в данном документе, включены в качестве ссылки для всех целей.
Claims (31)
1. Способ соединения разнородных материалов, имеющих различную пластичность, содержащий этапы: декорирование более пластичного из материалов частицами менее пластичного материала путем механического внедрения, импрегнирования, вдавливания или загонки менее пластичного материала в поверхность более пластичного материала для образования композита; и соединение композита и присоединяемого элемента, содержащего менее пластичный материал, путем спекания частиц менее пластичного материала, декорируемых на более пластичном материале, с присоединяемым элементом.
2. Способ по п.1, отличающийся тем, что менее пластичный материал, декорируемый на более пластичный материал, является тем же самым, что и менее пластичный материал присоединяемого элемента.
3. Способ по п.1, отличающийся тем, что менее пластичный материал, декорируемый на более пластичный материал, отличается от менее пластичного материала присоединяемого элемента.
4. Способ по п.1, отличающийся тем, что более пластичный материал является металлом, менее пластичный материал, декорируемый на более пластичный материал, - керамикой, а присоединяемый элемент - керамикой или керметом.
5. Способ по п.1, отличающийся тем, что дополнительно содержит этап соединения дополнительного элемента, содержащего менее пластичный материал или другой материал, который может связываться с присоединяемым элементом в результате спекания так, что присоединяемый элемент будет являться промежуточным слоем между композитом и дополнительным элементом.
6. Способ по п.5, отличающийся тем, что более пластичный материал является металлом, менее пластичный материал, декорируемый на более пластичный материал, - керамикой, присоединяемый элемент - керамикой или керметом, а дополнительный элемент - керамикой или керметом.
7. Способ по п.6, отличающийся тем, что дополнительный элемент является плотным объектом, а присоединяемый элемент - пористым объектом или пористой макрочастицей.
8. Способ по п.4, отличающийся тем, что более пластичный материал является нержавеющей сталью, а менее пластичный материал, декорируемый на более пластичный материал, и присоединяемый элемент - керамикой из диоксида циркония, стабилизированного оксидом иттрия (YSZ).
9. Способ по п.4, отличающийся тем, что более пластичный материал является нержавеющей сталью, менее пластичный материал, декорируемый на более пластичный материал, - YSZ, а присоединяемый элемент - смешанным ионно-электронным проводником.
10. Способ по п.6, отличающийся тем, что более пластичный материал является нержавеющей сталью, а менее пластичный материал, декорируемый на более пластичный материал, присоединяемый элемент и дополнительный элемент - керамикой из YSZ.
11. Способ по п.10, отличающийся тем, что присоединяемый элемент является пористым, а дополнительный элемент - плотным.
12. Способ по любому из предыдущих пунктов, отличающийся тем, что размер частиц менее пластичного материала перед спеканием, используемого для декорирования, составляет приблизительно 10-0,05 мкм.
13. Способ по п.12, отличающийся тем, что размер частиц составляет приблизительно 0,5 мкм.
14. Способ по п.1, отличающийся тем, что в результате декорирования частично покрывают поверхность более пластичного материала.
15. Способ по п.14, отличающийся тем, что приблизительно 10-80% площади поверхности более пластичного материала декорируют менее пластичным материалом.
16. Способ по п.14, отличающийся тем, что приблизительно 20-30% площади поверхности более пластичного материала декорируют менее пластичным материалом.
17. Способ по п.14, отличающийся тем, что приблизительно 30-60% площади поверхности более пластичного материала декорируют менее пластичным материалом.
18. Композит разнородных материалов, имеющих различную пластичность, содержащий более пластичный материал, менее пластичный материал, поверхность раздела между более и менее пластичными материалами, содержащую частицы менее пластичного материала, декорированного на поверхность более пластичного материала так, чтобы частицы были механически внедрены, импрегнированны, вдавлены или загнаны в поверхность более пластичного материала и спечены с менее пластичным материалом.
19. Композит по п.18, отличающийся тем, что менее пластичный материал, декорируемый на более пластичный материал, является тем же самым, что и менее пластичный материал присоединяемого элемента.
20. Композит по п.18, отличающийся тем, что менее пластичный материал, декорируемый на более пластичный материал, отличается от менее пластичного материала присоединяемого элемента.
21. Композит по п.18, отличающийся тем, что более пластичный материал является металлом, менее пластичный материал, декорируемый на более пластичный материал, - керамикой, а присоединяемый элемент - керамикой или керметом.
22. Композит по п.18, дополнительно содержащий дополнительный элемент, содержащий менее пластичный материал или другой материал, который может связываться с присоединяемым элементом в результате спекания так, что присоединяемый элемент будет являться промежуточным слоем между декорированным более пластичным материалом и дополнительным элементом.
23. Композит по п.22, отличающийся тем, что более пластичный материал является металлом, менее пластичный материал, декорируемый на более пластичный материал, - керамикой, присоединяемый элемент - керамикой или керметом, а дополнительный элемент - керамикой или керметом.
24. Композит по п.23, отличающийся тем, что дополнительный элемент является плотным объектом, а присоединяемый элемент - пористым объектом или пористой макрочастицей.
25. Композит по п.21, отличающийся тем, что более пластичный материал является нержавеющей сталью, а менее пластичный материал, декорируемый на более пластичный материал, и присоединяемый элемент - керамикой из YSZ.
26. Композит по п.21, отличающийся тем, что более пластичный материал является нержавеющей сталью, менее пластичный материал, декорируемый на более пластичный материал, - YSZ, а присоединяемый элемент - смешанным ионно-электронным проводником.
27. Композит по п.23, отличающийся тем, что более пластичный материал является нержавеющей сталью, а менее пластичный материал, декорируемый на более пластичный материал, присоединяемый элемент и дополнительный элемент - керамикой из YSZ.
28. Композит по п.27, отличающийся тем, что присоединяемый элемент является пористым, а дополнительный элемент - плотным.
29. Электрохимическое устройство, содержащее керамический компонент элемента, металлический компонент токового коллектора и поверхность раздела между керамическим компонентом и металлическим компонентом токового коллектора, содержащую частицы керамики или другой керамики, декорированной на поверхность металлического компонента токового коллектора так, чтобы частицы керамики были механически внедрены, импрегнированны, вдавлены или загнаны в поверхность металлического компонента токового коллектора и спечены с керамическим компонентом.
30. Устройство по п.29, отличающееся тем, что металлическим компонентом является нержавеющая сталь, а керамическим компонентом - керамика YSZ.
31. Устройство по п.29 или 30, отличающееся тем, что оно является твердооксидным топливным элементом.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US63203004P | 2004-11-30 | 2004-11-30 | |
| US60/632,030 | 2004-11-30 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2007124484A RU2007124484A (ru) | 2009-01-10 |
| RU2406591C2 true RU2406591C2 (ru) | 2010-12-20 |
Family
ID=36927870
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2007124484A RU2406591C2 (ru) | 2004-11-30 | 2005-11-29 | Соединение разнородных материалов |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8287673B2 (ru) |
| EP (1) | EP1829112A4 (ru) |
| AU (1) | AU2005327925B2 (ru) |
| CA (1) | CA2630526A1 (ru) |
| NO (1) | NO20073304L (ru) |
| RU (1) | RU2406591C2 (ru) |
| WO (1) | WO2006091250A2 (ru) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2574549C2 (ru) * | 2013-04-12 | 2016-02-10 | Альстом Текнолоджи Лтд | Конструкция для присоединения термоизоляционного материала к металлической конструкции |
| US9764530B2 (en) | 2013-04-12 | 2017-09-19 | Ansaldo Energia Ip Uk Limited | Method for obtaining a configuration for joining a ceramic material to a metallic structure |
| RU2687342C2 (ru) * | 2015-05-04 | 2019-05-13 | Те Свотч Груп Рисерч Энд Дивелопмент Лтд | Способ установки декоративного элемента на основание и указанное основание |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6605316B1 (en) | 1999-07-31 | 2003-08-12 | The Regents Of The University Of California | Structures and fabrication techniques for solid state electrochemical devices |
| CA2627786C (en) * | 2004-11-30 | 2012-03-27 | The Regents Of The University Of California | Braze system with matched coefficients of thermal expansion |
| AU2005327925B2 (en) | 2004-11-30 | 2011-01-27 | The Regents Of The University Of California | Joining of dissimilar materials |
| EP1825541A4 (en) | 2004-11-30 | 2010-01-13 | Univ California | SEAL JOINT STRUCTURE FOR ELECTROCHEMICAL DEVICE |
| US20080124467A1 (en) * | 2006-03-30 | 2008-05-29 | Jean-Paul Chapel | Modified surfaces and method for modifying a surface |
| WO2008016345A2 (en) | 2006-07-28 | 2008-02-07 | The Regents Of The University Of California | Joined concentric tubes |
| US20080217382A1 (en) * | 2007-03-07 | 2008-09-11 | Battelle Memorial Institute | Metal-ceramic composite air braze with ceramic particulate |
| CN101809800A (zh) * | 2007-07-25 | 2010-08-18 | 加州大学评议会 | 用于高温电化学装置的互锁结构及其制备方法 |
| CA2704483C (en) * | 2007-11-06 | 2018-09-04 | Rhodia Inc. | Articles having an interface between a polymer surface and a modified glass surface |
| ATE540133T1 (de) * | 2008-02-04 | 2012-01-15 | Univ California | Cermet auf cu-basis für hochtemperatur- brennstoffzelle |
| CN102067370B (zh) | 2008-04-18 | 2013-12-04 | 加州大学评议会 | 用于高温电化学装置的整体式密封 |
| US20110111309A1 (en) * | 2009-11-10 | 2011-05-12 | Point Source Power, Inc. | Fuel cell system |
| US9855548B2 (en) | 2010-11-09 | 2018-01-02 | Sienna Technologies, Inc. | High temperature catalysts for decomposition of liquid monopropellants and methods for producing the same |
| US20120148769A1 (en) * | 2010-12-13 | 2012-06-14 | General Electric Company | Method of fabricating a component using a two-layer structural coating |
| US9149795B2 (en) * | 2011-05-25 | 2015-10-06 | Sienna Technologies, Inc. | Corrosion resistant catalysts for decomposition of liquid monopropellants |
| CN104080285B (zh) * | 2013-03-25 | 2017-07-14 | 华为技术有限公司 | 一种陶瓷壳体结构件及其制备方法 |
| US11701802B2 (en) | 2019-11-05 | 2023-07-18 | GM Global Technology Operations LLC | Enthalpy-driven self-hardening process at the polymeric/metal layer interface with an interdiffusion process |
Family Cites Families (108)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3126311A (en) * | 1964-03-24 | Laminated plastic article and method wherein | ||
| US3324543A (en) | 1965-03-26 | 1967-06-13 | Charles I Mcvey | Pressure bonded ceramic-to-metal gradient seals |
| FR1585403A (ru) | 1968-04-19 | 1970-01-23 | ||
| ZA702110B (en) | 1969-04-18 | 1971-11-24 | Nat Standard Co | Metal bonding |
| BE749879A (fr) | 1969-05-16 | 1970-11-04 | Comp Generale Electricite | Perfectionnements aux piles et batteries de piles a combustibles fonctionnant a haute temperature |
| US4035547A (en) * | 1974-02-26 | 1977-07-12 | William C. Heller | Bonding element having separate heating and agitating particles |
| JPS5915960A (ja) | 1982-07-19 | 1984-01-27 | Konishiroku Photo Ind Co Ltd | 熱定着装置 |
| JPS5916695A (ja) | 1982-07-20 | 1984-01-27 | Toyota Motor Corp | セラミツク繊維を含有するろう付用溶加材 |
| JPS59232693A (ja) | 1983-06-17 | 1984-12-27 | Ngk Spark Plug Co Ltd | セラミツクと金属等との接合用クラツドろう材及びこれを用いたセラミツクと金属等との複合体 |
| JPS6090875A (ja) | 1983-10-21 | 1985-05-22 | 三菱重工業株式会社 | セラミツクと金属の接合方法 |
| GB8332639D0 (en) | 1983-12-07 | 1984-01-11 | Atomic Energy Authority Uk | Steel:ceramic seals |
| JPS60131875A (ja) | 1983-12-20 | 1985-07-13 | 三菱重工業株式会社 | セラミツクと金属の接合法 |
| US4560607A (en) * | 1984-06-07 | 1985-12-24 | The Duriron Company, Inc. | Method of joining materials by mechanical interlock and article |
| JPS61158839A (ja) * | 1984-12-28 | 1986-07-18 | Okuno Seiyaku Kogyo Kk | ガラス組成物 |
| US4687717A (en) | 1986-07-08 | 1987-08-18 | The United States Of America As Represent By The United States Department Of Energy | Bipolar battery with array of sealed cells |
| EP0261343A3 (de) | 1986-08-23 | 1989-04-26 | Blome GmbH & Co. Kommanditgesellschaft | Verfahren zur Schaffung von Profilierungsvorsprüngen auf kunststoffummantelten Stahlteilen sowie mit Profilierungsvorsprüngen versehene, kunststoffummantelte Stahlteile |
| SU1407675A1 (ru) | 1987-01-19 | 1988-07-07 | Предприятие П/Я В-8402 | Способ изготовлени составных изделий из порошка |
| US4942999A (en) | 1987-08-31 | 1990-07-24 | Ngk Insulators, Inc. | Metal-ceramic joined composite bodies and joining process therefor |
| US4847172A (en) | 1988-02-22 | 1989-07-11 | Westinghouse Electric Corp. | Low resistance fuel electrodes |
| US5013612A (en) | 1989-11-13 | 1991-05-07 | Ford Motor Company | Braze material for joining ceramic to metal and ceramic to ceramic surfaces and joined ceramic to metal and ceramic to ceramic article |
| US5127969A (en) | 1990-03-22 | 1992-07-07 | University Of Cincinnati | Reinforced solder, brazing and welding compositions and methods for preparation thereof |
| US5043229A (en) | 1990-06-14 | 1991-08-27 | Gte Products Corporation | Brazed ceramic-metal composite |
| US5236787A (en) | 1991-07-29 | 1993-08-17 | Caterpillar Inc. | Thermal barrier coating for metallic components |
| JPH0589883A (ja) | 1991-09-25 | 1993-04-09 | Tokyo Gas Co Ltd | 固体電解質型燃料電池の燃料極の形成方法 |
| US5329103A (en) * | 1991-10-30 | 1994-07-12 | Spectra-Physics | Laser beam scanner with low cost ditherer mechanism |
| JPH05163078A (ja) | 1991-12-18 | 1993-06-29 | Nippon Steel Corp | セラミックスと金属の接合体 |
| US5338623A (en) | 1992-02-28 | 1994-08-16 | Ceramatec, Inc. | Series tubular design for solid electrolyte oxygen pump |
| US5279909A (en) | 1992-05-01 | 1994-01-18 | General Atomics | Compact multilayer ceramic-to-metal seal structure |
| US5735332A (en) | 1992-09-17 | 1998-04-07 | Coors Ceramics Company | Method for making a ceramic metal composite |
| US5626914A (en) | 1992-09-17 | 1997-05-06 | Coors Ceramics Company | Ceramic-metal composites |
| DE4314323C2 (de) | 1993-04-30 | 1998-01-22 | Siemens Ag | Hochtemperaturbrennstoffzelle mit verbesserter Festelektrolyt/Elektroden-Grenzfläche und Verfahren zur Herstellung eines Mehrschichtaufbaus mit verbesserter Festelektrolyt/Elektroden-Grenzfläche |
| ATE228214T1 (de) | 1993-05-25 | 2002-12-15 | Lord Corp | Methode zum erreichen einer mechanischen verbindung zwischen oberflächen |
| JPH0769749A (ja) | 1993-09-03 | 1995-03-14 | Tanaka Kikinzoku Kogyo Kk | セラミックス用ろう材 |
| JP3100295B2 (ja) | 1993-09-27 | 2000-10-16 | 三菱重工業株式会社 | セラミックス材料からなる固体電解質の接合方法 |
| JP3495770B2 (ja) | 1993-10-29 | 2004-02-09 | 日本発条株式会社 | セラミックス接合用ろう材 |
| JPH07202063A (ja) | 1993-12-28 | 1995-08-04 | Toshiba Corp | セラミックス回路基板 |
| US5441825A (en) | 1994-01-24 | 1995-08-15 | Westinghouse Electric Corporation | Battery electrode compression mechanism |
| JP3276509B2 (ja) | 1994-03-24 | 2002-04-22 | 太平洋セメント株式会社 | セラミックスと金属との接合方法 |
| JP3896432B2 (ja) | 1995-11-08 | 2007-03-22 | Dowaメタルテック株式会社 | 金属−セラミックス複合基板の製造方法並びにそれに用いるろう材 |
| US5753385A (en) | 1995-12-12 | 1998-05-19 | Regents Of The University Of California | Hybrid deposition of thin film solid oxide fuel cells and electrolyzers |
| JP3689970B2 (ja) | 1996-04-30 | 2005-08-31 | 日産自動車株式会社 | 複合焼結接合体の製法 |
| JPH1021931A (ja) | 1996-06-27 | 1998-01-23 | Kyocera Corp | 固体電解質型燃料電池セル |
| US6296910B1 (en) | 1997-05-29 | 2001-10-02 | Imperial College Of Science, Technology & Medicine | Film or coating deposition on a substrate |
| US6200541B1 (en) | 1997-10-28 | 2001-03-13 | Bp Amoco Corporation | Composite materials for membrane reactors |
| JP3315919B2 (ja) | 1998-02-18 | 2002-08-19 | 日本碍子株式会社 | 2種類以上の異種部材よりなる複合部材を製造する方法 |
| JPH11297333A (ja) | 1998-04-03 | 1999-10-29 | Kansai Electric Power Co Inc:The | 燃料極及びそれを用いた固体電解質型燃料電池 |
| JPH11292618A (ja) | 1998-04-07 | 1999-10-26 | Kyushu Ceramics Kogyo Kk | チタン酸アルミニウム系セラミックス高温材料 |
| GB9807977D0 (en) * | 1998-04-16 | 1998-06-17 | Gec Alsthom Ltd | Improvements in or relating to coating |
| AU3952499A (en) * | 1998-06-15 | 2000-01-05 | Bi-Patent Holding Sa | High temperature electrochemical cell including a seal |
| US7771547B2 (en) | 1998-07-13 | 2010-08-10 | Board Of Trustees Operating Michigan State University | Methods for producing lead-free in-situ composite solder alloys |
| US6188582B1 (en) | 1998-12-18 | 2001-02-13 | Geoffrey Peter | Flexible interconnection between integrated circuit chip and substrate or printed circuit board |
| JP3792440B2 (ja) | 1999-06-25 | 2006-07-05 | 日本碍子株式会社 | 異種部材の接合方法、および同接合方法により接合された複合部材 |
| US6605316B1 (en) | 1999-07-31 | 2003-08-12 | The Regents Of The University Of California | Structures and fabrication techniques for solid state electrochemical devices |
| US6682842B1 (en) | 1999-07-31 | 2004-01-27 | The Regents Of The University Of California | Composite electrode/electrolyte structure |
| US6372078B1 (en) | 1999-09-09 | 2002-04-16 | Ronnie L. Melchert | Method for bonding polyester to plastic and resultant product |
| KR100344936B1 (ko) * | 1999-10-01 | 2002-07-19 | 한국에너지기술연구원 | 연료극 지지체식 원통형 고체산화물 연료전지 및 그 제조방법 |
| CZ301735B6 (cs) | 1999-10-08 | 2010-06-09 | Fuelcell Energy, Ltd. | Kompozitní elektrody pro pevné elektrochemické soucástky a zarízení |
| JP4367675B2 (ja) | 1999-10-21 | 2009-11-18 | 日本碍子株式会社 | セラミック製部材と金属製部材の接合用接着剤組成物、同組成物を用いた複合部材の製造方法、および同製造方法により得られた複合部材 |
| JP3595223B2 (ja) | 1999-10-29 | 2004-12-02 | 京セラ株式会社 | 固体電解質型燃料電池セル |
| JP2001233982A (ja) * | 1999-12-14 | 2001-08-28 | Tokuyama Corp | 多孔質ポリオレフィンフィルム及びその製造方法 |
| DK174654B1 (da) | 2000-02-02 | 2003-08-11 | Topsoe Haldor As | Faststofoxid brændselscelle og anvendelser heraf |
| US6428920B1 (en) | 2000-05-18 | 2002-08-06 | Corning Incorporated | Roughened electrolyte interface layer for solid oxide fuel cells |
| RU2197441C2 (ru) | 2000-05-29 | 2003-01-27 | Ермолаева Алевтина Ивановна | Композиция легкоплавкого стеклокристаллического материала |
| US6435565B2 (en) | 2000-07-18 | 2002-08-20 | Bks Company Llc | Clamp for closely spaced pipes |
| KR100542514B1 (ko) | 2000-09-08 | 2006-01-11 | 신닛뽄세이테쯔 카부시키카이샤 | 세라믹스 및 금속 복합체, 산화물 이온 수송용 복합구조체 및 밀봉성을 갖는 복합체 |
| US6767662B2 (en) * | 2000-10-10 | 2004-07-27 | The Regents Of The University Of California | Electrochemical device and process of making |
| US6541146B1 (en) | 2000-11-07 | 2003-04-01 | Hybrid Power Generation Systems, Llc | Composite sealant materials based on reacting fillers for solid oxide fuel cells |
| WO2002041424A1 (fr) | 2000-11-16 | 2002-05-23 | Mitsubishi Materials Corporation | Pile a combustible du type a electrolyte solide et collecteur a electrode oxydo-reductrice a utiliser dans cette pile |
| JP3736452B2 (ja) | 2000-12-21 | 2006-01-18 | 株式会社日立製作所 | はんだ箔 |
| JP5234554B2 (ja) | 2001-03-22 | 2013-07-10 | 独立行政法人産業技術総合研究所 | 固体電解質型燃料電池スタック構造体 |
| US6974516B2 (en) | 2001-04-05 | 2005-12-13 | Presidio Components, Inc. | Method of making laminate thin-wall ceramic tubes and said tubes with electrodes, particularly for solid oxide fuel cells |
| US6677070B2 (en) | 2001-04-19 | 2004-01-13 | Hewlett-Packard Development Company, L.P. | Hybrid thin film/thick film solid oxide fuel cell and method of manufacturing the same |
| AU2002252897A1 (en) | 2001-04-27 | 2002-11-11 | Alberta Research Council Inc. | Metal-supported solid electrolyte electrochemical cell and multi cell reactors incorporating same |
| US20030024611A1 (en) | 2001-05-15 | 2003-02-06 | Cornie James A. | Discontinuous carbon fiber reinforced metal matrix composite |
| US6656526B2 (en) | 2001-09-20 | 2003-12-02 | Hewlett-Packard Development Company, L.P. | Porously coated open-structure substrate and method of manufacture thereof |
| US7055733B2 (en) | 2002-01-11 | 2006-06-06 | Battelle Memorial Institute | Oxidation ceramic to metal braze seals for applications in high temperature electrochemical devices and method of making |
| GB2386126B (en) | 2002-03-06 | 2006-03-08 | Ceres Power Ltd | Forming an impermeable sintered ceramic electrolyte layer on a metallic foil substrate for solid oxide fuel cell |
| JP2003288913A (ja) | 2002-03-27 | 2003-10-10 | Toto Ltd | 固体酸化物燃料電池 |
| KR100885696B1 (ko) | 2002-05-07 | 2009-02-26 | 더 리전트 오브 더 유니버시티 오브 캘리포니아 | 전기화학 전지 스택 어셈블리 |
| JP2004039574A (ja) | 2002-07-05 | 2004-02-05 | Tokyo Gas Co Ltd | 低温作動固体酸化物形燃料電池用シール材 |
| RU2236331C2 (ru) | 2002-07-09 | 2004-09-20 | Кабардино-Балкарский государственный университет им. Х.М. Бербекова | Способ композиционной пайки |
| JP2004047598A (ja) | 2002-07-10 | 2004-02-12 | Toyota Industries Corp | 複合材及び接続構造 |
| GB2390739B (en) | 2002-07-10 | 2005-07-20 | Thomas Gordon Lindsay | A novel planar seal-less fuel cell stack |
| US7208246B2 (en) | 2002-07-23 | 2007-04-24 | Hewlett-Packard Development Company, L.P. | Fuel cell with integrated heater and robust construction |
| JP2004127761A (ja) | 2002-10-03 | 2004-04-22 | Kiyoshi Noshiro | 固体酸化物形燃料電池用燃料極及び燃料極材料製造方法 |
| JP2004142971A (ja) | 2002-10-22 | 2004-05-20 | Tokyo Gas Co Ltd | セラミック材料とステンレス鋼の接合方法 |
| JP2004164864A (ja) | 2002-11-08 | 2004-06-10 | Toyota Motor Corp | 固体電解質型燃料電池用燃料極 |
| US20040200187A1 (en) | 2002-11-27 | 2004-10-14 | Warrier Sunil G. | Compliant, strain tolerant interconnects for solid oxide fuel cell stack |
| DK1590840T3 (en) | 2002-12-24 | 2017-09-18 | Versa Power Systems Ltd | HIGH TEMPERATURE GAS SEAL |
| JP2004207088A (ja) * | 2002-12-26 | 2004-07-22 | Nissan Motor Co Ltd | ガス透過性基体及びこれを用いた固体酸化物形燃料電池 |
| JP3967278B2 (ja) | 2003-03-07 | 2007-08-29 | 日本碍子株式会社 | 接合部材及び静電チャック |
| US6984277B2 (en) * | 2003-07-31 | 2006-01-10 | Siemens Westinghouse Power Corporation | Bond enhancement for thermally insulated ceramic matrix composite materials |
| US7527888B2 (en) * | 2003-08-26 | 2009-05-05 | Hewlett-Packard Development Company, L.P. | Current collector supported fuel cell |
| US7476461B2 (en) | 2003-12-02 | 2009-01-13 | Nanodynamics Energy, Inc. | Methods for the electrochemical optimization of solid oxide fuel cell electrodes |
| JP2005288526A (ja) | 2004-04-02 | 2005-10-20 | Toshiba Corp | はんだ材及び半導体装置 |
| US20060234855A1 (en) | 2004-10-12 | 2006-10-19 | Gorte Raymond J | Preparation of solid oxide fuel cell electrodes by electrodeposition |
| EP1825541A4 (en) | 2004-11-30 | 2010-01-13 | Univ California | SEAL JOINT STRUCTURE FOR ELECTROCHEMICAL DEVICE |
| CA2627786C (en) | 2004-11-30 | 2012-03-27 | The Regents Of The University Of California | Braze system with matched coefficients of thermal expansion |
| AU2005327925B2 (en) | 2004-11-30 | 2011-01-27 | The Regents Of The University Of California | Joining of dissimilar materials |
| US6994884B1 (en) | 2004-12-16 | 2006-02-07 | General Electric Company | High performance fuel cell electrode and method for manufacturing same |
| US7595019B2 (en) | 2005-03-01 | 2009-09-29 | Air Products And Chemicals, Inc. | Method of making an ion transport membrane oxygen separation device |
| RU2403655C9 (ru) | 2005-04-21 | 2011-04-20 | Члены Правления Университета Калифорнии | Инфильтрация исходного материала и способ покрытия |
| US20070117006A1 (en) | 2005-11-22 | 2007-05-24 | Zhongliang Zhan | Direct Fabrication of Copper Cermet for Use in Solid Oxide Fuel Cell |
| WO2008016345A2 (en) | 2006-07-28 | 2008-02-07 | The Regents Of The University Of California | Joined concentric tubes |
| CN101809800A (zh) | 2007-07-25 | 2010-08-18 | 加州大学评议会 | 用于高温电化学装置的互锁结构及其制备方法 |
| ATE540133T1 (de) | 2008-02-04 | 2012-01-15 | Univ California | Cermet auf cu-basis für hochtemperatur- brennstoffzelle |
| CN102067370B (zh) | 2008-04-18 | 2013-12-04 | 加州大学评议会 | 用于高温电化学装置的整体式密封 |
| WO2010030300A1 (en) | 2008-09-11 | 2010-03-18 | The Regents Of The University Of California | Metal-supported, segmented-in-series high temperature electrochemical device |
-
2005
- 2005-11-29 AU AU2005327925A patent/AU2005327925B2/en not_active Ceased
- 2005-11-29 CA CA002630526A patent/CA2630526A1/en not_active Abandoned
- 2005-11-29 US US11/791,258 patent/US8287673B2/en active Active
- 2005-11-29 RU RU2007124484A patent/RU2406591C2/ru not_active IP Right Cessation
- 2005-11-29 WO PCT/US2005/043109 patent/WO2006091250A2/en active Application Filing
- 2005-11-29 EP EP05857595A patent/EP1829112A4/en not_active Withdrawn
-
2007
- 2007-06-28 NO NO20073304A patent/NO20073304L/no not_active Application Discontinuation
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2574549C2 (ru) * | 2013-04-12 | 2016-02-10 | Альстом Текнолоджи Лтд | Конструкция для присоединения термоизоляционного материала к металлической конструкции |
| US9764530B2 (en) | 2013-04-12 | 2017-09-19 | Ansaldo Energia Ip Uk Limited | Method for obtaining a configuration for joining a ceramic material to a metallic structure |
| RU2687342C2 (ru) * | 2015-05-04 | 2019-05-13 | Те Свотч Груп Рисерч Энд Дивелопмент Лтд | Способ установки декоративного элемента на основание и указанное основание |
| RU2796773C1 (ru) * | 2022-10-28 | 2023-05-29 | Российская Федерация, от имени которой выступает Государственная корпорация по атомной энергии "Росатом" | Способ сварки волокон разнородных материалов |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2630526A1 (en) | 2006-08-31 |
| US8287673B2 (en) | 2012-10-16 |
| US20080118804A1 (en) | 2008-05-22 |
| NO20073304L (no) | 2007-08-28 |
| WO2006091250A2 (en) | 2006-08-31 |
| RU2007124484A (ru) | 2009-01-10 |
| EP1829112A2 (en) | 2007-09-05 |
| AU2005327925A1 (en) | 2006-08-31 |
| WO2006091250A3 (en) | 2006-12-14 |
| EP1829112A4 (en) | 2009-11-18 |
| AU2005327925B2 (en) | 2011-01-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2406591C2 (ru) | Соединение разнородных материалов | |
| CN101507352B (zh) | 接合同心管 | |
| AU2008279577B2 (en) | High temperature electrochemical device with interlocking structure | |
| RU2403136C2 (ru) | Паяная система с согласованными коэффициентами термического расширения | |
| KR101466417B1 (ko) | 변형된 공기 브레이즈에서 확산 배리어 | |
| Tucker et al. | A braze system for sealing metal-supported solid oxide fuel cells | |
| US20110104586A1 (en) | Integrated seal for high-temperature electrochemical device | |
| US20130078448A1 (en) | Method of making electrochemical device with porous metal layer | |
| KR20100128272A (ko) | 전해질막의 형성 방법, 막전극 접합체 및 막전극 접합체의 제조 방법 | |
| DE102005028797A1 (de) | Hochtemperatur-Brennstoffzelle mit einer metallischen Tragstruktur für die Festoxid-Funktionsschichten | |
| RU2432230C2 (ru) | Объединенные концентрические трубки | |
| JP2009511743A (ja) | 熱溶射により形成される安定した接合部 | |
| KR20090036551A (ko) | 결합형 동심 튜브 | |
| Sun et al. | Fabrication and characterization of YSZ/Ni-YSZ bi-layered composites using thermoplastic coextrusion | |
| KR101218505B1 (ko) | 경사기능재료 접합층을 이용한 연료전지 및 그 제조방법 | |
| Dourandish et al. | Sintering of zirconia/430L stainless steel bilayers for co-powder injection moulding |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20131130 |