RU2140855C1 - Проницаемые пленки и пленочно-нетканый композиционный материал и способы их получения - Google Patents
Проницаемые пленки и пленочно-нетканый композиционный материал и способы их получения Download PDFInfo
- Publication number
- RU2140855C1 RU2140855C1 RU96115186A RU96115186A RU2140855C1 RU 2140855 C1 RU2140855 C1 RU 2140855C1 RU 96115186 A RU96115186 A RU 96115186A RU 96115186 A RU96115186 A RU 96115186A RU 2140855 C1 RU2140855 C1 RU 2140855C1
- Authority
- RU
- Russia
- Prior art keywords
- film
- polyolefin
- fibrous
- nonwoven fabric
- filler
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/15—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state
- B32B37/153—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state at least one layer is extruded and immediately laminated while in semi-molten state
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0032—Ancillary operations in connection with laminating processes increasing porosity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0012—Mechanical treatment, e.g. roughening, deforming, stretching
- B32B2038/0028—Stretching, elongating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
- B32B2250/242—All polymers belonging to those covered by group B32B27/32
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0253—Polyolefin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/14—Mixture of at least two fibres made of different materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/726—Permeability to liquids, absorption
- B32B2307/7265—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2323/00—Polyalkenes
- B32B2323/04—Polyethylene
- B32B2323/046—LDPE, i.e. low density polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2323/00—Polyalkenes
- B32B2323/10—Polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2555/00—Personal care
- B32B2555/02—Diapers or napkins
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31909—Next to second addition polymer from unsaturated monomers
- Y10T428/31913—Monoolefin polymer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/659—Including an additional nonwoven fabric
- Y10T442/668—Separate nonwoven fabric layers comprise chemically different strand or fiber material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/659—Including an additional nonwoven fabric
- Y10T442/673—Including particulate material other than fiber
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/674—Nonwoven fabric with a preformed polymeric film or sheet
- Y10T442/678—Olefin polymer or copolymer sheet or film [e.g., polypropylene, polyethylene, ethylene-butylene copolymer, etc.]
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Laminated Bodies (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Nonwoven Fabrics (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Manufacturing Of Multi-Layer Textile Fabrics (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Materials For Medical Uses (AREA)
- Orthopedics, Nursing, And Contraception (AREA)
Abstract
Описывается проницаемый пленочно-нетканый материал, содержащий пленку, имеющую скорость прохождения водяного пара не менее 100 г/м2 за 24 ч, полученную из смеси, содержащей преимущественно линейный полиолефин, наполнитель и связующее, и соединенную с полиолефиновым волокнистым нетканым полотном с образованием слоистого материала, отличающийся тем, что пленка получена из смеси, содержащей в пересчете на сухое вещество по отношению к общей массе пленки примерно 10 - 68% преимущественно линейного полиолефина, примерно 30 - 80% наполнителя и примерно 2 - 20% связующего, при этом соединение пленки с волокнистым полотном выполнено непосредственным их термоскреплением, причем прочность на раздир образованного слоистого материала составляет не менее 24 ч. Описывается также способ получения вышеуказанного материала. Некоторые термопластичные пленки, такие как, например, пленки из линейного полиэтилена низкой плотности, являются трудными для термоскрепления, например, с полипропиленовым нетканым полотном из-за несовместимости двух полимеров. Настоящее изобретение вводит проклеивающее вещество в один или оба из двух слоев, делая в результате более легким термоскрепление двух слоев вместе. 6 с. и 9 з.п. ф-лы, 2 ил., 3 табл.
Description
Изобретение относится к проницаемым пленкам и проницаемым тканеподобным пленочно-нетканым композиционным материалам, а также к способу их получения. Более конкретно, настоящее изобретение относится к проницаемым пленочно-нетканым слоистым материалам, которые содержат тонкую проницаемую пленку, ламинированную в различных точках к армирующему тканеподобному волокнистому нетканому холсту. Настоящее изобретение широко применяется в ряде областей, где требуются или являются желательными прочность, комфортность, воздухопроницаемость. Две специальные области включают впитывающие изделия индивидуального ухода и предметы ухода, включая пеленки, одежду и другое, относящееся к хирургическим перевязочным материалам. Примеры впитывающих изделий индивидуального ухода включают в себя пеленки, гигиенические салфетки, одежду при моченедержании, брюки для тренинга, повязки и т.п. Материал настоящего изобретения также может быть использован в виде целого или части предмета одежды.
Многочисленная современная продукция включает в себя искусственные, синтетические компоненты, впитывающие изделия индивидуального ухода, такие как, например, пеленки. Сегодняшние пеленки обычно включают нетканый холст из синтетического волокна в виде тыльного подкладочного материала, расположенного в контакте с кожей ребенка. Внутри пеленки имеется впитывающая сердцевина, которая может быть выполнена из волокна из натуральной древесной массы в комбинации с синтетическими волокнами и суперпоглотителями. материалы подкладки или наружные слои пеленок традиционно выполняются из полимерных пленок из-за соображений стоимости и благодаря природе полимерных пленок.
Хотя полимерные пленки являются эффективными для удержания жидкости и других обработанных материалов в процессе использования, некоторые полимерные пленки имеют отдельные недостатки в том, что они являются неприятными при соприкосновении и с трудом пропускают водяной пар, так что, с точки зрения здоровья, полимерные пленки имеют тенденцию вызывать гидратацию кожи, в результате делая детей более склонными к пеленочной сыпи. Однако решение проблемы заключается в вытеснении обычных непористых полимерных пленок проницаемыми полимерными пленками в качестве материала подкладки пеленки. Имеется целый ряд путей получения проницаемой пленки, включая перфорирование и использование наполнителей. Когда используется наполнитель, пленка часто раскрывается между валками для растрескивания наполнителя или растягивается так, чтобы создать небольшие зазоры между полимером и заделанными в него частицами наполнителя. Это создает извилистый путь от одной поверхности пленки к другой и, таким образом, обеспечивает путь для выхода водяного пара, причем одновременно пленка действует в качестве барьера для жидкостей, таких как вода и моча. Для получения проницаемых пленок часто используются полиолефиновые пленки. Особенно широко используемая для таких применений пленка получается из линейного полиолефина, содержащего органические и/или неорганические наполнители. Такие наполненные полиолефиновые пленки обеспечивают хорошее прохождение водяного пара, что делает пеленки более удобными для пользователя. В результате, относительная влажность и температура в пеленке или другом изделии при использовании проницаемых материалов может быть снижена. Несмотря на это, такие проницаемые пленки имеют недостатки в том, что они являются холодными или липкими, потому что проницаемые пленки пропускают влагу наружу изделия, где она конденсируется на поверхности пленки. Соответственно другим решением является попытка использовать нетканые материалы в качестве подкладочного материала пеленок.
Волокнистое нетканое полотно при использовании в качестве подкладочного материла пеленок смягчает вышеуказанные проблемы пеленок, однако, такое волокнистое нетканое полотно обычно обеспечивает плохой барьер для прохождения жидкостей, включая мочу. В результате большая часть нетканых материалов как таковых является непригодной для использования в качестве подкладочного материала. Некоторые виды волокнистого нетканого полотна работают лучше, чем другие на отталкивание жидкостей, особенно, когда они имеют слой микроволокнистого нетканого материала, такого как слой полотна, полученного дутьем расплава. Полотно, полученное дутьем расплава, изготовляется из волокон, полученных экструзией расплавленного термопластичного материала через микрокапилляры фильеры с формованием нитей или филаментов, которые затем распушаются с использованием газа с высокой скоростью. Получаемые волокна обычно имеют очень небольшой диаметр, обычно, 10 мкм или менее, и собираются на формующей поверхности в виде волокнистого нетканого фетра с очень мелкопористой структурой, которая стремится замедлить прохождение жидкости. Смотри, например, патент США N 3849241 (Бантин и др.). Даже с использованием полотна, полученного дутьем расплава, такие волокнистые нетканые материалы являются не совсем пригодными в качестве подкладочного материала для изделий индивидуального ухода.
Ввиду вышеуказанных недостатков как пленок, так и нетканых волокнистых материалов сделаны попытки комбинирования двух материалов, что в результате делает возможным предположение, что превосходства одного материала перекроют слабости другого. Примером комбинации наилучших характеристик проницаемой пленки и нетканого волокнистого материала является комбинация пленки из наполненного линейного полиолефина и штапельного полотна из полипропилена или сополимера пропилена. Для того, чтобы эти два материала работали в унисон, они должны быть как-то соединены или ламинированы друг с другом. Имеется целый ряд способов соединения пленок и нетканых материалов, включая термоскрепление и ультразвуковое скрепление и прошивание. Для целей сохранения жидкостного барьера сшивание и прошивание являются вообще нежелательными из-за того, что создаваемые этими способами отверстия являются относительно большими и поэтому дают утечку жидкости. Связующие вещества и склеивание могут быть нежелательными по их собственным причинам, включая чрезмерное перекрытие пор проницаемой пленки и общую жесткость ламината. Ламинирование пленки и нетканых волокнистых слоев должно быть относительно полым. Для достижения хорошего ламинирования между пленкой и нетканым материалом с использованием связующего вещества в качестве основного материала тонкий равномерный слоя связующего вещества должен быть распылен по всей границе раздела двух материалов, либо более-менее локализованные количества связующего вещества должны быть использованы через равные интервалы. Равномерное нанесение связующего вещества может и часто блокирует поры на одной поверхности пленки, превращая в результате ранее пористую пленку в непористую. Это является нежелательным. Использование больших количеств связующего вещества в более локализованных областях снижает величину пленочной поверхности, которая блокируется адгезивом, но недостатком является то, что пленочно-нетканый слоистый материал имеет тенденцию стать клейким из-за концентрированного применения адгезива. Следовательно, более желательно использовать технологию термоламинирования.
Термоламинирование может осуществляться путем использования нагрева и давления, как с использованием нагретых наносящих узор валков, так и с применением ультразвука. Обе технологии являются весьма пригодными для сохранения пленок и нетканых материалов, когда оба материала выполнены из одного и того же полимера. В некоторых случаях, однако, полимеры, использованные для изготовления пленки, не являются одинаковыми с полимерами, использованными для изготовления нетканого волокнистого полотна. Это может быть обусловлено как стоимостью, так и физическими свойствами. Одним таким примером являются линейный полиэтилен низкой плотности (ЛПЭНП) и полипропиленовое нетканое полотно. Эти полимеры являются термонесовместимыми друг с другом в том, что они не могут быть термоламинированы друг с другом усилием связи менее 5 г. Также существует ситуация, когда полимеры, использованные для получения двух слоев, являются одинаковыми и поэтому совместимыми, но требуют для термоламинирования настолько большое количество тепла и давления, что в пленочном слое образуются отверстия на торце, и часто ламинат становится слишком клейким. Следовательно, имеется потребность в таком способе термоскрепления таких несовместимых и совместимых материалов, чтобы можно было использовать преимущества обоих материалов, а также способ ламинирования. Имеется также потребность в конечном продукте. Как пояснено подробно ниже, эти потребности удовлетворяются настоящим изобретением.
Вышеуказанные проблемы решаются с помощью настоящего изобретения. Здесь рассматривается проницаемая пленка и проницаемый тканеподобный пленочно-нетканый композиционный материал, выполненный из проницаемой пленки, которая термоскреплена с волокнистым нетканым полотном из полиолефина. Также рассматривается способ получения вышеуказанных материалов.
В идеале термоскрепление является одним из наиболее желаемых средств ламинирования пленки и нетканого слоя. Термоскрепление требует, чтобы материалы были термосовместимыми. Часто и пленки и нетканые материалы выполняются из полимеров, которые обеспечивают требуемые характеристики для конкретного материала, о котором идет речь, но которые не являются легко термоскрепляемыми друг с другом или совсем нетермоскрепляемыми. В случае настоящего изобретения проклеивающее вещество, которое добавляется к пленке, должно быть совместимым только с полиолефиновой полимерной частью волокнистого нетканого полотна, т. к. оно действует как чувствительное к нагреву и сжатию связующее вещество (адгезив) в процессе ламинирования. Альтернативно, проклеивающее вещество может вводиться в волокна волокнистого полотна для облегчения ламинирования пленки и полотна. Важно, чтобы температура, используемая для соединения двух слоев вместе, была ниже температуры плавления полиолефинового полимера пленки или волокна для сохранения целостности пленки и волокна, в результате чего снижается риск образования отверстий и потери прочности в процессе ламинирования. Таким образом, для настоящего изобретения важно, чтобы пленка или волокно в своей полноте не достигали их общей точки плавления и не подвергали риску целостность и барьерные характеристики получаемого композиционного материала. "Локализацией" термоскрепления с помощью проклеивающей добавки и дискретной структуры скрепления обеспечивается средство осуществления присоединения с минимальным риском для пористой природы проницаемой пленки при одновременном сохранении хороших гибких характеристик по отношению ко всему композиционному или слоистому материалу.
В одном варианте настоящего изобретения проницаемый пленочно-нетканый слоистый материал получается сначала формованием пленки из смеси, содержащей в пересчете на сухое вещество по отношению к общей массе пленки от примерно 10 до примерно 68% преимущественно линейного полиолефинового полимера, от примерно 30 до примерно 80% наполнителя, имеющего средний размер частиц в пределах от примерно 0,5 до примерно 5 мкм и от примерно 2 до примерно 20% проклеивающего вещества. Пленка затем растягивается или раскатывается между валками, чтобы сделать ее проницаемой. Свежеполученная пленка должна иметь скорость пропускания водяного пара не менее 100 г/м2 за 24 ч. Затем нетканое волокнистое полотно из полиолефина термоскрепляется с пленкой с получением слоистого или композиционного материала. Слоистый материал требует нагрузку не менее 5 г для отслаивания двух слоев друг от друга.
Соответствующие материалы для пленочного слоя включают в себя, но не ограничиваются этим, преимущественно линейный полиолефиновый полимер, такой как линейный полиэтилен низкой плотности, и наполнители, такие как карбонат кальция. Соответствующие материалы для волокнистого нетканого полотна включают в себя, но не ограничиваются этим, полипропиленовые и смесь полиолефиновых волокон, таких как полипропиленовые волокна и волокна из линейного полиэтилена низкой плотности, а также бикомпонентные волокна с полиолефиновым компонентом, образующим наружную поверхность волокон.
Способ включает сначала получение предэкструзионной смеси вышеуказанных полимеров и затем экструдирование смеси в пленку. Сразу после формирования пленки она растягивается при температуре ниже точки плавления преимущественно линейной полимерной части пленки и, более желательно, при температуре, которая также ниже точки размягчения проклеивающего вещества. При растяжении пленки последняя утоняется и делается пористой и проницаемой. Только что растянутая пленка имеет скорость прохождения водяного пара не менее 100 г/см2 за 24 ч. Затем пленка термоскрепляется с нетканым полотном из полиолефинового волокна при температуре ниже температуры плавления преимущественно линейной полимерной части пленки с образованием слоистого материала. Если требуется, пленочный слой может быть дополнительно подвергнут усаживанию после термоскрепления с нетканым слоем, что в результате вызывает усаживание всего композиционного материала, что, в свою очередь, создает неровную поверхность и более объемный композиционный материал.
Только что сформованный проницаемый тканеподобный пленочно-нетканый композиционный материал имеет целый ряд применений, по крайней мере одним из которых является наружное покрытие впитывающих изделий индивидуального ухода. Такие изделия обычно имеют обращенную к телу тыльную подкладку и наружное покрытие с впитывающей сердцевиной, расположенной между ними. Материал настоящего изобретения может использоваться в качестве наружной оболочки с нетканым волокнистым слоем, обращенным наружу по отношению к изделию, и с пленочным слоем, расположенным смежно с впитывающей сердцевиной.
В качестве альтернативы, если термоскрепление является желательным, но полимеры, образующие всю или часть пленки и несущие слои, являются термосовместимыми, к несущему слою волокнистого нетканого полотна может добавляться проклеивающее вещество вместо или в добавление к пленочному слою. Проклеивающее вещество может добавляться к полимерной смеси, образующей волокна. Если волокна являются однокомпонентными, проклеивающее вещество может добавляться к целому волокну. Кроме однокомпонентных волокон, возможно формование несущего слоя волокнистого нетканого полотна полностью или частично из многокомпонентных волокон, таких как бикомпонентные волокна. Примеры бикомпонентных волокон включают в себя, но не ограничиваются этим, волокна типа "ядро-оболочка", "бок-о-бок" и "острова-в-море". Кроме того, бикомпонентные волокна могут быть использованы для формования несущего волокнистого нетканого слоя. Во всех таких конфигурациях волокон проклеивающее вещество должно присутствовать в части волокна, которая образует по крайней мере часть наружной поверхности волокна, так что проклеивающее вещество может контактировать и скрепляться с частью пленочного слоя. Сразу после формования несущего слоя волокнистого нетканого полотна он может быть термоскреплен с пленочным слоем с использованием нагрева, сжатия, нагрева и сжатия, и/или ультразвука.
На фиг. 1 представлен поперечный разрез проницаемого тканеподобного пленочно-нетканого композиционного материала согласно изобретению.
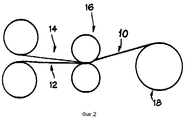
На фиг. 2 представлена схема способа получения проницаемого тканеподобного пленочно-нетканого композиционного материала согласно изобретению.
Настоящее изобретение относится к улучшенному пленочно-нетканому слоистому материалу, который использует пленку, которая состоит преимущественно из линейного полиолефинового полимера, наполнителя и проклеивающего вещества, и которая термоскреплена с волокнистым нетканым полотном из полиолефина. Как пример, традиционные пленки из линейного полиэтилена низкой плотности являются нетермоскрепляемыми с нетканым полотном из полипропилена из-за несовместимости полимеров и точек плавления при изготовлении пленочного и нетканого слоев. Настоящее изобретение представляет проницаемую пленку, которая благодаря уникальному составу и условиям переработки термоскрепляется с нетканым полотном из полиолефина. В отдельном варианте пленка с использованием смеси линейного полиэтилена низкой плотности и проклеивающего вещества термоскрепляется с полипропиленовым нетканым полотном. Готовый ламинат обладает рядом характеристик, включая мягкое тканеподобное ощущение при соприкосновении и хорошую проницаемость водяного пара, действуя в то же время как барьер для прохождения жидкости. Кроме того, благодаря высокой степени растяжения и наполнения пленки из линейного полиэтилена низкой плотности пленка является проницаемой, очень мягкой при соприкосновении и имеет очень незначительные "шум" и "треск". В результате, хотя не в смысле ограничения конкретными случаями применения, как описано здесь, слоистый материал настоящего изобретения имеет, в частности, применение в качестве подкладочного материала для продукции индивидуального ухода, включая пеленки, гигиенические салфетки, брюки для тренинга, одежду при моченедержании, повязки и т. п. Материал настоящего изобретения может также использоваться для получения всего или части предмета одежды. Кроме того, материал настоящего изобретения может также использоваться для получения материалов для обеспечения больниц, таких как хирургических простыни, халаты, тампоны, чехлы для обуви, лицевые маски и шапочки. Соответственно предполагается, что эти и другие случаи применения входят в объем настоящего изобретения.
В другом варианте проклеивающее вещество может быть введено в волокнистое нетканое полотно и, в частности в полимерную смесь, образующую по крайней мере часть наружной поверхности множества волокон, составляющих нетканое полотно. В результате может быть предусмотрено другое средство термосклеивания или ламинирования двух слоев, которые в противном случае являются термонесовместимыми. Получаемые слоистые материалы также являются пригодными для указанных выше случаев применения.
Как видно на фиг. 1, композиционный или слоистый материал 10 настоящего изобретения в своем наиболее общем виде имеет пленочный слой 12 и комфортный и несущий слой 14 полиолефинового волокнистого нетканого полотна, которые термоскреплены друг с другом. Хотя это является самой основной конфигурацией настоящего изобретения, к композиционному материалу 10 могут быть присоединены дополнительные слои с образованием многослойного композита при необходимости. Например, второе полиолефиновое волокнистое нетканое полотно (не показано) может быть скреплено с пленочным слоем 12 на стороне пленки, противоположной первому волокнистому нетканому полотну 14.
Пленочный слой 12 содержит три основных компонента: первый - преимущественно линейный полиолефиновый полимер, такой как линейный полиэтилен низкой плотности, второй - наполнитель и третий - проклеивающее вещество или повышающую клейкость добавку. Эти три компонента смешиваются вместе, нагреваются и затем экструдируются в пленочный слой с использованием одного из целого ряда способов получения пленки, известных специалистам пленочного производства, включая литье и раздув. В пленочный слой могут быть введены другие добавки и ингредиенты при условии, что они не будут серьезно влиять на пропускание пленки и на термоскрепление с комфортным слоем из волокнистого полиолефинового нетканого полотна 14. Обычно, в пересчете на сухое вещество по отношению к общей массе пленки, пленочный слой содержит примерно 10-68 мас. % преимущественно линейного термопластичного полимера, примерно 2-20 мас.% наполнителя. В более специальном варианте он может дополнительно содержать от 0 до примерно 68 мас.% другого полиолефина, такого как полипропилен.
Установлено, что линейный полиэтилен низкой плотности (ЛПЭНП) работает совершенно так же, как пленочная основа, когда соответствующие количества проклеивающего вещества смешиваются с линейным полиэтиленом низкой плотности. Однако считается, что любой преимущественно линейный полиолефиновый полимер может быть использован в настоящем изобретении. Использованный здесь термин "линейный полиэтилен низкой плотности" охватывает полимеры этилена и сополимеры высших олефинов, таких как C3...C12-олефины и их комбинации. Термин "преимущественно линейный" означает, что главная цепь полимера является линейной с менее примерно 5 длинномерными разветвлениями на 1000 этиленовых единиц. Длинноцепочечные разветвления включают цепи углерода с числом атомов углерода более, чем C12. Для преимущественно линейных полиолефиновых полимеров, которые являются неэластичными, короткоцепочечное ответвление благодаря сомономерному включению обычно ограничивается менее, чем 20 короткими цепями на 1000 этиленовых единиц и 20 и более - для полимеров, которые являются эластичными. Примеры преимущественно линейных полиолефиновых полимеров включают в себя, но не ограничиваются этим, линейные полиолефины, такие как полимеры этилена, пропилена, 1-бутена, 4-метил-пентена, 1-гексена, 1-октена и высших олефинов, а также их сополимеры. К тому же, сополимеры этилена и других олефинов, включая пентен, гексен, гептен, октен, децен и др. также являются примерами преимущественно линейных термопластичных полимеров.
Основной целью настоящего изобретения является обеспечение средства термоскрепления проницаемых пленок, выполненных из таких преимущественно линейных полиолефиновых полимеров, с полиолефиновыми волокнистыми неткаными полотнами способом, который не нарушает целостность отдельных слоев и особенно пленочного слоя. При добавлении проклеивающего вещества в пленочную полимерную смесь в определенном интервале содержания пленка и нетканый материал могут быть термоскреплены при более низких температурах и/или давлениях в более низких пределах процентного содержания вышеуказанного проклеивающего вещества. Кроме того, несовместимые пленки и нетканое полотно, такие как пленки из ЛПЭНП и полипропиленовые нетканые полотна, теперь могут быть эффективно ламинированы. Только что полученный слоистый материал является еще очень мягким и обычно свободным от непроявившихся отверстий, вызванных избыточным проклеиванием с получением соответствующего ламинирования.
Для того, чтобы пленка ЛПЭНП и полипропиленовое нетканое полотно были бы совместимыми, желательно, чтобы имелась способность к термоскреплению двух слоев при температуре или ниже температуры плавления пленки ЛПЭНП с уровнем содержания проклеиваюещго вещества 15%, и чтобы получаемый слоистый материал имел прочность, выдерживающую расслаивающую нагрузку слоев не менее 5 г с использованием методики испытаний, описанной ниже. При добавлении проклеивающего вещества в пленочную полимерную смесь это является возможным. Использованный здесь термин "проклеивающее вещество" означает добавку, которая при введении в пленочную полимерную смесь обеспечивает термосклеивание пленочного слоя с нетканым слоем при температуре, по крайней мере, на 5oC ниже точки плавления главного компонента из преимущественно линейного термопластичного полимера в пленочной полимерной смеси. В данном случае "главным" полимером является линейный полиэтилен низкой плотности. Кроме того, прочность скрепления или отслаивания готового слоистого материала должна быть не менее 5 г.
Проклеивающие вещества могут также называться усиливающими липкость смолами и рассматриваются в патенте США N 4789699 (Къеффер и др.), сущность которого приводится здесь в виде ссылки во всей его полноте. Цель проклеивающего вещества настоящего изобретения обеспечить термоскрепление пленочного и нетканого слоев при более низкой температуре. Примеры проклеивающих веществ включает в себя гидрированные углеводородные смолы, такие как усиливающие липкость добавки серий REGALREZ и ARKON P (зарегистрированные товарные знаки). Усиливающие липкость добавки REGALREZ поставляются фирмой Геркулес, Инкорпорейтид из Уилмингтона, Делавар. Добавки REGALREZ являются высокостабильными светлоокрашенными низкомолекулярными неполярными смолами. Марка 3102 имеет точку размягчения 102oC, относительную плотность при 21oC - 1,04, вязкость расплава 100 пуаз при 149oC и температуру стеклования Tc 51oC. Марка REGALREZ 1094 имеет точку размягчения 94oC, относительную плотность при 21oC - 0,99, вязкость расплава 100 пуаз при 126oC и температуру стеклования Тс 33oC. Марка 1126 имеет точку размягчения 126oC, относительную плотность при 21oC - 0,97, вязкость расплава 100 пуаз при 159oC и температуру стеклования Tс 65oC.
Смолы серии ARKON P являются синтетическими усиливающими липкость, получаемыми фирмой Аракава Кемикэл (США), Инкорпорейтид оф Чикаго, Иллинойс из углеводородов нефти. Марка P-70, например имеет точку размягчения 70oC, тогда как марка P-100 имеет точку размягчения 100oC, а марка P-125 имеет точку размягчения 125oC.
Смола ZONATEC 501 является другой усиливающей липкость добавкой, которая является терпенуглеводородом с точкой размягчения 105oC и получается фирмой Аризона Кемикэл Компани оф Панама Сити, Флорида. Смола EASTAN 1023 PL является аморфной полипропиленовой усиливающей липкость добавкой с точкой размягчения 150-155oC, выпускаемой фирмой Истмэн Кемикэл Компани Лонгвью, Техас.
Вообще, другие примеры проклеивающих веществ включают в себя, но не ограничиваются этим, полиамиды, сополимеры этилена, такие как этиленвинилацетат (ЭВА), этиленэтилакрилат (ЭЭА), этиленакриловая кислота (ЭАК), этиленметакрилат (ЭМА) и этилен-n-бутил-акрилат, канифоль и ее производные, углеводородные смолы, политерпеновые смолы, атактический полипропилен и аморфный полипропилен. Сюда также входят преимущественно аморфные сополимеры этилена с пропиленом, общеизвестные как этиленпропиленовый каучук (ЭПК), и класс материалов, называемый ударопрочным полипропиленом (УПП), и олефиновые термопластичные полимеры, где ЭПК механически диспергируются или молекулярно диспергируются посредством реакторной многостадийной полимеризации в полипропилене или полипропилен/полиэтиленовых смесях.
Должно быть понятно, что приведенный выше перечень проклеивающих веществ и усиливающих липкость добавок является только иллюстративным и не означает ограничения объема настоящего изобретения. Любое проклеивающее вещество, которое смешивается с другим пленочным и/или волокнистым полимерами и является способным создать сцепление между слоями, которое требует не менее 5 г нагрузки для разделения слоев, рассматривается в качестве проклеивающего вещества для целей настоящего изобретения. Обычно проклеивающее вещество составляет примерно 2-20% общей массы пленки. Несмотря на то, что может быть использовано процентное содержание вне указанного интервала, при более высоком содержании проницаемость пленки становится негарантированной, что для впитывающих изделий индивидуального ухода обычно является нежелательным.
Помимо преимущественно линейного полиолефинового полимера и проклеивающего вещества пленочный слой также содержит наполнитель. Использованный здесь термин "наполнитель" охватывает порошки и другие формы материалов, которые могут быть добавлены в пленочную полимерную экструзионную смесь, и которые химически не взаимодействуют или не оказывают отрицательного воздействия на экструдированную пленку, но которые способны равномерно диспергироваться по всей пленке. Обычно наполнители находятся в порошкообразном виде и обычно имеют до некоторой степени сферическую форму со средними размерами частиц в пределах от примерно 0,1 до 7 мкм. Предполагается, что в объем настоящего изобретения входят как органические, так и неорганические наполнители, при условии, что они не влияют на процесс пленкообразования, проницаемость получаемой пленки или ее способность термоскрепляться с полиолефиновым волокнистым нетканым полотном или комфортным слоем. Примеры наполнителей включают в себя карбонат кальция (CaCO3), различные виды глины, кремнезем (SiO2), глинозем, сульфат бария, карбонат натрия, тальк, сульфат магния, двуокись титана, цеолиты, сульфат алюминия, порошки целлюлозного типа, кизельгур, карбонат магния, карбонат бария, каолин, слюду, углерод, окись кальция, окись магния, гидроокись алюминия, древесную муку, опилки, производные целлюлозы, хитин и производные хитина.
Как указано ранее, пленки могут быть получены с использованием любого из традиционных способов, известных специалистам пленочного производства. Преимущественно линейный полиолефиновый полимер, проклеивающее вещество и наполнитель смешиваются в соответствующих пропорциях, в соответствии с указанными выше интервалами, и затем нагреваются и экструдируются в пленку. Для того, чтобы обеспечить равномерную проницаемость, которая выражается скоростью прохождения водяного пара через пленку, наполнитель должен быть равномерно распределен в полимерной смеси, а следовательно, и в самой пленке. Для целей настоящего изобретения пленка является "проницаемой", если она имеет скорость прохождения водяного пара не менее 100 г/м2 за 24 ч, как рассчитано с использованием в отношении примеров. Обычно только что изготовленная пленка имеет массу единицы менее примерно 100 г/м2, а после растяжения и утонения ее масса единицы площади составляет менее примерно 35 г/м2 и, более желательно, менее примерно 18 г/м2.
Использованная в приведенных ниже примерах пленка является пленкой, полученной экструзией с раздувом, однако другие типы пленок также входят в объем изобретения, при условии, что технология формирования совместима с наполненными пленками. Первоначально полученная пленка является слишком толстой и слишком шумной, так как она имеет тенденцию "трещать" при встряхивании, и пленка не имеет достаточную степень проницаемости, измеренную по ее скорости пропускания водяного пара. Таким образом, пленка нагревается до температуры, по крайней мере примерно на 5oC ниже точки плавления преимущественно линейного термопластичного полимера и затем растягивается не менее, чем примерно в 2,5 раза по сравнению с ее первоначальной длиной, чтобы утонить пленку и сделать ее пористой. Предпочтительно, чтобы температура, до которой пленка нагревается в процессе растяжения, была также ниже точки размягчения проклеивающего вещества. Для некоторых проклеивающих веществ точка размягчения дается как интервал температур. Поэтому "нагревание ниже точки размягчения" будет при температуре ниже самой высокой температуры, указанной в интервале.
Дополнительной характеристикой процесса утонения является изменение непрозрачности пленки. Сразу после получения пленка является относительно прозрачной, но после растяжения она становится непрозрачной. Кроме того, когда пленка становится ориентированной в процессе растяжения, она также становится мягче и не имеет того уровня "треска", который она производит до растяжения. С учетом всех этих факторов и необходимости иметь скорость прохождения водяного пара не менее 100 г/м2 за 24 ч пленка должна быть утонена до такой степени, чтобы она имела массу на единицу площади менее примерно 35 г/м2 для применения в изделиях индивидуального ухода, и более предпочтительно, менее примерно 18 г/м2.
Волокнистый нетканый комфортный слой 14 выполняется из полиолефиновых волокон, таких как полипропиленовое волокно. В примерах нетканое полотно является полипропиленовым штапельным полотном, но также могут быть использованы и другие полиолефиновые волокна. Смеси и смески волокон могут также включать различные полиолефиновые волокна и смеси полиолефиновых и неполиолефиновых волокон, такие как бикомпонентные волокна полиэтиленовая оболочка/полипропиленовое ядро и полиэфирные волокна. Натуральные волокна также могут входить в волокнистое нетканое полотно. Специальные типы волокон включают однокомпонентные волокна и многокомпонентные волокна, такие как бикомпонентные волокна типа "бок-о-бок", "оболочка/ядро" и "острова-в-море". Волокна могут быть прямыми или извитыми, полыми или сплошными. Они могут иметь в основном круглое и некруглое поперечное сечение, включая двухдольное, трехдольное и "X"-образное поперечное сечение. Длина волокна может быть малой, как у штапельного волокна, и большой, как у спряденного волокна и волокна, полученного аэродинамическим способом. Толщина волокна зависит от требуемых характеристик. Тонкие волокна дают более мягкое нетканое полотно, тогда как толстые волокна дают более высокую прочность и упругость. Альтернативно могут использоваться смеси волокон различных диаметров. Для применения в изделиях индивидуального ухода диаметры волокон обычно находится в пределах от примерно 1 до примерно 5 денье. Для целей настоящего изобретения термины "волокнистое нетканое полотно на основе полиолефина" и "полиолефиновое волокнистое нетканое полотно" относятся вместе к волокнистому нетканому полотну, в котором по крайней мере примерно 50% площади поверхности волокон в полотне состоит из полиолефина.
В настоящем изобретении может быть использован целый ряд способов формования нетканого плотна. Примеры включают в себя, но не ограничиваются этим, сухое и мокрое наслаивание, чесание штапельного волокна и скрепление, растворное прядение, аэродинамический способ и прядение из расплава. Все вышеуказанные способы являются хорошо известными специалистами. Спряденные из расплава полипропиленовые полотна очень хорошо работают с настоящим изобретением. Спряденное из расплава полотно может быть получено в соответствии с описанием патента США N 4340563 (Аппель), который приводится здесь в своей полноте в качестве ссылки. Спряденные из расплава материалы получаются экструдированием расплавленного термопластичного материала в виде элементарных волокон через множество капилляров в фильтре с диаметром экструдированных элементарных волокон, который затем уменьшается, например, эжекторный вытяжкой и другими механизмами прядения из расплава.
Только что полученный комфортный слой 14 волокнистого нетканого полотна может быть предварительно скреплен для увеличения прочности и обеспечения целостности. Используемое в примерах полипропиленовое спряденное из расплава полотно предварительно скрепляются с использованием шаблона точного скрепления с площадью поверхности скрепления, использующей приблизительно 15% плотности скрепления в интервале примерно 15 - 45 точек скрепления на 1 см2. Плотность скрепления выше и ниже этого интервала также может быть использована, причем конкретная плотность зависит от размера отдельных точек скрепления. Для получения проницаемого тканеподобного пленочно-нетканого композиционного материала 10 настоящего изобретения пленочный слой 12 и полиолефиновый волокнистый нетканый слой 14 приводятся в контакт друг с другом и затем термоскрепляются вместе с использованием средств термоскрепления 16, как показано на фиг. 2. Обычно пленка экструдируется, растягивается и утоняется и затем наматывается на барабан 20 до введения в композиционный материал. Альтернативно пленка может быть намотана на барабан в нерастянутом состоянии и затем растягивается и утоняется, когда она используется в способе. В качестве дополнительной альтернативы пленка может получаться и растягиваться в линии.
Волокнистое нетканое полотно также может предварительно формоваться и сматываться с подающего барабана 22 в процессе термоскрепления. Альтернативно оно может также получаться в линии. Если пленка 12 и нетканое полотно 14 подаются на устройство термоскрепления 16 с одинаковой скоростью, получается композиционный материал 10, который является относительно двумерным. Альтернативно композиционный материал 10 может быть подвергнут усаживанию с получением в результате волнистой, более толстой, более трехмерной структуры. Один способ обеспечения этого усаживания заключается в приведении одного из двух слоев в напряженное состояние в процессе термоскрепления как путем ускорения, так и/или разрыва одного из слоев так, что он одновременно вытягивается или растягивается. Сразу после завершения термоскрепления усилия растяжения или разрыва снимаются и композиционный материал усаживается, вызывая в результате волнистость. Другим путем является использование напряженного состояния ориентированных молекул линейного полиолефина в пленочном слое. В результате применения нагрева к пленочному слою 12 он часто усаживается. Соответственно, если композиционный материал 10 наматывается на приемный барабан 18 со скоростью, меньшей скорости композиционного материала на термоскрепляющем устройстве 16, пленка будет релаксировать, что вызывает волнистость.
Термоскрепление двух слоев вместе может достигаться по крайней мере двумя способами. Первым является использование нагрева и сжатия, как в случае с нагретыми валками для нанесения узора. С нанесением рисунка могут быть оба валка, или один может быть с рисунком, а другой гладким. Один или оба валка могут нагреваться, или может быть использован другой источник нагрева. Если требуется, то один из валков может охлаждаться. В любом случае нагрев должен регулироваться так, чтобы проклеивающее вещество стало клейким для скрепления двух слоев вместе при поддержании температуры, по крайней мере примерно на 5oC ниже точки плавления главного преимущественно линейного полиолефинового полимера в пленке. Термин "главный" означает преимущественно линейный полиолефиновый полимер, составляющий самый высокий мас.% от общей массы пленки, если в пленочной полимерной смеси содержится более одного преимущественно линейного полимера.
Рисунки и площадь термоскрепления могут варьироваться в зависимости от конкретного конечного применения. Соответствующие рисунки термоскрепления могут включать точечные связи, непрерывные линии, декоративные рисунки и комбинации вышеуказанного. Площадь скрепления зависит от степени требующегося ламинирования. Для применения в изделиях индивидуального ухода скрепления должно быть достаточным для того, чтобы выдерживать не менее 5 г нагрузку для расслаивания двух слоев.
Вторым способом термоскрепления является ультразвуковое термоскрепление, которое также хорошо известно специалистам. Здесь снова может быть предусмотрен опорный валок с любым из шаблонов скрепления, описанных выше.
Только что полученный композиционный материал может быть использован для целого ряда применений, по крайней мере одним из которых является наружное покрытие для впитывающих изделий индивидуального ухода. Такие изделия обычно имеют тыльную подкладку, впитывающую сердцевину и защитный слой или наружное покрытие. Материал настоящего изобретения может быть использован в качестве наружного покрытия с слоем волокнистого нетканого полотна, обращенного наружу по отношению к изделию, и пленочным слоем, обращенным к впитывающей сердцевине. Наружное покрытие и подкладка много сопрягаются друг с другом так, что капсулируют впитывающую сердцевину. Частот подкладка также выполняется из полиолефинового волокнистого нетканого полотна. В результате, благодаря проклеивающему веществу пленочный слой и подкладка могут нагреваться вместе таким же образом, как два слоя композиционного материала настоящего изобретения.
В приведенном выше описании проклеивающее вещество добавляется к пленочному слою 12, чтобы сделать его совместимым с комфортным и несущим слоем 14 волокнистого нетканого полотна. Можно также, однако, добавлять проклеивающее вещество к волокнам несущего слоя 14.
Как указано ранее, волокна, образующие слой 14, могут быть короткими штапельными волокнами или длинными непрерывными волокнами, как в случае спряденных из расплава полотен или полотен, полученных аэродинамическим способом. Во всех случаях можно получить волокна из одного полимера в прямом полиолефиновом волокне или из многокомпонентного волокна, как в бикомпонентном волокне. Для обоих типов волокон проклеивающее вещество может присутствовать на наружной поверхности волокон, так что скрепление между пленкой и неткаными слоями может быть достигнуто. В случае прямых волокон, таких как полиэтиленовые волокна, проклеивающее вещество может добавляться к полиэтиленовому премиксу и экструдироваться в волокна. Для бикомпонентных волокон проклеивающее вещество может добавляться к одному из полимеров, который оканчивается на незащищенной поверхности волокна. В случае волокон "оболочка/ядро" это будет оболочковой частью, тогда как в случае волокон "бок-о-бок" проклеивающее вещество может добавляться к любому одному или обоим полимерам, так как они оба будут находиться на наружной поверхности волокна.
Обычно проклеивающее вещество присутствует в количестве от примерно 2 до 20% полимера полиолефинового волокна, к которому оно добавляется, по отношению к общей массе полимера смеси или смески, используемой для образования этой части волокна. Таким образом, в прямом полиэтиленовом волокне полимерная смесь содержит от примерно 2 до 20 мас.% проклеивающего вещества и от примерно 80 до 98 мас.% полиэтилена при отсутствии каких-либо дополнительных материалов в полимерной смеси волокна. Для бикомпонентных или многокомпонентных волокон процентное содержание считается по отношению к общей массе смеси для этого конкретного компонента. Кроме того, если, например, волокном является полиэтиленовое/полипропиленовое волокно типа "бок-о-бок", проклеивающее вещество может добавляться к обоим полиолефиновым компонентам, снова в том же процентном содержании по отношению к каждому отдельному компоненту, т. е. от примерно 2 до 20 мас.% общей массы для каждого из отдельных полимерных компонентов волокна.
Так как можно смешивать различные типы и композиции волокон в одном нетканом полотне, нет необходимости в том, чтобы все волокна в полотне обязательно имели проклеивающее вещество, присутствующее на их наружных поверхностях, при условии, что между пленкой и неткаными слоями будет достигнуто достаточное скрепление, для которого требуется не менее 5 г нагрузка для разделения или отслоения слоев друг от друга. Это обычно происходит, если не менее 50 мас. % волокон в волокнистом нетканом слое использует проклеивающее вещество описанным выше образом. Наконец, при выборе проклеивающего вещества и условий проклеивания должно выбираться такое проклеивающее вещество, которое обеспечивает термоскрепление при температуре ниже точки плавления полиолефина в пленочном слое.
Для показа термоскрепляемости настоящего изобретения было получено несколько образцов, как установлено ниже. Много образцов было испытано на прочность скрепления между двумя слоями, а также на скорость прохождения водяного пара (СПВП) для пленки и в примере 4 для композиционного материала. Методики испытаний для расчета СПВП и прочности скрепления приводятся ниже.
Скорость прохождения водяного пара.
Скорость прохождения водяного пара (СПВП) для материала образцов была рассчитана в соответствии со стандартом ASTM E96-80. Круглые образцы диаметром 77 мм были вырезаны из каждого из испытываемых материалов и от контрольного материала, в качестве которого была взята пленка CELGUARD 2500 от фирмы Хехст Целанез Корпорейшн оф Соммервиль, Нью Джерси. Пленка CELGUARD 2500 является полипропиленовой микропористой пленкой. Для каждого материала было получено по пять образцов. Для испытаний был использован парометр с чашкой номер 60-1, поставляемый фирмой Тсвинг-Алберт Инструмент Компани оф Филаделфиа, Пенсильвания. 100 мл воды наливалось в каждую чашку паромера, и отдельные образцы испытываемых материалов и контрольного материала помещались поперек открытого верха отдельных чашек. Фланцы были завинчены и уплотнены с образованием герметичного уплотнения чашек, с обеспечением выдержки присоединенного испытываемого материала и контрольного материала при окружающей атмосфере в виде круга диаметром 6,5 см, имеющего испытываемую площадь поверхности приблизительно 33,17 см2. Чашки помещались в термошкаф с принудительной циркуляцией воздуха при 32oC (100oF) на 1 ч для равновесия. Термошкафом служил термостат с принудительной циркуляцией воздуха для предотвращения накопления водяного пара внутри. Соответствующим термошкафом с принудительной циркуляцией воздуха является, например, термошкаф Блю М Пуа-О-Матик 60, поставляемый фирмой Блю М Электрик Компани оф Блю Айслэнд, Иллинойс. При достижении равновесия чашки удалялись из термошкафа, взвешивались и немедленно возвращались в термошкаф. Через 24 ч чашки вынимались из термошкафа и снова взвешивались. Значения предварительно испытанной скорости прохождения водяного пара рассчитывалось следующим образом:
Эксперимент, СПВП = (потеря массы в г за 24 ч) • 315,5 (г/м2/24 ч)
Относительная влажность в термошкафу специально не контролировалась.
Эксперимент, СПВП = (потеря массы в г за 24 ч) • 315,5 (г/м2/24 ч)
Относительная влажность в термошкафу специально не контролировалась.
При предопределенных условиях испытаний 32oC (100oF) и относительной влажности окружающей среды было установлено, что СПВП для контрольного образца CELGUARD 2500 составляет 5000 г/м2 за 24 ч. Соответственно, контрольный образец испытывался с каждым испытанием, и предварительные экспериментальные значения контролировались для установленных условий с использованием следующего уравнения:
СПВП (г/м2/24 ч) = (эксп. СПВП/контр.СВПВ) • 5000 г/м2/24 ч
Прочность скрепления.
СПВП (г/м2/24 ч) = (эксп. СПВП/контр.СВПВ) • 5000 г/м2/24 ч
Прочность скрепления.
Для определения прочности термоскрепления между пленочным слоем и волокнистым нетканым комфортным слоем были проведены испытания на прочность отслаивания или на раздир на образцах различных материалов. Образцы размером 50,8 х 152,4 мм были вырезаны из каждого материала и затем расслоены вручную на одном из кротких концов с получением концов, которые могут быть помещены в зажимы установки для испытаний типа Синтеч/2 Компьютер Инеграйтид Тестинг Систем, изготовленной фирмой ЭмТиЭс Системс Корпорейшн оф Иден Прайэрай, Миннесота. Был установлен зазор между зажимами 100 мм, и достаточное количество материала было оставлено в ламинированном состоянии с тем, чтобы зажимы могли пройти расстояние 65 мм. Образец был установлен в зажимы так, чтобы расслаивание образца начиналось до того, как зажимы разойдутся на 10 мм. Скорость подвижного зажима была установлена 300 мм/мин, и данные были затем записаны между исходной точкой 10 мм и конечной точкой 65 мм. Записанные данные показывали прочность на раздир или нагрузку в граммах, необходимую для разделения двух слоев и стандартный индекс в граммах с максимальным, минимальным и средним значением.
Пример 1.
Три проницаемых пленочно-нетканых ламината были получены с определением влияния добавления проклеивающего вещества на скорость прохождения водяного пара пленки и прочность термоскрепления всего композиционного материала. Сначала были получены три проницаемые пленки с различными полимерными смесями, а затем каждая из пленок была термоскреплена с образцами примерно 2 денье спряденного из расплава полипропиленового нетканого полотна (17 г.см), который был предварительно термоскреплен с 15% площади скрепления. В каждой из пленочных рецептур содержалось по отношению к общей массе 65% Англо-Китайского сверхкроющего карбоната кальция (CaCO3) со средним размером частиц 1 мкм и верхним пределом 7 мкм. Карбонат кальция был получен от фирмы ECCA Кальциум Продактс, Инк. в Силакога, Алабама, отделение ECC Интернешнл. Карбонат кальция был смешан с 15-25 мас.% линейного полиэтилена низкой плотности, полученного из смеси линейного полиэтилена низкой плотности Dowlex 2517 и линейного полиэтилена низкой плотности Dowiex 2532, смешанных в массовом соотношении 4:1, так что индекс расплава смеси был 10 г/10 мин при 88oC. Полимеры Dowlex были получены от фирмы Dow Chemical, США, Мидлэнд, Мичиган. Остальные 10-20 мас.% рецептуры были представлены полимером Химонт KS051P на основе полипропилена от фирмы Химонт, США из Уилмингтона, Делавар. Полимер KS051P является олефиновым термопластичным эластомером или TPO продуктом многостадийной реакции, в котором аморфный статический сополимер этилена с пропиленом молекулярно диспергирован в преимущественно полукристаллической непрерывной матрице высокополипропиленовой мономер/низкоэтиленовый мономер. Аморфный компонент действует как усиливающая клейкость добавка или проклеивающее вещество, так как он начинает размягчаться при температуре примерно 55oC. В табл. I, приведенной ниже, указан состав рецептур различных образцов:
Образец 1 - 65% карбоната кальция, 10% KS051P и 25% ЛПЭНП.
Образец 1 - 65% карбоната кальция, 10% KS051P и 25% ЛПЭНП.
Образец 2 - 65% CaCO3, 15% KS051P и 20% ЛПЭНП.
Образец 3 - 65% CaCO3, 20% KS051P и 15% ЛПЭНП.
Из каждой из рецептур экструзией с раздувом при температуре расплава 191oC была получена пленка со степенью вытяжки приблизительно 1,7 с получением пленок, имеющих калибр в нерастянутом состоянии 0,03 мим (50 гсм). Каждая из пленок была последовательно растянута на установке с ориентацией в машинном направлении со степенью растяжения в 3 раза и при температуре 60oC (140oF). В табл. I приведены данные по скорости прохождения водяного пара, которыми подтверждается проницаемость полученных пленок. Базовая масса пленок составляла примерно 14 г/м2.
Как видно из табл. I, при увеличении количества проклеивающего вещества, в данном случае части аморфного сополимера этилена с пропиленом Химонт KS051P, который начинает размягчаться при или около 55oC, скорость прохождения водяного пара снизилась. Напротив, с увеличением количества усиливающей клейкость добавки или проклеивающего вещества образцы показали увеличение прочности на раздир и, таким образом, были более стойкими к расслаиванию. Для данного добавления проклеивающего вещества были сделаны визуальные наблюдения по перерабатываемости в пленку и способности растягиваться в машинном направлении. Из табл. I видно, что перерабатываемость в пленку была хорошей независимо от процентного содержания проклеивающего вещества, добавленного в предэкструзионную смесь. Однако, напротив, прямое увеличение растяжимости наблюдалось при увеличении количества проклеивающего вещества в пленке. В образце 1 растяжимость пленки в машинном направлении была посредственной, тогда как у образца 3 была превосходной. Каждая из пленок была ламинирована к 17 гсм полипропиленовому нетканому полотну, спряденному из расплава, со скоростью 30,5 м/мин и давлением прижима 1,41 кг/см2 (138 кПа) с использованием шаблона прерывистого термоскрепления с площадью скрепления приблизительно 15%. Температура валка для нанесения рисунка поддерживалась при 121oC (250oF), тогда как температура гладкого опорного валка, который был в прямом контакте с пленкой, была 71oC (160oF).
Как подтверждается данными табл. I, все три образца согласно настоящему изобретению имели высокую скорость прохождения водяного пара и высокую прочность термоскрепления. Все образцы требовали нагрузку 24 - 27 г для раздира слоев с использованием площади термоскрепления только 15%. Кроме того, отсутствовали отверстия в пленочном слое, которые ухудшают барьерные свойства при использовании материала настоящего изобретения в качестве наружного покрытия впитывающего изделия индивидуального ухода.
Пример 2. В данном примере было определено влияние температуры растяжения с использованием пленочной рецептуры, описанной в отношении образца 1 из примера 1. Предполагалось, что постепенное размягчение аморфного компонента в полимере KS051P, так как он становится более клееподобным по природе, будет мешать до полного разрушения полимерной смеси на поверхности раздела между каучуковой матрицей и поверхностью частиц карбоната кальция. Для подтверждения этого образцы пленки были растянуты в 3 раза, т.е. один метр образца был вытянут до трех метров, при варьировании температур от 63oC до 86oC. С увеличением температуры растяжения скорость прохождения водяного пара снижалась по всей вероятности из-за образования в пленке вокруг частиц карбоната кальция небольших и/или мелких пор. Как показано в табл. II, увеличение температуры растяжения способствует большей подвижности молекул линейного полиэтилена низкой плотности, улучшая в результате растяжимость. С увеличением температуры с 63oC до 86oC растяжимость увеличивается. При температурах 81oC и 86oC была отмечена экстремальная ориентация молекул пленки с пленкой, показывающей большие трещины и большую тенденцию к разрыву в машинном направлении. В результате можно видеть, что баланс СПВП, перерабатываемости и механических свойств пленки может быть оптимизирован выбором соответствующей температуры растяжения. Оптимум растяжимости и проницаемости достигается, когда растяжение проводится при температуре ниже точки плавления главного преимущественно линейного полиолефинового полимера в пленочной смеси и при или около точки размягчения проклеивающего вещества.
Пример 3. В примерах 1 и 2 во всех образцах, в пересчете на сухое вещество, содержалось 65% карбоната кальция, от 15 до 25% линейного полиэтилена низкой плотности и 10-20 мас.% полимерной смолы на основе полипропилена Химонт KS051P, в которой содержался аморфный статический сополимер этилена с пропиленом в качестве усиливающей клейкость добавки или проклеивающего вещества. В примере 3 смешивалось 65% по массе карбоната кальция и 30 мас.% линейного низкой плотности полиэтилена. Как показано в табл. III, к основной смеси был добавлен ряд указанных усиливающих клейкость добавок или проклеивающих веществ в количестве 5% по массе. Проклеивающие вещества включали такие проклеивающие вещества, как REGALREZ 1094, 3102 и 1126, а также ZONATAC 501L и EASTMAN 1023PL. Кроме того, пленочная рецептура образца 2 из примера 1 была также переработана в пленку таким же образом, как описано в отношении примера 1. Каждая из пленок была подвергнута раздуву со степенью вытяжки 1,7 до калибра приблизительно 0,04 мм (60 гсм). Пленки были вытянуты при 63oC в машинном направлении в 3 раза по отношению к их первоначальной длине. Эта температура растяжения была ниже точки плавления (113oC) преимущественно линейных полиолефиновых полимеров. Пленочные образцы были затем ламинированы к такому же полипропиленовому нетканому полотну, описанному в примере 1, в тех же условиях с общей площадью термоскрепления приблизительно 15%. температура валка для нанесения рисунка поддерживалась при 121oC, тогда как температура гладкого опорного валка, который был в прямом контакте с пленкой, имела значения 71oC, 79oC, 85oC и 91oC. Прочность термоскрепления была измерена для каждого пленочно-нетканого слоистого материала при каждой из четырех температур термоскрепления. Кроме того, для каждой из пленок была определена скорость прохождения водяного пара, а также был проведен визуальный контроль перерабатываемости в пленку и растяжимости. Результаты представлены в табл. III, приведенной ниже.
Из табл. III видно, что наиболее высокая прочность термоскрепления двух слоев была получена для проклеивающего вещества Химонт KS050, но необходимо отметить, что оно составляло 15 мас.% пленки, тогда как содержание других проклеивающих веществ составляло 5 мас.%. Большинством проклеивающих веществ было показано увеличение прочности термоскрепления при увеличении температуры термоскрепления, но некоторыми проклеивающими веществами был достигнут пик при 85oC, после чего начинался спад прочности термоскрепления при 91oC. Для всех проклеивающих веществ наблюдалась перерабатываемость в пленку от хорошей до превосходной, но растяжимость в машинном направлении пленки с использованием проклеивающего вещества Химонт KS050 была только посредственной. Всеми пленками были показаны хорошие скорости прохождения водяного пара.
Пример 4. В примере 4 было проведено клиническое исследование эффективности снижения гидратации кожи при использовании проницаемого тканеподобного пленочно-нетканого композиционного материала настоящего изобретения в качестве наружного покрытия пеленки вместо обычной полиэтиленовой пленки (контрольный вариант). Пеленки были выполнены с контрольным наружным покрытием и с пленочно-нетканым ламинатом в соответствии с образцом 2 из примера 1. Пленочный слой композиционного материала имел скорость прохождения водяного пара (СПВП) 4300 г/м2/24 ч, а композиционный материал имел СПВП 4100 г/м2/24 ч. Однослойная полиэтиленовая пленка толщиной 0,03 мм контрольной пеленки имела СПВП приблизительно 40-50 г/м2/24 ч.
Каждая из пеленок была смочена 60 мл синтетической мочи и затем обернута вокруг предплечья участников эксперимента. Через определенные промежутки времени измерялась потеря воды для определения степени гидратации кожи. На основании результатов испытаний было установлено, что гидратация кожи потребителя под пеленкой с использованием композиционного материала настоящего изобретения была значительно ниже, чем у контрольных пеленок, демонстрируя тем самым, что эффективное термоскрепление между слоями может быть достигнуто при одновременном сохранении проницаемости и снижении гидратации кожи.
Как видно из вышеприведенных примеров, материалы настоящего изобретения обеспечивают проницаемый тканеподобный пленочно-нетканый композиционный материал с хорошей адгезией между слоями. Нетканый слой действует для усиления слоя тонкой проницаемости пленки и, когда композиционный материал используется в качестве наружного покрытия впитывающего изделия индивидуального ухода, такого как пеленка, нетканый слой помогает побороть холодную липкую природу проницаемой пленки. Кроме того, благодаря введению проклеивающего вещества в полимерную смесь пленки и/или волокна можно термоламинировать в других случаях несовместимые полимеры/слои друг с другом.
Имея таким образом описанное в деталях изобретение, должно быть очевидно, что различные модификации и изменения могут быть сделаны к настоящему изобретению без отхода от духа и объема следующей формулы изобретения.
Claims (15)
1. Проницаемый пленочно-нетканый слоистый материал, содержащий пленку, имеющую скорость прохождения водяного пара не менее 100 г/м2 за 24 ч, полученную из смеси, содержащей преимущественно линейный полиолефин, наполнитель и связующее, и соединенную с полиолефиновым волокнистым нетканым полотном с образованием слоистого материала, отличающийся тем, что пленка получена из смеси, содержащей в пересчете на сухое вещество по отношению к общей массе пленки примерно 10 - 68% преимущественно линейного полиолефина, примерно 30 - 80% наполнителя и примерно 2 - 20% связующего, при этом соединение пленки с волокнистым полотном выполнено непосредственным их термоскреплением, причем прочность на раздир образованного слоистого материала составляет не менее 24 г.
2. Слоистый материал по п.1, отличающийся тем, что указанным преимущественно линейным полиолефиновым полимером является линейный полиэтилен низкой плотности.
3. Слоистый материал по п.1, отличающийся тем, что указанным наполнителем является карбонат кальция.
4. Слоистый материал по п.1, отличающийся тем, что указанной пленкой является растянутая пленка, имеющая массу на единицу площади менее 35 г/м2.
5. Слоистый материал по п.1, отличающийся тем, что указанной пленкой является растянутая пленка, имеющая массу на единицу площади менее примерно 18 г/м2.
6. Слоистый материал по п.1, отличающийся тем, что указанным полиолефиновым волокнистым нетканым полотном является полипропиленовое нетканое полотно.
7. Слоистый материал по п.1, отличающийся тем, что указанное полиолефиновое волокнистое нетканое полотно представляет собой бикомпонентные волокна, содержащие в качестве компонента полиолефиновые волокна.
8. Слоистый материал по п.1, отличающийся тем, что к пленке присоединено второе полиолефиновое волокнистое нетканое полотно со стороны, противоположной первому полиолефиновому волокнистому нетканому полотну.
9. Впитывающее изделие индивидуального ухода, включающее обращенную к теку тыльную подкладку и наружное покрытие с расположенной между ними впитывающей сердцевиной, причем наружное покрытие содержит пленку, имеющую скорость прохождения водяного пара не менее 100 г/м2 за 24 ч, отличающееся тем, что наружное покрытие дополнительно содержит полиолефиновое волокнистое нетканое полотно, непосредственно связанное с указанной пленкой с образованием слоистого материала, имеющего прочность на раздир не менее 24 г, причем указанная пленка получена из смеси, содержащей в пересчете на сухое вещество по отношению к общей массе пленки примерно 10 - 68% преимущественно линейного полиолефина, примерно 30 - 80% наполнителя и примерно 2 - 20% связующего.
10. Предмет одежды, содержащий проницаемый пленочно-нетканый слоистый материал, включающий пленку, имеющую скорость прохождения водяного пара не менее 100 г/м2 за 24 ч, отличающийся тем, что слоистый материал дополнительно содержит полиолефиновое волокнистое нетканое полотно, непосредственно связанное с указанной пленкой, и имеет прочность на раздир не менее 24 г, при этом указанная пленка получена из смеси, содержащей в пересчете на сухое вещество по отношению к общей массе пленки примерно 10 - 68% преимущественно линейного полиолефина, примерно 30 - 80% наполнителя и примерно 2 - 20% связующего.
11. Способ получения проницаемого пленочно-нетканого слоистого материала, включающий получение предназначенной для экструзии смеси, содержащей преимущественно линейный полиолефин, наполнитель и связующее, формование пленки из предназначенной для экструзии смеси, вытяжку пленки при температуре ниже температуры плавления указанного преимущественно линейного полиолефина с последующим ее соединением с полиолефиновым волокнистым нетканым полотном с образованием слоистого материала, отличающийся тем, что пленку получают из смеси, содержащей в пересчете на сухое вещество по отношению к общей массе пленки примерно 10 - 68% преимущественно линейного полиолефина, примерно 30 - 60% наполнителя и примерно 2 - 20% связующего, при этом соединение указанной пленки с полиолефиновым волокнистым нетканым полотном осуществляют непосредственным термоскреплением при температуре ниже температуры плавления преимущественно линейного полиолефина, причем прочность на раздир образованного слоистого материала составляет не менее 24 г.
12. Способ по п.11, отличающийся тем, что слоистый материал подвергают усадке с получением на нем волокнистой поверхности.
13. Способ по п.11, отличающийся тем, что стадию вытяжки осуществляют при температуре, соответствующей температуре размягчения связующего, входящего в состав пленки.
14. Способ получения пленочно-нетканого слоистого материала, включающий формование пленочного слоя, его вытяжку с последующим соединением с волокнистым нетканым полотном, отличающийся тем, что соединение пленочного слоя с волокнистым нетканым полотном осуществляют термоскреплением посредством множества волокон волокнистого нетканого полотна, содержащего полиолефин и связующее, причем полиолефин и связующее присутствуют, по крайней мере, на части наружной поверхности волокон для придания образованному слоистому материалу прочности на раздир не менее 24 г, при этом пленочный слой содержит в пересчете на сухое вещество по отношению к общей массе пленки примерно 30 - 80% наполнителя и примерно 20 - 70% полиолефина.
15. Пленочно-нетканый слоистый материал, содержащий пленочный слой и волокнистое нетканое полотно, соединенные друг с другом, отличающийся тем, что пленочный слой содержит в пересчете на сухое вещество по отношению к общей массе пленки примерно 30 - 80% наполнителя и примерно 20 - 70% полиолефина, а соединение пленочного слоя с волокнистым нетканым полотном выполнено термоскреплением посредством множества волокон в волокнистом нетканом полотне, имеющем, по крайней мере, на части наружной поверхности волокон полиолефин и связующее для придания образованному слоистому материалу прочности на раздир не менее 24 г.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16982693A | 1993-12-17 | 1993-12-17 | |
| US08/169826 | 1993-12-17 | ||
| PCT/US1994/013948 WO1995016562A1 (en) | 1993-12-17 | 1994-12-06 | Breathable, cloth-like film/nonwoven composite |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU96115186A RU96115186A (ru) | 1998-10-20 |
| RU2140855C1 true RU2140855C1 (ru) | 1999-11-10 |
Family
ID=22617337
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU96115186A RU2140855C1 (ru) | 1993-12-17 | 1994-12-06 | Проницаемые пленки и пленочно-нетканый композиционный материал и способы их получения |
Country Status (24)
| Country | Link |
|---|---|
| US (2) | US5855999A (ru) |
| EP (1) | EP0734321B2 (ru) |
| JP (2) | JP3373211B2 (ru) |
| KR (1) | KR100375470B1 (ru) |
| CN (1) | CN1111476C (ru) |
| AU (1) | AU687967B2 (ru) |
| BR (1) | BR9408329A (ru) |
| CA (1) | CA2116081C (ru) |
| CO (1) | CO4290498A1 (ru) |
| CR (1) | CR5094A (ru) |
| DE (2) | DE69417258T3 (ru) |
| EG (1) | EG20760A (ru) |
| ES (1) | ES2131800T5 (ru) |
| FR (2) | FR2713983B1 (ru) |
| GB (1) | GB2285408B (ru) |
| MY (2) | MY121155A (ru) |
| PE (1) | PE13096A1 (ru) |
| PL (1) | PL315183A1 (ru) |
| RO (1) | RO116364B1 (ru) |
| RU (1) | RU2140855C1 (ru) |
| UA (1) | UA26938C2 (ru) |
| UY (1) | UY23876A1 (ru) |
| WO (1) | WO1995016562A1 (ru) |
| ZA (1) | ZA9410026B (ru) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8545654B2 (en) | 2006-05-12 | 2013-10-01 | Sca Hygiene Products Ab | Pant-type absorbent article and a method for producing pant-type absorbent articles |
| US8741083B2 (en) | 2006-05-12 | 2014-06-03 | Sca Hygiene Products Ab | Elastic laminate and a method for producing an elastic laminate |
| RU2534534C2 (ru) * | 2009-07-20 | 2014-11-27 | Суоминен Корпорейшн | Ламинированный нетканый материал с высоким содержанием целлюлозы |
| RU2567693C2 (ru) * | 2009-07-15 | 2015-11-10 | Кимберли-Кларк Ворлдвайд, Инк. | Многокомпонентные материалы, содержащие изменяющую цвет композицию |
| RU2576510C1 (ru) * | 2011-12-01 | 2016-03-10 | Ска Хайджин Продактс Аб | Абсорбирующее изделие, имеющее регулирующий движение текучей среды элемент |
| RU171339U1 (ru) * | 2016-10-13 | 2017-05-29 | Анастасия Валерьевна Грабовая | Пеленка одноразовая |
| RU2621660C2 (ru) * | 2012-12-28 | 2017-06-06 | Омиа Интернэшнл Аг | СаСО3 В СЛОЖНОМ ПОЛИЭФИРЕ ДЛЯ НЕТКАНЫХ МАТЕРИАЛОВ И ВОЛОКОН |
| US9763837B2 (en) | 2011-12-01 | 2017-09-19 | Sca Hygiene Products Ab | Absorbent article having fluid flow control member |
Families Citing this family (398)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5981038A (en) * | 1991-10-18 | 1999-11-09 | 3M Innovative Properties Company Minnesota Mining And Manufacturing Co. | Laminate preventing transmissions of viral pathogens |
| US5690949A (en) * | 1991-10-18 | 1997-11-25 | Minnesota Mining And Manufacturing Company | Microporous membrane material for preventing transmission of viral pathogens |
| CA2097630A1 (en) * | 1992-12-29 | 1994-06-30 | Ann Louise Mccormack | Stretch-pillowed, bulked laminate |
| CA2148392A1 (en) * | 1994-06-06 | 1995-12-07 | Ann Louise Mccormack | Stretch-thinned film and nonwoven laminate |
| US6803496B2 (en) | 1997-09-10 | 2004-10-12 | The Procter & Gamble Company | Method for maintaining or improving skin health |
| TW330217B (en) | 1994-12-20 | 1998-04-21 | Kimberly Clark Co | Low gauge films and film/nonwoven laminates |
| ZA9510307B (en) * | 1994-12-20 | 1996-06-11 | Kimberly Clark Co | Mechanically compatibilized film/non-woven laminates |
| US6309736B1 (en) | 1994-12-20 | 2001-10-30 | Kimberly-Clark Worldwide, Inc. | Low gauge films and film/nonwoven laminates |
| US5786058A (en) * | 1995-04-03 | 1998-07-28 | Minnesota Mining & Mfg | Thermally bonded viral barrier composite |
| US5955187A (en) * | 1995-06-06 | 1999-09-21 | Kimberly-Clark Worldwide, Inc. | Microporous film with liquid triggered barrier feature |
| US6114024A (en) * | 1995-08-01 | 2000-09-05 | Kimberly-Clark Worldwide, Inc. | Multilayer breathable film |
| US5763041A (en) * | 1995-12-21 | 1998-06-09 | Kimberly-Clark Worldwide, Inc. | Laminate material |
| WO1997024095A1 (en) † | 1995-12-28 | 1997-07-10 | The Procter & Gamble Company | Absorbent articles having fluid contact angle gradients and apertured backsheet layer |
| US5879341A (en) | 1996-03-29 | 1999-03-09 | Kimberly-Clark Worldwide, Inc. | Absorbent article having a breathability gradient |
| US6677258B2 (en) | 1996-05-29 | 2004-01-13 | E. I. Du Pont De Nemours And Company | Breathable composite sheet structure and absorbent articles utilizing same |
| US7307031B2 (en) | 1997-05-29 | 2007-12-11 | The Procter & Gamble Company | Breathable composite sheet structure and absorbent articles utilizing same |
| US5843056A (en) | 1996-06-21 | 1998-12-01 | Kimberly-Clark Worldwide, Inc. | Absorbent article having a composite breathable backsheet |
| JP2002515926A (ja) * | 1996-07-15 | 2002-05-28 | キンバリー クラーク ワールドワイド インコーポレイテッド | 接着剤補強式低ゲージ通気性延伸フィルム |
| US5843057A (en) * | 1996-07-15 | 1998-12-01 | Kimberly-Clark Worldwide, Inc. | Film-nonwoven laminate containing an adhesively-reinforced stretch-thinned film |
| US6776947B2 (en) | 1996-07-31 | 2004-08-17 | Exxonmobil Chemical Company | Process of adjusting WVTR of polyolefin film |
| US6258308B1 (en) | 1996-07-31 | 2001-07-10 | Exxon Chemical Patents Inc. | Process for adjusting WVTR and other properties of a polyolefin film |
| USH1955H1 (en) | 1996-07-31 | 2001-04-03 | Exxon Chemical Patents Inc. | Polyolefin/filler films having increased WVTR and method for making |
| US6929853B2 (en) | 1996-07-31 | 2005-08-16 | Kimberly-Clark Worldwide, Inc. | Multilayer breathable film |
| US6100208A (en) * | 1996-10-31 | 2000-08-08 | Kimberly-Clark Worldwide, Inc. | Outdoor fabric |
| JP2000513602A (ja) * | 1996-11-08 | 2000-10-17 | ザ、プロクター、エンド、ギャンブル、カンパニー | 柔らかい布状のバックシートを有する吸収物品 |
| CA2273854C (en) | 1996-12-20 | 2005-08-16 | Kimberly-Clark Worldwide, Inc. | Absorbent articles having reduced outer cover dampness |
| AU5529298A (en) * | 1996-12-27 | 1998-07-31 | Kimberly-Clark Worldwide, Inc. | Breathable laminate of nonwoven and elastomeric film including metallocene catalyzed polyethylene elastomer and method for making the same |
| US5914184A (en) * | 1996-12-30 | 1999-06-22 | Kimberly-Clark Worldwide, Inc. | Breathable laminate including filled film and continuous film |
| DE19709352C2 (de) * | 1997-03-07 | 1999-01-14 | Corovin Gmbh | Folie aus Kunststoff mit mineralischen Zusatzstoffen sowie Verfahren zu deren Herstellung |
| US6156421A (en) * | 1997-04-02 | 2000-12-05 | Kimberly-Clark Worldwide, Inc. | Stretched-filled microporous films and methods of making the same |
| US6383431B1 (en) * | 1997-04-04 | 2002-05-07 | The Procter & Gamble Company | Method of modifying a nonwoven fibrous web for use as component of a disposable absorbent article |
| US6179939B1 (en) | 1997-05-12 | 2001-01-30 | Kimberly-Clark Worldwide, Inc. | Methods of making stretched filled microporous films |
| EP0887058B1 (en) | 1997-06-25 | 2004-05-19 | The Procter & Gamble Company | Disposable absorbent articles with breathable fabric feel backsheet |
| DE69724111T2 (de) | 1997-06-25 | 2004-06-09 | The Procter & Gamble Company, Cincinnati | Absorbierender Wegwerfartikel mit verbesserter Hauttrocknung und Hautbelüftung |
| EP0887056B1 (en) | 1997-06-25 | 2003-08-13 | The Procter & Gamble Company | Disposable absorbent articles maintaining low vapour phase moisture content |
| US6649251B1 (en) * | 1997-07-29 | 2003-11-18 | Kimberly- Clark Worldwide, Inc. | Lightweight, breathable, sonic-bonded protective outer garments |
| US6402731B1 (en) | 1997-08-08 | 2002-06-11 | Kimberly-Clark Worldwide, Inc. | Multi-functional fastener for disposable absorbent articles |
| US6107537A (en) * | 1997-09-10 | 2000-08-22 | The Procter & Gamble Company | Disposable absorbent articles providing a skin condition benefit |
| US6420625B1 (en) | 1997-09-12 | 2002-07-16 | Kimberly-Clark Worldwide, Inc. | Breathable, liquid-impermeable, apertured film/nonwoven laminate and process for making same |
| US5932497A (en) * | 1997-09-15 | 1999-08-03 | Kimberly-Clark Worldwide, Inc. | Breathable elastic film and laminate |
| US6045900A (en) * | 1997-09-15 | 2000-04-04 | Kimberly-Clark Worldwide, Inc. | Breathable filled film laminate |
| US6909028B1 (en) * | 1997-09-15 | 2005-06-21 | Kimberly-Clark Worldwide, Inc. | Stable breathable elastic garments |
| US6589638B1 (en) * | 1997-09-15 | 2003-07-08 | Kimberly-Clark Worldwide, Inc. | Stretch-pillowed bulked laminate useful as an ideal loop fastener component |
| US5997981A (en) * | 1997-09-15 | 1999-12-07 | Kimberly-Clark Worldwide, Inc. | Breathable barrier composite useful as an ideal loop fastener component |
| US6238767B1 (en) * | 1997-09-15 | 2001-05-29 | Kimberly-Clark Worldwide, Inc. | Laminate having improved barrier properties |
| US6140551A (en) * | 1997-09-29 | 2000-10-31 | Kimberly-Clark Worldwide, Inc. | Absorbent article with visually and tactilely distinctive outer cover |
| US6075178A (en) * | 1997-09-29 | 2000-06-13 | Kimberly-Clark Worldwide, Inc. | Absorbent article with wetness indicator |
| US6072005A (en) * | 1997-10-31 | 2000-06-06 | Kimberly-Clark Worldwide, Inc. | Breathable films and process for producing them |
| JPH11155898A (ja) * | 1997-12-02 | 1999-06-15 | Sekisui Chem Co Ltd | 通気性粘着テープの製造方法 |
| US5938648A (en) * | 1997-12-03 | 1999-08-17 | The Procter & Gamble Co. | Absorbent articles exhibiting improved internal environmental conditions |
| US6187696B1 (en) | 1997-12-03 | 2001-02-13 | E. I. Du Pont De Nemours And Company | Breathable composite sheet structure |
| US6649808B1 (en) * | 1997-12-19 | 2003-11-18 | The Procter & Gamble Company | Disposable absorbent articles comprising microporous polymer films with registered graphics |
| US6277479B1 (en) | 1997-12-19 | 2001-08-21 | Kimberly-Clark Worldwide, Inc. | Microporous films having zoned breathability |
| US6264872B1 (en) | 1997-12-30 | 2001-07-24 | Kimberly-Clark Worldwide, Inc. | Method of forming thin, embossed, textured barrier films |
| KR20010033760A (ko) * | 1997-12-31 | 2001-04-25 | 로날드 디. 맥크레이 | 일회용 흡수 용품에 사용하기 위한 접착제 |
| US6055987A (en) * | 1997-12-31 | 2000-05-02 | Kimberly-Clark Wordwide, Inc. | Surgical drape and surgical drape kit |
| US6063981A (en) * | 1998-01-20 | 2000-05-16 | Kimberly-Clark Worldwide, Inc. | Adhesive for use in disaposable absorbent products |
| US6096420A (en) * | 1998-01-30 | 2000-08-01 | Tredegar Corporation | Thin plastic film |
| DE19806530B4 (de) * | 1998-02-17 | 2006-12-14 | Carl Freudenberg Kg | Laminat und daraus hergestellte Hygieneartikel, Verpackungsmaterialien und Baumembrane |
| BR9907098A (pt) * | 1998-03-18 | 2000-12-05 | Kimberly Clark Co | Pelìculas segmentadas e processo de fabricação da mesma |
| US6245401B1 (en) | 1999-03-12 | 2001-06-12 | Kimberly-Clark Worldwide, Inc. | Segmented conformable breathable films |
| US6156677A (en) * | 1998-03-25 | 2000-12-05 | Kimberly-Clark Worldwide, Inc. | Cellulose-Based medical packaging material sterilizable by oxidizing gas plasma |
| FI107034B (fi) * | 1998-04-07 | 2001-05-31 | Natural Colour Kari Kirjavaine | Menetelmä ja laitteisto muovikalvon valmistamiseksi ja muovikalvo |
| US6506695B2 (en) * | 1998-04-21 | 2003-01-14 | Rheinische Kunststoffewerke Gmbh | Breathable composite and method therefor |
| US6664439B1 (en) | 1998-04-28 | 2003-12-16 | The Procter & Gamble Company | Absorbent articles with distribution materials positioned underneath storage material |
| AU3938399A (en) | 1998-05-22 | 1999-12-13 | Imerys Minerals Limited | Particulate carbonates and their preparation and use in thermoplastic film compositions |
| US6036805A (en) | 1998-06-19 | 2000-03-14 | Kimberly-Clark Worldwide, Inc. | Method of making an asborbent article with prefastened side panels |
| US6348258B1 (en) * | 1998-06-25 | 2002-02-19 | Kimberly-Clark Worldwide, Inc. | Breathable film having organic filler |
| US6797377B1 (en) * | 1998-06-30 | 2004-09-28 | Kimberly-Clark Worldwide, Inc. | Cloth-like nonwoven webs made from thermoplastic polymers |
| WO2000009333A1 (en) * | 1998-08-10 | 2000-02-24 | Hunt Technology Limited | Improvements relating to methods of thermal lamination |
| US6143394A (en) * | 1998-08-18 | 2000-11-07 | Kg Fibers, Inc. | Nonwoven sorbent manhole apron |
| US6149934A (en) * | 1999-04-23 | 2000-11-21 | Kimberly-Clark Worldwide, Inc. | Absorbent article having a lotionized bodyside liner |
| JP2000071371A (ja) * | 1998-08-28 | 2000-03-07 | Malden Mills Ind Inc | 風防及び耐水性複合布 |
| US7560399B2 (en) | 1998-08-28 | 2009-07-14 | Mmi-Ipco, Llc | Multi-layer composite fabric garment |
| USH2062H1 (en) | 1998-09-03 | 2003-04-01 | Kimberly-Clark Worldwide | Nursing pad |
| US6953510B1 (en) * | 1998-10-16 | 2005-10-11 | Tredegar Film Products Corporation | Method of making microporous breathable film |
| AU6429899A (en) | 1998-10-16 | 2000-05-08 | Exxon Chemical Patents Inc. | Process for producing polyolefin microporous breathable film |
| US6454989B1 (en) | 1998-11-12 | 2002-09-24 | Kimberly-Clark Worldwide, Inc. | Process of making a crimped multicomponent fiber web |
| US6368444B1 (en) | 1998-11-17 | 2002-04-09 | Kimberly-Clark Worldwide, Inc. | Apparatus and method for cross-directional stretching of polymeric film and other nonwoven sheet material and materials produced therefrom |
| DE69916424T2 (de) * | 1998-12-02 | 2005-05-19 | Nichiban Co. Ltd. | Druckempfindliches klebeband zur befestigung auf der haut und grundmaterial zu seiner benutzung |
| US6610383B1 (en) | 1998-12-23 | 2003-08-26 | Kimberly-Clark Worldwide, Inc. | Transversely extensible and retractable necked laminate of no-elastic sheet layers |
| US6475600B1 (en) | 1998-12-23 | 2002-11-05 | Kimberly-Clark Worldwide, Inc. | Composite material having stretch and recovery including a layer of an elastic material and a transversely extensible and retractable necked laminate of non-elastic sheet layers |
| US6472045B1 (en) | 1998-12-23 | 2002-10-29 | Kimberly-Clark Worldwide, Inc. | Liquid transfer material of a transversely extensible and retractable necked laminate of non-elastic sheet layers |
| CO5111032A1 (es) * | 1998-12-31 | 2001-12-26 | Kimberly Clark Co | Limpiador de multiples pliegues |
| CA2877233A1 (en) * | 1999-01-19 | 2000-07-27 | Lola M. Reid | Human liver progenitors |
| US6515029B1 (en) | 1999-04-23 | 2003-02-04 | Kimberly-Clark Worldwide, Inc. | Absorbent article having a hydrophilic lotionized bodyside liner |
| US6410465B1 (en) | 1999-06-02 | 2002-06-25 | E. I. Du Pont De Nemours And Company | Composite sheet material |
| US6572601B2 (en) | 1999-06-04 | 2003-06-03 | Kimberly-Clark Worldwide, Inc. | Disposable absorbent articles having an adjustable, pretensioned waistband fastening system |
| US7083849B1 (en) * | 1999-06-04 | 2006-08-01 | 3M Innovative Properties Company | Breathable polymer foams |
| US6673980B1 (en) * | 1999-07-16 | 2004-01-06 | Kimberly-Clark Worldwide, Inc. | Absorbent product with creped nonwoven dampness inhibitor |
| EP1198347B1 (en) * | 1999-07-21 | 2004-10-06 | Ahlstrom Windsor Locks LLC | Polymer coated web with good water vapour permeability |
| US6319455B1 (en) | 1999-08-13 | 2001-11-20 | First Quality Nonwovens, Inc. | Nonwoven fabric with high CD elongation and method of making same |
| US6682803B2 (en) | 1999-08-27 | 2004-01-27 | Kimberly-Clark Worldwide, Inc. | Breathable multilayer films with breakable skin layers |
| US6663611B2 (en) | 1999-09-28 | 2003-12-16 | Kimberly-Clark Worldwide, Inc. | Breathable diaper with low to moderately breathable inner laminate and more breathable outer cover |
| US6777056B1 (en) | 1999-10-13 | 2004-08-17 | Kimberly-Clark Worldwide, Inc. | Regionally distinct nonwoven webs |
| US6613704B1 (en) * | 1999-10-13 | 2003-09-02 | Kimberly-Clark Worldwide, Inc. | Continuous filament composite nonwoven webs |
| US6479154B1 (en) | 1999-11-01 | 2002-11-12 | Kimberly-Clark Worldwide, Inc. | Coextruded, elastomeric breathable films, process for making same and articles made therefrom |
| US6794024B1 (en) | 1999-11-01 | 2004-09-21 | Kimberly-Clark Worldwide, Inc. | Styrenic block copolymer breathable elastomeric films |
| MXPA02004364A (es) * | 1999-11-01 | 2002-11-07 | Kimberly Clark Co | Peliculas elastomericas con capacidad para respirar de copolimero de bloque estirenico. |
| DE19953039A1 (de) * | 1999-11-03 | 2001-05-23 | Hcd Gmbh | Verfahren zur Herstellung eines mehrschichtigen oberflächenstrukturierten Halbzeugs aus thermoplastischen Kunststoffen |
| US6524293B1 (en) | 1999-12-17 | 2003-02-25 | Kimberly-Clark Worldwide, Inc. | Prefastened disposable absorbent articles having a stretch panel |
| US6551294B1 (en) | 1999-12-17 | 2003-04-22 | Kimberly-Clark Worldwide | Disposable absorbent articles having a stretch panel and an integrated waist size adjustment mechanism |
| US7328733B2 (en) * | 1999-12-28 | 2008-02-12 | Exxonmobil Chemical Patents Inc. | Inner tube compositions having improved heat resistance characteristics |
| US6454752B1 (en) | 2000-03-17 | 2002-09-24 | Kimberly-Clark Worldwide, Inc. | Pre-fastened adjustable mechanical fastener garment |
| JP3662469B2 (ja) | 2000-03-31 | 2005-06-22 | ユニ・チャーム株式会社 | 弾性伸縮性複合シートの製造方法 |
| CN101812238B (zh) * | 2000-05-05 | 2014-03-12 | 英默里斯颜料公司 | 粒状碳酸钙及其制备和在透气性薄膜中的应用 |
| JP2001315268A (ja) * | 2000-05-09 | 2001-11-13 | Uni Charm Corp | 通気不透液性複合シート |
| US7785699B1 (en) * | 2000-09-06 | 2010-08-31 | Ward Calvin B | Electrostatically charged porous water-impermeable absorbent laminate for protecting work surfaces from contamination |
| US6855422B2 (en) * | 2000-09-21 | 2005-02-15 | Monte C. Magill | Multi-component fibers having enhanced reversible thermal properties and methods of manufacturing thereof |
| US6793856B2 (en) | 2000-09-21 | 2004-09-21 | Outlast Technologies, Inc. | Melt spinable concentrate pellets having enhanced reversible thermal properties |
| US7160612B2 (en) | 2000-09-21 | 2007-01-09 | Outlast Technologies, Inc. | Multi-component fibers having enhanced reversible thermal properties and methods of manufacturing thereof |
| US6579275B1 (en) | 2000-09-28 | 2003-06-17 | Kimberly-Clark Worldwide, Inc. | Pant-like disposable absorbent articles with releasable seams and a folded fastening feature |
| US6756520B1 (en) | 2000-10-20 | 2004-06-29 | Kimberly-Clark Worldwide, Inc. | Hydrophilic compositions for use on absorbent articles to enhance skin barrier |
| US6503526B1 (en) | 2000-10-20 | 2003-01-07 | Kimberly-Clark Worldwide, Inc. | Absorbent articles enhancing skin barrier function |
| US6914018B1 (en) * | 2000-10-27 | 2005-07-05 | Kimberly-Clark Worldwide, Inc. | Biaxial stretch, breathable laminate with cloth-like aesthetics and method for making same |
| US6982231B1 (en) | 2000-10-27 | 2006-01-03 | Kimberly-Clark Worldwide, Inc. | Elastomeric, breathable laminate with enhanced breathability upon extension |
| US6508797B1 (en) | 2000-11-03 | 2003-01-21 | Kimberly-Clark Worldwide, Inc. | Pant-like disposable absorbent articles with a releasable line of weakness and a fastener |
| US6615836B1 (en) | 2000-11-27 | 2003-09-09 | Kimberly-Clark Worldwide, Inc. | Surgical drape having a pocket-forming feature |
| US20020098341A1 (en) * | 2000-12-07 | 2002-07-25 | Schiffer Daniel K. | Biodegradable breathable film and laminate |
| US20020128615A1 (en) | 2000-12-22 | 2002-09-12 | Tyrrell David John | Absorbent articles with non-aqueous compositions containing anionic polymers |
| US20020120241A1 (en) * | 2000-12-22 | 2002-08-29 | Tyrrell David John | Absorbent articles with hydrophilic compositions containing anionic polymers |
| US20020120242A1 (en) * | 2000-12-22 | 2002-08-29 | Tyrrell David John | Absorbent articles with hydrophilic compositions containing botanicals |
| US7771735B2 (en) | 2000-12-22 | 2010-08-10 | Kimberly-Clark Worldwide, Inc. | Absorbent articles with compositions for reducing irritation response |
| US6749860B2 (en) | 2000-12-22 | 2004-06-15 | Kimberly-Clark Worldwide, Inc. | Absorbent articles with non-aqueous compositions containing botanicals |
| US20020164446A1 (en) | 2001-01-17 | 2002-11-07 | Zhiming Zhou | Pressure sensitive adhesives with a fibrous reinforcing material |
| US7078582B2 (en) | 2001-01-17 | 2006-07-18 | 3M Innovative Properties Company | Stretch removable adhesive articles and methods |
| KR20020061685A (ko) * | 2001-01-17 | 2002-07-25 | 에스케이 주식회사 | 통기성이 우수한 과수봉지 제조용 합지 필름 및 이의제조방법 |
| US7473818B2 (en) | 2001-03-01 | 2009-01-06 | Kimberly-Clark Worldwide, Inc. | Product seal of dissimilar materials |
| US7578812B2 (en) | 2001-03-01 | 2009-08-25 | Kimberly-Clark Worldwide, Inc. | Pre-fastened absorbent article having simplified fastening features |
| US20020165517A1 (en) * | 2001-03-01 | 2002-11-07 | Kimberly-Clark Worldwide, Inc. | Prefastened diaper/pant for infants with improved fit range |
| US8206366B2 (en) | 2001-03-01 | 2012-06-26 | Kimberly-Clark Worldwide, Inc. | Convertible diaper/pant with ease of application |
| US6894204B2 (en) | 2001-05-02 | 2005-05-17 | 3M Innovative Properties Company | Tapered stretch removable adhesive articles and methods |
| US6994904B2 (en) | 2001-05-02 | 2006-02-07 | 3M Innovative Properties Company | Pressure sensitive adhesive fibers with a reinforcing material |
| US6730069B2 (en) | 2001-07-05 | 2004-05-04 | Kimberly-Clark Worldwide, Inc. | Cloth-like mechanical fastener |
| TW552196B (en) | 2001-07-20 | 2003-09-11 | Clopay Corp | Laminated sheet and method of making same |
| US6638636B2 (en) | 2001-08-28 | 2003-10-28 | Kimberly-Clark Worldwide, Inc. | Breathable multilayer films with breakable skin layers |
| JP2003085910A (ja) * | 2001-09-11 | 2003-03-20 | Sony Corp | ディスクカートリッジ、ディスク記録媒体装置及びディスク記録再生装置 |
| US9434869B2 (en) | 2001-09-21 | 2016-09-06 | Outlast Technologies, LLC | Cellulosic fibers having enhanced reversible thermal properties and methods of forming thereof |
| GB2380737A (en) * | 2001-10-10 | 2003-04-16 | Imerys Minerals Ltd | Process for incorporating compacted calcium carbonate filler into a thermoplastic |
| US20030124324A1 (en) * | 2001-11-27 | 2003-07-03 | Kappler Safety Group | Breathable blood and viral barrier fabric |
| US6682512B2 (en) | 2001-12-18 | 2004-01-27 | Kimberly-Clark Worldwide, Inc. | Continuous biaxially stretchable absorbent with low tension |
| US6656168B2 (en) | 2001-12-18 | 2003-12-02 | Kimberly-Clark Worldwide, Inc. | Feminine care product with discrete areas of a skin wellness additive |
| US8043275B2 (en) | 2001-12-19 | 2011-10-25 | Kimberly Clark Worldwide, Inc. | Absorbent garment with dual containment flaps |
| US20030120253A1 (en) * | 2001-12-21 | 2003-06-26 | Kimberly-Clark Worldwide, Inc. | Disposable absorbent article having one piece mechanical fastening system |
| US20030130636A1 (en) * | 2001-12-22 | 2003-07-10 | Brock Earl David | System for improving skin health of absorbent article wearers |
| US7078089B2 (en) * | 2001-12-28 | 2006-07-18 | Kimberly-Clark Worldwide, Inc. | Low-cost elastic laminate material |
| DE20201644U1 (de) * | 2002-02-04 | 2002-06-20 | Ffa Automotive Ag, Altenrhein | Schutzummantelung |
| AR038590A1 (es) | 2002-02-22 | 2005-01-19 | Clopay Plastic Prod Co | Hoja laminada de pelicula y metodos para su fabricacion |
| US6797365B2 (en) | 2002-04-08 | 2004-09-28 | Kimberly-Clark Worldwide, Inc. | Laminate having differential bond strengths and absorbent article made therefrom |
| JP2005524556A (ja) * | 2002-05-09 | 2005-08-18 | ダウ グローバル テクノロジーズ インコーポレイティド | 通気性物品類 |
| US7851666B2 (en) * | 2002-06-07 | 2010-12-14 | Kimberly-Clark Worldwide, Inc. | Components of articles including contrasting printed blocks |
| US7919668B2 (en) * | 2002-06-07 | 2011-04-05 | Kimberly-Clark Worldwide, Inc. | Components of articles including continuous detector materials |
| US7178171B2 (en) | 2002-08-19 | 2007-02-20 | Kimberly-Clark Worldwide, Inc. | Elastomeric gloves having enhanced breathability |
| MXPA05001508A (es) | 2002-08-22 | 2005-04-19 | Kimberly Clark Co | Articulo absorbente que tiene doble patron de union. |
| US20060089616A1 (en) * | 2002-08-22 | 2006-04-27 | Kimberly-Clark World, Inc. | Absorbent article having dual pattern bonding |
| US20040044323A1 (en) * | 2002-08-30 | 2004-03-04 | Kimberly-Clark Worldwide, Inc. | Absorbent article with elastic components having non-uniform elastic tension |
| AU2003282900A1 (en) * | 2002-10-01 | 2004-04-23 | Kappler, Inc. | Durable waterproof composite sheet material |
| JP2004122565A (ja) * | 2002-10-02 | 2004-04-22 | Idemitsu Unitech Co Ltd | 不織布積層体 |
| US7510758B2 (en) * | 2002-11-12 | 2009-03-31 | Kimberly-Clark Worldwide, Inc. | Breathable elastic multilayer film laminate and method of making a breathable elastic multilayer film laminate |
| US20060046599A1 (en) * | 2002-11-14 | 2006-03-02 | Stefano Cerbini | Clothing for partial protection of the body against biological agents |
| US7344525B2 (en) * | 2002-11-22 | 2008-03-18 | Kimberly-Clark Worldwide, Inc. | Absorbent article with improved fastening system |
| US7060867B2 (en) * | 2002-11-27 | 2006-06-13 | Kimberly-Clark Worldwide, Inc. | Absorbent article with a body facing liner having discretely placed lotion deposits |
| AU2003297690A1 (en) * | 2002-12-03 | 2004-06-23 | Silver Eagle Outfitters Llc | Personal hydration and cooling system |
| US20040116888A1 (en) * | 2002-12-13 | 2004-06-17 | Linda Dorschner | Absorbent article having increased extension of extensible inner and outer facings during wear |
| US7198621B2 (en) * | 2002-12-19 | 2007-04-03 | Kimberly-Clark Worldwide, Inc. | Attachment assembly for absorbent article |
| US8877316B2 (en) | 2002-12-20 | 2014-11-04 | The Procter & Gamble Company | Cloth-like personal care articles |
| US7666410B2 (en) | 2002-12-20 | 2010-02-23 | Kimberly-Clark Worldwide, Inc. | Delivery system for functional compounds |
| US7994078B2 (en) | 2002-12-23 | 2011-08-09 | Kimberly-Clark Worldwide, Inc. | High strength nonwoven web from a biodegradable aliphatic polyester |
| US20040121688A1 (en) * | 2002-12-23 | 2004-06-24 | Kimberly-Clark Worldwide, Inc. | Flexible activated carbon substrates |
| US7312167B2 (en) * | 2002-12-23 | 2007-12-25 | Kimberly-Clark Worldwide, Inc. | Breathable multilayer films for use in absorbent articles |
| US20040122413A1 (en) * | 2002-12-23 | 2004-06-24 | Kimberly-Clark Worldwide, Inc. | Absorbent article having shaped front and back ears |
| US20040121681A1 (en) * | 2002-12-23 | 2004-06-24 | Kimberly-Clark Worldwide, Inc. | Absorbent articles containing an activated carbon substrate |
| US7155746B2 (en) | 2002-12-27 | 2007-01-02 | Kimberly-Clark Worldwide, Inc. | Anti-wicking protective workwear and methods of making and using same |
| US6957884B2 (en) * | 2002-12-27 | 2005-10-25 | Kinberly-Clark Worldwide, Inc. | High-speed inkjet printing for vibrant and crockfast graphics on web materials or end-products |
| US6934969B2 (en) | 2002-12-27 | 2005-08-30 | Kimberly-Clark Worldwide, Inc. | Anti-wicking protective workwear and methods of making and using same |
| US6772443B2 (en) | 2002-12-30 | 2004-08-10 | Kimberly-Clark Worldwide, Inc. | Breathable elastomeric glove |
| US8118799B2 (en) * | 2003-05-05 | 2012-02-21 | Kimberly-Clark Worldwide, Inc. | Disposable garment having first and second attachment members |
| US20040224596A1 (en) * | 2003-05-09 | 2004-11-11 | Mathis Michael P. | Nonwoven breathable composite barrier fabric |
| WO2004113188A1 (en) * | 2003-06-13 | 2004-12-29 | S. C. Johnson Home Storage, Inc. | Method of manufacturing container covers |
| US7318534B2 (en) * | 2003-06-13 | 2008-01-15 | S.C. Johnson Home Storage, Inc. | Disposable container cover with elastic replacement |
| US8273066B2 (en) | 2003-07-18 | 2012-09-25 | Kimberly-Clark Worldwide, Inc. | Absorbent article with high quality ink jet image produced at line speed |
| US20050027267A1 (en) * | 2003-07-31 | 2005-02-03 | Van Dyke Wendy Lynn | Absorbent article with improved fit and free liquid intake |
| US7220478B2 (en) * | 2003-08-22 | 2007-05-22 | Kimberly-Clark Worldwide, Inc. | Microporous breathable elastic films, methods of making same, and limited use or disposable product applications |
| US7932196B2 (en) | 2003-08-22 | 2011-04-26 | Kimberly-Clark Worldwide, Inc. | Microporous stretch thinned film/nonwoven laminates and limited use or disposable product applications |
| US20050058674A1 (en) * | 2003-09-11 | 2005-03-17 | Kimberly-Clark Worldwide, Inc. | Moisturizing and lubricating compositions |
| US20050058693A1 (en) * | 2003-09-11 | 2005-03-17 | Kimberly-Clark Worldwide, Inc. | Tissue products comprising a moisturizing and lubricating composition |
| US20050101927A1 (en) * | 2003-09-11 | 2005-05-12 | Kimberly-Clark Worldwide, Inc. | Absorbent products comprising a moisturizing and lubricating composition |
| US20050059941A1 (en) * | 2003-09-11 | 2005-03-17 | Kimberly-Clark Worldwide, Inc. | Absorbent product with improved liner treatment |
| US7485373B2 (en) * | 2003-09-11 | 2009-02-03 | Kimberly-Clark Worldwide, Inc. | Lotioned tissue product with improved stability |
| US7547443B2 (en) * | 2003-09-11 | 2009-06-16 | Kimberly-Clark Worldwide, Inc. | Skin care topical ointment |
| US7837663B2 (en) | 2003-10-16 | 2010-11-23 | Kimberly-Clark Worldwide, Inc. | Odor controlling article including a visual indicating device for monitoring odor absorption |
| US7488520B2 (en) | 2003-10-16 | 2009-02-10 | Kimberly-Clark Worldwide, Inc. | High surface area material blends for odor reduction, articles utilizing such blends and methods of using same |
| US7754197B2 (en) | 2003-10-16 | 2010-07-13 | Kimberly-Clark Worldwide, Inc. | Method for reducing odor using coordinated polydentate compounds |
| US7678367B2 (en) | 2003-10-16 | 2010-03-16 | Kimberly-Clark Worldwide, Inc. | Method for reducing odor using metal-modified particles |
| US7879350B2 (en) | 2003-10-16 | 2011-02-01 | Kimberly-Clark Worldwide, Inc. | Method for reducing odor using colloidal nanoparticles |
| US7794737B2 (en) | 2003-10-16 | 2010-09-14 | Kimberly-Clark Worldwide, Inc. | Odor absorbing extrudates |
| US7413550B2 (en) | 2003-10-16 | 2008-08-19 | Kimberly-Clark Worldwide, Inc. | Visual indicating device for bad breath |
| US7160281B2 (en) | 2003-10-21 | 2007-01-09 | Kimberly-Clark Worldwide, Inc. | Absorbent article having an absorbent structure secured to a stretchable component of the article |
| JP4522073B2 (ja) | 2003-10-24 | 2010-08-11 | ユニ・チャーム株式会社 | 使い捨ての着用物品 |
| US20050095943A1 (en) * | 2003-10-30 | 2005-05-05 | Kimberly-Clark Worldwide, Inc. | Cross machine direction extensible nonwoven webs |
| US8309211B2 (en) * | 2003-11-06 | 2012-11-13 | Building Materials Investment Corporation | Breathable non-asphaltic roofing underlayment |
| KR100568901B1 (ko) * | 2003-11-14 | 2006-04-10 | 주식회사 한진피앤씨 | 탄성과 통기성과 방수성을 내재시킨 부직포 복합체 |
| US20050112350A1 (en) * | 2003-11-21 | 2005-05-26 | Xin Ning | Biodegradable and breathable polymer film |
| US20050112363A1 (en) * | 2003-11-21 | 2005-05-26 | Xin Ning | Biodegradable polymer compositions for a breathable film |
| US20050127578A1 (en) * | 2003-12-11 | 2005-06-16 | Triebes Thomas G. | Method of making fiber reinforced elastomeric articles |
| US20050130522A1 (en) * | 2003-12-11 | 2005-06-16 | Kaiyuan Yang | Fiber reinforced elastomeric article |
| US20050132465A1 (en) * | 2003-12-19 | 2005-06-23 | Kimberly-Clark Worldwide, Inc. | Surgical gown having an adhesive tab and methods of use |
| US7186318B2 (en) | 2003-12-19 | 2007-03-06 | Kimberly-Clark Worldwide, Inc. | Soft tissue hydrophilic tissue products containing polysiloxane and having unique absorbent properties |
| US7811948B2 (en) | 2003-12-19 | 2010-10-12 | Kimberly-Clark Worldwide, Inc. | Tissue sheets containing multiple polysiloxanes and having regions of varying hydrophobicity |
| US7147752B2 (en) | 2003-12-19 | 2006-12-12 | Kimberly-Clark Worldwide, Inc. | Hydrophilic fibers containing substantive polysiloxanes and tissue products made therefrom |
| US20050132463A1 (en) * | 2003-12-19 | 2005-06-23 | Kimberly-Clark Worldwide, Inc. | Surgical gown having adhesive tabs and methods of use |
| US7479578B2 (en) | 2003-12-19 | 2009-01-20 | Kimberly-Clark Worldwide, Inc. | Highly wettable—highly flexible fluff fibers and disposable absorbent products made of those |
| US20050148985A1 (en) * | 2003-12-30 | 2005-07-07 | Bronk Susan K. | Absorbent article having improved waist feature |
| US20050148968A1 (en) * | 2003-12-30 | 2005-07-07 | Schlinz Daniel R. | Disposable absorbent garment including a stretchable carrier layer |
| US7329794B2 (en) | 2003-12-31 | 2008-02-12 | Kimberly-Clark Worldwide, Inc. | Disposable absorbent garment with elastic inner layer having multiple fasteners |
| US8167861B2 (en) | 2003-12-31 | 2012-05-01 | Kimberly-Clark Worldwide, Inc. | Disposable garment with stretchable absorbent assembly |
| US7658732B2 (en) | 2003-12-31 | 2010-02-09 | Kimberly-Clark Worldwide, Inc. | Dual-layered disposable garment |
| US7344523B2 (en) | 2003-12-31 | 2008-03-18 | Kimberly-Clark Worldwide, Inc. | Dual-layered disposable garment having tailored stretch characteristics |
| US7888405B2 (en) | 2004-01-30 | 2011-02-15 | E. I. Du Pont De Nemours And Company | Aliphatic-aromatic polyesters, and articles made therefrom |
| US7452927B2 (en) | 2004-01-30 | 2008-11-18 | E. I. Du Pont De Nemours And Company | Aliphatic-aromatic polyesters, and articles made therefrom |
| US20050245159A1 (en) * | 2004-02-11 | 2005-11-03 | Chmielewski Harry J | Breathable barrier composite with hydrophobic cellulosic fibers |
| US7754937B2 (en) * | 2004-03-18 | 2010-07-13 | Boehringer Technologies, L.P. | Wound packing material for use with suction |
| US20050256495A1 (en) * | 2004-04-29 | 2005-11-17 | Kimberly-Clark Worldwide, Inc. | Composite web and use in an absorbent article |
| US20050245162A1 (en) * | 2004-04-30 | 2005-11-03 | Kimberly-Clark Worldwide, Inc. | Multi-capable elastic laminate process |
| US20050241750A1 (en) * | 2004-04-30 | 2005-11-03 | Kimberly-Clark Worldwide, Inc. | Method and apparatus for making extensible and stretchable laminates |
| US7993319B2 (en) | 2004-04-30 | 2011-08-09 | Kimberly-Clark Worldwide, Inc. | Absorbent article having an absorbent structure configured for improved donning of the article |
| US8110215B2 (en) * | 2004-04-30 | 2012-02-07 | Kimberly-Clark Worldwide, Inc. | Personal care products and methods for inhibiting the adherence of flora to skin |
| US8246594B2 (en) | 2004-04-30 | 2012-08-21 | Kimberly-Clark Worldwide, Inc. | Absorbent article having an absorbent structure configured for improved donning and lateral stretch distribution |
| DE102004024042A1 (de) * | 2004-05-07 | 2005-11-24 | Paul Hartmann Ag | Vlies-/Folienlaminat |
| US8377023B2 (en) | 2004-06-30 | 2013-02-19 | Kimberly-Clark Worldwide, Inc. | Absorbent garments with tailored stretch properties in the lateral direction |
| US8066685B2 (en) | 2004-06-30 | 2011-11-29 | Kimberly-Clark Worldwide, Inc. | Stretchable absorbent article having lateral and longitudinal stretch properties |
| US20060003150A1 (en) * | 2004-06-30 | 2006-01-05 | Kimberly-Clark Worldwide, Inc. | Treatment of substrates for improving ink adhesion to substrates |
| US7144972B2 (en) | 2004-07-09 | 2006-12-05 | E. I. Du Pont De Nemours And Company | Copolyetherester compositions containing hydroxyalkanoic acids and shaped articles produced therefrom |
| US7193029B2 (en) | 2004-07-09 | 2007-03-20 | E. I. Du Pont De Nemours And Company | Sulfonated copolyetherester compositions from hydroxyalkanoic acids and shaped articles produced therefrom |
| US7358325B2 (en) | 2004-07-09 | 2008-04-15 | E. I. Du Pont De Nemours And Company | Sulfonated aromatic copolyesters containing hydroxyalkanoic acid groups and shaped articles produced therefrom |
| US7265257B2 (en) * | 2004-08-10 | 2007-09-04 | Kimberly-Clark Worldwide, Inc. | Absorbent articles comprising a bodily exudate modifying agent and a film-forming skin care formulation |
| US7642397B2 (en) * | 2004-08-10 | 2010-01-05 | Kimberly-Clark Worldwide, Inc. | Absorbent articles comprising a bodily exudate modifying agent and a skin care formulation |
| DE102004042405A1 (de) * | 2004-09-02 | 2006-03-30 | Rkw Ag Rheinische Kunststoffwerke | Vlies-Folien-Laminate |
| US7148396B2 (en) | 2004-09-15 | 2006-12-12 | Kimberly-Clark Worldwide, Inc. | Disposable garment with system for reducing humidity |
| US7654994B2 (en) * | 2004-09-28 | 2010-02-02 | Kimberly-Clark Worldwide, Inc. | Indicia for a garment with a dual fastening system |
| US7569042B2 (en) * | 2004-09-29 | 2009-08-04 | Kimberly-Clark Worldwide, Inc. | Disposable garment with multiple fasteners |
| US7265192B2 (en) * | 2004-11-30 | 2007-09-04 | Kimberly-Clark Worldwide, Inc. | Breathable elastomeric article |
| US20060143767A1 (en) * | 2004-12-14 | 2006-07-06 | Kaiyuan Yang | Breathable protective articles |
| US7338516B2 (en) * | 2004-12-23 | 2008-03-04 | Kimberly-Clark Worldwide, Inc. | Method for applying an exothermic coating to a substrate |
| US20060140902A1 (en) * | 2004-12-23 | 2006-06-29 | Kimberly-Clark Worldwide, Inc. | Odor control substrates |
| US7816285B2 (en) * | 2004-12-23 | 2010-10-19 | Kimberly-Clark Worldwide, Inc. | Patterned application of activated carbon ink |
| US7763061B2 (en) * | 2004-12-23 | 2010-07-27 | Kimberly-Clark Worldwide, Inc. | Thermal coverings |
| US20060142719A1 (en) * | 2004-12-28 | 2006-06-29 | Kimberly-Clark Worldwide, Inc. | Evaporative disposable garment |
| US20060148361A1 (en) * | 2004-12-30 | 2006-07-06 | Kimberley-Clark Worldwide, Inc. | Method for forming an elastic laminate |
| US7439290B2 (en) * | 2005-01-12 | 2008-10-21 | Equistar Chemicals, Lp | Linear low density polyethylene compositions and films |
| US7301465B2 (en) * | 2005-03-24 | 2007-11-27 | Tengshe Vishwas V | Drowsy driving alarm system |
| DE102005016246B4 (de) * | 2005-04-08 | 2009-12-31 | Sandler Ag | Elastischer Verbundvliesstoff und Verfahren zu dessen Herstellung |
| US7651290B2 (en) * | 2005-05-09 | 2010-01-26 | Kimberly-Clark Worldwide, Inc. | Device with pull tab activation |
| US8323770B2 (en) * | 2005-06-17 | 2012-12-04 | Building Materials Investment Corporation | Breathable non-asphaltic roofing underlayment having tailorable breathability |
| US7333020B2 (en) * | 2005-06-24 | 2008-02-19 | Kimberly - Clark Worldwide, Inc. | Disposable absorbent article system employing sensor for detecting non-nutritive sucking events |
| US20060293639A1 (en) * | 2005-06-28 | 2006-12-28 | Kimberly-Clark Worldwide, Inc. | Disposable absorbent article with front fastening assembly |
| US7655829B2 (en) | 2005-07-29 | 2010-02-02 | Kimberly-Clark Worldwide, Inc. | Absorbent pad with activated carbon ink for odor control |
| US7550400B2 (en) * | 2005-08-02 | 2009-06-23 | Exxonmobil Chemical Patents Inc. | Multiple layer nonwoven fabric structures |
| US7604623B2 (en) | 2005-08-30 | 2009-10-20 | Kimberly-Clark Worldwide, Inc. | Fluid applicator with a press activated pouch |
| US7565987B2 (en) | 2005-08-31 | 2009-07-28 | Kimberly-Clark Worldwide, Inc. | Pull tab activated sealed packet |
| US7785309B2 (en) * | 2005-08-31 | 2010-08-31 | Kimberly-Clark Worldwide, Inc. | Disposable garment with biaxially stretchable inner layer |
| US7575384B2 (en) | 2005-08-31 | 2009-08-18 | Kimberly-Clark Worldwide, Inc. | Fluid applicator with a pull tab activated pouch |
| FR2893036B1 (fr) * | 2005-11-08 | 2008-03-14 | Aplix Sa | Stratifie non tisse-elastomere-non tisse |
| US7824514B2 (en) * | 2005-12-01 | 2010-11-02 | The Procter & Gamble Company | Method of producing a stretch laminate |
| US7950864B2 (en) * | 2005-12-13 | 2011-05-31 | Kimberly-Clark Worldwide, Inc. | Device with internal pull tab activation |
| US20070147942A1 (en) * | 2005-12-14 | 2007-06-28 | Sojka Marci E | Water-dispersible device with pull tab activation |
| US8137392B2 (en) * | 2005-12-15 | 2012-03-20 | Kimberly-Clark Worldwide, Inc. | Conformable thermal device |
| US7976662B2 (en) * | 2005-12-15 | 2011-07-12 | Kimberly-Clark Worldwide, Inc. | Laminate containing a fluorinated nonwoven web |
| US7794486B2 (en) | 2005-12-15 | 2010-09-14 | Kimberly-Clark Worldwide, Inc. | Therapeutic kit employing a thermal insert |
| US8491556B2 (en) | 2005-12-15 | 2013-07-23 | Kimberly-Clark Worldwide, Inc. | Absorbent garments with multipart liner having varied stretch properties |
| US20070142882A1 (en) * | 2005-12-15 | 2007-06-21 | Kimberly-Clark Worldwide, Inc. | Thermal device having a controlled heating profile |
| US7686840B2 (en) | 2005-12-15 | 2010-03-30 | Kimberly-Clark Worldwide, Inc. | Durable exothermic coating |
| KR101222098B1 (ko) | 2006-02-21 | 2013-01-16 | 파이버웹 심슨빌, 인코포레이티드 | 신장성 흡수성 복합체 |
| US20080019617A1 (en) * | 2006-07-24 | 2008-01-24 | Rasquinha Clarence A | Method of packaging manufactured stone |
| US20080058748A1 (en) * | 2006-08-29 | 2008-03-06 | Seifert Kathy P | Disposable absorbent article having a graphic adapted to facilitate discretionary use of said article |
| US20080120758A1 (en) * | 2006-08-30 | 2008-05-29 | Mary Katherine Lawson | Thermal impulse bonding of thermally sensitive laminate barrier materials |
| KR101249120B1 (ko) * | 2006-08-31 | 2013-03-29 | 킴벌리-클라크 월드와이드, 인크. | 고도 통기성 생분해성 필름 |
| US8066444B2 (en) * | 2006-11-30 | 2011-11-29 | Kimberly-Clark Worldwide, Inc. | Disposable wipe with substance-filled blisters |
| US20080147025A1 (en) * | 2006-12-13 | 2008-06-19 | Van Gompel Paul T | Pleated disposable garment |
| US20080141839A1 (en) * | 2006-12-13 | 2008-06-19 | Van Gompel Paul T | Method of manufacturing pleated disposable garment |
| US8592641B2 (en) | 2006-12-15 | 2013-11-26 | Kimberly-Clark Worldwide, Inc. | Water-sensitive biodegradable film |
| US20080145269A1 (en) * | 2006-12-15 | 2008-06-19 | Martin Stephanie M | Deodorizing container that includes a modified nanoparticle ink |
| US20080145268A1 (en) * | 2006-12-15 | 2008-06-19 | Martin Stephanie M | Deodorizing container that includes an anthraquinone ink |
| US7707655B2 (en) * | 2006-12-15 | 2010-05-04 | Kimberly-Clark Worldwide, Inc. | Self warming mask |
| US20080155728A1 (en) * | 2006-12-28 | 2008-07-03 | Greg Hafer | Surgical gown tie attachment |
| US7531471B2 (en) * | 2007-01-30 | 2009-05-12 | Kimberly-Clark Worldwide, Inc. | Substrate containing a deodorizing ink |
| US8895111B2 (en) | 2007-03-14 | 2014-11-25 | Kimberly-Clark Worldwide, Inc. | Substrates having improved ink adhesion and oil crockfastness |
| US8329977B2 (en) | 2007-08-22 | 2012-12-11 | Kimberly-Clark Worldwide, Inc. | Biodegradable water-sensitive films |
| US20090057169A1 (en) * | 2007-08-31 | 2009-03-05 | Benjamin Joseph Kruchoski | Spindle and Spindle Attachments for Coreless and Flexible Core Rolled Tissue Products |
| US20090089911A1 (en) * | 2007-10-05 | 2009-04-09 | Smith Timothy J | Comfortable Protective Garments |
| US7549178B2 (en) * | 2007-10-12 | 2009-06-23 | Kimberly-Clark Worldwide, Inc. | Patch for securing a surgical gown tie |
| US20090157022A1 (en) * | 2007-12-13 | 2009-06-18 | Kimberly-Clark Worldwide, Inc. | Absorbent articles having a wetness indicator |
| US20090157032A1 (en) * | 2007-12-13 | 2009-06-18 | Kimberly-Clark Worldwide, Inc. | Absorbant articles having a compressed tablet |
| US8227658B2 (en) * | 2007-12-14 | 2012-07-24 | Kimberly-Clark Worldwide, Inc | Film formed from a blend of biodegradable aliphatic-aromatic copolyesters |
| US9297098B2 (en) | 2007-12-19 | 2016-03-29 | Saint-Gobain Adfors Canada, Ltd. | Foldable reinforcing web |
| CA2708963C (en) * | 2007-12-19 | 2015-05-05 | Saint-Gobain Technical Fabrics America, Inc. | Foldable reinforcing web |
| US8710291B2 (en) | 2007-12-28 | 2014-04-29 | Kimberly-Clark Worldwide, Inc. | Translucent internal graphics enhancement |
| WO2009094506A1 (en) * | 2008-01-24 | 2009-07-30 | Clopay Plastic Products Company, Inc. | Elastomeric materials |
| EP2096198A1 (en) * | 2008-02-26 | 2009-09-02 | Total Petrochemicals Research Feluy | Polyolefin fibres loaded with polar, rigid and incompatible polymers |
| US20090240220A1 (en) * | 2008-03-20 | 2009-09-24 | Kimberly-Clark Worldwide, Inc | Compressed Substrates Configured to Deliver Active Agents |
| US8147965B2 (en) | 2008-05-14 | 2012-04-03 | Kimberly-Clark Worldwide, Inc. | Water-sensitive film containing thermoplastic polyurethane |
| US8338508B2 (en) | 2008-05-14 | 2012-12-25 | Kimberly-Clark Worldwide, Inc. | Water-sensitive film containing an olefinic elastomer |
| US20090299312A1 (en) * | 2008-05-30 | 2009-12-03 | Kimberly-Clark Worldwide, Inc. | Twisted, Compressed Substrates as Wetness Indicators in Absorbent Articles |
| US8324445B2 (en) * | 2008-06-30 | 2012-12-04 | Kimberly-Clark Worldwide, Inc. | Collection pouches in absorbent articles |
| US8927617B2 (en) | 2008-06-30 | 2015-01-06 | Kimberly-Clark Worldwide, Inc. | Fragranced water-sensitive film |
| US7968479B2 (en) | 2008-06-30 | 2011-06-28 | Kimberly-Clark Worldwide, Inc. | Elastic multilayer composite including pattern unbonded elastic materials, articles containing same, and methods of making same |
| US9168718B2 (en) | 2009-04-21 | 2015-10-27 | Exxonmobil Chemical Patents Inc. | Method for producing temperature resistant nonwovens |
| US10161063B2 (en) | 2008-09-30 | 2018-12-25 | Exxonmobil Chemical Patents Inc. | Polyolefin-based elastic meltblown fabrics |
| US8664129B2 (en) | 2008-11-14 | 2014-03-04 | Exxonmobil Chemical Patents Inc. | Extensible nonwoven facing layer for elastic multilayer fabrics |
| US9498932B2 (en) | 2008-09-30 | 2016-11-22 | Exxonmobil Chemical Patents Inc. | Multi-layered meltblown composite and methods for making same |
| KR101348060B1 (ko) | 2009-02-27 | 2014-01-03 | 엑손모빌 케미칼 패턴츠 인코포레이티드 | 다층 부직 동일-공정계 라미네이트 및 이의 제조 방법 |
| US20100236969A1 (en) * | 2009-03-19 | 2010-09-23 | Board Of Trustees Of Michigan State University | Poly(Lactic Acid) and Zeolite Composites and Method of Manufacturing the Same |
| US20110179558A1 (en) * | 2009-07-29 | 2011-07-28 | International Enviroguard Systems, Inc. | Breathable Protective Fabric and Garment |
| KR101718820B1 (ko) | 2009-08-06 | 2017-03-22 | 아벤트, 인크. | 가요성 멀티 패널 살균 조립체 |
| US20110039468A1 (en) * | 2009-08-12 | 2011-02-17 | Baldwin Jr Alfred Frank | Protective apparel having breathable film layer |
| US8668975B2 (en) | 2009-11-24 | 2014-03-11 | Exxonmobil Chemical Patents Inc. | Fabric with discrete elastic and plastic regions and method for making same |
| AU2009356288B2 (en) | 2009-12-10 | 2016-02-04 | Essity Hygiene And Health Aktiebolag | Absorbent articles as carbon sinks |
| CN102094338B (zh) * | 2009-12-15 | 2013-06-26 | 董纹吉 | 多层无纺布及其制作方法 |
| US8981178B2 (en) * | 2009-12-30 | 2015-03-17 | Kimberly-Clark Worldwide, Inc. | Apertured segmented films |
| US8506749B1 (en) | 2010-01-27 | 2013-08-13 | Dartex Coatings, Inc. | Method of improving adhesive coverage to maximize waterproofness while maintaining breathability of adhesively laminated webs, and laminates produced thereby |
| AT511292B1 (de) * | 2010-05-26 | 2013-01-15 | Semperit Ag Holding | Handschuh |
| US20120016328A1 (en) | 2010-07-19 | 2012-01-19 | Bo Shi | Biodegradable films |
| US8727957B2 (en) | 2010-08-05 | 2014-05-20 | Kimberly-Clark Worldwide, Inc. | System for securing flexible multi-panel sterilization assembly |
| US10639212B2 (en) | 2010-08-20 | 2020-05-05 | The Procter & Gamble Company | Absorbent article and components thereof having improved softness signals, and methods for manufacturing |
| BR112013002433A2 (pt) | 2010-08-20 | 2016-05-24 | First Quality Nonwovens Inc | artigo absorvente e componentes do mesmo apresentando sinais de maciez otimizada, e métodos para sua fabricação. |
| US8907155B2 (en) | 2010-11-19 | 2014-12-09 | Kimberly-Clark Worldwide, Inc. | Biodegradable and flushable multi-layered film |
| US8889945B2 (en) | 2010-12-08 | 2014-11-18 | Kimberly-Clark Worldwide, Inc. | Elastic film containing a renewable starch polymer |
| PL2465985T3 (pl) * | 2010-12-17 | 2015-08-31 | Mondi Consumer Packaging Tech Gmbh | Sposób wytwarzania elastycznego materiału kompozytowego o powierzchni tekstylnej |
| US10081123B2 (en) | 2010-12-31 | 2018-09-25 | Kimberly-Clark Worldwide, Inc. | Segmented films with high strength seams |
| US8895126B2 (en) * | 2010-12-31 | 2014-11-25 | Kimberly-Clark Worldwide, Inc. | Segmented films with high strength seams |
| US11419958B2 (en) | 2011-02-04 | 2022-08-23 | O&M Halyard, Inc. | Flexible multi-panel sterilization assembly with bolsters |
| US8987363B2 (en) | 2011-04-12 | 2015-03-24 | J.M. Huber Corporation | Narrow particle size distribution calcium carbonate and methods of making same |
| US8642645B2 (en) | 2011-05-20 | 2014-02-04 | Brooks Kelly Research, LLC. | Pharmaceutical composition comprising Cannabinoids |
| JP5461614B2 (ja) * | 2011-05-31 | 2014-04-02 | 株式会社Tbm | 無機物質粉末高配合薄膜シートの製造方法 |
| US9827696B2 (en) | 2011-06-17 | 2017-11-28 | Fiberweb, Llc | Vapor-permeable, substantially water-impermeable multilayer article |
| US10369769B2 (en) | 2011-06-23 | 2019-08-06 | Fiberweb, Inc. | Vapor-permeable, substantially water-impermeable multilayer article |
| EP2723568B1 (en) | 2011-06-23 | 2017-09-27 | Fiberweb, LLC | Vapor permeable, substantially water impermeable multilayer article |
| WO2012178011A2 (en) | 2011-06-24 | 2012-12-27 | Fiberweb, Inc. | Vapor-permeable, substantially water-impermeable multilayer article |
| US20120328850A1 (en) | 2011-06-27 | 2012-12-27 | Ali Yahiaoui | Sheet Materials Having Improved Softness |
| US9676164B2 (en) | 2011-07-18 | 2017-06-13 | Kimberly-Clark Worldwide, Inc. | Extensible sheet material with visual stretch indicator |
| US20130042501A1 (en) | 2011-08-15 | 2013-02-21 | Herb Flores Velazquez | Disposable Protective Footwear Cover |
| US9296535B2 (en) | 2011-09-30 | 2016-03-29 | Avent, Inc. | Flexible multi-panel sterilization assembly with mass balancing side tabs |
| US9717811B2 (en) | 2011-09-30 | 2017-08-01 | Avent, Inc. | Flexible multi-panel sterilization assembly with side tabs |
| US20140287185A1 (en) | 2011-10-25 | 2014-09-25 | Imerys Minerals Limited | Particulate fillers |
| US9718258B2 (en) | 2011-12-20 | 2017-08-01 | Kimberly-Clark Worldwide, Inc. | Multi-layered film containing a biopolymer |
| US9327438B2 (en) | 2011-12-20 | 2016-05-03 | Kimberly-Clark Worldwide, Inc. | Method for forming a thermoplastic composition that contains a plasticized starch polymer |
| CN103192567B (zh) | 2012-01-09 | 2016-05-11 | 佛山金万达科技股份有限公司 | 热塑性树脂薄膜层合物及其制备方法 |
| US8975305B2 (en) | 2012-02-10 | 2015-03-10 | Kimberly-Clark Worldwide, Inc. | Rigid renewable polyester compositions having a high impact strength and tensile elongation |
| US9926654B2 (en) * | 2012-09-05 | 2018-03-27 | Gpcp Ip Holdings Llc | Nonwoven fabrics comprised of individualized bast fibers |
| KR102053153B1 (ko) | 2012-12-27 | 2019-12-06 | 킴벌리-클라크 월드와이드, 인크. | 수용성 파르네솔 유사체 및 그 용도 |
| AU2012398332B2 (en) | 2012-12-27 | 2017-02-09 | Kimberly-Clark Worldwide, Inc. | Water soluble essential oils and their use |
| MX2015011996A (es) * | 2013-03-15 | 2016-04-15 | Georgia Pacific Consumer Prod | Telas no tejidas de fibras vegetales cortas individualizadas y productos hechos de las mismas. |
| CA2905734C (en) | 2013-03-15 | 2021-02-09 | Georgia-Pacific Consumer Products Lp | Water dispersible wipe substrate |
| US11965083B2 (en) | 2013-06-12 | 2024-04-23 | Kimberly-Clark Worldwide, Inc. | Polyolefin material having a low density |
| JP2016526959A (ja) | 2013-06-12 | 2016-09-08 | キンバリー クラーク ワールドワイド インコーポレイテッド | 多孔質ポリオレフィンフィルムを含む吸収性物品 |
| SG11201510050QA (en) | 2013-06-12 | 2016-01-28 | Kimberly Clark Co | Pore initiation technique |
| US11084916B2 (en) | 2013-06-12 | 2021-08-10 | Kimberly-Clark Worldwide, Inc. | Polymeric material with a multimodal pore size distribution |
| JP6128712B2 (ja) | 2013-06-12 | 2017-05-17 | キンバリー クラーク ワールドワイド インコーポレイテッド | 多孔質ポリオレフィン繊維 |
| WO2015187198A1 (en) | 2014-06-06 | 2015-12-10 | Kimberly-Clark Worldwide, Inc. | Hollow porous fibers |
| AU2014279703B2 (en) | 2013-06-12 | 2017-06-15 | Kimberly-Clark Worldwide, Inc. | Polymeric material for use in thermal insulation |
| TWI516218B (zh) * | 2013-07-29 | 2016-01-11 | Kang Na Hsiung Entpr Co Ltd | Production method of female fastener for Velcro |
| MX364108B (es) | 2013-08-09 | 2019-04-11 | Kimberly Clark Co | Técnica para controlar selectivamente la porosidad de un material polimérico. |
| AU2014304179B2 (en) | 2013-08-09 | 2017-08-17 | Kimberly-Clark Worldwide, Inc. | Anisotropic polymeric material |
| WO2015023558A1 (en) | 2013-08-16 | 2015-02-19 | Georgia-Pacific Consumer Products Lp | Entangled substrate of short individualized bast fibers |
| US9744083B2 (en) * | 2013-10-04 | 2017-08-29 | Kimberly-Clark Worldwide, Inc. | Apertured outer cover for absorbent articles |
| MX2016006439A (es) | 2013-11-20 | 2016-07-19 | Kimberly Clark Co | Compuesto no tejido suave y duradero. |
| WO2015075632A1 (en) | 2013-11-20 | 2015-05-28 | Kimberly-Clark Worldwide, Inc. | Absorbent article containing a soft and durable backsheet |
| US9339580B2 (en) | 2013-11-27 | 2016-05-17 | Kimberly-Clark Worldwide, Inc. | Flushable tampon applicator |
| US9320656B2 (en) | 2013-11-27 | 2016-04-26 | Kimberly-Clark Worldwide, Inc. | Water-dispersible thermoplastic injection molded composition |
| US9456931B2 (en) | 2013-11-27 | 2016-10-04 | Kimberly-Clark Worldwide, Inc. | Thermoplastic and water-dispersible injection moldable materials and articles |
| EP3099280B1 (en) | 2014-01-31 | 2018-12-12 | Kimberly-Clark Worldwide, Inc. | Stiff nanocomposite film for use in an absorbent article |
| AU2015210804B2 (en) | 2014-01-31 | 2018-09-20 | Kimberly-Clark Worldwide, Inc. | Thin nanocomposite film for use in an absorbent article |
| RU2647314C2 (ru) | 2014-01-31 | 2018-03-15 | Кимберли-Кларк Ворлдвайд, Инк. | Нанокомпозитная упаковочная пленка |
| TW201610261A (zh) | 2014-05-20 | 2016-03-16 | 喬治亞太平洋消費者產品公司 | 非木材纖維之漂白及植物性雜質減量方法 |
| TW201544652A (zh) | 2014-05-20 | 2015-12-01 | Georgia Pacific Consumer Prod | 非木材纖維之漂白及植物性雜質減量方法 |
| TW201610265A (zh) | 2014-05-20 | 2016-03-16 | 喬治亞太平洋消費者產品公司 | 非木材纖維之漂白及植物性雜質減量方法 |
| US10286593B2 (en) | 2014-06-06 | 2019-05-14 | Kimberly-Clark Worldwide, Inc. | Thermoformed article formed from a porous polymeric sheet |
| CN104210200B (zh) * | 2014-07-24 | 2016-05-25 | 徐文宇 | 功能性透气膜复合无纺布 |
| RU2700200C2 (ru) | 2014-07-31 | 2019-09-13 | Джонсон энд Джонсон Консьюмер Инк. | Изделие и способ для удержания менструальной текучей среды внутри влагалища |
| ES2796233T3 (es) | 2014-08-26 | 2020-11-26 | Dow Global Technologies Llc | Película multilcapa coextruida con relleno en capa de transporte |
| KR102230520B1 (ko) | 2014-11-18 | 2021-03-22 | 킴벌리-클라크 월드와이드, 인크. | 부드럽고 내구성이 있는 부직포 웹 |
| AU2015353887B2 (en) | 2014-11-26 | 2019-07-04 | Kimberly-Clark Worldwide, Inc. | Annealed porous polyolefin material |
| WO2016100057A1 (en) | 2014-12-19 | 2016-06-23 | Kimberly-Clark Worldwide, Inc. | Fine hollow fibers having a high void fraction |
| MX2017009137A (es) | 2015-01-30 | 2017-11-22 | Kimberly Clark Co | Empaque de articulo absorbente con ruido reducido. |
| CN107205871B (zh) | 2015-01-30 | 2019-11-29 | 金伯利-克拉克环球有限公司 | 用于吸收制品的具有降低的噪声的膜 |
| WO2017100570A1 (en) | 2015-12-11 | 2017-06-15 | Kimberly-Clark Worldwide, Inc. | Method for forming porous fibers |
| MX2018006328A (es) | 2015-12-11 | 2018-08-29 | Kimberly Clark Co | Tecnica de estiramiento de multiples etapas para formar fibras porosas. |
| WO2018102322A1 (en) | 2016-12-02 | 2018-06-07 | 3M Innovative Properties Company | Muscle or joint support article with bump |
| WO2018102521A1 (en) | 2016-12-02 | 2018-06-07 | 3M Innovative Properties Company | Muscle or joint support article with a strap |
| CA3045800A1 (en) | 2016-12-02 | 2018-06-07 | 3M Innovative Properties Company | Muscle or joint support article |
| CN108724869B (zh) | 2017-04-20 | 2021-08-20 | 佛山金万达科技股份有限公司 | 一种透汽阻隔型功能薄膜层合物 |
| JP6844708B2 (ja) * | 2017-09-05 | 2021-03-17 | 日東紡績株式会社 | 接着芯地及び積層複合材料 |
| MX2020013803A (es) * | 2018-06-29 | 2021-03-09 | Berry Global Inc | Laminados polidimensionales con capacidad de estirarse. |
| US11584111B2 (en) | 2018-11-05 | 2023-02-21 | Windmoeller & Hoelscher Kg | Breathable thermoplastic film with reduced shrinkage |
| DE102019111445A1 (de) * | 2019-05-03 | 2020-11-05 | Rkw Se | Atmungsaktive Folie |
| WO2022118691A1 (ja) * | 2020-12-01 | 2022-06-09 | 株式会社瑞光 | 着用物品の製造方法 |
| WO2023009151A1 (en) | 2021-07-27 | 2023-02-02 | Singfatt Chin | Ultra-light nanotechnology breathable gowns and method of making same |
| CN115252284B (zh) * | 2022-06-24 | 2023-11-24 | 景子康 | 一种具有经血固化结构的卫生巾 |
Family Cites Families (206)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US28606A (en) * | 1860-06-05 | Pouter-bottle box | ||
| US1741530A (en) * | 1928-11-02 | 1929-12-31 | Comfolastic Corp | Elasticized fabric |
| US3047444A (en) * | 1955-07-15 | 1962-07-31 | Kimberly Clark Co | Non-woven fabric and method of making the same |
| US2971322A (en) * | 1956-05-04 | 1961-02-14 | American Viscose Corp | Stretch yarn |
| US3059313A (en) * | 1958-03-26 | 1962-10-23 | Chicopee Mfg Corp | Textile fabrics and methods of making the same |
| US3256258A (en) * | 1961-05-05 | 1966-06-14 | Du Pont | Fibers |
| GB993920A (en) * | 1963-03-25 | 1965-06-02 | Ici Ltd | Non-woven fibrous products |
| US3406033A (en) * | 1965-03-01 | 1968-10-15 | Du Pont | Method for treatment of film-fibril sheets |
| US3438844A (en) * | 1965-06-04 | 1969-04-15 | Kendall & Co | Spot-bonded nonwoven fabrics and their preparation |
| DE1460514B2 (de) | 1965-07-26 | 1977-03-24 | Vepa Ag, Riehen Bei Basel (Schweiz) | Verfahren und vorrichtung zum waermebehandeln von bahnigem gut, insbesondere textilgut |
| GB1132888A (en) * | 1966-07-11 | 1968-11-06 | Ici Ltd | Water vapour permeable sheet materials |
| GB1217498A (en) | 1967-04-20 | 1970-12-31 | Dunlop Co Ltd | Method of treating a tape of an organic thermoplastic material |
| US3485695A (en) * | 1968-01-26 | 1969-12-23 | Johnson & Johnson | Method of making a bonded poriferous non-woven textile fabric |
| US3634184A (en) * | 1968-06-06 | 1972-01-11 | Tenneco Chem | Elastomeric film and products therefrom |
| US3849241A (en) * | 1968-12-23 | 1974-11-19 | Exxon Research Engineering Co | Non-woven mats by melt blowing |
| GB1308904A (en) | 1969-02-14 | 1973-03-07 | Nova Jersey Knit Ltd | Finishing process |
| US3575784A (en) * | 1969-02-28 | 1971-04-20 | Du Pont | Bonded nonwoven sheet |
| BE757690A (fr) * | 1969-10-20 | 1971-04-19 | Minnesota Mining & Mfg | Pellicules microporeuses et procedes pour leur fabrication |
| DD81837B1 (de) | 1970-04-21 | 1986-10-29 | Werner Schwalbe | Verfahren zum verstrecken und fixieren von schnueren, seilen sowie netztuch |
| US3725520A (en) * | 1970-04-24 | 1973-04-03 | Nippon Ekika Seikei Kk | Method for preparing a porous synthetic thermoplastic film or sheet |
| US3622434A (en) * | 1970-06-03 | 1971-11-23 | Kendall & Co | Creped fiber-film combination and process therefor |
| US3690977A (en) * | 1970-06-04 | 1972-09-12 | Celanese Corp | Method for making air-permeable waterproof products having fabric-like aesthetic properties |
| US3932682A (en) * | 1970-06-04 | 1976-01-13 | Celanese Corporation | Air permeable waterproof products having fabric-like aesthetic properties and methods for making the same |
| US3679538A (en) * | 1970-10-28 | 1972-07-25 | Celanese Corp | Novel open-celled microporous film |
| US3772417A (en) * | 1970-10-28 | 1973-11-13 | C Vogt | Method for improving physical properties of spray spun fibrous sheet materials |
| US3679540A (en) * | 1970-11-27 | 1972-07-25 | Celanese Corp | Reinforced microporous film |
| USRE28606E (en) * | 1971-06-28 | 1975-11-04 | Filled, biaxially oriented, polymeric film | |
| US4176148A (en) * | 1971-08-30 | 1979-11-27 | Princeton Chemical Research, Inc. | Method of manufacturing microporous paper-like butene-1 polymer sheets |
| US3836423A (en) * | 1971-09-09 | 1974-09-17 | Hooker Chemical Corp | Method of introducing air permeability into a non-porous continuous film and resultant film |
| BE795189A (fr) | 1972-02-10 | 1973-08-09 | Vepa Ag | Installation a tambours perfores suivie d'un dispositif tendeur |
| US3870593A (en) * | 1972-06-06 | 1975-03-11 | Minnesota Mining & Mfg | Stretch-oriented porous films and preparation and use thereof |
| US3844865A (en) * | 1972-06-06 | 1974-10-29 | Minnesota Mining & Mfg | Method of making stretch-oriented porous films |
| US3949128A (en) * | 1972-08-22 | 1976-04-06 | Kimberly-Clark Corporation | Product and process for producing a stretchable nonwoven material from a spot bonded continuous filament web |
| GB1453447A (en) * | 1972-09-06 | 1976-10-20 | Kimberly Clark Co | Nonwoven thermoplastic fabric |
| DE2248818C2 (de) * | 1972-10-05 | 1981-10-15 | Bayer Ag, 5090 Leverkusen | Dünne porenfreie Polycarbonatfolien und -filme |
| FR2205407A2 (en) | 1972-11-09 | 1974-05-31 | Gen Alimentaire | Extruded plastic net with continuous filament base - between which discontinuous extruded filaments are pressed at spaced intervals |
| US4254175A (en) * | 1973-03-16 | 1981-03-03 | Josef Kubat | Multilayer thermoplastic film laminate |
| DE2320480C3 (de) | 1973-04-21 | 1980-05-14 | Vepa Ag, Riehen B. Basel (Schweiz) | Textilwärmebehandlungsvorrichtung, insbesondere Spannrahmen |
| US3881489A (en) * | 1973-08-20 | 1975-05-06 | Procter & Gamble | Breathable, liquid inpervious backsheet for absorptive devices |
| US4187210A (en) * | 1973-12-14 | 1980-02-05 | E. I. Du Pont De Nemours And Company | Homogeneous, highly-filled, polyolefin composites |
| US3973063A (en) * | 1974-11-21 | 1976-08-03 | Mobil Oil Corporation | Spot blocked thermoplastic film laminate |
| US3997383A (en) * | 1975-03-10 | 1976-12-14 | W. R. Grace & Co. | Cross-linked amide/olefin polymeric laminates |
| FR2307631A1 (fr) | 1975-04-14 | 1976-11-12 | Payen & Cie L | Procede pour la fabrication d'articles textiles tridimensionnels elastiques et articles ainsi obtenus |
| US4087486A (en) * | 1975-05-15 | 1978-05-02 | Standard Oil Company (Indiana) | Polypropylene composition containing EPR |
| US4209563A (en) * | 1975-06-06 | 1980-06-24 | The Procter & Gamble Company | Method for making random laid bonded continuous filament cloth |
| US4013816A (en) * | 1975-11-20 | 1977-03-22 | Draper Products, Inc. | Stretchable spun-bonded polyolefin web |
| DE2624029A1 (de) | 1976-02-02 | 1977-08-04 | Carborundum Co | Unterlagematerial |
| DE2632875C2 (de) | 1976-04-29 | 1982-01-14 | E.I. du Pont de Nemours and Co., 19898 Wilmington, Del. | Verfahren zur Herstellung eines genadelten Vliesstoffes aus kristallisierten Poly-(m-phenylenisophthalamid)-Fasern und daraus hergestellte genadelte, dimensionsstabile Vliesstoffe |
| US4062995A (en) | 1976-06-23 | 1977-12-13 | Johnson & Johnson | Reticular web |
| US4350655A (en) * | 1977-05-05 | 1982-09-21 | Biax Fiberfilm | Process for producing highly porous thermoplastic films |
| US4154885A (en) * | 1977-06-23 | 1979-05-15 | Firma Carl Freudenberg | Nonwoven fabric of good draping qualities and method of manufacturing same |
| US4489543A (en) * | 1977-08-17 | 1984-12-25 | Celanese Corporation | Self-crimping yarn |
| US4193899A (en) * | 1977-11-29 | 1980-03-18 | Exxon Research & Engineering Co. | Elastomeric systems having unusual memory characteristics |
| DE2757526A1 (de) | 1977-12-23 | 1979-06-28 | Krantz H Gmbh & Co | Verfahren und spannrahmen zur thermischen behandlung bahnfoermiger textilware |
| AU524460B2 (en) | 1978-08-11 | 1982-09-16 | Asahi Kasei Kogyo Kabushiki Kaisha | Microporous film |
| US4308303A (en) * | 1978-11-02 | 1981-12-29 | Johnson & Johnson | Flocked, foam-coated, fibrous-reinforced, water vapor permeable, bacterial barrier |
| JPS55116802A (en) * | 1979-02-28 | 1980-09-08 | Kao Corp | Permeable disposable diaper |
| EP0030418B1 (en) * | 1979-12-07 | 1983-05-04 | Imperial Chemical Industries Plc | Process for producing a non-woven fabric |
| JPS5699242A (en) * | 1980-01-10 | 1981-08-10 | Kao Corp | Porous sheet and production thereof |
| US5120813A (en) | 1980-02-29 | 1992-06-09 | Th. Goldschmidt Ag | Moisture vapor permeable materials |
| US4344999A (en) * | 1980-04-22 | 1982-08-17 | W. L. Gore & Associates, Inc. | Breathable laminate |
| US4340563A (en) * | 1980-05-05 | 1982-07-20 | Kimberly-Clark Corporation | Method for forming nonwoven webs |
| JPS608224B2 (ja) * | 1980-05-29 | 1985-03-01 | 花王株式会社 | 多孔質シ−ト |
| US4518650A (en) * | 1980-07-11 | 1985-05-21 | E. I. Du Pont De Nemours And Company | Protective clothing of fabric containing a layer of highly fluorinated ion exchange polymer |
| US4438228A (en) * | 1980-08-11 | 1984-03-20 | E. I. Du Pont De Nemours And Company | Filled and plasticized blends of linear low density polyethylene |
| IE51473B1 (en) * | 1980-08-13 | 1986-12-24 | Smith & Nephew Ass | Polymer blend films,their preparation and use |
| US4333979A (en) * | 1980-08-18 | 1982-06-08 | Kimberly-Clark Corporation | Soft, bulky, lightweight nonwoven web and method of producing; the web has both fused spot bonds and patterned embossments |
| US4467595A (en) * | 1980-08-18 | 1984-08-28 | Akzona Incorporated | Latent contractable elastomers, composite yarns therefrom and methods of formation and use |
| US4554121A (en) * | 1980-08-18 | 1985-11-19 | Akzona Incorporated | Method of forming latent-contractable elastomeric composite yarns |
| US4341216A (en) * | 1981-02-27 | 1982-07-27 | The Procter & Gamble Company | Breathable backsheet for disposable diapers |
| US4472328A (en) * | 1981-06-09 | 1984-09-18 | Mitsubishi Chemical Industries, Ltd. | Process for producing porous film or sheet |
| US4565846A (en) * | 1981-07-17 | 1986-01-21 | Matsushita Electric Industrial Company, Limited | Selective gas-permeable films |
| US4433026A (en) * | 1981-10-29 | 1984-02-21 | Standard Textile Company, Inc. | Cloth-like material for forming a surgical gown and/or a surgical drape and method of making the same |
| US4377616A (en) * | 1981-12-30 | 1983-03-22 | Mobil Oil Corporation | Lustrous satin appearing, opaque film compositions and method of preparing same |
| US4404052A (en) * | 1982-01-26 | 1983-09-13 | The Procter & Gamble Company | Dynamic laminating method and apparatus for ultrasonically bonding juxtaposed webs |
| US4443513A (en) * | 1982-02-24 | 1984-04-17 | Kimberly-Clark Corporation | Soft thermoplastic fiber webs and method of making |
| DE3306843A1 (de) * | 1982-03-02 | 1983-09-15 | Kao Corp., Tokyo | Absorbierendes erzeugnis |
| US5149332A (en) | 1982-06-30 | 1992-09-22 | Richard R. Walton | Absorbent and cushioning products and their manufacture |
| US4539256A (en) * | 1982-09-09 | 1985-09-03 | Minnesota Mining And Manufacturing Co. | Microporous sheet material, method of making and articles made therewith |
| US4443511A (en) * | 1982-11-19 | 1984-04-17 | W. L. Gore & Associates, Inc. | Elastomeric waterproof laminate |
| US4501797A (en) * | 1982-12-01 | 1985-02-26 | American Can Company | Unbalanced oriented multiple layer film |
| DE3363610D1 (en) * | 1982-12-28 | 1986-06-26 | Mitsui Petrochemical Ind | Process for producing stretched articles of ultrahigh-molecular-weight polyethylene |
| JPS59179551A (ja) * | 1983-03-29 | 1984-10-12 | Ube Ind Ltd | 金属用接着剤 |
| EP0125494B1 (en) * | 1983-05-13 | 1992-01-02 | Kuraray Co., Ltd. | Entangled fibrous mat having good elasticity and production thereof |
| US4585604A (en) * | 1983-06-23 | 1986-04-29 | Mitsubishi Petrochemical Co., Ltd. | Process for preparing an air-permeable film |
| US4486485A (en) * | 1983-08-24 | 1984-12-04 | Burlington Industries, Inc. | Nonwoven textile structures with reversible stretch |
| US4543154A (en) | 1983-11-04 | 1985-09-24 | The Procter & Gamble Company | Method for severing a laminated web containing a dimensionally heat unstable layer to produce non-linear shirred edges |
| AU551948B2 (en) | 1983-12-16 | 1986-05-15 | Mitsui Toatsu Chemicals Inc. | Producing porous film |
| US4606970A (en) * | 1983-12-19 | 1986-08-19 | Mobil Oil Corporation | Laminated plastic/non-woven film and its method of manufacture |
| DE3438859A1 (de) | 1983-12-30 | 1985-07-11 | VEB Forschung und Entwicklung Betrieb des VEB Kombinat Wolle und Seide, DDR 6600 Greiz | Verfahren und anordnung zur optimierung thermischer behandlungsprozesse von flaechengebilden |
| US4778720A (en) | 1984-01-11 | 1988-10-18 | Research Dev. Corp. Of Japan | Ultrathin polymeric imine films and process for making the same |
| US4636424A (en) * | 1984-01-23 | 1987-01-13 | Unitika Ltd. | Moisture-permeable waterproof laminated fabric and process for producing the same |
| US4613643A (en) * | 1984-02-09 | 1986-09-23 | Tokuyama Soda Kabushiki Kaisha | Porous sheet |
| US4522203A (en) * | 1984-03-09 | 1985-06-11 | Chicopee | Water impervious materials |
| US4595629A (en) * | 1984-03-09 | 1986-06-17 | Chicopee | Water impervious materials |
| EP0156234B2 (en) * | 1984-03-17 | 2001-01-03 | Asahi Kasei Kogyo Kabushiki Kaisha | Heat-resistant non-woven fabric having a high elongation at break |
| US4681793A (en) * | 1985-05-31 | 1987-07-21 | The Procter & Gamble Company | Non-occluding, liquid-impervious, composite backsheet for absorptive devices |
| US4555811A (en) * | 1984-06-13 | 1985-12-03 | Chicopee | Extensible microfine fiber laminate |
| US4551378A (en) * | 1984-07-11 | 1985-11-05 | Minnesota Mining And Manufacturing Company | Nonwoven thermal insulating stretch fabric and method for producing same |
| US4578069A (en) * | 1984-08-10 | 1986-03-25 | Kimberly-Clark Corporation | Breathable baffle composite |
| US4559050A (en) * | 1984-08-17 | 1985-12-17 | Personal Products Company | Thin, soft, absorbent product |
| DE3437183C2 (de) * | 1984-10-10 | 1986-09-11 | Fa. Carl Freudenberg, 6940 Weinheim | Mikroporöser Mehrschichtvliesstoff für medizinische Anwendungszwecke und Verfahren zu dessen Herstellung |
| US4726999A (en) * | 1984-10-31 | 1988-02-23 | Shell Oil Company | Laminated structure comprising a substrate layer composed of a crystalline propylene resin and a heat-sealable layer composed of a crystalline propylene random copolymer composition |
| JPS61121925A (ja) * | 1984-11-19 | 1986-06-09 | Mitsubishi Petrochem Co Ltd | 通気性フイルムの製造方法 |
| US4554207A (en) * | 1984-12-10 | 1985-11-19 | E. I. Du Pont De Nemours And Company | Stretched-and-bonded polyethylene plexifilamentary nonwoven sheet |
| JPH0627216B2 (ja) * | 1984-12-11 | 1994-04-13 | ジャパンゴアテックス株式会社 | 伸縮性をもった衣料用透湿防水性フィルム |
| US4753840A (en) * | 1985-01-10 | 1988-06-28 | Kimberly-Clark Corporation | Coated fabric |
| US4734311A (en) * | 1985-01-16 | 1988-03-29 | Kimberly-Clark Corporation | Elasticized non-woven fabric and method of making the same |
| EP0192965B1 (en) * | 1985-01-30 | 1990-04-04 | Kao Corporation | Absorbent article |
| US4728564A (en) * | 1985-02-05 | 1988-03-01 | Kuraray Co., Ltd. | Sheet-like structures and process for producing the same |
| JPH0762305B2 (ja) | 1985-04-30 | 1995-07-05 | 日本バイリ−ン株式会社 | いせ込み可能な不織布芯地及びその製法 |
| US4702954A (en) * | 1985-07-11 | 1987-10-27 | Mobil Oil Corporation | Polymer laminate possessing an intermediate water vapor transmission barrier layer |
| US4657802A (en) * | 1985-07-30 | 1987-04-14 | Kimberly-Clark Corporation | Composite nonwoven elastic web |
| US4652487A (en) * | 1985-07-30 | 1987-03-24 | Kimberly-Clark Corporation | Gathered fibrous nonwoven elastic web |
| US4720415A (en) * | 1985-07-30 | 1988-01-19 | Kimberly-Clark Corporation | Composite elastomeric material and process for making the same |
| US4655760A (en) * | 1985-07-30 | 1987-04-07 | Kimberly-Clark Corporation | Elasticized garment and method of making the same |
| US4698372A (en) * | 1985-09-09 | 1987-10-06 | E. I. Du Pont De Nemours And Company | Microporous polymeric films and process for their manufacture |
| US4609584A (en) * | 1985-09-19 | 1986-09-02 | Minnesota Mining And Manufacturing Company | Absorptive devices |
| US4761322A (en) | 1985-10-07 | 1988-08-02 | Kimberly-Clark Corporation | Laminated fibrous web comprising differentially bonded layers, and method and apparatus for making the same |
| US4606964A (en) * | 1985-11-22 | 1986-08-19 | Kimberly-Clark Corporation | Bulked web composite and method of making the same |
| JPS62129321A (ja) * | 1985-11-29 | 1987-06-11 | Tokuyama Soda Co Ltd | 多孔性シ−トの製造方法 |
| JPS62148537A (ja) | 1985-12-23 | 1987-07-02 | Mitsui Toatsu Chem Inc | 多孔性フイルムの製造法 |
| JPS62151429A (ja) | 1985-12-26 | 1987-07-06 | Nippon Petrochem Co Ltd | 多孔質フイルムまたはシ−トの製法 |
| NZ218971A (en) * | 1986-01-21 | 1989-05-29 | Mitsui Toatsu Chemicals | Porous polyolefin films and their preparation |
| JPS62183881A (ja) | 1986-02-07 | 1987-08-12 | Res Dev Corp Of Japan | 複素芳香族高分子超薄膜の製造方法 |
| JPS62184035A (ja) | 1986-02-07 | 1987-08-12 | Mitsuo Matsui | 鮮度保持用フイルム |
| US4863779A (en) | 1986-03-24 | 1989-09-05 | Kimberly-Clark Corporation | Composite elastomeric material |
| JPH0768393B2 (ja) * | 1986-05-28 | 1995-07-26 | 花王株式会社 | 多孔性フィルム |
| US4696799A (en) * | 1986-07-15 | 1987-09-29 | The M. W. Kellogg Company | Ammonia synthesis converter |
| DE3779199D1 (de) * | 1986-07-16 | 1992-06-25 | Sumitomo Chemical Co | Atmungsaktive folie und verfahren zur herstellung derselben. |
| US4815714A (en) * | 1986-08-04 | 1989-03-28 | El Paso Products Company | Process for the manufacture of microporous film |
| US4832886A (en) | 1986-08-04 | 1989-05-23 | El Paso Products Company | Abrasion process for the manufacture of microporous film |
| JP2602016B2 (ja) | 1986-09-01 | 1997-04-23 | 日東電工株式会社 | 補強型多孔質シート |
| US4900623A (en) | 1986-10-10 | 1990-02-13 | Hoechst Celanese Corporation | Ultrathin polymethylmethacrylate polymer films |
| JPS6398175A (ja) | 1986-10-14 | 1988-04-28 | Fanuc Ltd | レ−ザ装置 |
| US4781966A (en) | 1986-10-15 | 1988-11-01 | Kimberly-Clark Corporation | Spunlaced polyester-meltblown polyetherester laminate |
| US4789699A (en) * | 1986-10-15 | 1988-12-06 | Kimberly-Clark Corporation | Ambient temperature bondable elastomeric nonwoven web |
| US4713069A (en) * | 1986-10-31 | 1987-12-15 | Kimberly-Clark Corporation | Baffle having zoned water vapor permeability |
| US4758239A (en) | 1986-10-31 | 1988-07-19 | Kimberly-Clark Corporation | Breathable barrier |
| US4725481A (en) * | 1986-10-31 | 1988-02-16 | E. I. Du Pont De Nemours And Company | Vapor-permeable, waterproof bicomponent structure |
| JPS63135569A (ja) | 1986-11-18 | 1988-06-07 | 三井東圧化学株式会社 | 通気性防水不織布 |
| US4725473A (en) * | 1986-11-25 | 1988-02-16 | Kimberly-Clark Corporation | Cloth-like, liquid impervious composite material and method for making the same |
| US4855181A (en) | 1986-12-12 | 1989-08-08 | Kuraray Co., Ltd. | Laminate with a blend layer of polyesteramide and ethylene-vinyl acetate copolymer |
| US4929303A (en) * | 1987-03-11 | 1990-05-29 | Exxon Chemical Patents Inc. | Composite breathable housewrap films |
| US4777073A (en) | 1987-03-11 | 1988-10-11 | Exxon Chemical Patents Inc. | Breathable films prepared from melt embossed polyolefin/filler precursor films |
| US5026591A (en) | 1987-04-21 | 1991-06-25 | W. L. Gore & Associates, Inc. | Coated products and methods for making |
| US4833172A (en) | 1987-04-24 | 1989-05-23 | Ppg Industries, Inc. | Stretched microporous material |
| EP0288021B1 (en) | 1987-04-24 | 1992-12-16 | Ppg Industries, Inc. | Stretched microporous material |
| JPS63267537A (ja) | 1987-04-25 | 1988-11-04 | Toyobo Co Ltd | 耐水性高強力積層体 |
| JPS63286331A (ja) * | 1987-05-19 | 1988-11-24 | Asahi Chem Ind Co Ltd | 透湿建材シ−ト |
| US4761324B1 (en) * | 1987-06-24 | 1991-05-07 | Elastic,laminated,water-proof,moisture-permeable fabric | |
| US4929492A (en) | 1987-07-24 | 1990-05-29 | Minnesota Mining And Manufacturing Company | Stretchable insulating fabric |
| US4810571A (en) | 1987-08-20 | 1989-03-07 | Kimberly-Clark Corporation | Synthetic sheet composite |
| US4772444A (en) | 1987-08-24 | 1988-09-20 | The Procter & Gamble Company | Method and apparatus for making microbubbled and/or microapertured polymeric webs using hydraulic pressure |
| US4816330A (en) | 1987-08-26 | 1989-03-28 | Freund Paul X | Chemical resistant laminated garment material |
| NZ225978A (en) | 1987-09-11 | 1990-07-26 | Reemay Inc | Microporous composite barrier fabric for use in building structures |
| US5238618A (en) | 1987-09-14 | 1993-08-24 | Minnesota Mining And Manufacturing Company | Method for preparing oriented microporous film |
| US4833026A (en) | 1987-10-08 | 1989-05-23 | Minnesota Mining And Manufacturing Company | Breathable, waterproof sheet materials and methods for making the same |
| US4786353A (en) * | 1987-10-16 | 1988-11-22 | Adolph Coors Company | Laminating method and apparatus with extensible web width control |
| US4868928A (en) | 1987-10-21 | 1989-09-26 | W. L. Gore & Associates, Inc. | Windproof weather-resistant lined garment material |
| US4902553A (en) | 1987-12-04 | 1990-02-20 | Minnesota Mining And Manufacturing Company | Disposable products |
| US4824718A (en) | 1987-12-04 | 1989-04-25 | Minnesota Mining And Manufacturing Company | Porous film |
| US4891258A (en) | 1987-12-22 | 1990-01-02 | Kimberly-Clark Corporation | Stretchable absorbent composite |
| US4769273A (en) * | 1987-12-28 | 1988-09-06 | E. I. Du Pont De Nemours And Company | Bicomponent moisture barrier poly(etherimide) ester films |
| EP0327402A3 (en) | 1988-02-05 | 1990-10-10 | Tonen Chemical Corporation | Gas-permeable, waterproof composite sheet |
| GB8802933D0 (en) | 1988-02-09 | 1988-03-09 | Porvair Ltd | Porelle/stretchable fabric composite & socks therefrom |
| US5238636A (en) | 1988-03-07 | 1993-08-24 | Rikagaku Kenkyusho | Processes for producing porous polymer films and composite films |
| FR2628359B1 (fr) | 1988-03-09 | 1990-09-07 | Rhone Poulenc Films | Films polyester composites a adherence amelioree et leur procede d'obtention |
| US4879078A (en) | 1988-03-14 | 1989-11-07 | Hercules Incorporated | Process for producing uniaxial polyolefin/filler films for controlled atmosphere packaging |
| US4970104A (en) | 1988-03-18 | 1990-11-13 | Kimberly-Clark Corporation | Nonwoven material subjected to hydraulic jet treatment in spots |
| DE3821582A1 (de) | 1988-06-25 | 1990-02-15 | Hoechst Ag | Folie fuer die transfermetallisierung |
| US4942214A (en) | 1988-06-29 | 1990-07-17 | W. L. Gore & Assoc. Inc. | Flexible breathable polyurethane coatings and films, and the prepolymers from which they are made |
| US4961985A (en) | 1988-07-06 | 1990-10-09 | W. L. Gore & Associates, Inc. | Fabrics for protective clothing |
| US4923650A (en) | 1988-07-27 | 1990-05-08 | Hercules Incorporated | Breathable microporous film and methods for making it |
| US5008296A (en) | 1988-07-27 | 1991-04-16 | Hercules Incorporated | Breathable microporous film |
| US4925732A (en) | 1988-07-27 | 1990-05-15 | W. L. Gore & Associates, Inc. | Breathable flexible laminates adhered by a breathable adhesive |
| US4939008A (en) | 1988-08-16 | 1990-07-03 | Minnesota Mining And Manufacturing Company | Composite film |
| US5173235A (en) | 1988-09-10 | 1992-12-22 | Ube Industries, Ltd. | Method of producing microporous film |
| US4981747A (en) | 1988-09-23 | 1991-01-01 | Kimberly-Clark Corporation | Composite elastic material including a reversibly necked material |
| US4863792A (en) | 1988-10-14 | 1989-09-05 | Minnesota Mining And Manufacturing Company | Multi-layer laminates of microporous films |
| US4883549A (en) | 1988-12-06 | 1989-11-28 | Kimberly-Clark Corporation | Method of attaching a composite elastic material to an article |
| US5246647A (en) | 1989-03-28 | 1993-09-21 | The Dow Chemical Company | Process of making microporous hollow fiber or film membrane of poly(phenylene sulfide) (PPS) |
| US5252385A (en) | 1989-07-17 | 1993-10-12 | Tonen Sekiyukagaku Kabushiki Kaisha | Elastomer film and composite containing same |
| US4935287A (en) | 1989-08-30 | 1990-06-19 | Minnesota Mining And Manufacturing Company | Stretchable laminate constructions |
| US5238623A (en) | 1989-11-20 | 1993-08-24 | Minnesota Mining And Manufacturing Company | Method for preparing microporous polyolefin shaped articles |
| US5116662A (en) | 1989-12-15 | 1992-05-26 | Kimberly-Clark Corporation | Multi-direction stretch composite elastic material |
| US5266403A (en) | 1990-04-26 | 1993-11-30 | Dow Corning Limited | Film-forming copolymers and their use in water vapour permeable coatings |
| US5204174A (en) | 1990-05-04 | 1993-04-20 | Kimberly-Clark Corporation | Fine fiber webs with improved physical properties |
| GB9012498D0 (en) | 1990-06-05 | 1990-07-25 | Dico Packaging Engineers Ltd | A device for measuring torque or force |
| US5158819A (en) | 1990-06-29 | 1992-10-27 | The Procter & Gamble Company | Polymeric web exhibiting a soft, silky, cloth-like tactile impression and including a contrasting visually discernible pattern having an embossed appearance on at least one surface thereof |
| GB2246373A (en) | 1990-07-12 | 1992-01-29 | Arco Chem Tech | Nonwoven fabric |
| US5208098A (en) | 1990-10-23 | 1993-05-04 | Amoco Corporation | Self-bonded nonwoven web and porous film composites |
| US5176953A (en) | 1990-12-21 | 1993-01-05 | Amoco Corporation | Oriented polymeric microporous films |
| US5143679A (en) | 1991-02-28 | 1992-09-01 | The Procter & Gamble Company | Method for sequentially stretching zero strain stretch laminate web to impart elasticity thereto without rupturing the web |
| JPH04348931A (ja) * | 1991-03-15 | 1992-12-03 | Mitsubishi Kasei Corp | 積層体 |
| US5340646A (en) | 1991-04-26 | 1994-08-23 | Mitsui Toatsu Chemicals, Inc. | Breathable, hydrolyzable porous film |
| US5308904A (en) * | 1991-07-23 | 1994-05-03 | Mitsubishi Kasei Corporation | Resin composition, porous film or sheet |
| US5236963A (en) | 1991-08-23 | 1993-08-17 | Amoco Corporation | Oriented polymeric microporous films |
| US5169712A (en) | 1991-08-23 | 1992-12-08 | Amoco Corporation | Porous film composites |
| US5190812A (en) | 1991-09-30 | 1993-03-02 | Minnesota Mining And Manufacturing Company | Film materials based on multi-layer blown microfibers |
| JPH05124144A (ja) * | 1991-10-30 | 1993-05-21 | Unitika Ltd | 防水透湿シート |
| JPH05200063A (ja) * | 1992-01-28 | 1993-08-10 | Uni Charm Corp | 体液処理用品の通気不透液性裏面シート、およびその製造方法 |
| US5244482A (en) | 1992-03-26 | 1993-09-14 | The University Of Tennessee Research Corporation | Post-treatment of nonwoven webs |
| US5261899A (en) | 1992-04-06 | 1993-11-16 | The Procter & Gamble Company | Multilayer film exhibiting an opaque appearance |
| US5366786A (en) | 1992-05-15 | 1994-11-22 | Kimberly-Clark Corporation | Garment of durable nonwoven fabric |
| JP2997831B2 (ja) | 1993-09-06 | 2000-01-11 | グンゼ株式会社 | 積層体 |
-
1994
- 1994-02-21 CA CA002116081A patent/CA2116081C/en not_active Expired - Fee Related
- 1994-03-14 CO CO94010136A patent/CO4290498A1/es unknown
- 1994-12-06 KR KR1019960703201A patent/KR100375470B1/ko not_active IP Right Cessation
- 1994-12-06 ES ES95904810T patent/ES2131800T5/es not_active Expired - Lifetime
- 1994-12-06 AU AU13353/95A patent/AU687967B2/en not_active Expired
- 1994-12-06 RU RU96115186A patent/RU2140855C1/ru active
- 1994-12-06 BR BR9408329A patent/BR9408329A/pt not_active IP Right Cessation
- 1994-12-06 WO PCT/US1994/013948 patent/WO1995016562A1/en active IP Right Grant
- 1994-12-06 RO RO96-01240A patent/RO116364B1/ro unknown
- 1994-12-06 PL PL94315183A patent/PL315183A1/xx unknown
- 1994-12-06 DE DE69417258T patent/DE69417258T3/de not_active Expired - Lifetime
- 1994-12-06 CN CN94194968A patent/CN1111476C/zh not_active Expired - Lifetime
- 1994-12-06 JP JP51681195A patent/JP3373211B2/ja not_active Expired - Fee Related
- 1994-12-06 UA UA96072680A patent/UA26938C2/uk unknown
- 1994-12-06 EP EP95904810A patent/EP0734321B2/en not_active Expired - Lifetime
- 1994-12-06 DE DE9422432U patent/DE9422432U1/de not_active Expired - Lifetime
- 1994-12-15 ZA ZA9410026A patent/ZA9410026B/xx unknown
- 1994-12-16 GB GB9425471A patent/GB2285408B/en not_active Expired - Lifetime
- 1994-12-16 MY MYPI20002638A patent/MY121155A/en unknown
- 1994-12-16 PE PE1994257316A patent/PE13096A1/es not_active Application Discontinuation
- 1994-12-16 FR FR9415158A patent/FR2713983B1/fr not_active Expired - Lifetime
- 1994-12-16 MY MYPI94003381A patent/MY113303A/en unknown
- 1994-12-17 EG EG79294A patent/EG20760A/xx active
- 1994-12-19 UY UY23876A patent/UY23876A1/es not_active IP Right Cessation
-
1995
- 1995-03-10 CR CR5094A patent/CR5094A/es not_active IP Right Cessation
- 1995-04-03 FR FR9503869A patent/FR2717737A1/fr active Granted
-
1996
- 1996-11-25 US US08/755,664 patent/US5855999A/en not_active Expired - Lifetime
- 1996-11-25 US US08/755,692 patent/US5695868A/en not_active Expired - Lifetime
-
2002
- 2002-09-05 JP JP2002259890A patent/JP2003175575A/ja active Pending
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8545654B2 (en) | 2006-05-12 | 2013-10-01 | Sca Hygiene Products Ab | Pant-type absorbent article and a method for producing pant-type absorbent articles |
| US8741083B2 (en) | 2006-05-12 | 2014-06-03 | Sca Hygiene Products Ab | Elastic laminate and a method for producing an elastic laminate |
| US8852372B2 (en) | 2006-05-12 | 2014-10-07 | Sca Hygiene Products Ab | Pant-type absorbent article and a method for producing pant-type absorbent articles |
| RU2567693C2 (ru) * | 2009-07-15 | 2015-11-10 | Кимберли-Кларк Ворлдвайд, Инк. | Многокомпонентные материалы, содержащие изменяющую цвет композицию |
| RU2534534C2 (ru) * | 2009-07-20 | 2014-11-27 | Суоминен Корпорейшн | Ламинированный нетканый материал с высоким содержанием целлюлозы |
| RU2576510C1 (ru) * | 2011-12-01 | 2016-03-10 | Ска Хайджин Продактс Аб | Абсорбирующее изделие, имеющее регулирующий движение текучей среды элемент |
| US9763837B2 (en) | 2011-12-01 | 2017-09-19 | Sca Hygiene Products Ab | Absorbent article having fluid flow control member |
| RU2621660C2 (ru) * | 2012-12-28 | 2017-06-06 | Омиа Интернэшнл Аг | СаСО3 В СЛОЖНОМ ПОЛИЭФИРЕ ДЛЯ НЕТКАНЫХ МАТЕРИАЛОВ И ВОЛОКОН |
| RU171339U1 (ru) * | 2016-10-13 | 2017-05-29 | Анастасия Валерьевна Грабовая | Пеленка одноразовая |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2140855C1 (ru) | Проницаемые пленки и пленочно-нетканый композиционный материал и способы их получения | |
| KR100723553B1 (ko) | 스티렌계 블록 공중합체 통기성 엘라스토머 필름 | |
| RU2150390C1 (ru) | Пленочный нетканый слоистый материал и изделия | |
| KR100714342B1 (ko) | 착용자의 윤곽에 영구적으로 정합가능한 통기성 라미네이트 | |
| EP1425171B1 (en) | Composite elastic in one direction and extensible in another direction | |
| RU2266138C2 (ru) | Проницаемый для воздуха слоистый материал, постоянно принимающий форму, согласующуюся с контурами тела пользователя | |
| AU750714B2 (en) | Microlayer breathable films of degradable polymers and thermoplastic elastomers | |
| KR100658121B1 (ko) | 부직포 적층체 | |
| US6090730A (en) | Filament non-woven fabric and an absorbent article using the same | |
| JP2002515835A (ja) | 接着により強化した延伸―薄化フィルムを含むフィルム―不織布ラミネート | |
| MXPA05003963A (es) | Pelicula elastomerica y laminados de la misma. | |
| JP2003513159A (ja) | 通気性のある共押出しエラストマーフィルム及びその製造方法 | |
| AU2001279255A1 (en) | Composite elastic in one direction and extensible in another direction | |
| WO1998029504A9 (en) | Stretch-thinned breathable films resistant to blood and virus penetration | |
| WO1998029504A1 (en) | Stretch-thinned breathable films resistant to blood and virus penetration | |
| JP3654462B2 (ja) | 透湿性シート | |
| JP3819744B2 (ja) | 不織布積層体 | |
| JPH11291376A (ja) | 透湿性シートの製造方法 | |
| JPH1016115A (ja) | 透湿性シート | |
| JP2003175558A (ja) | 積層シートおよびその製造方法 | |
| TWM245953U (en) | Breathable cloth-like film/nonwoven laminate | |
| MXPA99006194A (en) | Stretch-thinned breathable films resistant to blood and virus penetration | |
| MXPA01006705A (en) | Breathable composite elastic material having a cellular elastomeric film layer and method of making same | |
| MXPA00002477A (en) | Breathable, liquid-impermeable, apertured film/nonwoven laminate |