JP6921909B2 - パネル状成形品 - Google Patents
パネル状成形品 Download PDFInfo
- Publication number
- JP6921909B2 JP6921909B2 JP2019150778A JP2019150778A JP6921909B2 JP 6921909 B2 JP6921909 B2 JP 6921909B2 JP 2019150778 A JP2019150778 A JP 2019150778A JP 2019150778 A JP2019150778 A JP 2019150778A JP 6921909 B2 JP6921909 B2 JP 6921909B2
- Authority
- JP
- Japan
- Prior art keywords
- inner panel
- door inner
- panel
- molded product
- top plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/022—Stamping using rigid devices or tools by heating the blank or stamping associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/22—Deep-drawing with devices for holding the edge of the blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/26—Deep-drawing for making peculiarly, e.g. irregularly, shaped articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J5/00—Doors
- B60J5/04—Doors arranged at the vehicle sides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J5/00—Doors
- B60J5/04—Doors arranged at the vehicle sides
- B60J5/0412—Lower door structure
- B60J5/0413—Inner panel, e.g. characterised by carrying components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/06—Stamping using rigid devices or tools having relatively-movable die parts
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Panels For Use In Building Construction (AREA)
- Securing Of Glass Panes Or The Like (AREA)
- Body Structure For Vehicles (AREA)
Description
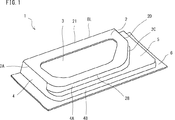
図1は、第1実施形態のドアインナーパネルの斜視図である。図1を参照して、ドアインナーパネル1は、天板部2、開口部3、縦壁部4、段差部5及びフランジ部6を備える。天板部2の平面形状は多角形である。多角形は、たとえば、四角形でもよいし、五角形でもよい。多角形の角部は、R形状であってもよい。図1では、例として、天板部2の平面形状が五角形である場合を示す。ドアインナーパネル1において、天板部2の車両上側の辺はベルトラインBLを形成する。本実施形態では、鋼板の板厚が一定である場合を説明する。したがって、ドアインナーパネル1の板厚も全域にわたり一定である。ただし、厳密には、プレス成形により、板厚のわずかな増減は生じる。
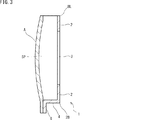
図5は、第2実施形態のドアインナーパネルの斜視図である。図5に示す第2実施形態のドアインナーパネル1は、前記第1実施形態のドアインナーパネル1の構成を基本とする。後述する第3及び第4実施形態でも同様とし、重複する説明は適宜省略する。
図6は、第3実施形態のドアインナーパネルの斜視図である。図6を参照して、第3実施形態のドアインナーパネル1では、五角形の天板部2の5つの辺のうち、ベルトラインBLを除く4辺から縦壁部4が伸び、隣接する4つの縦壁部4のうちの3つの縦壁部4に段差部5が設けられる場合を示す。
図7は、第4実施形態のドアインナーパネルの斜視図である。図7を参照して、第4実施形態のドアインナーパネル1では、前記図1に示す第1実施形態の開口部が複数に分割される。すなわち、天板部2に複数の開口部が設けられる。図7では、例として、2つの開口部3A及び3Bが設けられる場合を示す。
本実施形態のドアインナーパネルの製造方法は、準備工程と、加熱工程と、ホットスタンピングによるプレス成形工程と、を備える。準備工程では鋼板からなるブランク材を準備する。加熱工程ではブランク材を加熱する。プレス成形工程では、加熱されたブランク材をプレス加工すると同時に、成形されたドアインナーパネルを焼入れする。本実施形態のプレス成形工程では、プレス加工装置として、ホットスタンピング装置を用いる。
図8は、本実施形態のドアインナーパネルを製造するためのホットスタンピング装置を模式的に示す断面図である。図8を参照して、ホットスタンピング装置10は、上型として、パンチ11及びブランクホルダ14を備え、下型として、ダイ15を備える。
準備工程では、鋼板からなるブランク材を準備する。本実施形態のドアインナーパネルの鋼板は、質量%で、炭素(C):0.11%以上含有するのが好ましい。鋼板が0.11%以上の炭素を含有する場合、ホットスタンピング後のドアインナーパネルの強度を高くすることができる。
加熱工程では、図示しない加熱装置によってブランク材は加熱される。ブランク材が鋼板の場合、加熱温度は700℃以上が好ましい。加熱温度はたとえば、900℃である。加熱温度は、材料、成形難易度等によって適宜設定される。ホットスタンピングでは、ブランク材を加熱し軟化させるため、複雑な形状を成形することができる。複雑な形状はたとえば、図1に示すドアインナーパネル1のような隣接する縦壁部4が段差部5を有する形状等がある。
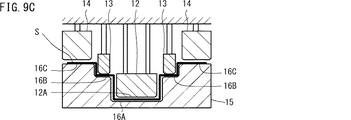
図9A〜図9Cは、本実施形態のプレス成形工程を模式的に示す断面図である。図9Aはブランクホルダ14でブランク材Sを挟み込む段階を示す。図9Bは第2パンチ13による押し込みが完了したときの状態を示す。図9Cは第1パンチ12による押し込みが完了したときの状態を示す。
図10は、一般的なホットスタンピング装置によるプレス加工中の状態を示す断面図である。図10では、一般的なホットスタンピング装置のダイの段差面付近を拡大して示す。図10を参照して、ホットスタンピング装置200では、パンチ210の先端面210A及び210Bはパンチ210に一体的に造形される。そのため、パンチ210の先端面210A及び210Bは同時に、ダイ220の型底面220A及び段差面220Bに到達する。先端面210Aは、先端面210Bよりもブランク材Sを押し込む距離が長い。そのため、図10に示すように、パンチ210を下降させたとき、始めに先端面210Aがブランク材Sを押し込む。このとき、ブランク材Sの一部分S1は、パンチ210の先端面210B及びダイ220の段差面220Bによって拘束されていない。つまり、ブランク材Sの一部分S1は、パンチ210の先端面210B及びダイ220の段差面220Bと接触しない。
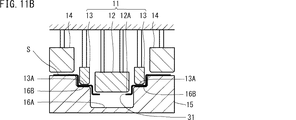
図11A〜図11Cは、図9A〜図9Cとは異なるプレス成形工程を模式的に示す断面図である。図11Aはブランクホルダ14でブランク材Sを挟み込む段階を示す。図11Bは第2パンチ13による押し込みが完了したときの状態を示す。図11Cは第1パンチ12による押し込みが完了したときの状態を示す。
図12は、第5実施形態のドアインナーパネルの斜視図である。図13A及び図13Bは、図12に示すドアインナーパネルの素材を示す斜視図である。これらの図のうち、図13Aは、開口部を打ち抜く前の状態を示す。図13Bは、開口部を打ち抜いた後、ホットスタンピングに供される直前の状態を示す。
図14は、第6実施形態のドアインナーパネルの斜視図である。図14に示す第6実施形態のドアインナーパネル1は、前記図12に示す第5実施形態のドアインナーパネルを前記第3実施形態に準じて変形したものである。
図15は、第7実施形態のドアインナーパネルの斜視図である。図16A及び図16Bは、図15に示すドアインナーパネルの素材を示す斜視図である。これらの図のうち、図16Aは、開口部を打ち抜く前の状態を示す。図16Bは、開口部を打ち抜いた後、ホットスタンピングに供される直前の状態を示す。図15に示す第7実施形態のドアインナーパネル1は、前記図12に示す第5実施形態のドアインナーパネル1を前記第4実施形態に準じて変形したものである。
図17は、第8実施形態のドアインナーパネルの斜視図である。図17に示す第8実施形態のドアインナーパネル1は、前記図15に示す第7実施形態のドアインナーパネルを前記第4実施形態に準じて変形したものである。
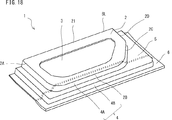
図18は、第9実施形態のドアインナーパネルの斜視図である。図19A及び図19Bは、図18に示すドアインナーパネルの素材を示す斜視図である。これらの図のうち、図19Aは、開口部を打ち抜く前の状態を示す。図19Bは、開口部を打ち抜いた後、ホットスタンピングに供される直前の状態を示す。
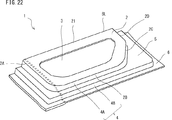
図22は、第10実施形態のドアインナーパネルの斜視図である。図23A及び図23Bは、図22に示すドアインナーパネルの素材を示す斜視図である。これらの図のうち、図23Aは、開口部を打ち抜く前の状態を示す。図23Bは、開口部を打ち抜いた後、ホットスタンピングに供される直前の状態を示す。
ブランク材は、質量%で、C:0.21%、Si:0.25%、Mn:1.2%、B:0.0014%を含有し、残部がFe及び不純物からなる鋼板とした。焼入れ後の材料特性は、ビッカース硬さ:448、降伏強さ:448MPa、引張強さ:1501MPa、及び破断伸び:6.4%とした。ブランク材の加熱温度は750℃とした。機械特性のひずみ速度依存性を考慮して、ダイに対する第1及び第2パンチの移動速度は、40m/s相当とした。パンチ、ダイ及びブランクホルダに対するブランク材の摩擦係数は0.4とした。解析には、汎用のFEM(有限要素法)ソフト(LIVERMORE SOFTWARE TECHNOLOGY社製、商品名LS−DYNA)による熱−成形連成解析を用いた。
上記の各プレス成形の解析によって得られるドアインナーパネルの板厚減少率及びその表面の曲率分布を調査した。板厚減少率は、下記の式(1)を用いて算出した。
(板厚減少率 [%])=((プレス成形前の板厚)−(プレス成形後の板厚))/(プレス成形前の板厚)×100 (1)
(曲率 [1/m])=(1/(曲率半径)) (2)
図25A及び図25Bは、本発明例1の解析結果を示す。図25Aは本発明例1のドアインナーパネルの板厚減少率を示す。図25Bは本発明例1のドアインナーパネルの曲率分布を示す。図25Aを参照して、本発明例1では、板厚減少率の最大値は16.5%であった。したがって、ドアインナーパネルに割れは発生しなかったといえる。図25Bを参照して、本発明例1では、ドアインナーパネルの段差部において、曲率の絶対値が0.01以上の部分は見られなかった。したがって、シワは発生しなかったといえる。
2 天板部
21 ベルトライン部
22 境界部
3、3A、3B、31、31A、31B 開口部
4、4A、4B 縦壁部
5 段差部
6 フランジ部
7、8 凹部
10 ホットスタンピング装置
12 第1パンチ
13 第2パンチ
14 ブランクホルダ
15 ダイ
30 TRB
BL ベルトライン
S ブランク材
Claims (8)
- 母材が焼入れマルテンサイト組織の鋼板からなり、引張強度が1200MPa以上であるパネル状成形品であって、
多角形の天板部と、
前記天板部に形成された開口部と、
前記天板部の辺のうちの少なくとも2以上の隣接する辺から伸びる縦壁部と、を備え、
前記縦壁部のうちで隣接する縦壁部の組の少なくとも1組の各縦壁部は、複数段からなる段差部を有し、
前記開口部の外縁が前記天板部の周縁部に沿うように、前記開口部が設けられる、パネル状成形品。 - 請求項1に記載のパネル状成形品であって、
前記パネル状成形品は自動車用のドアインナーパネルであり、前記天板部の辺のうちの車両上側の辺に前記縦壁部を有しない、パネル状成形品。 - 請求項2に記載のパネル状成形品であって、
前記天板部の前記車両上側の辺を含む車両上側の縁部に、この車両上側の縁部に沿って凹部及び凸部のうちの少なくとも一方が設けられる、パネル状成形品。 - 請求項2又は請求項3に記載のパネル状成形品であって、
前記天板部は、前記開口部を複数に分割する境界部を有し、前記境界部に、この境界部に沿って凹部及び凸部のうちの少なくとも一方が設けられる、パネル状成形品。 - 請求項2〜請求項4のいずれか1項に記載のパネル状成形品であって、
前記天板部の下側の辺を含む下側の縦壁部の領域の板厚が、この領域に隣接する領域の板厚よりも厚い、パネル状成形品。 - 請求項2〜請求項5のいずれか1項に記載のパネル状成形品であって、
前記天板部の前側の辺を含む前側の縦壁部の領域の板厚が、この領域に隣接する領域の板厚よりも厚い、パネル状成形品。 - 請求項2〜請求項6のいずれか1項に記載のパネル状成形品であって、
前記天板部の前記車両上側の辺を含む車両上側の縁部の領域の板厚が、この領域に隣接する領域の板厚よりも厚い、パネル状成形品。 - 請求項2〜請求項7のいずれか1項に記載のパネル状成形品であって、
前記天板部は、前記開口部を複数に分割する境界部を有し、前記境界部の領域の板厚が、この領域に隣接する領域の板厚よりも厚い、パネル状成形品。
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014263666 | 2014-12-25 | ||
| JP2014263666 | 2014-12-25 | ||
| JP2014263665 | 2014-12-25 | ||
| JP2014263665 | 2014-12-25 | ||
| JP2015120036 | 2015-06-15 | ||
| JP2015120036 | 2015-06-15 | ||
| JP2016565919A JP6614160B2 (ja) | 2014-12-25 | 2015-12-22 | パネル状成形品の製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016565919A Division JP6614160B2 (ja) | 2014-12-25 | 2015-12-22 | パネル状成形品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020011721A JP2020011721A (ja) | 2020-01-23 |
| JP6921909B2 true JP6921909B2 (ja) | 2021-08-18 |
Family
ID=56149743
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016565919A Active JP6614160B2 (ja) | 2014-12-25 | 2015-12-22 | パネル状成形品の製造方法 |
| JP2019150778A Active JP6921909B2 (ja) | 2014-12-25 | 2019-08-21 | パネル状成形品 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016565919A Active JP6614160B2 (ja) | 2014-12-25 | 2015-12-22 | パネル状成形品の製造方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (2) | US11000890B2 (ja) |
| EP (1) | EP3238845B1 (ja) |
| JP (2) | JP6614160B2 (ja) |
| KR (2) | KR20190086583A (ja) |
| CN (1) | CN107107149B (ja) |
| BR (1) | BR112017012833A2 (ja) |
| CA (1) | CA2971368A1 (ja) |
| MX (2) | MX2017008474A (ja) |
| TW (1) | TWI613016B (ja) |
| WO (1) | WO2016103682A1 (ja) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6713737B2 (ja) * | 2015-08-07 | 2020-06-24 | トヨタ自動車株式会社 | 車両用ドア構造 |
| JP6206620B2 (ja) * | 2015-09-18 | 2017-10-04 | 新日鐵住金株式会社 | パネル状成形品の製造方法 |
| US10682902B2 (en) * | 2016-01-28 | 2020-06-16 | Nippon Steel Corporation | Panel-like formed product, vehicle door, and method for manufacturing a panel-like formed product |
| EP3434501A4 (en) * | 2016-03-23 | 2019-11-27 | Nippon Steel Corporation | INTERNAL DOOR PANEL AND METHOD FOR MANUFACTURING INTERNAL DOOR PANEL |
| DE102016125510B3 (de) * | 2016-12-22 | 2018-04-12 | Benteler Automobiltechnik Gmbh | Warmgeformtes metallisches Blechbauteil sowie Verfahren zur Herstellung einer Öffnung in einem solchen Blechbauteil |
| KR101932639B1 (ko) * | 2016-12-29 | 2018-12-27 | 주식회사 성우하이텍 | 비철소재 판재의 성형방법 |
| EP3680036B1 (en) * | 2017-09-08 | 2024-07-03 | Nippon Steel Corporation | Hot stamping molded article and method and device for manufacturing hot stamping molded article |
| CN109647981B (zh) * | 2017-10-10 | 2022-02-08 | 湖北宏力液压科技有限公司 | 一种用于搬运车三角架的多层冲压模具 |
| WO2019131289A1 (ja) * | 2017-12-25 | 2019-07-04 | Jfeスチール株式会社 | プレス成形品の製造方法 |
| CN108723198B (zh) * | 2018-06-19 | 2024-03-12 | 广州市翔翎金属制品有限公司 | 一种钣金件拉伸模具及钣金件拉伸方法 |
| DE102019103606B4 (de) * | 2019-02-13 | 2022-07-07 | Schuler Pressen Gmbh | Umformwerkzeug und Umformverfahren zur Herstellung einer Überdrucksollbruchstelle in einem Batteriedeckel |
| CN109967604B (zh) * | 2019-03-07 | 2021-03-26 | 北京中益宏宇工贸有限公司 | 一种汽车钣金件成型的冲压复合模及成型方法 |
| JP7221531B2 (ja) * | 2019-07-26 | 2023-02-14 | 株式会社アイエント | 成形金型及びそれを用いるプレス成形方法 |
| WO2021025137A1 (ja) * | 2019-08-06 | 2021-02-11 | 日本製鉄株式会社 | プレス成形品の製造方法 |
| CN111085587A (zh) * | 2019-12-24 | 2020-05-01 | 东莞市豪斯特热冲压技术有限公司 | 一种冲压工艺 |
| JP7426276B2 (ja) * | 2020-03-31 | 2024-02-01 | 本田技研工業株式会社 | 順送プレス方法、順送プレス装置、燃料電池用セパレータの製造方法、および燃料電池用セパレータの製造装置 |
| JP7463179B2 (ja) * | 2020-04-22 | 2024-04-08 | 株式会社神戸製鋼所 | 自動車用ドアインナパネルの製造方法 |
| US11447228B2 (en) * | 2020-04-23 | 2022-09-20 | The Boeing Company | Methods of manufacture for aircraft substructure |
| CN112139339B (zh) * | 2020-09-15 | 2021-08-10 | 大连理工大学 | 一种金属薄壁曲面件超低温成形设备 |
| DE102021103999B3 (de) * | 2021-02-19 | 2022-03-24 | Benteler Automobiltechnik Gmbh | Fahrzeugtür aus einem Panzerstahl |
| JP7295493B1 (ja) * | 2022-02-10 | 2023-06-21 | 日本製鉄株式会社 | プレス成形装置及びプレス成形品の製造方法 |
| WO2023153285A1 (ja) * | 2022-02-10 | 2023-08-17 | 日本製鉄株式会社 | プレス成形装置及びプレス成形品の製造方法 |
| CN114985593B (zh) * | 2022-08-01 | 2022-10-11 | 宁波沃特汽车部件有限公司 | 一种汽车发动机安装板的成型方法及成型设备 |
Family Cites Families (72)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2791464A (en) * | 1954-01-04 | 1957-05-07 | Motor Products Corp | Vehicle body door structure |
| JPS5151784Y2 (ja) | 1972-08-31 | 1976-12-11 | ||
| JPS5151784U (ja) | 1974-10-15 | 1976-04-20 | ||
| JPS6014890Y2 (ja) * | 1978-11-02 | 1985-05-11 | 日本特殊陶業株式会社 | 多気筒内燃機関の副室 |
| US4328642A (en) * | 1980-06-09 | 1982-05-11 | The Budd Company | Plastic door for an automobile |
| JPS6197323A (ja) | 1984-10-18 | 1986-05-15 | Mitsui Petrochem Ind Ltd | エポキシ樹脂 |
| JPS6197323U (ja) * | 1984-11-28 | 1986-06-23 | ||
| JP2521937B2 (ja) * | 1986-12-29 | 1996-08-07 | トヨタ自動車株式会社 | 絞り加工法 |
| JPH0672267B2 (ja) | 1988-09-29 | 1994-09-14 | 川崎製鉄株式会社 | 歪取り焼鈍に伴なう鉄損劣化の少ない方向性珪素鋼板の製造方法 |
| JPH0614890Y2 (ja) * | 1989-01-06 | 1994-04-20 | 日産車体株式会社 | プレス型 |
| JPH0558158A (ja) | 1991-08-29 | 1993-03-09 | Toyota Motor Corp | サイドドア構造 |
| JPH0614890A (ja) | 1992-07-02 | 1994-01-25 | Omron Corp | 血圧計 |
| JP2789945B2 (ja) * | 1992-07-14 | 1998-08-27 | 日産自動車株式会社 | プレス加工方法 |
| JP2799945B2 (ja) * | 1993-11-17 | 1998-09-21 | 株式会社田村電機製作所 | 携帯電話システム |
| JPH0810861A (ja) * | 1994-06-30 | 1996-01-16 | Shigenobu Yoshida | プレス装置および被加工物のプレス加工法 |
| JP3382729B2 (ja) * | 1994-08-25 | 2003-03-04 | 国立環境研究所長 | 自動車のドア構造 |
| JP2001038426A (ja) | 1999-07-26 | 2001-02-13 | Sumitomo Metal Ind Ltd | プレス成形方法およびその装置 |
| JP4107361B2 (ja) * | 1999-08-24 | 2008-06-25 | 本田技研工業株式会社 | スティフナ付きパネル状製品の製造方法 |
| US6328359B1 (en) * | 2000-07-24 | 2001-12-11 | The Budd Company | Door intrusion beam |
| US6830419B1 (en) * | 2000-11-20 | 2004-12-14 | Alfons Haar Inc. | Aerosol can ends |
| US6505492B2 (en) * | 2001-04-11 | 2003-01-14 | Bethlehem Steel Corporation | Method and apparatus for forming deep-drawn articles |
| JP2002331317A (ja) | 2001-04-27 | 2002-11-19 | Honda Motor Co Ltd | 車体パネル用ブランク材 |
| JP2003048430A (ja) * | 2001-08-06 | 2003-02-18 | Gp Daikyo Corp | 車両用ドアのインナパネルの製造方法、および車両用ドアのインナパネル |
| DE10196877B3 (de) | 2001-10-31 | 2005-11-24 | Lear Corp., Southfield | Türanordnung und Verfahren zum Herstellen einer Fahrzeugtür |
| US7040688B2 (en) * | 2003-04-29 | 2006-05-09 | General Motors Corporation | Vehicle door |
| JP4452157B2 (ja) * | 2004-02-06 | 2010-04-21 | 新日本製鐵株式会社 | 部材内の強度均一性に優れる600〜1200MPa級自動車用高強度部材およびその製造方法 |
| JP4648068B2 (ja) | 2005-04-26 | 2011-03-09 | 株式会社神戸製鋼所 | 自動車ドア用インナパネル |
| EP1813454B1 (en) | 2006-01-26 | 2012-04-18 | Honda Motor Co., Ltd. | Hatchback door structure for vehicles |
| JP2007216788A (ja) * | 2006-02-15 | 2007-08-30 | Toyota Motor Corp | 車体側面構造 |
| JP4765660B2 (ja) | 2006-02-22 | 2011-09-07 | トヨタ自動車株式会社 | 車両用ドア構造 |
| JP2007296953A (ja) | 2006-04-28 | 2007-11-15 | Toyota Motor Corp | サイドドア構造 |
| JP2008056025A (ja) | 2006-08-30 | 2008-03-13 | Toyota Motor Corp | 車両用ドア構造 |
| JP2008056114A (ja) | 2006-08-31 | 2008-03-13 | Toyota Motor Corp | 車両用ドア構造 |
| JP2008094353A (ja) | 2006-10-16 | 2008-04-24 | Toyota Motor Corp | 車両用ドア及びパネル部材荷重吸収構造 |
| ES2656070T3 (es) | 2007-02-23 | 2018-02-23 | Tata Steel Ijmuiden Bv | Procedimiento de conformación termomecánica de un producto final con muy alta resistencia y un producto producido por el mismo |
| JP4858259B2 (ja) * | 2007-03-27 | 2012-01-18 | Jfeスチール株式会社 | テーラードブランク材における接合線設定方法、接合線設定装置、接合線設定プログラム及び記録媒体 |
| JP5207228B2 (ja) | 2007-10-11 | 2013-06-12 | 株式会社神戸製鋼所 | 車両用インナパネル |
| JP5119475B2 (ja) * | 2008-05-14 | 2013-01-16 | 新日鐵住金株式会社 | センターピラー補強部材及びその製造方法 |
| JP5151784B2 (ja) | 2008-08-05 | 2013-02-27 | 新日鐵住金株式会社 | センターピラーアウターパネルの製造方法およびセンターピラーアウターパネル用ブランク |
| JP5120891B2 (ja) * | 2008-08-13 | 2013-01-16 | キャタピラー エス エー アール エル | ドアパネル |
| JP2010047965A (ja) | 2008-08-21 | 2010-03-04 | Caterpillar Japan Ltd | ドア装置の製造方法 |
| JP5637342B2 (ja) * | 2008-09-18 | 2014-12-10 | 国立大学法人 岡山大学 | ホットプレス加工を施した鋼板部材及びその製造方法 |
| JP2010100097A (ja) | 2008-10-21 | 2010-05-06 | Toyota Motor Corp | 車両のドア構造 |
| JP5256081B2 (ja) | 2009-03-09 | 2013-08-07 | 富士重工業株式会社 | スピーカの取付構造 |
| JP2011050971A (ja) | 2009-08-31 | 2011-03-17 | Jfe Steel Corp | 鋼板の熱間プレス成形方法 |
| KR20110081706A (ko) | 2010-01-08 | 2011-07-14 | 주식회사 신영 | 프레스성형에 사용되는 주름방지용 금형 및 그를 사용한 열간 프레스 성형방법 |
| JP5515774B2 (ja) | 2010-01-21 | 2014-06-11 | トヨタ自動車株式会社 | ホットプレス成形方法、及びホットプレス成形装置 |
| CN102741110B (zh) * | 2010-03-23 | 2015-04-08 | 本田技研工业株式会社 | 车身侧部构造 |
| US9145594B2 (en) | 2010-03-24 | 2015-09-29 | Jfe Steel Corporation | Method for manufacturing ultra high strength member |
| JP5638385B2 (ja) | 2010-12-28 | 2014-12-10 | マツダ株式会社 | 車両用ドア |
| JP5694793B2 (ja) * | 2011-01-25 | 2015-04-01 | ダイハツ工業株式会社 | 車両のドア構造 |
| DE102011002206B3 (de) * | 2011-04-20 | 2012-08-02 | Schuler Pressen Gmbh | Vorrichtung und Verfahren zur Herstellung eines Dosenkörpers mit einem Halsabschnitt |
| JP2013000780A (ja) | 2011-06-17 | 2013-01-07 | Honda Motor Co Ltd | プレス成形装置 |
| DE112011105406T5 (de) * | 2011-07-06 | 2014-05-15 | Toyota Jidosha Kabushiki Kaisha | Heißpressvorrichtung |
| CN102430628A (zh) * | 2011-09-30 | 2012-05-02 | 大连理工大学 | 一种多层金属复合板材的热成形方法 |
| JP2013112133A (ja) | 2011-11-28 | 2013-06-10 | Toyota Motor Corp | 車両用ドア構造 |
| CN202516923U (zh) * | 2011-12-15 | 2012-11-07 | 上海赛科利汽车模具技术应用有限公司 | 具备成形翻孔复合功能的热成形模具 |
| JP2013173481A (ja) * | 2012-02-27 | 2013-09-05 | Aisin Seiki Co Ltd | ベルトラインリインフォースメント |
| JP2013189173A (ja) | 2012-03-15 | 2013-09-26 | Nippon Steel & Sumitomo Metal Corp | 自動車車体用構造部材およびその製造方法 |
| JP2014008943A (ja) * | 2012-07-03 | 2014-01-20 | Suzuki Motor Corp | 車両用樹脂製トリムの構造 |
| JP6014890B2 (ja) | 2012-09-14 | 2016-10-26 | 国立大学法人 奈良先端科学技術大学院大学 | 動体の3次元運動検出装置及び検出方法 |
| JP5673636B2 (ja) * | 2012-09-26 | 2015-02-18 | Jfeスチール株式会社 | パネル部品評価方法、パネル部品評価装置および自動車用パネル部品の製造方法 |
| KR101427918B1 (ko) | 2012-10-05 | 2014-08-08 | 현대자동차 주식회사 | 핫 스탬핑 성형 장치 및 그 방법 |
| IN2015DN01924A (ja) * | 2012-11-09 | 2015-08-07 | Nippon Steel & Sumitomo Metal Corp | |
| TWI587939B (zh) | 2012-12-10 | 2017-06-21 | 財團法人金屬工業研究發展中心 | 預切割高強度鋼材的方法 |
| KR101427786B1 (ko) * | 2012-12-28 | 2014-08-07 | (주)엠에스오토텍 | 차량용 도어인너 |
| JP5998958B2 (ja) * | 2013-01-30 | 2016-09-28 | スズキ株式会社 | ドアベルトライン構造 |
| JP6197323B2 (ja) | 2013-03-22 | 2017-09-20 | セイコーエプソン株式会社 | 検出装置、センサー、ジャイロセンサー、電子機器及び移動体 |
| CN105074038B (zh) * | 2013-04-02 | 2016-12-14 | 新日铁住金株式会社 | 热冲压成型体、冷轧钢板以及热冲压成型体的制造方法 |
| CN105518171B (zh) * | 2013-09-10 | 2017-04-05 | 株式会社神户制钢所 | 热压用钢板和冲压成形品、以及冲压成形品的制造方法 |
| DE102014101159B4 (de) * | 2014-01-30 | 2016-12-01 | Thyssenkrupp Steel Europe Ag | Verfahren zur Oberflächenbehandlung von Werkstücken |
| JP6152836B2 (ja) * | 2014-09-25 | 2017-06-28 | Jfeスチール株式会社 | 熱間プレス成形品の製造方法 |
-
2015
- 2015-12-22 EP EP15872253.8A patent/EP3238845B1/en active Active
- 2015-12-22 BR BR112017012833A patent/BR112017012833A2/pt not_active Application Discontinuation
- 2015-12-22 JP JP2016565919A patent/JP6614160B2/ja active Active
- 2015-12-22 CN CN201580070795.6A patent/CN107107149B/zh active Active
- 2015-12-22 KR KR1020197020025A patent/KR20190086583A/ko not_active IP Right Cessation
- 2015-12-22 MX MX2017008474A patent/MX2017008474A/es unknown
- 2015-12-22 CA CA2971368A patent/CA2971368A1/en not_active Abandoned
- 2015-12-22 WO PCT/JP2015/006394 patent/WO2016103682A1/ja active Application Filing
- 2015-12-22 US US15/537,955 patent/US11000890B2/en active Active
- 2015-12-22 KR KR1020177020549A patent/KR102028068B1/ko active IP Right Grant
- 2015-12-24 TW TW104143607A patent/TWI613016B/zh not_active IP Right Cessation
-
2017
- 2017-06-23 MX MX2021011266A patent/MX2021011266A/es unknown
-
2019
- 2019-08-21 JP JP2019150778A patent/JP6921909B2/ja active Active
-
2021
- 2021-03-23 US US17/209,473 patent/US11998967B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20210205871A1 (en) | 2021-07-08 |
| MX2017008474A (es) | 2017-10-31 |
| JPWO2016103682A1 (ja) | 2017-09-07 |
| EP3238845A4 (en) | 2018-08-01 |
| WO2016103682A1 (ja) | 2016-06-30 |
| JP6614160B2 (ja) | 2019-12-04 |
| TWI613016B (zh) | 2018-02-01 |
| US20180001368A1 (en) | 2018-01-04 |
| KR102028068B1 (ko) | 2019-10-02 |
| MX2021011266A (es) | 2021-10-01 |
| CA2971368A1 (en) | 2016-06-30 |
| TW201637746A (zh) | 2016-11-01 |
| KR20190086583A (ko) | 2019-07-22 |
| EP3238845B1 (en) | 2021-12-22 |
| BR112017012833A2 (pt) | 2017-12-26 |
| US11998967B2 (en) | 2024-06-04 |
| US11000890B2 (en) | 2021-05-11 |
| KR20170098302A (ko) | 2017-08-29 |
| CN107107149A (zh) | 2017-08-29 |
| JP2020011721A (ja) | 2020-01-23 |
| CN107107149B (zh) | 2020-06-12 |
| EP3238845A1 (en) | 2017-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6921909B2 (ja) | パネル状成形品 | |
| KR102032185B1 (ko) | 도어 이너 패널 및 도어 이너 패널 제조 방법 | |
| JP6638806B2 (ja) | パネル状成形品の製造方法 | |
| JP6206620B2 (ja) | パネル状成形品の製造方法 | |
| JP6288378B2 (ja) | パネル状成形品、車両用ドア、及び、パネル状成形品の製造方法 | |
| JP6662142B2 (ja) | パネル状成形品の製造方法 | |
| JP6634921B2 (ja) | 車両用のドア |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190821 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200421 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200519 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200714 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20201201 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20210226 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20210420 |
|
| C23 | Notice of termination of proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C23 Effective date: 20210615 |
|
| C03 | Trial/appeal decision taken |
Free format text: JAPANESE INTERMEDIATE CODE: C03 Effective date: 20210720 |
|
| C30A | Notification sent |
Free format text: JAPANESE INTERMEDIATE CODE: C3012 Effective date: 20210720 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210728 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6921909 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |