EP0628362A2 - Presswerkzeug - Google Patents
Presswerkzeug Download PDFInfo
- Publication number
- EP0628362A2 EP0628362A2 EP94110655A EP94110655A EP0628362A2 EP 0628362 A2 EP0628362 A2 EP 0628362A2 EP 94110655 A EP94110655 A EP 94110655A EP 94110655 A EP94110655 A EP 94110655A EP 0628362 A2 EP0628362 A2 EP 0628362A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- press
- jaws
- pressing
- abutment
- tool according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
- B21D39/04—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders of tubes with tubes; of tubes with rods
- B21D39/046—Connecting tubes to tube-like fittings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
- B21D39/04—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders of tubes with tubes; of tubes with rods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING, OR HOLDING
- B25B27/00—Hand tools, specially adapted for fitting together or separating parts or objects whether or not involving some deformation, not otherwise provided for
- B25B27/02—Hand tools, specially adapted for fitting together or separating parts or objects whether or not involving some deformation, not otherwise provided for for connecting objects by press fit or detaching same
- B25B27/10—Hand tools, specially adapted for fitting together or separating parts or objects whether or not involving some deformation, not otherwise provided for for connecting objects by press fit or detaching same inserting fittings into hoses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING, OR HOLDING
- B25B27/00—Hand tools, specially adapted for fitting together or separating parts or objects whether or not involving some deformation, not otherwise provided for
- B25B27/14—Hand tools, specially adapted for fitting together or separating parts or objects whether or not involving some deformation, not otherwise provided for for assembling objects other than by press fit or detaching same
- B25B27/146—Clip clamping hand tools
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5367—Coupling to conduit
Definitions
- the invention relates to a pressing tool, in particular for connecting tubular workpieces, with more than two arcuate pressing jaws which are movable relative to one another in such a way that they can be opened for placement on the workpiece and that they complement one another towards the end of the pressing to form a closed pressing space, and with at least one drive device for moving press jaws in the pressing direction.
- Coupling sleeves are used to connect pipe ends, which are plastically deformable and made of metal, preferably steel. Their inner diameter is so much larger than the outer diameter of the pipe ends to be connected that they are permanently deformed in the event of radial compression until they rest against the outer surface of the pipe ends. According to DE-PS 1 187 870 ⁇ , such coupling sleeves can additionally have an annular groove on the inside near each end, into which an elastic sealing ring is inserted.
- the radial compression takes place by means of pressing tools, as are known for example from DE-PS 21 36 782.
- This pressing tool has two clamping arms, each with two arms, at least one of which is pivotably mounted on the pressing tool.
- the press jaws have press surfaces which form circular arc sections and have the same radii, which enclose a press space. Instead of being circular arc sections, the pressing surfaces can also be contoured, for example to form a polygonal or oval pressing space.
- the arms of the press jaws located distant from the press chamber can be spread against the action of a spring, with the result that the press jaws are moved against one another in the region of the press chamber.
- the spreading takes place by means of pressure rollers which are arranged next to one another and abut one another and which are moved together between the arms by means of a drive device in the form of a working cylinder and in this way pivot the press jaws.
- the clamping jaws When pivoting the drive lever in the opposite direction, the clamping jaws are pivoted again so that the perpendicular to their arc sections approximately collapse and the clamping jaws are moved parallel to each other when the drive lever is pivoted further. During the pressing process, the clamping jaws are moved further towards one another until they enclose a circular surface at the end of the press and have deformed the pipe ends or the coupling sleeve accordingly with a reduction in diameter.
- This press tool has proven itself if one is not too big Reduction in diameter or press-in depth is required. At greater press-in depths, which are necessary if the pipe connection is to withstand higher internal pressures, it is recommended to provide more than two press jaws so that there is no formation of outwardly projecting webs between the end faces of the press jaws, which leads to a complete closing of the press jaws would prevent.
- Such pressing tools are described for example in DE-OS 21 18 782, DE-OS 35 13 129, DE-AS 25 11 942 and DE-AS 19 0 ⁇ 7 956. All pressing tools disclosed therein have in common that all pressing jaws are movable and guided in the radial direction. This requires complex guides and drive devices, which makes the pressing tools difficult and therefore difficult to handle and also expensive.
- the invention is therefore based on the object of designing a press tool of the type mentioned in such a way that, despite the arrangement of more than two press jaws, it is as simple as possible and thus easy to handle and can be produced inexpensively.
- one of the press jaws is designed as an abutment which can be attached to the workpiece and that the other press jaws are movable by means of the drive device (s) and are guided in such a way that they each move in the direction of the pressing process Move the center of the press chamber in the closed state of the press tool, the abutment being designed as an abutment bracket located at the free end of the press tool, which is pivotably mounted on one side and which can be released or locked on the opposite side. This abutment bracket can be pivoted away when the pressing tool is attached to the pipe ends to be connected or to the coupling sleeve.
- the movable press jaws can then be moved in the direction of the abutment by means of the drive device. It is advisable if the press jaws are guided such that they can move relative to one another in such a way that their respective opposite end faces have the same spacing at the start of the press.
- the press tool according to the invention is characterized by a simple structure, since one of the press jaws is designed as an abutment and thus does not require a guide or a drive device.
- the other pressing jaws are guided and driven so that they move in very specific directions during the pressing process, namely towards the center of the pressing space in the closed state of the pressing tool. This is very important for the same forces acting on the workpiece from all sides.
- the press jaws have circular arc sections of equal length in the circumferential direction, that is to say the gaps between the opposite end faces of the press jaws are distributed uniformly over the circumference.
- the directions of movement of the two movable press jaws should include an angle of 60 °, which is symmetrical to the perpendicular to the abutment and opens away from it.
- the directions of movement of the two press jaws adjacent to the abutment should include an angle of 90 ° during the pressing process, which is symmetrical to the perpendicular to the abutment and opens away from it.
- the movable press jaws rest on the one hand on guide devices which determine their directions of movement and on the other hand on a press ram which is movable in the direction of the abutment and which is connected to the drive device (s) and on which the abutment neighboring press jaws are slidably mounted.
- a further press jaw rests on the press die or is connected thereto, which faces the abutment.
- the press ram is part of the drive device and can be designed, for example, as a hydraulic cylinder or connected to one.
- a separate drive device can also be provided for each movable press jaw, for example, again a hydraulic cylinder. This can have a press or tension stamp.
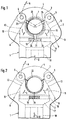
- a press tool 1 is shown, namely its upper head part. It has a tool housing 2 which is hollow on the inside and initially widens towards the bottom and then tapers. In the central area, it has a U-shaped recess 3.
- the free ends of the recess 3 are connected by an abutment bracket 4.
- the abutment bracket 4 is pivotally mounted on its right side in this view about a bearing pin 5. On the left side in this view, the abutment bracket 4 is fixed in the position shown via a locking pin 6. This locking pin 6 passes through corresponding recesses in the tool housing 2 and in the abutment 4 and can be easily removed. After its removal, the abutment bracket 4 can be pivoted about the bearing pin 5 in the directions of the double arrow A, clockwise so far that the recess 3 is completely open towards the top.
- the abutment bracket 4 has a pressing surface 7 which has the shape of a circular arc and extends over an angle of 120 ° symmetrically to the longitudinal axis of the pressing tool 1.
- the pressing surface 7 has a groove which runs in the circumferential direction and is open inwards. It can be exchangeably attached to the abutment bracket 4.
- oblique guide surfaces 8, 9, which enclose an angle of 60 ° and are mirror-symmetrical to the longitudinal axis of the pressing tool 1.
- the pressing jaws 10 ⁇ , 11 are also mirror-symmetrical to the longitudinal axis of the pressing tool 1 and each have a pressing surface 14, 15 which are each designed as circular arc sections extending over 120 °.
- a circumferential groove is also formed on the inside.
- the circular arc sections of all pressing surfaces 7, 14, 15 have identical radii.
- the press jaws 10 ⁇ , 11 protrude on the underside into a guide groove 16 which runs horizontally and transversely to the longitudinal axis of the press tool 1 and is formed in the head 17 of a press ram 18.
- the undersides of the pressing jaws 10 ⁇ , 11 also run horizontally, so that the pressing jaws 10 ⁇ , 11 are guided in the groove 16 so as to be displaceable in the groove 16 transversely to the longitudinal axis of the pressing tool 1, namely in the manner of a dovetail guide.
- transverse blind holes 19, 20 ⁇ are formed, which are coaxial to each other.
- a compression spring 21 is used, which strives to press the pressing jaws 10 ⁇ , 11 outwards and thus over the contact surfaces 12, 13 to the guide surfaces 8, 9.
- the press die 18 is mounted such that it can move linearly vertically in the direction of the longitudinal axis of the press tool 1 (double arrow B). It is operated by a pneumatic or hydraulic working cylinder actuated, which is not shown here.
- the locking of the abutment bracket 4 is first released by means of the locking pin 6, i. H. this locking pin 6 is pulled out and the abutment bracket 4 is pivoted clockwise until the fork-shaped opening of the recess 3 is completely free.
- the press ram 18 is in a downward withdrawn position.
- the pressing tool 1 can then be attached to a coupling sleeve 22 such that the coupling sleeve 22 extends perpendicular to the plane of the drawing through the recess 3 and is received by the latter.
- the abutment 4 is pivoted around the coupling sleeve 22 and locked by inserting the locking pin 6.
- the coupling sleeve 22 is then enclosed by the press tool 1.
- the press jaws 10 ⁇ , 11 are then brought into contact with the coupling sleeve 23 by raising the press ram 18. Since its radius is smaller than the radius of the coupling sleeve 22 before pressing by the intended insertion depth, the pressing surfaces 7, 14, 15 rest only on the circumference of the coupling sleeve 22 with their outer transverse edges. Between the end faces of the pressing jaws 10 ⁇ , 11 and the abutment bracket 4 are still free gaps 23, 24, 25, which are the same size.
- the radii of the circular arc sections of the pressing surfaces 7, 14, 15 start from central points which lie in the tips of an equilateral triangle.
- the press ram 18 is now moved upward by further pressurization.
- the press jaws 10 ⁇ , 11 slide over their contact surfaces 12, 13 over the guide surfaces 8, 9, whereby a direction of movement extending in the directions of the double arrows C, D is impressed on them.
- the two directions of movement include the same angle as the guide surfaces 8, 9, ie 60 °.
- the press jaws 10 ⁇ , 11 slide in the groove 16 of the press ram 18 at the same time horizontally towards each other, against the action of the compression spring 21. In this way, the coupling sleeve 22 is compressed radially, that is, its diameter is reduced by the desired press-in depth.
- a circular press space is enclosed by the press surfaces 7, 14, 15 and the gaps 23, 24, 25 have been reduced to zero.
- the press ram 18 is moved back again.
- the abutment bracket 4 is pivoted away after removing the locking bolt 6, so that the pressing tool 1 can then be removed.
Landscapes
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- Press Drives And Press Lines (AREA)
- Automatic Assembly (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Apparatuses For Bulk Treatment Of Fruits And Vegetables And Apparatuses For Preparing Feeds (AREA)
- Paper (AREA)
- Measurement Of The Respiration, Hearing Ability, Form, And Blood Characteristics Of Living Organisms (AREA)
- Adornments (AREA)
- Infusion, Injection, And Reservoir Apparatuses (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Earth Drilling (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
Abstract
Description
- Die Erfindung betrifft ein Preßwerkzeug, insbesondere zum Verbinden von rohrförmigen Werkstücken, mit mehr als zwei bogenförmigen Preßbacken, die derart relativ zueinander beweglich sind, daß sie zum Aufsetzen auf das Werkstück öffenbar sind und daß sie sich zum Preßende hin zu einem geschlossenen Preßraum ergänzen, sowie mit wenigstens einer Antriebseinrichtung zur Bewegung von Preßbacken in Preßrichtung.
- Zur Verbindung von Rohrenden werden Kupplungshülsen verwendet, die plastisch verformbar sind und aus Metall, vorzugsweise aus Stahl bestehen. Ihr Innendurchmesser ist um so viel größer als der Außendurchmesser der zu verbindenden Rohrenden, daß sie bei radialer Zusammenpressung bis zum Anliegen an der Mantelfläche der Rohrenden bleibend verformt werden. Nach der DE-PS 1 187 870̸ können solche Kupplungshülsen an ihrer Innenseite in der Nähe jedes Endes zusätzlich eine Ringnut aufweisen, in die ein elastischer Dichtungsring eingelegt ist.
- Das radiale Zusammenpressen geschieht mittels Preßwerkzeugen, wie sie beispielsweise aus der DE-PS 21 36 782 bekannt sind. Dieses Preßwerkzeug weist zwei jeweils zweiarmig ausgebildete Klemmbacken auf, von denen wenigstens einer schwenkbar an dem Preßwerkzeug gelagert ist. Die Preßbacken weisen Kreisbogenabschnitte bildende Preßflächen mit gleichen Radien auf, die einen Preßraum einschließen. Statt als Kreisbogenabschnitte können die Preßflächen auch konturiert sein, um beispielsweise einen mehreckigen oder ovalen Preßraum zu bilden.
- Die dem Preßraum entfernt liegenden Arme der Preßbacken können gegen die Wirkung einer Feder gespreizt werden mit der Folge, daß die Preßbacken im Bereich des Preßraums gegeneinander bewegt werden. Das Spreizen geschieht mittels nebeneinander angeordneter und aneinander anliegender Druckrollen, die gemeinsam mittels einer Antriebeseinrichtung in Form eines Arbeitszylinders zwischen die Arme gefahren werden und auf diese Weise die Preßbacken verschwenken.
- Eine Weiterentwicklung dieses Preßwerkzeuges ist in der DE-OS 34 23 283 beschrieben. Bei diesem Preßwerkzeug sind zwei Preßbacken vorgesehen, die jeweils an einem Antriebshebel schwenkbar gelagert sind, welche wiederum schwenkbar an dem Preßwerkzeug geführt sind. Die Antriebshebel weisen gegenüberliegende Arme auf, die mittels von einem Arbeitszylinder in den Zwischenraum einfahrbaren Druckrollen gespreizt werden können und auf diese Weise die Preßbacken aufeinander zu bewegen. Die Preßbacken sind dabei zusätzlich in Kulissen derart geführt, daß sie beim Verschwenken der Antriebshebel in Öffnungsrichtung um ihre Anlenkpunkte an den Antriebshebeln aufgeschwenkt werden, so daß zwischen den Stirnseiten der Preßbacken eine weite, maulartige öffnung entsteht, die die Aufnahme der zu verbindenden Rohrenden bzw. einer Kupplungshülse erleichtert.
- Beim Verschwenken der Antriebshebel in umgekehrter Richtung werden die Klemmbacken wieder so verschwenkt, daß die Mittelsenkrechten auf ihre Bogenabschnitte in etwa ineinanderfallen und die Klemmbacken beim weiteren Verschwenken der Antriebshebel parallel gegeneinander verschoben werden. Während des Preßvorgangs werden die Klemmbacken weiter gegeneinander bewegt, bis sie am Preßende eine Kreisfläche einschließen und dabei die Rohrenden bzw. die Kupplungshülse entsprechend unter Durchmesserverringerung verformt haben.
- Dieses Preßwerkzeug hat sich bewährt, wenn eine nicht zu große Durchmesserverkleinerung bzw. Einpreßtiefe gefordert wird. Bei größeren Einpreßtiefen, die dann erforderlich sind, wenn die Rohrverbindung höheren Innendrücken standhalten soll, ist es empfehlenswert, mehr als zwei Preßbacken vorzusehen, damit es zwischen den Stirnseiten der Preßbacken nicht zum Ausbilden von nach außen vorstehenden Stegen kommt, welche ein vollständiges Schließen der Preßbacken verhindern würden. Solche Preßwerkzeuge sind beispielsweise in der DE-OS 21 18 782, DE-OS 35 13 129, DE-AS 25 11 942 und DE-AS 19 0̸7 956 beschrieben. Allen darin offenbarten Preßwerkzeugen ist gemeinsam, daß sämtliche Preßbacken beweglich und in radialer Richtung geführt sind. Dies bedingt aufwendige Führungen und Antriebseinrichtungen, wodurch die Preßwerkzeuge schwer und deshalb schlecht handhabbar und ferner auch teuer sind.
- Der Erfindung liegt demnach die Aufgabe zugrunde, ein Preßwerkzeug der eingangs genannten Art so zu gestalten, daß es trotz der Anordnung von mehr als zwei Preßbacken möglichst einfach und damit leicht handhabbar ausgebildet sowie kostengünstig herstellbar ist.
- Diese Aufgabe wird erfindungsgemäß dadurch gelöst, daß eine der Preßbacken als eine am Werkstück ansetzbares Widerlager ausgebildet ist und daß die übrigen Preßbacken mittels der bzw. den Antriebseinrichtung(en) bewegbar und dabei derart geführt sind, daß sie sich beim Preßvorgang jeweils in Richtung auf den Mittelpunkt des Preßraumes im geschlossenen Zustand des Preßwerkzeuges bewegen, wobei das Widerlager als am freien Ende des Preßwerkzeugs befindlicher Widerlagerbügel ausgebildet ist, der auf einer Seite schwenkbar gelagert ist und der an der gegenüberliegenden Seite lösbar bzw. verriegelbar ist. Dieser Widerlagerbügel kann weggeschwenkt werden, wenn das Preßwerkzeug an die zu verbindenden Rohrenden bzw. an die Kupplungshülse angesetzt wird. Nach Zurückschwenken und Verriegeln können dann die beweglichen Preßbacken mittels der Antriebseinrichtung in Richtung auf das Widerlager bewegt werden. Dabei ist es zweckmäßig, wenn die Preßbacken derart beweglich zueinander geführt sind, daß ihre jeweils benachbart gegenüberliegenden Stirnflächen zu Preßbeginn gleiche Abstände haben.
- Das Preßwerkzeug nach der Erfindung zeichnet sich durch einfachen Aufbau aus, da eine der Preßbacken als Widerlager ausgebildet ist und somit weder einer Führung noch einer Antriebseinrichtung bedarf. Dabei werden die übrigen Preßbacken so geführt und angetrieben, daß sie sich beim Preßvorgang in ganz bestimmten Richtungen bewegen, und zwar auf den Mittelpunkt des Preßraumes in geschlossenem Zustand des Preßwerkzeuges hin. Dies ist ganz wesentlich dafür, daß auf das Werkstück von allen Seiten gleiche Kräfte wirken.
- In Ausbildung der Erfindung ist vorgesehen, daß die Preßbacken in Umfangsrichtung gleichlange Kreisbogenabschnitte aufweisen, die Spalte zwischen den jeweils gegenüberliegenden Stirnseiten der Preßbacken also über den Umfang gleichmäßig verteilt sind.
- Wenn drei Preßbacken vorgesehen sind, sollten die Bewegungsrichtungen der beiden beweglichen Preßbacken einen Winkel von 60̸° einschließen, der symmetrisch zur Mittelsenkrechten auf das Widerlager liegt und sich von diesem weggerichtet öffnet. Bei vier Preßbacken sollten die Bewegungsrichtungen der beiden dem Widerlager benachbarten Preßbacken beim Preßvorgang einen Winkel von 90̸° einschließen, der symmetrisch zur Mittelsenkrechten auf das Widerlager liegt und sich von diesem weggerichtet öffnet.
- In weiterer Ausgestaltung der Erfindung ist vorgesehen, daß die bewegbaren Preßbacken einerseits an durch deren Bewegungsrichtungen vorgebenden Führungseinrichtungen und andererseits an einem in Richtung auf das Widerlager bewegbaren Preßstempel anliegen, der mit der bzw. den Antriebseinrichtung(en) verbunden ist und an dem die dem Widerlager benachbarten Preßbacken verschiebbar gelagert sind. Dabei besteht die Möglichkeit, daß zwischen den zum Preßstempel verschiebbaren Preßbacken eine weitere Preßbacke am Preßstempel anliegt oder mit diesem verbunden ist, die dem Widerlager gegenübersteht. Der Preßstempel ist dabei Teil der Antriebseinrichtung und kann beispielsweise als Hydraulikzylinder ausgebildet oder mit einem solchen verbunden sein. Anstatt eines solchen Preßstempels kann auch für jede bewegliche Preßbacke eine eigene Antriebseinrichtung vorgesehen sein, beispielsweise wiederum jeweils ein Hydraulikzylinder. Dieser kann einen Preß- oder Zugstempel aufweisen.
- In der Zeichnung ist die Erfindung anhand eines Ausführungsbeispiels näher veranschaulicht. Es zeigen:
- Figur 1
- ein Preßwerkzeug in Offenstellung und
- Figur 2
- das Preßwerkzeug gemäß Figur (1) in Schließstellung.
- In den Figuren 1 und 2 ist ein Preßwerkzeug 1 dargestellt, und zwar dessen oberes Kopfteil. Es weist ein Werkzeuggehäuse 2 auf, das innen hohl ausgebildet ist und sich nach unten hin zunächst verbreitert und dann konisch zuläuft. Im mittleren Bereich weist es eine U-förmige Ausnehmung 3 auf.
- Die freien Enden der Ausnehmung 3 sind durch einen Widerlagerbügel 4 verbunden. Der Widerlagerbügel 4 ist an seiner in dieser Ansicht rechten Seite um einen Lagerbolzen 5 verschwenkbar gelagert. An der in dieser Ansicht linken Seite ist der Widerlagerbügel 4 über einen Sperrbolzen 6 in der gezeigten Stellung fixiert. Dieser Sperrbolzen 6 geht durch entsprechende Ausnehmungen im Werkzeuggehäuse 2 und im Widerlager 4 und kann leicht entfernt werden. Nach seiner Entfernung kann der Widerlagerbügel 4 um den Lagerbolzen 5 in den Richtungen des Doppelpfeils A verschwenkt werden, und zwar im Uhrzeigersinn so weit, daß die Ausnehmung 3 nach oben hin vollständig geöffnet ist.
- Innenseitig hat der Widerlagerbügel 4 eine Preßfläche 7, die Kreisbogenform hat und sich über einen Winkel von 120̸° symmetrisch zur Längsachse des Preßwerkzeugs 1 erstreckt. Die Preßfläche 7 hat eine in Umfangsrichtung verlaufende, nach innen offene Nut. Sie kann auswechselbar an dem Widerlagerbügel 4 befestigt sein.
- Innerhalb des Werkzeuggehäuses 2 verlaufen schräge Führungsflächen 8, 9, die einen Winkel von 60̸° einschließen und spiegelsymmetrisch zur Längsachse des Preßwerkzeugs 1 verlaufen. An den Führungsflächen 8, 9 liegen je eine Preßbacke 10̸, 11 an, und zwar über entsprechend geneigte Anlageflächen 12, 13. Die Preßbacken 10̸, 11 sind ebenfalls spiegelsymmetrisch zur Längsachse des Preßwerkzeugs 1 ausgebildet und weisen jeweils eine Preßfläche 14, 15 auf, die jeweils als sich über 120̸° erstreckende Kreisbogenabschnitte ausgebildet sind. Innenseitig ist auch in sie eine umlaufende Nut eingeformt. Die Kreisbogenabschnitte sämtlicher Preßflächen 7, 14, 15 haben identische Radien. Die Preßbacken 10̸, 11 ragen untenseitig in eine horizontal und quer zur Längsachse des Preßwerkzeugs 1 verlaufende Führungsnut 16 hinein, die in dem Kopf 17 eines Preßstempels 18 eingeformt ist. Die Unterseiten der Preßbacken 10̸, 11 verlaufen ebenfalls horizontal, so daß die Preßbacken 10̸, 11 in der Nut 16 quer zur Längsachse des Preßwerkzeugs 1 verschieblich in der Nut 16 geführt sind, und zwar nach Art einer Schwalbenschwanzführung formschlüssig.
- In die unteren Abschnitte der Preßbacken 10̸, 11 sind quer verlaufende Sacklöcher 19, 20̸ eingeformt, die koaxial zueinander liegen. In diese Sacklöcher 19, 20̸ ist eine Druckfeder 21 eingesetzt, die bestrebt ist, die Preßbacken 10̸, 11 nach außen und damit über die Anlageflächen 12, 13 an die Führungsflächen 8, 9 zu pressen. Der Preßstempel 18 ist vertikal in Richtung der Längsachse des Preßwerkzeugs 1 (Doppelpfeil B) linear beweglich gelagert. Er wird von einem pneumatisch oder hydraulisch beaufschlagten Arbeitszylinder betätigt, der hier nicht näher dargestellt ist.
- Für den Gebrauch des Preßwerkzeugs 1 wird zunächst die Verriegelung des Widerlagerbügels 4 mittels des Sperrbolzens 6 gelöst, d. h. dieser Sperrbolzen 6 wird herausgezogen und der Widerlagerbügel 4 im Uhrzeigersinn soweit verschwenkt, bis die gabelförmige Öffnung der Ausnehmung 3 vollständig frei ist. Gleichzeitig befindet sich der Preßstempel 18 in einer nach unten zurückgezogenen Sellung. Das Preßwerkzeug 1 kann dann an eine Kupplungshülse 22 derart angesetzt werden, daß sich die Kupplungshülse 22 senkrecht zur Zeichnungsebene durch die Ausnehmung 3 erstreckt und von dieser aufgenommen wird. Dann wird das Widerlager 4 um die Kupplungshülse 22 herumgeschwenkt und durch Einsetzen des Sperrbolzens 6 verriegelt. Die Kupplungshülse 22 ist dann von dem Preßwerkzeug 1 eingeschlossen.
- Die Preßbacken 10̸, 11 werden dann durch Hochfahren des Preßstempels 18 an der Kupplungshülse 23 zur Anlage gebracht. Da ihr Radius um die vorgesehene Einpreßtiefe kleiner ist als der Radius der Kupplungshülse 22 vor dem Verpressen, liegen die Preßflächen 7, 14, 15 nur mit ihren äußeren Querkanten an dem Umfang der Kupplungshülse 22 an. Zwischen den Stirnseiten der Preßbacken 10̸, 11 und des Widerlagerbügels 4 sind noch freie Spalte 23, 24, 25, die gleichgroß sind. Die Radien der Kreisbogenabschnitte der Preßflächen 7, 14, 15 gehen von Mittelpunkten aus, die in den Spitzen eines gleichseitigen Dreiecks liegen.
- Durch weitere Druckbeaufschlagung wird nun der Preßstempel 18 nach oben verfahren. Die Preßbacken 10̸, 11 gleiten dabei über ihre Anlageflächen 12, 13 über die Führungsflächen 8, 9, wodurch ihnen eine in die Richtungen der Doppelpfeile C, D verlaufende Bewegungsrichtung aufgeprägt wird. Die beiden Bewegungsrichtungen schließen denselben Winkel ein wie die Führungsflächen 8, 9, d. h. 60̸°. Dabei gleiten die Preßbacken 10̸, 11 in der Nut 16 des Preßstempels 18 gleichzeitig horizontal in Richtung aufeinander zu, und zwar gegen die Wirkung der Druckfeder 21. Auf diese Weise wird die Kupplungshülse 22 radial gestaucht, d. h. in ihrem Durchmesser um die gewünschte Einpreßtiefe verringert. Am Preßende wird von den Preßflächen 7, 14, 15 ein kreisrunder Preßraum eingeschlossen und haben sich die Spalte 23, 24, 25 auf Null verringert.
- Für das Entfernen des Preßwerkzeugs 1 von der Kupplungshülse 22 wird der Preßstempel 18 wieder zurückgefahren. Der Widerlagerbügel 4 wird nach Entfernen des Sperrbolzens 6 weggeschwenkt, so daß dann das Preßwerkzeug 1 weggenommen werden kann.
Claims (9)
- Preßwerkzeug (1), insbesondere zum Verbinden von rohrförmigen Werkstücken (22), mit mehr als zwei Preßbacken (4, 10̸, 11), die derart relativ zueinander beweglich sind, daß sie zum Aufsetzen auf das Werkstück (22) öffenbar sind und daß sie sich zum Preßende hin zu einem geschlossenen Preßraum ergänzen, sowie mit wenigstens einer Antriebseinrichtung zur Bewegung von Preßbacken (10̸, 11) in Preßrichtung,
dadurch gekennzeichnet, daß eine der Preßbacken (4, 10̸, 11) als ein am Werkstück (22) ansetzbares Widerlager (4) ausgebildet ist und die übrigen Preßbacken (10̸, 11) mittels der bzw. den Antriebseinrichtung(en) bewegbar und dabei derart geführt sind, daß sie sich beim Preßvorgang jeweils in Richtung auf den Mittelpunkt des Preßraumes in geschlossenem Zustand des Preßwerkzeuges (1) bewegen, wobei das Widerlager als am freien Ende des Preßwerkzeugs (1) befindlicher Widerlagerbügel (4) ausgebildet ist, der auf einer Seite schwenkbar gelagert ist und der an der gegenüberliegenden Seite lösbar bzw. verriegelbar ist. - Preßwerkzeug nach Anspruch 1,
dadurch gekennzeichnet, daß die Preßbacken (4, 10̸, 11) derart beweglich zueinander geführt sind, daß ihre jeweils benachbart gegenüberliegenden Stirnflächen zu Preßbeginn gleiche Abstände haben. - Preßwerkzeug nach Anspruch 1 oder 2,
dadurch gekennzeichnet; daß die Preßbacken (4, 10̸, 11) in Umfangsrichtung gleichlang ausgebildet sind. - Preßwerkzeug nach einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet, daß drei Preßbacken (4, 10̸, 11) vorgesehen sind und die Bewegungsrichtungen der beiden beweglichen Preßbacken (10̸, 11) einen Winkel von 60̸° einschließen, der symmetrisch zur Mittelsenkrechten auf das Widerlager (4) liegt und sich von diesem weggerichtet öffnet. - Preßwerkzeug nach einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet, daß vier Preßbacken vorgesehen sind, wobei die Bewgungsrichtungen der beiden dem Widerlager benachbarten Preßbacken beim Preßvorgang einen Winkel von 90̸° einschließen, der symmetrisch zur Mittelsenkrechten auf das Widerlager liegt und sich von diesem weggerichtet öffnet. - Preßwerkzeug nach einem der Ansprüche 1 bis 5,
dadurch gekennzeichnet, daß die bewegbaren Preßbacken (10̸, 11) einerseits an durch deren Bewegungsrichtungen (C, D) vorgebenden Führungseinrichtungen (8, 9) und andererseits an einem in Richtung auf das Widerlager bewegbaren Preßstempel (18) anliegen, der mit der bzw. den Antriebseinrichtungen verbunden ist und an dem die dem Widerlager (4) benachbarten Preßbacken (10̸, 11) verschiebbar gelagert sind. - Preßwerkzeug nach Anspruch 6,
dadurch gekennzeichnet, daß zwischen den zum Preßstempel (18) verschiebbaren Preßbacken (10̸, 11) eine weitere Preßbacke am Preßstempel (18) anliegt oder mit diesem verbunden ist, die dem Widerlager (4) gegenübersteht. - Preßwerkzeug nach einem der Ansprüche 1 bis 7,
dadurch gekennzeichnet, daß jede bewegliche Preßbacke mit einer eigenen Antriebseinrichtung versehen ist. - Preßwerkzeug nach einem der Ansprüche 1 bis 5 oder 8,
dadurch gekennzeichnet, daß die Antriebseinrichtungen als in der jeweiligen Bewegungseinrichtung wirksame Preß- oder Zugstempel ausgebildet sind.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4011822 | 1990-04-12 | ||
| DE4011822 | 1990-04-12 | ||
| EP91105662A EP0451806B1 (de) | 1990-04-12 | 1991-04-10 | Presswerkzeug |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91105662.0 Division | 1991-04-10 | ||
| EP91105662A Division EP0451806B1 (de) | 1990-04-12 | 1991-04-10 | Presswerkzeug |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0628362A2 true EP0628362A2 (de) | 1994-12-14 |
| EP0628362A3 EP0628362A3 (de) | 1995-06-14 |
| EP0628362B1 EP0628362B1 (de) | 1998-06-17 |
Family
ID=6404263
Family Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP94110655A Expired - Lifetime EP0628362B1 (de) | 1990-04-12 | 1991-04-10 | Presswerkzeug |
| EP91105662A Expired - Lifetime EP0451806B1 (de) | 1990-04-12 | 1991-04-10 | Presswerkzeug |
| EP91105663A Expired - Lifetime EP0452791B1 (de) | 1990-04-12 | 1991-04-10 | Presswerkzeug |
| EP94110654A Expired - Lifetime EP0627273B1 (de) | 1990-04-12 | 1991-04-10 | Presswerkzeug |
Family Applications After (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91105662A Expired - Lifetime EP0451806B1 (de) | 1990-04-12 | 1991-04-10 | Presswerkzeug |
| EP91105663A Expired - Lifetime EP0452791B1 (de) | 1990-04-12 | 1991-04-10 | Presswerkzeug |
| EP94110654A Expired - Lifetime EP0627273B1 (de) | 1990-04-12 | 1991-04-10 | Presswerkzeug |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US5148698A (de) |
| EP (4) | EP0628362B1 (de) |
| JP (2) | JPH0768329A (de) |
| AT (4) | ATE116880T1 (de) |
| CA (2) | CA2040278C (de) |
| DE (5) | DE9007414U1 (de) |
| DK (4) | DK0451806T3 (de) |
| ES (4) | ES2129089T3 (de) |
Families Citing this family (70)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5598732A (en) * | 1990-04-12 | 1997-02-04 | Dischler; Helmut | Compression tool |
| US6044686A (en) * | 1990-04-12 | 2000-04-04 | Dischler; Helmut | Compression tool for compression molding die |
| DE9103264U1 (de) * | 1991-03-18 | 1991-06-20 | Hewing GmbH, 4434 Ochtrup | Preßzange für das Verpressen von Rohrverbindungen |
| DE4240427C1 (de) * | 1992-12-02 | 1994-01-20 | Novopress Gmbh | Preßwerkzeug |
| DE9216369U1 (de) * | 1992-12-02 | 1993-02-04 | Novopress GmbH Pressen und Presswerkzeuge & Co KG, 4040 Neuss | Preßwerkzeug |
| DE4300934A1 (de) * | 1993-01-15 | 1994-08-18 | Hewing Gmbh | Preßwerkzeug zum Aufpressen eines zylindrischen Preßteils oder eines einen zylindrischen Preßabschnitt aufweisenden Preßteils auf ein Rundprofil |
| WO1994029045A1 (de) * | 1993-06-03 | 1994-12-22 | Mannesmann Ag | Verfahren zur installation eines leitungsrohrsystems und vorrichtung zum unlösbaren verbinden |
| DE4318928C1 (de) * | 1993-06-03 | 1994-08-25 | Mannesmann Ag | Verfahren zur Installation eines Leitungsrohrsystems |
| DE19543312C2 (de) * | 1995-11-03 | 1997-10-23 | Rothenberger Werkzeuge Masch | Preßvorrichtung zum radialen Verpressen von Leitungsverbindern |
| EP0771615A1 (de) | 1995-11-03 | 1997-05-07 | Rothenberger Werkzeuge AG | Pressvorrichtung zum radialen Verpressen von Leitungsverbindern |
| EP0858568B1 (de) * | 1995-11-04 | 2001-12-12 | Novo-Press GmbH Pressen und Presswerkzeuge & Co. Kg. | Verfahren zur verbindung eines rohres mit einem pressfitting sowie kombination aus pressfitting, rohr und pressgerät |
| DE29517518U1 (de) * | 1995-11-04 | 1996-05-30 | Novopress GmbH Pressen und Presswerkzeuge & Co KG, 41460 Neuss | Preßwerkzeug |
| DE29602240U1 (de) * | 1996-02-09 | 1997-06-19 | Novopress GmbH Pressen und Presswerkzeuge & Co KG, 41460 Neuss | Preßgerät |
| DE59705051D1 (de) * | 1996-08-17 | 2001-11-29 | Novopress Gmbh | Verfahren zum Verbinden von Werkstücken sowie Pressgerät hierfür |
| DE19637608C1 (de) * | 1996-09-16 | 1997-10-23 | Novopress Gmbh | Verfahren zum Verbinden eines Rohrendes mit einer Rohrkupplung, Verbindung zwischen einer Rohrkupplung und einem Rohrende sowie Rohrkupplung hierfür |
| US6035775A (en) * | 1997-02-21 | 2000-03-14 | Novopres Gmbh Pressen Und Presswerkzeuge & Co. Kg | Pressing device having a control device adapted to control the pressing device in accordance with a servocontrol system of the control device |
| US6240626B1 (en) | 1997-02-21 | 2001-06-05 | Novopress Gmbh Pressen Und Presswerkzauge & Co. Kg | Pressing device |
| DE29703052U1 (de) * | 1997-02-21 | 1997-04-03 | Novopress GmbH Pressen und Presswerkzeuge & Co KG, 41460 Neuss | Preßgerät zum Verbinden von Werkstücken |
| EP0904168A1 (de) * | 1997-03-11 | 1999-03-31 | Gustav Klauke GmbH | Presswerkzeug |
| EP0882531A3 (de) * | 1997-05-28 | 2002-10-16 | Fränkische Rohrwerke Gebr. Kirchner GmbH & Co. | Bearbeitungsvorrichtung, insbesondere Presszange |
| DE19734355C2 (de) * | 1997-08-08 | 2002-08-14 | Uponor Rohrsysteme Gmbh | Preßwerkzeug |
| DE29721759U1 (de) * | 1997-12-10 | 1998-04-09 | Franz Viegener II GmbH & Co. KG, 57439 Attendorn | Preßwerkzeug zum unlösbaren Verbinden eines Fittings und eines eingeführten Metallrohrendes |
| US6217191B1 (en) | 1998-05-29 | 2001-04-17 | Jeng-Shyong Wu | Multiple lamp socket device |
| EP0990490B1 (de) * | 1998-10-02 | 2001-11-07 | Hans Oetiker AG Maschinen- und Apparatefabrik | Vorrichtung zum Anordnen, Spannen oder Schrumpfen eines ringförmigen Festhalteorganes |
| DE19938968A1 (de) | 1999-08-17 | 2001-03-01 | Novopress Gmbh | Handhabbares Arbeitsgerät, insbesondere Preßgerät |
| DE19945113A1 (de) | 1999-09-21 | 2001-03-29 | Novopress Gmbh | Verfahren zur Verbindung eines Preßfittings it einem Rohr sowie Preßfitting, Rohr und Preßgerät zur Durchführung dieses Verfahrens |
| CH693984A5 (de) * | 1999-10-26 | 2004-05-28 | Ridge Tool Ag | Presswerkzeug. |
| DE50006944D1 (de) | 1999-10-26 | 2004-08-05 | Ridge Tool Ag Balzers | Presswerkzeug und Verfahren zum kaltumformenden Verbinden von Werkstücken |
| DE19958103C1 (de) * | 1999-12-02 | 2001-03-01 | Peter Schroeck | Preßwerkzeug zum Verpressen von rotationssymmetrischen Hohlkörpern |
| DE10107579B4 (de) * | 2000-10-19 | 2012-04-26 | Gustav Klauke Gmbh | Presswerkzeug zum Verpressen von Rohrenden sowie Presseinsatz für eine Pressbacke eines Presswerkzeuges |
| DE20018312U1 (de) * | 2000-10-26 | 2001-05-10 | Franz Viegener II GmbH & Co. KG, 57439 Attendorn | Preßwerkzeug |
| DE10106363C1 (de) * | 2001-02-12 | 2002-06-06 | Rothenberger Werkzeuge Ag | Pressenkopf für das Verbinden von Rohrleitungen |
| CN100335193C (zh) * | 2001-09-11 | 2007-09-05 | 美国艾默生电气公司 | 夹紧组件 |
| KR100460205B1 (ko) * | 2002-06-01 | 2004-12-09 | 주식회사 서원기술 | 파이프 압착체결공구 |
| US20030230132A1 (en) * | 2002-06-17 | 2003-12-18 | Emerson Electric Co. | Crimping apparatus |
| US6923037B2 (en) * | 2002-06-17 | 2005-08-02 | Emerson Electric Co. | Assembly for articulating crimp ring and actuator |
| DE10237406A1 (de) * | 2002-08-12 | 2004-03-11 | Mapress Gmbh & Co. Kg | Presswerkzeug |
| US7000448B2 (en) * | 2003-02-12 | 2006-02-21 | Emerson Electric Co. | Compression tool jawarm member |
| DE20309747U1 (de) * | 2003-06-25 | 2003-09-11 | V-Team American Bikes + Products GmbH, 49479 Ibbenbüren | Vorrichtung zum Umformen von rohrförmigem Halbzeug |
| DE202004007032U1 (de) * | 2004-04-30 | 2005-09-15 | Viega Gmbh & Co Kg | Presswerkzeug zum Verpressen von Werkstücken |
| US7188508B2 (en) * | 2004-08-02 | 2007-03-13 | Emerson Electric Co. | Jaw arm for compression tools |
| DE202006004876U1 (de) * | 2006-03-28 | 2007-08-02 | Herrle, Richard | Presswerkzeug, Pressring und Presszange |
| KR100762293B1 (ko) * | 2007-03-30 | 2007-10-01 | 주식회사 다성테크 | 파이프 압착 체결 장치 |
| DE102007047339A1 (de) | 2007-10-04 | 2009-04-09 | Novartec Ag | Presswerkzeug und Presseinrichtung |
| DE202008002200U1 (de) | 2008-02-15 | 2009-03-26 | Novopress Gmbh Pressen Und Presswerkzeuge & Co. Kg | Handgeführtes Pressgerät |
| DE202008006831U1 (de) | 2008-05-20 | 2009-06-25 | Novopress Gmbh Pressen Und Presswerkzeuge & Co. Kg | Handführbares Pressgerät |
| DE102008027812A1 (de) | 2008-06-11 | 2010-01-14 | Novopress Gmbh Pressen Und Presswerkzeuge & Co. Kg | Verfahren zur Verbindung von zwei Werkstücken sowie Pressfitting hierfür |
| JP5528689B2 (ja) * | 2008-09-05 | 2014-06-25 | Ntn株式会社 | 等速自在継手組立方法 |
| DE102009032113B4 (de) | 2009-07-08 | 2011-06-01 | Novopress Gmbh Pressen Und Presswerkzeuge & Co. Kg | Presswerkzeug sowie Verfahren zum Verpressen von insbesondere rohrförmigen Werkstücken |
| DE202009009456U1 (de) | 2009-07-15 | 2010-11-25 | Novopress Gmbh Pressen Und Presswerkzeuge & Co. Kommanditgesellschaft | Presswerkzeug zum Verbinden von insbesondere rohrförmigen Werkstücken |
| CN102054774B (zh) | 2009-10-28 | 2012-11-21 | 无锡华润上华半导体有限公司 | Vdmos晶体管兼容ldmos晶体管及其制作方法 |
| DE102010000545A1 (de) | 2010-02-25 | 2011-08-25 | Joiner's Bench GmbH, 42859 | Hydraulische Pressvorrichtung |
| DE202010000402U1 (de) | 2010-03-18 | 2010-07-01 | Joiner's Bench Gmbh | Pressvorrichtung mit vereinfachtem Aufbau |
| DE202011100316U1 (de) | 2011-05-05 | 2011-07-14 | Novopress Gmbh Pressen Und Presswerkzeuge & Co. Kg | Presswerkzeug sowie verpresstes Pressfitting |
| EP2508275B1 (de) | 2011-04-04 | 2014-09-10 | Novopress GmbH Pressen und Presswerkzeuge & Co. KG | Presswerkzeug sowie Verwendung eines solchen Presswerkzeugs |
| DE202011004817U1 (de) | 2011-04-04 | 2011-06-01 | Novopress GmbH Pressen und Presswerkzeuge & Co. KG, 41460 | Presswerkzeug sowie verpresstes Pressfitting |
| DE202011004815U1 (de) | 2011-04-04 | 2011-06-01 | Novopress GmbH Pressen und Presswerkzeuge & Co. KG, 41460 | Presswerkzeug sowie verpresstes Pressfitting |
| DE202011101995U1 (de) | 2011-06-17 | 2012-09-19 | Novopress Gmbh Pressen Und Presswerkzeuge & Co. Kg | Presselement |
| US9388885B2 (en) | 2013-03-15 | 2016-07-12 | Ideal Industries, Inc. | Multi-tool transmission and attachments for rotary tool |
| DE202013007496U1 (de) | 2013-08-21 | 2014-11-28 | Novopress Gmbh Pressen Und Presswerkzeuge & Co. Kg | Pressschlinge zum Verbinden von insbesondere rohrförmigen Werkstücken |
| US10226826B2 (en) | 2013-10-22 | 2019-03-12 | Milwaukee Electric Tool Corporation | Hydraulic power tool |
| DE102014115358A1 (de) * | 2014-10-22 | 2016-04-28 | Michael Schmitz | Presswerkzeug |
| CN205977914U (zh) | 2015-05-06 | 2017-02-22 | 米沃奇电动工具公司 | 液压动力工具 |
| CN105798169B (zh) * | 2016-03-16 | 2018-09-04 | 成都艾亿洋机电有限公司 | 一种卡压钳 |
| CN106583569B (zh) * | 2017-01-23 | 2018-02-23 | 湖南金峰金属构件有限公司 | 一种多单元组合冷挤压机 |
| DE102019217816B4 (de) | 2018-11-29 | 2025-11-13 | Ridge Tool Company | Werkzeugköpfe für scherarbeiten |
| CN112122472A (zh) * | 2020-06-28 | 2020-12-25 | 浙江赛格园林机械有限公司 | 一种缩管机的缩管装置 |
| CN112122471A (zh) * | 2020-06-28 | 2020-12-25 | 浙江赛格园林机械有限公司 | 一种环状击打缩管机 |
| EP4059629A1 (de) | 2021-03-17 | 2022-09-21 | Viega Technology GmbH & Co. KG | Pressbacke, antriebspressbacke, presseinsatz und system für ein verpressen von fittings mit rohren |
| DE112022002592T5 (de) | 2021-06-21 | 2024-03-07 | Milwaukee Electric Tool Corporation | Systeme und verfahren zum auswerten von crimpanwendungen |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2211008A (en) * | 1940-02-07 | 1940-08-13 | Martin J Goldberg | Hose coupling attaching apparatus |
| US2326709A (en) * | 1941-07-23 | 1943-08-10 | William U Watson | Tool |
| US2381748A (en) * | 1942-11-02 | 1945-08-07 | Chicago Forging & Mfg Co | Method of forming joints |
| DE1198147B (de) * | 1958-07-28 | 1965-08-05 | Aeroquip Ag | Montagewerkzeug zum Einschwenken von Spann-backen einer Schlauchfassung in die Spannstellung |
| US2973024A (en) * | 1958-07-28 | 1961-02-28 | Aeroquip Corp | Assembly tool |
| DE1187870B (de) * | 1958-10-01 | 1965-02-25 | Aga Plaatfoeraedling Aktiebola | Plastisch verformbare metallische Kupplungshuelse zum Verbinden von Metallrohren mit glatten Enden |
| US3220072A (en) * | 1962-04-13 | 1965-11-30 | Doris Moss Oldacre | Clamp structure and assembly tool therefor |
| US3203221A (en) * | 1963-08-26 | 1965-08-31 | Waldes Kohinoor Inc | Plier-type retaining ring assembly tool |
| US3276238A (en) * | 1964-05-18 | 1966-10-04 | Waldes Kohinoor Inc | Plier-like assembly tool |
| FR1426844A (fr) * | 1965-03-30 | 1966-01-28 | Procédé et appareils pour la réalisation de liaisons d'armature | |
| US3575036A (en) * | 1967-09-13 | 1971-04-13 | Amp Inc | Crimping tool and die assembly |
| AU411164B2 (en) * | 1968-02-19 | 1971-02-26 | RUSSELL DUFFIELD and CLAUDE HARCOURT HARVEY FREDERICK | Improved crimping or compression device |
| US3662450A (en) * | 1970-04-24 | 1972-05-16 | Dresser Ind | Hand-portable press for swagable pipe coupling |
| US3688553A (en) * | 1970-06-09 | 1972-09-05 | Henry William Demler Sr | Tube coupling |
| US3695087A (en) * | 1970-08-26 | 1972-10-03 | Arthur H Tuberman | Method and apparatus for pointing tubes |
| DE2136782C2 (de) * | 1971-07-23 | 1982-12-02 | Novopress GmbH Pressen und Presswerkzeuge & Co KG, 4000 Düsseldorf | Tragbares druckmittelbetriebenes Klemmwerkzeug |
| US3756064A (en) * | 1972-03-24 | 1973-09-04 | Waldes Kohinoor Inc | Hand-operated plier-like tools |
| US3823597A (en) * | 1973-07-02 | 1974-07-16 | Mc Donnell Douglas Corp | Swaging tool die extender |
| CH580473A5 (de) * | 1974-07-08 | 1976-10-15 | Oetiker Hans | |
| US4183120A (en) * | 1978-05-19 | 1980-01-15 | Thorne George W | Encircling devices |
| US4276765A (en) * | 1979-06-14 | 1981-07-07 | Rikizo Yoneda | Pressing device for a hose coupler |
| US4528740A (en) * | 1983-04-18 | 1985-07-16 | Msw Corporation | Shrink ring clamp assembly |
| JPS60141456A (ja) * | 1983-12-28 | 1985-07-26 | Toyoda Gosei Co Ltd | 挟持装置 |
| DE3423283A1 (de) * | 1984-06-23 | 1986-01-02 | Helmut Dipl.-Ing. 4040 Neuss Dischler | Klemmwerkzeug, insbesondere zum verbinden von rohren und anderen profilen |
| DE3513129A1 (de) * | 1985-04-12 | 1986-10-23 | Peter Dipl.-Ing. 6000 Frankfurt Schröck | Radialpresse mit mehreren sternfoermig angeordneten druckmittelantrieben |
| JP5211448B2 (ja) | 2005-08-12 | 2013-06-12 | 住友化学株式会社 | 高分子材料およびそれを用いた素子 |
-
1990
- 1990-04-12 DE DE9007414U patent/DE9007414U1/de not_active Expired - Lifetime
-
1991
- 1991-04-03 US US07/679,943 patent/US5148698A/en not_active Expired - Lifetime
- 1991-04-10 DK DK91105662.0T patent/DK0451806T3/da active
- 1991-04-10 DE DE59104196T patent/DE59104196D1/de not_active Expired - Lifetime
- 1991-04-10 JP JP3077883A patent/JPH0768329A/ja active Pending
- 1991-04-10 EP EP94110655A patent/EP0628362B1/de not_active Expired - Lifetime
- 1991-04-10 DE DE59109090T patent/DE59109090C5/de not_active Expired - Lifetime
- 1991-04-10 DE DE59102895T patent/DE59102895D1/de not_active Expired - Lifetime
- 1991-04-10 AT AT91105662T patent/ATE116880T1/de not_active IP Right Cessation
- 1991-04-10 EP EP91105662A patent/EP0451806B1/de not_active Expired - Lifetime
- 1991-04-10 DK DK91105663.8T patent/DK0452791T3/da active
- 1991-04-10 EP EP91105663A patent/EP0452791B1/de not_active Expired - Lifetime
- 1991-04-10 ES ES94110654T patent/ES2129089T3/es not_active Expired - Lifetime
- 1991-04-10 EP EP94110654A patent/EP0627273B1/de not_active Expired - Lifetime
- 1991-04-10 JP JP07788491A patent/JP3334892B2/ja not_active Expired - Fee Related
- 1991-04-10 AT AT91105663T patent/ATE111385T1/de not_active IP Right Cessation
- 1991-04-10 ES ES91105662T patent/ES2067077T3/es not_active Expired - Lifetime
- 1991-04-10 DK DK94110655T patent/DK0628362T3/da active
- 1991-04-10 ES ES94110655T patent/ES2119935T3/es not_active Expired - Lifetime
- 1991-04-10 DK DK94110654T patent/DK0627273T3/da active
- 1991-04-10 DE DE59109014T patent/DE59109014D1/de not_active Expired - Lifetime
- 1991-04-10 ES ES91105663T patent/ES2062596T3/es not_active Expired - Lifetime
- 1991-04-10 AT AT94110655T patent/ATE167414T1/de not_active IP Right Cessation
- 1991-04-10 AT AT94110654T patent/ATE175599T1/de not_active IP Right Cessation
- 1991-04-11 CA CA002040278A patent/CA2040278C/en not_active Expired - Fee Related
- 1991-04-11 CA CA002040277A patent/CA2040277C/en not_active Expired - Fee Related
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0628362B1 (de) | Presswerkzeug | |
| DE3423283C2 (de) | ||
| EP0671984B1 (de) | Presswerkzeug | |
| EP0671985B1 (de) | Presswerkzeug | |
| DE3129204C2 (de) | ||
| EP1591176B1 (de) | Presswerkzeug zum Verpressen von Werkstücken | |
| DE4391315C1 (de) | Vorrichtung zum Aushalsen von Rohren | |
| DE2656210C3 (de) | Bohrstranghalter für Gesteinsbohrgeräte | |
| DE3241746C2 (de) | ||
| DE3009168A1 (de) | Vorrichtung zum druckpruefen von schlauchleitungen mit metallarmaturen | |
| EP2361701B1 (de) | Hydraulische radiale Pressvorrichtung | |
| DE19813854A1 (de) | Vorrichtung zur Herstellung von Quetschverbindungen | |
| DE19511447C2 (de) | Vorrichtung zum Ausformen des Endbereiches eines Rohres für die Verwendung in Schraubverbindungen | |
| DE3413478C2 (de) | Vorrichtung zum Einsetzen eines offenen, mit Montagelöchern in den Endabschnitten versehenen Federrings in eine Umfangsnut einer Bohrung oder Welle | |
| DE3926279C2 (de) | Hydraulisch betriebene Schälvorrichtung zum Einbringen von Mannlöchern in verunglückte Land-, Wasser-, oder Luftfahrzeuge | |
| DE19842765A1 (de) | Vorrichtung zur Herstellung von Quetschverbindungen | |
| DE1752017A1 (de) | Tragbare Presse | |
| EP4640374A1 (de) | Spannvorrichtung | |
| DE3330658A1 (de) | Vorrichtung zum verbinden von zumindest zwei platten | |
| DE2159885C3 (de) | Vorrichtung zum Aufpressen eines Rohres auf ein Innerhalb des Rohres liegendes Teil | |
| DE20304017U1 (de) | Preßwerkzeug zur Herstellung von Rohrverbindungen | |
| DE20110397U1 (de) | Vorrichtung zum Anschluß eines Rohres oder Schlauches an ein Rohrende | |
| DE68902920T2 (de) | Biegevorrichtung. | |
| DE1104010B (de) | Mechanische Handpresszange zum Verpressen von Verbindungshuelsen und Kabelschuhen mit Draehten, Metallseilen od. dgl. | |
| EP3718695A1 (de) | Presswerkzeug für einen fitting mit presslasche |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 451806 Country of ref document: EP |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE DK ES FR GB IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19950619 |
|
| 17Q | First examination report despatched |
Effective date: 19960805 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 451806 Country of ref document: EP |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 167414 Country of ref document: AT Date of ref document: 19980715 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59109014 Country of ref document: DE Date of ref document: 19980723 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19980730 |
|
| ITF | It: translation for a ep patent filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2119935 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20000421 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20000427 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010410 Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010410 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20020318 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20020416 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20020419 Year of fee payment: 12 Ref country code: AT Payment date: 20020419 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20020422 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20020424 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030410 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030410 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030411 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030430 |
|
| BERE | Be: lapsed |
Owner name: *DISCHLER HELMUT Effective date: 20030430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031101 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20031101 |
|
| EUG | Se: european patent has lapsed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20030410 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20030411 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20060420 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20060430 Year of fee payment: 16 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070410 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ALDO ROEMPLER PATENTANWALT |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20100426 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20100624 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59109014 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20110410 |