WO2009125685A1 - 樹脂封止シート - Google Patents
樹脂封止シート Download PDFInfo
- Publication number
- WO2009125685A1 WO2009125685A1 PCT/JP2009/056342 JP2009056342W WO2009125685A1 WO 2009125685 A1 WO2009125685 A1 WO 2009125685A1 JP 2009056342 W JP2009056342 W JP 2009056342W WO 2009125685 A1 WO2009125685 A1 WO 2009125685A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin
- layer
- copolymer
- sheet
- ethylene
- Prior art date
Links
- 229920005989 resin Polymers 0.000 title claims abstract description 369
- 239000011347 resin Substances 0.000 title claims abstract description 369
- 238000007789 sealing Methods 0.000 title claims abstract description 134
- 239000004840 adhesive resin Substances 0.000 claims abstract description 42
- 229920006223 adhesive resin Polymers 0.000 claims abstract description 42
- 239000010410 layer Substances 0.000 claims description 154
- 229920001577 copolymer Polymers 0.000 claims description 64
- 238000004132 cross linking Methods 0.000 claims description 51
- 239000002344 surface layer Substances 0.000 claims description 50
- 239000005038 ethylene vinyl acetate Substances 0.000 claims description 39
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 claims description 39
- 125000002887 hydroxy group Chemical group [H]O* 0.000 claims description 23
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 22
- 229920000089 Cyclic olefin copolymer Polymers 0.000 claims description 18
- 230000005540 biological transmission Effects 0.000 claims description 12
- 229920000098 polyolefin Polymers 0.000 claims description 12
- 239000002356 single layer Substances 0.000 claims description 12
- 229920005992 thermoplastic resin Polymers 0.000 claims description 10
- 229920001038 ethylene copolymer Polymers 0.000 claims description 8
- 229920005672 polyolefin resin Polymers 0.000 claims description 8
- 239000003566 sealing material Substances 0.000 claims description 8
- 125000000524 functional group Chemical group 0.000 claims description 7
- 230000002378 acidificating effect Effects 0.000 claims description 6
- VOZRXNHHFUQHIL-UHFFFAOYSA-N glycidyl methacrylate Chemical compound CC(=C)C(=O)OCC1CO1 VOZRXNHHFUQHIL-UHFFFAOYSA-N 0.000 claims description 6
- 229920002554 vinyl polymer Polymers 0.000 claims description 5
- 239000005340 laminated glass Substances 0.000 claims description 4
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical group O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 claims description 4
- 210000004027 cell Anatomy 0.000 description 104
- 238000000034 method Methods 0.000 description 71
- 239000011521 glass Substances 0.000 description 70
- 238000011156 evaluation Methods 0.000 description 63
- 238000010248 power generation Methods 0.000 description 44
- -1 polyethylene terephthalate Polymers 0.000 description 39
- 150000001451 organic peroxides Chemical class 0.000 description 33
- 239000000178 monomer Substances 0.000 description 25
- 239000004711 α-olefin Substances 0.000 description 25
- 238000003860 storage Methods 0.000 description 24
- 239000004743 Polypropylene Substances 0.000 description 23
- 229920001155 polypropylene Polymers 0.000 description 23
- 239000002516 radical scavenger Substances 0.000 description 23
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 22
- 239000005977 Ethylene Substances 0.000 description 22
- 238000010894 electron beam technology Methods 0.000 description 21
- 239000003054 catalyst Substances 0.000 description 20
- 239000003795 chemical substances by application Substances 0.000 description 19
- 230000005865 ionizing radiation Effects 0.000 description 19
- 230000000052 comparative effect Effects 0.000 description 18
- 238000002844 melting Methods 0.000 description 18
- 230000008018 melting Effects 0.000 description 18
- 239000010408 film Substances 0.000 description 17
- 230000003287 optical effect Effects 0.000 description 16
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 15
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 14
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 14
- 239000006087 Silane Coupling Agent Substances 0.000 description 13
- 239000007822 coupling agent Substances 0.000 description 13
- 239000000654 additive Substances 0.000 description 12
- 230000006870 function Effects 0.000 description 12
- 238000003475 lamination Methods 0.000 description 12
- 239000000463 material Substances 0.000 description 12
- 229910021421 monocrystalline silicon Inorganic materials 0.000 description 12
- 230000001133 acceleration Effects 0.000 description 11
- 238000001816 cooling Methods 0.000 description 11
- 238000010030 laminating Methods 0.000 description 11
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 10
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 10
- 125000004432 carbon atom Chemical group C* 0.000 description 10
- 238000011049 filling Methods 0.000 description 10
- 239000000126 substance Substances 0.000 description 10
- 230000008859 change Effects 0.000 description 9
- 230000006866 deterioration Effects 0.000 description 9
- AFFLGGQVNFXPEV-UHFFFAOYSA-N 1-decene Chemical compound CCCCCCCCC=C AFFLGGQVNFXPEV-UHFFFAOYSA-N 0.000 description 8
- IAQRGUVFOMOMEM-UHFFFAOYSA-N butene Natural products CC=CC IAQRGUVFOMOMEM-UHFFFAOYSA-N 0.000 description 8
- 239000002131 composite material Substances 0.000 description 8
- 238000001125 extrusion Methods 0.000 description 8
- 239000005357 flat glass Substances 0.000 description 8
- 239000007789 gas Substances 0.000 description 8
- 238000010438 heat treatment Methods 0.000 description 8
- 238000002156 mixing Methods 0.000 description 8
- 229920013716 polyethylene resin Polymers 0.000 description 8
- 238000007127 saponification reaction Methods 0.000 description 8
- 239000000853 adhesive Substances 0.000 description 7
- 230000001070 adhesive effect Effects 0.000 description 7
- 125000001931 aliphatic group Chemical group 0.000 description 7
- 239000003963 antioxidant agent Substances 0.000 description 7
- 229910021419 crystalline silicon Inorganic materials 0.000 description 7
- 238000004049 embossing Methods 0.000 description 7
- 230000008569 process Effects 0.000 description 7
- 238000002834 transmittance Methods 0.000 description 7
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 7
- GQEZCXVZFLOKMC-UHFFFAOYSA-N 1-hexadecene Chemical compound CCCCCCCCCCCCCCC=C GQEZCXVZFLOKMC-UHFFFAOYSA-N 0.000 description 6
- HFDVRLIODXPAHB-UHFFFAOYSA-N 1-tetradecene Chemical compound CCCCCCCCCCCCC=C HFDVRLIODXPAHB-UHFFFAOYSA-N 0.000 description 6
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 6
- 239000004594 Masterbatch (MB) Substances 0.000 description 6
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 6
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 6
- 230000000996 additive effect Effects 0.000 description 6
- 229910052782 aluminium Inorganic materials 0.000 description 6
- 239000012792 core layer Substances 0.000 description 6
- 239000003431 cross linking reagent Substances 0.000 description 6
- 229910044991 metal oxide Inorganic materials 0.000 description 6
- 150000004706 metal oxides Chemical class 0.000 description 6
- 239000000203 mixture Substances 0.000 description 6
- CCCMONHAUSKTEQ-UHFFFAOYSA-N octadec-1-ene Chemical compound CCCCCCCCCCCCCCCCC=C CCCMONHAUSKTEQ-UHFFFAOYSA-N 0.000 description 6
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 6
- 229920001083 polybutene Polymers 0.000 description 6
- CRSBERNSMYQZNG-UHFFFAOYSA-N 1 -dodecene Natural products CCCCCCCCCCC=C CRSBERNSMYQZNG-UHFFFAOYSA-N 0.000 description 5
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 5
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 5
- 230000003078 antioxidant effect Effects 0.000 description 5
- 239000002585 base Substances 0.000 description 5
- 229920001400 block copolymer Polymers 0.000 description 5
- 229920006026 co-polymeric resin Polymers 0.000 description 5
- 150000001875 compounds Chemical class 0.000 description 5
- 238000007334 copolymerization reaction Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 5
- 230000036961 partial effect Effects 0.000 description 5
- 229920000573 polyethylene Polymers 0.000 description 5
- 239000002952 polymeric resin Substances 0.000 description 5
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 4
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 4
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 4
- 239000004708 Very-low-density polyethylene Substances 0.000 description 4
- 150000001336 alkenes Chemical class 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 150000001733 carboxylic acid esters Chemical class 0.000 description 4
- 239000013078 crystal Substances 0.000 description 4
- 230000002349 favourable effect Effects 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229910001092 metal group alloy Inorganic materials 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 229920005668 polycarbonate resin Polymers 0.000 description 4
- 239000004431 polycarbonate resin Substances 0.000 description 4
- 229920000642 polymer Polymers 0.000 description 4
- 229920005606 polypropylene copolymer Polymers 0.000 description 4
- 230000002829 reductive effect Effects 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 229920001862 ultra low molecular weight polyethylene Polymers 0.000 description 4
- 229920001866 very low density polyethylene Polymers 0.000 description 4
- LDTAOIUHUHHCMU-UHFFFAOYSA-N 3-methylpent-1-ene Chemical compound CCC(C)C=C LDTAOIUHUHHCMU-UHFFFAOYSA-N 0.000 description 3
- 239000004925 Acrylic resin Substances 0.000 description 3
- 229920000178 Acrylic resin Polymers 0.000 description 3
- 229920010126 Linear Low Density Polyethylene (LLDPE) Polymers 0.000 description 3
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 3
- 238000000354 decomposition reaction Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 150000001993 dienes Chemical class 0.000 description 3
- 229940069096 dodecene Drugs 0.000 description 3
- 229920006225 ethylene-methyl acrylate Polymers 0.000 description 3
- 239000004744 fabric Substances 0.000 description 3
- 239000011229 interlayer Substances 0.000 description 3
- 229920001684 low density polyethylene Polymers 0.000 description 3
- 239000004702 low-density polyethylene Substances 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 3
- 229920000620 organic polymer Polymers 0.000 description 3
- 230000035699 permeability Effects 0.000 description 3
- 150000002978 peroxides Chemical class 0.000 description 3
- 230000000704 physical effect Effects 0.000 description 3
- 229920005678 polyethylene based resin Polymers 0.000 description 3
- 229920005673 polypropylene based resin Polymers 0.000 description 3
- 229920005604 random copolymer Polymers 0.000 description 3
- 238000000926 separation method Methods 0.000 description 3
- 229910052710 silicon Inorganic materials 0.000 description 3
- 239000010703 silicon Substances 0.000 description 3
- 229920001897 terpolymer Polymers 0.000 description 3
- 238000010792 warming Methods 0.000 description 3
- OAKJQQAXSVQMHS-UHFFFAOYSA-N Hydrazine Chemical compound NN OAKJQQAXSVQMHS-UHFFFAOYSA-N 0.000 description 2
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 2
- 239000004420 Iupilon Substances 0.000 description 2
- CSNNHWWHGAXBCP-UHFFFAOYSA-L Magnesium sulfate Chemical compound [Mg+2].[O-][S+2]([O-])([O-])[O-] CSNNHWWHGAXBCP-UHFFFAOYSA-L 0.000 description 2
- URLKBWYHVLBVBO-UHFFFAOYSA-N Para-Xylene Chemical group CC1=CC=C(C)C=C1 URLKBWYHVLBVBO-UHFFFAOYSA-N 0.000 description 2
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 2
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical class [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 239000003513 alkali Substances 0.000 description 2
- 229910000287 alkaline earth metal oxide Inorganic materials 0.000 description 2
- 150000001412 amines Chemical class 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- OSGAYBCDTDRGGQ-UHFFFAOYSA-L calcium sulfate Chemical compound [Ca+2].[O-]S([O-])(=O)=O OSGAYBCDTDRGGQ-UHFFFAOYSA-L 0.000 description 2
- 239000001569 carbon dioxide Substances 0.000 description 2
- 229910002092 carbon dioxide Inorganic materials 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000002845 discoloration Methods 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 125000003700 epoxy group Chemical group 0.000 description 2
- 229920005648 ethylene methacrylic acid copolymer Polymers 0.000 description 2
- 229920006226 ethylene-acrylic acid Polymers 0.000 description 2
- 238000000605 extraction Methods 0.000 description 2
- 229920001903 high density polyethylene Polymers 0.000 description 2
- 239000004700 high-density polyethylene Substances 0.000 description 2
- 229920001519 homopolymer Polymers 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 230000001678 irradiating effect Effects 0.000 description 2
- 229920005679 linear ultra low density polyethylene Polymers 0.000 description 2
- 239000000395 magnesium oxide Substances 0.000 description 2
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 2
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 2
- QUAMTGJKVDWJEQ-UHFFFAOYSA-N octabenzone Chemical compound OC1=CC(OCCCCCCCC)=CC=C1C(=O)C1=CC=CC=C1 QUAMTGJKVDWJEQ-UHFFFAOYSA-N 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 239000011574 phosphorus Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920002620 polyvinyl fluoride Polymers 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000010791 quenching Methods 0.000 description 2
- 230000000171 quenching effect Effects 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 125000005372 silanol group Chemical group 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 229910052717 sulfur Inorganic materials 0.000 description 2
- 239000011593 sulfur Substances 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 230000002087 whitening effect Effects 0.000 description 2
- MYOQALXKVOJACM-UHFFFAOYSA-N (2-methylpropan-2-yl)oxy pentaneperoxoate Chemical compound CCCCC(=O)OOOC(C)(C)C MYOQALXKVOJACM-UHFFFAOYSA-N 0.000 description 1
- PZWQOGNTADJZGH-SNAWJCMRSA-N (2e)-2-methylpenta-2,4-dienoic acid Chemical compound OC(=O)C(/C)=C/C=C PZWQOGNTADJZGH-SNAWJCMRSA-N 0.000 description 1
- WYTZZXDRDKSJID-UHFFFAOYSA-N (3-aminopropyl)triethoxysilane Chemical compound CCO[Si](OCC)(OCC)CCCN WYTZZXDRDKSJID-UHFFFAOYSA-N 0.000 description 1
- AHAREKHAZNPPMI-AATRIKPKSA-N (3e)-hexa-1,3-diene Chemical compound CC\C=C\C=C AHAREKHAZNPPMI-AATRIKPKSA-N 0.000 description 1
- ARVUDIQYNJVQIW-UHFFFAOYSA-N (4-dodecoxy-2-hydroxyphenyl)-phenylmethanone Chemical compound OC1=CC(OCCCCCCCCCCCC)=CC=C1C(=O)C1=CC=CC=C1 ARVUDIQYNJVQIW-UHFFFAOYSA-N 0.000 description 1
- PMJHHCWVYXUKFD-SNAWJCMRSA-N (E)-1,3-pentadiene Chemical compound C\C=C\C=C PMJHHCWVYXUKFD-SNAWJCMRSA-N 0.000 description 1
- 229920003067 (meth)acrylic acid ester copolymer Polymers 0.000 description 1
- NALFRYPTRXKZPN-UHFFFAOYSA-N 1,1-bis(tert-butylperoxy)-3,3,5-trimethylcyclohexane Chemical compound CC1CC(C)(C)CC(OOC(C)(C)C)(OOC(C)(C)C)C1 NALFRYPTRXKZPN-UHFFFAOYSA-N 0.000 description 1
- HSLFISVKRDQEBY-UHFFFAOYSA-N 1,1-bis(tert-butylperoxy)cyclohexane Chemical compound CC(C)(C)OOC1(OOC(C)(C)C)CCCCC1 HSLFISVKRDQEBY-UHFFFAOYSA-N 0.000 description 1
- NVZWEEGUWXZOKI-UHFFFAOYSA-N 1-ethenyl-2-methylbenzene Chemical compound CC1=CC=CC=C1C=C NVZWEEGUWXZOKI-UHFFFAOYSA-N 0.000 description 1
- UVHXEHGUEKARKZ-UHFFFAOYSA-N 1-ethenylanthracene Chemical compound C1=CC=C2C=C3C(C=C)=CC=CC3=CC2=C1 UVHXEHGUEKARKZ-UHFFFAOYSA-N 0.000 description 1
- QEDJMOONZLUIMC-UHFFFAOYSA-N 1-tert-butyl-4-ethenylbenzene Chemical compound CC(C)(C)C1=CC=C(C=C)C=C1 QEDJMOONZLUIMC-UHFFFAOYSA-N 0.000 description 1
- IGGDKDTUCAWDAN-UHFFFAOYSA-N 1-vinylnaphthalene Chemical compound C1=CC=C2C(C=C)=CC=CC2=C1 IGGDKDTUCAWDAN-UHFFFAOYSA-N 0.000 description 1
- MEZZCSHVIGVWFI-UHFFFAOYSA-N 2,2'-Dihydroxy-4-methoxybenzophenone Chemical compound OC1=CC(OC)=CC=C1C(=O)C1=CC=CC=C1O MEZZCSHVIGVWFI-UHFFFAOYSA-N 0.000 description 1
- HQOVXPHOJANJBR-UHFFFAOYSA-N 2,2-bis(tert-butylperoxy)butane Chemical compound CC(C)(C)OOC(C)(CC)OOC(C)(C)C HQOVXPHOJANJBR-UHFFFAOYSA-N 0.000 description 1
- ZXDDPOHVAMWLBH-UHFFFAOYSA-N 2,4-Dihydroxybenzophenone Chemical compound OC1=CC(O)=CC=C1C(=O)C1=CC=CC=C1 ZXDDPOHVAMWLBH-UHFFFAOYSA-N 0.000 description 1
- BIOCRZSYHQYVSG-UHFFFAOYSA-N 2-(4-ethenylphenyl)-n,n-diethylethanamine Chemical compound CCN(CC)CCC1=CC=C(C=C)C=C1 BIOCRZSYHQYVSG-UHFFFAOYSA-N 0.000 description 1
- OHDSHGBRKMRPHC-UHFFFAOYSA-N 2-(4-ethenylphenyl)-n,n-dimethylethanamine Chemical compound CN(C)CCC1=CC=C(C=C)C=C1 OHDSHGBRKMRPHC-UHFFFAOYSA-N 0.000 description 1
- 125000000022 2-aminoethyl group Chemical group [H]C([*])([H])C([H])([H])N([H])[H] 0.000 description 1
- ZLAOXGYWRBSWOY-UHFFFAOYSA-N 3-chloropropyl(methoxy)silane Chemical compound CO[SiH2]CCCCl ZLAOXGYWRBSWOY-UHFFFAOYSA-N 0.000 description 1
- SJECZPVISLOESU-UHFFFAOYSA-N 3-trimethoxysilylpropan-1-amine Chemical compound CO[Si](OC)(OC)CCCN SJECZPVISLOESU-UHFFFAOYSA-N 0.000 description 1
- UUEWCQRISZBELL-UHFFFAOYSA-N 3-trimethoxysilylpropane-1-thiol Chemical compound CO[Si](OC)(OC)CCCS UUEWCQRISZBELL-UHFFFAOYSA-N 0.000 description 1
- XDLMVUHYZWKMMD-UHFFFAOYSA-N 3-trimethoxysilylpropyl 2-methylprop-2-enoate Chemical compound CO[Si](OC)(OC)CCCOC(=O)C(C)=C XDLMVUHYZWKMMD-UHFFFAOYSA-N 0.000 description 1
- JLBJTVDPSNHSKJ-UHFFFAOYSA-N 4-Methylstyrene Chemical compound CC1=CC=C(C=C)C=C1 JLBJTVDPSNHSKJ-UHFFFAOYSA-N 0.000 description 1
- APMOEFCWQRJOPS-UHFFFAOYSA-N 5-ethenyl-1,5-dimethylcyclohexa-1,3-diene Chemical compound CC1=CC=CC(C)(C=C)C1 APMOEFCWQRJOPS-UHFFFAOYSA-N 0.000 description 1
- ODINCKMPIJJUCX-UHFFFAOYSA-N Calcium oxide Chemical compound [Ca]=O ODINCKMPIJJUCX-UHFFFAOYSA-N 0.000 description 1
- SNRUBQQJIBEYMU-UHFFFAOYSA-N Dodecane Natural products CCCCCCCCCCCC SNRUBQQJIBEYMU-UHFFFAOYSA-N 0.000 description 1
- 238000005481 NMR spectroscopy Methods 0.000 description 1
- 241000080590 Niso Species 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- PMZURENOXWZQFD-UHFFFAOYSA-L Sodium Sulfate Chemical compound [Na+].[Na+].[O-]S([O-])(=O)=O PMZURENOXWZQFD-UHFFFAOYSA-L 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 229910021536 Zeolite Inorganic materials 0.000 description 1
- 239000011954 Ziegler–Natta catalyst Substances 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- NOZAQBYNLKNDRT-UHFFFAOYSA-N [diacetyloxy(ethenyl)silyl] acetate Chemical compound CC(=O)O[Si](OC(C)=O)(OC(C)=O)C=C NOZAQBYNLKNDRT-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 125000005396 acrylic acid ester group Chemical group 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 230000005260 alpha ray Effects 0.000 description 1
- XYLMUPLGERFSHI-UHFFFAOYSA-N alpha-Methylstyrene Chemical compound CC(=C)C1=CC=CC=C1 XYLMUPLGERFSHI-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229910021417 amorphous silicon Inorganic materials 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 239000000010 aprotic solvent Substances 0.000 description 1
- 238000007611 bar coating method Methods 0.000 description 1
- QVQLCTNNEUAWMS-UHFFFAOYSA-N barium oxide Chemical compound [Ba]=O QVQLCTNNEUAWMS-UHFFFAOYSA-N 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000005250 beta ray Effects 0.000 description 1
- 239000004305 biphenyl Substances 0.000 description 1
- RFVHVYKVRGKLNK-UHFFFAOYSA-N bis(4-methoxyphenyl)methanone Chemical compound C1=CC(OC)=CC=C1C(=O)C1=CC=C(OC)C=C1 RFVHVYKVRGKLNK-UHFFFAOYSA-N 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 238000010382 chemical cross-linking Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000003776 cleavage reaction Methods 0.000 description 1
- KTVIXTQDYHMGHF-UHFFFAOYSA-L cobalt(2+) sulfate Chemical compound [Co+2].[O-]S([O-])(=O)=O KTVIXTQDYHMGHF-UHFFFAOYSA-L 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 239000003484 crystal nucleating agent Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 238000004512 die casting Methods 0.000 description 1
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- FWDBOZPQNFPOLF-UHFFFAOYSA-N ethenyl(triethoxy)silane Chemical compound CCO[Si](OCC)(OCC)C=C FWDBOZPQNFPOLF-UHFFFAOYSA-N 0.000 description 1
- WOXXJEVNDJOOLV-UHFFFAOYSA-N ethenyl-tris(2-methoxyethoxy)silane Chemical compound COCCO[Si](OCCOC)(OCCOC)C=C WOXXJEVNDJOOLV-UHFFFAOYSA-N 0.000 description 1
- SBRXLTRZCJVAPH-UHFFFAOYSA-N ethyl(trimethoxy)silane Chemical compound CC[Si](OC)(OC)OC SBRXLTRZCJVAPH-UHFFFAOYSA-N 0.000 description 1
- 229920006242 ethylene acrylic acid copolymer Polymers 0.000 description 1
- 125000000816 ethylene group Chemical group [H]C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 229920006244 ethylene-ethyl acrylate Polymers 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- SBDRYJMIQMDXRH-UHFFFAOYSA-N gallium;sulfuric acid Chemical compound [Ga].OS(O)(=O)=O SBDRYJMIQMDXRH-UHFFFAOYSA-N 0.000 description 1
- 230000005251 gamma ray Effects 0.000 description 1
- 238000001879 gelation Methods 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- 238000007646 gravure printing Methods 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 238000009998 heat setting Methods 0.000 description 1
- 230000003100 immobilizing effect Effects 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 230000005764 inhibitory process Effects 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 239000002346 layers by function Substances 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- INHCSSUBVCNVSK-UHFFFAOYSA-L lithium sulfate Inorganic materials [Li+].[Li+].[O-]S([O-])(=O)=O INHCSSUBVCNVSK-UHFFFAOYSA-L 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 229910052943 magnesium sulfate Inorganic materials 0.000 description 1
- 235000019341 magnesium sulphate Nutrition 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000012968 metallocene catalyst Substances 0.000 description 1
- 125000005397 methacrylic acid ester group Chemical group 0.000 description 1
- 238000001565 modulated differential scanning calorimetry Methods 0.000 description 1
- 239000002808 molecular sieve Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 210000004985 myeloid-derived suppressor cell Anatomy 0.000 description 1
- LGQLOGILCSXPEA-UHFFFAOYSA-L nickel sulfate Chemical compound [Ni+2].[O-]S([O-])(=O)=O LGQLOGILCSXPEA-UHFFFAOYSA-L 0.000 description 1
- 229910000363 nickel(II) sulfate Inorganic materials 0.000 description 1
- 125000000449 nitro group Chemical group [O-][N+](*)=O 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 150000007524 organic acids Chemical class 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 150000005324 oxide salts Chemical class 0.000 description 1
- DXGLGDHPHMLXJC-UHFFFAOYSA-N oxybenzone Chemical compound OC1=CC(OC)=CC=C1C(=O)C1=CC=CC=C1 DXGLGDHPHMLXJC-UHFFFAOYSA-N 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- PMJHHCWVYXUKFD-UHFFFAOYSA-N piperylene Natural products CC=CC=C PMJHHCWVYXUKFD-UHFFFAOYSA-N 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229910021420 polycrystalline silicon Inorganic materials 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000012827 research and development Methods 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 230000007017 scission Effects 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- 150000004756 silanes Chemical class 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 239000011734 sodium Substances 0.000 description 1
- URGAHOPLAPQHLN-UHFFFAOYSA-N sodium aluminosilicate Chemical compound [Na+].[Al+3].[O-][Si]([O-])=O.[O-][Si]([O-])=O URGAHOPLAPQHLN-UHFFFAOYSA-N 0.000 description 1
- 229910052938 sodium sulfate Inorganic materials 0.000 description 1
- 235000011152 sodium sulphate Nutrition 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 230000000638 stimulation Effects 0.000 description 1
- 229910052712 strontium Inorganic materials 0.000 description 1
- CIOAGBVUUVVLOB-UHFFFAOYSA-N strontium atom Chemical compound [Sr] CIOAGBVUUVVLOB-UHFFFAOYSA-N 0.000 description 1
- 150000003467 sulfuric acid derivatives Chemical class 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- RBTVSNLYYIMMKS-UHFFFAOYSA-N tert-butyl 3-aminoazetidine-1-carboxylate;hydrochloride Chemical compound Cl.CC(C)(C)OC(=O)N1CC(N)C1 RBTVSNLYYIMMKS-UHFFFAOYSA-N 0.000 description 1
- 238000009823 thermal lamination Methods 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- HDUMBHAAKGUHAR-UHFFFAOYSA-J titanium(4+);disulfate Chemical compound [Ti+4].[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O HDUMBHAAKGUHAR-UHFFFAOYSA-J 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- GQIUQDDJKHLHTB-UHFFFAOYSA-N trichloro(ethenyl)silane Chemical compound Cl[Si](Cl)(Cl)C=C GQIUQDDJKHLHTB-UHFFFAOYSA-N 0.000 description 1
- JXUKBNICSRJFAP-UHFFFAOYSA-N triethoxy-[3-(oxiran-2-ylmethoxy)propyl]silane Chemical compound CCO[Si](OCC)(OCC)CCCOCC1CO1 JXUKBNICSRJFAP-UHFFFAOYSA-N 0.000 description 1
- BPSIOYPQMFLKFR-UHFFFAOYSA-N trimethoxy-[3-(oxiran-2-ylmethoxy)propyl]silane Chemical compound CO[Si](OC)(OC)CCCOCC1CO1 BPSIOYPQMFLKFR-UHFFFAOYSA-N 0.000 description 1
- 239000005050 vinyl trichlorosilane Substances 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
- 239000010457 zeolite Substances 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/02—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers not modified by chemical after-treatment
- C09J123/04—Homopolymers or copolymers of ethene
- C09J123/08—Copolymers of ethene
- C09J123/0846—Copolymers of ethene with unsaturated hydrocarbons containing other atoms than carbon or hydrogen atoms
- C09J123/0869—Acids or derivatives thereof
- C09J123/0884—Epoxide containing esters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10018—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising only one glass sheet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10788—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing ethylene vinylacetate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/02—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers not modified by chemical after-treatment
- C09J123/04—Homopolymers or copolymers of ethene
- C09J123/08—Copolymers of ethene
- C09J123/0846—Copolymers of ethene with unsaturated hydrocarbons containing other atoms than carbon or hydrogen atoms
- C09J123/0853—Vinylacetate
- C09J123/0861—Saponified vinylacetate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/10—Materials in mouldable or extrudable form for sealing or packing joints or covers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L31/00—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof
- H01L31/04—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof adapted as photovoltaic [PV] conversion devices
- H01L31/042—PV modules or arrays of single PV cells
- H01L31/048—Encapsulation of modules
- H01L31/0481—Encapsulation of modules characterised by the composition of the encapsulation material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L31/00—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof
- H01L31/04—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof adapted as photovoltaic [PV] conversion devices
- H01L31/042—PV modules or arrays of single PV cells
- H01L31/048—Encapsulation of modules
- H01L31/049—Protective back sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/04—Homopolymers or copolymers of ethene
- C08J2323/06—Polyethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/04—Homopolymers or copolymers of ethene
- C08J2323/08—Copolymers of ethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/10—Homopolymers or copolymers of propene
- C08J2323/12—Polypropene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/08—Copolymers of ethene
- C08L23/0846—Copolymers of ethene with unsaturated hydrocarbons containing other atoms than carbon or hydrogen atoms
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2666/00—Composition of polymers characterized by a further compound in the blend, being organic macromolecular compounds, natural resins, waxes or and bituminous materials, non-macromolecular organic substances, inorganic substances or characterized by their function in the composition
- C08L2666/02—Organic macromolecular compounds, natural resins, waxes or and bituminous materials
- C08L2666/04—Macromolecular compounds according to groups C08L7/00 - C08L49/00, or C08L55/00 - C08L57/00; Derivatives thereof
- C08L2666/06—Homopolymers or copolymers of unsaturated hydrocarbons; Derivatives thereof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/28—Encapsulations, e.g. encapsulating layers, coatings, e.g. for protection
- H01L23/29—Encapsulations, e.g. encapsulating layers, coatings, e.g. for protection characterised by the material, e.g. carbon
- H01L23/293—Organic, e.g. plastic
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/0001—Technical content checked by a classifier
- H01L2924/0002—Not covered by any one of groups H01L24/00, H01L24/00 and H01L2224/00
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/50—Photovoltaic [PV] energy
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2809—Web or sheet containing structurally defined element or component and having an adhesive outermost layer including irradiated or wave energy treated component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2852—Adhesive compositions
- Y10T428/2878—Adhesive compositions including addition polymer from unsaturated monomer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2852—Adhesive compositions
- Y10T428/2878—Adhesive compositions including addition polymer from unsaturated monomer
- Y10T428/2891—Adhesive compositions including addition polymer from unsaturated monomer including addition polymer from alpha-beta unsaturated carboxylic acid [e.g., acrylic acid, methacrylic acid, etc.] Or derivative thereof
Definitions
- the present invention relates to a resin-encapsulated sheet suitably used for solar cell modules, composite materials, and the like.
- Typical examples of solar cells include those using single crystal and polycrystalline silicon cells (crystalline silicon cells), those using amorphous silicon and compound semiconductors (thin film cells), and the like. Solar cells are often used outdoors for a long period of time by being exposed to wind and rain, and the power generation part is modularized by laminating a glass plate or back sheet to prevent moisture from entering from outside. It was intended to protect and prevent leakage.
- transparent glass or transparent resin is used on the light incident side to ensure light transmission necessary for power generation.
- an aluminum foil called a back sheet, a polyvinyl fluoride resin (PVF), polyethylene terephthalate (PET), or a laminated sheet of a barrier coating such as silica is used.
- PVF polyvinyl fluoride resin
- PET polyethylene terephthalate
- a laminated sheet of a barrier coating such as silica
- the power generation element is sandwiched between resin sealing sheets, the outside is further covered with glass or a back sheet, heat treatment is performed to melt the resin sealing sheet, and the whole is integrally sealed (modularized).
- the following (1) to (3) are required as the characteristics of the above-mentioned resin-encapsulated sheet.
- the resin-encapsulated sheet is made of an ethylene-vinyl acetate copolymer (hereinafter also abbreviated as EVA), an ultraviolet absorber as a measure against ultraviolet deterioration, a coupling agent for improving adhesion to glass,
- EVA ethylene-vinyl acetate copolymer
- an ultraviolet absorber as a measure against ultraviolet deterioration
- a coupling agent for improving adhesion to glass for crosslinking, additives such as organic peroxides are blended, and the film is formed by calendar molding or T-die casting.
- various additives such as a light-resistant agent are blended in order to prevent deterioration of optical properties due to deterioration of the resin. Thereby, the transparency which does not inhibit the incidence of sunlight for a long time is maintained.
- glass / resin encapsulated sheet / power generation element such as crystalline silicon cell / resin encapsulated sheet / back sheet are stacked in this order, and the glass surface is Using a dedicated solar cell vacuum laminator, the resin sealing sheet is melted and pasted through a step of preheating above the melting temperature of the resin (temperature condition of 150 ° C in the case of EVA) and a pressing step. There is.
- the resin of the resin sealing sheet is melted in the preheating process, and is in close contact with the member in contact with the melted resin in the pressing process and vacuum laminated.
- a crosslinking agent contained in the resin sealing sheet for example, an organic peroxide, is thermally decomposed to promote EVA crosslinking.
- It is covalently bonded to the member in contact with the coupling agent contained in the resin sealing sheet. This improves the mutual adhesion, prevents the flow of the power generation part due to melting of the resin encapsulated sheet at high temperature (creep resistance), and excellent adhesion to glass, power generation element, and back sheet Is realized.
- Patent Document 1 discloses a solar cell element sealing material made of an ethylene copolymer subjected to electron beam irradiation.
- This sealing material is composed of an organic polymer resin sealing sheet, such as ethylene-vinyl acetate copolymer (EVA), ethylene-unsaturated carboxylic acid ester copolymer, ethylene-unsaturated carboxylic acid copolymer, etc.
- EVA ethylene-vinyl acetate copolymer
- ethylene-unsaturated carboxylic acid ester copolymer ethylene-unsaturated carboxylic acid copolymer
- a silane coupling agent Into this resin, a silane coupling agent, an antioxidant, a crosslinking aid, an ultraviolet absorber, and a light stabilizer were blended, and after sheeting by extrusion molding, electron beam irradiation was performed to obtain a resin encapsulated sheet. Is vacuum-laminated at about 150 ° C.
- Patent Document 2 discloses a solar cell module that is sealed with a transparent organic polymer resin layer made of EVA, ethylene-methyl acrylate copolymer (EMA), or the like, and includes at least one of the organic polymer resin layers.
- a solar cell module is disclosed in which one layer is crosslinked by irradiation with an electron beam.
- Patent Document 3 discloses a sheet for sealing a solar cell, which is a sheet made of EVA in which a crosslinking agent and a silane coupling agent are blended, and is radiation-crosslinked to a certain gel fraction. .
- Patent Document 1 there is a description that the higher the gelation rate is, the better the heat resistance is.
- the unevenness of the solar cell glass itself the unevenness resulting from the thickness of the wiring and the power generation cell, and the resin-encapsulated sheet
- it is necessary to increase the laminating temperature by about 30 ° C. which may cause excessive damage to the power generation portion and decrease the power generation efficiency.
- a silane coupling agent is blended in the resin sealing sheet, there is a risk of causing resin degradation when used in solar cells, and damage to the power generation part, or peeling or coloring of the resin sealing sheet The power generation efficiency may be reduced.
- the silanol group of the silane coupling agent may react with moisture, etc., and adhesion may be reduced. Therefore, environmental control should be performed under constant temperature and humidity during distribution and storage. Therefore, it is necessary to store the product in a cool and dark place and manage the expiration date, and further improvement in the storage and handling of the resin-encapsulated sheet is required. Furthermore, since the entire resin-encapsulated sheet is cross-linked, it is difficult to peel off the crystal-type or thin-film type power generation portion when discarded, and there is a disadvantage that the recyclability is poor.
- the acceleration voltage is 300 to 500 kV and the irradiation dose is 300 kGy as the irradiation treatment conditions of the examples.
- the gel fraction of the resin sealing sheet after the irradiation treatment is 85%. That's a lot higher.
- the gel fraction is high, the creep resistance is excellent, but the fluidity of the resin-encapsulated sheet is hindered, and the electron beam irradiation treatment is performed from the light receiving surface. However, it cannot reach the back surface of the silicon cell, and a place where the resin sealing sheet is not crosslinked is formed.
- the resin-sealed sheet in the module has a partially non-uniform gel fraction in a high-temperature environment, so it may not be possible to stably hold the silicon cell, and the important power generation part flows.
- the problem that will be left is left.
- a resin encapsulated sheet that has been subjected to electron beam irradiation treatment under such irradiation conditions before vacuum lamination is used, the gaps between the solar cell glass unevenness, the wiring, the unevenness resulting from the thickness of the power generation cell, and the like are surely secured. It becomes difficult to seal without a gap (the gap filling property may be inferior).
- vacuum lamination using a resin encapsulated sheet after cross-linking is performed by raising the laminating temperature by about 30 ° C.
- the laminating process at a high temperature may cause excessive damage to the power generation portion and cause problems such as a decrease in power generation efficiency.
- the present invention relates to a resin sealing sheet suitably used as a sealing material for protecting a member of a solar cell, and has improved durability without impairing transparency, adhesiveness, and gap filling property. It is an object to provide a sheet.
- the inventors of the present invention provide a resin sealing sheet that seals a softened resin layer in close contact with an object to be sealed, and includes an adhesive resin on the resin layer. It has been found that the above-mentioned problems can be solved by the inclusion, and the present invention has been completed.
- the present invention is as follows.
- a resin sealing sheet for sealing a softened resin layer in close contact with an object to be sealed The resin sealing sheet in which the resin layer contains an adhesive resin.
- the adhesive resin contains at least one resin selected from the group consisting of an olefin copolymer having a hydroxyl group, a modified polyolefin terminally or graft-modified with an acidic functional group, and an ethylene copolymer containing glycidyl methacrylate.
- the resin layer is at least one selected from the group consisting of an ethylene-vinyl acetate copolymer, an ethylene-aliphatic unsaturated carboxylic acid copolymer, an ethylene-aliphatic carboxylic acid ester copolymer, and a polyolefin resin.
- [7] The resin sealing sheet according to any one of [1] to [6] above, wherein the content of the thermoplastic resin in the resin layer is 0 to 90% by mass.
- the present embodiment the best mode for carrying out the present invention (hereinafter referred to as “the present embodiment”) will be described in detail.
- this invention is not limited to the following embodiment, It can implement by changing variously within the range of the summary.
- the resin sealing sheet in the present embodiment is a resin sealing sheet that seals a softened resin layer in close contact with an object to be sealed, and the resin layer contains an adhesive resin. It is.
- the resin sealing sheet in the present embodiment is sealed using the softened state of the resin layer.
- the softened state of the resin can be created by directly applying thermal energy or by applying inherent vibration to the resin to generate heat.
- a known method such as indirect heat such as radiant heat or vibrational heat generation such as ultrasonic waves can be applied in addition to a method of directly applying heat.
- the resin sealing sheet in the present embodiment may have either a single layer structure or a multilayer structure, but at least the resin layer containing the adhesive resin is provided on the side in contact with the object to be sealed. Shall.
- Adhesive resin examples of the adhesive resin contained in the resin layer of the resin sealing sheet in the present embodiment include an olefin copolymer having a hydroxyl group, a modified polyolefin terminally or graft-modified with an acidic functional group, and ethylene containing glycidyl methacrylate. There may be mentioned at least one selected from the group consisting of copolymers.
- Examples of the olefin copolymer having a hydroxyl group include an ethylene-vinyl acetate copolymer part or a completely saponified product, an ethylene-vinyl acetate-acrylic acid ester copolymer part or a completely saponified product, and the like.
- the proportion of the hydroxyl group in the olefin copolymer having a hydroxyl group is preferably 0.1% by mass to 15% by mass, more preferably 0.1% by mass to 10% by mass in the resin constituting the resin layer. %, More preferably 0.1% by mass to 7% by mass.
- the proportion of the hydroxyl group in the olefin-based copolymer having a hydroxyl group is 0.1% by mass or more in the resin constituting the resin layer, the adhesiveness tends to be good, and if it is 15% by mass or less, the resin There exists a tendency for compatibility with resin (EVA etc.) which comprises a layer to become favorable, and the risk that the resin sealing sheet obtained finally becomes cloudy can be reduced.
- the ratio of the hydroxyl group is as follows: the original olefin polymer resin of the olefin polymer having a hydroxyl group, VA% (vinyl acetate copolymerization ratio by NMR measurement) of this resin, its saponification degree, It can be calculated from the blending ratio.
- the olefin copolymer having a hydroxyl group is a saponified ethylene-vinyl acetate copolymer
- the content of vinyl acetate in the ethylene-vinyl acetate copolymer before saponification is good optical properties and adhesiveness.
- it is preferably 10 to 40% by mass, more preferably 13 to 35% by mass, and further preferably 15 to 30% by mass with respect to the entire copolymer.
- the saponification degree of the saponified ethylene-vinyl acetate copolymer is preferably 10 to 70%, more preferably 15 to 65% from the viewpoint of obtaining good transparency and adhesiveness. More preferably, it is 20 to 60%.
- Examples of the saponification method include a method of saponifying an ethylene-vinyl acetate copolymer pellet or powder in a lower alcohol such as methanol using an alkali catalyst, using a solvent such as toluene, xylene or hexane in advance.
- Examples thereof include a method in which an ethylene-vinyl acetate copolymer is dissolved and then saponified using a small amount of an alcohol and an alkali catalyst.
- the saponified ethylene-vinyl acetate copolymer has a hydroxyl group in the side chain, its adhesiveness is improved as compared with the ethylene-vinyl acetate copolymer. Moreover, transparency and adhesiveness can be controlled by adjusting the amount of hydroxyl groups (degree of saponification).
- the modified polyolefin which is terminally or graft-modified with an acidic functional group is, for example, a polyethylene-based resin or a polypropylene-based resin terminated with a compound having a polar group such as maleic anhydride, nitro group, hydroxyl group, carboxy group, or the like.
- a polar group such as maleic anhydride, nitro group, hydroxyl group, carboxy group, or the like.
- graft-modified ones include graft-modified ones.
- a maleic acid-modified polyolefin that is terminally or graft-modified with maleic anhydride is preferable.
- the same resins as those mentioned for the polyolefin-based resin described later can be used.
- the ethylene copolymer containing glycidyl methacrylate refers to an ethylene copolymer and an ethylene terpolymer with glycidyl methacrylate having an epoxy group as a reaction site.
- ethylene-glycidyl methacrylate copolymer, ethylene-glycidyl methacrylate-vinyl acetate copolymer And ethylene-glycidyl methacrylate-methyl acrylate copolymer Since the above compounds have high reactivity of glycidyl methacrylate, they can exhibit stable adhesion, and have a low glass transition temperature and tend to have good flexibility.
- the adhesive resin layer may be a layer composed only of the above-described adhesive resin, but from the viewpoint of ensuring good transparency, flexibility, adhesion of an object to be adhered, and handleability, the adhesive resin layer is an adhesive resin layer. At least one selected from the group consisting of ethylene-vinyl acetate copolymer (EVA), ethylene-aliphatic unsaturated carboxylic acid copolymer, ethylene-aliphatic unsaturated carboxylic acid ester copolymer, and polyolefin resin. It is preferable to include a thermoplastic resin.
- EVA ethylene-vinyl acetate copolymer
- EVA ethylene-aliphatic unsaturated carboxylic acid copolymer
- ethylene-aliphatic unsaturated carboxylic acid ester copolymer ethylene-aliphatic unsaturated carboxylic acid ester copolymer
- polyolefin resin polyolefin resin. It is preferable to include a thermoplastic resin.
- the ethylene-vinyl acetate copolymer refers to a copolymer obtained by copolymerization of an ethylene monomer and vinyl acetate.
- the ethylene-aliphatic unsaturated carboxylic acid copolymer refers to a copolymer obtained by copolymerization of an ethylene monomer and at least one monomer selected from aliphatic unsaturated carboxylic acids.
- the ethylene-aliphatic unsaturated carboxylic acid ester copolymer refers to a copolymer obtained by copolymerization of an ethylene monomer and at least one monomer selected from aliphatic unsaturated carboxylic acid esters.
- the copolymerization can be performed by a known method such as a high pressure method or a melting method, and a multi-site catalyst, a single site catalyst, or the like can be used as a catalyst for the polymerization reaction.
- the bond shape of each monomer is not specifically limited,
- the polymer which has bond shapes, such as a random bond and a block bond, can be used.
- the copolymer is preferably a copolymer polymerized by random bonding using a high-pressure method.
- the ratio of vinyl acetate in all monomers constituting the copolymer is preferably 10 to 40% by mass from the viewpoint of optical properties, adhesiveness, and flexibility. It is more preferably from 35% by mass, and even more preferably from 15 to 30% by mass.
- melt flow rate value (190 ° C., 2.16 kg) measured according to JIS-K-7210 is It is preferably 0.3 g / 10 min to 30 g / 10 min, more preferably 0.5 g / min to 30 g / min, and still more preferably 0.8 g / min to 25 g / min.
- Examples of the ethylene-aliphatic unsaturated carboxylic acid copolymer include an ethylene-acrylic acid copolymer (hereinafter also abbreviated as “EAA”) and an ethylene-methacrylic acid copolymer (hereinafter referred to as “EMAA”). Abbreviated as well)).
- Examples of the ethylene-aliphatic unsaturated carboxylic acid ester copolymer include an ethylene-acrylic acid ester copolymer and an ethylene-methacrylic acid ester copolymer.
- an ester with an alcohol having 1 to 8 carbon atoms such as methanol and ethanol is preferably used.
- copolymers may be multi-component copolymers obtained by copolymerizing three or more monomers.
- examples of the multi-component copolymer include a copolymer obtained by copolymerizing at least three types of monomers selected from ethylene, aliphatic unsaturated carboxylic acid, and aliphatic unsaturated carboxylic acid ester.
- the proportion of the aliphatic unsaturated carboxylic acid in all monomers constituting the copolymer is preferably 3 to 35% by mass.
- the MFR (190 ° C., 2.16 kg) is preferably 0.3 g / 10 min to 30 g / 10 min, more preferably 0.5 g / 10 min to 30 g / 10 min, and 0.8 g / 10 min to More preferably, it is 25 g / 10 min.
- the polyolefin resin is preferably a polyethylene resin, a polypropylene resin, or a polybutene resin.
- the polyethylene resin refers to a homopolymer of ethylene or a copolymer of ethylene and one or more other monomers.
- the polypropylene resin refers to a homopolymer of propylene or a copolymer of propylene and one or more other monomers.
- polyethylene resin examples include polyethylene and ethylene- ⁇ -olefin copolymers.
- polyethylene examples include low density polyethylene (LDPE), linear low density polyethylene (LLDPE), and linear very low density polyethylene (referred to as “VLDPE” and “ULDPE”).
- LDPE low density polyethylene
- LLDPE linear low density polyethylene
- VLDPE linear very low density polyethylene
- the ethylene- ⁇ -olefin copolymer is preferably a copolymer composed of ethylene and at least one selected from ⁇ -olefins having 3 to 20 carbon atoms, and includes ethylene and 3 to 12 carbon atoms. More preferred is a copolymer comprising at least one selected from ⁇ -olefins.
- the ⁇ -olefin include propylene, 1-butene, 1-pentene, 1-hexene, 1-octene, 4-methyl-1-pentene, 3-methyl-1-pentene, 1-decene and 1-decene.
- the ratio of ⁇ -olefin in all monomers constituting the copolymer (based on the charged monomers) is preferably 6 to 30% by mass.
- the ethylene- ⁇ -olefin copolymer is preferably a soft copolymer, and preferably has a crystallinity of 30% or less by an X-ray method.
- ethylene- ⁇ -olefin copolymer a copolymer of ethylene and at least one comonomer selected from propylene comonomer, butene comonomer, hexene comonomer, and octene comonomer is generally easily available. It can be suitably used.
- the polyethylene resin can be polymerized using a known catalyst such as a single site catalyst or a multisite catalyst, and is preferably polymerized using a single site catalyst.
- the above polyethylene-based resin from the viewpoint of cushioning properties, it is preferable that a density of 0.860 ⁇ 0.920g / cm 2, more preferably 0.870 ⁇ 0.915g / cm 2, 0 . More preferably, it is 870 to 0.910 g / cm 2 .
- the density is 0.920 g / cm 2 or less, the cushioning property tends to be good.
- a density exceeds 0.920 g / cm ⁇ 2 >, there exists a possibility that transparency may deteriorate.
- the transparency can be improved by adding a low-density polyethylene-based resin at a ratio of about 30% by mass, for example.
- the polyethylene resin preferably has an MFR (190 ° C., 2.16 kg) of 0.5 g / 10 min to 30 g / 10 min, preferably 0.8 g / 10 min to 30 g / min, from the viewpoint of processability of the resin encapsulating sheet. 10 min is more preferable, and 1.0 g / 10 min to 25 g / 10 min is still more preferable.
- polyethylene resin a polyethylene copolymer in which the crystal / amorphous structure (morphology) is controlled in nano order can be used.
- polypropylene resin examples include polypropylene, propylene- ⁇ -olefin copolymer, and terpolymer of propylene, ethylene, and ⁇ -olefin.
- the propylene- ⁇ -olefin copolymer refers to a copolymer composed of at least one selected from propylene and ⁇ -olefin.
- the propylene- ⁇ -olefin copolymer is preferably a copolymer comprising propylene and at least one selected from ethylene and an ⁇ -olefin having 4 to 20 carbon atoms, preferably propylene, ethylene and 4 to 8 carbon atoms.
- a copolymer comprising at least one selected from ⁇ -olefins is more preferable.
- Examples of the ⁇ -olefin having 4 to 20 carbon atoms include propylene, 1-butene, 1-pentene, 1-hexene, 1-octene, 4-methyl-1-pentene, and 3-methyl-1-pentene.
- the content ratio of ethylene and / or ⁇ -olefin in all monomers constituting the propylene- ⁇ -olefin copolymer (based on charged monomers) is preferably 6 to 30% by mass.
- the propylene- ⁇ -olefin copolymer is preferably a soft copolymer, and preferably has a crystallinity of 30% or less by an X-ray method.
- propylene- ⁇ -olefin copolymer a copolymer of propylene and at least one kind of comonomer selected from ethylene comonomer, butene comonomer, hexene comonomer and octene comonomer is generally easily available and is preferably used. Can be used.
- the polypropylene resin can be polymerized using a known catalyst such as a single-site catalyst or a multi-site catalyst, and is preferably polymerized using a single-site catalyst.
- the density is 0.920 g / cm 2 or less, the cushioning property tends to be good.
- a density exceeds 0.920 g / cm ⁇ 2 > there exists a possibility that transparency may deteriorate.
- the polypropylene resin preferably has an MFR (230 ° C., 2.16 kgf) of 0.3 g / 10 min to 15.0 g / 10 min from the viewpoint of processability of the resin encapsulating sheet, preferably 0.5 g / 10 min to More preferably, it is 12 g / 10 min, and still more preferably 0.8 g / 10 min to 10 g / 10 min.
- MFR 230 ° C., 2.16 kgf
- polypropylene resin a polypropylene copolymer having a crystal / amorphous structure (morphology) controlled in nano order can be used.
- polypropylene resins examples include copolymers of propylene and ⁇ -olefins such as ethylene, butene, hexene, and octene, or ternary compounds of propylene, ethylene and ⁇ -olefins such as butene, hexene, and octene.
- a copolymer etc. can be used conveniently. These copolymers may be in any form such as a block copolymer, a random copolymer, etc., preferably a random copolymer of propylene and ethylene, or a random copolymer of propylene, ethylene and butene. is there.
- the polypropylene resin is not limited to a resin polymerized with a catalyst such as a Ziegler-Natta catalyst, but may be a resin polymerized with a metallocene catalyst, for example, syndiotactic polypropylene, isotactic polypropylene, etc. it can.
- the proportion of propylene in all monomers constituting the polypropylene resin (based on the charged monomers) is preferably 60 to 80% by mass.
- the propylene content ratio (based on charged monomers) in all monomers constituting the polypropylene resin is 60 to 80% by mass
- the ethylene content ratio (based on charged monomers) is 10 to 30%.
- Preferred is a terpolymer having a mass% and a butene content ratio (based on charged monomers) of 5 to 20 mass%.
- the polypropylene resin a resin obtained by uniformly finely dispersing a rubber component having a high concentration of 50% by mass or less with respect to the total amount of the polypropylene resin can also be used.
- the resin-encapsulated sheet tends to further improve characteristics such as hardness and heat resistance.
- the polybutene resin is particularly excellent in compatibility with the polypropylene resin, it is preferably used in combination with the polypropylene resin for the purpose of adjusting the hardness and waist of the resin sealing sheet.
- the polybutene resin is crystalline, is a copolymer of butene and at least one selected from ethylene, propylene, and an olefin compound having 5 to 8 carbon atoms, and constitutes the polybutene resin.
- a high molecular weight polybutene resin having a butene content of 70 mol% or more in all monomers can be suitably used.
- the polybutene resin preferably has an MFR (190 ° C., 2.16 kg) of 0.1 g / 10 min to 10 g / 10 min.
- the Vicat softening point is preferably 40 to 100 ° C.
- the Vicat softening point is a value measured according to JIS K7206-1982.
- the content of the adhesive resin in the adhesive resin layer constituting the resin sealing sheet in the present embodiment is preferably 10 to 100% by mass, more preferably 20 to 100% by mass, and still more preferably 35 to 95%. % By mass. It exists in the tendency for the adhesiveness of a resin sealing sheet to become favorable as content of adhesive resin is 10 mass% or more.
- the content of the thermoplastic resin in the adhesive resin layer constituting the resin sealing sheet in the present embodiment is preferably 0 to 90% by mass, more preferably 0 to 80% by mass, and still more preferably 5%. -70% by mass.
- the resin sealing sheet in the present embodiment may have either a single layer structure or a multilayer structure, but at least the adhesive resin layer is provided on the side in contact with the object to be sealed. .
- each structure will be described.
- the resin sealing sheet of the present embodiment may have a single layer structure consisting only of the resin layer containing the adhesive resin.
- the resin-encapsulated sheet may be a single-layer structure made of only the above-mentioned adhesive resin, but from the viewpoint of ensuring good transparency, flexibility, adhesion and handling properties of the adherend.
- a layer made of a mixed resin of one kind of thermoplastic resin is preferable.
- the degree of saponification and the content can be adjusted as appropriate. Adhesiveness with a stationary object can be controlled. From the viewpoint of adhesiveness and optical properties, the content of the saponified ethylene-vinyl acetate copolymer in the resin layer is preferably 3 to 60% by mass, more preferably 3 to 55% by mass, More preferably, it is 5 to 50% by mass.
- the gel fraction of the resin layer is preferably 1 to 65% by mass, more preferably 2 to 60% by mass, and still more preferably 2 to 55%. % By mass.
- the gel fraction of the resin layer is 1% by mass or more, the creep resistance tends to be good, and when it is 65% by mass or less, the gap filling property tends to be good.
- Means for adjusting the gel fraction to the above range include adjusting the irradiation dose when crosslinking is performed by irradiation with ionizing radiation, which will be described later, or organic crosslinking in the resin when crosslinking is performed with an organic peroxide. Examples thereof include a method of adjusting the oxide concentration.
- crosslinking by ionizing radiation it can be adjusted by irradiation intensity (acceleration voltage) and irradiation density.
- the irradiation intensity (acceleration voltage) indicates how deeply electrons can reach in the thickness direction of the sheet, and the irradiation density indicates how many electrons are irradiated per unit area.
- crosslinking with an organic peroxide a method of adjusting the content of the organic peroxide, a method of using a combination of an organic peroxide and a radical scavenger that captures radicals generated by the decomposition of the organic peroxide are listed. It is done.
- the radical scavenger include phenol-based, phosphorus-based, sulfur-based, and HALS-based scavengers.
- a gel fraction can be measured according to the method described in the Example mentioned later.
- the resin layer may have an inclined cross-linked structure.
- the inclined crosslinked structure means a structure in which the degree of crosslinking (gel fraction) changes (inclined) along the thickness direction of the resin layer.
- the degree of crosslinking decreases from the surface toward the inside.
- a structure having a higher degree of crosslinking from the surface toward the inside is changed along the thickness direction, or by organic peroxide.
- the concentration of the organic peroxide in the resin is changed along the thickness direction.
- the resin sealing sheet in the present embodiment may have a multilayer structure of at least two layers including a surface layer and an inner layer laminated on the surface layer.
- the two layers forming both surfaces of the resin sealing sheet are referred to as “surface layers”, and the other layers are referred to as “inner layers”.
- the resin layer containing the adhesive resin described above is formed as a layer (at least one surface layer) in contact with the object to be sealed.
- the surface layer may be a layer made of only the above-mentioned adhesive resin.
- an adhesive resin and ethylene- At least one thermoplastic resin selected from the group consisting of a vinyl acetate copolymer, an ethylene-aliphatic unsaturated carboxylic acid copolymer, an ethylene-aliphatic unsaturated carboxylic acid ester copolymer, and a polyolefin resin; It is preferable that the layer is made of a mixed resin.
- the layer ratio of the surface layer that comes into contact with the object to be sealed preferably has a thickness of at least 5% with respect to the total thickness of the resin sealing sheet from the viewpoint of ensuring good adhesion.
- the thickness is 5% or more, the same adhesiveness as in the case of the single layer structure described above tends to be obtained.
- the resin constituting the inner layer is not particularly limited, and any other resin may be used.
- resin materials, mixtures, additives, and the like can be appropriately selected.
- a layer containing a thermoplastic resin may be provided as the inner layer.
- thermoplastic resin used as the inner layer examples include polyolefin resins, styrene resins, vinyl chloride resins, polyester resins, polyurethane resins, chlorinated ethylene polymer resins, polyamide resins, and the like. Those possessed and those derived from plant-derived materials are also included. Among the above, a hydrogenated block copolymer resin, a propylene copolymer resin, and an ethylene copolymer resin that have good compatibility with the crystalline polypropylene resin and good transparency are preferable, and a hydrogenated block copolymer. A resin and a propylene-based copolymer resin are more preferable. *
- a block copolymer of vinyl aromatic hydrocarbon and conjugated diene is preferable.
- vinyl aromatic hydrocarbons include styrene, o-methylstyrene, p-methylstyrene, p-tert-butylstyrene, 1,3-dimethylstyrene, ⁇ -methylstyrene, vinylnaphthalene, vinylanthracene, and 1,1-diphenyl.
- the conjugated diene is a diolefin having a pair of conjugated double bonds, such as 1,3-butadiene, 2-methyl-1,3-butadiene (isoprene), 2,3-dimethyl-1,3- Examples thereof include butadiene, 1,3-pentadiene, 1,3-hexadiene and the like. These may be used alone or in combination of two or more. .
- the propylene copolymer resin is preferably a copolymer obtained from propylene and ethylene or an ⁇ -olefin having 4 to 20 carbon atoms.
- the ethylene or ⁇ -olefin content of 4 to 20 carbon atoms is preferably 6 to 30% by mass.
- Examples of the ⁇ -olefin having 4 to 20 carbon atoms include 1-butene, 1-pentene, 1-hexene, 1-octene, 4-methyl-1-pentene, 3-methyl-1-pentene and 1-decene. 1-dodecene, 1-tetradecene, 1-hexadecene, 1-octadecene, 1-eicosane and the like.
- the propylene-based copolymer resin may be polymerized using a multi-site catalyst, a single-site catalyst, or any other catalyst. Furthermore, a propylene copolymer in which the crystal / amorphous structure (morphology) of the polymer is controlled in nano order can be used.
- the ethylene copolymer resin may be polymerized with any catalyst such as a multi-site catalyst, a single-site catalyst, and the like. Further, an ethylene copolymer in which the crystal / amorphous structure (morphology) of the polymer is controlled in nano order can be used. *
- the density of the polyethylene resin is preferably 0.860 to 0.920 g / cm 3 from the viewpoint of obtaining appropriate cushioning properties, and 0.870 to 0.915 g. / Cm 3 is more preferable, and 0.870 to 0.910 g / cm 3 is still more preferable.
- a resin layer having a density of 0.920 g / cm 3 or more is formed as a layer (inner layer) that does not contact the object to be sealed, the transparency tends to deteriorate.
- the gel fraction of at least one layer of the surface layer is preferably 1 to 65% by mass, more preferably 2 to 60% by mass, and still more preferably 2 to 55% by mass.
- the gel fraction of at least one surface layer is 1% by mass or more, the creep resistance tends to be good, and when it is 65% by mass or less, the gap filling property tends to be good.
- the water vapor transmission rate of the resin sealing sheet is preferably 40 g / m 2 ⁇ day or less, more preferably 37 g / m 2 ⁇ day or less. More preferably, it is 35 g / m 2 ⁇ day or less.
- the water vapor transmission rate is 40 g / m 2 ⁇ day or less, the metal part used for the power generation part of the solar cell module and the peripheral wiring tends to be protected for a long time from the water vapor entering from the outside. is there.
- Examples of means for adjusting the water vapor transmission rate of the resin-encapsulated sheet to the above range include a method of adopting a resin having a low water vapor transmission rate as the resin used for the inner layer, or increasing the thickness of the inner layer.
- Examples of the resin having a low water vapor transmission rate include polypropylene resins, nylon resins, high density polyethylene, and cyclic polyolefins. The water vapor transmission rate can be measured according to the method described in Examples described later.
- the resin sealing sheet of the present embodiment has a multilayer structure
- at least one of the surface layers may be in a crosslinked state
- at least one of the inner layers may be uncrosslinked.
- the resin whose surface layer is in a crosslinked state means a state in which the gel fraction is 3% by mass or more as a result of physical and chemical crosslinking of the polymer constituting the resin by a known method.
- the crosslinking may be carried out by adding a compound such as an organic peroxide to the resin of the surface layer, or by using ionizing radiation.
- At least one surface layer means at least one surface layer of the surface layer on the front and back surfaces constituting the resin encapsulating sheet that is not desired to cause the material to be encapsulated to flow.
- both surface layers which comprise a resin sealing sheet may be sufficient.
- the gel fraction of the surface layer is preferably 3 to 90% by mass, more preferably 5 to 85% by mass, and still more preferably 8 to 80% by mass.
- the thickness of the surface layer may affect depending on the cross-linked state of the surface layer.
- the surface layer is preferably thin.
- the thickness of the surface layer is preferably 10 to 150 ⁇ m, more preferably 15 to 140 ⁇ m, and still more preferably. 20 to 120 ⁇ m.
- the reason why at least one of the inner layers is an uncrosslinked layer is to give recyclability.
- a solar battery using a crystalline silicon cell as a member constituting the solar battery at the time of disposal, It becomes possible to sort into power generation parts such as glass and crystalline silicon cells, wiring parts thereof, back sheets and the like.
- the peeling method may be any method, and after making it high temperature, it may be peeled off by applying a shearing force to the laminated portion, or may be peeled by inserting a wire or the like into the molten uncrosslinked resin layer.
- the thickness of the uncrosslinked layer is preferably 15 ⁇ m or more, more preferably 20 ⁇ m, and still more preferably 30 ⁇ m or more from the viewpoint of peelability.
- the MFR (190 ° C., 2.16 kg) of the resin constituting the adhesive resin layer and other layers of the resin sealing sheet is 0.5 to 30 g / 10 min from the viewpoint of ensuring good processability. Preferably, it is 0.8 to 30 g / 10 min, more preferably 1.0 to 25 g / 10 min.
- the MFR of the resin constituting the inner layer is preferably lower than the MFR of the surface layer from the viewpoint of resin sealing sheet processability.
- various additives such as a coupling agent, an antifogging agent, a plasticizer, an antioxidant, a surfactant, a colorant, and an ultraviolet absorber are provided as long as the characteristics are not impaired.
- an antistatic agent, a crystal nucleating agent, a lubricant, an antiblocking agent, an inorganic filler, a crosslinking regulator, and the like may be added.
- a coupling agent may be added to the resin sealing sheet for the purpose of ensuring stable adhesion.
- the addition amount and type of the coupling agent can be appropriately selected depending on the desired degree of adhesion and the type of adherend.
- the addition amount of the coupling agent is preferably 0.01 to 5% by mass, more preferably 0.03 to 4% by mass, based on the total mass of the resin layer to which the coupling agent is added. More preferably, it is 0.05 to 3% by mass.
- a substance that gives the resin layer good adhesion to a solar battery cell or glass is preferable, and examples thereof include organic silane compounds, organic silane peroxides, and organic titanate compounds. .
- these coupling agents are added by a known addition method such as injecting and mixing into a resin in an extruder, mixing and introducing into an extruder hopper, adding a master batch and mixing. Can do.
- the function of the coupling agent may be hindered by heat or pressure in the extruder, so the amount of addition needs to be adjusted appropriately depending on the type of coupling agent.
- the type of the coupling agent may be appropriately selected in consideration of the transparency of the resin-encapsulated sheet and the degree of dispersion, the corrosion on the extruder, and the viewpoint of extrusion stability.
- Preferred coupling agents include ⁇ -chloropropylmethoxysilane, vinyltrichlorosilane, vinyltriethoxysilane, vinyl-tris ( ⁇ -methoxyethoxy) silane, ⁇ -methacryloxypropyltrimethoxysilane, ⁇ - (3,4- Ethoxycyclohexyl) ethyltrimethoxysilane, ⁇ -glycidoxypropyltrimethoxysilane, vinyltriacetoxysilane, ⁇ -mercaptopropyltrimethoxysilane, ⁇ -aminopropyltriethoxysilane, N- ⁇ - (aminoethyl) - ⁇ - Examples thereof include those having an unsaturated group or an epoxy group such as aminopropyltrimethoxysilane glycidoxypropyltriethoxysilane.
- an ultraviolet absorber, an antioxidant, a discoloration preventing agent and the like can be added to the resin sealing sheet.
- an ultraviolet absorber, an antioxidant, a discoloration inhibitor and the like can be added to the resin sealing sheet.
- the amount added is preferably 10% by mass or less, more preferably 5% by mass or less, based on the total amount of the resin to be added.
- Examples of the ultraviolet absorber include 2-hydroxy-4-n-octoxybenzophenone, 2-hydroxy-4-n-5-sulfobenzophenone, 2-hydroxy-4-methoxybenzophenone, and 2,2′-dihydroxy-4. 4,4'-dimethoxybenzophenone, 2-hydroxy-4-n-dodecyloxybenzophenone, 2,4-dihydroxybenzophenone, 2,2'-dihydroxy-4-methoxybenzophenone, and the like.
- Examples of the antioxidant include phenol-based, sulfur-based, phosphorus-based, amine-based, hindered phenol-based, hindered amine-based, and hydrazine-based antioxidants.
- ultraviolet absorbers, antioxidants, anti-discoloring agents and the like can be added not only to the adhesive resin layer but also to other layers, and preferably 0 to 10% by mass with respect to the resin constituting each layer, More preferably, 0 to 5% by mass is added.
- adhesiveness can be further imparted by mixing a resin having a silanol group into a master batch.
- the addition method is not particularly limited, and examples thereof include a method of adding to a molten resin in a liquid state, directly kneading and adding to the target resin layer, and applying after sheeting.
- the resin sealing sheet of the present embodiment may carry a water and / or gas scavenger.
- a water and / or gas scavenger (hereinafter simply referred to as a scavenger) will be described.
- the scavenger is a substance having a function of capturing or immobilizing moisture or gas physically or chemically.
- a gas is a low molecular weight substance or decomposition product contained in a resin or generated during a softening process, and is a substance having volatility under normal temperature and constant pressure.
- the material is not particularly limited as long as it has a function of capturing moisture and gas.
- examples thereof include porous inorganic materials such as zeolite, alumina, molecular sieve and silicon oxide, metal alloys, metal oxides and metal oxide salts (metal and oxide salts), and the like.
- metal alloys, metal oxides, metal oxide salts, and the like are suitable because they can chemically trap moisture and gas and do not release the components once trapped outside the system.
- the metal alloy for example, an alloy system of zirconium or strontium and aluminum or titanium is preferably used. These metal alloy systems generally exhibit a capture function by external heating or heating by energization.
- the metal oxide or metal oxide salt for example, alkaline earth metal oxides, metal sulfates and the like are preferably used. Examples of the alkaline earth metal oxide include calcium oxide (CaO), barium oxide (BaO), and magnesium oxide (MgO).
- metal sulfate examples include lithium sulfate (Li 2 SO 4 ), sodium sulfate (Na 2 SO 4 ), calcium sulfate (CaSO 4 ), magnesium sulfate (MgSO 4 ), cobalt sulfate (CoSO 4 ), gallium sulfate ( Ga 2 (SO 4 ) 3 ), titanium sulfate (Ti (SO 4 ) 2 ), nickel sulfate (NiSO 4 ), and the like.
- a method for loading the scavenger For example, a method of sticking a molded body having a scavenger layer to a predetermined sheet constituting a resin layer, a method of containing a scavenger in a resin layer constituting a resin-sealed sheet or other predetermined layers, trapping And a method of applying the agent to at least one principal surface of a predetermined sheet.
- the “one main surface” means the front surface or the back surface of the resin sealing sheet.
- a resin layer may be formed by extrusion lamination or the like, and the capturing agent layer may be an inner layer.
- a capture agent is applied on a predetermined stainless steel sheet and baked at a temperature of about 400 to 1000 ° C. for about 1 to 5 hours to form a capture agent layer having a thickness of about 50 to 500 ⁇ m.
- a pressure-sensitive adhesive is applied to the capturing agent layer and the capturing agent is transferred to a predetermined sheet constituting the resin layer.
- a method of directly transferring the obtained scavenger layer to a resin sealing sheet by thermal lamination may be used.
- a method for incorporating the scavenger into the resin layer constituting the resin sealing sheet will be described. Examples include a method of forming a film by mixing a resin and a capturing agent in an extruder, a method of preparing a master batch in which a high concentration of a capturing agent is previously contained in the resin, and mixing at the time of film formation.
- the particle size of the capturing agent is preferably 50 ⁇ m or less, more preferably 30 ⁇ m or less, and further preferably 20 ⁇ m or less. preferable. It is preferable for the particle size of the scavenger to be 50 ⁇ m or less because it is possible to prevent the occurrence of breakage during film formation and precipitation on the surface as foreign matter.
- the content of the scavenger is set according to the type of the scavenger and the thickness of the resin sealing sheet. Specifically, when the total amount of the scavenger and the resin component is 100% by mass, the scavenger / resin component is preferably 1/99 to 70/30, and preferably 2/95 to 40/60. Is more preferably 3/97 to 50/50. When the content of the scavenger is 1% by mass or more, the capturing ability tends to be sufficiently exhibited, and when the content is 70% by mass or less, the stability during film formation tends to be high.
- the particle size of the scavenger is preferably 50 ⁇ m or less, more preferably 30 ⁇ m or less, and even more preferably 20 ⁇ m or less.
- the particle size of the scavenger is 50 ⁇ m or less, there is a tendency that clogging or the like can be avoided during application.
- the solvent for coating is not particularly limited, but an aprotic solvent having a low water content is preferable. Moreover, you may mix
- crosslinking method examples include conventionally known methods such as irradiation with ionizing radiation and a method using an organic peroxide such as peroxide.
- a method of irradiating the resin encapsulating sheet with ionizing radiation such as ⁇ -ray, ⁇ -ray, ⁇ -ray, neutron beam, electron beam and the like can be used.
- the acceleration voltage of ionizing radiation such as an electron beam may be selected depending on the thickness of the resin sealing sheet. For example, in the case of a thickness of 500 ⁇ m, when the resin constituting all layers is cross-linked, the acceleration voltage is 300 kV or more. is required.
- the acceleration voltage of ionizing radiation such as an electron beam can be appropriately adjusted according to the resin layer subjected to the crosslinking treatment.
- the irradiation dose of ionizing radiation varies depending on the resin used, but is generally less than 3 kGy. A uniform crosslinked resin encapsulating sheet cannot be obtained.
- the irradiation amount of ionizing radiation exceeds 500 kGy, the gel fraction of the resin-encapsulated sheet becomes too large, and there is a possibility that the unevenness step and the embedding property of the gap cannot be ensured when used for solar cells.
- the degree of crosslinking can be evaluated by measuring the gel fraction.
- the difference in the degree of crosslinking depending on the type of resin, and the effect of crosslinking promotion or crosslinking inhibition by a transfer agent or the like may be used.
- the resin encapsulating sheet has a multilayer structure, it has polar groups such as a copolymer of ethylene monomer and vinyl acetate, aliphatic unsaturated carboxylic acid, aliphatic unsaturated carboxylic acid ester, and saponified products thereof.
- polar groups such as a copolymer of ethylene monomer and vinyl acetate, aliphatic unsaturated carboxylic acid, aliphatic unsaturated carboxylic acid ester, and saponified products thereof.
- LLDPE linear low density polyethylene
- VLDPE linear ultra-low density polyethylene
- the inner layer of linear low density polyethylene (LLDPE), linear ultra low density polyethylene (called “VLDPE”, “ULDPE”) resin layer is not crosslinked While being constructed as a layer, the surface layer can be subjected to a crosslinking treatment by electron beam irradiation.
- VLDPE linear ultra low density polyethylene
- ULDPE ultra low density polyethylene
- the polypropylene resin is not crosslinked by an electron beam or the like, so that an uncrosslinked layer can be constructed.
- thermal crosslinking is performed by blending or impregnating the organic peroxide in the resin as a crosslinking agent.
- an organic peroxide having a half-life within 1 hour at 100 to 130 ° C. is preferable.
- organic peroxides examples include 1,1-bis (t-butylperoxy) 3,3,5-trimethylcyclohexane, 1,1 -Bis (t-butylperoxy) cyclohexane, n-butyl-4,4-bis (t-butylperoxy) valerate, 2,2-bis (t-butylperoxy) butane and the like.
- Resin-encapsulated sheets using these organic peroxides can shorten the crosslinking time, and the curing process is an organic material having a half-life of 1 hour or more at 100 to 130 ° C., which is conventionally used. Compared with the case of using a peroxide, it can be shortened to about half. *
- the content of the organic peroxide is preferably 0 to 10% by mass and more preferably 0 to 5% by mass with respect to the resin layer to be crosslinked.
- the resin-encapsulated sheet containing the organic peroxide is softened during lamination, and after the gap is filled, the decomposition and crosslinking of the organic peroxide are promoted, so the resin gel fraction increases.
- it has an advantage that the gap filling property is not hindered.
- crosslinking includes a method of irradiating with ionizing radiation and a method of using an organic peroxide, and a method of crosslinking by irradiation with ionizing radiation is particularly preferable. That is, an organic acid formed by elimination of a side chain portion such as an ethylene-vinyl acetate copolymer, an ethylene-aliphatic unsaturated carboxylic acid copolymer, an ethylene-aliphatic unsaturated carboxylic acid ester copolymer, and a saponified product thereof. It is excellent in that unreacted components such as hydrogen peroxide and peroxide can be prevented from remaining in the resin, and adverse effects of the unreacted components on the solar cell, the conductive functional layer, or the wiring can be prevented.
- an organic acid formed by elimination of a side chain portion such as an ethylene-vinyl acetate copolymer, an ethylene-aliphatic unsaturated carboxylic acid copolymer, an ethylene-aliphatic unsaturated carboxy
- the crosslinking method using an organic peroxide requires a curing time for decomposing the organic peroxide in the lamination step and promoting the crosslinking of the resin encapsulating sheet, so that it is difficult to speed up the production of the solar cell module.
- the crosslinking method by irradiation with ionizing radiation is excellent in that the curing time is not required and the productivity of the solar cell module can be improved.
- the surface of the original fabric may be embossed according to the final form of the resin sealing sheet.
- embossing treatment is performed on both sides, between the two heated embossing rolls, when performing single-sided embossing processing, the original fabric is passed between embossing rolls heated only on one side. Embossing treatment can be performed.
- the resin sealing sheet has a multilayer structure, a multilayer T die method and a multilayer annular (circular) die method are suitable, and the multilayer structure may be formed by other known laminating methods.
- the resin-encapsulated sheet of the present embodiment can be produced using a known method, film formation using an annular die is preferable because it exhibits an excellent effect.
- the annular die here, a known annular die that is commercially available can be used.
- the annular die is formed by, for example, melting a resin, extruding the molten resin from the annular die, solidifying by cooling, sealing a cylindrical resin tube with a pair of nip rolls, and supplying air to the cylindrical resin tube.
- a resin-encapsulated sheet having a substantially constant thickness is formed into a tube shape.
- the resin tube has a diameter of a sufficient amount of molten resin extruded from an annular die, and the resin tube is approximately the same as the diameter of the annular die or larger than the diameter of the annular die. Since the thick part is preferentially stretched until it is cooled and solidified, the film thickness accuracy of the resin sealing sheet is remarkably improved, and a resin sealing sheet having a uniform thickness can be obtained.
- additives such as a light-resistant agent and an ultraviolet absorber are made into a master batch and charged together with the resin in the hopper of the extruder, or an addition hole is created in the screw portion of the extruder, The additive can be mixed by pouring from the hole.
- the equipment cost can be remarkably reduced compared with the film forming method using a T-die or the calender film forming method. Since a resin sealing sheet can be produced, a high cost merit is obtained. Furthermore, since the film forming method using such an annular die can use various types of resins or the same resin, but can use different density and different MFR resins, various resin-encapsulated sheets can be produced with the same equipment. . In addition, since the loss at the time of forming the resin-encapsulated sheet and the slit loss at the end face of the sheet can be minimized, efficient production is possible, and the portion such as the slit loss is again pelletized and recycled. This is an epoch-making method because the cost reduction of the resin-encapsulated sheet can be achieved.
- the resin sealing sheet formed by extrusion from the annular die has substantially the same thermal history at any position of the resin sealing sheet. Therefore, as a result, a substantially uniform additive function can be exhibited.
- a thermal history such as an organic peroxide
- the resin encapsulated sheet produced by the annular die has a small resin retention portion and the thermal history is almost the same. Since it is conditions, the substantially uniform physical property can be acquired in any part of the resin sealing sheet.
- annular die is a multilayer annular die
- a resin-sealed sheet having a multilayer structure can be produced, so that the surface layer can be divided into functions such as improving the adhesion of the surface layer and improving the cushioning property in the inner layer. It becomes possible to produce a resin-sealed sheet having high performance. Furthermore, since there is little deformation
- a sheet-shaped resin sealing sheet can be obtained by cutting a part of the resin tube thus formed.
- other functions can be imparted to the resin sealing sheet using a known method such as embossing or printing.
- the method of producing the resin tube by extruding the molten resin from the annular die and cooling and solidifying the resin tube is any direction as long as the resin tube can be formed even if the resin is blown upward from the annular die or the resin is blown downward. Also good.
- the cooling method may be air cooling, water cooling, or a combination of air cooling and water cooling as long as the resin can be cooled and solidified.
- post-treatment for example, heat setting for dimensional stabilization, corona treatment, plasma treatment, lamination with other types of resin-encapsulated sheets may be performed.
- the cross-linking treatment for the resin layer constituting the resin encapsulating sheet that is, the heat treatment by use of organic peroxide, etc. is selected as a pre-process or post-process of the embossing process. To do.
- a haze value is used as an index of optical characteristics.
- the haze value is measured by a predetermined optical measuring machine.
- the haze value is preferably 9.5% or less, and more preferably 9.0% or less.
- the haze value can be measured according to ASTM D-1003.
- the total light transmittance may be 85% or more in order to ensure practically sufficient power generation efficiency. Preferably, it is 87% or more, more preferably 88% or more.
- the total light transmittance can be measured according to ASTM D-1003.
- the thickness of the resin-encapsulated sheet in the present embodiment is preferably 50 to 1500 ⁇ m, more preferably 100 to 1000 ⁇ m, and still more preferably 150 to 800 ⁇ m.
- the thickness is less than 50 ⁇ m, there is a tendency for problems in durability and strength from the viewpoint of structurally poor cushioning properties or workability.
- the thickness exceeds 1500 ⁇ m, there is a tendency that a problem of reducing productivity and adhesion is caused.
- the resin sealing sheet in this Embodiment is especially useful as a sealing material for protecting members, such as an element which comprises a solar cell. That is, it is excellent in transparency and creep resistance, and has good adhesion to the object to be sealed, and the adhesion can be controlled depending on the application. In addition, it stably exhibits strong adhesion to glass plates constituting solar cells and resin plates such as acrylic and polycarbonate.
- various members having irregularities such as the solar cell glass itself, various wirings, and power generation elements can be reliably sealed without gaps.
- the resin sealing sheet in the present embodiment can be used as a sealing sheet for solar cells, sealing LED, interlayer film of laminated glass and security glass, etc., plastic and glass, plastic to glass, glass to glass It can also be used for bonding and the like.
- the resin sealing sheet when used as an interlayer film of laminated glass, for example, a composite material can be obtained by sandwiching the resin sealing sheet between two glass plates and / or resin plates.
- the resin encapsulated sheet was processed with an electron beam by using an EPS-300 or EPS-800 electron beam irradiation apparatus (manufactured by Nissin High Voltage) at a predetermined acceleration voltage and irradiation density.
- ⁇ MFR> The measurement was performed according to JIS-K-7210.
- the unit of MFR shown in the following table is g / 10 min.
- ⁇ Melting point (mp)> Using a differential scanning calorimeter “MDSC 2920 type” manufactured by TA Instruments Inc., heat about 8-12 mg of resin from 0 ° C. to 200 ° C. at a rate of 10 ° C./min and melt at 200 ° C. for 5 minutes. After being held, it was rapidly cooled to ⁇ 50 ° C. or lower, and then the temperature of the endothermic peak accompanying melting obtained when the temperature was raised from 0 ° C. to 200 ° C. at 10 ° C./min was taken as the melting point.
- MDSC 2920 type manufactured by TA Instruments Inc.
- a glass plate for a solar cell (white glass 5 cm ⁇ 10 cm square manufactured by AGC: thickness 3 mm) / resin sealing sheet / a glass plate for solar cell is laminated in this order, and an LM50 type vacuum laminator (NPC) ) was used for vacuum lamination at 150 ° C. for 15 minutes.
- NPC vacuum laminator
- Example 23 ⁇ Water vapor transmission rate> The measurement was performed according to JIS-K7129. As a sample for evaluation, a 150 ⁇ m film was prepared using the same resin as the core layer of the resin-encapsulated sheet, and evaluation was performed. However, in Example 23, a 150 ⁇ m film was prepared and evaluated using the same resin as the base layer of the resin-encapsulated sheet as an evaluation sample.
- ⁇ Temperature and humidity cycle> As a sample for evaluation, a glass plate for solar cell (white glass made by AGC: thickness 3 mm) / resin sealing sheet / power generation part (single crystal silicon cell (thickness 250 ⁇ m) / resin sealing sheet / back for solar cell) Sheets (made by Toyo Aluminum) were laminated in this order, and a solar cell module produced by vacuum lamination at 150 ° C. using an LM50 type vacuum laminator (NPC) was used. As the temperature / humidity test cycle, the temperature / humidity conditions of ⁇ 20 ° C./2 hours and 85 ° C./85% RH / 2 hours were maintained, and this was repeated 50 cycles.
- ⁇ Adhesive strength with glass> As a sample for evaluation, a glass plate for solar cells (white glass made by AGC: thickness 3 mm) / resin sealing sheet / back sheet for solar cells (made by Toyo Aluminum) was laminated in this order, and an LM50 vacuum laminating device ( NPC) and vacuum laminated at 150 ° C. were used. A cut was made into a width of 10 mm from the back sheet side, a part was peeled off from the glass, a strip-shaped sample was pulled in the direction of 180 degrees at a speed of 50 mm / min, and the strength at that time was measured.
- NPC vacuum laminating device
- Examples 1 to 22 and Comparative Examples 1 to 3 as shown in Tables 1 to 7 below, a predetermined core layer was sandwiched between the base layer and the surface layer from above and below to produce a resin-sealed sheet having a laminate structure. .
- a predetermined base layer was sandwiched between two types of surface layers to produce a resin-sealed sheet having a laminate structure.
- the column of the layer configuration is a description focusing on the number of types of raw material resins. If the same raw material resin is used for the surface layer, the base layer, and the core layer, it is a “single layer”. Further, for example, in Example 3, two types and three layers are described, which means that two surface layers are formed so as to sandwich the core layer.
- Examples 1 to 23 Using the resins shown in Tables 1 to 6, the resin was melted using three extruders (surface layer extruder, base layer extruder, core layer extruder), and an annular die connected to the extruder Then, the resin was melt extruded into a tube shape, and the tube formed by melt extrusion was quenched using a water-cooled ring to obtain resin-sealed sheets of Examples 1 to 23.
- the resin to be introduced was kneaded in advance at a concentration of about 5% by mass to form a master batch, which was diluted to the desired amount.
- the thickness ratio indicates the ratio of the thickness of each layer when the thickness of the entire resin sealing sheet is 100.
- the resin encapsulated sheets of Examples 1 to 21 were subjected to electron beam crosslinking treatment in accordance with the “irradiation conditions” shown in Tables 1 to 6 below. Moreover, with respect to the resin sealing sheets of Examples 22 and 23, an organic peroxide was used as a crosslinking agent. Each resin encapsulated sheet was evaluated for gel fraction, optical characteristics, and water vapor transmission rate. Moreover, the solar cell glass was used as a power generation surface member, a solar cell module was produced, and solar cell power generation partial gap filling evaluation and creep resistance evaluation were performed. The evaluation results are shown in Tables 1-6. Moreover, the solar cell module was created using the resin sealing sheet
- the resin-encapsulated sheets of Examples 1 to 23 have obtained practically good evaluations on optical characteristics and water vapor transmission rate.
- good evaluation results were obtained in both cases. That is, it was confirmed that the resin-encapsulated sheet has a low water vapor transmission rate while maintaining transparency and creep resistance.
- Example 20 and Example 21 were slightly inferior in the creep resistance test as compared with the other examples. Although these are crosslinked by ionizing radiation, it is considered that the inner layer is made an uncrosslinked layer by adjusting the acceleration voltage.
- Examples 8, 13, 20, and 21 have recyclability while maintaining transparency, creep resistance, and low water vapor permeability.
- Example 20 and Example 21 had an uncrosslinked layer in the inner layer as described above, and therefore separation separation was confirmed at a temperature equal to or higher than the melting point.
- Example 8 and Example 13 since the core layer of the inner layer was a polypropylene resin, it was not crosslinked by an electron beam or the like, and peeling separation was confirmed at a temperature equal to or higher than the melting point.
- the resin-sealed sheet of Comparative Example 1 produced from an ethylene-vinyl acetate copolymer produced a deviation from the other glass plate in a constant temperature bath set at 85 ° C.
- Comparative Example 2 in which the ethylene-vinyl acetate copolymer was subjected to a cross-linking treatment to obtain a gel fraction of 80% or more, a gap was generated around the single crystal silicon cell.
- the water vapor permeability was high, and it was not possible to prevent peripheral members including silicon cells as a power generation unit from water vapor that entered from the outside in the solar cell module over a longer period than water vapor exposure.
- Examples 24-34 Using the resin materials shown in Table 9 to Table 11, resin encapsulated sheets were produced according to the respective conditions.
- the saponified ethylene-vinyl acetate copolymer shown in the table was obtained by saponifying an ethylene-vinyl acetate copolymer (Ultrasen, manufactured by Tosoh Corporation) having a VA% of 28% by mass and an MFR of 5.7 g / 10 min. What was made into was used.
- the saponification degree, MFR, and melting point of the saponified ethylene-vinyl acetate copolymer are shown in Tables 9 to 11 below.
- the resin-encapsulated sheet was subjected to electron beam crosslinking treatment in accordance with “irradiation conditions” shown in Tables 9 to 11 below.
- an organic peroxide was used as a crosslinking agent.
- the gel fraction and the optical properties were evaluated for each resin sealing sheet.
- the solar cell glass was used as a power generation surface member, a solar cell module was produced, and the temperature and humidity cycle and storage stability were evaluated. The evaluation results are shown in Tables 9 to 11.
- Example 35 The same resin-encapsulated sheet produced in Example 24 was produced.
- a polycarbonate resin plate was used as a power generation surface member.
- polycarbonate resin plate Iupilon, Teijin DuPont, thickness 3 mm
- resin sealing sheet resin sealing sheet
- power generation part single crystal silicon cell (thickness 250 ⁇ m)
- resin sealing A solar cell module was used which was laminated in the order of sheet / back sheet for solar cell (manufactured by Toyo Aluminum Co., Ltd.) and vacuum laminated at 130 ° C. using an LM50 type vacuum laminator (NPC).
- Example 36 The same resin-encapsulated sheet produced in Example 24 was produced. Then, the composite material was produced using this resin sealing sheet. Two sheets of tempered white sheet glass (manufactured by AGC Fabrytec Co., Ltd., solar cell glass, 3 mm thick) are used and laminated in the order of the above tempered white sheet glass / resin encapsulated sheet / the above reinforced white sheet glass and laminated at 130 ° C. A composite material was obtained and used as a sample for evaluation. When the transparency of this composite material was evaluated, it was sufficiently good for practical use. In addition, without performing an end face treatment for preventing moisture absorption between the glasses, it was stored in an environment of a temperature of 40 ° C. and a humidity of 85% for 2 weeks, and then the appearance was evaluated. No whitening or peeling was observed, and it was confirmed that deterioration against humidity could be effectively prevented.
- tempered white sheet glass manufactured by AGC Fabrytec Co., Ltd., solar cell glass, 3 mm thick
- a composite material was obtained
- Example 37 The same resin-encapsulated sheet produced in Example 24 was produced. Then, the composite material was produced using this resin sealing sheet.
- a tempered white plate glass glass for solar cell made by AGC Fabricec
- an acrylic resin plate Alignment-Coupled Polymer
- a tempered white plate glass thickness 3 mm
- resin sealing sheet / Acrylic resin plate
- Example 38 The same resin-encapsulated sheet produced in Example 24 was produced. Then, the composite material was produced using this resin sealing sheet.
- tempered white plate glass glass for solar cell made by AGC Fabricec
- polycarbonate resin plate Iupilon made by Teijin DuPont
- tempered white plate glass (3 mm) / resin encapsulated sheet / polycarbonate.
- a resin plate (3 mm) was laminated in this order and laminated at 130 ° C. to obtain a sample for evaluation.
- Example 24 to 35 good practical evaluations of optical characteristics were obtained, and solar cell modules were produced to perform temperature / humidity cycle evaluation and storage stability evaluation. As a result, good evaluation results were obtained. That is, assuming that the content of the olefin-based copolymer having a hydroxyl group in the resin layer is 3 to 60% by mass and the saponification degree of this copolymer is 10 to 70%, the ratio of the hydroxyl group in the resin is It was confirmed that by controlling the content to 0.1 to 10% by mass, compatibility with EVA was ensured, white turbidity and peeling did not occur, and deterioration against humidity could be effectively prevented. In Example 34, the temperature and humidity cycle evaluation was slightly inferior to those of the other examples.
- a silane coupling agent is added to the resin constituting the surface layer to improve adhesion, and the amount of hydroxyl groups is 0%.
- peeling was observed locally in the temperature and humidity cycle evaluation of the solar cell module. This is because the function of the silane coupling agent is likely to vary depending on the heating state, and in this example, the heating state was partially different, so it did not function sufficiently locally. It is. Moreover, resin deterioration was caused and practically favorable evaluation was not obtained in storage stability.
- Comparative Example 5 since the resin of the layer constituting the resin sealing sheet does not contain an olefin copolymer having a hydroxyl group, peeling is observed in the appearance evaluation after the temperature and humidity cycle due to insufficient adhesion. It was. On the other hand, the storage stability was good because an additive causing resin deterioration was not contained.
- Comparative Example 7 a silane coupling agent is added to the layer constituting the resin sealing sheet, and the hydroxyl group content of the resin is 0%.
- peeling was observed locally in the appearance evaluation after the temperature and humidity cycle. This is because the function of the silane coupling agent is likely to vary depending on the heating state, and in this example, the heating state was partially different, so it did not function sufficiently locally. It is. Moreover, practically favorable evaluation was not obtained also in storage stability.
- Examples 39-55 A tube formed by melt extrusion using a resin as shown in Tables 13 and 14, using an extruder to melt the resin, melt-extruding the resin into a tube from an annular die connected to the extruder was quenched using a water-cooling ring to obtain resin-sealed sheets described in Tables 13 and 14.
- the obtained resin encapsulated sheet was subjected to electron beam crosslinking treatment under the conditions described in Tables 13 and 14. Each resin sealing sheet was evaluated, and the results are shown in Tables 1 and 2.
- Comparative Examples 8-12 A resin-sealed sheet was obtained under the conditions shown in Table 15 by the same method as in the examples. Thereafter, various evaluations were performed in the same manner as in the examples. The results are shown in Table 15.
- Comparative Example 8 had a gel fraction of 0 wt%, which was outside the scope of the present invention and was not crosslinked, and thus was misaligned with the other glass plate in a constant temperature bath set at 85 ° C.
- Resins used in the following Examples 56 to 62 and Comparative Examples 13 and 14 are as follows. (1) Ethylene-vinyl acetate copolymer Tosoh Corporation Ultrasen 751 (2) Saponified ethylene-vinyl acetate copolymer Tosoh Corporation Mersen 6410 (3) Ethylene-methyl acrylate copolymer Elvalloy 1218AC manufactured by Mitsui DuPont Chemical (4) Ethylene-ethyl acrylate copolymer Elvalloy 2615AC manufactured by Mitsui DuPont Chemical
- Examples 56 to 62 Resin-encapsulated sheets were manufactured with the materials and composition ratios shown in Tables 16 and 17.
- the resin-encapsulated sheets of Examples 56 to 62 were obtained by quenching using a water-cooling ring.
- the obtained resin sealing sheets of Examples 56 to 62 were subjected to electron beam treatment according to the irradiation conditions shown in the table.
- the total layer gel fraction, haze, total light transmittance, adhesive strength with glass, and high humidity resistance of the resin-encapsulated sheet were evaluated.
- the evaluation results are shown in Tables 16 and 17.
- a solar cell module was manufactured using the obtained resin sealing sheet, and the temperature and humidity cycle and storage stability were evaluated.
- the evaluation results are shown in Tables 16 and 17.
- the vacuum laminator LM50 for solar cells made by NPC was used as a vacuum laminator.
- the resins used in Examples 63 to 69 below are as follows. (1) Ethylene-vinyl acetate copolymer Tosoh Corporation Ultrasen 751 (2) Saponified ethylene-vinyl acetate copolymer Tosoh Corporation Mersen 6410 (3) Maleic acid graft-modified polyethylene Admer SF751 manufactured by Mitsui Chemicals, Inc.
- Admer NF518 made by Mitsui Chemicals Made by Mitsui Chemicals
- Admer XE070 (4) Ultra low density polyethylene EG8200 manufactured by Dow Chemical (5) Ethylene-glycidyl methacrylate-vinyl acetate copolymer (E-GMA-VA) Bond First 7B Grade (6) Ethylene-glycidyl metacrelite copolymer (E-GMA) manufactured by Sumitomo Chemical Co., Ltd. Bond First E Grade manufactured by Sumitomo Chemical Co., Ltd.
- Resin-encapsulated sheets were manufactured with the materials and composition ratios shown in Table 18.
- a tube formed by melt extrusion using two extruders surface layer extruder, inner layer extruder), melting the resin, melting and extruding the resin into a tube from an annular die connected to the extruder
- the resin-encapsulated sheets of Examples 63 to 69 were obtained by quenching using a water-cooling ring.
- the resulting resin-sealed sheets of Examples 63 to 69 were subjected to electron beam treatment according to the irradiation conditions shown in the table.
- the total layer gel fraction, haze, and total light transmittance of the resin-encapsulated sheet were evaluated.
- the evaluation results are shown in Table 18.
- a solar cell module was manufactured using the obtained resin sealing sheet, and the temperature and humidity cycle and storage stability were evaluated.
- the evaluation results are shown in Table 18.
- the vacuum laminator LM50 for solar cells made from NPC was used as a vacuum laminator LM50 for
- the resin sealing sheet of the present invention has industrial applicability as a sealing material for protecting various elements such as semiconductor elements of solar cells.
Abstract
Description
特許文献2には、EVA、エチレン-メチルアクリレート共重合体(EMA)等からなる透明な有機高分子樹脂層で封止されている太陽電池モジュールであって、前記有機高分子樹脂層のうち少なくとも一層が電子線の照射によって架橋されていることを特徴とする太陽電池モジュールが開示されている。
特許文献3には、架橋剤及びシランカップリング剤を配合したEVAからなるシートであって、一定のゲル分率まで放射線架橋させたことを特徴とする太陽電池封止用シートが開示されている。
[1]
軟化状態の樹脂層を被封止物に密着させて封止する樹脂封止シートであって、
前記樹脂層が接着性樹脂を含有する樹脂封止シート。
[2]
前記接着性樹脂は、水酸基を持つオレフィン系共重合体、酸性官能基で末端もしくはグラフト変性された変性ポリオレフィン、グリシジルメタクリレートを含むエチレン共重合体からなる群から選択される少なくとも1種の樹脂を含有する、上記[1]記載の樹脂封止シート。
[3]
前記水酸基を持つオレフィン系共重合体は、エチレン-酢酸ビニル共重合体ケン化物、及び/又はエチレン-酢酸ビニル-アクリル酸エステル共重合体ケン化物である、上記[2]記載の樹脂封止シート。
[4]
前記酸性官能基で末端もしくはグラフト変性された変性ポリオレフィンは、無水マレイン酸で末端もしくはグラフト変性されたマレイン酸変性ポリオレフィンである、上記[2]又は[3]記載の樹脂封止シート。
[5]
前記樹脂層が、エチレン-酢酸ビニル共重合体、エチレン-脂肪族不飽和カルボン酸共重合体、エチレン-脂肪族カルボン酸エステル共重合体、及びポリオレフィン系樹脂からなる群から選択される少なくとも1種の熱可塑性樹脂を含有する、上記[1]~[4]のいずれか記載の樹脂封止シート。
[6]
前記樹脂層中の前記接着性樹脂の含有量が10~100質量%である、上記[1]~[5]のいずれか記載の樹脂封止シート。
[7]
前記樹脂層中の前記熱可塑性樹脂の含有量が0~90質量%である、上記[1]~[6]のいずれか記載の樹脂封止シート。
[8]
前記接着性樹脂を含有する樹脂層のみからなる単層構造を有する、上記[1]~[7]のいずれか記載の樹脂封止シート。
[9]
前記樹脂層のゲル分率が1~65質量%である、上記[8]記載の樹脂封止シート。
[10]
前記樹脂層が傾斜架橋構造を有する、上記[8]又は[9]記載の樹脂封止シート。
[11]
表面層と、前記表面層に積層された内層とを含む少なくとも2層以上の多層構造を有し、
前記表面層の少なくとも1層が前記接着性樹脂を含有する樹脂層である、上記[1]~[7]のいずれか記載の樹脂封止シート。
[12]
前記表面層の少なくとも1層のゲル分率が1~65質量%である、上記[11]記載の樹脂封止シート。
[13]
水蒸気透過率が40g/m2・day以下である、上記[11]又は[12]記載の樹脂封止シート。
[14]
環状ダイで製膜された、上記[1]~[13]のいずれか記載の樹脂封止シート。
[15]
太陽電池の部材を保護するための封止材として用いられる、上記[1]~[14]のいずれか記載の樹脂封止シート。
[16]
合わせガラスの中間膜として用いられる、上記[1]~[14]のいずれか記載の樹脂封止シート。
本実施の形態における樹脂封止シートの樹脂層に含まれる接着性樹脂としては、例えば、水酸基を持つオレフィン系共重合体、酸性官能基で末端もしくはグラフト変性された変性ポリオレフィン、グリシジルメタクリレートを含むエチレン共重合体からなる群から選択される少なくとも1種が挙げられる。
次に、上記接着性樹脂を含有する樹脂層(以下、「接着性樹脂層」とも言う。)について説明する。接着性樹脂層としては、上述した接着性樹脂のみから層であってもよいが、良好な透明性、柔軟性、被接着物の接着性や取扱性を確保する観点から、接着性樹脂層がエチレン-酢酸ビニル共重合体(EVA)、エチレン-脂肪族不飽和カルボン酸共重合体、エチレン-脂肪族不飽和カルボン酸エステル共重合体、ポリオレフィン系樹脂からなる群から選択される少なくとも1種の熱可塑性樹脂を含むことが好ましい。
本実施の形態の樹脂封止シートは、前記接着性樹脂を含有する樹脂層のみからなる単層構造を有していてもよい。樹脂封止シートが単層構造を有する場合、上述した接着性樹脂のみからなる単層構造としてもよいが、良好な透明性、柔軟性、被接着物の接着性や取扱性を確保する観点から、接着性樹脂と、エチレン-酢酸ビニル共重合体、エチレン-脂肪族不飽和カルボン酸共重合体、エチレン-脂肪族不飽和カルボン酸エステル共重合体、及びポリオレフィン系樹脂よりなる群から選ばれる少なくとも1種の熱可塑性樹脂と、の混合樹脂からなる層であることが好ましい。
本実施の形態における樹脂封止シートは、表面層と、前記表面層に積層された内層とを含む少なくとも2層以上の多層構造を有していてもよい。ここで、樹脂封止シートの両表面を形成する2層を「表面層」といい、それ以外を「内層」という。
本実施の形態における樹脂封止シートが、太陽電池の樹脂封止シートとして使用される場合は、高温下における耐熱性が要求されるため、上記接着性樹脂を含有する樹脂層やその他の層は、架橋されていることが好ましい。
本実施の形態における樹脂封止シートの製造方法は、特に制限はないが、例えば、以下の方法が挙げられる。まず、樹脂を押出機で溶融し、ダイより溶融樹脂を押出し、急冷固化して原反を得る。押出機としては、Tダイ、環状ダイ等が用いられる。樹脂封止シートが多層構造である場合には、環状ダイが好ましい。
次に、樹脂封止シートの光学特性について説明する。光学特性の指標としてはヘイズ値が用いられる。ヘイズ値は所定の光学測定機械により測定される。ヘイズ値が10.0%以下であると樹脂封止シートにより封止された被封止物を外観上確認でき、太陽電池の発電素子を封止した場合にも実用上十分な発電効率が得られるため好ましい。このような観点から、ヘイズ値は9.5%以下であることが好ましく、9.0%以下であることがより好ましい。ここで、ヘイズ値は、ASTM D-1003に準拠して測定することができる。
本実施の形態における樹脂封止シートは、太陽電池を構成する素子等の部材を保護するための封止材として特に有用である。すなわち透明性や耐クリープ特性に優れ、かつ被封止物との接着性が良好であり、用途に応じて接着性の制御を行うことができる。また、太陽電池を構成するガラス板や、アクリルやポリカーボネート等の樹脂板に対しても安定的に強固な接着性を発揮する。本実施の形態における樹脂封止シートを用いることにより、太陽電池用ガラス自身や各種配線や発電素子等、凹凸を有している各種部材を確実に隙間なく封止できる。
先ず、所定の測定対象に対する評価、処理を下記に示す。
全層ゲル分率については、沸騰p-キシレン中で、上記樹脂封止シートを12時間抽出し、不溶解部分の割合を、下記式により求めた。樹脂封止シートの架橋度の尺度として評価した。
ゲル分率(質量%)=(抽出後の試料質量/抽出前の試料質量)×100
表面層のゲル分率については、表面層と同じ樹脂及び同じ厚さのシートを作製し、このシートに電線照射処理を施して、前記方法でゲル分率を算出した。
樹脂封止シートに電子線処理をEPS-300もしくはEPS-800の電子線照射装置(日新ハイボルテージ社製)を用いて、所定の加速電圧、照射密度で処理した。
JIS―K-7112に準拠して測定した。
JIS―K-7210に準拠して測定した。なお、下記表において示されているMFRの単位は、g/10minである。
ティーエーインスツルメント社製の示差走査熱良計「MDSC2920型」を使用し、樹脂約8~12mgを0℃から200℃まで10℃/分の速度で昇温させ、200℃で5分間溶融保持した後に-50℃以下まで急冷し、次いで0℃から200℃まで10℃/分で昇温させた際に得られる融解に伴う吸熱ピークの温度を融点とした。
ASTM D-1003に準拠して測定した。評価用サンプルとしては、太陽電池用ガラス板(AGC社製白板ガラス5cm×10cm角:厚さ3mm)/樹脂封止シート/太陽電池用ガラス板の順に積層し、LM50型真空ラミネート装置(NPC社)を用いて150℃、15分間の条件で真空ラミネートしたものを用いた。
JIS-K7129に準拠して測定した。評価用サンプルとしては樹脂封止シートのコア層と同じ樹脂を用いて150μmのフィルムを作製し、評価を行った。但し、実施例23では、評価用サンプルとして樹脂封止シートのベース層と同じ樹脂を用いて150μmのフィルムを作製し、評価を行った。
太陽電池用ガラス板(AGC社製白板ガラス5cm×10cm角:厚さ3mm)/樹脂封止シート/発電部分(単結晶シリコンセル(厚さ250μm)/樹脂封止シート/太陽電池用ガラス板の順に重ね、LM50型真空ラミネート装置(NPC社)を用いて150℃、15分間の条件で真空ラミネートし、発電部分の単結晶シリコンセルの樹脂封止シートとの接触状況を目視にて確認した。
◎:単結晶シリコンセルと樹脂封止シートとの接触部分が全て良好。(隙間なし)
〇:単結晶シリコンセルと樹脂封止シートとの接触部分が良好。(隙間なし)
×:単結晶シリコンセルと樹脂封止シートとの接触部分に隙間が生じた。
太陽電池用ガラス板(AGC社製白板ガラス5cm×10cm角:厚さ3mm)/樹脂封止シート/発電部分(単結晶シリコンセル(厚さ250μm)/樹脂封止シート/太陽電池用ガラス板の順に重ね、LM50型真空ラミネート装置(NPC社)を用いて真空ラミネートし、積層した太陽電池の一方のガラス板を85℃に設定した恒温槽の壁面に固定し、24時間放置し、他方のガラス板とのズレを測定した。
◎:ガラス板のズレがなし。
〇:ガラス板のズレがほぼなし。
×:ガラス板のズレが3mm以上。
太陽電池用ガラス板(AGC社製白板ガラス5cm×10cm角:厚さ3mm)/樹脂封止シート/発電部分(単結晶シリコンセル(厚さ250μm)/樹脂封止シート/太陽電池用ガラス板の順に重ね、LM50型真空ラミネート装置(NPC社)を用いて150℃、15分間の条件で真空ラミネートし、積層した太陽電池の一方のガラス板を恒温槽の壁面に固定し、24時間放置し、他方のガラス板とのズレを測定した。
恒温槽の設定温度は樹脂封止シートに用いられている樹脂のうち、最も高い融点よりも30℃高い温度に設定した。
◎:ガラス板のズレが5mm以上。
〇:ガラス板のズレが3mm以上。
×:ガラス板のズレがほぼなし。
評価用サンプルとしては、太陽電池用ガラス板(AGC社製白板ガラス:厚さ3mm)/樹脂封止シート/発電部分(単結晶シリコンセル(厚さ250μm)/樹脂封止シート/太陽電池用バックシート(東洋アルミ製)の順に積層し、LM50型真空ラミネート装置(NPC社)を用いて150℃にて真空ラミネートして作製した太陽電池モジュールを用いた。
温湿度試験サイクルとしては、-20℃/2時間、85℃/85%RH/2時間の、各温湿度条件にて保持し、これを50サイクル繰り返して行った。
上記試験後の太陽電池モジュールの外観上の変化の観察を下記3段階で行った。
外観 ◎:まったく外観上の変化なし(良好)
○:ほとんど外観上変化なし(良好)
×:外観上変化あり(部分剥離や気泡による外観不良)
評価対象の樹脂封止シートを、40℃50%RHの恒温室に4ヶ月間保存し、保存前と保存後の樹脂封止シートの接着性の変化を観察した。
評価用のサンプルとしては、太陽電池用ガラス板(AGC社製白板ガラス:厚さ3mm)/樹脂封止シート/太陽電池用バックシート(東洋アルミ製)の順に積層し、LM50真空型ラミネート装置(NPC社)を用いて150℃にて真空ラミネートしたものを用いた。
ラミネート後、ガラスとの剥離強度評価を下記の3段階で行った。
剥離 ◎:保存前と保存後の剥離強度の変化が20%未満(良好)
○:保存前と保存後の剥離強度の変化が30%未満(良好)
×:保存前と保存後の剥離強度の変化が30%以上(不良)
サンプルは太陽電池用ガラス板(AGC社製白板ガラス5cmX10cm角:厚さ3mm)/樹脂封止シート/太陽電池用ガラス板の順に重ね、LM50型真空ラミネート装置(NPC社)を用いて150℃にて真空ラミネートした。ラミネート後、2枚の太陽電池用ガラス板を手で剥がして評価を行った。
○:強固に接着して剥離しない。(良好)
×:手で剥離する。(不良)
評価用のサンプルとしては、太陽電池用ガラス板(AGC社製白板ガラス:厚さ3mm)/樹脂封止シート/太陽電池用バックシート(東洋アルミ製)の順に積層し、LM50真空型ラミネート装置(NPC社)を用いて150℃にて真空ラミネートしたものを用いた。バックシート側より、幅10mmに切り込みを入れ、一部分をガラスより剥離し、短冊状のサンプルを180度方向に50mm/minの速度で引っ張り、そのときの強度を測定した。
ガラスとの接着強度同様のサンプルを作成し、23℃-90%にて保存1ヶ月保存した。その後の接着強度をガラスとの接着強度同様、短冊状のサンプルを180度方向に50mm/minの速度で引っ張り、そのときの強度を測定した。
実施例1~22及び比較例1~3では、下記表1~表7に示すように、所定のコア層を上下からベース層及び表面層により挟み込み、積層体構成の樹脂封止シートを作製した。また、実施例23では、所定のベース層を2種の表面層で挟み込み、積層体構成の樹脂封止シートを作製した。なお、表中、層構成の欄は、原料樹脂の種類数に着目した記載としている。表面層、ベース層、コア層で同一の原料樹脂が用いられていれば「単層」である。また、例えば、実施例3においては2種3層と記載しているが、コア層を挟持する形で表面層が2層、形成されていることを意味する。
表1~6に示す樹脂を用いて、3台の押出機(表面層押出機、ベース層押出機械、コア層押出機械)を使用して樹脂を溶融し、その押出機に接続された環状ダイから樹脂をチューブ状に溶融押出し、溶融押出にて形成されたチューブを水冷リングを用いて急冷し、実施例1~23の樹脂封止シートを得た。有機過酸化物やシランカップリング剤を導入することにあたっては導入する樹脂にあらかじめ5質量%程度の濃度で混練してマスターバッチ化して、配合したい量に希釈して使用した。なお、表中、厚さ比率は、樹脂封止シート全体の厚さを100とした場合の、各層の厚さの比を示す。
表7に示す樹脂材料を用い、実施例同様に各条件に従って樹脂封止シートを作製した。樹脂封止シートに対して、表7に示されている「照射条件」に従い、電子線架橋処理を行った。
それぞれの樹脂封止シートに対して、ゲル分率と光学特性の評価を行った。
また、発電面部材として太陽電池用ガラスを用い、太陽電池モジュールを作製し、太陽電池発電部分隙間埋め評価、耐クリープ性評価及びリサイクル性評価を行った。評価結果を表7に示す。
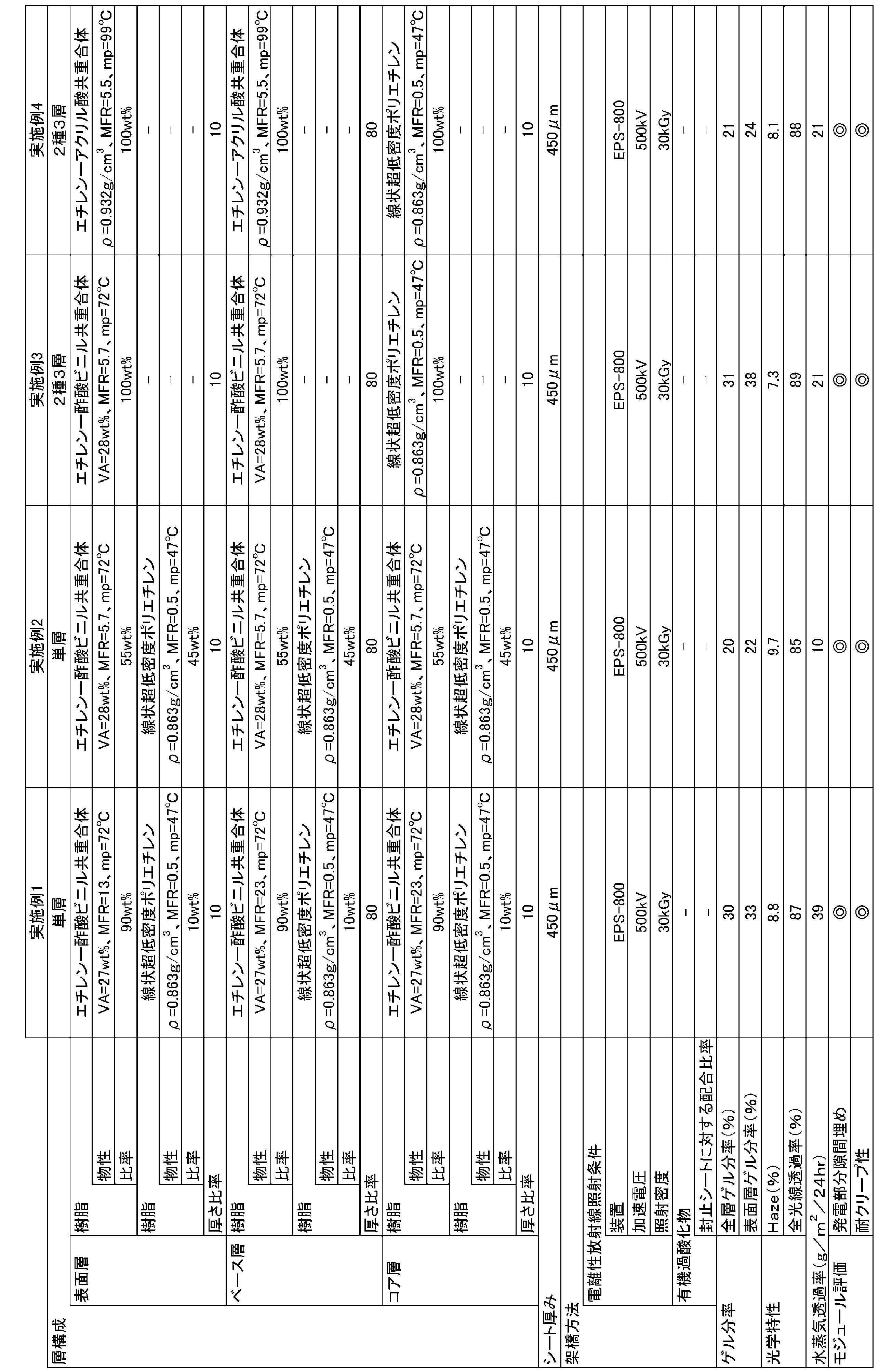
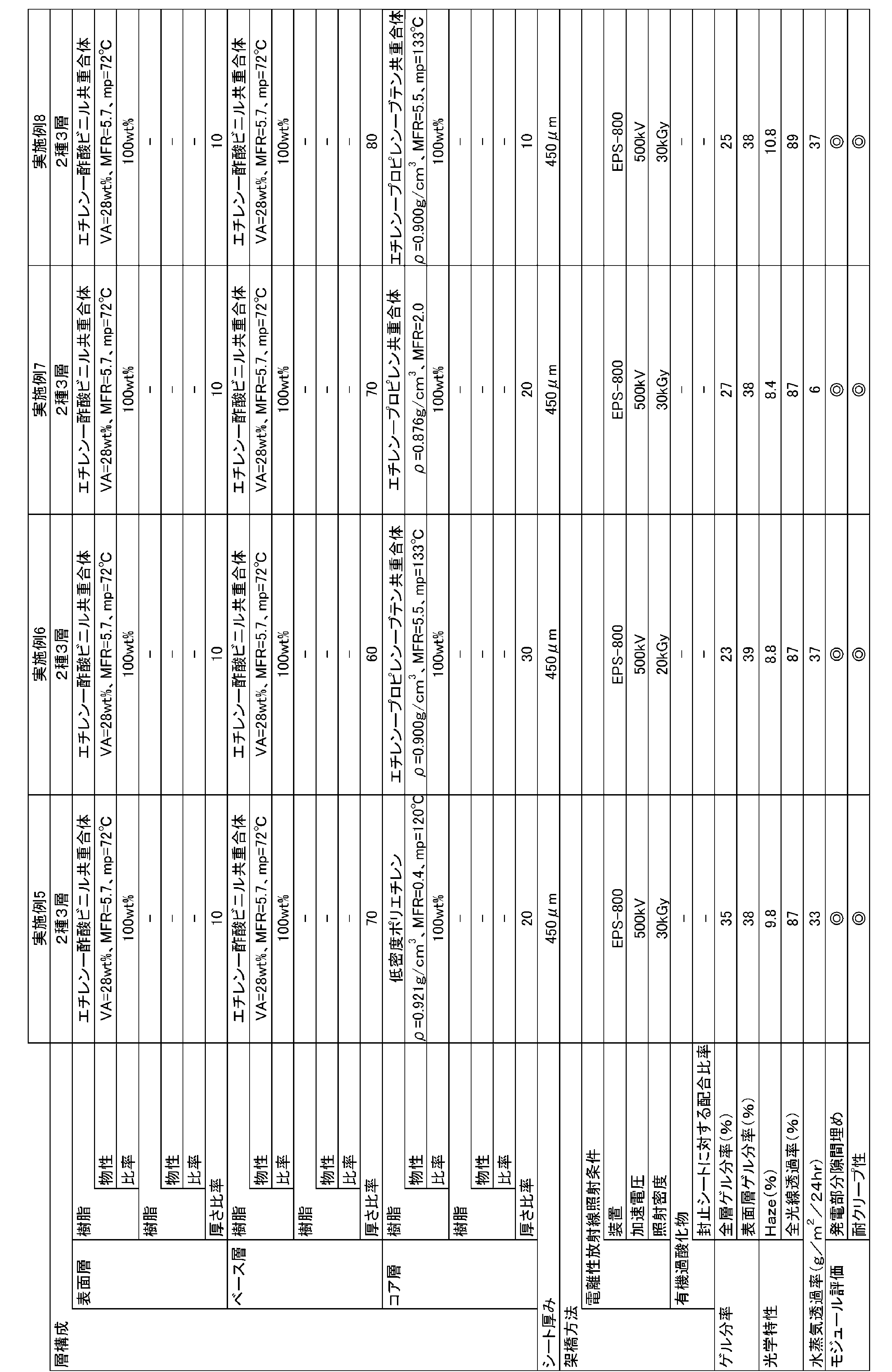
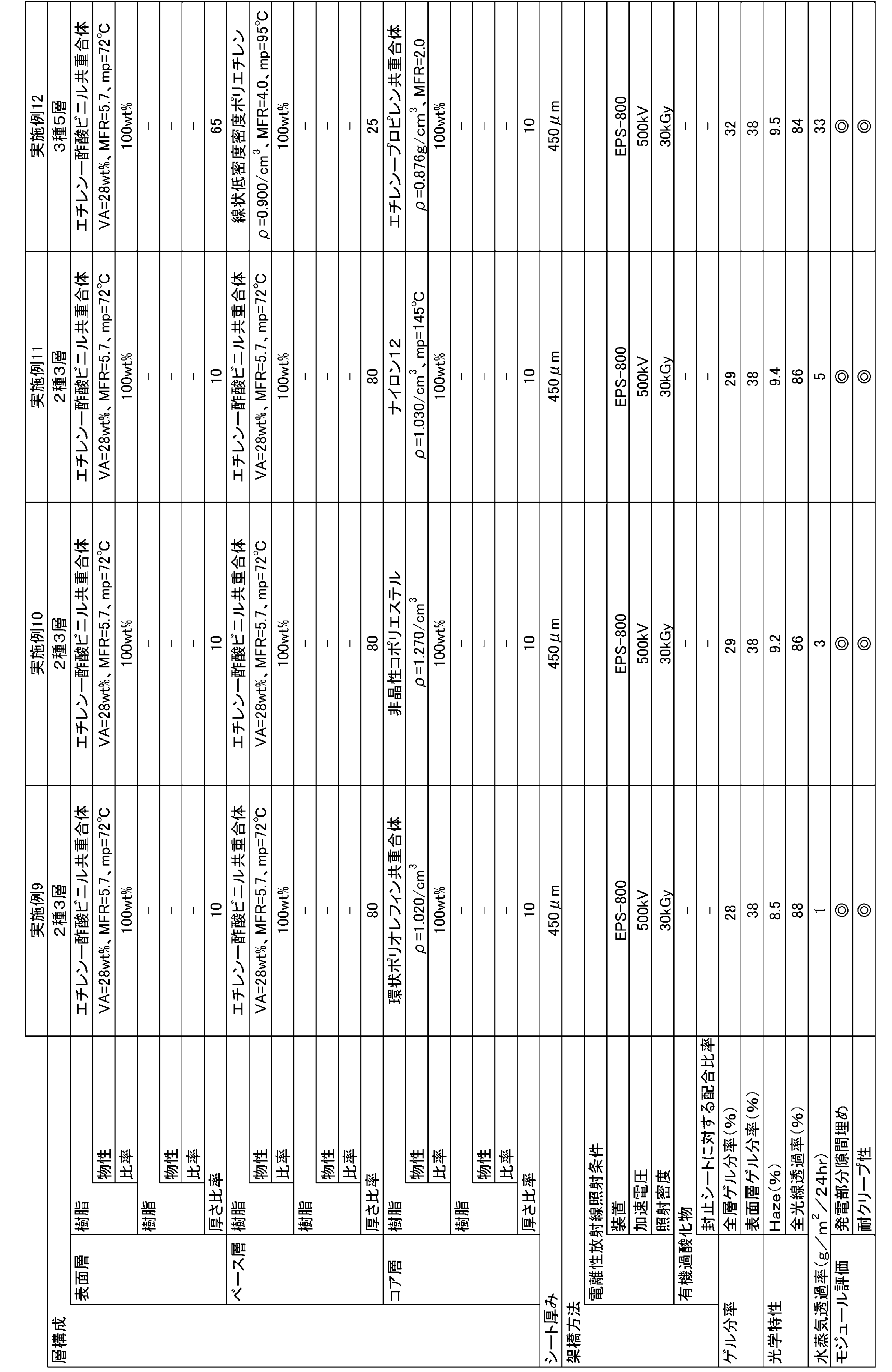



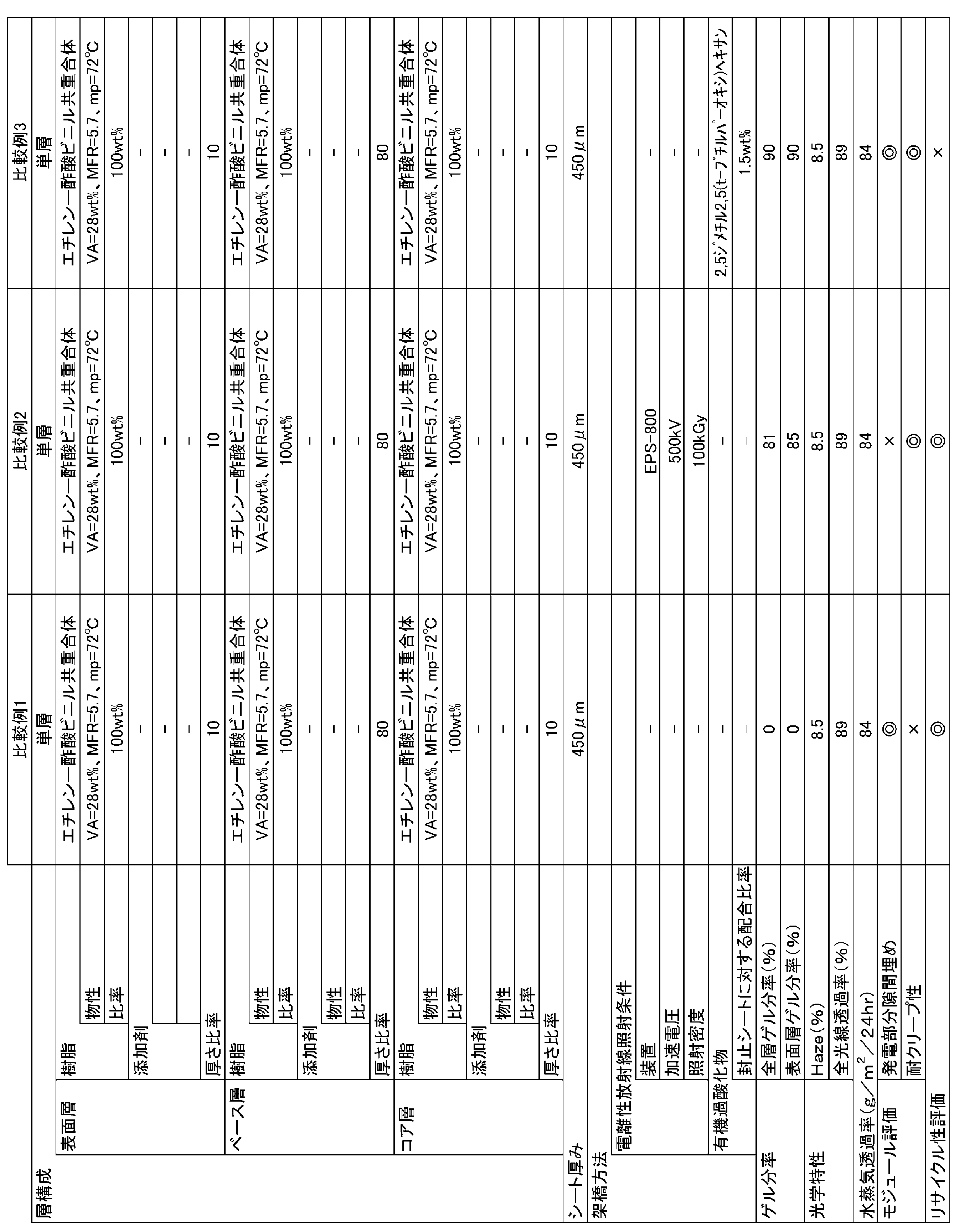

表9~表11に示す樹脂材料を用い、各条件に従って樹脂封止シートを作製した。
表中に示されているエチレン-酢酸ビニル共重合体ケン化物は、VA%が28質量%、MFRが5.7g/10minであるエチレン-酢酸ビニル共重合体(東ソー社製 ウルトラセン)をケン化したものを用いた。
エチレン-酢酸ビニル共重合体ケン化物のケン化度、MFR、及び融点を、下記表9~表11に示した。
樹脂封止シートに対して、下記表9~表11に示されている「照射条件」に従い、電子線架橋処理を行った。
なお、実施例34は、架橋剤として有機過酸化物を用いた。
それぞれの樹脂封止シートに対して、ゲル分率と光学特性の評価を行った。
また、発電面部材として太陽電池用ガラスを用い、太陽電池モジュールを作製し、温湿度サイクル及び保存安定性の評価を行った。
評価結果を表9~表11に示す。
実施例24において作製した樹脂封止シートと同様のものを作製した。
測定用太陽電池モジュールとしては、発電面部材としてポリカーボネート樹脂板を用いた。
具体的には、温湿度サイクル評価用のサンプルとして、ポリカーボネート樹脂板(帝人デュポン社製 ユーピロン、厚さ3mm)/樹脂封止シート/発電部分(単結晶シリコンセル(厚さ250μm)/樹脂封止シート/太陽電池用バックシート(東洋アルミ製)の順に積層し、LM50型真空ラミネート装置(NPC社)を用いて130℃にて真空ラミネートした太陽電池モジュールを用いた。
また、保存安定性評価、ヘイズ及び全光線透過率の評価については、発電面部材としてポリカーボネート樹脂板を使用し、ラミネート温度を130℃として評価用サンプルを作製した。
その他の条件は、実施例24~34と同様の評価を行った。評価結果を表11に示す。
実施例24で作製した樹脂封止シートと同様のものを作製した。
続いて、この樹脂封止シートを用いて複合材を作製した。
強化白板ガラス(AGCファブリテック社製で太陽電池用ガラス、厚さ3mm)を2枚使用し、上記強化白板ガラス/樹脂封止シート/上記強化白板ガラスの順で積層し、130℃にてラミネートを行い、複合材を得、これを評価用サンプルとした。
この複合材の透明性評価を行ったところ、実用上十分に良好なものであった。
また、ガラス間に吸湿防止用の端面処理を施すことなく、温度40℃、湿度85%の環境下で2週間保管し、その後、外観評価を行ったところ、外観上の変化が確認されず、白化や剥離も観察されず、湿度に対する劣化が効果的に防止できたことが確認された。
実施例24で作製した樹脂封止シートと同様のものを作製した。
続いて、この樹脂封止シートを用いて複合材を作製した。
この例においては、強化白板ガラス(AGCファブリテック社製の太陽電池用ガラス)と、とアクリル樹脂板(旭化成テクノプラス、デラグラス)を使用し、強化白板ガラス(厚さ3mm)/樹脂封止シート/アクリル樹脂板(厚さ3mm)の順で積層し、130℃にてラミネートを行い、評価用サンプルとした。
実施例24で作製した樹脂封止シートと同様のものを作製した。
続いて、この樹脂封止シートを用いて複合材を作製した。
この例においては、強化白板ガラス(AGCファブリテック社製の太陽電池用ガラス)とポリカーボネート樹脂板(帝人デュポン社製 ユーピロンです。)を使用し、強化白板ガラス(3mm)/樹脂封止シート/ポリカーボネート樹脂板(3mm)の順で積層し、130℃にてラミネートを行い、評価用サンプルとした。
また、ガラスと樹脂板の間に吸湿防止用の端面処理を施すことなく、温度40℃、湿度85%の環境下で2週間保管し、その後、外観評価を行ったところ、外観上の変化が確認されず、白化や剥離も観察されず、湿度に対する劣化が効果的に防止できたことが確認された。
表12に示す樹脂材料を用い、各条件に従って樹脂封止シートを作製した。
樹脂封止シートに対して、表12に示されている「照射条件」に従い、電子線架橋処理を行った。
それぞれの樹脂封止シートに対して、ゲル分率と光学特性の評価を行った。
また、発電面部材として太陽電池用ガラスを用い、太陽電池モジュールを作製し、温湿度サイクル及び保存安定性の評価を行った。評価結果を表12に示す。


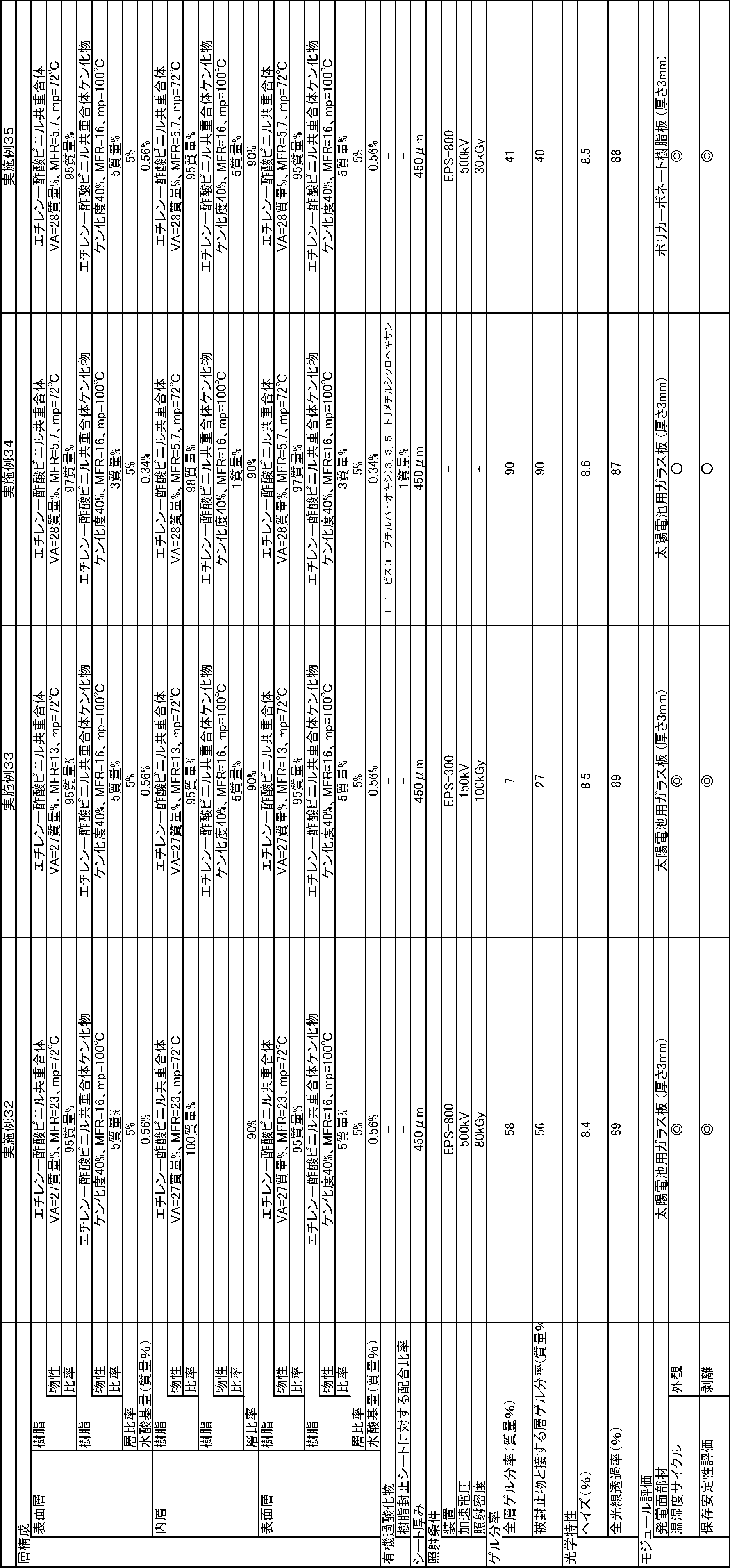

すなわち、樹脂層中の水酸基をもつオレフィン系共重合体の含有量を3~60質量%とし、この共重合体のケン化度を10~70%であるものとして、樹脂中の水酸基の割合を0.1~10質量%に制御したことにより、EVAとの相溶性が確保され、白濁化や剥離が発生せず湿度に対する劣化も効果的に防止できることが確認された。
実施例34においては、他の実施例に比較して温湿度サイクル評価において若干劣ったものとなった。これは、有機過酸化物よりなる架橋剤を用いているため、架橋度が不均一になる傾向があり、樹脂封止シートに部分的な物性のばらつきを生じたためである。また、架橋に使用されなかった有機過酸化物が開裂の原因となり経時的に物性が変化することにより保存安定性の評価においても、他の実施例に比較して若干劣ったものとなった。
この例においては、太陽電池モジュールにおける温湿度サイクル評価において、局所的に剥離が観察された。これは、シランカップリング剤は加熱状態によってその機能にばらつきが生じやすいものであり、この例においては、部分的に加熱状態が異なったものとなったことにより局所的に十分に機能しなかったためである。
また、樹脂劣化を招来し、保存安定性において実用上良好な評価が得られなかった。
一方、樹脂劣化を招来する添加剤が含有されていないため保存安定性は良好であった。
一方、樹脂劣化を招来する添加剤が含有されていないため、保存安定性は良好であった
。
この例においては、温湿度サイクル後の外観評価で局所的に剥離が観察された。これは、シランカップリング剤は加熱状態によってその機能にばらつきが生じやすいものであり、この例においては、部分的に加熱状態が異なったものとなったことにより局所的に十分に機能しなかったためである。
また、保存安定性においても実用上良好な評価が得られなかった。
表13及び14に示すような樹脂を用いて、押出機を使用して樹脂を溶融し、その押出機に接続された環状ダイから樹脂をチューブ状に溶融押出し、溶融押出にて形成されたチューブを水冷リングを用いて急冷し、表13及び14記載の樹脂封止シートを得た。
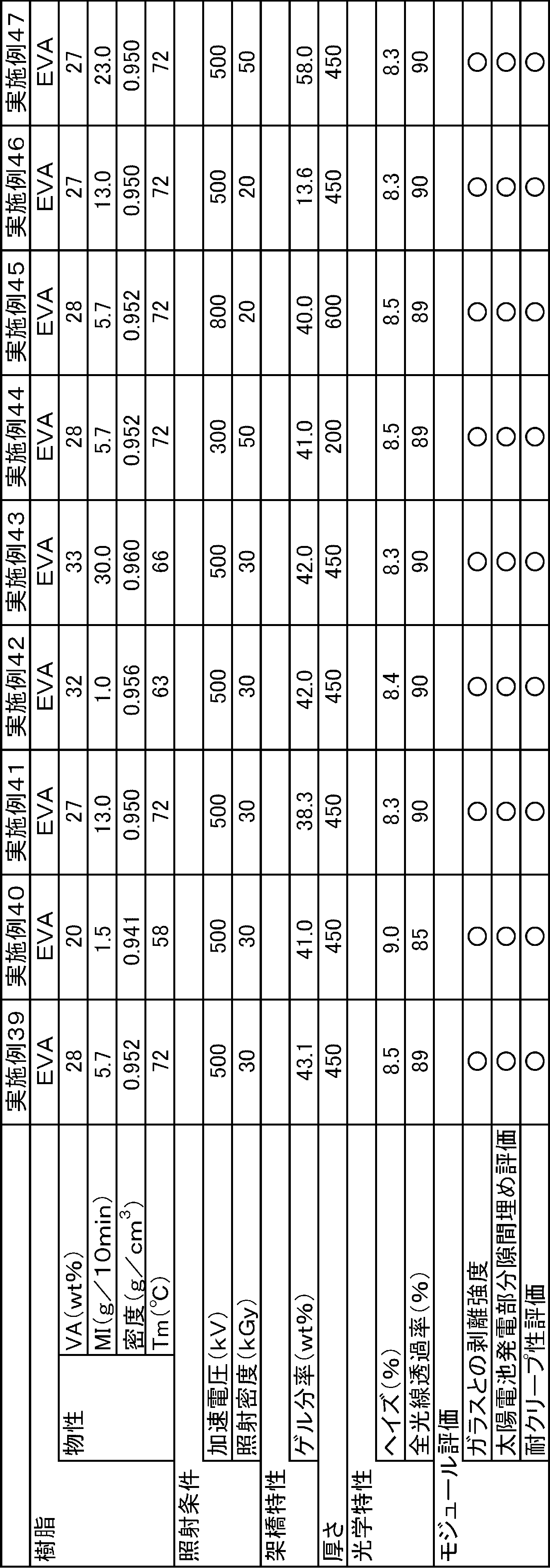

実施例と同等の方法にて表15に示した条件にて樹脂封止シートを得た。その後実施例と同等の方法にて各種の評価を行った。その結果を表15に示す。

(1)エチレン-酢酸ビニル共重合体
東ソー社製 ウルトラセン751
(2)エチレン-酢酸ビニル共重合体ケン化物
東ソー社製 メルセン6410
(3)エチレン-メチルアクリレート共重合体 三井デュポンケミカル社製 エルバロイ1218AC
(4)エチレン-エチルアクリレート共重合体 三井デュポンケミカル社製 エルバロイ2615AC
表16及び17に示す材料及び組成比で樹脂封止シートを製造した。
2台の押出機(表面層押出機、内層押出機)を使用して樹脂を溶融し、その押出機に接続された環状ダイから樹脂をチューブ状に溶融押出し、溶融押出にて形成されたチューブを水冷リングを用いて急冷することにより実施例56~62の樹脂封止シートを得た。得られた実施例56~62の樹脂封止シートに対して、表中に示した照射条件に従って電子線処理を行った。樹脂封止シートの全層ゲル分率、ヘイズ、全光線透過率、ガラスとの接着強度、耐高湿度を評価した。評価結果を表16及び17に示す。
得られた樹脂封止シートを用いて太陽電池モジュールを製造し、温湿度サイクル、保存安定性の評価を行った。評価結果を表16及び17に示す。なお、真空ラミネーターとしては、NPC社製太陽電池用真空ラミネーターLM50用いた。
表17に示す材料及び組成比で、実施例56~62と同様の方法により樹脂封止シートを製造した。有機過酸化物及びシランカップリング剤を導入するにあたっては導入する樹脂にあらかじめ5質量%程度の濃度で混練してマスターバッチ化して、配合したい量に希釈して使用した。
得られた比較例13の樹脂封止シートに対して、表中に示した照射条件に従って電子線処理を行った。樹脂封止シートの全層ゲル分率、ヘイズ、全光線透過率、ガラスとの接着強度、耐高湿度を評価した。評価結果を表17に示す。
得られた樹脂封止シートを用いて太陽電池モジュールを製造し、温湿度サイクル、保存安定性の評価を行った。評価結果を表17に示す。なお、真空ラミネーターとしては、NPC社製太陽電池用真空ラミネーターLM50を用いた。


(1)エチレン-酢酸ビニル共重合体
東ソー社製 ウルトラセン751
(2)エチレン-酢酸ビニル共重合体ケン化物
東ソー社製 メルセン6410
(3)マレイン酸グラフト変性ポリエチレン
三井化学社製 アドマーSF751
三井化学社製 アドマーNF518
三井化学社製 アドマーXE070
(4)超低密度ポリエチレン
ダウケミカル社製 EG8200
(5)エチレン-グリシジルメタクリレート-酢酸ビニル共重合体(E-GMA-VA)
住友化学社製 ボンドファースト7Bグレード
(6)エチレン-グリシジルメタクレリート共重合体(E-GMA)
住友化学社製 ボンドファーストEグレード
2台の押出機(表面層押出機、内層押出機)を使用して樹脂を溶融し、その押出機に接続された環状ダイから樹脂をチューブ状に溶融押出し、溶融押出にて形成されたチューブを水冷リングを用いて急冷することにより実施例63~69の樹脂封止シートを得た。得られた実施例63~69の樹脂封止シートに対して、表中に示した照射条件に従って電子線処理を行った。樹脂封止シートの全層ゲル分率、ヘイズ、全光線透過率を評価した。評価結果を表18に示す。
得られた樹脂封止シートを用いて太陽電池モジュールを製造し、温湿度サイクル、保存安定性の評価を行った。評価結果を表18に示す。なお、真空ラミネーターとしては、NPC社製太陽電池用真空ラミネーターLM50を用いた。
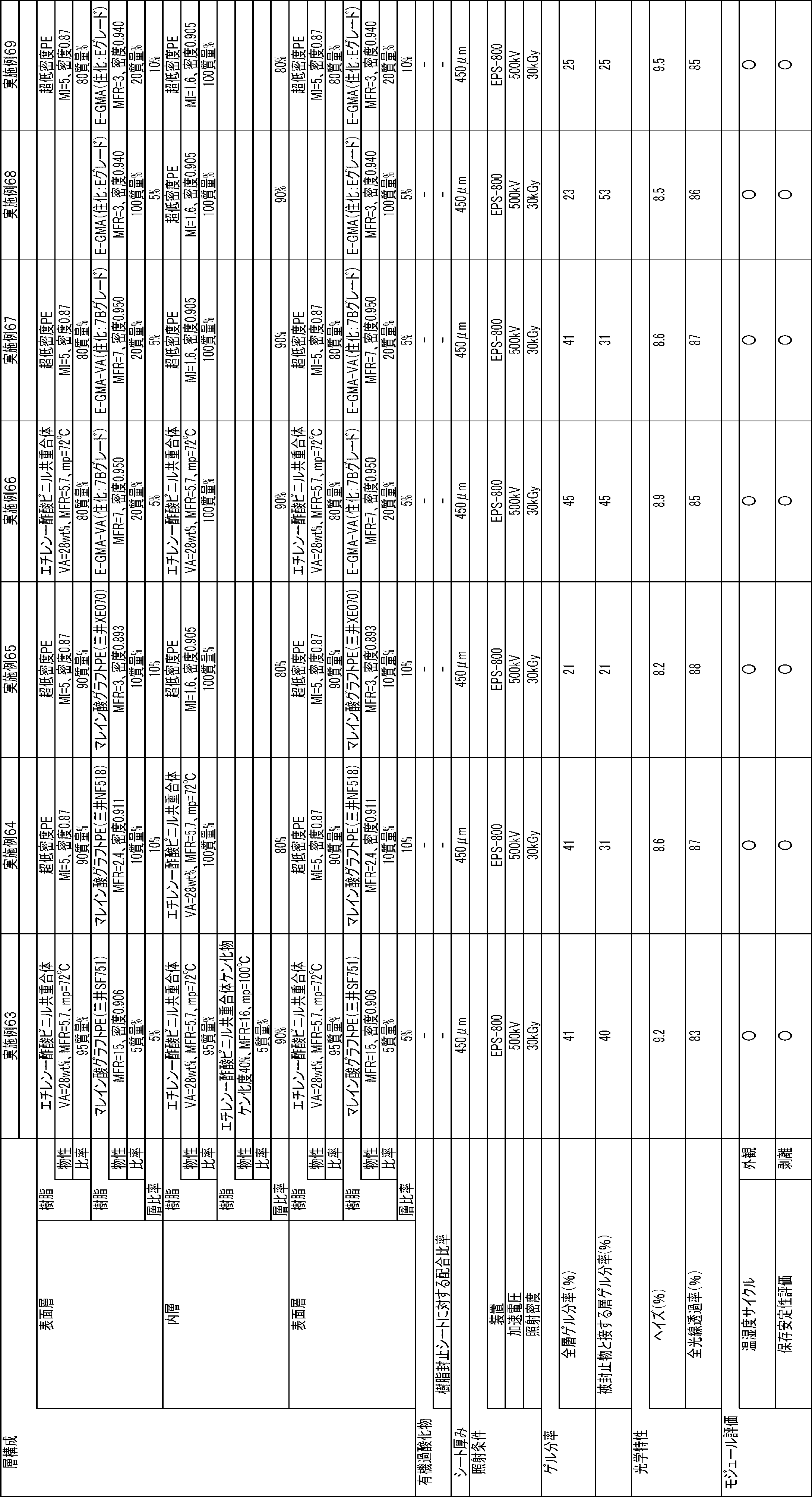
Claims (16)
- 軟化状態の樹脂層を被封止物に密着させて封止する樹脂封止シートであって、
前記樹脂層が接着性樹脂を含有する樹脂封止シート。 - 前記接着性樹脂は、水酸基を持つオレフィン系共重合体、酸性官能基で末端もしくはグラフト変性された変性ポリオレフィン、グリシジルメタクリレートを含むエチレン共重合体からなる群から選択される少なくとも1種の樹脂を含有する、請求項1記載の樹脂封止シート。
- 前記水酸基を持つオレフィン系共重合体は、エチレン-酢酸ビニル共重合体ケン化物、及び/又はエチレン-酢酸ビニル-アクリル酸エステル共重合体ケン化物である、請求項2記載の樹脂封止シート。
- 前記酸性官能基で末端もしくはグラフト変性された変性ポリオレフィンは、無水マレイン酸で末端もしくはグラフト変性されたマレイン酸変性ポリオレフィンである、請求項2又は3記載の樹脂封止シート。
- 前記樹脂層が、エチレン-酢酸ビニル共重合体、エチレン-脂肪族不飽和カルボン酸共重合体、エチレン-脂肪族カルボン酸エステル共重合体、及びポリオレフィン系樹脂からなる群から選択される少なくとも1種の熱可塑性樹脂を含有する、請求項1~4のいずれか1項記載の樹脂封止シート。
- 前記樹脂層中の前記接着性樹脂の含有量が10~100質量%である、請求項1~5のいずれか1項記載の樹脂封止シート。
- 前記樹脂層中の前記熱可塑性樹脂の含有量が0~90質量%である、請求項1~6のいずれか1項記載の樹脂封止シート。
- 前記接着性樹脂を含有する樹脂層のみからなる単層構造を有する、請求項1~7のいずれか1項記載の樹脂封止シート。
- 前記樹脂層のゲル分率が1~65質量%である、請求項8記載の樹脂封止シート。
- 前記樹脂層が傾斜架橋構造を有する、請求項8又は9記載の樹脂封止シート。
- 表面層と、前記表面層に積層された内層とを含む少なくとも2層以上の多層構造を有し、
前記表面層の少なくとも1層が前記接着性樹脂を含有する樹脂層である、請求項1~7のいずれか1項記載の樹脂封止シート。 - 前記表面層の少なくとも1層のゲル分率が1~65質量%である、請求項11記載の樹脂封止シート。
- 水蒸気透過率が40g/m2・day以下である、請求項11又は12記載の樹脂封止シート。
- 環状ダイで製膜された、請求項1~13のいずれか1項記載の樹脂封止シート。
- 太陽電池の部材を保護するための封止材として用いられる、請求項1~14のいずれか1項記載の樹脂封止シート。
- 合わせガラスの中間膜として用いられる、請求項1~14のいずれか1項記載の樹脂封止シート。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020137009264A KR101390440B1 (ko) | 2008-04-09 | 2009-03-27 | 수지 밀봉 시트 |
| US12/936,460 US20110045287A1 (en) | 2008-04-09 | 2009-03-27 | Sealing resin sheet |
| KR1020107022380A KR101389511B1 (ko) | 2008-04-09 | 2009-03-27 | 수지 밀봉 시트 |
| CN2009801117791A CN101981096A (zh) | 2008-04-09 | 2009-03-27 | 树脂密封片 |
| EP09730397A EP2270077A1 (en) | 2008-04-09 | 2009-03-27 | Sealing resin sheet |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008101116A JP4755667B2 (ja) | 2008-04-09 | 2008-04-09 | 樹脂封止シート |
| JP2008-101116 | 2008-04-09 | ||
| JP2008-174366 | 2008-07-03 | ||
| JP2008174366 | 2008-07-03 | ||
| JP2008224913A JP5483395B2 (ja) | 2008-09-02 | 2008-09-02 | 封止用樹脂シート及びこれを用いた太陽電池 |
| JP2008-224913 | 2008-09-02 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009125685A1 true WO2009125685A1 (ja) | 2009-10-15 |
Family
ID=41161817
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/056342 WO2009125685A1 (ja) | 2008-04-09 | 2009-03-27 | 樹脂封止シート |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20110045287A1 (ja) |
| EP (1) | EP2270077A1 (ja) |
| KR (2) | KR101389511B1 (ja) |
| CN (2) | CN101981096A (ja) |
| TW (2) | TW201329214A (ja) |
| WO (1) | WO2009125685A1 (ja) |
Cited By (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011018889A (ja) * | 2009-06-09 | 2011-01-27 | Japan Polyethylene Corp | 太陽電池封止材用樹脂シート |
| JP2011016983A (ja) * | 2009-06-09 | 2011-01-27 | Japan Polyethylene Corp | 太陽電池封止材用樹脂組成物 |
| JP2011074262A (ja) * | 2009-09-30 | 2011-04-14 | Asahi Kasei E-Materials Corp | 樹脂封止シート及びそれを用いた太陽電池モジュール |
| JP2011119475A (ja) * | 2009-12-03 | 2011-06-16 | Asahi Kasei E-Materials Corp | 太陽電池モジュールの製造方法 |
| JP2011152720A (ja) * | 2010-01-27 | 2011-08-11 | Asahi Kasei E-Materials Corp | 樹脂封止シートの製造方法及び樹脂封止シート |
| JP2011176273A (ja) * | 2010-01-26 | 2011-09-08 | Sekisui Chem Co Ltd | 太陽電池用封止材、太陽電池保護シート及び太陽電池モジュールの製造方法 |
| JP4793512B2 (ja) * | 2009-08-07 | 2011-10-12 | 東洋インキScホールディングス株式会社 | 太陽電池封止材用樹脂組成物の製造方法、太陽電池封止材用樹脂組成物、太陽電池封止材、および太陽電池モジュール |
| WO2012002264A1 (ja) * | 2010-06-28 | 2012-01-05 | 日本ポリエチレン株式会社 | 太陽電池封止材、及びそれを用いた太陽電池モジュール |
| US20120184061A1 (en) * | 2009-09-29 | 2012-07-19 | Toppan Printing Co., Ltd | Sealing material sheet for solar cell module and a method of manufacturing solar cell module |
| CN102918659A (zh) * | 2010-05-31 | 2013-02-06 | 大日本印刷株式会社 | 太阳能电池模块用密封材料及其制造方法 |
| CN103205212A (zh) * | 2013-04-27 | 2013-07-17 | 汕头市安德利环保科技有限公司 | 一种eva胶片及其制造方法 |
| JP2013175722A (ja) * | 2012-01-27 | 2013-09-05 | Bridgestone Corp | 太陽電池用封止膜及びこれを用いた太陽電池 |
| JP2013175721A (ja) * | 2012-01-27 | 2013-09-05 | Bridgestone Corp | 太陽電池用封止膜及びこれを用いた太陽電池 |
| JP2014015544A (ja) * | 2012-07-10 | 2014-01-30 | Bridgestone Corp | エチレン−酢酸ビニル共重合体シート、並びにこれを用いた合わせガラス用中間膜、合わせガラス、太陽電池用封止膜及び太陽電池 |
| JP2014049663A (ja) * | 2012-08-31 | 2014-03-17 | Mitsubishi Plastics Inc | 太陽電池モジュール用一体化シート、太陽電池モジュールおよび太陽電池モジュール用一体化シートの製造方法 |
| JP2014148584A (ja) * | 2013-01-31 | 2014-08-21 | Lintec Corp | 電子デバイス用フィルム状封止材、電子デバイス用封止シートおよび電子デバイス |
| JP2015518067A (ja) * | 2012-03-30 | 2015-06-25 | サエス・ゲッターズ・エッセ・ピ・ア | 封止剤組成物 |
| JP2015193724A (ja) * | 2014-03-31 | 2015-11-05 | リンテック株式会社 | シート状封止材、封止シート及び電子デバイス |
| JP2016032008A (ja) * | 2014-07-28 | 2016-03-07 | 大日本印刷株式会社 | 太陽電池モジュール用の封止材シート及びその製造方法 |
| WO2016060156A1 (ja) * | 2014-10-14 | 2016-04-21 | 積水化学工業株式会社 | 太陽電池 |
| WO2016060182A1 (ja) * | 2014-10-14 | 2016-04-21 | 積水化学工業株式会社 | 太陽電池 |
| WO2016129494A1 (ja) * | 2015-02-09 | 2016-08-18 | 東レ株式会社 | 太陽電池モジュール用接着フィルム及び太陽電池モジュール |
| WO2017038374A1 (ja) * | 2015-08-28 | 2017-03-09 | 三井化学東セロ株式会社 | 電子線架橋性エチレン系樹脂組成物、電子線架橋体、電子線架橋体の製造方法および積層体 |
| WO2017119469A1 (ja) * | 2016-01-08 | 2017-07-13 | 三井・デュポンポリケミカル株式会社 | 接着性樹脂組成物、積層体および積層体の製造方法 |
| KR20180063121A (ko) * | 2015-09-30 | 2018-06-11 | 듀폰-미츠이 폴리케미칼 가부시키가이샤 | 절연성 다층 시트 및 태양 전지 모듈 |
| JP2018530168A (ja) * | 2015-11-06 | 2018-10-11 | マイヤー・バーガー・(スウィツァーランド)・アーゲー | ポリマー導体シート、太陽電池、およびその製造方法 |
| WO2021079886A1 (ja) * | 2019-10-21 | 2021-04-29 | 株式会社クラレ | 樹脂シート及びその製造方法 |
| JP7363996B2 (ja) | 2018-03-30 | 2023-10-18 | 大日本印刷株式会社 | 自発光型表示体用の封止材シート及びそれを用いた自発光型表示体 |
| KR102652878B1 (ko) * | 2015-09-30 | 2024-04-01 | 미츠이·다우 폴리케미칼 가부시키가이샤 | 절연성 다층 시트 및 태양 전지 모듈 |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2600418B1 (en) | 2010-07-28 | 2015-12-16 | Mitsubishi Plastics, Inc. | Solar cell sealing material, and solar cell module prepared by using same |
| JP5934646B2 (ja) * | 2010-08-11 | 2016-06-15 | 大倉工業株式会社 | 端子接着用テープの製造方法、および端子接着用テープ |
| KR101218900B1 (ko) * | 2010-11-23 | 2013-01-21 | (주)엘지하우시스 | 태양 전지의 밀봉재용 시트 및 그 제조 방법 |
| BR112013033536A2 (pt) * | 2011-07-05 | 2017-12-19 | Dexerials Corp | composição de resina formadora de folha de fósforo |
| KR101730959B1 (ko) | 2011-10-04 | 2017-04-28 | 삼성에스디아이 주식회사 | 밀폐부재가 마련된 배터리 팩 |
| EP2790231A4 (en) * | 2011-12-05 | 2015-09-02 | Dainippon Printing Co Ltd | SEALING MATERIAL SHEET FOR SOLAR CELL MODULES |
| JP5712911B2 (ja) * | 2011-12-08 | 2015-05-07 | 株式会社オートネットワーク技術研究所 | 端子付電線及びその製造方法 |
| JP6073590B2 (ja) * | 2012-01-27 | 2017-02-01 | 株式会社ブリヂストン | 積層体形成用シート製造用組成物、その製造方法、及び積層体形成用シート |
| US20130206221A1 (en) * | 2012-02-13 | 2013-08-15 | John Anthony Gannon | Solar cell with metallization compensating for or preventing cracking |
| KR102140938B1 (ko) * | 2012-09-07 | 2020-08-04 | 고쿠리츠켄큐카이하츠호진 카가쿠기쥬츠신코키코 | 유기 중합 박막과 그 제조방법 |
| CN104736626B (zh) * | 2012-10-23 | 2017-05-24 | 捷恩智株式会社 | 太阳电池密封材用树脂组成物、太阳电池密封材以及太阳电池模块 |
| US9920483B2 (en) | 2013-06-18 | 2018-03-20 | Celanese Sales Germany Gmbh | Copolymer dispersions and their use in paper-coating formulations |
| KR102323947B1 (ko) * | 2013-11-19 | 2021-11-09 | 닛토덴코 가부시키가이샤 | 수지 시트 |
| CN103804774B (zh) * | 2014-02-24 | 2019-06-18 | 上海海优威新材料股份有限公司 | 辐射预交联乙烯-醋酸乙烯酯树脂膜及其制备方法 |
| US20170358698A1 (en) * | 2016-06-10 | 2017-12-14 | Soliculture, Inc. | Amorphous copolyester-based material in a photovoltaic module |
| MX2019014189A (es) * | 2017-06-12 | 2020-02-03 | Dow Global Technologies Llc | Mezclas de polimeros para usar en laminados, laminados, y articulos. |
| WO2019225761A1 (ja) * | 2018-05-24 | 2019-11-28 | 大日本印刷株式会社 | 自発光型表示体用または直下型バックライト用の封止材シート、自発光型表示体、直下型バックライト |
| CN111171733A (zh) * | 2018-10-24 | 2020-05-19 | 阿特斯阳光电力集团有限公司 | 一种白色封装胶膜及其制备方法以及包含其的光伏组件 |
| CN112216768B (zh) * | 2020-09-04 | 2022-06-07 | 中国电建集团河北工程有限公司 | 真空塑封光伏组件生产工艺 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60137075A (ja) * | 1983-12-26 | 1985-07-20 | Takeda Chem Ind Ltd | 太陽電池モジュ−ル |
| JPH06334207A (ja) | 1993-05-27 | 1994-12-02 | Canon Inc | 太陽電池モジュール |
| JPH08148708A (ja) * | 1994-11-15 | 1996-06-07 | Sekisui Chem Co Ltd | 太陽電池用封止材 |
| JPH08283696A (ja) | 1995-04-14 | 1996-10-29 | Haishiito Kogyo Kk | 太陽電池封止用シート及びその製造方法 |
| JPH11261085A (ja) * | 1998-03-10 | 1999-09-24 | Mitsubishi Plastics Ind Ltd | 太陽電池用裏面保護シート |
| JP2001119047A (ja) | 1999-10-21 | 2001-04-27 | Du Pont Mitsui Polychem Co Ltd | 太陽電池封止材料及び太陽電池モジュール |
| JP2002151710A (ja) * | 2000-11-15 | 2002-05-24 | Kanegafuchi Chem Ind Co Ltd | 薄膜太陽電池の裏面封止方法 |
| JP2005203577A (ja) * | 2004-01-15 | 2005-07-28 | Mitsubishi Heavy Ind Ltd | 太陽電池製造方法及び太陽電池 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4614781A (en) * | 1983-11-07 | 1986-09-30 | Takeda Chemical Industries, Ltd. | Resin from saponified ethylene-vinyl acetate copolymers, production and use thereof |
| EP0145000B1 (en) * | 1983-12-12 | 1987-03-25 | Takeda Chemical Industries, Ltd. | Heat adherable resin compositions and aluminum sheet laminated with the compositions |
| US5270390A (en) * | 1990-08-22 | 1993-12-14 | Kureha Kagaku Kogyo Kabushiki Kaisha | Resin composition and heat shrinkable film comprising the same composition layer |
| JPH11289103A (ja) * | 1998-02-05 | 1999-10-19 | Canon Inc | 半導体装置および太陽電池モジュ―ル及びその解体方法 |
| US6107574A (en) * | 1998-02-24 | 2000-08-22 | Chang; Rong J. | Sealing article |
| TW553991B (en) * | 1998-09-30 | 2003-09-21 | Japan Polyolefins Co Ltd | Polyolefin resin composition, laminate using the same and method for producing the same and applied products thereof |
| DE10394373B4 (de) * | 2002-12-16 | 2016-06-02 | Dai Nippon Printing Co., Ltd. | Zwischenfolie für ein Solarzellenmodul und Solarzellenmodul, bei dem die Zwischenfolie eingesetzt wird |
| US8581094B2 (en) * | 2006-09-20 | 2013-11-12 | Dow Global Technologies, Llc | Electronic device module comprising polyolefin copolymer |
| US20080317991A1 (en) * | 2007-06-19 | 2008-12-25 | Tyco Electronics Corporation | Multiple wall dimensionally recoverable tubing for forming reinforced medical devices |
-
2009
- 2009-03-27 CN CN2009801117791A patent/CN101981096A/zh active Pending
- 2009-03-27 US US12/936,460 patent/US20110045287A1/en not_active Abandoned
- 2009-03-27 CN CN2013102405756A patent/CN103320026A/zh active Pending
- 2009-03-27 KR KR1020107022380A patent/KR101389511B1/ko not_active IP Right Cessation
- 2009-03-27 KR KR1020137009264A patent/KR101390440B1/ko active IP Right Grant
- 2009-03-27 WO PCT/JP2009/056342 patent/WO2009125685A1/ja active Application Filing
- 2009-03-27 EP EP09730397A patent/EP2270077A1/en not_active Withdrawn
- 2009-04-09 TW TW102109614A patent/TW201329214A/zh unknown
- 2009-04-09 TW TW098111787A patent/TWI393768B/zh not_active IP Right Cessation
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60137075A (ja) * | 1983-12-26 | 1985-07-20 | Takeda Chem Ind Ltd | 太陽電池モジュ−ル |
| JPH06334207A (ja) | 1993-05-27 | 1994-12-02 | Canon Inc | 太陽電池モジュール |
| JPH08148708A (ja) * | 1994-11-15 | 1996-06-07 | Sekisui Chem Co Ltd | 太陽電池用封止材 |
| JPH08283696A (ja) | 1995-04-14 | 1996-10-29 | Haishiito Kogyo Kk | 太陽電池封止用シート及びその製造方法 |
| JPH11261085A (ja) * | 1998-03-10 | 1999-09-24 | Mitsubishi Plastics Ind Ltd | 太陽電池用裏面保護シート |
| JP2001119047A (ja) | 1999-10-21 | 2001-04-27 | Du Pont Mitsui Polychem Co Ltd | 太陽電池封止材料及び太陽電池モジュール |
| JP2002151710A (ja) * | 2000-11-15 | 2002-05-24 | Kanegafuchi Chem Ind Co Ltd | 薄膜太陽電池の裏面封止方法 |
| JP2005203577A (ja) * | 2004-01-15 | 2005-07-28 | Mitsubishi Heavy Ind Ltd | 太陽電池製造方法及び太陽電池 |
Cited By (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011018889A (ja) * | 2009-06-09 | 2011-01-27 | Japan Polyethylene Corp | 太陽電池封止材用樹脂シート |
| JP2011016983A (ja) * | 2009-06-09 | 2011-01-27 | Japan Polyethylene Corp | 太陽電池封止材用樹脂組成物 |
| JP4793512B2 (ja) * | 2009-08-07 | 2011-10-12 | 東洋インキScホールディングス株式会社 | 太陽電池封止材用樹脂組成物の製造方法、太陽電池封止材用樹脂組成物、太陽電池封止材、および太陽電池モジュール |
| JPWO2011016557A1 (ja) * | 2009-08-07 | 2013-01-17 | 東洋インキScホールディングス株式会社 | 太陽電池封止材用樹脂組成物の製造方法、太陽電池封止材用樹脂組成物、太陽電池封止材、および太陽電池モジュール |
| US20120184061A1 (en) * | 2009-09-29 | 2012-07-19 | Toppan Printing Co., Ltd | Sealing material sheet for solar cell module and a method of manufacturing solar cell module |
| JP2011074262A (ja) * | 2009-09-30 | 2011-04-14 | Asahi Kasei E-Materials Corp | 樹脂封止シート及びそれを用いた太陽電池モジュール |
| JP2011119475A (ja) * | 2009-12-03 | 2011-06-16 | Asahi Kasei E-Materials Corp | 太陽電池モジュールの製造方法 |
| JP2011176273A (ja) * | 2010-01-26 | 2011-09-08 | Sekisui Chem Co Ltd | 太陽電池用封止材、太陽電池保護シート及び太陽電池モジュールの製造方法 |
| JP2011152720A (ja) * | 2010-01-27 | 2011-08-11 | Asahi Kasei E-Materials Corp | 樹脂封止シートの製造方法及び樹脂封止シート |
| US10566480B2 (en) | 2010-05-31 | 2020-02-18 | Dai Nippon Printing Co., Ltd. | Sealing material for solar cell modules, and manufacturing method thereof |
| CN102918659A (zh) * | 2010-05-31 | 2013-02-06 | 大日本印刷株式会社 | 太阳能电池模块用密封材料及其制造方法 |
| CN102971863B (zh) * | 2010-06-28 | 2015-04-22 | 日本聚乙烯株式会社 | 太阳能电池密封材料及使用其的太阳能电池组件 |
| CN102971863A (zh) * | 2010-06-28 | 2013-03-13 | 日本聚乙烯株式会社 | 太阳能电池密封材料及使用其的太阳能电池组件 |
| WO2012002264A1 (ja) * | 2010-06-28 | 2012-01-05 | 日本ポリエチレン株式会社 | 太陽電池封止材、及びそれを用いた太陽電池モジュール |
| JPWO2012002264A1 (ja) * | 2010-06-28 | 2013-08-22 | 日本ポリエチレン株式会社 | 太陽電池封止材、及びそれを用いた太陽電池モジュール |
| EP2587551A1 (en) * | 2010-06-28 | 2013-05-01 | Japan Polyethylene Corporation | Solar cell sealing material, and solar cell module using same |
| EP2587551A4 (en) * | 2010-06-28 | 2014-02-19 | Japan Polyethylene Corp | SOLAR CELL DENSITY MATERIAL AND SOLAR CELL MODULE MANUFACTURED UNDER THEIR USE |
| JP5417534B2 (ja) * | 2010-06-28 | 2014-02-19 | 日本ポリエチレン株式会社 | 太陽電池封止材、及びそれを用いた太陽電池モジュール |
| JP2013175722A (ja) * | 2012-01-27 | 2013-09-05 | Bridgestone Corp | 太陽電池用封止膜及びこれを用いた太陽電池 |
| JP2013175721A (ja) * | 2012-01-27 | 2013-09-05 | Bridgestone Corp | 太陽電池用封止膜及びこれを用いた太陽電池 |
| JP2015518067A (ja) * | 2012-03-30 | 2015-06-25 | サエス・ゲッターズ・エッセ・ピ・ア | 封止剤組成物 |
| JP2014015544A (ja) * | 2012-07-10 | 2014-01-30 | Bridgestone Corp | エチレン−酢酸ビニル共重合体シート、並びにこれを用いた合わせガラス用中間膜、合わせガラス、太陽電池用封止膜及び太陽電池 |
| JP2014049663A (ja) * | 2012-08-31 | 2014-03-17 | Mitsubishi Plastics Inc | 太陽電池モジュール用一体化シート、太陽電池モジュールおよび太陽電池モジュール用一体化シートの製造方法 |
| JP2014148584A (ja) * | 2013-01-31 | 2014-08-21 | Lintec Corp | 電子デバイス用フィルム状封止材、電子デバイス用封止シートおよび電子デバイス |
| CN103205212A (zh) * | 2013-04-27 | 2013-07-17 | 汕头市安德利环保科技有限公司 | 一种eva胶片及其制造方法 |
| JP2015193724A (ja) * | 2014-03-31 | 2015-11-05 | リンテック株式会社 | シート状封止材、封止シート及び電子デバイス |
| JP2016032008A (ja) * | 2014-07-28 | 2016-03-07 | 大日本印刷株式会社 | 太陽電池モジュール用の封止材シート及びその製造方法 |
| WO2016060156A1 (ja) * | 2014-10-14 | 2016-04-21 | 積水化学工業株式会社 | 太陽電池 |
| WO2016060182A1 (ja) * | 2014-10-14 | 2016-04-21 | 積水化学工業株式会社 | 太陽電池 |
| US10297395B2 (en) | 2014-10-14 | 2019-05-21 | Sekisui Chemical Co., Ltd. | Solar cell |
| JP6078662B2 (ja) * | 2014-10-14 | 2017-02-08 | 積水化学工業株式会社 | 太陽電池 |
| JPWO2016060182A1 (ja) * | 2014-10-14 | 2017-04-27 | 積水化学工業株式会社 | 太陽電池 |
| CN106796989A (zh) * | 2014-10-14 | 2017-05-31 | 积水化学工业株式会社 | 太阳能电池 |
| CN106796989B (zh) * | 2014-10-14 | 2019-08-02 | 积水化学工业株式会社 | 太阳能电池 |
| WO2016129494A1 (ja) * | 2015-02-09 | 2016-08-18 | 東レ株式会社 | 太陽電池モジュール用接着フィルム及び太陽電池モジュール |
| JPWO2017038374A1 (ja) * | 2015-08-28 | 2018-02-15 | 三井化学東セロ株式会社 | 電子線架橋性エチレン系樹脂組成物、電子線架橋体、電子線架橋体の製造方法および積層体 |
| WO2017038374A1 (ja) * | 2015-08-28 | 2017-03-09 | 三井化学東セロ株式会社 | 電子線架橋性エチレン系樹脂組成物、電子線架橋体、電子線架橋体の製造方法および積層体 |
| KR20180063121A (ko) * | 2015-09-30 | 2018-06-11 | 듀폰-미츠이 폴리케미칼 가부시키가이샤 | 절연성 다층 시트 및 태양 전지 모듈 |
| JPWO2017057216A1 (ja) * | 2015-09-30 | 2018-08-09 | 三井・デュポンポリケミカル株式会社 | 絶縁性多層シートおよび太陽電池モジュール |
| KR102652878B1 (ko) * | 2015-09-30 | 2024-04-01 | 미츠이·다우 폴리케미칼 가부시키가이샤 | 절연성 다층 시트 및 태양 전지 모듈 |
| JP2018530168A (ja) * | 2015-11-06 | 2018-10-11 | マイヤー・バーガー・(スウィツァーランド)・アーゲー | ポリマー導体シート、太陽電池、およびその製造方法 |
| WO2017119469A1 (ja) * | 2016-01-08 | 2017-07-13 | 三井・デュポンポリケミカル株式会社 | 接着性樹脂組成物、積層体および積層体の製造方法 |
| JP7363996B2 (ja) | 2018-03-30 | 2023-10-18 | 大日本印刷株式会社 | 自発光型表示体用の封止材シート及びそれを用いた自発光型表示体 |
| WO2021079886A1 (ja) * | 2019-10-21 | 2021-04-29 | 株式会社クラレ | 樹脂シート及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20110045287A1 (en) | 2011-02-24 |
| TW201329214A (zh) | 2013-07-16 |
| KR20130042062A (ko) | 2013-04-25 |
| CN103320026A (zh) | 2013-09-25 |
| EP2270077A1 (en) | 2011-01-05 |
| KR101390440B1 (ko) | 2014-04-30 |
| TW200946658A (en) | 2009-11-16 |
| KR20100122113A (ko) | 2010-11-19 |
| TWI393768B (zh) | 2013-04-21 |
| CN101981096A (zh) | 2011-02-23 |
| KR101389511B1 (ko) | 2014-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101390440B1 (ko) | 수지 밀봉 시트 | |
| JP5483395B2 (ja) | 封止用樹脂シート及びこれを用いた太陽電池 | |
| JP5289263B2 (ja) | 樹脂封止シート及びそれを用いた太陽電池モジュール | |
| JP4755667B2 (ja) | 樹脂封止シート | |
| JP2011073337A (ja) | 樹脂封止シート | |
| JP5334253B2 (ja) | 樹脂封止シート、これを用いた太陽電池モジュール及び複合材 | |
| JP2010226044A (ja) | 樹脂封止シートの製造方法 | |
| JP2010007035A (ja) | 樹脂封止シート | |
| JP2011077360A (ja) | 樹脂封止シート及びこれを用いた太陽電池モジュール | |
| JP2010226052A (ja) | 太陽電池モジュール | |
| JP5155721B2 (ja) | 樹脂封止シート | |
| JP2010226046A (ja) | 樹脂封止シート | |
| JP2010222541A (ja) | 樹脂封止シート | |
| JP5330178B2 (ja) | 樹脂封止シート及びそれを用いた太陽電池モジュール | |
| JP5219293B2 (ja) | 樹脂封止シート | |
| JP2011077358A (ja) | 樹脂封止シート、これを用いた太陽電池モジュール及び複合材 | |
| JP2014216345A (ja) | 太陽電池用樹脂封止シート | |
| JP5226572B2 (ja) | 太陽電池用樹脂封止シート | |
| JP5058197B2 (ja) | 太陽電池用樹脂封止シート | |
| JP5349107B2 (ja) | 樹脂封止シートの製造方法及び樹脂封止シート | |
| JP5760072B2 (ja) | 封止用樹脂シート及びこれを用いた太陽電池 | |
| JP5762484B2 (ja) | 封止用樹脂シート及びこれを用いた太陽電池 | |
| JP2013176899A (ja) | 樹脂封止シート及び太陽電池モジュール | |
| JP5443031B2 (ja) | 樹脂封止シート | |
| JP2010226050A (ja) | 樹脂封止シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980111779.1 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09730397 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20107022380 Country of ref document: KR Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2009730397 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009730397 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12936460 Country of ref document: US |