JP4497633B2 - 撥液体層の形成方法及び液体吐出ヘッドの製造方法 - Google Patents
撥液体層の形成方法及び液体吐出ヘッドの製造方法 Download PDFInfo
- Publication number
- JP4497633B2 JP4497633B2 JP2000068878A JP2000068878A JP4497633B2 JP 4497633 B2 JP4497633 B2 JP 4497633B2 JP 2000068878 A JP2000068878 A JP 2000068878A JP 2000068878 A JP2000068878 A JP 2000068878A JP 4497633 B2 JP4497633 B2 JP 4497633B2
- Authority
- JP
- Japan
- Prior art keywords
- energy ray
- active energy
- forming
- curable material
- liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1637—Manufacturing processes molding
- B41J2/1639—Manufacturing processes molding sacrificial molding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1601—Production of bubble jet print heads
- B41J2/1604—Production of bubble jet print heads of the edge shooter type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1631—Manufacturing processes photolithography
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1645—Manufacturing processes thin film formation thin film formation by spincoating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S29/00—Metal working
- Y10S29/016—Method or apparatus with etching
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/42—Piezoelectric device making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49401—Fluid pattern dispersing device making, e.g., ink jet
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Description
【発明の属する技術分野】
本発明は、撥液体層の形成方法及び液体吐出ヘッドの製造方法に関し、特にインクジェット記録方式に用いる記録液滴を発生するためのインクジェット記録ヘッドの製造方法及び該製造方法により製造されたインクジェット記録ヘッドに関する。
【0002】
【従来の技術】
インクジェット記録方式(液体噴射方式)に適用されるインクジェット記録ヘッドは、一般的に微細な記録液吐出口(以下、“オリフィス”と称する)、液流路及びこの液流路の一部に設けられる液体吐出エネルギー発生部を複数備えている。そして、このようなインクジェット記録ヘッドで高品位の画像を得るためには、前記オリフィスから吐出される記録液小滴がそれぞれの吐出口より常に同じ体積、吐出速度で吐出されることが望ましい。
【0003】
これを達成するためには、特開平4−10940号ないし特開平4−10942号公報においては、インク吐出圧力発生素子(電気熱変換素子)に記録情報に対応して駆動信号を印加し、電気熱変換素子にインクの核沸騰を越える急激な温度上昇を与える熱エネルギーを発生させ、インク内に気泡を形成させ、この気泡を外気と連通させてインク液滴を吐出させる方法が開示されている。
【0004】
このような方法を実現するためのインクジェット記録ヘッドとしては、電気熱変換素子とオリフィスとの距離(以下、“OH距離”と略称する)が短い方が好ましい。また、前記方法においては、OH距離がその吐出体積をほぼ決定するため、OH距離を正確に、また再現良く設定できることが必要である。
【0005】
従来、インクジェット記録ヘッドの製造方法としては、例えば特開昭57−208255号公報及び特開昭57−208256号公報に記載されている方法、すなわち、インク吐出圧力発生素子が形成された基体上に、インク流路及びオリフィス部から成るノズルを感光性樹脂材料を使用してパターン形成して、この上にガラス板などの蓋を接合する方法や、特開昭61−154947号公報に記載されている方法、すなわち、溶解可能な樹脂にてインク流路パターンを形成し、そのパターンをエポキシ樹脂等で被覆してこの樹脂を硬化し、基板を切断後に前記溶解可能な樹脂パターンを溶出除去する方法等がある。
【0006】
しかしながら、これらの方法は、いずれも気泡の成長方向と吐出方向とが異なる(ほぼ垂直)タイプのインクジェット記録ヘッドの製造方法である。そして、このタイプのヘッドにおいては、基板を切断することによりインク吐出圧力発生素子とオリフィスとの距離が設定されるため、インク吐出圧力発生素子とオリフィスとの距離制御においては、切断精度が極めて重要な要素となる。しかしながら、切断はダイシングソー等の機械的手段にて行うことが一般的であり、これらにより高い精度を実現することは難しい。
【0007】
また、気泡の成長方向と吐出方向とがほぼ同じタイプのインクジェット記録ヘッドの製造方法としては、例えば特開昭58−8658号公報に記載されている方法、すなわち、基体とオリフィスプレートとなるドライフィルムとをパターニングされた別のドライフィルムを介して接合し、フォトリソグラフィーによってオリフィスを形成する方法や、特開昭62−264975号公報に記載されている方法、すなわち、インク吐出圧力発生素子が形成された基体と電鋳加工により製造されるオリフィスプレートとをパターニングされたドライフィルムを介して接合する方法等がある。
【0008】
しかしながら、これらの方法では、いずれもオリフィスプレートを薄く(例えば20μm以下)かつ均一に作成することは困難であり、例えば作成できたとしても、インク吐出圧力発生素子が形成された基体との接合工程はオリフィスプレートの脆弱性により極めて困難となる。
【0009】
その為、例えば特開平6−286149号公報に示すような以下の製造方法が提案された。
【0010】
すなわち、インク吐出圧力発生素子が形成された基体上に、溶解可能な樹脂にてインク流路パターンを形成する工程と、常温にて固体状のエポキシ樹脂を含む被覆樹脂を媒体に溶解して、これを溶解可能な樹脂層上にソルベントコートすることによって、溶解可能な樹脂層上にインク流路壁となる被覆樹脂層を形成する工程と、インク吐出圧力発生素子上方の被覆樹脂層にインク吐出口を形成する工程と、溶解可能な樹脂層を溶出する工程とを有するインクジェット記録ヘッドの製造方法である。
【0011】
そして、このようにして形成したインク流路及びインク吐出口に対して、吐出口面のインク溜まりによるインク滴の偏向や不吐出を防ぐ為、吐出口面を撥インク処理している。この場合、撥水層を転写法等により形成していた。
【0012】
さらにまた、特開平5−124199号公報に記載されているように、吐出口に撥インク剤が入らず吐出口面に精度良く撥水面を設けることができるホトリソグラフィーによる撥水層の作成方法が提案されいてる。
【0013】
次に、図9(a)〜(d)を参照して、従来例の上記技法による一例を説明する:
(a)図〜(d)図は、吐出口で切断したときの模式図を示す。図9において、31は基板、32は吐出口(オリフィス)、33は撥水性の感光性樹脂材料層、34はフォトマスク1である。
【0014】
図9(a)に示す吐出口32を有するインクジェット記録ヘッド基板31の表面は、図9(b)に示されるように、撥水性を有する感光性樹脂材料により被覆され、感光性樹脂層33が形成される。次いで、活性エネルギー線を通過しない所定の形状を有するフォトマスク34をセットし、図9(c)の各矢印の方向から活性エネルギー線を射出して、パターン露光を行う。そして、所定の方法に従って現像処理を行い、例えば露光されなかった未重合部分を溶剤等によって溶出することにより、図9(d)に示すように、撥水性を有す感光性樹脂材料層33を得ていた。
【0015】
【発明が解決しようとする課題】
しかしながら、近年のインクジェットプリンタに見られるように、高画質化、高精細化が求められているため、各吐出口は微細化し、前記の様な製造方法の場合、ノズル形成部材と撥インク性部材の吐出口部とを同じ大きさにパターニングしようとすると、パターニングの精度の関係から数100nmのずれが生じてしまうことがある。そのために吐出口近傍で撥インク性能が不均一になり、印字品位が低下してしまう怖れがある。
【0016】
このため、第一の活性エネルギー線硬化材料であるノズル成形材料と、第二の活性エネルギー線硬化材料である撥インク性である表面処理材料とを一括的に露光する必要がある。
【0017】
しかしながら、従来用いられているスピンコート法では、第一の活性エネルギー線硬化材料であるノズル形成材料と、第2の活性エネルギー線硬化材料である撥インク性である表面処理材料とが互いに溶け合う場合、相溶してしまい、ノズル形成材料は撥インク性を帯びたり、撥インク性材料は撥インク性が減少する等の個々の特性がでなくなるばかりか、膜厚分布なども大幅に乱れてしまうという問題点があった。
【0018】
本発明は、以上のような局面にかんがみてなされたもので、これらの問題点を解消するための撥液体層の形成方法及び液体吐出ヘッドの製造方法の提供を目的としている。
【0019】
【課題を解決するための手段】
このため、本発明においては、以下の各項(1)〜(16)のいずれかに示す撥液体層の形成方法及び液体吐出ヘッドの製造方法を提供することにより、前記目的を達成しようとするものである
【0020】
(1)液体を吐出する吐出口を有する液体吐出ヘッドの前記吐出口が設けられた部材の撥液体層の形成方法において、前記部材となる第一の活性エネルギー線硬化性材料の層と、前記撥液体層となる第二の活性エネルギー線硬化性材料の層と、の積層物を形成する工程と、前記積層物を露光する工程と、前記積層物を現像することにより前記吐出口を形成する工程と、を有することを特徴とする撥液体層の形成方法。
(2)前記積層物を形成する工程は、前記第一の活性エネルギー線硬化性材料の層上に、前記第二の活性エネルギー線硬化性材料の層を形成することを特徴とする前記(1)に記載の撥液体層の形成方法。
(3)前記積層物を形成する工程は、前記第一の活性エネルギー線硬化性材料の層の上に、前記第二の活性エネルギー線硬化性材料を微粒子にして吹き付けて形成することを特徴とする前記(2)に記載の撥液体層の形成方法。
(4)前記積層物を形成する工程は、フレキソ印刷機を用いて前記第二の活性エネルギー線硬化性材料の層を形成することを特徴とする前記(2)に記載の撥液体層の形成方法。
(5)前記積層物を形成する工程は、前記第一の活性エネルギー線硬化性材料の層の上に、前記第二の活性エネルギー線硬化性材料をフィルム化して貼り付けて形成することを特徴とする前記(2)に記載の撥液体層の形成方法。
(6)前記第一の活性エネルギー線硬化性材料は、エポキシ樹脂と光カチオン重合開始剤と、を含むことを特徴とする前記(1)ないし(5)のいずれかに記載の撥液体層の形成方法。
(7)前記第二の活性エネルギー線硬化性材料は、エポキシ樹脂と光カチオン重合開始剤と、を含むことを特徴とする前記(1)ないし(5)のいずれかに記載の撥液体層の形成方法。
(8)液体を吐出するために用いられるエネルギーを発生するエネルギー発生素子が設けられた基板と、液体を吐出する吐出口と、前記吐出口が開口している面に形成された撥液体層と、を有する液体吐出ヘッドの製造方法において、前記基板上に前記吐出口を形成する部材を形成するための第一の活性エネルギー線硬化性材料の層を形成する工程と、前記第一の活性エネルギー線硬化性材料の層上に、前記撥液体層となる前記第二の活性エネルギー線硬化性材料を形成する工程と、前記第二の活性エネルギー線硬化性材料および前記第一の活性エネルギー線硬化性材料を露光する工程と、前記第一の活性エネルギー線硬化性材料および前記第二の活性エネルギー線硬化性材料を現像することにより前記吐出口を形成する工程と、を有することを特徴とする液体吐出ヘッドの製造方法。
(9)前記基板上に、少なくとも前記吐出口と連通する液路となる部分を占有する固体層を形成し、前記固体層上に、前記第一の活性エネルギー線硬化性材料の層を形成することを特徴とする前記(8)に記載の液体吐出ヘッドの製造方法。
(10)前記第一の活性エネルギー線硬化性材料の層の上に、前記第二の活性エネルギー線硬化性材料を微粒子にして吹き付けて形成することを特徴とする前記(9)に記載の液体吐出ヘッドの製造方法。
(11)前記第一の活性エネルギー線硬化性材料の層の上に、前記第二の活性エネルギー線硬化性材料をフィルム化して貼り付けて形成することを特徴とする前記(9)に記載の液体吐出ヘッドの製造方法。
(12)液体を吐出するために用いられるエネルギーを発生するエネルギー発生素子が設けられた基板と、液体を吐出する吐出口と前記吐出口が開口している面に設けられた撥液体層とを有する吐出口部材と、を有する液体吐出ヘッドの製造方法において、前記吐出口部材を形成するための第一の活性エネルギー線硬化性材料の層と前記撥液体層を形成するための第二の活性エネルギー線硬化性材料の層との積層物を前記基板上に設ける工程と、前記積層物を露光する工程と、前記積層物を現像することにより前記吐出口を形成する工程と、を有することを特徴とする液体吐出ヘッドの製造方法。
(13)前記第二の活性エネルギー線硬化性材料は、フッ素原子を有する化合物を含むことを特徴とする前記(12)に記載の液体吐出ヘッドの製造方法。
(14)前記積層物を形成する工程は、前記第一の活性エネルギー線硬化性材料の層上に、前記第二の活性エネルギー線硬化性材料の層を形成することを特徴とする前記(12)または(13)に記載の液体吐出ヘッドの製造方法。
(15)前記第一の活性エネルギー線硬化性材料は、エポキシ樹脂と光カチオン重合開始剤とを含むことを特徴とする前記(12)ないし(14)のいずれかに記載の液体吐出ヘッドの製造方法。
(16)前記第二の活性エネルギー線硬化性材料は、エポキシ樹脂と光カチオン重合開始剤とを含むことを特徴とする前記(12)ないし(15)のいずれかに記載の液体吐出ヘッドの製造方法。
【0027】
これらにより、前記従来の問題点を解決した。
【0028】
【作用】
以上のような本発明によれば、吐出口部の撥インク性感光性材料とインク流路形成材料とを同時にパターニングされ、また、撥インク感光性材料とインク流路形成材料との相溶の問題もないため、各吐出口に均一で安定した撥インク領域を作ることができる。
【0029】
【発明の実施の形態】
以下に、本発明の実施の形態を、複数の実施例に基づき、図面を参照して詳細に説明する。
【0030】
【実施例】
図1〜図8は、本発明実施例を示す模式図(その1〜その8)であり、これを基に本発明の製造方法の実施例を工程順に従って説明する。
【0031】
(実施例1)
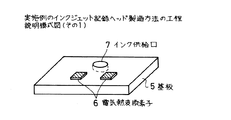
まず、図1に示されるような、シリコン、硝子、セラミック、金属等のインクジェット用基板5を用意する。この基板5には、電気熱変換素子或いは、圧電素子等の吐出圧力発生素子6が所望の個数(説明の便宜上2個のみを示す)配置される。更に、この基板5には、インク供給口7が設けられている。
【0032】
このような、吐出圧力発生素子6によって記録液小滴を吐出させるための吐出エネルギーがインク液に与えられ、記録が行われる。ちなみに、例えば上記吐出圧力発生素子6として電気熱変換素子が用いられる時には、この素子が近傍の記録液を加熱することにより、記録液に状態変化を生起させ吐出エネルギーを発生する。また、例えば圧電素子が用いられる時は、この素子が機械的振動によって、吐出エネルギーが発生される。
【0033】
なお、これらの素子6には、各素子を動作させるための制御信号入力用電極(図示せず)が接続されている。また、一般的には、これら吐出エネルギー発生素子6の耐用性の向上を目的として、保護層等の各種機能層が設けられるが、このような機能層を設けることは一向に差し支えない。
【0034】
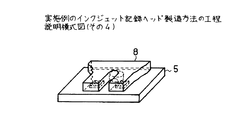
次に図2に示すように、基板5上に、以下に示す感光性樹脂層8をこの基板5吐出圧力発生素子6を覆うように形成した。
【0035】
ポジ型レジスト ODUR1010 (商品名、東京応化(株)製)
感光性樹脂層8の形成の方法としては、その感光性材料を適当な溶剤を溶解し、PET等のフィルム上に塗布、乾燥してドライフィルムを作成し、ラミネートによって成形することができる。上述のドライフィルムとしては、ポリメチルイソプロピルケトン、ポリビニルケトン等のビニルケトン系光崩壊性高分子を好適に用いることができる。その理由は、これら化合物は、光照射前は高分子化合物としての特性(被膜性)を維持しており、インク供給口7上にも容易にラミネート可能であるためである。
【0036】
次に、図3に示すように、基板5上に液路形成部位及びそれと連通する液室形成予定部位とを除き、フォトマスク1 9を通してパターン露光、現像を行うことで、流路パターンを有する感光性樹脂層を形成した(図4)。
【0037】
このように、液路をパターニングした溶解可能な感光性樹脂層8上に、さらに流路形成材料10を通常のスピンコート法、ロールコート法等で形成する。
【0038】
次に、流路形成材料10について説明する。流路形成材料10としては、吐出口3をフォトリソグラフィー法で容易かつ精度よく形成できることから、感光性のものが好ましい。このような流路形成材料10は、構造材料としての高い機械的強度、基板5との密着性、耐インク性と、同時に吐出口3の微細なパターンをパターニングするための解像性が要求される。ここで、エポキシ樹脂のカチオン重合硬化物が構造材料として優れた強度、密着性、耐インク性を有し、かつ前記エポキシ樹脂が常温にて固体状であれば、優れたパターニング特性を有する。
【0039】
まず、エポキシ樹脂のカチオン重合硬化物は、通常の酸無水物もしくはアミンによる硬化物に比較して高い架橋密度(高Tg)を有するため、構造材として優れた特性を示す。また、常温にて固体状のエポキシ樹脂を用いることで、光照射によりカチオン重合開始剤より発生した重合開始種のエポキシ樹脂中への拡散が抑えられ、優れたパターニング精度、形状を得ることができる。
【0040】
固体状のエポキシ樹脂としては、ビスフェノールAとエピクロヒドリンとの反応物のうち分子量がおよそ900以上のもの、含ブロモビスフェノールAとエピクロヒドリンとの反応物、フェノールノボラックあるいは、クレゾールノボラックとエピクロヒドリンとの反応物、例えば特開昭60−161973号公報、特開昭63−221121号公報、特開昭64−9216号公報、特開平2−140219号公報に記載のオキシシクロヘキサン骨格を有する多感応エポキシ樹脂等が挙げられるが、これら化合物に限定されるわけではない。
【0041】
また、上述のエポキシ化合物においては、好ましくはエポキシ当量が2,000以下、さらに好ましくはエポキシ当量が1,000以下の化合物が好適に用いられる。これは、エポキシ等量が20,000を越えると、硬化反応の際に架橋密度が低下し、硬化物のTgもしくは熱変形温度が低下したり、密着性、耐インク性に問題が生じる場合があるからである。
【0042】
上記エポキシ樹脂を硬化させるための光カチオン重合開始剤としては、芳香族ヨードニウム塩、芳香族スルホニウム塩[J.POLYMER SCI:Symposium No.56 383−(1976)参照]や旭電化工業株式会社より上市されている商品名SP−150、SP−170等が挙げられる。
【0043】
また、上述の光カチオン重合開始剤は、還元剤を併用し加熱することによって、カチオン重合を促進(単独の光カチオン重合に比較して架橋密度が向上する)させることができる。ただし、光カチオン重合開始剤と還元剤を併用する場合、常温では反応せず一定温度以上(好ましくは60℃以上)で反応するいわゆるレドックス型の開始剤系になるように、還元剤を選択する必要がある。
【0044】
このような還元剤としては、銅化合物、特に反応性とエポキシ樹脂への溶解性を考慮して銅トリフラート(トリフルオロメタンスルフォン酸銅(II))が最適である。また、アスコルビン酸等の還元剤も有用である。また、ノズル数の増加(高速印刷性)、非中性インクの使用(着色剤の耐水性の改良)等、より高い架橋密度(高Tg)が必要な場合は、上述の還元剤を後述するように前記流路形成材料の現像工程後に溶液の形で用いて流路形成材料を浸漬および加熱する後工程によって架橋密度を高めることができる。
【0045】
さらに上記組成物に対して必要に応じて添加剤等の適宜添加することが可能である。例えば、エポキシ樹脂の弾性率を下げる目的で可撓性付与剤を添加したり、あるいは基板との更なる密着力を得るために、シランカップリング剤を添加すること等があげられる。
【0046】
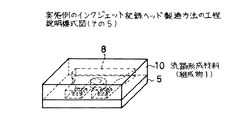
本実施例では、下記の組成物1から成る第一の活性エネルギー線硬化材料である流路形成材料10をスピンコートし、その後、ホットプレートで90℃3分ベークを行った(図5)。
【0047】

【0048】
【0049】
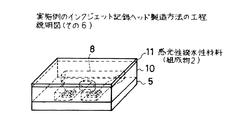
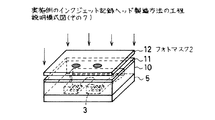
次に、図7に示すようにフォトマスク12により吐出口3部分を遮蔽した状態で撥水性材料11と流路形成材料10とを5J/cm2 で露光し、その後、80℃ホットプレート4分のベークを行い、キシレンを用いて現像を行い吐出口を形成した(図8)。
【0050】
そして、deep UV光を照射し、MIBKにより感光性樹脂材料8であるODUR1010を除去、200℃、1時間のベークを行いインクジェットヘッドを完成させた。
【0051】
(実施例2)
本実施例では、撥水性材料11の被覆方法を以下の方法とした以外は、前記実施例1と同様にしてインクジェット記録ヘッドを作製した。
【0052】
すなわち、前記組成物2を日本写真印刷(株)社製 フレキソ印刷機 商品名IN−151により、6回印刷を行い、1μm厚に塗布し、その後80℃ホットプレート3分のベークを行った。
【0053】
(実施例3)
前記実施例1,2はいずれも完全には撥水性材料11と流路形成材料10との相溶を防止はしていない。本実施例は両者の相溶を完全に防止できるものである。本実施例では、撥水性材料11の被覆方法を以下の方法とした以外は、実施例1と同様にしてインクジェット記録ヘッドを作製した。
【0054】
すなわち、前記組成物2を、50μmPET(ポリエチレンテレフタレート)フィルムに、
(株)康井精機 社製、商品名 NCR−230によるマイクログラビア塗工方式で1μmになるように塗工を行った。この時の乾燥温度は80℃で行った。
【0055】
このドライフィルムを図5の基板5に張り合せ、4Kgの圧力で押しながら90℃1分加熱し、冷却後該PETフィルムを剥がすことにより撥水性材料を被覆した。本実施例においても、撥水性材料11をドライフィルム化してから流路形成材料に被覆することで、両者の相溶が防止される。
【0056】
次に、以上の各実施例に対する各比較例を作成した。
【0057】
(比較例1)
撥水性材料11の被覆方法を以下の方法とした以外は、前記実施例1と同様にして、インクジェット記録ヘッドを作製した。
【0058】
すなわち、前記組成物2を1μmになるようにスピンコートし、80℃ホットプレート3分のベークを行った。
【0059】
(比較例2)
撥水性材料11を被覆する前までは、実施例1と同様にインクジェット記録ヘッドを作製し、その後撥水性材料11を被覆することなく、実施例1と同様の条件で吐出口及び液路を作製した。その後、下記の方法で撥水性材料を被覆した。
【0060】
すなわち、濃度が低い下記組成物3を日本写真印刷(株)社製 フレキソ印刷機商品名IN−151により6回印刷を行い0.07μm厚に塗布し80℃ホットプレート3分のベークを行い、5J/cm2 全面露光を行った。そして、200℃、1時間のベークを行いインクジェット記録ヘッドを完成させた。
【0061】
撥水性材料11を被覆する前までは、前記実施例1と同様にインクジェット記録ヘッドを作製し、その後撥水性材料11を被覆することなく、実施例1と同様の条件で吐出口及び液路を作製した。その後、前記組成物2を1μmになるように吐出口形成面にスピンコートし、80℃ホットプレート3分のベークを行った。
【0062】
次に、フォトマスクにより吐出口3部分を遮蔽した状態で撥水性材料を5J/cm2 で露光し、80℃ホットプレート4分のベークを行なうことで撥水性材料部分の吐出口を形成した。
【0063】
そして、deep UV光を照射し、その後、前記MIBKにより感光性樹脂材料であるODUR1010(商品名)を除去し200℃、1時間のベークを行いインクジェット記録ヘッドを完成させた。
【0064】
以上のように、出来上がった各インクジェット記録ヘッドについて印字テスト比較を行った結果、各比較例1〜3では、撥インク剤の不均一による印字不良が見られたが、本実施例1〜3ではみられなかった。本実施例と比較例とを観察したところ、インクのメニスカスの位置が実施例1〜3では、吐出口面に安定して作られていた。また、本実施例では、撥水性材料をエポキシ樹脂のカチオン重合硬化材料としたことで流路形成材料との密着性に優れ、機械的強度に富むため、吐出口のエッジ部分をシャープにすることができ、安定した印字を達成している。
【0065】
しかしながら、比較例1では、スピンコート時に撥インク性材料11と流路形成材料が相溶してしまった為、撥インク性層がばらつき、吐出直後は、インクのメニスカス位置がまちまちであった。
【0066】
また、比較例2では、フレキソ印刷時の吐出口への微妙な撥水剤の入り込みにより、吐出直後は、メニスカス位置が定まりにくかった。また、撥水層が薄い為であると思われるが、若干の撥水性が低いように観察された。
【0067】
さらにまた、比較例3では、撥水剤と流路形成材料とのパターニング時に、0.2μmのパターニングギャップが生じてしまい、吐出口3のメニスカスの異常は観察されなかったが、インクの吐出方向に乱れがあった。
【0068】
【発明の効果】
以上説明したように、本発明によれば、吐出口面に均一に撥インク性材料が形成されるため、印字品位が著しく向上した。これにより、高精細化に伴う吐出口の微細化に対応できる吐出口撥インク性材料の形成が精度良くできる効果がある。
【図面の簡単な説明】
【図1】 実施例のインクジェット記録ヘッドの製造方法の工程説明模式図(その1)
【図2】 実施例のインクジェット記録ヘッドの製造方法の工程説明模式図(その2)
【図3】 実施例のインクジェット記録ヘッドの製造方法の工程説明模式図(その3)
【図4】 実施例のインクジェット記録ヘッドの製造方法の工程説明模式図(その4)
【図5】 実施例のインクジェット記録ヘッドの製造方法の工程説明模式図(その5)
【図6】 実施例のインクジェット記録ヘッドの製造方法の工程説明模式図(その6)
【図7】 実施例のインクジェット記録ヘッドの製造方法の工程説明模式図(その7)
【図8】 実施例のインクジェット記録ヘッドの製造方法の工程説明模式図(その8)
【図9】 (a)〜(d)従来のフォトリソグラフィー技法による撥水層の作成方法説明図
【符号の説明】
1 基板
2 吐出口(オリフィス)
3 撥水性の感光性樹脂材料
4 フォトマスク
5 基板
6 電気熱変換素子(吐出圧力発生素子)
7 インク供給口
8 流路型材(感光性樹脂材料)
9 フォトマスク1
10 流路形成材料(組成物1)
11 感光性撥水性材料(組成物2)
12 フォトマスク2
13 吐出口
Claims (16)
- 液体を吐出する吐出口を有する液体吐出ヘッドの前記吐出口が設けられた部材の撥液体層の形成方法において、
前記部材となる第一の活性エネルギー線硬化性材料の層と、前記撥液体層となる第二の活性エネルギー線硬化性材料の層と、の積層物を形成する工程と、
前記積層物を露光する工程と、
前記積層物を現像することにより前記吐出口を形成する工程と、
を有することを特徴とする撥液体層の形成方法。 - 前記積層物を形成する工程は、前記第一の活性エネルギー線硬化性材料の層上に、前記第二の活性エネルギー線硬化性材料の層を形成することを特徴とする請求項1に記載の撥液体層の形成方法。
- 前記積層物を形成する工程は、前記第一の活性エネルギー線硬化性材料の層の上に、前記第二の活性エネルギー線硬化性材料を微粒子にして吹き付けて形成することを特徴とする請求項2に記載の撥液体層の形成方法。
- 前記積層物を形成する工程は、フレキソ印刷機を用いて前記第二の活性エネルギー線硬化性材料の層を形成することを特徴とする請求項2に記載の撥液体層の形成方法。
- 前記積層物を形成する工程は、前記第一の活性エネルギー線硬化性材料の層の上に、前記第二の活性エネルギー線硬化性材料をフィルム化して貼り付けて形成することを特徴とする請求項2に記載の撥液体層の形成方法。
- 前記第一の活性エネルギー線硬化性材料は、エポキシ樹脂と光カチオン重合開始剤と、を含むことを特徴とする請求項1ないし5のいずれかに記載の撥液体層の形成方法。
- 前記第二の活性エネルギー線硬化性材料は、エポキシ樹脂と光カチオン重合開始剤と、を含むことを特徴とする請求項1ないし5のいずれかに記載の撥液体層の形成方法。
- 液体を吐出するために用いられるエネルギーを発生するエネルギー発生素子が設けられた基板と、液体を吐出する吐出口と、前記吐出口が開口している面に形成された撥液体層と、を有する液体吐出ヘッドの製造方法において、
前記基板上に前記吐出口を形成する部材を形成するための第一の活性エネルギー線硬化性材料の層を形成する工程と、
前記第一の活性エネルギー線硬化性材料の層上に、前記撥液体層となる前記第二の活性エネルギー線硬化性材料を形成する工程と、
前記第二の活性エネルギー線硬化性材料および前記第一の活性エネルギー線硬化性材料を露光する工程と、
前記第一の活性エネルギー線硬化性材料および前記第二の活性エネルギー線硬化性材料を現像することにより前記吐出口を形成する工程と、
を有することを特徴とする液体吐出ヘッドの製造方法。 - 前記基板上に、少なくとも前記吐出口と連通する液路となる部分を占有する固体層を形成し、前記固体層上に、前記第一の活性エネルギー線硬化性材料の層を形成することを特徴とする請求項8に記載の液体吐出ヘッドの製造方法。
- 前記第一の活性エネルギー線硬化性材料の層の上に、前記第二の活性エネルギー線硬化性材料を微粒子にして吹き付けて形成することを特徴とする請求項9に記載の液体吐出ヘッドの製造方法。
- 前記第一の活性エネルギー線硬化性材料の層の上に、前記第二の活性エネルギー線硬化性材料をフィルム化して貼り付けて形成することを特徴とする請求項9に記載の液体吐出ヘッドの製造方法。
- 液体を吐出するために用いられるエネルギーを発生するエネルギー発生素子が設けられた基板と、液体を吐出する吐出口と前記吐出口が開口している面に設けられた撥液体層とを有する吐出口部材と、を有する液体吐出ヘッドの製造方法において、
前記吐出口部材を形成するための第一の活性エネルギー線硬化性材料の層と前記撥液体層を形成するための第二の活性エネルギー線硬化性材料の層との積層物を前記基板上に設ける工程と、
前記積層物を露光する工程と、
前記積層物を現像することにより前記吐出口を形成する工程と、
を有することを特徴とする液体吐出ヘッドの製造方法。 - 前記第二の活性エネルギー線硬化性材料は、フッ素原子を有する化合物を含むことを特徴とする請求項12に記載の液体吐出ヘッドの製造方法。
- 前記積層物を形成する工程は、前記第一の活性エネルギー線硬化性材料の層上に、前記第二の活性エネルギー線硬化性材料の層を形成することを特徴とする請求項12または13に記載の液体吐出ヘッドの製造方法。
- 前記第一の活性エネルギー線硬化性材料は、エポキシ樹脂と光カチオン重合開始剤とを含むことを特徴とする請求項12ないし14のいずれか1項に記載の液体吐出ヘッドの製造方法。
- 前記第二の活性エネルギー線硬化性材料は、エポキシ樹脂と光カチオン重合開始剤とを含むことを特徴とする請求項12ないし15のいずれか1項に記載の液体吐出ヘッドの製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000068878A JP4497633B2 (ja) | 1999-03-15 | 2000-03-13 | 撥液体層の形成方法及び液体吐出ヘッドの製造方法 |
| US09/526,173 US6895668B2 (en) | 1999-03-15 | 2000-03-15 | Method of manufacturing an ink jet recording head |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP11-68328 | 1999-03-15 | ||
| JP6832899 | 1999-03-15 | ||
| JP2000068878A JP4497633B2 (ja) | 1999-03-15 | 2000-03-13 | 撥液体層の形成方法及び液体吐出ヘッドの製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010050938A Division JP4537498B2 (ja) | 1999-03-15 | 2010-03-08 | 吐出口部材の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2000326515A JP2000326515A (ja) | 2000-11-28 |
| JP2000326515A5 JP2000326515A5 (ja) | 2007-05-10 |
| JP4497633B2 true JP4497633B2 (ja) | 2010-07-07 |
Family
ID=26409550
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000068878A Expired - Fee Related JP4497633B2 (ja) | 1999-03-15 | 2000-03-13 | 撥液体層の形成方法及び液体吐出ヘッドの製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US6895668B2 (ja) |
| JP (1) | JP4497633B2 (ja) |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4532785B2 (ja) | 2001-07-11 | 2010-08-25 | キヤノン株式会社 | 構造体の製造方法、および液体吐出ヘッドの製造方法 |
| JP4280574B2 (ja) | 2002-07-10 | 2009-06-17 | キヤノン株式会社 | 液体吐出ヘッドの製造方法 |
| JP2004042389A (ja) | 2002-07-10 | 2004-02-12 | Canon Inc | 微細構造体の製造方法、液体吐出ヘッドの製造方法および液体吐出ヘッド |
| JP4298414B2 (ja) | 2002-07-10 | 2009-07-22 | キヤノン株式会社 | 液体吐出ヘッドの製造方法 |
| US7029099B2 (en) * | 2003-10-30 | 2006-04-18 | Eastman Kodak Company | Method of producing ink jet chambers using photo-imageable materials |
| WO2006001531A1 (en) | 2004-06-28 | 2006-01-05 | Canon Kabushiki Kaisha | Liquid discharge head manufacturing method, and liquid discharge head obtained using this method |
| US7629111B2 (en) | 2004-06-28 | 2009-12-08 | Canon Kabushiki Kaisha | Liquid discharge head manufacturing method, and liquid discharge head obtained using this method |
| CN1977219B (zh) | 2004-06-28 | 2011-12-28 | 佳能株式会社 | 制造微细结构的方法、制造排液头的方法以及排液头 |
| JP4667028B2 (ja) * | 2004-12-09 | 2011-04-06 | キヤノン株式会社 | 構造体の形成方法及びインクジェット記録ヘッドの製造方法 |
| US7425057B2 (en) * | 2005-04-04 | 2008-09-16 | Canon Kabushiki Kaisha | Liquid discharge head and method for manufacturing the same |
| US7931352B2 (en) * | 2005-04-04 | 2011-04-26 | Canon Kabushiki Kaisha | Liquid discharge head and method for manufacturing the same |
| JP4632441B2 (ja) | 2005-09-05 | 2011-02-16 | キヤノン株式会社 | インクジェット記録ヘッドおよびインクジェット記録装置 |
| KR100723415B1 (ko) * | 2005-12-08 | 2007-05-30 | 삼성전자주식회사 | 잉크젯 프린트헤드의 제조방법 |
| US20080088673A1 (en) * | 2006-10-17 | 2008-04-17 | Sexton Richard W | Method of producing inkjet channels using photoimageable materials and inkjet printhead produced thereby |
| US20080259134A1 (en) * | 2007-04-20 | 2008-10-23 | Hewlett-Packard Development Company Lp | Print head laminate |
| JP4953930B2 (ja) * | 2007-06-13 | 2012-06-13 | キヤノン株式会社 | インクジェット記録ヘッド及びその製造方法 |
| JP2009233955A (ja) | 2008-03-26 | 2009-10-15 | Canon Inc | 微細構造体の製造方法及び液体吐出ヘッドの製造方法 |
| JP5511283B2 (ja) | 2009-09-24 | 2014-06-04 | キヤノン株式会社 | 液体吐出ヘッドの製造方法 |
| US8434229B2 (en) * | 2010-11-24 | 2013-05-07 | Canon Kabushiki Kaisha | Liquid ejection head manufacturing method |
| JP5939777B2 (ja) * | 2011-12-05 | 2016-06-22 | キヤノン株式会社 | インクジェット記録ヘッドの製造方法 |
| JP5539547B2 (ja) | 2012-01-24 | 2014-07-02 | キヤノン株式会社 | 液体吐出ヘッド及びその製造方法 |
| JP6157184B2 (ja) | 2012-04-10 | 2017-07-05 | キヤノン株式会社 | 液体吐出ヘッドの製造方法 |
| JP6308751B2 (ja) * | 2013-11-12 | 2018-04-11 | キヤノン株式会社 | 液体吐出ヘッド用基板の製造方法、液体吐出ヘッド用基板、液体吐出ヘッド、および記録装置 |
| JP2016038468A (ja) * | 2014-08-07 | 2016-03-22 | キヤノン株式会社 | 感光性樹脂層のパターニング方法 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4429027A (en) * | 1981-05-21 | 1984-01-31 | E. I. Du Pont De Nemours & Co. | Photoimaging process |
| JPS57208255A (en) | 1981-06-18 | 1982-12-21 | Canon Inc | Ink jet head |
| JPS57208256A (en) | 1981-06-18 | 1982-12-21 | Canon Inc | Ink jet head |
| US4450455A (en) | 1981-06-18 | 1984-05-22 | Canon Kabushiki Kaisha | Ink jet head |
| JPS588658A (ja) | 1981-07-09 | 1983-01-18 | Canon Inc | 液体噴射記録ヘツド |
| US4558333A (en) | 1981-07-09 | 1985-12-10 | Canon Kabushiki Kaisha | Liquid jet recording head |
| JPS59204036A (ja) * | 1983-05-06 | 1984-11-19 | Dainippon Ink & Chem Inc | レジストパタ−ンの形成法 |
| JPH0625194B2 (ja) | 1984-01-30 | 1994-04-06 | ダイセル化学工業株式会社 | 新規なエポキシ樹脂の製造方法 |
| US4565859A (en) | 1984-01-30 | 1986-01-21 | Daicel Chemical Industries, Ltd. | Polyether compounds, epoxy resins, epoxy resin compositions, and processes for production thereof |
| JPH0645242B2 (ja) | 1984-12-28 | 1994-06-15 | キヤノン株式会社 | 液体噴射記録ヘツドの製造方法 |
| JPS62264975A (ja) | 1986-05-13 | 1987-11-17 | Konika Corp | サ−マルプリンタ |
| JPH07119269B2 (ja) | 1986-08-26 | 1995-12-20 | ダイセル化学工業株式会社 | エポキシ樹脂 |
| JPH0725864B2 (ja) | 1987-03-09 | 1995-03-22 | ダイセル化学工業株式会社 | エポキシ樹脂 |
| JPH0822902B2 (ja) | 1988-11-21 | 1996-03-06 | ダイセル化学工業株式会社 | エポキシ樹脂の製造方法 |
| JPH0410941A (ja) | 1990-04-27 | 1992-01-16 | Canon Inc | 液滴噴射方法及び該方法を用いた記録装置 |
| JP2783647B2 (ja) | 1990-04-27 | 1998-08-06 | キヤノン株式会社 | 液体噴射方法および該方法を用いた記録装置 |
| JPH0410942A (ja) | 1990-04-27 | 1992-01-16 | Canon Inc | 液体噴射方法および該方法を用いた記録装置 |
| EP0491560B1 (en) * | 1990-12-19 | 1997-10-01 | Canon Kabushiki Kaisha | Method for producing liquid discharging recording head |
| JPH05124199A (ja) | 1991-11-06 | 1993-05-21 | Canon Inc | インクジエツトヘツドのノズル面撥水処理方法、撥水処理したインクジエツトヘツドおよび該ヘツドを具備する記録装置 |
| JP2960608B2 (ja) * | 1992-06-04 | 1999-10-12 | キヤノン株式会社 | 液体噴射記録ヘッドの製造方法 |
| JPH06226984A (ja) * | 1993-02-03 | 1994-08-16 | Canon Inc | 液体噴射記録ヘッドの製造方法および液体噴射記録ヘッド |
| JP3143307B2 (ja) | 1993-02-03 | 2001-03-07 | キヤノン株式会社 | インクジェット記録ヘッドの製造方法 |
| JPH06305153A (ja) * | 1993-04-26 | 1994-11-01 | Canon Inc | インクジェット記録ヘッドの表面処理方法 |
| JP3478669B2 (ja) * | 1995-06-13 | 2003-12-15 | キヤノン株式会社 | 溶剤易溶性のフッ素含有エポキシ樹脂組成物およびそれを用いた表面処理方法 |
-
2000
- 2000-03-13 JP JP2000068878A patent/JP4497633B2/ja not_active Expired - Fee Related
- 2000-03-15 US US09/526,173 patent/US6895668B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| US6895668B2 (en) | 2005-05-24 |
| US20030146955A1 (en) | 2003-08-07 |
| JP2000326515A (ja) | 2000-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4497633B2 (ja) | 撥液体層の形成方法及び液体吐出ヘッドの製造方法 | |
| JP3143307B2 (ja) | インクジェット記録ヘッドの製造方法 | |
| JP3368094B2 (ja) | インクジェット記録ヘッドの製造方法 | |
| JP2009137155A (ja) | 溶液吐出ヘッド及びその製造方法 | |
| JP3679668B2 (ja) | インクジェット記録ヘッドの製造方法 | |
| KR20040005692A (ko) | 미세 구조체의 제조 방법, 액체 토출 헤드의 제조 방법 및액체 토출 헤드 | |
| JP4480141B2 (ja) | インクジェット記録ヘッドの製造方法 | |
| JP5701000B2 (ja) | インクジェット記録ヘッドおよびその製造方法 | |
| JP3986060B2 (ja) | インクジェット記録ヘッドの流路構成部材及びインクジェット記録ヘッドの製造方法 | |
| JP2001179990A (ja) | インクジェット記録ヘッド及びその製造方法 | |
| JP2005125619A (ja) | 液体噴射記録ヘッド及びその製造方法 | |
| JP5027991B2 (ja) | インクジェットヘッドおよびその製造方法 | |
| JP2004042396A (ja) | 微細構造体の製造方法、液体吐出ヘッドの製造方法および液体吐出ヘッド | |
| US20040231780A1 (en) | Formation of photopatterned ink jet nozzle plates by transfer methods | |
| JP4537498B2 (ja) | 吐出口部材の製造方法 | |
| JP2006110910A (ja) | インクジェット記録ヘッド及びその製造方法 | |
| JP2020059146A (ja) | 微細構造体の製造方法及び液体吐出ヘッドの製造方法 | |
| JP4708768B2 (ja) | インクジェット記録ヘッドの製造方法 | |
| JP5328334B2 (ja) | 液体吐出ヘッドの製造方法 | |
| JP5159336B2 (ja) | インクジェット記録ヘッドおよびその製造方法 | |
| JP2001179979A (ja) | 液体噴射記録ヘッド及びその製造方法 | |
| JP2005125577A (ja) | 液体噴射記録ヘッド及びその製造方法 | |
| JP2021115778A (ja) | 液体吐出ヘッド及び液体吐出ヘッドの製造方法 | |
| JP2007253475A (ja) | インクジェット記録ヘッドの製造方法 | |
| JP2002200759A (ja) | 液体噴射記録ヘッドおよびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070313 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070313 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100308 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100406 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100413 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130423 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4497633 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130423 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140423 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |