WO2015005145A1 - リチウムイオン二次電池用接着剤、リチウムイオン二次電池用セパレータ、及びリチウムイオン二次電池 - Google Patents
リチウムイオン二次電池用接着剤、リチウムイオン二次電池用セパレータ、及びリチウムイオン二次電池 Download PDFInfo
- Publication number
- WO2015005145A1 WO2015005145A1 PCT/JP2014/067200 JP2014067200W WO2015005145A1 WO 2015005145 A1 WO2015005145 A1 WO 2015005145A1 JP 2014067200 W JP2014067200 W JP 2014067200W WO 2015005145 A1 WO2015005145 A1 WO 2015005145A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polymer
- lithium ion
- ion secondary
- secondary battery
- adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/443—Particulate material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/449—Separators, membranes or diaphragms characterised by the material having a layered structure
- H01M50/454—Separators, membranes or diaphragms characterised by the material having a layered structure comprising a non-fibrous layer and a fibrous layer superimposed on one another
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/449—Separators, membranes or diaphragms characterised by the material having a layered structure
- H01M50/457—Separators, membranes or diaphragms characterised by the material having a layered structure comprising three or more layers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/46—Separators, membranes or diaphragms characterised by their combination with electrodes
- H01M50/461—Separators, membranes or diaphragms characterised by their combination with electrodes with adhesive layers between electrodes and separators
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Definitions
- the present invention relates to an adhesive for a lithium ion secondary battery, a separator for a lithium ion secondary battery using the same, and a lithium ion secondary battery.
- Lithium ion secondary batteries are frequently used as secondary batteries used as power sources for these portable terminals.
- a separator is generally provided to prevent a short circuit between the positive electrode and the negative electrode.
- this separator may be provided with a porous film on the separator substrate as necessary.
- a porous film for example, a film containing non-conductive particles such as alumina and a binder for adhering the non-conductive particles is known (see Patent Document 1).
- the adhesion between the separator and the electrode tends to be reduced in the electrolytic solution, and there is a problem in low-temperature output characteristics.
- the present invention was devised in view of the above-mentioned problems, and is an adhesive for a lithium ion secondary battery that can realize a lithium ion secondary battery that is excellent in adhesion in an electrolytic solution and excellent in low-temperature output characteristics;
- the purpose is to provide.
- the present inventor has formed a core part and a shell part that partially covers the outer surface of the core part, which is formed of a polymer that can swell with a predetermined degree of swelling with respect to the electrolytic solution.
- the present invention was completed by finding that an adhesive containing a particulate polymer having a core-shell structure having an excellent adhesiveness in an electrolyte solution and an excellent low-temperature output characteristic can be realized. . That is, the present invention is as follows.
- An adhesive for bonding members constituting a lithium ion secondary battery comprises a particulate polymer;
- the particulate polymer has a core-shell structure comprising a core portion and a shell portion that partially covers the outer surface of the core portion;
- the core portion is made of a polymer having a swelling degree with respect to the electrolyte of 5 to 30 times,
- the glass transition temperature of the polymer of the core part is 0 ° C. or higher and 150 ° C.
- [4] further comprising non-conductive fibers The adhesive for a lithium ion secondary battery according to any one of [1] to [3], wherein a fiber diameter of the non-conductive fiber is 0.01 ⁇ m or more and 1 ⁇ m or less.
- the adhesive for lithium ion secondary batteries according to any one of [1] to [4], which is an adhesive for bonding the separator and the electrode.
- a separator base and an adhesive layer are provided, The adhesive layer comprises a particulate polymer;
- the particulate polymer has a core-shell structure comprising a core portion and a shell portion that partially covers the outer surface of the core portion;
- the core portion is made of a polymer having a swelling degree with respect to the electrolyte of 5 to 30 times,
- the separator for a lithium ion secondary battery according to [6] comprising a porous film provided on the surface of the separator substrate, The separator for a lithium ion secondary battery according to [6], wherein the adhesive layer is provided on a surface of the porous film.
- the adhesive layer further includes non-conductive fibers, The separator for lithium ion secondary batteries according to [6] or [7], wherein the non-conductive fiber has a fiber diameter of 0.01 ⁇ m or more and 1 ⁇ m or less.
- a lithium ion secondary battery comprising a positive electrode, a negative electrode, an electrolytic solution, and a separator, A lithium ion secondary battery, wherein the separator is a separator for a lithium ion secondary battery according to any one of [6] to [8].
- the adhesive for lithium ion secondary batteries of this invention can implement
- the separator for a lithium ion secondary battery of the present invention can realize a lithium ion secondary battery excellent in adhesiveness with an electrode in an electrolyte and excellent in low-temperature output characteristics.
- the lithium ion secondary battery of the present invention is excellent in low temperature output characteristics.
- FIG. 1 is a cross-sectional view schematically showing an example of a particulate polymer.
- (meth) acrylic acid includes acrylic acid and methacrylic acid.
- the (meth) acrylate includes acrylate and methacrylate.
- (meth) acrylonitrile includes acrylonitrile and methacrylonitrile.
- (Meth) acrylamide includes acrylamide and methacrylamide.
- a certain substance is water-soluble means that when 0.5 g of the substance is dissolved in 100 g of water at 25 ° C., the insoluble content is 0 wt% or more and less than 1.0 wt%. Further, that a certain substance is water-insoluble means that an insoluble content is 90% by weight or more and 100% by weight or less when 0.5 g of the substance is dissolved in 100 g of water at 25 ° C.
- the proportion of the structural unit formed by polymerizing a certain monomer in the polymer is usually that unless otherwise specified. This coincides with the ratio (preparation ratio) of the certain monomer in the total monomers used for polymerization of the polymer.
- “monomer composition” is used not only as a composition containing two or more types of monomers but also as a term indicating one type of monomer.
- the lithium ion secondary battery adhesive of the present invention (hereinafter sometimes referred to as “adhesive” as appropriate) is an adhesive for adhering members constituting a lithium ion secondary battery, and is in the form of particles. Including polymers.
- FIG. 1 is a cross-sectional view schematically showing an example of a particulate polymer.
- the particulate polymer 100 has a core-shell structure including a core part 110 and a shell part 120.
- the core part 110 is a part located inside the shell part 120 in the particulate polymer 100.
- Shell portion 120 is a portion that covers outer surface 110 ⁇ / b> S of core portion 110, and is usually the outermost portion in particulate polymer 100.
- the shell portion 120 does not cover the entire outer surface 110S of the core portion 110 but partially covers the outer surface 110S of the core portion 110.
- the core portion and the shell portion are each made of a polymer having a predetermined degree of swelling with respect to the electrolytic solution.
- the adhesive layer produced using the adhesive containing the particulate polymer includes, for example, a lithium ion secondary battery separator (hereinafter sometimes referred to as “separator” as appropriate), a member constituting the battery, such as an electrode, and the like. Excellent adhesion in electrolyte solution. Moreover, if the separator and the electrode are bonded using the adhesive of the present invention in a lithium ion secondary battery provided with a separator, the low-temperature output characteristics of the lithium ion secondary battery can be improved.
- the separator may be stored and transported in a wound state, but the separator having the adhesive layer formed by using the adhesive of the present invention on the surface causes blocking even when wound. Difficult and easy to handle. The reason why such an excellent effect is obtained is not necessarily clear, but according to the study of the present inventor, it is presumed as follows. However, the present invention is not limited for the reason presumed below.
- Adhesiveness The polymer constituting the shell part of the particulate polymer swells in the electrolytic solution. At this time, for example, the functional group of the polymer in the swollen shell part is activated to cause a chemical or electrical interaction with the functional group on the surface of a member (for example, separator, battery, etc.) constituting the battery. Due to these factors, the shell part can be firmly bonded to the members constituting the battery. For this reason, it is presumed that the member constituting the battery can be strongly bonded in the electrolytic solution by the adhesive containing the particulate polymer. For this reason, when an adhesive layer containing the particulate polymer according to the present invention is provided between the separator and the electrode, the separator and the electrode can be strongly bonded in the electrolytic solution. It is presumed that
- a separator In a lithium ion secondary battery, a separator is generally provided between a positive electrode and a negative electrode.
- the electrode active material particularly, the negative electrode active material
- the electrode active material expands and contracts, and gas is generated in the electrolyte. In some cases, voids were formed between the two.
- the distance between the positive electrode and the negative electrode increases, resulting in an increase in the internal resistance of the battery and a non-uniform reaction field between the lithium ions and the electrode active material. May decrease.
- the adhesive layer formed using the adhesive according to the present invention as described above, high adhesion to the separator and the electrode is obtained in the state where the shell portion of the particulate polymer is swollen in the electrolytic solution. To express. For this reason, even if it charges / discharges, it is hard to produce a space
- the polymer at the core of the particulate polymer swells greatly in the electrolytic solution.
- the gap between the molecules of the polymer becomes large, and ions easily pass between the molecules.
- the polymer in the core part of the particle polymer is not completely covered by the shell part. Therefore, since ions easily pass through the core portion in the electrolytic solution, the particulate polymer can exhibit high ion diffusibility. Therefore, it is possible to suppress an increase in resistance due to the adhesive layer.
- the polymer in the shell part usually does not have adhesiveness in a state where it does not swell in the electrolytic solution, and it exhibits adhesiveness only after swelling in the electrolytic solution. Therefore, the particulate polymer usually does not exhibit adhesiveness in a state where it is not swollen in the electrolytic solution. For this reason, in the state where the adhesive layer containing the particulate polymer is not swollen in the electrolytic solution, usually, the adhesive layer does not exhibit large adhesiveness. Inferred to be difficult. Even when the particulate polymer is not swollen in the electrolytic solution, it can exhibit adhesiveness by being heated to a certain temperature or higher (for example, 60 ° C. or higher).
- a core part consists of a polymer which has predetermined
- the swelling degree of the polymer of the core part with respect to the electrolytic solution is usually 5 times or more, preferably 6 times or more, more preferably 7 times or more, and usually 30 times or less, preferably 25 times or less, more Preferably it is 20 times or less.
- the swelling degree of the polymer of the core part is equal to or higher than the lower limit of the above range, usually, the low temperature output characteristics can be improved. Furthermore, the adhesiveness of the contact bonding layer in electrolyte solution can be improved by setting it as an upper limit or less.
- a solution in which LiPF 6 is dissolved at a concentration of 1 mol / liter with respect to the solvent is used.
- the swelling degree of the polymer in the core part can be measured as follows.
- the polymer of the core part of a particulate polymer is prepared.
- the polymer obtained by performing the process similar to performing in order to manufacture a core part in the manufacturing method of a particulate polymer is prepared.
- a film is produced with the prepared polymer.
- the polymer is solid, the polymer is dried at 25 ° C. for 48 hours, and then the polymer is formed into a film to produce a film having a thickness of 0.5 mm.
- the polymer is a solution or dispersion such as latex
- the solution or dispersion is placed in a petri dish made of polytetrafluoroethylene and dried under the conditions of 25 ° C. and 48 hours to obtain a thickness of 0.
- the film thus prepared is cut into 1 cm squares to obtain test pieces.
- the weight of this test piece is measured and set to W0.
- this test piece is immersed in electrolyte solution at 60 degreeC for 72 hours, and the test piece is taken out from electrolyte solution.
- the kind and amount of the monomer for producing the polymer in the core part are appropriately selected.
- the SP value of a polymer is close to the SP value of an electrolytic solution, the polymer tends to swell in the electrolytic solution.
- the SP value of the polymer is far from the SP value of the electrolytic solution, the polymer tends to hardly swell in the electrolytic solution.
- the SP value means a solubility parameter.
- the SP value can be calculated using the method introduced in Hansen Solubility Parameters A User's Handbook, 2ndEd (CRCPless).
- the SP value of an organic compound can be estimated from the molecular structure of the organic compound. Specifically, it can be calculated by using simulation software (for example, “HSPiP” (http://www.hansen-solution.com)) that can calculate the SP value from the SMILE equation.
- the simulation software also includes Hansen SOLUBILITY PARAMETERS A User's Handbook Second Edition, Charles M. Based on the theory described in Hansen.
- the monomer used for producing the core polymer those having a swelling degree of the polymer in the above range can be used.
- examples of such monomers include vinyl chloride monomers such as vinyl chloride and vinylidene chloride; vinyl acetate monomers such as vinyl acetate; styrene, ⁇ -methylstyrene, styrenesulfonic acid, butoxystyrene, Aromatic vinyl monomers such as vinylnaphthalene; Vinylamine monomers such as vinylamine; Vinylamide monomers such as N-vinylformamide and N-vinylacetamide; (Meth) acrylic acid such as 2-hydroxyethyl methacrylate Derivatives; (meth) acrylic acid ester monomers such as methyl acrylate, ethyl acrylate, methyl methacrylate, ethyl methacrylate and 2-ethylhexyl acrylate; (meth) acrylamide monomers such as acrylamide and methacrylamide; acrylonitrile,
- the (meth) acrylic acid ester monomer unit means a structural unit having a structure formed by polymerizing a (meth) acrylic acid ester monomer.
- the (meth) acrylonitrile monomer unit means a structural unit having a structure formed by polymerizing (meth) acrylonitrile. This facilitates control of the degree of swelling of the polymer. Further, the ion diffusibility of the adhesive layer can be further enhanced.
- the total proportion of the (meth) acrylic acid ester monomer unit and the (meth) acrylonitrile monomer unit in the polymer of the core part is preferably 50% by weight or more, more preferably 55% by weight or more, and still more preferably. Is 60% by weight or more, particularly preferably 70% by weight or more, preferably 99% by weight or less, more preferably 95% by weight or less, and particularly preferably 90% by weight or less.
- total of (meth) acrylic acid ester monomer unit and (meth) acrylonitrile monomer unit may include only a (meth) acrylic acid ester monomer unit, It means that only the acrylonitrile monomer unit may be included, and the (meth) acrylic acid ester monomer unit and the (meth) acrylonitrile monomer unit may be included in combination.
- the polymer of the core part may include an acid group-containing monomer unit.
- the acid group-containing monomer the same acid group-containing monomers that can be contained in the shell portion are used.
- the acid group-containing monomer a monomer having a carboxylic acid group is preferable, among which monocarboxylic acid is preferable, and (meth) acrylic acid is more preferable.
- an acid group containing monomer may be used individually by 1 type, and may be used combining two or more types by arbitrary ratios.
- the ratio of the acid group content body unit in the polymer of the core part is preferably 0.1% by mass or more, more preferably 1% by mass or more, still more preferably 3% by mass or more, and preferably 20% by mass. Hereinafter, it is more preferably 10% by mass or less, and further preferably 7% by mass or less.
- a shell portion that increases the dispersibility of the polymer in the core portion by partially covering the outer surface of the core portion with respect to the outer surface of the polymer in the core portion by keeping the ratio of the acid group content body unit in the above range. It becomes easy to form.
- the polymer in the core part preferably contains a crosslinkable monomer unit.
- a crosslinkable monomer unit is a structural unit having a structure formed by polymerizing a crosslinkable monomer.
- the crosslinkable monomer is a monomer that can form a crosslinked structure during or after polymerization by heating or irradiation with energy rays. By including a crosslinkable monomer unit, the degree of swelling of the polymer can be easily within the above range.
- crosslinkable monomer examples include polyfunctional monomers having two or more polymerization reactive groups in the monomer.
- polyfunctional monomers include divinyl compounds such as divinylbenzene; di (meta) such as ethylene dimethacrylate, diethylene glycol dimethacrylate, ethylene glycol dimethacrylate, diethylene glycol diacrylate, and 1,3-butylene glycol diacrylate.
- Acrylic acid ester compounds Tri (meth) acrylic acid ester compounds such as trimethylolpropane trimethacrylate and trimethylolpropane triacrylate; Ethylenically unsaturated monomers containing epoxy groups such as allyl glycidyl ether and glycidyl methacrylate; Is mentioned.
- a dimethacrylic acid ester compound and an ethylenically unsaturated monomer containing an epoxy group are preferable, and a dimethacrylic acid ester compound is more preferable.
- these may be used individually by 1 type and may be used combining two or more types by arbitrary ratios.
- the proportion of the crosslinkable monomer unit in the polymer increases, the degree of swelling of the polymer with respect to the electrolytic solution tends to decrease. Accordingly, the proportion of the crosslinkable monomer unit is preferably determined in consideration of the type and amount of the monomer used.
- the specific ratio of the crosslinkable monomer unit in the polymer of the core part is preferably 0.1% by weight or more, more preferably 0.2% by weight or more, particularly preferably 0.5% by weight or more, Preferably it is 5 weight% or less, More preferably, it is 4 weight% or less, Most preferably, it is 3 weight% or less.
- the glass transition temperature of the polymer of the core part is preferably 0 ° C. or higher, more preferably 10 ° C. or higher, further preferably 20 ° C. or higher, still more preferably 30 ° C. or higher, particularly preferably 60 ° C. or higher.
- it is 150 degrees C or less, More preferably, it is 130 degrees C or less, More preferably, it is 110 degrees C or less, More preferably, it is 100 degrees C or less, Especially preferably, it is 90 degrees C or less, More preferably, it is 80 degrees C or less.
- the lifetime of a lithium ion secondary battery can be lengthened by setting it as below an upper limit.
- the low temperature output characteristic of a lithium ion secondary battery can be normally improved by keeping the glass transition temperature of the polymer of a core part in the said range.
- the glass transition temperature can be measured according to JIS K7121.
- the diameter of the core part is preferably 50% or more, more preferably 60% or more, still more preferably 70% or more, particularly preferably 80% or more with respect to 100% of the volume average particle diameter of the particulate polymer. , Preferably 99% or less, more preferably 98.5% or less, particularly preferably 98% or less.
- the diameter of the core part can be measured as the volume average particle diameter of the particulate polymer before forming the shell part obtained in the production process of the particulate polymer.
- the particulate polymer before forming such a shell portion is a particulate polymer constituting the core portion.
- the volume average particle diameter represents a particle diameter at which the cumulative volume calculated from the small diameter side is 50% in the particle diameter distribution measured by the laser diffraction method.
- the shell part is made of a polymer having a predetermined swelling degree smaller than that of the core part with respect to the electrolytic solution.
- the swelling degree of the polymer of the shell portion with respect to the electrolytic solution is usually greater than 1 time, preferably 1.05 times or more, more preferably 1.1 times or more, and further preferably 1.2 times or more. In addition, it is usually 4 times or less, preferably 3.5 times or less, more preferably 3 times or less.
- the low temperature output characteristic of a lithium ion secondary battery can be normally made favorable by making swelling degree of the polymer of a shell part more than the lower limit of the said range. Furthermore, the adhesiveness of a contact bonding layer can be normally improved by making it below an upper limit.
- the electrolytic solution used for measuring the swelling degree of the polymer in the shell portion the same electrolytic solution used for measuring the swelling degree of the polymer in the core portion is used.
- the swelling degree of the polymer in the shell part can be measured as follows. First, the polymer of the shell part of a particulate polymer is prepared. For example, in the method for producing a particulate polymer, a monomer composition used for the production of the shell part is used instead of the monomer composition used for the production of the core part. A coalescence is produced. Thereafter, a film is produced from the polymer in the shell portion by the same method as the method for measuring the degree of swelling of the polymer in the core portion, a test piece is obtained from the film, and the degree of swelling S is measured.
- the kind and amount of the monomer for producing the polymer of the shell part are appropriately selected. Can be mentioned.
- the monomer used for producing the polymer of the shell part those having a swelling degree of the polymer within the above range can be used.
- a monomer the same example as the monomer illustrated as a monomer which can be used in order to manufacture the polymer of a core part is mentioned, for example.
- such a monomer may be used individually by 1 type, and may be used combining two or more types by arbitrary ratios.
- aromatic vinyl monomers are preferable. That is, the polymer of the shell part preferably contains an aromatic vinyl monomer unit.
- the aromatic vinyl monomer unit refers to a structural unit having a structure formed by polymerizing an aromatic vinyl monomer.
- aromatic vinyl monomers styrene derivatives such as styrene and styrene sulfonic acid are more preferable.
- an aromatic vinyl monomer it is easy to control the degree of swelling of the polymer.
- the adhesiveness of the adhesive layer can be further enhanced.
- the ratio of the aromatic vinyl monomer unit in the polymer of the shell part is preferably 20% by weight or more, more preferably 40% by weight or more, still more preferably 50% by weight or more, still more preferably 60% by weight or more, particularly Preferably it is 80 mass% or more, Preferably it is 100 weight% or less, More preferably, it is 99.5 weight% or less, More preferably, it is 99 weight% or less.
- the polymer of the shell part may include an acid group-containing monomer unit.
- the acid group-containing monomer unit is a structural unit having a structure formed by polymerizing a monomer having an acid group.
- Examples of the acid group-containing monomer include a monomer having a carboxylic acid group, a monomer having a sulfonic acid group, a monomer having a phosphate group, and a monomer having a hydroxyl group.
- Examples of the monomer having a carboxylic acid group include monocarboxylic acid and dicarboxylic acid.
- Examples of the monocarboxylic acid include acrylic acid, methacrylic acid, and crotonic acid.
- Examples of the dicarboxylic acid include maleic acid, fumaric acid, itaconic acid and the like.
- Examples of the monomer having a sulfonic acid group include vinyl sulfonic acid, methyl vinyl sulfonic acid, (meth) allyl sulfonic acid, ethyl (meth) acrylic acid-2-sulfonate, 2-acrylamido-2-methylpropane sulfone. Acid, 3-allyloxy-2-hydroxypropanesulfonic acid and the like.
- Examples of the monomer having a phosphoric acid group include phosphoric acid-2- (meth) acryloyloxyethyl phosphate, methyl-2- (meth) acryloyloxyethyl phosphate, and ethyl phosphate- (meth) acryloyloxyethyl phosphate. Can be mentioned.
- Examples of the monomer having a hydroxyl group include 2-hydroxyethyl acrylate, 2-hydroxypropyl acrylate, 2-hydroxyethyl methacrylate, and 2-hydroxypropyl methacrylate.
- a monomer having a carboxylic acid group is preferable, among which monocarboxylic acid is preferable, and (meth) acrylic acid is preferable.
- an acid group containing monomer may be used individually by 1 type, and may be used combining two or more types by arbitrary ratios.
- the ratio of the acid group-containing monomer unit in the polymer of the shell part is preferably 0.1% by weight or more, more preferably 1% by weight or more, still more preferably 3% by weight or more, preferably 20% by weight. Hereinafter, it is more preferably 10% by weight or less, still more preferably 7% by weight or less.
- the polymer of the shell part may contain a crosslinkable monomer unit.
- a crosslinkable monomer the same example as what was illustrated as a crosslinkable monomer which can be used for the polymer of a core part is mentioned, for example.
- crosslinked monomer may be used individually by 1 type, and may be used combining two or more types by arbitrary ratios.
- the ratio of the crosslinkable monomer unit in the polymer of the shell part is preferably 0.1% by weight or more, more preferably 0.2% by weight or more, particularly preferably 0.5% by weight or more, preferably 5%. % By weight or less, more preferably 4% by weight or less, particularly preferably 3% by weight or less.
- the glass transition temperature of the polymer in the shell portion is preferably 50 ° C. or higher, more preferably 60 ° C. or higher, particularly preferably 70 ° C. or higher, preferably 200 ° C. or lower, more preferably 180 ° C. or lower, and still more preferably 150 ° C. It is 120 ° C. or less, particularly preferably 120 ° C. or less.
- the adhesiveness of the contact bonding layer in electrolyte solution can further be improved by setting it as below an upper limit.
- the glass transition temperature of the polymer of the shell part within the above range, it is usually possible to improve the cycle characteristics of the lithium ion secondary battery.
- the shell part partially covers the outer surface of the core part. That is, the shell part covers the outer surface of the core part, but does not cover the entire outer surface of the core part. Even if it appears that the outer surface of the core part is completely covered by the shell part, the shell part is outside the core part as long as a hole that communicates the inside and outside of the shell part is formed. It is a shell part concerning the present invention which partially covers the surface. Therefore, for example, the particulate polymer having a shell portion having pores communicating from the outer surface of the shell portion (that is, the peripheral surface of the particulate polymer) to the outer surface of the core portion is the particulate polymer according to the present invention. Included in coalescence.
- the average ratio at which the outer surface of the core part is covered with the shell part is preferably 10% or more, more preferably 30% or more, still more preferably 40% or more, particularly preferably 60% or more, preferably 99.9%. Hereinafter, it is more preferably 98% or less, still more preferably 95% or less, still more preferably 90% or less, and still more preferably 85% or less.
- the average ratio at which the outer surface of the core part is covered with the shell part can be measured from the observation result of the cross-sectional structure of the particulate polymer. Specifically, it can be measured by the method described below.
- the particulate polymer is sufficiently dispersed in a room temperature curable epoxy resin and then embedded to produce a block piece containing the particulate polymer.
- the block piece is cut into a thin piece having a thickness of 80 nm to 200 nm with a microtome equipped with a diamond blade to produce a measurement sample. Thereafter, if necessary, the measurement sample is dyed using, for example, ruthenium tetroxide or osmium tetroxide.
- this measurement sample is set in a transmission electron microscope (TEM), and the cross-sectional structure of the particulate polymer is photographed.
- the magnification of the electron microscope is preferably such that the cross section of one particulate polymer enters the field of view, specifically about 10,000 times.
- the circumference length D1 corresponding to the outer surface of the core portion and the length D2 of the portion where the outer surface of the core portion and the shell portion abut are measured.
- the ratio Rc by which the outer surface of the core part of the particulate polymer is covered with a shell part is calculated by the following formula (1) using the measured length D1 and length D2.
- the coating ratio Rc is measured for 20 or more particulate polymers, and the average value is calculated to obtain the average ratio at which the outer surface of the core part is covered by the shell part.
- the covering ratio Rc can be calculated manually from the cross-sectional structure, but can also be calculated using commercially available image analysis software. As commercially available image analysis software, for example, “AnalySIS Pro” (manufactured by Olympus Corporation) can be used.
- the shell part preferably has an average thickness that falls within a predetermined range with respect to the volume average particle diameter of the particulate polymer.
- the average thickness of the shell part with respect to the volume average particle diameter of the particulate polymer is preferably 1% or more, more preferably 2% or more, particularly preferably 5% or more, preferably 30% or less, More preferably, it is 25% or less, and particularly preferably 20% or less.
- the average thickness of the shell part is determined by observing the cross-sectional structure of the particulate polymer with a transmission electron microscope (TEM). Specifically, the maximum thickness of the shell part in the cross-sectional structure of the particulate polymer is measured, and the average value of the maximum thickness of the shell part of 20 or more arbitrarily selected particulate polymers is determined as the average thickness of the shell part.
- the shell part is composed of polymer particles, and the particles constituting the shell part do not overlap each other in the radial direction of the particulate polymer, and the polymer particles are a single layer and the shell part. In this case, the number average particle diameter of the particles constituting the shell portion is defined as the average thickness of the shell portion.
- the form of the shell part is not particularly limited, but the shell part is preferably composed of polymer particles.
- the shell part is constituted by polymer particles, a plurality of particles constituting the shell part may overlap in the radial direction of the particulate polymer.
- the particles constituting the shell portion do not overlap each other and the particles of the polymer constitute the shell portion as a single layer.
- the number average particle diameter of the particles constituting the shell part is preferably 10 nm or more, more preferably 20 nm or more, particularly preferably 30 nm or more, preferably 200 nm or less, more preferably 150 nm or less, particularly preferably 100 nm or less. .
- the number average particle diameter in the above range, the balance between ion diffusibility and adhesiveness of the adhesive layer can be improved.
- the number average particle diameter of the particles constituting the shell part is determined by observing the cross-sectional structure of the particulate polymer with a transmission electron microscope (TEM). Specifically, the longest diameter of the particles constituting the shell part in the cross-sectional structure of the particulate polymer is measured, and the average of the longest diameters of the particles constituting the shell part of 20 or more arbitrarily selected particulate polymers The value is the number average particle diameter of the particles constituting the shell portion.
- TEM transmission electron microscope
- the particulate polymer may include arbitrary constituent elements other than the above-described core part and shell part as long as the effects of the present invention are not significantly impaired. For example, you may have the part formed with the polymer different from a core part inside a core part. As a specific example, the seed particles used when the particulate polymer is produced by the seed polymerization method may remain inside the core portion. However, from the viewpoint of remarkably exhibiting the effects of the present invention, the particulate polymer preferably includes only a core part and a shell part.
- the volume average particle diameter of the particulate polymer is preferably 0.01 ⁇ m or more, more preferably 0.1 ⁇ m or more, particularly preferably 0.3 ⁇ m or more, preferably 10 ⁇ m or less, more preferably 5 ⁇ m or less, particularly preferably. 1 ⁇ m or less.
- the amount of the particulate polymer in the adhesive is preferably set so that the proportion of the particulate polymer in the adhesive layer is within a predetermined range.
- the proportion of the particulate polymer in the adhesive layer is preferably 50% by weight or more, more preferably 60% by weight or more, still more preferably 70% by weight or more, and particularly preferably 80% by weight or more. Is 99.9% by weight or less, more preferably 99% by weight or less, still more preferably 98% by weight or less, and particularly preferably 96% by weight or less.
- the particulate polymer may be polymerized in stages by using a monomer of the polymer of the core part and a monomer of the polymer of the shell part and changing the ratio of these monomers over time.
- an emulsifier for example, anionic surfactants such as sodium dodecylbenzenesulfonate and sodium dodecylsulfate, nonionic surfactants such as polyoxyethylene nonylphenyl ether and sorbitan monolaurate, or Cationic surfactants such as octadecylamine acetate can be used.
- anionic surfactants such as sodium dodecylbenzenesulfonate and sodium dodecylsulfate
- nonionic surfactants such as polyoxyethylene nonylphenyl ether and sorbitan monolaurate
- Cationic surfactants such as octadecylamine acetate
- polymerization initiator examples include peroxides such as t-butylperoxy-2-ethylhexanoate, potassium persulfate, cumene peroxide, 2,2′-azobis (2-methyl-N- (2 An azo compound such as -hydroxyethyl) -propionamide) or 2,2'-azobis (2-amidinopropane) hydrochloride can be used.
- a polymerization procedure first, a monomer and an emulsifier that form a core part are mixed in water as a solvent, a polymerization initiator is then added, and a particulate polymer constituting the core part is formed by emulsion polymerization. obtain. Furthermore, a particulate polymer having a core-shell structure can be obtained by polymerizing a monomer that forms a shell portion in the presence of the particulate polymer constituting the core portion.
- the polymer monomer of the shell portion it is preferable to supply the polymer monomer of the shell portion to the polymerization system in a plurality of times or continuously.
- the polymer constituting the shell part is formed into particles, and these particles are combined with the core part.
- a shell part that partially covers the core part can be formed.
- the particle diameter of the particles constituting the shell part and the average thickness of the shell part are controlled according to the ratio of dividing the monomer. It is possible.
- the particle diameter of the particles constituting the shell part and the average of the shell part It is possible to control the thickness.
- the monomer forming the polymer of the shell part is a monomer having a low affinity for the polymerization solvent, it tends to easily form a shell part that partially covers the core part.
- the monomer that forms the polymer of the shell part preferably includes a hydrophobic monomer, and particularly preferably includes an aromatic vinyl monomer.
- a shell part that partially covers the core part can be formed. it can.
- the volume average particle diameter of the particulate polymer constituting the core part, the volume average particle diameter of the particulate polymer after forming the shell part, and the number average particle diameter of the particles constituting the shell part are:
- the desired range can be achieved by adjusting the amount of emulsifier, the amount of monomer, and the like.
- the average ratio of the outer surface of the core part covered by the shell part corresponds to the volume average particle diameter of the particulate polymer constituting the core part, for example, the amount of emulsifier and the polymer of the shell part By adjusting the amount of the monomer, a desired range can be obtained.
- the adhesive of the present invention preferably further contains non-conductive fibers in addition to the particulate polymer.
- non-conductive fibers usually one or more of the following advantages can be obtained. a. The swelling of the adhesive layer produced using the adhesive of the present invention in the electrolyte can be suppressed. b. The mechanical strength of the adhesive layer produced using the adhesive of the present invention can be improved. c. The low-temperature output characteristics of the lithium ion secondary battery can be further improved. d. The high-temperature cycle characteristics of the lithium ion secondary battery can be further improved. The reason why such excellent effects can be obtained is not necessarily clear, but according to the study of the present inventor, it is presumed as follows. However, the present invention is not limited for the reason presumed below.
- the diffusibility of the electrolytic solution into the adhesive layer is usually improved.
- the diffusibility of the electrolytic solution into the adhesive layer can be particularly improved.
- lithium ions can easily pass through the adhesive layer, lithium deposition in the electrolyte can be prevented. Therefore, an increase in resistance due to precipitated lithium can be suppressed.
- the combination of these factors can further improve the low-temperature output characteristics of the lithium ion secondary battery when an adhesive containing non-conductive fibers is used.
- High temperature cycle characteristics When the adhesive contains non-conductive fibers, it is usually possible to suppress lithium deposition in the electrolytic solution as described above. Therefore, it is difficult for resistance to increase due to repeated charge and discharge. Thereby, when the adhesive agent containing a nonelectroconductive fiber is used, it is guessed that the further outstanding high temperature cycling characteristic is implement
- Non-conductive fiber is a non-conductive fiber.
- Non-conductive fibers do not dissolve in the adhesive and can maintain the shape of the fibers. Further, the non-conductive fiber is not dissolved in the electrolytic solution and can maintain the shape of the fiber.
- Such non-conductive fibers may be formed of an organic material, may be formed of an inorganic material, or may be formed of a combination of an organic material and an inorganic material. Especially, since there is no elution of a metal and acquisition is easy, the nonelectroconductive fiber formed with the organic material is preferable.
- the material of the non-conductive fiber is preferably a non-conductive material that is non-conductive, electrochemically stable, and stable to an electrolytic solution.
- suitable materials for non-conductive fibers include cellulose, cellulose modified products, polysaccharides such as chitin and chitosan, polymers such as polypropylene, polyester, polyacrylonitrile, polyaramid, polyamideimide, and polyimide. Is mentioned. Among these, since it is excellent in heat resistance and is excellent in the diffusibility of electrolyte solution, a polysaccharide is preferable and a cellulose is more preferable.
- the material of a nonelectroconductive fiber may be used individually by 1 type, and may be used combining two or more types by arbitrary ratios.
- the non-conductive fiber may contain an optional additive as a constituent component in addition to the above constituent materials.
- the fiber diameter of the non-conductive fiber is usually 0.01 ⁇ m or more, preferably 0.015 ⁇ m or more, more preferably 0.02 ⁇ m or more, and usually 1 ⁇ m or less, preferably 0.5 ⁇ m or less, more preferably 0.1 ⁇ m or less. It is.
- non-conductive fibers having a fiber diameter in such a range swelling of the adhesive layer in the electrolyte can be effectively suppressed.
- the dispersibility of a nonelectroconductive fiber can be improved by making a fiber diameter more than the lower limit of the said range.
- the internal resistance of a battery can be reduced by making it below an upper limit.
- the fiber diameter of the nonconductive fiber indicates the thickness of the nonconductive fiber.
- the fiber length of the nonconductive fiber is preferably 50 ⁇ m or more, more preferably 60 ⁇ m or more, particularly preferably 70 ⁇ m or more, preferably 1000 ⁇ m or less, more preferably 500 ⁇ m or less, and particularly preferably 200 ⁇ m or less.
- the fiber length of the non-conductive fiber indicates the length per fiber of the non-conductive fiber.
- the amount of non-conductive fibers is preferably 0.1 parts by weight or more, more preferably 0.2 parts by weight or more, still more preferably 0.5 parts by weight or more, particularly preferably 100 parts by weight of the particulate polymer. 1 part by weight or more, preferably 100 parts by weight or less, more preferably 50 parts by weight or less, and still more preferably 40 parts by weight or less.
- the amount of the nonconductive fiber is in the above range, the mechanical strength of the adhesive layer can be increased. Further, when the adhesive layer is immersed in the electrolytic solution, the particulate polymer can be prevented from swelling and the distance between the electrode plates from increasing. Therefore, the internal resistance of the secondary battery can be reduced, and the low-temperature characteristics and cycle characteristics of the secondary battery can be improved.
- the adhesive of the present invention preferably further contains an adhesive layer binder in addition to the particulate polymer.
- the particulate polymers can be bonded to each other in both the swollen state and the unswelled state in the electrolytic solution.
- an adhesive agent contains a nonelectroconductive fiber
- the binder for contact bonding layers can adhere
- the binder for the adhesive layer it is usually preferable to use a water-insoluble polymer, and among them, a thermoplastic elastomer such as a styrene-butadiene copolymer, a styrene-acrylonitrile copolymer, and a (meth) acrylate polymer. It is more preferable to use
- a (meth) acrylic acid ester polymer is preferable as the binder for the adhesive layer.
- a (meth) acrylic acid ester polymer means a polymer containing a (meth) acrylic acid ester monomer unit.
- the (meth) acrylic acid ester polymer is preferable in that it has high ion conductivity, can improve the rate characteristics of the secondary battery, and is electrochemically stable and can improve the high-temperature cycle characteristics of the battery. is there.
- Examples of the (meth) acrylic acid ester monomer corresponding to the (meth) acrylic acid ester monomer unit include methyl acrylate, ethyl acrylate, n-propyl acrylate, isopropyl acrylate, n-butyl acrylate, and t-butyl acrylate.
- Alkyl acrylate esters such as pentyl acrylate, hexyl acrylate, heptyl acrylate, octyl acrylate, 2-ethylhexyl acrylate, nonyl acrylate, decyl acrylate, lauryl acrylate, n-tetradecyl acrylate, stearyl acrylate; and methyl methacrylate, ethyl methacrylate, n -Propyl methacrylate, isopropyl methacrylate, n-butyl methacrylate, t-butyl methacrylate, pen Methacrylate, hexyl methacrylate, heptyl methacrylate, octyl methacrylate, 2-ethylhexyl methacrylate, nonyl methacrylate, decyl methacrylate, lauryl methacrylate, n- tetradecyl meth
- the proportion of the (meth) acrylic acid ester monomer unit in the polymer as the binder for the adhesive layer is preferably 50% by weight or more, more preferably 70% by weight or more, particularly preferably 90% by weight or more, preferably It is 99 weight% or less, More preferably, it is 98 weight% or less, Most preferably, it is 97 weight% or less.
- the polymer as the binder for the adhesive layer preferably contains an amide monomer unit.
- the amide monomer unit is a structural unit having a structure formed by polymerizing an amide monomer.
- the amide monomer is a monomer having an amide group and includes not only an amide compound but also an imide compound.
- the polymer having an amide monomer unit can capture halide ions in the electrolytic solution. Therefore, since decomposition
- the polymer containing an amide monomer unit can capture the transition metal ion in the electrolytic solution. For example, metal ions eluted from the positive electrode can be captured by a polymer containing amide monomer units. Therefore, it is possible to suppress the precipitation of the transition metal at the negative electrode accompanying charge / discharge.
- the polymer containing the amide monomer unit as the binder for the adhesive layer in this way, the degree of decrease in battery capacity due to charging / discharging can be reduced, so that the cycle characteristics of the lithium ion secondary battery are improved. be able to.
- the generation amount of the gas can be evaluated by the volume change of the cell of the lithium ion secondary battery when charging and discharging are repeated.
- amide monomer examples include a carboxylic acid amide monomer, a sulfonic acid amide monomer, and a phosphoric acid amide monomer.
- the carboxylic acid amide monomer is a monomer having an amide group bonded to a carboxylic acid group.
- the carboxylic acid amide monomer include (meth) acrylamide, ⁇ -chloroacrylamide, N, N′-methylenebis (meth) acrylamide, N, N′-ethylenebis (meth) acrylamide, N-hydroxymethyl (meta) ) Acrylamide, N-2-hydroxyethyl (meth) acrylamide, N-2-hydroxypropyl (meth) acrylamide, N-3-hydroxypropyl (meth) acrylamide, crotonic acid amide, maleic acid diamide, fumaric acid diamide, diacetone Unsaturated carboxylic acid amide compounds such as acrylamide; N-dimethylaminomethyl (meth) acrylamide, N-2-aminoethyl (meth) acrylamide, N-2-methylaminoethyl (meth) acrylamide, N-2-ethylamino
- the sulfonic acid amide monomer is a monomer having an amide group bonded to a sulfonic acid group.
- examples of the sulfonic acid amide monomer include 2-acrylamido-2-methylpropanesulfonic acid and Nt-butylacrylamidesulfonic acid.
- the phosphoric acid amide monomer is a monomer having an amide group bonded to a phosphoric acid group.
- Examples of the phosphoric acid amide monomer include acrylamide phosphonic acid and acrylamide phosphonic acid derivatives.
- carboxylic acid amide monomers are preferable, unsaturated carboxylic acid amide compounds are more preferable, (meth) acrylamide and N-hydroxymethyl (meth).
- Acrylamide is particularly preferred.
- an amide monomer and an amide monomer unit may be used individually by 1 type, and may be used combining two or more types by arbitrary ratios.
- the ratio of the amide monomer unit in the polymer as the binder for the adhesive layer is preferably 0.1% by weight or more, more preferably 0.2% by weight or more, particularly preferably 0.5% by weight or more, preferably Is 20% by weight or less, more preferably 15% by weight or less, and particularly preferably 10% by weight or less.
- the polymer as the binder for the adhesive layer may contain an acid group-containing monomer unit.
- an acid group-containing monomer unit for example, one selected from the same range as that described as being usable for the particulate polymer can be used.
- an acid group containing monomer unit may be used individually by 1 type, and may be used combining two or more types by arbitrary ratios.
- the ratio of the acid group-containing monomer unit in the polymer as the binder for the adhesive layer is preferably 0.2% by weight or more, more preferably 0.4% by weight or more, and particularly preferably 0.6% by weight or more.
- the content is preferably 10.0% by weight or less, more preferably 6.0% by weight or less, and particularly preferably 4.0% by weight or less.
- the polymer as the binder for the adhesive layer may contain a (meth) acrylonitrile monomer unit.
- acrylonitrile monomer corresponding to the (meth) acrylonitrile monomer unit acrylonitrile may be used, methacrylonitrile may be used, or acrylonitrile and methacrylonitrile are used in combination. May be.
- the ratio of the (meth) acrylonitrile monomer unit in the polymer as the binder for the adhesive layer is preferably 0.2% by weight or more, more preferably 0.5% by weight or more, and particularly preferably 1.0% by weight or more. Yes, preferably 20.0% by weight or less, more preferably 10.0% by weight or less, particularly preferably 5.0% by weight or less.
- the polymer as the binder for the adhesive layer may contain a crosslinkable monomer unit.
- the crosslinkable monomer corresponding to the crosslinkable monomer unit include the same examples as those exemplified in the description of the particulate polymer.
- N-hydroxymethyl (meth) acrylamide exemplified as a carboxylic acid amide monomer can act as both an amide monomer and a crosslinkable monomer, the N-hydroxymethyl (meth) acrylamide is crosslinked. It may be used as a functional monomer.
- a crosslinkable monomer may be used individually by 1 type, and may be used combining two or more types by arbitrary ratios.
- the proportion of the crosslinkable monomer unit in the polymer as the binder for the adhesive layer is preferably 0.2% by weight or more, more preferably 0.6% by weight or more, particularly preferably 1.0% by weight or more, Preferably it is 5.0 weight% or less, More preferably, it is 4.0 weight% or less, Most preferably, it is 3.0 weight% or less.
- the ratio of the crosslinkable monomer unit By setting the ratio of the crosslinkable monomer unit to the lower limit value or more, the mechanical strength of the adhesive layer can be increased. Moreover, by making it into the upper limit value or less, the flexibility of the adhesive layer can be prevented from becoming brittle.
- the polymer as the binder for the adhesive layer may contain any structural unit in addition to the structural units described above.
- a polymer as a binder for an adhesive layer is a structural unit (styrene unit) having a structure formed by polymerizing styrene in combination with the structural unit described above, or a structure having a structure formed by polymerizing butadiene.
- a unit (butadiene unit) and a structural unit (acrylonitrile unit) having a structure formed by polymerizing acrylonitrile may be included.
- these arbitrary structural units may be used individually by 1 type, and may be used combining two or more types by arbitrary ratios.
- the glass transition temperature of the polymer as the binder for the adhesive layer is preferably ⁇ 100 ° C. or higher, more preferably ⁇ 90 ° C. or higher, particularly preferably ⁇ 80 ° C. or higher, preferably 0 ° C. or lower, more preferably ⁇ 5. C. or lower, particularly preferably ⁇ 10 ° C. or lower.
- the form of the binder for the adhesive layer may be particulate or non-particulate. Among these, it is preferable to use a particulate binder from the viewpoint of providing pores in the adhesive layer to increase ion diffusibility.
- the volume average particle size of the binder for the adhesive layer is preferably 0.01 ⁇ m or more, more preferably 0.02 ⁇ m or more, particularly preferably 0.05 ⁇ m or more, preferably It is 1 ⁇ m or less, more preferably 0.9 ⁇ m or less, and particularly preferably 0.8 ⁇ m or less.
- the dispersibility of the binder for adhesive layers can be improved by setting the volume average particle diameter of the binder for adhesive layers to be equal to or greater than the lower limit of the above range.
- the adhesiveness of a contact bonding layer can be improved by making it into an upper limit or less.
- Examples of the method for producing the adhesive layer binder include a solution polymerization method, a suspension polymerization method, and an emulsion polymerization method.
- the emulsion polymerization method and the suspension polymerization method are preferable because they can be polymerized in water and can be suitably used as an adhesive material as they are.
- the reaction system contains a dispersing agent.
- the binder for the adhesive layer is usually formed of a polymer that substantially constitutes the binder, but it may be accompanied by optional components such as additives used in the polymerization.
- the amount of the binder for the adhesive layer is preferably 0.1 parts by weight or more, more preferably 0.2 parts by weight or more, preferably 30 parts by weight or less, more preferably 100 parts by weight of the particulate polymer. 20 parts by weight or less, particularly preferably 15 parts by weight or less.
- the adhesive of the present invention usually contains a solvent.
- water is preferably used. Since the particulate polymer and the binder for the adhesive layer are usually water-insoluble, when water is used as the solvent, the particulate polymer and the binder for the adhesive layer are dispersed in the form of particles in water. . In addition, since non-conductive fibers are usually water-insoluble, when water is used as a solvent, the non-conductive fibers are dispersed in the form of fibers in water.
- a solvent other than water may be used in combination with water.
- the solvent that can be used in combination with water include cycloaliphatic hydrocarbons such as cyclopentane and cyclohexane; aromatic hydrocarbons such as toluene and xylene; ketones such as ethyl methyl ketone and cyclohexanone; ethyl acetate and acetic acid Esters such as butyl, ⁇ -butyrolactone, ⁇ -caprolactone; nitriles such as acetonitrile and propionitrile; ethers such as tetrahydrofuran and ethylene glycol diethyl ether: methanol, ethanol, isopropanol, ethylene glycol, ethylene glycol monomethyl ether, etc.
- NMP N-methylpyrrolidone
- N, N-dimethylformamide N-methylpyrrolidone
- One of these may be used alone, or two or more of these may be used in combination at any ratio. However, it is preferable to use water alone as the solvent.
- the amount of the solvent in the adhesive is preferably set so that the solid content concentration of the adhesive falls within a desired range.
- the solid content concentration of the specific adhesive is preferably 10% by weight or more, more preferably 15% by weight or more, particularly preferably 20% by weight or more, preferably 80% by weight or less, more preferably 75% by weight or less. Particularly preferably, it is 70% by weight or less.
- the solid content of a certain composition means a substance remaining after the composition is dried.
- Non-conductive particles may further contain non-conductive particles.
- particles selected from those described below may be included as non-conductive particles that can be included in the porous film.
- non-conductive particles have high rigidity, the mechanical strength of the adhesive layer can be increased by including the non-conductive particles in the adhesive layer.
- the amount of the non-conductive particles is preferably 0.1 parts by weight or more, more preferably 1 part by weight or more, particularly preferably 5 parts by weight or more, preferably 100 parts by weight with respect to 100 parts by weight of the particulate polymer. Parts or less, more preferably 80 parts by weight or less, particularly preferably 50 parts by weight or less.
- the adhesive of the present invention can further contain a water-soluble polymer.
- the water-soluble polymer usually functions as a viscosity modifier.
- the adhesive contains water as a solvent
- some of the water-soluble polymers are free in the solvent, but another part of the water-soluble polymer is a particulate polymer. Adsorb to the surface. Thereby, since the surface of a particulate polymer is covered with the layer of a water-soluble polymer, the dispersibility in water of a particulate polymer can be improved.
- water-soluble polymer examples include cellulose polymers such as carboxymethyl cellulose, methyl cellulose, hydroxypropyl cellulose, and ammonium salts and alkali metal salts thereof; (modified) poly (meth) acrylic acid and ammonium salts and alkali metal salts thereof.
- Polyvinyl alcohol compounds such as (modified) polyvinyl alcohol, a copolymer of acrylic acid or acrylate and vinyl alcohol, maleic anhydride or a copolymer of maleic acid or fumaric acid and vinyl alcohol; polyethylene glycol, polyethylene oxide, polyvinyl Examples include pyrrolidone, modified polyacrylic acid, oxidized starch, phosphate starch, casein, and various modified starches.
- (modified) poly” means “unmodified poly” and “modified poly”.
- the amount of the water-soluble polymer is preferably 0.1 parts by weight or more, more preferably 0.2 parts by weight or more, particularly preferably 0.5 parts by weight or more with respect to 100 parts by weight of the particulate polymer.
- the amount is preferably 15 parts by weight or less, more preferably 10 parts by weight or less, and particularly preferably 5 parts by weight or less.
- the dispersibility of the particulate polymer in the adhesive can be increased by setting the amount of the water-soluble polymer to be equal to or higher than the lower limit of the above range. Moreover, the ion diffusivity which a particulate polymer has can fully be exhibited by making it into an upper limit or less.
- the adhesive of this invention can contain arbitrary components other than the particulate polymer mentioned above, a nonelectroconductive fiber, the binder for contact bonding layers, a solvent, a nonelectroconductive particle, and a water-soluble polymer.
- a nonelectroconductive fiber the binder for contact bonding layers
- a solvent a nonelectroconductive particle
- the adhesive is an isothiazoline compound, a chelate compound, a pyrithione compound, a dispersant, a leveling agent, an antioxidant, a thickener, an antifoaming agent, a wetting agent, and an electrolyte solution having a function of inhibiting electrolyte decomposition.
- An agent or the like may be included.
- the adhesive of the present invention is usually a fluid slurry composition. Moreover, in the adhesive of this invention, each component contained in the adhesive has high dispersibility. Therefore, the viscosity of the adhesive of the present invention can usually be easily lowered.
- the method for producing the adhesive is not particularly limited. Usually, an adhesive agent is obtained by mixing each component mentioned above. There is no restriction
- the disperser is preferably an apparatus capable of uniformly dispersing and mixing the above components.
- examples include a ball mill, a sand mill, a pigment disperser, a crusher, an ultrasonic disperser, a homogenizer, and a planetary mixer.
- a high dispersion apparatus such as a bead mill, a roll mill, or a fill mix is particularly preferable because a high dispersion share can be added.
- the adhesive of this invention can be used for adhesion
- it may be used for bonding the separator and the electrode, or may be used for bonding the current collector and the electrode active material layer.
- it is preferable to use the adhesive agent of this invention.
- Adhesive layer for lithium ion secondary battery By applying the adhesive of the present invention on a suitable substrate and drying it as necessary, an adhesive layer can be produced as a film formed from the solid content of the adhesive.
- an adhesive layer is produced by a production method including a step of applying an adhesive on a substrate to obtain a film of the adhesive, and a step of removing a solvent such as water by drying from the film as necessary. it can.
- the adhesive layer thus obtained contains the particulate polymer according to the present invention.
- the shell part swells in the electrolytic solution and develops adhesiveness. Therefore, according to the adhesive layer, the members constituting the battery can be strongly bonded in the electrolytic solution.
- the core part of a particulate polymer has high ion diffusibility, the raise of resistance by an contact bonding layer is small.
- the adhesive layer includes non-conductive fibers, swelling in the electrolytic solution can be suppressed. Therefore, the lithium ion secondary battery provided with this adhesive layer can have excellent battery characteristics.
- the adhesive layer is preferably porous. Since the adhesive layer contains a particulate polymer, it is easy to form pores in the adhesive layer, and therefore has excellent ion diffusibility.
- the adhesive layer does not normally exhibit adhesiveness in a state where it is not swollen in the electrolytic solution. . Therefore, this adhesive layer is excellent in blocking resistance in a state where it is not swollen in the electrolytic solution.
- Examples of the adhesive application method include a doctor blade method, a dip coating method, a reverse roll method, a direct roll method, a spray coating method, a gravure method, an extrusion method, and a brush coating method.
- drying method examples include a drying method using warm air, hot air, low-humidity air, or the like; vacuum drying; a drying method using irradiation with energy rays such as infrared rays, far infrared rays, and electron beams.
- a specific drying method is preferably selected according to the type of solvent used.
- heat treatment may be performed.
- the heat crosslinking group contained in the polymer component can be crosslinked by the heat treatment.
- the application amount of the adhesive is the solid content of the adhesive applied per unit area, preferably 0.1 g / m 2 or more, and more preferably 1.5 g / m 2 or less.
- Adhesiveness of the adhesive layer can be increased by setting the coating amount to be equal to or greater than the lower limit of the above range. Moreover, by making it below an upper limit, it can prevent that the raise of resistance by an contact bonding layer becomes excessive and a cycle characteristic falls.
- the thickness of the adhesive layer is preferably 0.1 ⁇ m or more, more preferably 0.2 ⁇ m or more, particularly preferably 0.5 ⁇ m or more, preferably 5 ⁇ m or less, more preferably 4 ⁇ m or less, and particularly preferably 3 ⁇ m or less.
- the separator of the present invention includes a separator substrate and an adhesive layer.
- the adhesive layer may be provided directly on the surface of the separator base material without interposing another layer, or may be provided indirectly on the surface of the separator base material via an arbitrary layer.
- a porous film is provided on the surface of the separator substrate, and an adhesive layer is provided on the surface of the porous film.
- the adhesive layer contains the particulate polymer according to the present invention, the adhesion between the porous film and the electrode can be improved in the electrolytic solution.
- the low-temperature output characteristics of the lithium ion secondary battery can be improved, and moreover, usually the high-temperature cycle characteristics can be improved.
- the adhesive layer contains non-conductive fibers, the adhesive layer can be prevented from swelling in the electrolyte solution, so that further improvement in low temperature output characteristics and high temperature cycle characteristics can be expected.
- the adhesive layer usually does not exhibit adhesiveness in a state where it is not swollen in the electrolytic solution, so that even when it is rolled up, it is difficult to cause blocking and has excellent handling properties.
- separator substrate for example, a porous substrate having fine pores can be used. By using such a separator base material, a short circuit can be prevented in the secondary battery without hindering charging / discharging of the battery.
- a separator base material it is preferable to use the porous base material formed with the organic material.
- a porous substrate made of an organic material melts and closes the pores when the temperature inside the battery rises, thereby preventing lithium ion movement and blocking current, so a lithium ion secondary battery Can improve the safety.
- the separator substrate examples include porous substrates made of a resin including polyolefin (for example, polyethylene, polypropylene, polybutene, polyvinyl chloride), a mixture thereof, and a copolymer thereof; polyethylene terephthalate, polycyclo
- the thickness of the separator substrate is preferably 0.5 ⁇ m or more, more preferably 1 ⁇ m or more, preferably 40 ⁇ m or less, more preferably 30 ⁇ m or less, and particularly preferably 10 ⁇ m or less. Within this range, the increase in resistance due to the separator base material in the secondary battery is reduced, and the workability during battery production is excellent.
- the porous film is a porous film provided on the surface of the separator substrate, and may be provided on only one surface of the separator substrate, or may be provided on both surfaces.
- This porous film contains non-conductive particles, and usually further contains a binder for the porous film.
- the nonconductive particles are bonded by the binder for the porous film, and the gaps between the nonconductive particles constitute the pores of the porous film.
- the binder for porous films can show the function to adhere a porous film to a separator base material.
- the separator substrate may tend to contract when the battery is heated excessively.
- a porous film is provided on the surface of the separator substrate, the porous film resists the stress that the separator substrate tends to shrink. Therefore, shrinkage of the separator substrate can be prevented. Therefore, the short circuit by shrinkage
- Non-conductive particles As the non-conductive particles, it is preferable to use particles formed of an electrochemically stable material, inorganic particles may be used, and organic particles may be used.
- Inorganic particles are excellent in dispersion stability in a solvent, and are difficult to settle in a slurry for a porous membrane used for production of a porous membrane. Therefore, the slurry for porous films can maintain a uniform slurry state for a long time. In addition, when inorganic particles are used, the heat resistance of the porous film can usually be increased.
- examples of such inorganic particle materials include aluminum oxide (alumina), aluminum oxide hydrate (boehmite (AlOOH), gibbsite (Al (OH) 3 )), silicon oxide, magnesium oxide (magnesia), water, and the like.
- Oxide particles such as magnesium oxide, calcium oxide, titanium oxide (titania), BaTiO 3 , ZrO 2 , alumina-silica composite oxide; nitride particles such as aluminum nitride and boron nitride; covalently bonded crystals such as silicon and diamond Particles; Insoluble ion crystal particles such as barium sulfate, calcium fluoride, and barium fluoride; Clay fine particles such as talc and montmorillonite; Among these, oxide particles are preferable from the viewpoints of stability in an electrolytic solution and potential stability, and titanium oxide and aluminum oxide are particularly preferable from the viewpoint of low water absorption and excellent heat resistance (for example, resistance to high temperature of 180 ° C. or higher).
- Aluminum oxide hydrate, magnesium oxide and magnesium hydroxide are more preferable, aluminum oxide, aluminum oxide hydrate, magnesium oxide and magnesium hydroxide are more preferable, and aluminum oxide is particularly preferable. Moreover, these may be used individually by 1 type and may be used combining two or more types by arbitrary ratios.
- Polymer particles are usually used as the organic particles.
- the organic particles can control the affinity for water by adjusting the type and amount of the functional group on the surface of the organic particles, and thus can control the amount of water contained in the porous film.
- Organic particles are excellent in that they usually have less metal ion elution.
- Examples of such organic particle materials include various polymer compounds such as polystyrene, polyethylene, polyimide, melamine resin, and phenol resin.
- the polymer compound forming the particles may be used, for example, as a mixture, a modified product, a derivative, a random copolymer, an alternating copolymer, a graft copolymer, a block copolymer, a crosslinked product, or the like.
- the organic particles may be formed of a mixture of two or more kinds of polymer compounds.
- the organic particles need not have a glass transition temperature.
- the glass transition temperature is preferably 150 ° C. or higher, more preferably 200 ° C. or higher, particularly preferably 250 ° C. or higher, and usually 500 ° C. It is as follows.
- Non-conductive particles may be subjected to, for example, element substitution, surface treatment, solid solution, and the like as necessary. Further, the non-conductive particles may include one kind of the above materials alone in one particle, or may contain two or more kinds in combination at an arbitrary ratio. . Further, the non-conductive particles may be used in combination of two or more kinds of particles formed of different materials.
- Examples of the shape of the nonconductive particles include a spherical shape, an elliptical spherical shape, a polygonal shape, a tetrapod (registered trademark) shape, a plate shape, and a scale shape.
- a tetrapod (registered trademark) shape, a plate shape, and a scale shape are preferable.
- the volume average particle diameter D50 of the non-conductive particles is preferably 0.1 ⁇ m or more, more preferably 0.2 ⁇ m or more, preferably 5 ⁇ m or less, more preferably 2 ⁇ m or less, and particularly preferably 1 ⁇ m or less.
- the BET specific surface area of the non-conductive particles is, for example, preferably 0.9 m 2 / g or more, more preferably 1.5 m 2 / g or more. Further, from the viewpoint of suppressing aggregation of non-conductive particles and optimizing the fluidity of the slurry for the porous membrane, the BET specific surface area is preferably not too large, for example, 150 m 2 / g or less.
- the amount of non-conductive particles in the porous membrane is preferably 70% by weight or more, more preferably 80% by weight or more, preferably 97% by weight or less, more preferably 95% by weight or less.
- the binder for the porous film for example, a binder selected from the same range as that described as the binder for the adhesive layer can be used. Among these, it is preferable to use a polymer containing an amide monomer unit because the cycle characteristics of the lithium ion secondary battery can be further improved. Moreover, the binder for porous films may be used individually by 1 type, and may be used combining two or more types by arbitrary ratios.
- the amount of the binder for the porous membrane is preferably 0.1 parts by weight or more, more preferably 0.2 parts by weight or more, preferably 30 parts by weight or less, more preferably 100 parts by weight of the non-conductive particles. 20 parts by weight or less.
- the porous film preferably contains a water-soluble polymer in addition to the nonconductive particles and the binder for the porous film.
- the water-soluble polymer usually functions as a viscosity modifier in the slurry for the porous membrane.
- the porous membrane slurry contains water as a solvent
- a part of the water-soluble polymer is free in the solvent, but another part of the water-soluble polymer is Adsorbs on the surface of non-conductive particles.
- the surface of the non-conductive particles is covered with the water-soluble polymer layer, so that the dispersibility of the non-conductive particles in water can be improved, and consequently the dispersibility of the non-conductive particles in the porous film is improved.
- the water-soluble polymer can also have a function of adhering non-conductive particles.
- water-soluble polymer for example, a water-soluble polymer selected from the same range as described for the water-soluble polymer that can be contained in the adhesive can be used. Moreover, a water-soluble polymer may be used individually by 1 type, and may be used in combination of 2 or more types by arbitrary ratios.
- the amount of the water-soluble polymer is preferably 0.1 parts by weight or more, more preferably 0.2 parts by weight or more, preferably 10 parts by weight or less, more preferably 100 parts by weight of the non-conductive particles. 5 parts by weight or less.
- the porous film may contain arbitrary components in addition to the non-conductive particles, the porous film binder, and the water-soluble polymer described above.
- optional components those which do not exert an excessively unfavorable influence on the battery reaction can be used.
- arbitrary components the same example as what was illustrated as an arbitrary component which an adhesive agent can contain is mentioned.
- arbitrary components may be used individually by 1 type, and may be used combining two or more types by arbitrary ratios.
- the thickness of the porous membrane is preferably 0.1 ⁇ m or more, more preferably 0.2 ⁇ m or more, particularly preferably 0.3 ⁇ m or more, preferably 20 ⁇ m or less, more preferably 15 ⁇ m or less, and particularly preferably 10 ⁇ m or less.
- porous membrane for example, a porous membrane slurry containing the components of the porous membrane (that is, non-conductive particles, a binder for the porous membrane, a water-soluble polymer, and an optional component) is prepared. It can manufacture by apply
- a porous film can be manufactured by a manufacturing method including a removing step.
- the slurry for porous membrane can be produced by mixing non-conductive particles, a binder for porous membrane, a water-soluble polymer and optional components, and a solvent, for example.
- a disperser as a mixing device.
- the disperser for example, a disperser similar to that exemplified as a disperser that can be used for manufacturing an adhesive can be used.
- a solvent selected from the same range as that described as the solvent that can be contained in the adhesive can be used.
- a solvent may be used individually by 1 type and may be used combining two or more types by arbitrary ratios. Of these, water is preferably used as the solvent.
- the amount of the solvent in the porous membrane slurry is preferably set so that the solid content concentration of the porous membrane slurry is within a desired range.
- the solid content concentration of the specific slurry for the porous membrane is preferably 10% by weight or more, more preferably 15% by weight or more, particularly preferably 20% by weight or more, preferably 80% by weight or less, more preferably 75% by weight. % Or less, particularly preferably 70% by weight or less.
- the porous slurry is applied to the substrate to form a porous membrane slurry.
- the base material used here is a member to be a target for forming a porous membrane slurry.
- limiting in a base material For example, the film
- a separator base material is used as the base material from the viewpoint of improving the manufacturing efficiency by omitting the step of peeling the porous film.
- Examples of the coating method include the same examples as the coating method exemplified in the method for producing the adhesive layer. Among these, the dip method and the gravure method are preferable in that a uniform porous film can be obtained. Moreover, as a drying method, the example similar to the drying method illustrated in the manufacturing method of an contact bonding layer is mentioned, for example.
- the porous film may be subjected to pressure treatment by a pressing method such as a mold press and a roll press.
- a pressing method such as a mold press and a roll press.
- the pressure treatment By applying the pressure treatment, the adhesion between the substrate and the porous film can be improved.
- it is preferable to appropriately control the pressure and the pressurization time so as not to become excessively large.
- heat treatment is also preferable, whereby the thermal crosslinking group contained in the polymer component can be crosslinked to increase the adhesive force.
- the separator of this invention is equipped with the contact bonding layer mentioned above directly or through arbitrary layers, such as a porous film, on a separator base material.
- a separator can be manufactured using, for example, a separator base material as a base material, or using a laminate including a separator base material and an arbitrary layer as a base material.
- the separator of the present invention provides a laminate including a separator base material and a porous film, and uses the laminate as a base material to form an adhesive layer on the porous film of the laminate by the above-described method for producing an adhesive layer. Can be manufactured.
- the adhesive layer may be provided only on one side of the separator, or may be provided on both sides.
- the lithium ion secondary battery of the present invention includes a positive electrode, a negative electrode, an electrolytic solution, and a separator. Moreover, the lithium ion secondary battery of this invention is equipped with the separator of this invention mentioned above as said separator. Since the lithium ion secondary battery of the present invention includes the separator of the present invention, it is excellent in low temperature output characteristics. In general, the lithium ion secondary battery of the present invention is excellent in high temperature cycle characteristics.
- the lithium ion secondary battery of the present invention includes a positive electrode and a negative electrode as electrodes.
- a lithium ion secondary battery there is an adhesive layer between the electrode and the separator base material or porous film of the separator, and the particulate polymer contained in the adhesive layer exhibits adhesiveness in the electrolyte solution.
- the electrode and the separator are strongly bonded.
- a lithium ion secondary battery is manufactured by stacking a positive electrode, a separator, and a negative electrode in this order, and then storing the stacked body in a battery exterior.
- a separator having a conventional adhesive layer is used, the separator, the positive electrode, and the negative electrode are bonded when the positive electrode, the separator, and the negative electrode are stacked. Therefore, even if a deviation occurs when the positive electrode, the separator, and the negative electrode are stacked, it is difficult to eliminate the deviation because the positive electrode and the separator or the negative electrode and the separator are fixed.
- the adhesive layer provided in the separator of the present invention has low adhesiveness in a non-swelled state, and exhibits high adhesiveness by swelling in the electrolytic solution. Therefore, when the positive electrode, the separator, and the negative electrode are stacked, the separator, the positive electrode, and the negative electrode are not bonded to each other. Therefore, even when the positive electrode, the separator, and the negative electrode are stacked, the shift can be easily eliminated. Therefore, the yield can be improved.
- Both the positive electrode and the negative electrode usually include a current collector and an electrode active material layer. That is, the positive electrode includes a current collector and a positive electrode active material layer, and the negative electrode includes a current collector and a negative electrode active material layer.
- the current collector may be made of a material having electrical conductivity and electrochemical durability.
- a metal material is used as the material of the current collector. Examples thereof include iron, copper, aluminum, nickel, stainless steel, titanium, tantalum, gold, platinum and the like.
- the current collector used for the positive electrode is preferably aluminum
- the current collector used for the negative electrode is preferably copper.
- the said material may be used individually by 1 type, and may be used combining two or more types by arbitrary ratios.
- the shape of the current collector is not particularly limited, but a sheet having a thickness of about 0.001 mm to 0.5 mm is preferable.
- the current collector is preferably used after roughening the surface in advance in order to increase the adhesive strength with the electrode active material layer.
- the roughening method include a mechanical polishing method, an electrolytic polishing method, and a chemical polishing method.
- a mechanical polishing method for example, an abrasive cloth paper to which abrasive particles are fixed, a grindstone, an emery buff, a wire brush provided with a steel wire, or the like is used.
- an intermediate layer may be formed on the surface of the current collector in order to increase the adhesive strength and conductivity of the electrode active material layer.
- Electrode active material layer is a layer provided on the current collector and includes an electrode active material.
- an electrode active material As the electrode active material of the lithium ion secondary battery, a material capable of reversibly inserting or releasing lithium ions by applying a potential in an electrolytic solution can be used.
- the positive electrode active material is roughly classified into those made of inorganic compounds and those made of organic compounds.
- Examples of the positive electrode active material made of an inorganic compound include transition metal oxides, composite oxides of lithium and transition metals, and transition metal sulfides.
- Examples of the transition metal include Fe, Co, Ni, and Mn.
- the inorganic compound used for the positive electrode active material include LiCoO 2 , LiNiO 2 , LiMnO 2 , LiMn 2 O 4 , LiFePO 4 , LiFeVO 4, and other lithium-containing composite metal oxides; TiS 2 , TiS 3 , non- Transition metal sulfides such as crystalline MoS 2 ; transition metal oxides such as Cu 2 V 2 O 3 , amorphous V 2 O—P 2 O 5 , MoO 3 , V 2 O 5 , V 6 O 13, etc. Can be mentioned.
- examples of the positive electrode active material made of an organic compound include conductive polymers such as polyacetylene and poly-p-phenylene.
- the positive electrode active material which consists of a composite material which combined the inorganic compound and the organic compound.
- a composite material covered with a carbon material may be produced by reducing and firing an iron-based oxide in the presence of a carbon source material, and the composite material may be used as a positive electrode active material.
- Iron-based oxides tend to have poor electrical conductivity, but can be used as a high-performance positive electrode active material by using a composite material as described above.
- you may use as a positive electrode active material what carried out the element substitution of the said compound partially.
- These positive electrode active materials may be used individually by 1 type, and may be used combining two or more types by arbitrary ratios.
- the particle size of the positive electrode active material can be selected in consideration of other constituent requirements of the lithium ion secondary battery.
- the volume average particle diameter of the positive electrode active material is preferably 0.1 ⁇ m or more, more preferably 1 ⁇ m or more, preferably 50 ⁇ m or less, more preferably 20 ⁇ m or less. It is. When the volume average particle diameter of the positive electrode active material is within this range, a battery having a large charge / discharge capacity can be obtained, and handling in producing the positive electrode slurry and the electrode is easy.
- the proportion of the positive electrode active material in the positive electrode active material layer is preferably 90% by weight or more, more preferably 95% by weight or more, and preferably 99.9% by weight or less, more preferably 99% by weight or less.
- the negative electrode active material examples include carbonaceous materials such as amorphous carbon, graphite, natural graphite, mesocarbon microbeads, and pitch-based carbon fibers; and conductive polymers such as polyacene.
- metals such as silicon, tin, zinc, manganese, iron and nickel, and alloys thereof; oxides of the metals or alloys; sulfates of the metals or alloys; Further, metallic lithium; lithium alloys such as Li—Al, Li—Bi—Cd, and Li—Sn—Cd; lithium transition metal nitride; silicon and the like may be used.
- an electrode active material having a conductive material attached to the surface by a mechanical modification method may be used. These negative electrode active materials may be used individually by 1 type, and may be used combining two or more types by arbitrary ratios.
- the particle size of the negative electrode active material is appropriately selected in consideration of other constituent requirements of the lithium ion secondary battery.
- the volume average particle diameter of the negative electrode active material is preferably 0.1 ⁇ m or more, more preferably 1 ⁇ m or more, and even more preferably 5 ⁇ m or more. Is 100 ⁇ m or less, more preferably 50 ⁇ m or less, and still more preferably 20 ⁇ m or less.
- the specific surface area of negative electrode active material the output from the viewpoints of improving the density, preferably 2m 2 / g or more, more preferably 3m 2 / g or more, more preferably 5 m 2 / g or more, and preferably 20 m 2 / g or less, more preferably 15 m 2 / g or less, and further preferably 10 m 2 / g or less.
- the specific surface area of the negative electrode active material can be measured by, for example, the BET method.
- the proportion of the negative electrode active material in the negative electrode active material layer is preferably 85% by weight or more, more preferably 88% by weight or more, and preferably 99% by weight or less, more preferably 97% by weight or less.
- the electrode active material layer preferably contains an electrode binder in addition to the electrode active material.
- an electrode binder By including the electrode binder, the adhesion of the electrode active material layer is improved, and the strength against the mechanical force applied in the process of winding the electrode is increased.
- the electrode active material layer is difficult to peel off from the current collector, the risk of a short circuit due to the detached desorbed material is reduced.
- the binder for the electrode for example, a polymer can be used.
- the polymer that can be used as the electrode binder include a polymer selected from the same range as the polymer described as the adhesive layer binder.
- a soft polymer for example, (I) Polybutyl acrylate, polybutyl methacrylate, polyhydroxyethyl methacrylate, polyacrylamide, polyacrylonitrile, butyl acrylate / styrene copolymer, butyl acrylate / acrylonitrile copolymer, butyl acrylate / acrylonitrile / glycidyl methacrylate copolymer, etc.
- An acrylic soft polymer which is a homopolymer of acrylic acid or a methacrylic acid derivative or a copolymer thereof with a monomer copolymerizable therewith;
- isobutylene-based soft polymers such as polyisobutylene, isobutylene-isoprene rubber, isobutylene-styrene copolymer;
- a diene soft polymer and an acrylic soft polymer are preferable.
- these soft polymers may have a cross-linked structure or may have a functional group introduced by modification.
- the binder for electrodes may be used individually by 1 type, and may be used combining two or more types by arbitrary ratios.
- the amount of the binder for the electrode in the electrode active material layer is preferably 0.1 parts by weight or more, more preferably 0.2 parts by weight or more, particularly preferably 0.5 parts by weight or more with respect to 100 parts by weight of the electrode active material. It is preferably 5 parts by weight or less, more preferably 3 parts by weight or less. When the amount of the electrode binder is within the above range, it is possible to prevent the electrode active material from dropping from the electrode without inhibiting the battery reaction.
- the electrode active material layer may contain any component other than the electrode active material and the electrode binder as long as the effects of the present invention are not significantly impaired. Examples thereof include a conductive material and a reinforcing material. Moreover, arbitrary components may be used individually by 1 type, and may be used combining two or more types by arbitrary ratios.
- Examples of the conductive material include conductive carbon such as acetylene black, ketjen black, carbon black, graphite, vapor-grown carbon fiber, and carbon nanotube; carbon powder such as graphite; fibers and foils of various metals; .
- conductive carbon such as acetylene black, ketjen black, carbon black, graphite, vapor-grown carbon fiber, and carbon nanotube
- carbon powder such as graphite
- fibers and foils of various metals .
- the specific surface area of the conductive material is preferably 50 m 2 / g or more, more preferably 60 m 2 / g or more, particularly preferably 70 m 2 / g or more, preferably 1500 m 2 / g or less, more preferably 1200 m 2 / g. Hereinafter, it is particularly preferably 1000 m 2 / g or less.
- the reinforcing material for example, various inorganic and organic spherical, plate, rod or fiber fillers can be used. By using the reinforcing material, a tough and flexible electrode can be obtained, and excellent long-term cycle characteristics can be obtained.
- the amount of the conductive material and the reinforcing agent used is usually 0 part by weight or more, preferably 1 part by weight or more, preferably 20 parts by weight or less, more preferably 10 parts by weight, with respect to 100 parts by weight of the electrode active material. It is as follows.
- the thickness of the electrode active material layer is preferably 5 ⁇ m or more, more preferably 10 ⁇ m or more, preferably 300 ⁇ m or less, more preferably 250 ⁇ m or less for both the positive electrode and the negative electrode.
- the method for producing the electrode active material layer is not particularly limited.
- the electrode active material layer is prepared, for example, by preparing an electrode active material and a solvent, and an electrode slurry containing an electrode binder and optional components as necessary, and applying the electrode slurry onto a current collector and drying. Can be manufactured.
- the solvent either water or an organic solvent can be used.
- Electrolyte As the electrolytic solution, a polymer that can swell the polymer in the core portion and the polymer in the shell portion of the particulate polymer with the degree of swelling in the predetermined range described above can be used. As such an electrolytic solution, an organic electrolytic solution containing an organic solvent and a supporting electrolyte dissolved in the organic solvent can be preferably used.
- a lithium salt is used as the supporting electrolyte.
- the lithium salt include LiPF 6 , LiAsF 6 , LiBF 4 , LiSbF 6 , LiAlCl 4 , LiClO 4 , CF 3 SO 3 Li, C 4 F 9 SO 3 Li, CF 3 COOLi, (CF 3 CO) 2 NLi , (CF 3 SO 2 ) 2 NLi, (C 2 F 5 SO 2 ) NLi, and the like.
- LiPF 6 , LiClO 4 and CF 3 SO 3 Li are preferable because they are easily soluble in a solvent and exhibit a high degree of dissociation.
- a supporting electrolyte may be used individually by 1 type, and may be used combining two or more types by arbitrary ratios. Since the lithium ion conductivity tends to increase as the supporting electrolyte having a higher degree of dissociation is used, the lithium ion conductivity can be adjusted depending on the type of the supporting electrolyte.
- the concentration of the supporting electrolyte in the electrolytic solution is preferably 1% by weight or more, more preferably 5% by weight or more, preferably 30% by weight or less, more preferably 20% by weight or less.
- the supporting electrolyte is preferably used at a concentration of 0.5 mol / liter to 2.5 mol / liter.
- organic solvent used for the electrolytic solution a solvent capable of dissolving the supporting electrolyte can be used.
- the organic solvent include dimethyl carbonate (DMC), ethylene carbonate (EC), diethyl carbonate (DEC), propylene carbonate (PC), butylene carbonate (BC), methyl ethyl carbonate (MEC), vinylene carbonate (VC), and the like.
- Preferred examples include carbonate compounds of the following: ester compounds such as ⁇ -butyrolactone and methyl formate; ether compounds such as 1,2-dimethoxyethane and tetrahydrofuran; sulfur-containing compounds such as sulfolane and dimethyl sulfoxide; Moreover, these may be used individually by 1 type and may be used combining two or more types by arbitrary ratios. Among them, a carbonate compound is preferable because it has a high dielectric constant and a stable potential region in a wide range. Moreover, since the lithium ion conductivity tends to increase as the viscosity of the solvent used decreases, the lithium ion conductivity can be adjusted depending on the type of the solvent.
- the electrolytic solution may contain an additive as necessary.
- An additive may be used individually by 1 type and may be used combining two or more types by arbitrary ratios.
- a solvent having a desired SP value is used as the solvent of the electrolyte.
- the specific SP value of the solvent of the electrolytic solution is preferably 8 (cal / cm 3 ) 1/2 or more, more preferably 9 (cal / cm 3 ) 1/2 or more, and preferably 15 (cal / Cm 3 ) 1/2 or less, more preferably 14 (cal / cm 3 ) 1/2 or less.
- the solvent having an SP value that falls within the above range include cyclic ester compounds such as ethylene carbonate and propylene carbonate; chain ester compounds such as ethyl methyl carbonate and diethyl carbonate; and the like.
- the manufacturing method of the lithium ion secondary battery of the present invention is not particularly limited.
- the above-described negative electrode and positive electrode may be overlapped via a separator, and this may be wound or folded according to the shape of the battery and placed in the battery container, and the electrolyte may be injected into the battery container and sealed.
- an expanded metal; an overcurrent prevention element such as a fuse or a PTC element; a lead plate or the like may be inserted to prevent an increase in pressure inside the battery or overcharge / discharge.
- the shape of the battery may be any of, for example, a laminate cell type, a coin type, a button type, a sheet type, a cylindrical type, a square type, and a flat type.
- the first group of examples and comparative examples are examples and comparative examples for adhesives that do not contain non-conductive fibers.
- the charge / discharge operation was repeated 1000 cycles under the same conditions as described above.
- the wound cell after 1000 cycles was immersed in liquid paraffin, and the volume X1 of the cell was measured.
- the cellophane tape was fixed on a horizontal test bench. Thereafter, the stress was measured when one end of the separator was pulled vertically upward at a pulling speed of 50 mm / min and peeled off. This measurement was performed three times for each of the laminate including the positive electrode and the separator and the laminate including the negative electrode and the separator for a total of 6 times, and the average value of the stress was obtained, and the average value was defined as the peel strength.
- ⁇ C C1 / C0 ⁇ 100 (%).
- the aqueous dispersion containing the polymer constituting the core part was produced in the same manner as the method for producing the aqueous dispersion containing the polymer constituting the core part in Examples and Comparative Examples. This aqueous dispersion was put into a petri dish made of polytetrafluoroethylene and dried under the conditions of 25 ° C. and 48 hours to produce a film having a thickness of 0.5 mm.
- This film was cut into a 1 cm square to obtain a test piece.
- the weight of this test piece was measured and designated as W0.
- [I-7. Method for measuring degree of swelling of polymer in shell part) A method for producing an aqueous dispersion containing a particulate polymer in Examples and Comparative Examples except that the monomer composition used for the production of the shell part was used instead of the monomer composition used for the production of the core part. In the same manner as described above, an aqueous dispersion containing a particulate polymer composed of a polymer forming a shell portion was produced. Similar to the method for measuring the degree of swelling of the polymer in the core part, except that an aqueous dispersion containing a particulate polymer composed of the polymer forming the shell part was used as the aqueous dispersion for producing the test piece. Then, the swelling degree S of the polymer in the shell part was measured.
- the dyed measurement sample was set in a transmission electron microscope (“JEM-3100F” manufactured by JEOL Ltd.), and a cross-sectional structure of the particulate polymer was photographed at an acceleration voltage of 80 kV.
- the magnification of the electron microscope was set so that the cross section of one particulate polymer was in the visual field.
- the circumference D1 of the core part and the length D2 of the part where the outer surface of the core part abuts on the shell part are measured.
- the ratio Rc of the outer surface of the core part of the particulate polymer covered by the shell part was calculated.
- Covering ratio Rc (%) D2 / D1 ⁇ 100 (1)
- the coating ratio Rc was measured for 20 arbitrarily selected particulate polymers, and the average value was calculated as the average ratio at which the outer surface of the core part was covered with the shell part.
- volume average particle size of the particulate polymer is 50% of the cumulative volume calculated from the small diameter side in the particle size distribution measured by a laser diffraction particle size distribution measuring device (“SALD-3100” manufactured by Shimadzu Corporation).
- SALD-3100 laser diffraction particle size distribution measuring device
- the average thickness of the shell part of the particulate polymer was measured by the following procedure.
- the particle weight is measured with a transmission electron microscope in the same manner as described in the method of measuring the average ratio of the outer surface of the core part covered by the shell part.
- the cross-sectional structure of the coalescence was observed. From the observed cross-sectional structure of the particulate polymer, the longest diameter of the polymer particles constituting the shell portion was measured. For 20 arbitrarily selected particulate polymers, the longest diameter of the polymer particles constituting the shell portion was measured by the above-described method, and the average value of the longest diameters was defined as the average thickness of the shell portion.
- the particles are obtained by a transmission electron microscope in the same manner as described in the section of the average ratio measuring method in which the outer surface of the core portion is covered by the shell portion.
- the cross-sectional structure of the polymer was observed. From the observed cross-sectional structure of the particulate polymer, the maximum thickness of the shell portion was measured. About 20 arbitrarily selected particulate polymers, the maximum thickness of the shell portion was measured by the above-described method, and the average value of the maximum thickness was defined as the average thickness of the shell portion.
- the core-shell ratio was calculated by dividing the measured average thickness of the shell part by the volume average particle diameter of the particulate polymer.
- Precipitation of the metal in the negative electrode was evaluated using an ICP emission spectroscopic analyzer “SPS3000 (manufactured by SII NanoTechnology Co., Ltd.) based on the weight ratio of cobalt in the negative electrode. It shows that the metal precipitation has occurred in the negative electrode, so that the cobalt weight in a negative electrode is large.
- SPS3000 manufactured by SII NanoTechnology Co., Ltd.
- Example I-1 (I-1-1. Production of binder for porous membrane) In a reactor equipped with a stirrer, 70 parts of ion-exchanged water, 0.15 part of sodium lauryl sulfate (product name “Emal 2F” manufactured by Kao Chemical Co., Ltd.) as an emulsifier, and 0.5 part of ammonium persulfate, The gas phase portion was replaced with nitrogen gas, and the temperature was raised to 60 ° C.
- sodium lauryl sulfate product name “Emal 2F” manufactured by Kao Chemical Co., Ltd.
- a water-soluble polymer carboxymethylcellulose having a degree of etherification of 0.8 to 1.0 (manufactured by Daicel Finechem, product name “Daicel1220”) was prepared. The viscosity of a 1% aqueous solution of this water-soluble polymer was 10 mPa ⁇ s to 20 mPa ⁇ s.
- Non-conductive particles were dispersed by mixing 100 parts of non-conductive particles and 1.5 parts of a water-soluble polymer, and further mixing ion-exchanged water so that the solid concentration was 40% by weight. Furthermore, 6 parts of an aqueous dispersion containing the above acrylic polymer as a binder for a porous film is equivalent to a solid content, and a polyethylene glycol type surfactant (product name “SN Wet 366” manufactured by San Nopco) as a leveling agent is 0. .2 parts were mixed to produce a porous membrane slurry.
- a polyethylene glycol type surfactant product name “SN Wet 366” manufactured by San Nopco
- this aqueous dispersion was heated to 70 ° C.
- 20 parts of styrene as a monomer composition used for producing the shell part was continuously supplied over 30 minutes, and polymerization was continued.
- the volume average particle diameter D50 of the obtained particulate polymer was 0.45 ⁇ m.
- the shell part was comprised with the particle
- the average ratio by which the core shell ratio and the surface of a core part are covered with a shell part was measured by the method mentioned above.
- a 5% aqueous sodium hydroxide solution was added to the mixture containing the particulate binder to adjust the pH to 8. Thereafter, unreacted monomers were removed from the mixture by heating under reduced pressure, and the mixture was cooled to 30 ° C. or lower to obtain an aqueous dispersion containing a desired particulate binder.
- the negative electrode slurry was applied on a copper foil having a thickness of 20 ⁇ m, which was a current collector, with a comma coater so that the film thickness after drying was about 150 ⁇ m, and dried. This drying was performed by conveying the copper foil in an oven at 60 ° C. at a speed of 0.5 m / min for 2 minutes. Thereafter, heat treatment was performed at 120 ° C. for 2 minutes to obtain a negative electrode raw material before pressing.
- the negative electrode raw material before pressing was rolled with a roll press to obtain a negative electrode after pressing with a negative electrode active material layer having a thickness of 80 ⁇ m.
- the positive electrode slurry was applied onto a 20 ⁇ m-thick aluminum foil as a current collector by a comma coater so that the film thickness after drying was about 150 ⁇ m and dried. This drying was performed by conveying the aluminum foil in an oven at 60 ° C. at a speed of 0.5 m / min for 2 minutes. Thereafter, heat treatment was performed at 120 ° C. for 2 minutes to obtain a positive electrode raw material before pressing. The positive electrode raw material before pressing was rolled with a roll press to obtain a positive electrode.
- the positive electrode was cut into a circle having a diameter of 13 mm to obtain a circular positive electrode.
- the negative electrode was cut into a circle with a diameter of 14 mm to obtain a circular negative electrode.
- the separator was cut into a circle having a diameter of 18 mm to obtain a circular separator.
- the pressed positive electrode was cut out to 49 ⁇ 5 cm 2 .
- a separator cut out to 55 ⁇ 5.5 cm 2 was disposed on the positive electrode active material layer of the cut out positive electrode.
- the negative electrode after pressing was cut into a 50 ⁇ 5.2 cm 2 rectangle, and the negative electrode thus cut out was arranged on the side opposite to the positive electrode of the separator so that the surface on the negative electrode active material layer side faced the separator. This was wound by a winding machine to obtain a wound body.
- the wound body was pressed at 60 ° C. and 0.5 MPa to obtain a flat body.
- Example I-2 In the monomer composition used for producing the core part according to the step (I-1-3), the amount of methyl methacrylate was changed to 75.85 parts and the amount of ethylene dimethacrylate was changed to 0.15 parts. did. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-3 In the monomer composition used for producing the core part according to the step (I-1-3), the amount of methyl methacrylate was changed to 71.5 parts, and the amount of ethylene dimethacrylate was changed to 4.5 parts. did. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-4 In the monomer composition used for producing the core part according to the step (I-1-3), the amount of methyl methacrylate was changed to 75.95 parts, and the amount of ethylene dimethacrylate was changed to 0.05 parts. did. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-5 In the monomer composition used for producing the core part according to the step (I-1-3), instead of 75 parts of methyl methacrylate, 55 parts of methyl methacrylate and 20 parts of 2-ethylhexyl acrylate were used in combination. . A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-6 In the monomer composition used for producing the core part according to the step (I-1-3), 75 parts of acrylonitrile was used instead of 75 parts of methyl methacrylate. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-7 In the monomer composition used for producing the core part according to the step (I-1-3), instead of 75 parts of methyl methacrylate, 65 parts of acrylonitrile and 10 parts of 2-ethylhexyl acrylate were used in combination. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-8 In the monomer composition used for producing the core part according to the step (I-1-3), 72 parts of acrylonitrile is used instead of 75 parts of methyl methacrylate, and the amount of ethylene dimethacrylate is 4.0 parts. changed. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-9 In the monomer composition used for producing the shell part according to the step (I-1-3), 10 parts of styrene and 10 parts of acrylonitrile were used in combination instead of 20 parts of styrene. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-10 In the monomer composition used for producing the shell part according to the step (I-1-3), 5 parts of styrene and 15 parts of acrylonitrile were used in combination instead of 20 parts of styrene. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-11 In the monomer composition used for manufacturing the shell part according to the step (I-1-3), 20 parts of sodium salt of styrenesulfonic acid was used instead of 20 parts of styrene. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-12 In the monomer composition used for the production of the shell part according to the step (I-1-3), 15 parts of sodium salt of styrenesulfonic acid and 5 parts of acrylonitrile were used in combination instead of 20 parts of styrene. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-13 In the monomer composition used for producing the core part according to the step (I-1-3), the amount of methyl methacrylate was changed to 72.5 parts, and ethylene dimethacrylate was not used. In addition to the 20 parts of styrene, 3.5 parts of ethylene dimethacrylate was used as the monomer composition used for producing the shell part according to the step (I-1-3). A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-14 In the monomer composition used for producing the core part according to the step (I-1-3), the amount of methyl methacrylate was changed to 90 parts. In the monomer composition used for producing the shell part according to the step (I-1-3), the amount of styrene was changed to 5 parts. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-15 In the monomer composition used for producing the core part according to the step (I-1-3), the amount of methyl methacrylate is changed to 52.5 parts, and the amount of ethylene dimethacrylate is changed to 3.5 parts. did. In the monomer composition used for producing the shell part according to the step (I-1-3), the amount of styrene was changed to 40 parts. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-16 In the step (I-1-5), the thickness of each adhesive layer was changed to 0.5 ⁇ m by changing the application amount of the slurry adhesive. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-17 In the step (I-1-5), the thickness of each adhesive layer was changed to 4 ⁇ m by changing the application amount of the slurry adhesive. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-18 In the step (I-1-5), the separator substrate was changed to an organic porous substrate made of polypropylene (thickness 15 ⁇ m, Gurley value 560 s / 100 cc). A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-19 In the step (I-1-5), the separator base material was changed to a non-woven cloth made of cellulose (thickness 25 ⁇ m, Gurley value 0.03 s / 100 cc). A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-20 In the step (I-1-3), the amount of sodium dodecylbenzenesulfonate as an emulsifier was changed to 2 parts. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-21 In the step (I-1-3), the amount of sodium dodecylbenzenesulfonate as an emulsifier was changed to 0.5 part. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-22 In the step (I-1-4), 50 parts of alumina particles similar to those used for the slurry for the porous membrane of Example I-1 were mixed with the slurry adhesive. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-23 In the step (I-1-2), polystyrene particles (volume average particle size 0.45 ⁇ m) were used instead of alumina particles. In the step (I-1-4), 50 parts of the polystyrene particles were further added to the slurry adhesive. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-24 In the monomer composition used for producing the shell part according to the step (I-1-3), 19 parts of styrene and 1 part of methacrylic acid were used in combination instead of 20 parts of styrene. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-25 In the step (I-1-4), 0.05 parts of a polyethylene glycol type surfactant (“SN Wet 366” manufactured by San Nopco) as a leveling agent was further added to the slurry adhesive. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- a polyethylene glycol type surfactant (“SN Wet 366” manufactured by San Nopco) as a leveling agent was further added to the slurry adhesive.
- a lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-26 In the step (I-1-4), a polyethylene glycol type surfactant (“SN Wet 366” manufactured by San Nopco) as a leveling agent was further added to the slurry adhesive in an amount of 1.0 part. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- SN Wet 366 manufactured by San Nopco
- Example I-27 In the step (I-1-7), instead of 100 parts of artificial graphite, 90 parts of artificial graphite and 10 parts of silicon oxide (“KSC-1064” manufactured by Shin-Etsu Chemical Co., Ltd.) were used in combination. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-28 In the step (I-1-7), instead of 100 parts of artificial graphite, 70 parts of artificial graphite and 30 parts of silicon oxide (“KSC-1064” manufactured by Shin-Etsu Chemical Co., Ltd.) were used. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-29 In the monomer composition used for producing the core part according to the step (I-1-3), 79 parts of acrylonitrile was used instead of 75 parts of methyl methacrylate and 4 parts of methacrylic acid. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-1 In the step (I-1-5), a polyvinylidene fluoride layer having a thickness of 2 ⁇ m per layer was used instead of the adhesive layer by using a NMP solution of polyvinylidene fluoride (concentration: 12% by weight) instead of the adhesive. Formed on the membrane. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- Example I-3 In the step (I-1-4), 100 parts of an aqueous dispersion containing polystyrene particles (volume average particle diameter of polystyrene particles: 45 ⁇ m) was used instead of the aqueous dispersion of the particulate polymer. A lithium ion secondary battery was manufactured and evaluated in the same manner as Example I-1 except for the above items.
- the total amount of the aqueous dispersion containing the particulate core polymer and the total amount of the aqueous dispersion containing the particulate shell polymer were mixed to obtain a mixed dispersion.
- a lithium ion secondary battery was produced and evaluated in the same manner as in Example I-1, except that this mixed dispersion was used instead of the aqueous dispersion of particulate polymer for adhesive.
- PE polyethylene PP: polypropylene PST: polystyrene BA: butyl acrylate AN: acrylonitrile MAA: methacrylic acid NMA: N-methylol acrylamide AAm: acrylamide EDMA: ethylene dimethacrylate MMA: methyl methacrylate 2-EHA: 2-ethylhexyl acrylate Tg: glass Transition temperature ST: Styrene NaSS: Sodium salt of styrene sulfonic acid
- Core shell ratio Ratio of average thickness of shell part to volume average particle diameter of particulate polymer MV: Volume average particle diameter Coverage: Outer surface of core part is shell part Average ratio covered by PVDF: polyvinylidene fluoride
- the adhesive layer according to the present invention is excellent in blocking resistance, and the lithium ion secondary battery according to the present invention generates less gas due to charge / discharge. And it was confirmed that the lithium ion secondary battery of this invention is excellent in high temperature cycling characteristics.
- the second group of examples and comparative examples are examples and comparative examples for adhesives containing non-conductive fibers.
- Example II-1 (II-1-1. Production of porous membrane binder)
- an aqueous dispersion containing an acrylic polymer as a porous membrane binder was produced.
- the obtained acrylic polymer had a volume average particle diameter D50 of 0.36 ⁇ m and a glass transition temperature of ⁇ 45 ° C.
- Example II-2 In the monomer composition used for producing the core part according to the step (II-1-3), the amount of methyl methacrylate is changed to 75.85 parts and the amount of ethylene dimethacrylate is changed to 0.15 parts. did. Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- Example II-3 In the monomer composition used for producing the core part according to the step (II-1-3), the amount of methyl methacrylate was changed to 71.5 parts, and the amount of ethylene dimethacrylate was changed to 4.5 parts. did. Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- Example II-4 In the monomer composition used for producing the core part according to the step (II-1-3), the amount of methyl methacrylate was changed to 75.95 parts, and the amount of ethylene dimethacrylate was changed to 0.05 parts. did. Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- Example II-5 In the monomer composition used for producing the core part according to the step (II-1-3), instead of 75 parts of methyl methacrylate, 55 parts of methyl methacrylate and 20 parts of 2-ethylhexyl acrylate were used in combination. . Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- Example II-6 In the monomer composition used for producing the core part according to the step (II-1-3), 75 parts of acrylonitrile was used instead of 75 parts of methyl methacrylate. Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- Example II-7 In the monomer composition used for producing the core part according to the step (II-1-3), instead of 75 parts of methyl methacrylate, 65 parts of acrylonitrile and 10 parts of 2-ethylhexyl acrylate were used in combination. Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- Example II-8 In the monomer composition used for producing the core part according to the step (II-1-3), 72 parts of acrylonitrile is used instead of 75 parts of methyl methacrylate, and the amount of ethylene dimethacrylate is 4.0 parts. changed. Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- Example II-9 In the monomer composition used for producing the shell part according to the step (II-1-3), 10 parts of styrene and 10 parts of acrylonitrile were used in combination instead of 20 parts of styrene. Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- Example II-10 In the monomer composition used for producing the shell part according to the step (II-1-3), 5 parts of styrene and 15 parts of acrylonitrile were used in combination instead of 20 parts of styrene. Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- Example II-11 In the monomer composition used for the production of the shell part according to the step (II-1-3), 20 parts of sodium salt of styrenesulfonic acid was used instead of 20 parts of styrene. Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- Example II-12 In the monomer composition used for producing the shell part according to the step (II-1-3), instead of 20 parts of styrene, 15 parts of sodium salt of styrenesulfonic acid and 5 parts of acrylonitrile were used in combination. Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- Example II-13 In the monomer composition used for producing the core part according to the step (II-1-3), the amount of methyl methacrylate was changed to 72.5 parts, and ethylene dimethacrylate was not used. Further, 3.5 parts of ethylene dimethacrylate was used in addition to 20 parts of styrene as the monomer composition used for the production of the shell part according to the step (II-1-3). Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- Example II-14 In the monomer composition used for producing the core part according to the step (II-1-3), the amount of methyl methacrylate was changed to 90 parts. In the monomer composition used for producing the shell part according to the step (II-1-3), the amount of styrene was changed to 5 parts. Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- Example II-15 In the monomer composition used for manufacturing the core part according to the step (II-1-3), the amount of methyl methacrylate is changed to 52.5 parts, and the amount of ethylene dimethacrylate is changed to 3.5 parts. did. In the monomer composition used for producing the shell part according to the step (II-1-3), the amount of styrene was changed to 40 parts. Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- Example II-16 In the step (II-1-5), the thickness of each adhesive layer was changed to 0.5 ⁇ m by changing the application amount of the slurry adhesive. Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- Example II-17 In the step (II-1-5), the thickness per adhesive layer was changed to 4 ⁇ m by changing the application amount of the slurry adhesive. Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- Example II-18 In the step (II-1-4), the amount of non-conductive fibers relative to 100 parts of the solid content of the aqueous dispersion containing the particulate polymer was changed to 0.5 parts. Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- Example II-19 In the step (II-1-4), the amount of non-conductive fibers relative to 100 parts of solid content of the aqueous dispersion containing the particulate polymer was changed to 95 parts. Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- Example II-20 In the step (II-1-5), the separator substrate was changed to a polypropylene organic porous substrate (thickness 15 ⁇ m, Gurley value 560 s / 100 cc). Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- Example II-21 In the step (II-1-5), the separator base material was changed to a non-woven cloth made of cellulose (thickness 25 ⁇ m, Gurley value 0.03 s / 100 cc). Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- Example II-22 In the step (II-1-4), cellulose fibers (“BiNFIs-cellulose” manufactured by Sugino Machine Co., Ltd .; fiber diameter 0.02 ⁇ m) are used as non-conductive fibers in place of “Cerish KY-100G” manufactured by Daicel It was. Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- cellulose fibers (“BiNFIs-cellulose” manufactured by Sugino Machine Co., Ltd .; fiber diameter 0.02 ⁇ m) are used as non-conductive fibers in place of “Cerish KY-100G” manufactured by Daicel It was. Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- Example II-23 In the step (II-1-3), the amount of sodium dodecylbenzenesulfonate as an emulsifier was changed to 2 parts. Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- Example II-24 In the step (II-1-3), the amount of sodium dodecylbenzenesulfonate as an emulsifier was changed to 0.5 part. Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- Example II-25 In the step (II-1-4), 50 parts of alumina particles similar to those used for the porous membrane slurry of Example II-1 were mixed with the slurry adhesive. Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- Example II-26 In the step (II-1-2), polystyrene particles (volume average particle diameter of 0.45 ⁇ m) were used instead of alumina particles. In the step (II-1-4), 50 parts of the polystyrene particles were further added to the slurry adhesive. Except for the above, a lithium ion secondary battery was produced and evaluated in the same manner as in Example II-1.
- PE polyethylene PP: polypropylene PST: polystyrene BA: butyl acrylate AN: acrylonitrile MAA: methacrylic acid NMA: N-methylol acrylamide AAm: acrylamide EDMA: ethylene dimethacrylate MMA: methyl methacrylate 2-EHA: 2-ethylhexyl acrylate ST: styrene Tg: Glass transition temperature NaSS: Sodium salt of styrenesulfonic acid Core shell ratio: Ratio of average thickness of shell part to volume average particle diameter of particulate polymer Coverage: Average ratio of outer surface of core part covered by shell part MV : Volume average particle size KY-100G: Cellulose fiber ("Cerish KY-100G” manufactured by Daicel) BiNFIs: Cellulose fiber ("BiNFIs-cellulose" manufactured by Sugino Machine) PVDF: Polyvinylidene fluoride
- the adhesive of the present invention is excellent in adhesiveness in the electrolytic solution. Furthermore, since the adhesive contains non-conductive fibers, the adhesive layer formed using the adhesive is less likely to swell in the electrolyte. Therefore, according to the adhesive of the present invention, a lithium ion secondary battery having excellent low-temperature output characteristics can be realized.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Cell Separators (AREA)
- Organic Chemistry (AREA)
- Secondary Cells (AREA)
- Battery Electrode And Active Subsutance (AREA)
Abstract
Description
すなわち、本発明は以下の通りである。
前記接着剤が、粒子状重合体を含み、
前記粒子状重合体が、コア部と、前記コア部の外表面を部分的に覆うシェル部とを備えるコアシェル構造を有し、
前記コア部が、電解液に対する膨潤度が5倍以上30倍以下の重合体からなり、
前記シェル部が、電解液に対する膨潤度が1倍より大きく4倍以下の重合体からなる、リチウムイオン二次電池用接着剤。
〔2〕 前記コア部の重合体のガラス転移温度が、0℃以上150℃以下であり、
前記シェル部の重合体のガラス転移温度が、50℃以上200℃以下である、〔1〕記載のリチウムイオン二次電池用接着剤。
〔3〕 前記シェル部が、電解液に対する膨潤度が1倍より大きく4倍以下の重合体の粒子により構成されている、〔1〕又は〔2〕記載のリチウムイオン二次電池用接着剤。
〔4〕 さらに非導電性繊維を含み、
前記非導電性繊維の繊維径が0.01μm以上1μm以下である、〔1〕~〔3〕のいずれか一項に記載のリチウムイオン二次電池用接着剤。
〔5〕 セパレータと電極とを接着するための接着剤である、〔1〕~〔4〕のいずれか一項に記載のリチウムイオン二次電池用接着剤。
〔6〕 セパレータ基材と接着層とを備え、
前記接着層が、粒子状重合体を含み、
前記粒子状重合体が、コア部と、前記コア部の外表面を部分的に覆うシェル部とを備えるコアシェル構造を有し、
前記コア部が、電解液に対する膨潤度が5倍以上30倍以下の重合体からなり、
前記シェル部が、電解液に対する膨潤度が1倍より大きく4倍以下の重合体からなる、リチウムイオン二次電池用セパレータ。
〔7〕 前記セパレータ基材の表面に設けられた多孔膜を更に備え、
前記多孔膜の表面に、前記接着層が設けられている、〔6〕記載のリチウムイオン二次電池用セパレータ。
〔8〕 前記接着層が、さらに非導電性繊維を含み、
前記非導電性繊維の繊維径が0.01μm以上1μm以下である、〔6〕又は〔7〕記載のリチウムイオン二次電池用セパレータ。
〔9〕 正極、負極、電解液、及び、セパレータを備えるリチウムイオン二次電池であって、
前記セパレータが〔6〕~〔8〕のいずれか一項に記載のリチウムイオン二次電池用セパレータである、リチウムイオン二次電池。
本発明のリチウムイオン二次電池用セパレータは、電解液中において電極との接着性に優れ、且つ、低温出力特性に優れたリチウムイオン二次電池を実現できる。
本発明のリチウムイオン二次電池は、低温出力特性に優れる。
本発明のリチウムイオン二次電池用接着剤(以下、適宜「接着剤」ということがある。)は、リチウムイオン二次電池を構成する部材同士を接着するための接着剤であって、粒子状重合体を含む。
図1は、粒子状重合体の例を模式的に示す断面図である。図1に示すように、粒子状重合体100は、コア部110及びシェル部120を備えるコアシェル構造を有する。ここで、コア部110は、この粒子状重合体100においてシェル部120よりも内側にある部分である。また、シェル部120は、コア部110の外表面110Sを覆う部分であり、通常は粒子状重合体100において最も外にある部分である。ただし、シェル部120は、コア部110の外表面110Sの全体を覆っているのではなく、コア部110の外表面110Sを部分的に覆っている。
粒子状重合体のシェル部を構成する重合体は、電解液に膨潤する。このとき、例えば膨潤したシェル部の重合体が有する官能基が活性化して電池を構成する部材(例えば、セパレータ、電池等)の表面にある官能基と化学的又は電気的な相互作用を生じるなどの要因により、シェル部は電池を構成する部材と強固に接着できる。そのため、粒子状重合体を含む接着剤により、電池を構成する部材を電解液中において強力に接着することが可能となっているものと推察される。また、このような理由により、セパレータと電極との間に本発明に係る粒子状重合体を含む接着層を設けた場合に、電解液中においてそのセパレータと電極とを強力に接着することが可能になっているものと推察される。
リチウムイオン二次電池においてセパレータは、一般に、正極と負極との間に設けられる。ここで、従来、リチウムイオン二次電池が充放電をすると、電極活物質(特に、負極活物質)が膨張及び収縮を生じたり、電解液中にガスが発生したりするため、セパレータと電極との間に空隙を生じることがあった。
これらのような現象が生じると、正極と負極との距離が大きくなって電池の内部抵抗が大きくなったり、リチウムイオンと電極活物質との反応場が不均一になったりするので、低温出力特性が低下することがあった。
したがって、リチウムイオン二次電池において正極と負極との距離が大きくなり難いので、電池の内部抵抗を小さくでき、また、リチウムイオンと電極活物質との反応場が不均一になり難い。
リチウムイオン二次電池では、充放電を繰り返すと、例えば電解液及び添加剤の分解によりガスを生じることがある。また、前記のように、リチウムイオン二次電池では充放電により電極活物質の膨張及び収縮が生じることがある。そのため、リチウムイオン二次電池の充放電を繰り返すと、セパレータと電極との間に空隙ができ、正極と負極との距離が次第に大きくなって、電池容量が低下することがあった。
これに対し、本発明に係る接着剤を用いて形成される接着層は、粒子状重合体を備えるため、前記のように電解液中におけるセパレータ及び電極との接着性に優れる。そのため、この接着層を備えるリチウムイオン二次電池では、充放電を繰り返してもセパレータと電極との間に空隙ができ難いので、電池容量が低下しにくい。これにより、優れた高温サイクル特性が実現できているものと推察される。
シェル部の重合体は、電解液に膨潤していない状態においては、通常、接着性を有さず、電解液に膨潤することにより始めて接着性を発現する。そのため、粒子状重合体は、電解液に膨潤していない状態において、通常、接着性を発現しない。このため、その粒子状重合体を含む接着層は電解液に膨潤していない状態では、通常、大きな接着性を発現しないので、その接着層を備える本発明のセパレータは、重ねてもブロッキングを生じ難いものと推察される。なお、粒子状重合体は電解液に膨潤していない状態であっても、一定温度以上(例えば60℃以上)に加熱されることにより、接着性を発現しうる。
コア部は、電解液に対して所定の膨潤度を有する重合体からなる。具体的には、コア部の重合体の電解液に対する膨潤度は、通常5倍以上、好ましくは6倍以上、より好ましくは7倍以上であり、通常30倍以下、好ましくは25倍以下、より好ましくは20倍以下である。コア部の重合体の膨潤度を前記範囲に収めることにより、接着層のイオン拡散性を高めることができるので、リチウムイオン二次電池の低温出力特性を改善することができる。また、コア部の重合体の膨潤度を前記範囲の下限値以上にすることにより、通常は、低温出力特性を向上することができる。さらに、上限値以下にすることにより、電解液中での接着層の接着性を高めることができる。
まず、粒子状重合体のコア部の重合体を用意する。例えば、粒子状重合体の製造方法においてコア部を製造するために行うのと同様の工程を行うことにより得られた重合体を用意する。
その後、用意した重合体によりフィルムを作製する。例えば重合体が固体であれば、25℃、48時間の条件で重合体を乾燥した後、その重合体をフィルム状に成形して、厚み0.5mmのフィルムを作製する。また、例えば、重合体がラテックス等の溶液又は分散液である場合は、その溶液又は分散液を、ポリテトラフルオロエチレン製のシャーレに入れ、25℃、48時間の条件で乾燥して、厚み0.5mmのフィルムを作製する。
こうして作製したフィルムを1cm角に裁断して、試験片を得る。この試験片の重量を測定し、W0とする。
また、この試験片を電解液に60℃で72時間浸漬し、その試験片を電解液から取り出す。取り出した試験片の表面の電解液を拭き取り、浸漬試験後の試験片の重量W1を測定する。
そして、これらの重量W0及びW1を用いて、膨潤度S(倍)を、S=W1/W0にて計算する。
SP値は、Hansen Solubility Parameters A User’s Handbook,2ndEd(CRCPress)で紹介される方法を用いて算出することができる。
また、有機化合物のSP値は、その有機化合物の分子構造から推算することが可能である。具体的には、SMILEの式からSP値を計算できるシミュレーションソフトウェア(例えば「HSPiP」(http=//www.hansen-solubility.com))を用いて計算しうる。また、このシミュレーションソフトウェアでは、Hansen SOLUBILITY PARAMETERS A User’s Handbook SecondEdition、Charles M.Hansenに記載の理論に基づき、求められている。
また、酸基含有単量体は、1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。
シェル部は、電解液に対して、コア部の膨潤度よりも小さい所定の膨潤度を有する重合体からなる。具体的には、シェル部の重合体の電解液に対する膨潤度は、通常1倍より大きく、好ましくは1.05倍以上、より好ましくは1.1倍以上、更に好ましくは1.2倍以上であり、また、通常4倍以下、好ましくは3.5倍以下、より好ましくは3倍以下である。シェル部の重合体の膨潤度を前記範囲に収めることにより、電解液中における接着層の接着性を高めることができる。そのため、リチウムイオン二次電池の内部抵抗を小さくできるので、電池特性を良好に維持することができる。また、シェル部の重合体の膨潤度を前記範囲の下限値以上にすることにより、通常は、リチウムイオン二次電池の低温出力特性を良好にできる。さらに、上限値以下にすることにより、通常は、接着層の接着性を高めることができる。
まず、粒子状重合体のシェル部の重合体を用意する。例えば、粒子状重合体の製造方法において、コア部の製造に用いる単量体組成物の代わりにシェル部の製造に用いる単量体組成物を用いて、コア部の製造方法と同様にして重合体を製造する。
その後、コア部の重合体の膨潤度の測定方法と同様の方法で、シェル部の重合体によりフィルムを作製し、そのフィルムから試験片を得て、膨潤度Sを測定する。
また、酸基含有単量体は、1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。
まず、粒子状重合体を常温硬化性のエポキシ樹脂中に十分に分散させた後、包埋し、粒子状重合体を含有するブロック片を作製する。次に、ブロック片を、ダイヤモンド刃を備えたミクロトームで厚さ80nm~200nmの薄片状に切り出して、測定用試料を作製する。その後、必要に応じて、例えば四酸化ルテニウム又は四酸化オスミウムを用いて測定用試料に染色処理を施す。
次に、この測定用試料を、透過型電子顕微鏡(TEM)にセットして、粒子状重合体の断面構造を写真撮影する。電子顕微鏡の倍率は、粒子状重合体1個の断面が視野に入る倍率が好ましく、具体的には10,000倍程度が好ましい。
撮影された粒子状重合体の断面構造において、コア部の外表面に相当する周の長さD1、及び、コア部の外表面とシェル部とが当接する部分の長さD2を測定する。そして、測定された長さD1及び長さD2を用いて、下記の(1)式により、その粒子状重合体のコア部の外表面がシェル部によって覆われる割合Rcを算出する。
被覆割合Rc(%)=D2/D1×100 (1)
前記の被覆割合Rcを、20個以上の粒子状重合体について測定し、その平均値を計算して、コア部の外表面がシェル部によって覆われる平均割合とする。
前記の被覆割合Rcは、断面構造からマニュアルで計算することもできるが、市販の画像解析ソフトを用いて計算することもできる。市販の画像解析ソフトとして、例えば「AnalySIS Pro」(オリンパス株式会社製)を用いることができる。
粒子状重合体は、本発明の効果を著しく損なわない限り、上述したコア部及びシェル部以外に任意の構成要素を備えていてもよい。
例えば、コア部の内部に、コア部とは別の重合体で形成された部分を有していてもよい。具体例を挙げると、粒子状重合体をシード重合法で製造する場合に用いたシード粒子が、コア部の内部に残留していてもよい。
ただし、本発明の効果を顕著に発揮する観点からは、粒子状重合体はコア部及びシェル部のみを備えることが好ましい。
粒子状重合体の体積平均粒子径は、好ましくは0.01μm以上、より好ましくは0.1μm以上、特に好ましくは0.3μm以上であり、好ましくは10μm以下、より好ましくは5μm以下、特に好ましくは1μm以下である。粒子状重合体の体積平均粒子径を前記範囲の下限値以上にすることにより、接着剤及び接着層における粒子状重合体の分散性を良好にできる。また、上限値以下にすることにより、接着層の接着力を高めることができる。
接着剤における粒子状重合体の量は、接着層における粒子状重合体の割合が所定の範囲に収まるように設定することが好ましい。具体的には、接着層における粒子状重合体の割合は、好ましくは50重量%以上、より好ましくは60重量%以上、更に好ましくは70重量%以上、特に好ましくは80重量%以上であり、好ましくは99.9重量%以下、より好ましくは99重量%以下、更に好ましくは98重量%以下、特に好ましくは96重量%以下である。粒子状重合体の量を前記範囲にすることにより、接着層の接着性を高め、かつ、イオン拡散性を高めることができる。
粒子状重合体は、例えば、コア部の重合体の単量体とシェル部の重合体の単量体とを用い、経時的にそれらの単量体の比率を変えて段階的に重合することにより、製造しうる。具体的には、先の段階の重合体を後の段階の重合体が順次に被覆するような連続した多段階乳化重合法及び多段階懸濁重合法によって得ることができる。
重合に際しては、常法に従って、乳化剤として、例えば、ドデシルベンゼンスルホン酸ナトリウム、ドデシル硫酸ナトリウム等のアニオン性界面活性剤、ポリオキシエチレンノニルフェニルエーテル、ソルビタンモノラウレート等のノニオン性界面活性剤、又はオクタデシルアミン酢酸塩等のカチオン性界面活性剤を用いることができる。また、重合開始剤として、例えば、t-ブチルパーオキシ-2-エチルヘキサノエート、過硫酸カリウム、キュメンパーオキサイド等の過酸化物、2,2’-アゾビス(2-メチル-N-(2-ハイドロキシエチル)-プロピオンアミド)、2,2’-アゾビス(2-アミジノプロパン)塩酸塩等のアゾ化合物を用いることができる。
本発明の接着剤は、粒子状重合体に加えて、更に非導電性繊維を含むことが好ましい。非導電性繊維を含むことにより、通常は、下記の利点のうち1以上を得ることができる。
a.本発明の接着剤を用いて製造される接着層の、電解液中での膨れを抑制できる。
b.本発明の接着剤を用いて製造される接着層の、機械的強度を向上させられる。
c.リチウムイオン二次電池の低温出力特性を更に向上させることができる。
d.リチウムイオン二次電池の高温サイクル特性を更に良好にすることができる。
これらのような優れた効果が得られる理由は必ずしも定かではないが、本発明者の検討によれば、以下のように推察される。ただし、以下に推察する理由により本発明は制限されるものではない。
接着剤が非導電性繊維を含む場合、通常、非導電性繊維同士の絡み合い、及び、非導電性繊維と粒子状重合体との絡み合いにより、接着層は変形を生じ難くなっている。そのため、接着層を電解質に浸漬したときに接着層中の重合体が膨潤しても、非導電性繊維が接着層の変形を抑制しようと働く。そのため、電解液中において、接着層は膨れ難くなっていると推察される。
接着剤が非導電性繊維を含む場合、通常、接着層中では、前記のように、非導電性繊維同士が絡み合ったり、非導電性繊維と粒子状重合体とが絡み合ったりしている。そのため、接着層の機械的強度が向上しているものと推察される。
セパレータと電極との間の接着層が電解液中で膨れると、電池の内部抵抗を上昇させて、リチウムイオン二次電池の低温出力特性の低下を招く可能性がある。
これに対し、接着剤が非導電性繊維を含む場合、通常、非導電性繊維の作用により、電解液中で接着層は膨れ難い。したがって、リチウムイオン二次電池において正極と負極との距離が大きくなり難いので、電池の内部抵抗を小さくできる。
また、接着層が膨れ難いと、セパレータと電極との間に空隙を生じ難くなるので、リチウムイオンと電極活物質との反応場が不均一になり難い。
接着剤が非導電性繊維を含む場合、通常、前記のように、電解液中でのリチウムの析出を抑制できる。そのため、充放電の繰り返しによる抵抗の増大が生じ難い。これにより、非導電性繊維を含む接着剤を用いた場合に、更に優れた高温サイクル特性が実現できているものと推察される。
本発明の接着剤は、粒子状重合体に加えて、更に接着層用バインダーを含むことが好ましい。接着層用バインダーを用いることにより、電解液に膨潤している状態及び膨潤していない状態の両方において粒子状重合体同士を接着させることができる。また、接着剤が非導電性繊維を含む場合、接着層用バインダーは、非導電性繊維同士、及び、粒子状重合体と非導電性繊維とを接着させることができる。そのため、接着層の形成を容易に行うことが可能となり、また、接着層の機械的強度を高めることが可能となる。
ここで、前記のガスの発生量は、充放電を繰り返したときのリチウムイオン二次電池のセルの体積変化により評価することができる。
また、アミド単量体及びアミド単量体単位は、1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。
本発明の接着剤は、通常、溶媒を含む。溶媒としては、水を用いることが好ましい。粒子状重合体及び接着層用バインダーは通常は非水溶性であるので、溶媒として水を用いた場合には、粒子状重合体及び接着層用バインダーは水中において粒子状となって分散している。また、非導電性繊維は通常は非水溶性であるので、溶媒として水を用いた場合には、非導電性繊維は水中において繊維状となって分散している。
本発明の接着剤は、更に、非導電性粒子を含んでいてもよい。例えば、多孔膜が含みうる非導電性粒子として後述するものから選択される粒子を含んでいてもよい。通常、非導電性粒子は高い剛性を有するので、非導電性粒子を接着層が含むことにより、接着層の機械的強度を高めることができる。
本発明の接着剤は、更に、水溶性重合体を含みうる。接着剤において水溶性重合体は、通常は粘度調整剤として機能する。また、特に接着剤が溶媒として水を含む場合は、接着剤において、一部の水溶性重合体は溶媒中に遊離しているが、別の一部の水溶性重合体は粒子状重合体の表面に吸着する。これにより、粒子状重合体の表面が水溶性重合体の層で覆われるので、粒子状重合体の水中における分散性を向上させることができる。
本発明の接着剤は、上述した粒子状重合体、非導電性繊維、接着層用バインダー、溶媒、非導電性粒子及び水溶性重合体以外に、任意の成分を含みうる。このような任意の成分としては、電池反応に過度に好ましくない影響を及ぼさないものを用いうる。任意の成分は、1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。
本発明の接着剤は、通常、流体状のスラリー組成物となっている。また、本発明の接着剤において、その接着剤に含まれる各成分は、高い分散性を有する。そのため、本発明の接着剤の粘度は、通常、容易に低くできる。
接着剤の製造方法は、特に限定はされない。通常は、上述した各成分を混合することにより、接着剤が得られる。
各成分の混合順序には特に制限は無い。また、混合方法にも特に制限は無い。通常は、粒子を速やかに分散させるため、混合装置として分散機を用いて混合を行う。
本発明の接着剤は、リチウムイオン二次電池を構成する部材の接着に用いうる。例えば、セパレータと電極とを接着するために用いてもよく、集電体と電極活物質層とを接着するために用いてもよい。なかでも、セパレータと電極とを接着するために用いるために、本発明の接着剤を用いることが好ましい。この際、セパレータ基材からなるセパレータと電極とを接着する用途に本発明の接着剤を用いてもよい。なかでも、セパレータ基材及び多孔膜を備えるセパレータと電極とを備えるリチウムイオン二次電池において多孔膜と電極とを接着するために本発明の接着剤を用いることがより好ましい。
本発明の接着剤を適切な基材上に塗布し、必要に応じて乾燥することにより、接着剤の固形分により形成された膜として、接着層を製造することができる。例えば、接着剤を基材上に塗布して当該接着剤の膜を得る工程と、必要に応じてその膜から乾燥によって水等の溶媒を除去する工程とを含む製造方法により、接着層を製造できる。
例えば、加熱処理を施してもよい。加熱処理により、重合体成分に含まれる熱架橋基を架橋させることができる。
本発明のセパレータは、セパレータ基材及び接着層を備える。接着層は、セパレータ基材の表面に他の層を介さず直接設けられていてもよく、セパレータ基材の表面に任意の層を介して間接的に設けられていてもよい。中でも、セパレータ基材の表面に多孔膜が設けられ、その多孔膜の表面に接着層が設けられていることが好ましい。この本発明のセパレータにおいては、接着層が本発明に係る粒子状重合体を含むので、電解液中において多孔膜と電極との接着性を向上させることができる。そのため、リチウムイオン二次電池の低温出力特性を向上させることができ、さらに通常は、高温サイクル特性を向上させることができる。また、接着層が非導電性繊維を含む場合、電解液中において接着層の膨れを抑制できるので、低温出力特性及び高温サイクル特性の更なる改善が期待できる。また、前記の接着層は電解液に膨潤していない状態においては、通常、接着性を発現しないので、巻き重ねられた場合でもブロッキングを生じ難く、ハンドリング性に優れる。
セパレータ基材としては、例えば、微細な孔を有する多孔性基材を用いうる。このようなセパレータ基材を用いることにより、二次電池において電池の充放電を妨げることなく短絡を防止することができる。中でも、セパレータ基材としては、有機材料により形成された多孔性基材を用いることが好ましい。有機材料により形成された多孔性基材は、電池内部の温度が高くなった場合に融解して細孔を塞ぐことにより、リチウムイオンの移動を防いて電流を遮断できるので、リチウムイオン二次電池の安全性を高めることができる。
多孔膜は、セパレータ基材の表面に設けられた多孔質の膜であり、セパレータ基材の片方の面だけに設けられていてもよく、両方の面に設けられていてもよい。この多孔膜は、非導電性粒子を含み、通常は更に多孔膜用バインダーを含む。このような多孔膜では、非導電性粒子が多孔膜用バインダーにより接着されていて、非導電性粒子同士の間の隙間が多孔膜の孔を構成している。また、多孔膜用バインダーは、多孔膜をセパレータ基材に接着させる機能を奏しうる。
非導電性粒子としては、電気化学的に安定な材料で形成された粒子を用いることが好ましく、無機粒子を用いてもよく、有機粒子を用いてもよい。
多孔膜用バインダーとしては、例えば、接着層用バインダーとして説明したものと同様の範囲から選択されるバインダーを用いうる。中でも、アミド単量体単位を含む重合体を用いると、リチウムイオン二次電池のサイクル特性を更に向上させることができるので、好ましい。また、多孔膜用バインダーは、1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。
多孔膜は、非導電性粒子及び多孔膜用バインダーに加えて、水溶性重合体を含むことが好ましい。水溶性重合体は、多孔膜用スラリーにおいて通常は粘度調整剤として機能する。また、特に多孔膜用スラリーが溶媒として水を含む場合は、その多孔膜用スラリーにおいて、一部の水溶性重合体は溶媒中に遊離しているが、別の一部の水溶性重合体は非導電性粒子の表面に吸着する。これにより、非導電性粒子の表面が水溶性重合体の層で覆われるので、非導電性粒子の水中における分散性を向上させることができ、ひいては多孔膜における非導電性粒子の分散性を向上させることができる。さらに、水溶性重合体は、非導電性粒子同士を接着させる機能も奏しうる。
多孔膜は、上述した非導電性粒子、多孔膜用バインダー及び水溶性重合体以外に、任意の成分を含みうる。このような任意の成分としては、電池反応に過度に好ましくない影響を及ぼさないものを用いうる。任意の成分の例としては、接着剤が含みうる任意の成分として例示したものと同様の例が挙げられる。また、任意の成分は、1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。
多孔膜の厚みは、好ましくは0.1μm以上、より好ましくは0.2μm以上、特に好ましくは0.3μm以上であり、好ましくは20μm以下、より好ましくは15μm以下、特に好ましくは10μm以下である。多孔膜の厚みを前記範囲の下限値以上とすることにより、多孔膜の耐熱性を高くすることができる。また上限値以下とすることにより、多孔膜によるイオン伝導性の低下を抑制することができる。
多孔膜は、例えば、多孔膜の構成成分(即ち、非導電性粒子、多孔膜用バインダー、水溶性重合体及び任意の成分)を含む多孔膜用スラリーを用意し、この多孔膜用スラリーを適切な基材上に塗布し、必要に応じて乾燥することにより、製造することができる。すなわち、多孔膜用スラリーを用意する工程と、多孔膜用スラリーを基材上に塗布して当該多孔膜用スラリーの膜を得る工程と、必要に応じてその膜から乾燥によって水等の溶媒を除去する工程とを含む製造方法により、多孔膜を製造できる。
また、乾燥方法としては、例えば、接着層の製造方法において例示した乾燥方法と同様の例が挙げられる。
例えば、金型プレス及びロールプレス等のプレス方法によって、多孔膜に加圧処理を施してもよい。加圧処理を施すことにより、基材と多孔膜との接着性を向上させることができる。ただし、多孔膜の空隙率を好ましい範囲に保つ観点では、圧力および加圧時間が過度に大きくならないように適切に制御することが好ましい。
また、残留水分除去のため、例えば真空乾燥やドライルーム内で乾燥することが好ましい。
さらに、例えば加熱処理することも好ましく、これにより重合体成分に含まれる熱架橋基を架橋させて、接着力を高めることができる。
本発明のセパレータは、セパレータ基材上に、直接又は多孔膜等の任意の層を介して、上述した接着層を備える。このようなセパレータは、例えば、セパレータ基材を基材として用いるか、又は、セパレータ基材及び任意の層を備える積層体を基材として用いて製造しうる。例えば、本発明のセパレータは、セパレータ基材及び多孔膜を備える積層体を用意し、この積層体を基材として用いて、その積層体の多孔膜上に上述した接着層の製造方法によって接着層を形成することにより、製造することができる。この際、接着層は、セパレータの片方の面だけに設けられていてもよく、両方の面に設けられていてもよい。
本発明のリチウムイオン二次電池は、正極、負極、電解液及びセパレータを備える。また、本発明のリチウムイオン二次電池は、前記のセパレータとして、上述した本発明のセパレータを備える。
本発明のリチウムイオン二次電池は、本発明のセパレータを備えるので、低温出力特性に優れる。また、通常は、本発明のリチウムイオン二次電池は、高温サイクル特性に優れる。
本発明のリチウムイオン二次電池は、電極として正極及び負極を備える。リチウムイオン二次電池においては、電極とセパレータのセパレータ基材又は多孔膜との間には接着層があり、この接着層に含まれる粒子状重合体が電解液中において接着性を発現することによって、電極とセパレータとは強力に接着される。
集電体は、電気導電性を有し、且つ、電気化学的に耐久性のある材料を用いうる。通常、この集電体の材料としては、金属材料を用いる。その例を挙げると、鉄、銅、アルミニウム、ニッケル、ステンレス鋼、チタン、タンタル、金、白金などが挙げられる。中でも、正極に用いる集電体としてはアルミニウムが好ましく、負極に用いる集電体としては銅が好ましい。また、前記の材料は、1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。
電極活物質層は、集電体上に設けられた層であり、電極活物質を含む。
リチウムイオン二次電池の電極活物質は、電解液中で電位をかけることにより可逆的にリチウムイオンを挿入又は放出できるものを用いうる。
また、例えば、鉄系酸化物を炭素源物質の存在下において還元焼成することで、炭素材料で覆われた複合材料を作製し、この複合材料を正極活物質として用いてもよい。鉄系酸化物は電気伝導性に乏しい傾向があるが、前記のような複合材料にすることにより、高性能な正極活物質として使用できる。
さらに、前記の化合物を部分的に元素置換したものを正極活物質として用いてもよい。
これらの正極活物質は、1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。また、前述の無機化合物と有機化合物との混合物を正極活物質として用いてもよい。
(i)ポリブチルアクリレート、ポリブチルメタクリレート、ポリヒドロキシエチルメタクリレート、ポリアクリルアミド、ポリアクリロニトリル、ブチルアクリレート・スチレン共重合体、ブチルアクリレート・アクリロニトリル共重合体、ブチルアクリレート・アクリロニトリル・グリシジルメタクリレート共重合体などの、アクリル酸またはメタクリル酸誘導体の単独重合体またはそれと共重合可能な単量体との共重合体である、アクリル系軟質重合体;
(ii)ポリイソブチレン、イソブチレン・イソプレンゴム、イソブチレン・スチレン共重合体などのイソブチレン系軟質重合体;
(iii)ポリブタジエン、ポリイソプレン、ブタジエン・スチレンランダム共重合体、イソプレン・スチレンランダム共重合体、アクリロニトリル・ブタジエン共重合体、アクリロニトリル・ブタジエン・スチレン共重合体、ブタジエン・スチレン・ブロック共重合体、スチレン・ブタジエン・スチレン・ブロック共重合体、イソプレン・スチレン・ブロック共重合体、スチレン・イソプレン・スチレン・ブロック共重合体などジエン系軟質重合体;
(iv)ジメチルポリシロキサン、ジフェニルポリシロキサン、ジヒドロキシポリシロキサンなどのケイ素含有軟質重合体;
(v)液状ポリエチレン、ポリプロピレン、ポリ-1-ブテン、エチレン・α-オレフィン共重合体、プロピレン・α-オレフィン共重合体、エチレン・プロピレン・ジエン共重合体(EPDM)、エチレン・プロピレン・スチレン共重合体などのオレフィン系軟質重合体;
(vi)ポリビニルアルコール、ポリ酢酸ビニル、ポリステアリン酸ビニル、酢酸ビニル・スチレン共重合体などビニル系軟質重合体;
(vii)ポリエチレンオキシド、ポリプロピレンオキシド、エピクロルヒドリンゴムなどのエポキシ系軟質重合体;
(viii)フッ化ビニリデン系ゴム、四フッ化エチレン-プロピレンゴムなどのフッ素含有軟質重合体;
(ix)天然ゴム、ポリペプチド、蛋白質、ポリエステル系熱可塑性エラストマー、塩化ビニル系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマーなどのその他の軟質重合体;などが挙げられる。これらの中でも、ジエン系軟質重合体及びアクリル系軟質重合体が好ましい。また、これらの軟質重合体は、架橋構造を有したものであってもよく、変性により官能基を導入したものであってもよい。
また、電極用バインダーは、1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。
電解液としては、粒子状重合体のコア部の重合体及びシェル部の重合体を、前述した所定の範囲の膨潤度で膨潤させられるものを用いうる。このような電解液としては、有機溶媒と、その有機溶媒に溶解した支持電解質とを含む有機電解液が好ましく用いうる。
本発明のリチウムイオン二次電池の製造方法は、特に限定されない。例えば、上述した負極と正極とをセパレータを介して重ね合わせ、これを電池形状に応じて巻く、折るなどして電池容器に入れ、電池容器に電解液を注入して封口してもよい。さらに、必要に応じてエキスパンドメタル;ヒューズ、PTC素子などの過電流防止素子;リード板などを入れ、電池内部の圧力上昇、過充放電の防止をしてもよい。電池の形状は、例えば、ラミネートセル型、コイン型、ボタン型、シート型、円筒型、角形、扁平型などいずれであってもよい。
以下、第一群の実施例及び比較例について説明する。第一群の実施例及び比較例は、非導電性繊維を含まない接着剤についての実施例及び比較例である。
〔I-1.高温サイクル試験の前後でのセル体積変化の測定方法〕
実施例及び比較例で製造した800mAh捲回型セルのリチウムイオン二次電池を、25℃の環境下で24時間静置した。その後、25℃の環境下で、0.1Cで4.35Vまで充電し0.1Cで2.75Vまで放電する充放電の操作を行った。この捲回型セルを流動パラフィンに浸漬し、セルの体積X0を測定した。
実施例及び比較例で製造した、正極及びセパレータを備える積層体、並びに、負極及びセパレータを備える積層体を、それぞれ10mm幅に切り出して、試験片を得た。この試験片を電解液中に温度60℃で3日間浸漬した。この際、電解液としては、エチレンカーボネートとジエチルカーボネートとビニレンカーボネートの混合溶媒(体積混合比EC/DEC/VC=68.5/30/1.5;SP値12.7(cal/cm3)1/2)に、支持電解質としてLiPF6を溶媒に対し1mol/リットルの濃度で溶かしたものを用いた。
その後、試験片を取り出し、表面に付着した電解液を拭き取った。その後、この試験片を、電極(正極又は負極)の表面を下にして、電極の表面にセロハンテープを貼り付けた。この際、セロハンテープとしてはJIS Z1522に規定されるものを用いた。また、セロハンテープは水平な試験台に固定しておいた。その後、セパレータの一端を鉛直上方に引張り速度50mm/分で引っ張って剥がしたときの応力を測定した。この測定を、正極及びセパレータを備える積層体並びに負極及びセパレータを備える積層体でそれぞれ3回、合計6回行い、応力の平均値を求めて、当該平均値をピール強度とした。
実施例及び比較例で製造した800mAh捲回型セルのリチウムイオン二次電池を、25℃の環境下で24時間静置した。その後、25℃の環境下で、0.1Cで4.35Vまで充電し0.1Cで2.75Vまで放電する充放電の操作を行い、初期容量C0を測定した。
実施例及び比較例で製造したセパレータを、幅5cm×長さ5cm、及び、幅4cm×長さ4cmにそれぞれ正方形に切って試験片を得た。これらを二枚重ね合わせたサンプル(未プレスの状態のサンプル)と、重ね合わせた後に40℃、10g/cm2の加圧下に置いたサンプル(プレスしたサンプル)とを作製した。これらのサンプルを、それぞれ24時間放置した。24時間放置後のサンプルにおいて、各サンプルのセパレータ同士の接着状態(ブロッキング状態)を目視で確認し、下記基準で評価した。
A:プレスしたサンプルにおいて、セパレータ同士がブロッキングしない。
B:プレスしたサンプルにおいて、セパレータ同士がブロッキングするが剥がれる。
C:プレスしたサンプルにおいて、セパレータ同士がブロッキングし剥がれない。
D:未プレスの状態のサンプルにおいて、セパレータ同士がブロッキングする。
実施例及び比較例で製造した800mAh捲回型のリチウムイオン二次電池を、25℃の環境下で24時間静置した。その後、25℃の環境下で、0.1Cの充電レートで5時間の充電の操作を行い、その時の電圧V0を測定した。その後、-10℃環境下で、1Cの放電レートにて放電の操作を行い、放電開始から15秒後の電圧V1を測定した。
電圧変化ΔVを、ΔV=V0-V1にて計算した。この電圧変化ΔVの値が小さいほど、低温出力特性に優れることを示す。
実施例及び比較例においてコア部を構成する重合体を含む水分散液を製造した方法と同様にして、コア部を構成する重合体を含む水分散液を製造した。この水分散液を、ポリテトラフルオロエチレン製のシャーレに入れ、25℃、48時間の条件で乾燥して、厚み0.5mmのフィルムを製造した。
また、前記の試験片を電解液に、60℃で72時間浸漬した。その後、試験片を電解液から取り出し、試験片の表面の電解液を拭き取り、浸漬試験後の試験片の重量W1を測定した。
これらの重量W0及びW1を用いて、膨潤度S(倍)を、S=W1/W0にて計算した。
コア部の製造に用いる単量体組成物の代わりにシェル部の製造に用いる単量体組成物を用いたこと以外は実施例及び比較例において粒子状重合体を含む水分散液を製造した方法と同様にして、シェル部を形成する重合体からなる粒子状重合体を含む水分散液を製造した。試験片を製造するための水分散液として、このシェル部を形成する重合体からなる粒子状重合体を含む水分散液を用いたこと以外はコア部の重合体の膨潤度の測定方法と同様にして、シェル部の重合体の膨潤度Sを測定した。
粒子状重合体を、可視光硬化性樹脂(日本電子株式会社製「D-800」)に十分分散させた後、包埋し、粒子状重合体を含有するブロック片を作製した。次に、ブロック片を、ダイヤモンド刃を備えたミクロトームで厚さ100nmの薄片状に切り出して、測定用試料を作製した。その後、四酸化ルテニウムを用いて測定用試料に染色処理を施した。
被覆割合Rc(%)=D2/D1×100 (1)
前記の被覆割合Rcを、任意に選択した20個の粒子状重合体について測定し、その平均値を計算して、コア部の外表面がシェル部によって覆われる平均割合とした。
粒子状重合体の体積平均粒子径は、レーザ回折式粒子径分布測定装置(島津製作所社製「SALD-3100」)により測定された粒子径分布において、小径側から計算した累積体積が50%となる粒子径とした。
粒子状重合体のシェル部の平均厚みを、以下の手順で測定した。
シェル部が重合体の粒子により構成されている場合、コア部の外表面がシェル部によって覆われる平均割合の測定方法の項で説明したのと同様にして、透過型電子顕微鏡によって、粒子状重合体の断面構造を観察した。観察された粒子状重合体の断面構造から、シェル部を構成する重合体の粒子の最長径を測定した。任意に選択した20個の粒子状重合体について、前記の方法でシェル部を構成する重合体の粒子の最長径を測定し、その最長径の平均値をシェル部の平均厚みとした。
実施例及び比較例で製造した800mAh捲回型セルのリチウムイオン二次電池を、25℃の環境下で24時間静置した。その後、25℃の環境下で、0.1Cで4.35Vまで充電し0.1Cで2.75Vまで放電する充放電の操作を行った。さらに、60℃環境下で、前記と同様の条件で充放電の操作を1000サイクル繰り返した。その後、電池を分解して負極を取り出し、その負極における金属の析出を評価した。
負極における金属の析出は、ICP発光分光分析装置「SPS3000(エスアイアイ・ナノテクノロジー社製)を用い、負極中のコバルトの割合を重量基準で評価した。
負極中のコバルト重量が大きいほど、負極に金属析出が起こっていることを示す。
示差熱分析測定装置(エスアイアイ・ナノテクノロジー社製「EXSTAR DSC6220」)を用い、測定試料10mgをアルミパンに計量し、リファレンスとして空のアルミパンを用い、測定温度範囲-100℃~500℃の間で、昇温速度10℃/minで、常温常湿下で、DSC曲線を測定した。この昇温過程で、微分信号(DDSC)が0.05mW/min/mg以上となるDSC曲線の吸熱ピークが出る直前のベースラインと、吸熱ピーク後に最初に現れる変曲点でのDSC曲線の接線との交点を、ガラス転移温度として求めた。
(I-1-1.多孔膜用バインダーの製造)
撹拌機を備えた反応器に、イオン交換水70部、乳化剤としてラウリル硫酸ナトリウム(花王ケミカル社製、製品名「エマール2F」)0.15部、並びに過流酸アンモニウム0.5部を、それぞれ供給し、気相部を窒素ガスで置換し、60℃に昇温した。
一方、別の容器でイオン交換水50部、分散剤としてドデシルベンゼンスルホン酸ナトリウム0.5部、並びに、重合性単量体として、ブチルアクリレート94部、アクリロニトリル2部、メタクリル酸2部、N-メチロールアクリルアミド1部及びアクリルアミド1部を混合して単量体混合物を得た。この単量体混合物を4時間かけて前記反応器に連続的に添加して重合を行った。添加中は、60℃で反応を行った。添加終了後、さらに70℃で3時間撹拌して反応を終了し、多孔膜用バインダーとしてアクリル重合体を含む水分散液を製造した。
得られたアクリル重合体の体積平均粒子径D50は0.36μm、ガラス転移温度は-45℃であった。
非導電性粒子としてアルミナ粒子(住友化学社製、製品名「AKP-3000」、体積平均粒子径D50=0.45μm、テトラポット状粒子)を用意した。
水溶性重合体として、エーテル化度0.8~1.0のカルボキシメチルセルロース(ダイセルファインケム社製、製品名「Daicel1220」)を用意した。この水溶性重合体の1%水溶液の粘度は、10mPa・s~20mPa・sであった。
攪拌機付き5MPa耐圧容器に、コア部の製造に用いる単量体組成物として、メタクリル酸メチル75部、メタクリル酸4部及びエチレンジメタクリレート1部;乳化剤としてドデシルベンゼンスルホン酸ナトリウム1部;イオン交換水150部;並びに、重合開始剤として過硫酸カリウム0.5部を入れ、十分に攪拌した。その後、60℃に加温して重合を開始した。重合転化率が96%になるまで重合を継続させることにより、コア部を構成する粒子状の重合体を含む水分散液を得た。
前記の粒子状重合体を含む水分散液を固形分相当で100部、接着層用バインダーとして多孔膜用バインダーとして製造した前記のアクリル重合体の水分散液を固形分相当で6部、及び、エーテル化度0.8~1.0のカルボキシメチルセルロース(ダイセルファインケム社製、製品名「Daicel1220」)0.5部を混合し、さらにイオン交換水を固形分濃度が20%になるように混合し、スラリー状の接着剤を得た。
ポリエチレン製の有機多孔基材(厚み16μm、ガーレー値210s/100cc)をセパレータ基材として用意した。用意したセパレータ基材の両面に、前記多孔膜用スラリーを塗布し、50℃で3分間乾燥させて、セパレータ基材の両面に多孔膜を形成した。多孔膜の1層当たりの厚みは、3μmであった。
次いで、各多孔膜の上に、上記のスラリー状の接着剤をスプレーコート法により塗布し、50℃で1分間乾燥させた。これにより、1層当たりの厚みが2μmの接着層を多孔膜上に設けて、セパレータを得た。このセパレータは、接着層、多孔膜、セパレータ基材、多孔膜及び接着層を、この順に備えていた。
このセパレータについて、上述した方法で、耐ブロッキング性の評価を行った。
攪拌機付き5MPa耐圧容器に、1,3-ブタジエン33.5部、イタコン酸3.5部、スチレン62部、2-ヒドロキシエチルアクリレート1部、乳化剤としてドデシルベンゼンスルホン酸ナトリウム0.4部、イオン交換水150部及び重合開始剤として過硫酸カリウム0.5部を入れ、十分に攪拌した後、50℃に加温して重合を開始した。重合転化率が96%になった時点で冷却し反応を停止して、粒子状バインダー(SBR)を含む混合物を得た。上記粒子状バインダーを含む混合物に、5%水酸化ナトリウム水溶液を添加して、pH8に調整した。その後、加熱減圧蒸留によって前記の混合物から未反応単量体の除去を行い、30℃以下まで冷却して、所望の粒子状バインダーを含む水分散液を得た。
人造黒鉛(体積平均粒子径:15.6μm)100部、及び、増粘剤としてカルボキシメチルセルロースナトリウム塩(日本製紙社製「MAC350HC」)の2%水溶液を固形分相当で1部混合し、さらにイオン交換水を加えて固形分濃度を68%に調製し、25℃で60分間混合した。こうして得られた混合液に、イオン交換水を加えて固形分濃度を62%に調製した後、さらに25℃15分間混合した。この混合液に、上記の粒子状バインダーを含む水分散液を固形分相当で1.5部入れ、さらにイオン交換水を加えて最終固形分濃度が52%となるように調整し、さらに10分間混合した。これを減圧下で脱泡処理して、流動性の良い負極用スラリーを得た。
前記負極用スラリーを、コンマコーターで、集電体である厚さ20μmの銅箔上に、乾燥後の膜厚が150μm程度になるように塗布し、乾燥させた。この乾燥は、銅箔を0.5m/分の速度で60℃のオーブン内を2分間かけて搬送することにより行った。その後、120℃にて2分間加熱処理して、プレス前の負極原反を得た。このプレス前の負極原反をロールプレスで圧延して、負極活物質層の厚みが80μmのプレス後の負極を得た。
正極活物質として体積平均粒子径12μmのLiCoO2を100部、導電材としてアセチレンブラック(電気化学工業社製、製品名「HS-100」)を2部、及び、正極用バインダーとしてポリフッ化ビニリデン(クレハ社製、製品名「#7208」)を固形分相当で2部混合し、これにN-メチルピロリドンを加えて全固形分濃度を70%にした。これらをプラネタリーミキサーにより混合し、正極用スラリーを得た。
前記正極用スラリーを、コンマコーターで、集電体である厚さ20μmのアルミニウム箔上に、乾燥後の膜厚が150μm程度になるように塗布し、乾燥させた。この乾燥は、アルミニウム箔を0.5m/分の速度で60℃のオーブン内を2分間かけて搬送することにより行った。その後、120℃にて2分間加熱処理して、プレス前の正極原反を得た。このプレス前の正極原反をロールプレスで圧延して、正極を得た。
上記正極を直径13mmの円形に切り抜いて、円形の正極を得た。また、上記負極を直径14mmの円形に切り抜いて、円形の負極を得た。さらに、上記セパレータを直径18mmの円形に切り抜いて、円形のセパレータを得た。
プレス後の正極を49×5cm2に切り出した。切り出された正極の正極活物質層上に、55×5.5cm2に切り出したセパレータを配置した。さらに、プレス後の負極を50×5.2cm2の長方形に切り出し、この切り出された負極を前記セパレータの正極とは反対側に、負極活物質層側の表面がセパレータに向かい合うよう配置した。これを捲回機によって捲回し、捲回体を得た。この捲回体を60℃0.5MPaでプレスし、扁平体とした。この扁平体を、電池の外装としてのアルミニウム包材外装で包み、電解液(溶媒:EC/DEC/VC=68.5/30/1.5体積比、電解質:濃度1MのLiPF6)を空気が残らないように注入した。さらに、アルミニウム包材の開口を密封するために、150℃のヒートシールをしてアルミニウム外装を閉口した。これにより、800mAhの捲回型リチウムイオン二次電池を製造した。
こうして得られたリチウムイオン二次電池について、上述した方法で、高温サイクル試験の前後でのセル体積変化、高温サイクル特性、低温出力特性、及び、負極における金属の析出を評価した。
前記工程(I-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチルの量を75.85部に変更し、エチレンジメタクリレートの量を0.15部に変更した。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチルの量を71.5部に変更し、エチレンジメタクリレートの量を4.5部に変更した。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチルの量を75.95部に変更し、エチレンジメタクリレートの量を0.05部に変更した。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチル75部の代わりに、メタクリル酸メチル55部及び2-エチルヘキシルアクリレート20部を組み合わせて用いた。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチル75部の代わりにアクリロニトリル75部を用いた。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチル75部の代わりに、アクリロニトリル65部及び2-エチルヘキシルアクリレート10部を組み合わせて用いた。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチル75部の代わりにアクリロニトリル72部を用い、さらにエチレンジメタクリレートの量を4.0部に変更した。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-3)に係るシェル部の製造に用いる単量体組成物において、スチレン20部の代わりに、スチレン10部及びアクリロニトリル10部を組み合わせて用いた。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-3)に係るシェル部の製造に用いる単量体組成物において、スチレン20部の代わりに、スチレン5部及びアクリロニトリル15部を組み合わせて用いた。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-3)に係るシェル部の製造に用いる単量体組成物において、スチレン20部の代わりにスチレンスルホン酸のナトリウム塩20部を用いた。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-3)に係るシェル部の製造に用いる単量体組成物において、スチレン20部の代わりに、スチレンスルホン酸のナトリウム塩15部及びアクリロニトリル5部を組み合わせて用いた。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチルの量を72.5部に変更し、エチレンジメタクリレートを使用しなかった。
また、前記工程(I-1-3)に係るシェル部の製造に用いる単量体組成物として、スチレン20部に加えてエチレンジメタクリレート3.5部を用いた。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチルの量を90部に変更した。
また、前記工程(I-1-3)に係るシェル部の製造に用いる単量体組成物において、スチレンの量を5部に変更した。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチルの量を52.5部に変更し、エチレンジメタクリレートの量を3.5部に変更した。
また、前記工程(I-1-3)に係るシェル部の製造に用いる単量体組成物において、スチレンの量を40部に変更した。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-5)において、スラリー状の接着剤の塗布量を変更することにより、接着層の1層当たりの厚みを0.5μmに変更した。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-5)において、スラリー状の接着剤の塗布量を変更することにより、接着層の1層当たりの厚みを4μmに変更した。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-5)において、セパレータ基材をポリプロピレン製の有機多孔基材(厚み15μm、ガーレー値560s/100cc)に変更した。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-5)において、セパレータ基材をセルロース製の不職布(厚み25μm、ガーレー値0.03s/100cc)に変更した。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-3)において、乳化剤としてのドデシルベンゼンスルホン酸ナトリウムの量を2部に変更した。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-3)において、乳化剤としてのドデシルベンゼンスルホン酸ナトリウムの量を0.5部に変更した。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-4)において、スラリー状の接着剤に実施例I-1の多孔膜用スラリーに用いたのと同様のアルミナ粒子50部を混合した。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-2)において、アルミナ粒子の代わりにポリスチレン粒子(体積平均粒子径0.45μm)を用いた。
また、前記工程(I-1-4)において、スラリー状の接着剤に、更に前記のポリスチレン粒子50部を添加した。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-3)に係るシェル部の製造に用いる単量体組成物において、スチレン20部の代わりに、スチレン19部及びメタクリル酸1部を組み合わせて用いた。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-4)において、スラリー状の接着剤に、さらにレベリング剤としてポリエチレングリコール型界面活性剤(サンノプコ社製「SNウェット366」)を0.05部添加した。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-4)において、スラリー状の接着剤に、さらにレベリング剤としてポリエチレングリコール型界面活性剤(サンノプコ社製「SNウェット366」)を1.0部添加した。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-7)において、人造黒鉛100部の代わりに、人造黒鉛90部と珪素酸化物(信越化学社製「KSC-1064」)10部を組み合わせて用いた。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-7)において、人造黒鉛100部の代わりに、人造黒鉛70部と珪素酸化物(信越化学社製「KSC-1064」)30部を用いた。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチル75部及びメタクリル酸4部の代わりに、アクリロニトリル79部を用いた。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-5)において、接着剤の代わりにポリフッ化ビニリデンのNMP溶液(濃度12重量%)を用いて、接着層の代わりに1層当たりの厚み2μmのポリフッ化ビニリデン層を多孔膜上に形成した。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチルの量を70部に変更し、メタクリル酸の量を5部に変更し、エチレンジメタクリレートの代わりにアクリロニトリル25部を用いた。
また、前記工程(I-1-3)において、シェル部の製造に用いる単量体組成物を添加しなかった。
さらに、前記工程(I-1-4)において、スラリー状の接着剤に実施例I-1の多孔膜用スラリーに用いたのと同様のアルミナ粒子50部を混合した。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-4)において、前記の粒子状重合体の水分散液の代わりに、ポリスチレン粒子を含む水分散液(ポリスチレン粒子の体積平均粒子径45μm)100部を用いた。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチル75部、メタクリル酸4部及びエチレンジメタクリレート1部の代わりに、2-エチルヘキシルアクリレート60部、スチレン15部及びメタクリル酸5部を用いた。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチル75部、メタクリル酸4部及びエチレンジメタクリレート1部の代わりに、メタクリル酸メチル50部、アクリロニトリル25部及びメタクリル酸5部を用いた。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記工程(I-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチル75部、メタクリル酸4部及びエチレンジメタクリレート1部の代わりに、メタクリル酸メチル50部、2-エチルヘキシルアクリレート25部及びメタクリル酸5部を用いた。
また、前記工程(I-1-3)に係るシェル部の製造に用いる単量体組成物において、スチレン20部の代わりにアクリロニトリル20部を用いた。
以上の事項以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
攪拌機付き5MPa耐圧容器に、コア部の製造に用いる単量体組成物として、メタクリル酸メチル75部、メタクリル酸4部及びエチレンジメタクリレート1部;乳化剤としてドデシルベンゼンスルホン酸ナトリウム1部;イオン交換水150部;並びに、重合開始剤として過硫酸カリウム0.5部を入れ、十分に攪拌した。その後、60℃に加温して重合を開始した。重合転化率が96%になるまで重合を継続させることにより、粒子状の重合体を含む水分散液を得た。得られた粒子状の重合体は、実施例I-1に係るコア部を構成する粒子状の重合体と同様のものである。以下、この粒子状の重合体を、適宜、コア重合体と呼ぶ。
この混合分散液を、接着剤用の粒子状重合体の水分散液の代わりに用いたこと以外は実施例I-1と同様にして、リチウムイオン二次電池を製造し、評価した。
前記の第一群の実施例及び比較例の構成及び結果を、下記の表に示す。下記の表において、略称の意味は、以下の通りである。また、下記の表において、単量体の項において単量体の略称の隣に記載の数値は、その単量体の重量部を表す。
PE:ポリエチレン
PP:ポリプロピレン
PST:ポリスチレン
BA:ブチルアクリレート
AN:アクリロニトリル
MAA:メタクリル酸
NMA:N-メチロールアクリルアミド
AAm:アクリルアミド
EDMA:エチレンジメタクリレート
MMA:メタクリル酸メチル
2-EHA:2-エチルヘキシルアクリレート
Tg:ガラス転移温度
ST:スチレン
NaSS:スチレンスルホン酸のナトリウム塩
コアシェル比率:粒子状重合体の体積平均粒子径に対するシェル部の平均厚みの比率
MV:体積平均粒子径
被覆率:コア部の外表面がシェル部によって覆われる平均割合
PVDF:ポリフッ化ビニリデン


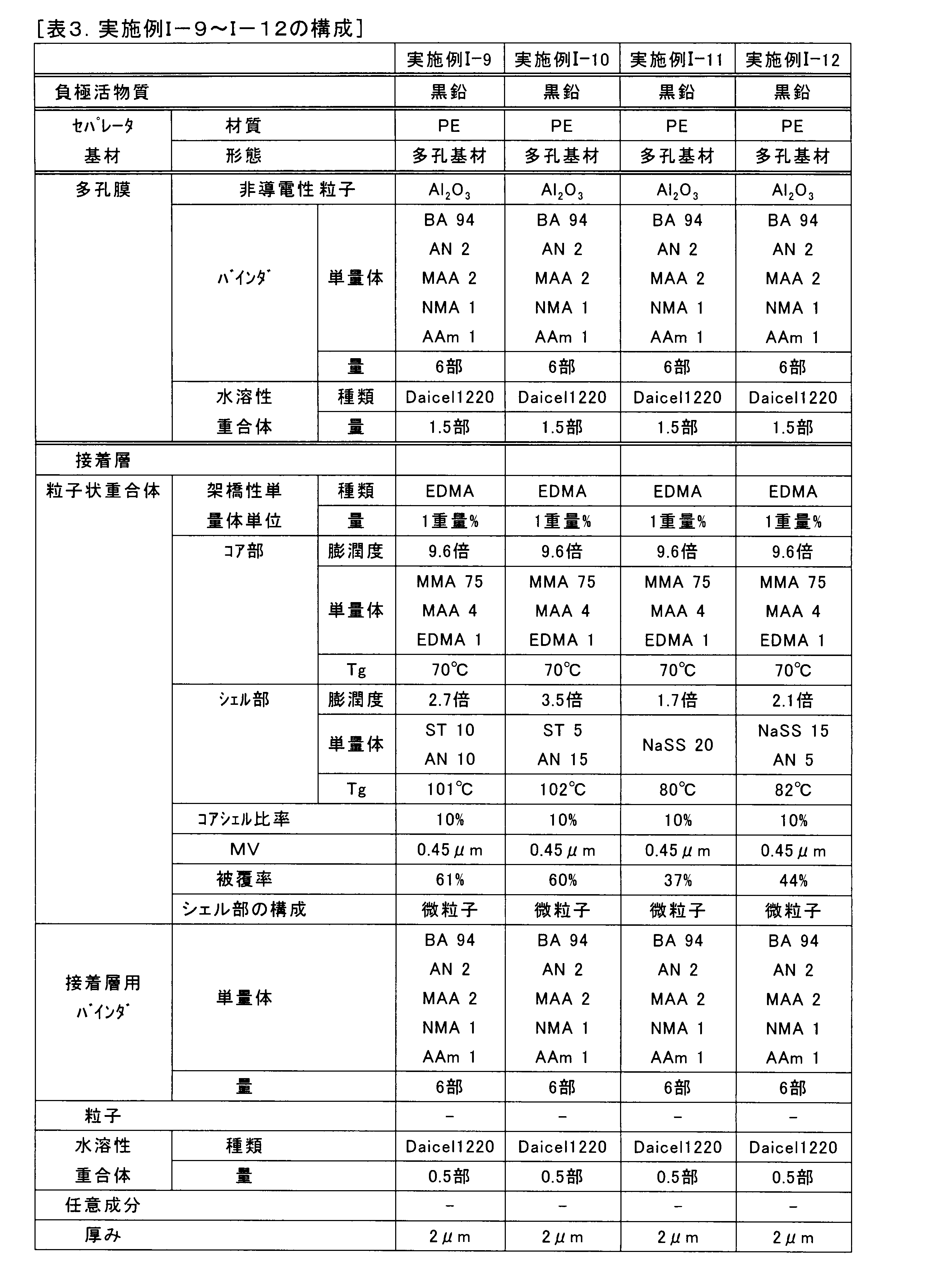















第一群の実施例においては、電解液により膨潤した粒子状重合体を含む接着層により電極とセパレータの多孔膜とが強力に接着していることが確認された。これにより、本発明に係る接着剤により製造される接着層が、電解液中において電池を構成する部材に対して高い接着性を有することが確認された。
また、第一群の実施例においては、第一群の比較例よりも低い電圧変化ΔVが得られた。これにより、本発明に係るリチウムイオン二次電池が、低温出力特性に優れることが確認された。
以下、第二群の実施例及び比較例について説明する。第二群の実施例及び比較例は、非導電性繊維を含む接着剤についての実施例及び比較例である。
〔II-1.高温サイクル試験の前後でのセル体積変化の測定方法〕
第一群の実施例及び比較例に係る〔I-1.高温サイクル試験の前後でのセル体積変化の測定方法〕の項で説明したのと同様の方法により、充放電を1000サイクル繰り返す高温サイクル試験の前後でのセル体積変化率ΔXを測定した。このセル体積変化率ΔXの値が小さいほど、その電池内の接着層が膨れ難く、かつ、電極とセパレータ間に空隙が発生し難いこと示す。
第一群の実施例及び比較例に係る〔I-2.多孔膜と電極とのピール強度の測定方法〕の項で説明したのと同様の方法により、ピール強度を測定した。
第一群の実施例及び比較例に係る〔I-3.高温サイクル特性の評価方法〕の項で説明したのと同様の方法により、容量維持率ΔCを測定した。この容量維持率ΔCの値が高いほど、リチウムイオン二次電池の高温サイクル特性が優れ、電池が長寿命であることを示す。
第一群の実施例及び比較例に係る〔I-4.耐ブロッキング性の評価方法〕の項で説明したのと同様の方法により、セパレータ同士の接着状態(ブロッキング状態)を目視で確認して評価した。
第一群の実施例及び比較例に係る〔I-5.低温出力特性の評価方法〕の項で説明したのと同様の方法により、電圧変化ΔVを測定した。この電圧変化ΔVの値が小さいほど、低温出力特性に優れることを示す。
第一群の実施例及び比較例に係る〔I-6.コア部の重合体の膨潤度の測定方法〕の項で説明したのと同様の方法により、コア部の重合体の膨潤度S(倍)を測定した。
第一群の実施例及び比較例に係る〔I-7.シェル部の重合体の膨潤度の測定方法〕の項で説明したのと同様の方法により、シェル部の重合体の膨潤度Sを測定した。
第一群の実施例及び比較例に係る〔I-8.粒子重合体のコア部の外表面がシェル部によって覆われる平均割合の測定方法〕の項で説明したのと同様の方法により、コア部の外表面がシェル部によって覆われる平均割合を測定した。
第一群の実施例及び比較例に係る〔I-9.粒子状重合体の体積平均粒子径の測定方法〕の項で説明したのと同様の方法により、粒子状重合体の体積平均粒子径を測定した。
第一群の実施例及び比較例に係る〔I-10.コアシェル比率の測定方法〕の項で説明したのと同様の方法により、コアシェル比率を測定した。
第一群の実施例及び比較例に係る〔I-11.負極における金属の析出の評価方法〕の項で説明したのと同様の方法により、負極中のコバルトの割合を重量基準で評価した。
負極中のコバルト重量が大きいほど、負極に金属析出が起こっていることを示す。
(II-1-1.多孔膜用バインダーの製造)
実施例I-1の工程(I-1-1)と同様にして、多孔膜用バインダーとしてアクリル重合体を含む水分散液を製造した。
得られたアクリル重合体の体積平均粒子径D50は0.36μm、ガラス転移温度は-45℃であった。
実施例I-1の工程(I-1-2)と同様にして、多孔膜用スラリーを製造した。
実施例I-1の工程(I-1-3)と同様にして、粒子状重合体を含む水分散液を製造した。得られた粒子状重合体の体積平均粒子径D50は、0.45μmであった。得られた粒子重合体の断面を観察したところ、シェル部は重合体の粒子によって構成されていた。得られた粒子状重合体について、上述した方法で、コアシェル比率及びコア部の表面がシェル部によって覆われる平均割合を測定した。
前記の粒子状重合体を含む水分散液を固形分相当で100部、非導電性繊維としてセルロース繊維(ダイセル社製「セリッシュKY-100G」、繊維径0.07μm)30部、接着層用バインダーとして多孔膜用バインダーとして製造した前記のアクリル重合体の水分散液を固形分相当で6部、及び、エーテル化度0.8~1.0のカルボキシメチルセルロース(ダイセルファインケム社製、製品名「Daicel1220」)0.5部を混合し、さらにイオン交換水を固形分濃度が20%になるように混合し、スラリー状の接着剤を得た。
前記の接着剤を用いて、実施例I-1の工程(I-1-5)と同様にして、セパレータを製造した。このセパレータについて、上述した方法で、耐ブロッキング性の評価を行った。
実施例I-1の工程(I-1-6)と同様にして、所望の粒子状バインダーを含む水分散液を得た。
実施例I-1の工程(I-1-7)と同様にして、負極用スラリーを得た。
実施例I-1の工程(I-1-8)と同様にして、負極を得た。
実施例I-1の工程(I-1-9)と同様にして、正極用スラリーを得た。
実施例I-1の工程(I-1-10)と同様にして、正極を得た。
実施例I-1の工程(I-1-11)と同様にして、正極及びセパレータを備える積層体、並びに、負極及びセパレータを備える積層体を得た。これらの積層体を用いて、上述した方法により、ピール強度を測定した。
実施例I-1の工程(I-1-12)と同様にして、捲回型リチウムイオン二次電池を製造した。
こうして得られたリチウムイオン二次電池について、上述した方法で、高温サイクル試験の前後でのセル体積変化、高温サイクル特性、低温出力特性、及び、負極における金属の析出を評価した。
前記工程(II-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチルの量を75.85部に変更し、エチレンジメタクリレートの量を0.15部に変更した。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチルの量を71.5部に変更し、エチレンジメタクリレートの量を4.5部に変更した。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチルの量を75.95部に変更し、エチレンジメタクリレートの量を0.05部に変更した。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチル75部の代わりに、メタクリル酸メチル55部及び2-エチルヘキシルアクリレート20部を組み合わせて用いた。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチル75部の代わりにアクリロニトリル75部を用いた。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチル75部の代わりに、アクリロニトリル65部及び2-エチルヘキシルアクリレート10部を組み合わせて用いた。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチル75部の代わりにアクリロニトリル72部を用い、さらにエチレンジメタクリレートの量を4.0部に変更した。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-3)に係るシェル部の製造に用いる単量体組成物において、スチレン20部の代わりに、スチレン10部及びアクリロニトリル10部を組み合わせて用いた。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-3)に係るシェル部の製造に用いる単量体組成物において、スチレン20部の代わりに、スチレン5部及びアクリロニトリル15部を組み合わせて用いた。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-3)に係るシェル部の製造に用いる単量体組成物において、スチレン20部の代わりにスチレンスルホン酸のナトリウム塩20部を用いた。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-3)に係るシェル部の製造に用いる単量体組成物において、スチレン20部の代わりに、スチレンスルホン酸のナトリウム塩15部及びアクリロニトリル5部を組み合わせて用いた。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチルの量を72.5部に変更し、エチレンジメタクリレートを使用しなかった。
また、前記工程(II-1-3)に係るシェル部の製造に用いる単量体組成物として、スチレン20部に加えてエチレンジメタクリレート3.5部を用いた。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチルの量を90部に変更した。
また、前記工程(II-1-3)に係るシェル部の製造に用いる単量体組成物において、スチレンの量を5部に変更した。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチルの量を52.5部に変更し、エチレンジメタクリレートの量を3.5部に変更した。
また、前記工程(II-1-3)に係るシェル部の製造に用いる単量体組成物において、スチレンの量を40部に変更した。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-5)において、スラリー状の接着剤の塗布量を変更することにより、接着層の1層当たりの厚みを0.5μmに変更した。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-5)において、スラリー状の接着剤の塗布量を変更することにより、接着層の1層当たりの厚みを4μmに変更した。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-4)において、粒子状重合体を含む水分散液の固形分100部に対する非導電性繊維の量を0.5部に変更した。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-4)において、粒子状重合体を含む水分散液の固形分100部に対する非導電性繊維の量を95部に変更した。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-5)において、セパレータ基材をポリプロピレン製の有機多孔基材(厚み15μm、ガーレー値560s/100cc)に変更した。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-5)において、セパレータ基材をセルロース製の不職布(厚み25μm、ガーレー値0.03s/100cc)に変更した。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-4)において、非導電性繊維としてダイセル社製「セリッシュKY-100G」の代わりに、セルロース繊維(スギノマシン社製「BiNFIs-セルロース」;繊維径0.02μm)を用いた。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-3)において、乳化剤としてのドデシルベンゼンスルホン酸ナトリウムの量を2部に変更した。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-3)において、乳化剤としてのドデシルベンゼンスルホン酸ナトリウムの量を0.5部に変更した。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-4)において、スラリー状の接着剤に実施例II-1の多孔膜用スラリーに用いたのと同様のアルミナ粒子50部を混合した。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-2)において、アルミナ粒子の代わりにポリスチレン粒子(体積平均粒子径0.45μm)を用いた。
また、前記工程(II-1-4)において、スラリー状の接着剤に、更に前記のポリスチレン粒子50部を添加した。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-5)において、接着剤の代わりにポリフッ化ビニリデンのNMP溶液(濃度12重量%)を用いて、接着層の代わりに1層当たりの厚み2μmのポリフッ化ビニリデン層を多孔膜上に形成した。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチルの量を70部に変更し、メタクリル酸の量を5部に変更し、エチレンジメタクリレートの代わりにアクリロニトリル25部を用いた。
また、前記工程(II-1-3)において、シェル部の製造に用いる単量体組成物を添加しなかった。
さらに、前記工程(II-1-4)において、スラリー状の接着剤に実施例II-1の多孔膜用スラリーに用いたのと同様のアルミナ粒子50部を混合した。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-4)において、前記の粒子状重合体の水分散液の代わりに、ポリスチレン粒子を含む水分散液(ポリスチレン粒子の体積平均粒子径45μm)100部を用いた。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチル75部、メタクリル酸4部及びエチレンジメタクリレート1部の代わりに、2-エチルヘキシルアクリレート60部、スチレン15部及びメタクリル酸5部を用いた。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチル75部、メタクリル酸4部及びエチレンジメタクリレート1部の代わりに、メタクリル酸メチル50部、アクリロニトリル25部及びメタクリル酸5部を用いた。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記工程(II-1-3)に係るコア部の製造に用いる単量体組成物において、メタクリル酸メチル75部、メタクリル酸4部及びエチレンジメタクリレート1部の代わりに、メタクリル酸メチル50部、2-エチルヘキシルアクリレート25部及びメタクリル酸5部を用いた。
また、前記工程(II-1-3)に係るシェル部の製造に用いる単量体組成物において、スチレン20部の代わりにアクリロニトリル20部を用いた。
以上の事項以外は実施例II-1と同様にしてリチウムイオン二次電池を製造し評価した。
前記の第二群の実施例及び比較例の構成及び結果を、下記の表に示す。下記の表において、略称の意味は、以下の通りである。また、下記の表において、単量体の項において単量体の略称の隣に記載の数値は、その単量体の重量部を表す。
PE:ポリエチレン
PP:ポリプロピレン
PST:ポリスチレン
BA:ブチルアクリレート
AN:アクリロニトリル
MAA:メタクリル酸
NMA:N-メチロールアクリルアミド
AAm:アクリルアミド
EDMA:エチレンジメタクリレート
MMA:メタクリル酸メチル
2-EHA:2-エチルヘキシルアクリレート
ST:スチレン
Tg:ガラス転移温度
NaSS:スチレンスルホン酸のナトリウム塩
コアシェル比率:粒子状重合体の体積平均粒子径に対するシェル部の平均厚みの比率
被覆率:コア部の外表面がシェル部によって覆われる平均割合
MV:体積平均粒子径
KY-100G:セルロース繊維(ダイセル社製「セリッシュKY-100G」)
BiNFIs:セルロース繊維(スギノマシン社製「BiNFIs-セルロース」)
PVDF:ポリフッ化ビニリデン
















上述した第二群の実施例及び比較例から分かるように、本発明の接着剤は電解液中において接着性に優れる。さらに、接着剤が非導電性繊維を含むことにより、その接着剤を用いて形成された接着層は電解液中で膨れ難い。したがって、本発明の接着剤によれば、低温出力特性に優れたリチウムイオン二次電池を実現できる。
110 コア部
110S コア部の外表面
120 シェル部
Claims (9)
- リチウムイオン二次電池を構成する部材同士を接着するための接着剤であって、
前記接着剤が、粒子状重合体を含み、
前記粒子状重合体が、コア部と、前記コア部の外表面を部分的に覆うシェル部とを備えるコアシェル構造を有し、
前記コア部が、電解液に対する膨潤度が5倍以上30倍以下の重合体からなり、
前記シェル部が、電解液に対する膨潤度が1倍より大きく4倍以下の重合体からなる、リチウムイオン二次電池用接着剤。 - 前記コア部の重合体のガラス転移温度が、0℃以上150℃以下であり、
前記シェル部の重合体のガラス転移温度が、50℃以上200℃以下である、請求項1記載のリチウムイオン二次電池用接着剤。 - 前記シェル部が、電解液に対する膨潤度が1倍より大きく4倍以下の重合体の粒子により構成されている、請求項1又は2記載のリチウムイオン二次電池用接着剤。
- さらに非導電性繊維を含み、
前記非導電性繊維の繊維径が0.01μm以上1μm以下である、請求項1~3のいずれか一項に記載のリチウムイオン二次電池用接着剤。 - セパレータと電極とを接着するための接着剤である、請求項1~4のいずれか一項に記載のリチウムイオン二次電池用接着剤。
- セパレータ基材と接着層とを備え、
前記接着層が、粒子状重合体を含み、
前記粒子状重合体が、コア部と、前記コア部の外表面を部分的に覆うシェル部とを備えるコアシェル構造を有し、
前記コア部が、電解液に対する膨潤度が5倍以上30倍以下の重合体からなり、
前記シェル部が、電解液に対する膨潤度が1倍より大きく4倍以下の重合体からなる、リチウムイオン二次電池用セパレータ。 - 前記セパレータ基材の表面に設けられた多孔膜を更に備え、
前記多孔膜の表面に、前記接着層が設けられている、請求項6記載のリチウムイオン二次電池用セパレータ。 - 前記接着層が、さらに非導電性繊維を含み、
前記非導電性繊維の繊維径が0.01μm以上1μm以下である、請求項6又は7記載のリチウムイオン二次電池用セパレータ。 - 正極、負極、電解液、及び、セパレータを備えるリチウムイオン二次電池であって、
前記セパレータが請求項6~8のいずれか一項に記載のリチウムイオン二次電池用セパレータである、リチウムイオン二次電池。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201480033747.5A CN105324868B (zh) | 2013-07-10 | 2014-06-27 | 锂离子二次电池用粘接剂、锂离子二次电池用隔板、及锂离子二次电池 |
| JP2015526260A JP6436078B2 (ja) | 2013-07-10 | 2014-06-27 | リチウムイオン二次電池用接着剤、リチウムイオン二次電池用セパレータ、及びリチウムイオン二次電池 |
| KR1020157036054A KR102211534B1 (ko) | 2013-07-10 | 2014-06-27 | 리튬 이온 2 차 전지용 접착제, 리튬 이온 2 차 전지용 세퍼레이터, 및 리튬 이온 2 차 전지 |
| US14/900,741 US10141557B2 (en) | 2013-07-10 | 2014-06-27 | Adhesive for lithium ion secondary batteries, separator for lithium ion secondary batteries, and lithium ion secondary battery |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-144859 | 2013-07-10 | ||
| JP2013144859 | 2013-07-10 | ||
| JP2013-169194 | 2013-08-16 | ||
| JP2013169194 | 2013-08-16 | ||
| JP2013-246477 | 2013-11-28 | ||
| JP2013246477 | 2013-11-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015005145A1 true WO2015005145A1 (ja) | 2015-01-15 |
Family
ID=52279831
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/067200 Ceased WO2015005145A1 (ja) | 2013-07-10 | 2014-06-27 | リチウムイオン二次電池用接着剤、リチウムイオン二次電池用セパレータ、及びリチウムイオン二次電池 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10141557B2 (ja) |
| JP (1) | JP6436078B2 (ja) |
| KR (1) | KR102211534B1 (ja) |
| CN (1) | CN105324868B (ja) |
| WO (1) | WO2015005145A1 (ja) |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015107896A1 (ja) * | 2014-01-16 | 2015-07-23 | 日本ゼオン株式会社 | 二次電池電極用バインダー組成物、二次電池電極用スラリー組成物、二次電池用電極および二次電池 |
| WO2015198530A1 (ja) * | 2014-06-26 | 2015-12-30 | 日本ゼオン株式会社 | 非水系二次電池用積層体およびその製造方法、並びに、非水系二次電池 |
| WO2015198534A1 (ja) * | 2014-06-27 | 2015-12-30 | 日本ゼオン株式会社 | 非水系二次電池機能層用組成物、非水系二次電池用機能層および非水系二次電池 |
| WO2016017066A1 (ja) * | 2014-07-30 | 2016-02-04 | 日本ゼオン株式会社 | 非水系二次電池機能層用組成物、非水系二次電池用機能層付き基材、非水系二次電池用積層体の製造方法および非水系二次電池 |
| JP2016024866A (ja) * | 2014-07-16 | 2016-02-08 | 日本ゼオン株式会社 | 非水系二次電池多孔膜用複合粒子、非水系二次電池用多孔膜、非水系二次電池用電池部材、および非水系二次電池 |
| WO2016110894A1 (ja) * | 2015-01-09 | 2016-07-14 | 日本ゼオン株式会社 | 非水系二次電池用セパレータおよびその製造方法、並びに、非水系二次電池 |
| JP2016154108A (ja) * | 2015-02-20 | 2016-08-25 | 日本ゼオン株式会社 | 非水系二次電池機能層用バインダー組成物、非水系二次電池機能層用スラリー組成物、非水系二次電池用機能層、非水系二次電池およびその製造方法 |
| JPWO2015111663A1 (ja) * | 2014-01-27 | 2017-03-23 | 日本ゼオン株式会社 | リチウムイオン二次電池用電極及びリチウムイオン二次電池 |
| JP2017084651A (ja) * | 2015-10-29 | 2017-05-18 | 日本ゼオン株式会社 | 非水系二次電池接着層用組成物、非水系二次電池用接着層、及び非水系二次電池 |
| JP2017098203A (ja) * | 2015-11-27 | 2017-06-01 | 日本ゼオン株式会社 | 非水系二次電池接着層用組成物、非水系二次電池用接着層、及び非水系二次電池 |
| WO2017090242A1 (ja) * | 2015-11-27 | 2017-06-01 | 日本ゼオン株式会社 | 非水系二次電池接着層用組成物、非水系二次電池用接着層、及び非水系二次電池 |
| WO2017188055A1 (ja) * | 2016-04-28 | 2017-11-02 | Dic株式会社 | リチウムイオン二次電池バインダー用水性樹脂組成物、及びリチウムイオン二次電池用セパレータ |
| CN107431169A (zh) * | 2015-03-20 | 2017-12-01 | 日本瑞翁株式会社 | 非水系二次电池功能层用组合物、非水系二次电池用功能层以及非水系二次电池 |
| KR20180083339A (ko) * | 2015-11-30 | 2018-07-20 | 니폰 제온 가부시키가이샤 | 비수계 2차 전지 접착층용 조성물, 비수계 2차 전지용 접착층, 적층체 및 비수계 2차 전지 |
| KR20180083340A (ko) * | 2015-11-30 | 2018-07-20 | 니폰 제온 가부시키가이샤 | 비수계 2차 전지 접착층용 조성물, 비수계 2차 전지용 접착층 및 비수계 2차 전지 |
| CN108352531A (zh) * | 2015-11-19 | 2018-07-31 | 日本瑞翁株式会社 | 锂离子二次电池用电极 |
| US10177415B2 (en) * | 2014-09-29 | 2019-01-08 | Zeon Corporation | Adhesive composition for electrochemical device, adhesive layer for electrochemical device, and electrochemical device |
| WO2019131348A1 (ja) | 2017-12-27 | 2019-07-04 | 日本ゼオン株式会社 | 非水系二次電池機能層用組成物、非水系二次電池用電池部材、非水系二次電池用積層体の製造方法、および非水系二次電池 |
| WO2019221056A1 (ja) * | 2018-05-17 | 2019-11-21 | 日本ゼオン株式会社 | 非水系二次電池用スラリー、非水系二次電池用セパレータ、非水系二次電池用電極、非水系二次電池用積層体および非水系二次電池 |
| WO2020045246A1 (ja) * | 2018-08-29 | 2020-03-05 | 日本ゼオン株式会社 | 非水系二次電池接着層用組成物、非水系二次電池用電池部材およびその製造方法、並びに非水系二次電池用積層体の製造方法および非水系二次電池の製造方法 |
| CN111092188A (zh) * | 2018-10-23 | 2020-05-01 | Sk新技术株式会社 | 二次电池用隔膜以及使用其的电化学装置 |
| JP2021068651A (ja) * | 2019-10-25 | 2021-04-30 | ニチコン株式会社 | 巻回型二次電池およびその製造方法 |
| JPWO2020175025A1 (ja) * | 2019-02-26 | 2021-12-23 | 日本ゼオン株式会社 | 非水系二次電池機能層用スラリー組成物、非水系二次電池用セパレータおよび非水系二次電池 |
| JP2023543304A (ja) * | 2020-10-20 | 2023-10-13 | エルジー エナジー ソリューション リミテッド | セパレータ及びそれを含む電気化学素子 |
| WO2024180953A1 (ja) | 2023-02-27 | 2024-09-06 | 帝人株式会社 | 非水系二次電池用セパレータ及び非水系二次電池 |
Families Citing this family (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10249879B2 (en) | 2014-05-14 | 2019-04-02 | Zeon Corporation | Binder composition for secondary battery electrode-use, slurry composition for secondary battery electrode-use, electrode for secondary battery-use and production method therefor, and secondary battery |
| PL3457456T3 (pl) * | 2016-05-10 | 2022-10-03 | Zeon Corporation | Kompozycja dla warstwy funkcjonalnej niewodnej baterii akumulatorowej, warstwa funkcjonalna dla niewodnej baterii akumulatorowej i niewodna bateria akumulatorowa |
| WO2018027652A1 (zh) * | 2016-08-10 | 2018-02-15 | 东莞新能源科技有限公司 | 隔膜、制备方法及电化储能装置 |
| WO2018096975A1 (ja) * | 2016-11-24 | 2018-05-31 | 日本ゼオン株式会社 | 非水系二次電池機能層用組成物、非水系二次電池用機能層および非水系二次電池 |
| WO2018180811A1 (ja) * | 2017-03-31 | 2018-10-04 | 日本ゼオン株式会社 | 非水系二次電池接着層用スラリー組成物、製造方法及び用途 |
| EP3678223A4 (en) * | 2017-08-31 | 2021-03-24 | Zeon Corporation | COMPOSITION FOR FUNCTIONAL LAYER OF ELECTROCHEMICAL ELEMENT, FUNCTIONAL LAYER OF ELECTROCHEMICAL ELEMENT, AND ELECTROCHEMICAL ELEMENT |
| CN111630698A (zh) * | 2017-12-18 | 2020-09-04 | 三星Sdi株式会社 | 终止带及包括其的二次电池 |
| EP3734697A4 (en) | 2017-12-27 | 2021-12-15 | Zeon Corporation | COMPOSITION FOR FUNCTIONAL LAYERS OF NON-AQUEOUS ACCUMULATORS, BATTERY ORGAN FOR NON-AQUEOUS ACCUMULATORS, PROCESS FOR THE PRODUCTION OF LAMINATE FOR NON-AQUEOUS ACCUMULATORS, AND NON-AQUEOUS ACCUMULATOR |
| CN108598486B (zh) * | 2018-05-10 | 2021-08-24 | 李强 | 锂离子电池水性粘合剂及其制备方法 |
| EP3675230A4 (en) * | 2018-05-15 | 2020-12-30 | Lg Chem, Ltd. | MICROCAPSULES, POROUS SEPARATOR CONTAINING THEM AND ELECTROCHEMICAL DEVICE CONTAINING THEM |
| CN112074987B (zh) * | 2018-05-17 | 2024-01-26 | 日本碍子株式会社 | 锂二次电池 |
| KR102647260B1 (ko) | 2018-07-02 | 2024-03-13 | 에스케이이노베이션 주식회사 | 이차전지용 복합 분리막 |
| KR20200032542A (ko) | 2018-09-18 | 2020-03-26 | 삼성에스디아이 주식회사 | 리튬 이차 전지용 분리막 및 이를 포함하는 리튬 이차 전지 |
| KR102307978B1 (ko) | 2018-12-20 | 2021-09-30 | 삼성에스디아이 주식회사 | 리튬 이차 전지용 분리막 및 이를 포함하는 리튬 이차 전지 |
| KR102312278B1 (ko) | 2018-12-21 | 2021-10-12 | 삼성에스디아이 주식회사 | 리튬 이차 전지용 분리막 및 이를 포함하는 리튬 이차 전지 |
| KR102306447B1 (ko) | 2018-12-26 | 2021-09-28 | 삼성에스디아이 주식회사 | 리튬 이차 전지용 분리막 및 이를 포함하는 리튬 이차 전지 |
| KR102312280B1 (ko) | 2018-12-26 | 2021-10-12 | 삼성에스디아이 주식회사 | 리튬 이차 전지용 분리막 및 이를 포함하는 리튬 이차 전지 |
| KR102306446B1 (ko) * | 2018-12-28 | 2021-09-28 | 삼성에스디아이 주식회사 | 리튬 이차 전지용 분리막 및 이를 포함하는 리튬 이차 전지 |
| KR102342671B1 (ko) * | 2019-01-04 | 2021-12-22 | 삼성에스디아이 주식회사 | 리튬 이차 전지용 분리막 및 이를 포함하는 리튬 이차 전지 |
| KR102342669B1 (ko) * | 2019-01-16 | 2021-12-22 | 삼성에스디아이 주식회사 | 리튬 이차 전지용 분리막 및 이를 포함하는 리튬 이차 전지 |
| CN109786749B (zh) | 2019-02-18 | 2021-03-30 | 珠海冠宇电池股份有限公司 | 一种交联sbr微球粘结剂及制备方法及含有该粘结剂的锂离子电池 |
| KR102416526B1 (ko) | 2019-06-07 | 2022-07-01 | 삼성에스디아이 주식회사 | 리튬 이차 전지용 분리막 및 이를 포함하는 리튬 이차 전지 |
| US12191494B2 (en) * | 2019-06-28 | 2025-01-07 | Zeon Corporation | Composite particles for electrochemical device and method of producing same, binder composition for electrochemical device functional layer and method of producing same, conductive material paste for electrode mixed material layer and method of producing same, slurry for electrode mixed material layer, electrode for electrochemical device, and electrochemical device |
| US20220247015A1 (en) * | 2019-07-12 | 2022-08-04 | Ampcera Inc. | Interally heatable battery, internally heatable battery system, internally heatable battery method, and electric vehicle comprising the same |
| WO2021106589A1 (ja) * | 2019-11-27 | 2021-06-03 | Dic株式会社 | リチウムイオン二次電池バインダー用水性樹脂組成物、及びリチウムイオン二次電池用セパレータ |
| CN111063891B (zh) * | 2019-12-23 | 2022-08-30 | 浙江中科立德新材料有限公司 | 水性导电粘结剂的制备方法 |
| JP2021103683A (ja) | 2019-12-25 | 2021-07-15 | 旭化成株式会社 | 非水系二次電池用重合体組成物、及び非水系二次電池 |
| JP7511343B2 (ja) * | 2019-12-25 | 2024-07-05 | 旭化成株式会社 | 非水系二次電池用重合体組成物及び非水系二次電池 |
| CN113036133A (zh) * | 2019-12-25 | 2021-06-25 | 旭化成株式会社 | 非水系二次电池用聚合物组合物、以及非水系二次电池 |
| JP7707925B2 (ja) * | 2020-01-31 | 2025-07-15 | 日本ゼオン株式会社 | 二次電池用積層体及び二次電池 |
| KR102629464B1 (ko) * | 2020-04-13 | 2024-01-25 | 삼성에스디아이 주식회사 | 세퍼레이터 및 이를 채용한 리튬 전지 |
| US20230145168A1 (en) * | 2020-04-17 | 2023-05-11 | Mitsui Chemicals, Inc. | Ingredient for secondary cell separator coating material, secondary cell separator coating material, secondary cell separator, method for producing secondary cell separator, and secondary cell |
| WO2022067709A1 (zh) * | 2020-09-30 | 2022-04-07 | 宁德新能源科技有限公司 | 复合粘结剂和包含其的电化学装置及电子装置 |
| US20240120617A1 (en) * | 2021-03-30 | 2024-04-11 | Zeon Corporation | Composition for non-aqueous secondary battery adhesive layer, adhesive layer for non-aqueous secondary battery and method for producing the same, laminate for non-aqueous secondary battery and method for producing the same, and non-aqueous secondary battery |
| CN113675531A (zh) * | 2021-07-13 | 2021-11-19 | 宁德新能源科技有限公司 | 隔离膜、锂离子电芯及用电装置 |
| CN117642920A (zh) * | 2021-08-31 | 2024-03-01 | 日本瑞翁株式会社 | 非水系二次电池黏合层用组合物、非水系二次电池用黏合层及其制造方法、非水系二次电池用层叠体及其制造方法、以及非水系二次电池 |
| CN116565107A (zh) * | 2022-01-27 | 2023-08-08 | 宁德时代新能源科技股份有限公司 | 负极极片、二次电池、电池模块、电池包及用电装置 |
| CN116535576B (zh) * | 2023-05-04 | 2025-12-02 | 浙江研一新能源科技有限公司 | 一种聚合物粘结剂及制备方法、陶瓷隔膜涂覆浆料、陶瓷隔膜和电池 |
| CN116565293A (zh) * | 2023-07-06 | 2023-08-08 | 宁德新能源科技有限公司 | 一种电化学装置及电子装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002050405A (ja) * | 2000-08-04 | 2002-02-15 | Hitachi Maxell Ltd | ポリマー電解質電池 |
| JP2006092847A (ja) * | 2004-09-22 | 2006-04-06 | Nitto Denko Corp | 電池用セパレータのための反応性ポリマー担持多孔質フィルムとこれを用いる電池の製造方法 |
| WO2011001848A1 (ja) * | 2009-06-30 | 2011-01-06 | 日本ゼオン株式会社 | 二次電池用電極及び二次電池 |
| WO2013080946A1 (ja) * | 2011-11-29 | 2013-06-06 | 日立マクセル株式会社 | 非水電解液電池用セパレータおよびそれを用いた非水電解液電池 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4281118B2 (ja) | 1997-11-14 | 2009-06-17 | 日本ゼオン株式会社 | 電池用バインダー組成物、電池電極用スラリー、リチウム二次電池用電極およびリチウム二次電池 |
| JP4602254B2 (ja) | 2003-09-18 | 2010-12-22 | パナソニック株式会社 | リチウムイオン二次電池 |
| JP3637351B2 (ja) | 2004-09-07 | 2005-04-13 | 松下電器産業株式会社 | 非水電解質二次電池 |
| JP5010817B2 (ja) | 2005-08-25 | 2012-08-29 | 日東電工株式会社 | 電池用セパレータのための接着剤担持多孔質フイルムとそれを用いる電池の製造方法 |
| TW200740913A (en) | 2006-02-02 | 2007-11-01 | Jsr Corp | Polymer composition, paste for secondary battery electrode, and secondary battery electrode |
| CN100447170C (zh) * | 2006-06-01 | 2008-12-31 | 北京化工大学 | 一种提高丙烯酸酯核/壳结构乳胶粒子接枝效率的方法 |
| JP5259373B2 (ja) | 2008-12-19 | 2013-08-07 | 日本エイアンドエル株式会社 | 非水電解液二次電池電極用バインダー |
| JP2010219335A (ja) | 2009-03-17 | 2010-09-30 | Tomoegawa Paper Co Ltd | 蓄電デバイス用セパレータ及びその製造方法 |
| WO2011040474A1 (ja) | 2009-09-30 | 2011-04-07 | 日本ゼオン株式会社 | 二次電池用多孔膜及び二次電池 |
| KR20120094003A (ko) | 2009-12-03 | 2012-08-23 | 제온 코포레이션 | 전기 화학 소자용 바인더 입자 |
| JP5570393B2 (ja) | 2010-11-11 | 2014-08-13 | 東洋化学株式会社 | 電極用バインダー |
| JP5708301B2 (ja) | 2011-06-28 | 2015-04-30 | 日本ゼオン株式会社 | 二次電池用負極、二次電池、負極用スラリー組成物及び二次電池用負極の製造方法 |
| WO2013042720A1 (ja) | 2011-09-20 | 2013-03-28 | 日産化学工業株式会社 | セルロースファイバーをバインダーとして含有するリチウム二次電池電極形成用スラリー組成物及びリチウム二次電池用電極 |
| CN102659990B (zh) * | 2012-05-02 | 2013-08-14 | 西北工业大学 | 聚合物包覆颜料粒子形成具有稳定分散性的颜料/聚合物核壳结构复合颗粒的制备方法 |
| US9647255B2 (en) | 2012-12-21 | 2017-05-09 | Amogreentech Co., Ltd. | Porous separation membrane, secondary battery using same, and method for manufacturing said secondary battery |
-
2014
- 2014-06-27 CN CN201480033747.5A patent/CN105324868B/zh active Active
- 2014-06-27 KR KR1020157036054A patent/KR102211534B1/ko active Active
- 2014-06-27 JP JP2015526260A patent/JP6436078B2/ja active Active
- 2014-06-27 WO PCT/JP2014/067200 patent/WO2015005145A1/ja not_active Ceased
- 2014-06-27 US US14/900,741 patent/US10141557B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002050405A (ja) * | 2000-08-04 | 2002-02-15 | Hitachi Maxell Ltd | ポリマー電解質電池 |
| JP2006092847A (ja) * | 2004-09-22 | 2006-04-06 | Nitto Denko Corp | 電池用セパレータのための反応性ポリマー担持多孔質フィルムとこれを用いる電池の製造方法 |
| WO2011001848A1 (ja) * | 2009-06-30 | 2011-01-06 | 日本ゼオン株式会社 | 二次電池用電極及び二次電池 |
| WO2013080946A1 (ja) * | 2011-11-29 | 2013-06-06 | 日立マクセル株式会社 | 非水電解液電池用セパレータおよびそれを用いた非水電解液電池 |
Cited By (60)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2015107896A1 (ja) * | 2014-01-16 | 2017-03-23 | 日本ゼオン株式会社 | 二次電池電極用バインダー組成物、二次電池電極用スラリー組成物、二次電池用電極および二次電池 |
| WO2015107896A1 (ja) * | 2014-01-16 | 2015-07-23 | 日本ゼオン株式会社 | 二次電池電極用バインダー組成物、二次電池電極用スラリー組成物、二次電池用電極および二次電池 |
| JPWO2015111663A1 (ja) * | 2014-01-27 | 2017-03-23 | 日本ゼオン株式会社 | リチウムイオン二次電池用電極及びリチウムイオン二次電池 |
| WO2015198530A1 (ja) * | 2014-06-26 | 2015-12-30 | 日本ゼオン株式会社 | 非水系二次電池用積層体およびその製造方法、並びに、非水系二次電池 |
| WO2015198534A1 (ja) * | 2014-06-27 | 2015-12-30 | 日本ゼオン株式会社 | 非水系二次電池機能層用組成物、非水系二次電池用機能層および非水系二次電池 |
| JPWO2015198534A1 (ja) * | 2014-06-27 | 2017-04-20 | 日本ゼオン株式会社 | 非水系二次電池機能層用組成物、非水系二次電池用機能層および非水系二次電池 |
| JP2016024866A (ja) * | 2014-07-16 | 2016-02-08 | 日本ゼオン株式会社 | 非水系二次電池多孔膜用複合粒子、非水系二次電池用多孔膜、非水系二次電池用電池部材、および非水系二次電池 |
| JPWO2016017066A1 (ja) * | 2014-07-30 | 2017-04-27 | 日本ゼオン株式会社 | 非水系二次電池機能層用組成物、非水系二次電池用機能層付き基材、非水系二次電池用積層体の製造方法および非水系二次電池 |
| US10177362B2 (en) | 2014-07-30 | 2019-01-08 | Zeon Corporation | Composition for non-aqueous secondary battery functional layer, functional layer-equipped substrate for non-aqueous secondary battery, method for producing laminate for non-aqueous secondary battery, and non-aqueous secondary battery |
| EP3176855A4 (en) * | 2014-07-30 | 2018-01-03 | Zeon Corporation | Composition for nonaqueous secondary battery function layers, base with function layer for nonaqueous secondary batteries, method for producing laminate for nonaqueous secondary batteries, and nonaqueous secondary battery |
| WO2016017066A1 (ja) * | 2014-07-30 | 2016-02-04 | 日本ゼオン株式会社 | 非水系二次電池機能層用組成物、非水系二次電池用機能層付き基材、非水系二次電池用積層体の製造方法および非水系二次電池 |
| US10177415B2 (en) * | 2014-09-29 | 2019-01-08 | Zeon Corporation | Adhesive composition for electrochemical device, adhesive layer for electrochemical device, and electrochemical device |
| WO2016110894A1 (ja) * | 2015-01-09 | 2016-07-14 | 日本ゼオン株式会社 | 非水系二次電池用セパレータおよびその製造方法、並びに、非水系二次電池 |
| JP2016154108A (ja) * | 2015-02-20 | 2016-08-25 | 日本ゼオン株式会社 | 非水系二次電池機能層用バインダー組成物、非水系二次電池機能層用スラリー組成物、非水系二次電池用機能層、非水系二次電池およびその製造方法 |
| US11289739B2 (en) | 2015-03-20 | 2022-03-29 | Zeon Corporation | Composition for non-aqueous secondary battery functional layer, non-aqueous secondary battery functional layer, and non-aqueous secondary battery |
| CN107431169A (zh) * | 2015-03-20 | 2017-12-01 | 日本瑞翁株式会社 | 非水系二次电池功能层用组合物、非水系二次电池用功能层以及非水系二次电池 |
| EP3273506A4 (en) * | 2015-03-20 | 2018-09-05 | Zeon Corporation | Composition for nonaqueous secondary battery function layers, function layer for nonaqueous secondary batteries, and nonaqueous secondary battery |
| JP2017084651A (ja) * | 2015-10-29 | 2017-05-18 | 日本ゼオン株式会社 | 非水系二次電池接着層用組成物、非水系二次電池用接着層、及び非水系二次電池 |
| CN108352531A (zh) * | 2015-11-19 | 2018-07-31 | 日本瑞翁株式会社 | 锂离子二次电池用电极 |
| JP2017098203A (ja) * | 2015-11-27 | 2017-06-01 | 日本ゼオン株式会社 | 非水系二次電池接着層用組成物、非水系二次電池用接着層、及び非水系二次電池 |
| KR102613891B1 (ko) * | 2015-11-27 | 2023-12-13 | 니폰 제온 가부시키가이샤 | 비수계 2차 전지 접착층용 조성물, 비수계 2차 전지용 접착층, 및 비수계 2차 전지 |
| KR20180083333A (ko) * | 2015-11-27 | 2018-07-20 | 니폰 제온 가부시키가이샤 | 비수계 2차 전지 접착층용 조성물, 비수계 2차 전지용 접착층, 및 비수계 2차 전지 |
| US10615379B2 (en) | 2015-11-27 | 2020-04-07 | Zeon Corporation | Composition for non-aqueous secondary battery adhesive layer, adhesive layer for non-aqueous secondary battery, and non-aqueous secondary battery |
| WO2017090242A1 (ja) * | 2015-11-27 | 2017-06-01 | 日本ゼオン株式会社 | 非水系二次電池接着層用組成物、非水系二次電池用接着層、及び非水系二次電池 |
| KR20180083339A (ko) * | 2015-11-30 | 2018-07-20 | 니폰 제온 가부시키가이샤 | 비수계 2차 전지 접착층용 조성물, 비수계 2차 전지용 접착층, 적층체 및 비수계 2차 전지 |
| KR102551091B1 (ko) * | 2015-11-30 | 2023-07-03 | 니폰 제온 가부시키가이샤 | 비수계 2차 전지 접착층용 조성물, 비수계 2차 전지용 접착층 및 비수계 2차 전지 |
| JPWO2017094250A1 (ja) * | 2015-11-30 | 2018-09-13 | 日本ゼオン株式会社 | 非水系二次電池接着層用組成物、非水系二次電池用接着層および非水系二次電池 |
| US11319391B2 (en) | 2015-11-30 | 2022-05-03 | Zeon Corporation | Composition for non-aqueous secondary battery adhesive layer, non-aqueous secondary battery adhesive layer, laminate, and non-aqueous secondary battery |
| KR102551090B1 (ko) * | 2015-11-30 | 2023-07-03 | 니폰 제온 가부시키가이샤 | 비수계 2차 전지 접착층용 조성물, 비수계 2차 전지용 접착층, 적층체 및 비수계 2차 전지 |
| KR20180083340A (ko) * | 2015-11-30 | 2018-07-20 | 니폰 제온 가부시키가이샤 | 비수계 2차 전지 접착층용 조성물, 비수계 2차 전지용 접착층 및 비수계 2차 전지 |
| JP7003663B2 (ja) | 2015-11-30 | 2022-01-20 | 日本ゼオン株式会社 | 非水系二次電池接着層用組成物、非水系二次電池用接着層および非水系二次電池 |
| JPWO2017094252A1 (ja) * | 2015-11-30 | 2018-09-13 | 日本ゼオン株式会社 | 非水系二次電池接着層用組成物、非水系二次電池用接着層、積層体および非水系二次電池 |
| JPWO2017188055A1 (ja) * | 2016-04-28 | 2018-05-24 | Dic株式会社 | リチウムイオン二次電池バインダー用水性樹脂組成物、及びリチウムイオン二次電池用セパレータ |
| WO2017188055A1 (ja) * | 2016-04-28 | 2017-11-02 | Dic株式会社 | リチウムイオン二次電池バインダー用水性樹脂組成物、及びリチウムイオン二次電池用セパレータ |
| KR20200102427A (ko) | 2017-12-27 | 2020-08-31 | 니폰 제온 가부시키가이샤 | 비수계 이차 전지 기능층용 조성물, 비수계 이차 전지용 전지 부재, 비수계 이차 전지용 적층체의 제조 방법, 및 비수계 이차 전지 |
| KR20250095755A (ko) | 2017-12-27 | 2025-06-26 | 니폰 제온 가부시키가이샤 | 비수계 이차 전지 기능층용 조성물, 비수계 이차 전지용 전지 부재, 비수계 이차 전지용 적층체의 제조 방법, 및 비수계 이차 전지 |
| US11637327B2 (en) | 2017-12-27 | 2023-04-25 | Zeon Corporation | Composition for non-aqueous secondary battery functional layer, battery component for non-aqueous secondary battery, method of producing laminate for non-aqueous secondary battery, and non-aqueous secondary battery |
| WO2019131348A1 (ja) | 2017-12-27 | 2019-07-04 | 日本ゼオン株式会社 | 非水系二次電池機能層用組成物、非水系二次電池用電池部材、非水系二次電池用積層体の製造方法、および非水系二次電池 |
| JP7363777B2 (ja) | 2018-05-17 | 2023-10-18 | 日本ゼオン株式会社 | 非水系二次電池用スラリー、非水系二次電池用セパレータ、非水系二次電池用電極、非水系二次電池用積層体および非水系二次電池 |
| JPWO2019221056A1 (ja) * | 2018-05-17 | 2021-05-27 | 日本ゼオン株式会社 | 非水系二次電池用スラリー、非水系二次電池用セパレータ、非水系二次電池用電極、非水系二次電池用積層体および非水系二次電池 |
| WO2019221056A1 (ja) * | 2018-05-17 | 2019-11-21 | 日本ゼオン株式会社 | 非水系二次電池用スラリー、非水系二次電池用セパレータ、非水系二次電池用電極、非水系二次電池用積層体および非水系二次電池 |
| CN112088446A (zh) * | 2018-05-17 | 2020-12-15 | 日本瑞翁株式会社 | 非水系二次电池用浆料、非水系二次电池用间隔件、非水系二次电池用电极、非水系二次电池用层叠体以及非水系二次电池 |
| US12322804B2 (en) | 2018-05-17 | 2025-06-03 | Zeon Corporation | Slurry for non-aqueous secondary battery, separator for non-aqueous secondary battery, electrode for non-aqueous secondary battery, laminate for non-aqueous secondary battery, and non-aqueous secondary battery |
| JPWO2020045246A1 (ja) * | 2018-08-29 | 2021-08-12 | 日本ゼオン株式会社 | 非水系二次電池接着層用組成物、非水系二次電池用電池部材およびその製造方法、並びに非水系二次電池用積層体の製造方法および非水系二次電池の製造方法 |
| JP7583612B2 (ja) | 2018-08-29 | 2024-11-14 | 日本ゼオン株式会社 | 非水系二次電池接着層用組成物、非水系二次電池用電池部材およびその製造方法、並びに非水系二次電池用積層体の製造方法および非水系二次電池の製造方法 |
| US11811087B2 (en) | 2018-08-29 | 2023-11-07 | Zeon Corporation | Composition for non-aqueous secondary battery adhesive layer, battery member for non-aqueous secondary battery and method of producing same, method of producing laminate for non-aqueous secondary battery, and method of producing non-aqueous secondary battery |
| WO2020045246A1 (ja) * | 2018-08-29 | 2020-03-05 | 日本ゼオン株式会社 | 非水系二次電池接着層用組成物、非水系二次電池用電池部材およびその製造方法、並びに非水系二次電池用積層体の製造方法および非水系二次電池の製造方法 |
| CN111092188B (zh) * | 2018-10-23 | 2023-06-02 | Sk新技术株式会社 | 二次电池用隔膜以及使用其的电化学装置 |
| CN111092188A (zh) * | 2018-10-23 | 2020-05-01 | Sk新技术株式会社 | 二次电池用隔膜以及使用其的电化学装置 |
| JP7552578B2 (ja) | 2019-02-26 | 2024-09-18 | 日本ゼオン株式会社 | 非水系二次電池機能層用スラリー組成物、非水系二次電池用セパレータおよび非水系二次電池 |
| JPWO2020175025A1 (ja) * | 2019-02-26 | 2021-12-23 | 日本ゼオン株式会社 | 非水系二次電池機能層用スラリー組成物、非水系二次電池用セパレータおよび非水系二次電池 |
| JP2023174821A (ja) * | 2019-10-25 | 2023-12-08 | ニチコン株式会社 | 巻回型二次電池およびその製造方法 |
| JP7370808B2 (ja) | 2019-10-25 | 2023-10-30 | ニチコン株式会社 | 巻回型二次電池およびその製造方法 |
| JP7654042B2 (ja) | 2019-10-25 | 2025-03-31 | ニチコン株式会社 | 巻回型二次電池およびその製造方法 |
| JP2021068651A (ja) * | 2019-10-25 | 2021-04-30 | ニチコン株式会社 | 巻回型二次電池およびその製造方法 |
| JP7612849B2 (ja) | 2020-10-20 | 2025-01-14 | エルジー エナジー ソリューション リミテッド | セパレータ及びそれを含む電気化学素子 |
| JP2023543304A (ja) * | 2020-10-20 | 2023-10-13 | エルジー エナジー ソリューション リミテッド | セパレータ及びそれを含む電気化学素子 |
| WO2024180953A1 (ja) | 2023-02-27 | 2024-09-06 | 帝人株式会社 | 非水系二次電池用セパレータ及び非水系二次電池 |
| KR20250136872A (ko) | 2023-02-27 | 2025-09-16 | 데이진 가부시키가이샤 | 비수계 이차 전지용 세퍼레이터 및 비수계 이차 전지 |
| EP4675822A1 (en) | 2023-02-27 | 2026-01-07 | Teijin Limited | Separator for nonaqueous secondary battery, and nonaqueous secondary battery |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6436078B2 (ja) | 2018-12-12 |
| US10141557B2 (en) | 2018-11-27 |
| JPWO2015005145A1 (ja) | 2017-03-02 |
| KR20160030891A (ko) | 2016-03-21 |
| US20160141581A1 (en) | 2016-05-19 |
| KR102211534B1 (ko) | 2021-02-02 |
| CN105324868B (zh) | 2018-06-05 |
| CN105324868A (zh) | 2016-02-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6436078B2 (ja) | リチウムイオン二次電池用接着剤、リチウムイオン二次電池用セパレータ、及びリチウムイオン二次電池 | |
| JP6436079B2 (ja) | リチウムイオン二次電池用多孔膜組成物、リチウムイオン二次電池用セパレータ、リチウムイオン二次電池用電極、及びリチウムイオン二次電池 | |
| JP6311269B2 (ja) | リチウムイオン二次電池用接着剤、リチウムイオン二次電池用セパレータ及びリチウムイオン二次電池 | |
| JP6409782B2 (ja) | リチウムイオン二次電池のバインダー用の粒子状重合体、接着層及び多孔膜組成物 | |
| JP6171680B2 (ja) | リチウムイオン二次電池用多孔膜組成物、リチウムイオン二次電池用セパレータ、リチウムイオン二次電池用電極、及びリチウムイオン二次電池 | |
| JP2015028842A (ja) | リチウムイオン二次電池用接着剤、リチウムイオン二次電池用セパレータ、及びリチウムイオン二次電池 | |
| KR20170039620A (ko) | 비수계 이차 전지 기능층용 조성물, 비수계 이차 전지용 기능층을 갖는 기재, 비수계 이차 전지용 적층체의 제조 방법 및 비수계 이차 전지 | |
| JP6135396B2 (ja) | リチウムイオン二次電池用セパレータ、及びリチウムイオン二次電池 | |
| JP6327251B2 (ja) | リチウムイオン二次電池用多孔膜スラリー組成物、リチウムイオン二次電池用セパレーター、リチウムイオン二次電池用電極及びリチウムイオン二次電池 | |
| KR102493659B1 (ko) | 비수계 2차 전지 기능층용 조성물, 비수계 2차 전지용 기능층 및 비수계 2차 전지 | |
| KR20170102876A (ko) | 비수계 이차 전지용 세퍼레이터 및 그 제조 방법, 그리고, 비수계 이차 전지 | |
| JP6547630B2 (ja) | リチウムイオン二次電池用電極及びリチウムイオン二次電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201480033747.5 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14822986 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2015526260 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20157036054 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14900741 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 14822986 Country of ref document: EP Kind code of ref document: A1 |