RU2503548C2 - Отверждаемая уф излучением переводная пленка, способ ее получения и применение - Google Patents
Отверждаемая уф излучением переводная пленка, способ ее получения и применение Download PDFInfo
- Publication number
- RU2503548C2 RU2503548C2 RU2011146086/12A RU2011146086A RU2503548C2 RU 2503548 C2 RU2503548 C2 RU 2503548C2 RU 2011146086/12 A RU2011146086/12 A RU 2011146086/12A RU 2011146086 A RU2011146086 A RU 2011146086A RU 2503548 C2 RU2503548 C2 RU 2503548C2
- Authority
- RU
- Russia
- Prior art keywords
- curable
- layer
- transfer film
- acrylate
- ink
- Prior art date
Links
- 230000005855 radiation Effects 0.000 title claims abstract description 84
- 238000000034 method Methods 0.000 title claims abstract description 16
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 11
- 239000010410 layer Substances 0.000 claims abstract description 211
- 238000007639 printing Methods 0.000 claims abstract description 112
- 239000003795 chemical substances by application Substances 0.000 claims abstract description 91
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 claims abstract description 87
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 claims abstract description 63
- 239000000758 substrate Substances 0.000 claims abstract description 63
- 239000000203 mixture Substances 0.000 claims abstract description 56
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 claims abstract description 42
- 239000011241 protective layer Substances 0.000 claims abstract description 32
- 239000000178 monomer Substances 0.000 claims abstract description 24
- 230000000694 effects Effects 0.000 claims abstract description 15
- 229920002545 silicone oil Polymers 0.000 claims abstract description 9
- 229920002678 cellulose Polymers 0.000 claims abstract description 5
- 239000001913 cellulose Substances 0.000 claims abstract description 5
- 238000001723 curing Methods 0.000 claims description 76
- 239000003973 paint Substances 0.000 claims description 71
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 claims description 48
- 239000011737 fluorine Substances 0.000 claims description 48
- 229910052731 fluorine Inorganic materials 0.000 claims description 48
- 239000011230 binding agent Substances 0.000 claims description 43
- 238000003848 UV Light-Curing Methods 0.000 claims description 40
- -1 polypropylene Polymers 0.000 claims description 39
- 239000000654 additive Substances 0.000 claims description 37
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 34
- 230000001681 protective effect Effects 0.000 claims description 30
- 239000012956 1-hydroxycyclohexylphenyl-ketone Substances 0.000 claims description 26
- 230000000996 additive effect Effects 0.000 claims description 26
- MQDJYUACMFCOFT-UHFFFAOYSA-N bis[2-(1-hydroxycyclohexyl)phenyl]methanone Chemical compound C=1C=CC=C(C(=O)C=2C(=CC=CC=2)C2(O)CCCCC2)C=1C1(O)CCCCC1 MQDJYUACMFCOFT-UHFFFAOYSA-N 0.000 claims description 26
- CSCPPACGZOOCGX-UHFFFAOYSA-N acetone Substances CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 claims description 25
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 claims description 24
- 229910052753 mercury Inorganic materials 0.000 claims description 24
- 229920002635 polyurethane Polymers 0.000 claims description 24
- 239000004814 polyurethane Substances 0.000 claims description 24
- 238000009281 ultraviolet germicidal irradiation Methods 0.000 claims description 24
- 229910001507 metal halide Inorganic materials 0.000 claims description 22
- 150000005309 metal halides Chemical class 0.000 claims description 22
- KCTAWXVAICEBSD-UHFFFAOYSA-N prop-2-enoyloxy prop-2-eneperoxoate Chemical compound C=CC(=O)OOOC(=O)C=C KCTAWXVAICEBSD-UHFFFAOYSA-N 0.000 claims description 21
- 238000009827 uniform distribution Methods 0.000 claims description 21
- YTLYLLTVENPWFT-UPHRSURJSA-N (Z)-3-aminoacrylic acid Chemical compound N\C=C/C(O)=O YTLYLLTVENPWFT-UPHRSURJSA-N 0.000 claims description 19
- 229920001577 copolymer Polymers 0.000 claims description 18
- 239000000945 filler Substances 0.000 claims description 17
- 229910052742 iron Inorganic materials 0.000 claims description 17
- 239000002023 wood Substances 0.000 claims description 17
- 229910052751 metal Inorganic materials 0.000 claims description 16
- 239000002184 metal Substances 0.000 claims description 16
- VFHVQBAGLAREND-UHFFFAOYSA-N diphenylphosphoryl-(2,4,6-trimethylphenyl)methanone Chemical compound CC1=CC(C)=CC(C)=C1C(=O)P(=O)(C=1C=CC=CC=1)C1=CC=CC=C1 VFHVQBAGLAREND-UHFFFAOYSA-N 0.000 claims description 15
- 239000002966 varnish Substances 0.000 claims description 15
- FSDNTQSJGHSJBG-UHFFFAOYSA-N piperidine-4-carbonitrile Chemical compound N#CC1CCNCC1 FSDNTQSJGHSJBG-UHFFFAOYSA-N 0.000 claims description 14
- 239000004743 Polypropylene Substances 0.000 claims description 13
- 229920001155 polypropylene Polymers 0.000 claims description 13
- 229920006122 polyamide resin Polymers 0.000 claims description 12
- JZEXORLUKMQOFA-UHFFFAOYSA-N 2-(1-ethoxyethyl)-2-(hydroxymethyl)propane-1,3-diol prop-2-enoic acid Chemical compound OC(=O)C=C.OC(=O)C=C.OC(=O)C=C.CCOC(C)C(CO)(CO)CO JZEXORLUKMQOFA-UHFFFAOYSA-N 0.000 claims description 10
- KWOLFJPFCHCOCG-UHFFFAOYSA-N Acetophenone Chemical compound CC(=O)C1=CC=CC=C1 KWOLFJPFCHCOCG-UHFFFAOYSA-N 0.000 claims description 10
- 238000010438 heat treatment Methods 0.000 claims description 10
- 239000001038 titanium pigment Substances 0.000 claims description 10
- 239000001993 wax Substances 0.000 claims description 10
- MPIAGWXWVAHQBB-UHFFFAOYSA-N [3-prop-2-enoyloxy-2-[[3-prop-2-enoyloxy-2,2-bis(prop-2-enoyloxymethyl)propoxy]methyl]-2-(prop-2-enoyloxymethyl)propyl] prop-2-enoate Chemical compound C=CC(=O)OCC(COC(=O)C=C)(COC(=O)C=C)COCC(COC(=O)C=C)(COC(=O)C=C)COC(=O)C=C MPIAGWXWVAHQBB-UHFFFAOYSA-N 0.000 claims description 9
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 claims description 8
- HVVWZTWDBSEWIH-UHFFFAOYSA-N [2-(hydroxymethyl)-3-prop-2-enoyloxy-2-(prop-2-enoyloxymethyl)propyl] prop-2-enoate Chemical compound C=CC(=O)OCC(CO)(COC(=O)C=C)COC(=O)C=C HVVWZTWDBSEWIH-UHFFFAOYSA-N 0.000 claims description 8
- 229920000728 polyester Polymers 0.000 claims description 8
- ZDQNWDNMNKSMHI-UHFFFAOYSA-N 1-[2-(2-prop-2-enoyloxypropoxy)propoxy]propan-2-yl prop-2-enoate Chemical compound C=CC(=O)OC(C)COC(C)COCC(C)OC(=O)C=C ZDQNWDNMNKSMHI-UHFFFAOYSA-N 0.000 claims description 7
- 239000004568 cement Substances 0.000 claims description 7
- 239000006224 matting agent Substances 0.000 claims description 7
- 229920000609 methyl cellulose Polymers 0.000 claims description 7
- 239000001923 methylcellulose Substances 0.000 claims description 7
- 235000010981 methylcellulose Nutrition 0.000 claims description 7
- 239000000049 pigment Substances 0.000 claims description 7
- 239000011347 resin Substances 0.000 claims description 7
- 229920005989 resin Polymers 0.000 claims description 7
- 229920002818 (Hydroxyethyl)methacrylate Polymers 0.000 claims description 6
- WOBHKFSMXKNTIM-UHFFFAOYSA-N Hydroxyethyl methacrylate Chemical compound CC(=C)C(=O)OCCO WOBHKFSMXKNTIM-UHFFFAOYSA-N 0.000 claims description 6
- TWRXJAOTZQYOKJ-UHFFFAOYSA-L Magnesium chloride Chemical compound [Mg+2].[Cl-].[Cl-] TWRXJAOTZQYOKJ-UHFFFAOYSA-L 0.000 claims description 6
- 239000004698 Polyethylene Substances 0.000 claims description 6
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 claims description 6
- RWCCWEUUXYIKHB-UHFFFAOYSA-N benzophenone Chemical compound C=1C=CC=CC=1C(=O)C1=CC=CC=C1 RWCCWEUUXYIKHB-UHFFFAOYSA-N 0.000 claims description 6
- 239000006229 carbon black Substances 0.000 claims description 6
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 claims description 6
- 239000012188 paraffin wax Substances 0.000 claims description 6
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 claims description 6
- 229920000573 polyethylene Polymers 0.000 claims description 6
- 239000004800 polyvinyl chloride Substances 0.000 claims description 6
- 229920000915 polyvinyl chloride Polymers 0.000 claims description 6
- 239000000843 powder Substances 0.000 claims description 6
- CHBVGDXRMCSNPU-UHFFFAOYSA-N OC(=O)C=C.OC(=O)C=C.OC(=O)C=C.CCCOC(C)C(CO)(CO)CO Chemical compound OC(=O)C=C.OC(=O)C=C.OC(=O)C=C.CCCOC(C)C(CO)(CO)CO CHBVGDXRMCSNPU-UHFFFAOYSA-N 0.000 claims description 5
- DAKWPKUUDNSNPN-UHFFFAOYSA-N Trimethylolpropane triacrylate Chemical compound C=CC(=O)OCC(CC)(COC(=O)C=C)COC(=O)C=C DAKWPKUUDNSNPN-UHFFFAOYSA-N 0.000 claims description 5
- 239000004203 carnauba wax Substances 0.000 claims description 5
- 229920001169 thermoplastic Polymers 0.000 claims description 5
- 239000004416 thermosoftening plastic Substances 0.000 claims description 5
- GOXQRTZXKQZDDN-UHFFFAOYSA-N 2-Ethylhexyl acrylate Chemical compound CCCCC(CC)COC(=O)C=C GOXQRTZXKQZDDN-UHFFFAOYSA-N 0.000 claims description 4
- OMIGHNLMNHATMP-UHFFFAOYSA-N 2-hydroxyethyl prop-2-enoate Chemical compound OCCOC(=O)C=C OMIGHNLMNHATMP-UHFFFAOYSA-N 0.000 claims description 4
- 239000004925 Acrylic resin Substances 0.000 claims description 4
- 229920000178 Acrylic resin Polymers 0.000 claims description 4
- WDVSHHCDHLJJJR-UHFFFAOYSA-N Proflavine Chemical compound C1=CC(N)=CC2=NC3=CC(N)=CC=C3C=C21 WDVSHHCDHLJJJR-UHFFFAOYSA-N 0.000 claims description 4
- 244000028419 Styrax benzoin Species 0.000 claims description 4
- 235000000126 Styrax benzoin Nutrition 0.000 claims description 4
- 235000008411 Sumatra benzointree Nutrition 0.000 claims description 4
- PYKYMHQGRFAEBM-UHFFFAOYSA-N anthraquinone Natural products CCC(=O)c1c(O)c2C(=O)C3C(C=CC=C3O)C(=O)c2cc1CC(=O)OC PYKYMHQGRFAEBM-UHFFFAOYSA-N 0.000 claims description 4
- 150000004056 anthraquinones Chemical class 0.000 claims description 4
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 claims description 4
- 229960002130 benzoin Drugs 0.000 claims description 4
- 239000012965 benzophenone Substances 0.000 claims description 4
- 229910000019 calcium carbonate Inorganic materials 0.000 claims description 4
- ISAOCJYIOMOJEB-UHFFFAOYSA-N desyl alcohol Natural products C=1C=CC=CC=1C(O)C(=O)C1=CC=CC=C1 ISAOCJYIOMOJEB-UHFFFAOYSA-N 0.000 claims description 4
- 235000019382 gum benzoic Nutrition 0.000 claims description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 4
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 4
- 229920002689 polyvinyl acetate Polymers 0.000 claims description 4
- 239000011118 polyvinyl acetate Substances 0.000 claims description 4
- 229960000286 proflavine Drugs 0.000 claims description 4
- 229910000831 Steel Inorganic materials 0.000 claims description 3
- 229910052782 aluminium Inorganic materials 0.000 claims description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 3
- 125000001797 benzyl group Chemical group [H]C1=C([H])C([H])=C(C([H])=C1[H])C([H])([H])* 0.000 claims description 3
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 claims description 3
- 239000000378 calcium silicate Substances 0.000 claims description 3
- 235000012241 calcium silicate Nutrition 0.000 claims description 3
- 229960003340 calcium silicate Drugs 0.000 claims description 3
- 229910052918 calcium silicate Inorganic materials 0.000 claims description 3
- OYACROKNLOSFPA-UHFFFAOYSA-N calcium;dioxido(oxo)silane Chemical compound [Ca+2].[O-][Si]([O-])=O OYACROKNLOSFPA-UHFFFAOYSA-N 0.000 claims description 3
- 125000002887 hydroxy group Chemical group [H]O* 0.000 claims description 3
- 229960002337 magnesium chloride Drugs 0.000 claims description 3
- 235000011147 magnesium chloride Nutrition 0.000 claims description 3
- 229910001629 magnesium chloride Inorganic materials 0.000 claims description 3
- 239000000395 magnesium oxide Substances 0.000 claims description 3
- 235000012245 magnesium oxide Nutrition 0.000 claims description 3
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 claims description 3
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 claims description 3
- YDKNBNOOCSNPNS-UHFFFAOYSA-N methyl 1,3-benzoxazole-2-carboxylate Chemical compound C1=CC=C2OC(C(=O)OC)=NC2=C1 YDKNBNOOCSNPNS-UHFFFAOYSA-N 0.000 claims description 3
- 239000011120 plywood Substances 0.000 claims description 3
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 claims description 3
- 239000007787 solid Substances 0.000 claims description 3
- 239000010959 steel Substances 0.000 claims description 3
- 239000000454 talc Substances 0.000 claims description 3
- 235000012222 talc Nutrition 0.000 claims description 3
- 229910052623 talc Inorganic materials 0.000 claims description 3
- CKGKXGQVRVAKEA-UHFFFAOYSA-N (2-methylphenyl)-phenylmethanone Chemical compound CC1=CC=CC=C1C(=O)C1=CC=CC=C1 CKGKXGQVRVAKEA-UHFFFAOYSA-N 0.000 claims description 2
- MSAHTMIQULFMRG-UHFFFAOYSA-N 1,2-diphenyl-2-propan-2-yloxyethanone Chemical compound C=1C=CC=CC=1C(OC(C)C)C(=O)C1=CC=CC=C1 MSAHTMIQULFMRG-UHFFFAOYSA-N 0.000 claims description 2
- CERJZAHSUZVMCH-UHFFFAOYSA-N 2,2-dichloro-1-phenylethanone Chemical compound ClC(Cl)C(=O)C1=CC=CC=C1 CERJZAHSUZVMCH-UHFFFAOYSA-N 0.000 claims description 2
- GIMQKKFOOYOQGB-UHFFFAOYSA-N 2,2-diethoxy-1,2-diphenylethanone Chemical compound C=1C=CC=CC=1C(OCC)(OCC)C(=O)C1=CC=CC=C1 GIMQKKFOOYOQGB-UHFFFAOYSA-N 0.000 claims description 2
- KWVGIHKZDCUPEU-UHFFFAOYSA-N 2,2-dimethoxy-2-phenylacetophenone Chemical compound C=1C=CC=CC=1C(OC)(OC)C(=O)C1=CC=CC=C1 KWVGIHKZDCUPEU-UHFFFAOYSA-N 0.000 claims description 2
- BTJPUDCSZVCXFQ-UHFFFAOYSA-N 2,4-diethylthioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=CC(CC)=CC(CC)=C3SC2=C1 BTJPUDCSZVCXFQ-UHFFFAOYSA-N 0.000 claims description 2
- LCHAFMWSFCONOO-UHFFFAOYSA-N 2,4-dimethylthioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=CC(C)=CC(C)=C3SC2=C1 LCHAFMWSFCONOO-UHFFFAOYSA-N 0.000 claims description 2
- ALCCIWCIVXRVCD-UHFFFAOYSA-N 2-benzoyl-3-methylbenzoic acid Chemical group CC1=CC=CC(C(O)=O)=C1C(=O)C1=CC=CC=C1 ALCCIWCIVXRVCD-UHFFFAOYSA-N 0.000 claims description 2
- KMNCBSZOIQAUFX-UHFFFAOYSA-N 2-ethoxy-1,2-diphenylethanone Chemical group C=1C=CC=CC=1C(OCC)C(=O)C1=CC=CC=C1 KMNCBSZOIQAUFX-UHFFFAOYSA-N 0.000 claims description 2
- BQZJOQXSCSZQPS-UHFFFAOYSA-N 2-methoxy-1,2-diphenylethanone Chemical compound C=1C=CC=CC=1C(OC)C(=O)C1=CC=CC=C1 BQZJOQXSCSZQPS-UHFFFAOYSA-N 0.000 claims description 2
- KTALPKYXQZGAEG-UHFFFAOYSA-N 2-propan-2-ylthioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=CC(C(C)C)=CC=C3SC2=C1 KTALPKYXQZGAEG-UHFFFAOYSA-N 0.000 claims description 2
- YTPSFXZMJKMUJE-UHFFFAOYSA-N 2-tert-butylanthracene-9,10-dione Chemical compound C1=CC=C2C(=O)C3=CC(C(C)(C)C)=CC=C3C(=O)C2=C1 YTPSFXZMJKMUJE-UHFFFAOYSA-N 0.000 claims description 2
- 125000004861 4-isopropyl phenyl group Chemical group [H]C1=C([H])C(=C([H])C([H])=C1*)C([H])(C([H])([H])[H])C([H])([H])[H] 0.000 claims description 2
- IKVYHNPVKUNCJM-UHFFFAOYSA-N 4-propan-2-ylthioxanthen-9-one Chemical compound S1C2=CC=CC=C2C(=O)C2=C1C(C(C)C)=CC=C2 IKVYHNPVKUNCJM-UHFFFAOYSA-N 0.000 claims description 2
- ZMDDERVSCYEKPQ-UHFFFAOYSA-N Ethyl (mesitylcarbonyl)phenylphosphinate Chemical compound C=1C=CC=CC=1P(=O)(OCC)C(=O)C1=C(C)C=C(C)C=C1C ZMDDERVSCYEKPQ-UHFFFAOYSA-N 0.000 claims description 2
- GUCYFKSBFREPBC-UHFFFAOYSA-N [phenyl-(2,4,6-trimethylbenzoyl)phosphoryl]-(2,4,6-trimethylphenyl)methanone Chemical compound CC1=CC(C)=CC(C)=C1C(=O)P(=O)(C=1C=CC=CC=1)C(=O)C1=C(C)C=C(C)C=C1C GUCYFKSBFREPBC-UHFFFAOYSA-N 0.000 claims description 2
- 239000002518 antifoaming agent Substances 0.000 claims description 2
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 claims description 2
- 239000002270 dispersing agent Substances 0.000 claims description 2
- 239000005038 ethylene vinyl acetate Substances 0.000 claims description 2
- 239000011094 fiberboard Substances 0.000 claims description 2
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 claims description 2
- 238000009736 wetting Methods 0.000 claims description 2
- 239000000080 wetting agent Substances 0.000 claims description 2
- IGGZRGUPRFINQE-UHFFFAOYSA-N (2,2-dimethyl-3-prop-2-enoyloxy-3-propoxypropyl) prop-2-enoate Chemical compound CCCOC(OC(=O)C=C)C(C)(C)COC(=O)C=C IGGZRGUPRFINQE-UHFFFAOYSA-N 0.000 claims 1
- UMWZLYTVXQBTTE-UHFFFAOYSA-N 2-pentylanthracene-9,10-dione Chemical compound C1=CC=C2C(=O)C3=CC(CCCCC)=CC=C3C(=O)C2=C1 UMWZLYTVXQBTTE-UHFFFAOYSA-N 0.000 claims 1
- FMIKEEPQJSYMFG-UHFFFAOYSA-N CCC(CC1=CC=CC=C1)(C(=O)C2COCCN2C3=CC=CC=C3)N(C)C Chemical compound CCC(CC1=CC=CC=C1)(C(=O)C2COCCN2C3=CC=CC=C3)N(C)C FMIKEEPQJSYMFG-UHFFFAOYSA-N 0.000 claims 1
- NQSMEZJWJJVYOI-UHFFFAOYSA-N Methyl 2-benzoylbenzoate Chemical compound COC(=O)C1=CC=CC=C1C(=O)C1=CC=CC=C1 NQSMEZJWJJVYOI-UHFFFAOYSA-N 0.000 claims 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 claims 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 claims 1
- RTQCAYKHUMWCEM-UHFFFAOYSA-N [Mg].ClO Chemical compound [Mg].ClO RTQCAYKHUMWCEM-UHFFFAOYSA-N 0.000 claims 1
- 125000002252 acyl group Chemical group 0.000 claims 1
- 239000007767 bonding agent Substances 0.000 claims 1
- XCJYREBRNVKWGJ-UHFFFAOYSA-N copper(II) phthalocyanine Chemical compound [Cu+2].C12=CC=CC=C2C(N=C2[N-]C(C3=CC=CC=C32)=N2)=NC1=NC([C]1C=CC=CC1=1)=NC=1N=C1[C]3C=CC=CC3=C2[N-]1 XCJYREBRNVKWGJ-UHFFFAOYSA-N 0.000 claims 1
- 125000000113 cyclohexyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C([H])([H])C1([H])[H] 0.000 claims 1
- 125000004386 diacrylate group Chemical group 0.000 claims 1
- ZYMKZMDQUPCXRP-UHFFFAOYSA-N fluoro prop-2-enoate Chemical compound FOC(=O)C=C ZYMKZMDQUPCXRP-UHFFFAOYSA-N 0.000 claims 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 claims 1
- 229960000869 magnesium oxide Drugs 0.000 claims 1
- 229940096522 trimethylolpropane triacrylate Drugs 0.000 claims 1
- 239000000463 material Substances 0.000 abstract description 22
- 239000000126 substance Substances 0.000 abstract description 3
- 239000011248 coating agent Substances 0.000 description 47
- 238000000576 coating method Methods 0.000 description 47
- 238000005507 spraying Methods 0.000 description 19
- 239000002519 antifouling agent Substances 0.000 description 17
- 229910052692 Dysprosium Inorganic materials 0.000 description 16
- KBQHZAAAGSGFKK-UHFFFAOYSA-N dysprosium atom Chemical compound [Dy] KBQHZAAAGSGFKK-UHFFFAOYSA-N 0.000 description 16
- ZCYVEMRRCGMTRW-UHFFFAOYSA-N 7553-56-2 Chemical compound [I] ZCYVEMRRCGMTRW-UHFFFAOYSA-N 0.000 description 15
- GYHNNYVSQQEPJS-UHFFFAOYSA-N Gallium Chemical compound [Ga] GYHNNYVSQQEPJS-UHFFFAOYSA-N 0.000 description 15
- 229910052733 gallium Inorganic materials 0.000 description 15
- 239000011630 iodine Substances 0.000 description 15
- 229910052740 iodine Inorganic materials 0.000 description 15
- 239000004579 marble Substances 0.000 description 13
- 150000001875 compounds Chemical class 0.000 description 12
- 239000000428 dust Substances 0.000 description 11
- 239000002904 solvent Substances 0.000 description 9
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 8
- FPAFDBFIGPHWGO-UHFFFAOYSA-N dioxosilane;oxomagnesium;hydrate Chemical compound O.[Mg]=O.[Mg]=O.[Mg]=O.O=[Si]=O.O=[Si]=O.O=[Si]=O.O=[Si]=O FPAFDBFIGPHWGO-UHFFFAOYSA-N 0.000 description 8
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 8
- 238000000227 grinding Methods 0.000 description 8
- 239000004721 Polyphenylene oxide Substances 0.000 description 7
- 229910003460 diamond Inorganic materials 0.000 description 7
- 239000010432 diamond Substances 0.000 description 7
- 229910052737 gold Inorganic materials 0.000 description 7
- 239000010931 gold Substances 0.000 description 7
- 238000009434 installation Methods 0.000 description 7
- 229920000570 polyether Polymers 0.000 description 7
- 229910052709 silver Inorganic materials 0.000 description 7
- 239000004332 silver Substances 0.000 description 7
- 241000050750 Quercus incana Species 0.000 description 6
- 239000013078 crystal Substances 0.000 description 6
- 239000002585 base Substances 0.000 description 5
- 238000001704 evaporation Methods 0.000 description 5
- 230000008020 evaporation Effects 0.000 description 5
- QTKPMCIBUROOGY-UHFFFAOYSA-N 2,2,2-trifluoroethyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OCC(F)(F)F QTKPMCIBUROOGY-UHFFFAOYSA-N 0.000 description 4
- VBHXIMACZBQHPX-UHFFFAOYSA-N 2,2,2-trifluoroethyl prop-2-enoate Chemical compound FC(F)(F)COC(=O)C=C VBHXIMACZBQHPX-UHFFFAOYSA-N 0.000 description 4
- 230000007613 environmental effect Effects 0.000 description 4
- 239000013589 supplement Substances 0.000 description 4
- 238000004381 surface treatment Methods 0.000 description 4
- CCDWGDHTPAJHOA-UHFFFAOYSA-N benzylsilicon Chemical compound [Si]CC1=CC=CC=C1 CCDWGDHTPAJHOA-UHFFFAOYSA-N 0.000 description 3
- 238000005034 decoration Methods 0.000 description 3
- LYCAIKOWRPUZTN-UHFFFAOYSA-N ethylene glycol Natural products OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- 239000010440 gypsum Substances 0.000 description 3
- 229910052602 gypsum Inorganic materials 0.000 description 3
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 3
- 238000012856 packing Methods 0.000 description 3
- 229920001921 poly-methyl-phenyl-siloxane Polymers 0.000 description 3
- 238000000926 separation method Methods 0.000 description 3
- 239000002356 single layer Substances 0.000 description 3
- LCPUCXXYIYXLJY-UHFFFAOYSA-N 1,1,2,4,4,4-hexafluorobutyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OC(F)(F)C(F)CC(F)(F)F LCPUCXXYIYXLJY-UHFFFAOYSA-N 0.000 description 2
- DEQJNIVTRAWAMD-UHFFFAOYSA-N 1,1,2,4,4,4-hexafluorobutyl prop-2-enoate Chemical compound FC(F)(F)CC(F)C(F)(F)OC(=O)C=C DEQJNIVTRAWAMD-UHFFFAOYSA-N 0.000 description 2
- 101100029848 Arabidopsis thaliana PIP1-2 gene Proteins 0.000 description 2
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 2
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 2
- 229920002433 Vinyl chloride-vinyl acetate copolymer Polymers 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- IQYKECCCHDLEPX-UHFFFAOYSA-N chloro hypochlorite;magnesium Chemical compound [Mg].ClOCl IQYKECCCHDLEPX-UHFFFAOYSA-N 0.000 description 2
- HGAZMNJKRQFZKS-UHFFFAOYSA-N chloroethene;ethenyl acetate Chemical compound ClC=C.CC(=O)OC=C HGAZMNJKRQFZKS-UHFFFAOYSA-N 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- JHIVVAPYMSGYDF-UHFFFAOYSA-N cyclohexanone Chemical compound O=C1CCCCC1 JHIVVAPYMSGYDF-UHFFFAOYSA-N 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000005265 energy consumption Methods 0.000 description 2
- 238000011049 filling Methods 0.000 description 2
- 239000003999 initiator Substances 0.000 description 2
- 238000011068 loading method Methods 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- WVLBCYQITXONBZ-UHFFFAOYSA-N trimethyl phosphate Chemical compound COP(=O)(OC)OC WVLBCYQITXONBZ-UHFFFAOYSA-N 0.000 description 2
- 238000010792 warming Methods 0.000 description 2
- QGKMIGUHVLGJBR-UHFFFAOYSA-M (4z)-1-(3-methylbutyl)-4-[[1-(3-methylbutyl)quinolin-1-ium-4-yl]methylidene]quinoline;iodide Chemical compound [I-].C12=CC=CC=C2N(CCC(C)C)C=CC1=CC1=CC=[N+](CCC(C)C)C2=CC=CC=C12 QGKMIGUHVLGJBR-UHFFFAOYSA-M 0.000 description 1
- YJKHMSPWWGBKTN-UHFFFAOYSA-N 2,2,3,3,4,4,5,5,6,6,7,7-dodecafluoroheptyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OCC(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)F YJKHMSPWWGBKTN-UHFFFAOYSA-N 0.000 description 1
- POAOYUHQDCAZBD-UHFFFAOYSA-N 2-butoxyethanol Chemical compound CCCCOCCO POAOYUHQDCAZBD-UHFFFAOYSA-N 0.000 description 1
- XCSGHNKDXGYELG-UHFFFAOYSA-N 2-phenoxyethoxybenzene Chemical compound C=1C=CC=CC=1OCCOC1=CC=CC=C1 XCSGHNKDXGYELG-UHFFFAOYSA-N 0.000 description 1
- GFLJTEHFZZNCTR-UHFFFAOYSA-N 3-prop-2-enoyloxypropyl prop-2-enoate Chemical compound C=CC(=O)OCCCOC(=O)C=C GFLJTEHFZZNCTR-UHFFFAOYSA-N 0.000 description 1
- DKPFZGUDAPQIHT-UHFFFAOYSA-N Butyl acetate Natural products CCCCOC(C)=O DKPFZGUDAPQIHT-UHFFFAOYSA-N 0.000 description 1
- 241000084362 Catalpa longissima Species 0.000 description 1
- 241000196324 Embryophyta Species 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 241001465754 Metazoa Species 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- CYTYCFOTNPOANT-UHFFFAOYSA-N Perchloroethylene Chemical compound ClC(Cl)=C(Cl)Cl CYTYCFOTNPOANT-UHFFFAOYSA-N 0.000 description 1
- BDGDYAHBIXFCIS-UHFFFAOYSA-N [(2,6-dimethylbenzoyl)-(2,4,4-trimethylpentyl)phosphoryl]-(2,6-dimethylphenyl)methanone Chemical compound CC=1C=CC=C(C)C=1C(=O)P(=O)(CC(CC(C)(C)C)C)C(=O)C1=C(C)C=CC=C1C BDGDYAHBIXFCIS-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 239000002928 artificial marble Substances 0.000 description 1
- 230000001588 bifunctional effect Effects 0.000 description 1
- KBLWLMPSVYBVDK-UHFFFAOYSA-N cyclohexyl prop-2-enoate Chemical compound C=CC(=O)OC1CCCCC1 KBLWLMPSVYBVDK-UHFFFAOYSA-N 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 125000004177 diethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- SZXQTJUDPRGNJN-UHFFFAOYSA-N dipropylene glycol Chemical compound OCCCOCCCO SZXQTJUDPRGNJN-UHFFFAOYSA-N 0.000 description 1
- 230000003670 easy-to-clean Effects 0.000 description 1
- 238000004134 energy conservation Methods 0.000 description 1
- KUDUQBURMYMBIJ-UHFFFAOYSA-N ethylene glycol diacrylate Substances C=CC(=O)OCCOC(=O)C=C KUDUQBURMYMBIJ-UHFFFAOYSA-N 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- DWRNSCDYNYYYHT-UHFFFAOYSA-K gallium(iii) iodide Chemical compound I[Ga](I)I DWRNSCDYNYYYHT-UHFFFAOYSA-K 0.000 description 1
- 239000010438 granite Substances 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- UYTPUPDQBNUYGX-UHFFFAOYSA-N guanine Chemical compound O=C1NC(N)=NC2=C1N=CN2 UYTPUPDQBNUYGX-UHFFFAOYSA-N 0.000 description 1
- FUZZWVXGSFPDMH-UHFFFAOYSA-M hexanoate Chemical compound CCCCCC([O-])=O FUZZWVXGSFPDMH-UHFFFAOYSA-M 0.000 description 1
- 238000001727 in vivo Methods 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 235000015110 jellies Nutrition 0.000 description 1
- 239000008274 jelly Substances 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- 229920000371 poly(diallyldimethylammonium chloride) polymer Polymers 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000007761 roller coating Methods 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
- 238000010023 transfer printing Methods 0.000 description 1
- 239000012855 volatile organic compound Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/40—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used characterised by the base backcoat, intermediate, or covering layers, e.g. for thermal transfer dye-donor or dye-receiver sheets; Heat, radiation filtering or absorbing means or layers; combined with other image registration layers or compositions; Special originals for reproduction by thermography
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
- B41M7/009—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock using thermal means, e.g. infrared radiation, heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
- B41M7/0045—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock using protective coatings or film forming compositions cured by mechanical wave energy, e.g. ultrasonics, cured by electromagnetic radiation or waves, e.g. ultraviolet radiation, electron beams, or cured by magnetic or electric fields, e.g. electric discharge, plasma
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
- B41M7/0081—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock using electromagnetic radiation or waves, e.g. ultraviolet radiation, electron beams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/16—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/16—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like
- B44C1/165—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like for decalcomanias; sheet material therefor
- B44C1/17—Dry transfer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C3/00—Processes, not specifically provided for elsewhere, for producing ornamental structures
- B44C3/02—Superimposing layers
Landscapes
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Optics & Photonics (AREA)
- Thermal Sciences (AREA)
- Laminated Bodies (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
Настоящее изобретение относится к области отделочных материалов, в частности относится к отверждаемой УФ излучением переводной пленке, способу получения и применению отверждаемой УФ излучением переводной пленки. Отверждаемая УФ излучением переводная пленка включает пленку подложку, слой разделительного агента, слой декоративного рисунка из отверждаемой УФ излучением печатной краски и фоновый слой из отверждаемой УФ излучением краски, причем слой разделительного агента находится на пленке подложки, слой декоративного рисунка из отверждаемой УФ излучением печатной краски находится на слое разделительного агента, фоновый слой из отверждаемой УФ излучением краски находится на слое декоративного рисунка из отверждаемой УФ излучением печатной краски. Либо переводная пленка включает слой разделительного агента, защитный слой из отверждаемой УФ излучением краски, слой декоративного рисунка из отверждаемой УФ излучением печатной краски и фоновый слой из отверждаемой УФ излучением краски, причем слой разделительного агента находится на подложке, защитный слой из отверждаемой УФ излучением краски находится на слое разделительного агента, слой декоративного рисунка из отверждаемой УФ излучением печатной краски находится на защитном слое из отверждаемой УФ излучением краски, и фоновый слой отверждаемой УФ излучением краски находится на слое декоративного рисунка из отверждаемой УФ излучением печатной краски. При этом слой разделительный агента выполнен из разделительного агента, который представляет собой смесь 20~50 масс.% целлюлозы, 1~30 масс.% воска, 0~10 масс.% силиконового масла, 0~20 масс.% бутанона, 0~15 масс.% этилацетата, 5~20 масс.% акрилатного форполимера, 5~20 масс.% акрилатного мономера и 1~6 масс.% фотоинициатора. Предложенная переводная пленка обеспечивает прочный и долговечный перенос переводного изображения. 3 н. и 15 з.п. ф-лы, 2 ил., 8 пр.
Description
Область техники
Настоящее изобретение относится к области отделочных материалов, в частности относится к отверждаемой УФ излучением переводной пленке или цветной переводной пленке, полученной равномерным нанесением отверждаемой УФ излучением краски (сокращенно УФ краски), к способу получения и применению отверждаемой УФ излучением переводной пленки или цветной переводной пленки.
Уровень техники
В настоящее время отделочные материалы как для внутренних, так и для наружных работ, становятся все более комфортными и требования, установленные государственными органами к уровню защиты окружающей среды, энергосбережению и экологичности процесса становятся более высокими. Критерии энергосбережения и сокращения выбросов при производстве становятся все более и более жесткими. В настоящее время существующие переводной пленки для внутренних и наружных отделочных материалов, как правило, являются термопереводными пленками для переноса изображения или водными пленками для переноса изображения. Однако применение термопереводных пленок для переноса изображения или водных пленок для переноса изображения сопряжено с испарением большого количества органических растворителей и сильным загрязнением выбросами, как это описано в патенте CN 101318420; более того при использовании термопереводных пленок для переноса изображения или водных пленок для переноса изображения для древесных плит, цементных плит, гипсовых плит или металлических панелей термопереводные переводной пленки или водные переводной пленки склонны к отслаиванию. Фотоотверждаемая краска является экологически чистой краской, не содержащей в своем составе летучих органических соединений, и краска, отверждаемая УФ излучением, или печатная краска, отверждаемая УФ излучением, имеют свои преимущества, такие как высокая скорость отверждения, низкое энергопотребление, низкие затраты на оборудование, компактность и высокую производительность оборудования и т.д., поэтому применение отверждаемых УФ излучением (далее, также УФ-отверждаемых) цветных пленок для переноса изображения может иметь большие преимущества.
Краткое описание изобретения
Объектом настоящего изобретения является создание УФ-отверждаемой переводной пленки или УФ-отверждаемой цветной переводной пленки, имеющей богатую цветовую гамму и текстуру и обладающую высокими декоративными и защитными характеристиками.
Другим объектом настоящего изобретения является обеспечение способа получения УФ-отверждаемой переводной пленки или цветной УФ-отверждаемой переводной пленки.
Еще одним объектом настоящего изобретения является применение УФ-отверждаемой переводной пленки или цветной УФ-отверждаемой переводной пленки.
Отверждаемая УФ излучением переводная пленка или цветная отверждаемая УФ излучением переводная пленка, описываемая в настоящем изобретении, может включать пленку подложки, слой разделительного агента, слой декоративного рисунка из отверждаемой УФ излучением печатной краски и фоновый слой из отверждаемой УФ излучением краски, при этом слой разделительного состава находится на пленке подложки, слой декоративного рисунка из отверждаемой УФ излучением печатной краски находится на слое разделительного агента и фоновый слой из отверждаемой УФ излучением краски находится на слое декоративного рисунка из отверждаемой УФ излучением печатной краски;
или
переводная пленка может включать в себя пленку подложки, слой разделительного агента, защитный слой отверждаемой УФ излучением краски, слой декоративного рисунка из отверждаемой УФ излучением печатной краски и фоновый слой из отверждаемой УФ излучением краски, при этом слой разделительного агента находится на пленке подложки, защитный слой отверждаемой УФ излучением краски находится на слое разделительного агента, слой декоративного рисунка из отверждаемой УФ излучением печатной краски находится на защитном слое отверждаемой УФ излучением краски, и фоновый слой отверждаемой УФ излучением краски находится на слое декоративного рисунка из отверждаемой УФ излучением печатной краски.
Слой разделительного агента необходимой толщины может быть выполнен методом нанесения или печати, предпочтительная толщина - от 1 до 100 мкм.
Слой отверждаемой УФ излучением краски необходимой толщины может быть выполнен методом нанесения или печати, предпочтительная толщина - от 1 до 100 мкм,
Слой декоративного рисунка из отверждаемой УФ излучением печатной краски необходимой толщины может быть выполнен методом нанесения или печати, предпочтительная толщина - от 1 до 100 мкм.
Фоновый слой УФ-отверждаемой краски необходимой толщины может быть выполнен методом нанесения или печати, предпочтительная толщина - от 1 до 100 мкм.
Разделительный агент, который используется для создания слоя разделительного агента, представляет собой смесь (в мас.%): 20~50% целлюлозы, 1~30% воска, 0~10% силиконового масла, 0~10% (предпочтительно 10~20%), 0~15% этилацетата (предпочтительно 5~15%), 5~20% акрилатного форполимера, 5~20% акрилатного мономера, 1~6% фотоинициатора.
УФ отверждаемая краска, которая используется для формирования защитного слоя из УФ отверждаемой краски представляет собой смесь (в масс.%):
А. смесь 10~80% акрилатного форполимера, 5~50% акрилатного мономера, 1~6% фотоинициатора, 0~2% вспомогательной добавки, 0~50% наполнителя, 0~10% бутанона, 0~15% этилацетата,
или
Б. смесь 10~80% акрилатного форполимера, 5~50% акрилатного мономера, 1~6% фотоинициатора, 0~2% вспомогательной добавки, 0~50% наполнителя, 1~50% матирующего агента, 0~10% бутанона и 0~15% этилацетата.
УФ-отверждаемая печатная краска, которая используется для создания слоя декоративного рисунка из УФ-отверждаемой печатной краски представляет собой смесь (в мас.%): 10~60% акрилатного форполимера, 5~50% акрилатного мономера, 1~5% фотоинициатора, 0~2% вспомогательной добавки, 0~50% наполнителя, 5~30% тонера, 5~30% смолы, 0~10% бутанона и 0~15% этилацетата.
УФ-отверждаемая краска, которая используется для создания фонового слоя УФ отверждаемой краски представляет собой смесь (в масс.%): 10~50% акрилатного форполимера, 10~40% акрилатного мономера, 1~5% фотоинициатора, 0~2% вспомогательной добавки, 0~30% наполнителя, 5~30% тонера, 5~50% смолы, 0~10% бутанона и 0~15% этилацетата.
Пленка подложки на которую наносится покрытие, может быть выполнена из любого материала из группы: полипропиленовая пленка, полиэтиленовая пленка, ПВХ пленка, полиэтилентерефталатовая пленка.
Полипропиленовая пленка может быть модифицированной полипропиленовой пленкой.
В качестве целлюлозы может быть использоваться метилолцеллюлоза.
В качестве воска можно использовать модифицированный парафиновый воск, пальмовый воск или их смесь.
Силиконовое масло может быть выбрано из по меньшей мере одного соединения из группы, включающей метилсиликоновое масло, фенилметилсиликоновое масло, гидроксилсиликоновое масло и т.д.
Акрилатный форполимер может быть выбран из по меньшей мере одного соединения из группы, включающей: эпоксиакрилат, фторсодержащий эпоксиакрилат, полиуретанакрилат, фторсодержащий полиуретанакрилат, полиэфиракрилат, фторсодержащий полиэфиракрилат, аминоакрилат, фторсодержащий аминоакрилат, акрилатный сополимер, фторсодержащий акрилатный сополимер и т.д.
Акрилатный мономер может представлять собой: (1) монофункциональный мономер, например бутилакрилат, циклогексилакрилат, этилгексилакрилат (ЕНА), гидроксиэтилакрилат (НЕА), гидроксиэтилметакрилат (НЕМА), трифторэтилакрилат, трифторэтилметакрилат, гексафторбутилакрилата, гексафторбутилметакрилат, додекафторгептилакрилат или додекафторгептилметакрилат, и др.; (2) бифункциональный мономер, например, трипропиленгликольдиакрилат (TPGDA), дипропиленгликольдиакрилат (DPGDA), неопентилгликольдиакрилат (NPGDA), пропоксинеопентилгликольдиакрилат (PO-NPGDA), фталандион-ди-(диэтиленгликоль)диакрилат (PDDA), или 1,6-этиленгликольдиакрилат (HDDA) и т.д.; (3) полифункциональный мономер, например, триметилолпропантриакрилат (ТМРТА), этокситриметилолпропантриакрилат (ЕО-ТМРТА), пропокситриметилолпропантриакрилат (PO-TMPTA), пентаэритриттриакрилат (PETA), дипентаэритритолгексаакрилат (DPHA) и т.д., и, как правило, выбирается, по меньшей мере, одно любое соединение из выше указанного перечня акрилатных мономеров.
В качестве смолы может применяться, по меньшей мере одино соединение из группы, включающей: модифицированный поливинилацетат, полиамидная смола, термопластичная акриловая смола и др.
В качестве модифицированного поливинилацетата может выступать винилхлорид-винилацетат, этилен-винилацетат или их сочетания.
Фотоинициатор представляет собой по меньшей мере одно соединение из группы, включающей: фотоинициатор на основе эфира бензоина, фотоинициатор на основе бензилкеталя, фотоинициатор на основе ацетофенона, фотоинициатор на основе антрахинона, фотоинициатор на основе тиоксантона, фотоинициатор на основе бензофенона, фотоинициатор на основе ацилфосфиноксида, фотоинициатор на основе бензоата.
Фотоинициатор на основе эфира бензоина может быть выбран из, по меньшей мере, одного соединения из группы, включающей: метиловый эфир бензоина, этиловый эфир бензоина, изопропиловый эфир бензоина и т.д. В качестве фотоинициатора на основе бензилкеталя может быть использован, например, бензилдиметилкеталь и проч. Фотоинициатор на основе ацетофенона представляет собой, по меньшей мере один компонент из перечня: 2,2-диметокси-2-фенилацетофенон, 2,2-диэтокси-2-фенилацетофенон, 1,1-дихлорацетофенон, 1-гидроксиацетофенон, 1-гидроксициклогексилфенилкетон, 2-гидрокси-2-метил-1-фенил-1-ацетон, 1-(4-изопропилфенил)-2-гидрокси-2-метил-1-ацетон, 1-[4-(2-гидроксиэтокси)фенил]-2-гидрокси-2-метил-1-ацетон, 2-метил-1-[4-(метилсульфенил)фенил]-2-морфолинил-1-ацетон, 2-бензил-2 амидо-диметил-1-(4-морфолинилфенил)-1-бутанон.
Фотоинициатор на основе антрахинона может быть выбран из, по меньшей мере, одного соединения из группы, включающей: 2-трет-бутилантрахинон, 1-хлорантрахинон, 2-амилантрахинон.
Фотоинициатор на основе тиоксантона может быть выбран из, по меньшей мере, одного соединения из группы, включающей: 2,4-диметилтиоксантон, 2,4-диэтилтиоксантон, 2-изопропилтиоксантон, 4-изопропилтиоксантон, 2-хлортиоксантон, 2,4-диизопропилтиоксантон и т.д.
Фотоинициатор на основе бензофенона может быть выбран из, по меньшей мере, одного соединения из группы, включающей: дифенилкетон, 4-хлордифенилкетон, метилбензофенон, 4-бензоил-4'-метилдифенил тиоэфир и т.д.
Фотоинициатор на основе ацилфосфиноксида может быть выбран из, по меньшей мере, одного соединения из группы, включающей: 2,4,6-триметилбензоилдифенилфосфиноксид, ди-(2,4,6-триметилбензоил)фенилфосфиноксид, ди-(2,6-диметилбензоил)-2,4,4-триметиламилфосфиноксид, 2,4,6-триметилбензоилфенилэтоксифосфиноксид и т.д.
В качестве фото инициатора на основе бензоата может быть выбран, например, метилбензоилбензоат, метил-орто-бензоил бензоат, или их смеси.
Вспомогательную добавку предпочтительно выбирают из матирующих агентов (BKY Additives & Instruments, например, BYK306, BYK358, или их смесь), антипенообразователя (BKY Additives & Instruments, например, BYK052, BYK055, или их смесь), а также смачивающих и диспергирующих агентов (BKY Additives & Instruments, например, Disperbyk 103, Disperbyk 163, или их смесь).
Наполнитель может быть выбран из по меньшей мере одного соединения из группы, включающей: порошкообразный тальк, карбонат кальция, сульфат бария и др.
Тонер может быть выбран из, по меньшей мере, одного соединения из группы включающей: сажа, титановый пигмент, титановый цианиновый пигмент, профлавин, пигмент алый и т.д.
В качестве матирующего агента можно применять матирующий воск (предпочтительно матирующий воск, GIFU, Япония), матирующий порошок или их смесь.
Способ получения УФ-отверждаемой переводной пленки, представленный в настоящем изобретении, включает:
равномерное нанесение или печать разделительного агента на пленку подложки с последующим отверждением слоя под действием инфракрасного облучения с получением слоя разделительного состава на пленке подложки;
равномерное нанесение или печать отверждаемой УФ излучением защитной износостойкой краски на слой разделительного агента с последующим отверждением слоя под действием инфракрасного облучения с получением защитного слоя из отверждаемой УФ излучением краски;
равномерное нанесение или печать отверждаемой УФ излучением печатной краски создающей рисунок или декоративный эффект на слой отверждаемой УФ излучением защитной краски с последующим отверждением слоя отверждаемой УФ излучением печатной краски под действием инфракрасного облучения с получением слоя декоративного рисунка из отверждаемой УФ излучением печатной краски;
равномерное нанесение или печать отверждаемой УФ излучением краски фонового слоя на декоративный слой отверждаемой УФ излучением печатной краски с последующим отверждением отверждаемой УФ излучением краски фонового слоя под действием инфракрасного облучения с получением УФ-отвержденной переводной пленки;
или
равномерное нанесение или печать разделительного агента на подложку покрытия с последующим отверждением слоя под действием инфракрасного облучения для получения слоя разделительного агента на подложке;
равномерное нанесение или печать отверждаемой УФ излучением печатной краски создающей рисунок или декоративный эффект на слой разделительного агента с последующим отверждением слоя под действием инфракрасного облучения с получением слоя декоративного рисунка из отверждаемой УФ излучением печатной краски;
равномерное нанесение или печать отверждаемой УФ излучением краски фонового слоя на слой декоративного рисунка из отверждаемой УФ излучением печатной краски с последующим отверждением отверждаемой УФ излучением краски фонового слоя под действием инфракрасного облучения с получением отверждаемой УФ излучением переводной пленки.
Пленка подложки, используемая в настоящем изобретении, может быть предварительно прогрета при температуре в диапазоне 60~200°С для предварительной усадки пленки и удаления электростатического заряда, при этом диапазон определяется в зависимости от материала подложки.
Процесс отверждения под действием инфракрасного облучения включает:
установку температуры инфракрасного нагрева до 20~150°С и выдержку покрытия в течение 0.01~10 мин для равномерного распределения разделительного агента и полного отверждения разделительного агента.
Процесс отверждения под действием УФ облучения включает:
облучение УФ-отверждаемой краски/ УФ-отверждаемой печатной краски ультрафиолетовым излучением, создаваемым 1~3 ультрафиолетовыми лампами (высоковольтными ртутными лампами) мощностью 2~20 кВт и 0~3 металлогалогенными лампами (йодно-галлиевыми лампами, железосодержащими лампами, диспрозийсодержащими лампами и др.) мощностью 3~20 кВт в установке для УФ отверждения УФ-отверждаемой защитной краски, УФ-отверждаемой печатной краски, УФ-отверждаемой фоновой краски; при длине волны источника УФ света 300~600 нм и скорости конвейера в установке для УФ-отверждающей машины 1~200 м/мин.
Отверждаемая УФ излучением переводная пленка или отверждаемая УФ излучением цветная переводная пленка, представленная в настоящем изобретении, доступна в различных вариантах цвета, узора и текстуры, в том числе:
цветная переводная пленка с текстурой камня (например, искусственный мрамор или гранит), цветная переводная пленка с текстурой древесины, цветная переводная пленка с эффектом полированного металла, цветная переводная пленка с зеркальным металлическим эффектом, цветная переводная пленка с эффектом кристалла, цветная переводная пленка с символами или картинками, цветная переводная пленка с декоративным эффектом, цветная переводная пленка с изображением растений и животных, цветная переводная пленка с изображением пейзажей и т.д.
Отверждаемая УФ излучением цветная переводная пленка, представленная в настоящем изобретении может быть использована как декоративный материал для различных предметов уличного и домашнего применения.
Отверждаемая УФ излучением переводная пленка, полученная способом согласно настоящему изобретению, обладает такими преимуществами как высокая прочность, износостойкость, стойкость к воздействию окружающей среды, богатая цветовая гамма и декоративность, цельность и стойкость пленки, высокая стойкость к механическому контактному повреждению, легкость чистки, негорючесть и т.д. и имеет лучшие декоративные и защитные свойства, чем существующие термические переводной пленки и водные переводной пленки.
Отверждаемая УФ излучением переводная пленка или отверждаемая УФ излучением цветная переводная пленка, описываемая в настоящем изобретении, может быть использована для производства плит, декорированных с использованием отверждаемой УФ излучением пленки.
Процесс нанесения согласно настоящему изобретению включает: нанесение слоя УФ-отверждаемого пропитывающего агента (например, УФ-отверждаемого пропитывающего агента, описанного в патентной заявке CN 200710120791.1) на поверхность пленки подложки, например, армированной волокном цементной плиты, армированной волокном кальций-силикатной плиты, армированной волокном магний-оксидной плиты, легкой магний-хлоридной плиты, магний-оксихлоридной плиты или гипсовой плиты; нанесение слоя заполняющей отверждаемой УФ излучением краски на поверхность слоя отверждаемого УФ излучением пропитывающего агента; нанесение слоя УФ-отверждаемого изолирующей грунтовки на поверхность слоя заполняющей отверждаемой УФ излучением краски; нанесение слоя отверждаемой УФ излучением пигментированной краски на поверхность слоя отверждаемой УФ излучением изолирующей грунтовки; нанесение слоя отверждаемого УФ излучением связующего агента на поверхность слоя отверждаемой УФ излучением пигментированной краски; нанесение переводной пленки на поверхность слоя отверждаемого УФ излучением связующего агента (переводная пленка может быть нанесена с помощью переводной машины на поверхность декоративной плиты, покрытой отверждаемым УФ излучением связующим агентом) с получением декорировной панели с отверждаемой УФ излучением переводной пленкой;
или
нанесение слоя отверждаемой УФ излучением изолирующей грунтовки на поверхность подложки (например, плиты из массива древесины, древесноволокнистой плиты или фанерной плиты); нанесение слоя отверждаемого УФ излучением связующего агента на поверхность отверждаемой УФ излучением изолирующей грунтовки; нанесение переводной пленки поверх слоя отверждаемого УФ излучением связующего агента (переводная пленка может быть нанесена с помощью переводной машины на поверхность декоративной плиты, покрытой отверждаемым УФ излучением связующим агентом) с получением декорировной панели с отверждаемой УФ излучением переводной пленкой;
или
нанесение слоя отверждаемой УФ излучением грунтовочной краски по металлу на поверхность подложки (например, алюминиевой панели, стальной панели или железной панели); нанесение слоя УФ-отверждаемого связующего агента на поверхность слоя отверждаемой УФ излучением грунтовочной краски по металлу (переводная пленка может быть нанесена с помощью переводной машины на поверхность декоративной плиты, покрытой УФ-отверждаемым связующим агентом) с получением декорировной панели с отверждаемой УФ излучением переводной пленкой.
Плиту/панель, декорированную с помощью УФ-отверждаемой переводной пленки, далее покрывают слоем УФ-отверждаемого связующего агента с последующим нанесением слоя УФ-отверждаемого защитного лака на поверхность слоя УФ-отверждаемого связующего агента; кроме того, полипропиленовая или полиэтиленовая пленка может быть нанесена на поверхность слоя УФ-отверждаемого защитного лака (если сама переводная пленка имеет защитный слой, процесс нанесения слоя УФ-отверждаемого связующего агента на поверхность переводной пленки, нанесения слоя УФ -отверждаемого защитного лака на поверхность слоя УФ-отверждаемого связующего агента и нанесение полипропиленовой или полиэтиленовой защитной пленки на поверхность слоя УФ-отверждаемого защитного лака можно пропустить).
Отверждаемый УФ излучением пропитывающий агент можно наносить валиком или кистью с расходом 50~500 г/м2 для придания закрепляющего, водонепроницаемого и щелочестойкого эффектов; после отверждения УФ-отверждаемый пропитывающей агент вводят в подложку, с тем чтобы увеличить прочность подложки и обеспечить прочное связывание между декоративной пленкой и подложкой, и тем самым обеспечить более длительный срок службы декоративной плиты/панели.
Слой заполняющей отверждаемой УФ излучением краски толщиной 10~150 мкм может быть нанесен валиком или ракельным ножом.
Слой отверждаемой УФ излучением изолирующей грунтовки толщиной 10~150 мкм может быть нанесен валиком, струйным обливом или распылением.
Слой отверждаемой УФ излучением пигментированной краски толщиной 10~150 мкм может быть нанесен валиком, струйным обливом или распылением.
Слой отверждаемой УФ излучением грунтовки по металлу толщиной 2~150 мкм может быть нанесен валиком, струйным обливом или распылением.
Слой отверждаемой УФ излучением связующего агента толщиной 2~150 мкм может быть нанесен путем валиком или струйным обливом.
Слой УФ-отверждаемого защитного лака толщиной 10~250 мкм и степенью блеска 10~100 град (измерено с помощью помощью блескомера с отражением света под углом 60 град) может быть нанесен валиком, струйным обливом или распылением.
Декорированную плиту/панель с отверждаемой УФ излучением переводной пленкой согласно настоящему изобретению получают согласно способу включающему следующие стадии;
(1) Обработка поверхности подложки;
(2) Нанесение УФ-отверждаемого пропитывающего агента на подложку, подготовленную в п.(1);
(3) Равномерное распределение покрытия под действием инфракрасного облучения или естественным путем;
(4) Нанесение заполняющей УФ-отверждаемой краски на подложку, подготовленную в п.(3);
(5) Отверждение под действием УФ-облучения;
(6) Нанесение отверждаемой УФ излучением грунтовочной краски на подложку, подготовленную в п.(5);
(7) Отверждение под действием УФ-излучения;
(8) Шлифование и удаление пыли;
(9) Нанесение отверждаемой УФ излучением грунтовочной краски на подложку, подготовленную в п.(8);
(10) Отверждение под действием УФ-излучения;
(11) Нанесение отверждаемой УФ излучением пигментированной краски на подложку, подготовленную в п.(10);
(12) Равномерное распределение покрытия под действием инфракрасного облучения или естественным путем;
(13) Отверждение под действием УФ-излучения;
(14) Шлифовка и удаление пыли;
(15) Нанесение отверждаемого УФ излучением связующего агента на подложку, подготовленную в п.(14);
(16) Отверждение под действием УФ-излучения;
(17) Нанесение переводной пленки на подложку, подготовленную в п.(16);
(18) Отверждение под действием УФ-излучения;
(19) Удаление пленки;
(20) Равномерное распределение покрытия под действием инфракрасного облучения;
(21) Нанесение отверждаемого УФ излучением связующего агента на подложку, подготовленную в п.(20);
(22) Отверждение под действием УФ-излучения;
(23) Нанесение отверждаемого УФ илучением защитного лака на подложку, подготовленную в п.(22);
(24) Равномерное распределение покрытия под действием инфракрасного облучения или естественным путем;
(25) Отверждение под действием УФ-излучения;
(26) Контроль;
(27) Нанесение защитной пленки;
(28) Упаковка.
Стадии 19~27 можно опустить, если сама переводная пленка имеет защитный слой.
Или
(1) Обработка поверхности подложки;
(2) Нанесение отверждаемой УФ излучением грунтовочной краски на подложку, подготовленную в п.(1);
(3) Отверждение под действием УФ-излучения;
(4) Шлифовка и удаление пыли;
(5) Нанесение УФ-отверждаемого связующего агента на подложку, подготовленную в п.(4);
(6) Отверждение под действием УФ-излучения;
(7) Нанесение переводной пленки на подложку, подготовленную в п.(6);
(8) Отверждение под действием УФ-излучения;
(9) Удаление пленки;
(10) Равномерное распределение покрытия под действием инфракрасного облучения;
(11) Нанесение отверждаемого УФ излучением связующего агента на подложку, подготовленную в п.(10);
(12) Отверждение под действием УФ-излучения;
(13) Нанесение отверждаемого УФ излучением защитного лака на подложку, подготовленную в п.(12);
(14) Равномерное распределение покрытия под действием инфракрасного облучения или естественным путем;
(15) Отверждение под действием УФ-излучения;
(16) Контроль;
(17) Нанесение защитной пленки;
(18) Упаковка.
Пункты 9~17 можно опустить, если сама переводная пленка имеет защитный слой.
Или
(1) Обработка поверхности подложки;
(2) Нанесение отверждаемой УФ излучением грунтовочной краски по металлу на подложку, подготовленную в п.(1);
(3) Отверждение под действием УФ-излучения;
(4) Нанесение УФ-отверждаемого связующего агента на подложку, подготовленную в п.(3);
(5) Отверждение под действием УФ-излучения;
(6) Нанесение переводной пленки на подложку, подготовленную в п.
(5);
(7) Отверждение под действием УФ-излучения;
(8) Удаление пленки;
(9) Равномерное распределение покрытия под действием инфракрасного излучения;
(10) Нанесение отверждаемого УФ излучением связующего агента на подложку, подготовленную в п.(9);
(11) Отверждение под действием УФ-излучения;
(12) Нанесение отверждаемого УФ излучением защитного лака на подложку, подготовленную в п.(11);
(13) Равномерное распределение покрытия под действием инфракрасного облучения или естественным путем;
(14) Отверждение под действием УФ-излучения;
(15) Контроль;
(16) Нанесение защитной пленки;
(17) Упаковка.
Пункты 8~16 можно опустить, если сама переводная пленка имеет защитный слой.
Обработка поверхности основы покрытия включает: обработку основы шлифованием и удаление пыли с поверхности основы.
Нанесение отверждаемого УФ излучением пропитывающего агента включает: нанесение отверждаемого УФ излучением пропитывающего агента валиком или кистью с расходом пропитывающего агента 50~500 гр/м2.
Равномерное распределение покрытия под действием инфракрасного облучения или естественным путем включает: установку температуры в установке инфракрасного разглаживания в диапазоне 20~150°С, выдержка покрытия для равномерного распределения в течение 0.1~10 мин. и полного испарения растворителя из покрытия; если используется разравнивание естественным путем, то для равномерного распределения покрытия и полного испарения растворителя из покрытия выдерживают покрытые рабочие части в течение 1 мин. ~ 24 часа в естественных условиях.
Нанесение заполняющей отверждаемой УФ излучением краски включает: нанесение заполняющей отверждаемой УФ излучением краски толщиной 10~150 мкм валиком или ракельным ножом.
Отверждение под действием УФ излучения включает: размещение покрытых рабочих частей в установку для УФ отверждения, оснащенную 1~3 ультрафиолетовыми лампами (высоковольтными ртутными лампами) мощностью 3~20 кВт и 0~3 металлогалогенными лампами (йодно-галлиевыми лампами, железосодержащими лампами, диспрозийсодержащими лампами и др.) мощностью 3~20 кВт и отверждение покрытия под действием УФ-облучения; длина волны источника УФ света составляет 200~600 нм, скорость конвейера отверждающей УФ излучением установки 5~50 м/мин.
Нанесение отверждаемой УФ излучением изолирующей грунтовки включает: нанесение слоя отверждаемой УФ излучением изолирующей грунтовки толщиной 10~150 мкм валиком, струйным обливом или распылением.
Шлифовка и удаление пыли включает: обработку рабочих поверхностей в шлифовальной машине с абразивной лентой 80~800 меш и удаление пыли с поверхности обрабатываемого изделия.
Нанесение отверждаемой УФ излучением изолирующей грунтовки включает: нанесение слоя отверждаемой УФ излучением изолирующей грунтовки толщиной 10~150 мкм валиком, струйным обливом или распылением.
Нанесение отверждаемой УФ излучением пигментированной краски включает: нанесение слоя отверждаемой УФ излучением пигментированной краски толщиной 10~150 мкм валиком, струйным обливом или распылением.
Нанесение УФ-отверждаемого связующего агента включает: нанесение слоя УФ-отверждаемого связующего агента толщиной 2~150 мкм валиком, струйным обливом или распылением.
Нанесение отверждаемой УФ излучением грунтовки по металлу включает: нанесение слоя отверждаемой УФ излучением грунтовки по металлу толщиной 10~150 мкм валиком, струйным обливом или распылением.
Нанесение переводной пленки проводится в машине для трансферной печати.
Удаление пленки включает: удаление пленки вручную или с помощью автоматической пленко-очистительной машины.
Нанесение отверждаемого УФ излучением защитного лака включает: нанесение отверждаемого УФ излучением защитного лака валиком, струйным обливом или распылением толщиной 10~250 мкм и степенью блеска 10~100 град (измеряется с помощью блескомера с отражением света под углом 60 град).
Отверждаемый УФ излучением пропитывающий агент, заполняющая отверждаемая УФ излучением краска, отверждаемая УФ излучением изолирующая грунтовка, отверждаемая УФ излучением пигментированная краска, отверждаемый УФ излучением связующий агент, отверждаемая УФ излучением грунтовка по металлу и отверждаемый УФ излучением защитный лак хорошо известны из уровня техники. Например:
Отверждаемый УФ излучением связующий агент содержит (в масс.%): 10~80% акрилатного форполимера, 10~89% акрилатного мономера, 1~5% фотоинициатора, 0~2% вспомогательной добавки и 0~50% растворителя.
Заполняющая отверждаемая УФ излучением краска содержит(в масс.%): 10~80% акрилатного форполимера, 5~50% акрилатного мономера, 1~5% фотоинициатора, 0~2% вспомогательной добавки и 0~50% наполнителя.
Отверждаемая УФ излучением изолирующая грунтовка содержит (в масс.%): 10~80% акрилатного форполимера, 5~60% акрилатного мономера, 1~6% фотоинициатора, 0~2% вспомогательной добавки и 0~50% наполнителя.
Отверждаемая УФ излучением пигментированная краска содержит (в масс.%): 10~80% акрилатного форполимера, 5~60% акрилатного мономера, 1~6% фотоинициатора, 0~2% вспомогательной добавки, 0~50% наполнителя и 0~50% пигмента.
Отверждаемый УФ излучением связующий агент содержит, (масс.%): 10~80% акрилатного форполимера, 5~60% акрилатного мономера, 1~6% фото инициатора, 0~2% вспомогательной добавки и 0~50% наполнителя.
Отверждаемая УФ излучением грунтовка по металлу содержит (в масс.%): 10~80% акрилатного форполимера, 1~80% акрилатного мономера, 1~15% фотоинициатора, 0~5% вспомогательной добавки и 0~30% наполнителя.
Отверждаемый УФ излучением защитный лак содержит (в масс.%): 10~80% акрилатного форполимера, 1~80% акрилатного мономера, 1~15% фотоинициатора, 0~5% вспомогательной добавки, 0~30% наполнителя и 0~30% растворителя.
Под акрилатным форполимером следует понимать акрилатный форполимер, используемый для получения отверждаемой УФ излучением переводной пленки или отверждаемой УФ излучением цветной переводной пленки в данном изобретении.
Под фотоинициатором следует понимать фотоинициатор, используемый для получения отверждаемой УФ излучением переводной пленки или отверждаемой УФ излучением цветной переводной пленки в данном изобретении.
Под вспомогательной добавкой следует понимать вспомогательную добавку, используемую для получения отверждаемой УФ излучением переводной пленки или отверждаемой УФ излучением красочной переводной пленки в данном изобретении.
Наполнителем может быть любое вещество из следующей группы: порошкообразный тальк, карбонат кальция и порошкообразный сульфат бария.
Растворитель представляет собой по меньшей мере один компонент из следующей группы: метилбензол, диметилбензол, этилацетат, бутилацетат, бутанон, циклогексанон, изопропанол, монобутиловый эфир этиленгликоля.
Декоративные плиты/панели с отверждаемой УФ излучением переводной пленкой/отверждаемой УФ излучением цветной переводной пленкой, полученные по способу согласно настоящему изобретению, имеют такие преимущества, как высокая прочность материала, высокая устойчивость к атмосферному воздействию, защита от неблагоприятного воздействия окружающей среды; могут иметь богатую цветовую гамму и сложные рисунки; цельность и стойкость пленки, высокое сопротивление к истиранию, легко чистящиеся, негорючие и т.д.; и имеют лучшие декоративные и защитные свойства, чем существующие пленки для термического переноса изображения и водные переводной пленки.
Способ получения отверждаемой УФ излучением переводной пленки согласно настоящему изобретению, имеет такие преимущества, как компактность оборудования, низкий уровень затрат на оборудование, высокая производительность, низкое потребление энергии, отсутствие загрязнений и т.д., кроме того, когда переводная пленка согласно настоящему изобретению наносится на деревянные, цементные, гипсокартонные или металлические поверхности переводная пленка крепко присоединяется к поверхности досок/панелей и не отстает от нее.
Краткое описание чертежей
На рисунке 1 показан вид в разрезе структуры отверждаемой УФ излучением переводной пленки согласно настоящему изобретению;
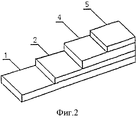
На рисунке 2 показан вид в разрезе структуры отверждаемой УФ излучением переводной пленки согласно настоящему изобретению.
Условные обозначения:
1. пленка подложки,
2. слой разделительного агента,
3. защитный слой из отверждаемой УФ излучением краски
4. слой декоративного рисунка из отверждаемой УФ излучением печатной краски,
5. фоновый слой из отверждаемый УФ излучением краски.
Подробное описание вариантов реализации
Вариант реализации изобретения 1.
Цветная переводная пленка с текстурой мрамора Arabescato Coccoha или Black Marquina.
Структура цветной переводной пленки с текстурой мрамора Arabescato Coccoha или Black Marquina показана на рисунке 1.
Цветная переводная пленка включает: пленку подложки 1, слой разделительного агента 2, защитный слой из отверждаемой УФ излучением краски 3, слой декоративного рисунка из отверждаемой УФ излучением печатной краски 4, фоновый слой из отверждаемой УФ излучением краски 5.
Способ получения включал следующие этапы:
1) Прогрев полипропиленовой пленки (пленку подложки) при температуре 120°С для предварительной усадки пленки и удаления электростатического заряда.
2) Равномерное распределение или печать разделительного агента на поверхности полипропиленовой пленки, подготовленной на этапе 1, с последующим отверждением слоя под действием инфракрасного облучения, т.е. установка температуры инфракрасного нагрева до 60°С и выдержка покрытия в течение 1 мин для равномерного распределения разделительного состава и полного отверждения разделительного состава с образованием слоя разделительного агента толщиной 1 мкм.
Разделительный агента, представляет собой смесь (в масс.%); 41% метилолцеллюлозы, 20% измененного парафинового воска, 18% бутанона, 5% этилацетата, 5% фторсодержащего аминоакрилата, 10% бутилакрилата и 1% 2-гидрокси-2-метил-1-фенил-1-ацетона.
3) Равномерное нанесение отверждаемой УФ излучением защитной краски поверх слоя разделительного агента, полученного на этапе 2, путем нанесения или печати и затем отверждение отверждаемой УФ излучением защитной краски под действием УФ облучения следующим образом: прогон одного слоя рулонного материала, покрытого УФ-отверждаемой защитной краской через установку для отверждения УФ излучением, оснащенную 1~3 ультрафиолетовыми лампами (высоковольтными ртутными лампами) мощностью 3~20 кВт и 0~3 металлогалогенными лампами (йодно-галлиевыми лампами, железосодержащими лампами, диспрозийсодержащими лампами и др.) мощностью 3~20 кВт с высокой скоростью для отверждения отверждаемой УФ излучением защитной краски под действием УФ облучения и получения защитного слоя толщиной 10 мкм; длина волны источника УФ света составляет 300~400 нм, скорость конвейера в установке для отверждения УФ излучением составляет 1~200 м/мин.
отверждаемая УФ излучением краски для защитного слоя представляет собой смесь (в масс.%):
А. 20% фторсодержащего эпоксиакрилата, 40% фторсодержащего полиуретанакрилата, 16% этокситриметилолпропантриакрилата (ЕО-ТМРТА), 20% пропокситриметилолпропантриакрилата (РО-ТМРТА), 3% 1-гидроксициклогексилфенилкетона, 0,5% BYK 052, и 0,5% Disperbyk 103;
или
Б. 10% фторсодержащего аминоакрилата, 10% акрилатного сополимера, 50% фторсодержащего акрилатного сополимера, 9.5% гидроксиэтилметакрилата (НЕМА), 10% трифторэтилакрилата, 5% 1-гидроксициклогексилфенилкетона, 0,2% BYK 052, 0,3% Disperbyk 103, 5% матирующего агента (матирующий воск, GIFU, Япония).
4) Равномерное нанесение черной отверждаемой УФ излучением печатной краски или белой отверждаемой УФ излучением печатной краски создающей рисунок на поверхности отверждаемого УФ излучением защитного слоя, подготовленного на стадии 3, путем нанесения или печати и затем отверждение отверждаемой УФ излучением краски под действием УФ облучения следующим образом: прогон одного слоя рулонного материала, покрытого отверждаемой УФ излучением черной печатной краской или отверждаемой УФ излучением белой печатной краской через отверждающую УФ излучением установку, оснащенную 1~3 ультрафиолетовыми лампами (высоковольтными ртутными лампами) мощностью 3~20 кВт и 0~3 металлогалогенными лампами (йодно-галлиевыми лампами, железосодержащими лампами, диспрозийсодержащими лампами и др.) мощностью 3~20 кВт с высокой скоростью для отверждения отверждаемой УФ излучением черной печатной краски или отверждаемой УФ излучением белой печатной краски под действием УФ облучения и получения слоя декоративного рисунка черной печатной краски толщиной 10 мкм или слоя декоративного рисунка белой печатной краски толщиной 10 мкм; длина волны источника УФ света составляет 365~410 нм, скорость конвейера УФ-отверждающей установки 1~200 м/мин.
Черная отверждаемая УФ излучением печатная краска для слоя декоративного рисунка представляют собой смесь (в масс.%): 18.5% фторсодержащего эпоксиакрилата, 25% фторсодержащего полиуретанакрилата, 15% пропоксинеопентилгликольдиакрилата (PO-NPGDA), 15% фталандион-ди-(диэтиленгликоль)диакрилата (PDDA), 3% 1-гидроксициклогексилфенилкетона, 3% 2,4-диизопропилтиоксантона, 0,2% BYK 052, 0.3% Disperbyk 103, 10% сажи М-Е, и 10% полиамидной смолы;
Белая отверждаемая УФ излучением печатная краска для слоя декоративного рисунка представляют собой смесь (в масс%): 5% аминоакрилата, 25% фторсодержащего аминоакрилата, 5% акрилатного сополимера, 10% трипропиленгликольдиакрилата (TPGDA), 9.8% дипропиленгликольдиакрилата (DPGDA), 2% 1-гидроксициклогексилфенилкетона, 3% 2,4,6-триметилбензоилдифенилфосфин оксида (ТРО), 0.1% BYK 052, 0.1% Disperbyk 103, 5% порошкообразного талька, 25% титанового пигмента, 10% полиамидной смолы.
5) Равномерное нанесение отверждаемой УФ излучением белой печатной краски на поверхность слоя декоративного рисунка черной отверждаемой УФ излучением краски или на поверхность слоя декоративного рисунка белой отверждаемой УФ излучением печатной краски, подготовленного на стадии 4, путем нанесения или печати и затем отверждение отверждаемой УФ излучением краски под действием УФ облучения следующим образом; прогон одного слоя рулонного материала, покрытого отверждаемой УФ излучением белой печатной краской через отверждающую УФ излучением установку, оснащенную 1~3 ультрафиолетовыми лампами (высоковольтными ртутными лампами) мощностью 3~20 кВт и 0~3 металлогалогенными лампами (йодно-галлиевыми лампами, железосодержащими лампами, диспрозийсодержащими лампами и др.) мощностью 3~20 кВт с высокой скоростью для отверждения отверждаемой УФ излучением белой печатной краски под действием УФ облучения и получения цветной переводной пленки с текстурой мрамора Black Marquina или цветного наносимого покрытия с текстурой мрамора Arabescato Coccoha;
Белая отверждаемая УФ излучением печатная краска для фонового слоя представляет собой смесь (в масс.%): 10% фторсодержащего эпоксиакрилата, 25% фторсодержащего аминоакрилата, 5% акрилатного сополимера, 15% этокситриметилолпропантриакрилата (ЕО-ТМРТА), 9.8% дипропиленгликольдиакрилата (DPGDA), 3% 1-гидроксициклогексилфенилкетона, 3% 2,4,6-триметилбензоилдифенилфосфин оксида (ТРО), 0.2% BYK 052, 22% титанового пигмента и 7.2% полиамидной смолы.
Вариант реализации изобретения 2.
Цветная переводная пленка с текстурой мрамора Royal Batticino бежевого цвета или с текстурой мрамора Royal Batticino светло-коричневого цвета.
Структура цветной переводной пленки с текстурой мрамора Royal Batticino бежевого цвета или с текстурой мрамора Royal Batticino светло-коричневого цвета такая же, что и в варианте реализации изобретения 1. Способ получения включал следующие этапы:
1) Прогрев полиэтиленовой пленки (пленки подложки) при температуре 160°С для предварительной усадки пленки и удаления электростатического заряда.
2) Равномерное распределение или печать разделительного агента на поверхности полиэтиленовой пленки, подготовленной на этапе 1, с последующим отверждением слоя под действием инфракрасного облучения, т.е. установка температуры инфракрасного нагрева до 150°С и выдержка покрытия в течение 0.01 мин для равномерного распределения разделительного агента, полного испарения растворителя из покрытия, полного отверждения разделительного агента с образованием слоя разделительного состава толщиной 5 мкм.
Разделительный состав, представляет собой смесь (в масс.%): 30% метилолцеллюлозы, 25% пальмового воска, 15% бутанона, 5% этилацетата, 11% фторсодержащего полиуретанакрилата, 10% полиэстеракрилата и 4% 1-гидроксициклогексилфенилкетона.
3) Равномерное нанесение отверждаемой УФ излучением защитной краски поверх слоя разделительного агента, полученного на этапе 2, путем нанесения или печати и затем отверждение отверждаемой УФ излучением защитной краски под действием УФ облучения следующим образом: прогон одного слоя рулонного материала, покрытого отверждаемой УФ излучением защитной краской через УФ-отверждающую установку, оснащенную 1~3 ультрафиолетовыми лампами (высоковольтными ртутными лампами) мощностью 3~20 кВт и 0~3 металлогалогенными лампами (йодно-галлиевыми лампами, железосодержащими лампами, диспрозийсодержащими лампами и др.) мощностью 3~20 кВт с высокой скоростью для отверждения отверждаемой УФ излучением защитной краски под действием УФ облучения и получения защитного слоя толщиной 15 мкм; длина волны источника УФ света составляет 250~380 нм, скорость конвейера отверждающей УФ излучением установки 1~200 м/мин.
отверждаемая УФ излучением краска для защитного слоя представляет собой смесь (в мас.%):
А. 20% фторсодержащего эпоксиакрилата, 40% фторсодержащего полиуретанакрилата, 10% этокситриметилолпропантриакрилата (ЕО-ТМРТА), 20% пропокситриметилолпропантриакрилата (РО-ТМРТА), 3% 1-гидроксициклогексилфенилкетона, 0,5% BYK 052, 0,5% Disperbyk 103 и б% бутанона;
Или
Б. 14% фторсодержащего аминоакрилата, 10% акрилатного сополимера, 50% фторсодержащего акрилатного сополимера, 9.5% гидроксиэтилметакрилата (НЕМА), 10% трифторэтилакрилата, 2% 1-гидроксициклогексилфенилкетона, 0.2% BYK 052, 0.3% BYK 358 и 4% матирующего агента (матирующий воск, GIFU, Япония).
4) Равномерное нанесение УФ-отверждаемой бежевой печатной краски или УФ-отверждаемой светло-коричневой печатной краски создающей рисунок на поверхности УФ-отверждаемого защитного слоя, подготовленного в п.3, путем намазывания или печати и затем отверждение УФ-отверждаемой краски под действием УФ облучения следующим образом: прогон одного слоя рулонного материала, покрытого УФ-отверждаемой бежевой печатной краской или УФ-отверждаемой светло-коричневой печатной краской через установку для отверждения УФ излучением, оснащенную 1~3 ультрафиолетовыми лампами (высоковольтными ртутными лампами) мощностью 3~20 кВт и 0~3 металлогалогенными лампами (йодно-галлиевыми лампами, железосодержащими лампами, диспрозийсодержащими лампами и др.) мощностью 3~20 кВт с высокой скоростью для отверждения УФ-отверждаемой бежевой печатной краски или УФ-отверждаемой светло-коричневой печатной краски под действием УФ облучения и получения слоя декоративного рисунка бежевой печатной краски толщиной 15 мкм или слоя декоративного рисунка светло-коричневой печатной краски толщиной 18 мкм; при длине волны источника УФ света 300~420 нм, скорости конвейера в установке для отверждения УФ-излучением 1~200 м/мин.
Бежевая УФ-отверждаемая печатная краска для слоя декоративного рисунка представляет собой смесь (в масс.%): 20% фторсодержащего акрилатного сополимера, 20% фторсодержащего аминоакрилата, 9.3% гидроксиэтилакрилата (НЕА), 20% дипентаэритритолгексаакрилата (DPHA), 2% 1-гидроксициклогексилфенилкетона, 3% 2-метил-1-[4-(метилсульфенил)-фенил]-2-морфолинил-1-ацетона, 0.2% BYK 052, 0.3% Disperbyk 103, 15% профлавина, 0,2% пигмента алого, 10% сополимера винилхлорида-винилацетата;
Светло-коричневая УФ-отверждаемая печатная краска для слоя декоративного рисунка представляет собой смесь (в масс.%): 10% фторсодержащего эпоксиакрилата, 20% фторсодержащего аминоакрилата, 17.4% дипропиленгликольдиакрилата (DPGDA), 20% дипентаэритритиолгексаакрилата (DPHA), 2% 2-гидрокси-2-метил-1-фенил-1-ацетона, 3% 2-метил-1-[4-(метилсульфенил)-фенил]-2-морфолинил-1-ацетона, 0.3% BYK 052, 0.3% Disperbyk 103, 2% профлавина, 20% титанового пигмента и 5% сополимера винилхлорида-винилацетата.
5) Равномерное нанесение УФ-отверждаемой белой печатной краски на поверхность слоя декоративного рисунка из бежевой УФ-отверждаемой краски или на поверхность слоя декоративного рисунка из светло-коричневой УФ-отверждаемой печатной краски и затем отверждение УФ-отверждаемой краски под действием УФ облучения следующим образом: прогон одного слоя рулонного материала, покрытого УФ-отверждаемой белой печатной краской через установку для отверждения УФ излучением, оснащенную 1~3 ультрафиолетовыми лампами (высоковольтными ртутными лампами) мощностью 3~20 кВт и 0~3 металлогалогенными лампами (йодно-галлиевыми лампами, железосодержащими лампами, диспрозийсодержащими лампами и др.) мощностью 3~20 кВт с высокой скоростью для отверждения УФ-отверждаемой белой печатной краски под действием УФ облучения и получения цветной переводной пленки с текстурой мрамора Royal Batticino бежевого цвета или цветного наносимого покрытия с текстурой мрамора Royal Batticino светло-коричневого цвета соответственно;
Белая УФ-отверждаемая печатная краска для фонового слоя представляет собой смесь (в масс.%); 20% фторсодержащего эпоксиакрилата, 25% этокситриметилолпропантриакрилата (ЕО-ТМРТА), 2% 1-гидроксициклогексилфенилкетона, 3% 2,4,6-триметилбензоилдифенилфосфин оксида, 2.9% бутанона, 0.1% Disperbyk 103, 20% титанового пигмента, 27% полиамидной смолы.
Вариант реализации изобретения 3.
Цветная переводная пленка с текстурой дерева.
Структура цветной переводной пленки с текстурой дерева показана на рисунке 2. Цветная переводная пленка включает: пленку подложки 1, слой разделительного агента 2, слой декоративного рисунка из отверждаемой УФ излучением печатной краски 4, фоновый слой из отверждаемой УФ излучением краски 5.
Способ получения включал следующие этапы:
1) Прогрев поливинилхлоридной пленки (пленки подложки) при температуре 180°С для предварительной усадки пленки и удаления электростатического заряда.
2) Равномерное распределение или печать разделительного агента на поверхности поливинилхлоридной пленки, подготовленной по п.1, с последующим отверждением слоя под действием инфракрасного облучения, т.е. установка температуры инфракрасного нагрева до 80°С и выдержка покрытия в течение 2 мин для равномерного распределения разделительного агента, полного испарения растворителя из покрытия, полного отверждения разделительного агента с образованием слоя разделительного агента толщиной 100 мкм.
Разделительный агент, представляет собой смесь (в масс.%): 30% метилолцеллюлозы, 5% модифицированного парафинового воска, 15% пальмового воска, 10% гидроксильного силиконового масла, 11% бутанона, 5% этилацетата, 12% фторсодержащего полиуретанакрилата, 10% трифторэтилметакрилата, 0.5% 2-гидроксил-2-метил-1-фенил-1-ацетона и 1.5% 1-гидроксициклогексилфенилкетона.
3) Равномерное нанесение УФ-отверждаемой печатной краски цвета Французский серый, создающей декоративную текстуру Французского серого дуба, поверх слоя разделительного агента, полученного на этапе 2, путем нанесения или печати или равномерное нанесение УФ-отверждаемой красно-серой печатной краски создающей декоративную текстуру красно-серой древесины поверх слоя разделительного агента, полученного на этапе 2, путем нанесения или печати, затем отверждение УФ-отверждаемой печатной краски создающей декоративную текстуру Французского серого дуба или отверждение УФ-отверждаемой печатной краски создающей декоративную текстуру красно-серой древесины под действием УФ облучения следующим образом:
прогон одного слоя рулонного материала, покрытого отверждаемой УФ излучением печатной краской создающей декоративную текстуру Французского серого дуба поверх или покрытого печатной краской создающей декоративную текстуру красно-серой древесины через установку для отверждения УФ излучением, оснащенную 1~3 ультрафиолетовыми лампами (высоковольтными ртутными лампами) мощностью 3~20 кВт и 0~3 металлогалогенными лампами (йодно-галлиевыми лампами, железосодержащими лампами, диспрозийсодержащими лампами и др.) мощностью 3~20 кВт с высокой скоростью для отверждения УФ-отверждаемой защитной краски под действием УФ облучения и получения защитного слоя толщиной 10 мкм; при длине волны источника УФ света 250~420 нм, и скорости конвейера в установке для отверждения УФ излучением 1~200 м/мин.
Отверждаемая УФ излучением печатная краска создающая слой рисунка с текстурой Французского серого дуба представляет собой смесь (в масс.%): 23% фторсодержащего полиуретанакрилата, 15% полиэстеракрилата, 10.4% дипентаэритритолгексаакрилата (DPHA), 15% 1,6-этиленгликольдиакрилата (HDDA), 2% 2-гидрокси-2-метил-1-фенил-1-ацетона, 3% 2,4,6-триметилбензоилдифенилфосфин оксида, 0,2% BYK 052, 0.3% Disperbyk 103, 0,1% сажи, 20% титанового пигмента, 4% сополимера винилхлорид-винилацетата, 5% полиамидной смолы и 2% бутанона.
Отверждаемая УФ излучением печатная краска создающая слой рисунка с текстурой красно-серой древесины представляет собой смесь (в масс.%): 10% фторсодержащего эпоксиакрилата, 23% фторсодержащего полиуретанакрилата, 12% дипропиленгликольдиакрилата (DPGDA), 2% 1-гидроксициклогексилфенилкетона, 3% 2,4,6-триметилбензоилдифенилфосфин оксида, 3%, 0.3% BYK 052, 0.1% Disperbyk 103, 1% пигмента алого, 0,1% сажи, 21% титанового пигмента, 3% карбоната кальция, 10% полиамидной смолы, 4,5% бутанона, 10% этилацетата.
5) Равномерное нанесение отверждаемой УФ излучением белой печатной краски на слой краски создающей декоративную текстуру Французского серого дуба или на слой краски создающей декоративную текстуру красно-серой древесины, подготовленной на этапе 3 и затем отверждение отверждаемой УФ излучением краски под действием УФ излучения следующим образом: прогон одного слоя рулонного материала, покрытого УФ-отверждаемой белой печатной краской через установку для отверждения УФ-излучением, оснащенную 1~3 ультрафиолетовыми лампами (высоковольтными ртутными лампами) мощностью 3~20 кВт и 0~3 металлогалогенными лампами (йодно-галлиевыми лампами, железосодержащими лампами, диспрозийсодержащими лампами и др.) мощностью 3~20 кВт для отверждения УФ-отверждаемой белой печатной краски под действием УФ облучения и получения цветной переводной пленки с текстурой Французского серого дуба или цветной переводной пленки с текстурой красно-серой древесины, соответственно.
Отверждаемая УФ излучением печатная краска для фонового слоя представляет собой смесь (в масс.%): 10% фторсодержащего эпоксиакрилата, 17.5% фторсодержащего аминоакрилата, 10% акрилатного сополимера, 10% этокситриметилолпропантриакрилата (ЕО-ТМРТА), 10% дипропиленгликольдиакрилата (DPGDA), 2% 2-гидрокси-2-метил-1-фенил-1-ацетона, 3% 2,4,6-триметилбензоилдифенилфосфин оксида, 0,2% BYK 052, 25% титанового пигмента, 10% термопластичного акрилата, 2.3% этилацетата.
Вариант реализации изобретения 4.
Цветная переводная пленка с текстурой кристалла красного алмаза. Структура цветной переводной пленки с текстурой кристалла красного алмаза такая же, что и в варианте реализации изобретения 1. Способ получения включал следующие этапы:
1) Прогрев полиэтилентерефталатовой пленки (пленки подложки) при температуре 60°С для предварительной усадки пленки и удаления электростатического заряда.
2) Равномерное распределение или печать разделительного агента на поверхности полиэтилентерефталатовой пленки, подготовленной на этапе 1, с последующим отверждением слоя под действием инфракрасного облучения, т.е. установка температуры инфракрасного нагрева до 90°С и выдержка покрытия в течение 1 мин для равномерного распределения разделительного агента, полного испарения растворителя из покрытия, полного отверждения разделительного агента с образованием слоя разделительного состава толщиной 10 мкм.
Разделительный агент представляет собой смесь (в масс.%): 20% метилолцеллюлозы, 10% модифицированного парафинового воска, 9% фенилметилового силиконового масла, 20% бутанона, 15% этилацетата, 20% фторсодержащего полиэстеракрилата, 5% PO-NPGDA, 0.5% 2-гидрокси-2-метил-1-фенил-1-ацетона, 0,5% 1-гидроксициклогексилфенилкетона.
3) Равномерное нанесение отверждаемой УФ излучением защитной краски поверх слоя разделительного агента, полученного на этапе 2, путем нанесения или печати и затем отверждение отверждаемой УФ излучением защитной краски под действием УФ облучения следующим образом: прогон одного слоя рулонного материала, покрытого отверждаемой УФ излучением защитной краской через УФ-отверждающую установку, оснащенную 1~3 ультрафиолетовыми лампами (высоковольтными ртутными лампами) мощностью 3~20 кВт и 0~3 металлогалогенными лампами (йодно-галлиевыми лампами, железосодержащими лампами, диспрозийсодержащими лампами и др.) мощностью 3~20 кВт с высокой скоростью для отверждения УФ-отверждаемой защитной краски под действием УФ облучения и получения защитного слоя толщиной 15 мкм; длина волны источника УФ света составляет 385~400 нм, скорость конвейера установки для отверждения УФ излучением 1~200 м/мин.
Отверждаемая УФ излучением печатная краска для защитного слоя представляет собой смесь (в масс.%):
А. 10% фторсодержащего эпоксиакрилата, 34.3% фторсодержащего аминоакрилата, 30% гексафторбутилметакрилата, 20% додекафторгептилметакрилата, 3% 2-гидрокси-2-метил-1-фенил-1-ацетона, 2% 1-гидроксициклогексилфенилкетона, 0.2% BYK 052 и 0,5% Disperbyk 103;
или
Б. 10% фторсодержащего аминоакрилата, 50% фторсодержащего акрилатного сополимера, 17.8% трифторэтилметакрилата, 10% этокситриметилолпропантриакрилата (EO-TMPTA), 2% 2-гидрокси-2-метил-1-фенил-1-ацетона, 3% 1-фенилциклогексилгидроксикетона, 0.1% BYK 052, 0.1% Disperbyk 103, и 7% матирующего агента GIFU (матирующий воск, GIFU, Япония).
4) Равномерное нанесение УФ-отверждаемой перламутровой печатной краски или УФ-отверждаемой ярко-красной печатной краски создающий рисунок на поверхности УФ-отверждаемого защитного слоя, подготовленного в п.3, путем нанесения или печати и затем отверждение УФ-отверждаемой краски под действием УФ облучения следующим образом: прогон одного слоя рулонного материала, покрытого УФ-отверждаемой перламутровой печатной краской или УФ-отверждаемой ярко красной печатной краской через установку для УФ-отверждения, оснащенную 1~3 ультрафиолетовыми лампами (высоковольтными ртутными лампами) мощностью 3~20 кВт и 0~3 металлогалогенными лампами (йодно-галлиевыми лампами, железосодержащими лампами, диспрозийсодержащими лампами и др.) мощностью 3~20 кВт с высокой скоростью для отверждения УФ-отверждаемой перламутровой печатной краски или УФ-отверждаемой ярко-красной печатной краски под действием УФ облучения и получения декоративного слоя перламутровой печатной краски толщиной 20 мкм или декоративного слоя ярко-красной печатной краски толщиной 20 мкм; при длине волны источника УФ света 300~420 нм, и скорости конвейера установки для УФ-отверждения 1~200 м/мин.
Перламутровая УФ-отверждаемая печатная краска для слоя декоративного рисунка представляет собой смесь (в масс.%): 15% фторсодержащего полиуретанакрилата, 15% аминоакрилата, 15% гексафторбутилакрилата, 20% додекафторгептилакрилата, 2% 2-гидрокси-2-метил-1-фенил-1-ацетона, 2.7% 2,4,6-триметилбензоилдифенилфосфин оксида, 0.2% BYK 052, 0.1% Disperbyk 103, 20% красителя «перламутровая эссенция», 10% полиамидной смолы.
Ярко-красная УФ-отверждаемая печатная краска для слоя декоративного рисунка представляет собой смесь (в масс.%): 12% акрилатного сополимера, 12.4% фторсодержащего полиуретанакрилата, 10% полиэстеракрилата, 10% этилгексилакрилата (ЕНА), 15% этокситриметилолпропантриакрилата (ЕО-ТМРТА), 10% метакриловой кислоты, 2% 1-гидроксициклогексилфенилкетона, 3% 2,4,6-триметилбензоилдифенилфосфин оксида, 0.3% BYK 052, 5% красного оксида железа, 20.3% полиамидной смолы.
5) Равномерное нанесение УФ-отверждаемой белой печатной краски на поверхность слоя декоративного рисунка отверждаемой УФ излучением перламутровой краски или на поверхность слоя декоративного рисунка отверждаемой УФ излучением ярко-красной краски и затем отверждение УФ-отверждаемой краски под действием УФ облучения следующим образом: прогон одного слоя рулонного материала, покрытого УФ-отверждаемой белой печатной краской через установку для УФ-отверждения, оснащенную 1~3 ультрафиолетовыми лампами (высоковольтными ртутными лампами) мощностью 3~20 кВт и 0~3 металлогалогенными лампами (йодно-галлиевыми лампами, железосодержащими лампами, диспрозийсодержащими лампами и др.) мощностью 3~20 кВт с высокой скоростью для отверждения УФ-отверждаемой белой печатной краски под действием УФ облучения и получения перламутровой переводной пленки с текстурой красного алмаза или ярко-красной переводной пленки с текстурой красного алмаза, соответственно.
Белая отверждаемая УФ излучением печатная краска фонового слоя представляет собой смесь (в масс.%): 15% фторсодержащего эпоксиакрилата, 32% этокситриметилолпропантриакрилата (ЕО-ТМРТА), 5% дипропиленгликольдиакрилата, 2% 1-гидроксициклогексилфенилкетона, 3% 2,4,6-триметилбензоилдифенилфосфин оксида, 20% титанового пигмента, 5% порошкообразного талька, 18% полиамидной смолы.
Вариант реализации изобретения 5.
Цветная переводная пленка с декоративным эффектом. Структура цветной переводной пленки с декоративным эффектом такая же, что и в варианте реализации изобретения 1. Способ получения включал следующие этапы;
1) Прогрев поливинилхлоридной пленки (пленки подложки) при температуре 140°С для предварительной усадки пленки и удаления электростатического заряда.
2) Равномерное распределение разделительного агента на поверхность поливинилхлоридной пленки, подготовленной на этапе 1, с последующим отверждением слоя под действием инфракрасного облучения, т.е. установка температуры инфракрасного нагрева до 120°С и выдержка покрытия в течение 0.5 мин для полного испарения растворителя, полного отверждения разделительного агента и получения слоя разделительного агента толщиной 20 мкм.
Разделительный агент представляет собой смесь (в масс.%): 33% метилцеллюлозы, 5% модифицированного парафинового воска, 15% пальмового воска, 2% метилсиликонового масла, 3% фенилметилсиликонового масла, 20% бутанона, 5% этилацетата, 5% фторсодержащего аминоакрилата, 10% дипропиленгликольдиакрилата (DPGDA) и 2% 2-гидрокси-2-метил-1-фенил-1-ацетона.
3) Равномерное нанесение УФ-отверждаемой защитной краски поверх слоя разделительного агента, полученного на этапе 2, путем нанесения или печати и, затем, отверждение отверждаемой УФ излучением защитной краски под действием УФ облучения следующим образом: прогон одного слоя рулонного материала, покрытого отверждаемой УФ излучением защитной краской через установку для отверждения УФ излучением, оснащенную 1~3 ультрафиолетовыми лампами (высоковольтными ртутными лампами) мощностью 3~20 кВт и 0~3 металлогалогенными лампами (йодно-галлиевыми лампами, железосодержащими лампами, диспрозийсодержащими лампами и др.) мощностью 3~20 кВт с высокой скоростью для отверждения отверждаемой УФ излучением защитной краски под действием УФ облучения и получения защитного слоя толщиной 15 мкм; при длине волны источника УФ света 200~380 нм, и скорости конвейера в установке для отверждения УФ излучением 1~200 м/мин.
Отверждаемая УФ излучением краска для защитного слоя представляет собой смесь (в масс.%):
А. 30% фторсодержащего полиэфиракрилата, 30% фторсодержащего полиуретанакрилата, 16% трифторэтилметакрилата, 18.5% пропокситриметилолпропантриакрилата (РО-ТМРТА), 3% 2-гидрокси-2-метил-1-фенил-1-ацетона, 0.1% BYK 052, 2% порошкообразного талька и 0.4% этилацетата;
Б. 20% фторсодержащего аминоакрилата, 10% полиуретанакрилата, 30% фторсодержащего акрилатного сополимера, 14% этокситриметилолпропантриакрилата (ЭО-ТМРТА), 10% трифторэтилакрилата, 5% 1-гидроксициклогексилфенилкетона, 0.4% порошкообразного талька, 0.6% этилацетата и 10% матирующего порошка.
4) Равномерное нанесение УФ-отверждаемой серебряной зеркальной краски или УФ-отверждаемой золотой зеркальной краски создающей декоративный эффект на поверхность УФ-отверждаемого защитного слоя, подготовленного на стадии 3, путем нанесения или печати и затем отверждение УФ-отверждаемой краски под действием УФ облучения следующим образом: прогон одного слоя рулонного материала, покрытого УФ-отверждаемой серебряной зеркальной краской или УФ-отверждаемой золотой зеркальной краской через установку для отверждения УФ излучением, оснащенную 1~3 ультрафиолетовыми лампами (высоковольтными ртутными лампами) мощностью 3~20 кВт и 0~3 металлогалогенными лампами (йодно-галлиевыми лампами, железосодержащими лампами, диспрозийсодержащими лампами и др.) мощностью 3~20 кВт с высокой скоростью для отверждения УФ-отверждаемой серебряной зеркальной краски или УФ-отверждаемой золотой зеркальной краски под действием УФ облучения и получения декоративного слоя серебряной зеркальной краски толщиной 25 мкм или декоративного слоя золотой зеркальной краски толщиной 25 мкм; при длине волны источника УФ света 250~400 нм, и скорости конвейера установки для отверждения УФ излучением 1~200 м/мин.
Серебряная зеркальная УФ-отверждаемая краска для декоративного слоя представляет собой смесь (в масс.%):
14.5% фторсодержащего полиуретанакрилата, 15% фторсодержащего эпоксиакрилата, 15% гексафторбутилакрилата, 15% гексафторбутилметакрилата, 2% 2-гидрокси-2-метил-1-фенил-1-ацетона, 3% 2,4,6-триметилбензоилдифенилфосфиноксида, 0.2% BYK 052, 0.3% бутанона, 15% пигмента серебряного порошка и 20% термопластичной акриловой смолы.
Золотая зеркальная УФ-отверждаемая краска для декоративного слоя представляет собой смесь (в масс.%):
15% фторсодержащего акрилатного сополимера, 16.1% аминоакрилата, 15% дипентаэритритгексаакрилата (DPHA), 2% 1-гидроксициклогексилфенилкетона, 2% 2,4,6-триметилбензоилдифенилфосфиноксида, 0.2% добавки BYK 052, 0.2% добавки Disperbyk 103, 18% пигмента Gold powder, 10% полиамидной смолы и 1.5% термопластичной акриловой смолы.
5) Равномерное нанесение черной УФ-отверждаемой краски поверх слоя декоративного рисунка УФ-отверждаемой серебряной зеркальной краски или УФ-отверждаемой золотой зеркальной краски и затем отверждение покрытия под действием УФ облучения следующим образом: прогон одного слоя рулонного материала, покрытого черной УФ-отверждаемой краской через установку для отверждения УФ излучением, оснащенную 1~3 ультрафиолетовыми лампами (высоковольтными ртутными лампами) мощностью 3~20 кВт и 0~3 металлогалогенными лампами (йодно-галлиевыми лампами, железосодержащими лампами, диспрозийсодержащими лампами и др.) мощностью 3~20 кВт с высокой скоростью для отверждения черной УФ-отверждаемой краски под действием УФ облучения и получения серебряной зеркальной цветной переводной пленки с декоративным эффектом или золотой зеркальной цветной переводной пленки с декоративным эффектом.
Черная УФ-отверждаемая краска для фонового слоя представляет собой смесь (в масс.%): 15% фторсодержащего полиэфиракрилата, 27.7% фторсодержащего аминоакрилата, 7% трифторэтилметакрилата, 20% дипропиленгликольдиакрилата (DPGDA), 2% 1-гидроксициклогексилфенилкетона, 3% 2,4-диизопропилтиоксантона, 0.1% добавки BYK 052, 0.2% добавки Disperbyk 103, 8% сажи, 2% порошкообразного талька и 15% полиамидной смолы.
Вариант реализации изобретения 6.
Декоративная плита с текстурой мрамора
Основа для декоративной плиты представляла собой армированную волокном цементную плиту, армированную волокном кальций-силикатную плиту, армированную волокном магний-оксидную плиту, легкую магний-хлоридную цементную плиту, магний-оксохлоридную плиту или гипсовую плиту. Основу шлифовали и удаляли пыль с поверхности, наносили кистью слой отверждаемого УФ излучением пропитывающего агента на поверхность основы с расходом 120 г/м2 и выдерживали в течение 30 минут для равномерного распределения покрытия естественным путем; наносили валиком слой заполняющей отверждаемой УФ излучением краски толщиной 20 мкм; загружали основу с нанесенным покрытием в отверждающую УФ излучением установку, оснащенную УФ лампой (высоковольтной ртутной лампой) мощностью 9.6 кВ и работающую со скоростью конвейера 15 м/мин, для отверждения покрытия; наносили слой отверждаемой УФ излучением прозрачной грунтовочной краски толщиной 40 мкм поверх слоя заполняющей отверждаемой УФ излучением краски; загружали плиту с нанесенным покрытием в отверждающую УФ излучением установку, оснащенную двумя УФ лампами (высоковольтными ртутными лампами) мощностью 13 кВт и работающую со скоростью конвейера 15 м/мин, для отверждения покрытия; шлифовали плиту на шлифовальном станке с абразивной лентой зернистостью 240 и удаляли пыль с поверхности плиты; наносили слой отверждаемой УФ излучением грунтовочной краски толщиной 10 мкм на поверхность уже существующей отверждаемой УФ излучением прозрачной изолирующей грунтовочной краски валком; загружали плиту с нанесенным покрытием в УФ-отверждающую установку, оснащенную УФ лампой (высоковольтной ртутной лампой) мощностью 9.6 кВт и работающую со скоростью конвейера 15 м/мин, для отверждения покрытия; наносили слой белой отверждаемой УФ излучением грунтовочной краски толщиной 10 мкм поверх слоя отверждаемой УФ излучением грунтовочной краски; загружали плиту с нанесенным покрытием в УФ-отверждающую установку, оснащенную пятью УФ лампами (металлогалогенными лампами) мощностью 16.8 кВт и работающую со скоростью конвейера 15 м/мин, для отверждения покрытия; шлифовали плиту на шлифовальном станке с абразивной лентой зернистостью 400; наносили слой отверждаемого УФ излучением связующего агента толщиной 10 мкм поверх слоя белой отверждаемой УФ излучением грунтовочной краски; нанослили цветную переводную пленку с текстурой мрамора Black Marquinac или цветную переводную пленку с текстурой мрамора Arabescato Coccoha, как описано в варианте реализации изобретения 1, на поверхность отверждаемого УФ излучением связующего агента; загружали плиту с нанесенным покрытием в отверждающую УФ излучением установку, оснащенную шестью УФ лампами (металлогалогенными лампами) мощностью 16.8 кВт и работающую со скоростью конвейера 15 м/мин, для отверждения покрытия; удаляли пленку и выдерживали под инфракрасным облучением в течение 2 мин при 90°С для равномерного распределения покрытия; загружали плиту с нанесенным покрытием в УФ-отверждающую установку, оснащенную тремя УФ лампами (высоковольтными ртутными лампами) мощностью 13 кВт и работающую со скоростью конвейера 15 м/мин, для отверждения покрытия; после проведения контроля покрытия в завершение на поверхность плиты наносили защитную полипропиленовую пленку для получения декоративной плиты с текстурой мрамора.
Отверждаемый УФ излучением пропитывающий агент представляет собой смесь (в масс.%): 20% эпоксиакрилата, 50% ТМРТА, 10% TPGDA, 4% 2-гидрокси-2-метил-1-фенил-1-ацетона и 16% этилацетата.
Заполняющая отверждаемая УФ излучением краска представляет собой смесь (в масс.%): 40% эпоксиакрилата, 20% полиэфиракрилата, 16% ТМРТА, 20% порошкообразного талька, 3.5% 2-гидрокси-2-метил-1-фенил-1-ацетона, 0.2% добавки BYK 052 и 0.3% добавки Disperbyk 163.
отверждаемая УФ излучением грунтовочная краска представляет собой смесь (в мас.%): 20% фторсодержащего эпоксиакрилата, 30% полиуретанакрилата, 10% TPGDA, 20% EO-TMPTA, 15% порошкообразного талька, 4.5% 1-гидроксициклогексилфенилкетона, 0.2% добавки BYK 055 и 0.3% добавки Disperbyk 103.
Белая отверждаемая УФ излучением грунтовочная краска представляет собой смесь (в масс.%): 20% эпоксиакрилата, 30% фторсодержащего полиэфиракрилата, 20% РЕТА, 10% PO-NPGDA, 15% титанового пигмента, 2% 1-гидроксициклогексилфенилкетона, 2.5% 2,4,6-триметилбензоилдифенилфосфиноксида, 0.2% добавки BYK 052 и 0.3% добавки Disperbyk 103.
Отверждаемый УФ излучением связующий агент представляет собой смесь (в масс.%): 35% полиуретанакрилата, 30% фторсодержащего полиэфиракрилата, 20% РЕТА, 10% PO-NPGDA, 2.5% 1-гидроксициклогексилфенилкетона, 2% 2-гидрокси-2-метил-1-фенил-1-ацетона, 0.2% добавки BYK 052 и 0.3% добавки Disperbyk 103.
Вариант реализации изобретения 7.
Декоративная плита с текстурой древесины
Основа для декоративной плиты представляет собой плиту из массива древесины, плиту МДФ или фанерную плиту. Подложку шлифовали и удаляли пыль с поверхности; наносили слой отверждаемой УФ излучением грунтовочной краски толщиной 40 мкм на поверхность основы; загружали плиту с нанесенным покрытием в отверждающую УФ излучением установку, оснащенную двумя УФ лампами (высоковольтными ртутными лампами) мощностью 9.6 кВт и работающую со скоростью конвейера 8 м/мин, для отверждения покрытия; шлифовали плиту и удаляли пыль с поверхности плиты; наносили слой отверждаемого УФ излучением связующего агента толщиной 10 мкм поверх слоя отверждаемой УФ излучением грунтовочной краски; отверждали слой отверждаемого УФ излучением связующего агента; наносили цветную переводную пленку с текстурой древесины (Французского серого дуба или красно-серой древесины), как описано в варианте реализации изобретения 3; загружали плиту с нанесенным покрытием в отверждающую УФ излучением установку, оснащенную тремя УФ лампами (металлогалогенными лампами) мощностью 16.8 кВт и работающую со скоростью конвейера 8 м/мин, для отверждения покрытия; удаляли пленку и выдерживали под инфракрасным облучением в течение 2 мин при 90°С для равномерного распределения покрытия; наносили слой отверждаемого УФ излучением связующего агента толщиной 10 мкм на поверхность отверждаемой УФ излучением переводной пленки; отверждали слой отверждаемого УФ излучением связующего агента; наносили валком слой отверждаемого УФ излучением защитного полуматового лака толщиной 20 мкм при степени блеска 60 град (измерено с помощью блескомера с отражением света под углом 60 град); выдерживали под инфракрасным облучением в течение 1 мин при 50°С для равномерного распределения покрытия; загружали плиту с нанесенным покрытием в УФ-отверждающую установку, оснащенную тремя УФ лампами (высоковольтными ртутными лампами) мощностью 16.8 кВт и работающую со скоростью конвейера 8 м/мин, для отверждения покрытия; после проведения контроля покрытия в завершение на поверхность плиты наносили защитную полипропиленовую пленку для получения декоративной плиты с текстурой древесины.
Отверждаемая УФ излучением грунтовочная краска представляет собой смесь (в масс.%): 10% эпоксиакрилата, 40% полиуретанакрилата, 20% ЕО-ТМРТА, 10% PO-NPGDA, 15% порошкообразного талька, 4.5% 1-гидроксициклогексилфенилкетона, 0.2% добавки BYK 052 и 0.3% добавки Disperbyk 103.
Отверждаемый УФ излучением связующий агент представляет собой смесь (в масс.%); 35% полиуретанакрилата, 30% фторсодержащего полиэфиракрилата, 20% РЕТА, 10% PO-NPGDA, 4.5% 1-гидроксициклогексилфенилкетона, 0.2% добавки BYK 052 и 0.3% добавки Disperbyk. 103.
Отверждаемый УФ излучением полуматовый защитный лак представляет собой смесь (в мас.%): 30% полиуретанакрилата, 30% фторсодержащего полиуретанакрилата, 10% акрилатного сополимера, 10% ТМРТА, 10% РЕТА, 4% 1-гидроксициклогексилфенилкетона, 5% матирующего порошка, 0.2% добавки BYK 055, 0.3% добавки BYK 306 и 0.5% добавки Disperbyk 103.
Вариант реализации изобретения 8.
Декоративная панель с текстурой кристалла красного алмаза Основа для декоративной панели представляет собой алюминиевую панель, стальную панель или железную панель. Подложку очищали, удаляли маслянистые пятна, посторонние вещества и пыль с поверхности; наносили валком слой отверждаемой УФ излучением грунтовки по металлу толщиной 10 мкм на поверхность подложки; загружали плиту с нанесенным покрытием в отверждающую УФ излучением установку, оснащенную тремя УФ лампами (высоковольтными ртутными лампами) мощностью 13 кВт и работающую со скоростью конвейера 10 м/мин, для отверждения краски; наносили слой отверждаемого УФ излучением связующего агента толщиной 10 мкм поверх слоя отверждаемой УФ излучением грунтовки по металлу; отверждали слой отверждаемого УФ излучением связующего агента; наносили цветную переводную пленку с тектурой кристалла красного алмаза, как описано в варианте реализации изобретения 4, на поверхность отверждаемого УФ излучением связующего агента; загружали плиту с нанесенным покрытием в отверждающую УФ излучением установку, оснащенную тремя УФ лампами (металлогалогенными лампами) мощностью 16.8 кВт и работающую со скоростью конвейера 10 м/мин, для отверждения покрытия; удаляли пленку и выдерживали под инфракрасным облучением в течение 2 мин при 90°С для равномерного распределения покрытия; загружали плиту с нанесенным покрытием в отверждающую УФ излучением установку, оснащенную четырьмя УФ лампами (металлогалогенными лампами) мощностью 16.8 кВт и работающую со скоростью конвейера 10 м/мин для полного отверждения покрытия; после проведения контроля покрытия в завершение на поверхность плиты наносили защитную полипропиленовую пленку для получения декоративной панели с текстурой кристалла красного алмаза.
Отверждаемая УФ излучением грунтовочная краска по металлу представляет собой смесь (в масс.%): 15% эпоксиакрилата, 35% полиуретанакрилата, 20% ТМРТА, 10% PO-NPGDA, 15% порошкообразного талька, 4.5% 1-гидроксициклогексилфенилкетона, 0.2% добавки BYK 052 и 0.3% добавки Disperbyk 103.
Отверждаемый УФ излучением связующий агент представляет собой смесь (в масс.%); 35% полиуретанакрилата, 30% фторсодержащего полиэфиракрилата, 20% РЕТА, 10% PO-NPGDA, 4.5% 1-гидроксициклогексилфенилкетона, 0.2% добавки BYK 052 и 0.3% добавки Disperbyk 103.
Claims (18)
1. Отверждаемая УФ излучением переводная пленка, которая включает пленку подложку,
слой разделительного агента,
слой декоративного рисунка из отверждаемой УФ излучением печатной краски и
фоновый слой из отверждаемой УФ излучением краски,
причем
слой разделительного агента находится на пленке подложки,
слой декоративного рисунка из отверждаемой УФ излучением печатной краски находится на слое разделительного агента,
фоновый слой из отверждаемой УФ излучением краски находится на слое декоративного рисунка из отверждаемой УФ излучением печатной краски; или
переводная пленка включает
слой разделительного агента,
защитный слой из отверждаемой УФ излучением краски,
слой декоративного рисунка из отверждаемой УФ излучением печатной краски и
фоновый слой из отверждаемой УФ излучением краски,
причем
слой разделительного агента находится на подложке,
защитный слой из отверждаемой УФ излучением краски находится на слое разделительного агента,
слой декоративного рисунка из отверждаемой УФ излучением печатной краски находится на защитном слое из отверждаемой УФ излучением краски, и
фоновый слой отверждаемой УФ излучением краски находится на слое декоративного рисунка из отверждаемой УФ излучением печатной краски, при этом слой разделительный агента выполнен из разделительного агента, который представляет собой смесь 20~50 мас.% целлюлозы, 1~30 мас.% воска, 0~10 мас.% силиконового масла, 0~20 мас.% бутанона, 0~15 мас.% этилацетата, 5~20 мас.% акрилатного форполимера, 5~20 мас.% акрилатного мономера и 1~6 мас.% фотоинициатора.
слой разделительного агента,
слой декоративного рисунка из отверждаемой УФ излучением печатной краски и
фоновый слой из отверждаемой УФ излучением краски,
причем
слой разделительного агента находится на пленке подложки,
слой декоративного рисунка из отверждаемой УФ излучением печатной краски находится на слое разделительного агента,
фоновый слой из отверждаемой УФ излучением краски находится на слое декоративного рисунка из отверждаемой УФ излучением печатной краски; или
переводная пленка включает
слой разделительного агента,
защитный слой из отверждаемой УФ излучением краски,
слой декоративного рисунка из отверждаемой УФ излучением печатной краски и
фоновый слой из отверждаемой УФ излучением краски,
причем
слой разделительного агента находится на подложке,
защитный слой из отверждаемой УФ излучением краски находится на слое разделительного агента,
слой декоративного рисунка из отверждаемой УФ излучением печатной краски находится на защитном слое из отверждаемой УФ излучением краски, и
фоновый слой отверждаемой УФ излучением краски находится на слое декоративного рисунка из отверждаемой УФ излучением печатной краски, при этом слой разделительный агента выполнен из разделительного агента, который представляет собой смесь 20~50 мас.% целлюлозы, 1~30 мас.% воска, 0~10 мас.% силиконового масла, 0~20 мас.% бутанона, 0~15 мас.% этилацетата, 5~20 мас.% акрилатного форполимера, 5~20 мас.% акрилатного мономера и 1~6 мас.% фотоинициатора.
2. Отверждаемая УФ излучением переводная пленка по п.1, в которой защитный слой отверждаемой УФ излучением краски выполнен из отверждаемой УФ излучением краски, которая представляет собой смесь 10~80 мас.% акрилатного форполимера, 5~50 мас.% акрилатного мономера, 1~6 мас.% фотоинициатора, 0~2 мас.% вспомогательной добавки, 0~50 мас.% наполнителя, 0~10 мас.% бутанона и 0~15 мас.% этилацетата;
или
смесь 10~80 мас.% акрилатного форполимера, 5~50 мас.% акрилатного мономера, 1~6 мас.% фотоинициатора, 0~2 мас.% вспомогательной добавки, 0~50 мас.% наполнителя, 1~50 мас.% матирующего агента, 0~10 мас.% бутанона и 0~15 мас.% этилацетата.
или
смесь 10~80 мас.% акрилатного форполимера, 5~50 мас.% акрилатного мономера, 1~6 мас.% фотоинициатора, 0~2 мас.% вспомогательной добавки, 0~50 мас.% наполнителя, 1~50 мас.% матирующего агента, 0~10 мас.% бутанона и 0~15 мас.% этилацетата.
3. Отверждаемая УФ излучением переводная пленка по п.1, в которой слой декоративного рисунка из отверждаемой УФ излучением печатной краски выполнен из отверждаемой УФ излучением печатной краски, которая представляет собой 10~60 мас.% акрилатного форполимера, 5~50 мас.% акрилатного мономера, 1~5 мас.% фотоинициатора, 0~2 мас.% вспомогательной добавки, 0~50 мас.% наполнителя, 5~30 мас.% тонера, 5~30 мас.% смолы, 0~10 мас.% бутанона и 0~15 мас.% этилацетата.
4. Отверждаемая УФ излучением переводная пленка по п.1, в которой фоновый слой отверждаемой УФ излучением краски выполнен из отверждаемой УФ излучением краски, которая представляет собой смесь 10~50 мас.% акрилатного форполимера, 10~40 мас.% акрилатного мономера, 1~5 мас.% фотоинициатора, 0~2 мас.% вспомогательной добавки, 0~30 мас.% наполнителя, 5~30 мас.% тонера, 5~50 мас.% смолы, 0~10 мас.% бутанона и 0-15 мас.% этилацетата.
5. Отверждаемая УФ излучением переводная пленка по п.1, в которой пленка подложки представляет собой любую пленку, выбранную из следующей группы: полипропиленовая пленка, полиэтиленовая пленка, поливинилхлоридная пленка, полиэтилентерефталатная пленка.
6. Отверждаемая УФ излучением переводная пленка по п.5, в которой полипропиленовая пленка представляет собой модифицированную полипропиленовую пленку.
7. Отверждаемая УФ излучением переводная пленка по п.1, в которой целлюлоза представляет собой метилцеллюлозу; воск представляет собой модифицированный парафиновый воск, пальмовый воск или их смесь; силиконовое масло представляет собой по меньшей мере один компонент, выбранный из группы, включающей: метилсиликоновое масло, бензилсиликоновое масло, гидроксильное силиконовое масло.
8. Отверждаемая УФ излучением переводная пленка по пп.1, 2, 3, или 4, в которой акрилатный форполимер представляет собой по меньшей мере один компонент, выбранный из группы, включающей: эпоксиакрилат, фторсодержащий эпоксиакрилат, полиуретанакрилат, фторсодержащий полиуретанакрилат, полиэфиракрилат, фторсодержащий полиэфиракрилат, аминоакрилат, фторсодержащий аминоакрилат, акрилатный сополимер и фторсодержащий акрилатный сополимер;
акрилатный мономер представляет собой по меньшей мере один компонент, выбранный из группы, включающей: бутилакрилат, циклогексилакрилат, этилгексилакрилат, гидроксиэтилакрилат, гидроксиэтилметакрилат, трифторэтилакрилат, трифторэтилметакрилат, гексафторбутилакрилат, гексафторбутилметакрилат, додекафторгептилакрилат, додекафторгептилметакрилат, трипропиленгликольдиакрилат, дипропиленгликольдиакрилат, неопентилгликольдиакрилат, пропокси-неопентилгликольдиакрилат, фталандион бис(диэтиленгликоль)диакрилат, 1,6-гексиленгликольдиакрилат, триметилолпропантриакрилат, этокситриметилолпропантриакрилат, пропокситриметилолпропантриакрилат, пентаэритриттриакрилат и дипентаэритритгексаакрилат;
фотоинициатор представляет собой по меньшей мере один компонент, выбранный из группы, включающей: фотоинициатор на основе эфира бензоина, фотоинициатор на основе бензилкеталя, фотоинициатор на основе ацетофенона, фотоинициатор на основе антрахинона, фотоинициатор на основе тиоксантона, фотоинициатор на основе бензофенона, фотоинициатор на основе ацилфосфиноксида и фотоинициатор на основе бензоата.
акрилатный мономер представляет собой по меньшей мере один компонент, выбранный из группы, включающей: бутилакрилат, циклогексилакрилат, этилгексилакрилат, гидроксиэтилакрилат, гидроксиэтилметакрилат, трифторэтилакрилат, трифторэтилметакрилат, гексафторбутилакрилат, гексафторбутилметакрилат, додекафторгептилакрилат, додекафторгептилметакрилат, трипропиленгликольдиакрилат, дипропиленгликольдиакрилат, неопентилгликольдиакрилат, пропокси-неопентилгликольдиакрилат, фталандион бис(диэтиленгликоль)диакрилат, 1,6-гексиленгликольдиакрилат, триметилолпропантриакрилат, этокситриметилолпропантриакрилат, пропокситриметилолпропантриакрилат, пентаэритриттриакрилат и дипентаэритритгексаакрилат;
фотоинициатор представляет собой по меньшей мере один компонент, выбранный из группы, включающей: фотоинициатор на основе эфира бензоина, фотоинициатор на основе бензилкеталя, фотоинициатор на основе ацетофенона, фотоинициатор на основе антрахинона, фотоинициатор на основе тиоксантона, фотоинициатор на основе бензофенона, фотоинициатор на основе ацилфосфиноксида и фотоинициатор на основе бензоата.
9. Отверждаемая УФ излучением переводная пленка по п.3 или 4, в которой смола представляет собой по меньшей мере один компонент, выбранный из группы: модифицированный поливинилацетат, полиамидная смола и термопластичная акриловая смола; тонер представляет собой по меньшей мере один компонент, выбранный из группы: сажа, титановый пигмент, фталоцианин синий, профлавин и пигмент алый.
10. Отверждаемая УФ излучением переводная пленка по п.9, в которой модифицированный поливинилацетат представляет собой сополимер винилхлорида и винилацетата, этиленвинилацетат или их смесь.
11. Отверждаемая УФ излучением переводная пленка по пп.2, 3 или 4, в которой вспомогательная добавка представляет собой по меньшей мере один компонент, выбранный из группы, включающей: выравнивающий агент, антипенообразователь, смачивающий и диспергирующий агент; наполнитель представляет собой по меньшей мере один компонент, выбранный из группы, включающей: порошкообразный тальк, карбонат кальция и сульфат бария.
12. Отверждаемая УФ излучением переводная пленка по п.2, в которой матирующий агент представляет собой по меньшей мере один компонент, выбранный из группы, включающей: матирующий воск, матирующий порошок или их смесь.
13. Отверждаемая УФ излучением переводная пленка по п.8, в которой фотоинициатор на основе эфира бензоина представляет собой по меньшей мере один компонент, выбранный из группы, включающей: метиловый эфир бензоина, этиловый эфир бензоина, изопропиловый эфир бензоина; фотоинициатор на основе бензилкеталя представляет собой бензилдиметилкеталь; фотоинициатор на основе ацетофенона представляет собой по меньшей мере один компонент, выбранный из группы, включающей: ацетофенон, 2,2-диметокси-2-фенилацетофенон, 2,2-диэтокси-2-фенилацетофенон, 1,1-дихлорацетофенон, 1-гидроксиацетофенон, 1-гидроксициклогексилфенилкетон, 2-гидрокси-2-метил-1-фенил-1-ацетон, 1-(4-изопропилфенил)-2-гидрокси-2-метил-1-ацетон, 1-[4-(2-гидроксиэтокси)фенил]-2-гидрокси-2-метил-1-ацетон, 2-метил-1-[4-(метилсульфенил)фенил]-2-морфолинил-1-ацетон и 2-бензил-2-диметиламино-1-(4-фенилморфолинил)-1-бутанон;
фотоинициатор на основе антрахинона представляет собой по меньшей мере один компонент, выбранный из группы, включающей: 2-трет-бутилантрахинон, 1-хлорантрахинон и 2-амилантрахинон;
фотоинициатор на основе тиоксантона представляет собой по меньшей мере один компонент, выбранный из группы, включающей; 2,4-диметилтиоксантон, 2,4-диэтилтиоксантон, 2-изопропилтиоксантон, 4-изопропилтиоксантон, 2-хлортиоксантон, 2,4-диизопропилтиоксантон;
фотоинициатор на основе бензофенона представляет собой по меньшей мере один компонент, выбранный из группы, включающей: дифенилкетон, 4-хлордифенилкетон, метилбензофенон и 4-бензоил-4'-метилдифениловый тиоэфир;
фотоинициатор на основе ацилфосфиноксида представляет собой по меньшей мере один компонент, выбранный из группы, включающей: 2,4,6-триметилбензоилдифенилфосфиноксид, ди-(2,4,6-триметилбензоил)фенилфосфиноксид, ди-(2,6-диметилбензоил)-2,4,4-триметиламилфосфиноксид и 2,4,6-триметилбензоилфенилэтоксифосфиноксид;
фотоинициатор на основе бензоата представляет собой метилбензоилбензоат, метил-орто-бензоилбензоат или их смесь.
фотоинициатор на основе антрахинона представляет собой по меньшей мере один компонент, выбранный из группы, включающей: 2-трет-бутилантрахинон, 1-хлорантрахинон и 2-амилантрахинон;
фотоинициатор на основе тиоксантона представляет собой по меньшей мере один компонент, выбранный из группы, включающей; 2,4-диметилтиоксантон, 2,4-диэтилтиоксантон, 2-изопропилтиоксантон, 4-изопропилтиоксантон, 2-хлортиоксантон, 2,4-диизопропилтиоксантон;
фотоинициатор на основе бензофенона представляет собой по меньшей мере один компонент, выбранный из группы, включающей: дифенилкетон, 4-хлордифенилкетон, метилбензофенон и 4-бензоил-4'-метилдифениловый тиоэфир;
фотоинициатор на основе ацилфосфиноксида представляет собой по меньшей мере один компонент, выбранный из группы, включающей: 2,4,6-триметилбензоилдифенилфосфиноксид, ди-(2,4,6-триметилбензоил)фенилфосфиноксид, ди-(2,6-диметилбензоил)-2,4,4-триметиламилфосфиноксид и 2,4,6-триметилбензоилфенилэтоксифосфиноксид;
фотоинициатор на основе бензоата представляет собой метилбензоилбензоат, метил-орто-бензоилбензоат или их смесь.
14. Способ получения отверждаемой УФ излучением переводной пленки по любому из пп.1-13, включающий:
равномерное нанесение или печать разделительного агента на пленку подложки, а затем отверждение разделительного агента под действием инфракрасного облучения с получением слоя разделительного агента на пленке подложки;
равномерное нанесение или печать отверждаемой УФ излучением защитной краски на слой разделительного агента, а затем отверждение краски под действием УФ-облучения с получением защитного слоя отверждаемой УФ излучением краски;
равномерное нанесение или печать отверждаемой УФ излучением печатной краски, создающей рисунок и декоративный эффект, на защитный слой отверждаемой УФ излучением краски, а затем отверждение печатной краски под действием УФ облучения с получением слоя декоративного рисунка из отверждаемой УФ излучением печатной краски; и
равномерное нанесение или печать отверждаемой УФ излучением фоновой краски на слой декоративного рисунка из отверждаемой УФ излучением печатной краски, а затем отверждение краски под действием УФ облучения с получением отверждаемой УФ излучением переводной пленки;
или
равномерное нанесение или печать разделительного агента на пленку подложки, а затем отверждение разделительного агента под действием инфракрасного облучения с получением слоя разделительного состава на пленке подложки;
равномерное нанесение или печать отверждаемой УФ излучением печатной краски, имеющей рисунок и декоративный эффект, на слой разделительного агента, а затем отверждение печатной краски под действием УФ-облучения с получением слоя декоративного рисунка из отверждаемой УФ излучением печатной краски; и
равномерное нанесение или печать отверждаемой УФ излучением фоновой краски на слой декоративного рисунка из отверждаемой УФ излучением печатной краски, а затем отверждение краски под действием УФ-облучения с получением отверждаемой УФ излучением переводной пленки.
равномерное нанесение или печать разделительного агента на пленку подложки, а затем отверждение разделительного агента под действием инфракрасного облучения с получением слоя разделительного агента на пленке подложки;
равномерное нанесение или печать отверждаемой УФ излучением защитной краски на слой разделительного агента, а затем отверждение краски под действием УФ-облучения с получением защитного слоя отверждаемой УФ излучением краски;
равномерное нанесение или печать отверждаемой УФ излучением печатной краски, создающей рисунок и декоративный эффект, на защитный слой отверждаемой УФ излучением краски, а затем отверждение печатной краски под действием УФ облучения с получением слоя декоративного рисунка из отверждаемой УФ излучением печатной краски; и
равномерное нанесение или печать отверждаемой УФ излучением фоновой краски на слой декоративного рисунка из отверждаемой УФ излучением печатной краски, а затем отверждение краски под действием УФ облучения с получением отверждаемой УФ излучением переводной пленки;
или
равномерное нанесение или печать разделительного агента на пленку подложки, а затем отверждение разделительного агента под действием инфракрасного облучения с получением слоя разделительного состава на пленке подложки;
равномерное нанесение или печать отверждаемой УФ излучением печатной краски, имеющей рисунок и декоративный эффект, на слой разделительного агента, а затем отверждение печатной краски под действием УФ-облучения с получением слоя декоративного рисунка из отверждаемой УФ излучением печатной краски; и
равномерное нанесение или печать отверждаемой УФ излучением фоновой краски на слой декоративного рисунка из отверждаемой УФ излучением печатной краски, а затем отверждение краски под действием УФ-облучения с получением отверждаемой УФ излучением переводной пленки.
15. Способ по п.14, в котором процесс отверждения под действием инфракрасного облучения включает: установку температуры инфракрасного нагрева в диапазоне 20~150°C, выдержку для равномерного распределения разделительного агента в течение 0,01~10 мин и отверждение разделительного агента; отверждение под действием УФ-облучения включает обработку УФ-облучением в отверждающей УФ излучением установке, оснащенной 1~3 ультрафиолетовыми лампами (высоковольтные ртутные лампы) мощностью 2-20 кВт и 0-3 металлогалогенными лампами мощностью 3~20 кВт, при длине волны 200~600 нм для отверждения отверждаемой УФ излучением защитной краски, отверждаемой УФ излучением печатной краски и отверждаемой УФ излучением фоновой краски при скорости конвейера отверждающей УФ излучением установки 1~200 м/мин.
16. Применение отверждаемой УФ излучением переводной пленки по любому из пп.1-13 в производстве декоративных панелей с отверждаемой УФ излучением переводной пленкой.
17. Применение по п.16, которое включает:
нанесение слоя отверждаемого УФ излучением пропитывающего агента на поверхность армированной волокнами цементной панели, армированной волокнами кальций-силикатной панели, армированной волокнами магний-оксидной панели, облегченной магний-хлоридной цементной панели, магний-оксихлоридной панели или гипсокартона,
нанесение слоя заполняющей отверждаемой УФ излучением краски поверх слоя отверждаемого УФ излучением пропитывающего агента,
нанесение слоя отверждаемой УФ излучением изолирующей грунтовки поверх слоя заполняющей отверждаемой УФ излучением краски,
нанесение слоя отверждаемой УФ излучением пигментированной краски поверх слоя отверждаемой УФ излучением изолирующей грунтовки,
нанесение слоя отверждаемого УФ излучением связующего агента поверх слоя отверждаемой УФ излучением пигментированной краски,
нанесение переводной пленки на отверждаемый УФ излучением связующий агент с получением декоративной панели с отверждаемой УФ излучением переводной пленкой;
или
нанесение слоя отверждаемой УФ излучением изолирующей грунтовки на поверхность плиты из массива древесины, древесноволокнистой плиты или фанерной плиты,
нанесение слоя отверждаемого УФ излучением связующего агента поверх слоя отверждаемой УФ излучением изолирующей грунтовки и
нанесение переводной пленки поверх слоя отверждаемого УФ излучением связующего агента с получением декоративной панели с отверждаемой УФ излучением переводной пленкой;
или
нанесение слоя отверждаемой УФ излучением грунтовки по металлу на поверхность алюминиевой плиты, стальной плиты или железной плиты,
нанесение слоя отверждаемого УФ излучением связующего агента поверх слоя отверждаемой УФ излучением грунтовки по металлу и
нанесение переводной пленки поверх слоя отверждаемого УФ излучением связующего агента с получением декоративной панели с отверждаемой УФ излучением переводной пленкой.
нанесение слоя отверждаемого УФ излучением пропитывающего агента на поверхность армированной волокнами цементной панели, армированной волокнами кальций-силикатной панели, армированной волокнами магний-оксидной панели, облегченной магний-хлоридной цементной панели, магний-оксихлоридной панели или гипсокартона,
нанесение слоя заполняющей отверждаемой УФ излучением краски поверх слоя отверждаемого УФ излучением пропитывающего агента,
нанесение слоя отверждаемой УФ излучением изолирующей грунтовки поверх слоя заполняющей отверждаемой УФ излучением краски,
нанесение слоя отверждаемой УФ излучением пигментированной краски поверх слоя отверждаемой УФ излучением изолирующей грунтовки,
нанесение слоя отверждаемого УФ излучением связующего агента поверх слоя отверждаемой УФ излучением пигментированной краски,
нанесение переводной пленки на отверждаемый УФ излучением связующий агент с получением декоративной панели с отверждаемой УФ излучением переводной пленкой;
или
нанесение слоя отверждаемой УФ излучением изолирующей грунтовки на поверхность плиты из массива древесины, древесноволокнистой плиты или фанерной плиты,
нанесение слоя отверждаемого УФ излучением связующего агента поверх слоя отверждаемой УФ излучением изолирующей грунтовки и
нанесение переводной пленки поверх слоя отверждаемого УФ излучением связующего агента с получением декоративной панели с отверждаемой УФ излучением переводной пленкой;
или
нанесение слоя отверждаемой УФ излучением грунтовки по металлу на поверхность алюминиевой плиты, стальной плиты или железной плиты,
нанесение слоя отверждаемого УФ излучением связующего агента поверх слоя отверждаемой УФ излучением грунтовки по металлу и
нанесение переводной пленки поверх слоя отверждаемого УФ излучением связующего агента с получением декоративной панели с отверждаемой УФ излучением переводной пленкой.
18. Применение по п.17, дополнительно включающее нанесение слоя отверждаемого УФ излучением связующего агента на поверхность отверждаемой УФ излучением переводной пленки находящейся на поверхности декоративной панели и нанесение слоя отверждаемого УФ излучением защитного лака на поверхность слоя отверждаемого УФ излучением связующего агента.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN200910088641.6 | 2009-07-06 | ||
| CN2009100886416A CN101941339B (zh) | 2009-07-06 | 2009-07-06 | 紫外光固化转印膜及其制备方法和应用 |
| PCT/CN2009/074567 WO2011003249A1 (zh) | 2009-07-06 | 2009-10-22 | 紫外光固化转印膜及其制备方法和应用 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2011146086A RU2011146086A (ru) | 2013-08-20 |
| RU2503548C2 true RU2503548C2 (ru) | 2014-01-10 |
Family
ID=43428742
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2011146086/12A RU2503548C2 (ru) | 2009-07-06 | 2009-10-22 | Отверждаемая уф излучением переводная пленка, способ ее получения и применение |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP2487042B1 (ru) |
| KR (1) | KR20120052280A (ru) |
| CN (1) | CN101941339B (ru) |
| RU (1) | RU2503548C2 (ru) |
| TR (1) | TR201200217T1 (ru) |
| WO (1) | WO2011003249A1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2787296C1 (ru) * | 2019-10-16 | 2023-01-09 | Топпан Инк. | Трансферный лист и способ получения меламиновой декоративной панели |
Families Citing this family (76)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102650825B (zh) * | 2011-02-28 | 2014-08-27 | 中山市立顺实业有限公司 | 一种含有粘着添加剂及增塑剂的干膜光阻剂 |
| CN102205768A (zh) * | 2011-03-21 | 2011-10-05 | 丁钊冲 | 一种平面板材装饰上光工艺 |
| CN102268212B (zh) * | 2011-06-29 | 2013-02-20 | 上海维凯化学品有限公司 | 一种适合真空电镀透明介质的镭射转移涂料及其制备方法 |
| CN103059713A (zh) * | 2011-10-20 | 2013-04-24 | 珠海东诚光固化材料有限公司 | 紫外光固化自洁涂料及其制备方法和应用 |
| CA2850527A1 (en) * | 2011-10-25 | 2013-05-02 | The Procter & Gamble Company | Sequentially primed printed substrate |
| CN102587616B (zh) * | 2012-02-28 | 2014-05-28 | 天津盛霖化工有限公司 | 一种低耗能节能环保地板及其制备、使用方法 |
| CN102825840B (zh) * | 2012-05-07 | 2014-11-19 | 上海烟草集团有限责任公司 | 一种包装礼盒的表面整饰工艺 |
| CN103386800B (zh) * | 2012-05-07 | 2015-06-17 | 山东绿环新型建材科技有限公司 | 硅酸钙板uv膜压处理工艺 |
| CN102794960B (zh) * | 2012-07-10 | 2015-06-03 | 苏州市星辰科技有限公司 | 一种防静电离型膜、其制备方法 |
| CN102777009A (zh) * | 2012-07-26 | 2012-11-14 | 珠海东诚光固化材料有限公司 | 紫外光固化多彩墙纸 |
| CN102775902B (zh) * | 2012-08-07 | 2014-07-16 | 昆山市万胜化工有限公司 | 一种塑胶用面漆 |
| CN102775832B (zh) * | 2012-08-07 | 2014-07-16 | 昆山市万胜化工有限公司 | 一种塑胶用底漆 |
| CN102800214B (zh) * | 2012-08-27 | 2014-06-18 | 武汉大学 | 一种基于车车信息交互条件下的车辆换道冲突消解方法 |
| US9387653B2 (en) * | 2013-03-22 | 2016-07-12 | Dai Nippon Printing Co., Ltd. | Protective layer transfer sheet, and the intermediate transfer medium |
| TWI547387B (zh) * | 2013-04-09 | 2016-09-01 | 巨大機械工業股份有限公司 | 水標紙 |
| CN103395312A (zh) * | 2013-07-05 | 2013-11-20 | 西安双灵印包材料有限公司 | 一种带光油涂层的转印膜及其制备方法 |
| CN103555152A (zh) * | 2013-09-27 | 2014-02-05 | 上海乘鹰新材料有限公司 | Uv光固化转印胶组合物 |
| CN103613993B (zh) * | 2013-11-21 | 2014-09-17 | 武汉大学 | 一种羟基硅油改性的水性uv油墨及其制备方法 |
| CN103866939B (zh) * | 2014-03-14 | 2016-02-17 | 珠海东诚光固化材料有限公司 | 一种新型安全玻璃装饰板及其制备方法 |
| CN104151939A (zh) * | 2014-08-11 | 2014-11-19 | 福建泰新泉科技有限公司 | 一种高附着力的喷码用玻璃油墨 |
| CN104327217B (zh) * | 2014-08-20 | 2017-05-31 | 昆山博益鑫成高分子材料有限公司 | 一种紫外光固化非硅离型剂及其制备方法 |
| CN104989048B (zh) * | 2014-12-29 | 2017-10-13 | 中关村人居环境工程与材料研究院 | 一种紫外光固化转印平光装饰板及其制造方法 |
| CN104989060B (zh) * | 2014-12-29 | 2017-10-03 | 中关村人居环境工程与材料研究院 | 一种紫外光固化转印3d装饰板及其制造方法 |
| CN104442061B (zh) * | 2014-12-29 | 2017-05-10 | 东莞市卓艺印刷制品有限公司 | 一种含有uv涂料层的转印膜 |
| CN104989061B (zh) * | 2014-12-29 | 2017-12-08 | 中关村人居环境工程与材料研究院 | 一种紫外光固化彩色平光装饰板及其制造方法 |
| EP3067218A1 (en) * | 2015-03-13 | 2016-09-14 | Eternit AG | Ink-jet printing on fiber cement products |
| CN105298059A (zh) * | 2015-10-22 | 2016-02-03 | 湖南邦弗特新材料技术有限公司 | 一种墙面装饰板及其uv转印与涂装技术和应用 |
| CN105421697A (zh) * | 2015-11-13 | 2016-03-23 | 湖南邦弗特新材料技术有限公司 | 一种环保型墙面装饰板及其制备方法 |
| WO2017096016A1 (en) * | 2015-12-03 | 2017-06-08 | Watchitude Llc | Method of printing on silicone bands |
| CN106905765A (zh) * | 2015-12-22 | 2017-06-30 | 北京奥托米特电子有限公司 | Uv固化耐擦洗油墨组合物及其制备方法 |
| CN105863201A (zh) * | 2016-04-14 | 2016-08-17 | 湖南邦弗特新材料技术有限公司 | 一种具有隔热反射功能的建筑装饰板及制备方法 |
| CN107365553B (zh) * | 2016-05-12 | 2020-07-24 | 东周化学工业(昆山)有限公司 | 热转印pet膜紫外光固化清漆及其制备方法 |
| CN107450758A (zh) * | 2016-05-31 | 2017-12-08 | 北京小米移动软件有限公司 | 在金属表面制作图案的方法、金属壳体及终端设备 |
| CN106346598A (zh) * | 2016-09-18 | 2017-01-25 | 重庆中技万彩世界实业有限公司 | 一种仿大理石纹抗菌装饰板的制造方法 |
| KR102100671B1 (ko) * | 2016-11-04 | 2020-04-14 | (주)엘지하우시스 | 차량용 내장재의 제조방법 및 차량용 내장재 |
| CN106497237A (zh) * | 2016-11-25 | 2017-03-15 | 珠海展辰新材料有限公司 | 一种可固化uv色浆 |
| CN106694292A (zh) * | 2016-12-20 | 2017-05-24 | 苏州市铂汉塑胶五金有限公司 | 一种工件整体自动化装置 |
| CN106626613A (zh) * | 2016-12-23 | 2017-05-10 | 青岛海尔特种钢板研制开发有限公司 | 一种预涂金属板及其制造方法 |
| CN107116946A (zh) * | 2017-05-07 | 2017-09-01 | 库尔兹压烫科技(合肥)有限公司 | 光固化型汽车内饰转印箔 |
| CN109109536B (zh) * | 2017-06-22 | 2020-09-11 | 大勤化成股份有限公司 | 转印膜结构及其制法与立体转印品的制法 |
| CN107325312B (zh) * | 2017-07-31 | 2020-06-05 | 广东毅科新材料有限公司 | 数码光学膜及其制备方法和应用 |
| CN107351562B (zh) * | 2017-08-07 | 2019-01-01 | 佛山荷韵特种材料有限公司 | 一种具有单面防粘连特性的水转印底纸及其制备方法 |
| CN108690387A (zh) * | 2017-09-14 | 2018-10-23 | 浙江欧仁新材料有限公司 | 轻离型力的离型剂及其制备方法 |
| CN108912970A (zh) * | 2017-09-18 | 2018-11-30 | 深圳市品格科技有限公司 | 一种热升华涂层及其在热升华转印工艺中的应用 |
| CN108032642B (zh) * | 2017-12-08 | 2019-11-12 | 广东印彩科技有限公司 | 一种水转印贴纸及其制备方法 |
| CN108250940B (zh) * | 2017-12-29 | 2020-08-07 | 上海乘鹰新材料有限公司 | 应用于拖鞋转印的高耐磨uv离型剂涂料及其制备方法 |
| US10286689B1 (en) * | 2018-02-08 | 2019-05-14 | Xerox Corporation | UV printed transferrable materials |
| CN108587332A (zh) * | 2018-03-05 | 2018-09-28 | 库尔兹压烫科技(合肥)有限公司 | 具有抗黄变性能的嵌件注塑装饰转印箔 |
| CN108528080A (zh) * | 2018-03-05 | 2018-09-14 | 库尔兹压烫科技(合肥)有限公司 | 一种提升油墨附着力的冷烫箔 |
| CN108518034A (zh) * | 2018-03-21 | 2018-09-11 | 浙江尤斯格林建材有限公司 | 一种装饰墙板的制作工艺 |
| TR201807994A2 (tr) * | 2018-06-05 | 2018-06-21 | Atatuerk Ueniversitesi Bilimsel Arastirma Projeleri Birimi | Uv i̇le sertleşen, bi̇youyumlu, süperamfi̇fobi̇k kaplama |
| CN108908532A (zh) * | 2018-07-13 | 2018-11-30 | 中山易必固新材料科技有限公司 | 一种电子束固化饰面涂装中纤板及其制作工艺 |
| CN109263322A (zh) * | 2018-09-11 | 2019-01-25 | 东莞市松烁硅胶科技有限公司 | 一种硅胶按键模内一体成型图文转印方法 |
| CN109226393A (zh) * | 2018-09-30 | 2019-01-18 | 重庆矢崎仪表有限公司 | 一种表盘拉丝方法 |
| CN109706784A (zh) * | 2018-11-30 | 2019-05-03 | 上海盈实纸塑材料有限公司 | 一种离型纸用新型防水防辐射离型剂及其制备方法 |
| CN109986897A (zh) * | 2019-04-02 | 2019-07-09 | 东莞泰博世实业投资有限公司 | 一种局部印刷转移膜及其制备方法 |
| CN110497710A (zh) * | 2019-07-09 | 2019-11-26 | 东莞泰博世实业投资有限公司 | 一种双面印刷膜及其制备方法 |
| CN110964250A (zh) * | 2019-12-06 | 2020-04-07 | 东莞市美盈森环保科技有限公司 | 耐磨哑胶丝印uv彩盒防掉粉方法 |
| CN110936459A (zh) * | 2019-12-20 | 2020-03-31 | 福州立雅家具有限公司 | 一种家具做旧工艺 |
| US11919037B2 (en) * | 2020-03-13 | 2024-03-05 | K H Exports India Private Limited | Leather edge painting and process thereof |
| CN111471375B (zh) * | 2020-04-30 | 2022-06-28 | 上海展辰涂料有限公司 | 一种抗划痕的光固化净味哑光白面漆 |
| CN111845108A (zh) * | 2020-08-06 | 2020-10-30 | 柯尼卡美能达办公系统(中国)有限公司 | 盲文印刷装置以及盲文印刷方法 |
| TWI737442B (zh) * | 2020-08-11 | 2021-08-21 | 正清國際有限公司 | 熱轉印膜元件 |
| CN112592630B (zh) * | 2020-11-02 | 2022-05-31 | 广东天元汇邦新材料股份有限公司 | 一种珠光转印膜及其制备方法制备和应用 |
| CN112457053B (zh) * | 2020-11-11 | 2022-07-15 | 江苏朗园美盛新材料科技有限公司 | 一种改性硅酸钙板及其表面处理方法以及应用 |
| CN113022186B (zh) * | 2021-02-24 | 2022-07-26 | 广州市宝墨光固化科技有限公司 | 一种uv打印金色或银色图案的工艺及其应用 |
| CN113004808B (zh) * | 2021-03-12 | 2022-12-16 | 西安思摩威新材料有限公司 | 一种低介电系数紫外光固化胶及其使用方法和应用 |
| CN115195317B (zh) * | 2021-04-12 | 2024-02-13 | 浙江兆奕光电有限公司 | 一种双层uv转印工艺 |
| CN114149780A (zh) * | 2021-11-15 | 2022-03-08 | 珠海天威新材料股份有限公司 | 可喷印uv压敏胶及其喷印方法、制品 |
| CN114058214B (zh) * | 2021-12-15 | 2024-11-22 | 乐凯华光印刷科技有限公司 | 一种uv固化喷墨墨水及其制备方法 |
| CN114836165B (zh) * | 2022-05-11 | 2023-10-20 | 湖北兴龙包装材料有限责任公司 | 一种uv转印胶及其制备方法 |
| CN116039225B (zh) * | 2022-12-20 | 2025-01-14 | 上海新洲包装印刷有限公司 | 一种多层凹凸胶印模拟用印刷装置及印刷方法 |
| CN116100974A (zh) * | 2022-12-29 | 2023-05-12 | 江苏学泰印务有限公司 | 一种耐高温防刮pet热转印膜的制备工艺 |
| CN116039279A (zh) * | 2022-12-30 | 2023-05-02 | 浙江大晋新材料科技有限公司 | 一种pet打印膜材料及其制作方法 |
| CN116021906B (zh) * | 2023-03-01 | 2026-01-02 | 佛山市长盛兴隆装饰材料有限公司 | 一种木纹转印膜和制备方法及承印物 |
| CN116278433A (zh) * | 2023-03-03 | 2023-06-23 | 安徽华驰环保科技有限公司 | 一种塑料袋的印刷方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0978473A (ja) * | 1995-09-04 | 1997-03-25 | Masahiro Tokai | 布地の印刷染色方法 |
| JPH10157399A (ja) * | 1996-11-29 | 1998-06-16 | Asahi Insatsu Shiki Kk | 転写フィルムとその製造方法 |
| CN200995575Y (zh) * | 2006-12-18 | 2007-12-26 | 汕头市东田转印有限公司 | 一种能使装饰层得到很好保护的转印膜 |
| US20090046134A1 (en) * | 2007-08-14 | 2009-02-19 | Xerox Corporation | Phase change ink compositions |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1895419A (en) * | 1930-03-29 | 1933-01-24 | Meyercord Co | Method of making decorated drawn metal articles |
| DE2847306A1 (de) * | 1977-11-01 | 1979-05-03 | Toppan Printing Co Ltd | Abziehbildlaminat fuer polyamidgegenstaende |
| JPH07186597A (ja) | 1993-12-27 | 1995-07-25 | Sakura Color Prod Corp | 転写紙 |
| US6022050A (en) * | 1998-09-02 | 2000-02-08 | Monarch Marking Systems, Inc. | Silicone release coating composition |
| US6284327B1 (en) * | 1999-07-12 | 2001-09-04 | Universal Woods Incorporated | Process for making a radiation cured cement board substrate |
| CN2573236Y (zh) * | 2002-09-18 | 2003-09-17 | 隆台企业有限公司 | 改良的转印贴纸 |
| DE10341168A1 (de) * | 2003-09-06 | 2005-04-07 | Mitsubishi Hitec Paper Flensburg Gmbh | Wärmeempfindliches Aufzeichnungsmaterial und seine Verwendung |
| US7820731B2 (en) * | 2005-12-15 | 2010-10-26 | Xerox Corporation | Radiation curable inks |
| CN101318420A (zh) | 2007-06-04 | 2008-12-10 | 白洪城 | 一种热转印膜及其制造工艺以及热转印制造工艺 |
| BE1017703A6 (nl) * | 2007-07-26 | 2009-04-07 | Flooring Ind Ltd | Werkwijzen voor het vervaardigen van panelen en paneel. |
| CN101235672B (zh) * | 2008-03-06 | 2010-09-29 | 珠海东诚光固化材料有限公司 | 紫外光固化覆膜墙面装饰板及其制备方法 |
| CN201209305Y (zh) * | 2008-03-06 | 2009-03-18 | 谭昊涯 | 紫外光固化覆膜墙面装饰板 |
| CN201176036Y (zh) * | 2008-03-28 | 2009-01-07 | 黎国忠 | 一种光固型转印膜 |
| CN101348047B (zh) * | 2008-04-10 | 2010-12-22 | 汕头市东田转印有限公司 | 一种含紫外光固化型胶粘剂转移印刷膜的转印方法 |
-
2009
- 2009-07-06 CN CN2009100886416A patent/CN101941339B/zh not_active Expired - Fee Related
- 2009-10-22 KR KR1020127003085A patent/KR20120052280A/ko not_active Ceased
- 2009-10-22 EP EP09847000.8A patent/EP2487042B1/en not_active Not-in-force
- 2009-10-22 TR TR2012/00217T patent/TR201200217T1/xx unknown
- 2009-10-22 RU RU2011146086/12A patent/RU2503548C2/ru not_active IP Right Cessation
- 2009-10-22 WO PCT/CN2009/074567 patent/WO2011003249A1/zh not_active Ceased
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0978473A (ja) * | 1995-09-04 | 1997-03-25 | Masahiro Tokai | 布地の印刷染色方法 |
| JPH10157399A (ja) * | 1996-11-29 | 1998-06-16 | Asahi Insatsu Shiki Kk | 転写フィルムとその製造方法 |
| CN200995575Y (zh) * | 2006-12-18 | 2007-12-26 | 汕头市东田转印有限公司 | 一种能使装饰层得到很好保护的转印膜 |
| US20090046134A1 (en) * | 2007-08-14 | 2009-02-19 | Xerox Corporation | Phase change ink compositions |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2787296C1 (ru) * | 2019-10-16 | 2023-01-09 | Топпан Инк. | Трансферный лист и способ получения меламиновой декоративной панели |
| RU2790127C1 (ru) * | 2019-11-01 | 2023-02-14 | Топпан Инк. | Пропитанный смолой декоративный бумажный лист и пропитанная смолой декоративная панель |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2011003249A1 (zh) | 2011-01-13 |
| EP2487042A1 (en) | 2012-08-15 |
| CN101941339B (zh) | 2011-12-28 |
| EP2487042A4 (en) | 2013-07-03 |
| EP2487042B1 (en) | 2014-09-03 |
| RU2011146086A (ru) | 2013-08-20 |
| CN101941339A (zh) | 2011-01-12 |
| TR201200217T1 (tr) | 2012-03-21 |
| KR20120052280A (ko) | 2012-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2503548C2 (ru) | Отверждаемая уф излучением переводная пленка, способ ее получения и применение | |
| US6890625B2 (en) | Surface covering having gloss in-register and method of making | |
| CN201208874Y (zh) | 紫外光固化印花装饰板 | |
| CN101528640B (zh) | 装饰墙板及制造该板的方法 | |
| CN201679177U (zh) | 紫外光固化转印膜金属装饰板 | |
| CN101158210A (zh) | 紫外光固化彩色墙面装饰板及其制备方法 | |
| CN103132671B (zh) | 一种新型转印瓷砖及其制备方法 | |
| CN101235672A (zh) | 紫外光固化覆膜墙面装饰板及其制备方法 | |
| CA2629952A1 (en) | Radiation-curable coating compositions, composite and plastic materials coated with said compositions and methods for their preparation | |
| CN201068629Y (zh) | 紫外光固化彩色墙面装饰板 | |
| CN202500289U (zh) | 紫外光固化彩色装饰板 | |
| CN101906862A (zh) | 一种应用于吊顶装饰的uv油墨印刷金属扣板 | |
| CN105623337B (zh) | 水性辐射固化涂料装饰板及其制备方法 | |
| CN100582060C (zh) | 紫外光固化树脂瓷砖及其制备方法 | |
| CN205100481U (zh) | 一种辐射固化覆膜装饰板 | |
| CN104234360A (zh) | 一种辐射固化彩色纸面石膏装饰板 | |
| CN202265970U (zh) | 陶瓷基紫外光固化覆膜装饰板 | |
| JP6755777B2 (ja) | 被膜形成方法 | |
| JP3483179B2 (ja) | 凹凸模様を有する化粧板の製造方法 | |
| CN205224483U (zh) | 一种辐射固化彩色装饰板 | |
| JP4109344B2 (ja) | 化粧板の製造方法 | |
| JPH11207918A (ja) | 化粧板の製造方法 | |
| JPH09201929A (ja) | 凹凸模様を有する化粧板の製造方法 | |
| CN118978822A (zh) | 一种环保基数码打印板材及其制备方法 | |
| CN115873493A (zh) | 一种led固化的地坪涂料及其涂覆工艺 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20191023 |