JP5116834B2 - 電動機の駆動回路及び空気調和機の室外機 - Google Patents
電動機の駆動回路及び空気調和機の室外機 Download PDFInfo
- Publication number
- JP5116834B2 JP5116834B2 JP2010284122A JP2010284122A JP5116834B2 JP 5116834 B2 JP5116834 B2 JP 5116834B2 JP 2010284122 A JP2010284122 A JP 2010284122A JP 2010284122 A JP2010284122 A JP 2010284122A JP 5116834 B2 JP5116834 B2 JP 5116834B2
- Authority
- JP
- Japan
- Prior art keywords
- circuit board
- printed circuit
- lead frame
- drive circuit
- motor drive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24F—AIR-CONDITIONING; AIR-HUMIDIFICATION; VENTILATION; USE OF AIR CURRENTS FOR SCREENING
- F24F1/00—Room units for air-conditioning, e.g. separate or self-contained units or units receiving primary air from a central station
- F24F1/06—Separate outdoor units, e.g. outdoor unit to be linked to a separate room comprising a compressor and a heat exchanger
- F24F1/08—Compressors specially adapted for separate outdoor units
- F24F1/12—Vibration or noise prevention thereof
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24F—AIR-CONDITIONING; AIR-HUMIDIFICATION; VENTILATION; USE OF AIR CURRENTS FOR SCREENING
- F24F1/00—Room units for air-conditioning, e.g. separate or self-contained units or units receiving primary air from a central station
- F24F1/06—Separate outdoor units, e.g. outdoor unit to be linked to a separate room comprising a compressor and a heat exchanger
- F24F1/20—Electric components for separate outdoor units
- F24F1/22—Arrangement or mounting thereof
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24F—AIR-CONDITIONING; AIR-HUMIDIFICATION; VENTILATION; USE OF AIR CURRENTS FOR SCREENING
- F24F1/00—Room units for air-conditioning, e.g. separate or self-contained units or units receiving primary air from a central station
- F24F1/06—Separate outdoor units, e.g. outdoor unit to be linked to a separate room comprising a compressor and a heat exchanger
- F24F1/20—Electric components for separate outdoor units
- F24F1/24—Cooling of electric components
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24F—AIR-CONDITIONING; AIR-HUMIDIFICATION; VENTILATION; USE OF AIR CURRENTS FOR SCREENING
- F24F1/00—Room units for air-conditioning, e.g. separate or self-contained units or units receiving primary air from a central station
- F24F1/06—Separate outdoor units, e.g. outdoor unit to be linked to a separate room comprising a compressor and a heat exchanger
- F24F1/46—Component arrangements in separate outdoor units
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/14—Structural association of two or more printed circuits
- H05K1/141—One or more single auxiliary printed circuits mounted on a main printed circuit, e.g. modules, adapters
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24F—AIR-CONDITIONING; AIR-HUMIDIFICATION; VENTILATION; USE OF AIR CURRENTS FOR SCREENING
- F24F13/00—Details common to, or for air-conditioning, air-humidification, ventilation or use of air currents for screening
- F24F13/20—Casings or covers
- F24F2013/207—Casings or covers with control knobs; Mounting controlling members or control units therein
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/14—Structural association of two or more printed circuits
- H05K1/145—Arrangements wherein electric components are disposed between and simultaneously connected to two planar printed circuit boards, e.g. Cordwood modules
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/09—Shape and layout
- H05K2201/09009—Substrate related
- H05K2201/09118—Moulded substrate
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/10—Details of components or other objects attached to or integrated in a printed circuit board
- H05K2201/10431—Details of mounted components
- H05K2201/10439—Position of a single component
- H05K2201/10469—Asymmetrically mounted component
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/20—Details of printed circuits not provided for in H05K2201/01 - H05K2201/10
- H05K2201/2036—Permanent spacer or stand-off in a printed circuit or printed circuit assembly
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/10—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern
- H05K3/20—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern by affixing prefabricated conductor pattern
- H05K3/202—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern by affixing prefabricated conductor pattern using self-supporting metal foil pattern
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by soldering
- H05K3/3447—Lead-in-hole components
Description
制御回路用のプリント基板と、
プリント基板の部品面にスペーサ用のモールド樹脂で構成される突起により所定の距離をおいて実装され、金属板リードをモールド樹脂が一体にモールドされたリードフレームモールド基板と、
コンバータ回路及びインバータ回路を構成する電子部品を含む発熱部品を冷却する放熱フィンと、を備え、
リードフレームモールド基板には、コンバータ回路及びインバータ回路を構成する電子部品が電子部品の高さが他の発熱部品と高さが揃うように調整され、モールド樹脂と一体に構成される高さ調整用の突起を間にして実装されるとともに、インバータ回路のスナバコンデンサとシャント抵抗とが実装され、
プリント基板の部品面には、コンバータ回路の電解コンデンサが実装され、
電子部品のパワー端子は一旦リードフレームモールド基板に接続され、その後リードフレームモールド基板の金属板リードがプリント基板と結合され、電子部品の制御配線端子はプリント基板に接続されることを特徴とする。
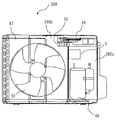
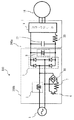
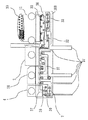
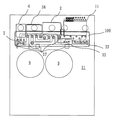
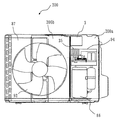
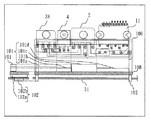
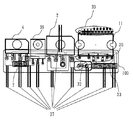
図1乃至図8は実施の形態1を示す図で、図1は空気調和機の室外機200の透視図、図2は圧縮機を駆動する圧縮機用電動機の駆動回路300の電気回路図、図3は空気調和機の室外機200の電気部品構成図、図4は電気品箱94の透視図、図5は比較のために示す従来の電気品箱90の透視図、図6は金属板リード37折り曲げ前のリードフレームモールド基板100と実装部品の配置平面図、図7はリード折り曲げ後のリードフレームモールド基板100と片面プリント基板31の平面図、図8は電動機の駆動回路の製造工程を示す図である。
また、電解コンデンサ9はプリント基板実装部品中最も背が高く、リードフレームモールド基板100に実装しないことで、回路基板全体の高さを低くでき、基板容積を低減できるといった効果もある。
図4に示すように、片面プリント基板31の部品面31bに、パワー回路の部品を実装したリードフレームモールド基板100、電解コンデンサ9が実装される。図4では、リードフレームモールド基板100に実装される部品の中、パワーモジュール11、スナバコンデンサ32、シャント抵抗33を示している。
図6において、メッキを施した銅や黄銅で構成される金属板リード37は、モールド樹脂36でモールドされてリードフレームモールド基板100が形成される。金属板リード37には、パワー回路の電子部品の中の、交流側リアクトル3及び電解コンデンサ9を除く、パワーモジュール11、スナバコンデンサ32、シャント抵抗33、ダイオードブリッジ2、ダイオードブリッジ38、パワースイッチ素子4、シャント抵抗7が実装される。
リードフレームモールド基板100は、図7に示されるように、片面プリント基板31の1/2以下の小さなサイズで、片面プリント基板31と平行にその中心より長手方向端部よりに配置される。またリードフレームモールド基板100の長手方向が、図7に示されるように、片面プリント基板31の短手側に配置される。
図9は実施の形態2を示す図で、空気調和機の室外機200の透視図である。
実施の形態1では、プリント基板に片面プリント基板31を用いたものについて述べたが、プリント基板に両面プリント基板(プリント基板の一例)を用いることも可能である。両面プリント基板の場合、プリント基板面積は片面プリント基板31を用いる場合の約1/2とすることができる。
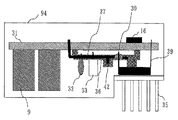
図10は実施の形態3を示す図で、リードフレームモールド基板100と実装部品と片面プリント基板31との配置を示す3面図である。
図11は実施の形態4を示す図で、電気品箱94の透視図である。実施の形態1では、パワーモジュール11等のパワーデバイスおよびリードフレームモールド基板100を、片面プリント基板31と平行に実装した。本実施の形態では、片面プリント基板31に対しリードフレームモールド基板100およびパワーデバイスを垂直に実装する。この配置の場合、片面プリント基板31上のパワーデバイスの見取り面積は減少し、片面プリント基板31の面積を、実施の形態1に比べさらに低減できる。
図12は実施の形態5を示す図で、電気品箱94の透視図である。実施の形態1では、パワーモジュール11等のパワーデバイスおよびリードフレームモールド基板100を、片面プリント基板31と平行に実装したが、本実施の形態では、片面プリント基板31に対しパワーデバイスのみを垂直に実装する。この配置の場合も、片面プリント基板31上のパワーデバイスの見取り面積は減少し、片面プリント基板31の面積が、実施の形態1に比べさらに低減できる。
図13は実施の形態6を示す図で、電気品箱94の透視図である。実施の形態1〜5では、パワーデバイスの実装基板にリードフレームモールド基板100を用いたが、両面プリント基板140に、基板間接合用のリード端子41と樹脂スペーサ34を実装したものを用いても、片面プリント基板31の配線面積削減の効果が得られることは言うまでもない。尚、両面プリント基板140を用いたが、多層プリント基板を用いてもよい。
図14は実施の形態7を示す図で、電気品箱94の透視図である。本実施の形態では、リードフレームモールド基板100上にパワーモジュール11とブラシレス直流モータ14との結線を行うためのコネクタ42を基板成型時に同時に作成する。これにより片面プリント基板31上に実装されていたブラシレス直流モータ14との接続用コネクタが不要となる。
図15は実施の形態8を示す図で、インバータ周辺の回路図である。本図は図2の回路図を、回路基板の線路インピーダンスを含め詳細に記述したものである。図15で、電解コンデンサ9、スナバコンデンサ32、シャント抵抗33、パワーモジュール11は、図2と同じものである。パワーモジュール11は、6個のスイッチ素子11aとダイオード11bから構成される。さらに、インダクタンス50a〜50eが配線線路の成分として図15に示すように存在する。
図16、図17は実施の形態9を示す図で、図16は金属板リード37折り曲げ前のリードフレームモールド基板100と実装部品の配置平面図、図17はリード折り曲げ後のリードフレームモールド基板100と片面プリント基板31の平面図である。
Claims (19)
- コンバータ回路及びインバータ回路を用いて電動機を駆動する電動機の駆動回路において、
制御回路用のプリント基板と、
前記プリント基板の部品面にスペーサ用のモールド樹脂で構成される突起により所定の距離をおいて実装され、金属板リードを前記モールド樹脂が一体にモールドされたリードフレームモールド基板と、
前記コンバータ回路及び前記インバータ回路を構成する電子部品を含む発熱部品を冷却する放熱フィンと、を備え、
前記リードフレームモールド基板には、前記コンバータ回路及び前記インバータ回路を構成する前記電子部品が該電子部品の高さが他の前記発熱部品と高さが揃うように調整され、前記モールド樹脂と一体に構成される高さ調整用の突起を間にして実装されるとともに、前記インバータ回路のスナバコンデンサとシャント抵抗とが実装され、
前記プリント基板の前記部品面には、前記コンバータ回路の電解コンデンサが実装され、
前記電子部品のパワー端子は一旦前記リードフレームモールド基板に接続され、その後前記リードフレームモールド基板の前記金属板リードが前記プリント基板と結合され、前記電子部品の制御配線端子は前記プリント基板に接続されることを特徴とする電動機の駆動回路。 - 前記スペーサ用のモールド樹脂で構成される突起の上にさらに別の突起を設け、この別の突起を前記プリント基板にあけた穴と嵌合させることを特徴とする請求項1記載の電動機の駆動回路。
- 前記金属板リードを折り曲げて、前記リードフレームモールド基板と前記プリント基板との接続を行うことを特徴とする請求項1記載の電動機の駆動回路。
- 前記パワー端子と前記リードフレームモールド基板との接続及び前記制御配線端子と前記プリント基板との接続は、半田付けによりなされることを特徴とする請求項1記載の電動機の駆動回路。
- 前記プリント基板を、片面プリント基板で構成したことを特徴とする請求項1記載の電動機の駆動回路。
- 前記片面プリント基板を、紙基材で構成したことを特徴とする請求項5記載の電動機の駆動回路。
- 前記プリント基板を両面プリント基板で構成したことを特徴とする請求項1記載の電動機の駆動回路。
- 機械室に冷媒を圧縮する圧縮機を有する空気調和機の室外機において、
請求項7記載の電動機の駆動回路を搭載した電気品箱を、前記圧縮機の上面に取り付けることを特徴とする空気調和機の室外機。 - 前記電動機の駆動回路は加速度センサを有することを特徴とする請求項8記載の空気調和機の室外機。
- 前記電子部品はダイオードブリッジを有し、前記リードフレームモールド基板の長手方向の端部に前記ダイオードブリッジを配置することを特徴とする請求項1記載の電動機の駆動回路。
- 交流電源に接続される反交流側リアクタ側の交流電源配線を有し、前記プリント基板の端部付近で、前記ダイオードブリッジが配置された前記リードフレームモールド基板の長手方向の端部近傍に、前記反交流側リアクタ側の交流電源配線を形成することを特徴とする請求項10記載の電動機の駆動回路。
- 前記リードフレームモールド基板を、前記プリント基板に垂直に実装したことを特徴とする請求項1記載の電動機の駆動回路。
- 前記プリント基板に対し、前記電子部品のパワーデバイスを垂直に実装することを特徴とする請求項1記載の電動機の駆動回路。
- 前記パワーデバイスはパワーモジュールを有し、前記パワーモジュールの制御配線端子およびパワー端子を直線状に配置することを特徴とする請求項13記載の電動機の駆動回路。
- 前記リードフレームモールド基板作製時に、前記電動機との接続を行うコネクタを前記リードフレームモールド基板上に同時に作製することを特徴とする請求項1記載の電動機の駆動回路。
- 前記リードフレームモールド基板は、前記プリント基板の1/2以下の大きさであることを特徴とする請求項1記載の電動機の駆動回路。
- 前記シャント抵抗に流れる電流をサンプリングして前記電動機を駆動することを特徴とする請求項1記載の電動機の駆動回路。
- 前記コンバータ回路は電解コンデンサを有し、前記コンバータ回路及び前記インバータ回路を構成する電子部品が実装された前記リードフレームモールド基板の近傍に前記電解コンデンサが実装されることを特徴とする請求項1記載の電動機の駆動回路。
- 請求項1記載の電動機の駆動回路を搭載したことを特徴とする空気調和機の室外機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010284122A JP5116834B2 (ja) | 2006-01-16 | 2010-12-21 | 電動機の駆動回路及び空気調和機の室外機 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006006849 | 2006-01-16 | ||
| JP2006006849 | 2006-01-16 | ||
| JP2010284122A JP5116834B2 (ja) | 2006-01-16 | 2010-12-21 | 電動機の駆動回路及び空気調和機の室外機 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007514192A Division JP4675379B2 (ja) | 2006-01-16 | 2006-12-18 | 電動機の駆動回路及び空気調和機の室外機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011078309A JP2011078309A (ja) | 2011-04-14 |
| JP5116834B2 true JP5116834B2 (ja) | 2013-01-09 |
Family
ID=38256159
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007514192A Active JP4675379B2 (ja) | 2006-01-16 | 2006-12-18 | 電動機の駆動回路及び空気調和機の室外機 |
| JP2010284122A Active JP5116834B2 (ja) | 2006-01-16 | 2010-12-21 | 電動機の駆動回路及び空気調和機の室外機 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007514192A Active JP4675379B2 (ja) | 2006-01-16 | 2006-12-18 | 電動機の駆動回路及び空気調和機の室外機 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7643296B2 (ja) |
| EP (1) | EP1909377B1 (ja) |
| JP (2) | JP4675379B2 (ja) |
| CN (1) | CN101208854B (ja) |
| AU (1) | AU2006335521B2 (ja) |
| ES (1) | ES2655254T3 (ja) |
| WO (1) | WO2007080748A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9936600B2 (en) | 2016-02-24 | 2018-04-03 | Lsis Co., Ltd. | Motor drive unit |
Families Citing this family (63)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007028512A1 (de) * | 2007-06-21 | 2008-12-24 | Robert Bosch Gmbh | Elektrisches Bauteil |
| JP5098772B2 (ja) * | 2007-06-29 | 2012-12-12 | ダイキン工業株式会社 | 電装品ユニット |
| JP5264189B2 (ja) * | 2008-01-10 | 2013-08-14 | 三菱電機株式会社 | インバータ装置及びその製造方法 |
| JP5444619B2 (ja) * | 2008-02-07 | 2014-03-19 | 株式会社ジェイテクト | 多層回路基板およびモータ駆動回路基板 |
| JP4609504B2 (ja) * | 2008-03-04 | 2011-01-12 | 株式会社豊田自動織機 | 電子機器 |
| JP5332264B2 (ja) * | 2008-03-28 | 2013-11-06 | 株式会社デンソー | 電力変換装置 |
| JP5419406B2 (ja) * | 2008-09-18 | 2014-02-19 | 三菱重工業株式会社 | インバータ装置 |
| JP4937281B2 (ja) * | 2009-01-16 | 2012-05-23 | 三菱電機株式会社 | モーター駆動制御装置、圧縮機、送風機、空気調和機及び冷蔵庫又は冷凍庫 |
| JP4735999B2 (ja) * | 2009-04-03 | 2011-07-27 | 株式会社デンソー | 車載用制御装置のコネクタ固定構造 |
| DE202009016531U1 (de) * | 2009-12-04 | 2011-04-14 | Liebherr-Elektronik Gmbh | Leistungselektronische Baugruppe und Wechselrichteranordnung |
| JP5479139B2 (ja) * | 2010-02-10 | 2014-04-23 | 三菱重工業株式会社 | インバータ一体型電動圧縮機およびその組立方法 |
| US9318932B2 (en) | 2010-06-14 | 2016-04-19 | Black & Decker Inc. | Control unit for a power tool |
| EP2634066B1 (en) * | 2010-10-27 | 2020-03-25 | Mitsubishi Electric Corporation | Device for controlling drive of motor for electric power steering device |
| TWI424550B (zh) | 2010-12-30 | 2014-01-21 | Ind Tech Res Inst | 功率元件封裝結構 |
| TW201233038A (en) * | 2011-01-19 | 2012-08-01 | Sanyo Electric Co | Inverter device and a mobile equpment carrying the inverter device |
| CN102624203A (zh) * | 2011-01-26 | 2012-08-01 | 珠海格力电器股份有限公司 | 变频调速器及变频空调器 |
| JP5611084B2 (ja) * | 2011-03-08 | 2014-10-22 | 三菱電機株式会社 | 空気調和装置の室外機及びその空気調和装置の室外機を用いた空気調和装置 |
| JP5829414B2 (ja) * | 2011-03-29 | 2015-12-09 | 三菱電機株式会社 | 空気調和機の室内機 |
| JP5644628B2 (ja) * | 2011-03-29 | 2014-12-24 | 株式会社デンソー | スイッチング電源装置 |
| JP5534353B2 (ja) | 2011-03-31 | 2014-06-25 | アイシン・エィ・ダブリュ株式会社 | インバータ装置 |
| JP5534352B2 (ja) | 2011-03-31 | 2014-06-25 | アイシン・エィ・ダブリュ株式会社 | インバータ装置 |
| CN204442051U (zh) * | 2011-12-13 | 2015-07-01 | 三菱电机株式会社 | 电力转换装置内置型电动机、空调机、热水器及换气鼓风设备 |
| JP5858777B2 (ja) * | 2011-12-28 | 2016-02-10 | 三菱電機株式会社 | 空気調和装置 |
| JP2013187998A (ja) * | 2012-03-07 | 2013-09-19 | Nissan Motor Co Ltd | 電力変換装置 |
| JP5851303B2 (ja) * | 2012-03-28 | 2016-02-03 | 三菱電機株式会社 | 冷凍サイクル装置および室外熱源ユニット |
| US9450471B2 (en) | 2012-05-24 | 2016-09-20 | Milwaukee Electric Tool Corporation | Brushless DC motor power tool with combined PCB design |
| JP2014054096A (ja) * | 2012-09-07 | 2014-03-20 | Toshiba Corp | 空気調和機のインバータ装置 |
| JP2014068428A (ja) * | 2012-09-25 | 2014-04-17 | Mitsubishi Electric Corp | 電力変換装置 |
| JP2014117106A (ja) * | 2012-12-12 | 2014-06-26 | Cosel Co Ltd | 電源装置の伝導放熱構造 |
| JP5657716B2 (ja) | 2013-01-15 | 2015-01-21 | ファナック株式会社 | 放熱器を備えたモータ駆動装置 |
| JP2014159909A (ja) * | 2013-02-20 | 2014-09-04 | Mitsubishi Electric Corp | 空気調和機の室外機 |
| JP6153745B2 (ja) * | 2013-03-07 | 2017-06-28 | 三菱重工オートモーティブサーマルシステムズ株式会社 | インバータ基板およびそれを用いたインバータ一体型電動圧縮機 |
| ITMI20130520A1 (it) | 2013-04-05 | 2014-10-06 | St Microelectronics Srl | Realizzazione di un dissipatore di calore tramite saldatura ad onda |
| DK201300213A1 (en) | 2013-04-11 | 2014-10-12 | Secop Gmbh | A motor drive controller for a compressor |
| US9787159B2 (en) | 2013-06-06 | 2017-10-10 | Milwaukee Electric Tool Corporation | Brushless DC motor configuration for a power tool |
| CH708584A1 (de) * | 2013-09-16 | 2015-03-31 | Micro Motor Ag | Anordnung elektrischer Bauteile und elektrischer Antriebsmotor mit einer Bauteileanordnung |
| JP5842905B2 (ja) * | 2013-12-24 | 2016-01-13 | ダイキン工業株式会社 | 冷凍装置 |
| CN105444329B (zh) * | 2014-07-31 | 2018-06-12 | 上海三菱电机·上菱空调机电器有限公司 | 空调、空调用变频控制基板及其切换方法 |
| JP6333108B2 (ja) | 2014-08-04 | 2018-05-30 | 三菱電機株式会社 | 空気調和機の熱源側ユニット |
| JP6362959B2 (ja) * | 2014-08-08 | 2018-07-25 | 株式会社ダイヘン | 電力変換回路、その製造方法、および、パワーコンディショナ |
| JP6282208B2 (ja) * | 2014-09-26 | 2018-02-21 | 三菱電機株式会社 | 室外機および空気調和装置 |
| JP6214794B2 (ja) * | 2014-12-22 | 2017-10-18 | 三菱電機株式会社 | プリント配線板、回路基板及び制御ユニット |
| JP6701637B2 (ja) * | 2015-07-21 | 2020-05-27 | ダイキン工業株式会社 | インバータ装置 |
| FR3044841B1 (fr) * | 2015-12-02 | 2018-01-12 | Valeo Systemes De Controle Moteur | Connecteur electrique destine a etre connecte electriquement a au moins une unite electronique et a une source d'energie electrique |
| JP6607053B2 (ja) * | 2016-01-20 | 2019-11-20 | Tdk株式会社 | 電源装置 |
| JP6393287B2 (ja) * | 2016-01-27 | 2018-09-19 | 日立ジョンソンコントロールズ空調株式会社 | 空気調和機の室外機 |
| EP3426012B1 (en) * | 2016-03-04 | 2023-08-09 | Mitsubishi Electric Corporation | Electric component module and outdoor unit for air conditioner |
| JP6450699B2 (ja) * | 2016-03-29 | 2019-01-09 | 日立ジョンソンコントロールズ空調株式会社 | 電力変換装置 |
| JP6443377B2 (ja) * | 2016-03-31 | 2018-12-26 | 株式会社豊田自動織機 | 流体機械 |
| WO2017199304A1 (ja) * | 2016-05-16 | 2017-11-23 | 三菱電機株式会社 | モータ駆動装置および空気調和機 |
| JP2018186143A (ja) * | 2017-04-25 | 2018-11-22 | オムロンオートモーティブエレクトロニクス株式会社 | 回路基板モジュール、電子装置 |
| DE102017115634A1 (de) * | 2017-07-12 | 2019-01-17 | Dr. Ing. H.C. F. Porsche Aktiengesellschaft | Baugruppenträger für eine leistungselektronische Anlage sowie Anlage mit einem derartigen Baugruppenträger |
| JP2019030150A (ja) * | 2017-08-01 | 2019-02-21 | トヨタ自動車株式会社 | 送電ユニット |
| WO2019030813A1 (ja) * | 2017-08-08 | 2019-02-14 | 三菱電機株式会社 | 空気調和機の室外機 |
| JP6519630B1 (ja) * | 2017-10-30 | 2019-05-29 | ダイキン工業株式会社 | 電流検出装置 |
| WO2019159316A1 (ja) * | 2018-02-16 | 2019-08-22 | 三菱電機株式会社 | 電力変換装置および冷凍サイクル装置 |
| WO2019176030A1 (ja) * | 2018-03-14 | 2019-09-19 | 三菱電機株式会社 | 給湯器用室外機 |
| JP6674501B2 (ja) * | 2018-05-18 | 2020-04-01 | 本田技研工業株式会社 | 電力変換装置 |
| JP7303087B2 (ja) * | 2019-10-15 | 2023-07-04 | ファナック株式会社 | 平滑コンデンサ部及びスナバコンデンサを有するモータ駆動装置 |
| JP6824361B1 (ja) * | 2019-10-25 | 2021-02-03 | 三菱電機株式会社 | インバータ装置 |
| CN112867316A (zh) * | 2021-01-06 | 2021-05-28 | 北京万洋汇金科技有限公司 | 一种基于5g技术的测控仪器检测用大数据控制平台 |
| JP7208550B2 (ja) * | 2021-03-30 | 2023-01-19 | ダイキン工業株式会社 | 電装品および冷凍装置 |
| CN113494740A (zh) * | 2021-07-30 | 2021-10-12 | 青岛海尔空调器有限总公司 | 空调室外机及用于其控制的方法和装置、空调器 |
Family Cites Families (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0785659B2 (ja) | 1986-10-27 | 1995-09-13 | 三菱電機株式会社 | インバ−タ装置 |
| JP2536657B2 (ja) * | 1990-03-28 | 1996-09-18 | 三菱電機株式会社 | 電気装置及びその製造方法 |
| US5203178A (en) * | 1990-10-30 | 1993-04-20 | Norm Pacific Automation Corp. | Noise control of air conditioner |
| JPH06123449A (ja) * | 1992-10-12 | 1994-05-06 | Hitachi Ltd | 空気調和機の室外ユニット |
| JPH06125151A (ja) | 1992-10-13 | 1994-05-06 | Hitachi Ltd | 配線回路成形基板及びインバータ装置 |
| JPH0835711A (ja) * | 1994-07-22 | 1996-02-06 | Hitachi Ltd | インバータ付き空気調和機およびその制御方法 |
| JP2808418B2 (ja) * | 1995-02-23 | 1998-10-08 | 株式会社三社電機製作所 | 可搬型電源装置 |
| TW283274B (ja) | 1994-11-08 | 1996-08-11 | Sansha Denki Seisakusho Co Ltd | |
| JPH0983131A (ja) * | 1995-09-13 | 1997-03-28 | Koyo Electron Ind Co Ltd | 複数基板の接続方法 |
| GB2312342B (en) | 1996-04-18 | 2000-11-29 | Int Rectifier Corp | A power supply assembly |
| US6281579B1 (en) * | 1997-02-14 | 2001-08-28 | International Rectifier Corporation | Insert-molded leadframe to optimize interface between powertrain and driver board |
| JP3549357B2 (ja) * | 1997-03-10 | 2004-08-04 | 松下電器産業株式会社 | 分離型空気調和装置の室外機 |
| JPH10303522A (ja) | 1997-04-25 | 1998-11-13 | Matsushita Electric Ind Co Ltd | 回路基板 |
| JPH11204907A (ja) | 1998-01-08 | 1999-07-30 | Mitsubishi Electric Corp | 電子装置及びその製造方法。 |
| JP3548024B2 (ja) * | 1998-12-09 | 2004-07-28 | 富士電機デバイステクノロジー株式会社 | 半導体装置およびその製造方法 |
| JP3886295B2 (ja) * | 1999-06-15 | 2007-02-28 | 松下冷機株式会社 | 冷凍システムのパワー制御装置およびコンプレッサ |
| JP3484122B2 (ja) * | 2000-01-13 | 2004-01-06 | 三菱電機株式会社 | 電力変換装置 |
| EP1137147B1 (en) * | 2000-03-21 | 2008-08-20 | Autonetworks Technologies, Ltd. | Power distributor for a vehicle and production method thereof |
| JP4505932B2 (ja) * | 2000-03-24 | 2010-07-21 | ダイキン工業株式会社 | 空気調和機の駆動回路及び空気調和機の駆動方法 |
| JP2002111250A (ja) | 2000-09-29 | 2002-04-12 | Matsushita Electric Ind Co Ltd | 固定スペーサとその固定スペーサを用いた空気調和機 |
| JP2002127741A (ja) * | 2000-10-25 | 2002-05-08 | Matsushita Electric Ind Co Ltd | 自動車用電動コンプレッサ駆動装置 |
| US6650559B1 (en) * | 2000-10-31 | 2003-11-18 | Fuji Electric Co., Ltd. | Power converting device |
| JP3649133B2 (ja) | 2001-02-06 | 2005-05-18 | 株式会社日立製作所 | パワーモジュール |
| DE10109548B4 (de) * | 2001-02-28 | 2005-08-04 | Siemens Ag | Schaltungsanordnung zum Schalten von Strömen |
| JP4006189B2 (ja) * | 2001-04-19 | 2007-11-14 | 株式会社ケーヒン | 車両用制御ユニット構造 |
| JP2003101258A (ja) * | 2001-09-21 | 2003-04-04 | Daikin Ind Ltd | 電装品箱 |
| JP3529372B2 (ja) | 2001-09-27 | 2004-05-24 | ニチハ株式会社 | 紙製シート状基材とその製造方法 |
| JP2003264354A (ja) * | 2002-03-11 | 2003-09-19 | Mitsubishi Electric Corp | 空気調和機の制御基板 |
| JP3864873B2 (ja) * | 2002-08-09 | 2007-01-10 | 株式会社デンソー | 電子制御装置 |
| JP4206855B2 (ja) * | 2002-09-03 | 2009-01-14 | 株式会社アドヴィックス | 電子制御ユニットの筐体 |
| JP2004172224A (ja) * | 2002-11-18 | 2004-06-17 | Advics:Kk | 電子制御装置における電子部品の放熱構造 |
| JP2005020868A (ja) * | 2003-06-25 | 2005-01-20 | Fuji Electric Fa Components & Systems Co Ltd | 電力変換回路 |
| JP2005133996A (ja) * | 2003-10-29 | 2005-05-26 | Hitachi Home & Life Solutions Inc | 空気調和機の電装品 |
| JP4029935B2 (ja) * | 2003-12-02 | 2008-01-09 | 株式会社日立製作所 | 冷凍装置及びインバータ装置 |
| JP4154325B2 (ja) * | 2003-12-19 | 2008-09-24 | 株式会社日立産機システム | 電気回路モジュール |
| JP4270095B2 (ja) * | 2004-01-14 | 2009-05-27 | 株式会社デンソー | 電子装置 |
-
2006
- 2006-12-18 AU AU2006335521A patent/AU2006335521B2/en active Active
- 2006-12-18 US US11/920,353 patent/US7643296B2/en active Active
- 2006-12-18 ES ES06834890.3T patent/ES2655254T3/es active Active
- 2006-12-18 CN CN2006800229029A patent/CN101208854B/zh active Active
- 2006-12-18 WO PCT/JP2006/325177 patent/WO2007080748A1/ja active Application Filing
- 2006-12-18 EP EP06834890.3A patent/EP1909377B1/en active Active
- 2006-12-18 JP JP2007514192A patent/JP4675379B2/ja active Active
-
2010
- 2010-12-21 JP JP2010284122A patent/JP5116834B2/ja active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9936600B2 (en) | 2016-02-24 | 2018-04-03 | Lsis Co., Ltd. | Motor drive unit |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2006335521B2 (en) | 2009-11-12 |
| US20080266811A1 (en) | 2008-10-30 |
| JP2011078309A (ja) | 2011-04-14 |
| CN101208854B (zh) | 2011-10-12 |
| CN101208854A (zh) | 2008-06-25 |
| EP1909377B1 (en) | 2017-12-06 |
| WO2007080748A1 (ja) | 2007-07-19 |
| JP4675379B2 (ja) | 2011-04-20 |
| EP1909377A4 (en) | 2009-06-17 |
| EP1909377A1 (en) | 2008-04-09 |
| JPWO2007080748A1 (ja) | 2009-06-11 |
| ES2655254T3 (es) | 2018-02-19 |
| US7643296B2 (en) | 2010-01-05 |
| AU2006335521A1 (en) | 2007-07-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5116834B2 (ja) | 電動機の駆動回路及び空気調和機の室外機 | |
| JP5473733B2 (ja) | パワー半導体モジュール | |
| JP3547333B2 (ja) | 電力変換装置 | |
| JP5206822B2 (ja) | 半導体装置 | |
| US7679182B2 (en) | Power module and motor integrated control unit | |
| JP6500162B2 (ja) | インテリジェントパワーモジュール及びその製造方法 | |
| JP2010129867A (ja) | 電力用半導体装置 | |
| JP2002203942A (ja) | パワー半導体モジュール | |
| US20160190033A1 (en) | Semiconductor module unit and semiconductor module | |
| JP2006186170A (ja) | 半導体装置 | |
| TWI455286B (zh) | 功率模組及功率模組之製造方法 | |
| JP3740329B2 (ja) | 部品実装基板 | |
| WO2004077513A2 (en) | Packaging system for power supplies | |
| JP2001320185A (ja) | 電子部品のモジュール装置 | |
| CN110060991B (zh) | 智能功率模块及空调器 | |
| JP2019013079A (ja) | パワー半導体装置及びそれを用いた電力変換装置 | |
| WO2019216161A1 (ja) | パワー半導体モジュール及びその製造方法並びに電力変換装置 | |
| JPH11163490A (ja) | 電子装置 | |
| JP2000196011A (ja) | 電子装置及びその製造方法 | |
| JP2002238260A (ja) | 半導体装置 | |
| CN211650663U (zh) | 电控组件及空调器 | |
| CN210840224U (zh) | 电控组件及空调器 | |
| US20230274994A1 (en) | Power electronics module, electrical system having such a module, corresponding manufacturing methods | |
| JPH11204907A (ja) | 電子装置及びその製造方法。 | |
| JP2012253217A (ja) | 半導体モジュールおよびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121003 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121016 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121016 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5116834 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151026 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |