JP4184664B2 - 複合織物 - Google Patents
複合織物 Download PDFInfo
- Publication number
- JP4184664B2 JP4184664B2 JP2001545626A JP2001545626A JP4184664B2 JP 4184664 B2 JP4184664 B2 JP 4184664B2 JP 2001545626 A JP2001545626 A JP 2001545626A JP 2001545626 A JP2001545626 A JP 2001545626A JP 4184664 B2 JP4184664 B2 JP 4184664B2
- Authority
- JP
- Japan
- Prior art keywords
- composite fabric
- polymer
- metal
- reinforcing
- metal element
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/22—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in at least two directions forming a two dimensional structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/26—Non-fibrous reinforcements only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/88—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised primarily by possessing specific properties, e.g. electrically conductive or locally reinforced
- B29C70/882—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised primarily by possessing specific properties, e.g. electrically conductive or locally reinforced partly or totally electrically conductive, e.g. for EMI shielding
- B29C70/885—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised primarily by possessing specific properties, e.g. electrically conductive or locally reinforced partly or totally electrically conductive, e.g. for EMI shielding with incorporated metallic wires, nets, films or plates
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/20—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads
- D03D15/242—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads inorganic, e.g. basalt
- D03D15/25—Metal
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/20—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads
- D03D15/283—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads synthetic polymer-based, e.g. polyamide or polyester fibres
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/40—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads
- D03D15/44—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads with specific cross-section or surface shape
- D03D15/46—Flat yarns, e.g. tapes or films
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/60—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the warp or weft elements other than yarns or threads
- D03D15/67—Metal wires
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/14—Other fabrics or articles characterised primarily by the use of particular thread materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L11/00—Hoses, i.e. flexible pipes
- F16L11/04—Hoses, i.e. flexible pipes made of rubber or flexible plastics
- F16L11/08—Hoses, i.e. flexible pipes made of rubber or flexible plastics with reinforcements embedded in the wall
- F16L11/085—Hoses, i.e. flexible pipes made of rubber or flexible plastics with reinforcements embedded in the wall comprising one or more braided layers
- F16L11/086—Hoses, i.e. flexible pipes made of rubber or flexible plastics with reinforcements embedded in the wall comprising one or more braided layers two layers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L11/00—Hoses, i.e. flexible pipes
- F16L11/04—Hoses, i.e. flexible pipes made of rubber or flexible plastics
- F16L11/08—Hoses, i.e. flexible pipes made of rubber or flexible plastics with reinforcements embedded in the wall
- F16L11/085—Hoses, i.e. flexible pipes made of rubber or flexible plastics with reinforcements embedded in the wall comprising one or more braided layers
- F16L11/087—Hoses, i.e. flexible pipes made of rubber or flexible plastics with reinforcements embedded in the wall comprising one or more braided layers three or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/08—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns
- B29K2105/0809—Fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2305/00—Use of metals, their alloys or their compounds, as reinforcement
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2101/00—Inorganic fibres
- D10B2101/20—Metallic fibres
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2321/00—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D10B2321/02—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polyolefins
- D10B2321/021—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polyolefins polyethylene
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2321/00—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D10B2321/02—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polyolefins
- D10B2321/022—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polyolefins polypropylene
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2321/00—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D10B2321/04—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polymers of halogenated hydrocarbons
- D10B2321/041—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polymers of halogenated hydrocarbons polyvinyl chloride or polyvinylidene chloride
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2321/00—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D10B2321/12—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polymers of cyclic compounds with one carbon-to-carbon double bond in the side chain
- D10B2321/121—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polymers of cyclic compounds with one carbon-to-carbon double bond in the side chain polystyrene
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/02—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyamides
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/04—Heat-responsive characteristics
- D10B2401/041—Heat-responsive characteristics thermoplastic; thermosetting
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
- D10B2401/061—Load-responsive characteristics elastic
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
- D10B2401/062—Load-responsive characteristics stiff, shape retention
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2505/00—Industrial
- D10B2505/02—Reinforcing materials; Prepregs
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24273—Structurally defined web or sheet [e.g., overall dimension, etc.] including aperture
- Y10T428/24322—Composite web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24777—Edge feature
- Y10T428/24785—Edge feature including layer embodying mechanically interengaged strands, strand portions or strand-like strips [e.g., weave, knit, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3033—Including a strip or ribbon
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3049—Including strand precoated with other than free metal or alloy
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3179—Woven fabric is characterized by a particular or differential weave other than fabric in which the strand denier or warp/weft pick count is specified
- Y10T442/322—Warp differs from weft
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3179—Woven fabric is characterized by a particular or differential weave other than fabric in which the strand denier or warp/weft pick count is specified
- Y10T442/322—Warp differs from weft
- Y10T442/3228—Materials differ
- Y10T442/3236—Including inorganic strand material
- Y10T442/3252—Including synthetic polymeric strand material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3179—Woven fabric is characterized by a particular or differential weave other than fabric in which the strand denier or warp/weft pick count is specified
- Y10T442/322—Warp differs from weft
- Y10T442/3228—Materials differ
- Y10T442/326—Including synthetic polymeric strand material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3382—Including a free metal or alloy constituent
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3382—Including a free metal or alloy constituent
- Y10T442/339—Metal or metal-coated strand
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3707—Woven fabric including a nonwoven fabric layer other than paper
- Y10T442/3715—Nonwoven fabric layer comprises parallel arrays of strand material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/40—Knit fabric [i.e., knit strand or strip material]
- Y10T442/475—Including a free metal or alloy constituent
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Composite Materials (AREA)
- Inorganic Chemistry (AREA)
- Woven Fabrics (AREA)
- Laminated Bodies (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Reinforced Plastic Materials (AREA)
- Moulding By Coating Moulds (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Knitting Of Fabric (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Prostheses (AREA)
- Materials For Medical Uses (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Ceramic Products (AREA)
Description
[発明の分野]
本発明は金属要素を有する複合織物に関する。さらに、本発明は可撓性のある補強チューブおよび/または補強ホースの製造に適した複合織物の用途に関する。
【0002】
[発明の背景]
柔軟性のある補強チューブおよび補強ホースは業界内で広く知られている。
【0003】
補強チューブまたは補強ホースを製造する方法は、ポリマーチューブまたはホースの周囲あるいは心金の周囲に補強材料を巻き付ける工程を含む。例えば、米国特許第3,930,091号は、心金の周囲にガラス繊維を巻き付けることによって補強チューブを得る方法を開示している。
【0004】
金属ワイヤ、金属ワイヤ束、金属コード、または金属撚り線からなる金属要素がチューブまたはホースの補強に用いられるとき、実質的に長手方向に沿って延長する金属要素を含むポリマー細片(ストリップ)が用いられる。細片はポリマーチューブまたは心金の周囲に巻き付けられる。巻き付けられた細片からなる補強層が得られた後、ポリマーを加熱して、ポリマー層同士さらには補強層を保持するポリマーチューブを付着させる。
【0005】
このような細片を用いる利点は、補強チューブまたは補強ホースの製造中、多数の金属要素の組を個々に制御することなく、1枚または数枚の細片のみを制御すればよい点にある。
【0006】
本発明は、長手方向に延長する金属要素を含むこのような細片のいくつかの欠点を克服するためになされたものである。これらの欠点は主に、2層(または3層以上)の細片が相互に巻かれたとき、1つの層のポリマー材が隣接する層の金属要素と接触することができない点にある。さらに、金属要素を包囲するのに一定の厚みのポリマー材料が必要とされ、個々の補強層の厚みもまた一定の厚みを有するが、その厚みは用途によっては大きすぎる場合がある。換言すれば、異なった補強層の金属要素間に必要以上のポリマー材料が介在されているという欠点がある。
【0007】
[発明の要約]
本発明の課題は、金属要素とポリマー要素からなる複合織物を提供することにある。本発明によれば、ポリマー要素はポリマーテープからなる。
【0008】
本発明において、金属要素は金属ワイヤ、金属ワイヤ束、金属撚り線、または金属コードからなる。
【0009】
また、本発明において、ポリマーテープはポリマーシートから得られる小形テープからなる。このようなポリマーテープは実質的に矩形の断面を有している。好ましくは、テープの幅は10mm未満、例えば、5mm未満、さらに具体的には3mmに設定されるとよい。好ましくは、テープの厚みは、1000μm未満、例えば、150μm未満、好ましくは100μm未満、最も好ましくは30μm未満、例えば、15μmに設定されるとよい。明らかなことではあるが、金属要素が細くなるほど、ポリマーテープの厚みを薄くするのが好ましい。
【0010】
本発明によるいくつかの複合織物は織り構造および織り密度を異ならせて得ることができる。平織り構造、(二重または多重経糸および/または緯糸が織り込まれた)補強平織り構造、綾織構造、(二重または多重経糸および/または緯糸が織り込まれた)補強綾織構造、朱子織り構造、または(二重または多重経糸および/または緯糸が織り込まれた)補強朱子織り構造を適用することができる。
【0011】
本発明による複合織物は、非常に高い織り密度を有しているとよい。特に、金属要素が複合織物の一方向のみに沿って織られるとき、ポリマーテープおよび/または金属要素は複合織物内において横並びするように織られるとよい。そのような横並びの配置を可能にするのは、主として、ポリマーテープが大きな柔軟性を有しているからである。さらに、ポリマーテープが大きな柔軟性を有しているので、本発明による複合織物内において、金属要素が一方向のみに沿って織られる場合、金属要素は実質的に直線状に延長する。ポリマーテープのみが織られる他の方向において、テープは金属要素の円周の回りに巻き付くように織られる。金属要素は実質的に直線的に延長しているので、金属要素の織込み係数は1に等しい。
【0012】
織込み係数は、金属要素が延長する方向に沿って測定された、金属要素が含まれる織物の長さに対する金属要素の長さの比によって定義される。
【0013】
金属要素が一方向のみに沿って織られる本発明による複合織物において、その織物の他の方向において、ポリマー要素はそのすべての部分が織り込まれる。
【0014】
ポリマーテープは、織物の両方向(経方向および緯方向)に沿って織られてもよいが、好ましくは、緯方向のみに沿って織られるとよい。
【0015】
好ましくは、金属要素は経方向または緯方向のいずれかのみに沿って織られるとよい。さらに好ましくは、金属要素は経方向のみに沿って織られるとよい。
【0016】
本発明による複合織物を得るのに、種々の織りプロセスを適用することができる。例えば、約20cm幅の細片または帯片を得ることができるテープ織器によって、複合織物を得ることができる。あるいは、業界において公知の広幅織機を用いて複合織物の素材を得て、この広幅の素材を適当な幅、例えば、50cmに細断することによって、複合織物を得ることができる。金属要素が経方向のみに沿って織られた場合、上記の織物の素材は、経方向に沿ってポリマーテープからなる緯糸を切るようにして、細断されるとよい。このような細断によって、セルビッチ(切断された端縁部)がほつれるのを防ぐことができる。
【0017】
金属要素が経方向または緯方向のみに沿って織られた本発明による複合織物はいくつかの利点を有している。比較的薄いポリマーテープが大きな柔軟性を有しているので、金属要素は織物内において実質的に直線状に延長する。その結果、金属要素の織込み係数は1に等しくなり、織込みはすべてポリマーテープによってなされる。さらに、2つの隣接する金属要素の円周間の距離は実質的にポリマーの厚みと等しいので、金属要素の密度が極めて高い。金属要素が経方向のみに沿って織られた本発明による複合織物の厚みは実質的に金属要素の厚みと等しい。比較的単純な織り構造、例えば、平織り構造、(二重または多重経糸および/または緯糸が織り込まれた)補強平織り構造、綾織構造、(二重または多重経糸および/または緯糸が織り込まれた)補強綾織構造、朱子織り構造、または(二重または多重経糸および/または緯糸が織り込まれた)補強朱子織り構造を用いた場合、金属要素は常に、用いた織り構造にもよるが、複合織物の両側(表側と裏側)に部分的に露出される。
【0018】
しかし、用途によっては、複合織物の片側に多くのポリマー材料が存在していることが更に好ましい場合がある。このような要求を満たす複合織物は、金属要素を追加されるポリマーテープと同時に織ることによって得られる。金属要素とこの追加されるポリマーテープは双糸をなし、全長にわたって、金属要素はこの追加されるポリマーテープの長手方向の両側縁に接触する。換言すれば、金属要素は追加されるポリマーテープの上の、その両側縁に接触して、載置されている。追加されるポリマーテープは複合織物のポリマー材料の量を多くしたい側に設けられる。
【0019】
他の用途において、金属要素とポリマーテープのみを用いるだけでは、複合織物に十分な量のポリマー材料を付与できない場合がある。十分な量のポリマー材料を含む複合織物を得るために、ポリマーテープおよび/または金属要素のいくつかをポリマーフィラメントまたはポリマー糸に置き換えてもよい。織物により多くのポリマー材料を含ませる他の方法として、例えば、押出成形によって、金属要素をポリマー層によって被覆する方法が挙げられる。
【0020】
あるいは、本発明の複合織物はさらに、ガラス繊維糸やガラス繊維フィラメントまたはカーボン繊維糸またはカーボン繊維フィラメントのような他の補強要素を含んでもよい。
【0021】
本発明による複合織物は、最終的に補強物品の製造に用いられる。補強シートまたは補強物品を製造するには、本発明による金属要素およびポリマー要素からなる複合織物に対して、ポリマー材料を流動させて金属要素を構成する各金属フィラメント間の間隙を充填させるに十分な温度および/または圧力を付加する。このような温度および/または圧力の付加は1つの工程または2つ以上の工程で行ってもよい。他のポリマー材料、例えば、ポリマーシートが追加されてもよいし、ポリマー材料の層が押出成形によって被覆されてもよい。1つ以上の複合織物を用いる場合、ポリマー材料からなる追加シートによってそれらを互いに分離して上下に積層されるとよい。以後、このような構造体を「層状構造体」と呼ぶ。
【0022】
織物あるいは層状構造体はポリマー材料が軟化して流動する温度まで加熱される。この温度は金属要素の融点より低い温度に保持される。熱および/または圧力は、例えば、加圧ローラ間に複合織物を送給することによって、付加されてもよい。
【0023】
金属要素は高い熱伝導度および電気伝導度を有しているので、金属要素自身がポリマー材料の加熱および軟化を促進することができる。金属要素がポリマー材料を軟化させる時間を短縮させるので、加熱工程を極めて効率的に行うことができる。
【0024】
本発明による複合織物は、補強物品の製造中に、その複合織物を所定の形状に屈曲させることができるという利点がある。例えば、複合織物または多数の複合織物からなる層状構造体をプレス、特に、加熱されたプレス内に載置することによって、複合織物あるいは層状構造体を屈曲させることができる。あるいは、成形補強物品を、以下の2つの連続する工程によって製造することができる。第1工程において、本発明による1つ以上の複合織物に熱および/圧力を付加することによって補強シートを得て、第2工程において、その補強シートを変形させて補強物品を成形する。
【0025】
複合織物の成形プロセスとして、プレス成形、流動成形、熱折畳み、および膜成形が挙げられる。プレス成形(型押し)は、1つ以上の複合織物あるいは補強シートを処理温度まで加熱し、2分割加工具内に載置し、圧力を付加して所定の形状に型押しするプロセスである。流動成形は、1つ以上の複合織物あるいは補強シートを処理温度まで加熱し、2分割加工具に載置し、圧力を付加してポリマー素地を型の各凹部に流動させることによって型キャビティに充填させるプロセスである。熱折畳みは、1つ以上の複合織物あるいは補強シートを部分的に加熱して、折畳むプロセスである。膜成形は、圧力釜を用いて、予熱された複合織物あるいは補強シートを工具に被せるように成形するプロセスである。
【0026】
補強物品はさらに、成形プロセスの前または後のいずれかに、熱可塑性材料の素地に埋設させてもよい。具体的には、複合織物の片側、すなわち、表側または裏側にポリマーシートを接触させ、次いで、積層構造体を成形する。例えば、積層構造体を加熱されたローラによって加圧することによって、ポリマーシートを複合織物に結合させる。
【0027】
複合織物を熱可塑性材料の素地に埋設させる別の方法として、複合織物に対して熱可塑性材料を射出成形するかまたは押出成形する方法が挙げられる。
【0028】
経方向のみに沿って織られた金属要素と、好ましくは緯方向のみに沿って折られたポリマーテープからなる複合織物は、補強チューブまたは補強ホースの製造に用いられる。この場合、好ましくは、複合織物は50cm未満、例えば20cm未満、さらに5cm未満の幅を有しているとよい。このような複合織物は、例えば、押出成形されたポリマーチューブの周囲に、螺旋状に、具体的には、S字状またはZ字状に、さらに具体的には、金属要素と押出成形ポリマーチューブの軸と所定の角度で交差して巻き付けられる。さらに、複合織物の次の層がこのチューブと複合織物の第1層の回りに巻き付けられる。本発明による複合織物の多数の層が重ねられた補強層の厚みは、実質的に各複合織物内の金属要素の厚みの合計と等しい。このようにして得られたチューブ体に対して他の層が設けられてもよい。必要に応じて、その外側ポリマー層をチューブ体の周囲に押出成形し、また、チューブ体を加熱して金属要素をチューブ体内のポリマー材料に付着させる。本発明による複合織物を用いることによって、パイプ、チューブ、またはチューブを構成するポリマーに対する付着性を改善することができる。金属要素を含む層間に存在するポリマー材料は、その近傍に存在する金属要素に付着する。具体的は、1つの複合織物のポリマーはその複合織物に含まれる金属要素と付着するのみならず、隣接する複合織物に含まれる金属要素とも付着する。補強層が本発明による複合織物によって形成される場合、例えば、押出成形ポリマーチューブのポリマー材料は補強層の金属要素に直接付着することができる。さらに、金属要素を含む既存の補強層の厚みと比較して、複合織物からなる補強層の厚みは著しく薄い。
【0029】
本発明による複合織物の製造に用いられるポリマーテープはどのような種類のポリマー材料から形成されてもよい。適切なポリマー材料として、高密度ポリエチレン(HDPE)のようなポリエチレン(PE)、ポリプロピレン(PP)、ポリスチレン(PS)、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレート(PEN)、ポリブチレンテレフタレート(PBT)、ポリ塩化ビニル(PVC)、ポリエステル、ポリアミド(PA)、ポリイミド(PI)、ポリカーボネート(PC)、スチレンアクリロニトリル(SAN)、アクリロニトリル−ブタジエン−スチレン(ABS)、熱可塑性ポリウレタン(TPU)、熱可塑性ポリオレフィン(TPO)、熱可塑性コポリエーテルエステル、およびこれらの共重合体または類似の材料が挙げられる。
【0030】
ポリマーテープ自身もガラス繊維またはカーボン繊維を隣接して含ませることによって補強されてもよい。
【0031】
本発明による複合織物の製造に用いられる金属要素は、どのような金属要素であってもよい。好ましくは、スチールワイヤまたはスチルコードのようなスチール要素を用いるとよい。
【0032】
複合織物に用いられる撚り線またはコードは、好ましくは、適当な処理、例えば熱処理の後、複合物品、複合ホース、または複合チューブを製造するのに用いられる複合織物に含まれるポリマーテープまたは他のポリマー材料のいずれかに対する機械的な係留効果を向上させるために、大きな粗面を有しているとよい。単一撚りのコードよりも(3×3)構成のコードまたは(7×3)構成のコードが好ましい。他のスチールコード構成として、オープンコードやコンパクトコードが挙げられる。好ましいコードは、(0.25+18×0.22HT)構成のコードおよび(3×0.265+9×0.245)構成のコードである。
【0033】
金属要素の耐食性を改善するために、金属要素を亜鉛または真鍮のような亜鉛合金の金属皮膜層によって被覆するとよい。好適な亜鉛合金として、2〜10%のAl、0.1〜0.4%のLaおよび/またはCeのような希土類元素を含む合金が挙げられる。
【0034】
複合物品、複合ホースまたは複合チューブを製造するための複合織物に含まれるポリマーテープまたは他のポリマー材料と金属要素間の良好な付着性を確保するために、付着促進剤を金属要素に塗布するとよい。付着促進剤として、シラン化合物のような2官能カップリング剤が挙げられる。このようなカップリング剤の1つの官能群は金属または金属酸化物との結合を担い、他の官能群はポリマーとの反応する。カップリング剤についての詳細はPCT出願WO−A−99/20682に記載されている。他の好適な付着促進剤として、アルミン酸塩、ジルコン酸塩、またはチタン酸塩が挙げられる。
【0035】
金属要素の素材としてのワイヤまたは金属要素の素材としての撚り線またはコードに用いられるワイヤとして、種々の断面、および種々の幾何学的形状、例えば、円、楕円、または平面形状を有するワイヤを用いることができる。ワイヤ、撚り線およびコードの規定範囲内において、必要とされる機械的な強度に依存するが、種々の材料を用いることができる。金属要素の素材としてのワイヤまたは金属要素の素材としての撚り線またはコードに用いられるワイヤの径は、0.04mmないし1.0mm、好ましくは、0.1mmないし0.4mm、例えば、0.15mm、0.175mm、または0.3mmであるとよい。
【0036】
構造的な歪みを有するワイヤもまた撚り線またはコードに用いられる。複合織物の一部をこのような歪みを有するワイヤからなる撚り線またはコードによって構成してもよい。
【0037】
金属要素の材料としてどのような金属を用いてもよい。好ましくは、高炭素鋼またはステンレス鋼のような合金が用いられる。
【0038】
スチールワイヤを用いる場合、そのスチールワイヤの引張り強度は、スチールの組成と径に依存するが、1500N/mm2ないし3000N/mm2、またはそれ以上の範囲にあるとよい。
【0039】
撚り線またはコードの他のパラメータ、例えば、撚り線またはコードの構成、撚り線またはコードを構成するワイヤの数および径、撚り線またはコードを構成するワイヤの破断強度は、強度や破断伸びのような必要とされる特性が得られるように選択されるとよい。
【0040】
[発明の好適な実施例の説明]
以下、添付の図面を参照して、本発明をさらに詳細に説明する。
【0041】
本発明の一実施例が図1に概略的に示されている。複合織物10は金属要素11およびポリマーテープ12からなる。本実施例において、金属要素とポリマーテープはいずれも経方向13および緯方向14の両方に沿って織られている。好ましくは、スチールコード、例えば、(0.25+18×0.22HT)構成を有するスチールコードが用いられるとよい。スチールコードの構成における符号「HT」はスチールコードを構成するスチールワイヤが高靭性(High Tenacity)を有することを意味している。また、好ましくは、150μm未満、好ましくは100μm未満、最も好ましくは30μm未満、例えば、15μmの厚みと、5mm未満、例えば、3mmの幅を有する高密度ポリエチレン(HDPE)製テープが用いられるとよい。好ましくは、図1に示されるような平織り構造であるとよい。
【0042】
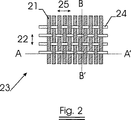
本発明の他の好適な実施例が図2ないし図4に概略的に示されている。
【0043】
図2に示されるように、金属要素21は複合織物23の経方向22に沿ってのみ織られている。150μm未満、好ましくは100μm未満、最も好ましくは30μm未満、例えば15μmの厚みと、5mm未満、例えば3mmの幅とを有しているポリマーテープ24、例えば、HDPEテープが緯方向25に沿って織られている。また、この実施例においても、平織り構造が用いられている。ただし、綾織り構造や朱子織り構造のような他の織り構造であってもよい。
【0044】
さらに他の実施例が図3aおよび図3bに示されている。これらの実施例においては、多数のポリマーテープからなる緯糸による織り構造が適用されている。1本以上のポリマーテープ3、例えば2本または3本のポリマーテープが1つの組をなして緯方向32に沿って同一パターンで織られ、金属要素33が径方向34に沿って織られている。
【0045】
さらに他の実施例が図4に示されている。この実施例において、金属要素41とポリマーテープ42、例えばHDPEテープが経方向43に沿って交互に織られている。また、好ましくは、ポリマーテープ44、例えばHDPEテープのみが緯方向45に沿って織られるとよい。経方向に沿って織られるポリマーテープと緯方向に沿って織られるポリマーテープは、材質、密度、厚み、または幅に関して、異なっていてもよい。それらのポリマーテープは、多数が組をなして、経糸または緯糸として用いられてもよい。
【0046】
図2に示される複合織物の断面が図5aおよび図5bに示されている。図5aは図2の面AA’に沿った断面を示し、図5bは図2の面BB’に沿った断面を示している。
【0047】
金属要素51、例えば、3本重ねスチールコードからなる金属要素の断面が図5aに示されている。この平織り構造において、ポリマーテープ52は金属要素51の上側と下側を交互に通過するように織られている。
【0048】
1つの方向(本実施例においては経方向)のみに沿って織られる金属要素を有する本発明による複合織物には、図5aおよび図5bの概略図からわかるように、3つの利点がある。
【0049】
第1の利点は、複合織物の厚み、また、複合物品および/または複合パイプ、複合ホースまたは複合チューブの補強に用いられたときには補強層の厚みを、実質的に金属要素の径に相当する最小の値にまで薄くすることができる点にある。金属要素の径は、金属要素の光学的径とも呼ばれる、金属要素の円周53の径を意味する。織物厚みTfは(Tme+2×Tpt)で表される。ただし、Tfは複合織物の厚み、Tmeは金属要素の径、Tptはポリマーテープの厚みである。Tptは、例えば、150μm未満、さらには、100μm未満、例えば30μmまたは15μmであり、Tmeと比較して著しく小さい値である。従って、Tfは実質的にTmeと等しい。この利点は、図5bにも示されている。
【0050】
第2の利点は、金属要素の密度が極めて高く、緯方向において理想的な最大密度にほぼ達している点にある。さらに、金属要素は複合織物内において、実質的に直線状に延長している。従って、金属要素の織込み係数は実質的に1に等しい。ポリマーテープは非常に薄くかつ極めて柔軟性があるので、金属要素の円周53に極めて密接に巻き付くことができる。隣接する2つの金属要素51の2つの円周間の距離をポリマーテープTptの厚みにまで小さくすることができる。換言すれば、本実施例の織り構造において、隣接する2つの金属要素間の間隙にはポリマーテープが充填されている。
【0051】
図5bからわかるように、複合織物の経方向において、金属要素は実質的に直線状に延長している。図5bに示されるように、経方向における織物の長さLf2に対応する金属要素の長さは、その長さLf2と等しい。従って、金属要素の織込み係数は1である。
【0052】
また、図5aに示されるように、緯方向における織物の長さLf1に対応するポリマーテープの長さLptは、実質的にLpt=π×(Tme+Tpt)/2で表される。この値は、半径が(Tme/2+Tpt/2)の円周の半分に相当する。
【0053】
本実施例による平織り構造におけるポリマーテープの織込み係数はLpt/Lf1=π/2であり、この値は平織り構造においてとり得る織込み係数の最大値である。
【0054】
本発明による複合織物の第3の利点は、この織物が複合物品および/または複合パイプ、複合ホースまたは複合チューブの補強に用いられたとき、その複合物品、複合パイプ、複合ホースまたは複合チューブのポリマー材料と補強層として用いられた複合織物の金属要素とが直接的に接触する点にある。2つの金属要素の領域56が織物の外面57および58側に各々に露出している。従って、上記の複合物品、複合パイプ、複合ホースまたは複合チューブの複合織物と隣接するポリマー成分が複合織物の金属要素と接触し、その複合物品、複合パイプ、複合ホースまたは複合チューブの全体の構造に対する金属要素の係留効果(anchoring)を改善することができる。
【0055】
図5bに示されるように、本発明による複合織物に用いられるポリマーテープは、幅Wptおよび厚みTptによって決められる実質的に矩形の断面を有している。Wptは好ましくは10mm未満であり、Tptは好ましくは1000μm未満である。ただし、細い金属要素が用いられるときは、ポリマーテープの厚みは好ましくは150μm未満に設定されるとよい。
【0056】
被覆された金属要素が本発明による複合織物に用いられるときは、Tmeはポリマー層を含む金属要素の厚みとみなされる。このような複合織物の緯方向における平織り構造の断面が図6に示されている。(3×0.265+9×0.245)構成を有する金属要素61がポリマー層62によって被覆されている。ポリマーテープ63は緯方向に沿って織られている。金属要素の径Tmeはスチールコード61の光学的径にポリマー層62の厚みを加えた値である。
【0057】
本発明による複合織物の片側にポリマー材料をさらに設けるために、図7に例示される一実施例の緯方向に沿った断面に示されるように、ポリマーテープ72と金属要素71が二重経糸として織られるとよい。金属要素71とポリマーテープ72は織物の全体にわたって同じ経路で織られる。ポリマーテープ73は緯方向に沿って織られる。織物の片側74において、ポリマーテープ73または72のいずれか1つが現われるのに対して、金属要素は織物の片側74において実質的に現われない。
【0058】
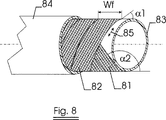
図8に示されるように、補強チューブは、チューブ状コア、例えば、押出成形によるポリマーチューブ83の周囲に巻き付けられた1つ以上の複合織物81および82の層を備えている。その補強層の上に、外側ポリマー層84が設けられている。好ましくは、この織物は幅Wfを有する細片からなる。細片はその巻き付け方向85と平行に延長する金属要素を含んでいる。2つの細片は異なった巻き付け角度α1およびα2で巻き付けられるとよい。通常、細片の幅Wfは5cmから50cmの範囲内にある。最も好ましくは、複合織物内のポリマー材料と押出成形されたポリマー材料のいずれもがHDPEであるとよい。ただし、ポリマー材料はHDPEに限定されるものではない。
【図面の簡単な説明】
【図1】 本発明による複合織物の異なる実施例の概略図である。
【図2】 本発明による複合織物の異なる実施例の概略図である。
【図3】 本発明による複合織物の異なる実施例の概略図である。
【図4】 本発明による複合織物の異なる実施例の概略図である。
【図5】 図5a,5bともに、図2に示される複合織物の断面図である。
【図6】 本発明による複合織物の変形例の緯方向に沿った断面図である。
【図7】 本発明による複合織物の変形例の緯方向に沿った断面図である。
【図8】 本発明による複合織物を用いた補強ホースを示す図である。
Claims (17)
- 金属要素およびポリマー要素を有する複合織物であって、前記金属要素は金属ワイヤ、金属ワイヤ束、金属撚り線、または金属コードであるような複合織物において、
前記ポリマー要素はポリマーテープであり、
前記織物は経(たて)方向と緯(よこ)方向の織り方向を有し、前記金属要素はすべて経方向に沿って織られ、前記ポリマーテープはすべて緯方向に沿って織られることを特徴とする複合織物。 - 前記ポリマーテープのポリマーの厚みは、2つの隣接する前記金属要素の2つの円周間の距離に等しいことを特徴とする請求項1に記載の複合織物。
- 前記ポリマーテープは実質的に矩形断面を有することを特徴とする請求項1または請求項2に記載の複合織物。
- 前記断面は1000μm未満の厚みを有することを特徴とする請求項3に記載の複合織物。
- 前記断面は10mm未満の幅を有することを特徴とする請求項3または請求項4に記載の複合織物。
- 前記金属要素の織込み係数は実質的に1であることを特徴とする請求項1ないし請求項5のいずれか1項に記載の複合織物。
- 前記金属要素はスチールコードであることを特徴とする請求項1ないし請求項6のいずれか1項に記載の複合織物。
- 前記織物は平織り構造を有することを特徴とする請求項1ないし請求項7のいずれか1項に記載の複合織物。
- 前記織物は二重緯糸が織り込まれた平織り構造を有することを特徴とする請求項1ないし請求項8のいずれか1項に記載の複合織物。
- 前記金属要素はポリマー層によって被覆されていることを特徴とする請求項1ないし請求項9のいずれか1項に記載の複合織物。
- 請求項1ないし請求項10のいずれか1項に記載の複合織物の用途であって、補強物品の補強構造として用いられることを特徴とする複合織物の用途。
- 請求項1ないし請求項10のいずれか1項に記載の複合織物の用途であって、補強チューブまたは補強ホースの補強構造として用いられることを特徴とする複合織物の用途。
- 請求項1ないし請求項10のいずれか1項に記載の複合織物を用いることによって得られる補強ホース。
- 補強ホースまたは補強チューブを製造する方法において、
請求項1ないし請求項10のいずれか1項に記載の複合織物を準備する工程と、
前記複合織物の複数の層をチューブ状コアに巻き付ける工程と、
ポリマー材料からなる外層を準備する工程と
からなることを特徴とする補強ホースまたは補強チューブを製造する方法。 - 補強チューブまたは補強ホースの補強構造として用いられる複合織物の用途であって、該複合織物が金属要素とポリマー要素を有するものであり、前記金属要素は金属ワイヤ、金属ワイヤ束、金属撚り線、または金属コードであるようなものにおいて、
前記ポリマー要素はポリマーテープであることを特徴とする複合織物の用途。 - 金属要素とポリマー要素を有する複合織物であって、前記金属要素は金属ワイヤ、金属ワイヤ束、金属撚り線、または金属コードであるような複合織物の用いることによって得られる補強ホースにおいて、 前記ポリマー要素はポリマーテープであることを特徴とする複合織物による補強ホース。
- 補強ホースまたは補強チューブを製造する方法において、
金属要素とポリマー要素を有する複合織物であって、前記金属要素は金属ワイヤ、金属ワイヤ束、金属撚り線、または金属コードであり、前記ポリマー要素はポリマーテープで ある前記複合織物を準備する工程と、
前記複合織物の複数の層をチューブ状コアに巻き付ける工程と、
ポリマー材料からなる外層を準備する工程と
からなることを特徴とする補強ホースまたは補強チューブを製造する方法。
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP99204338 | 1999-12-15 | ||
| EP99204339.8 | 1999-12-15 | ||
| EP99204338.0 | 1999-12-15 | ||
| EP99204340 | 1999-12-15 | ||
| EP99204340.6 | 1999-12-15 | ||
| EP99204339 | 1999-12-15 | ||
| PCT/EP2000/012760 WO2001044549A1 (en) | 1999-12-15 | 2000-12-13 | Woven composite fabric |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003517110A JP2003517110A (ja) | 2003-05-20 |
| JP4184664B2 true JP4184664B2 (ja) | 2008-11-19 |
Family
ID=27240152
Family Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001545626A Expired - Fee Related JP4184664B2 (ja) | 1999-12-15 | 2000-12-13 | 複合織物 |
| JP2001545625A Expired - Fee Related JP4880157B2 (ja) | 1999-12-15 | 2000-12-13 | 補強布地 |
| JP2001545066A Expired - Fee Related JP4007537B2 (ja) | 1999-12-15 | 2000-12-13 | 剛性複合物品用補強構造体 |
| JP2001545065A Expired - Fee Related JP4323127B2 (ja) | 1999-12-15 | 2000-12-13 | 剛性複合物品用補強構造体 |
Family Applications After (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001545625A Expired - Fee Related JP4880157B2 (ja) | 1999-12-15 | 2000-12-13 | 補強布地 |
| JP2001545066A Expired - Fee Related JP4007537B2 (ja) | 1999-12-15 | 2000-12-13 | 剛性複合物品用補強構造体 |
| JP2001545065A Expired - Fee Related JP4323127B2 (ja) | 1999-12-15 | 2000-12-13 | 剛性複合物品用補強構造体 |
Country Status (9)
| Country | Link |
|---|---|
| US (4) | US20020182961A1 (ja) |
| EP (4) | EP1238128B1 (ja) |
| JP (4) | JP4184664B2 (ja) |
| AT (4) | ATE264185T1 (ja) |
| AU (4) | AU2673801A (ja) |
| DE (4) | DE60007662T2 (ja) |
| DK (2) | DK1238129T3 (ja) |
| ES (4) | ES2218274T3 (ja) |
| WO (4) | WO2001044549A1 (ja) |
Families Citing this family (63)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK1238129T3 (da) * | 1999-12-15 | 2004-04-05 | Bekaert Sa Nv | Vævet kompositstof |
| ATE349644T1 (de) * | 2000-02-17 | 2007-01-15 | Keith Dixon-Roche | Herstellung von schläuchen oder anderen langgestreckten gegenständen |
| US7288494B2 (en) * | 2001-07-27 | 2007-10-30 | 3M Innovative Properties Company | Electro-magnetic wave shield cover |
| DE10152943C2 (de) * | 2001-10-26 | 2003-12-24 | Langendorf Textil Gmbh & Co Kg | Textiles Flächengebilde |
| US7111882B2 (en) * | 2002-03-08 | 2006-09-26 | N. V. Bekaert S.A. | Reinforced impact beam with woven fabric |
| EP1342623A1 (en) * | 2002-03-08 | 2003-09-10 | N.V. Bekaert S.A. | Reinforced impact beam |
| FR2838502B1 (fr) * | 2002-04-12 | 2004-07-09 | Fed Mogul Systems Prot Group | Gaine auto-fermable de protection thermique et son procede de fabrication |
| FR2839322B1 (fr) * | 2002-05-06 | 2004-06-11 | Geotechnique Et Travaux Specia | Structure de filet formee par tricotage de cables metalliques |
| DE60309199T2 (de) * | 2002-11-28 | 2007-08-23 | N.V. Bekaert S.A. | Stossfänger mit länglichen metallelementen |
| DE20311945U1 (de) * | 2003-08-02 | 2004-12-09 | Haver & Boecker | Plattenförmiges Filterelement |
| WO2005050127A1 (en) * | 2003-11-03 | 2005-06-02 | Nv Bekaert Sa | Stab resistant insert with steel cords and non-woven textile |
| US7877099B2 (en) * | 2003-12-31 | 2011-01-25 | Intel Corporation | Computing system with off-load processing for networking related tasks |
| EP1740869B1 (en) * | 2004-04-26 | 2012-11-07 | NV Bekaert SA | A tube reinforced with a polymer and steel cord strip |
| EP1602469A1 (en) * | 2004-06-04 | 2005-12-07 | N.V. Bekaert S.A. | A textile product comprising metal cords and non-metallic fibers, and a semifinished sheet comprising such textile product |
| EP1655179A1 (en) * | 2004-11-03 | 2006-05-10 | NV Bekaert SA | Method to increase impact resistance of an impact absorbing device |
| FR2881371B1 (fr) * | 2005-01-31 | 2009-05-29 | Faurecia Sieges Automobile | Procede de fabrication d'une piece en matiere composite par moulage |
| US20090081438A1 (en) * | 2005-12-08 | 2009-03-26 | Pol Speleers | Stab Resistant Insert for Protective Textile Product |
| BRPI0711130B1 (pt) * | 2006-05-01 | 2017-03-21 | Nippon Sheet Glass Co Ltd | método para produzir um cordão de reforço, bem como cordão de reforço e produto contendo um cordão de reforço |
| JP2009062639A (ja) * | 2007-09-05 | 2009-03-26 | Nets 101 Kk | 織物と織機 |
| US20100203292A1 (en) * | 2007-11-05 | 2010-08-12 | Ibco Srl | Antislip sheet material having tapes and monofilaments |
| DE202008007444U1 (de) * | 2008-06-04 | 2009-10-15 | Dolmar Gmbh | Verbrennungsmotor, insbesondere für handgeführte Arbeitsgeräte |
| EP2159039A1 (en) * | 2008-08-14 | 2010-03-03 | Lm Glasfiber A/S | A method of manufacturing a composite structure comprising a magnetisable material |
| KR20100033457A (ko) * | 2008-09-20 | 2010-03-30 | 정인선 | 수지호스 |
| CN101713151A (zh) * | 2008-10-06 | 2010-05-26 | E.I.内穆尔杜邦公司 | 复合增强材料及其制造方法和用途 |
| CN101737571B (zh) * | 2008-11-13 | 2012-06-20 | E.I.内穆尔杜邦公司 | 纤维带增强的热塑性管 |
| JP5238460B2 (ja) * | 2008-11-17 | 2013-07-17 | 株式会社添島勲商店 | 織物 |
| JP5542354B2 (ja) * | 2009-03-18 | 2014-07-09 | タイガースポリマー株式会社 | 可撓性補強ホース |
| ES2562801T5 (es) * | 2009-03-23 | 2021-11-17 | Tessitura Tele Metalliche Rossi S R L | Pieza semitrabajada de malla metálica y procedimiento para la realización de la misma |
| EP2256722A1 (de) * | 2009-05-29 | 2010-12-01 | Akusik & Innovation GmbH | Schalldämpfendes bzw. -absorbierendes Material |
| WO2011008109A1 (en) * | 2009-07-15 | 2011-01-20 | Jonathan Dallas Toye | Woven ground cover materials |
| ES2854831T3 (es) * | 2010-02-11 | 2021-09-23 | Lautratex Bv | Contenedor tejido para ropa sucia y método para fabricar dicho contenedor tejido |
| US20120132309A1 (en) * | 2010-11-30 | 2012-05-31 | Morris David D | Woven textile fabric and innerduct having multiple-inserted filling yarns |
| DE102010055834A1 (de) * | 2010-12-23 | 2012-06-28 | Waldemar Hoening Ohg | Vorratseinrichtung mit einer Trägereinrichtung und einem daran aufgenommenen Werkstoffvorrat |
| DE102011014244A1 (de) * | 2011-03-17 | 2012-09-20 | Daimler Ag | Fasereinleger für Kraftfahrzeug-Faserbundkunststoffbauteil und Verfahren zur Herstellung des Kraftfahrzeug-Faserbundkunststoffbauteils |
| HUE035531T2 (en) * | 2011-04-26 | 2018-05-02 | Bekaert Sa Nv | Steel Stranded Reinforced Composites |
| DE102011083160A1 (de) * | 2011-09-21 | 2013-03-21 | Leichtbau-Zentrum Sachsen Gmbh | Textilverstärkter Faserverbund sowie Verfahren zur zerstörungsfreien Prüfung von Faserorientierung und Lagenaufbau in Bauteilen aus textilverstärkten Verbundwerkstoffen |
| CN102505274A (zh) * | 2011-10-29 | 2012-06-20 | 常熟市福嘉丽织造有限公司 | 具有阻燃功能的面料 |
| US8757213B2 (en) | 2011-11-04 | 2014-06-24 | Blue Gentian, Llc | Commercial hose |
| US10174870B2 (en) | 2011-11-04 | 2019-01-08 | Telebrands Corp. | Expandable and contractible garden hose |
| FR2985935B1 (fr) * | 2012-01-19 | 2014-02-21 | Choletaise De Fabrication Soc | Procede de mise en forme tridimensionnelle d'un objet a partir d'un cordon souple, cordon pour la realisation du procede et objet ainsi realise |
| WO2014018108A1 (en) * | 2012-07-24 | 2014-01-30 | Liquidmetal Coatings, Llc | Fiber-containing amorphous alloy composites |
| EP2716436B1 (de) * | 2012-10-04 | 2020-03-18 | Magna Steyr Fahrzeugtechnik AG & Co KG | Kohlenstoffverbundbauteil |
| US10228081B2 (en) * | 2012-11-16 | 2019-03-12 | Kongsberg Actuation Systems Ii, Inc. | Method of forming a hose assembly |
| US9404233B2 (en) * | 2013-02-22 | 2016-08-02 | Nicolon Corporation | Stabilized and reinforced civil constructions and method of making same |
| CN105026631B (zh) * | 2013-02-28 | 2017-12-05 | 三菱瓦斯化学株式会社 | 织物和将其成形而成的成形品 |
| US10441994B2 (en) * | 2014-01-09 | 2019-10-15 | Moshe Ore | Protecting net |
| DE102014001383A1 (de) * | 2014-02-01 | 2015-08-06 | GM Global Technology Operations, LLC (n.d. Ges. d. Staates Delaware) | Verbundwerkstoff |
| DE102014202393A1 (de) * | 2014-02-11 | 2015-08-13 | Robert Bosch Gmbh | Verfahren zum Herstellen eines thermoplastischen Kunststoffhalbzeugs zur Abschirmung von elektromagnetischer Strahlung und thermoplastisches Kunststoffhalbzeug zur Abschirmung von elektromagnetischer Strahlung |
| CN103981624A (zh) * | 2014-05-28 | 2014-08-13 | 长春高琦聚酰亚胺材料有限公司 | 一种多功能的超保暖抓绒织物及其制备方法 |
| US9963808B2 (en) * | 2014-06-11 | 2018-05-08 | Federal-Mogul Powertrain Llc | Knit EMI shield and method of construction thereof |
| CN104147734A (zh) * | 2014-06-11 | 2014-11-19 | 浙江恒安消防安全设备有限公司 | 一种双层带坯的消防水带及其制作方法 |
| US9802454B2 (en) | 2014-07-28 | 2017-10-31 | Tenneco Automotive Operating Company Inc. | Plastic spring seat having integrated crash member |
| JP6234404B2 (ja) | 2014-07-28 | 2017-11-22 | 石川金網株式会社 | 金属織物、室内装飾品、仕切り部材、衣類、および電磁波シールド部材 |
| US9849746B2 (en) | 2014-11-04 | 2017-12-26 | Tenneco Automotive Operating Company Inc. | Impact reinforced composite spring seat for a shock absorber |
| EP4194045A1 (de) * | 2015-04-30 | 2023-06-14 | ECP Entwicklungsgesellschaft mbH | Rotor für eine fluidpumpe |
| JP6720545B2 (ja) * | 2016-01-15 | 2020-07-08 | 住友電装株式会社 | シート材及びシート材製造方法 |
| US9873303B2 (en) | 2016-03-22 | 2018-01-23 | Tenneco Automotive Operating Company Inc. | Damper having reinforced catcher |
| JP7222989B2 (ja) * | 2018-05-31 | 2023-02-15 | リンテック株式会社 | 炭素樹脂複合材料の製造方法、および炭素樹脂複合材料の製造用複合構造体 |
| WO2020066059A1 (ja) * | 2018-09-27 | 2020-04-02 | 株式会社三宅デザイン事務所 | 布地及び布製品 |
| CN112696536B (zh) * | 2020-12-31 | 2023-08-22 | 四川自强科技有限公司 | 多金属骨架增强聚乙烯海底输送连续复合管 |
| US20220256939A1 (en) * | 2021-02-17 | 2022-08-18 | Aspen Medical Products, Llc | Customized knitted wearable with reactive material for rigidity |
| US11964061B2 (en) | 2021-02-17 | 2024-04-23 | Aspen Medical Products, Llc | Method of producing a custom orthosis for a patient |
| FR3124973A1 (fr) * | 2021-07-06 | 2023-01-13 | Saint-Gobain Performance Plastics France | Nappe électroconductrice tridimensionnelle tricotée pour constituer une paroi résistant à la foudre |
Family Cites Families (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT198914B (de) | 1957-03-09 | 1958-08-11 | Franz Blaha | Durch ein Geflecht gebildete Sitz-, Lehnen- oder Liegefläche |
| FR1290278A (fr) | 1961-03-01 | 1962-04-13 | Procédé de fabrication des skis et skis obtenus par ledit procédé | |
| GB957248A (en) | 1962-06-13 | 1964-05-06 | Communications Patents Ltd | Improvements in or relating to bonding of plastic materials |
| DE1535823C2 (de) | 1965-12-20 | 1975-07-17 | Gustav Wolf, Seil- und Drahtwerke, 4830 Gütersloh | Verstärkungsgewebe für Gummi- und Kunststofferzeugnisse |
| GB1174292A (en) | 1966-03-14 | 1969-12-17 | Brunswick Corp | Composite Materials |
| US3949129A (en) * | 1970-05-28 | 1976-04-06 | Hubbard Albert L | Elastomer coated fabric |
| US3837982A (en) * | 1970-09-03 | 1974-09-24 | Goodyear Tire & Rubber | Wire woven fabric for pneumatic tires |
| US3979536A (en) * | 1971-07-08 | 1976-09-07 | Uniroyal Inc. | Zero degree belted tires, and high "soft stretch" belt-forming tapes therefor |
| DE2150481B2 (de) | 1971-10-09 | 1973-08-09 | Rehau- Plastiks Gmbh, 8673 Rehau | Verfahren zur herstellung eines mit ein gewebe bildenden faeden verstaerkten, dichten flexiblen flaechengebildes |
| US3930091A (en) * | 1972-09-13 | 1975-12-30 | Kaiser Glass Fiber Corp | Unidirectional webbing material |
| DE2528189C2 (de) * | 1974-07-02 | 1983-02-10 | Kuraray Co., Ltd., Kurashiki, Okayama | Gewirktes oder gewebtes Tuch mit antistatischen Eigenschaften |
| JPS541357A (en) | 1977-06-06 | 1979-01-08 | Ohji Rubber & Chem | Hardwearing rubber linings |
| BE859230A (nl) * | 1977-09-30 | 1978-03-30 | Bekaert Sa Nv | Staalkoordversterking voor rubbervoorwerpen, alsmede aldus versterkte voorwerpen |
| DE2908985C2 (de) * | 1979-03-06 | 1982-05-19 | Gerhard Ebeling Drahtzaunfabrik Ohg, 1000 Berlin | Krippgitter |
| US4345626A (en) * | 1979-05-04 | 1982-08-24 | Tolliver Wilbur E | Circumferential stirrup panel |
| JPS5715956A (en) * | 1981-05-29 | 1982-01-27 | Meisei Shiyoukai Kk | Plastic composite material using textile having conductive property |
| JPS5933046A (ja) * | 1982-08-18 | 1984-02-22 | Mitsubishi Electric Corp | 金網及びその製造方法 |
| EP0109505A3 (en) * | 1982-10-25 | 1985-01-09 | Allied Corporation | A stampable polymeric composite containing an emi/rfi shielding layer |
| JPS6285050A (ja) * | 1985-10-07 | 1987-04-18 | 旭化成株式会社 | 伸長布帛とその製造方法 |
| EP0228725A1 (en) * | 1985-12-02 | 1987-07-15 | N.V. Bekaert S.A. | A woven fabric to increase the stiffness of an elastomeric belt and the elastomeric belt thus obtained |
| DE3605574A1 (de) * | 1986-02-21 | 1987-08-27 | Basf Ag | Metalldrahteinlagen enthaltende, photopolymerisierbare formmassen |
| US5089326A (en) * | 1987-05-29 | 1992-02-18 | Phillips Petroleum Company | EMI shielded composites and process of making same |
| JPS6483406A (en) * | 1987-09-22 | 1989-03-29 | Yokohama Rubber Co Ltd | Pneumatic radial tire |
| JP2757940B2 (ja) * | 1988-03-28 | 1998-05-25 | 住友ゴム工業株式会社 | 空気入りタイヤ |
| FR2645493A1 (fr) | 1989-04-11 | 1990-10-12 | Renault | Piece de carrosserie automobile a structure composite notamment capot |
| US5236529A (en) * | 1989-05-16 | 1993-08-17 | Aerospatiale Societe Nationale Industrielle | Fringed thermal protection device and method of manufacturing it |
| US5071699A (en) * | 1991-02-07 | 1991-12-10 | Exxon Chemical Patents Inc. | Antistatic woven coated polypropylene fabric |
| US5102725A (en) * | 1991-04-01 | 1992-04-07 | Jps Converter And Industrial Fabric Corp. | Dual layer composite fabric |
| US5212010A (en) * | 1991-05-28 | 1993-05-18 | Ketema, Inc. | Stabilizing fabric with weave reinforcement for resin matrices |
| US5248548A (en) * | 1991-11-22 | 1993-09-28 | Memtec America Corporation | Stainless steel yarn and protective garments |
| FR2684696B1 (fr) * | 1991-12-10 | 1994-03-04 | Protecma | Procede pour la realisation d'un article tricote a base de fils metalliques et nouveau type de tricot ainsi realise. |
| FR2708294A1 (fr) | 1993-04-29 | 1995-02-03 | Lamagnere Frederique | Composite FIT (fibre imprégnée thermoplastique) et métal (cuivre, inox, laiton). |
| JPH07308726A (ja) * | 1994-05-17 | 1995-11-28 | Shinko Kosen Kogyo Kk | 通気性成形体の製造方法 |
| DE4438013A1 (de) * | 1994-10-25 | 1996-05-02 | Happich Gmbh Gebr | Schutzschicht, insbesondere Vandalismus-Schutzschicht |
| EP0758693B1 (de) | 1995-08-11 | 2001-10-24 | BUCK, Alfred | Halbzeug für Verbundwerkstoff |
| JP3097525B2 (ja) * | 1995-11-10 | 2000-10-10 | 株式会社日立製作所 | 情報フィルタリング処理を行うデータ伝送方法 |
| BR9707256A (pt) * | 1996-02-01 | 1999-04-06 | Bekaert Sa Nv | Inserção resistente à facada para produto têxtil protetor |
| CN1101871C (zh) * | 1997-06-06 | 2003-02-19 | 贝克特股份有限公司 | 帆布增强件 |
| US5998028A (en) * | 1997-08-26 | 1999-12-07 | Eastman Chemical Company | Thermoplastic article having metallic wire, rod or bar embedded therein |
| ZA989418B (en) | 1997-10-22 | 1999-04-19 | Bekaert Sa Nv | Means and methods for enhancing interfacial adhesion between a metal surface and a non-metallic medium and products obtained thereby |
| ZA9810315B (en) * | 1997-11-27 | 1999-05-18 | Bekaert Sa Nv | Steel cord with spatially waved elements |
| GB2335162A (en) | 1998-03-05 | 1999-09-15 | Southfields Coachworks Ltd | A composite material suitable for use as,or as part of a closure for a vehicle body |
| DK1238129T3 (da) * | 1999-12-15 | 2004-04-05 | Bekaert Sa Nv | Vævet kompositstof |
-
2000
- 2000-12-13 DK DK00990760T patent/DK1238129T3/da active
- 2000-12-13 US US10/149,590 patent/US20020182961A1/en not_active Abandoned
- 2000-12-13 ES ES00989981T patent/ES2218274T3/es not_active Expired - Lifetime
- 2000-12-13 JP JP2001545626A patent/JP4184664B2/ja not_active Expired - Fee Related
- 2000-12-13 AU AU26738/01A patent/AU2673801A/en not_active Abandoned
- 2000-12-13 EP EP20000983335 patent/EP1238128B1/en not_active Expired - Lifetime
- 2000-12-13 JP JP2001545625A patent/JP4880157B2/ja not_active Expired - Fee Related
- 2000-12-13 JP JP2001545066A patent/JP4007537B2/ja not_active Expired - Fee Related
- 2000-12-13 DE DE2000607662 patent/DE60007662T2/de not_active Expired - Lifetime
- 2000-12-13 WO PCT/EP2000/012760 patent/WO2001044549A1/en active IP Right Grant
- 2000-12-13 ES ES00990760T patent/ES2214343T3/es not_active Expired - Lifetime
- 2000-12-13 EP EP20000989981 patent/EP1237710B1/en not_active Expired - Lifetime
- 2000-12-13 DK DK00983335T patent/DK1238128T3/da active
- 2000-12-13 AT AT00989981T patent/ATE264185T1/de not_active IP Right Cessation
- 2000-12-13 US US10/149,120 patent/US6787491B2/en not_active Expired - Lifetime
- 2000-12-13 AT AT00983335T patent/ATE311490T1/de not_active IP Right Cessation
- 2000-12-13 WO PCT/EP2000/012779 patent/WO2001043951A1/en active IP Right Grant
- 2000-12-13 EP EP20000990760 patent/EP1238129B1/en not_active Expired - Lifetime
- 2000-12-13 WO PCT/EP2000/012781 patent/WO2001043952A1/en active IP Right Grant
- 2000-12-13 AU AU20108/01A patent/AU2010801A/en not_active Abandoned
- 2000-12-13 AT AT00989982T patent/ATE291530T1/de not_active IP Right Cessation
- 2000-12-13 ES ES00983335T patent/ES2252082T3/es not_active Expired - Lifetime
- 2000-12-13 AU AU26739/01A patent/AU2673901A/en not_active Abandoned
- 2000-12-13 ES ES00989982T patent/ES2237489T3/es not_active Expired - Lifetime
- 2000-12-13 DE DE2000618969 patent/DE60018969T2/de not_active Expired - Lifetime
- 2000-12-13 WO PCT/EP2000/012765 patent/WO2001044548A1/en active IP Right Grant
- 2000-12-13 AT AT00990760T patent/ATE257524T1/de not_active IP Right Cessation
- 2000-12-13 JP JP2001545065A patent/JP4323127B2/ja not_active Expired - Fee Related
- 2000-12-13 US US10/149,596 patent/US20030022579A1/en not_active Abandoned
- 2000-12-13 DE DE2000609951 patent/DE60009951T2/de not_active Expired - Lifetime
- 2000-12-13 DE DE2000624485 patent/DE60024485T2/de not_active Expired - Lifetime
- 2000-12-13 EP EP20000989982 patent/EP1237711B1/en not_active Expired - Lifetime
- 2000-12-13 AU AU30122/01A patent/AU3012201A/en not_active Abandoned
-
2004
- 2004-03-11 US US10/797,031 patent/US7304007B2/en not_active Expired - Fee Related
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4184664B2 (ja) | 複合織物 | |
| JP2534466B2 (ja) | 熱回復性物品の製造方法 | |
| US5419949A (en) | Heat recoverable product | |
| EP1312468A1 (en) | Layered structure | |
| US5217553A (en) | Method for making heat recoverable product | |
| WO2010147231A1 (ja) | 強化繊維シート材 | |
| KR0178130B1 (ko) | 긴 성형 스트랜드 | |
| JP4049301B2 (ja) | 捻じり結束紐 | |
| GB2361881A (en) | Adhesive tape | |
| KR101068641B1 (ko) | 농·산업용 섬유 강화 보온 시트의 제조방법 | |
| JPH086847B2 (ja) | 複合管およびその製造方法 | |
| JPH0741659B2 (ja) | 熱収縮可能なスリーブ及びその製造方法 | |
| JPH0760734B2 (ja) | 織発熱体 | |
| JP2013104473A (ja) | 合成樹脂製ホースとその製造方法 | |
| JPH01102886A (ja) | 糸状発熱体ラミネート用原反 | |
| JPH07310408A (ja) | 雨樋及びその製造方法 | |
| CZ231899A3 (cs) | Těsnící příze a způsob její výroby |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20061228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070112 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20070330 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20070501 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070522 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080808 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080904 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110912 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110912 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120912 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120912 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130912 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |