EP1984549B1 - Maschine zur herstellung einer maschenware aus fasermaterial, insbesondere rundstrickmaschine - Google Patents
Maschine zur herstellung einer maschenware aus fasermaterial, insbesondere rundstrickmaschine Download PDFInfo
- Publication number
- EP1984549B1 EP1984549B1 EP07711190A EP07711190A EP1984549B1 EP 1984549 B1 EP1984549 B1 EP 1984549B1 EP 07711190 A EP07711190 A EP 07711190A EP 07711190 A EP07711190 A EP 07711190A EP 1984549 B1 EP1984549 B1 EP 1984549B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- drawing equipment
- drafting
- rollers
- machine according
- pair
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images








Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H5/00—Drafting machines or arrangements ; Threading of roving into drafting machine
- D01H5/18—Drafting machines or arrangements without fallers or like pinned bars
- D01H5/28—Drafting machines or arrangements without fallers or like pinned bars in which fibres are controlled by inserting twist during drafting
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H1/00—Spinning or twisting machines in which the product is wound-up continuously
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B15/00—Details of, or auxiliary devices incorporated in, weft knitting machines, restricted to machines of this kind
- D04B15/94—Driving-gear not otherwise provided for
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B35/00—Details of, or auxiliary devices incorporated in, knitting machines, not otherwise provided for
- D04B35/22—Devices for preparatory treatment of threads
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B9/00—Circular knitting machines with independently-movable needles
- D04B9/14—Circular knitting machines with independently-movable needles with provision for incorporating loose fibres, e.g. in high-pile fabrics
Definitions
- the invention relates to a machine of the type specified in the preamble of claim 1 for the production of a knitted fabric made of fiber material, in particular a circular knitting machine, as they are known from DE 2451900 is well known.
- Machines of this type are characterized by the fact that, instead of conventional yarns, predominantly or exclusively threads are used which consist of largely untwisted staple fibers arranged parallel to one another.
- Such threads are produced in draw frames, which are immediately upstream of the stitch forming points of the machine from them supplied Lunten or tapes and converted to ensure trouble-free transport from the drafting to the Ma-schen Struktursstellen by means of spin organs in temporary yarns whose rotations until shortly before the inlet into the stitch formation sites are dismantled again (false-twist principle).
- the actually processed into knit fabric threads therefore consist essentially of untwisted, parallel fibers, which is why the finished knitwear is characterized by an extreme softness. If necessary, additional auxiliary yarns consisting of classical yarns can be incorporated, but this is basically not necessary.
- a known, designed as a circular knitting machine of the type described ( PCT WO 2004/079068 A2 ) has a drafting system for each stitch formation point. Since the drafting systems can not be made arbitrarily small, it results in a significant space and handling problem. It is therefore provided, for example, to arrange the drafting systems with comparatively large distances from the circular knitting machine and to surround them with an elevated platform from which the drafting systems are accessible. This makes it possible to arrange a large number of drafting devices on the circumference of the circular knitting machine, but this is achieved with the disadvantage that the operator working on the circular knitting machine, if an error occurs in one of the drafting units, leave the usual working space in front of the machine, enter the work platform, from there from the error and then return to the usual work space must.
- the technical problem of the invention is to design the machine of the type described so that the drafting arranged even at high system densities close to the machine and yet easy to use, maintained and possibly repaired.
- the invention has the advantage that the drafting systems can be operated from below and / or from the side in comparison to the hitherto exclusively customary manner.
- known pressure arms in which the so-called. Upper rollers are mounted, are arranged so that they can be pivoted downwards or to the side instead of upwards.
- Another preferred possibility is to mount at least selected functional parts, in particular drafting device elements such as rollers or straps, on a component which can be pulled downwards or sideways out of the associated drafting arrangement in the manner of a push-in part. This makes it possible to bring the drafting systems close to the stitch formation or knitting points, although they are preferably arranged above the knitting points, but nevertheless remain in the grip area of the operator working on the machine. The operator can therefore, without having to leave the usual work space to perform all necessary work on the drafting systems by folding the functional parts down or to the side or pulls out.
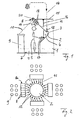
- Fig. 1 and 2 schematically show a circular knitting machine 1 with a rotatable needle cylinder 2, are mounted in the knitting needles 3 slidably.
- a working space 4 is schematically indicated, in which an operator 5 stops during normal work on the circular knitting machine 1.
- the height of the circular knitting machine 1 is dimensioned in a conventional manner so that a plurality of stitch forming or knitting 6, which are formed by lock parts, not shown, and of which in Fig. 1 only one is shown in the grip area of the operator 5 is located.
- the term "handle area” is understood to mean that area which preferably has an ergonomically favorable and / or z. B. by work instructions, standards or otherwise prescribed distance above a soil 7 od.
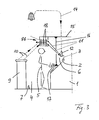
- the circular knitting machine 1 of interest in the context of the present invention is designed as a so-called spinning knitting machine.
- Each stitch formation or knitting point 6 is assigned to a drafting 8, which is fed to a tipped from a pot 9 sliver 10.
- This sliver 10 is refined in the drafting device 8 in a conventional manner to a thread 11 and preferably presented by means of a yarn guide 12 the knitting needles 3 for stitch formation.
- an auxiliary thread is further indicated, which can also be supplied to the yarn guide 12.
- drafting group 8a in the exemplary embodiment, which provide the threads 11 for six adjacent, here by the yarn guide 12 marked knitting points.
- z. B six drafting 8 arranged coaxially horizontal rollers side by side, so that the Fig. 2 apparent, bar-shaped arrangement with z. B. four drafting groups 8a results, which are arranged on the circumference of the needle cylinder 2 and provide threads 11 for a total of 24 knitting points.
- the drafting units 8 are arranged so that they are like the knitting points 6 in the grip region of the operating on the circular knitting machine 1 operator 5.
- the drafting 8 z. B. attached to a support ring 15 which is supported by means of columns 16 on a base or lock plate 17 of the circular knitting machine 1.
- the arrangement is also made such that the nip lines formed by three or more pairs of functional parts (eg drafting rollers 18 or the like) do not lie in horizontal planes but in a corresponding manner Fig. 1 lie in oblique planes, wherein the respective cans 9 facing input roller pairs are higher than the circular knitting machine 1 facing output roller pairs above the ground 7.
- the embodiment according to Fig. 1 and 2 is characterized in that the axes of the drafting rollers 18 are all arranged horizontally in the use state.
- the drafting 8 can be at least partially opened by their essential functional parts according to the invention are mounted at least partially pivotally downwards in the drafting units 8.
- the embodiment according to Fig. 3 and 4 differs from the embodiment according to Fig. 1 and 2 mainly in that the drafting 8 here in one opposite Fig. 1 rotated by 90 ° position mounted on the circular knitting machine 1 and are arranged vertically instead of horizontally in use. Same parts are therefore in Fig. 3 and 4 with the same reference numerals as in Fig. 1 and 2 Mistake. Pairs of associated drafting 8 come accordingly Fig. 4 to lie next to each other. Fig. 4 also shows that here the pressure arms 19, which carry the so-called top rollers (18a) are pivotable about pivot axes 20, compared to Fig. 1 are also rotated by 90 ° and are vertical.
- Fig. 4a and 4b 4 shows a conventional pressure arm 19 and its actuating and locking elements 19a, 19b in the closed state (FIG. Fig. 4a ) and in the open state ( Fig. 4b ) demonstrate.
- the pressure arms 19 have a sufficiently large swivel range and when opening a drafting system 8 does not encounter immediately against an adjacent drafting, according to the embodiment according to Fig. 3 and 4 as only in Fig. 4 is indicated, be provided that the drafting 8 leaving threads 11 are fed by means of spinning devices 21 to the associated knitting points.
- These spinning devices 21 contain, as is known from the document mentioned, z.
- the spinning devices 21 serve the purpose of initially converting the emerging from the drafting 8 threads 11 into temporary yarns with real rotations, the 23 between the ends of the spinning tubes and the knitting points 6 associated yarn guides 12 ( Fig. 3 ) are resolved again due to the so-called false-wire effect.
- the distance of the drafting units 8 from the central axis of the needle cylinder 2 can be comparatively large and largely arbitrarily selected.
- the distance between two adjacent drafting units 8 that results in the circumferential direction can also be set to a preselected value enabling pivoting of the pressure arms 19.
- Corresponding spinning devices 21 can in the embodiment according to Fig. 1 and 2 be provided.
- the embodiment has Fig. 3 and 4 towards the Fig. 1 and 2 the advantage that the drafting rollers 18, since they are perpendicular, can be driven in a simple manner by extending in the circumferential direction of the needle cylinder 2, circularly mounted and arranged above the drafting drive belt.
- the waves of each so-called lower roller of the three roller pairs shown on their upper sides z. B. each provided with a toothed belt pulley.
- a corresponding drive could for the lower rollers of the embodiment according to Fig. 1 and 2 be provided.
- the drive torques transmitted by means of the toothed belts would have to be converted by means of bevel gears or the like into torques for the lower rollers arranged horizontally here.
- Fig. 3 shows that here two or more drafting with their rollers 18 can be arranged coaxially one above the other. This makes it possible to halve or even more to reduce the space required in the circumferential direction for the drafting 8, since in this case, two or more threads from each drafting segment segment can be guided to adjacent knitting points, as in Fig. 3 is indicated by two threads 11. As a result, the packing density stretched goods can be doubled or tripled.
- the invention has hitherto been described with reference to the drafting arrangements 8, which are distinguished by the fact that the axes of rotation of all drafting device elements, including functional parts in the form of straps 24 (FIG. Fig. 4 ), are arranged parallel to each other.
- the axes of rotation of the embodiment are after Fig. 1 and 2 during operation horizontally and the axes of rotation of the embodiment according to Fig. 3 and 4 arranged vertically.
- the invention should also be able to be applied to drafting systems having axes of rotation, which are arranged at preselected angles between 0 ° and 90 ° relative to each other.
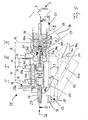
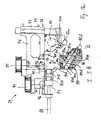
- Fig. 5 is a partially sectioned, schematic side view of a single drafting system 25 and shows its drafting device or functional parts and other details, while Fig. 6 about a section along the line VI - VI of the Fig. 5 by the drafting system 25 is.
- Fig. 6 is a partially sectioned, schematic side view of a single drafting system 25 and shows its drafting device or functional parts and other details
- Fig. 6 about a section along the line VI - VI of the Fig. 5 by the drafting system 25 is.
- the drafting 25 together with two according to Fig. 6 adjacent drafting systems 25a and 25b and possibly other, not individually shown drafting systems analogous to Fig. 1 and 2 can be summarized into a group or a bar.
- a fibrous material 27 is passed through the drafting system 25 in a direction indicated by arrows 26 transport direction.
- the drafting system 25 has four in the transport direction 26 consecutively lying pairs I, II, III and IV of drafting device organs.
- the first pair I in the transporting direction 26 and the second pair II following it in the direction of draft contain two rollers 28a, 28b or 29a and 29b, of which Fig. 5 only one roller 28a, 29a is visible.
- the following third pair III contains drafting devices 30a and 30b. of those in Fig.
- stretching rollers 31a and 31b these associated deflection elements 32a and 32b, which may consist of deflection rollers or rods, and on the deflection elements 32a, 32b and the associated rollers 31a, 31b guided straps 34a and 34b, in the In the case of double-belt drafting devices, a lower belt 34 and an upper belt 34b, between which the fiber material 27 is guided after leaving the drafting rollers 31a, 31b, are known.
- the fourth, in the transport direction 26 last pair IV again contains two drafting device in the form of a respective roller 35a and 35b.
- the axes of rotation of the rollers 31 and 35 and the axes of the deflection elements 32 are arranged perpendicular to the axes of rotation of the rollers 28 and 29. Apart from that, all four pairs I to IV define between the said rollers 28, 29, 31 and 35 usual, in Fig. 5 Dotted lines indicated by dash-dotted lines 36, 37, 38 and 39. At the entrance to the drafting 25 an inlet funnel or Trocar 40 is provided through which the fiber material 27 is fed and slightly compressed.
- the pairs I and II of the drafting device 28, 29 form a draft zone 41, wherein the peripheral speeds of the drafting system members 28, 29 z. B. are selected so that a distortion of the fiber material 27 is obtained between 5 and 15 times, which comes close to the delay in a conventional flyer.
- the fiber material 27 is subjected to a main delay between the nip lines 28 and 39 or in a zone 42, which leads to an extension of the fiber material 27 z. B. leads to 50 times or more and to a preselected final fineness.
- the described drafting system 25 has at least two pairs of drafting device elements, which bring about a folding of the fiber material 27. These are in Fig. 5 and 6 the pairs II and III, the clamping lines 37 and 38 between them Forming the folding zone 43. In contrast to the delay zones 41 and 42 takes place between the nip lines 37 and 38 only a tension distortion instead, preferably z. B. is 10% and just enough to keep the fiber material 27 stretched and to effect a defined folding.
- the center axes of the rollers 31 of the pair III are tilted or pivoted by 90 ° with respect to the center axes of the rollers 29 of the pair II.
- the center axes of the drafting device elements 28 are arranged parallel to those of the drafting device 29 and the center axes of the drafting device 35 parallel to those of the rollers 31.
- the nature of the resulting convolution depends largely on the choice of a distance D ( Fig. 5 ) between the clamping lines 37 and 38 of the drafting device organs 29, 30, which are preferably pivoted by 90 °, or the length D of the folding zone 43, as well as of a width B (FIG. Fig. 5 ) of the rollers 29a, 29b leaving fiber material 27 from.
- a distance D Fig. 5
- width B FIG. Fig. 5
- the convolution form is a function of the distance D and the width B.
- the distance D and the width B are set that results in a W-shaped fold and the original width B of the fiber material of z. B.
- Fig. 5 and 6 especially important that the axes of the input rollers 28a, 28b are perpendicular to the axes of the output rollers 35a, 35b. Therefore, it is in principle indifferent whether the distance D and the width B of the fiber material 27 in Fig. 5 and 6 are selected so that the folding described results, or whether the perpendicular arrangement of the axes is used for other purposes, as explained in more detail below.
- Fig. 6 shows that the drafting systems 25a and 25b are formed substantially the same as the drafting system 25 and the overall arrangement is analogous to Fig. 1 and 2 especially suitable for a bar-shaped grouping.
- the three drafting units 25, 25a and 25b are adjacent.
- groups with only two or even more than three adjacent drafting systems could be provided.
- the drafting systems 25, 25a and 25b preferably differ from one another by the relative positions of their rollers 28, 29.
- the drafting units 25a and 25b have - as seen in the transport direction 26 - each on the left, shown by double circles top rollers 28b, 29b and right lower rollers 28a, 29a, while in the middle drafting 25 reversely the bottom rollers 28a, 29a left and the top rollers 28b, 29b are on the right. Therefore, and because the rollers 28, 29 during operation z. B. are vertical, the rollers 31, 35, however, are arranged horizontally, the terms "lower roller” and “upper roller” are misleading, since they are no longer, as is customary exclusively in the spinning technology, the "lower” or "upper” position specify.
- the lower rollers 28a, 29a, 31a, and 35a are generally referred to as the driving rollers, and the upper rollers 28b, 29b, 31b, and 35b are referred to as the driven rollers.
- the rollers 28b, 29b, 31b and 35b usually have no own drive, but in a known manner by means of components in the form of conventional pressure arms 44 (FIG. Fig. 6 ) or 19 ( Fig. 1 and 4 ) and a z. B. elastic or pneumatic force against associated driving rollers 28a, 29a, 31a and 35a pressed and offset by frictional force of these in turns.
- the driving rollers 28a, 29a, 31a and 35a each have a positive drive. This is z. In Fig. 5 indicated.
- the driving rollers 28a, 29a are here rotatably mounted with shafts 45a, 45b in a bearing block or housing 46, and the shafts 45a, 45b are z. B. with timing pulleys, gears od. Like. Provided od with timing belt, other gears od. Like. In engagement and can be offset by these drive motors not shown in turns.
- the rollers 31a and 35a can be driven. As Fig. 6 shows, it is also analogous to the embodiment of Fig.
- Fig. 6 is the distance between the individual drafting units 25, 25a and 25b selected transversely to the transport direction 26 so that the driven rollers 28b, 29b carrying pressure arms 44 each mounted in a housing 46, such as the rollers 28, 29 vertical pivot pin 48 in the direction of Double arrow x can be swiveled to the side or alternatively opened and closed.
- the drafting 25, 25a, 25b therefore analogous to Fig. 3 and 4 arranged so that the axes of the input rollers 28a, 28b are vertical, then all the pressure arms 44 as in Fig. 4 arranged not only in the grip area of the operator 5, but are actuated by this without leaving the working space 4.
- FIG. 5 shows Fig. 5 in that the driven roller 35b is rotatably mounted on a further component in the form of an arm 50, which is mounted pivotably with a pivot pin 51 on a part of the housing 46 which lies very far in the transport direction 26.
- the pivot axis is arranged parallel to the axis of rotation of the roller 35b. Therefore, the roller 35b in FIG Fig. 5 down according to a double arrow y from the drafting system 25 are pivoted out in a dash-dotted line indicated position in which the functional part 35b and the exit slit between the straps 34a, 34b are accessible.
- the assemblies carrying the straps 34a, 34b are also mounted on a pivotable arm 52.
- the arm 52 is pivotably mounted on a rear part of the housing 46, which is opposite to the arm 50, by means of a further pivot pin 53 whose pivot axis extends parallel to the pivot axis of the pivot pin 51. Therefore, the arm 52 and with it the strap assemblies corresponding Fig. 5 swung back and forth in the direction of a double arrow z and for replacing the straps 34a, 34b.
- the arrangement is chosen so that the arm 50 in the counterclockwise direction and the arm 52 is pivotable in the clockwise direction in the open position; so that first the roller 35b and then without obstruction, the strap assembly can be pivoted into the open position.
- the arms 50, 52 are otherwise, as not shown in detail, formed by means of springs, pneumatic or otherwise as pressure arms od the mounted on them, driven rollers od. Like. Od against the associated, driving rollers. The like. Press ,
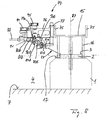
- the drafting device 25 is preferably arranged at an angle between 90 ° and 180 ° relative to the knitting needles 30, so that about the Fig. 1 for the drafting 8 apparent skewing results.
- the pair I of the input rollers 28a, 28b is disposed slightly higher than the pair IV of the output rollers 35a, 35b above the head of the operator 5. This can therefore with simple handles and without leaving the working space 4 optionally the pressure arms 44 to the side and / or the arms 50, 52 pivot down to open the drafting system 25.
- Fig. 6 shows, also for the other drafting systems 25a and 25b.
- the two rollers 31a and 31b, over which the straps 34a, 34b run not shown, for.
- a location 54 e.g. Fig. 5
- the driving roller 31a of the (lower) strap 34a in Fig. 5 expediently driven by means of a toothed belt indicated by arrows r , which is placed around a toothed belt pulley 55 whose axis of rotation coincides with the pivot axis of the pivot pin 53.
- the toothed belt pulley 55 is preferably mounted on a shaft projecting through the entire drafting group, perpendicular to the input rollers 28a, 28b, from which the drives for the rollers 31a of the other drafting arrangements 25a, 25b, etc. are also derived.
- rollers 31a, 31b circumferentially with radial pins 56 (FIG. Fig. 6 ), which engage in holes 57 which are attached to the edges of the straps 34a, 34b and arranged one behind the other in the transporting direction 26. This makes it possible to drive both straps 34a, 34b forcibly and completely without slippage, which promotes a uniform refinement of the fiber material 27.
- a suction / blowing air device can be provided to od the drafting device 25 largely free of lint.
- a suction / blowing air device can be provided to od the drafting device 25 largely free of lint.
- the rollers 35a, 35b remain largely free of lint.
- the exiting blown air flow is directed onto the return runs of the straps 34a, 34b via patches 59 which are arranged on the back of the rollers 35a, 35b near the exit gap between the straps 34a, 34b and which serve to optimize the blowing air flow. From there, the air flow through air channels 60 and 61, which are formed on the bottom and top of the drafting 25 enveloping housing 46 and in which there is advantageously a slight negative pressure, fed to a central exhaust.
- the air channel 60 As separating points 60a in a front and rear portion indicate a central portion 60b which is fixed to the arm 52 so that it can be pivoted together with this and the strap assemblies in the direction of the arrow z from the housing 46 ( Fig. 5 ).
- the patches 59 are suitably mounted on the arm 50 or 52 so that they do not interfere with their pivoting movements.
- Fig. 6 shows Fig. 6 in that two further patches 62 are arranged in each case between the rollers 28a, 29a and 28b, 29b in the pre-draft zone 41, which form guide channels 63 for the fiber material 27 between them.
- the automatic threading the fiber material 27 is substantially facilitated in the largely closed drafting system 25.
- a distance measure 64 in Fig. 6 in that the guidance of the folded fiber material 27 by the pair of rollers IV is expediently not exactly centered in comparison to the course of the fibers in the roller pairs I and II. Because the rollers 35b (usually coated with a rubber layer) Fig. 5 ) because of the high speeds of z. B. 2000 rpm to 4000 rpm are subject to a certain wear, the rollers 35b can be turned if necessary. As a result, the running time of the rollers 35b can be doubled even without costly traversing.
- the drafting can after Fig. 5 and 6 are also arranged in a pivoted about 90 ° about the longitudinal axis position and so that the arms 50, 52 can pivot to the side and the pressure arms downwards.
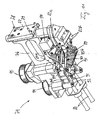
- Fig. 7 shows a further embodiment of an inventive drafting system 65, which is analogous to Fig. 3 and 4 especially suitable for a segmental construction, in which the number of combined drafting units to a unit in comparison to the billet solution after Fig. 1 and 2 is relatively low and z. B. is two.
- the drafting system 65 largely corresponds to the drafting 25 after Fig. 5 and 6 , differs from this but by a characteristic angling or skewing of a main drafting zone 66 in the region of a bend K.
- the functional parts in a Vorverzugszone 67 and a folding zone 68 are in Fig. 7 largely identical to Fig. 5 and 6 designed and arranged and therefore provided with the same reference numerals.
- the fiber materials 27 are therefore as parallel to the ground 7 (FIG. Fig. 1 and 3 ) and perpendicular to the knitting needles 3 are passed through the pre-warp and fold zones 67, 68 before being inserted into apron assemblies 69a, 69b.
- Each two straps 70a and 70b of these assemblies 69a and 69b are placed around two rollers 71a, 71b and two deflecting elements 72a, 72b and form between them guide tracks 73, which at the exit of the rollers 29a, 29b approximately at the height of the predetermined by the transport direction 26 web begin and then extend obliquely downwards in the direction of the lower deflecting elements 72a, 72b.
- the inclination angle is z. B.
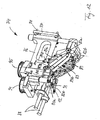
- FIG. 8 Another embodiment of a drafting system 74 according to the invention which is particularly expedient for practical application results from 8 to 12 ,
- Fig. 8 is the support ring 15 of the corresponding Fig. 1 trained circular knitting machine 1 is provided at its outer periphery with vertical mounting plates 75, which serve a plurality of draw frames 74 for attachment.
- Each drafting system 74 has for this purpose on a front side of a drafting device housing 76 a flange plate 77 (see in particular Fig. 11 ), which is fastened with fastening screws 78 and dowels 79 on one of the mounting plates 75.
- the drafting system 74 is analogous to Fig. 7 constructed and according to Fig. 9 to 12 provided with four pairs I to IV of drafting organs.
- the first pair I includes two input rollers 80a and 80b which form a pre-delay zone with rollers 81a, 81b of the second pair II, while the fourth pair IV includes two output rollers 82a, 82b.
- the rollers 80a, 80b and 81a, 81b are vertical, while the rollers 82a, 82b are horizontal.
- two strap assemblies 83a and 83b are arranged, analogous to Fig.
- rollers 84a and 84b these associated, not shown deflection elements and guided on these straps 85a and 85b have.
- the rollers 84a, 84b form analogously to Fig. 7 with the rollers 81a, 81b, a folding zone and are therefore arranged horizontally in operation as the output rollers 82a, 82b and the deflecting elements, not shown.
- the straps 85a, 85b form between them a guide track 86 (FIG. Fig. 9 ), which like the guideway 73 in Fig. 7 obliquely to a rotation axis 87 (FIG. Fig. 8 ) of the needle cylinder 2 and to the knitting needles 3 is arranged.
- a feed hopper or trocar 88 is inserted through the fiber material, not shown in the nip between the input rollers 80a, 80b.
- the conditions according to the above explanations are chosen so that the fiber material in the folding zone between the rollers 81a, 81b and 84a, 84b z. B. V-, N- or W-shaped, before it is fed by means of the straps 85a, 85b the exit gap between the output rollers 82a, 82b and is subjected to this of the main delay.
- the fiber material emerging from the outlet gap is then preferably conveyed by means of a spinning device 21 (cf. Fig. 4 . 7 and 8th ) or another spin organ is converted into a temporary yarn and transported to the knitting needles 3.
- a special feature of the drafting system 74 is that it can be at least partially opened by the fact that at least the apron assemblies 83 completely formed on a cassette-shaped, in Fig. 9 . 9a . 11 and 12 are made visible by hatching made more visible component in the form of an insertion part 89.
- This insertion part 89 is seated in a downwardly open recess 90 (FIG. Fig. 9a ) of the housing 76 and has z. B. - considered in the transport direction of the fiber material - as front and rear boundaries respectively guide surfaces 90a ( Fig. 9a ), which with corresponding, the recess 90 limiting guide surfaces 90 b ( Fig. 8 . 9 and 9a ) interact.
- the guide surfaces 90b stand as Fig.
- the housing 76 and the insertion part 89 with cooperating, omitted for clarity overview locking means and possibly also with other positioning means can be provided to the insertion part 89 in the off Fig. 9 correct working position in the drafting system 74 correctly position and set.
- the preferred in Fig. 9 lower, driven output roller 82b also mounted on the insertion part 89 (see. Fig. 9a ) so that their position relative to the driven strap 85b can be adjusted easily with the insertion part 89 pulled out.
- the insertion part 89 may be provided with spring elements, not shown, or the like, in order to press the driven strap assemblies 83b against the driving strap assemblies 83a.
- each drafting system 74 analogous to Fig. 3 preferably two drafting sections arranged in tandem construction next to each other. Therefore, the drafting system 74, two inlet funnel 88, two pairs of input rollers 80a and 80b, two straps 85a, 85b, etc., so that at the same time two fiber materials refined in parallel operation and adjacent knitting points of the circular knitting machine 1 can be supplied.
- the driven rollers 80b of the pairs I are expediently respectively arranged on the outside of the housing 76 and there on pivotally mounted pressure arms 91 (eg. Fig. 10 and 11 ) rotatably mounted.
- the pressure arms 91 can be fixed in a manner known per se to vertical pivot pins 92 (FIG. Fig.
- the functional parts are made accessible in that the insertion part 89 pulled down and / or the pressure arms 91 are pivoted to the side. If it is desired to make available at least the driven output rollers 82b independently of the other functional parts, they can be analogous to Fig. 7 be mounted on a separate, downwardly pivoting arm.
- the pressure arms 91 may also be correspondingly Fig. 4a and 4b be formed.
- Fig. 10 shows that the drafting units 74 can be arranged very close to each other. Because of the segmented construction described, they lie radially to the central axis 87 (FIG. Fig. 8 ) of the needle cylinder 2 and therefore have, where the threads emerge, their smallest distance a , while they have, where the fiber materials are supplied, larger distances b . This allows in connection with the tandem design, despite the fact that the pressure arms 91 must be pivoted to the side, a comparatively large packing density of the drafting units 74 on the circumference of the needle cylinder 2, with the result that the spinning devices 21 (FIGS. Fig. 3 ) Even when the knitting machine 1 is provided with 72 or even 96 knitting points, only relatively short transport tubes 23 require and only a single twisting element 22 is required, which brings a significant energy savings.
- the drive for the driving rollers 80a, 81a of the first and second pair I and II takes place in the embodiment of 8 to 12 by means of vertical drive shafts, are wound on the pulleys 94, 95.
- only one drive motor is therefore ever required.
- the desired transmission ratio and the required direction of rotation can be achieved with the aid of spur gears 96, 97 (FIG. Fig. 9 ).
- the drive for the driving rollers 84a of the strap assemblies 83a by means of in Fig.
- the driving rollers 82a of the output roller pair IV would, if they are to be driven by means of vertical standing waves, also be coupled via bevel gears with these waves. In view of the high rotational speeds of these rollers 82a, 82b, this could lead to problems or require costly gearboxes. According to the invention, it is therefore proposed to provide the driving output rollers 82a of the folding drafting systems 25, 65 and 74 with drives assigned to them individually. This is in Fig. 9 and 9a indicated schematically, wherein in the housing 76, a motor 99 is housed, which is drivingly coupled via a toothed belt 100 with a toothed belt pulley, which sits on the shaft of the driving output roller 82a. Of course, with the same motor 99 both (or more) pairs of output rollers IV can be driven when the drafting units 74 are in the same position as in FIG 8 to 12 are arranged for the parallel processing of two (or more) fiber materials.
- Fig. 13 shows as an exemplary embodiment, a 3-roller drafting system 102 accordingly Fig. 3 with two parallel working drafting sections, each a pair of I, II and III of drafting system organs, wherein in Fig. 13 in each case only one of the pairwise existing drafting system organs is visible.
- Each drafting section includes two input rollers 103, two output rollers 104 and between each two slip assemblies 105 each having a roller 106. All drafting elements have as in Fig. 3 arranged parallel to each other and during operation vertical axes of rotation, as indicated in each case by dotted lines.
- a nozzle 107 which consists essentially of a closed housing in which other functional parts not shown, for blowing the output rollers 104 certain air nozzles, also suction channels for loose fibers and air ducts for the pneumatic twist elements 22nd the spinning devices 21 can be accommodated.
- the strap assemblies 105 and the nozzle assembly 107 are each formed as insertion parts 108, 109, which can be pulled out in the direction of arrows u down from the drafting system 102.
- the formation of the insertion parts 108, 109 can analogously to Fig. 9 and 9a be elected.
- coupling 110 for the insertion part 108 shows the strap assemblies 105 can be decoupled when pulling out of the insertion part 108 of overlying drive members whose axes are parallel to those of the rollers 106.
- the input rollers 103 and the output rollers 104 may each be arranged in a respective insertion part 103a, 104a, which is connected to a further coupling 110 to the drive or decoupled from this.
- the driven rolls of the pair I also in analogy in 8 to 12 mounted on a common, not shown, pivotable to the side of the pressure arm, which could also be replaced by two individual pressure arms.
- Fig. 14 is different from that Fig. 13 in that it can be used as a 4-roller folding drafting device 111 without kink K (FIG. Fig. 7 ) is trained.
- horizontal input rollers 112 of the first pair I and with these the Vorverzugszone forming during operation also horizontal rollers 113 of the second pair II in a insertion part 114 forming cassette are arranged.
- the axes of the input rollers 112 and the rollers 113 of the pair II are horizontal here, the axes of the belt assemblies 115 and of output rollers 116, however, arranged vertically. Therefore, the driving rollers of the pairs I and II, as in Fig. 9 is indicated for the rollers 84a, for example, driven by means of bevel gears 117, 118, which mesh with sitting on the shafts 112, 113 further bevel gears and at the same time serve as couplings when pulling out or insertion of the insertion part 114. As a result, the rollers 112, 113 are automatically coupled with the movements of the insertion part 114 with a non-illustrated, explained below drive or decoupled from these.
- the driven drafting devices of the apron assemblies 115 and the exit rollers 116 may be analogous to Fig. 4 to the sides of the drafting system 111 swing away pressure arms od. Like. Be stored. A particularly preferred Aus Shebrungsform results, however, if the apron assemblies 115 and the output rollers 116 analogous to Fig. 13 be attached to insertion parts 115b and 116a; which can be pulled down in the direction of arrows 1 down.
- Fig. 15 shows a 4-roller drafting system 119, which is currently considered to be the best embodiment of the invention and from the Fig. 14 in that the axes of input rollers 120, apron rollers 121 and exit rollers 122 are all arranged vertically during operation, while further rollers 123 arranged between the input and apron rollers 120, 121 have horizontal axes.
- An advantage of the drafting system 119 after Fig. 15 is that in operation, the axes of the rollers 123 can be arranged horizontally, all other rollers, however, vertically, as it is for reasons of a simplified drive, as explained below, is preferred.
- the horizontal rollers 123 and possibly the Leirtiata 124 are housed in an insertion part 125 which can be pulled out in the direction of an arrow m down from the drafting system 119, as is also true for the remaining functional parts. Therefore, here are all the rollers of the pairs I, II, III and IV at the off FIGS. 13 and 14 apparent insertion parts od.
- the insertion part 125 and the rollers 123 associated bevel gear 126 is required, which also serves as a coupling, while all other insertion parts are coupled via the couplings 110 to the drive.
- a drafting device 127 which is provided in the region of the pairs I and II with vertically arranged rollers 128 and 129. Furthermore, the drafting device 127 analogously Fig. 15 in the region of drafting device organs III and IV, two pairs of apron assemblies 130 and output rollers 131, whose axes are also arranged vertically during operation. Between the drafting pairs II and III, however, an additional pair V of drafting system members is provided, consisting of horizontally arranged rollers 132. On the one hand, the ratios are selected so that the rollers 129 and 132 a folding zone in the sense of the folding zone 43 after Fig. 5 form by z. B.
- the initial width of the sliver in the nip of the rollers 129 to 16 mm and the distance of the nip lines between the rollers 129 and 132 is set to about 30 mm, so that there is a W-shaped fold and that the rollers 132nd leaving sliver only has a width of about 4 mm.
- the distance between the nip lines of the rollers 132 and the rollers 133 of the apron assembly 130 with eg also 30 mm compared to the only about 4 mm wide sliver set so large that there is no re-folding.
- the guide plates 124 after Fig. 15 to arrange appropriate baffles.
- the drafting device 127 can be realized simply by additionally installing the rollers 132 between the rollers of the second and third pairs of a conventional 4-roller drafting system.
- the drive of the drafting systems described can be made in a usual way in drafting equipment.
- the like. are provided (eg 94, 95 in Fig. 9 ).
- the timing pulleys 140 on the shafts of the driving input rollers eg, 112, 120, 128, the timing pulleys 141 on the shafts of the driving pulley drive rollers (eg, 115a, 121, 133), and the toothed pulleys 142 on the shafts Waves of the driving output rollers (eg 116, 122, 131) are attached.
- Each toothed belt 137, 138 and 139 regardless of the number of existing knitting need only ever a schematically indicated drive motor 143, 144 and 145 and if necessary ever a tension roller assigned.
- the horizontal drafting device can be driven mainly with the same drive motors. These are in Fig. 14 z. B. on the shafts of the rollers 115 a additional spur gears 146 attached, which mesh with other spur gears 147 which are mounted on the shafts of the bevel gears 118. A corresponding arrangement is in Fig. 15 shown. On the other hand shows Fig. 16 in that two further spur gears 147 and 148 can mesh with the spur gear 146, the spur gear 147 for driving the horizontal rollers 132 with the aid of a bevel gear 126 (FIG. Fig. 15 ) corresponding bevel gear 134 and the spur gear 148 for direct drive of the vertical rollers 129 is used. According to the embodiment Fig. 13 are only two timing belts and drive motors required because the rollers 103 and 106 here z. B. by spur gears 150, 151 can be coupled to a drive shaft of the rollers 106.
- Fig. 13 to 16 in that, in all cases, components designed either as insertion parts 108, 109, 114, 115b, 116a, 125 and 135 or as pressure arms can be provided in order to be analogous to Fig. 1 . 3 and 8th to make all essential functional parts accessible from the working space 4.
- Fig. 10 near the knitting points especially small distances a of z. B. a few millimeters between the drafting units are desirable, since in such a case to the side swivel or sliding parts would hinder a close arrangement of the drafting systems.
- an insertion part 153 is in Fig. 18 shown. It includes a in the view H-shaped housing 154 which od at the tops of long legs 154 a with screw holes, threaded holes 155 or the like. Is provided. In a short transverse web 154b of the H-shaped housing 154, two shafts extending parallel to the legs 154a are rotatably mounted. On these waves is on both sides of the crosspiece 154b z. B. one each for driving a belt 156a, 156b certain roller 157a, 157b or 158a, 158b attached, and the straps 156a, 156b (the second pair of straps is in Fig. 18 not visible) are guided as usual by these rollers and two spaced apart from these deflecting elements 159, as in Fig. 18 is clearly visible for the pair of straps 156a, 156b.
- Fig. 18 further shows that z. B. the roller 157 a or the shaft is longer than the adjacent roller 157 b or the shaft is formed and z. B. the top of the legs 154a, 154b with a z. B. four- or hexagonal coupling pin 160 surmounted.
- This coupling pin 160 further penetrates z. B. a cover plate 161 ( Fig. 13 ) at the upper end of the drafting housing.
- a cover plate 161 at the lower end of one of these strap assembly associated drive shaft 162
- a four- or hexagonal certain for rotationally fixed receiving the coupling pin 160 and attached to this open coupling sleeve 163 attached. Is therefore z. B.
- the parts 160 and 161, the in Fig. 13 to 15 represent schematically indicated couplings 110, automatically separated from each other.
- the arrangement is such that upon retraction of the insertion part 153 in the drafting housing automatically the coupling pin 160 enters the coupling sleeve 163 and thereby connects the Riemchen- assembly with the associated drive. After the application of the housing 154 to the cover plate 161, it is fastened with fastening screws screwed into the bore 155.
- insertion parts with vertically arranged functional parts can be designed accordingly, wherein the straps are missing depending on the case.
- such insertion parts can be provided, which are provided with horizontal functional parts (eg, 123 in Fig. 15 ).
- horizontal functional parts eg, 123 in Fig. 15 .
- Fig. 18 shows Fig. 18 in that, according to the tandem construction described above above, the insertion part 153 has a double strap assembly above and below the transverse web 154b.
- the shafts or drive rollers of these modules are each only one side, ie on the side of the crosspiece 154b and thus cantilevered so that the run from them straps are deducted after removal of the insertion part 153 from the drafting up or down and replaced can.
- the insertion parts 153 can be provided with resilient elements or the like, which push the driven straps 156b against the driving straps 156 during operation.
- the invention is not limited to the described embodiments, which can be modified in many ways. This applies in particular to the expressions "vertical” and “horizontal”, since also positions of the various functional parts are possible with different axes during operation.
- the axes of the drafting rollers 18 could be in Fig. 1 Also be arranged at angles between 0 ° and 90 ° to the central axis of the needle cylinder 2.
- pivot arms and insertion parts represent only examples of which can be deviated in many ways, and that in particular the insertion parts may be provided with means not shown in detail in order to operate the driven rollers and straps resiliently or pneumatically against the driving rollers and straps to press.
- functional parts could also be provided laterally extendable insertion parts.
- the functional parts to be serviced and, if necessary, frequently replaced are preferably mounted on or in the pivotable arms, insertion parts, etc., so that they can easily be exchanged in the opened state.
- Fig. 3 . 6 and 18 the rollers and deflection elements eg 31, 32 in Fig.
- the number of pairs of drafting devices used per drafting system may vary depending on the particular case, ie, 3, 4, 5-roll drafting devices, etc. may be provided.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Spinning Or Twisting Of Yarns (AREA)
- Knitting Of Fabric (AREA)
- Treatment Of Fiber Materials (AREA)
- Knitting Machines (AREA)
Abstract
Description
- Die Erfindung betrifft eine Maschine der im Oberbegriff des Anspruchs 1 angegebenen Gattung zur Herstellung einer Maschenware aus Fasermaterial, insbesondere eine Rundstrickmaschine, wie sie aus der
DE 2451900 allgemein bekannt ist. - Maschinen dieser Art zeichnen sich dadurch aus, dass anstelle klassischer Garne überwiegend oder ausschließlich Fäden verwendet werden, die aus weitgehend ungedrehten, parallel zueinander angeordneten Stapelfasern bestehen. Derartige Fäden werden in Streckwerken, die den Maschenbildungsstellen der Maschine unmittelbar vorgeschaltet sind, aus ihnen zugeführten Lunten oder Bändern hergestellt und zur Sicherstellung eines störungsfreien Transports von den Streckwerken zu den Ma-schenbildungsstellen mit Hilfe von Spinnorganen in temporäre Garne umgewandelt, deren Drehungen erst kurz vor dem Einlauf in die Maschenbildungsstellen wieder abgebaut werden (Falschdrahtprinzip). Die tatsächlich zur Maschenware verarbeiteten Fäden bestehen daher im wesentlichen aus ungedrehten, parallelen Fasern, weshalb sich die fertige Maschenware durch eine extreme Weichheit auszeichnet. Bei Bedarf können zwar zusätzliche, aus klassischen Garnen bestehende Hilfsfäden eingearbeitet werden, doch ist dies grundsätzlich nicht erforderlich.
- Eine bekannte, als Rundstrickmaschine ausgebildete Maschine der eingangs bezeichneten Gattung (
PCT WO 2004/079068 A2 - Daneben ist es auch bereits bekannt, die Streckwerke barrenförmig zu drei Gruppen zusammenzufassen, die in Winkelabständen von ca. 120° am Umfang der Rundstrickmaschine angeordnet werden. Diese Lösung bringt allerdings den zusätzlichen Nachteil mit sich, dass die Wege von den Streckwerken zu den Maschenbildungsstellen stark schwanken. Dadurch ergeben sich unterschiedliche Reibungsverhältnisse für die Fäden, insbesondere wenn auch in diesem Fall Transportrohre verwendet werden, was dazu führen kann, dass sich unterschiedliche Fadenspannungen ergeben und die einer erhöhten Reibung ausgesetzten Fäden leichter reißen. Abgesehen davon bringen alle Lösungen, bei denen zwei oder mehr mechanisch oder mit Druckluft betriebene Spinnorgane pro Maschenbildungsstelle benötigt werden, den Nachteil eines erhöhten Energieverbrauchs mit sich.
- Ausgehend davon besteht das technische Problem der Erfindung darin, die Maschine der eingangs bezeichneten Gattung so auszubilden, daß die Streckwerke auch bei hohen Systemzahlen dicht an der Maschine angeordnet und dennoch einfach bedient, gewartet und ggf. repariert werden können.
- Dieses Problem wird erfindungsgemäß durch die kennzeichnenden Merkmale des Anspruchs 1 gelöst.
- Die Erfindung bringt den Vorteil mit sich, dass die Streckwerke im Vergleich zu der bisher ausschließlich üblichen Art und Weise von unten und/oder von der Seite her bedient werden können. Hierzu können beispielsweise an sich bekannte Druckarme, an denen die sog. Oberwalzen gelagert sind, so angeordnet werden, dass sie nach unten oder nach der Seite anstatt nach oben hin geschwenkt werden können. Eine andere bevorzugte Möglichkeit besteht darin, zumindest ausgewählte Funktionsteile, insbesondere Streckwerksorgane wie Walzen oder Riemchen, an einem aus dem zugehörigen Streckwerk nach unten oder zur Seite hin herausziehbaren Bauelement nach Art eines Einschubteils zu montieren. Dadurch ist es möglich, die Streckwerke bis dicht an die Maschenbildungs- bzw. Strickstellen heranzuführen, wobei sie bevorzugt zwar oberhalb der Maschenbildungsstellen angeordnet werden, aber dennoch im Griffbereich der an der Maschine arbeitenden Bedienungsperson bleiben. Die Bedienungsperson kann daher, ohne den üblichen Arbeitsraum verlassen zu müssen, alle notwendigen Arbeiten an den Streckwerken durchführen, indem sie die Funktionsteile nach unten oder zur Seite hin klappt oder herauszieht.
- Weitere vorteilhafte Merkmale der Erfindung ergeben sich aus den Unteransprüchen.
- Die Erfindung wird nachfolgend in Verbindung mit den beiliegenden Zeichnungen an Ausführungsbeispielen näher erläutert. Es zeigen:
-
Fig. 1 einen schematischen Vertikalschnitt durch ein erstes Ausführungsbeispiel einer erfindungsgemäßen Rundstrickmaschine; -
Fig. 2 eine Draufsicht auf die Rundstrickmaschine nachFig. 1 unter Weglassung eines Hilfsfadens; -
Fig. 3 einen schematischen Vertikalschnitt durch ein zweites Ausführungsbeispiel einer erfindungsgemäßen Rundstrickmaschine; -
Fig. 4 eine Draufsicht auf die Rundstrickmaschine nachFig. 3 unter Weglassung eines Hilfsfadens und unter Hinzufügung von Spinnvorrichtungen; -
Fig. 4a und 4b schematisch und in vergrößerten Maßstab ein Streckwerk der Rundstrickmaschine nachFig. 4 mit einem üblichen Druckarm, in je einer geschlossenen und geöffneten Stellung; -
Fig. 5 einen Längsschnitt durch ein Streckwerk für die Rundstrickmaschine nachFig. 1 gemäß einem ersten Ausführungsbeispiel; -
Fig. 6 einen Schnitt etwa längs einer Linie VI - VI derFig. 5 ; -
Fig. 7 einen Längsschnitt durch ein Streckwerk für die Rundstrickmaschine nachFig. 3 gemäß einem zweiten Ausführungsbeispiel; -
Fig. 8 eine schematische Seitenansicht durch ein drittes Ausführungsbeispiel einer erfindungsgemäßen Rundstrickmaschine; -
Fig. 9 eine vergrößerte Seitenansicht allein eines Streckwerks der Rundstrickmaschine nachFig. 8 ; -
Fig. 9a eine gegenüberFig. 9 etwas verkleinerte Darstellung des Streckwerks nach der nach unten erfolgten Herausnahme eines Einschubteils; -
Fig. 10 drei nebeneinander am Umfang der nicht dargestellten Rundstrickmaschine nachFig. 8 angeordnete Streckwerke in einer Unteransicht; -
Fig. 11 und12 zwei perspektivische Ansichten des Streckwerks nachFig. 9 von unten her; -
Fig. 13 bis 16 rein schematisch Ausführungsbeispiele für weitere erfindungsgemäße Streckwerke mit Einschubteilen; -
Fig. 17 eine Draufsicht auf eine Antriebseinrichtung für die Streckwerke; und -
Fig. 18 eine perspektivische Darstellung einer bevorzugten Ausführungsform eines Einschubteils in Form einer Kassette. - Die Erfindung wird nachfolgend an einer maschenbildenden Maschine näher erläutert, die in den Ausführungsbeispielen eine Rundstrickmaschine ist, die eine Vielzahl von Maschenbildungsstellen in Form von Strickstellen bzw. -systemen und Maschenbildungsorganen in Form von üblichen Züngennadeln aufweist. Es ist jedoch klar, daß die Erfindung in analoger oder entsprechend angepasster Weise auch an anderen maschenbildenden Maschinen realisiert werden kann.
-
Fig. 1 und 2 zeigen schematisch eine Rundstrickmaschine 1 mit einem drehbaren Nadelzylinder 2, in dem Stricknadeln 3 verschiebbar gelagert sind. Vor der Rundstrickmaschine 1 bzw. in einem diesen umgebenden Bereich ist schematisch ein Arbeitsraum 4 angedeutet, in dem sich beim üblichen Arbeiten an der Rundstrickmaschine 1 eine Bedienungsperson 5 aufhält. Die Höhe der Rundstrickmaschine 1 ist in üblicher Weise so bemessen, dass eine Vielzahl von Maschenbildungs- bzw. Strickstellen 6, die von nicht dargestellten Schlossteilen gebildet werden und von denen inFig. 1 nur eine gezeigt ist, im Griffbereich der Bedienungsperson 5 liegt. Unter der Bezeichnung "Griffbereich" wird derjenige Bereich verstanden, der vorzugsweise in einem ergonomisch besonders günstigen und/oder z. B. durch Arbeitsanweisungen, Normen oder sonstwie vorgeschriebenen Abstand oberhalb eines Erdbodens 7 od. dgl. angeordnet ist, auf dem sowohl die Rundstrickmaschine 1 als auch die Bedienungsperson 5 steht. - Die im Rahmen der vorliegenden Erfindung interessierende Rundstrickmaschine 1 ist als sog. Spinnstrickmaschine ausgebildet. Jeder Maschenbildungs- bzw. Strickstelle 6 ist ein Streckwerk 8 zugeordnet, dem ein aus einer Kanne 9 entnommenes Faserband 10 zugeführt wird. Dieses Faserband 10 wird im Streckwerk 8 in an sich bekannter Weise zu einem Faden 11 verfeinert und vorzugsweise mittels eines Fadenführers 12 den Stricknadeln 3 zur Maschenbildung vorgelegt. Mit dem Bezugszeichen 14 ist ferner ein Hilfsfaden angedeutet, der dem Fadenführer 12 ebenfalls zugeführt werden kann.
- Wie
Fig. 2 zeigt, sind im Ausführungsbeispiel jeweils sechs Streckwerke 8 zu einer Streckwerksgruppe 8a zusammengefasst, die die Fäden 11 für sechs benachbarte, hier durch die Fadenführer 12 gekennzeichnete Strickstellen liefern. Zu diesem Zweck sind z. B. jeweils sechs Streckwerke 8 mit koaxial liegenden Walzen nebeneinander angeordnet, so daß sich die ausFig. 2 ersichtliche, barrenförmige Anordnung mit z. B. vier Streckwerksgruppen 8a ergibt, die am Umfang des Nadelzylinders 2 angeordnet sind und Fäden 11 für insgesamt 24 Strickstellen liefern. - Maschenbildende Maschinen der beschriebenen Art sind dem Fachmann z. B. aus der eingangs genannten Druckschrift
PCT WO 2004/079068 A2 - Erfindungsgemäß sind die Streckwerke 8 so angeordnet, daß sie wie die Maschenbildungsstellen 6 im Griffbereich der an der Rundstrickmaschine 1 arbeitenden Bedienungsperson 5 liegen. Zu diesem Zweck sind die Streckwerke 8 z. B. an einem Tragring 15 befestigt, der mittels Säulen 16 auf einer Grund- oder Schlossplatte 17 der Rundstrickmaschine 1 abgestützt ist. Mit besonderem Vorteil ist die Anordnung außerdem so getroffen, daß die von drei oder mehr Paaren von Funktionsteilen (z. B. Streckwalzen 18 od. dgl.) gebildeten Klemmlinien nicht in horizontalen Ebenen, sondern entsprechend
Fig. 1 in schrägen Ebenen liegen, wobei den jeweiligen Kannen 9 zugewandte Eingangswalzen-Paare höher als der Rundstrickmaschine 1 zugewandte Ausgangswalzen-Paare über dem Erdboden 7 liegen. - Das Ausführungsbeispiel nach
Fig. 1 und 2 zeichnet sich dadurch aus, daß die Achsen der Streckwalzen 18 im Gebrauchszustand sämtlich horizontal angeordnet sind. Um zu erreichen, daß die Streckwerke 8 für die Bedienungsperson 5 vom Arbeitsraum 4 her nicht nur erreichbar sind, sondern auch leicht gewartet und/oder repariert werden können, ohne sie völlig demontieren zu müssen, können die Streckwerke 8 zumindest teilweise dadurch geöffnet werden, daß ihre wesentlichen Funktionsteile erfindungsgemäß zumindest teilweise nach unten hin schwenkbar in den Streckwerken 8 gelagert sind. Das ist inFig. 1 durch ein die sog. Oberwalzen tragendes Bauelement in Form eines Druckarms 19 angedeutet, der im Gegensatz zur herkömmlichen Technik unten anstatt oben liegt und in Richtung eines Pfeils v um eine beispielhaft angedeutete, horizontale Schwenkachse 20 verschwenkt werden kann. Dadurch werden bei Bedarf die Oberwalzen eines ausgewählten Streckwerks 8 freigelegt, so dass an diesen vorhandene Riemchen ausgetauscht, im Streckwerk 8 vorhandene Faserzusammenballungen beseitigt und andere Arbeiten durchgeführt werden können, ohne dass die Bedienungsperson 5 ihren Arbeitsraum 4 verlassen muss. - Das Ausführungsbeispiel nach
Fig. 3 und4 unterscheidet sich vom Ausführungsbeispiel nachFig. 1 und 2 hauptsächlich dadurch, daß die Streckwerke 8 hier in einer gegenüberFig. 1 um 90° gedrehten Stellung an der Rundstrickmaschine 1 montiert und im Gebrauchszustand vertikal statt horizontal angeordnet sind. Gleiche Teile sind daher inFig. 3 und4 mit denselben Bezugszeichen wie inFig. 1 und 2 versehen. Paare von einander zugeordneten Streckwerken 8 kommen entsprechendFig. 4 nebeneinander zu liegen.Fig. 4 zeigt außerdem, dass hier die Druckarme 19, die die sog. Oberwalzen (18a) tragen, um Schwenkachsen 20 verschwenkbar sind, die im Vergleich zuFig. 1 ebenfalls um 90°gedreht angeordnet sind und vertikal stehen. Daher können die Druckarme 19 nicht nach unten, sondern zur Seite in Richtung von Pfeilen w (Fig. 4 ) verschwenkt werden. Genauer ist dies ausFig. 4a und 4b ersichtlich, die einen üblichen Druckarm 19 und seine der Betätigung und Verriegelung dienenden Elemente 19a, 19b im geschlossenen Zustand (Fig. 4a ) und im geöffneten Zustand (Fig. 4b ) zeigen. - Damit die Druckarme 19 einen ausreichend großen Schwenkbereich haben und beim Öffnen eines Streckwerks 8 nicht sofort gegen ein benachbartes Streckwerk stoßen, kann entsprechend dem Ausführungsbeispiel nach
Fig. 3 und4 , wie nur inFig. 4 angedeutet ist, vorgesehen sein, dass die die Streckwerke 8 verlassenden Fäden 11 mit Hilfe von Spinnvorrichtungen 21 den zugehörigen Strickstellen zugeführt werden. Diese Spinnvorrichtungen 21 enthalten, wie aus der eingangs genannten Druckschrift bekannt ist, z. B. wenigstens je ein Drallorgan 22 und ein an dieses angeschlossenes Spinn- bzw. Transportrohr 23. Die Spinnvorrichtungen 21 dienen dem Zweck, die aus den Streckwerken 8 austretenden Fäden 11 zunächst in temporäre Garne mit echten Drehungen umzuwandeln, die zwischen den Enden der Spinnrohre 23 und den den Strickstellen 6 zugeordneten Fadenführern 12 (Fig. 3 ) aufgrund des sog. Falschdrahteffekts wieder aufgelöst werden. Wegen der wählbaren Länge der radial zur Rundstrickmaschine 1 angeordneten Transportrohre 23 kann der Abstand der Streckwerke 8 von der Mittelachse des Nadelzylinders 2 vergleichsweise groß und weitgehend beliebig gewählt werden. Dadurch kann auch der sich in Umfangsrichtung ergebende Abstand zwischen zwei benachbarten Streckwerken 8 auf einen vorgewählten, das Verschwenken der Druckarme 19 ermöglichenden Wert festgelegt werden. Entsprechende Spinnvorrichtungen 21 können beim Ausführungsbeispiel nachFig. 1 und 2 vorgesehen werden. - Im übrigen hat das Ausführungsbeispiel nach
Fig. 3 und4 gegenüber dem nachFig. 1 und 2 den Vorteil, dass die Streckwalzen 18, da sie senkrecht stehen, auf einfache Weise durch in Umfangsrichtung des Nadelzylinders 2 erstreckte, kreisförmig gelagerte und oberhalb der Streckwerke angeordnete Antriebsriemen angetrieben werden können. Dazu werden die Wellen jeder sog. Unterwalze der drei dargestellten Walzenpaare an ihren Oberseiten z. B. mit je einer Zahnriemenscheibe versehen. Ein entsprechender Antrieb könnte für die Unterwalzen des Ausführungsbeispiels nachFig. 1 und 2 vorgesehen werden. Hier müssten jedoch die mittels der Zahnriemen übertragenen Antriebsdrehmomente mit Hilfe von Kegelrädern od. dgl. in Drehmomente für die hier horizontal stehenden Unterwalzen umgewandelt werden. Schließlich ist es beim Ausführungsbeispiel nachFig. 3 und4 vorteilhaft, wie insbesondereFig. 3 zeigt, dass hier zwei oder auch mehr Streckwerke mit ihren Walzen 18 koaxial übereinander angeordnet werden können. Hierdurch ist es möglich, den in Umfangsrichtung für die Streckwerke 8 benötigten Platzbedarf zu halbieren oder noch stärker zu reduzieren, da in diesem Fall von jedem Streckwerkssegment aus zwei oder mehr Fäden zu benachbarten Strickstellen geführt werden können, wie inFig. 3 durch zwei Fäden 11 angedeutet ist. Dadurch kann die Packungsdichte Streckware verdoppelt oder verdreifacht werden. - Die Erfindung wurde bisher anhand der Streckwerke 8 beschrieben, die sich dadurch auszeichnen, dass die Drehachsen aller Streckwerksorgane, zu denen auch Funktionsteile in Form von Riemchen 24 (
Fig. 4 ) zählen können, parallel zueinander angeordnet sind. Insbesondere sind die Drehachsen des Ausführungsbeispiels nachFig. 1 und 2 beim Betrieb horizontal und die Drehachsen des Ausführungsbeispiels nachFig. 3 und4 vertikal angeordnet. Unabhängig davon soll die Erfindung aber auch auf Streckwerke angewendet werden können, die Drehachsen aufweisen, die unter vorgewählten Winkeln zwischen 0° und 90° relativ zueinander angeordnet sind. Dies gilt insbesondere für sog. Faltungsstreckwerke, die die Fasermaterialien während ihres Transports durch die Streckwerksorgane um eine zur Transportrichtung parallele Achse falten und dadurch die Breite der Fasermaterialien um die Hälfte oder mehr reduzieren. Derartige Streckwerke werden nachfolgend anhand derFig. 5 und6 näher erläutert, wobeiFig. 5 eine teilweise geschnittene, schematische Seitenansicht eines einzigen Streckwerks 25 ist und dessen Streckwerksorgane bzw. Funktionsteile sowie weitere Einzelheiten zeigt, währendFig. 6 etwa ein Schnitt längs der Linie VI - VI derFig. 5 durch das Streckwerk 25 ist. Daraus ist ersichtlich, dass das Streckwerk 25 zusammen mit zwei gemäßFig. 6 benachbarten Streckwerken 25a und 25b sowie ggf. weiteren, nicht einzeln dargestellten Streckwerken analog zuFig. 1 und 2 zu einer Gruppe bzw. einem Barren zusammengefasst sein kann. - Gemäß
Fig. 5 und6 wird in einer durch Pfeile angedeuteten Transportrichtung 26 ein Fasermaterial 27 durch das Streckwerk 25 geleitet. Das Streckwerk 25 weist dazu vier in der Transportrichtung 26 hintereinander liegende Paare I, II, III und IV von Streckwerksorganen auf. Das in Transportrichtung 26 erste Paar I und das diesem folgende zweite Paar II enthalten als Streckwerksorgane je zwei Walzen 28a, 28b bzw. 29a und 29b, von denen inFig. 5 nur je eine Walze 28a, 29a sichtbar ist. Das nachfolgende dritte Paar III enthält als Streckwerksorgane 30a und 30b. von denen inFig. 6 nur eines sichtbar ist, Streckwalzen 31a bzw. 31b, diesen zugeordnete Umlenkelemente 32a und 32b, die aus Umlenkrollen oder -stäben bestehen können, und über die Umlenkelemente 32a, 32b und die zugehörigen Walzen 31a, 31b geführte Riemchen 34a und 34b, die in der bei Doppelriemchen-Streckwerken bekannten Weise ein unteres Riemchen 34 und ein oberes Riemchen 34b umfassen, zwischen denen das Fasermaterial 27 nach dem Verlassen der Streckwalzen 31a, 31b geführt wird. Schließlich enthält das vierte, in Transportrichtung 26 letzte Paar IV wiederum zwei Streckwerksorgane in Form je einer Walze 35a und 35b. Die Drehachsen der Walzen 31 und 35 sowie die Achsen der Umlenkelemente 32 sind senkrecht zu den Drehachsen der Walzen 28 und 29 angeordnet. Abgesehen davon definieren alle vier Paare I bis IV zwischen den genannten Walzen 28, 29, 31 und 35 übliche, inFig. 5 durch strichpunktierte Linien angedeutete Klemmlinien 36, 37, 38 und 39. Am Eingang zum Streckwerk 25 ist ein Einlauftrichter oder Trocar 40 vorgesehen, durch den hindurch das Fasermaterial 27 zugeführt und geringfügig verdichtet wird. - Gemäß
Fig. 5 bilden die Paare I und II der Streckwerksorgane 28, 29 eine Verzugszone 41, wobei die Umfangsgeschwindigkeiten der Streckwerksorgane 28, 29 z. B. so gewählt sind, dass ein Verzug des Fasermaterials 27 zwischen 5- und 15-fach erhalten wird, was dem Verzug bei einem üblichen Flyer nahe kommt. Dagegen wird das Fasermaterial 27 zwischen den Klemmlinien 28 und 39 bzw. in einer Zone 42 einem Hauptverzug unterworfen, der zu einer Streckung des Fasermaterials 27 z. B. um das 50-fache oder mehr und zu einer vorgewählten Endfeinheit führt. - Schließlich weist das beschriebene Streckwerk 25 wenigstens zwei Paare von Streckwerksorganen auf, die eine Faltung des Fasermaterials 27 herbeiführen. Dies sind in
Fig. 5 und6 die Paare II und III, deren Klemmlinien 37 und 38 zwischen sich eine Faltungszone 43 bilden. Im Gegensatz zu den Verzugszonen 41 und 42 findet zwischen den Klemmlinien 37 und 38 nur ein Anspannverzug statt, der vorzugsweise z. B. 10 % beträgt und gerade ausreicht, um das Fasermaterial 27 gespannt zu halten und eine definierte Faltung zu bewirken. - Zur Faltung des Fasermaterials 27 in der Faltungszone 43 sind nicht näher dargestellte Mittelachsen der Walzen 29a, 29b und die Klemmlinie 37 senkrecht zur Transportrichtung 26 und beim Betrieb z. B. vertikal angeordnet, die Mittelachsen der zum Antrieb der Riemchen 34a, 34b bestimmten Walzen 31a, 31b und die Klemmlinie 38 dagegen zwar auch quer zur Transportrichtung 26, beim Betrieb jedoch horizontal erstreckt. Mit anderen Worten sind die Mittelachsen der Walzen 31 des Paars III gegenüber den Mittelachsen der Walzen 29 des Paars II um 90° gekippt bzw. verschwenkt angeordnet. Dagegen sind die Mittelachsen der Streckwerksorgane 28 parallel zu denen der Streckwerksorgane 29 und die Mittelachsen der Streckwerksorgane 35 parallel zu denen der Walzen 31 angeordnet.
- Eine Folge der um 90° verschwenkten Anordnung der Drehachsen der Walzen 29 und 31 ist, daß das bandförmige Fasermaterial 27 zwischen den Klemmlinien 37 und 38 beim Einhalten vorgewählter Bedingungen in definierter Weise um wenigstens eine Faltlinie gefaltet wird, die sich parallel zur Transportrichtung 26 erstreckt und daher zu einer Reduzierung der Breite des Fasermaterials 27 führt. Entsprechendes würde natürlich gelten, wenn die Streckwerksorgane 30a, 30b nur die Walzen 31a, 31b aufweisen würden, d. h. die Riemchen 34a, 34b völlig entfallen, oder wenn beide Paare II und III mit aus Walzen und Riemchen gebildeten Streckwerksorganen versehen werden. An der Art der Faltung ändert sich dadurch nichts.
- Die Art der sich ergebenden Faltung hängt weitgehend sowohl von der Wahl eines Abstands D (
Fig. 5 ) zwischen den Klemmlinien 37 und 38 der vorzugsweise um 90° verschwenkten Streckwerksorgane 29, 30 bzw. der Länge D der Faltungszone 43 als auch von einer Breite B (Fig. 5 ) des die Walzen 29a, 29b verlassenden Fasermaterials 27 ab. Bei kleiner werdendem Abstand D und größer werdender Breite B wechselt die Faltung von V-förmig über N-förmig und W-förmig bis hin zu W-förmig mit Fortsätzen, d. h. die Faltungsform ist eine Funktion des Abstands D und der Breite B. Mit besonderem Vorteil werden der Abstand D und die Breite B so eingestellt, daß sich eine W-förmige Faltung ergibt und die ursprüngliche Breite B des Fasermaterials von z. B. 20 mm auf eine Endbreite von ca. 5 mm reduziert wird. Diese Breite entspricht etwa dem Durchmesser eines üblichen Vorgarns mit der Folge, daß das auf diese Breite reduzierte Fasermaterial ohne weiteren Zwischenschritt auf übliche Weise versponnen und/oder der maschenbildenden Maschinen gemäßFig. 1 bis 4 zugeführt werden kann. Eine solche Faltung wird erreicht, wenn der Abstand D etwa doppelt so groß wie die Breite B ist. Die im Einzelfall gewünschten Verhältnisse können leicht durch Versuche ermittelt werden. - Weitere Einzelheiten betreffend die beschriebene Faltung sind in einer parallelen Anmeldung
DE 10 2006 006 504.2 (Anmeldetag 13.02.2006) desselben Anmelders erläutert, die hiermit zur Vermeidung von Wiederholungen durch Referenz auf sie zum Gegenstand der vorliegenden Offenbarung gemacht wird. - Für die Zwecke der vorliegenden Erfindung ist es im Hinblick auf die
Fig. 5 und6 vor allem bedeutsam, daß die Achsen der Eingangswalzen 28a, 28b senkrecht zu den Achsen der Ausgangswalzen 35a, 35b stehen. Daher ist es im Prinzip gleichgültig, ob der Abstand D und die Breite B des Fasermaterials 27 inFig. 5 und6 so gewählt sind, dass sich die beschriebene Faltung ergibt, oder ob die senkrecht zueinander erfolgende Anordnung der Achsen anderen Zwecken dient, wie weiter unten näher erläutert ist. -
Fig. 6 zeigt, dass die Streckwerke 25a und 25b im wesentlichen genau so wie das Streckwerk 25 ausgebildet sind und sich die Gesamtanordnung analog zuFig. 1 und 2 insbesondere für eine barrenförmige Gruppierung eignet. InFig. 6 liegen beispielsweise die drei Streckwerke 25, 25a und 25b nebeneinander. Es ist jedoch klar, dass auch Gruppen mit nur zwei oder auch mit mehr als drei nebeneinander liegenden Streckwerken vorgesehen sein könnten. Außerdem zeigtFig. 6 , daß sich die Streckwerke 25, 25a und 25b vorzugsweise durch die relativen Lagen ihrer Walzen 28, 29 voneinander unterscheiden. Die Streckwerke 25a und 25b weisen - in der Transportrichtung 26 gesehen - jeweils links liegende, durch Doppelkreise dargestellte Oberwalzen 28b, 29b und rechts liegende Unterwalzen 28a, 29a auf, während im mittleren Streckwerk 25 umgekehrt die Unterwalzen 28a, 29a links und die Oberwalzen 28b, 29b rechts liegen. Deshalb und weil die Walzen 28, 29 beim Betrieb z. B. vertikal stehen, die Walzen 31, 35 dagegen horizontal angeordnet sind, sind die Begriffe "Unterwalze" und "Oberwalze" irreführend, da sie nicht mehr, wie in der Spinnereitechnik ausschließlich üblich ist, die "untere" bzw. "obere" Lage angeben. Daher werden die Unterwalzen 28a, 29a, 31a und 35a für die Zwecke der vorliegenden Anmeldung generell als die treibenden Walzen und die Oberwalzen 28b, 29b, 31b und 35b als die getriebenen Walzen bezeichnet. Hierdurch wird außerdem zum Ausdruck gebracht, dass die Walzen 28b, 29b, 31b und 35b in der Regel über keinen eigenen Antrieb verfügen, sondern in bekannter Weise mit Hilfe von Bauelementen in Form üblicher Druckarme 44 (Fig. 6 ) oder 19 (Fig. 1 und4 ) und einer z. B. elastischen oder pneumatischen Kraft gegen zugeordnete treibende Walzen 28a, 29a, 31a und 35a gepresst und durch Reibungskraft von diesen in Umdrehungen versetzt werden. Die treibenden Walzen 28a, 29a, 31a und 35a verfügen dagegen jeweils über einen Zwangsantrieb. Das ist z. B. inFig. 5 angedeutet. Die treibenden Walzen 28a, 29a sind hier mit Wellen 45a, 45b in einem Lagerbock oder Gehäuse 46 drehbar gelagert, und die Wellen 45a, 45b sind z. B. mit Zahnriemenscheiben, Zahnrädern od. dgl. versehen, die mit Zahnriemen, weiteren Zahnrädern od. dgl. im Eingriff sind und über diese von nicht dargestellten Antriebsmotoren in Umdrehungen versetzt werden können. In ähnlicher Weise können die Walzen 31a und 35a angetrieben werden. WieFig. 6 zeigt, ist es außerdem analog zum Ausführungsbeispiel nachFig. 3 und4 möglich, die getriebenen Walzen 31b von zwei benachbarten Streckwerken (z. B. 25, 25b) paarweise auf einer gemeinsamen Welle 47 auszubilden und/oder die treibenden Walzen auf einer gemeinsamen Welle anzuordnen, die sich axial über alle vorhandenen Streckwerke 25, 25a, 25b der jeweiligen Gruppe erstreckt, wie inFig. 6 schematisch für die Ausgangswalze 35a angedeutet ist. Schließlich zeigenFig. 5 und6 , dass sich an die Ausgangswalzen 35a, 35b des Paars IV je eine Spinnvorrichtung 21 gemäßFig. 4 anschließen kann. - Um auch bei Anwendung der Faltungsstreckwerke 25, 25a und 25b nach
Fig. 5 und6 zu ermöglichen, dass die Bedienungsperson 5 (Fig. 1 ) bei Bedarf einen einfachen Zugriff zu wesentlichen Funktionsteilen hat, sind diese Streckwerke 25, 25a und 25b so ausgebildet, wie weitere Einzelheiten inFig. 5 und6 zeigen. - Gemäß
Fig. 6 ist der Abstand zwischen den einzelnen Streckwerken 25, 25a und 25b quer zur Transportrichtung 26 so gewählt, daß die die getriebenen Walzen 28b, 29b tragenden Druckarme 44 um je einen im Gehäuse 46 gelagerten, wie die Walzen 28, 29 vertikalen Schwenkzapfen 48 in Richtung eines Doppelpfeils x zur Seite hin verschwenkt bzw. wahlweise geöffnet und geschlossen werden können. Werden die Streckwerke 25, 25a, 25b daher analog zuFig. 3 und4 so angeordnet, dass die Achsen der Eingangswalzen 28a, 28b vertikal stehen, dann können alle Druckarme 44 wie inFig. 4 nicht nur im Griffbereich der Bedienungsperson 5 angeordnet, sondern von dieser auch ohne Verlassen des Arbeitsraums 4 betätigt werden. - Weiter zeigt
Fig. 5 , dass die getriebene Walze 35b an einem weiteren Bauelement in Form eines Arms 50 drehbar gelagert ist, der mit einem Schwenkzapfen 51 schwenkbar an einem in Transportrichtung 26 ganz vorn liegenden Teil des Gehäuses 46 gelagert ist. Die Schwenkachse ist parallel zur Drehachse der Walze 35b angeordnet. Daher kann die Walze 35b inFig. 5 nach unten entsprechend einem Doppelpfeil y aus dem Streckwerk 25 heraus in eine strichpunktiert angedeutete Lage verschwenkt werden, in der das Funktionsteil 35b und der Austrittsspalt zwischen den Riemchen 34a, 34b zugänglich sind. - Weiterhin sind auch die die Riemchen 34a, 34b tragenden Baugruppen an einem schwenkbaren Arm 52 montiert. Der Arm 52 ist an einem im Vergleich zum Arm 50 entgegengesetzten, hinteren Teil des Gehäuses 46 mittels eines weiteren Schwenkzapfens 53 schwenkbar gelagert, dessen Schwenkachse parallel zur Schwenkachse des Schwenkzapfens 51 erstreckt ist. Daher können der Arm 52 und mit ihm die Riemchen-Baugruppen entsprechend
Fig. 5 in Richtung eines Doppelpfeils z hin und her geschwenkt und zum Auswechseln der Riemchen 34a, 34b od. dgl. aus dem Streckwerk 25 heraus in eine strichpunktierte Stellung geschwenkt werden. Außerdem ist die Anordnung so gewählt, daß der Arm 50 im Gegenuhrzeigersinn und der Arm 52 im Uhrzeigersinn in die Offenstellung verschwenkbar ist; damit zuerst die Walze 35b und dann ohne Behinderung auch die Riemchen-Baugruppe in die Offenstellung geschwenkt werden kann. - Nach Durchführung etwaiger Wartungs- oder Reparaturarbeiten werden die Arme 50, 52 in ihre Betriebsstellung zurückgeschwenkt und mit nicht dargestellten Arretiermitteln im Gehäuse 46 festgelegt, wie dies auch für die mit üblichen Arretiermitteln versehenen Druckarme 44 (
Fig. 6 ) gilt, die z. B. entsprechendFig. 4a und 4b ausgebildet sein könnten. - Die Arme 50, 52 sind im übrigen, wie nicht näher dargestellt ist, mit Hilfe von Federn, pneumatisch oder sonstwie als Druckarme ausgebildet, die die an ihnen montierten, getriebenen Walzen od. dgl. gegen die zugehörigen, treibenden Walzen od. dgl. drücken.
- Wie in
Fig. 5 ganz rechts angedeutet ist, wird das Streckwerk 25 vorzugsweise unter einem Winkel zwischen 90° und 180° relativ zu den Stricknadeln 30 angeordnet, so daß sich etwa die ausFig. 1 für das Streckwerk 8 ersichtliche Schrägstellung ergibt. In dieser Stellung ist das Paar I der Eingangswalzen 28a, 28b etwas höher als das Paar IV der Ausgangswalzen 35a, 35b über dem Kopf der Bedienungsperson 5 angeordnet. Diese kann daher mit einfachen Handgriffen und ohne Verlassen des Arbeitsraumes 4 wahlweise die Durckarme 44 zur Seite hin und/oder die Arme 50, 52 nach unten hin verschwenken, um das Streckwerk 25 zu öffnen. Entsprechende Verhältnisse ergeben sich, wieFig. 6 zeigt, auch für die anderen Streckwerke 25a und 25b. - Besonders vorteilhaft ist es, die beiden Walzen 31a und 31b, über welche die Riemchen 34a, 34b laufen, durch nicht dargestellte, z. B. an einer Stelle 54 (
Fig. 5 ) im Eingriff befindliche Stirnzahnräder zu koppeln. Dadurch ist es möglich, auch die normalerweise nur durch Reibungskraft mitgenommenen, inFig. 5 oberen Walzen 31b zwangsweise durch Formschluss anzutreiben. Hierzu wird die treibende Walze 31a des (unteren) Riemchens 34a inFig. 5 zweckmäßig mit Hilfe eines durch Pfeile r angedeuteten Zahnriemens angetrieben, der um eine Zahnriemenscheibe 55 gelegt ist, deren Drehachse mit der Schwenkachse des Schwenkzapfens 53 zusammenfällt. Die Zahnriemenscheibe 55 ist vorzugsweise auf einer die gesamte Streckwerksgruppe durchragenden, zu den Eingangswalzen 28a, 28b senkrechten Welle befestigt, von der auch die Antriebe für die Walzen 31a der anderen Streckwerke 25a, 25b usw. abgeleitet werden. - Ferner ist es vorteilhaft, die Walzen 31a, 31b am Umfang mit radialen Stiften 56 (
Fig. 6 ) zu versehen, die in Löcher 57 eingreifen, die den Rändern der Riemchen 34a, 34b angebracht und in Transportrichtung 26 hintereinander angeordnet sind. Dadurch ist es möglich, beide Riemchen 34a, 34b zwangsweise und völlig schlupffrei anzutreiben, was eine gleichmäßige Verfeinerung des Fasermaterials 27 fördert. - Weiterhin zeigt
Fig. 5 schematisch, wie trotz der klappbaren Anordnung der verschiedenen Funktionsteile eine Absaug/Blasluft-Einrichtung vorgesehen werden kann, um das Streckwerk 25 weitgehend frei von Flusen od. dgl. zu halten. Zu diesem Zweck ist beidseitig der Ausgangswalzen 35a, 35b wenigstens je eine Blasdüse 58 vorgesehen, in die in Richtung der eingezeichneten Pfeile Blasluft eingeleitet wird. Dadurch bleiben die Walzen 35a, 35b weitgehend frei von Flusen. Der austretende Blasluftstrom wird über Füllstücke 59, die auf der Rückseite der Walzen 35a, 35b nahe des Austrittsspalts zwischen den Riemchen 34a, 34b angeordnet sind und der Optimierung der Blasluftströmung dienen, auf die rücklaufenden Trums der Riemchen 34a, 34b gelenkt. Von dort wird der Luftstrom über Luftkanäle 60 und 61, die auf der Unter- und Oberseite des das Streckwerk 25 einhüllenden Gehäuses 46 ausgebildet sind und in denen zweckmäßig ein leichter Unterdruck herrscht, einer zentralen Absaugung zugeführt. Um trotz des unteren Luftkanals 60 eine Verschwenkung des Arms 52 zu ermöglichen, weist der Luftkanal 60, wie Trennstellen 60a in einem vorderen und hinteren Bereich andeuten, einen Mittelabschnitt 60b auf, der so am Arm 52 befestigt ist, dass er zusammen mit diesem und den Riemchen-Baugruppen in Richtung des Pfeils z aus dem Gehäuse 46 herausgeschwenkt werden kann (Fig. 5 ). Außerdem sind die Füllstücke 59 zweckmäßig so am Arm 50 oder 52 montiert, daß sie deren Schwenkbewegungen nicht stören. - Weiterhin zeigt
Fig. 6 , dass in der Vorverzugszone 41 zwischen den Walzen 28a, 29a und 28b, 29b je zwei weitere Füllstücke 62 angeordnet sind, die zwischen sich Führungskanäle 63 für das Fasermaterial 27 bilden. Dadurch wird das automatische Einfädeln das Fasermaterials 27 in dem weitgehend geschlossenen Streckwerk 25 wesentlich erleichtert. Dasselbe gilt für die übrigen Streckwerke 25a und 25b. - Schließlich zeigt ein Abstandsmaß 64 in
Fig. 6 , dass die Führung des gefalteten Fasermaterials 27 durch das Walzenpaar IV zweckmäßig nicht genau mittig im Vergleich zum Faserverlauf in den Walzenpaaren I und II erfolgt. Da die in der Regel mit einer Gummischicht belegten Walzen 35b (Fig. 5 ) wegen der hohen Drehzahlen von z. B. 2000 UpM bis 4000 UpM einem gewissen Verschleiß unterliegen, können die Walzen 35b bei Bedarf gewendet werden. Dadurch kann die Laufzeit der Walzen 35b auch ohne aufwendige Changierung verdoppelt werden. - Bei Bedarf kann das Streckwerk nach
Fig. 5 und6 auch in einer um 90° um die Längsachse geschwenkten Stellung und so angeordnet werden, daß sich die Arme 50, 52 nach der Seite und die Druckarme nach unten hin verschwenken lassen. -
Fig. 7 zeigt ein weiteres Ausführungsbeispiel für ein erfindungsgemäßes Streckwerk 65, das sich analog zuFig. 3 und4 insbesondere für eine Segmentbauweise eignet, bei welcher die Zahl der zu einer Baueinheit zusammengefassten Streckwerke im Vergleich zur Barrenlösung nachFig. 1 und 2 vergleichsweise gering ist und z. B. zwei beträgt. Das Streckwerk 65 entspricht weitgehend dem Streckwerk 25 nachFig. 5 und6 , unterscheidet sich von diesem aber durch eine charakteristische Abwinklung bzw. Schrägstellung einer Hauptverzugszone 66 im Bereich eines Knicks K. Die Funktionsteile in einer Vorverzugszone 67 und einer Faltungszone 68 sind inFig. 7 weitgehend identisch zuFig. 5 und6 ausgebildet und angeordnet und daher mit denselben Bezugszeichen versehen. Die Fasermaterialien 27 werden daher wie dort parallel zum Boden 7 (Fig. 1 und3 ) und senkrecht zu den Stricknadeln 3 durch die Vorverzugs- und Faltungszonen 67, 68 geführt, bevor sie in Riemchen-Baugruppen 69a, 69b eingeführt werden. Je zwei Riemchen 70a und 70b dieser Baugruppen 69a und 69b sind um zwei Walzen 71a, 71b und zwei Umlenkelemente 72a, 72b gelegt und bilden zwischen sich Führungsbahnen 73, die am Ausgang der Walzen 29a, 29b etwa in Höhe der durch die Transportrichtung 26 vorgegebenen Bahn beginnen und dann schräg nach unten in Richtung der tiefer liegenden Umlenkelemente 72a, 72b erstreckt sind. Der Neigungswinkel beträgt z. B. ca. 45° zum Boden 7. An die Walzen 71a, 71b schließt sich die Hauptverzugszone 66 mit den Teilen 35a, 35b, 50, 51, 58 und 59 unter Berücksichtigung dieses Neigungswinkels im wesentlichen in derselben Weise wie inFig. 5 an. Aufgrund des durch die beschriebene Schrägstellung gebildeten Knicks K inFig. 7 werden die auftretenden Faserströme schräg in die Stricknadeln 3 eingeführt. Ein ausFig. 7 resultierender Unterschied zuFig. 5 besteht somit darin, dass die aus den Streckwerken 65 austretenden Fäden zwar wie inFig. 5 schräg in die Stricknadeln 3 eingeführt werden können, gleichzeitig aber die schwenkbaren Druckarme 44 (Fig. 6 ) und die Arme 52 im Vergleich zuFig. 5 tiefer liegen und daher für die Bedienungsperson 5 noch leichter zugänglich sind, ohne deren Kopffreiheit einzuschränken. - Ein weiteres, für die praktische Anwendung besonders zweckmäßiges Ausfuhrungsbeispiel eines erfindungsgemäßen Streckwerks 74 ergibt sich aus
Fig. 8 bis 12 . GemäßFig. 8 ist der Tragring 15 der entsprechendFig. 1 ausgebildeten Rundstrickmaschine 1 an seinem äußeren Umfang mit vertikalen Montageplatten 75 versehen, die zur Befestigung mehrere Streckwerke 74 dienen. Jedes Streckwerk 74 weist zu diesem Zweck an einer Vorderseite eines Streckwerk-Gehäuses 76 eine Flanschplatte 77 auf (vgl. insbesondereFig. 11 ), die mit Befestigungsschrauben 78 und Paßstiften 79 an einer der Montageplatten 75 befestigt wird. - Das Streckwerk 74 ist analog zu
Fig. 7 aufgebaut und gemäßFig. 9 bis 12 mit vier Paaren I bis IV von Streckwerksorganen versehen. Das erste Paar I enthält zwei Eingangswalzen 80a und 80b, die mit Walzen 81a, 81b des zweiten Paars II eine Vorverzugszone bilden, während das vierte Paar IV zwei Ausgangswalzen 82a, 82b enthält. Beim Betrieb (Fig. 8 ) stehen die Walzen 80a, 80b und 81a, 81b vertikal, die Walzen 82a, 82b dagegen horizontal. Zwischen den Walzen 81a, 81b und 82a, 82b sind zwei Riemchen-Baugruppen 83a und 83b angeordnet, die analog zuFig. 7 Walzen 84a und 84b, diesen zugeordnete, nicht näher dargestellte Umlenkelemente sowie auf diesen geführte Riemchen 85a und 85b aufweisen. Die Walzen 84a, 84b bilden analog zuFig. 7 mit den Walzen 81a, 81b eine Faltungszone und sind daher beim Betrieb wie die Ausgangswalzen 82a, 82b und die nicht dargestellten Umlenkelemente horizontal angeordnet. Die Riemchen 85a, 85b bilden zwischen sich eine Führungsbahn 86 (Fig. 9 ), die wie die Führungsbahn 73 inFig. 7 schräg zu einer Drehachse 87 (Fig. 8 ) des Nadelzylinders 2 und zu den Stricknadeln 3 angeordnet ist. Am Eingang des Streckwerks 74 befindet sich ein Einlauftrichter oder Trocar 88, durch den nicht dargestelltes Fasermaterial in den Klemmspalt zwischen den Eingangswalzen 80a, 80b eingeführt wird. Außerdem sind die Bedingungen entsprechend den obigen Erläuterungen so gewählt, dass das Fasermaterial in der Faltungszone zwischen den Walzen 81a, 81b und 84a, 84b z. B. V-, N- oder W-förmig gefaltet wird, bevor es mittels der Riemchen 85a, 85b dem Austrittsspalt zwischen den Ausgangswalzen 82a, 82b zugeführt und von diesen dem Hauptverzug unterworfen wird. Das aus dem Austrittsspalt austretende Fasermaterial wird dann vorzugsweise mittels einer Spinnvorrichtung 21 (vgl.Fig. 4 ,7 und8 ) oder eines anderen Spinnorgans in ein temporäres Garn umgewandelt und zu den Stricknadeln 3 transportiert. - Eine Besonderheit des Streckwerks 74 besteht darin, daß es zumindest teilweise dadurch geöffnet werden kann, dass zumindest die Riemchen-Baugruppen 83 komplett an einem kassettenförmig ausgebildeten, in
Fig. 9 ,9a ,11 und12 durch eine Schraffur besser sichtbar gemachten Bauelement in Form eines Einschubteils 89 montiert sind. Dieses Einschubteil 89 sitzt in einer nach unten offenen Aussparung 90 (Fig. 9a ) des Gehäuses 76 und weist z. B. - in Transportrichtung des Fasermaterials betrachtet - als vordere und hintere Begrenzungen jeweils Führungsflächen 90a (Fig. 9a ) auf, die mit entsprechenden, die Aussparung 90 begrenzenden Führungsflächen 90b (Fig. 8 ,9 und9a ) zusammenwirken. Die Führungsflächen 90b stehen, wieFig. 8 und9 ,9a zeigen, beim Betrieb vertikal. Daher kann das Einschubteil 89 einschließlich der beiden Riemchen-Baugruppen 83a, 83b in Richtung eines Doppelpfeils s (Fig. 9 ) nach unten aus dem Streckwerk 74 herausgezogen werden, wie inFig. 9a dargestellt ist, bzw. wieder eingesetzt werden. Wird das Streckwerk 74 daher analog zuFig. 3 oberhalb der Maschenbildungsstellen 6, jedoch im Griffbereich der Bedienungsperson 5 angeordnet, dann ist es dieser möglich, ohne den Arbeitsraum 4 zu verlassen, das Einschubteil 89 nach unten herauszuziehen, um die in den Riemchen-Baugruppen 83 enthaltene Funktionsteile zu warten und/oder zu reparieren. Alternativ kann anstelle der zur Drehachse 87 (Fig. 8 ) parallelen Lage der Führungsflächen 90b auch eine schräge Stellung zur Drehachse 87 vorgesehen werden, in welchem Fall das Einschubteil 89 schräg nach unten herausziehbar wäre. - Im übrigen ist klar, dass das Gehäuse 76 und das Einschubteil 89 mit zusammenwirkenden, zur besseren Übersicht weggelassenen Verriegelungsmitteln und ggf. auch mit weiteren Positionierungsmitteln versehen werden kann, um das Einschubteil 89 in der aus
Fig. 9 ersichtlichen Arbeitsstellung im Streckwerk 74 richtig zu positionieren und festzulegen. Außerdem wird bevorzugt die inFig. 9 untere, getriebene Ausgangswalze 82b ebenfalls am Einschubteil 89 montiert (vgl.Fig. 9a ), damit ihre Lage relativ zum getriebenen Riemchen 85b bei herausgezogenem Einschubteil 89 leicht eingestellt werden kann. Abgesehen davon ist klar, dass das Einschubteil 89 mit nicht näher dargestellten Federelementen od. dgl. versehen sein kann, um die getriebenen Riemchen-Baugruppen 83b gegen die treibenden Riemchen-Baugruppen 83a zu drücken. - Wie insbesondere
Fig. 10 bis 12 zeigen, sind in jedem Streckwerk 74 analog zuFig. 3 vorzugsweise jeweils zwei Streckwerksabschnitte in Tandem-Bauweise nebeneinander angeordnet. Daher weist das Streckwerk 74 zwei Einlauftrichter 88, zwei Paare von Eingangswalzen 80a und 80b, zwei Riemchen 85a, 85b usw. auf, so daß gleichtzeitig zwei Fasermaterialien im Parallelbetrieb verfeinert und benachbarten Strickstellen der Rundstrickmaschine 1 zugeführt werden können. In diesem Fall sind zweckmäßig die getriebenen Walzen 80b der Paare I jeweils an der Außenseite des Gehäuses 76 angeordnet und dort an schwenkbar gelagerten Druckarmen 91 (z. B.Fig. 10 und11 ) drehbar gelagert. Die Druckarme 91 können in an sich bekannter Weise um beim Betrieb vertikale Schwenkzapfen 92 (Fig. 10 ,11 ) in Richtung von Pfeilen t (Fig. 10 ) zur Seite und nach außen verschwenkt werden, wie es in entsprechender Weise auch für die inFig. 6 dargestellten Druckarme 44 gilt. Daher können beim Ausführungsbeispiel nachFig. 8 bis 12 die Funktionsteile dadurch zugänglich gemacht werden, daß das Einschubteil 89 nach unten herausgezogen und/oder die Druckarme 91 zur Seite hin verschwenkt werden. Ist es erwünscht, zumindest die getriebenen Ausgangswalzen 82b unabhängig von den anderen Funktionsteilen zugänglich zu machen, können sie analog zuFig. 7 an einem separaten, nach unten schwenkbaren Arm montiert werden. Die Druckarme 91 können außerdem entsprechendFig. 4a und 4b ausgebildet werden. -
Fig. 10 zeigt schließlich auch, daß die Streckwerke 74 sehr eng nebeneinander angeordnet werden können. Wegen der beschriebenen Segmentbauweise liegen sie radial zur Mittelachse 87 (Fig. 8 ) des Nadelzylinders 2 und haben daher dort, wo die Fäden austreten, ihren kleinsten Abstand a, während sie dort, wo die Fasermaterialien zugeführt werden, größere Abstände b aufweisen. Das ermöglicht in Verbindung mit der Tandem-Bauweise trotz des Umstands, daß die Druckarme 91 zur Seite schwenkbar sein müssen, eine vergleichsweise große Packungsdichte der Streckwerke 74 am Umfang des Nadelzylinders 2 mit der Folge, daß die Spinneinrichtungen 21 (Fig. 3 ) selbst dann, wenn die Strickmaschine 1 mit 72 oder sogar 96 Strickstellen versehen ist, nur vergleichsweise kurze Transportrohre 23 erfordern und nur ein einziges Drallorgan 22 benötigt wird, was eine erhebliche Energieeinsparung mit sich bringt. - Der Antrieb für die treibenden Walzen 80a, 81a des ersten und zweiten Paars I und II erfolgt im Ausführungsbeispiel der
Fig. 8 bis 12 mit Hilfe von vertikal stehenden Antriebswellen, auf die Zahnriemenscheiben 94, 95 aufgezogen sind. Dadurch ist es möglich, beide Zahnriemenscheiben 94, 95 mit Hilfe je eines Zahnriemens anzutreiben, der die Drehachse 87 des Nadelzylinders 2 im wesentlichen kreisförmig umgibt. Für alle am Umfang der Rundstrickmaschine 1 vorhandenen Walzen 80 und 81 wird daher nur je ein Antriebsmotor benötigt. Das gewünschte Übersetzungsverhältnis und die erforderliche Drehrichtung können mit Hilfe von Stirnzahnrädern 96, 97 (Fig. 9 ) eingestellt werden. Dagegen wird der Antrieb für die treibenden Walzen 84a der Riemchen-Baugruppen 83a mit Hilfe von inFig. 9 schematisch angedeuteten Kegelrädern 98 von der Antriebswelle der Zahnriemenscheibe 95 auf die horizontal liegenden Wellen dieser Walzen 84a übertragen. Insbesondere wird die Anordnung zweckmäßig so getroffen, daß diese Kegelräder 98 gleichzeitig Kupplungen darstellen, die mit entsprechenden Kegelrädern auf den Wellen der Walzen 84a zusammenwirken. Daher wird beim Herausziehen des Einschubteils 89 aus dem Streckwerk 74 (Fig. 9a ) automatisch dessen Trennung vom Antrieb bewirkt. Wird das Einschubteil 89 dagegen wieder in das Streckwerk 74 eingefahren, dann werden die zusammenwirkenden Kegelräder automatisch antriebsmäßig miteinander gekoppelt. - Die treibenden Walzen 82a des Ausgangswalzenpaars IV müßten, falls auch sie mit Hilfe von vertikal stehenden Wellen angetrieben werden sollen, ebenfalls über Kegelräder mit diesen Wellen gekoppelt werden. Dies könnte angesichts der hohen Drehzahlen dieser Walzen 82a, 82b zu Problemen führen oder kostspielige Getriebe erforderlich machen. Erfindungsgemäß wird daher vorgeschlagen, die treibenden Ausgangswalzen 82a der Faltungsstreckwerke 25, 65 und 74 mit ihnen einzeln zugeordneten Antrieben zu versehen. Dies ist in
Fig. 9 und9a schematisch angedeutet, wonach im Gehäuse 76 ein Motor 99 untergebracht ist, der über einen Zahnriemen 100 antriebsmäßig mit einer Zahnriemenscheibe gekoppelt ist, die auf der Welle der treibenden Ausgangswalze 82a sitzt. Mit demselben Motor 99 können natürlich jeweils beide (oder mehr) Ausgangswalzenpaare IV angetrieben werden, wenn die Streckwerke 74 wie inFig. 8 bis 12 zur parallelen Bearbeitung von zwei (oder mehr) Fasermaterialien eingerichtet sind. -
Fig. 13 zeigt als Ausführungsbeispiel ein 3-Walzen-Streckwerk 102 entsprechendFig. 3 mit zwei parallel arbeitenden Streckwerksabschnitten, die je ein Paar I, II und III von Streckwerksorganen aufweisen, wobei inFig. 13 jeweils nur eines der paarweise vorhandenen Streckwerksorgane sichtbar ist. Jeder Streckwerksabschnitt enthält zwei Eingangswalzen 103, zwei Ausgangswalzen 104 und dazwischen je zwei Riemchen-Baugruppen 105 mit je einer Walze 106. Alle Streckwerksorgane haben wie inFig. 3 parallel zueinander angeordnete und beim Betrieb vertikal stehende Drehachsen, wie jeweils durch strichpunktierte Linien angedeutet ist. An die Ausgangswalzen 104 schließt sich außerdem ein Düsenstock 107 an, der im wesentlichen aus einem geschlossenen Gehäuse besteht, in dem als weitere Funktionsteile nicht näher dargestellte, zum Anblasen der Ausgangswalzen 104 bestimmte Luftdüsen, ferner Absaugkanäle für lose Fasern und Luftzuführungen für die pneumatischen Drallorgane 22 der Spinnvorrichtungen 21 untergebracht sein können. Wie durch gestrichelte Linien angedeutet ist, sind die Riemchen-Baugruppen 105 und der Düsenstock 107 jeweils als Einschubteile 108, 109 ausgebildet, die in Richtung Pfeilen u nach unten aus dem Streckwerk 102 herausgezogen werden können. Die Ausbildung der Einschubteile 108, 109 kann analog zuFig. 9 und9a gewählt sein. Wie eine schematisch angedeutete Kupplung 110 für das Einschubteil 108 zeigt, können die Riemchen-Baugruppen 105 beim Herausziehen des Einschubteils 108 von darüber befindlichen Antriebsorganen, deren Achsen parallel zu denen der Walzen 106 angeordnet sind, entkoppelt werden. In entsprechender Weise können auch die Eingangswalzen 103 und die Ausgangswalzen 104 in je einem Einschubteil 103a, 104a angeordnet sein, das mit einer weiteren Kupplung 110 mit dem Antrieb verbunden bzw. von diesem entkoppelt wird. - Alternativ können die getriebenen Walzen des Paars I, ebenfalls in Analogie in
Fig. 8 bis 12 , an einem gemeinsamen, nicht dargestellten, zur Seite hin schwenkbaren Druckarm gelagert, der auch durch zwei einzelne Druckarme ersetzt werden könnte. - Das Ausführungsbeispiel nach
Fig. 14 unterscheidet sich von dem nachFig. 13 dadurch, daß es als 4-Walzen-Faltungsstreckwerk 111 ohne Knick K (Fig. 7 ) ausgebildet ist. Hier sind beim Betrieb horizontale Eingangswalzen 112 des ersten Paars I und mit diesen die Vorverzugszone bildende, beim Betrieb ebenfalls horizontale Walzen 113 des zweiten Paars II in einer ein Einschubteil 114 bildenden Kassette angeordnet. - Diese kann analog zu
Fig. 9 und9a ausgebildet und angeordnet sein und nach unten in Richtung eines Pfeils 1 herausgezogen werden. Auf diese Weise ist es möglich, den Raum vor nachfolgenden Riemchen-Baugruppen 115 des Streckwerks 111 komplett freizulegen. - Die Achsen der Eingangswalzen 112 und der Walzen 113 des Paars II sind hier horizontal, die Achsen der Riemchen-Baugruppen 115 und von Ausgangswalzen 116 dagegen vertikal angeordnet. Daher werden die treibenden Walzen der Paare I und II, wie in
Fig. 9 für die Walzen 84a angedeutet ist, z.B. mit Hilfe von Kegelrädern 117, 118 angetrieben, die mit auf den Wellen 112, 113 sitzenden weiteren Kegelrädern kämmen und gleichzeitig als Kupplungen beim Herausziehen oder Einführen des Einschubteils 114 dienen. Als Folge davon werden die Walzen 112, 113 bei den Bewegungen des Einschubteils 114 automatisch mit einem nicht näher dargestellten, weiter unten erläuterten Antrieb gekoppelt bzw. von diesen entkoppelt. - Die getriebenen Streckwerksorgane der Riemchen-Baugruppen 115 und die Ausgangswalzen 116 können analog zu
Fig. 4 zu den Seiten des Streckwerks 111 wegschwenkbaren Druckarmen od. dgl. gelagert sein. Eine besonders bevorzugte Ausfübrungsform ergibt sich allerdings dann, wenn die Riemchen-Baugruppen 115 und die Ausgangswalzen 116 analog zuFig. 13 an Einschubteilen 115b bzw. 116a befestigt werden; die in Richtung der Pfeile 1 nach unten weggezogen werden können. -
Fig. 15 zeigt ein 4-Walzen-Streckwerk 119 , das derzeit für das beste Ausführungsbeispiel der Erfindung gehalten wird und sich von dem nachFig. 14 dadurch unterschweidet, daß die Achsen von Eingangswalzen 120, Riemchenwalzen 121 und Ausgangswalzen 122 beim Betrieb sämtlich vertikal angeordnet sind, während weitere, zwischen den Eingangs- und Riemchenwalzen 120, 121 angeordnete Walzen 123 horizontal liegende Achsen aufweisen. Um zu verhindern, daß die Fasermaterialien zwischen den Walzen 120, 123 des ersten und zweiten Paars I und II, obwohl diese senkrecht zueinander angeordnet sind, gefaltet werden, werden die Abstände zwischen den Klemmlinien dieser Walzen im Verhältnis zur Breite des zugeführten Faserbandes so gewählt, daß die zur Faltung erforderlichen, oben erläuterten Bedingungen nicht erfüllt sind, indem z.B. die Abstände der Klemmlinien wesentlich größer als die Breiten der Faserbänder gewählt werden. Außerdem können zwischen den Walzen 120 und 123 schräge oder über einen Winkel von 90° schraubenlinienförmig gekrümmte Leitelemente 124 od. dgl. vorgesehen werden, die einerseits eine Faltung verhindern, andererseits ein bloßes Umlenken des Faserbandes um 90° fördern. - Ein Vorteil des Streckwerks 119 nach
Fig. 15 besteht darin, daß beim Betrieb die Achsen der Walzen 123 horizontal, aller übrigen Walzen dagegen vertikal angeordnet werden können, wie es aus Gründen eines vereinfachten Antriebs, wie weiter unten erläutert ist, bevorzugt wird. Zweckmäßig werden die horizontalen Walzen 123 und ggf. die Leirtelemente 124 in einem Einschubteil 125 untergebracht, das in Richtung eines Pfeils m nach unten aus dem Streckwerk 119 herausgezogen werden kann, wie dies auch für die übrigen Funktionsteile gilt. Daher sind hier alle Walzen der Paare I, II, III und IV an den ausFig. 13 und 14 ersichtlichen Einschubteilen od. dgl. montiert. Schließlich ist nur ein einziges, dem Einschubteil 125 und den Walzen 123 zugeordnetes Kegelrad 126 erforderlich, das gleichzeitig als Kupplung dient, während alle anderen Einschubteile über die Kupplungen 110 an den Antrieb angekoppelt sind. -
Fig. 16 zeigt schließlich ein Ausführungsbeispiel für ein Streckwerk 127, das im Bereich der Paare I und II mit vertikal angeordneten Walzen 128 und 129 versehen ist. Weiterhin weist das Streckwerk 127 analog zuFig. 15 im Bereich von Streckwerksorganen III und IV jeweils zwei Paare von Riemchen-Baugruppen 130 und Ausgangswalzen 131 auf, deren Achsen beim Betrieb ebenfalls vertikal angeordnet sind. Zwischen den Streckwerkspaaren II und III ist jedoch ein zusätzliches Paar V von Streckwerksorganen vorgesehen, die aus horizontal angeordneten Walzen 132 bestehen. Dabei sind einerseits die Verhältnisse so gewählt, daß die Walzen 129 und 132 eine Faltungszone im Sinne der Faltungszone 43 nachFig. 5 bilden, indem z. B. die Ausgangsbreite des Faserbands in der Klemmlinie der Walzen 129 auf 16 mm und der Abstand der Klemmlinien zwischen den Walzen 129 und 132 auf etwa 30 mm eingestellt wird, so daß sich eine W-förmige Faltung ergibt und das die Walzen 132 verlassende Faserband nur noch eine Breite von ca. 4 mm hat. Andererseits wird der Abstand zwischen den Klemmlinien der Walzen 132 und der Walzen 133 der Riemchen-Baugruppe 130 mit z.B. ebenfalls 30 mm im Vergleich zu dem nur noch ca. 4 mm breiten Faserband so groß eingestellt, daß sich hier keine erneute Faltung ergibt. Denkbar wäre auch, zwischen den Walzen 132 und 133 den Leitblechen 124 nachFig. 15 entsprechende Leitbleche anzuordnen. Im übrigen kann das Streckwerk 127 einfach dadurch realisiert werden, daß zwischen den Walzen des zweiten und dritten Paars eines herkömmlichen 4-Walzen-Streckwerks zusätzlich die Walzen 132 eingebaut werden. - Das Ausführungsbeispiel nach
Fig. 16 hat im übrigen wie das Ausführungsbeispiel nachFig. 15 den Vorteil, daß nur ein Antriebs-Kegelrad 134 benötigt wird, um die Walzen 132 anzutreiben, da die Achsen alle anderen Walzen 128, 129, 131 und 133 beim Betrieb vertikal angeordnet und über die Kupplungen 110 angeschlossen werden können. Daher reicht es in der Regel aus, nur die Walzen 132 in einem zusätzlichen Einschubteil 135 zu lagern, das in Richtung eines Pfeils n nach unten aus dem Streckwerk 127 herausgezogen werden kann, während die übrigen Walzenpaare analog zuFig. 13 bis 15 an den dort beschriebenen Einschubteilen gelagert werden können. Abgesehen davon ist klar, daß auch die Ausführungsbeispiele nachFig. 14 bis 16 mit einem Düsenstock 107 versehen werden könnten. - Der Antrieb der beschriebenen Streckwerke kann auf eine bei Streckwerken übliche Weise vorgenommen werden. Bei ihrer Anwendung auf Rundstrickmaschen (vgl.
Fig. 3 und8 ) ist es jedoch zweckmäßig, möglichst viele Streckwerksorgane beim Betrieb so anzuordnen, daß einerseits ihre Achsen vertikal stehen und andererseits, wie insbesondereFig. 8 zeigt, die Wellen dieser Walzen nach oben über die Streckwerksgehäuse hinausragen und dort mit Zahnriemenscheiben od. dgl. versehen sind (z.B. 94, 95 inFig. 9 ). Es ist dann möglich, alle zu denselben Streckwerkspaaren (I, II usw.) gehörenden Zahnriemenscheiben durch je einen die Mittelachse 87 des Nadelzylinders 2 koaxial umgebenden Zahnriemen 137, 138 bzw. 139 od. dgl. anzutreiben. Das ist schematisch inFig. 17 gezeigt, in der drei kreisförmig angeordnete Gruppen von Zahnriemenscheiben 140, 141 und 142 vorgesehen sind, wobei z. B. entsprechendFig. 14 ,15 und 16 die Zahnriemenscheiben 140 jeweils auf den Wellen der treibenden Eingangswalzen (z. B. 112, 120, 128), die Zahnriemenscheiben 141 auf den Wellen der treibenden Riemchen-Antriebswalzen (z. B. 115a, 121, 133) und die Zahnriemenscheiben 142 auf den Wellen der treibenden Ausgangswalzen (z. B. 116, 122, 131) befestigt sind. Jedem Zahnriemen 137, 138 und 139 braucht unabhängig von der Zahl der vorhandenen Strickstellen nur je ein schematisch angedeuteter Antriebsmotor 143, 144 und 145 und bei Bedarf noch je eine Spannrolle zugeordnet werden. - Die horizontalen Streckwerksorgane können überwiegend mit denselben Antriebsmotoren angetrieben werden. Hierzu sind in
Fig. 14 z. B. auf den Wellen der Walzen 115a zusätzliche Stirnzahnräder 146 befestigt, die mit weiteren Stirnzahnrädern 147 kämmen, die auf den Wellen der Kegelräder 118 befestigt sind. Eine entsprechende Anordnung ist inFig. 15 gezeigt. Dagegen zeigtFig. 16 , daß mit dem Stirnzahnrad 146 auch zwei weitere Stirnzahnräder 147 und 148 kämmen können, wobei das Stirnzahnrad 147 zum Antrieb der horizontalen Walzen 132 mit Hilfe eines dem Kegelrad 126 (Fig. 15 ) entsprechenden Kegelrads 134 und das Stirnzahnrad 148 zum direkten Antrieb der vertikalen Walzen 129 dient. Beim Ausführungsbeispiel nachFig. 13 sind nur zwei Zahnriemen und Antriebsmotoren erforderlich, da die Walzen 103 und 106 hier z. B. durch Stirnzahnräder 150, 151 mit einer Antriebswelle der Walzen 106 gekoppelt werden können. - Abgesehen davon zeigen die
Fig. 13 bis 16 , daß in allen Fällen entweder als Einschubteile 108, 109, 114, 115b, 116a, 125 und 135 oder als Druckarme ausgebildete Bauelemente vorgesehen werden können, um analog zuFig. 1 ,3 und8 alle wesentlichen Funktionsteile vom Arbeitsraum 4 aus zugänglich zu machen. Es ist jedoch zweckmäßig, die Einschubteile insbesondere dort zu verwenden, wo entsprechendFig. 10 in der Nähe der Strickstellen besonders kleine Abstände a von z. B. wenigen Millimetern zwischen den Streckwerken erwünscht sind, da in einem solchen Fall zur Seite schwenk- oder verschiebbare Teile eine enge Anordnung der Streckwerke behindern würden. - Eine für die Zwecke der Erfindung besonders bevorzugte Ausbildung eines Einschubteils 153 ist in
Fig. 18 dargestellt. Es enthält ein in der Ansicht H-förmiges Gehäuse 154, das an den Oberseiten von langen Schenkeln 154a mit Schraublöchern, Gewindebohrungen 155 od. dgl. versehen ist. In einem kurzen Quersteg 154b des H-förmigen Gehäuses 154 sind zwei parallel zu den Schenkeln 154a erstreckte Wellen drehbar gelagert. Auf diesen Wellen ist beidseits des Querstegs 154b z. B. je eine zum Antrieb eines Riemchens 156a, 156b bestimmte Walze 157a, 157b bzw. 158a, 158b befestigt, und die Riemchen 156a, 156b (das zweite Riemchenpaar ist inFig. 18 nicht sichtbar) sind wie üblich von diesen Walzen und zwei mit Abstand von diesen angeordneten Umlenkelementen 159 geführt, wie inFig. 18 für das Riemchenpaar 156a, 156b klar erkennbar ist. -
Fig. 18 zeigt weiter, daß z. B. die Walze 157a oder deren Welle länger als die benachbarte Walze 157b oder deren Welle ausgebildet ist und z. B. die Oberseite der Schenkel 154a, 154b mit einem z. B. vier- oder sechskantigen Kupplungsstift 160 überragt. Dieser Kupplungsstift 160 durchragt ferner z. B. eine Deckplatte 161 (Fig. 13 ) am oberen Ende des Streckwerksgehäuses. Außerdem ist am unteren Ende einer dieser Riemchen-Baugruppe zugeordneten Antriebswelle 162, die beispielsweise in der anhand inFig. 17 beschriebenen Weise angetrieben wird, eine ebenfalls vier- oder sechskantige, zur drehfesten Aufnahme des Kupplungsstifts 160 bestimmte und zu diesem hin offene Kupplungshülse 163 befestigt. Wird daher z. B. ein entsprechendFig. 18 ausgebildetes Einschubteil 153 aus dem Streckwerksgehäuse nach unten in Richtung des Pfeils u herausgezogen, dann werden die Teile 160 und 161, die die inFig. 13 bis 15 schematisch angedeuteten Kupplungen 110 darstellen, automatisch voneinander getrennt. Andererseits ist die Anordnung so getroffen, daß beim Einfahren des Einschubteils 153 in das Streckwerksgehäuse automatisch der Kupplungsstift 160 in die Kupplungshülse 163 eintritt und dadurch die Riemchen- Baugruppe mit dem zugehörigen Antrieb verbindet. Nach dem Anlegen des Gehäuses 154 an die Deckplatte 161 erfolgt ihre Befestigung mit in die Bohrung 155 eingedrehten Befestigungsschrauben. - Die anderen beschriebenen Einschubteile mit vertikal angeordneten Funktionsteilen können entsprechend ausgebildet sein, wobei die Riemchen je nach Fall fehlen. In analoger Weise können auch solche Einschubteile vorgesehen sein, die mit horizontalen Funktionsteilen versehen sind (z. B. 123 in
Fig. 15 ). In diesem Fall treten an die Stelle des Kupplungsstifts 160 und der Kupplungshülse 163 die anhand derFig. 9 ,9a beschriebenen Kegelräder 98 bzw. die anhand derFig. 14 und15 gezeigten Kegelräder 118 oder 126. - Schließlich zeigt
Fig. 18 , daß das Einschubteil 153 entsprechend der weiter oben beschriebenen Tandem-Bauweise oberhalb und unterhalb des Querstegs 154b je eine Doppel-Riemchen-Baugruppe aufweist. Dabei sind die Wellen bzw. Antriebswalzen dieser Baugruppen jeweils nur einseitg, d. h. auf der Seite des Querstegs 154b und damit fliegend gelagert, damit die von ihnen geführten Riemchen nach der Herausnahme des Einschubteils 153 aus dem Streckwerk nach oben bzw. nach unten abgezogen und ausgewechselt werden können. Bei Anwendung der Tandem-Bauweise ist es daher zweckmäßig, die Einschubteile so auszubilden, daß sie völlig aus den Streckwerken herausgenommen werden können, während es bei Einschubteilen, die nur ein Riemchenpaar ausweisen (inFig. 18 z. B. das untere), ausreichend wäre, wenn das Einschubteil soweit nach unten gezogen werden könnte, daß die auszuwechselnden Riemchen leicht zugänglich sind. Abgesehen davon können die Einschubteile 153 mit federnden Elementen od. dgl. versehen sein, die die getriebenen Riemchen 156b beim Betrieb gegen die treibenden Riemchen 156 drücken. - Die Erfindung ist nicht auf die beschriebenen Ausführungsbeispiele beschränkt, die auf vielfache Weise abgewandelt werden können. Das gilt insbesondere für die Ausdrücke "vertikal" und "horizontal", da auch Lagen der verschiedenen Funktionsteile mit beim Betrieb davon abweichenden Achsen möglich sind. Beispielsweise könnten die Achsen der Streckwalzen 18 in
Fig. 1 auch unter Winkeln zwischen 0° und 90° zur Mittelachse des Nadelzylinders 2 angeordnet sein. Dasselbe gilt für die relative Anordnung der Klemmlinien der die Faltung bewirkenden Walzen (z. B. 29 und 31), die auch von 90° abweichende, z. B. 45° bis 90° betragende Winkel relativ zueinander einnehmen können. Weiter ist klar, daß die beschriebenen Schwenkarme und Einschubteile nur Beispiele darstellen, von denen in vielfacher Weise abgewichen werden kann, und dass insbesondere die Einschubteile mit nicht näher dargestellten Mitteln versehen sein können, um beim Betrieb die getriebenen Walzen und Riemchen federnd oder pneumatisch gegen die treibenden Walzen und Riemchen zu drücken. Insbesondere für weiter von der Mittelachse der Rundstrickmaschine entfernte Funktionsteile könnten weiterhin auch seitlich ausziehbare Einschubteile vorgesehen sein. Weiter ist klar, daß die zu wartenden und gegebenenfalls öfters auszuwechselnden Funktionsteile bevorzugt so an oder in den schwenkbaren Armen, Einschubteilen usw. montiert werden, daß sie im geöffneten Zustand derselben leicht ausgewechselt werden können. Dazu empfiehlt es sich vor allem, wieFig. 3 ,6 und18 erkennen lassen, die Walzen und Umlenkelemente (z. B. 31, 32 inFig. 6 ) grundsätzlich nur an einem Ende (fliegend) zu lagern, und ihre freien Enden unten oder seitlich anzuordnen, damit zumindest die Riemchen nach dem Verschwenken oder Herausziehen der ansich beliebig ausgebildeten Druckarme, Einschubteile usw. zu den freien Enden der antreibenden Walzen hin abgezogen werden können (vgl. auchFig. 18 ). In diesem Zusammenhang ist es insbesondere bei Tandem-Lösungen (Fig. 18 ) auch vorteilhaft, die Einschubteile so auszubilden, daß sie vollständig aus den Streckwerken herausgezogen werden können, damit beide vorhandenen Doppel-Riemchenpaare leicht ausgetauscht werden können. Weiterhin ist es zweckmäßig, insbesondere z. B. in den Vorverzugszonen, zwischen aufeinander folgenden Klemmlinien jeweils einander zugewandte Füllstücke anzuordnen, die Leitkanäle für die Fasermaterialien bilden, wie z. B. inFig. 6 ,13 und 14 schematisch angedeutet ist. Außerdem kann die Zahl der pro Streckwerk verwendeten Paare von Streckwerksorganen in Abhängigkeit vom Einzelfall unterschiedlich sein, d. h. es können 3-, 4-, 5-Walzen-Streckwerke usw. vorgesehen werden. Weiter ist die Montage der Streckwerke an einer maschenbildenden Maschine inFig. 1 ,3 und8 nur beispielhaft dargestellt. Tatsächlich wäre es auch möglich, die Streckwerke anders, insbesondere an einem separaten, dicht an die Maschine heranfahrbaren oder diese umgebenden Gestell zu montieren, beispielsweise um eine schon vorhandene Maschine nachträglich mit den beschriebenen Streckwerken auszurüsten. Vorteilhaft kann es ferner sein, die Riemchen, z. B. die der Riemchen-Baugruppen 30a, 30b inFig. 5 , in Transportrichtung 26 länger als üblich auszubilden und ihnen eine in der Transportrichtung 26 axial verschiebbare Klemmvorrichtung zuzuordnen, die in der Hauptverzugszone eine zusätzliche Klemmzone in dem von den Riemchen gebildeten Spalt herstellt, wie schematisch mit einem Pfeil inFig. 5 angedeutet ist. Dadurch läßt sich das übliche Klemmmaß an die Länge der verwendeten Fasern anpassen und die Gleichmäßigkeit der austretenden Fasermaterialien verbessern. Schließlich versteht sich, daß die verschiedenen Merkmale in anderen als den beschrieben und dargestellten Kombinationen angewendet werden können.
Claims (17)
- Maschine zur Herstellung einer Maschenware unter zumindest teilweiser Anwendung von Fasermaterial (10, 27), enthaltend eine Mehrzahl von Maschenbildungsstellen (6) und zumindest ausgewählten Maschenbildungsstellen (6) zugeordnete, Funktionsteile (18, 28-30, 35, 59, 60b, 80-83, 103-105, 107, 112, 113, 115, 116, 120 - 123, 128-133, 156-159) aufweisende Streckwerke (8, 8b, 25, 65, 74, 102, 111, 119, 127) zur Herstellung von aus dem Fasermaterial (10, 27) gebildeten Fäden (11), dadurch gekennzeichnet, daß zumindest ausgewählte Funktionsteile (18, 28-30, 35, 59, 60b, 80-83, 103-105, 107, 112, 113, 115, 116, 120-123, 128-133, 156-159) an zur Seite oder nach unten herausschwenkbar oder herausziehbar an den Streckwerken (8, 8b, 25, 65, 74, 102, 111, 119, 127) gelagerten Bauelementen (19, 44, 50, 52, 89, 91, 108, 109, 114, 125, 135, 153) montiert sind.
- Maschine nach Anspruch 1, dadurch gekennzeichnet, daß die Streckwerke (8, 8b, 25, 65, 74, 102, 111, 119, 127) oberhalb der Maschenbildungsstellen (6), jedoch im Griffbereich einer an der Maschine arbeitenden Bedienungsperson (5) angeordnet sind.
- Maschine nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß sie als eine mit einem Nadelzylinder (2) und Stricknadeln (3) versehene Rundstrickmaschine (1) ausgebildet ist und die Streckwerke (8, 8b, 25, 65, 74) oberhalb des Nadelzylinders (2), jedoch im Griffbereich der Bedienungsperson (5) angeordnet sind.
- Maschine nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß die Funktionsteile (18, 28 - 30, 35, 59, 60b, 80 - 83, 103-105, 107, 112, 113, 115, 116, 120-123, 128-133, 156-159) aus Streckwerksorganen und die Bauelemente (19, 44, 50, 52, 89, 91) aus nach unten oder zur Seite schwenkbaren Armen bestehen.
- Maschine nach Anspruch 3 oder 4, dadurch gekennzeichnet, daß die Streckwerke (8) senkrecht oder schräg zu einer Mittelachse (87) der Rundstrickmaschine (1) angeordnet sind.
- Maschine nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß eine Vielzahl von Streckwerken (8b, 74) sternförmig und bezüglich der Mittelachse (87) radial am Umfang des Nadelzylinders (2) verteilt angeordnet ist.
- Maschine nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß mehrere gleichartige Streckwerke (8) barrenförmig und horizontal hintereinander angeordnet sind.
- Maschine nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, daß die Streckwerke (8b) Streckvverksorgane (18, 18a) mit vertikal oder schräg zur Vertikalen erstreckten Achsen enthalten und zumindest einige dieser Streckwerksorgane (18a) an einem seitlich wegschwenkbaren, als Druckarm (19) ausgebildeten Bauelement gelagert sind.
- Maschine nach Anspruch 8, dadurch gekennzeichnet, daß die Streckwerke (8b) segmentförmig angeordnet sind und wenigstens je zwei gleichartige Streckwerksabschnitte mit paarweise koaxial übereinandergeordneten Streckwerksorganen (18, 18a) aufweisen, wobei die getriebenen Streckwerksorgane (18a) an einem gemeinsamen Druckarm (19) gelagert sind.
- Maschine nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß die Streckwerke (8) barrenförmig angeordnet sind und wenigstens je zwei, horizontal erstreckte Achsen aufweisende Streckwerksorgane (18) enthalten, wobei zumindest einige der Streckwerksorgane (18a) an einem nach unten wegschwenkbaren, als Druckarm (19) ausgebildeten Bauelement gelagert sind.
- Maschine nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass die Streckwerke als Faltungsstreckwerke (25, 65, 74, 111, 119, 127) ausgebildet sind, die wenigstens vier Paare (I bis V) von Streckwerksorganen (28, 29, 30, 35; 28, 29, 69, 35; 80 - 83, 103-105, 107, 112, 113, 115, 116, 120-123, 128-133, 156-159) aufweisen, wobei - in einer Transportrichtung (26) für das Fasermaterial (27) betrachtet - ein erstes Paar (I) und ein zweites Paar (II) eine Vorverzugszone (41, 67), das zweite Paar (II) und ein drittes Paar (III, V) eine Faltungszone (43, 68) und das dritte Paar (III, V) und ein viertes Paar (IV) eine Hauptverzugszone (62, 66) bilden.
- Maschine nach Anspruch 11, dadurch gekennzeichnet, dass zumindest die Streckwerksorgane (30, 69, 83, 115, 130) des dritten Paars (III) je eine Walze (31, 71, 84, 115a, 121, 133), ein Umlenkelement (32, 72) und ein Riemchen (34, 70, 85) enthalten.
- Maschine nach Anspruch 12, dadurch gekennzeichnet, dass zumindest die getriebenen die Streckwerksorgane (30, 69, 83, 115, 130) des dritten Paars (III) an einem Bauelement in Form eines nach unten oder zur Seite wegschwenkbaren Druckarms (19, 44, 91) gelagert sind.
- Maschine nach Anspruch 13, dadurch gekennzeichnet, dass die getriebenen Streckwerksorgane (30b, 69b) des dritten Paars (III) an einem ersten Arm (52) und ein getriebenes Streckwerksorgan (35b) des vierten Paars (IV) an demselben oder einem davon getrennten zweiten Arm (50) gelagert ist.
- Maschine nach Anspruch 12, dadurch gekennzeichnet, dass zumindest die Streckwerksorgane (83a, 83b, 105, 115, 130) des dritten Paars (III) an einem nach unten oder zur Seite aus dem Streckwerk (74, 102, 111, 119, 127) herausziehbaren, als Einschubteil (89, 108) ausgebildeten Bauelement gelagert sind.
- Maschine nach Anspruch 15, dadurch gekennzeichnet, dass das vierte Paar (IV) treibende und getriebene Streckwerksorgane (82a, 82b) aufweist und das getriebene Streckwerksorgan (82b) an dem Einschubteil (89) gelagert ist.
- Maschine nach einem der Ansprüche 15 bis 16, dadurch gekennzeichnet, daß die Einschubteile (89, 108, 114, 135), zumindest sofern sie treibende Funktionsteile (84, 104, 106, 112, 113, 115a, 116, 120, 121, 122, 123, 132) aufweisen, mittels Kupplungen mit dem Streckwerk (74, 102, 111, 119, 127) zugeordneten Antriebsteilen (140, 141, 142) gekoppelt sind.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006006502.6A DE102006006502B4 (de) | 2006-02-13 | 2006-02-13 | Spinnstrickmaschine |
| PCT/DE2007/000286 WO2007093165A2 (de) | 2006-02-13 | 2007-02-13 | Maschine zur herstellung einer maschenware aus fasermaterial, insbesondere rundstrickmaschine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1984549A2 EP1984549A2 (de) | 2008-10-29 |
| EP1984549B1 true EP1984549B1 (de) | 2012-06-27 |
Family
ID=38115469
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07711190A Not-in-force EP1984549B1 (de) | 2006-02-13 | 2007-02-13 | Maschine zur herstellung einer maschenware aus fasermaterial, insbesondere rundstrickmaschine |
| EP07711191A Active EP1984550B1 (de) | 2006-02-13 | 2007-02-13 | Rundstrickmaschine zur herstellung einer maschenware aus fasermaterial |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07711191A Active EP1984550B1 (de) | 2006-02-13 | 2007-02-13 | Rundstrickmaschine zur herstellung einer maschenware aus fasermaterial |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US7926306B2 (de) |
| EP (2) | EP1984549B1 (de) |
| CN (1) | CN101400837B (de) |
| DE (1) | DE102006006502B4 (de) |
| ES (1) | ES2412329T3 (de) |
| HK (1) | HK1130300A1 (de) |
| PL (1) | PL1984550T3 (de) |
| WO (3) | WO2007093165A2 (de) |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006037714A1 (de) * | 2006-08-07 | 2008-02-14 | Wilhelm Stahlecker Gmbh | Vorrichtung zum Herstellen einer Maschenware |
| BRPI0719646B1 (pt) * | 2006-12-03 | 2017-02-21 | König Reinhard | máquina de tricotar circular |
| WO2008086791A1 (de) * | 2007-01-17 | 2008-07-24 | Koenig Reinhard | Maschine zur herstellung von maschenware und verfahren zu deren inbetriebnahme |
| DE102007004441A1 (de) | 2007-01-25 | 2008-07-31 | Sipra Patententwicklungs- Und Beteiligungsgesellschaft Mbh | Maschine zur Herstellung einer Maschenware aus Fasermaterial, insbesondere Strickmaschine |
| DE102007027467A1 (de) | 2007-06-14 | 2008-12-18 | König, Reinhard, Dr. Ing. | Maschine zum Spinnen und Stricken sowie ein Verfahren |
| DE102007039870A1 (de) * | 2007-08-21 | 2009-02-26 | Sipra Patententwicklungs- Und Beteiligungsgesellschaft Mbh | Vorrichtung zum Transport von Fasermaterial zwischen einem Streckwerk und einer maschenbildenden Maschine und damit ausgerüstete Rundstrickmaschine |
| DE102007041171A1 (de) | 2007-08-28 | 2009-03-05 | Sipra Patententwicklungs- Und Beteiligungsgesellschaft Mbh | Verfahren und Strickmaschine zur Herstellung einer Maschenware aus im wesentlichen unverdrehtem Fasermaterial |
| CN101790603B (zh) * | 2007-08-31 | 2011-12-28 | 罗托卡夫特公司 | 用于针织机的牵伸单元 |
| TWI471469B (zh) * | 2007-10-02 | 2015-02-01 | Rotorcraft Ag | 用於製造針織布的方法和裝置 |
| DE102007051655B4 (de) | 2007-10-26 | 2019-10-17 | Wilhelm Stahlecker Gmbh | Verfahren zur Herstellung einer Maschenware und Vorrichtung zum Spinnstricken mit einem Streckwerk |
| DE102007052549A1 (de) * | 2007-10-30 | 2009-05-20 | Sipra Patententwicklungs- Und Beteiligungsgesellschaft Mbh | Maschine zur Herstellung von Maschenware unter zumindest teilweiser Anwendung von Fasermaterial |
| DE102007052548A1 (de) | 2007-10-30 | 2009-05-14 | Sipra Patententwicklungs- Und Beteiligungsgesellschaft Mbh | Vorrichtung zur Zuführung von Fasermaterial zu einerFaser verarbeitenden Maschine |
| CN101849055B (zh) * | 2007-11-06 | 2012-05-09 | 罗托卡夫特公司 | 针织机和用于由粗纱生产针织品的方法 |
| DE102008008210B4 (de) | 2007-12-06 | 2013-07-18 | Sipra Patententwicklungs- Und Beteiligungsgesellschaft Mbh | Verfahren und Rundstrickmaschine zur Herstellung einer Maschenware aus einem ungedrehten Fasermaterial |
| DE102008008211B4 (de) | 2007-12-06 | 2012-01-26 | Sipra Patententwicklungs- Und Beteiligungsgesellschaft Mbh | Verfahren und Strickmaschine zur Herstellung einer Maschenware aus einem ungedrehten Fasermaterial |
| DE202008001797U1 (de) | 2007-12-20 | 2009-06-10 | Sipra Patententwicklungs- Und Beteiligungsgesellschaft Mbh | Maschine zur Herstellung von Maschenware unter zumindest teilweiser Anwendung von Fasermaterial |
| DE102011053396B3 (de) | 2011-09-08 | 2012-08-23 | Terrot Gmbh | Vorrichtung und Verfahren zur Herstellung von Maschenware |
| IN2014CN02121A (de) * | 2011-09-21 | 2015-05-29 | Reinhard König | |
| JP6228983B2 (ja) * | 2012-09-24 | 2017-11-08 | ケーニッヒ,ラインハルト | ダブルフォールディングドラフティングユニット |
| US9222200B2 (en) * | 2012-12-19 | 2015-12-29 | Industrial Technology Research Institute | Spinning device |
| DE102013102827A1 (de) * | 2013-03-20 | 2014-09-25 | Sipra Patententwicklungs- Und Beteiligungsgesellschaft Mbh | Streckwerk für eine Strickmaschine |
| DE102013103738A1 (de) * | 2013-04-15 | 2014-10-16 | Sipra Patententwicklungs- Und Beteiligungsgesellschaft Mbh | Streckwerk für eine Strickmaschine |
| DE102014215857A1 (de) * | 2014-08-11 | 2016-02-11 | Init Innovative Informatikanwendungen In Transport-, Verkehrs- Und Leitsystemen Gmbh | Verfahren zum Leiten der Fahrgäste öffentlicher Verkehrsmittel |
| JP6164190B2 (ja) * | 2014-10-10 | 2017-07-19 | 株式会社豊田自動織機 | 紡機における特殊糸製造装置 |
| DE102015119040A1 (de) | 2015-11-05 | 2017-05-11 | Terrot Gmbh | Vorrichtung und Verfahren zur Herstellung von Maschenware |
| DE102018004982A1 (de) | 2018-06-19 | 2019-12-19 | Gebrüder Otto Baumwollfeinzwirnerei GmbH & Co. KG | Verwendung eines textilen Flächenmaterials mit Garnen mit niedrigem Drehungsbeiwert zur Herstellung von thermisch und/oder elektrisch isolierener Bekleidung |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3299672A (en) * | 1963-12-20 | 1967-01-24 | Arnold W Schmidt | Method and apparatus for producing knit pile fabric |
| US3226952A (en) * | 1964-08-27 | 1966-01-04 | Wildman Jacquard Co | Method of knitting pile fabric |
| GB1285054A (en) * | 1969-04-18 | 1972-08-09 | Iws Nominee Co Ltd | Improvements in the manufacture of pile fabrics |
| US3877254A (en) * | 1973-07-30 | 1975-04-15 | Stevens & Co Inc J P | Method and apparatus for knitting fabric from untwisted staple fibers |
| GB1452501A (en) | 1973-11-02 | 1976-10-13 | York H Young B | Knitting machines |
| US4006609A (en) * | 1974-04-29 | 1977-02-08 | Bunker Ramo Corporation | Manufacturing of patterned deep pile circular knitted fabric |
| GB1538924A (en) * | 1976-01-17 | 1979-01-24 | Lawson Hemphill | Machine for knitting cord-like products |
| US4245487A (en) * | 1979-06-06 | 1981-01-20 | Schaab Rudolph S | Method and apparatus for knitting sliver loop knit fabric |
| DE3247957A1 (de) * | 1982-12-24 | 1984-06-28 | Sulzer Morat Gmbh, 7024 Filderstadt | Rundstrickmaschine zur herstellung von strickwaren mit eingekaemmten fasern |
| US5134863A (en) * | 1991-05-10 | 1992-08-04 | Mayer Industries, Inc. | Circular sliver knitting machine having increased carding capacity |
| US5431029A (en) * | 1994-03-17 | 1995-07-11 | Mayer Industries, Inc. | Method and apparatus for forming reverse loop sliver knit fabric |
| US5685176A (en) * | 1995-10-06 | 1997-11-11 | Mayer Industries, Inc. | Circular sliver knitting machine |
| CN2293575Y (zh) * | 1997-04-29 | 1998-10-07 | 南通达利金属制品有限公司 | 长毛绒纬编机 |
| DE19851403B4 (de) * | 1998-11-07 | 2009-11-12 | Sipra Patententwicklungs- Und Beteiligungsgesellschaft Mbh | Rundstrickmaschine zur Herstellung von Strickwaren mit eingekämmten Fasern |
| DE19925171A1 (de) * | 1999-06-01 | 2000-12-07 | Terrot Strickmaschinen Gmbh | Rundstrickmaschine |
| DE10251727A1 (de) * | 2002-11-05 | 2004-05-13 | Deutsches Institut für Textil- und Faserforschung Stuttgart - Stiftung des öffentlichen Rechts | Verfahren und Vorrichtung zur Herstellung von Flyerlunte |
| KR101223343B1 (ko) | 2003-03-06 | 2013-01-16 | 레인하르드 쾨니그 | 편직물과 상기 편직물을 생산하는 방법 및 장치 |
| CN2625408Y (zh) * | 2003-05-23 | 2004-07-14 | 常熟市杨园杰达针织机械有限公司 | 针织圆盘机 |
| DE102006006504B4 (de) | 2006-02-13 | 2020-06-18 | Reinhard König | Streckverfahren und Streckwerk zur Verfeinerung von Fasermaterial |
-
2006
- 2006-02-13 DE DE102006006502.6A patent/DE102006006502B4/de not_active Expired - Fee Related
-
2007
- 2007-02-13 CN CN2007800087111A patent/CN101400837B/zh not_active Expired - Fee Related
- 2007-02-13 EP EP07711190A patent/EP1984549B1/de not_active Not-in-force
- 2007-02-13 PL PL07711191T patent/PL1984550T3/pl unknown
- 2007-02-13 EP EP07711191A patent/EP1984550B1/de active Active
- 2007-02-13 ES ES07711191T patent/ES2412329T3/es active Active
- 2007-02-13 US US12/278,178 patent/US7926306B2/en not_active Expired - Fee Related
- 2007-02-13 WO PCT/DE2007/000286 patent/WO2007093165A2/de active Application Filing
- 2007-02-13 WO PCT/DE2007/000288 patent/WO2007093167A1/de active Application Filing
- 2007-02-13 WO PCT/DE2007/000287 patent/WO2007093166A2/de active Application Filing
-
2009
- 2009-09-10 HK HK09108312.5A patent/HK1130300A1/xx not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| ES2412329T3 (es) | 2013-07-11 |
| WO2007093166A3 (de) | 2007-11-01 |
| DE102006006502B4 (de) | 2018-03-08 |
| HK1130300A1 (en) | 2009-12-24 |
| US20090064719A1 (en) | 2009-03-12 |
| EP1984549A2 (de) | 2008-10-29 |
| EP1984550B1 (de) | 2013-03-27 |
| PL1984550T3 (pl) | 2013-08-30 |
| DE102006006502A1 (de) | 2007-08-16 |
| US7926306B2 (en) | 2011-04-19 |
| WO2007093167A1 (de) | 2007-08-23 |
| CN101400837A (zh) | 2009-04-01 |
| WO2007093166A2 (de) | 2007-08-23 |
| EP1984550A2 (de) | 2008-10-29 |
| WO2007093165A2 (de) | 2007-08-23 |
| WO2007093165A3 (de) | 2007-11-01 |
| CN101400837B (zh) | 2011-03-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1984549B1 (de) | Maschine zur herstellung einer maschenware aus fasermaterial, insbesondere rundstrickmaschine | |
| EP2155943B1 (de) | Rundstrickmaschine zur herstellung von strickwaren unter zumindest teilweiser anwendung von fasermaterialien | |
| CH665657A5 (de) | Offenend-rotorspinnmaschine mit einer vielzahl von nebeneinander angeordneten spinnstellen. | |
| EP2217750B1 (de) | Verfahren und strickmaschine zur herstellung einer maschenware aus im wesentlichen unverdrehtem fasermaterial | |
| WO2008017340A1 (de) | Vorrichtung zum herstellen einer maschenware | |
| DE10236450A1 (de) | Spinnmaschine mit einem Mehrstufen-Verdichtungs-Streckwerk | |
| EP2115192B1 (de) | Strickmaschine zur herstellung einer maschenware aus verstrecktem fasermaterial | |
| EP2758576B1 (de) | Faltungsstreckwerk für eine spinnstrickvorrichtung | |
| EP2784195B1 (de) | Antriebsanordnung einer Spinnereivorbereitungsmaschine | |
| EP2898127B1 (de) | Doppelfaltungsstreckwerk | |
| DE102006006504B4 (de) | Streckverfahren und Streckwerk zur Verfeinerung von Fasermaterial | |
| EP1277859B1 (de) | Faserband-Auflöseeinrichtung für eine Offenend-Spinnvorrichtung | |
| DE102013108096A1 (de) | Spinnmaschine und Falschdralleinrichtung | |
| DE2347815A1 (de) | Vorrichtung zum herstellen eines kurzstapeligen faserbandes aus chemiefasern | |
| WO2020048903A1 (de) | Effektgarnherstellung mit einer offenend-rotorspinneinrichtung | |
| DE102013108094A1 (de) | Spinnmaschine und Falschdralleinrichtung | |
| DE4032117A1 (de) | Spinnmaschine zum pneumatischen falschdrallspinnen | |
| EP3027792B1 (de) | Spinnmaschine mit falschdralleinrichtung | |
| DE858815C (de) | Feinspinnmaschine fuer Bastfasern oder lange Blattfasern, insbesondere Jute | |
| DE319323C (de) | Fluegelspinnmaschine, insbesondere zur Herstellung von Bindegarn | |
| DE2347443C3 (de) | Rundstrickmaschine mit Aufwickelvorrichtung | |
| EP4411040A1 (de) | Verfahren zum betreiben einer spinnereivorbereitungsmaschine sowie spinnereivorbereitungsmaschine | |
| CH663803A5 (de) | Friktionsspinnvorrichtung. | |
| WO2008113331A2 (de) | Streckwerk mit wenigstens einem riemchen zur verfeinerung von fasermaterial und damit ausgerüstete maschenbildende maschine | |
| WO2008110137A1 (de) | Vorrichtung mit streckwerk zur verarbeitung von fasermaterial |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20080904 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: KOENIG, REINHARD Inventor name: KOENIG, GEORG |
|
| 19U | Interruption of proceedings before grant |
Effective date: 20100226 |
|
| 19W | Proceedings resumed before grant after interruption of proceedings |
Effective date: 20100701 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: KOENIG, REINHARD Inventor name: KOENIG, GEORG |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 564308 Country of ref document: AT Kind code of ref document: T Effective date: 20120715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502007010110 Country of ref document: DE Effective date: 20120823 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20120627 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D Effective date: 20120627 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120928 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121027 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121029 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20130328 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502007010110 Country of ref document: DE Effective date: 20130328 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120927 |
|
| BERE | Be: lapsed |
Owner name: KONIG, REINHARD Effective date: 20130228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20130213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121008 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20131031 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130213 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130213 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 564308 Country of ref document: AT Kind code of ref document: T Effective date: 20130213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20070213 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130213 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20180202 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20180212 Year of fee payment: 12 Ref country code: IT Payment date: 20180221 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190213 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20200122 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502007010110 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190213 |