EP2092090B1 - Zr-/ti-haltige phosphatierlösung zur passivierung von metallverbundoberflächen - Google Patents
Zr-/ti-haltige phosphatierlösung zur passivierung von metallverbundoberflächen Download PDFInfo
- Publication number
- EP2092090B1 EP2092090B1 EP07820181A EP07820181A EP2092090B1 EP 2092090 B1 EP2092090 B1 EP 2092090B1 EP 07820181 A EP07820181 A EP 07820181A EP 07820181 A EP07820181 A EP 07820181A EP 2092090 B1 EP2092090 B1 EP 2092090B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- zirconium
- steel
- ions
- ppm
- aqueous composition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000002161 passivation Methods 0.000 title description 20
- 239000002905 metal composite material Substances 0.000 title 1
- 239000010936 titanium Substances 0.000 claims description 57
- 229910052782 aluminium Inorganic materials 0.000 claims description 54
- 238000000034 method Methods 0.000 claims description 54
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 claims description 53
- 229910052726 zirconium Inorganic materials 0.000 claims description 53
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 48
- 238000006243 chemical reaction Methods 0.000 claims description 46
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 claims description 44
- 239000000203 mixture Substances 0.000 claims description 43
- 229910000831 Steel Inorganic materials 0.000 claims description 36
- 239000010959 steel Substances 0.000 claims description 36
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 35
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 claims description 32
- 229910052719 titanium Inorganic materials 0.000 claims description 28
- 229910019142 PO4 Inorganic materials 0.000 claims description 25
- 239000010452 phosphate Substances 0.000 claims description 25
- -1 zinc(II) ions Chemical class 0.000 claims description 24
- 239000002253 acid Substances 0.000 claims description 17
- 239000002131 composite material Substances 0.000 claims description 16
- 230000002829 reductive effect Effects 0.000 claims description 11
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 11
- 150000001875 compounds Chemical class 0.000 claims description 9
- 239000007769 metal material Substances 0.000 claims description 7
- 238000010276 construction Methods 0.000 claims description 5
- 238000004519 manufacturing process Methods 0.000 claims description 5
- JPVYNHNXODAKFH-UHFFFAOYSA-N Cu2+ Chemical compound [Cu+2] JPVYNHNXODAKFH-UHFFFAOYSA-N 0.000 claims description 4
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 claims description 4
- VEQPNABPJHWNSG-UHFFFAOYSA-N Nickel(2+) Chemical compound [Ni+2] VEQPNABPJHWNSG-UHFFFAOYSA-N 0.000 claims description 3
- 150000001768 cations Chemical class 0.000 claims description 3
- XTEGARKTQYYJKE-UHFFFAOYSA-M chlorate Inorganic materials [O-]Cl(=O)=O XTEGARKTQYYJKE-UHFFFAOYSA-M 0.000 claims description 3
- 125000001153 fluoro group Chemical group F* 0.000 claims description 3
- IDCPFAYURAQKDZ-UHFFFAOYSA-N 1-nitroguanidine Chemical compound NC(=N)N[N+]([O-])=O IDCPFAYURAQKDZ-UHFFFAOYSA-N 0.000 claims description 2
- BTJIUGUIPKRLHP-UHFFFAOYSA-N 4-nitrophenol Chemical compound OC1=CC=C([N+]([O-])=O)C=C1 BTJIUGUIPKRLHP-UHFFFAOYSA-N 0.000 claims description 2
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 claims description 2
- AVXURJPOCDRRFD-UHFFFAOYSA-N Hydroxylamine Chemical compound ON AVXURJPOCDRRFD-UHFFFAOYSA-N 0.000 claims description 2
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 claims description 2
- JLVVSXFLKOJNIY-UHFFFAOYSA-N Magnesium ion Chemical compound [Mg+2] JLVVSXFLKOJNIY-UHFFFAOYSA-N 0.000 claims description 2
- WAEMQWOKJMHJLA-UHFFFAOYSA-N Manganese(2+) Chemical compound [Mn+2] WAEMQWOKJMHJLA-UHFFFAOYSA-N 0.000 claims description 2
- XLJKHNWPARRRJB-UHFFFAOYSA-N cobalt(2+) Chemical compound [Co+2] XLJKHNWPARRRJB-UHFFFAOYSA-N 0.000 claims description 2
- 238000003618 dip coating Methods 0.000 claims description 2
- 235000000346 sugar Nutrition 0.000 claims description 2
- 239000004411 aluminium Substances 0.000 claims 5
- BHPQYMZQTOCNFJ-UHFFFAOYSA-N Calcium cation Chemical compound [Ca+2] BHPQYMZQTOCNFJ-UHFFFAOYSA-N 0.000 claims 1
- LFTLOKWAGJYHHR-UHFFFAOYSA-N N-methylmorpholine N-oxide Chemical compound CN1(=O)CCOCC1 LFTLOKWAGJYHHR-UHFFFAOYSA-N 0.000 claims 1
- WUKWITHWXAAZEY-UHFFFAOYSA-L calcium difluoride Chemical compound [F-].[F-].[Ca+2] WUKWITHWXAAZEY-UHFFFAOYSA-L 0.000 claims 1
- 239000010436 fluorite Substances 0.000 claims 1
- FZFRVZDLZISPFJ-UHFFFAOYSA-N tungsten(6+) Chemical compound [W+6] FZFRVZDLZISPFJ-UHFFFAOYSA-N 0.000 claims 1
- 239000000243 solution Substances 0.000 description 31
- 230000008569 process Effects 0.000 description 30
- 229910001335 Galvanized steel Inorganic materials 0.000 description 20
- 239000008397 galvanized steel Substances 0.000 description 20
- 239000000306 component Substances 0.000 description 16
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 15
- 230000015572 biosynthetic process Effects 0.000 description 15
- 229910052751 metal Inorganic materials 0.000 description 15
- 239000002184 metal Substances 0.000 description 15
- 238000005554 pickling Methods 0.000 description 15
- 239000011701 zinc Substances 0.000 description 14
- 238000000576 coating method Methods 0.000 description 13
- 230000003287 optical effect Effects 0.000 description 13
- 229910052725 zinc Inorganic materials 0.000 description 13
- 239000011248 coating agent Substances 0.000 description 12
- 239000003973 paint Substances 0.000 description 10
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 9
- 229910045601 alloy Inorganic materials 0.000 description 8
- 239000000956 alloy Substances 0.000 description 8
- LRXTYHSAJDENHV-UHFFFAOYSA-H zinc phosphate Chemical compound [Zn+2].[Zn+2].[Zn+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O LRXTYHSAJDENHV-UHFFFAOYSA-H 0.000 description 8
- 229910000165 zinc phosphate Inorganic materials 0.000 description 8
- 239000013078 crystal Substances 0.000 description 7
- 239000000758 substrate Substances 0.000 description 7
- 239000011521 glass Substances 0.000 description 6
- 230000007797 corrosion Effects 0.000 description 5
- 238000005260 corrosion Methods 0.000 description 5
- 238000000151 deposition Methods 0.000 description 5
- 230000008021 deposition Effects 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 150000003609 titanium compounds Chemical class 0.000 description 4
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 3
- PTFCDOFLOPIGGS-UHFFFAOYSA-N Zinc dication Chemical compound [Zn+2] PTFCDOFLOPIGGS-UHFFFAOYSA-N 0.000 description 3
- 239000010960 cold rolled steel Substances 0.000 description 3
- 230000000875 corresponding effect Effects 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 229910052739 hydrogen Inorganic materials 0.000 description 3
- 239000001257 hydrogen Substances 0.000 description 3
- 150000003839 salts Chemical class 0.000 description 3
- 239000010802 sludge Substances 0.000 description 3
- 230000000007 visual effect Effects 0.000 description 3
- 238000005303 weighing Methods 0.000 description 3
- 229910003899 H2ZrF6 Inorganic materials 0.000 description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 2
- 229910020491 K2TiF6 Inorganic materials 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 238000007598 dipping method Methods 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 238000004070 electrodeposition Methods 0.000 description 2
- 150000002222 fluorine compounds Chemical class 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 239000004922 lacquer Substances 0.000 description 2
- 239000011572 manganese Substances 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 229910052845 zircon Inorganic materials 0.000 description 2
- 150000003755 zirconium compounds Chemical class 0.000 description 2
- GFQYVLUOOAAOGM-UHFFFAOYSA-N zirconium(iv) silicate Chemical compound [Zr+4].[O-][Si]([O-])([O-])[O-] GFQYVLUOOAAOGM-UHFFFAOYSA-N 0.000 description 2
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 101100117236 Drosophila melanogaster speck gene Proteins 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 1
- 229910002651 NO3 Inorganic materials 0.000 description 1
- NHNBFGGVMKEFGY-UHFFFAOYSA-N Nitrate Chemical compound [O-][N+]([O-])=O NHNBFGGVMKEFGY-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 230000003213 activating effect Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000007605 air drying Methods 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 150000004645 aluminates Chemical class 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000003139 buffering effect Effects 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 239000012482 calibration solution Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 230000000536 complexating effect Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000002596 correlated effect Effects 0.000 description 1
- 229910001610 cryolite Inorganic materials 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000005238 degreasing Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000000635 electron micrograph Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000011010 flushing procedure Methods 0.000 description 1
- 150000002431 hydrogen Chemical class 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 229910001437 manganese ion Inorganic materials 0.000 description 1
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 1
- 230000000873 masking effect Effects 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910001453 nickel ion Inorganic materials 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 231100000614 poison Toxicity 0.000 description 1
- 230000007096 poisonous effect Effects 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 238000002310 reflectometry Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000011272 standard treatment Methods 0.000 description 1
- 150000008163 sugars Chemical class 0.000 description 1
- 230000009897 systematic effect Effects 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- PMTRSEDNJGMXLN-UHFFFAOYSA-N titanium zirconium Chemical compound [Ti].[Zr] PMTRSEDNJGMXLN-UHFFFAOYSA-N 0.000 description 1
- JUWGUJSXVOBPHP-UHFFFAOYSA-B titanium(4+);tetraphosphate Chemical compound [Ti+4].[Ti+4].[Ti+4].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O JUWGUJSXVOBPHP-UHFFFAOYSA-B 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 238000010626 work up procedure Methods 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/07—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing phosphates
- C23C22/08—Orthophosphates
- C23C22/12—Orthophosphates containing zinc cations
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/34—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides
- C23C22/36—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides containing also phosphates
- C23C22/364—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides containing also phosphates containing also manganese cations
- C23C22/365—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides containing also phosphates containing also manganese cations containing also zinc and nickel cations
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/78—Pretreatment of the material to be coated
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G1/00—Cleaning or pickling metallic material with solutions or molten salts
- C23G1/14—Cleaning or pickling metallic material with solutions or molten salts with alkaline solutions
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12736—Al-base component
- Y10T428/1275—Next to Group VIII or IB metal-base component
- Y10T428/12757—Fe
Definitions
- the present invention relates to an aqueous composition and a process for the corrosion-protective conversion treatment of metallic surfaces.
- the aqueous composition is particularly suitable for treating various metallic materials joined together in composite structures, including steel or galvanized or alloy galvanized steel, and any combination of these materials, which composite structure is at least partially composed of aluminum or its alloys.
- alloys are always included that consist of more than 50 atomic% of aluminum.
- the metallic surfaces of the composite structure treated according to the invention can be coated homogeneously and with outstanding adhesion properties in a subsequent dip coating, so that post-passivation of the conversion-treated metallic surfaces can be dispensed with.
- the clear advantage of the aqueous composition according to the invention for the treatment of metallic surfaces consists in the selective coating of different metal surfaces with a crystalline phosphate layer in the case of steel or galvanized or alloy galvanized steel surfaces and a non-crystalline conversion layer on the aluminum surfaces such that an excellent passivation of the metallic surfaces and a sufficient paint adhesion for subsequently applied paint results.
- the application of the aqueous composition according to the invention therefore enables a one-step process for the anticorrosive pretreatment of composite metal structures.
- the accumulation of aluminum ions in the bath solution leads to a significant deterioration of the phosphating process, in particular the quality of the conversion layer.
- the formation of a homogeneous crystalline phosphate layer on steel surfaces does not occur in the presence of trivalent cations of aluminum.
- Aluminum ions therefore act as a poisonous agent in phosphating and must be effectively masked by suitable additives in the case of standard treatment of bodies which have partially aluminum surfaces.
- a suitable masking of the aluminum ions may be via the addition of fluoride ions or fluoro complexes such as SiF 6 2- , as in US 5,683,357 disclosed to be achieved.
- hexafluoroaluminates for example in the form of cryolite, can be precipitated from the bath solution, which contribute to a considerable extent to the formation of sludge in the phosphating bath and thus considerably complicate the processability of the phosphating.
- the formation of a phosphate layer on the aluminum surface takes place only at high pickling rates, ie a relatively high concentration of free fluoride ions.
- the control of defined bath parameters, in particular the free fluoride content is of considerable importance for a sufficient corrosion protection and a good paint adhesion. Insufficient phosphating of the aluminum surfaces always requires post-passivation in a subsequent process step.
- optical defects after the coating primer caused by an inhomogeneously deposited phosphate layer are basically not curable.
- DE10322446 uses conventional phosphating and adds water-soluble zirconium and / or titanium compounds, with a certain amount, but not more than 5000 ppm, of free fluoride.
- phosphating solutions in which the total content of zirconium and / or titanium is in a range from 10 to 1000 ppm, preferably 50 to 250 ppm, can be dispensed with after passivation of both the phosphated metal surfaces and the aluminum surfaces.
- the single-stage process of a conversion treatment of metallic surfaces which at least partially comprise aluminum surfaces is carried out with constantly high fluoride contents, which causes a high pickling rate and thus a massive introduction of aluminum ions into the bath solution. It is the associated technical effort in bath control and treatment, which inevitably results from increased sludge formation in the phosphating. Furthermore, sedimented aluminate particles can remain on the components which have undergone such a conversion, which after the deposition of the coating primer cause a negative visual impression of the painted components or impair the paint adhesion and mechanical resistance of the paint.
- the DE10231279 relates to a process for the corrosion-protective pretreatment of metal surfaces, which consist of at least 5% of aluminum surfaces and in addition to these aluminum surfaces predominantly surfaces of iron and / or zinc.
- the DE10231279 teaches therefore a method for corrosion-protective treatment of metals in mixed construction. According to the process described there, crystalline coatings are to be produced on all metal surfaces.
- the corrosion protection pretreatment after the DE10231279 is made by means of a composition suitable for zinc phosphating, said composition having in addition to 0.2-4 g / l of zinc ions and 4-65 g / l of phosphate ions a free fluoride content in the range of about 30-500 ppm , preferably in the range of 85-350 ppm.
- the DE10231279 discloses that the composition contains an additional amount of dissolved titanium or zirconium in the Range of 1-200 ppm, wherein the proportion of these elements in the composition is preferably zero.
- the WO 02/070782 A2 relates to a method for nickel-free phosphating of metal surfaces by contacting with phosphating, which can contain in addition to zinc and phosphate ions also a proportion of free fluoride and complex fluorides based on the elements zirconium and / or titanium.
- the proportion of free fluoride in the phosphating solution is preferably in the range of about 1-800 ppm.
- the proportion of complex fluorides of zirconium and / or titanium in the phosphating solution is preferably in the range of about 3-300 ppm based on F6.
- the WO 02/070782 A2 further teaches that for the treatment of aluminum surfaces, a value of about 50 ppm relative to F6 should not be exceeded. That in the WO 02/070782 A2
- the process disclosed is particularly suitable for zinc surfaces, but can also be used for metal surfaces consisting of at least one of the materials based on aluminum, iron, steel and zinc.
- F / mM and Me / mM represent the free fluoride (F) or reduced zirconium and / or titanium concentration (Me) reduced by the unit of concentration in mM (10 -3 mol / L).
- the quotient ⁇ is at least 4.
- Ratio ⁇ for aqueous compositions which according to the invention contain both components (c), ie zirconium and titanium compounds, is the Ratio ⁇ according to formula (I) should not be less than Zr / mM Zr / mM + Ti / mM ⁇ 4 + Ti / mM Zr / mM + Ti / mM ⁇ 6
- the proportion of free fluoride in such an aqueous composition is determined potentiometrically with the aid of a fluoride-sensitive glass electrode.
- a detailed description of the measuring method, the calibration and the experimental procedure for determining the free fluoride concentration can be found in the description of the embodiments of the present invention.
- zirconium compounds provides technically better results than the use of titanium compounds in the different embodiments of the present invention.
- complex fluoro acids or their salts can be used.
- the aqueous composition in the process according to the invention for corrosion-protective conversion treatment can be used in addition to 0.3 to 3 g / l Zn (II) and 5 to 40 g / l Phosphate ions as well 1 to 200 ppm one or more water-soluble compounds of zirconium and / or titanium based on the element zirconium and / or titanium also contain at least one of the following accelerators: 0.3 to 4 g / l chlorate, 0.01 to 0.2 g / l Nitrite ions, 0.05 to 4 g / l nitroguanidine, 0.05 to 4 g / l N-methyl-N-oxide, 0.2 to 2 g / l m-nitrobenzenesulfonate ions, 0.05 to 2 g / l m-nitrobenzoate ions, 0.05 to 2 g / l p-nitrophenol, 1 to 150 mg / l Hydrogen peroxide in free or bound form,
- Such accelerators are known in the art as components of Phosphatierbädem and fulfill the role of "hydrogen scavengers" by these by the Acid attack on the metallic surface resulting hydrogen directly oxidize and thereby be reduced.
- the formation of a homogeneous crystalline zinc phosphate layer is greatly facilitated by the accelerator, which reduces the formation of gaseous hydrogen on the metal surface.
- Corrosion protection and lacquer adhesion of the crystalline zinc phosphate layers produced with an aqueous composition in the process according to the invention are, according to experience, improved if one or more of the following cations is additionally present: 0.001 to 4 g / l Manganese (II), 0.001 to 4 g / l Nickel (II), 0.001 to 4 g / l Cobalt (II) 0.002 to 0.2 g / l Copper (II), 0.2 to 2.5 g / l Magnesium (II) 0.2 to 2.5 g / l Calcium (II), 0.01 to 0.5 g / l Iron (II), 0.2 to 1.5 g / l Lithium (I), 0.02 to 0.8 g / l Tungsten (VI).
- the zinc concentration is preferably in the range between about 0.3 and about 2 g / l, and more preferably between about 0.8 and about 1.4 g / l.
- Higher levels of zinc do not provide significant benefits to the conversion treatment of the invention with the aqueous composition, but on the other hand cause increased sludge build up in the treatment bath.
- high levels of zinc can occur in a working treatment bath when mainly galvanized surfaces are phosphated and thus additional zinc is introduced into the treatment bath as a result of the pickling process.
- Aqueous conversion conversion compositions containing both manganese and nickel ions in addition to zinc ions are well known to those skilled in phosphating as trication-phosphating solutions and are also useful in the present invention suitable.
- usual share of up to 3 g / l nitrate facilitates the formation of a crystalline homogeneous and closed phosphate layer on the steel, galvanized and alloy-galvanized steel surfaces.
- hexafluorosilicate anions can be added to the aqueous composition for the anticorrosive conversion treatment according to the invention, since these are capable of complexing the trivalent aluminum cations introduced into the bath solution, so that the phosphating is optimized and the so-called "speck formation” occurs under the formation of specks on the surface increased pickling rate associated with the deposition of amorphous, white zinc phosphate, is prevented on galvanized substrates.
- the aqueous treatment solution preferably has a free acid content, each staggered in accordance with an increasing preference, of at least 0; 0.2; 0.5; 0.8; 1 point but not more than 3; 2.5; 2; 1.5 points.
- a total acid content of the treatment solution each staggered according to an increasing preference, of at least 20; 21; 22 points but not more than 26; 25; 24 points available.
- the term free acid is well known to those skilled in the phosphating art.
- the method of determination specific for this invention for determining the free acid or the total acid content is given in the examples section.
- the pH of the aqueous treatment solution is preferably not less than 2.2 with increasing preference. 2.4; 2.6; 2.8 but not greater than 3.6; 3.5; 3.4; 3.3; 3.2.
- aqueous composition for the conversion treatment according to the invention composed of metallic materials composite structures, which at least partially also aluminum surfaces, takes place after cleaning and degreasing of the surfaces by bringing the surfaces in contact the aqueous composition according to the invention, for example by spraying or dipping, at bath temperatures in the range of 20-65 ° C for a time interval tuned to the convection in the bath and for the composition of the composite structure to be treated.
- a dipping process is usually followed by a rinse with city water or demineralized water, after work-up of enriched with components of the treatment solution rinse water, a partial recycling of rinse water components can be made in the bath solution.
- the thus treated metallic surfaces of the composite structure can be provided with a base coat in a further step, preferably with an organic electrodeposition paint.
- a post-passivation of the phosphated and / or passivated metal surfaces with an aqueous composition can take place, which is at least 200 contains up to 1500 ppm of fluorocomplexes of zirconium and / or titanium based on the elements zirconium and / or titanium and optionally 10 to 100 ppm of copper (II) ions.
- the pH of such a post-passivation solution is in the range of 3.5 to 5.5.
- a composite structure treated in accordance with the method according to the invention composed inter alia of steel and / or galvanized and / or alloy-galvanized steel components and aluminum components, has coating weights of phosphating of 0.5 to 4.5 g on its metallic surfaces on which a crystalline zinc phosphate layer has been formed / m 2 on.
- the metallic surfaces which can be treated with the aqueous composition according to the method for forming a conversion layer are preferably steel, galvanized steel and alloy galvanized steel, and aluminum and alloys of aluminum having an alloying content of less than 50 at% Alloy components silicon, magnesium, copper, manganese, Zinc, chromium, titanium and nickel come into question.
- the metallic surface may be composed of any combination of said materials in a composite structure.
- the converted in accordance with the underlying invention metallic materials, components and composite structures are used in automotive production in the body shop, shipbuilding, construction and for the production of white goods use.
- Table 1 shows the sequence of processes for the inventive treatment of the sample sheets, as is in principle also customary in automotive bodywork.
- the sheets are alkaline cleaned and degreased and prepared after a rinsing with a titanium phosphate-containing activating solution for the conversion treatment according to the invention.
- commercially available products by the applicant were used: Ridoline® ® 1569 A, Ridosol ® 1270, FIXODINE ® 50 CF.
- the free acid score is determined by diluting 10 ml bath sample to 50 ml and titrating to pH 3.6 with 0.1 N sodium hydroxide solution. The consumption of ml of sodium hydroxide gives the score. Accordingly, the content of total acid is determined by titrating to a pH of 8.5.
- the content of free fluoride in the aqueous composition for the conversion treatment is detected by means of a potentiometric measuring chain (inoLab pH / Ion Level 3, from WTW).
- the measuring chain contains a fluoride-sensitive glass electrode (F501, Fa. WTW) and a reference electrode (R503, Fa. WTW).
- F501, Fa. WTW fluoride-sensitive glass electrode
- R503, Fa. WTW reference electrode
- For two-point calibration of both electrodes are immersed together in sequence in the calibration solutions with a content of 100 ppm and 1000 ppm prepared from the Titrisol ® fluoride standard of Fa. Merck without buffer addition.
- the resulting measured values are correlated with the respective fluoride content "100" or "1000" and read into the measuring instrument.
- the steepness of the glass electrode is then displayed in mV per decade of the fluoride ion content in ppm on the meter, typically between -55 and -60 mV.
- the fluoride content in ppm can then be determined directly by immersing the two electrodes in the cooled bath solution for conversion treatment.
- Table 1 Process for Conversion Treatment of Aluminum (AC 120), CRS ST1405 (Sidca) and HDG (Thyssen) steps 1. alkaline cleaning 2nd flushing process 3. Activate 4. phosphating 5. rinsing process 6.
- Table 2 shows the pickling rates for the substrate aluminum as a function of the concentration of free fluoride and zirconium for a process sequence according to Table 1. As expected, the pickling rate increases with each increase in fluoride concentration. Surprisingly, the pickling rate on aluminum is significantly reduced by the addition of 50 ppm, and in the case of a free fluoride concentration of 30 and 55 ppm, the pickling rate is reduced by 50% compared with an aqueous composition for conversion treatment containing no zirconium.
- Tables 8 to 10 contain, depending on the quotient ⁇ of the respectively used treatment solutions a) to c) an optical assessment of phosphating on cold-rolled steel, since the formation of a closed and homogeneous zinc phosphate layer is critical especially on this substrate.
- the sample sheet is subdivided into a line grid in such a way that an optical individual evaluation of approximately 1 cm 2 square fields is made.
- the mean value of the covering degrees summed over all individual fields then yields, semi-quantitatively, the total coverage of the respective sheet with the phosphate layer as a percentage of the sheet metal surface examined, whereby this consists of at least 64 individual fields. Coated and uncoated areas are distinguishable for the skilled person due to their different reflectivity and / or color.
Landscapes
- Chemical & Material Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Treatment Of Metals (AREA)
Description
- Die vorliegende Erfindung betrifft eine wässrige Zusammensetzung und ein Verfahren zur korrosionsschützenden Konversionsbehandlung von metallischen Oberflächen. Die wässrige Zusammensetzung ist in besonderem Maße für die Behandlung unterschiedlicher metallischer Werkstoffe, die in Verbundstrukturen zusammengefügt sind, unter anderem von Stahl oder verzinktem oder legierungsverzinktem Stahl sowie sämtlichen Kombinationen aus diesen Werkstoffen geeignet, wobei die Verbundstruktur zumindest teilweise aus Aluminium oder seinen Legierungen zusammengesetzt ist. Wenn im weiteren Textverlauf von "Aluminium" gesprochen wird, sind stets Legierungen mit eingeschlossen, die zu mehr als 50 Atom-% aus Aluminium bestehen. Je nach Verfahrensführung können die erfindungsgemäß behandelten metallischen Oberflächen der Verbundstruktur in einer nachfolgenden Tauchlackierung homogen und mit hervorragenden Haftungseigenschaften beschichtet werden, so dass auf eine Nachpassivierung der konversionsbehandelten metallischen Oberflächen verzichtet werden kann. Der klare Vorteil der erfindungsgemäßen wässrigen Zusammensetzung zur Behandlung metallischer Oberflächen besteht in der selektiven Beschichtung unterschiedlicher Metalloberflächen mit einer kristallinen Phosphatschicht im Falle von Stahl- oder verzinktem oder legierungsverzinktem Stahloberflächen und einer nichtkristallinen Konversionsschicht auf den Aluminiumoberflächen derart, dass eine hervorragende Passivierung der metallischen Oberflächen und eine hinreichende Lackhaftung für eine nachfolgend aufgetragene Lackierung resultiert. Die Anwendung der erfindungsgemäßen wässrigen Zusammensetzung ermöglicht daher einen Ein-Schritt-Prozess zur Korrosionsschutz-Vorbehandlung von in Verbundstruktur zusammengefügten Metalloberflächen.
- Auf dem für die vorliegende Erfindung besonders relevanten Gebiet der automobilen Fertigung werden im zunehmenden Maße verschiedene metallische Werkstoffe eingesetzt und in Verbundstrukturen zusammengefügt. Im Karosseriebau werden dabei nach wie vor überwiegend verschiedenste Stähle wegen ihrer spezifischen Materialeigenschaften verwendet, aber auch zunehmend Leichtmetalle, die für eine erhebliche Gewichtsreduzierung der gesamten Karosserie besonders bedeutend sind. Der durchschnittliche Anteil von Aluminium an der Automobilkarosserie ist in den vergangenen Jahren von 6 kg im Jahre 1998 auf 26 kg im Jahre 2002 gestiegen und ein weiterer Anstieg auf ca. 50 kg wird für das Jahr 2008 prognostiziert, was einem Gewichtsanteil von ca. 10 % der Rohkarosserie eines typischen Mittelklassewagens entspräche. Um dieser Entwicklung Rechnung zu tragen, gilt es neue Konzepte für den Karosserieschutz zu entwickeln oder bestehende Verfahren und Zusammensetzungen zur korrosionsschützenden Behandlung der Rohkarosserie weiter zu entwickeln.
- In konventionellen Phosphatierbädern führt das Anreichern von Aluminium-Ionen in der Badlösung zu einer erheblichen Verschlechterung des Phosphatierprozesses insbesondere der Güte der Konversionsschicht. Das Ausbilden einer homogenen kristallinen Phosphatschicht auf Stahloberflächen unterbleibt in Gegenwart dreiwertiger Kationen von Aluminium. Aluminium-Ionen wirken daher als Badgift in der Phosphatierung und müssen bei einer standardmäßigen Behandlung von Karosserien, die partiell Aluminiumoberflächen aufweisen, durch geeignete Zusätze effektiv maskiert werden. Eine geeignete Maskierung der Aluminium-Ionen kann über die Zugabe von Fluorid-Ionen oder Fluorokomplexen z.B. SiF6 2-, wie in
US 5,683,357 offenbart, erreicht werden. Je nach Stärke des Beizangriffes durch den zusätzlichen Eintrag von Fluorid-Ionen können aus der Badlösung Hexafluoroaluminate, z.B. in Form von Kryolith, ausgefällt werden, die in erheblichen Maße zur Schlammbildung im Phosphatierbad beitragen und so die Prozessierbarkeit der Phosphatierung deutlich erschweren. Des Weiteren erfolgt die Ausbildung einer Phosphatschicht auf der Aluminiumoberfläche lediglich bei hohen Beizraten also einer relativ hohen Konzentration an freien Fluorid-Ionen. Die Kontrolle definierter Badparameter, insbesondere des freien Fluorid-Gehaltes, ist dabei von erheblicher Bedeutung für einen hinreichenden Korrosionsschutz und eine gute Lackhaftung. Eine ungenügende Phosphatierung der Aluminiumoberflächen erfordert stets eine Nachpassivierung in einem nachfolgenden Prozessschritt. Dahingegen sind optische Störstellen nach erfolgter Lackgrundierung hervorgerufen durch eine inhomogen abgeschiedene Phosphatschicht grundsätzlich nicht heilbar. - Die gemeinsame Phosphatierung von Stahl- und/oder verzinkten Stahlbauteilen mit Aluminiumbauteilen in Verbundstruktur ist also lediglich bedingt und nur bei exakter Kontrolle der Badparameter sowie mit entsprechender Nachpassivierung in weiteren Verfahrensschritten durchführbar. Der damit verbundene technische Regelaufwand kann es erforderlich machen, dass fluoridhaltige Lösungen in von der eigentlichen Phosphatierung getrennten Anlagensystemen dosiert und bevorratet werden müssen. Zusätzlich erniedrigen erhöhte Wartungs- und Entsorgungskosten für die ausgefällten Hexafluoroaluminat-Salze die Effizienz und verschlechtern die Gesamtbilanz einer solchen Anlage.
- Daher besteht ein Bedarf nach verbesserten Vorbehandlungsverfahren komplexer Bauteile wie beispielsweise Automobilkarosserien, die neben Teilen aus Aluminium solche aus Stahl und gegebenenfalls verzinktem Stahl enthalten. Als Ergebnis der gesamten Vorbehandlung soll auf allen auftretenden Metalloberflächen eine Konversionsschicht oder eine Passivierungsschicht erzeugt werden, die sich als korrosionsschützende Lackgrundlage, insbesondere vor einer kathodischen Elektrotauchlackierung, eignet.
- Im Stand der Technik sind verschiedene zweistufige Vorbehandlungsverfahren bekannt, die als gemeinsames Konzept die Abscheidung einer kristallinen Phosphatschicht auf den Stahl- und gegebenenfalls verzinkten und legierungsverzinkten Stahloberflächen im ersten Schritt und die Passivierung der Aluminiumoberflächen in einem weiteren nachfolgenden Schritt verfolgen. Diese Verfahren sind in den Schriften
WO99/12661 WO02/066702 - Der Stand der Technik, auf dem diese Lehre aufbaut, bezieht sich auf ein Verfahren, das in der deutschen Offenlegungsschrift
DE10322446 beschrieben ist und eine hinreichende Selektivität in der Beschichtung der unterschiedlichen Werkstoffoberflächen, wie zuvor diskutiert, erreicht.DE10322446 bedient sich einer konventionellen Phosphatierung und ergänzt diese mit wasserlöslichen Zirkon- und/oder Titanverbindungen, wobei eine bestimmte Menge, aber nicht mehr als 5000 ppm, an freiem Fluorid vorliegt. Aus der Lehre vonDE10322446 entnimmt man, dass eine derartige Zirkon- und/oder Titan-haltige Phosphatierlösung eingesetzt bei der Konversionsbehandlung von Metalloberflächen, die zumindest teilweise aus Aluminium bestehen, lediglich die Abscheidung einer nichtkristallinen Passivierungsschicht auf den Aluminiumoberflächen ermöglicht, wobei die flächenbezogene Masse von vereinzelt abgeschiedenen Phosphatkristallen nicht mehr als 0,5 g/m2 beträgt. - Darüber hinaus lehrt
DE10322446 , dass bei der Anwendung von Phosphatierlösungen, bei denen der Gesamtgehalt an Zirkon und/oder Titan in einem Bereich von 10 bis 1000 ppm, vorzugsweise 50 bis 250 ppm, liegt, auf eine Nachpassivierung sowohl der phosphatierten Metalloberflächen als auch der Aluminiumoberflächen verzichtet werden kann. - Folgt man der offenbarten Lehre von
DE10322446 und den dort angegebenen Ausführungsbeispielen, so wird der einstufige Prozess einer Konversionsbehandlung von metallischen Oberflächen, die zumindest teilweise Aluminiumoberflächen aufweisen, mit konstant hohen Fluorid-Gehalten durchgeführt, was eine hohe Beizrate und damit einen massiven Eintrag von Aluminium-Ionen in die Badlösung bedingt. Es gilt den damit verbundenen technischen Aufwand bei der Badkontrolle und Aufbereitung, der sich zwangsläufig aus einer erhöhten Schlammbildung im Phosphatierbad ergibt, zu überwinden. Ferner können auf den derart konversionsbehandelten Bauteilen sedimentierte Aluminat-Partikel zurückbleiben, die nach dem Abscheiden der Lackgrundierung einen negativen optischen Eindruck der lackierten Bauteile verursachen oder auch die Lackhaftung und mechanische Widerstandsfähigkeit des Lackes beeinträchtigen. - Die
DE10231279 betrifft ein Verfahren zur korrosionsschützenden Vorbehandlung von Metalloberflächen, die zumindest zu 5% aus Aluminiumoberflächen bestehen und neben diesen Aluminuimoberflächen vorwiegend Oberflächen von Eisen und/oder Zink vorliegen. DieDE10231279 lehrt demnach ein Verfahren zur korrosionsschützenden Behandlung von Metallen in Mischbauweise. Gemäß dem dort beschriebenen Verfahren sollen kristalline Überzüge auf allen Metalloberflächen erzeugt werden. Die korrosionsschützende Vorbehandlung nach derDE10231279 wird mittels einer Zusammensetzung geeignet zur Zinkphosphatierung vorgenommen, wobei diese Zusammensetzung neben 0,2-4 g/l an Zink-Ionen und 4-65 g/l an Phosphat-Ionen einen freien Fluorid-Anteil im Bereich von ca. 30-500 ppm, vorzugsweise im Bereich von 85-350 ppm aufweist. DieDE10231279 offenbart, dass die Zusammensetzung einen zusätzlichen Anteil an gelöstem Titan oder Zirkon im Bereich von 1-200 ppm enthalten kann, wobei der Anteil an diesen Elementen in der Zusammensetzung vorzugsweise gleich Null ist. - Die
WO 02/070782 A2 WO 02/070782 A2 WO 02/070782 A2 - Aufgabe der vorliegenden Erfindung ist es daher, diejenigen Bedingungen zu identifizieren unter denen eine Badlösung auf Basis der Lehre von
DE10322446 zur Konversionsbehandlung von in Verbundstruktur zusammengefügten metallischen Oberflächen, die neben Stahl- und verzinkten Stahloberflächen zumindest teilweise Aluminiumoberflächen aufweisen, geeignet ist, eine homogene geschlossene Konversionsschicht auf allen Oberflächen zu erzeugen, welche eine unmittelbar nachfolgende Beschichtung ohne dazwischenliegende Nachpassivierung mit einem organischen Tauchlack erlaubt und die zuvor genannten technischen Probleme hervorgerufen durch überhöhte Beizraten eliminiert. - Die vorliegende Erfindung betrifft daher ein Verfahren zur korrosionsschützenden Konversionsbehandlung von aus metallischen Werkstoffen zusammengefügten Verbundstrukturen, die neben Oberflächen von Stahl und/oder verzinktem Stahl und/oder legierungsverzinktem Stahl auch Oberflächen von Aluminium umfassen, dadurch gekennzeichnet, dass die gereinigten und entfetteten metallischen Oberflächen mit einer wässrigen Zusammensetzung in Kontakt gebracht werden enthaltend
- (a) 5-50 g/l Phosphationen,
- (b) 0,3-3 g/l Zink(II)-Ionen,
- (c) insgesamt 1-200 ppm einer oder mehrerer wasserlöslicher Verbindungen von Zirkon oder Zirkon und Titan bezogen auf das Element Zirkon oder die Elemente Zirkon und Titan,
- (d) eine Menge an freiem Fluorid von 1-400 ppm gemessen mit einer Fluorid-sensitiven Elektrode,
- Es hat sich gezeigt, dass um bei dieser Badzusammensetzung eine minimale Beizrate, die insbesondere durch den Anteil an freien Fluorid-Ionen bestimmt wird, und gleichzeitig eine selektive Phosphatierung der Stahl- und/oder verzinkten und/oder legierungsverzinkten Stahloberflächen zu gewährleisten, wobei die Aluminiumoberflächen lediglich eine nicht-kristalline Zirkon- und/oder Titan-basierte Passivschicht erhalten, die Konzentration der freien Fluorid-Ionen nicht unabhängig von der Konzentration der Zirkon- und/oder Titanverbindungen optimiert werden kann.
- Im erfindungsgemäßen Verfahren wurde also ein für die Passivierungseigenschaften der wässrigen Zusammensetzung charakteristischer Quotient λ, entsprechend der folgenden Formel (I) identifiziert:


- Werden diese erfindungsgemäß vorgegebenen Mindestwerte für den Quotienten unterschritten, verschiebt sich die Konversionsschichtbildung auf den Stahl- und/oder verzinkten Stahloberflächen zugunsten einer Zirkon-basierten oder Zirkon- und Titanbasierten Passivierung und eine Abscheidung homogener und geschlossener Phosphatschichten ist nicht mehr gewährleistet. Umgekehrt wird bei zunehmenden λ-Werten, gleichbedeutend mit einer zunehmenden Beizrate, wiederum die Phosphatierung der Aluminiumoberflächen begünstigt und es können sich sogenannte "Kristallnester" ausbilden, die in Hinblick auf die nachfolgende Lackgrundierung unerwünscht sind.
- Erfindungsgemäße Bereiche für den Quotienten λ, für die eine homogene Passivierung aller Metalloberflächen im Sinne der Erfindung erreicht wird, sowie eine akzeptable Beizrate eingehalten und damit ein akzeptabler Eintrag von Aluminium-Ionen in die Badlösung erfolgt, stellen sich wie folgt dar:
- Der Quotient λ ist erfindungsgemäß für wässrige Zusammensetzungen, die als Komponente (c) ausschließlich wasserlösliche Verbindungen von
- (i) Zirkon enthalten, mindestens 4, bevorzugt mindestens 4,5 und besonders bevorzugt mindestens 5, aber nicht mehr als 10 und bevorzugt nicht mehr als 8 sein;
- (ii) sowohl Zirkon als auch Titan enthalten, nicht größer als
- Der Anteil an freiem Fluorid in einer solchen wässrigen Zusammensetzung wird dabei potentiometrisch mit Hilfe einer Fluorid-sensitiven Glaselektrode bestimmt. Eine detaillierte Darstellung der Meßmethode, der Kalibrierung und der Versuchsdurchführung zur Bestimmung der freien Fluorid-Konzentration findet sich in der Beschreibung der Ausführungsbeispiele zur vorliegenden Erfindung.
- Die Verwendung von Zirkonverbindungen liefert bei den unterschiedlichen Ausführungsformen der vorliegenden Erfindung technisch bessere Ergebnisse als die Verwendung von Titanverbindungen. Beispielsweise können komplexe Fluorosäuren oder deren Salze eingesetzt werden.
- Die wässrige Zusammensetzung im erfindungsgemäßen Verfahren zur korrosionsschützenden Konversionsbehandlung kann neben
0,3 bis 3 g/l Zn(II) und 5 bis 40 g/l Phosphationen sowie 1 bis 200 ppm einer oder mehrerer wassedöslicher Verbindungen von Zirkon-und/oder Titan bezogen auf das Element Zirkon- und/oder Titan 0,3 bis 4 g/l Chlorationen, 0,01 bis 0,2 g/l Nitritionen, 0,05 bis 4 g/l Nitroguanidin, 0,05 bis 4 g/l N-Methylmorpholin-N-oxid, 0,2 bis 2 g/l m-Nitrobenzolsulfonat-Ionen, 0,05 bis2 g/l m-Nitrobenzoat-Ionen, 0,05 bis2 g/l p-Nitrophenol, 1 bis 150 mg/l Wasserstoffperoxid in freier oder gebundener Form, 0,1 bis 10 g/l Hydroxylamin in freier oder gebundener Form, 0,1 bis 10 g/l reduzierende Zucker. - Derartige Beschleuniger sind im Stand der Technik als Komponenten von Phosphatierbädem geläufig und erfüllen die Aufgabe von "Wasserstofffängern", indem diese den durch den Säureangriff auf die metallische Oberfläche entstehenden Wasserstoff unmittelbar oxidieren und dabei selbst reduziert werden. Das Ausbilden einer homogenen kristallinen Zinkphosphatschicht wird durch den Beschleuniger, der die Entstehung von gasförmigem Wasserstoff an der Metalloberfläche vermindert, wesentlich erleichtert.
- Korrosionsschutz und Lackhaftung der mit einer wässrigen Zusammensetzung im erfindungsgemäßen Verfahren erzeugten kristallinen Zinkphosphatschichten werden erfahrungsgemäß verbessert, wenn zusätzlich eines oder mehrere der folgenden Kationen enthalten ist:
0,001 bis 4 g/l Mangan(II), 0,001 bis 4 g/l Nickel(II), 0,001 bis 4 g/l Cobalt(II) 0,002 bis 0,2 g/l Kupfer(II), 0,2 bis 2,5 g/l Magnesium(II), 0,2 bis 2,5 g/l Calcium(II), 0,01 bis0,5 g/l Eisen(II), 0,2 bis 1,5 g/l Lithium(I), 0,02 bis 0,8 g/l Wolfram(VI). - Die Zink-Konzentration liegt vorzugsweise im Bereich zwischen etwa 0,3 und etwa 2 g/l und insbesondere zwischen etwa 0,8 und etwa 1,4 g/l. Höhere Zinkgehalte bringen für die erfindungsgemäße Konversionsbehandlung mit der wässrigen Zusammensetzung keine signifikanten Vorteile, bewirken aber andererseits einen erhöhten Schlammanfall im Behandlungsbad. Hohe Zinkgehalte können allerdings in einem arbeitenden Behandlungsbad dann auftreten, wenn vornehmlich verzinkte Oberflächen phosphatiert werden und so durch den Beizabtrag zusätzliches Zink in das Behandlungsbad gelangt. Wässrige Zusammensetzungen zur Konversionsbehandlung, die neben Zink-Ionen sowohl Mangan als auch Nickel-Ionen enthalten, sind als Trikation-Phosphatierlösungen dem Fachmann auf dem Gebiet der Phosphatierung bekannt und auch im Rahmen der vorliegenden Erfindung gut geeignet. Auch ein wie bei der Phosphatierung üblicher Anteil von bis zu 3 g/l Nitrat erleichtert die Bildung einer kristallinen homogenen und geschlossenen Phosphatschicht auf den Stahl-, verzinkten und legierungsverzinkten Stahloberflächen.
- Zusätzlich können Hexafluorosilikat-Anionen der wässrigen Zusammensetzung zur erfindungsgemäßen korrosionsschützenden Konversionsbehandlung hinzugegeben werden, da diese die in die Badlösung eingetragenen dreiwertigen Aluminium-Kationen zu komplexieren vermögen, so dass die Phosphatierung optimiert und die sogenannte "Stippenbildung", Unter Stippenbildung eine punktuell auf der Oberfläche auftretende erhöhte Beizrate verbunden mit der Abscheidung von amorphem, weißem Zinkphosphat, auf verzinktem Substraten verhindert wird.
- Ein weiterer für die erfindungsgemäße Konversionsbehandlung wichtiger Parameter der wässrigen Zusammensetzung ist deren Gehalt an freier Säure und die Gesamtsäure. Freie Säure und Gesamtsäure stellen einen wichtigen Regelungsparameter für Phosphatierbäder dar, da sie ein Maß für den Beizangriff der Säure und die Pufferkapazität der Behandlungslösung darstellen und einen entsprechend großen Einfluss auf das erreichbare Schichtgewicht haben. Für die zugrunde liegende Erfindung besitzt die wässrige Behandlungslösung vorzugsweise einen freien Säuregehalt, jeweils gestaffelt entsprechend einer steigenden Präferenz, von mindestens 0; 0,2; 0,5; 0,8; 1 Punkten aber nicht mehr als 3; 2,5; 2; 1,5 Punkten. Dabei soll ein Gesamtsäuregehalt der Behandlungslösung, jeweils gestaffelt entsprechend einer steigenden Präferenz, von mindestens 20; 21; 22 Punkten jedoch nicht mehr als 26; 25; 24 Punkten vorliegen. Der Begriff der freien Säure ist dem Fachmann auf dem Gebiet der Phosphatierung geläufig. Die für diese Erfindung spezifische Bestimmungsmethode zur Feststellung des freien Säure- bzw. des Gesamtsäuregehaltes wird im Beispielteil angegeben. Der pH-Wert der wässrigen Behandlungslösung ist dabei mit jeweils steigender Präferenz vorzugsweise nicht kleiner als 2,2; 2,4; 2,6; 2,8 jedoch auch nicht größer als 3,6; 3,5; 3,4; 3,3; 3,2.
- Die Anwendung der wässrigen Zusammensetzung zur erfindungsgemäßen Konversionsbehandlung von aus metallischen Werkstoffen zusammengefügten Verbundstrukturen, die zumindest teilweise auch Aluminiumoberflächen aufweisen, erfolgt nach Reinigung und Entfettung der Oberflächen durch in Kontakt bringen der Oberflächen mit der erfindungsgemäßen wässrigen Zusammensetzung, z.B. im Spritz- oder Tauchverfahren, bei Badtemperaturen im Bereich von 20-65°C für ein auf die Konvektion in der Badanlage abgestimmtes und für die Zusammensetzung der zu behandelnden Verbundstruktur typisches Zeitintervall. Unmittelbar nach einem solchen Tauchverfahren schließt sich üblicherweise ein Spülvorgang mit Stadtwasser oder vollentsalztem Wasser an, wobei nach Aufarbeitung des mit Komponenten der Behandlungslösung angereicherten Spülwassers eine teilweise Rückführung von Spülwasserkomponenten in die Badlösung vorgenommen werden kann. Mit oder ohne diesen Spülschritt können die derart behandelten metallischen Oberflächen der Verbundstruktur in einem weiteren Schritt mit einer Grundlackierung versehen werden, vorzugsweise mit einem organischen Elektrotauchlack.
- Alternativ zu diesem Ein-Schritt Verfahren zur Konversionsbehandlung von metallischen Werkstoffoberflächen in Verbundstruktur mit der Behandlungslösung gemäß dem erfindungsgemäßen Verfahren, kann in einem weiteren Schritt mit oder ohne dazwischenliegendem Spülvorgang eine Nachpassivierung der phosphatierten und/oder passivierten Metalloberflächen mit einer wässrigen Zusammensetzung erfolgen, die zumindest 200 bis 1500 ppm Fluorokomplexe von Zirkon und/oder Titan bezogen auf die Elemente Zirkon und/oder Titan und gegebenenfalls 10 bis 100 ppm Kupfer(II)-Ionen enthält. Der pH-Wert einer solchen Nachpassivierungslösung liegt im Bereich von 3,5 bis 5,5.
- Eine entsprechend des erfindungsgemäßen Verfahrens konversionsbehandelte Verbundstruktur zusammengefügt unter anderem aus Stahl- und/oder verzinktem und/oder legierungsverzinktem Stahlbauteilen sowie Aluminiumbauteilen weist auf ihren metallischen Oberflächen, auf denen eine kristalline Zinkphosphatschicht ausgebildet wurde, Schichtgewichte der Phosphatierung von 0,5 bis 4,5 g/m2 auf.
- Die metallischen Oberflächen, die mit der wässrigen Zusammensetzung gemäß dem erfindungsgemäßen Verfahren zur Ausbildung einer Konversionsschicht behandelt werden können, sind vorzugsweise Stahl, verzinkter Stahl und legierungsverzinkter Stahl sowie Aluminium und Legierungen von Aluminium mit einem Legierungsanteil von weniger als 50 Atom-%, wobei als weitere Legierungsbestandteile Silizium, Magnesium, Kupfer, Mangan, Zink, Chrom, Titan und Nickel in Frage kommen. Die metallische Oberfläche kann aus einer beliebigen Kombination der genannten Werkstoffe in Verbundstruktur zusammengefügt sein.
- Die vorliegende Erfindung betrifft in einem weiteren Aspekt eine wässrige Zusammensetzung zur korrosionsschützenden Konversionsbehandlung von metallischen Oberflächen, welche Oberflächen von Stahl oder verzinktem Stahl oder legierungsverzinktem Stahl oder Aluminium sowie sämtliche Kombinationen aus diesen umfassen, die
- (a) 5-50 g/l Phosphationen,
- (b) 0,3-3 g/l Zink(II)-Ionen,
- (c) insgesamt 1-200 ppm ausgewählt aus wasserlöslichen Verbindungen von Zirkon und Titan bezogen auf die Elemente Zirkon und Titan, wobei ausschließlich eine oder mehrere wasserlösliche Verbindungen von Zirkon enthalten sind,
- (d) eine Menge an freiem Fluorid von 1-400 ppm gemessen mit einer Fluorid-sensitiven Elektrode enthält,
- Die zuvor genannten bevorzugten Ausführungsformen bezüglich der wässrigen Zusammensetzung des erfindungsgemäßen Verfahrens gelten auch für diese erfindungsgemäße Zusammensetzung.
- Die entsprechend der zugrunde liegenden Erfindung konversionsbehandelten metallischen Werkstoffe, Bauteile und Verbundstrukturen finden bei der automobilen Fertigung im Karosseriebau, im Schiffsbau, im Baugewerbe sowie für die Herstellung von Weißer Ware Verwendung.
- Die wässrigen Zusammensetzungen entsprechend dem erfindungsgemäßen Verfahren zur Konversionsbehandlung metallischer Oberflächen wurde an Probeblechen aus kaltgewalztem Stahl (CRS ST1405, Fa. Sidca), schmelztauchverzinktem Stahl (HDG, Fa. Thyssen) und Aluminium (AC120) überprüft.
- In Tabelle 1 ist die Verfahrensabfolge für die erfindungsgemäße Behandlung der Probebleche, wie sie prinzipiell auch in der automobilen Karosserieferügung üblich ist, wiedergegeben. Zur Vorbehandlung werden die Bleche alkalisch gereinigt und entfettet und nach einem Spülvorgang mit einer Titanphosphat-haltigen Aktivierlösung für die erfindungsgemäße Konversionsbehandlung vorbereitet. Hierfür wurden handelsübliche Produkte der Anmelderin verwendet: Ridoline® 1569 A, Ridosol® 1270, Fixodine® 50 CF.
- Die Punktzahl der freien Säure wird bestimmt, indem man 10 ml Badprobe auf 50 ml verdünnt und mit 0,1 N Natronlauge bis zu einem pH-Wert von 3,6 titriert. Der Verbrauch an ml Natronlauge gibt die Punktzahl an. Entsprechend wird der Gehalt an Gesamtsäure bestimmt, indem man bis zu einem pH-Wert von 8,5 titriert.
- Der Gehalt an freiem Fluorid in der wässrigen Zusammensetzung zur Konversionsbehandlung wird mit Hilfe einer potentiometrischen Messkette (inoLab pH/IonLevel 3, Fa. WTW) erfasst. Die Messkette enthäft eine Fluorid-sensitive Glaselektrode (F501, Fa. WTW) und eine Referenzelektrode (R503, Fa. WTW). Zur Zwei-Punkt-Kalibrierung werden beide Elektrode zusammen nacheinander in Kalibrierlösungen mit einem Gehalt von 100 ppm und 1000 ppm, hergestellt aus dem Titrisol® Fluorid-Standard der Fa. Merck ohne Pufferzusatz, eingetaucht. Die resultierenden Messwerte werden mit dem jeweiligen FluoridGehalt "100" bzw. "1000" korreliert und in das Messgerät eingelesen. Die Steilheit der Glaselektrode wird sodann in mV pro Dekade des Gehaltes an Fluorid-Ionen in ppm am Messgerät angezeigt und liegt typischerweise zwischen -55 und -60 mV. Der Fluoridgehalt in ppm kann sodann direkt durch Eintauchen der beiden Elektroden in die abgekühlte Badlösung zur Konversionsbehandlung bestimmt werden.
Tabelle 1: Verfahrensgang zur Konversionsbehandlung von Aluminium (AC 120), CRS ST1405 (Sidca) und HDG (Thyssen) Verfahrensschritte 1. alkalische Reinigung 2. Spülvorgang 3. Aktivieren 4. Phosphatieren 5. Spülvorgang 6. Trocknen Ansatz Zn: Mn: Ni: 4,0 % Ridoline 1569 A Vollentsalztes Wasser * 0,08 % Fixodine 50 CF in vollentsalztem Wasser Zr: Vollentsalztes Wasser * Drucklufttrocknen anschließend Trockenschrank* 0,2 % Ridosol 1270 PO4: (κ<1 µScm-1) NO3: (κ<1 µScm-1) SiF6: F-frei: NO2: pH-Wert 10,8 FS (pH 3,6): GS (pH 8,5): Temperatur 58 °C ca. 20 °C ca. 20 °C 51 °C ca. 20 °C * 50 °C Behandlungsdauer 4 Minuten 1 min 45 Sekunden 3 Minuten 1 min * 60 min FS (pH 3,6) / GS (pH8,5): Freie Säure / Gesamtsäure angegeben in Säurepunkten entsprechend dem Verbrauch von 0,1 N Natronlauge in ml bis zum Erreichen eines pH-Wertes von 3,6 (FS) bzw. 8,5 (GS) bei einem entnommenen Badvolumen von 10ml und 1:5 verdünnt *Im technischen Prozess wird für den Spülvorgang zwar ebenfalls vollentsalztes Wasser eingespeist, dieses jedoch partiell im Kreislauf geführt und dazu ständig aufbereitet. Eine Anreicherung von Salzen wird dabei in gewissem Maße toleriert, so dass verfahrenstechnisch bedingt höhere spezifische Leitfähigkeitswerte als 1 µScm-1 des Spülwassers üblich sind. - In Tabelle 2 sind die Beizraten für das Substrat Aluminium in Abhängigkeit von der Konzentration an freiem Fluorid und Zirkon für eine Verfahrensabfolge gemäß Tabelle 1 dokumentiert. Die Beizrate steigt dabei erwartungsgemäß mit jeder Erhöhung der Fluoridkonzentration. Überraschenderweise wird die Beizrate auf Aluminium durch die Zugabe von 50 ppm deutlich reduziert und im Falle einer Konzentration an freiem Fluorid von 30 und 55 ppm ist die Beizrate gegenüber einer wässrigen Zusammensetzung zur Konversionsbehandlung, die kein Zirkon enthält, um 50% vermindert.

- Gleichzeitig, wie aus der Tabelle 3 ersichtlich, kann durch sukzessive Erhöhung der Zirkon-Konzentration die Konversion der Aluminiumoberfläche von einer reinen Phosphatierung zugunsten einer Zirkon-basierten Passivierung verändert werden. Bei einer Konzentration von 55 ppm an freiem Fluorid genügen bereits 10 ppm Zirkon um das Ausbilden einer kristallinen Zinkphosphatschicht auf der Aluminiumoberfläche, die die Oberfläche allerdings weder homogen noch geschlossen bedeckt, nahezu vollständig zu unterdrücken. Weiterhin kann der Tabelle 3 entnommen werden, dass homogene und geschlossene Zinkphosphatschichten auf Aluminium erst bei freien Fluorid-Gehalten von ungefähr 100 ppm und in völlig Zirkon-freien Behandlungslösungen ausgebildet werden, wobei eine hohe Beizrate des Aluminiumsubstrates (Tabelle 2) in Kauf genommen werden muss.

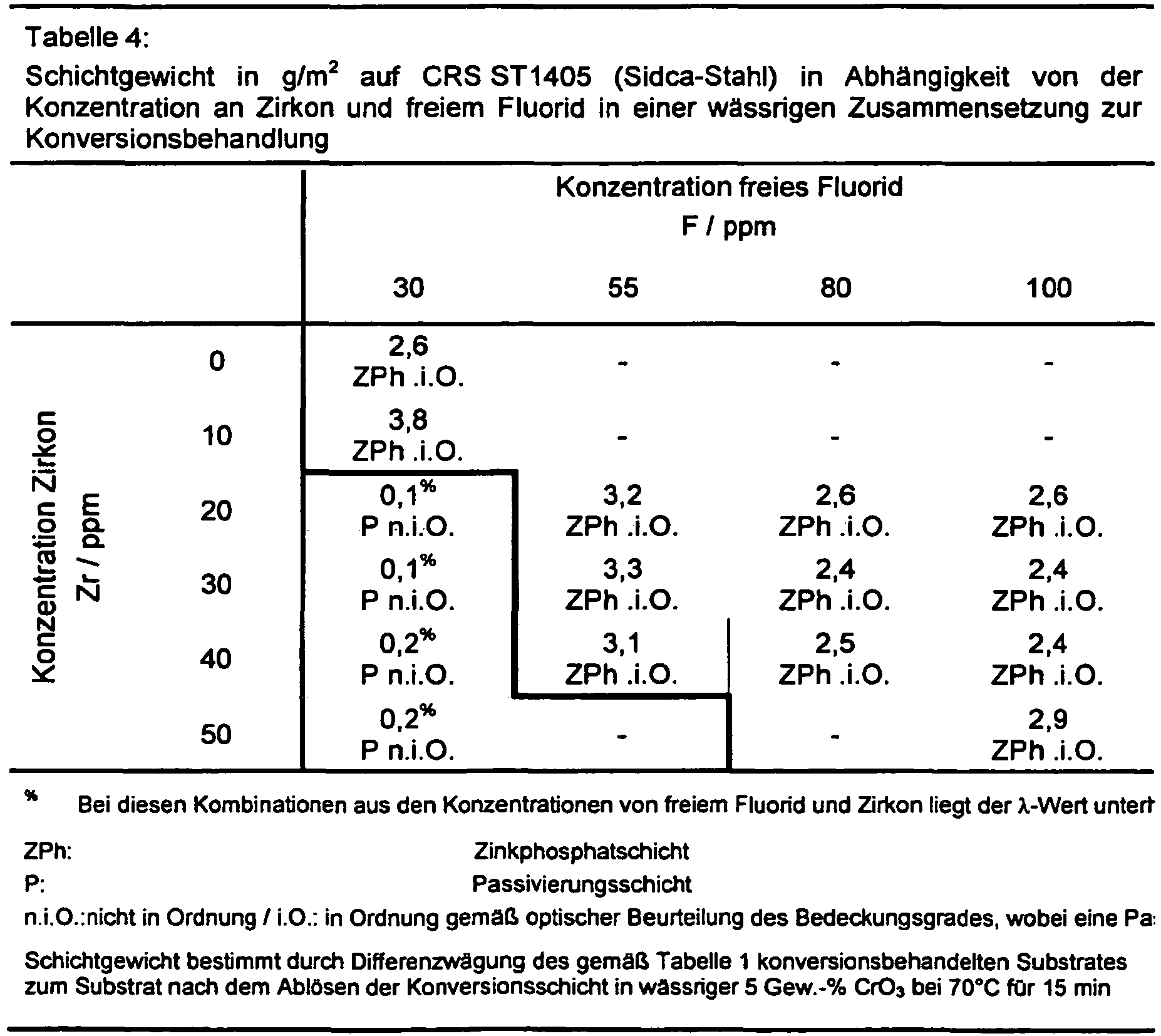
- Analoge Resultate ergeben sich für eine Konversionsbehandlung von schmelztauchverzinkten Stahloberflächen (Tabelle 5). Auch hier wird die Zinkphosphatierung durch die Erhöhung der Zirkon-Konzentration bei konstantem Gehalt an freiem Fluorid durch eine Zirkon-basierte Passivierung sukzessive ersetzt, wobei auch auf diesem Substrat der kritische Badparameter für diesen Wechsel in der Art der Passivierung durch einen λ-wert von unter 4 gekennzeichnet ist. Überhöhte Schichtgewichte der Zinkphosphatschicht von > 4,5 g/m2 deuten auf eine geringe Barrierewirkung der Phosphatschicht kennzeichnen dabei den Übergang von einer Zinkphosphatierung mit gewünschter Kristallinität zu einer reinen Zrbasierten Passivierung bei sinkendem λ-Wert.

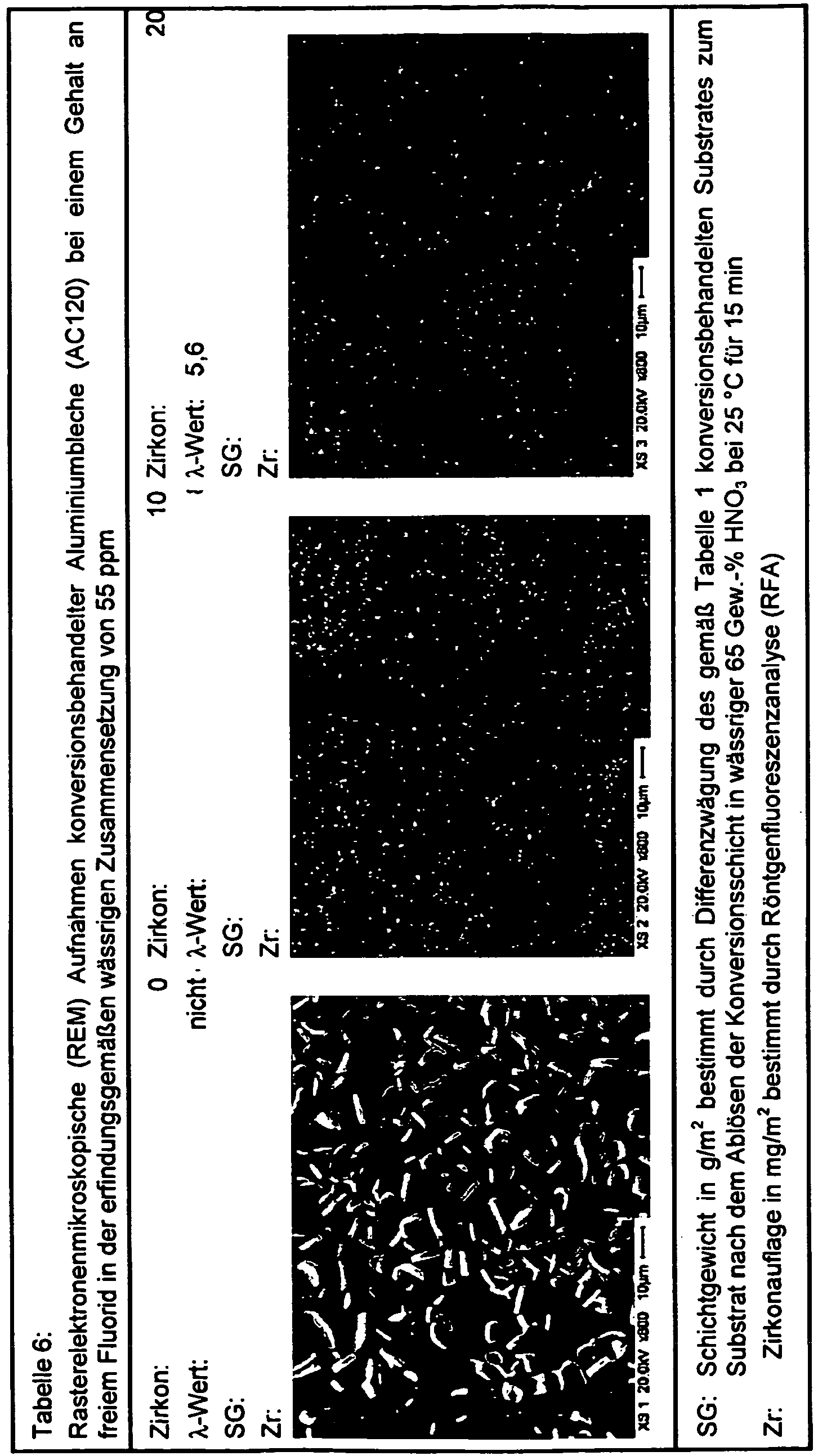
- Die Tatsache, dass durch Zugabe von Zirkonium-Verbindungen eine Phosphatierung von Aluminiumoberflächen unterbleibt kann auch mittels elektronenmikroskopischer Aufnahmen der Aluminiumoberfläche nach erfolgter Konversionsbehandlung nach Art der vorliegenden Erfindung (gemäß Tabelle 1) nachgewiesen werden. So zeigt Tabelle 6 für einen konstanten Gehalt an freiem Fluorid wie sich die Morphologie der Aluminiumoberfläche mit zunehmender Konzentration an Zirkon verändert. Ohne Zirkon in der Badlösung ist die Ausbildung von plättchenförmigen Phosphatkristallen mit hohem Aspektverhältnis erkennbar, wobei keine geschlossene kristalline Phosphatsschicht vorliegt. Eine derartige Beschichtung als Endprodukt einer Ein-Schritt-Konversionsbehandlung ist für einen hinreichenden Korrosionsschutz völlig ungeeignet und ein analog behandeltes Bauteil müsste einer Nachpassivierung unterzogen werden. Die Zugabe von 10 ppm Zirkon führt jedoch bereits dazu, dass die Phosphatierung zurückgedrängt wird. Auf der Oberfläche sind keine Phosphatkristalle oder vereinzelte "Kristallnester" erkennbar, so dass bei hinreichender Passivierung durch das Ausbilden einer amorphen Zirkon-basierten Konversionsschicht die der Erfindung zugrunde liegende Aufgabe bereits in vollem Umfang gelöst wird. Dies jedoch nur unter der Voraussetzung, dass Bedingungen vorliegen unter denen gleichzeitig eine Phosphatierung von Stahl- und/oder verzinkten Stahloberflächen erfolgen kann.
- Der Einfluss einer systematischen Variation der Zirkon- und/oder der Titankonzentration mit der freien Fluoridkonzentration in der wässrigen Behandlungslösung auf die Konversionsschichtbildung für die verschiedenen Substrate Aluminium (AC 120), CRS ST1405 (Sidca-Stahl) und HDG (Thyssen) ist im folgenden dargelegt.
- Für die Konversionsbehandlung wird in zur Tabelle 1 identischen Verfahrensschritten, das jeweilige Blech gereinigt, gespült, aktiviert und anschließend mit wässrigen Behandlungslösungen entsprechend der Tabelle 1 in Kontakt gebracht, die allerdings entweder
- a) 0-70 ppm Zirkon in Form von H2ZrF6 oder
- b) 0-70 ppm Titan in Form von K2TiF6 oder
- c) jeweils 0-30 ppm Zirkon und Titan in Form von H2ZrF6 bzw. K2TiF6 enthält.
- Die Tabellen 8 bis 10 enthalten in Abhängigkeit von dem Quotienten λ der jeweils eingesetzten Behandlungslösungen a) bis c) eine optische Beurteilung der Phosphatierung auf kaltgewalztem Stahl, da insbesondere auf diesem Substrat die Ausbildung einer geschlossenen und homogenen Zinkphosphatschicht kritisch ist. Bei der optischen Beurteilung wird das Probenblech in ein Linienraster derart unterteilt, dass eine optische Einzelbewertung von ca. 1 cm2 großen quadratischen Feldern vorgenommen wird. Der Mittelwert aus den über alle Einzelfelder aufsummierten Bedeckungsgraden ergibt dann halbquantitativ die Gesamtbedeckung des jeweiligen Bleches mit der Phosphatschicht in Prozent der untersuchten Blechfläche, wobei diese aus mindestens 64 Einzelfeldern besteht. Beschichtete und unbeschichtete Bereiche sind dabei für den Fachmann aufgrund ihrer unterschiedlichen Reflektivität und/oder Farbgebung unterscheidbar. Phosphatierte Bereiche erscheinen auf allen metallischen Substraten mattgrau, während unbeschichtete Bereiche metallisch glänzen und passivierte Bereiche bläulich bis violett schimmernd erscheinen.
Tabelle 8: Schichtgewichte und optische Beurteilung der Phosphatschicht auf CRS ST1405 (Sidca-Stahl) nach Konversionsbehandlung gemäß Beispiel 2a Nr. Zr in ppm freies Fluorid# in ppm λ-Wert Optische Beurteilung* SG in g/m2 1 0 23 - V: 10 / R: 10 3,6 2 5 23 5,1 V: 10/ R: 10 3,3 3 10 22 3,5 V:1 / R: 1 --- 4 6 22 4,5 V: 10 / R: 10 3,7 5 10 22 3,5 V:0 / R: 0 --- 6 10 30 4,7 V: 10 / R: 9 3,7 7 10 45 7,1 V: 10 / R: 10 3,4 8 15 45 5,8 V: 10 / R: 10 3,6 9 30 43 3,9 V: 1 / R: 1 --- 10 30 76 6,9 V: 10 / R: 10 3,2 11 50 75 5,3 V: 10 / R: 10 2,8 12 70 77 4,6 V: 10 / R: 9 2,9 13 70 90 5,4 V: 10 / R: 10 3,1 # gemessen mit einer Fluorid-sensitiven Glaselektrode in der abgekühlten Badlösung * optische Beurteilung in einer Skala von 0 bis 10 10 entspricht einer zu 100% geschlossenen kristallinen Phosphatschicht 1 entspricht einer zu 10% geschlossenen kristallinen Phosphatschicht 0 entspricht einer reinen Passivschicht / keine Phosphatierung erfolgt V/R : Vorderseite / Rückseite; als Vorderseite ist die dem Rührer zugewandte Seite des Blechs mit hoher Badbewegung bezeichnet SG: Schichtgewicht in g/m2 bestimmt durch Differenzwägung nach dem Ablösen der Konversionsschicht in wässriger 5 Gew.-% CrO3 bei 70°C für 15 min λ-Wert: 
Tabelle 9: Schichtgewichte und optische Beurteilung der Phosphatschicht auf CRS ST1405 (Sidca-Stahl) nach Konversionsbehandlung gemäß Beispiel 2b Nr. Ti in ppm freies Fluorid# in ppm λ-Wert Optische Beurteilung* SG in g/m2 1 0 25 - V: 10 / R: 10 4,1 2 3 24 5,0 V: 9 / R: 8 - 3 3 28 5,8 V: 10 / R: 9 4,9 4 4 30 5,4 V: 10 / R: 9 4,7 5 4 42 7,6 V: 10 / R: 10 4,1 6 6 43 6,3 V:10 / R: 8 4,6 7 6 74 10,9 V: 10 / R: 10 3,9 8 12 74 7,7 V: 10 / R: 10 4,0 9 14 100 9,6 V: 10 / R: 10 4,2 10 20 100 8,0 V: 10 / R: 10 3,8 11 30 102 6,7 V: 9 / R:9 - 12 30 138 9,1 V: 10 / R: 10 3,7 13 60 138 6,4 V: 10 / R: 9 4,1 14 70 138 5,9 V: 9 / R:9 4,2 # gemessen mit einer Fluorid-sensitiven Glaselektrode in der abgekühlten Badlösung * optische Beurteilung in einer Skala von 0 bis 10 10 entspricht einer zu 100% geschlossenen kristallinen Phosphatschicht 1 entspricht einer zu 10% geschlossenen kristallinen Phosphatschicht 0 entspricht einer reinen Passivschicht / keine Phosphatierung erfolgt V / R: Vorderseite / Rückseite; als Vorderseite ist die dem Rührer zugewandte Seite des Blechs mit hoher Badbewegung bezeichnet SG: Schichtgewicht in g/m2 bestimmt durch Differenzwägung nach dem Ablösen der Konversionsschicht in wässriger 5 Gew.-% CrO3 bei 70°C für 15 min λ-Wert: 
Tabelle 10: Schichtgewichte und optische Beurteilung der Phosphatschicht auf CRS ST1405 (Sidca-Stahl) nach Konversionsbehandlung gemäß Beispiel 2c Nr Zr in ppm Ti in ppm freies Fluorid# in ppm λ-Wert Optische Beurteilung SG in g/m2 1 0 0 20 - V: 10 / R: 10 3,7 2 4 4 20 2,9 V: 0 / R: 0 - 3 4 4 30 4,4 V: 9 / R: 9 4,5 4 4 4 38 5, 5 V: 10 / R: 10 4,1 5 8 8 40 4,1 V: 0 / R: 0 - 6 8 8 78 8,0 V: 10 / R: 10 4,0 7 12 12 78 6,5 V: 10 / R: 10 3,8 8 30 30 71 3,8 V: 0 / R: 0 - 9 30 30 95 5,0 V: 10 / R: 10 4,0 10 30 30 114 6,0 V: 10 / R: 10 3,9 # gemessen mit einer Fluorid-sensitiven Glaselektrode in der abgekühlten Badlösung * optische Beurteilung in einer Skala von 0 bis 10 10 entspricht einer zu 100% geschlossenen kristallinen Phosphatschicht 1 entspricht einer zu 10% geschlossenen kristallinen Phosphatschicht 0 entspricht einer reinen Passivschicht / keine Phosphatierung erfolgt V / R: Vorderseite / Rückseite; als Vorderseite ist die dem Rührer zugewandte Seite des Blechs mit hoher Badbewegung bezeichnet SG: Schichtgewicht in g/m2 bestimmt durch Differenzwägung nach dem Ablösen der Konversionsschicht in wässriger 5 Gew.-% CrO3 bei 70°C für 15 min λ-Wert: 
der Quotient λ entsprechend der Formel (I)
wobei F / mM und Me / mM die um die Einheit der Konzentration in mM reduzierte freie Fluorid- (F) beziehungsweise reduzierte Zirkon- und/oder Titan-Konzentration (Me) darstellen, mindestens
der Quotient λ entsprechend der Formel (I)
wobei F / mM und Me / mM die um die Einheit der Konzentration in mM reduzierte freie Fluorid- (F) beziehungsweise reduzierte Zirkon-Konzentration (Me) darstellen, mindestens 4, aber nicht mehr als 10 beträgt.
Claims (13)
- Verfahren zur korrosionsschützenden Konversionsbehandlung von aus metallischen Werkstoffen zusammengefügten Verbundstrukturen, die neben Oberflächen von Stahl und/oder verzinktem Stahl und/oder legierungsverzinktem Stahl auch Oberflächen von Aluminium umfassen, dadurch gekennzeichnet, dass die gereinigten und entfetteten metallischen Oberflächen mit einer wässrigen Zusammensetzung in Kontakt gebracht werden enthaltend(a) 5-50 g/l Phosphationen,(b) 0,3-3 g/l Zink(II)-Ionen,(c)insgesamt 1-200 ppm einer oder mehrerer wasserlöslicher Verbindungen von Zirkon oder Zirkon und Titan bezogen auf das Element Zirkon oder die Elemente Zirkon und Titan,(d) eine Menge an freiem Fluorid von 1-400 ppm gemessen mit einer Fluorid-sensitiven Elektrode,dadurch gekennzeichnet, dass
der Quotient λ entsprechend der Formel (I)
wobei F / mM und Me / mM die um die Einheit der Konzentration in mM reduzierte freie Fluorid- (F) beziehungsweise reduzierte Zirkon- und/oder Titan-Konzentration (Me) darstellen, mindestens

- Verfahren gemäß gemäß Anspruch 1, dadurch gekennzeichnet, dass der Quotient λ entsprechend der Formel (I) für wässrige Zusammensetzungen, die als Komponente (c) ausschließlich wasserlösliche Verbindungen von Zirkon enthalten, mindestens 4,5, bevorzugt mindestens 5, aber nicht mehr als 8 ist.
- Verfahren gemäß einem der Ansprüche 1 bis 2, dadurch gekennzeichnet, dass die wässrige Zusammensetzung zusätzlich mindestens eine der folgenden Mengen nachstehend genannter Beschleuniger enthält:
0,3 bis 4 g/l Chlorationen, 0,01 bis 0,2 g/l Nitritionen, 0,05 bis 4 g/l Nitroguanidin, 0,05 bis 4 g/l N-Methylmorpholin-N-oxid, 0,2 bis 2 g/l m-Nitrobenzolsulfonat-Ionen, 0,05 bis2 g/l m-Nitrobenzoat-Ionen, 0,05 bis2 g/l p-Nitrophenol, 1 bis 150 mg/l Wasserstoffperoxid in freier oder gebundener Form, 0,1 bis 10 g/l Hydroxylamin in freier oder gebundener Form, 0,1 bis 10 g/l eines reduzierenden Zuckers. - Verfahren gemäß einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die wässrige Zusammensetzung zusätzlich eine oder mehrere der nachstehend genannten Kationen-Mengen enthält:
0,001 bis 4 g/l Mangan(II) 0,001 bis 4 g/l Nickel(II) 0,001 bis 4 g/l Cobalt(II) 0,002 bis 0,2 g/l Kupfer(II) 0,2 bis 2,5 g/l Magnesium(II) 0,2 bis 2,5 g/l Kalzium(II) 0,01 bis 0,5 g/l Eisen(II) 0,2 bis 1,5 g/l Lithium(I) 0,02 bis 0,8 g/l Wolfram(VI). - Verfahren gemäß einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die wässrige Zusammensetzung einen freien Säuregehalt von 0 Punkten, bevorzugt mindestens 0,5 Punkten, besonders bevorzugt mindestens 1 Punkt, aber nicht mehr als 3 Punkten, bevorzugt nicht mehr als 2 Punkten und besonders bevorzugt nicht mehr als 1,5 Punkten aufweist, wobei der Gesamtsäuregehalt mindestens 20 Punkte, bevorzugt mindestens 22 Punkte, aber nicht mehr als 26 Punkte, bevorzugt nicht mehr als 24 Punkte beträgt.
- Verfahren gemäß einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die wässrige Zusammensetzung einen pH-Wert von nicht kleiner als 2,2, bevorzugt nicht kleiner als 2,4, und besonders bevorzugt nicht kleiner als 2,6, aber nicht größer als 3,8, bevorzugt nicht größer als 3,6 und besonders bevorzugt nicht größer als 3,2 aufweist, wobei eine Temperatur im Bereich von 20 bis 65 °C eingehalten wird.
- Verfahren gemäß einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass die derart behandelten metallischen Oberflächen, wobei eine flächendeckende kristalline Phosphatschicht mit einer Schichtauflage von 0,5-4,5 g/m2 auf den Stahl-, verzinkten Stahl- und legierungsverzinkten Stahloberflächen und eine nicht-kristalline Konversionsschicht auf den Aluminiumoberflächen vorliegt, in einem weiteren Verfahrensschritt mit oder ohne dazwischenliegendem Wasserspülgang mit einem Elektrotauchlack beschichtet werden.
- Verfahren gemäß einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass nach dem in Kontakt bringen der metallischen Oberflächen mit der wässrigen Zusammensetzung eine passivierende Nachspülung unterbleibt.
- Verfahren gemäß einem oder mehreren der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass nach dem in Kontakt bringen der metallischen Oberflächen mit der wässrigen Zusammensetzung eine passivierende Nachspülung mit oder ohne dazwischenliegendem Wasserspülgang erfolgt.
- Verfahren gemäß Anspruch 9, dadurch gekennzeichnet, dass die passivierende Nachspülung einen pH-Wert im Bereich von 3,5 bis 5,5 aufweist und diese insgesamt 200 bis 1500 ppm Fluorokomplexe von Zirkon und/oder Titan bezogen auf die Elemente Zirkon und/oder Titan und gegebenenfalls 10 bis 100 ppm Kupfer(II)-Ionen enthält.
- Ein metallisches Bauteil enthaltend Stahl- und/oder verzinkte und/oder legierungsverzinkte Stahloberflächen und mindestens eine Aluminiumoberfläche, wobei sofern vorhanden sowohl die Stahl- als auch die verzinkten und legierungsverzinkten Stahloberflächen mit einer flächendeckenden kristallinen Phosphatschicht mit einem Schichtgewicht von 0,5 bis 4,5 g/m2 überzogen sind, während auf der Aluminiumoberfläche eine nicht-kristalline Konversionsschicht ausgebildet ist, dadurch gekennzeichnet, dass das metallische Bauteil gemäß einem der Ansprüche 1 bis 10 vorbehandelt wurde.
- Verwendung eines metallischen Bauteils gemäß Anspruch 11 im Karosseriebau bei der automobilen Fertigung, im Schiffsbau, im Baugewerbe sowie für die Herstellung von Weißer Ware.
- Wässrige Zusammensetzung zur korrosionsschützenden Konversionsbehandlung von metallischen Oberflächen, welche Oberflächen von Stahl oder verzinktem Stahl oder legierungsverzinktem Stahl oder Aluminium sowie sämtliche Kombinationen aus diesen umfassen, die(a) 5-50 g/l Phosphationen,(b) 0,3-3 g/l Zink(II)-Ionen,(c)insgesamt 1-200 ppm ausgewählt aus wasserlöslichen Verbindungen von Zirkon und Titan bezogen auf die Elemente Zirkon und Titan, wobei ausschließlich eine oder mehrere wasserlösliche Verbindungen von Zirkon enthalten sind,(d) eine Menge an freiem Fluorid von 1-400 ppm gemessen mit einer Fluorid-sensitiven Elektrode enthält,dadurch gekennzeichnet, dass
der Quotient λ entsprechend der Formel (I)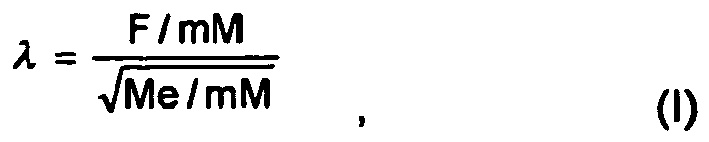
wobei F / mM und Me / mM die um die Einheit der Konzentration in mM reduzierte freie Fluorid- (F) beziehungsweise reduzierte Zirkon-Konzentration (Me) darstellen, mindestens 4, aber nicht mehr als 10 beträgt.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL07820181T PL2092090T3 (pl) | 2006-11-08 | 2007-09-13 | Zawierający Zr/Ti roztwór fosforanujący do pasywacji powierzchni metalicznych kompozytów |
| SI200731183T SI2092090T1 (sl) | 2006-11-08 | 2007-09-13 | Fosfatirna raztopina, ki vsebuje zr/ti za pasiviranje kovinskih kompozitnih povrĺ in |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006052919A DE102006052919A1 (de) | 2006-11-08 | 2006-11-08 | Zr-/Ti-haltige Phosphatierlösung zur Passivierung von Metallverbundoberflächen |
| PCT/EP2007/059628 WO2008055726A1 (de) | 2006-11-08 | 2007-09-13 | Zr-/ti-haltige phosphatierlösung zur passivierung von metallverbundoberflächen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2092090A1 EP2092090A1 (de) | 2009-08-26 |
| EP2092090B1 true EP2092090B1 (de) | 2012-12-19 |
Family
ID=38704784
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07820181A Active EP2092090B1 (de) | 2006-11-08 | 2007-09-13 | Zr-/ti-haltige phosphatierlösung zur passivierung von metallverbundoberflächen |
Country Status (14)
| Country | Link |
|---|---|
| US (2) | US8801871B2 (de) |
| EP (1) | EP2092090B1 (de) |
| JP (1) | JP5406723B2 (de) |
| KR (1) | KR20090086405A (de) |
| CN (1) | CN101535528B (de) |
| BR (1) | BRPI0718578A2 (de) |
| CA (1) | CA2669042C (de) |
| DE (1) | DE102006052919A1 (de) |
| ES (1) | ES2398594T3 (de) |
| PL (1) | PL2092090T3 (de) |
| RU (1) | RU2464356C2 (de) |
| SI (1) | SI2092090T1 (de) |
| WO (1) | WO2008055726A1 (de) |
| ZA (1) | ZA200903169B (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2824213A1 (de) | 2013-07-12 | 2015-01-14 | Voestalpine Stahl GmbH | Verfahren zur Verbesserung der Haftfähigkeit auf einem schutzbeschichteten Stahlblech |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2434972C2 (ru) | 2006-05-10 | 2011-11-27 | ХЕНКЕЛЬ АГ унд Ко. КГаА. | Улучшенная, содержащая трехвалентный хром композиция для применения в коррозионно-стойких покрытиях на металлических поверхностях |
| DE102008000600B4 (de) * | 2008-03-11 | 2010-05-12 | Chemetall Gmbh | Verfahren zur Beschichtung von metallischen Oberflächen mit einem Passivierungsmittel, das Passivierungsmittel, die hiermit erzeugte Beschichtung und ihre Verwendung |
| JP5593532B2 (ja) * | 2008-07-30 | 2014-09-24 | ディップソール株式会社 | 亜鉛又は亜鉛合金めっき上にクロムフリー化成皮膜を形成するための化成処理水溶液及びそれより得られたクロムフリー化成皮膜 |
| DE102009029334A1 (de) * | 2009-09-10 | 2011-03-24 | Henkel Ag & Co. Kgaa | Zweistufiges Verfahren zur korrosionsschützenden Behandlung von Metalloberflächen |
| DE102009047522A1 (de) | 2009-12-04 | 2011-06-09 | Henkel Ag & Co. Kgaa | Mehrstufiges Vorbehandlungsverfahren für metallische Bauteile mit Zink- und Eisenoberflächen |
| DE102009047523A1 (de) * | 2009-12-04 | 2011-06-09 | Henkel Ag & Co. Kgaa | Mehrstufiges Vorbehandlungsverfahren für metallische Bauteile mit Zinnoberflächen |
| DE102010030697A1 (de) * | 2010-06-30 | 2012-01-05 | Henkel Ag & Co. Kgaa | Verfahren zur selektiven Phosphatierung einer Verbundmetallkonstruktion |
| JP5861249B2 (ja) * | 2010-09-15 | 2016-02-16 | Jfeスチール株式会社 | 容器用鋼板の製造方法 |
| US20130230425A1 (en) * | 2011-09-02 | 2013-09-05 | Ppg Industries Ohio, Inc. | Two-step zinc phosphating process |
| EP2631333A1 (de) | 2012-02-24 | 2013-08-28 | Henkel AG & Co. KGaA | Vorbehandlung von Zinkoberflächen vor einer Passivierung |
| GB2508827A (en) | 2012-12-11 | 2014-06-18 | Henkel Ag & Co Kgaa | Aqueous compositions and processes for passivating and brightening stainless steel surfaces |
| US10156016B2 (en) | 2013-03-15 | 2018-12-18 | Henkel Ag & Co. Kgaa | Trivalent chromium-containing composition for aluminum and aluminum alloys |
| EP2862957B1 (de) | 2013-10-16 | 2019-08-07 | Coatings Foreign IP Co. LLC | Verfahren zur Herstellung einer mehrschichtigen Beschichtung |
| CZ2014778A3 (cs) * | 2014-11-11 | 2016-02-17 | Univerzita J. E. Purkyně V Ústí Nad Labem | Způsob povlakování kovových forem ze slitin typu Al - Mg a Al - Si, zejména pro výrobu pneumatik motorových vozidel v automobilovém průmyslu |
| US9631281B2 (en) * | 2014-12-04 | 2017-04-25 | Axalta Coating Systems Ip Co., Llc | Processes for producing a multilayer coating |
| EP3502311A1 (de) * | 2017-12-20 | 2019-06-26 | Henkel AG & Co. KGaA | Verfahren zur korrosionsschützenden und reinigenden vorbehandlung von metallischen bauteilen |
| KR20200121310A (ko) | 2018-02-19 | 2020-10-23 | 케메탈 게엠베하 | 복합 금속 구조체의 선택적 포스페이트화 방법 |
| RU2690876C1 (ru) * | 2018-06-14 | 2019-06-06 | Закрытое Акционерное общество "ФК" (ЗАО " ФК") | Способ получения фосфатного покрытия |
| CN111893467B (zh) * | 2020-07-30 | 2022-12-13 | 中铝材料应用研究院有限公司 | 一种改进的铝合金磷化工艺 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2695963B2 (ja) * | 1990-03-16 | 1998-01-14 | マツダ株式会社 | 金属表面のリン酸塩処理方法 |
| JP2826242B2 (ja) * | 1992-11-30 | 1998-11-18 | 日本ペイント株式会社 | 金属表面のりん酸塩処理方法 |
| DE69326021T2 (de) * | 1992-12-22 | 1999-12-23 | Henkel Corp., Plymouth Meeting | Im wesentlichen nickelfreier phosphatkonversionsüberzug-zusammensetzung und verfahren |
| JPH08246161A (ja) * | 1995-03-07 | 1996-09-24 | Mazda Motor Corp | 金属表面のリン酸塩処理方法 |
| DE19511573A1 (de) * | 1995-03-29 | 1996-10-02 | Henkel Kgaa | Verfahren zur Phosphatierung mit metallhaltiger Nachspülung |
| DE19606018A1 (de) * | 1996-02-19 | 1997-08-21 | Henkel Kgaa | Zinkphosphatierung mit geringen Gehalten an Nickel- und/oder Cobalt |
| JPH09228066A (ja) * | 1996-02-27 | 1997-09-02 | Nippon Parkerizing Co Ltd | アルミニウム含有金属材料の耐食性・塑性加工性増進表面処理用水性組成物、処理液、および処理方法 |
| JP3185966B2 (ja) * | 1996-04-10 | 2001-07-11 | 日本ペイント株式会社 | 金属成型物のリン酸亜鉛皮膜処理方法 |
| ES2316169T3 (es) | 1997-09-10 | 2009-04-01 | HENKEL AG & CO. KGAA | Pretratamiento antes de la pintura de estructuras de metal compuesto que contienen porciones de aluminio. |
| ES2462291T3 (es) * | 2001-02-16 | 2014-05-22 | Henkel Ag & Co. Kgaa | Proceso de tratamiento de artículos polimetálicos |
| DE10110834B4 (de) * | 2001-03-06 | 2005-03-10 | Chemetall Gmbh | Verfahren zur Beschichtung von metallischen Oberflächen und Verwendung der derart beschichteten Substrate |
| JP2003055796A (ja) * | 2001-08-09 | 2003-02-26 | Showa Denko Kk | アルミニウム材およびその製造方法、ならびに電子写真用感光体および電解コンデンサ電極用アルミニウム材料 |
| DE50310042D1 (de) * | 2002-07-10 | 2008-08-07 | Chemetall Gmbh | Verfahren zur beschichtung von metallischen oberflächen |
| DE10231279B3 (de) * | 2002-07-10 | 2004-01-29 | Chemetall Gmbh | Verfahren zur Beschichtung von metallischen Oberflächen und Verwendung der derart beschichteten Substrate |
| US20040118483A1 (en) * | 2002-12-24 | 2004-06-24 | Michael Deemer | Process and solution for providing a thin corrosion inhibiting coating on a metallic surface |
| DE10322446A1 (de) * | 2003-05-19 | 2004-12-09 | Henkel Kgaa | Vorbehandlung von Metalloberflächen vor einer Lackierung |
| DE10323305B4 (de) * | 2003-05-23 | 2006-03-30 | Chemetall Gmbh | Verfahren zur Beschichtung von metallischen Oberflächen mit einer Wasserstoffperoxid enthaltenden Phosphatierungslösung, Phosphatierlösung und Verwendung der behandelten Gegenstände |
-
2006
- 2006-11-08 DE DE102006052919A patent/DE102006052919A1/de not_active Withdrawn
-
2007
- 2007-09-13 CN CN2007800414397A patent/CN101535528B/zh active Active
- 2007-09-13 PL PL07820181T patent/PL2092090T3/pl unknown
- 2007-09-13 ES ES07820181T patent/ES2398594T3/es active Active
- 2007-09-13 CA CA2669042A patent/CA2669042C/en active Active
- 2007-09-13 WO PCT/EP2007/059628 patent/WO2008055726A1/de active Application Filing
- 2007-09-13 KR KR1020097009359A patent/KR20090086405A/ko active Search and Examination
- 2007-09-13 SI SI200731183T patent/SI2092090T1/sl unknown
- 2007-09-13 JP JP2009535644A patent/JP5406723B2/ja not_active Expired - Fee Related
- 2007-09-13 BR BRPI0718578-2A patent/BRPI0718578A2/pt not_active Application Discontinuation
- 2007-09-13 EP EP07820181A patent/EP2092090B1/de active Active
- 2007-09-13 RU RU2009121446/02A patent/RU2464356C2/ru not_active IP Right Cessation
-
2009
- 2009-04-22 US US12/427,785 patent/US8801871B2/en active Active
- 2009-05-07 ZA ZA200903169A patent/ZA200903169B/xx unknown
-
2012
- 2012-03-19 US US13/423,558 patent/US8956468B2/en active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2824213A1 (de) | 2013-07-12 | 2015-01-14 | Voestalpine Stahl GmbH | Verfahren zur Verbesserung der Haftfähigkeit auf einem schutzbeschichteten Stahlblech |
| US9920430B2 (en) | 2013-07-12 | 2018-03-20 | Voestalpine Stahl Gmbh | Method for improving adherence |
Also Published As
| Publication number | Publication date |
|---|---|
| ZA200903169B (en) | 2010-04-28 |
| US20090255608A1 (en) | 2009-10-15 |
| JP5406723B2 (ja) | 2014-02-05 |
| CA2669042C (en) | 2016-08-02 |
| BRPI0718578A2 (pt) | 2014-03-11 |
| KR20090086405A (ko) | 2009-08-12 |
| RU2464356C2 (ru) | 2012-10-20 |
| WO2008055726A1 (de) | 2008-05-15 |
| CA2669042A1 (en) | 2008-05-15 |
| RU2009121446A (ru) | 2010-12-20 |
| PL2092090T3 (pl) | 2013-05-31 |
| DE102006052919A1 (de) | 2008-05-15 |
| ES2398594T3 (es) | 2013-03-20 |
| US8956468B2 (en) | 2015-02-17 |
| CN101535528A (zh) | 2009-09-16 |
| US8801871B2 (en) | 2014-08-12 |
| JP2010509499A (ja) | 2010-03-25 |
| CN101535528B (zh) | 2012-03-21 |
| EP2092090A1 (de) | 2009-08-26 |
| SI2092090T1 (sl) | 2013-06-28 |
| US20120177946A1 (en) | 2012-07-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2092090B1 (de) | Zr-/ti-haltige phosphatierlösung zur passivierung von metallverbundoberflächen | |
| EP2588646B1 (de) | Verfahren zur selektiven phosphatierung einer verbundmetallkonstruktion | |
| EP2255026B1 (de) | Optimierte passivierung auf ti-/zr-basis für metalloberflächen | |
| EP0633950B1 (de) | Nickelfreie phosphatierverfahren | |
| DE60127921T2 (de) | Verfahren zur Beschichtung von Metalloberflächen | |
| WO2002070782A2 (de) | Verfahren zur beschichtung von metallischen oberflächen und verwendung der derart beschichteten substrate | |
| EP0717787B1 (de) | Nickelfreies phosphatierverfahren | |
| EP0478648B1 (de) | Verfahren zur herstellung von mangan- und magnesiumhaltigen zinkphosphatüberzügen | |
| EP1633905B1 (de) | Beschichtung metallischer oberflächen mit wassersoffperoxid und nitro-guanidin enthaltenden phosphatierungslösungen | |
| EP1114202A1 (de) | Verfahren zur phosphatierung, nachspülung und kathodischer elektrotauchlackierung | |
| WO2012126734A1 (de) | Mehrstufige korrosionsschützende behandlung metallischer bauteile mit zinkoberflächen | |
| EP0359296B1 (de) | Phosphatierverfahren | |
| DE69520350T2 (de) | Galvanisiertes stahlblech und verfahren zur herstellung | |
| EP0922123B1 (de) | Wässrige lösung und verfahren zur phosphatierung metallischer oberflächen | |
| EP1521863B1 (de) | Verfahren zur beschichtung von metallischen oberflächen | |
| EP3755825A1 (de) | Verfahren zur selektiven phosphatierung einer verbundmetallkonstruktion | |
| DE10322446A1 (de) | Vorbehandlung von Metalloberflächen vor einer Lackierung | |
| DE4326388A1 (de) | Verfahren zur phosphatierenden Behandlung von einseitig verzinktem Stahlband | |
| WO1998013534A2 (de) | Verfahren zur phosphatierung von stahlband | |
| EP0215041B1 (de) | Verfahren zum phosphatieren von metalloberflächen | |
| DE4330104A1 (de) | Nickel- und Kupfer-freies Phosphatierverfahren | |
| WO1999014397A1 (de) | Verfahren zur phosphatierung von stahlband | |
| WO1993022474A1 (de) | Kupfer enthaltendes, nickelfreies phosphatierverfahren | |
| WO2001040546A1 (de) | Verfahren zur phosphatierung, nachspülung und kathodischer elektrotauchlackierung | |
| DE10231279B3 (de) | Verfahren zur Beschichtung von metallischen Oberflächen und Verwendung der derart beschichteten Substrate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20090319 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20100705 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 589480 Country of ref document: AT Kind code of ref document: T Effective date: 20130115 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502007011079 Country of ref document: DE Effective date: 20130207 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2398594 Country of ref document: ES Kind code of ref document: T3 Effective date: 20130320 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130320 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130319 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130419 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130419 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 |
|
| 26N | No opposition filed |
Effective date: 20130920 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502007011079 Country of ref document: DE Effective date: 20130920 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20070913 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130913 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20150918 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160930 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20220912 Year of fee payment: 16 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230530 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20230905 Year of fee payment: 17 Ref country code: AT Payment date: 20230921 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SI Payment date: 20230831 Year of fee payment: 17 Ref country code: SE Payment date: 20230920 Year of fee payment: 17 Ref country code: PL Payment date: 20230831 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20231123 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230927 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240918 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240919 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20240918 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240925 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240918 Year of fee payment: 18 |