DE10322446A1 - Vorbehandlung von Metalloberflächen vor einer Lackierung - Google Patents
Vorbehandlung von Metalloberflächen vor einer Lackierung Download PDFInfo
- Publication number
- DE10322446A1 DE10322446A1 DE2003122446 DE10322446A DE10322446A1 DE 10322446 A1 DE10322446 A1 DE 10322446A1 DE 2003122446 DE2003122446 DE 2003122446 DE 10322446 A DE10322446 A DE 10322446A DE 10322446 A1 DE10322446 A1 DE 10322446A1
- Authority
- DE
- Germany
- Prior art keywords
- phosphating solution
- range
- ions
- phosphating
- solution
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/34—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides
- C23C22/36—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides containing also phosphates
- C23C22/364—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides containing also phosphates containing also manganese cations
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/34—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides
- C23C22/36—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides containing also phosphates
- C23C22/362—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides containing also phosphates containing also zinc cations
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/34—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides
- C23C22/36—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides containing also phosphates
- C23C22/364—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides containing also phosphates containing also manganese cations
- C23C22/365—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides containing also phosphates containing also manganese cations containing also zinc and nickel cations
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/73—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals characterised by the process
Abstract
Verfahren zur chemischen Vorbehandlung von Metalloberflächen, die zumindest teilweise aus Stahloberflächen bestehen, vor einer organischen Beschichtung, wobei man die Metallstrukturen mit einer Phosphatierlösung in Kontakt bringt, die 0,3 bis 3 g/l Zn(II)-Ionen, 5 bis 40 g/l Phosphationen sowie eine oder mehrere Titan- und/oder Zirkonverbindungen in einer solchen Menge enthält, dass der Gesamtgehalt an Ti und/oder Zr im Bereich von 1 bis 1000 mg/l liegt. Beträgt der Gesamtgehalt an Ti und/oder Zr mindestens 10 mg/l, kann auf eine passivierende Nachspülung verzichtet werden. Zusätzlich vorhandene Oberflächen aus Aluminium werden nicht phosphatiert, sondern in der Phosphatierlösung oder bei einer passivierenden Nachbehandlung mit einer Ti- und/oder Zr-haltigen Konversionsschicht überzogen.
Description
- Die Erfindung betrifft ein Verfahren zur korrosionsschützenden Vorbehandlung von Metalloberflächen, insbesondere in Form zusammengesetzter Metallstrukturen, die zumindest Teile aus Stahl aufweisen, vor einer Lackierung. Zusätzlich kann verzinkter oder legierungsverzinkter Stahl anwesend sein. Dabei kann bei geeigneter Verfahrensführung auf eine passivierende Nachspülung verzichtet werden. Ein besonderer Vorteil zeigt sich, wenn neben Stahl auch Oberflächen aus Aluminium und/oder dessen Legierungen vorhanden sind. Dann entsteht auf diesen Oberflächen keine kristalline Zinkphosphatschicht, was den Beizabtrag und damit die Schlammbildung im Phosphatierbad verringert. Die Oberflächen aus Aluminium und/oder dessen Legierungen werden entweder direkt im Phosphatierbad oder in einer passivierenden Nachspülung mit einer anderen Konversionsschicht als einer Zinkphosphatschicht überzogen und damit geschützt.
- Das Verfahren ist besonders konzipiert zur Anwendung im Automobilbau. Hierbei werden Karosserien oder Karosserieteile, die häufig Bauteile aus Aluminium und/oder dessen Legierungen neben Bauteilen aus Stahl und gegebenenfalls verzinktem Stahl enthalten, einer konversionschemischen Vorbehandlung wie beispielsweise einer Phosphatierung unterzogen, bevor sie lackiert werden. Dabei ist derzeit als erste Lackierstufe eine kathodische Elektrotauchlackierung üblich. Das erfindungsgemäße Verfahren eignet sich besonders als Vorbehandlung hierfür. Es ist jedoch auch für den Haushaltsgerätebau (Kühlschränke, Wasch- oder Spülmaschinen etc.) gut geeignet, wo auf die Vorbehandlung in der Regel eine einfachere Lackierung, beispielsweise eine Pulverlackierung, erfolgt.
- In der Praxis hat es sich gezeigt, dass bei der gemeinsamen Phosphatierung von Oberflächen aus Aluminium und solchen aus Stahl und/oder verzinktem Stahl technische Kompromisse für die Zusammensetzung der Phosphatierbäder eingegangen werden müssen. Durch den Beizangriff aus der Aluminiumoberfläche herausgelöste Aluminiumionen wirken für die Phosphatierlösung als Badgift und behindern die Ausbildung von Zinkphosphatkristallen auf Eisenoberflächen. Daher muss durch entsprechende Maßnahmen das gelöste Aluminium ausgefällt oder maskiert werden. Hierzu setzt man den Phosphatierbädern üblicherweise freie oder komplexgebundene Fluoridionen zu. Die Fluoridionen maskieren die Aluminiumionen durch Komplexbildung und/oder fällen sie, falls die Löslichkeitsprodukte der entsprechenden Salze überschritten werden, als Hexafluoroaluminate von Natrium und/oder Kalium aus. Weiterhin führen freie Fluoridionen im Konzentrationsbereich zwischen etwa 0,3 und etwa 1 g/l zu einem verstärkten Beizangriff auf die Aluminiumoberflächen, so dass sich dort eine mehr oder weniger geschlossene Zinkphosphatschicht ausbilden kann.
US 5.863.357 offenbart, dass Phosphatierlösungen Fluoridionen auch in Form von Fluorokomplexen von Bor, Silicium, Zirkon oder Titan enthalten können. - Die gemeinsame Phosphatierung von Aluminiumbauteilen mit solchen aus Stahl und/oder verzinktem Stahl hat also den technischen Nachteil, dass die Phosphatierbäder bezüglich ihres Fluoridgehalts sehr genau gesteuert werden müssen. Dies erhöht den Regelaufwand und kann es erforderlich machen, fluoridhaltige Lösungen als getrennte Ergänzungslösungen zu bevorraten und zu dosieren. Außerdem vergrößern die ausgefällten Hexafluoroaluminatsalze die Menge an Phosphatierschlamm und verteuern dessen Entsorgung.
- Daher besteht ein Bedarf nach verbesserten Vorbehandlungsverfahren komplexer Bauteile wie beispielsweise Automobilkarosserien, die neben Teilen aus Aluminium solche aus Stahl und gegebenenfalls verzinktem Stahl enthalten. Als Ergebnis der gesamten Vorbehandlung soll auf allen auftretenden Metalloberflächen eine Konversionsschicht oder eine Passivierungsschicht erzeugt werden, die sich als korrosionsschützende Lackgrundlage insbesondere vor einer kathodischen Elektrotauchlackierung eignet.
- Erste Lösungen dieser Aufgabe offenbaren DE-A-19735314 und das sehr ähnliche Dokument WO99/12661. Letzteres beschreibt ein Verfahren zur chemischen Vorbehandlung zusammengesetzter Metallstrukturen, die Teile aus Aluminium oder seinen Legierungen zusammen mit Teilen aus Stahl, verzinktem Stahl und/oder legierungsverzinktem Stahl enthalten, vor einer organischen Beschichtung, wobei man
- a) in einem ersten Schritt die zusammengesetzte Metallstruktur mit einer Zinkphosphatierungslösung behandelt, die auf Stahl und auf verzinktem oder legierungsverzinktem Stahl eine flächendeckende kristalline Zinkphosphatschicht mit einem Schichtgewicht im Bereich von 0,5 bis 5 g/m2 ausbildet, jedoch ohne auf den Aluminiumteilen eine Zinkphosphatschicht zu bilden, und anschließend, mit oder ohne eine Zwischenspülung mit Wasser,
- b) in einem zweiten Schritt die zusammengesetzte Metallstruktur mit einer Behandlungslösung in Kontakt bringt, die die kristalline Zinkphosphatschicht auf Stahl, verzinktem und/oder legierungsverzinktem Stahl nicht auflöst, auf den Aluminiumteilen jedoch eine Konversionsschicht erzeugt.
- Der Stand der Technik, auf dem diese Lehre ausbaut, ist in dem vorstehend genannten Dokument WO99/12661 ausführlich beschrieben. Auch die WO02/066702 hat eine zweistufige Vorbehandlung zusammengesetzter Metallstrukturen nach einem ähnlichen Konzept zum Gegenstand. Die nachfolgend beschriebene Erfindung baut auf diesem Stand der Technik auf und entwickelt die Lehre der genannten WO99/12661 weiter. Verfährt man nach der Lehre dieses Dokuments, beobachtet man, dass die Konversionsschicht auf Aluminium ungleichmäßig sein kann. Dies bildet sich durch eine nachträglich aufgebrachte Lackschicht hindurch ab und verursacht eine kostenträchtige manuelle Nacharbeit nach der Lackierung. Demnach besteht ein Bedarf, das vorstehend beschriebene Vorbehandlungsverfahren so zu verbessern, dass eine gleichmäßigere Beschichtung auf Aluminium während oder nach der Phosphatierung der Bauteile aus Stahl oder verzinktem Strahl erzielt wird.
- Weiterhin wird bei der Phosphatierung immer wieder versucht, auf die übliche Nachspülung mit einer passivierenden Nachspüllösung, beispielsweise einer Nachspüllösung auf Basis von Chromsäure oder Chromaten, von komplexen Fluoriden von Ti oder Zr oder von organischen Polymeren, die über komplexfierende funktionelle Gruppen an die Metalloberfläche binden, zu verzichten. Hierdurch ließen sich eine Behandlungsstufe einsparen und der Chemikalienverbrauch verringern. Dies führt jedoch in der Regel zu Nachteilen hinsichtlich Korrosionsschutz und/oder Lackhaftung.
- Die vorliegende Erfindung betrifft ein Verfahren zur chemischen Vorbehandlung von Metalloberflächen, die zumindest teilweise aus Stahloberflächen bestehen, vor einer organischen Beschichtung, wobei man die Metallstrukturen mit einer Phosphatierlösung in Kontakt bringt, die
0,3 bis 3 g/l Zn(II)-Ionen und
5 bis 40 g/l Phosphationen enthält,
dadurch gekennzeichnet, dass die Phosphatierlösung zusätzlich eine oder mehrere Titan- und/oder Zirkonverbindungen in einer solchen Menge enthält, dass der Gesamtgehalt an Ti und/oder Zr im Bereich von 1 bis 1000 mg/l liegt. - Hierbei kann man eine Zinkphosphatierlösung einsetzen, die
0,3 bis 3 g/l Zn(II),
5 bis 40 g/l Phosphationen
und mindestens einen der folgenden Beschleuniger enthält:
1 bis 4 g/l Chlorationen,
0,2 bis 2 g/l m-Nitrobenzolsulfonationen,
0,1 bis 10 g/l Hydroxylamin in freier oder gebundener Form,
0,05 bis 2 g/l m-Nitrobenzoationen,
0,05 bis 2 g/l p-Nitrophenol,
1 bis 70 mg/l Wasserstoffperoxid in freier oder gebundener Form,
0,1 bis 10 g/l reduzierende Zucker. - Solche Beschleuniger sind im Stand der Technik als Komponenten von Zinkphosphatierbädern geläufig. Hierunter werden Substanzen verstanden, die den durch den Beizangriff der Säure an der Metalloberfläche entstehenden Wasserstoff dadurch chemisch binden, dass sie selbst reduziert werden. Oxidierend wirkende Beschleuniger haben weiterhin den Effekt, durch den Beizangriff auf Stahloberflächen freigesetzte Eisen(II)-Ionen zur dreiwertigen Stufe zu oxidieren, so dass sie als Eisen(III)-Phosphat ausfallen können.
- Vorzugsweise enthält die Phosphatierlösung 1 bis 5000 mg/l Fluoridionen in freier oder gebundener Form, z.B. auch in Form von Fluorokomplexen von Ti oder Zr als die essentiellen Titan- oder Zirkonverbindungen. Vorzugsweise beträgt der Gesamtgehalt an Fluoridionen (frei oder gebunden) mindestens 10 mg/l. Ein Gehalt von bis zu 1500 mg/l ist in der Regel ausreichend. Hierdurch verbessert sich die Phosphatschichtbildung auf verzinktem Stahl.
- Die Phosphatierlösung kann außerdem einen organischen Filmbildner enthalten. Für das erfindungsgemäße Vorbehandlungsverfahren erschwert dieser jedoch die Verfahrensführung. Daher setzt man vorzugsweise im Schritt a) eine Phosphatierlösung ein, die keinen organischen Filmbildner enthält.
- Korrosionsschutz und Lackhaftung der mit einer derartigen Phosphatierlösung erzeugten kristallinen Zinkphosphatschichten werden erfahrungsgemäß verbessert, wenn die Zinkphosphatierlösung zusätzlich eines oder mehrere der folgenden Kationen enthält:
0,001 bis 4 g/l Mangan(II),
0,001 bis 4 g/l Nickel(II)
0,002 bis 0,2 g/l Kupfer(II)
0,2 bis 2,5 g/l Magnesium(II),
0,2 bis 2,5 g/l Calcium(II),
0,01 bis 0,5 g/l Eisen(II),
0,2 bis 1,5 g/l Lithium(I),
0,02 bis 0,8 g/l Wolfram(VI). - Die Zink-Konzentration liegt vorzugsweise im Bereich zwischen etwa 0,3 und etwa 2 g/l und insbesondere zwischen etwa 0,8 und etwa 1,4 g/l. Zinkgehalte oberhalb 1,6 g/l, beispielsweise zwischen 2 und 3 g/l bringen für das Verfahren nur noch geringe Vorteile, können aber andererseits den Schlammanfall im Phosphatierbad erhöhen. Derartige Zinkgehalte können sich in einem arbeitenden Phosphatierbad einstellen, wenn bei der Phosphatierung verzinkter Oberflächen durch den Beizabtrag zusätzliches Zink in das Phosphatierbad gelangt. Phosphatierlösungen, die neben Zinkionen sowohl Mangan- als auch Nickelionen enthalten, sind als „Trikation-Phosphatierlösungen derzeit technisch gebräuchlich und auch im Rahmen eer vorliegenden Erfindung gut geeignet. Aber auch die Anwesenheit von Nickel- und/oder Cobaltionen im Konzentrationsbereich von jeweils etwa 1 bis etwa 50 mg/l für Nickel und etwa 5 bis etwa 100 mg/l für Cobalt (Neben Zinkionen allein oder neben Zinkionen in Kombination mit Manganionen) verbessert in Verbindung mit einem möglichst geringem Nitratgehalt von nicht mehr als etwa 0,5 g/l Korrosionsschutz und Lackhaftung gegenüber Phosphatierbäder, die kein Nickel oder Cobalt enthalten oder die einen Nitratgehalt von mehr als 0,5 g/l aufweisen.
- Hierdurch wird ein günstiger Kompromiss zwischen der Leistung der Phosphatierbäder einerseits und den Anforderungen an die abwassertechnische Behandlung der Spülwässer andererseits erreicht.
- Außer den vorstehend genannten Kationen, die in die Phosphatschicht mit eingebaut werden oder die zumindest das Kristallwachstum der Phosphatschicht positiv beeinflussen, enthalten die Phosphatierbäder in der Regel Natrium-, Kalium- und/oder Ammoniumionen zur Einstellung der freien Säure. Der Begriff der freien Säure ist dem Fachmann auf dem Phosphatiergebiet geläufig. Die in dieser Schrift gewählte Bestimmungsmethode der freien Säure sowie der Gesamtsäure wird im Beispielteil angegeben. Freie Säure und Gesamtsäure stellen einen wichtigen Regelungsparameter für Phosphatierbäder dar, da sie einen großen Einfluss auf das Schichtgewicht haben. Werte der freien Säure zwischen 0 und 3 Punkten, vorzugsweise zwischen 0,5 und 2,5 Punkten, und der Gesamtsäure zwischen etwa 15 und etwa 30 Punkten liegen im technisch üblichen Bereich und sind im Rahmen dieser Erfindung geeignet.
- Liegen neben den Oberflächen aus Stahl und gegebenenfalls den sich hinsichtlich der vorliegenden Erfindung indifferent erweisenden Oberflächen aus verzinktem Stahl zusätzlich Oberflächen aus Aluminium oder seinen Legierungen vor (was beispielsweise im Automobilbau häufig der Fall ist), zeigt sich ein zusätzlicher positiver Effekt der Erfindung: der Zusatz von Ti und/oder Zr in der Phosphatierlösung verhindert, dass sich eine (möglicherweise ungleichmäßige) Phosphatschicht auf diesen Oberflächen ausbildet. Dies verringert die Schlammbildung in der Phosphatierlösung und vermeidet gleichzeitig, dass sich eine ungleichmäßige Phosphatschicht durch den Lack hindurch abzeichnet, was den gleichmäßigen optischen Eindruck der lackierten Oberflächen stört.
- Daher liegt eine speziellere Ausführungsform der Erfindung darin, dass die Metalloberflächen zusätzlich teilweise aus Oberflächen von Aluminium oder seinen Legierungen bestehen und dass auf den Stahloberflächen und auf gegebenenfalls zusätzlich vorhandenen Oberflächen aus verzinktem oder legierungsverzinktem Stahl eine flächendeckende kristalline Zinkphosphatschicht mit einem Schichtgewicht im Bereich von 0,5 bis 5 g/m2 entsteht, jedoch ohne auf den Oberflächen aus Aluminium oder seinen Legierungen eine kristalline Zinkphosphatschicht zu bilden.
- Dass hierbei bei der Behandlung mit der Phosphatierlösung auf den Aluminiumteilen keine Zinkphosphatschicht ausgebildet werden soll, ist so zu verstehen, dass sich keine geschlossene kristalline Schicht ausbildet und dass die flächenbezogene Masse von evtl. vereinzelt abgeschiedenen Zinkphosphatkristallen 0,5 g/m2 nicht übersteigt. Vorzugsweise werden jedoch überhaupt keine Zinkphosphatkristalle gebildet.
- Bei geeigneter Zusammensetzung der Phosphatierlösung kann man es erreichen, dass bei der Behandlung mit der Phosphatierlösung auf Stahl eine kristalline Metallphosphatschicht entsteht, die ohne passivierende Nachspülung Korrosionsschutz- und Lackhaftungseigenschaften aufweist, die sonst nur mit einer passivierenden Nachspülung erreicht werden. Bei dieser Verfahrensführung ist es dann nicht erforderlich, in einem nachfolgenden Schritt die mit der Phosphatierlösung behandelten Bauteile einer passivierenden Nachbehandlung zu unterziehen. Dies spart einen Behandlungsschritt ein. Diese Verfahrensvariante ist dadurch gekennzeichnet, dass die Phosphatierlösung die eine oder mehrere Titan- und/oder Zirkonverbindungen in einer solchen Menge enthält, dass der Gesamtgehalt an Ti und/oder Zr im Bereich von 10 bis 1000 mg/l liegt und dass die Metalloberflächen nach dem Kontakt mit der Phosphatierlösung mit Wasser gespült und nicht mit einer passivierenden Nachspüllösung in Kontakt gebracht werden. Dabei beträgt der Gesamtgehalt an Ti und/oder Zr vorzugsweise, mit zunehmender Präferenz: mindestens 10 mg/l, mindestens 20 mg/l, mindestens 30 mg/l, mindestens 40 mg/l oder mindestens 50 mg/l. Als Obergrenze des Gehalts sind 500 mg/l und insbesondere 250 mg/l in der Regel ausreichend, um den gewünschten technischen Effekt zu erzielen. Oberflächen aus Aluminium und seinen Legierungen werden hierbei nicht phosphatiert, sondern mit einer passivierenden Schicht von Ti- und/oder Zr-Verbindungen überzogen, so dass auch für diese Oberflächen keine zusätzliche passivierende Nachspülung erforderlich ist.
- In einer alternativen Ausführungsform führt man das erfindungsgemäße Vorbehandlungsverfahren zweistufig durch, wie es auch im hierzu zitierten Stand der Technik beschrieben ist. Hierbei unterstützt der zweite Behandlungsschritt (der nachfolgend als „Teilschritt b" bezeichnet wird) die Bildung der passivierenden Konversionsschicht auf Aluminium, während bei der Behandlung mit der Phosphatierlösung („Teilschritt a") die Anwesenheit der Ti- und/oder Zr-Verbindungen die Bildung von „Kistallnestern" auf Al verhindert, die sich durch den Lack abzeichnen können. Gleichzeitig verbessert Teilschritt b Lackhaftung und Korrosionsschutz auf den phosphatierten Stahloberflächen.
- Diese Ausführungsform ist dadurch gekennzeichnet, dass die Phosphatierlösung die eine oder mehrere Titan- und/oder Zirkonverbindungen in einer solchen Menge enthält, dass der Gesamtgehalt an Ti und/oder Zr im Bereich von 1 bis 30 mg/l liegt und man nach dem Kontakt mit der Phosphatierlösung (= Teilschritt a), mit oder ohne eine Zwischenspülung mit Wasser, in einem zweiten Schritt (= Teilschritt b) die Metalloberflächen mit einer Behandlungslösung in Kontakt bringt, die die kristalline Zinkphosphatschicht auf Stahl, verzinktem und/oder legierungsverzinktem Stahl nicht auflöst, auf den Aluminiumteilen jedoch eine Konversionsschicht erzeugt.
- In einer speziellen Ausführungsform hierfür setzt man eine Phosphatierlösung mit einem pH-Wert im Bereich von 2,5 bis 3,6 und mit einer Temperatur im Bereich von 20 bis 65 °C ein, die nicht mehr freies Fluorid in g/l enthält, als durch den Ausdruck 8/T angegeben wird, wobei T die Badtemperatur in °C bedeutet.
- Der Teilschritt b) kann in derselben Weise durchgeführt werden, wie es in der einleitend zitierten WO99/12661 offenbart ist. Dieser Schritt kann im Spritz- oder Tauchverfahren durchgeführt werden. Beispielsweise kann man im zweiten Schritt (Schritt b) eine Behandlungslösung einsetzen, die einen pH-Wert im Bereich von 3,5 bis 5,5 aufweist und die insgesamt 0,3 bis 1,5 g/l Hexafluorotitanat und/oder Hexafluorozirkonationen enthält. Dabei kann es für den Korrosionsschutz der im Teilschritt a) erzeugten kristallinen Zinkphosphatschicht vorteilhaft sein, wenn diese Behandlungslösung für den Teilschritt b) zusätzlich etwa 0,01 bis etwa 0,1 g/l Kupferionen enthält.
- Weiterhin kann man im Teilschritt b) eine Behandlungslösung einsetzen, die einen pH-Wert im Bereich von 3,3 bis 5,8 aufweist und die 10 bis 5000 mg/l organische Polymere ausgewählt aus Polyvinylphenol-Derivaten enthält, wie sie im Dokument WO99/12661 von Seite 9, Zeile 28, bis Seite 16, Zeile 2 näher beschrieben und in dessen Patentansprüchen 7 und 8 zusammengefasst sind. Auf diese Offenbarung wird hier ausdrücklich Bezug genommen. Auf eine wörtliche Wiederholung dieser Offenbarung wird verzichtet.
- Dabei können Lösungen eingesetzt werden, die außer dem Polyvinylphenolderivat und einer Säure zum Einstellen des pH-Werts, vorzugsweise von Phosphorsäure, keine weiteren Wirkstoffe enthält. Weitere Wirkstoffzusätze wie insbesondere Hexafluorotitanat- oder -zirkonationen können die Schichtbildung auf Aluminium jedoch verbessern. Beispielsweise kann man eine Lösung verwenden, deren pH-Wert vorzugsweise im Bereich von etwa 3,3 bis etwa 4,8 liegt und die als organisches Polymer etwa 100 bis etwa 5 000 mg/l eines organischen Polymers in Form eines Methylethanolamin- oder N-Methylglucaminderivats von Polyvinylphenol und zusätzlich
10 bis 1000 mg/l Phosphationen,
10 bis 250 mg/l Hexafluorotitanat- oder -zirkonationen,
10 bis 250 mg/l Manganionen
enthält. - Anstelle dieser Polyvinylphenolderivate, deren Herstellung einen gewissen Aufwand erfordert, können im Teilschritt b) Lösungen oder Dispersionen von organischen Polymeren ausgewählt aus Homo- und/oder Copolymeren von Acrylsäure und Methacrylsäure sowie deren Estern eingesetzt werden. Vorzugsweise weisen diese Lösungen bzw. Dispersionen pH-Werte im Bereich von etwa 3,3 bis etwa 4,8 auf und enthalten etwa 250 bis etwa 1 500 mg/l der organischen Polymere. Gemäß der Lehre der EP-B-0 08 942 können diese Polymerlösungen bzw. -dispersionen zusätzlich Hexafluorotitanate, -zirkonate und/oder -silicate enthalten.
- Weiterhin sind für den Teilschritt b) diejenigen Behandlungslösungen geeignet, die in der zitierten WO02/066702 von Seite 9, Zeile 14, bis 15, Zeile 11 offenbart sind. Hierauf wird hiermit ausdrücklich Bezug genommen, ohne diese Offenbarung hier wiederholen zu wollen.
- Die Verwendung von Zirkonverbindungen liefert bei den unterschiedlichen Ausführungsformen der vorliegenden Erfindung technisch bessere Ergebnisse als die Verwendung von Titanverbindungen und ist daher bevorzugt. Auf welche Weise diese Verbindungen in das Phosphatierbad gelangen, ist prinzipiell ohne Bedeutung, solange sie in diesem gelöst oder zumindest fein dispergiert bleiben, beispielsweise in kolloidaler Form. Beispielsweise können komplexe Fluorosäuren oder deren Salze eingesetzt werden.
- Ti- oder insbesondere Zr-Verbindungen können bei einer integrierten Verfahrensweise aber auch auf andere Weise in die Phosphatierlösung eingebracht werden: Es wir zunehmend üblich, Spülwasser in der Verfahrensabfolge nach „vorne" zu kaskadieren, d.h. für weiter vorne liegende Spülschritte erneut zu verwenden. Dabei kann es zusätzlich für eine Wiederverwendung aufbereitet, d.h. von gelösten Salzen weitgehend befreit werden. Salze, die Wirkstoffe für das Verfahren darstellen, werden zurückgewonnen und zur Ergänzung von Wirkstofflösungen wiederverwendet.
- Beispielsweise kann eine Verfahrensfolge im Rahmen der vorliegenden Erfindung darin bestehen, dass man die Metalloberflächen nach Reinigung und Spülung im Teilschritt a mit der Phosphatierlösung behandelt, danach spült („Spüle a"), im Teilschritt b mit einer Ti- oder insbesondere einer Zr-haltigen Nachpassivierungslösung nachpassiviert und anschließend erneut spült („Spüle b"). Zum Einsparen von Spülwasser wird nur Spüle b mit frischem oder aufbereitetem Spülwasser ergänzt, gebrauchtes Spülwasser b jedoch in die Spüle a überführt. Hierbei gelangen Ti- und/oder Zr-Verbindungen aus der Spüle b (in die sie über die nachpassivierten Metalloberflächen eingetragen werden) in die Spüle a. Zusätzlich werden in Spüle a Wertstoffe aus der Phosphatierlösung wie beispielsweise Salze der schichtbildenden zweiwertigen Metallionen eingetragen. Wasser aus der Spüle a kann man zur Wiederverwendung als Spülwasser und zum Zurückgewinnen von Wertstoffen der Phosphatierlösung aufbereiten, beispielsweise durch Ionenaustausch- oder insbesondere durch ein- oder mehrstufige Membranfiltrationsprozesse wie Nanofiltration und/oder Umkehrosmose.
- Bei der Membranfiltration entsteht ein an Salzen angereichertes Permeat, das erneut als Spülwasser eingesetzt werden kann, sowie ein an Salzen angereichertes Retentat, das direkt oder nach weiterer Aufbereitung zum Ergänzen der Phosphatierlösung eingesetzt werden kann. Bei dieser Verfahrensfolge gelangen Ti- und/oder Zr-Verbindungen aus der Nachpassivierungslösung letztlich in das Retentat der Membranfiltration und bei dessen Verwendung zum Ergänzen der Phosphatierlösung schließlich in die Phosphatierlösung. Enthalten die vorzubehandelnden Metalloberflächen Anteile an Aluminium oder seinen Legierungen, stellt sich bei diesen der weiter oben beschriebene erfindungsgemäße Effekt ein.
- Ausführungsbeispiele
- Die erfindungsgemäße Verfahrensfolge wurde an Probeblechen aus kaltgewalztem Stahl (CRS), elektrolytisch verzinktem Stahl (ZE), schmelztauchverzinktem Stahl (Z) und an Aluminium (AC 120) überprüft. Wie im Verfahrensgang der Automobilherstellung üblich wurden diese Bleche zunächst alkalisch gereinigt und mit einer titanphosphathaltigen Aktivierlösung aktiviert, wofür handelsübliche Produkte der Anmelderin verwendet wurden. Reinigung: RidolineR 1565 und RidosolR 1270, Aktivierung: FixodineR 950.
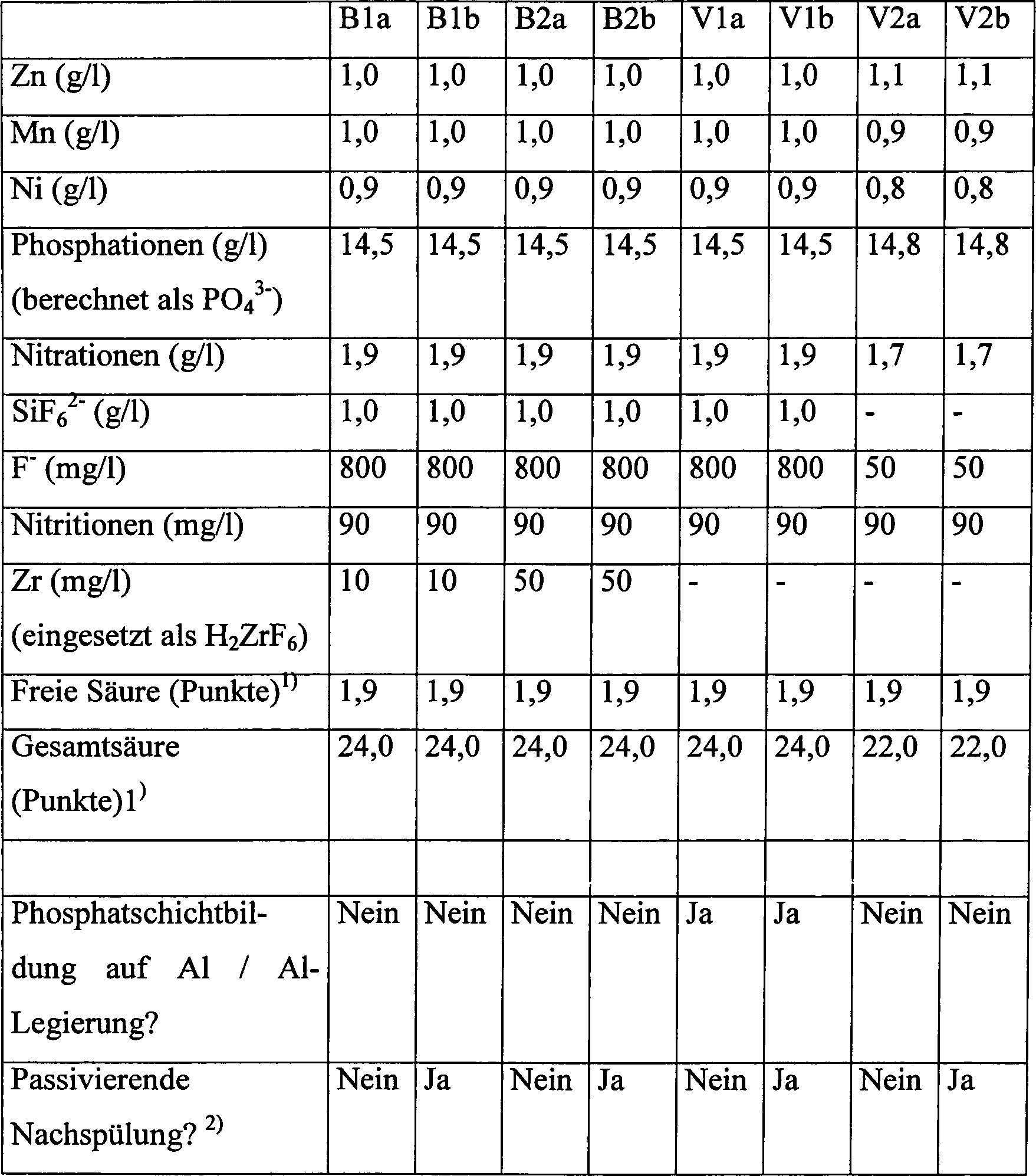
- Anschließend wurden die Probebleche mit einem Phosphatierbad mit der Zusammensetzung gemäß Tabelle 1 durch dreiminütiges Tauchen bei einer Temperatur von 55 °C in Berührung gebracht.
- Tabelle 1: Phosphatierbad-Zusammensetzung, Nachpassivierung (B: Ausführungsbeispiele gemäß Erfindung, V: Vergleichsbeispiele)
- Nach der Spülung mit vollentsalztem Wasser wurden die Probebleche getrocknet und mit einem kathodisch abscheidbaren Elektrotauchlack lackiert (Cathoguard 310, Firma BASF)
- Schichtgewichte wurden an unlackierten Probeblechen aus Stahl und verzinktem Stahl gemäß üblichem Standardverfahren durch Ablösen der Schicht in Chromsäurelösung und Differenzwägung gemessen. Auf Al wurde die Schicht durch 15minütiges Eintauchen in 65 %ige Salpetersäure bei 25 °C abgelöst. Zur Prüfung von Lackhaftung und Korrosionsschutzwirkung wurden automobilübliche Tests durchgeführt: Wechselklimatest nach VDA 621-415 mit Steinschlagprüfung nach DIN 55669-1, Bestimmung von Lackunterwanderung und Lackhaftung („K-Wert")
- Ergebnisse:
- Tabelle 2: Phosphatschichtgewichte (g/m2) auf den einzelnen Substraten:

- Tabelle 3: Lackunterwanderung am Ritz (mm, halbe Ritzbreite) und Lackhaftung (K-Werte; bester Wert = 0, schlechtester Wert = 5) nach Wechselklimatest nach VDA 621-415.

- Interpretation:
- Die Zugabe von Zr in die Phosphatierlösung wirkt sich in keinem Fall negativ aus. 10 mg/l Zr in der Phosphatierlösung verbessern auf Stahl die Lackhaftung, 50 mg/l Zr in der Phosphatierlösung verbessern auf Stahl Lackhaftung noch weiter und zusätzlich den Korrosionsschutz im Vergleich zur Behandlung mit einer Zr-freien Phosphatierlösung ohne passivierende Nachspülung auf Werte, wie sie sonst nur mit einer passivierenden Nachspülung erhalten werden. Durch den Zusatz von Zr zum Phosphatierbad kann also die Behandlungsstufe der passivierenden Nachspülung weggelassen werden, wodurch Investitions- und Verfahrenskosten gesenkt werden. Die ausbleibende Phosphatschichtbidung auf Al verringert den Beizabtrag und damit die Schlammbildung. Al wird entweder direkt im Phosphatierbad oder in einer passivierenden Nachspüllösung mit einer anderen Konversionsschicht als einer kristallinen Phosphatschicht gleichmäßig überzogen und dadurch geschützt.
Claims (11)
- Verfahren zur chemischen Vorbehandlung von Metalloberflächen, die zumindest teilweise aus Stahloberflächen bestehen, vor einer organischen Beschichtung, wobei man die Metallstrukturen mit einer Phosphatierlösung in Kontakt bringt, die 0,3 bis 3 g/l Zn(II)-Ionen und 5 bis 40 g/l Phosphationen enthält, dadurch gekennzeichnet, dass die Phosphatierlösung zusätzlich eine oder mehrere Titan- und/oder Zirkonverbindungen in einer solchen Menge enthält, dass der Gesamtgehalt an Ti und/oder Zr im Bereich von 1 bis 1000 mg/l liegt.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Phosphatierlösung zusätzlich mindestens einen der folgenden Beschleuniger enthält: 1 bis 4 g/l Chlorationen, 0,2 bis 2 g/l m-Nitrobenzolsulfonationen, 0,1 bis 10 g/l Hydroxylamin in freier oder gebundener Form, 0,05 bis 2 g/l m-Nitrobenzoationen, 0,05 bis 2 g/l p-Nitrophenol, 1 bis 70 mg/l Wasserstoffperoxid in freier oder gebundener Form, 0,1 bis 10 g/l reduzierende Zucker
- Verfahren nach einem oder beiden der Ansprüche 1 und 2, dadurch gekennzeichnet, dass die Phosphatierlösung zusätzlich 1 bis 5000 mg/l Fluoridionen in freier oder gebundener Form enthält.
- Verfahren nach einem oder mehreren der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Phosphatierlösung zusätzlich eines oder mehrere der folgenden Kationen enthält: 0,001 bis 4 g/l Mangan(II), 0,001 bis 4 g/l Nickel(II) 0,002 bis 0,2 g/l Kupfer(II) 0,2 bis 2,5 g/l Magnesium(II), 0,2 bis 2,5 g/l Calcium(II), 0,01 bis 0,5 g/l Eisen(II), 0,2 bis 1,5 g/l Lithium(I), 0,02 bis 0,8 g/l Wolfram(VI).
- Verfahren nach einem oder mehreren der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Metalloberflächen zusätzlich teilweise aus Oberflächen von Aluminium oder seinen Legierungen bestehen und dass auf den Stahloberflächen und auf gegebenenfalls zusätzlich vorhandenen Oberflächen aus verzinktem oder legierungsverzinktem Stahl eine flächendeckende kristalline Zinkphosphatschicht mit einem Schichtgewicht im Bereich von 0,5 bis 5 g/m2 entsteht, jedoch ohne auf den Oberflächen aus Aluminium oder seinen Legierungen eine kristalline Zinkphosphatschicht zu bilden.
- Verfahren nach einem oder mehreren der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Phosphatierlösung die eine oder mehrere Titan- und/oder Zirkonverbindungen in einer solchen Menge enthält, dass der Gesamtgehalt an Ti und/oder Zr im Bereich von 10 bis 1000 mg/l liegt und dass die Metalloberflächen nach dem Kontakt mit der Phosphatierlösung mit Wasser gespült und nicht mit einer passivierenden Nachspüllösung in Kontakt gebracht werden.
- Verfahren nach einem oder mehreren der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Phosphatierlösung die eine oder mehrere Titan- und/oder Zirkonverbindungen in einer solchen Menge enthält, dass der Gesamtgehalt an Ti und/oder Zr im Bereich von 1 bis 30 mg/l liegt und man nach dem Kontakt mit der Phosphatierlösung, mit oder ohne eine Zwischenspülung mit Wasser, in einem zweiten Schritt die Metalloberflächen mit einer Behandlungslösung in Kontakt bringt, die die kristalline Zinkphosphatschicht auf Stahl sowie auf gegebenenfalls zusätzlich vorhandenen Oberflächen aus verzinktem und/oder legierungsverzinktem Stahl nicht auflöst, auf gegebenenfalls zusätzlich vorhandenen Aluminiumoberflächen jedoch eine Konversionsschicht erzeugt.
- Verfahren nach Anspruch 7, dadurch gekennzeichnet, dass man eine Phosphatierlösung mit einem pH-Wert im Bereich von 2,5 bis 3,6 und mit einer Temperatur im Bereich von 20 bis 65 °C einsetzt, die nicht mehr freies Fluorid in g/l enthält, als durch den Ausdruck 8/T angegeben wird, wobei T die Badtemperatur in °C bedeutet.
- Verfahren nach einem oder beiden der Ansprüche 7 und 8, dadurch gekennzeichnet, dass man im zweiten Schritt eine Behandlungslösung einsetzt, die einen pH-Wert im Bereich von 3,5 bis 5,5 aufweist und die insgesamt 0,3 bis 1,5 g/l Hexafluorotitanat und/oder Hexafluorozirkonationen enthält.
- Verfahren nach einem oder beiden der Ansprüche 7 und 8, dadurch gekennzeichnet, dass man im zweiten Schritt eine Behandlungslösung einsetzt, die einen pH-Wert im Bereich von 3,3 bis 5,8 aufweist und die 10 bis 5000 mg/l organische Polymere ausgewählt aus Polyvinylphenol-Derivaten enthält.
- Verfahren nach einem oder beiden der Ansprüche 7 und 8, dadurch gekennzeichnet, dass man im zweiten Schritt eine Behandlungslösung einsetzt, die einen pH-Wert im Bereich von 3,3 bis 4,8 aufweist und die 250 bis 1500 mg/l organische Polymere ausgewählt aus Homo- und/oder Copolymeren von Acrylsäure und Methacrylsäure sowie deren Estern enthält.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE2003122446 DE10322446A1 (de) | 2003-05-19 | 2003-05-19 | Vorbehandlung von Metalloberflächen vor einer Lackierung |
| PCT/EP2004/004868 WO2004101850A1 (de) | 2003-05-19 | 2004-05-07 | Vorbehandlung von metallloberflächen vor einer lackierung |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE2003122446 DE10322446A1 (de) | 2003-05-19 | 2003-05-19 | Vorbehandlung von Metalloberflächen vor einer Lackierung |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| DE10322446A1 true DE10322446A1 (de) | 2004-12-09 |
Family
ID=33440953
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE2003122446 Withdrawn DE10322446A1 (de) | 2003-05-19 | 2003-05-19 | Vorbehandlung von Metalloberflächen vor einer Lackierung |
Country Status (2)
| Country | Link |
|---|---|
| DE (1) | DE10322446A1 (de) |
| WO (1) | WO2004101850A1 (de) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008055726A1 (de) * | 2006-11-08 | 2008-05-15 | Henkel Ag & Co. Kgaa | Zr-/ti-haltige phosphatierlösung zur passivierung von metallverbundoberflächen |
| US8399061B2 (en) | 2006-11-13 | 2013-03-19 | Basf Coatings Gmbh | Anti-corrosion agent forming a coating film with good adhesion and method for nongalvanic application thereof |
| US8475883B2 (en) | 2005-05-23 | 2013-07-02 | Basf Coatings Gmbh | Corrosion-protection agent forming a layer of paint and method for current-free application thereof |
| EP2862957A1 (de) | 2013-10-16 | 2015-04-22 | Coatings Foreign IP Co. LLC | Verfahren zur Herstellung einer mehrschichtigen Beschichtung |
| US9631281B2 (en) | 2014-12-04 | 2017-04-25 | Axalta Coating Systems Ip Co., Llc | Processes for producing a multilayer coating |
| US10137476B2 (en) | 2009-02-05 | 2018-11-27 | Basf Coatings Gmbh | Coating agent for corrosion-resistant coatings |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007021364A1 (de) | 2007-05-04 | 2008-11-06 | Henkel Ag & Co. Kgaa | Metallisierende Vorbehandlung von Zinkoberflächen |
| DE102008038653A1 (de) | 2008-08-12 | 2010-03-25 | Henkel Ag & Co. Kgaa | Sukzessive korrosionsschützende Vorbehandlung von Metalloberflächen in einem Mehrstufenprozess |
| DE102010030697A1 (de) * | 2010-06-30 | 2012-01-05 | Henkel Ag & Co. Kgaa | Verfahren zur selektiven Phosphatierung einer Verbundmetallkonstruktion |
| CN102242358B (zh) * | 2011-07-15 | 2013-02-13 | 华南理工大学 | 铝合金表面制备金黄色冰晶石转化膜的处理液及处理方法 |
| WO2013033372A1 (en) * | 2011-09-02 | 2013-03-07 | Ppg Industries Ohio, Inc. | Two-step zinc phosphating process |
| US9150003B2 (en) | 2012-09-07 | 2015-10-06 | Guardian Industries Corp. | Coated article with low-E coating having absorbing layers for low film side reflectance and low visible transmission |
| US9303167B2 (en) | 2013-03-15 | 2016-04-05 | Ppg Industries Ohio, Inc. | Method for preparing and treating a steel substrate |
| DE102014206407A1 (de) * | 2014-04-03 | 2015-10-08 | Henkel Ag & Co. Kgaa | Zweistufen-Vorbehandlung von Aluminium umfassend Beize und Passivierung |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL271405A (de) * | 1960-11-16 | |||
| JPS5811515B2 (ja) * | 1979-05-11 | 1983-03-03 | 日本ペイント株式会社 | 金属表面にリン酸亜鉛皮膜を形成するための組成物 |
| US6342107B1 (en) * | 1982-08-24 | 2002-01-29 | Henkel Corporation | Phosphate coatings for metal surfaces |
| JP2695963B2 (ja) * | 1990-03-16 | 1998-01-14 | マツダ株式会社 | 金属表面のリン酸塩処理方法 |
| US5143562A (en) * | 1991-11-01 | 1992-09-01 | Henkel Corporation | Broadly applicable phosphate conversion coating composition and process |
| DE19735314C2 (de) * | 1996-09-13 | 2001-05-23 | Bayerische Motoren Werke Ag | Verfahren zur Vorbehandlung von Bauteilen |
| ES2316169T3 (es) * | 1997-09-10 | 2009-04-01 | HENKEL AG & CO. KGAA | Pretratamiento antes de la pintura de estructuras de metal compuesto que contienen porciones de aluminio. |
| US5954892A (en) * | 1998-03-02 | 1999-09-21 | Bulk Chemicals, Inc. | Method and composition for producing zinc phosphate coatings on metal surfaces |
| MXPA02004037A (es) * | 1999-11-04 | 2002-10-11 | Henkel Corp | Proceso de fosfato de zinc y composicion con potencial contaminacion reducida. |
| WO2002066702A1 (en) * | 2001-02-16 | 2002-08-29 | Henkel Kommanditgesellschaft Auf Atkien | Process for treating multi-metal articles |
| DE10110834B4 (de) * | 2001-03-06 | 2005-03-10 | Chemetall Gmbh | Verfahren zur Beschichtung von metallischen Oberflächen und Verwendung der derart beschichteten Substrate |
-
2003
- 2003-05-19 DE DE2003122446 patent/DE10322446A1/de not_active Withdrawn
-
2004
- 2004-05-07 WO PCT/EP2004/004868 patent/WO2004101850A1/de active Application Filing
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8475883B2 (en) | 2005-05-23 | 2013-07-02 | Basf Coatings Gmbh | Corrosion-protection agent forming a layer of paint and method for current-free application thereof |
| WO2008055726A1 (de) * | 2006-11-08 | 2008-05-15 | Henkel Ag & Co. Kgaa | Zr-/ti-haltige phosphatierlösung zur passivierung von metallverbundoberflächen |
| CN101535528B (zh) * | 2006-11-08 | 2012-03-21 | 汉高两合股份公司 | 用于钝化金属复合材料表面的含Zr/Ti的磷酸盐化溶液 |
| US20120177946A1 (en) * | 2006-11-08 | 2012-07-12 | Henkel Ag & Co. Kgaa | Zr-/Ti-Containing Phosphating Solution For Passivation of Metal Composite Surfaces |
| RU2464356C2 (ru) * | 2006-11-08 | 2012-10-20 | Хенкель Аг Унд Ко. Кгаа | Цирконий- и титансодержащий фосфатирующий раствор для пассивирования металлокомпозитных поверхностей |
| US8801871B2 (en) | 2006-11-08 | 2014-08-12 | Henkel Ag & Co. Kgaa | Zr-/Ti-containing phosphating solution for passivation of metal composite surfaces |
| US8956468B2 (en) * | 2006-11-08 | 2015-02-17 | Henkel Ag & Co. Kgaa | Zr-/Ti-containing phosphating solution for passivation of metal composite surfaces |
| US8399061B2 (en) | 2006-11-13 | 2013-03-19 | Basf Coatings Gmbh | Anti-corrosion agent forming a coating film with good adhesion and method for nongalvanic application thereof |
| US10137476B2 (en) | 2009-02-05 | 2018-11-27 | Basf Coatings Gmbh | Coating agent for corrosion-resistant coatings |
| EP2862957A1 (de) | 2013-10-16 | 2015-04-22 | Coatings Foreign IP Co. LLC | Verfahren zur Herstellung einer mehrschichtigen Beschichtung |
| US9631281B2 (en) | 2014-12-04 | 2017-04-25 | Axalta Coating Systems Ip Co., Llc | Processes for producing a multilayer coating |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2004101850A1 (de) | 2004-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2092090B1 (de) | Zr-/ti-haltige phosphatierlösung zur passivierung von metallverbundoberflächen | |
| EP0817872B1 (de) | Verfahren zur phosphatierung mit metallhaltiger nachspülung | |
| DE102005059314A1 (de) | Verfahren und Produkt zur Korrosionsschutzbehandlung von Metalloberflächen, insbesondere von Stahloberflächen | |
| EP1198618B1 (de) | Nachpassivierung einer phosphatierten metalloberfläche | |
| DE10322446A1 (de) | Vorbehandlung von Metalloberflächen vor einer Lackierung | |
| EP0717787B1 (de) | Nickelfreies phosphatierverfahren | |
| EP0478648B1 (de) | Verfahren zur herstellung von mangan- und magnesiumhaltigen zinkphosphatüberzügen | |
| DE19834796A1 (de) | Verfahren zur Phosphatierung, Nachspülung und kathodischer Elektrotauchlackierung | |
| EP0288853B1 (de) | Verfahren zur Vorbereitung von Werkstücken aus Titan oder Titanlegierungen | |
| DE3245411C2 (de) | ||
| EP0931179A2 (de) | Verfahren zur phosphatierung von stahlband | |
| EP1290242B1 (de) | Verfahren zum behandeln bzw. vorbehandeln von bauteilen mit aluminium-oberflächen | |
| DE19735314A1 (de) | Verfahren zur Vorbehandlung von Bauteilen | |
| DE19808440A1 (de) | Wässrige Lösung und Verfahren zur Phosphatierung metallischer Oberflächen | |
| DE1963774A1 (de) | Verfahren zur Vorbehandlung von Metallen von der Aufbringung von Anstrichen | |
| EP0215041B1 (de) | Verfahren zum phosphatieren von metalloberflächen | |
| EP1019564A1 (de) | Verfahren zur phosphatierung von stahlband | |
| DE10309888B4 (de) | Bearbeitungsfluid zur Oberflächenbearbeitung von Aluminium oder einer Aluminiumlegierung und entsprechendes Oberflächenbearbeitungsverfahren | |
| WO1999045171A1 (de) | Schichtgewichtsteuerung bei bandphosphatierung | |
| WO1997014821A1 (de) | Schichtgewichtssteuerung bei hydroxylamin-beschleunigten phosphatiersystemen | |
| DE19958192A1 (de) | Verfahren zur Phosphatierung, Nachspülung und kathodischer Elektrotauchlackierung | |
| DE19540085A1 (de) | Nitratarme, manganfreie Zinkphosphatierung | |
| DE19958775A1 (de) | Nachpassivierung einer phosphatierten Metalloberfläche | |
| DE10115244A1 (de) | Nachpassivierung einer phosphatierten Metalloberfläche im Bandverfahren | |
| DE2213781B2 (de) | Verfahren zur phosphatierung von stahl |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 8139 | Disposal/non-payment of the annual fee |