EP1997759B1 - Leitelement einer bahnerzeugenden oder -verarbeitenden Maschine - Google Patents
Leitelement einer bahnerzeugenden oder -verarbeitenden Maschine Download PDFInfo
- Publication number
- EP1997759B1 EP1997759B1 EP08161186A EP08161186A EP1997759B1 EP 1997759 B1 EP1997759 B1 EP 1997759B1 EP 08161186 A EP08161186 A EP 08161186A EP 08161186 A EP08161186 A EP 08161186A EP 1997759 B1 EP1997759 B1 EP 1997759B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- guide element
- openings
- element according
- web
- micro
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000012530 fluid Substances 0.000 claims description 8
- 239000002245 particle Substances 0.000 claims description 3
- 239000005871 repellent Substances 0.000 claims description 3
- 229910052804 chromium Inorganic materials 0.000 claims description 2
- 239000011651 chromium Substances 0.000 claims description 2
- 239000011248 coating agent Substances 0.000 claims description 2
- 238000000576 coating method Methods 0.000 claims description 2
- 238000005553 drilling Methods 0.000 claims description 2
- 238000010894 electron beam technology Methods 0.000 claims description 2
- 150000001844 chromium Chemical class 0.000 claims 1
- 239000011148 porous material Substances 0.000 abstract description 6
- 239000000463 material Substances 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 240000002853 Nelumbo nucifera Species 0.000 description 1
- 235000006508 Nelumbo nucifera Nutrition 0.000 description 1
- 235000006510 Nelumbo pentapetala Nutrition 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000005670 electromagnetic radiation Effects 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/30—Folding in combination with creasing, smoothing or application of adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F13/00—Common details of rotary presses or machines
- B41F13/02—Conveying or guiding webs through presses or machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F21/00—Devices for conveying sheets through printing apparatus or machines
- B41F21/10—Combinations of transfer drums and grippers
- B41F21/104—Gripper details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F22/00—Means preventing smudging of machine parts or printed articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F25/00—Devices for pressing sheets or webs against cylinders, e.g. for smoothing purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/24—Registering, tensioning, smoothing or guiding webs longitudinally by fluid action, e.g. to retard the running web
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/26—Registering, tensioning, smoothing or guiding webs longitudinally by transverse stationary or adjustable bars or rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H27/00—Special constructions, e.g. surface features, of feed or guide rollers for webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/28—Folding in combination with cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/50—Auxiliary process performed during handling process
- B65H2301/52—Auxiliary process performed during handling process for starting
- B65H2301/522—Threading web into machine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2401/00—Materials used for the handling apparatus or parts thereof; Properties thereof
- B65H2401/20—Physical properties, e.g. lubricity
- B65H2401/242—Porosity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/10—Means using fluid made only for exhausting gaseous medium
- B65H2406/11—Means using fluid made only for exhausting gaseous medium producing fluidised bed
- B65H2406/111—Means using fluid made only for exhausting gaseous medium producing fluidised bed for handling material along a curved path, e.g. fluidised turning bar
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/10—Means using fluid made only for exhausting gaseous medium
- B65H2406/11—Means using fluid made only for exhausting gaseous medium producing fluidised bed
- B65H2406/113—Details of the part distributing the air cushion
- B65H2406/1131—Porous material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/03—Image reproduction devices
- B65H2801/21—Industrial-size printers, e.g. rotary printing press
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/84—Paper-making machines
Definitions
- the invention relates to a guide element, in particular turner bars, a web-forming or -processing machine according to the preamble of claim 1.
- a turner bar is disclosed, wherein a tube wall segment of porous, air-permeable material together with a base body forms a closed pressure chamber.
- the porous segment forms a wall of the chamber and load carrying over its width - without load-bearing pad - executed.
- a segment having through holes is arranged instead of the porous segment.
- the US 54 23 468 A shows a guide element, which has a bore-containing inner body and an outer body made of porous, air-permeable material.
- the holes in the inner body are provided only in the expected wrap.
- the JP 06 198836 A discloses a turner bar which is made of porous porous sintered metal with fluid-permeable openings of 10 to 30 microns is.
- the DE 31 31 621 A1 shows a turning bar with two longitudinal half-shell-like in cross-section chambers which, depending on the position of the turning bar to the web optionally interact with this.
- DE 101 15 916 A1 discloses a turner bar with in a longitudinal section substantially arranged around the entire circumference openings for the discharge of compressed air, which is in relation to an incoming web in at least two angular positions can be brought.
- the openings are associated with two substantially half-shell-like halves of the cylindrical surface of the guide element.
- the DE 31 27 872 A1 shows a pivotable turning bar, at the one sliding end via a telescopic tube and an opening in the turning bar blowing air is supplied.
- the EP 0 705 785 A2 deals with the transport and the deflection of band-shaped material, in particular in the form of z. B. footage. Only in the respective wrapping area are open micropores or microbores designed air outlet openings provided.
- the invention has for its object to provide a guide element of a web-generating or - processing machine with improved air cushion.
- micro-openings are understood here openings on the surface of the component, which have a diameter of less than or equal to 500 ⁇ m, advantageously less than or equal to 300 ⁇ m, in particular less than or equal to 150 ⁇ m.
- the air cushion is made uniform and the volume flow exiting per unit area is reduced in such a way that a leakage current can be reasonably small even in regions which are not looped around by the web.
- a guide 01, z. B. Bahnleitelement 01 is used in a train-producing or - processing machine, for.
- a paper machine winding machine, packaging machine or in particular printing machine, the leadership or a change of direction of a run on the guide element 01 web 02, z. B. web 02 or substrate web 02, in particular paper web 02.
- the guide 01 is in particular designed as a so-called. Turning bar 01, by means of which- depending on their position relative to the direction of the incoming or incoming web 02 - by looping the turning bar 01 for the Bahn 02 a change of direction by about + 90 ° or about -90 ° is effected.
- the turning bar 01 can serve as a pair of two parallel turning bars 01 inclined at 45 ° to the direction of the web transport for lateral offset, or as a pair of turning bars 01 inclined at 45 ° and -45 ° to the direction of transport of the web to collapse the web 01 ,
- a plurality of turning bar pairs are arranged.
- the turning bar 01 or the turning bar pair can be arranged after a printing unit and before a folding apparatus or after a dryer and before a folder of a rotary printing machine. It has z. Example, an outer diameter of 60-100 mm and, for example, a length of more than 1,200 mm.
- the turning bar 01 (or both turning bars 01 respectively) at least two positions and is (or are) pivotable in particular by 90 °, wherein in a first position, a first half of the lateral surface in the circumferential direction is wrapped by a web 02 ( Fig. 1a ) and in a second position, a second half of the lateral surface is looped ( Fig. 1b ).
- the lateral surface of the turning bar 01 has openings 03, z. B. micro-openings 03, by which in operation from an in-lying cavity 04, z. B. a chamber 04, in particular pressure chamber 04, under overpressure against the environment fluid standing, z. As a liquid, a gas or a mixture, in particular air, flows. In the figures, a corresponding supply of compressed air into the cavity 04 is not shown.
- the turning bar 01 has on its lateral surface in the circumferential direction both on the looped in the respective operating situation side and on the not covered by the web 02, d. H. the opposite side micro-openings 03 on. At least on a longitudinal section of the turning bar 01 provided for wrapping, the latter thus has micro openings 03 distributed over the full circumference of 360 ° (facing as well as the opposite side).
- no device or mechanism is provided for the turning bar 01, which (r) in operation prevents the flow of fluid from the cavity 04 through the micro-openings 03 on the side facing away from the web 02. D.
- the micro-openings 03 are in each of the at least two mentioned operating situations in a complete peripheral region of 360 ° with fluid flowed through or flows through. Switching the turning bar 01 from one to the other position requires only a pivoting, and no additional covering the openings or no interruption of the passageway between the cavity 04 and micro-opening 03.
- This simple design is made possible by the formation of the openings 03 as micro-openings 03 makes sense, as hereby created a thinner but more homogeneous air cushion, at the same time a required or resulting volume flow and thus a leakage current on the "open" side is significantly reduced.
- the high resistance of the micro-apertures 03 in contrast to large-cross-section apertures, causes "not capping" a range of apertures to result in a sort of short-circuit current. In the total resistance of the falling over the openings 03 partial resistance receives an increased weight.
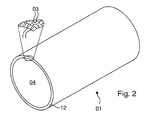
- Fig. 2 are the micro-openings 03 as openings through holes 11, in particular microbores 11 executed, which is characterized by a z. B. as a pressure chamber 04 formed cavity 04 delimiting wall 12, z. B. chamber wall 12, extend outward.
- the holes 11 have z. B. a diameter (at least in the region of the openings 03) of less than or equal to 500 .mu.m, advantageously less than or equal to 300 .mu.m, in particular between 60 and 150 .mu.m.
- the opening degree is z. B. at 3 to 25%, especially at 5 to 15%.
- a hole density is at least 1/5 mm 2 , in particular at least 1 / mm 2 up to 4 / mm 2 .
- the wall 12 thus has, at least in one of the web 02 opposite region, a microperforation.
- the microperforation extends around the full circumference of 360 °.
- the flow resistance influencing wall thickness of the holes containing chamber wall 12 is z. B. at 0.2 to 3.0 mm, advantageously at 0.2 to 1.5 mm. in particular from 0.3 to 0.8 mm.
- a reinforcing construction not shown, for example, in the longitudinal direction of the turning bar 01 extending carrier, in particular metal support, be arranged on which the chamber wall 12 is at least partially or selectively supported.
- the chamber 04 enclosing wall 12 is z. B. by a hollow profile body, preferably a tubular hollow profile body, in particular a hollow profile body formed with annular profile.
- an overpressure in the chamber 04 of 0.5 to 2 bar, in particular from 0.5 to 1.0 bar of advantage.
- the bores 11 may be cylindrical, funnel-shaped or else of a special shape (for example in the form of a Laval nozzle).
- the microperforation, d. H. the bores 11 are preferably produced by drilling by means of accelerated particles (eg liquid such as water jet, ions or elementary particles) or by means of electromagnetic radiation of high energy density (eg light by means of a laser beam). Particularly advantageous is the production by means of electron beam.
- accelerated particles eg liquid such as water jet, ions or elementary particles
- electromagnetic radiation of high energy density eg light by means of a laser beam
- the web 02 facing side of the holes 11 having wall 12, z.
- a wall 12 formed of stainless steel in a preferred embodiment, a dirt and / or color-repellent finish. It has a not shown, the openings 03 and holes 11 not covering coating -.
- the holes having the wall is formed in a variant as one or more inserts in a carrier.
- the insert may be fixed or changeable connected to the carrier. The latter is advantageous with respect to a cleaning or an exchange of inserts of different types of microperforations for adaptation to different materials and web widths.
- such inserts may for example be arranged on a running in the cavity 04 carrier.
- each chamber 04 a part of Jacket surface of the turning bar 01 is assigned in the circumferential direction.
- Each chamber 04 is selectively acted upon by compressed air, so that in each position, the respective looped region of the turning bar 01 is subjected to compressed air.
- z. B. at the turning bar 01 at least two optionally be acted upon with compressed air supply lines 13 or the chambers 04 are acted upon via a multi-way valve either with the source of a compressed air compressed ( Fig. 4 ).
Landscapes
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- Registering, Tensioning, Guiding Webs, And Rollers Therefor (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Coating Apparatus (AREA)
- Advancing Webs (AREA)
- Paper (AREA)
- Acyclic And Carbocyclic Compounds In Medicinal Compositions (AREA)
- Accessory Devices And Overall Control Thereof (AREA)
- Controlling Rewinding, Feeding, Winding, Or Abnormalities Of Webs (AREA)
- Printers Or Recording Devices Using Electromagnetic And Radiation Means (AREA)
- Cleaning By Liquid Or Steam (AREA)
- Coating With Molten Metal (AREA)
- Rotary Presses (AREA)
- Formation And Processing Of Food Products (AREA)
- Devices For Checking Fares Or Tickets At Control Points (AREA)
- Control Of Electric Motors In General (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Dental Preparations (AREA)
- Bridges Or Land Bridges (AREA)
- Feeding Of Articles By Means Other Than Belts Or Rollers (AREA)
- Media Introduction/Drainage Providing Device (AREA)
- Materials For Medical Uses (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Forging (AREA)
- Lead Frames For Integrated Circuits (AREA)
- Piezo-Electric Or Mechanical Vibrators, Or Delay Or Filter Circuits (AREA)
- Electronic Switches (AREA)
- Handling Of Sheets (AREA)
- Physical Or Chemical Processes And Apparatus (AREA)
- Cleaning And De-Greasing Of Metallic Materials By Chemical Methods (AREA)
- Safety Valves (AREA)
- Filtering Materials (AREA)
- Saccharide Compounds (AREA)
- Enzymes And Modification Thereof (AREA)
Description
- Die Erfindung betrifft ein Leitelement, insbesondere Wendestangen, einer bahnerzeugenden oder -verarbeitenden Maschine gemäß dem Oberbegriff des Anspruchs 1.
- Aus der
DE 93 20 281 U1 ist ein als Wendestange ausgeführtes Bahnleitelement bekannt, welches in Bezug auf eine einlaufende Bahn in mindestens zwei Winkelstellungen bringbar ist. Beim Verschwenken von einer in die andere Stellung werden Öffnungen eines Innenkörpers gegenüber Öffnungen eines Außenkörpers der Wendestange derart gegeneinander verschoben, dass die nicht benötigten Luftaustrittsöffnungen verschlossen sind. - Durch die
US 37 44 693 A ist in einem Ausführungsbeispiel eine Wendestange offenbart, wobei ein Rohrwandsegment aus porösem, luftdurchlässigem Material mit einem Grundkörper zusammen eine geschlossene Druckkammer bildet. Das poröse Segment bildet eine Wandung der Kammer und ist über deren Breite hinweg Last tragend - ohne lasttragende Unterlage - ausgeführt. In einem zweiten Beispiel ist anstelle des porösen Segmentes ein durchgehende Bohrungen aufweisendes Segment angeordnet. - Die
US 54 23 468 A zeigt ein Leitelement, welches einen Bohrungen aufweisenden Innenkörper und einen Außenkörper aus porösem, luftdurchlässigem Material aufweist. Die Bohrungen im Innenkörper sind lediglich im zu erwartenden Umschlingungsbereich vorgesehen. - Die
JP 06 198836 A - Durch die
WO 00/39011 - In der
US 5423 468 A ist auf einem lasttragenden Grundkörper eines Leitelementes eine Hülse aus porösem Material mit Poren einer Größe von ca. 25 µm angeordnet. Der Grundkörper weist auf der von der Bahn umschlungenen Seite Bohrungen für den Durchtritt von Druckluft auf. - Die
DE 31 31 621 A1 zeigt eine Wendestange mit zwei längs verlaufenden im Querschnitt halbschalenartigen Kammern, welche je nach Lage der Wendestange zur Bahn wahlweise mit dieser zusammen wirken. - Durch die
DE 101 15 916 A1 ist eine Wendestange mit in einem Längsabschnitt im wesentlichen um den gesamten Umfang angeordneten Öffnungen für den Austritt von Druckluft offenbart, welche in Bezug auf eine einlaufende Bahn in mindestens zwei Winkelstellungen bringbar ist. Die Öffnungen sind zwei im wesentlichen halbschalenartigen Hälften der zylindrischen Mantelfläche des Leitelements zugeordnet. - Die
DE 31 27 872 A1 zeigt eine verschwenkbare Wendestange, an deren einen verschiebbaren Ende über ein Teleskoprohr und eine Öffnung in die Wendestange Blasluft zugeführt wird. - Die
EP 0 705 785 A2 beschäftigt sich mit dem Transport und dem Umlenken von bandförmigem Material, insbesondere in Form von z. B. Filmmaterial. Lediglich im jeweiligen Umschlingungsbereich sind als offene Mikroporen oder Mikrobohrungen ausgeführte Luftaustrittsöffnungen vorgesehen. - Der Erfindung liegt die Aufgabe zugrunde, ein Leitelement einer bahnerzeugenden oder - verarbeitenden Maschine mit verbessertem Luftpolster zu schaffen.
- Die Aufgabe wird erfindungsgemäß durch die Merkmale des Anspruchs 1 gelöst.
- Bevorzugte Ausführungsformen der Erfindung werden in dem abhängigen Ansprüchen beansprucht.
- Mit den herkömmlichen Öffnungen sind punktuell auf das Material Kräfte (Impuls des Strahls) aufbringbar, mittels welchen dieses vom betreffenden Bauteil fern, bzw. an ein anderes Bauteil angestellt wird, während durch eine Verteilung von Mikroöffnungen mit hoher Lochdichte eine breite Unterstützung und vorrangig der Effekt eines ausgebildeten Luftpolsters zum Tragen kommt. Bisher verwendete Bohrungen lagen im Querschnitt beispielsweise bei 1 bis 3 mm, wohingegen für die Mikroöffnungen der Querschnitt um mindestens eine Zehnerpotenz kleiner liegt. Es bilden sich hierdurch wesentlich verschiedene Effekte aus. Beispielsweise lässt sich der Abstand zwischen der die Öffnungen tragenden Oberfläche und der Bahn verringern, der Volumenstrom an Strömungsmittel erheblich absenken, und hierdurch außerhalb des Wirkbereichs mit der Bahn austretende Verlustströme deutlich verkleinern.
- Im Gegensatz zu bekannten Bauteilen mit herkömmlichen Öffnungen bzw. Bohrungen von Öffnungsquerschnitten im Bereich von Millimetern und einem Lochabstand von mehreren Millimetern, wird durch die Ausbildung von Mikroöffnungen auf der Oberfläche eine weitaus homogenere Oberflächenstruktur geschaffen. Unter Mikroöffnungen werden hier Öffnungen auf der Oberfläche des Bauteils verstanden, welche einen Durchmesser kleiner oder gleich 500 µm, vorteilhaft kleiner oder gleich 300 µm, insbesondere kleiner oder gleich 150 µm aufweisen. Eine "Lochdichte" für die mit den Mikroöffnungen versehene Fläche liegt bei mindestens einer Mikroöffnung je 5 mm2 (= 0,20 / mm2), vorteilhaft mindestens eine Mikroöffnung je 3,6 mm2 (= 0,28 / mm2).
- Durch die Ausbildung der Öffnungen als Mikroöffnungen wird das Luftpolster vergleichmäßigt und der je Flächeneinheit austretende Volumenstrom derart herabgesetzt, dass auch in nicht durch die Bahn umschlungenen Bereichen ein Verluststrom vertretbar klein sein kann.
- Bevorzugt kann die der Bahn zugewandte und die Mikroöffnungen aufweisende Seite des Leitelementes als ein Einsatz oder mehrere Einsätze in einem Träger ausgebildet sein. Der Einsatz kann in Weiterbildung lös- und ggf. wechselbar mit dem Träger verbunden sein. So ist eine Reinigung und/oder aber ein Austausch von Einsätzen verschiedenartiger Mikroperforationen zur Anpassung an unterschiedliche Materialien und Bahnbreiten möglich.
- Ausführungsbeispiele der Erfindung sind in den Zeichnungen dargestellt und werden im Folgenden näher beschrieben.
- Es zeigen:
- Fig. 1
- eine schematische Darstellung der Wendestange in einer ersten a) und einer zweiten b) Stellung;
- Fig. 2
- einen perspektivischen Schnitt der Wendestange mit vollumfänglich angeordneten Mikrobohrungen;
- Fig. 3
- eine schematische Darstellung für eine verschwenkbare Wendestange in anderer Ausführung;
- Fig. 4
- einen Schnitt durch eine Wendestange nach
Fig. 3 . - Ein Leitelement 01, z. B. Bahnleitelement 01, dient in einer bahnerzeugenden oder - verarbeitenden Maschine, z. B. einer Papiermaschine, Wickelmaschine, Verpackungsmaschine oder insbesondere Druckmaschine, der Führung bzw. einem Richtungswechsel einer auf das Leitelement 01 auflaufenden Bahn 02, z. B. Materialbahn 02 oder Bedruckstoffbahn 02, insbesondere Papierbahn 02. Das Leitelement 01 ist insbesondere als sog. Wendestange 01 ausgeführt, mittels welcher- abhängig von ihrer Stellung relativ zur Richtung der ein- bzw. auflaufenden Bahn 02 - durch Umschlingung der Wendestange 01 für die Bahn 02 ein Richtungswechsel um ca. +90° oder ca.-90° bewirkt wird. Die Wendestange 01 kann als Paar von zwei parallelen, 45° zur Bahntransportrichtung geneigte Wendestangen 01 zum seitlichen Versatz, oder als Paar von unter 90° zueinander gekreuzten, um 45° bzw.-45° zur Bahntransportrichtung geneigten Wendestangen 01 zum Stürzen der Bahn 01 dienen. Vorteilhafterweise sind mehrere Wendestangenpaare angeordnet.
- Die Wendestange 01 bzw. das Wendestangenpaar, kann nach einem Druckwerk und vor einem Falzapparat oder nach einem Trockner und vor einem Falzapparat einer Rotationsdruckmaschine angeordnet sein. Sie weist z. B. einen Außendurchmesser von 60-100 mm und beispielsweise eine Länge von mehr als 1.200 mm auf. Dabei weist die Wendestange 01 (bzw. weisen beide Wendestangen 01 jeweils) mindestens zwei Stellungen auf und ist (bzw. sind) insbesondere um 90° schwenkbar, wobei in einer ersten Stellung eine erste Hälfte der Mantelfläche in Umfangsrichtung von einer Bahn 02 umschlungen wird (
Fig. 1a ) und in einer zweiten Stellung eine zweite Hälfte der Mantelfläche umschlungen ist (Fig. 1b ). - Die Mantelfläche der Wendestange 01 weist Öffnungen 03, z. B. Mikroöffnungen 03 auf, durch welche im Betrieb aus einem im Innern liegenden Hohlraum 04, z. B. einer Kammer 04, insbesondere Druckkammer 04, unter Überdruck gegen die Umgebung stehendes Fluid, z. B. eine Flüssigkeit, ein Gas oder ein Gemisch, insbesondere Luft, strömt. In den Figuren ist eine entsprechende Zuleitung von Druckluft in den Hohlraum 04 nicht dargestellt.
- Die Wendestange 01 weist auf ihre Mantelfläche in Umfangsrichtung sowohl auf der in der jeweiligen Betriebssituation umschlungenen Seite als auch auf der nicht durch die Bahn 02 bedeckten, d. h. der abgewandten Seite Mikroöffnungen 03 auf. Zumindest auf einem zur Umschlingung vorgesehenen Längsabschnitt der Wendestange 01 weist diese somit über den vollen Umfang von 360° (zugewandte als auch abgewandte Seite) verteilte Mikroöffnungen 03 auf. In bevorzugter Ausführung ist für die Wendestange 01 keinerlei Vorrichtung oder Mechanismus vorgesehen, welche(r) im Betrieb das Strömen des Fluids vom Hohlraum 04 durch die Mikroöffnungen 03 auf der der Bahn 02 abgewandeten Seite unterbindet. D. h., die Mikroöffnungen 03 sind in jeder der mindestens zwei genannten Betriebsituationen in einem vollständigen Umfangsbereich von 360° mit Fluid durchströmbar bzw. durchströmt. Ein Umstellen der Wendestange 01 von einer in die andere Stellung erfordert lediglich ein Verschwenken, und kein zusätzliches Abdecken der Öffnungen bzw. kein Unterbrechen des Durchtrittsweges zwischen Hohlraum 04 und Mikroöffnung 03.
- Diese einfache Ausführung wird durch die Ausbildung der Öffnungen 03 als Mikroöffnungen 03 sinnvoll möglich, da hiermit ein dünneres aber homogeneres Luftpolster geschaffen, gleichzeitig ein erforderlicher bzw. resultierender Volumenstrom und damit auch ein Verluststrom über die "offene" Seite erheblich reduziert ist. Der hohe Widerstand der Mikroöffnungen 03 bewirkt im Gegensatz zu Öffnungen großen Querschnitts, dass ein "Nichtbedecken" eines Bereichs von Öffnungen nicht zu einer Art Kurzschlussstrom führt. Im Gesamtwiderstand erhält der über die Öffnungen 03 abfallende Teilwiderstand ein erhöhtes Gewicht.
- Gemäß der Erfindung (
Fig. 2 ) sind die Mikroöffnungen 03 als Öffnungen durchgehender Bohrungen 11, insbesondere Mikrobohrungen 11 ausgeführt, welche sich durch eine den z. B. als Druckkammer 04 ausgebildeten Hohlraum 04 begrenzende Wand 12, z. B. Kammerwand 12, nach außen erstrecken. Die Bohrungen 11 weisen z. B. einen Durchmesser (zumindest im Bereich der Öffnungen 03) von kleiner oder gleich 500 µm, vorteilhaft kleiner oder gleich 300 µm, insbesondere zwischen 60 und 150 µm auf. Der Öffnungsgrad liegt z. B. bei 3 bis 25 %, insbesondere bei 5 bis 15 %. Eine Lochdichte beträgt zumindest 1 / 5 mm2, insbesondere mindestens 1 / mm2 bis hin zu 4 / mm2. Die Wand 12 weist somit, zumindest in einem der Bahn 02 gegenüber liegenden Bereich, eine Mikroperforation auf. Vorteilhafter Weise erstreckt sich die Mikroperforation um den vollen Umfang von 360°. - Eine u.a. den Strömungswiderstand beeinflussende Wandstärke der die Bohrungen beinhaltenden Kammerwand 12 liegt z. B. bei 0,2 bis 3,0 mm, vorteilhaft bei 0,2 bis 1,5 mm. insbesondere von 0,3 bis 0,8 mm. Im Innern der Wendestange 01, insbesondere im Hohlraum 04, kann eine nicht dargestellte verstärkende Konstruktion, beispielsweise ein sich in Längsrichtung der Wendestange 01 erstreckender Träger, insbesondere Metallträger, angeordnet sein, auf welchem sich die Kammerwand 12 zumindest abschnittsweise bzw. punktuell abstützt.
- Die die Kammer 04 umschließende Wand 12 ist z. B. durch einen Hohlprofilkörper, vorzugsweise einen rohrförmigen Hohlprofilkörper, insbesondere einen Hohlprofilkörper mit kreisringförmigen Profil ausgebildet.
- Für die Ausführung der Mikroöffnungen 03 als Öffnungen 03 von Bohrungen 11 ist z. B. ein Überdruck in der Kammer 04 von 0,5 bis 2 bar, insbesondere von 0,5 bis 1,0 bar von Vorteil.
- Die Bohrungen 11 können zylindrisch, trichterförmig oder aber mit anderer spezieller Formgebung (z. B. in Form einer Lavaldüse) ausgeführt sein.
- Die Mikroperforation, d. h. die Herstellung der Bohrungen 11, erfolgt vorzugsweise durch Bohren mittels beschleunigter Teilchen (z. B. Flüssigkeit wie beispielsweise Wasserstrahl, Ionen oder Elementarteilchen) oder mittels elektromagnetischer Strahlung hoher Energiedichte (z. B. Licht mittels Laserstrahl). Insbesondere vorteilhaft ist die Herstellung mittels Elektronenstrahl.
- Die der Bahn 02 zugewandte Seite der die Bohrungen 11 aufweisenden Wand 12, z. B. eine aus Edelstahl gebildete Wand 12, weist in bevorzugter Ausführung eine schmutz- und/oder farbabweisende Veredelung auf. Sie weist eine nicht dargestellte, die Öffnungen 03 bzw. Bohrungen 11 nicht bedeckende Beschichtung - z. B. Nickel oder vorteilhaft Chrom - auf, welche z. B. zusätzlich bearbeitet ist - z. B. mit Mikrorippen oder einen Lotusblüteneffekt bewirkend strukturiert oder aber vorzugsweise hochglanzpoliert).
- Die die Bohrungen aufweisende Wand ist in einer Variante als ein Einsatz oder mehrere Einsätze in einem Träger ausgebildet. Der Einsatz kann fest oder wechselbar mit dem Träger verbunden sein. Letzteres ist von Vorteil bzgl. einer Reinigung oder aber eines Austauschs von Einsätzen verschiedenartiger Mikroperforationen zur Anpassung an unterschiedliche Materialien und Bahnbreiten. In der Ausführung mit im wesentlichen vollumfänglich angeordneten Öffnungen 03, können derartige Einsätze beispielsweise auf einem im Hohlraum 04 verlaufenden Träger angeordnet sein.
- Bei einem weiteren Beispiel (
Fig. 3 ) für eine verschwenkbare Wendestange 01 sind in dieser mehrere Kammern 04 angeordnet, wobei jeder Kammern 04 ein Teil der Mantelfläche der Wendestange 01 in Umfangsrichtung zugeordnet ist. Jede Kammer 04 ist selektiv mit Druckluft beaufschlagbar, so dass in jeder Stellung der jeweils umschlungene Bereich der Wendestange 01 mit Druckluft beaufschlagt ist. Für dieses Ausführungsbeispiel sind z. B. an der Wendestange 01 mindestens zwei wahlweise mit Druckluft beaufschlagbare Zuleitungen 13 angeordnet oder aber die Kammern 04 sind über ein Mehrwegventil wahlweise mit der von einer Quelle bezogenen Druckluft beaufschlagbar (Fig. 4 ). -
- 01
- Leitelement, Bahnleitelement, Wendestange
- 02
- Bahn, Materialbahn, Bedruckstoffbahn, Papierbahn
- 04
- Hohlraum, Kammer, Druckkammer
- 05
- --
- 07
- Träger, Innenkörper, Trägerrohr
- 10
- --
- 11
- Bohrung, Mikrobohrung
- 12
- Wand, Kammerwand
- 13
- Zuleitung
Claims (16)
- Leitelement einer Druckmaschine mit einer Vielzahl von Öffnungen (03) für den Austritt eines unter Druck stehenden Fluids, wobei das Leitelement (01) zum Führen und/oder Umlenken einer einlaufenden Papierbahn (02) ausgebildet ist, wobei die Öffnungen (03) als nach außen gerichtete Mikroöffnungen (03) von durchgehenden Mikrobohrungen (11) ausgeführt sind, welche sich durch eine einen Hohlraum (04) begrenzende Wand (12) nach außen erstrecken, dass die Bohrungen (11) einen Durchmesser im Bereich der Öffnungen (03) von kleiner oder gleich 500 µm aufweisen, dadurch gekennzeichnet, dass eine Lochdichte, d. h. eine Anzahl von Öffnungen (03) pro Flächeneinheit, für die mit den Mikroöffnungen (03) versehene Fläche mindestens 0,2 / mm2 beträgt.
- Leitelement nach Anspruch 1, dadurch gekennzeichnet, dass der Öffnungsgrad bei 3 bis 25%, insbesondere bei 5 bis 15% liegt.
- Leitelement nach Anspruch 1, dadurch gekennzeichnet, dass die Öffnungen (03) in der Mantelfläche des Leitelements (01) zumindest in einem Längsabschnitt des Leitelements (01) im wesentlichen um den gesamten Umfang angeordnet sind.
- Leitelement nach Anspruch 1, dadurch gekennzeichnet, dass das Leitelement (01) in Bezug auf eine einlaufende Bahn (02) in mindestens zwei Winkelstellungen bringbar ist.
- Leitelement nach Anspruch 4, dadurch gekennzeichnet, dass in beiden Winkelstellungen das Fluid in diesem Längsabschnitt im wesentlichen über den gesamten Umfang aus den Mikroöffnungen (03) tritt.
- Leitelement nach Anspruch 4, dadurch gekennzeichnet, dass zumindest in einem Längsabschnitt des Leitelements (01) im wesentlichen um den gesamten Umfang angeordneten Öffnungen (03) aufweist, dass die Öffnungen (03) zwei im wesentlichen halbschalenartigen Hälften der zylindrischen Mantelfläche des Leitelements (01) zugeordnet sind, denen jeweils ein eigener, im Inneren liegender Hohlraum (04) zugeordnet sind, welcher wahlweise mit unter Druck stehendem Fluid beaufschlagbar sind.
- Leitelement nach Anspruch 4, dadurch gekennzeichnet, dass das Leitelement (01) um 90° schwenkbar ist, wobei in einer ersten Winkelstellung eine erste, im wesentlichen halbschalenartige Hälfte der zylindrischen Mantelfläche von der Bahn (02) und in einer zweiten Winkelstellung eine zweite halbschalenartige Hälfte der Mantelfläche umschlagen ist.
- Leitelement nach Anspruch 1, dadurch gekennzeichnet, dass ein Durchmesser der Öffnungen (03) kleiner oder gleich 300 µm, insbesondere zwischen 60 und 150 µm, ist.
- Leitelement nach Anspruch 1, dadurch gekennzeichnet, dass eine Wandstärke der Wand (12) bei 0,2 bis 3,0 mm liegt.
- Leitelement nach Anspruch 1, dadurch gekennzeichnet, dass 2 - 15, insbesondere 3 - 7, Normkubikmeter Luft pro Stunde auf eine, Quadratmeter der die Öffnungen (03) aufweisenden Mantelfläche austreten.
- Leitelement nach Anspruch 1, dadurch gekennzeichnet, dass das Leitelement (01) eine Länge größer 1.200 mm aufweist.
- Leitelement nach Anspruch 1, dadurch gekennzeichnet, dass die Bohrungen (11) mittels beschleunigter Teilchen hergestellt sind.
- Leitelement nach Anspruch 12, dadurch gekennzeichnet, dass die Bohrungen (11) durch Bohren mittels Elektronenstrahl hergestellt sind.
- Leitelement nach Anspruch 1, dadurch gekennzeichnet, dass zumindest eine die Bohrungen (11) aufweisender Wandabschnitt des Leitelementes (01) auf seiner Oberfläche eine schmutz- und/oder farbabweisende Veredelung aufweist.
- Leitelement nach Anspruch 14, dadurch gekennzeichnet, dass die Veredelung als Beschichtung durch Chrom ausgebildet ist.
- Leitelement nach Anspruch 15, dadurch gekennzeichnet, dass die Oberfläche hochglanzpoliert ausgeführt ist.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10248820 | 2002-10-19 | ||
| DE10307089A DE10307089B4 (de) | 2002-10-19 | 2003-02-19 | Rakel einer Druckmaschine |
| DE10322651 | 2003-05-20 | ||
| DE10331469 | 2003-07-11 | ||
| EP03776807A EP1556300B1 (de) | 2002-10-19 | 2003-10-20 | Leitelemente einer bahnerzeugenden oder -verarbeitenden maschine |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03776807A Division EP1556300B1 (de) | 2002-10-19 | 2003-10-20 | Leitelemente einer bahnerzeugenden oder -verarbeitenden maschine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1997759A1 EP1997759A1 (de) | 2008-12-03 |
| EP1997759B1 true EP1997759B1 (de) | 2009-07-01 |
Family
ID=32180556
Family Applications (8)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08161186A Expired - Lifetime EP1997759B1 (de) | 2002-10-19 | 2003-10-20 | Leitelement einer bahnerzeugenden oder -verarbeitenden Maschine |
| EP03776807A Expired - Lifetime EP1556300B1 (de) | 2002-10-19 | 2003-10-20 | Leitelemente einer bahnerzeugenden oder -verarbeitenden maschine |
| EP03778236A Expired - Lifetime EP1556218B1 (de) | 2002-10-19 | 2003-10-20 | Rakeleinrichtungen einer bahnerzeugenden oder -verarbeitenden maschine |
| EP03776803A Expired - Lifetime EP1554207B1 (de) | 2002-10-19 | 2003-10-20 | Falzapparat |
| EP03776805A Expired - Lifetime EP1554122B1 (de) | 2002-10-19 | 2003-10-20 | Andrückelemente einer bahnverarbeitenden druckmaschine |
| EP03776806A Expired - Lifetime EP1556219B1 (de) | 2002-10-19 | 2003-10-20 | Leitelemente einer druckeinheit |
| EP03776804A Expired - Lifetime EP1554208B1 (de) | 2002-10-19 | 2003-10-20 | Falztrichter einer bahnerzeugenden oder -verarbeitenden maschine |
| EP06100923A Expired - Lifetime EP1655257B1 (de) | 2002-10-19 | 2003-10-20 | Falzapparat |
Family Applications After (7)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03776807A Expired - Lifetime EP1556300B1 (de) | 2002-10-19 | 2003-10-20 | Leitelemente einer bahnerzeugenden oder -verarbeitenden maschine |
| EP03778236A Expired - Lifetime EP1556218B1 (de) | 2002-10-19 | 2003-10-20 | Rakeleinrichtungen einer bahnerzeugenden oder -verarbeitenden maschine |
| EP03776803A Expired - Lifetime EP1554207B1 (de) | 2002-10-19 | 2003-10-20 | Falzapparat |
| EP03776805A Expired - Lifetime EP1554122B1 (de) | 2002-10-19 | 2003-10-20 | Andrückelemente einer bahnverarbeitenden druckmaschine |
| EP03776806A Expired - Lifetime EP1556219B1 (de) | 2002-10-19 | 2003-10-20 | Leitelemente einer druckeinheit |
| EP03776804A Expired - Lifetime EP1554208B1 (de) | 2002-10-19 | 2003-10-20 | Falztrichter einer bahnerzeugenden oder -verarbeitenden maschine |
| EP06100923A Expired - Lifetime EP1655257B1 (de) | 2002-10-19 | 2003-10-20 | Falzapparat |
Country Status (9)
| Country | Link |
|---|---|
| US (3) | US7383772B2 (de) |
| EP (8) | EP1997759B1 (de) |
| JP (1) | JP2006502937A (de) |
| CN (2) | CN1319832C (de) |
| AT (8) | ATE413354T1 (de) |
| AU (6) | AU2003286100A1 (de) |
| DE (8) | DE20380219U1 (de) |
| ES (2) | ES2289732T3 (de) |
| WO (6) | WO2004037698A1 (de) |
Families Citing this family (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10339262A1 (de) * | 2003-08-26 | 2005-03-17 | Voith Paper Patent Gmbh | Bahnführungseinrichtung |
| US7921771B2 (en) | 2004-06-23 | 2011-04-12 | Koenig & Bauer Aktiengesellschaft | Web-fed printing machine having a turning bar |
| US7311234B2 (en) * | 2005-06-06 | 2007-12-25 | The Procter & Gamble Company | Vectored air web handling apparatus |
| DE102006013955B3 (de) * | 2006-03-27 | 2007-10-31 | Koenig & Bauer Aktiengesellschaft | Einrichtungen zum Zuführen einer Materialbahn zu einer Druckeinheit |
| DE102006013956B4 (de) * | 2006-03-27 | 2008-02-07 | Koenig & Bauer Aktiengesellschaft | Druckmaschine mit einer Einrichtung zum Zuführen einer Materialbahn und ein Verfahren zum Zuführen einer Materialbahn |
| DE102006013954B4 (de) | 2006-03-27 | 2008-03-06 | Koenig & Bauer Aktiengesellschaft | Druckmaschine mit einer Einrichtung zum Zuführen einer Materialbahn |
| EP2148779B1 (de) * | 2007-05-21 | 2014-01-15 | Koenig & Bauer Aktiengesellschaft | Verfahren und vorrichtung zur erzeugung eines produktabschnittes in einer bahnverarbeitenden maschine |
| DE102007000507B4 (de) | 2007-10-15 | 2010-03-11 | Koenig & Bauer Aktiengesellschaft | Walze eines Trockners |
| DE102007000508B4 (de) | 2007-10-15 | 2011-09-15 | Koenig & Bauer Aktiengesellschaft | Trockner für mindestens eine Materialbahn |
| DE102008041424A1 (de) * | 2008-08-21 | 2010-02-25 | Voith Patent Gmbh | Vorrichtung und Verfahren zur Verarbeitung einer laufenden Materialbahn |
| TWI349644B (en) * | 2008-09-18 | 2011-10-01 | Ind Tech Res Inst | Suction roller and transporting apparatus using the same |
| TWI367855B (en) * | 2008-09-24 | 2012-07-11 | Apparatus and method for guiding the web position | |
| CN102177023A (zh) * | 2008-10-10 | 2011-09-07 | 惠普开发有限公司 | 自动清理空气惰轮 |
| DE102009002103B4 (de) | 2009-04-01 | 2011-07-07 | KOENIG & BAUER Aktiengesellschaft, 97080 | Druckmaschine und ein Verfahren zum Bedrucken eines bahnförmigen Bedruckstoffs |
| DE102009026059B4 (de) * | 2009-06-29 | 2024-02-01 | Krones Aktiengesellschaft | Vorrichtung zum Aufspreizen einer Folienbahn |
| DE202010005837U1 (de) | 2010-04-16 | 2010-07-29 | Prospective Concepts Ag | Leitelement einer bahnerzeugenden oder -verarbeitenden Maschine |
| EP2502725B1 (de) * | 2011-03-24 | 2015-01-07 | PackSys Global (Switzerland) Ltd. | Vorrichtung und Verfahren zum Herstellen von Tubenkörpern |
| DE102011106695A1 (de) * | 2011-07-06 | 2013-01-10 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Verfahren und Vorrichtung zum Heizen einer Folie |
| WO2013026792A1 (de) * | 2011-08-22 | 2013-02-28 | Windmöller & Hölscher Kg | Maschine und verfahren zum bedrucken von materialbahnen |
| DE102011117494A1 (de) * | 2011-10-31 | 2013-05-02 | Eastman Kodak Company | Vorrichtung und Verfahren zum Bedrucken einer Substratbahn |
| US20130256362A1 (en) * | 2012-03-30 | 2013-10-03 | Michael T. Dobbertin | Replaceable cover for bars in a printing system |
| CN103434887B (zh) * | 2013-08-30 | 2015-09-02 | 无锡宝南机器制造有限公司 | 三角板移动调节机构 |
| CN103569776A (zh) * | 2013-11-06 | 2014-02-12 | 北京印刷学院 | 一种折页三角板装置 |
| CN104609246A (zh) * | 2015-01-16 | 2015-05-13 | 常州市永明机械制造有限公司 | 复膜机折幅布面展平装置 |
| CN105035839A (zh) * | 2015-06-15 | 2015-11-11 | 青岛正大环保科技有限公司 | 薄膜多级对折器 |
| GB2560194B (en) * | 2017-03-03 | 2021-03-31 | Kingspan Holdings Irl Ltd | Process and apparatus for producing shaped profile sections |
| CN107095740A (zh) * | 2017-03-21 | 2017-08-29 | 泉州市汉威机械制造有限公司 | 一种一次性用品折叠机构 |
| JP6527981B1 (ja) * | 2018-03-27 | 2019-06-12 | 株式会社タンケンシールセーコウ | ターンバー |
| WO2020123204A2 (en) * | 2018-12-13 | 2020-06-18 | Corning Incorporated | Conveying apparatus and methods for conveying ribbon |
| TW202100832A (zh) * | 2019-03-11 | 2021-01-01 | 以色列商核心流有限公司 | 用於卷對卷製程之流體流腹板張力裝置 |
| IT201900003553A1 (it) * | 2019-03-12 | 2020-09-12 | Gtk Timek Group Sa | "barra di movimentazione di supporti laminati o in film" |
| CN111016408A (zh) * | 2019-12-31 | 2020-04-17 | 江苏斯派尔建材科技有限公司 | 一种新型金属木纹保温装饰一体板印花系统 |
| DE102021103766A1 (de) | 2021-02-17 | 2022-08-18 | Manroland Goss Web Systems Gmbh | Trichternase und Falztrichter |
| JP7491529B2 (ja) * | 2021-09-09 | 2024-05-28 | 株式会社都ローラー工業 | 有孔搬送ロール、シート材製造装置及びシート材加工装置 |
| CN113965142A (zh) * | 2021-10-18 | 2022-01-21 | 丁慈鑫 | 一种光伏支架变截面模量立柱及其加工方法 |
| US20230129901A1 (en) * | 2021-10-21 | 2023-04-27 | Gerhard Designing & Manufacturing Inc. | Excess coating removal device for can coating machines |
Family Cites Families (91)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB794404A (en) * | 1956-09-01 | 1958-05-07 | Richard Kurt Sinejda | Multi-colour attachment to the print roller in roller printing |
| US3097971A (en) * | 1960-11-09 | 1963-07-16 | British Iron Steel Research | Method of and apparatus for supporting or guiding strip material |
| DE1142878B (de) | 1961-01-28 | 1963-01-31 | Maschf Augsburg Nuernberg Ag | Falztrichter zum Laengsfalzen von in Rotationsdruckmaschinen verarbeiteten Papierbahnen |
| US3111310A (en) * | 1961-12-21 | 1963-11-19 | Orville V Dutro | Folder |
| US3245334A (en) | 1962-08-27 | 1966-04-12 | Du Pont | Noncontacting sealing method and apparatus |
| US3518940A (en) | 1967-06-30 | 1970-07-07 | Cameron Machine Co | Endless belt printing machine |
| DE1954316A1 (de) * | 1969-10-29 | 1971-05-19 | Schluckebier Wilhelm | Verfahren und Einrichtung zum Beschicken von Walzen in Druckwerken von Druckmaschinen mit einem fluessigen Medium,z.B. Farbe,und zum Dosieren des Mediums |
| DE2026355B1 (de) | 1970-05-29 | 1971-11-18 | Roland Offsetmaschinenfabrik Faber & Schleicher Ag, 6050 Offenbach | Wendestange zum Umlenken von Papierbahnen |
| DE2142902A1 (de) * | 1971-08-27 | 1973-03-08 | Dornier Ag | Vorrichtung zum schneiden, sammeln und falzen einer oder mehrerer ankommender papierbahnen |
| DE2215523A1 (de) | 1972-03-30 | 1973-10-04 | Anger Kunststoff | Ueberdruckkalibrierduesen und kuehlvorrichtung |
| DE2215532B2 (de) | 1972-03-30 | 1976-01-02 | Saueressig Gmbh, 4422 Ahaus | Walzendruckmaschine zum mehrfarbigen Bedrucken von Warenbahnen |
| US4035878A (en) * | 1974-11-06 | 1977-07-19 | Sw (Delaware), Inc. | Apparatus for smoothing the surfaces of moving webs |
| US4221596A (en) * | 1976-10-04 | 1980-09-09 | General Motors Corporation | Method for low pressure forming of fused silica compositions and resultant bodies |
| US4176775A (en) * | 1977-03-28 | 1979-12-04 | Beloit Corporation | Inhibiting noise in sheet spreaders |
| FR2456695A1 (fr) * | 1979-02-13 | 1980-12-12 | Pliage Service | Collage en vue de scellage de depliants publicitaires croises |
| DE2921757A1 (de) | 1979-05-29 | 1980-12-04 | Maschf Augsburg Nuernberg Ag | Verfahren zum herstellen eines trichterbleches fuer einen falztrichter einer rotationsdruckmaschine und danach hergestelltes trichterblech |
| DE2931968B1 (de) * | 1979-08-07 | 1981-07-16 | Heidelberger Druckmaschinen Ag, 6900 Heidelberg | Falzapparat an Rollen-Rotationsdruckmaschinen |
| DD152754A1 (de) | 1980-08-29 | 1981-12-09 | Dietrich Hank | Luftumspuelte wendestange,insbes.fuer die richtungsaenderung laufender materialbahnen |
| US4361089A (en) * | 1980-10-20 | 1982-11-30 | Magna-Graphics Corporation | Multi-color rotary press |
| JPS57167330A (en) | 1981-04-09 | 1982-10-15 | Asahi Chem Ind Co Ltd | Material for sintered body |
| DE3127872C2 (de) | 1981-07-15 | 1985-11-28 | M.A.N.- Roland Druckmaschinen AG, 6050 Offenbach | Wendestangenwagen |
| US4416201A (en) * | 1981-11-18 | 1983-11-22 | Monarch Marking Systems, Inc. | Ink roller assembly with capillary ink supply |
| DE3212826A1 (de) | 1982-04-06 | 1983-10-13 | Deilmann-Haniel GmbH, 4600 Dortmund | Bremsvorrichtung fuer foerdermaschinen, haspel und widen |
| DE3225360A1 (de) | 1982-07-07 | 1984-02-09 | M.A.N.- Roland Druckmaschinen AG, 6050 Offenbach | Rollenoffset-rotationsdruckmaschine |
| JPS59192571A (ja) | 1983-04-18 | 1984-10-31 | Toray Ind Inc | 凹版印刷版使い印刷用ドクタ− |
| JPS6112396A (ja) | 1984-06-29 | 1986-01-20 | Toray Ind Inc | ドクタ−ブレ−ド |
| US4701233A (en) * | 1986-01-16 | 1987-10-20 | Pitney Bowes Inc. | Method for folding and sealing sheets |
| FR2598962B1 (fr) * | 1986-05-21 | 1988-12-23 | Prepac Sarl | Conformateur de film souple equipe d'embouts en saillie |
| ES2031187T3 (es) * | 1987-09-11 | 1992-12-01 | M.A.N.-Roland Druckmaschinen Aktiengesellschaft | Dispositivo en maquinas rotativas en impresion de pliegos en varios colores para apretar un pliego sobre el cilindro de impresion. |
| US5031528A (en) * | 1988-04-16 | 1991-07-16 | Elmar Messerschmitt | Doctor for screen printing |
| US4957045A (en) * | 1988-04-16 | 1990-09-18 | Elmar Messerschmitt | Doctor for screen printing |
| US4865578A (en) * | 1988-05-16 | 1989-09-12 | Moll Richard J | Glue head mounting bracket for glue applying folding machines |
| US4925080A (en) * | 1988-10-13 | 1990-05-15 | Beloit Corporation | Spreader bar apparatus |
| DE3939501A1 (de) * | 1989-11-30 | 1991-06-06 | Convac Gmbh | Laminar-beschichtungsvorrichtung fuer ebene substrate |
| US5082533A (en) * | 1990-04-10 | 1992-01-21 | Beloit Corporation | Heated extended nip press with porous roll layers |
| AU7877491A (en) | 1990-05-11 | 1991-12-10 | Rudolph J. Liedtke | Air bearing for web material |
| DE4127602A1 (de) * | 1991-08-21 | 1993-02-25 | Hoechst Ag | Verfahren und vorrichtung zum beruehrungsfreien fuehren eines beschichteten materialbandes |
| US5850788A (en) * | 1992-01-14 | 1998-12-22 | Maschinenfabrik Wifag | Metering strip |
| DE4200769C1 (de) | 1992-01-14 | 1993-07-22 | Maschinenfabrik Wifag, Bern, Ch | |
| FI87669C (fi) * | 1992-03-02 | 1993-02-10 | Valmet Paper Machinery Inc | Foerfarande och tork vid torkning av papper |
| JPH0639991A (ja) | 1992-07-22 | 1994-02-15 | Mitsubishi Heavy Ind Ltd | 掻き取りブレード |
| US5316199A (en) | 1992-09-18 | 1994-05-31 | Rockwell International Corporation | Adjustable angle bar assembly for a printing press |
| DE4234307A1 (de) * | 1992-10-12 | 1994-04-14 | Heidelberger Druckmasch Ag | Einrichtung zur störungsfreien Produktförderung in Falzapparaten |
| JP3111721B2 (ja) | 1993-01-07 | 2000-11-27 | 東洋インキ製造株式会社 | 進行ウエブの転換方法 |
| US5505042A (en) * | 1993-03-29 | 1996-04-09 | Liberty Industries | Air assisted feed through conveyor for rotary film wrapping apparatus |
| DE9320281U1 (de) | 1993-04-07 | 1994-03-17 | Koenig & Bauer AG, 97080 Würzburg | Wendestange für eine Materialbahn |
| DE4311438C2 (de) * | 1993-04-07 | 1997-06-19 | Koenig & Bauer Albert Ag | Wendestange für eine Materialbahn |
| JP2801519B2 (ja) | 1993-04-08 | 1998-09-21 | ゴス グラフイック システムズ インコーポレイテッド | 印刷機用の幅調整可能なアングルバー組立体 |
| DE9311113U1 (de) | 1993-07-26 | 1993-09-09 | Zirkon Druckmaschinen GmbH Leipzig, 04328 Leipzig | Eindruckwerk für fliegend wechselnde Eindrucke |
| JP3060791B2 (ja) * | 1993-08-10 | 2000-07-10 | 東洋インキ製造株式会社 | 進行ウエブの転換方法 |
| DE4330681A1 (de) | 1993-09-10 | 1995-03-16 | Roland Man Druckmasch | Kammerrakel |
| DE4335473C2 (de) * | 1993-10-18 | 2001-07-12 | Oce Printing Systems Gmbh | Wendeeinrichtung für einen bandförmigen Aufzeichnungsträger |
| DE4410189A1 (de) * | 1994-03-24 | 1995-09-28 | Heidelberger Druckmasch Ag | Leiteinrichtung für bewegtes Bogenmatrial in Druckmaschinen |
| DE4435528C2 (de) | 1994-10-05 | 1997-09-04 | Roland Man Druckmasch | Falztrichter für eine Druckmaschine |
| EP0705785A3 (de) | 1994-10-07 | 1996-11-13 | Eastman Kodak Co | Verfahren und Vorrichtung zur Vermeidung von Falten in dünnen Bahnen |
| DE4446546A1 (de) | 1994-12-24 | 1996-06-27 | Philips Patentverwaltung | Vakuumhaltevorrichtung |
| US5807228A (en) * | 1995-01-13 | 1998-09-15 | F. L. Smithe Machine Company, Inc. | Sheet folding method and apparatus |
| DE29501537U1 (de) * | 1995-02-01 | 1995-03-09 | Heidelberger Druckmaschinen Ag, 69115 Heidelberg | Bogenleiteinrichtung mit Luftversorgungskästen |
| DE19527761C2 (de) | 1995-07-28 | 2003-02-27 | Roland Man Druckmasch | Druckwalze zum Befestigen einer Druckhülse |
| US5957360A (en) * | 1998-01-16 | 1999-09-28 | International Business Machines Corporation | System and method for transporting and clamping flexible film structures |
| US6004432A (en) | 1998-01-28 | 1999-12-21 | Beloit Technologies, Inc. | Sheet turn with vectored air supply |
| DE19803809A1 (de) | 1998-01-31 | 1999-08-05 | Roland Man Druckmasch | Offsetdruckwerk |
| FR2775474B1 (fr) | 1998-02-27 | 2000-05-19 | Heidelberger Druckmasch Ag | Rouleau guide de bandes de papier |
| US5947411A (en) * | 1998-03-26 | 1999-09-07 | Heidelberger Druckmaschinen Ag | Method and apparatus for air flotation |
| US5947026A (en) * | 1998-05-01 | 1999-09-07 | Heidelberger Druckmaschinen Ag | Apparatus for reducing downstream marking including folder marking |
| DE19829095C2 (de) | 1998-06-30 | 2002-04-25 | Roland Man Druckmasch | Bogenführungseinrichtung in einer Druckmaschine |
| DE19829094C2 (de) * | 1998-06-30 | 2002-10-24 | Roland Man Druckmasch | Leiteinrichtung für bogenförmige Bedruckstoffe in einer Druckmaschine |
| DE19850968A1 (de) | 1998-11-05 | 2000-05-25 | Roland Man Druckmasch | Verschleißhemmende, farbabweisende Beschichtung, insbesondere von Druckmaschinenkomponenten |
| DE19854053C2 (de) | 1998-11-24 | 2002-11-21 | Roland Man Druckmasch | Bogenführungseinrichtung für eine Druckmaschine |
| DE19902936A1 (de) | 1998-12-23 | 2000-06-29 | Bachofen & Meier Ag Buelach | Vorrichtung zum berührungslosen Führen oder Behandeln einer laufenden Materialbahn, insbesondere einer Papier- oder Kartonbahn, Metall- oder Kunststoffolie |
| ES2203229T3 (es) | 1998-12-23 | 2004-04-01 | Bachofen + Meier Ag Maschinenfabrik | Dispositivo para conducir o tratar sin contacto una banda de material en movimiento, especialmente una banda de papel o carton o una pelicula de metal o plastico. |
| DE29914420U1 (de) * | 1999-02-03 | 1999-10-14 | Planatol Klebetechnik GmbH, 83101 Rohrdorf | Vorrichtung zum Auftragen einer Längsleimung in einer Falzvorrichtung von schnellaufenden Rotationsdruckmaschinen |
| DE19911965C2 (de) | 1999-03-17 | 2003-04-30 | Wifag Maschf | Druckform, Verfahren zu ihrer Herstellung und Druckformzylinder für einen Nassoffsetdruck |
| EP1088780A3 (de) * | 1999-10-01 | 2002-09-04 | Heidelberger Druckmaschinen Aktiengesellschaft | Vorrichtung zum wahlweisen Verschleissen von Blasöffnungen in Bedruckstoff führenden Leiteinrichtungen oder Stangen von Rotationsdruckmaschinen |
| US6722608B1 (en) | 1999-10-28 | 2004-04-20 | Segway Systems, Llc | Porous air bearings for tape transports and method of fabrication thereof |
| US6402047B1 (en) * | 1999-10-29 | 2002-06-11 | Kevin S. Thomas | Snow making apparatus and method |
| US6364247B1 (en) * | 2000-01-31 | 2002-04-02 | David T. Polkinghorne | Pneumatic flotation device for continuous web processing and method of making the pneumatic flotation device |
| AT409301B (de) * | 2000-05-05 | 2002-07-25 | Ebner Peter Dipl Ing | Vorrichtung zum führen eines metallbandes auf einem gaskissen |
| DE20008665U1 (de) | 2000-05-13 | 2000-08-24 | ARADEX GmbH, 73547 Lorch | Druckmaschine |
| DE10031814A1 (de) | 2000-06-30 | 2002-01-10 | Heidelberger Druckmasch Ag | Einrichtung zum berührungsfreien Führen eines Bahnmaterials über eine Fläche |
| DE10112415A1 (de) | 2001-03-15 | 2002-10-02 | Koenig & Bauer Ag | Wendestange |
| DE10112416C1 (de) * | 2001-03-15 | 2002-10-02 | Koenig & Bauer Ag | Wendestange |
| DE10115918B4 (de) | 2001-03-30 | 2006-03-23 | Koenig & Bauer Ag | Wendestange für eine Materialbahn |
| DE10115916B4 (de) | 2001-03-30 | 2006-03-23 | Koenig & Bauer Ag | Wendestange für eine Materialbahn |
| US6673003B2 (en) * | 2001-05-09 | 2004-01-06 | The Procter & Gamble Company | Vacuum cleaning folding rail |
| US6705220B2 (en) * | 2001-06-22 | 2004-03-16 | Heidelberger Druckmaschinen Ag | Device for guiding a travelling web |
| DE10225200B4 (de) * | 2002-06-06 | 2007-04-26 | Maschinenfabrik Wifag | Rotationskörper für eine Kompensation des Fanout |
| US6796524B2 (en) * | 2002-11-14 | 2004-09-28 | Heidelberger Druckmaschinen Ag | Reversible angle bar for a web printing press |
| DE20303720U1 (de) * | 2003-02-07 | 2003-05-15 | MAN Roland Druckmaschinen AG, 63075 Offenbach | Bahnführung in einer Rollenrotatinsdruckmaschine |
| DE20309429U1 (de) | 2003-06-17 | 2003-09-18 | Reifenhäuser GmbH & Co. Maschinenfabrik, 53844 Troisdorf | Abzugsvorrichtung einer Schlauchfolienextrusionsanlage |
| US7311234B2 (en) * | 2005-06-06 | 2007-12-25 | The Procter & Gamble Company | Vectored air web handling apparatus |
-
2003
- 2003-10-20 WO PCT/DE2003/003470 patent/WO2004037698A1/de not_active Ceased
- 2003-10-20 AU AU2003286100A patent/AU2003286100A1/en not_active Abandoned
- 2003-10-20 AU AU2003286098A patent/AU2003286098A1/en not_active Abandoned
- 2003-10-20 DE DE20380219U patent/DE20380219U1/de not_active Expired - Lifetime
- 2003-10-20 AT AT03776807T patent/ATE413354T1/de not_active IP Right Cessation
- 2003-10-20 US US10/531,211 patent/US7383772B2/en not_active Expired - Fee Related
- 2003-10-20 CN CNB2003801017211A patent/CN1319832C/zh not_active Expired - Fee Related
- 2003-10-20 JP JP2005501504A patent/JP2006502937A/ja active Pending
- 2003-10-20 WO PCT/DE2003/003473 patent/WO2004037537A2/de not_active Ceased
- 2003-10-20 AT AT06100923T patent/ATE367349T1/de not_active IP Right Cessation
- 2003-10-20 AU AU2003286099A patent/AU2003286099A1/en not_active Abandoned
- 2003-10-20 US US10/531,908 patent/US20060097101A1/en not_active Abandoned
- 2003-10-20 DE DE50304781T patent/DE50304781D1/de not_active Expired - Fee Related
- 2003-10-20 WO PCT/DE2003/003471 patent/WO2004037539A2/de not_active Ceased
- 2003-10-20 AU AU2003286101A patent/AU2003286101A1/en not_active Abandoned
- 2003-10-20 WO PCT/DE2003/003474 patent/WO2004037696A2/de not_active Ceased
- 2003-10-20 AT AT03778236T patent/ATE396047T1/de not_active IP Right Cessation
- 2003-10-20 EP EP08161186A patent/EP1997759B1/de not_active Expired - Lifetime
- 2003-10-20 DE DE50305063T patent/DE50305063D1/de not_active Expired - Lifetime
- 2003-10-20 EP EP03776807A patent/EP1556300B1/de not_active Expired - Lifetime
- 2003-10-20 AU AU2003285264A patent/AU2003285264A1/en not_active Abandoned
- 2003-10-20 AT AT03776803T patent/ATE337253T1/de not_active IP Right Cessation
- 2003-10-20 EP EP03778236A patent/EP1556218B1/de not_active Expired - Lifetime
- 2003-10-20 AT AT03776805T patent/ATE339311T1/de not_active IP Right Cessation
- 2003-10-20 EP EP03776803A patent/EP1554207B1/de not_active Expired - Lifetime
- 2003-10-20 AU AU2003286102A patent/AU2003286102A1/en not_active Abandoned
- 2003-10-20 ES ES06100923T patent/ES2289732T3/es not_active Expired - Lifetime
- 2003-10-20 DE DE50307743T patent/DE50307743D1/de not_active Expired - Fee Related
- 2003-10-20 DE DE50310757T patent/DE50310757D1/de not_active Expired - Lifetime
- 2003-10-20 AT AT03776806T patent/ATE390280T1/de not_active IP Right Cessation
- 2003-10-20 WO PCT/DE2003/003472 patent/WO2004037538A1/de not_active Ceased
- 2003-10-20 CN CNB2003801017207A patent/CN100551798C/zh not_active Expired - Fee Related
- 2003-10-20 DE DE50304780T patent/DE50304780D1/de not_active Expired - Fee Related
- 2003-10-20 DE DE50309490T patent/DE50309490D1/de not_active Expired - Lifetime
- 2003-10-20 EP EP03776805A patent/EP1554122B1/de not_active Expired - Lifetime
- 2003-10-20 EP EP03776806A patent/EP1556219B1/de not_active Expired - Lifetime
- 2003-10-20 AT AT08161186T patent/ATE435180T1/de not_active IP Right Cessation
- 2003-10-20 EP EP03776804A patent/EP1554208B1/de not_active Expired - Lifetime
- 2003-10-20 WO PCT/DE2003/003469 patent/WO2004037697A2/de not_active Ceased
- 2003-10-20 ES ES03778236T patent/ES2306904T3/es not_active Expired - Lifetime
- 2003-10-20 EP EP06100923A patent/EP1655257B1/de not_active Expired - Lifetime
- 2003-10-20 US US10/531,670 patent/US7314440B2/en not_active Expired - Fee Related
- 2003-10-20 AT AT03776804T patent/ATE337255T1/de not_active IP Right Cessation
- 2003-10-20 DE DE50309897T patent/DE50309897D1/de not_active Expired - Lifetime
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1997759B1 (de) | Leitelement einer bahnerzeugenden oder -verarbeitenden Maschine | |
| DE69215223T2 (de) | Düsen | |
| EP1488909B1 (de) | Abzugsvorrichtung einer Schlauchfolienextrusionsanlage und Verfahren zur Herstellung einer Schlauchfolienbahn aus Kunststoff | |
| DE69031377T2 (de) | Saugwalze für eine Papiermaschine | |
| EP1999051B1 (de) | Einrichtungen und verfahren zum zuführen einer materialbahn zu einer druckeinheit einer rollenrotationsdruckmaschine | |
| EP1626920B1 (de) | Bahnführungseinrichtung | |
| EP1660720A1 (de) | Bahnführungseinrichtung | |
| DE102019215768A1 (de) | Prägevorrichtung und diesbezügliche Verwendung | |
| DE4335051C2 (de) | Wendestange für eine Papierbahn mit einer Verschlußvorrichtung für Luftauslaßlöcher | |
| DE60014550T2 (de) | Bahnwendevorrichtung | |
| DE19637674B4 (de) | Differenzdruck - Wendestangenanordnung | |
| DE3342322C2 (de) | Kühlrohr für eine Kühlstrecke zum schnellen Abkühlen von Walzgut | |
| DE10137725C2 (de) | Umlenkstange | |
| EP1921206B1 (de) | Breitstreckwalze | |
| EP1900520A2 (de) | Verfahren für den wechselweisen Betrieb einer ersten und einer zweiten von einer Bahn durchlaufenden Druckeinheit | |
| EP1640302A2 (de) | Vorrichtungen zur Beeinflussung der Breite und/oder Lage einer Bahn | |
| EP1479817A2 (de) | Bahnführungseinrichtung | |
| EP1712500A2 (de) | Bahnleitelement | |
| EP4046799B1 (de) | Trichternase und falztrichter | |
| DE102004034282A1 (de) | Walze für eine Maschine zur Herstellung einer Faserstoffbahn | |
| EP1479818A1 (de) | Bahnführungseinrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1556300 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| 17P | Request for examination filed |
Effective date: 20081104 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1556300 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| REF | Corresponds to: |
Ref document number: 50311677 Country of ref document: DE Date of ref document: 20090813 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090701 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090701 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090701 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090701 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091012 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091001 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091102 |
|
| BERE | Be: lapsed |
Owner name: KOENIG & BAUER A.G. Effective date: 20091031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090701 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090701 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090701 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090701 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090701 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091031 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed |
Effective date: 20100406 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100501 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091002 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091031 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091020 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091020 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091020 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091020 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090701 |