WO2009066464A9 - 窒化物半導体および窒化物半導体の結晶成長方法 - Google Patents
窒化物半導体および窒化物半導体の結晶成長方法 Download PDFInfo
- Publication number
- WO2009066464A9 WO2009066464A9 PCT/JP2008/003423 JP2008003423W WO2009066464A9 WO 2009066464 A9 WO2009066464 A9 WO 2009066464A9 JP 2008003423 W JP2008003423 W JP 2008003423W WO 2009066464 A9 WO2009066464 A9 WO 2009066464A9
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- nitride semiconductor
- substrate
- layer
- nitride
- gas
- Prior art date
Links
- 150000004767 nitrides Chemical class 0.000 title claims abstract description 471
- 239000004065 semiconductor Substances 0.000 title claims abstract description 404
- 238000002109 crystal growth method Methods 0.000 title claims description 32
- 239000007789 gas Substances 0.000 claims abstract description 394
- 239000000758 substrate Substances 0.000 claims abstract description 281
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims abstract description 113
- 239000002019 doping agent Substances 0.000 claims abstract description 61
- 238000010438 heat treatment Methods 0.000 claims abstract description 12
- 238000000034 method Methods 0.000 claims description 146
- 239000013078 crystal Substances 0.000 claims description 106
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 claims description 65
- 229910052739 hydrogen Inorganic materials 0.000 claims description 54
- 239000012298 atmosphere Substances 0.000 claims description 52
- 239000001257 hydrogen Substances 0.000 claims description 52
- 229910052757 nitrogen Inorganic materials 0.000 claims description 49
- 239000011261 inert gas Substances 0.000 claims description 39
- JMASRVWKEDWRBT-UHFFFAOYSA-N Gallium nitride Chemical compound [Ga]#N JMASRVWKEDWRBT-UHFFFAOYSA-N 0.000 claims description 38
- 239000000463 material Substances 0.000 claims description 38
- 239000002994 raw material Substances 0.000 claims description 36
- 239000000203 mixture Substances 0.000 claims description 27
- 239000011777 magnesium Substances 0.000 claims description 25
- 229910052594 sapphire Inorganic materials 0.000 claims description 19
- 239000010980 sapphire Substances 0.000 claims description 19
- 230000000630 rising effect Effects 0.000 claims description 14
- 229910052710 silicon Inorganic materials 0.000 claims description 13
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims description 12
- 239000010703 silicon Substances 0.000 claims description 12
- 229910052799 carbon Inorganic materials 0.000 claims description 9
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 6
- 239000000470 constituent Substances 0.000 claims description 6
- -1 hydrazine compound Chemical class 0.000 claims description 6
- 229910052749 magnesium Inorganic materials 0.000 claims description 6
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 claims description 5
- 150000002431 hydrogen Chemical class 0.000 claims description 5
- 229910052751 metal Inorganic materials 0.000 claims description 5
- 239000002184 metal Substances 0.000 claims description 5
- 239000011701 zinc Substances 0.000 claims description 5
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 claims description 4
- 230000003746 surface roughness Effects 0.000 claims description 4
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 claims description 3
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 claims description 3
- 229910052790 beryllium Inorganic materials 0.000 claims description 3
- ATBAMAFKBVZNFJ-UHFFFAOYSA-N beryllium atom Chemical compound [Be] ATBAMAFKBVZNFJ-UHFFFAOYSA-N 0.000 claims description 3
- 238000004140 cleaning Methods 0.000 claims description 3
- OAKJQQAXSVQMHS-UHFFFAOYSA-N hydrazine Substances NN OAKJQQAXSVQMHS-UHFFFAOYSA-N 0.000 claims description 3
- 229910052725 zinc Inorganic materials 0.000 claims description 3
- 229910021529 ammonia Inorganic materials 0.000 claims description 2
- 229910052786 argon Inorganic materials 0.000 claims description 2
- 239000001307 helium Substances 0.000 claims description 2
- 229910052734 helium Inorganic materials 0.000 claims description 2
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 claims description 2
- 229910052743 krypton Inorganic materials 0.000 claims description 2
- DNNSSWSSYDEUBZ-UHFFFAOYSA-N krypton atom Chemical compound [Kr] DNNSSWSSYDEUBZ-UHFFFAOYSA-N 0.000 claims description 2
- 238000000927 vapour-phase epitaxy Methods 0.000 claims description 2
- 229910052724 xenon Inorganic materials 0.000 claims description 2
- FHNFHKCVQCLJFQ-UHFFFAOYSA-N xenon atom Chemical compound [Xe] FHNFHKCVQCLJFQ-UHFFFAOYSA-N 0.000 claims description 2
- 230000003213 activating effect Effects 0.000 claims 1
- 229910001873 dinitrogen Inorganic materials 0.000 abstract description 15
- 230000007704 transition Effects 0.000 abstract 1
- 229910002601 GaN Inorganic materials 0.000 description 168
- 230000008569 process Effects 0.000 description 101
- 239000012159 carrier gas Substances 0.000 description 58
- XCZXGTMEAKBVPV-UHFFFAOYSA-N trimethylgallium Chemical compound C[Ga](C)C XCZXGTMEAKBVPV-UHFFFAOYSA-N 0.000 description 45
- 239000010408 film Substances 0.000 description 34
- 238000006243 chemical reaction Methods 0.000 description 27
- 230000007547 defect Effects 0.000 description 19
- 238000005424 photoluminescence Methods 0.000 description 19
- 230000004888 barrier function Effects 0.000 description 18
- 238000000103 photoluminescence spectrum Methods 0.000 description 18
- 230000003287 optical effect Effects 0.000 description 16
- 238000010926 purge Methods 0.000 description 16
- 239000010453 quartz Substances 0.000 description 16
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 16
- 230000000052 comparative effect Effects 0.000 description 15
- 239000010409 thin film Substances 0.000 description 15
- 238000010894 electron beam technology Methods 0.000 description 14
- 238000001994 activation Methods 0.000 description 13
- 230000000694 effects Effects 0.000 description 12
- 239000012535 impurity Substances 0.000 description 12
- 238000003795 desorption Methods 0.000 description 11
- 238000005259 measurement Methods 0.000 description 11
- 239000003085 diluting agent Substances 0.000 description 10
- 238000010030 laminating Methods 0.000 description 10
- 230000007423 decrease Effects 0.000 description 9
- 230000001133 acceleration Effects 0.000 description 8
- 229910052796 boron Inorganic materials 0.000 description 8
- 230000005540 biological transmission Effects 0.000 description 7
- 238000010586 diagram Methods 0.000 description 7
- 238000004020 luminiscence type Methods 0.000 description 7
- 229910002704 AlGaN Inorganic materials 0.000 description 6
- 230000004913 activation Effects 0.000 description 6
- 238000010574 gas phase reaction Methods 0.000 description 6
- 229910052738 indium Inorganic materials 0.000 description 6
- 230000009036 growth inhibition Effects 0.000 description 5
- 229910052760 oxygen Inorganic materials 0.000 description 5
- 238000004458 analytical method Methods 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 238000005530 etching Methods 0.000 description 4
- 230000001976 improved effect Effects 0.000 description 4
- 238000001947 vapour-phase growth Methods 0.000 description 4
- WEVYAHXRMPXWCK-UHFFFAOYSA-N Acetonitrile Chemical compound CC#N WEVYAHXRMPXWCK-UHFFFAOYSA-N 0.000 description 3
- ZMANZCXQSJIPKH-UHFFFAOYSA-N Triethylamine Chemical compound CCN(CC)CC ZMANZCXQSJIPKH-UHFFFAOYSA-N 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 230000005284 excitation Effects 0.000 description 3
- 238000010348 incorporation Methods 0.000 description 3
- APFVFJFRJDLVQX-UHFFFAOYSA-N indium atom Chemical group [In] APFVFJFRJDLVQX-UHFFFAOYSA-N 0.000 description 3
- 230000004807 localization Effects 0.000 description 3
- 125000004433 nitrogen atom Chemical group N* 0.000 description 3
- RHUYHJGZWVXEHW-UHFFFAOYSA-N 1,1-Dimethyhydrazine Chemical compound CN(C)N RHUYHJGZWVXEHW-UHFFFAOYSA-N 0.000 description 2
- 229910016455 AlBN Inorganic materials 0.000 description 2
- ROSDSFDQCJNGOL-UHFFFAOYSA-N Dimethylamine Chemical compound CNC ROSDSFDQCJNGOL-UHFFFAOYSA-N 0.000 description 2
- GYHNNYVSQQEPJS-UHFFFAOYSA-N Gallium Chemical compound [Ga] GYHNNYVSQQEPJS-UHFFFAOYSA-N 0.000 description 2
- YZCKVEUIGOORGS-UHFFFAOYSA-N Hydrogen atom Chemical compound [H] YZCKVEUIGOORGS-UHFFFAOYSA-N 0.000 description 2
- 238000000137 annealing Methods 0.000 description 2
- 229910052785 arsenic Inorganic materials 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 238000007865 diluting Methods 0.000 description 2
- 229910052733 gallium Inorganic materials 0.000 description 2
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 2
- 238000001000 micrograph Methods 0.000 description 2
- 239000012299 nitrogen atmosphere Substances 0.000 description 2
- 125000002524 organometallic group Chemical group 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 239000012071 phase Substances 0.000 description 2
- 230000006798 recombination Effects 0.000 description 2
- 238000005215 recombination Methods 0.000 description 2
- 230000000087 stabilizing effect Effects 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- GETQZCLCWQTVFV-UHFFFAOYSA-N trimethylamine Chemical compound CN(C)C GETQZCLCWQTVFV-UHFFFAOYSA-N 0.000 description 2
- IIFFFBSAXDNJHX-UHFFFAOYSA-N 2-methyl-n,n-bis(2-methylpropyl)propan-1-amine Chemical compound CC(C)CN(CC(C)C)CC(C)C IIFFFBSAXDNJHX-UHFFFAOYSA-N 0.000 description 1
- 229910005191 Ga 2 O 3 Inorganic materials 0.000 description 1
- 229910001218 Gallium arsenide Inorganic materials 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 150000001540 azides Chemical class 0.000 description 1
- DQGZQAJIHKWEIU-UHFFFAOYSA-N azido(diethyl)alumane Chemical compound [N-]=[N+]=[N-].CC[Al+]CC DQGZQAJIHKWEIU-UHFFFAOYSA-N 0.000 description 1
- XBCDPKPGCRPSHQ-UHFFFAOYSA-N azido(diethyl)gallane Chemical compound CC[Ga](CC)N=[N+]=[N-] XBCDPKPGCRPSHQ-UHFFFAOYSA-N 0.000 description 1
- JUOJXNAVZADLAJ-UHFFFAOYSA-N bis(2-methylpropyl)diazene Chemical compound CC(C)CN=NCC(C)C JUOJXNAVZADLAJ-UHFFFAOYSA-N 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 238000005136 cathodoluminescence Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000005229 chemical vapour deposition Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- HPNMFZURTQLUMO-UHFFFAOYSA-N diethylamine Chemical compound CCNCC HPNMFZURTQLUMO-UHFFFAOYSA-N 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- UCSVJZQSZZAKLD-UHFFFAOYSA-N ethyl azide Chemical compound CCN=[N+]=[N-] UCSVJZQSZZAKLD-UHFFFAOYSA-N 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000005281 excited state Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000002309 gasification Methods 0.000 description 1
- 229910052732 germanium Inorganic materials 0.000 description 1
- 150000004678 hydrides Chemical class 0.000 description 1
- QHGSGZLLHBKSAH-UHFFFAOYSA-N hydridosilicon Chemical compound [SiH] QHGSGZLLHBKSAH-UHFFFAOYSA-N 0.000 description 1
- 238000005286 illumination Methods 0.000 description 1
- 230000031700 light absorption Effects 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- PBTHJVDBCFJQGG-UHFFFAOYSA-N methyl azide Chemical compound CN=[N+]=[N-] PBTHJVDBCFJQGG-UHFFFAOYSA-N 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000001451 molecular beam epitaxy Methods 0.000 description 1
- ZUSRFDBQZSPBDV-UHFFFAOYSA-N n-[bis(dimethylamino)stibanyl]-n-methylmethanamine Chemical compound CN(C)[Sb](N(C)C)N(C)C ZUSRFDBQZSPBDV-UHFFFAOYSA-N 0.000 description 1
- 238000005121 nitriding Methods 0.000 description 1
- 238000010943 off-gassing Methods 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- CTRLRINCMYICJO-UHFFFAOYSA-N phenyl azide Chemical compound [N-]=[N+]=NC1=CC=CC=C1 CTRLRINCMYICJO-UHFFFAOYSA-N 0.000 description 1
- 238000007517 polishing process Methods 0.000 description 1
- 230000000644 propagated effect Effects 0.000 description 1
- 230000001902 propagating effect Effects 0.000 description 1
- 239000000376 reactant Substances 0.000 description 1
- 238000001004 secondary ion mass spectrometry Methods 0.000 description 1
- 229910052711 selenium Inorganic materials 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- 238000000992 sputter etching Methods 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 229910052714 tellurium Inorganic materials 0.000 description 1
- 230000026683 transduction Effects 0.000 description 1
- 238000010361 transduction Methods 0.000 description 1
- VPYJNCGUESNPMV-UHFFFAOYSA-N triallylamine Chemical compound C=CCN(CC=C)CC=C VPYJNCGUESNPMV-UHFFFAOYSA-N 0.000 description 1
- 230000001960 triggered effect Effects 0.000 description 1
Images






Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/02104—Forming layers
- H01L21/02365—Forming inorganic semiconducting materials on a substrate
- H01L21/02612—Formation types
- H01L21/02617—Deposition types
- H01L21/02634—Homoepitaxy
-
- C—CHEMISTRY; METALLURGY
- C30—CRYSTAL GROWTH
- C30B—SINGLE-CRYSTAL GROWTH; UNIDIRECTIONAL SOLIDIFICATION OF EUTECTIC MATERIAL OR UNIDIRECTIONAL DEMIXING OF EUTECTOID MATERIAL; REFINING BY ZONE-MELTING OF MATERIAL; PRODUCTION OF A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; SINGLE CRYSTALS OR HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; AFTER-TREATMENT OF SINGLE CRYSTALS OR A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; APPARATUS THEREFOR
- C30B25/00—Single-crystal growth by chemical reaction of reactive gases, e.g. chemical vapour-deposition growth
- C30B25/02—Epitaxial-layer growth
-
- C—CHEMISTRY; METALLURGY
- C30—CRYSTAL GROWTH
- C30B—SINGLE-CRYSTAL GROWTH; UNIDIRECTIONAL SOLIDIFICATION OF EUTECTIC MATERIAL OR UNIDIRECTIONAL DEMIXING OF EUTECTOID MATERIAL; REFINING BY ZONE-MELTING OF MATERIAL; PRODUCTION OF A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; SINGLE CRYSTALS OR HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; AFTER-TREATMENT OF SINGLE CRYSTALS OR A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; APPARATUS THEREFOR
- C30B29/00—Single crystals or homogeneous polycrystalline material with defined structure characterised by the material or by their shape
- C30B29/10—Inorganic compounds or compositions
- C30B29/40—AIIIBV compounds wherein A is B, Al, Ga, In or Tl and B is N, P, As, Sb or Bi
- C30B29/403—AIII-nitrides
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/02104—Forming layers
- H01L21/02365—Forming inorganic semiconducting materials on a substrate
- H01L21/02367—Substrates
- H01L21/0237—Materials
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/02104—Forming layers
- H01L21/02365—Forming inorganic semiconducting materials on a substrate
- H01L21/02367—Substrates
- H01L21/0237—Materials
- H01L21/02387—Group 13/15 materials
- H01L21/02389—Nitrides
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/02104—Forming layers
- H01L21/02365—Forming inorganic semiconducting materials on a substrate
- H01L21/02436—Intermediate layers between substrates and deposited layers
- H01L21/02439—Materials
- H01L21/02455—Group 13/15 materials
- H01L21/02458—Nitrides
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/02104—Forming layers
- H01L21/02365—Forming inorganic semiconducting materials on a substrate
- H01L21/02518—Deposited layers
- H01L21/02521—Materials
- H01L21/02538—Group 13/15 materials
- H01L21/0254—Nitrides
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/02104—Forming layers
- H01L21/02365—Forming inorganic semiconducting materials on a substrate
- H01L21/02612—Formation types
- H01L21/02617—Deposition types
- H01L21/0262—Reduction or decomposition of gaseous compounds, e.g. CVD
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/02104—Forming layers
- H01L21/02365—Forming inorganic semiconducting materials on a substrate
- H01L21/02656—Special treatments
- H01L21/02658—Pretreatments
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L33/00—Semiconductor devices having potential barriers specially adapted for light emission; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof
- H01L33/005—Processes
- H01L33/0062—Processes for devices with an active region comprising only III-V compounds
- H01L33/0075—Processes for devices with an active region comprising only III-V compounds comprising nitride compounds
Definitions
- the present invention relates to a nitride semiconductor crystal growth technique, and more particularly to a crystal growth technique for obtaining a high-quality nitride semiconductor excellent in surface state and optical characteristics.
- Blue light-emitting elements and ultraviolet light-emitting elements can be used as white light sources in combination with appropriate wavelength conversion materials.
- white light sources have been extensively studied for application as backlights for liquid crystal displays, light-emitting diode illumination, automotive lighting, or general lighting instead of fluorescent lamps, and some of them have already been put into practical use.
- blue light emitting elements and ultraviolet light emitting elements are mainly used for growing gallium nitride semiconductor crystal thin films by techniques such as metal organic chemical vapor deposition (MOCVD) and molecular beam epitaxy (MBE). Which are collectively referred to as gallium nitride based light emitting diodes or GaN based LEDs.
- MOCVD metal organic chemical vapor deposition
- MBE molecular beam epitaxy
- GaN-based LED substrates are sapphire substrates. Since sapphire and GaN have greatly different lattice constants, it is inevitable that a considerable number of dislocations of about 10 9 / cm 2 are introduced in a GaN crystal obtained by epitaxial growth on a sapphire substrate.
- the substrate is cheaper than the SiC substrate and the GaN substrate, and InGaN in the blue light emitting region, which is usually used as the quantum well layer of the GaN-based LED, has a light emitting efficiency that is not very sensitive to the dislocation density.
- the sapphire substrate is still the main substrate.
- the gallium nitride based semiconductor crystal is viewed as a device material used in a situation where the carrier density is high, the high density dislocations as described above result in a significant decrease in device characteristics. For example, in a device such as a high-power LED or laser, if the dislocation density is high, the element life is remarkably shortened.
- the active layer structure does not contain any In that uses an AlGaN layer as the active layer, or realizes short wavelength light emission with a small In composition (for example, about 0.1 or less) and the near ultraviolet region or less.
- the internal quantum efficiency is strongly dependent on the dislocation density, unlike the case where the active layer structure includes an InGaN layer having an emission wavelength longer than blue.
- the dislocation density is high, the light emission intensity itself decreases.
- a GaN free-standing substrate or an AlN free-standing substrate is suitable as a substrate for epitaxial growth of a gallium nitride based semiconductor crystal.
- Patent Document 1 Japanese Patent Laid-Open No. 2005-347494
- Patent Document 2 Japanese Patent Laid-Open No. 2005-310772
- Patent Reference 3 Japanese Patent Laid-Open No. 2007-67454.
- a nitride substrate (GaN substrate with a (0001) plane) is used as a substrate for epitaxially growing a GaN layer, the pressure in the furnace is set to 30 kilopascals, and then the substrate temperature is cleaned.
- the first n-type GaN buffer layer having a thickness of 1 ⁇ m is grown while maintaining the furnace pressure at 1050 ° C. and the furnace pressure at 30 kilopascals. Thereafter, the supply of the raw material is stopped, and then the furnace pressure is reduced to 30 kilopascals.
- a method of forming a second n-type GaN buffer layer having a thickness of 1 ⁇ m by heating to a substrate temperature of 1100 ° C. while being held is disclosed. By such a crystal growth method, surface flatness is improved.
- a semiconductor device having an excellent buffer layer of good crystal quality is supposed to be provided.
- Patent Document 2 discloses a process of removing dirt and moisture such as organic substances adhering to the surface of the GaN substrate while flowing hydrogen gas, nitrogen gas and ammonia gas, and simultaneously improving the crystallinity of the substrate surface. Later, while flowing nitrogen gas and hydrogen gas, an intermediate layer having a multilayer structure composed of a GaN layer and an InGaN layer was formed on the GaN substrate, and a reflective layer, an active layer, and a gallium nitride based semiconductor layer were provided on the intermediate layer. An invention of a light emitting element is disclosed.
- Example 26 of Patent Document 3 a 3 ⁇ m-thick Si-doped n-type GaN buffer layer formed on a GaN substrate is provided, and a laminated structure is formed on the n-type GaN buffer layer.
- the invention is disclosed. It is described that a buffer layer of 300 mm or less formed at a low temperature of about 500 ° C. may be provided between the n-type GaN buffer layer and the GaN substrate.
- the present invention has been made in view of such problems.
- the object of the present invention is to provide a light-emitting element because both surface morphology and optical characteristics are good and low dislocation density is also achieved.
- An object of the present invention is to provide a crystal growth method for obtaining a high-quality nitride semiconductor having high luminous efficiency.
- the crystal growth method according to the first aspect of the present invention is a method of growing a nitride semiconductor crystal on a nitride main surface of a substrate having at least one main surface made of nitride, the nitride main surface of the substrate being A temperature raising step including a period t A for raising the temperature of the substrate to a predetermined temperature in a state where the surface is exposed to an atmosphere containing an active gas other than hydrogen gas, and a nitride main surface of the substrate in an atmosphere containing an active gas.
- the crystal growth method according to the second aspect of the present invention is a method for crystal growth of a nitride semiconductor on a nitride main surface of a substrate having at least one main surface of nitride, except for hydrogen gas.
- a temperature raising step including a period tA in which the temperature of the substrate is raised to a predetermined temperature in an atmosphere including the active gas and nitriding the substrate in the atmosphere including the active gas and forming the main flow;
- a second growth step of epitaxially growing the second nitride semiconductor layer while supplying an n-type dopant material on the one nitride semiconductor layer.
- the nitride semiconductor according to the first aspect of the present invention obtained by the crystal growth described above is a nitride semiconductor epitaxially grown on a nitride main surface of a substrate whose main surface is nitride.
- a nitride semiconductor layer that is epitaxially grown without being supplied with a simple Si raw material is provided without interposing another layer between the nitride main surface of the substrate.
- the nitride semiconductor according to the second aspect is a nitride semiconductor epitaxially grown on a nitride main surface of a base body on which at least one main surface is nitride, and the nitride semiconductor is the first nitride semiconductor.
- a silicon (Si) concentration in the first nitride semiconductor layer is 1 ⁇ 10 21 cm ⁇ 3 or less as a peak value thereof, and the second nitride semiconductor layer includes a stack of the second nitride semiconductor layer and the second nitride semiconductor layer.
- the conductivity type of the nitride semiconductor layer is n-type.
- the nitride semiconductor according to the third aspect is a nitride semiconductor epitaxially grown on the nitride main surface of the base body having at least one main surface made of nitride, and the nitride semiconductor is the first nitride semiconductor.
- the nitride semiconductor is the first nitride semiconductor.
- the nitride semiconductor of the fourth aspect is a nitride semiconductor epitaxially grown on the nitride main surface of the substrate having at least one main surface of the nitride, and the nitride semiconductor is the first nitride semiconductor.
- Including a laminate of the layer and the second nitride semiconductor layer, and the outermost surface of the laminate is a crystal plane of (0001) plane (c + plane) ⁇ 5 degrees or less.
- the nitride semiconductor of the fifth aspect is a nitride semiconductor epitaxially grown on the nitride main surface of the base body having at least one main surface of the nitride, and the nitride semiconductor is the first nitride semiconductor.
- Including a stack of the layer and the second nitride semiconductor layer, and the dislocation density of the stack is 1 ⁇ 10 7 cm ⁇ 2 or less.
- the nitride on the main surface of the substrate is GaN, AlN, InN, BN, or a mixed crystal thereof.
- the nitride of the main surface of the base is any one of a sapphire substrate, a SiC substrate, a ZnO substrate, a Si substrate, a GaN substrate, an AlN substrate, an InN substrate, a BN substrate, or a free-standing substrate that is a mixed crystal thereof. It is a GaN film, an AlN film, an InN film, a BN film, or a mixed crystal film thereof grown on a substrate.
- the substrate is a self-supporting substrate made of GaN, AlN, InN, BN, or a mixed crystal thereof.
- the nitride main surface of the substrate is preferably a crystal plane of (0001) plane (c + plane) ⁇ 5 degrees or less.
- the thickness L 1 of the first nitride semiconductor layer is 150nm or less at 0.1nm or more.
- the first nitride semiconductor layer is, for example, GaN, AlN, InN, BN, or a mixed crystal group III-V nitride semiconductor thereof.
- the thickness L2 of the second nitride semiconductor layer is preferably 400 nm or more and 20 ⁇ m or less.
- the silicon concentration in the second nitride semiconductor layer is preferably 1 ⁇ 10 17 cm ⁇ 3 or more and 6 ⁇ 10 19 cm ⁇ 3 or less.
- the second nitride semiconductor layer is, for example, GaN, AlN, InN, BN, or a mixed crystal group III-V nitride semiconductor thereof.
- the nitride semiconductor of the present invention includes a stacked structure including an active layer on the second nitride semiconductor layer, and the active layer contains In at a composition ratio of 0.04 or more and less than 0.10.
- the nitride semiconductor layer may emit light having a wavelength of 400 ⁇ 30 nm.
- the dislocation density in the active layer is preferably 1 ⁇ 10 7 cm ⁇ 2 or less.
- a configuration in which a p-type dopant is included on the stacked structure including the active layer may be employed.
- the concentration of the dopant element contained in the layer containing the p-type dopant is preferably 1 ⁇ 10 19 cm ⁇ 3 to 8 ⁇ 10 19 cm ⁇ 3 .
- the layer containing the p-type dopant includes one or more elements selected from magnesium, zinc, carbon, and beryllium.
- the layer containing the p-type dopant is 0.05 ⁇ m to 0.25 ⁇ m.
- the layer containing the p-type dopant is made of Al x Ga 1-x N (0 ⁇ X ⁇ 1).
- the Al composition x of the Al x Ga 1-x N is preferably 0.02 to 0.20.
- the gas constituting the main flow in the temperature rising process in the relatively high temperature region before the nitride semiconductor layer is grown (the atmosphere in which the nitride main surface of the substrate is exposed) is etched into the nitride.
- the Si source is intentionally not supplied at the start of the growth of the nitride semiconductor layer, mainly those that have no effect. For this reason, the detachment
- epitaxial growth having a surface morphology with excellent flatness is possible.
- the thickness of the first nitride semiconductor layer (a layer intentionally not doped with Si), which is an initial layer of nitride semiconductor crystal growth, has been optimized. Thereby, the crystallinity of the nitride semiconductor epitaxially grown thereon can be improved.
- both the surface morphology and the optical characteristics are good, and the low dislocation density is also achieved. Therefore, the light emitting device has high luminous efficiency and high quality.
- a nitride semiconductor will be provided.
- FIGS. 2A and 2B are diagrams for conceptually illustrating the flow of the main flow in the horizontal and vertical MOCVD reactors, respectively. It is a figure for demonstrating the example of a sequence for demonstrating the crystal growth method of the nitride semiconductor of this invention.
- FIG. 10 is a diagram for explaining a sequence example for explaining the nitride semiconductor crystal growth method of Example 9. It is the cross-sectional schematic for demonstrating the nitride semiconductor example of this invention. 10 is a schematic cross-sectional view for explaining an example of a nitride semiconductor of Example 9.
- FIG. It is a figure which shows the PL light emission measurement result at the time of examining the mixed gas atmosphere dependence (main flow constituent gas kind dependence) of the process A (at the time of temperature rising).
- FIG. 5 is a diagram for explaining the results of studying the pressure and doping conditions at the time of temperature rise (step A) and at the time of epitaxial growth of the first nitride layer (first GaN layer) (step B).
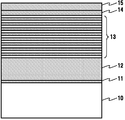
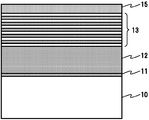
- 2 is a schematic cross-sectional view of each of the LED samples obtained by growing the first nitride layer (first GaN layer).
- FIG. 6 is a diagram for explaining the results of studying the pressure and doping conditions at the time of temperature rise (step A) and at the time of epitaxial growth of the first nitride layer (first GaN layer) (step B); It is a morphology (differential interference microscope image) and PL spectrum (PL emission characteristic from LED when excited with a 325 nm wavelength laser).
- FIG. 22 is a diagram for explaining a sequence example for explaining the nitride semiconductor crystal growth method of Example 11.
- 12 is a schematic cross-sectional view for explaining an example of a nitride semiconductor in Example 11.
- FIG. 12 is an ultrahigh-pressure TEM observation image obtained by observing the nitride semiconductor in Example 12.
- the present invention is mainly applicable to the vapor phase growth method.
- the H-VPE method hydrogen vapor phase growth method
- the MOCVD method are particularly preferable. Most preferably, it can be applied to the MOCVD method.
- apparatus configurations having various configurations can be applied, and depending on each apparatus configuration, a gas constituting a main atmosphere at the time of temperature rise / fall, a gas constituting a main atmosphere at the time of growth, Efficient contact and supply of source gas, gas used as carrier for realizing supply of organic metal and some dopants, gas for diluting source, source gas intake and gas constituting atmosphere
- a gas or the like to be introduced is appropriately introduced.
- the flow of gas for adjusting the flow such as laminating the whole is referred to as “subflow”.
- a flow composed of a gas that does not directly contribute to epitaxial growth, such as a gas for stabilizing / extending the life of components such as a heater and various viewports, a gas introduced for opening the reactor, etc. “Non-growth flow”.
- the main flow is mainly used as a carrier for realizing the supply of the gas constituting the main atmosphere at the time of temperature rise / fall, the gas constituting the main atmosphere at the time of growth, the source gas, the organic metal, and a part of the dopant. It is a general term for flows such as gas used and gas for diluting raw materials.
- This main flow is substantially the atmosphere itself in which the surface of the base for epitaxial growth of the nitride semiconductor or the crystal surface of the nitride semiconductor during epitaxial growth is exposed. Therefore, the main flow is indispensable for vapor phase growth, while the sub-blowing and non-growth flow are optional.
- FIG. 1 (A) and FIG. 1 (B) show examples of horizontal and vertical MOCVD reactors, respectively, and conceptually show the flow of the main flow.
- a horizontal reactor FIG. 1A
- the surface of the substrate 3 placed on the susceptor 2 housed in the quartz reaction tube 1 is exposed to the main flow MF
- the main flow MF is exposed to the main flow MF.
- the main flow MF is pressed against the surface of the base 3 by the subflow SF, and the gas flow constituting the raw material gas / atmosphere is efficiently taken into the base 3 and is contacted and supplied to the base 3, and the entire gas flow is performed. Also laminarize.
- FIG. 1B shown as an example of a vertical reactor
- the gas for subflow is not supplied, and the gas flowing inside the quartz reaction tube 1 is only due to the main flow MF.
- the gas by the out-of-growth flow OF is supplied by gas supply as heater purge, viewport purge, etc. The flow of is occurring.
- the flow for forming the atmosphere for suppressing may be referred to as a “first main flow”.
- the gas flow mainly for supplying other raw materials and forming the atmosphere is sometimes referred to as “second main flow” for convenience.
- a part of the gas constituting the main flow can be used as a carrier gas for supplying the organometallic raw material, a part of the gas constituting the main flow may be described as a carrier gas.
- the “active gas” used in the present invention means an atomic or molecular substance that decomposes or reacts under temperature and pressure conditions in a series of epitaxial crystal growth processes such as temperature increase, temperature decrease, standby, and growth processes. It is a gas that can generate active hydrogen species such as atomic hydrogen radicals, atomic or molecular hydrogen ions, and atomic hydrogen, and is introduced as the main gas of the main flow The amount thereof exceeds 1% in the flow rate ratio of the constituent gas species in the main flow at least at any stage of the epitaxial growth process.
- hydrogen (H 2 ) gas or ammonia (NH 3 ) gas (including a mixed gas thereof) is exemplified as the main active gas.
- a gas has an etching effect on the nitride crystal, and particularly H 2 gas has a very large effect. Therefore, when the surface of the nitride crystal is exposed to these gases (particularly H 2 gas) under inappropriate conditions, nitrogen desorption from the nitride surface is likely to occur, and atomic level defects are generated. Easy to be introduced.
- the “inert gas” is a gas that does not generate active species of hydrogen in a series of epitaxial crystal growth processes such as temperature increase, temperature decrease, standby, and growth processes, and constitutes a main flow. Of these gases, it is introduced as the main constituent gas, and the amount thereof exceeds 1% in the flow rate ratio of the constituent gas species in the main flow at least at any stage of the epitaxial growth step.
- inert gases examples include nitrogen (N 2 ), helium (He), argon (Ar), xenon (Xe), and krypton (Kr).
- atmosphere control is performed so that hydrogen gas as an active gas is not excessively exposed to the surface of the substrate in the temperature raising step. Made.
- FIG. 2A is a diagram for explaining a sequence example for explaining the nitride semiconductor crystal growth method of the present invention.
- GaN is formed on a GaN free-standing substrate having a (0001) plane as a main surface.
- An example of epitaxially growing a film is shown.
- the reactor for epitaxial growth is, for example, a metal organic vapor phase growth apparatus, a horizontal three-layer flow quartz reactor that uses atmospheric pressure growth as a normal condition, and a self-revolving reaction that uses reduced pressure growth as a normal condition. Examples thereof include a furnace (planetary reactor), a vertical SUS reaction furnace under reduced pressure growth under normal conditions, and the like.
- a substrate having at least one main surface made of nitride is prepared as a substrate for epitaxial growth, and this substrate is placed on a susceptor in a reactor for epitaxial growth and heated to a predetermined temperature (step A). ).
- the nitride of the main surface of the base is a main surface of a free-standing substrate that is GaN, AlN, InN, BN, or a mixed crystal thereof, or a sapphire substrate, a SiC substrate, a ZnO substrate, a Si substrate, a GaN substrate, Examples thereof include a GaN film, an AlN film, an InN film, a BN film, or a mixed crystal film thereof grown on any of an AlN substrate, an InN substrate, a BN substrate, or a free-standing substrate that is a mixed crystal thereof.
- the crystal growth method of the present invention is particularly effective when the crystal plane orientation of the principal surface is (0001) plane, (1-102) plane, (11-20) plane, (1-100). It is suitable for epitaxial growth on a substrate which is a plane), a plane equivalent to these planes, or a plane between these planes. If the so-called off angle from each surface is ⁇ 5.0 ° or less, desirably ⁇ 3.0 ° or less, more desirably ⁇ 1.0 ° or less, and most desirably ⁇ 0.5 ° or less, the present invention. Therefore, it is effective for epitaxially growing a high-quality nitride semiconductor on the substrate.
- the crystal growth method of the present invention epitaxially deposits a high-quality nitride semiconductor on a nitride plane mainly having a c-plane which is a polar plane (particularly, a (0001) plane (c + plane) which is a gallium plane).
- a c-plane which is a polar plane (particularly, a (0001) plane (c + plane) which is a gallium plane).
- This is effective for crystal growth.
- a GaN-based nitride semiconductor is crystal-grown using a GaN free-standing substrate whose principal surface is a (0001) plane, a good-quality epitaxial growth film can be obtained.
- the main surface has an inclination angle from the just c + plane of ⁇ 5.0 ° or less, preferably ⁇ 3.0 ° or less in both the m direction and the a direction.
- the crystal plane is more preferably ⁇ 1.0 ° or less, and most preferably ⁇ 0.5 ° or less.
- the temperature increase in the step A is for setting the temperature of the base to 700 ° C. to 1350 ° C., which is the growth temperature of the first nitride semiconductor layer described later. It is executed by supplying the gas constituting the main flow so as to be 35 kilopascals to 120 kilopascals.
- the preferable temperature rise temperature T in step A is preferable.
- A is 700 ° C. to 1350 ° C., more preferably in the range of 750 ° C. to 1200 ° C., further preferably in the range of 900 ° C.
- the temperature rise attainment temperature range in Step A coincides with the subsequent film formation temperature range of the nitride semiconductor layer.
- the temperature rise temperature in step A is also in the range of 940 ° C. to 1080 ° C.
- the temperature rise reached temperature and the film forming temperature described later are the same.
- the temperature raising process illustrated in FIG. 2A is a temperature raising stage (high temperature stage) in a period t A in which the temperature of the substrate is raised to a predetermined temperature in an atmosphere including an active gas other than hydrogen gas and constituting a main flow.
- a temperature raising stage in a period t A in which the temperature of the substrate is raised to a predetermined temperature in an atmosphere including an active gas other than hydrogen gas and constituting a main flow.
- the temperature rising stage (low temperature stage) in the period t B is referred to as a “first temperature rising process”
- the temperature rising stage (high temperature stage) in the period t A is referred to as a “second temperature rising process” for convenience.
- the NH 3 gas may be a raw material supply gas of nitrogen constituting the nitride semiconductor layer.
- the main flow in the first and second growth steps described later includes a first main flow mainly containing a nitrogen source supply gas (NH 3 gas in the example of FIG. 2A), and mainly a nitride semiconductor layer.
- a second main flow including a gas for supplying an element other than nitrogen constituting the raw material is included.
- the temperature raising stage in the period t B in the relatively low temperature area is a temperature raising stage in a temperature range in which it is not necessary to positively suppress nitrogen desorption from the nitride constituting the substrate main surface.
- heating stage of period t A at a relatively high temperature region is a Atsushi Nobori step in a temperature region of actively necessary to suppress the nitrogen desorption from the nitride constituting the substrate main surface.
- any gas of active gas and inert gas may be contained in any proportion as the gas constituting the main flow.
- all of the main flow may be constituted by N 2 gas which is an inert gas, or may be constituted only by NH 3 gas which is an active gas.
- all of the main flow is composed of N 2 gas which is an inert gas.
- Heating stage of period t A of raising the temperature of the substrate to a predetermined temperature in an atmosphere that constitutes the main flow containing an active gas other than hydrogen gas is nitrogen desorption from the surface nitride actively It is extremely important to suppress.
- the temperature of the substrate may be raised in the above atmosphere throughout the temperature raising step. In this case, the period t A coincides with the temperature raising process period.
- the main flow in the temperature rising stage (high temperature stage) of the period t A is composed of a gas containing an active gas other than hydrogen. Therefore, the temperature rise of the substrate proceeds in a state where the nitride main surface of the substrate is exposed to an atmosphere containing an active gas other than hydrogen gas.
- the pressure in the reactor in this temperature raising stage is preferably adjusted to be 35 kilopascals to 120 kilopascals.
- the reason why the lower limit of the pressure in the reaction furnace is set to 35 kilopascals is that the optical characteristics are greatly deteriorated when the atmosphere exposed to the substrate surface is in an excessively reduced pressure state. This point will be described later.
- NH 3 gas is supplied as an active gas constituting the main flow, and an inert gas (N 2 in this case) is also supplied simultaneously. Is preferred.
- the first and second nitride semiconductors are used in order to improve the optical characteristics of the laminated structure that governs the optical element characteristics.
- the deposition temperature of the layer is preferably in the range of 700 ° C. to 1350 ° C., more preferably in the range of 750 ° C. to 1200 ° C., further preferably in the range of 900 ° C. to 1100 ° C., and most preferably in the range of 940 ° C. to 1080 ° C. Range. Therefore, when the nitride semiconductor layer is formed in the range of 940 ° C. to 1080 ° C., the temperature rise reached in Step A is also in the range of 940 ° C. to 1080 ° C. Moreover, it is most preferable that the temperature rise temperature and the film formation temperature are the same.
- the first temperature raising step is started while nitrogen gas, which is an inert gas, is supplied as a gas constituting the second main flow into the reaction furnace.
- nitrogen gas which is an inert gas
- NH 3 gas which is an active gas
- the temperature is raised to 1000 ° C.
- the supply of NH 3 gas in the second temperature raising step is intended to prevent nitrogen from escaping from the surface of the substrate during the temperature raising step and lowering the crystallinity of the epitaxial growth surface.
- the flow ratio (Fp) of the inert gas component (nitrogen gas) to the total gas constituting the main flow is It is preferably 0.5 or more and 1.0 or less, more preferably 0.7 or more and 1.0 or less, and most preferably 0.8 or more and 1.0 or less.
- a mixed gas component is used when the substrate surface is heated in a relatively high temperature region, and when the active gas is excessively contained in the atmosphere in which the substrate surface is exposed. This is because defects are easily introduced into the nitride crystal on the surface.
- step A the process proceeds to the first nitride semiconductor layer growth step (step B).
- step B the first nitride semiconductor layer growth step.
- the main nitride surface of the substrate is a polar surface, particularly the C + surface, it is preferable to provide such a crystal morphology when such a cleaning step is not provided.
- step B while the supply of NH 3 gas as the gas constituting the first main flow is continued, the gas constituting the second main flow is changed from nitrogen to hydrogen, and the atmosphere in the reactor is stabilized A part of the gas constituting the second main flow is used as a carrier gas for supplying a group III element source material and a dopant source material, and an epitaxial growth source is supplied into the reactor to grow a crystal of the nitride semiconductor layer.
- NH 3 gas that can be a nitrogen source of GaN is supplied as a gas constituting the first main flow, and a part of the gas constituting the second main flow is used as a carrier gas.
- a gallium source trimethylgallium (TMGa) raw material is supplied.
- the first nitride semiconductor layer is preferably a crystal containing no polycrystalline component, and more preferably composed of a single crystal itself.
- a second nitride semiconductor layer is further formed on the first nitride semiconductor layer.
- a nitride semiconductor layer can be further provided on the second nitride semiconductor layer.
- the first nitride semiconductor layer is epitaxially grown in an environment where silicon (Si) raw material is not intentionally supplied on the nitride main surface of the substrate. That is, the first nitride semiconductor layer is epitaxially grown without intentionally supplying the Si raw material onto the nitride main surface of the substrate in a state where the nitride main surface of the substrate is exposed to the atmosphere containing the active gas.
- the first nitride semiconductor layer is intentionally supplied without intentionally supplying Si raw material onto the nitride main surface of the substrate in an atmosphere including an active gas and constituting a main flow. Is epitaxially grown.
- a typical film thus obtained is generally an i-GaN layer.
- the i-GaN layer here means a GaN layer epitaxially grown in a state where a dopant such as Si is not intentionally supplied with a raw material, and actually Si or the like mixed as an impurity from a source gas or a reactor Usually, Si or the like mixed from a quartz member or the like existing in or near the inside is included. Furthermore, when a Si-based abrasive used in a surface polishing process of a self-supporting substrate such as a GaN substrate or an AlN substrate adheres to the substrate surface as a residue, Si is deposited on the substrate surface during epitaxial growth. May stay in the i-GaN layer as impurities.
- Si when a substrate intentionally doped with Si, such as a GaN substrate or an AlN substrate, is used as a substrate for epitaxial growth, Si may segregate on the substrate surface at the initial stage of epitaxial growth. There is also a possibility that this i-GaN layer will take in this Si.
- the concentration of such unintended impurities is preferably suppressed to 3 ⁇ 10 17 cm ⁇ 3 or less.
- the inevitable mixed impurities as described above are unevenly distributed in the vicinity of the GaN layer due to, for example, a pile-up phenomenon, and as a result, the impurities are taken into the GaN layer at a concentration exceeding the above 3 ⁇ 10 17 cm ⁇ 3. It can happen.
- the raw material is intentionally supplied and taken into the GaN layer, the film quality of the GaN layer is significantly deteriorated. It was not confirmed. Therefore, in the present specification, when the “Si concentration of the nitride semiconductor layer” is a problem, the layer is formed by intentional supply of raw material such as supply of SiH 4 or Si 2 H 6 unless otherwise specified. The target is taken in.
- the impurity Si concentration in the first nitride semiconductor layer is 1 ⁇ 10 21 cm as its peak value. -3 or less is preferable. Further, the impurity Si concentration is more preferably suppressed to 1 ⁇ 10 20 cm ⁇ 3 or less, more preferably 8 ⁇ 10 19 cm ⁇ 3 or less, and further suppressed to 6 ⁇ 10 19 cm ⁇ 3 or less. Most preferably. Although it is not remarkable in the thin film layer, the thick GaN layer having a Si concentration exceeding 6 ⁇ 10 19 cm ⁇ 3 may cause a problem in the surface flatness. Therefore, even in the thin film layer, the Si concentration is 6 ⁇ Most preferably, it is suppressed to 10 19 cm ⁇ 3 or less.
- the average Si concentration in the growth film thickness direction of the first nitride semiconductor layer is preferably lower than the average Si concentration in the growth film thickness direction of the second nitride semiconductor layer. This is because even if Si is mixed due to the various reasons described above, the influence is considered to be extreme when the interface is several hundred nm. Therefore, the first nitride semiconductor layer sufficiently thicker than this thickness is formed.
- the average Si concentration in the growth film thickness direction of the first nitride semiconductor layer epitaxially grown without intentionally supplying a dopant such as Si is defined as follows. This is because it is considered to be lower than the Si concentration of the second nitride semiconductor layer intentionally supplied and grown.
- the first nitride semiconductor layer having a thickness of about several hundreds of nanometers or less is formed on a substrate on which epitaxial growth is performed, it is the case where epitaxial growth is performed without intentionally supplying a dopant such as Si.
- the average Si concentration in the growth film thickness direction of the first nitride semiconductor layer is higher than the Si concentration of the second nitride semiconductor layer that is intentionally supplied and grown with Si as the n-type dopant. It can be expensive.
- the Si concentration of the second nitride semiconductor layer is lower than the estimated value of the Si concentration of the first nitride semiconductor layer when it is assumed that there is no pile-up phenomenon.
- the Si concentration of the second nitride semiconductor layer is preferably 1 ⁇ 10 17 cm ⁇ 3 or more.
- the pressure in the reactor in step B is also set to, for example, about 35 kilopascals to 120 kilopascals, and the ratio of active gas components in the total gas constituting the main flow (in the sequence example of FIG. 2A) Gas supply so that NH 3 gas component as the first main flow and hydrogen gas as the second main flow, the flow rate ratio of the active gas component to the sum of the TMGa components, Fa) is 0.5 or more and 1.0 or less. It is preferable to supply the gas so that it is 0.8 or more and 1.0 or less.
- the flow rate ratio Fa of the active gas component is approximately 1.0 in the example of FIG.
- the flow rate ratio Fa is less than 0.5, flat crystal growth is difficult, and the surface of the nitride semiconductor layer tends to be uneven.
- the crystallinity is lowered and the photoluminescence (PL) characteristics are deteriorated.
- the gas phase reaction in the reaction furnace increases, and carbon is taken into the nitride semiconductor layer during the epitaxial growth and the crystallinity is lowered.
- the substrate temperature in step B is set to a predetermined temperature in the temperature range of 700 ° C. to 1350 ° C., but the lower limit is set to 700 ° C., which is the heat energy required for crystal growth of a good quality nitride semiconductor.
- the upper limit is set to 1350 ° C. because of limitations such as deterioration of the components of the reactor. When the film is formed at a temperature lower than 700 ° C., polycrystalline components are likely to be mixed, and as a result, the light emission characteristics are also lowered.
- the first nitride semiconductor layer obtained under the conditions preferably has a thickness L 1 is a relatively thin layer in the range of 0.1 nm ⁇ 150 nm.
- the lower limit of the thickness of the first nitride semiconductor layer is set to 0.1 nm because at least 0.1 nm is required to cover the substrate surface (nitride surface) with the epitaxial layer. According to the study by the present inventors, when the second nitride semiconductor layer is homoepitaxially grown on such a first nitride semiconductor layer, the second nitride semiconductor layer has a low defect. can do.
- a second nitride semiconductor layer which is a relatively thick layer while intentionally supplying an n-type dopant raw material.
- step C Is epitaxially grown.
- the second nitride semiconductor is intentionally supplied while the n-type dopant material is intentionally supplied onto the first nitride semiconductor layer in a state where the surface of the first nitride semiconductor layer is exposed to an atmosphere containing an active gas.
- the layer will be epitaxially grown.
- the n-type dopant raw material is intentionally supplied onto the first nitride semiconductor layer in an atmosphere including H 2 and NH 3 gas and constituting a main flow.
- the two nitride semiconductor layers are epitaxially grown.
- examples of the n-type dopant for the nitride semiconductor layer include Si, O, C, Ge, Se, S, Te, and the like, and Si, Se, and O are particularly preferable. Is most preferably available.
- the substrate temperature in the process C is also set to 700 ° C. to 1350 ° C., but the pressure in the reactor is not less than 5 kilopascals and not more than the pressure during epitaxial growth of the first nitride semiconductor layer. Since the generation of point defects is suppressed in the process of laminating the second nitride semiconductor layer on the first nitride semiconductor layer, the pressure in the reaction furnace can be set lower than those in step A and step B. It is. However, since the nitrogen is easily released from the surface of the second nitride semiconductor layer in the growth process at a pressure of less than 5 kilopascals, the lower pressure limit is preferably 5 kilopascals.
- NH 3 gas that can be a nitrogen source of GaN is supplied as the first main flow that constitutes the main flow, and H 2 is used as the second main flow that constitutes the main flow.
- TMGa is supplied using a part of this as a carrier gas, and further, silane (SiH 4 ) gas is supplied as a Si source which is an n-type dopant.
- the flow ratio Fa of the active gas component in the total gas constituting the main flow in the process C (in the sequence example of FIG. 2A, the NH 3 gas component which is the first main flow) It is preferable to supply the gas so that the flow rate ratio of the active gas component to the total of the hydrogen gas, TMGa, and SiH 4 gas components as the second main flow is 0.5 or more and 1.0 or less. More preferably, the gas is supplied so as to be 0.0 or less. Since TMGa and SiH 4 are extremely small compared to NH 3 and H 2 , Fa in process C in FIG. If this Fa is less than 0.5, flat crystal growth is difficult, and the surface of the nitride semiconductor layer tends to be uneven.
- the silicon concentration is usually 1 ⁇ 10 17 cm -3 or more, It is 5 ⁇ 10 17 cm ⁇ 3 or more, more preferably 1 ⁇ 10 18 cm ⁇ 3 or more, and most preferably 3 ⁇ 10 18 cm ⁇ 3 or more. Further, it is usually about 6 ⁇ 10 19 cm ⁇ 3 or less, preferably 4 ⁇ 10 19 cm ⁇ 3 or less, more preferably 1 ⁇ 10 19 cm ⁇ 3 or less, and most preferably 7 ⁇ 10 18 cm ⁇ 3 or less.
- the thickness L2 of the second nitride semiconductor layer is less than 0.4 ⁇ m, it is difficult to obtain good pn characteristics when a pn junction element is manufactured, and when the thickness exceeds 20 ⁇ m, surface roughness is caused. It is likely to occur.
- the thickness L 2 makes it easy to stabilize the electrical characteristics when the device is formed, and slight lattice defects remaining at the epitaxial growth start interface adversely affect the active layer structure or quantum well active layer structure of the device. From the viewpoint of suppressing this, it is preferably 0.4 ⁇ m (400 nm) or more. Further, when the dopant concentration is less than 1 ⁇ 10 17 cm ⁇ 3 , it is difficult to obtain good pn characteristics when a pn junction element is manufactured, and the dopant concentration is high concentration exceeding 6 ⁇ 10 19 cm ⁇ 3. The surface of the doped nitride semiconductor layer tends to be rough.
- the present invention includes these steps A, B, and C, it goes without saying that additional steps may be added.
- a step of further epitaxially growing a stacked structure including an MQW layer on the second nitride semiconductor layer (step D), and a nitride semiconductor containing a p-type dopant A third step including a step of crystal growth of the layer (step E), a temperature lowering step (F), and the like may be provided.
- step D the surface of the second nitride semiconductor layer is exposed to an atmosphere containing an inert gas. It is preferable to epitaxially grow the stacked structure including the MQW layer on the second nitride semiconductor layer.
- a multiple quantum well active layer structure composed of a stacked structure of an InGaN layer and a GaN layer is formed on the second nitride semiconductor layer.
- the quantum well layer in the multiple quantum well active layer structure preferably contains In, Al, etc., and most preferably contains In, in order to select an appropriate emission wavelength.
- the In concentration of the InGaN quantum well layer is, for example, 0.04 to 0.10 in terms of composition ratio, and the InGaN / GaN multiple quantum well active layer structure has a center wavelength of 400 ⁇ 30 nm (ie, 370 nm to 430 nm). It is preferable to emit light.
- the center wavelength is not less than 380 nm and not more than 420 nm, and the In composition ratio of the InGaN quantum well layer corresponds to about 0.05 to 0.09.
- the center wavelength is 395 nm or more and 415 nm or less, and the In composition ratio of the InGaN quantum well layer corresponds to about 0.06 to 0.08. The reason is as follows.
- dislocation density is known to be about 1 ⁇ 10 9 cm ⁇ 2 . It is also known that even if an epitaxial layer is formed on a sapphire substrate using a concavo-convex processed substrate and a part of dislocations is reduced, the dislocation density is only reduced to about 3 ⁇ 10 8 cm ⁇ 2. Yes.
- the electron-hole pair localization effect due to In acts, and as a result, the occurrence of luminescence recombination is localized. It is considered that electron-hole pairs injected or generated in the layer are trapped by these dislocations and the like and prevent non-radiative recombination.
- homoepitaxial growth on a nitride substrate is preferably performed. That is, the nitride semiconductor epitaxial layer according to the method of the present invention has succeeded in overcoming various difficulties at the time of heteroepitaxial growth such as on a conventional sapphire substrate. As a result of succeeding in overcoming the poor morphology during homoepitaxial growth, the dislocation density in the epitaxial layer is very small.
- the dislocation density existing in the epitaxial layer in the present invention is preferably 1.0 ⁇ 10 7 (cm ⁇ 2 ) or less, more preferably 6.5 ⁇ It is 10 6 (cm ⁇ 2 ) or less, more preferably 3.0 ⁇ 10 6 (cm ⁇ 2 ) or less.
- the light emitted from the nitride semiconductor epitaxial layer in the present invention has a lower limit of 370 nm or more, preferably 380 nm or more, and an upper limit of 430 nm or less, preferably 420 nm or less.
- the lower limit of the preferred range of the In composition is defined by the minimum In composition of the InGaN layer necessary for forming a band offset with the GaN layer, while the upper limit of the preferred range of the In composition is described later.
- the thickness is defined as a range in which the inherent stress is not excessive.
- the preferable substrate temperature when forming the quantum well active layer is defined for the purpose of stably forming the InGaN layer. Since In in the InGaN layer has a high vapor pressure, the quantum well active layer is preferably formed at a lower temperature than the other layers. In particular, according to the study by the present inventors, since the quantum well active layer having excellent flat optical characteristics has less microscopic kinksite during growth, there is less In incorporation triggered by these, It is clear that the wavelength tends to be relatively short. As a result, when a quantum well active layer structure including an InGaN layer is formed on an epitaxial layer on a flat polar surface as in the present invention, the temperature range is preferably 600 ° C. to 850 ° C.
- the substrate temperature when forming the quantum well active layer is preferably set to 600 ° C. to 850 ° C.
- the substrate temperature when forming the quantum well active layer is preferably set to 600 ° C. to 850 ° C.
- the substrate temperature is more preferable to set the substrate temperature between 700 ° C. and 800 ° C. Most preferably, it is set between 720 ° C. and 790 ° C.
- the pressure in the reactor when forming the quantum well active layer is preferably not less than the pressure during epitaxial growth of the first nitride semiconductor layer, and preferably not more than 120 kPa.
- the pressure in the reaction furnace is preferably not less than the pressure at the time of epitaxial growth of the first nitride semiconductor layer, and preferably not more than 120 kPa.
- NH 3 gas that can serve as a nitrogen source for InGaN and GaN is supplied as the first main flow constituting the main flow, and N 2 is used as the second main flow constituting the main flow.
- TMGa and TMIn are supplied by using a part of this as a carrier gas. Note that the inert gas component ratio in the total gas constituting the main flow in the process D (in the sequence example of FIG. 2A, in the quantum well layer included in the active layer structure, NH is the first main flow).
- the ratio of the inert gas component in the total gas constituting the main flow is the present invention. According to the study by those, it can be lowered to about 0.4.
- the thickness of the active layer structure particularly the thickness of the quantum well layer in the quantum well active layer structure, that can be produced during the epitaxial growth step of the laminated structure included in the third step can be appropriately selected. Is preferably about 0.5 nm to 5.0 nm, more preferably 1.0 nm to 3.0 nm, and most preferably 1.5 nm to 2.5 nm. This is because the injected / generated electron-hole pairs are spatially separated in the multi-quantum well active layer structure formed on the polar surface. This is because the well layer is considered appropriate.
- the planarization is achieved by forming the first nitride semiconductor layer and the second nitride semiconductor layer. For this reason, when the multi-quantum well active layer structure is included in the laminated structure arbitrarily formed thereon, the number of quantum well layers in the stacked structure can be increased.
- the InGaN quantum well layer which is a preferred form of the present invention, has a relatively low In composition of 0.04 to 0.10, and since the strain inherent in the quantum well layer is relatively small, it is particularly easy to stack. It is preferable.
- the number of well layers in the multiple quantum well active layer structure is preferably 2 to 100 layers, more preferably 4 to 50 layers, more preferably 6 to 25 layers, and even more preferably 8 layers. 15 layers are most preferred.
- the growth method of the present invention makes it possible to form the second nitride semiconductor layer on the first nitride semiconductor layer with high quality and flatness, and this In This is because the inherent compressive stress in InGaN having a relatively low composition of 0.04 to 0.10 is small, and stacking is easy.
- a layer containing a material that can be a p-type dopant can be appropriately selected at any position as long as it is on the second nitride semiconductor layer, but an MQW layer is formed on the second nitride semiconductor layer. It is preferable to have a layered structure that includes a layer that includes a material that can be a p-type dopant (Step E).
- Mg is preferably used as the p-type dopant, and its concentration is preferably in the range of 1 ⁇ 10 19 cm ⁇ 3 to 8 ⁇ 10 19 cm ⁇ 3 . The reason is as follows.
- Mg is difficult to be taken into the nitride crystal and its concentration is rate-limiting.
- the way it is taken in greatly depends on the flatness of the surface. Therefore, when the surface flatness of the epitaxial layer is poor, it is difficult to control the Mg concentration on the surface of the substrate, resulting in an unintentionally low concentration, or conversely, a very high concentration layer is accidentally formed. Sometimes it is done.
- the Mg concentration can be controlled stably and with good reproducibility. As a result, the target value of the Mg concentration can be appropriately selected as desired within a wide range. It becomes possible to do.
- the target value of Mg concentration is intentionally lowered and epitaxial growth is performed, resulting in an extremely low concentration. There is nothing. For this reason, it is possible to set the dopant concentration in a layer containing a material that can be a p-type dopant formed on an epitaxial layer having excellent surface flatness within a range that is considered appropriate for an AlGaN-based nitride semiconductor layer. .
- the concentration is preferably in the range of 1 ⁇ 10 19 cm ⁇ 3 to 8 ⁇ 10 19 cm ⁇ 3 , more preferably in the range of 2 ⁇ 10 19 cm ⁇ 3 to 6 ⁇ 10 19 cm ⁇ 3 .
- the layer containing a material that can be a p-type dopant is preferably a layer containing Al x Ga 1-x N (0 ⁇ x ⁇ 1).
- the center wavelength of light emitted from the InGaN / GaN quantum well active layer structure having a low In composition suitably used in the present invention is 370 nm to 430 nm
- the light emitted from the active layer structure is p-type.
- Al x Ga 1-x N (x ⁇ 0) is desirable in order to suppress absorption in a layer including a material that can be a dopant.
- the first nitride semiconductor layer, the second nitride semiconductor layer formed thereon, and the active layer structure that can be formed thereon can have high flatness. For this reason, even in a layer containing a material that can be preferably formed as a p-type dopant, the Al composition is higher than usual, and even when the layer thickness is thicker than usual, good Al x Ga 1 A ⁇ xN (x ⁇ 0) layer can be formed.
- an AlGaN layer on a GaN substrate is subjected to tensile stress in the layer. Furthermore, this stress increases as the Al composition increases and the film thickness increases, so that cracks and the like are generated and defects are easily introduced. However, the degree is relaxed on the flat and defect-free epitaxial layer realized in the present invention. As a result, even if the Al composition is relatively high and the film thickness is relatively large, a high quality AlGaN layer can be grown.
- the range of Al composition that can be preferably used is 0.02 to 0.20, and more preferably 0.03 to 0.15.
- the film thickness is preferably 0.05 ⁇ m to 0.25 ⁇ m, more preferably 0.10 ⁇ m to 0.20 ⁇ m, and most preferably 0.12 ⁇ m to 0.18 ⁇ m.
- the interface layer with the electrode has a small Al composition, for example, Al 0.025 Ga 0.975 N
- Al 0.10 Ga 0.90 N is formed on the quantum well active layer structure side from the viewpoint of suppressing light absorption, and p-type is inserted.
- a layer including a material that can serve as a dopant has a two-layer structure, which is effective and preferable for achieving both optical properties and electrical properties.
- the growth atmosphere in forming a layer containing a material that can be a p-type dopant, for example, an Al x Ga 1-x N (0 ⁇ x ⁇ 1) layer can be selected as appropriate, but is preferably an active gas. .
- an atmosphere mainly composed of H 2 which is an active gas it is preferable to grow in an atmosphere mainly composed of N 2 .
- the substrate temperature during growth when forming a layer containing a material that can be a p-type dopant, for example, an Al x Ga 1-x N (0 ⁇ x ⁇ 1) layer may be in the range of 700 ° C. to 1350 ° C.
- the range is preferably 750 ° C. to 1200 ° C., more preferably 800 ° C. to 1150 ° C., and most preferably 900 ° C. to 1100 ° C.
- a preferable pressure when forming an epitaxial layer containing a material that can be a p-type dopant is preferably 30 kPa or more from the viewpoint of suppressing the generation of defects due to the introduction of Mg, and 120 kPa or less from the suppression of the gas phase reaction described above. Is preferred.
- the temperature lowering process for this purpose can be carried out by an arbitrary procedure, but the temperature lowering condition is preferably as follows. That is, this is a case where an activation process for making an epitaxial layer portion containing a material that can be a p-type dopant into a p-type layer is performed at the time of cooling (activation process during the cooling process).
- the substrate temperature is allowed to cool naturally, or the substrate temperature is lowered by cooling with temperature control, cooling with a supply gas, or the like.
- N 2 is continuously supplied, an inert gas is supplied, or another inert gas is supplied in addition to the continuous supply of N 2 .
- H 2 is supplied in the growth process, this is sufficiently reduced or cut off, the NH 3 flow rate is reduced from that during the growth, and then NH 3 is supplied to an appropriate temperature.
- the substrate temperature is further lowered by using only N 2 gas, only inert gas, or only mixed gas of N 2 gas and inert gas.
- the present inventors have found that such a procedure enables p-type formation of a layer containing a material that can be a p-type dopant formed on a nonpolar surface having a flat surface.
- the NH 3 flow rate is reduced from that at the time of growth, and then the supply is stopped after supplying NH 3 to an appropriate temperature in order to suppress nitrogen desorption that is a constituent element of the epitaxial layer from the surface. is there. This is similar to the technical idea during the temperature raising step of the present invention.
- the optimum p-type dopant activation sequence depends on the material constituting the outermost surface.
- the outermost surface is a GaN layer
- the supply of Ga raw materials such as TMGa and TEGa and Mg raw materials such as Cp 2 Mg is stopped, and the temperature lowering process is started.
- the flow rate of NH 3 is preferably in the range of 100 (sccm) to 1 (slm).
- the outermost surface is an AlGaN layer, it is difficult for N to escape from the surface. Therefore, supply of Group III materials such as TMGa, TEGa, TMAl and Mg materials such as Cp 2 Mg is stopped, and the temperature lowering process is started.
- the flow rate of NH 3 is preferably 30 (sccm) or more and 100 (sccm) or less.
- the temperature at which the introduction of NH 3 is continued in the temperature lowering step is preferably continued at least up to 965 ° C., and is preferably blocked up to 550 ° C. at the longest.
- the temperature lowering process if the NH 3 supply is stopped at an excessively high temperature, the surface becomes rough.
- the NH 3 supply is continued to an excessively low temperature, H atoms from NH 3 are fixed in the crystal, The activation rate of Mg will fall. Therefore, it is most preferable to stop the NH 3 supply between 950 ° C. and 750 ° C.
- the pressure range during the temperature lowering process can be arbitrarily set, but in the study by the present inventors, it can be performed under reduced pressure, under normal pressure, or further under pressure. It is also possible, and the preferable range of the pressure is preferably in the range of about 13 kPa to 203 kPa. In particular, when carried out under reduced pressure, desorption of H atoms is preferably promoted. On the other hand, when carried out under increased pressure, a layer containing a material that can be a p-type dopant can be easily p-typed, and the surface This is preferable because the flatness is also ensured. In addition, when it is similar to the pressure at the time of epitaxial growth of a laminated structure, it is preferable when productivity etc. are considered.
- the temperature of the crystal growth apparatus is increased again, the annealing after the thermal temperature lowering process is performed again, or the electron beam irradiation is performed after the temperature lowering process, and the p-type It is also possible to separately perform a step of converting the epitaxial layer portion containing a material that can become a dopant into a p-type (an activation step after the temperature lowering step).
- an activation process after the temperature lowering process on the epitaxial layer that has undergone the activation process during the temperature lowering process according to the present invention is performed between 650 ° C. and 850 ° C. Preferably between 680 ° C. and 780 ° C.
- the time is preferably about 1 to 30 minutes, and most preferably 3 to 10 minutes.
- the atmosphere is preferably an oxygen atmosphere, a nitrogen atmosphere, or a mixed atmosphere. Further, the activation process after the temperature lowering process can be performed as an electron beam irradiation process.
- the first nitride semiconductor layer, the second nitride semiconductor layer formed thereon, and the active layer structure that can be formed thereon are homoepitaxially grown on a self-standing GaN substrate that is particularly preferably used.
- a layer containing a material that can be a p-type dopant that is preferably formed thereon when viewed comprehensively, an epitaxial layer that contains a material that can be a p-type dopant is regarded as a p-type. It is more preferable to perform the activation step during the temperature lowering step because the step of converting is easier than separately performing the activation step after the temperature lowering step and damage is less likely to be introduced.
- FIG. 3A is a schematic cross-sectional view for explaining an example of the nitride semiconductor of the present invention obtained as described above, and is a main surface of a GaN substrate 10 which is a free-standing substrate having a (0001) plane as a main surface.
- a GaN layer 11 that is not intentionally doped with Si and an n-type GaN layer 12 that is intentionally doped with Si are stacked thereon, and an InGaN quantum well layer is formed on the n-type GaN layer 12.
- InGaN / GaN multiple quantum well active layer structure 13 in which GaN barrier layers and GaN barrier layers are alternately stacked is provided, and Mg-doped AlGaN layer 14 and GaN layer 15 are formed on multiple quantum well active layer structure 13.
- the In concentration of the InGaN quantum well layer illustrated in FIG. 3A is, for example, 0.04 to 0.18 in composition ratio, and the InGaN / GaN multiple quantum well active layer structure 13 emits light having a wavelength of 370 to 470 nm. Can emit light.
- the InGaN / GaN multiple quantum well active layer structure 13 having InGaN having an In composition ratio of, for example, 0.04 to 0.10 can emit light having a center wavelength of 370 to 430 nm. It is preferable to make it.
- FIG. 4 is a diagram showing a PL luminescence measurement result when the present inventors examined a change in luminescence characteristics depending on the gas species constituting the main flow of the second temperature raising step described above, and FIG.
- the PL emission characteristics shown in Fig. 2 are obtained from an LED sample manufactured using the nitride semiconductor of the present invention in which the main flow constituting the atmosphere at the time of the second temperature increase is composed of a mixed gas of nitrogen gas and NH 3 gas.
- the PL emission characteristic shown in FIG. 4B uses a nitride semiconductor that is grown with the main flow that constitutes the atmosphere at the time of the second temperature increase being composed of a mixed gas of hydrogen gas and NH 3 gas. It is from the LED sample produced.
- Each of the LED samples is a light emitting element having a laminated structure shown in FIG. 3A, and a (0001) plane GaN free-standing substrate is used as a substrate for epitaxial growth.
- the difference in PL intensity is caused by the difference in crystallinity of the active layer structures of the two LED samples, but the crystallinity of the active layer is the difference in crystallinity of the first and second nitride layers as the underlying layers. It will be reflected.
- the main flow constituting the atmosphere in the second temperature raising step is composed of a mixed gas of NH 3 gas as an active gas and nitrogen gas as an inert gas, and the first nitride
- the semiconductor layer is epitaxially grown, it is possible to stack a highly crystalline nitride semiconductor layer on the semiconductor layer, and it can be confirmed that the characteristics as an element are also improved.
- FIG. 5 and FIG. 6 show the results of examining the pressure and doping conditions (see Table 1) during the second temperature raising step and during the epitaxial growth (step B) of the first nitride layer (first GaN layer).
- FIG. 5 is a schematic cross-sectional view of each of the LED samples obtained by growing the first nitride layer (first GaN layer) under five different conditions.
- FIG. It is the surface morphology (differential interference microscope image) of LED sample, and PL spectrum (PL emission characteristic from LED structure when excited with a 325 nm wavelength laser).
- the base for epitaxial growth of these samples is a GaN free-standing substrate whose main surface is the (0001) plane, and the gas constituting the main flow during the second temperature raising step is a mixed gas of nitrogen gas and NH 3 gas. is there.
- the sample A in which the first nitride layer is intentionally doped with Si it can be confirmed that many defects appear on the surface and the morphology is remarkably deteriorated.
- the sample B in which the Si-doped layer is also intentionally used as the first nitride layer in the sample B, since the nitride semiconductor layer serving as the base of the MQW layer 13 is a single GaN layer, the second GaN In the case where the layer 12 is actually a “first GaN layer”, irregularities are observed on a part of the surface, but the degree of the irregularities does not cause the surface roughness to affect the device characteristics. The surface condition was good for the time being.
- the surface state is generally good and sufficient from the active layer. Intense PL emission is confirmed. That is, when the temperature inside the reactor is raised to 35 kilopascals, and the first nitride layer is epitaxially grown without intentionally doping Si under this pressure, the GaN film stacked thereon is It can be seen that the film is excellent in surface condition and light emission characteristics.
- sample E having a first nitride layer thickness of 0.05 ⁇ m (50 nm) has excellent surface condition and light emission characteristics, and has an appropriate first GaN layer thickness. It suggests.
- the inventors of the present invention intentionally epitaxially grow the first nitride semiconductor without doping Si. It was concluded that 0.1 nm to 150 nm is preferable as the thickness of the layer.
- Si is intentionally or unintentionally doped on the surface of the single crystal substrate or the epitaxial growth surface such as a nitride surface formed on a different substrate.
- Si is used as a component of the MOCVD furnace, and is also included as a residual impurity in the gas constituting the main flow, organometallic raw materials, etc. Yes. For this reason, it is considered that Si always exists on the substrate surface during epitaxial growth.
- the layer in the initial stage of growth ie, the first nitride semiconductor layer is intentionally made a Si-doped layer, a gas phase reactant of Si It is thought that the effect of growth inhibition due to the above appears.
- the first nitride semiconductor layer in the initial stage of growth starts local crystal growth in the plane. Once such in-plane non-uniform crystal growth has begun, it is considered that a film having a deteriorated surface morphology is formed thereafter.
- the first nitride semiconductor layer is intentionally grown without Si doping in the present invention.
- the first main flow is configured with SiH 4 supplied into the reaction furnace using a part of H 2 gas constituting the second main flow as a carrier gas. Since the gas phase reaction between NH 3 can be easily suppressed, even in the sample B in which the first nitride semiconductor layer is intentionally made a Si-doped film, the surface state is better. However, if the pressure in the reaction furnace is in an excessively reduced pressure state, nitrogen detachment from the surface is induced, and as a result, defects are introduced, resulting in a decrease in micro crystallinity.
- the reactor pressure is not excessively reduced, that is, 35 kg. It is desirable that the first nitride semiconductor layer be epitaxially grown without being doped with Si while at least Pascal.
- the first nitride semiconductor layer in the present invention does not need to contain an element that causes growth inhibition. Therefore, there can be various modes in which GaN is not intentionally doped with Si. If Si is not intentionally doped, the first nitride semiconductor layer is formed of InN, AlN, BN, GaInN, GaAlN, GaBN, InAlN, InBN, AlBN, GaInAlN, GaInBN, InAlBN, GaInAlBN, and other group III-V nitride semiconductors (hereinafter also collectively referred to as GaN-based semiconductors) may be used. is there. Furthermore, an aspect in which the first nitride semiconductor layer is epitaxially grown by supplying an element that can be a dopant other than Si, such as O, Mg, or Zn is also possible.
- an element that can be a dopant other than Si such as O, Mg, or Zn is also possible.
- the reactor may be depressurized or doped with Si for the purpose of increasing the growth rate or the like. It was also confirmed that the surface morphology and optical characteristics of the nitride semiconductor layer hardly deteriorated.
- the first nitride semiconductor layer in the present invention does not need to contain an element that causes growth inhibition. Therefore, there can be various modes in which GaN is not intentionally doped with Si. If Si is not intentionally doped, the first nitride semiconductor layer is formed of InN, AlN, BN, A group III-V nitride semiconductor such as GaInN, GaAlN, GaBN, InAlN, InBN, AlBN, GaInAlN, GaInBN, InAlBN, and GaInAlBN (these may be collectively referred to as GaN-based semiconductors) may be used. Furthermore, an aspect in which the first nitride semiconductor layer is epitaxially grown by supplying an element that can be a dopant other than Si, such as O, Mg, or Zn is also possible.
- an element that can be a dopant other than Si such as O, Mg, or Zn is also possible.
- the first nitride semiconductor layer is not intentionally doped with Si, even if Mg or the like is intentionally doped, a new nitride is formed on the first nitride semiconductor layer.
- the surface morphology and optical characteristics of the entire epitaxial layer to be formed thereafter hardly deteriorate.
- the present inventors have confirmed that the Mg-doped layer is superior to the Si-doped layer and the undoped layer in terms of heat resistance related to adhesion to the base. .
- the first nitride semiconductor layer is required to have heat resistance related to adhesion to the substrate surface. It can be preferably used. For example, it is preferably used for template production.
- the 1st nitride semiconductor layer which does not intentionally dope Si can be used suitably for uses, such as a light emitting element and an electronic device.
- the first nitride semiconductor layer is an unintended Si-doped layer, when the concentration of the impurity is Si, the peak value is 3 ⁇ 10 17 cm ⁇ 3 or more and 1 ⁇ 10 21 cm ⁇ 3 or less. If it can be suppressed, it can be preferably used for a light emitting element or the like.
- the outermost surface of the epitaxial layer in which a further stacked structure is formed on the stacked body with the nitride semiconductor layer can realize a very flat morphology.
- the outermost surface of the nitride semiconductor layer according to the method of the present invention is: Ra is preferably 13.0 nm or less, more preferably Ra is 10.0 nm or less, still more preferably Ra is 8.0 nm or less, and most preferably Ra is 5.5 nm or less.
- the Ra described here refers to a roughness curve obtained by scanning the sample surface linearly with a needle from the center line, and the area obtained by the folded roughness curve and the center line is the length of the scan. It is the value divided by.
- This example is an example in which a gallium nitride based semiconductor thin film is stacked and grown by MOCVD to produce a blue light emitting LED, and the outline of a series of crystal growth processes has already been described with reference to FIG.
- the grown layer structure is schematically shown in FIG.
- the (0001) plane (c + plane) orientation of the substrate is n-type, the carrier density is 2.4 ⁇ 10 17 cm ⁇ 3 , the half width of the X-ray rocking curve in (10-12) reflection is 64 arcsec,
- the c-plane GaN has an off angle in the 1-100) direction of 0.11 °, an off angle in the (11-20) direction of 0.36 °, and a dislocation density of 4.9 ⁇ 10 6 cm ⁇ 2.
- a self-supporting substrate was used, and this was placed on a tray (susceptor) in a quartz horizontal reactor under normal pressure growth conditions. The pressure in the reactor was 100 ⁇ 2 kPa in all steps.
- the temperature was raised while supplying 10 L / min of N 2 as a main flow into the furnace, and the second temperature raising step was started when the substrate temperature reached 500 ° C.
- NH 3 was supplied as a gas constituting the first main flow at 7.5 L / min
- N 2 was supplied as a gas constituting the second main flow at 12.5 L / min.
- the substrate temperature was further raised to 1000 ° C. while increasing NH 3 and N 2 to 10 L / min and 30 L / min, respectively.
- the sub-flow was N 2 gas 20 L / min
- the growth non-growth gas such as for purging was N 2 for a total of 19 L / min.
- the flow ratio Fp of the inert gas component to the total gas constituting the main flow was 0.625 at the start of the second temperature raising step and 0.75 when the growth temperature was reached. .
- NH 3 10 L / min was supplied as a gas constituting the first main flow. Further, as gas constituting the second main flow, H 2 (30 L / min), H 2 (0.5 L / min) which is a part of the main flow is used as a carrier gas, and TMGa (concentration of 100% is set to 0.005). 0018 L / min) was fed into the furnace. With such main flow gas supply, an undoped GaN layer (first nitride semiconductor layer) was grown to a thickness of 40 nm (step B).
- the subflow was a mixed gas (20.5 L / min) of NH 3 (0.5 L / min) and N 2 (20 L / min), and the growth outside gas such as for purging was 19 L / min for N 2 .
- the flow rate ratio Fa of the active gas component to the total gas constituting the main flow was 0.99996.
- NH 3 was supplied at 10 L / min as a gas constituting the first main flow.
- gas constituting the second main flow TM 2 (concentration of 100%) using H 2 (40 L / min) and H 2 (0.5 L / min) constituting a part of the main flow as a carrier gas is used.
- SiH 4 concentration of 100
- % 6 ⁇ 10 ⁇ 7 L / min).
- the subflow was 25.5 L / min with a mixed gas of NH 3 (0.5 L / min) and N 2 (25 L / min), and the growth outside gas such as for purging was 19 L / min with N 2 .
- the flow rate ratio Fa of the active gas component to the total gas constituting the main flow was 0.99989.
- a quantum well layer of In 0.15 Ga 0.85 N (thickness 1.8 nm) and a barrier layer of GaN (thickness 12 nm) A multi-quantum well active layer structure was formed by alternately laminating 8 periods (step D).
- NH 3 (10 L / min) was used as a gas constituting the first main flow.
- N 2 (18.5 L / min), H 2 (1.5 L / min), and H 2 (0.5 L / min) which is a part of the main flow. ) was used as a carrier gas, and TMGa (0.000017 L / min) was supplied.
- NH 3 (10 L / min) was used as a gas constituting the first main flow.
- TM 2 (0.000015 L / min) using N 2 (20 L / min) and N 2 (0.5 L / min) which is a part of the main flow as a carrier gas.
- TMIn (0.00023 L / min) using N 2 (0.5 L / min) which is a part of the main flow as a carrier gas was supplied.
- Step D the sub-flow was 25.5 L / min with a mixed gas of NH 3 (0.5 L / min) and N 2 (25 L / min), and the growth outside gas such as for purging was 19 L / min with N 2 . .
- the flow ratio Fp of the inert gas component to the total gas constituting the main flow during the growth of the multiple quantum well active layer structure was 0.61667 for the GaN barrier layer and 0.6666 for the InGaN well layer.
- the substrate temperature was set to 1000 ° C. to form an Mg-doped Al 0.1 Ga 0.9 N layer having a thickness of 50 nm (step E).
- the gas constituting the first main flow at this time is NH 3 (10 L / min).
- the gas constituting the second main flow is TM2 (0.0001 L / min) using H 2 (80 L / min) and H 2 (0.5 L / min) which is a part of the main flow as a carrier gas.
- TMGa 0.0018 L / min
- H 2 and (0.5 L / min) and carrier gas in the main flow and, likewise H 2 (0.5 L / min in the main flow )
- Cp 2 Mg (4 ⁇ 10 ⁇ 6 L / min).
- an Mg-doped GaN layer was further epitaxially grown to a thickness of 70 nm (step E).
- the growth of the GaN layer was performed with the supply of TMAl and H 2 (50 L / min) out of the gas in the main flow described above.
- the sub flow during the growth of the Al 0.1 Ga 0.9 N layer in the process E is 50.5 L / min with a mixed gas of NH 3 (0.5 L / min) and N 2 (50 L / min), for purging.
- the growth outside gas was N 2 (19 L / min).
- the flow rate ratio Fa of the active gas component to the total gas constituting the main flow during the growth of the Mg-doped Al 0.1 Ga 0.9 N layer was 0.99998.
- the sub-flow during the growth of the Mg-doped GaN layer in the process E is 20.5 L / min with a mixed gas of NH 3 (0.5 L / min) and N 2 (20 L / min). Was N 2 (19 L / min).
- the flow ratio Fa of the active gas component to the total gas constituting the main flow during the growth of the Mg-doped GaN layer was 0.99996.
- the substrate temperature was lowered and the gas in the reaction furnace was completely replaced with N 2 gas, and then the substrate was taken out and evaluated.
- the surface of the substrate thus produced had good flatness although there were very slight irregularities.
- This surface was measured with a contact-type step meter, and the center line average roughness (Ra), which is an index of the degree of unevenness, was determined.
- Ra center line average roughness
- Ra according to the present example was 8.1 nm.
- a high intensity was obtained with a peak wavelength of 469 nm and an integrated intensity of 60 as a relative value.
- This example is an example in which a gallium nitride-based semiconductor thin film is grown by MOCVD to produce a blue light-emitting LED.
- MOCVD gallium nitride-based semiconductor thin film
- an undoped GaN layer of 1 ⁇ m and an n-type GaN layer are continuously laminated on a c-plane sapphire by 3.5 ⁇ m, and a template substrate once taken out from the furnace is formed.
- This substrate was placed on a tray (susceptor) in a quartz horizontal reactor under normal pressure growth conditions. The pressure in the reactor here was 100 ⁇ 2 kPa in all steps.
- the temperature was raised while supplying 10 L / min of main flow nitrogen gas into the furnace, and the second temperature raising step was started when the temperature of the substrate reached 500 ° C.
- the second temperature raising step 7.5 L / min of NH 3 was supplied as a gas constituting the first main flow, and 12.5 L / min was supplied as a gas constituting the second main flow.
- the substrate temperature was further raised to 1000 ° C. while increasing the flow rate of NH 3 gas to 10 L / min.
- the subflow was N 2 and was 20 L / min, and the growth outside gas for purging and the like was 19 L / min for N 2 .
- the flow rate ratio Fp of the inert gas component to the total gas constituting the main flow in the second temperature raising process is 0.625 at the start of the second temperature raising process and 0.55556 when the growth temperature is reached. It was.
- step B NH 3 10 L / min is continuously supplied as a gas constituting the first main flow, and hydrogen is 30 L / min as a gas constituting the second main flow.
- a part of H 2 (0.5 L / min) as a carrier gas, TMGa (concentration 100%) is supplied into the furnace at 0.0018 L / min, and an undoped GaN layer (first nitride semiconductor layer) is formed.
- the film was grown at a thickness of 40 nm.
- the subflow was 20.5 L / min with a mixed gas of NH 3 (0.5 L / min) and N 2 (20 L / min), and the growth outside gas such as for purging was 19 L / min with N 2 . .
- the flow ratio Fa of the active gas component to the total gas constituting the main flow during the growth of the first nitride semiconductor layer was 0.99996.
- TMGa (0.0055 L / min as a concentration of 100%) is supplied using hydrogen (0.5 L / min) which is a part of the main flow as a carrier gas, and is a part of the main flow.
- SiH 4 (6 ⁇ 10 ⁇ 7 L / min with a concentration of 100%) using hydrogen (0.2 L / min) as a carrier gas and hydrogen (0.06 L / min) as a diluent gas was supplied.
- an n-type GaN layer (second nitride semiconductor layer) was grown to a thickness of 10 ⁇ m.
- the subflow was 25.5 L / min with a mixed gas of NH 3 (0.5 L / min) and N 2 (25 L / min), and the growth outside gas such as for purging was 19 L / min with N 2 . .
- the flow ratio Fa of the active gas component to the total gas constituting the main flow during the growth of the second nitride semiconductor layer was 0.99989.
- the surface of the substrate thus prepared was extremely flat, and Ra obtained by measuring the surface with a step gauge was 5.4 nm.
- the peak wavelength of the PL spectrum was 465 nm, and the integrated intensity of the PL spectrum was a relatively low value of 25, but it was a good value.
- This embodiment is an example in which a gallium nitride based semiconductor thin film is laminated and grown by MOCVD to produce a near-ultraviolet light emitting LED.
- MOCVD metal-organic chemical vapor deposition
- the substrate is (0001) plane (c + plane) oriented, n-type, carrier density is 1.5 ⁇ 10 17 cm ⁇ 3 , and the half width of the X-ray rocking curve in (10-12) reflection is 90.
- the off angle in the (1-100) direction is ⁇ 0.55 °
- the off angle in the (11-20) direction is 0.35 °
- the dislocation density is 5.6 ⁇ 10 6 cm ⁇ 2.
- This c-plane GaN free-standing substrate was used and placed on a quartz tray (susceptor) in a quartz horizontal reactor under normal pressure growth conditions.
- the pressure in the reactor here was 100 ⁇ 2 kPa in all steps.
- the temperature of the substrate was raised in the same manner as in Example 1. Therefore, Fp in the second temperature raising step was 0.625 at the start of the step and 0.75 when the growth temperature was reached.
- step B NH 3 (10 L / min) is continuously supplied as a gas constituting the first main flow, and hydrogen is supplied at 30 L / min as a gas constituting the second main flow.
- Hydrogen (0.5 L / min), which is part of the flow, was used as a carrier gas, and TMGa (100% concentration) was supplied into the furnace at 0.0018 L / min.
- TMGa 1000% concentration
- an undoped GaN layer (first nitride semiconductor layer) was grown to a thickness of 0.2 nm.
- the subflow was 20.5 L / min with a mixed gas of NH 3 (0.5 L / min) and N 2 (20 L / min), and N 2 was 19 L / min. Therefore, the flow rate ratio Fa of the active gas component to the total gas constituting the main flow during the growth of the first nitride semiconductor layer excluding these gases was 0.99996.
- n-type GaN layer (second nitride semiconductor layer) was crystal-grown with a thickness of 5 ⁇ m (step C).
- the subflow is a mixed gas of NH 3 (0.5 L / min) and N 2 (25 L / min) at 25.5 L / min, and all the gases constituting the main flow during the growth of the second nitride semiconductor layer
- the flow ratio Fa of the active gas component with respect to was 0.99989.
- a quantum well layer of In 0.07 Ga 0.93 N (thickness 1.3 nm) and a barrier layer of GaN (thickness 13 nm) A multi-quantum well active layer structure was formed by alternately laminating 8 periods (step D).
- NH 3 (10 L / min) was used as a gas constituting the first main flow.
- the gas constituting the second main flow includes 18.5 L / min of nitrogen and 1.5 L / min of hydrogen, and 0.5 L / min of hydrogen, which is a part of the main flow, as a carrier gas with a concentration of TMGa of 100. As a percentage, 0.000017 L / min was supplied.
- NH 3 10 L / min was used as the gas constituting the first main flow.
- the gas constituting the second main flow is 20 liters / minute of nitrogen, 0.5 liters / minute of nitrogen, which is a part of the main flow, and 0.000015 L / minute of TMGa as a carrier gas.
- TMIn was supplied at 0.00023 L / min with 0.5 L / min nitrogen as a carrier gas.
- the subflow was 25.5 L / min with a mixed gas of NH 3 (0.5 L / min) and N 2 (25 L / min), and the growth outside gas such as for purging was 19 L / min with N 2 . Therefore, the flow ratio Fp of the inert gas component to the total gas constituting the main flow during the growth of the multi-quantum well active layer structure excluding these gases is 0.61667 for the barrier layer and 0.6666 for the well layer. there were.
- the surface of the substrate thus produced was a clean surface with slight irregularities, and Ra obtained by measuring with a step gauge was 12.2 nm.
- a peak wavelength of the PL spectrum was 387 nm, and the integrated intensity of the PL spectrum was as high as 69 as a relative value.
- This embodiment is an example in which a gallium nitride based semiconductor thin film is laminated and grown by MOCVD to produce a near-ultraviolet light emitting LED.
- the outline of a series of crystal growth processes has already been described with reference to FIG. .
- the grown layer structure is schematically shown in FIG.
- As the substrate a template substrate was used which was once taken out of the furnace after laminating an undoped GaN layer of 1 ⁇ m and an n-type GaN layer (carrier concentration 5 ⁇ 10 18 cm ⁇ 3 ) of 3.5 ⁇ m on c-plane sapphire.
- the growth conditions are exactly the same as in Example 3 except that the thickness of the first nitride layer is 1 nm and the thickness of the second nitride layer is 7 ⁇ m.
- the surface of the substrate thus produced was extremely flat, and Ra obtained by measuring with a step gauge was 5.0 nm. Further, when excited with a laser beam having a wavelength of 325 nm, a peak wavelength of the PL spectrum was 391 nm, and the integrated intensity of the PL spectrum was 74 as a relative value and a high intensity.
- This embodiment is an example in which a blue LED is manufactured by laminating and growing a gallium nitride-based semiconductor thin film by MOCVD.
- the outline of a series of crystal growth processes has already been described with reference to FIG.
- the grown layer structure is schematically shown in FIG.
- the substrate is (0001) plane (c + plane) oriented, n-type, carrier density is 1.4 ⁇ 10 17 cm ⁇ 3 , and the half width of the X-ray rocking curve in (10-12) reflection is 58.times.
- the off angle in the (1-100) direction is 0.38 °
- the off angle in the (11-20) direction is 0.74 °
- the dislocation density is 5.1 ⁇ 10 6 cm ⁇ 2 .
- a c-plane GaN free-standing substrate was used.
- This substrate was placed on a susceptor in a vertical reaction furnace made of SUS under reduced pressure growth under normal conditions.
- This growth apparatus is not provided with piping corresponding to the subflow.
- the pressure is set to 40 kPa
- the temperature is raised while supplying the main flow nitrogen gas into the furnace at 20 L / min, and when the substrate temperature reaches 500 ° C., the second temperature raising step is performed.
- NH 3 was supplied at 5 L / min as a gas constituting the first main flow.
- a nitrogen flow rate was supplied at 15 L / min as a gas constituting the second main flow.
- the substrate temperature was raised to 1040 ° C. under this main flow condition.
- the flow rate ratio Fp of the inert gas component with respect to all the gas which comprises the main flow in a 2nd temperature rising process was 0.75.
- the furnace pressure was 40 kPa, and NH 3 was supplied at 5 L / min as a gas constituting the first main flow.
- hydrogen 15 L / min
- nitrogen 2.5 L / min
- hydrogen 0.5 L / min which is a part of the main flow
- TMGa 0.0022 L / min at a concentration of 100%
- an undoped GaN layer was grown to a thickness of 100 nm (step B).
- the flow ratio Fa of the active gas component to the total gas (excluding the non-growth gas) constituting the main flow during the growth of the first nitride semiconductor layer was 0.8888.
- the furnace pressure was 8 kPa, and NH 3 (10 L / min) was supplied as a gas constituting the first main flow.
- hydrogen (9.8 L / min), nitrogen (2.7 L / min), and hydrogen (0.5 L / min) which is a part of the main flow are used as a carrier gas.
- TMGa 0.0071 L / min at 100% concentration
- SiH 4 6 ⁇ 10 ⁇ 7 L / 100% concentration
- nitrogen (0.2 L / min) as part of the main flow as diluent gas Min.
- an n-type GaN layer (second nitride semiconductor layer) was crystal-grown with a thickness of 0.5 ⁇ m (step C).
- the flow ratio Fa of the active gas component to the total gas constituting the main flow during the growth of the second nitride semiconductor layer was 0.87972.
- the pressure in the furnace was set to 67 kPa, a quantum well layer of In 0.15 Ga 0.85 N (thickness 1.8 nm) at a substrate temperature of 720 ° C., and a barrier layer of GaN (thickness 12 nm) at a substrate temperature of 840 ° C. Then, a multiple quantum well active layer structure was formed by alternately laminating five periods (step D).
- NH 3 (12 L / min) was supplied as a gas constituting the first main flow.
- nitrogen (9.5 L / min) As the gas constituting the second main flow, nitrogen (9.5 L / min), hydrogen (0.5 L / min), and hydrogen (0.5 L / min) which is a part of the main flow are used as a carrier gas.
- TMGa (0.000013 L / min) was supplied.
- NH 3 (12 L / min) was supplied as a gas constituting the first main flow. Further, as the gas constituting the second main flow, nitrogen (10 L / min), TMGa (0.00009 L / min) using nitrogen (0.5 L / min) which is a part of the main flow as a carrier gas, Similarly, TMIn (0.00022 L / min) using nitrogen (0.5 L / min) as a part of the main flow as a carrier gas was supplied.
- step D the flow ratio Fp of the inert gas component to the total gas constituting the main flow during the growth of the multiple quantum well active layer structure was 0.43182 for the barrier layer and 0.45454 for the well layer.
- an Mg-doped GaN layer was epitaxially grown at a substrate temperature of 1000 ° C. and a furnace pressure of 36 kPa (step E).
- NH 3 (5 L / min) was supplied as a gas constituting the first main flow.
- hydrogen (15 L / min), TMGa, and Cp 2 Mg were supplied as gases constituting the second main flow. Under such main flow conditions, an Mg-doped GaN layer was formed to 120 nm.
- the substrate temperature was lowered and the gas in the reaction furnace was completely replaced with N 2 gas, and then the substrate was taken out and evaluated.
- FIG. 7 is a schematic cross-sectional view of the nitride semiconductor thus obtained.
- the surface of this nitride semiconductor substrate was a clean surface with slight irregularities, and Ra obtained by measuring with a step gauge was 9.7 nm.
- the PL spectrum peak wavelength was 462 nm, and the PL spectrum integrated intensity was 165 in terms of relative value, which was very high.
- This embodiment is an example in which a blue light emitting LED is manufactured by laminating and growing a gallium nitride based semiconductor thin film by MOCVD, and the outline of a series of crystal growth processes has already been described with reference to FIG.
- a template substrate was used in which an undoped GaN layer of 1 ⁇ m and an n-type GaN layer (carrier concentration of 5 ⁇ 10 18 cm ⁇ 3 ) of 3.5 ⁇ m were laminated on c-plane sapphire and once taken out from the furnace.
- This template substrate was placed on a susceptor in a vertical reaction furnace made of SUS for crystal growth under normal conditions of reduced pressure growth.
- This growth apparatus is not provided with piping corresponding to the subflow.
- the pressure is set to 40 kPa, the temperature is raised while supplying nitrogen gas of the main flow at a flow rate of 20 L / min into the furnace, and the second temperature is reached when the temperature of the substrate reaches 500 ° C.
- the second temperature raising step NH 3 was supplied at a flow rate of 5 L / min as a gas constituting the first main flow.
- nitrogen was supplied at a flow rate of 15 L / min as a gas constituting the second main flow.
- the temperature rise reached temperature was 1040 ° C.
- the flow rate ratio Fp of the inert gas component with respect to all the gas which comprises the main flow in a 2nd temperature rising process was 0.75.
- NH 3 (5 L / min) was supplied as a gas constituting the first main flow.
- TMGa (0.0022 L / 100% as a concentration of 100%) using hydrogen (15 L / min) and hydrogen (0.5 L / min) which is a part of the main flow as a carrier gas is used. Min).
- an undoped GaN layer (first nitride semiconductor layer) was grown to a thickness of 100 nm (step B).
- the flow rate ratio Fa of the active gas component to the total gas constituting the main flow during the growth of the first nitride semiconductor layer was 0.99989.
- TMGa (0.0071 L / min as 100% concentration) with the furnace pressure of 8 kPa and hydrogen (0.5 L / min), which is part of the main flow, as a carrier gas, constitutes part of the main flow SiH 4 (6 ⁇ 10 ⁇ 7 L / min with a concentration of 100%) using H 2 (0.2 L / min) as a dilution gas is supplied to form an n-type GaN layer (second nitride semiconductor layer) Crystals were grown to a thickness of 15 ⁇ m (Step C).
- the flow rate ratio Fa of the active gas component to the total gas constituting the main flow during the growth of the second nitride semiconductor layer was 0.99965.
- the surface of the substrate thus produced was extremely flat, and Ra obtained by measuring with a step gauge was 5.5 nm.
- a peak wavelength of the PL spectrum was 471 nm, and the integrated intensity of the PL spectrum was a relative value of 128, which was very high.
- This embodiment is an example in which a gallium nitride based semiconductor thin film is laminated and grown by MOCVD to produce a near-ultraviolet LED, and the outline of a series of crystal growth processes has already been described with reference to FIG. .
- the grown layer structure is schematically shown in FIG.
- the (0001) plane (c + plane) orientation is n-type
- the carrier density is 2.0 ⁇ 10 17 cm ⁇ 3
- the half width of the X-ray rocking curve in (10-12) reflection is 76 arcsec.
- the off angle to the (1-100) direction is 3.14 °
- the off angle to the (11-20) direction is 0.22 °
- the dislocation density is 5.6 ⁇ 10 6 cm ⁇ 2 c
- a planar GaN free-standing substrate was used.
- This substrate was placed on a susceptor in a self-revolving reactor for crystal growth under reduced pressure growth under normal conditions.
- the furnace pressure is set to 40 kPa, the temperature is raised while supplying main flow nitrogen gas at 30 L / min, and when the temperature of the substrate reaches 500 ° C., the second temperature rise is performed. The warm process was started.
- NH 3 was supplied at a flow rate of 7.5 L / min as a gas constituting the first main flow. Further, nitrogen was supplied at a flow rate of 37.5 L / min as a gas constituting the second main flow. Thereafter, the substrate temperature was raised to 1040 ° C. while increasing NH 3 and nitrogen to 10 L / min and 90 L / min, respectively.
- the flow rate ratio Fp of the inert gas component to the total gas constituting the main flow in the second temperature raising step was 0.83333 at the start of temperature raising and 0.90 when the growth temperature was reached.
- NH 3 (10 L / min) was supplied as a gas constituting the first main flow.
- TMGa concentration
- hydrogen 48 L / min
- nitrogen 12 L / min
- hydrogen 0.5 L / min
- 0.0081 L / min was supplied.
- an undoped GaN layer was grown to a thickness of 20 nm (step B).
- the flow ratio Fa of the active gas component to the total gas constituting the main flow during the growth of the first nitride semiconductor layer was 0.82848.
- step C the furnace pressure was 12 kPa, and NH 3 (10 L / min) was supplied as a gas constituting the first main flow. Further, as gas constituting the second main flow, TMGa (concentration) using hydrogen (65 L / min), nitrogen (15 L / min), and hydrogen (0.5 L / min) which is a part of the main flow as a carrier gas. SiH 4 (0.026 L / min as 100%) and hydrogen (0.1 L / min) which is a part of the main flow as a diluent gas and hydrogen (0.4 L / min) as a carrier gas 5 ⁇ 10 ⁇ 6 L / min) was supplied at a concentration of 100%.
- an n-type GaN layer (second nitride semiconductor layer) was crystal-grown to a thickness of 7 ⁇ m (step C).
- the flow rate ratio Fa of the active gas component to the total gas constituting the main flow during the growth of the second nitride semiconductor layer was 0.83310.
- the pressure in the furnace was set to 40 kPa, a quantum well layer of In 0.07 Ga 0.93 N (thickness 1.8 nm) at a substrate temperature (substrate temperature) of 770 ° C., and GaN at a substrate temperature (substrate temperature) of 840 ° C.
- a multi-quantum well active layer structure was formed in which barrier layers (thickness 12 nm) were alternately laminated for five periods (step D).
- NH 3 (10 L / min) was supplied as a gas constituting the first main flow.
- the gas constituting the second main flow includes TMGa (59 L / min), hydrogen (1 L / min), and hydrogen (0.5 L / min) which is a part of the main flow as a carrier gas. 0.000075 L / min).
- NH 3 (10 L / min) was supplied as a gas constituting the first main flow. Further, as the gas constituting the second main flow, nitrogen (60 L / min), TMGa (0.000045 L / min) using nitrogen (0.5 L / min) which is a part of the main flow as a carrier gas, Similarly, TMIn (0.001 L / min) using nitrogen (0.5 L / min) which is a part of the main flow as a carrier gas was supplied.
- the flow rate ratio Fp of the inert gas component to the total gas constituting the main flow during the growth of the above-described multiple quantum well active layer structure was 0.84286 for the barrier layer and 0.85713 for the well layer.
- the pressure in the furnace was set to 40 kPa
- the substrate temperature was set to 1000 ° C.
- the process was shifted to Step E.
- NH 3 was supplied at 10 L / min as a gas constituting the first main flow.
- gas constituting the second main flow hydrogen (60 L / min), TMGa (0.0081 L / min) using hydrogen (0.5 L / min) which is a part of the main flow as a carrier gas, and
- Cp 2 Mg (0.0001 L / min) using hydrogen (0.5 L / min) which is a part of the main flow as a carrier gas was supplied.
- an Mg-doped GaN layer having a thickness of 150 nm was formed (step E).
- the flow ratio Fa of the active gas component to the total gas constituting the main flow during the growth of the Mg-doped GaN layer was 0.99988.
- the substrate temperature was lowered and the gas in the reaction furnace was completely replaced with N 2 gas, and then the substrate was taken out and evaluated.
- the surface of the substrate thus produced was a clean surface with slight irregularities, and Ra obtained by measuring with a step gauge was 9.8 nm.
- the peak wavelength of the PL spectrum was 405 nm, and the integrated intensity of the PL spectrum was a relatively low value of 45, but a good value was obtained.
- This example is an example in which a blue light-emitting LED is manufactured by stacking and growing a gallium nitride-based semiconductor thin film by MOCVD, and the outline of a series of crystal growth processes has already been described with reference to FIG.
- the grown layer structure is schematically shown in FIG.
- the substrate is (0001) plane (c + plane) oriented, n-type, carrier density is 1.4 ⁇ 10 17 cm ⁇ 3 , and the half width of the X-ray rocking curve in (10-12) reflection is 89.10.
- the off angle in the (1-100) direction is 0.88 °
- the off angle in the (11-20) direction is 0.04 °
- the dislocation density is 5.6 ⁇ 10 6 cm ⁇ 2 .
- a 2 ′′ diameter c-plane GaN free-standing substrate was used and placed on a quartz tray (susceptor) in a quartz horizontal reactor under normal pressure growth conditions. The pressure was 100 ⁇ 2 kPa in all steps.
- the temperature raising step t B the temperature is raised while supplying 10 L / min of N 2 as the main flow into the furnace, and when the temperature of the substrate reaches 500 ° C., the second temperature raising step t A is performed. Started. There, NH 3 was supplied as a gas constituting the first main flow at 7.5 L / min, and N 2 was supplied as a gas constituting the second main flow at 12.5 L / min.
- the substrate temperature was further raised to 1000 ° C. while increasing NH 3 and N 2 to 10 L / min and 30 L / min, respectively.
- the sub-flow was N 2 gas 20 L / min
- the growth non-growth gas such as purge was N 2 and the total was 19 L / min.
- the flow ratio Fp of the inert gas component to the total gas constituting the main flow was 0.625 at the start of the second temperature raising step and 0.75 when the growth temperature was reached. .
- NH 3 was supplied at 10 L / min as a gas constituting the first main flow.
- N 2 is 20 L / min
- H 2 is 15 L / min
- H 2 (0.5 L / min) which is a part of the main flow is used as a carrier gas
- TMGa 0.0018 L / min with a concentration of 100%
- the subflow was a mixed gas (20.5 L / min) of NH 3 (0.5 L / min) and N 2 (20 L / min), and the growth outside gas such as for purging was 19 L / min for N 2 .
- the flow rate ratio Fp of the inert gas component to the total gas constituting the main flow was 0.55553.
- NH 3 was supplied at 10 L / min as a gas constituting the first main flow.
- N 2 is 20 L / min
- H 2 is 10 L / min
- H 2 (0.5 L / min) which is a part of the main flow is used as a carrier gas
- TMGa SiH using 0.0055 L / min as a concentration of 100%
- H 2 (0.2 L / min) constituting a part of the main flow as a carrier gas
- H 2 (0.06 L / min) as a diluent gas 4 (6 ⁇ 10 ⁇ 7 L / min at a concentration of 100%) was fed into the furnace.
- a Si-doped GaN layer (second nitride semiconductor layer) was grown to a thickness of 7 ⁇ m.
- the subflow was a mixed gas (25.5 L / min) of NH 3 (0.5 L / min) and N 2 (25 L / min), and the growth outside gas such as for purging was 19 L / min for N 2 .
- the flow rate ratio Fp of the inert gas component to the total gas constituting the main flow was 0.55549.
- a quantum well layer of In 0.14 Ga 0.86 N (thickness 1.8 nm) and a barrier layer of GaN (thickness 15 nm) A multi-quantum well active layer structure was formed by alternately laminating 8 periods (step D).
- NH 3 (10 L / min) was used as a gas constituting the first main flow.
- TM 2 (0.000015 L / min) using N 2 (20 L / min) and N 2 (0.5 L / min) which is a part of the main flow as a carrier gas.
- TMIn (0.00023 L / min) using N 2 (0.5 L / min) which is a part of the main flow as a carrier gas was supplied.
- NH 3 (10 L / min) was used as a gas constituting the first main flow. Further, as the gas constituting the second main flow, N 2 (18.5 L / min), H 2 (1.5 L / min), and H 2 (0.5 L / min) which is a part of the main flow. ) was used as a carrier gas, and TMGa (0.000017 L / min) was supplied.
- Step D the subflow is NH 3 (0.5 L / min) and N 2 (25 L / min) mixed gas at 25.5 L / min, and the growth outgassing gas is N 2 at 19 L / min. there were.
- the flow ratio Fp of the inert gas component to the total gas constituting the main flow during the growth of the multiple quantum well active layer structure was 0.66666 for the InGaN well layer and 0.61667 for the GaN barrier layer.
- the substrate temperature was set to 1000 ° C. to form an Mg-doped Al 0.1 Ga 0.9 N layer having a thickness of 50 nm (step E).
- the gas constituting the first main flow at this time is NH 3 (10 L / min).
- the gas constituting the second main flow is TM2 (0.0001 L / min) using H 2 (80 L / min) and H 2 (0.5 L / min) which is a part of the main flow as a carrier gas.
- TMGa 0.0018 L / min
- H 2 and (0.5 L / min) and carrier gas in the main flow and, likewise H 2 (0.5 L / min in the main flow )
- Cp 2 Mg (4 ⁇ 10 ⁇ 6 L / min).
- an Mg-doped GaN layer was further epitaxially grown to a thickness of 70 nm (step E).
- the growth of the GaN layer was performed with the supply of TMAl and H 2 (50 L / min) out of the gas in the main flow described above.
- the sub flow during the growth of the Al 0.1 Ga 0.9 N layer in the process E is 50.5 L / min with a mixed gas of NH 3 (0.5 L / min) and N 2 (50 L / min), for purging.
- the growth outside gas was N 2 (19 L / min).
- the flow rate ratio Fp of the inert gas component to the total gas constituting the main flow during the growth of the Mg-doped Al 0.1 Ga 0.9 N layer was 0.
- the sub-flow during the growth of the Mg-doped GaN layer in the process E is 20.5 L / min with a mixed gas of NH 3 (0.5 L / min) and N 2 (20 L / min). Was N 2 (19 L / min).
- the flow ratio Fp of the inert gas component to the total gas constituting the main flow during the growth of the Mg-doped GaN layer was 0.
- the substrate temperature was lowered and the gas in the reaction furnace was completely replaced with N 2 gas, and then the substrate was taken out and evaluated.
- the surface of the substrate thus produced was good although slight irregularities were observed.
- This surface was measured with a contact-type step meter, and the centerline average roughness (Ra) was determined.
- Ra according to the present example was 11 nm.
- the peak wavelength was 466 nm, and the integrated intensity was a relatively low value of 20 but was a good value.
- the process for producing the near-ultraviolet LED is substantially the same as that in Example 3, but the thicknesses of the first nitride layer and the second nitride layer, and the first The difference is in the atmosphere in the furnace in the growth process of the first nitride semiconductor layer and the second nitride semiconductor layer.
- the (0001) plane (c + plane) orientation is n-type
- the carrier density is 3.5 ⁇ 10 17 cm ⁇ 3
- the half width of the X-ray rocking curve in (10-12) reflection is 87 arcsec.
- the off angle to the (1-100) direction is ⁇ 0.24 °
- the off angle to the (11-20) direction is 5.25 °
- the dislocation density is 8.3 ⁇ 10 6 cm ⁇ 2 .
- a c-plane GaN free-standing substrate was used.
- the crystal growth apparatus and the temperature raising step are the same as those in Example 3.
- NH 3 (10 L / min) was supplied as a gas constituting the first main flow.
- nitrogen (29.5 L / min) as gas constituting the second main flow, nitrogen (29.5 L / min), hydrogen (0.5 L / min), and TMGa supplied with hydrogen constituting the main flow as a carrier gas (concentration 100%) As 0.0018 L / min).
- an undoped GaN layer was grown to a thickness of 20 nm (step B).
- the flow rate ratio Fa of the active gas component to the total gas constituting the main flow during the growth of the first nitride semiconductor layer was 0.26249.
- NH 3 (10 L / min) was supplied as a gas constituting the first main flow. Further, as gas constituting the second main flow, nitrogen (39.3 L / min), hydrogen (0.5 L / min), TMGa using hydrogen constituting the main flow as a carrier gas (concentration of 0.1% as 100%). 0055 L / min) and H 2 (0.2 L / min) constituting a part of the main flow as a carrier gas and SiH 4 (concentration 100) using H 2 (0.06 L / min) as a diluent gas. % As 6 ⁇ 10 ⁇ 7 L / min).
- an n-type GaN layer (second nitride semiconductor layer) was crystal-grown with a thickness of 2 ⁇ m (step C).
- the flow ratio Fa of the active gas component to the total gas constituting the main flow during the growth of the second nitride semiconductor layer was 0.21518.
- the surface of the substrate thus fabricated was markedly uneven, and Ra obtained by measuring with a step gauge was 444.9 nm. Further, when excited by a laser beam having a wavelength of 325 nm, the peak wavelength of the PL spectrum was increased from 387 nm to 415 nm in Example 3, and the integrated intensity of the PL spectrum was a relative value of 1 and extremely low.
- the process for producing the near-ultraviolet LED is substantially the same as that of Example 3, but the flow rate ratio Fa of the active gas during the second heating step is increased. Is different.
- the substrate is (0001) plane (c + plane) oriented, n-type, carrier density is 3.2 ⁇ 10 17 cm ⁇ 3 , and the half width of the X-ray rocking curve in (10-12) reflection is 92 arcsec.
- the off angle to the (1-100) direction is ⁇ 0.06 °
- the off angle to the (11-20) direction is 0.21 °
- the dislocation density is 5.4 ⁇ 10 6 cm ⁇ 2 .
- a c-plane GaN free-standing substrate was used.
- the pressure in the reaction furnace was 100 ⁇ 2 kPa throughout the entire process.
- the temperature was raised while supplying H 2 at 10 L / min as a main flow into the furnace, and the second temperature raising step was started when the temperature of the substrate reached 500 ° C.
- NH 3 (7.5 L / min) was supplied as a gas constituting the first main flow.
- the gas constituting the second main flow starts with the supply of H 2 (12.5 L / min), and then increases the final NH 3 and H 2 to 10 L / min and 30 L / min, respectively.
- the temperature was raised to 1000 ° C.
- the flow rate ratio Fp of the inert gas component to the total gas constituting the main flow was 0.
- Step B NH 3 (10 L / min) was supplied as a gas constituting the first main flow.
- TMGa (0.0018 L / 100% as a concentration of 100%) using hydrogen (30 L / min) and hydrogen (0.5 L / min) which is a part of the main flow as a carrier gas is used. Min).
- an undoped GaN layer (first nitride semiconductor layer) was grown to a thickness of 100 nm (step B).
- the flow ratio Fa of the active gas component to the total gas constituting the main flow during the growth of the first nitride semiconductor layer was 0.99996.
- TMGa (0.0055 L / min as a 100% concentration) using hydrogen (0.5 L / min) as a part of the main flow as a carrier gas, and hydrogen (0.2 L / min) as a part of the main flow Is used as a carrier gas, and SiH 4 (6 ⁇ 10 ⁇ 7 L / min with a concentration of 100%) is supplied using hydrogen (0.06 L / min) as a diluent gas, and an n-type GaN layer (second nitride) is supplied.
- the physical semiconductor layer) was grown to a thickness of 5 ⁇ m (step C).
- the flow rate ratio Fa of the active gas component to the total gas constituting the main flow during the growth of the second nitride semiconductor layer was 0.99989.
- the surface of the substrate thus produced was extremely flat, and Ra obtained by measuring with a step gauge was 5.5 nm. Further, when excited by a laser beam having a wavelength of 325 nm, the PL integrated intensity was extremely low at 1 as a relative value.
- the process for producing the blue LED was substantially the same as that in Example 5, but the difference was that SiH 4 as the Si raw material was introduced during the growth of the first nitride semiconductor layer. ing.
- the substrate is (0001) plane (c + plane) oriented, n-type, carrier density is 3.2 ⁇ 10 17 cm ⁇ 3 , and the half width of the X-ray rocking curve in (10-12) reflection is 92 arcsec.
- a c-plane GaN free-standing substrate was used.
- the crystal growth apparatus and the temperature raising step are the same as those in Example 5.
- step B NH 3 (5 L / min) was supplied as a gas constituting the first main flow.
- the gas constituting the second main flow includes hydrogen (15 L / min), TMGa (0.00022 L / min as a concentration of 100%) constituting a part of the main flow, and a part of the main flow.
- SiH 4 (6 ⁇ 10 ⁇ 8 L / min at a concentration of 100%) using a certain hydrogen (0.2 L / min) as a diluent gas was supplied.
- an n-type GaN layer (first nitride semiconductor layer) was grown to a thickness of 40 nm (step B).
- the flow rate ratio Fa of the active gas component to the total gas constituting the main flow during the growth of the first nitride semiconductor layer was 0.99989.
- the pressure in the furnace was set to 8 kPa, and the process shifted to Step C.
- NH 3 (10 L / min) was supplied as a gas constituting the first main flow.
- hydrogen (9.8 L / min), nitrogen (2.7 L / min), and hydrogen (0.5 L / min) which is a part of the main flow are used as a carrier gas.
- an n-type GaN layer (second nitride semiconductor layer) was grown to a thickness of 7 ⁇ m (step C).
- the flow rate ratio Fa of the active gas component to the total gas constituting the main flow during the growth of the second nitride semiconductor layer was 0.87972.
- the surface of the substrate thus fabricated was conspicuous and the flatness was not good.
- Ra obtained by measuring the surface with a step gauge was 20.9 nm.
- the peak wavelength of the PL spectrum was 460 nm, and the integrated intensity of the PL spectrum was extremely low at 4 in relative value.
- analysis by SIMS method secondary ion mass spectrometry was performed.
- the Si background of the analyzer was 1 ⁇ 10 16 cm ⁇ 3, and it was possible to measure the situation where more Si was contained.
- the thickness that allows accurate measurement of the Si concentration in the stacked different nitride layers is the reason for analyzing the sample by performing ion milling in the depth direction, and especially in this case, the surface It is necessary to consider and determine the Si concentration measurement in the layer containing the low concentration Si adjacent to the layer containing the high concentration Si on the side.
- the thickness of the low concentration layer is preferably about 150 nm or more from the viewpoint of measurement accuracy. Therefore, the various SIMS analysis samples include the first growth step and the second growth step among the various growth conditions in the temperature raising step, the first growth step, and the second growth step in each example / comparative example.
- the first nitride semiconductor layer and the second nitride semiconductor layer are made to have thicknesses that allow SIMS measurement with high accuracy, and an appropriate temperature lowering process is performed during the second growth process.
- a sample for SIMS measurement was produced in the same manner as in each example / comparative example except that the sample was taken out.
- Table 2 summarizes the results of SIMS measurement of these samples.
- the numbers in the table are Si concentrations in each layer, and the unit is cm ⁇ 3 .
- Comparative Example 1 since the Fa during the first growth process was too low, the surface morphology was deteriorated. Further, in Comparative Example 2, Fp in the second temperature raising step was too low, and defects were introduced, so that the PL characteristics were greatly deteriorated. Furthermore, in Comparative Example 3, since Si doping was intentionally performed in Step B, the influence of growth inhibition appeared, and the surface was extremely deteriorated.
- Patent Document 1 invention of Patent Document 1
- the crystal growth method of the present invention are mainly as follows. (1) Temperature rising process before growing a nitride semiconductor layer The atmosphere (gas constituting the main flow) is hydrogen, (2) the pressure in the reactor is excessively reduced at the initial growth stage of the nitride semiconductor layer, and (3) at the start of the growth of the nitride semiconductor layer Is different in that Si raw material (SiH 4 ) is introduced.
- the furnace pressure suitable for crystal growth of the nitride semiconductor is slightly different depending on the configuration of the reaction furnace used, according to the study by the present inventors, the furnace pressure of about 30 kPa is too low, and again nitrogen atoms Induces detachment. Further, a part of SiH 4 causes a gas phase reaction, and when the product adheres to the substrate surface, it becomes a factor that hinders crystal growth, but the influence is extremely remarkable in the initial stage of crystal growth.
- the crystal growth method described in Patent Document 2 is an undoped layer containing no Si as the growth start layer of the nitride semiconductor layer.
- the thickness is as thick as 1 ⁇ m (see paragraph 32), and according to the study by the present inventors, when the active layer is formed on such a thick undoped layer, the emission intensity decreases. Resulting in.
- the present invention solves the problems of these conventional methods, and makes it possible to provide a high-quality nitride semiconductor that has both good surface morphology and optical characteristics, and high luminous efficiency when used as a light-emitting element.
- the present invention has been described by way of examples. However, the above examples are merely examples for carrying out the present invention, and the present invention is not limited to these examples.
- the p-type layer made of GaN may be AlN, InN, BN, or a mixed crystal thereof. Further, the growth temperature, the supply amount of each raw material or the film thickness of each layer can be changed according to the purpose.
- a nitride crystal may be formed on a sapphire substrate, ZnO substrate, Si substrate, SiC substrate, GaAs substrate, GaP substrate, Ga 2 O 3 substrate, Ge substrate, MgO substrate, or the like. It is apparent from the above description that various modifications of these embodiments are within the scope of the present invention, and that various other embodiments are possible within the scope of the present invention.
- This embodiment is an example in which a gallium nitride based semiconductor thin film is stacked and grown by MOCVD to produce a near-ultraviolet LED, and the outline of a series of crystal growth processes has already been described with reference to FIG. .
- the grown layer structure is schematically shown in FIG.
- the substrate is (0001) plane (c + plane) oriented, is n-type, has a carrier density of 2.5 ⁇ 10 17 cm ⁇ 3 , and the half width of the X-ray rocking curve in (10-12) reflection is 64 arcsec, C-plane GaN having an off angle of 0.19 ° in the (1-100) direction, 0.20 ° in the (11-20) direction, and a dislocation density of 5.1 ⁇ 10 6 cm ⁇ 2
- a self-supporting substrate was used, and this was placed on a tray (susceptor) in a quartz horizontal reaction furnace under normal pressure growth conditions. The pressure in the reactor was 100 ⁇ 2 kPa in all steps.
- the first temperature raising step and the second temperature raising step were performed in the same manner as in Example 3.
- NH 3 10 L / min was supplied as a gas constituting the first main flow. Further, as gas constituting the second main flow, H 2 (30 L / min), H 2 (0.5 L / min) which is a part of the main flow is used as a carrier gas, and TMGa (concentration of 100% is set to 0.005). Cp 2 Mg (4 ⁇ 10 ⁇ 6 L / min) was supplied into the furnace using H 2 (0.5 L / min) which is a part of the main flow as a carrier gas. With this main flow gas supply, an Mg-doped GaN layer (first nitride semiconductor layer) was grown to a thickness of 40 nm (step B).
- the subflow was a mixed gas (20.5 L / min) of NH 3 (0.5 L / min) and N 2 (20 L / min), and the growth outside gas such as for purging was 19 L / min for N 2 .
- the flow rate ratio Fa of the active gas component to the total gas constituting the main flow was 0.99996.
- the substrate temperature was lowered and the gas in the reactor was completely replaced with N 2 gas, and then the substrate was taken out and evaluated.
- the surface of the substrate thus produced had good flatness although there were very slight irregularities.
- This surface was measured with a contact-type step meter, and the center line average roughness (Ra), which is an index of the degree of unevenness, was determined.
- Ra center line average roughness
- the peak wavelength was 400 nm
- the integrated intensity was 68, which was a relative value, and a high intensity was obtained.
- This embodiment is an example in which a gallium nitride based semiconductor thin film is laminated and grown by MOCVD to produce a near-ultraviolet light emitting LED.
- MOCVD metal-organic chemical vapor deposition
- a self-supporting substrate was used, and this was placed on a tray (susceptor) in a quartz horizontal reaction furnace under normal pressure growth conditions.
- Step A which is a temperature raising step, was performed in the same manner as in Example 3.
- the next step B was performed in the same manner as in Example 3 except that the thickness of the first nitride semiconductor layer was 40 nm.
- Step C to Step E were performed in the same manner as in Example 3.
- the substrate heater power supply was shut off and the substrate was cooled by the gas introduced.
- the temperature of the substrate dropped to 930 ° C.
- NH 3 in the main flow was shut off, and the substrate was subsequently cooled in an N 2 atmosphere until it became 100 ° C. or lower. After the substrate was sufficiently cooled, the substrate was taken out and evaluated.
- the surface of the substrate thus produced had good flatness although there were very slight irregularities.
- This surface was measured with a contact-type step meter, and the center line average roughness (Ra), which is an index of the degree of unevenness, was determined.
- Ra center line average roughness
- the peak wavelength was 408 nm and the integrated intensity was 56, which was a relative value, and a high intensity was obtained.
- an epitaxial layer on the nonpolar surface prepared by such a method was processed to produce an LED. Both the light emission characteristics and the current-voltage characteristics were good, and it was confirmed that good optical characteristics and sufficient Mg activation were realized by the activation process during the temperature lowering process.
- This embodiment is an example in which a gallium nitride based semiconductor thin film is grown by MOCVD, and an outline of a series of crystal growth processes will be described with reference to FIG.
- the grown layer structure is schematically shown in FIG.
- the substrate is (0001) plane (c + plane) oriented, n-type, carrier density is 1.4 ⁇ 10 17 cm ⁇ 3 , and the half width of the X-ray rocking curve in (10-12) reflection is 81.
- the off angle in the (1-100) direction is ⁇ 0.25 °
- the off angle in the (11-20) direction is 0.09 °
- the dislocation density is 5.2 ⁇ 10 6 cm ⁇ 2.
- This c-plane GaN free-standing substrate was used and placed on a quartz tray (susceptor) in a quartz horizontal reactor under normal pressure growth conditions. The pressure in the reactor here was 100 ⁇ 2 kPa in all steps.
- Step A which is a temperature raising step, was carried out in the same manner as in Example 3.
- Process B was performed in the same manner as in Example 3.
- Step C was performed in the same manner as in Example 3.
- the substrate temperature was lowered and the gas in the reaction furnace was completely replaced with N 2 gas, and then the substrate was taken out and evaluated.
- the surface of the substrate thus produced had good flatness although there were very slight irregularities.
- This surface was measured with a contact-type step meter, and the center line average roughness (Ra), which is an index of the degree of unevenness, was determined.
- Ra according to the present example was 6.9 nm.
- the cathodoluminescence measurement was performed on the epitaxial layer on the GaN free-standing substrate by the procedure described below, and the number of dark spots was measured to determine the dislocation density.
- Cathode luminescence is a measurement of luminescence when an electron beam is irradiated on a sample.
- the irradiation position of the electron beam is changed in a two-dimensional manner.
- the luminescence intensity distribution, wavelength distribution, and the like can be evaluated in the plane within the field of view. Since the energy of the electron beam is sufficiently larger than the band gap of the sample, it is easy to generate an excited state locally. Therefore, when there is a non-light emitting region due to crystal defects in the sample, it can be clearly observed by the contrast of the two-dimensional image of the luminescence intensity.
- dislocations are observed as point-like non-light-emitting regions, that is, dark spots, in GaN-based materials. Furthermore, at the time of CL observation, by changing the acceleration voltage of the electron beam, it is possible to adjust the penetration depth of the electrons into the sample and to acquire information on portions having different depths.
- the electron acceleration voltage was 3 kV, and the current value was 100 pA. With this acceleration voltage (3 kV), information about a region from the surface to about 100 nm can be obtained, and it is possible to evaluate the influence of a deeper position separately.
- the sample manufactured in this example is a nitride semiconductor having a structure in which a first semiconductor layer and a second semiconductor layer are stacked on a GaN free-standing substrate. An electron beam is incident from the surface of the second semiconductor layer. When observing the nitride semiconductor, dislocation information on the surface of the second semiconductor layer is observed in view of the sample thickness and the penetration depth of the electron beam.
- the light emission excited by the electron beam was not dispersed, but this light emission was received by a photomultiplier tube and observed as intensity information. That is, the so-called panchromatic image was observed to derive the dislocation density.
- the magnification was 2000 times, and an area of 60 ⁇ m ⁇ 45 ⁇ m was observed by changing a plurality of observation positions.
- the number of dark spots was determined from the panchromatic CL image, there was a variation in dark spots depending on the observation region.
- the maximum number of dark spots in the observation region was 265, the average was 164, and the smallest was 68.
- the near-ultraviolet light emitting LED structure produced in Example 3 was observed with an ultrahigh-voltage transmission electron microscope, and dislocations were observed in the active layer structure formed on the c-plane GaN substrate.
- the CL method performed in Example 11 since dislocation observation in the active layer region is not easy due to intensity modulation of light emission from the active layer, the dislocation observation in the active layer structure is observed with an ultrahigh-voltage transmission electron microscope. did.
- a general-purpose transmission electron microscope (TEM) observation has an acceleration voltage of about 100 to 400 kV. At such an acceleration voltage, the effective transmission capacity of electrons is about several hundred nm at most, and an assumed GaN substrate. There are restrictions on observing crystal defects and dislocations in the upper epitaxial layer.
- the observable sample thickness can be increased to about 1 to 2 ⁇ m, and dislocations can be observed even in a sample with a low dislocation density as described above. It becomes. If dislocation lines cannot be observed even when a sample having such a thickness is observed, it can be said that a considerably low dislocation density has been realized.
- the dislocation density is approximately 10 8 (cm ⁇ 2 ).
- the dislocation density is about 10 7 (cm ⁇ 2 ) or less. It is shown that there is.
- the incident electron beam is adjusted to be parallel to the m-axis direction. It is preferable.
- the TEM observation in this example was performed using an ultra-high pressure TEM having an effective permeability exceeding 1 ⁇ m and an electron beam acceleration voltage of 1000 kV.
- the sample thickness was about 1.0 ⁇ m, and the incident electron beam was parallel to the m-axis direction.
- the ultra-high pressure TEM device used was JEM-ARM1000 manufactured by JEOL.
- the dislocation density on the surface of the second semiconductor layer was measured by the CL method in Example 11, the maximum was 9.8 ⁇ 10 6 cm ⁇ 2 , the average was 6.1 ⁇ 10 6 cm ⁇ 2 , and the minimum was Since it was 2.5 ⁇ 10 6 cm ⁇ 2 , the dislocation density of the active layer portion laminated thereon may be approximately the same. That is, it is considered that the upper limit of the dislocation density existing in the active layer may be estimated to be approximately the same as the dislocation density on the surface of the second semiconductor layer.
- the dislocation density present in the active layer in the present invention is preferably 1.0 ⁇ 10 7 cm ⁇ 2 or less, more preferably 6.5 ⁇ 10 6 cm ⁇ 2 or less. More preferably, it is 0 ⁇ 10 6 cm ⁇ 2 or less.
- the dislocation density existing in the active layer in the present invention is about 100 or less, and is most preferably close to 0.
- the Si concentration contained in the first nitride semiconductor layer, the GaN layer not intentionally supplying Si raw material, and the Si-doped GaN layer, which is the second nitride semiconductor layer, is compared.
- the Si concentration in the relatively thin layer was evaluated by SIMS analysis.
- the substrate evaluated this time used the LED structure shown below.
- the outline of a series of crystal growth processes has been described with reference to FIG. 2 (A), and the grown layer structure is schematically shown in FIG. 3 (A).
- the substrate is (0001) plane (c + plane) oriented, n-type, carrier density is 1.8 ⁇ 10 17 cm ⁇ 3 , and the half width of the X-ray rocking curve in (10-12) reflection is 60.
- the off angle in the (1-100) direction is 0.16 °
- the off angle in the (11-20) direction is 0.29 °
- the dislocation density is 4.2 ⁇ 10 6 cm ⁇ 2 .
- a certain c-plane GaN free-standing substrate was used, and this was placed on a quartz tray (susceptor) in a quartz horizontal reaction furnace under normal pressure growth conditions. The pressure in the reactor here was 100 ⁇ 2 kPa in all steps.
- the substrate temperature was lowered and the gas in the reaction furnace was completely replaced with N 2 gas, and then the substrate was taken out and evaluated.
- the surface of the substrate thus produced had good flatness although there were very slight irregularities.
- This surface was measured with a contact-type step meter, and the center line average roughness (Ra), which is an index of the degree of unevenness, was determined.
- Ra according to the present example was 5.5 nm.
- Si concentration in the second nitride semiconductor layer is a 5 ⁇ 10 18 cm -3, although the there was exactly set value, corresponding to the position of the first nitride semiconductor layer (thickness 40 nm)
- the Si concentration had a peak of 3 ⁇ 10 19 cm ⁇ 3 . For some reason, it was considered that Si segregated between the substrate and the first semiconductor layer where Si was not intentionally introduced.
- a high-quality nitride semiconductor crystal growth method that has both good surface morphology and optical characteristics, and has high luminous efficiency when used as a light-emitting device.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Power Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Computer Hardware Design (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Crystallography & Structural Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Inorganic Chemistry (AREA)
- Led Devices (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
- Chemical Vapour Deposition (AREA)
Abstract
Description


ローの一部であるH2(0.5L/分)をキャリアガスとしてCp2Mg(4×10-6L/分)を炉内に供給した。このようなメインフローのガス供給により、MgドープGaN層(第1の窒化物半導体層)を40nmの厚みで成長させた(工程B)。このとき、サブフローはNH3(0.5L/分)とN2(20L/分)の混合ガス(20.5L/分)、パージ用など成長外ガスはN2で19L/分であった。第1の窒化物半導体層成長時における、メインフローを構成する全ガスに対する活性ガス成分の流量比Faは0.99996であった。
Claims (53)
- 少なくとも一方の主面が窒化物である基体の窒化物主面上に窒化物半導体を結晶成長させる方法であって、
前記基体の窒化物主面を水素ガス以外の活性ガスを含む雰囲気に暴露した状態で該基体を所定の温度まで昇温する期間tAを含む昇温工程と、
前記基体の窒化物主面を活性ガスを含む雰囲気に暴露した状態で該基体の窒化物主面上にシリコン(Si)原料を意図的に供給することなく第1の窒化物半導体層をエピタキシャル成長させる第1の成長工程と、
前記第1の窒化物半導体層表面を活性ガスを含む雰囲気に暴露した状態で該第1の窒化物半導体層上にn型ドーパント原料を供給しながら第2の窒化物半導体層をエピタキシャル成長させる第2の成長工程とを備えている窒化物半導体の結晶成長方法。 - 少なくとも一方の主面が窒化物である基体の窒化物主面上に窒化物半導体を結晶成長させる方法であって、
水素ガス以外の活性ガスを含んでメインフローを構成した雰囲気中で前記基体を所定の温度まで昇温する期間tAを含む昇温工程と、
活性ガスを含んでメインフローを構成した雰囲気中で前記基体の窒化物主面上にシリコン(Si)原料を意図的に供給することなく第1の窒化物半導体層をエピタキシャル成長させる第1の成長工程と、
活性ガスを含んでメインフローを構成した雰囲気中で前記第1の窒化物半導体層上にn型ドーパント原料を供給しながら第2の窒化物半導体層をエピタキシャル成長させる第2の成長工程とを備えている窒化物半導体の結晶成長方法。 - 前記昇温工程において、前記昇温期間tAの前に、該昇温期間tAのメインフローとは異なる組成のガスでメインフローを構成した雰囲気中で前記基体を昇温する期間tBを含む請求項2に記載の窒化物半導体の結晶成長方法。
- 前記昇温期間tAにおいて、不活性ガスをも含んでメインフローが構成される請求項2又は3に記載の窒化物半導体の結晶成長方法。
- 前記第1及び第2の成長工程におけるメインフローは少なくとも第1メインフローと第2メインフローを含んでおり、前記第1メインフローにより主として前記窒化物半導体層を構成する窒素原料を供給し、前記第2メインフローにより主として前記窒化物半導体層を構成する窒素以外の元素を原料供給する請求項2乃至4の何れか1項に記載の窒化物半導体の結晶成長方法。
- 前記不活性ガスは、窒素(N2)、ヘリウム(He)、アルゴン(Ar)、キセノン(Xe)、クリプトン(Kr)、ヒドラジン化合物、アミン系化合物、アジド化合物の群から選択される少なくとも1種のガスである請求項4に記載の窒化物半導体の結晶成長方法。
- 前記活性ガスは、水素(H2)ガスまたはアンモニア(NH3)ガスの少なくとも一方である請求項1乃至6の何れか1項に記載の窒化物半導体の結晶成長方法。
- 前記昇温工程が有機金属気相成長装置内で実行される請求項1乃至7の何れか1項に記載の窒化物半導体の結晶成長方法。
- 前記基体は、GaN、AlN、InN、BN、若しくはこれらの混晶である自立基板である請求項1乃至8の何れか1項に記載の窒化物半導体の結晶成長方法。
- 前記基体主面の窒化物は、サファイア基板、SiC基板、ZnO基板、Si基板、GaN基板、AlN基板、InN基板、BN基板若しくはこれらの混晶である自立基板の何れかの基板上に結晶成長されたGaN膜、AlN膜、InN膜、BN膜、若しくはこれらの混晶膜である請求項1乃至8の何れか1項に記載の窒化物半導体の結晶成長方法。
- 前記基体の窒化物主面は(0001)面(c+面)±5度以下の結晶面である請求項1乃至10の何れか1項に記載の窒化物半導体の結晶成長方法。
- 前記昇温工程における昇温到達温度TAが700℃以上で1350℃以下である請求項1乃至11の何れか1項に記載の窒化物半導体の結晶成長方法。
- 前記昇温工程における期間tAの昇温時圧力PAが35キロパスカル以上で120キロパスカル以下である請求項1乃至12の何れか1項に記載の窒化物半導体の結晶成長方法。
- 前記昇温工程における期間tAのメインフローを構成する全ガスに対する不活性ガス成分は流量比で0.5以上1.0以下である請求項2乃至13の何れか1項に記載の窒化物半導体の結晶成長方法。
- 前記昇温工程の終了後に前記基体の窒化物主面を熱的にクリーニングする工程を設けずに前記第1の成長工程を実行する請求項1乃至14の何れか1項に記載の窒化物半導体の結晶成長方法。
- 前記第1の成長工程における第1の窒化物半導体層のエピタキシャル成長温度Tg1が700℃以上で1350℃以下である請求項1乃至15の何れか1項に記載の窒化物半導体の結晶成長方法。
- 前記第1の成長工程における第1の窒化物半導体層のエピタキシャル成長時の圧力Pg1が35キロパスカル以上で120キロパスカル以下である請求項1乃至16の何れか1項に記載の窒化物半導体の結晶成長方法。
- 前記第1の成長工程におけるメインフローを構成する全ガスに対する活性ガス成分は流量比で0.5以上1.0以下である請求項2乃至17の何れか1項に記載の窒化物半導体の結晶成長方法。
- 前記第1の成長工程のエピタキシャル成長は前記第1の窒化物半導体層の厚みL1が0.1nm以上で150nm以下となるように実行される請求項1乃至18の何れか1項に記載の窒化物半導体の結晶成長方法。
- 前記第1の成長工程のエピタキシャル成長は前記第1の窒化物半導体層中のシリコン濃度がそのピーク値として1×1021cm-3以下となるように実行される請求項1乃至19の何れか1項に記載の窒化物半導体の結晶成長方法。
- 前記第2の成長工程における第2の窒化物半導体層のエピタキシャル成長温度Tg2が700℃以上で1350℃以下である請求項1乃至20の何れか1項に記載の窒化物半導体の結晶成長方法。
- 前記第2の成長工程における第2の窒化物半導体層のエピタキシャル成長時の圧力Pg2が5キロパスカル以上であって且つ前記第1の窒化物半導体層のエピタキシャル成長時の圧力Pg1以下である請求項1乃至21の何れか1項に記載の窒化物半導体の結晶成長方法。
- 前記第2の成長工程におけるメインフローを構成する全ガスに対する活性ガス成分は流量比で0.5以上1.0以下である請求項2乃至22の何れか1項に記載の窒化物半導体の結晶成長方法。
- 前記第2の成長工程のエピタキシャル成長は前記第2の窒化物半導体層の厚みL2が400nm以上で20μm以下となるように実行される請求項1乃至23の何れか1項に記載の窒化物半導体の結晶成長方法。
- 前記第2の成長工程におけるn型ドーパント原料の供給は前記第2の窒化物半導体層中のシリコン濃度が1×1017cm-3以上で6×1019cm-3以下となるように実行される請求項1乃至24の何れか1項に記載の窒化物半導体の結晶成長方法。
- 前記第2の窒化物半導体層の上に活性層を含む積層構造体をエピタキシャル成長させる第3の工程を更に備えている請求項1乃至25の何れか1項に記載の窒化物半導体の結晶成長方法。
- 前記第3の工程において、前記第2の窒化物半導体層の上に活性層を含む積層構造体をエピタキシャル成長させた後、降温する工程を有する請求項26に記載の窒化物半導体の結晶成長方法。
- 前記第3の工程において、前記活性層を含む積層構造体の一部にp型化可能なドーパントを導入する請求項26または27に記載の窒化物半導体の結晶成長方法。
- 前記p型化可能なドーパントを導入された部分は、前記活性層の上にある請求項28に記載の窒化物半導体の結晶成長方法。
- 前記第3の工程は、前記p型化可能なドーパントの少なくとも一部を活性化する条件で実行される請求項28または29に記載の窒化物半導体の結晶成長方法。
- 前記p型化可能なドーパントは、マグネシウム、亜鉛、炭素、ベリリウムから選択される1以上の元素である請求項28乃至30の何れか1項に記載の窒化物半導体の結晶成長方法。
- 少なくとも一方の主面が窒化物である基体の窒化物主面上にエピタキシャル成長した窒化物半導体であって、意図的なSi原料供給がされずにエピタキシャル成長した窒化物半導体層が、前記基体の窒化物主面との間に他の層を介在させることなく設けられていることを特徴とする窒化物半導体。
- 少なくとも一方の主面が窒化物である基体の窒化物主面上にエピタキシャル成長した窒化物半導体であって、前記窒化物半導体は第1の窒化物半導体層と第2の窒化物半導体層との積層体を含み、前記第1の窒化物半導体層中のシリコン(Si)濃度はそのピーク値として1×1021cm-3以下であり、前記第2の窒化物半導体層の導電型はn型である窒化物半導体。
- 少なくとも一方の主面が窒化物である基体の窒化物主面上にエピタキシャル成長した窒化物半導体であって、前記窒化物半導体は第1の窒化物半導体層と第2の窒化物半導体層との積層体を含み、該積層体の最表面の平均表面粗さRaが13.0nm以下である窒化物半導体。
- 少なくとも一方の主面が窒化物である基体の窒化物主面上にエピタキシャル成長した窒化物半導体であって、前記窒化物半導体は第1の窒化物半導体層と第2の窒化物半導体層との積層体を含み、該積層体の最表面は(0001)面(c+面)±5度以下の結晶面である窒化物半導体。
- 少なくとも一方の主面が窒化物である基体の窒化物主面上にエピタキシャル成長した窒化物半導体であって、前記窒化物半導体は第1の窒化物半導体層と第2の窒化物半導体層との積層体を含み、該積層体の転位密度が1×107cm-2以下である窒化物半導体。
- 前記基体主面の窒化物は、GaN、AlN、InN、BN、若しくはこれらの混晶である請求項32乃至36の何れか1項に記載の窒化物半導体。
- 前記基体主面の窒化物は、サファイア基板、SiC基板、ZnO基板、Si基板、GaN基板、AlN基板、InN基板、BN基板若しくはこれらの混晶である自立基板の何れかの基板上に結晶成長されたGaN膜、AlN膜、InN膜、BN膜、若しくはこれらの混晶膜である請求項32乃至37の何れか1項に記載の窒化物半導体。
- 前記基体は、GaN、AlN、InN、BN、若しくはこれらの混晶である自立基板である請求項32乃至37の何れか1項に記載の窒化物半導体。
- 前記基体の窒化物主面は(0001)面(c+面)±5度以下の結晶面である請求項32乃至39の何れか1項に記載の窒化物半導体。
- 前記第1の窒化物半導体層の厚みL1は0.1nm以上で150nm以下である請求項33乃至40の何れか1項に記載の窒化物半導体。
- 前記第1の窒化物半導体層は、GaN、AlN、InN、BN、若しくはこれらの混晶のIII-V族窒化物半導体である請求項33乃至41の何れか1項に記載の窒化物半導体。
- 前記第2の窒化物半導体層の厚みL2は400nm以上で20μm以下である請求項33乃至42の何れか1項に記載の窒化物半導体。
- 前記第2の窒化物半導体層中のシリコン濃度は1×1017cm-3以上で6×1019cm-3以下である請求項33乃至43の何れか1項に記載の窒化物半導体。
- 前記第2の窒化物半導体層は、GaN、AlN、InN、BN、若しくはこれらの混晶のIII-V族窒化物半導体である請求項33乃至44の何れか1項に記載の窒化物半導体。
- 前記第2の窒化物半導体層の上に活性層を含む積層構造体を備え、前記活性層は0.04以上で0.10未満の組成比のInを含有し且つ400±30nmの波長の光を発光する窒化物半導体層である請求項33乃至45の何れか1項に記載の窒化物半導体。
- 前記活性層における転位密度が、1×107cm-2以下である請求項46に記載の窒化物半導体。
- 前記活性層を含む積層構造体の上にp型化可能なドーパントが含まれる層を有することを特徴とする請求項46または47に記載の窒化物半導体。
- 前記p型化可能なドーパントが含まれる層に含まれるドーパント元素の濃度が1×1019cm-3から8×1019cm-3であることを特徴とする請求項48に記載の窒化物半導体。
- 前記p型化可能なドーパントが含まれる層がマグネシウム、亜鉛、炭素、ベリリウムから選択される1以上の元素を含むことを特徴とする請求項48または49に記載の窒化物半導体。
- 前記p型化可能なドーパントが含まれる層の厚みが0.05μmから0.25μmであることを特徴とする請求項48乃至50の何れか1項に記載の窒化物半導体。
- 前記p型化可能なドーパントが含まれる層がAlxGa1-xN(0≦X≦1)からなることを特徴とする請求項48乃至51の何れか1項に記載の窒化物半導体。
- 前記AlxGa1-xNのAl組成xが0.02から0.20である請求項52記載の窒化物半導体。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08851532.5A EP2221855A4 (en) | 2007-11-21 | 2008-11-20 | NITRIDE SEMICONDUCTOR AND METHOD FOR GROWING NITRIDE SEMICONDUCTOR CRYSTAL |
| US12/744,076 US9048100B2 (en) | 2007-11-21 | 2008-11-20 | Nitride semiconductor and nitride semiconductor crystal growth method |
| KR1020107009101A KR101495381B1 (ko) | 2007-11-21 | 2008-11-20 | 질화물 반도체의 결정 성장 방법 |
| US14/328,997 US20140318441A1 (en) | 2007-11-21 | 2014-07-11 | Nitride semiconductor and nitride semiconductor crystal growth method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007301555 | 2007-11-21 | ||
| JP2007-301555 | 2007-11-21 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US12/744,076 A-371-Of-International US9048100B2 (en) | 2007-11-21 | 2008-11-20 | Nitride semiconductor and nitride semiconductor crystal growth method |
| US14/328,997 Division US20140318441A1 (en) | 2007-11-21 | 2014-07-11 | Nitride semiconductor and nitride semiconductor crystal growth method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| WO2009066464A1 WO2009066464A1 (ja) | 2009-05-28 |
| WO2009066464A9 true WO2009066464A9 (ja) | 2010-06-24 |
Family
ID=40667296
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2008/003423 WO2009066464A1 (ja) | 2007-11-21 | 2008-11-20 | 窒化物半導体および窒化物半導体の結晶成長方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US9048100B2 (ja) |
| EP (1) | EP2221855A4 (ja) |
| JP (3) | JP5391661B2 (ja) |
| KR (1) | KR101495381B1 (ja) |
| TW (1) | TWI431669B (ja) |
| WO (1) | WO2009066464A1 (ja) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5453780B2 (ja) | 2008-11-20 | 2014-03-26 | 三菱化学株式会社 | 窒化物半導体 |
| JP5515770B2 (ja) * | 2009-09-14 | 2014-06-11 | 住友電気工業株式会社 | 窒化物半導体エピタキシャル層の形成方法および窒化物半導体デバイスの製造方法 |
| US9834860B2 (en) * | 2009-10-14 | 2017-12-05 | Alta Devices, Inc. | Method of high growth rate deposition for group III/V materials |
| JP5353821B2 (ja) * | 2010-05-31 | 2013-11-27 | 豊田合成株式会社 | 半導体発光素子と、その製造方法およびランプ、電子機器、機械装置 |
| US8846482B2 (en) * | 2011-09-22 | 2014-09-30 | Avogy, Inc. | Method and system for diffusion and implantation in gallium nitride based devices |
| US10490697B2 (en) | 2011-12-03 | 2019-11-26 | Sensor Electronic Technology, Inc. | Epitaxy technique for growing semiconductor compounds |
| US10158044B2 (en) | 2011-12-03 | 2018-12-18 | Sensor Electronic Technology, Inc. | Epitaxy technique for growing semiconductor compounds |
| CN104160479B (zh) * | 2012-02-01 | 2019-04-30 | 传感器电子技术股份有限公司 | 用于减少应力半导体化合物中的穿透位错的外延技术 |
| KR101843513B1 (ko) * | 2012-02-24 | 2018-03-29 | 서울바이오시스 주식회사 | 질화갈륨계 발광 다이오드 |
| CN102637723A (zh) * | 2012-03-28 | 2012-08-15 | 华为技术有限公司 | GaN衬底、半导体器件及其制作方法 |
| US9343525B2 (en) | 2012-09-11 | 2016-05-17 | Tokuyama Corporation | Aluminum nitride substrate and group-III nitride laminate |
| JP2014183112A (ja) * | 2013-03-18 | 2014-09-29 | Stanley Electric Co Ltd | 半導体発光素子の製造方法 |
| KR102188493B1 (ko) | 2014-04-25 | 2020-12-09 | 삼성전자주식회사 | 질화물 단결정 성장방법 및 질화물 반도체 소자 제조방법 |
| WO2015182207A1 (ja) * | 2014-05-30 | 2015-12-03 | 三菱化学株式会社 | エピタキシャルウエハ、半導体発光素子、発光装置及びエピタキシャルウエハの製造方法 |
| JP2016157734A (ja) * | 2015-02-23 | 2016-09-01 | 豊田合成株式会社 | Iii族窒化物半導体発光素子の製造方法 |
| JP6582736B2 (ja) * | 2015-08-25 | 2019-10-02 | 富士電機株式会社 | 窒化物半導体装置の製造方法 |
| JP6714841B2 (ja) * | 2016-05-18 | 2020-07-01 | 富士電機株式会社 | 窒化物半導体装置の製造方法 |
| US11133435B2 (en) | 2016-11-25 | 2021-09-28 | Osaka University | Nitride semiconductor substrate, manufacturing method therefor, and semiconductor device |
| CN107068817B (zh) * | 2017-04-18 | 2019-05-10 | 湘能华磊光电股份有限公司 | Led外延生长方法 |
| WO2021064795A1 (ja) * | 2019-09-30 | 2021-04-08 | 日本碍子株式会社 | α-Ga2O3系半導体膜 |
| JP7101347B2 (ja) * | 2019-12-27 | 2022-07-15 | 日亜化学工業株式会社 | 発光素子の製造方法 |
| CN112750689A (zh) * | 2021-01-18 | 2021-05-04 | 西安电子科技大学 | 镓极性面氮化镓材料及同质外延生长方法 |
| JP7448626B1 (ja) | 2022-12-23 | 2024-03-12 | 日機装株式会社 | 窒化物半導体発光素子の製造方法 |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3374737B2 (ja) | 1997-01-09 | 2003-02-10 | 日亜化学工業株式会社 | 窒化物半導体素子 |
| US6559038B2 (en) * | 1997-11-18 | 2003-05-06 | Technologies And Devices International, Inc. | Method for growing p-n heterojunction-based structures utilizing HVPE techniques |
| JP3859356B2 (ja) * | 1998-05-21 | 2006-12-20 | 日亜化学工業株式会社 | 窒化物半導体素子の製造方法 |
| JP2001057463A (ja) | 1999-06-07 | 2001-02-27 | Sharp Corp | 窒素化合物半導体膜構造及び窒素化合物半導体素子並びにそれらの製造方法 |
| JP3733008B2 (ja) * | 1999-09-08 | 2006-01-11 | シャープ株式会社 | Iii−n系化合物半導体装置 |
| JP3929008B2 (ja) * | 2000-01-14 | 2007-06-13 | シャープ株式会社 | 窒化物系化合物半導体発光素子およびその製造方法 |
| JP2001322899A (ja) | 2000-05-11 | 2001-11-20 | Matsushita Electric Ind Co Ltd | 窒化ガリウム系化合物半導体基板及びその製造方法 |
| JP2002064201A (ja) * | 2000-08-18 | 2002-02-28 | Toshiba Corp | 半導体電界効果トランジスタ及び電力増幅器 |
| JP2002141613A (ja) | 2000-11-06 | 2002-05-17 | Matsushita Electric Ind Co Ltd | 半導体発光素子及びその製造方法 |
| JP2002299686A (ja) | 2001-03-29 | 2002-10-11 | Sharp Corp | 半導体発光素子およびその製造方法 |
| EP1406360B1 (en) * | 2001-05-31 | 2010-11-03 | Nichia Corporation | Semiconductor laser element |
| JP2003212695A (ja) * | 2002-01-17 | 2003-07-30 | Hitachi Cable Ltd | 窒化物系化合物半導体ウェハの製造方法、および窒化物系化合物半導体ウェハ、ならびに窒化物系半導体デバイス |
| JP4823466B2 (ja) * | 2002-12-18 | 2011-11-24 | 日本碍子株式会社 | エピタキシャル成長用基板および半導体素子 |
| JP4052150B2 (ja) * | 2003-03-05 | 2008-02-27 | 住友電気工業株式会社 | 窒化物系半導体装置の製造方法 |
| JP2005136162A (ja) | 2003-10-30 | 2005-05-26 | Matsushita Electric Ind Co Ltd | 化合物半導体素子の製造方法 |
| JP3894191B2 (ja) * | 2003-11-26 | 2007-03-14 | 住友電気工業株式会社 | 窒化ガリウム系半導体膜を形成する方法、および半導体基板生産物 |
| JP2005294644A (ja) | 2004-04-01 | 2005-10-20 | Sumitomo Electric Ind Ltd | 半導体装置 |
| JP2005311072A (ja) | 2004-04-21 | 2005-11-04 | Matsushita Electric Ind Co Ltd | 発光素子および照明装置 |
| JP4513422B2 (ja) | 2004-06-02 | 2010-07-28 | 住友電気工業株式会社 | 半導体装置を製造する方法 |
| US20070241352A1 (en) * | 2004-06-18 | 2007-10-18 | Showa Denko K. K. | Group III Nitride Semiconductor Light Emitting Device |
| JP2006060069A (ja) | 2004-08-20 | 2006-03-02 | Sumitomo Electric Ind Ltd | AlN結晶の表面処理方法、AlN結晶基板、エピタキシャル層付AlN結晶基板および半導体デバイス |
| JP5135686B2 (ja) * | 2005-03-23 | 2013-02-06 | 住友電気工業株式会社 | Iii族窒化物半導体素子 |
| JP5159040B2 (ja) * | 2005-03-31 | 2013-03-06 | 株式会社光波 | 低温成長バッファ層の形成方法および発光素子の製造方法 |
| JP2006310766A (ja) | 2005-03-31 | 2006-11-09 | Sanyo Electric Co Ltd | 窒化ガリウム系化合物半導体レーザ素子の製造方法及び窒化ガリウム系化合物半導体レーザ素子 |
| JP2007048869A (ja) | 2005-08-09 | 2007-02-22 | Sony Corp | GaN系半導体発光素子の製造方法 |
| JP4986445B2 (ja) * | 2005-12-13 | 2012-07-25 | 昭和電工株式会社 | 窒化ガリウム系化合物半導体発光素子 |
| KR100809209B1 (ko) | 2006-04-25 | 2008-02-29 | 삼성전기주식회사 | 비극성 m면 질화물 반도체 제조방법 |
| JP2006229253A (ja) | 2006-05-19 | 2006-08-31 | Sharp Corp | 窒化物系化合物半導体発光およびその製造方法 |
| KR101502195B1 (ko) * | 2007-11-21 | 2015-03-12 | 미쓰비시 가가꾸 가부시키가이샤 | 질화물 반도체 및 질화물 반도체의 결정 성장 방법 그리고 질화물 반도체 발광 소자 |
-
2008
- 2008-11-20 US US12/744,076 patent/US9048100B2/en active Active
- 2008-11-20 EP EP08851532.5A patent/EP2221855A4/en not_active Withdrawn
- 2008-11-20 TW TW097144819A patent/TWI431669B/zh active
- 2008-11-20 WO PCT/JP2008/003423 patent/WO2009066464A1/ja active Application Filing
- 2008-11-20 JP JP2008297165A patent/JP5391661B2/ja active Active
- 2008-11-20 KR KR1020107009101A patent/KR101495381B1/ko active IP Right Grant
-
2013
- 2013-08-28 JP JP2013177250A patent/JP2014033205A/ja active Pending
-
2014
- 2014-07-11 US US14/328,997 patent/US20140318441A1/en not_active Abandoned
-
2016
- 2016-03-01 JP JP2016039325A patent/JP6179624B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP6179624B2 (ja) | 2017-08-16 |
| JP2016154237A (ja) | 2016-08-25 |
| WO2009066464A1 (ja) | 2009-05-28 |
| US20140318441A1 (en) | 2014-10-30 |
| TWI431669B (zh) | 2014-03-21 |
| JP5391661B2 (ja) | 2014-01-15 |
| EP2221855A1 (en) | 2010-08-25 |
| US20100252835A1 (en) | 2010-10-07 |
| US9048100B2 (en) | 2015-06-02 |
| TW200939311A (en) | 2009-09-16 |
| JP2014033205A (ja) | 2014-02-20 |
| JP2009147319A (ja) | 2009-07-02 |
| KR20100086988A (ko) | 2010-08-02 |
| KR101495381B1 (ko) | 2015-02-24 |
| EP2221855A4 (en) | 2013-08-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6179624B2 (ja) | 結晶成長方法および発光素子の製造方法 | |
| JP5812166B2 (ja) | 窒化物半導体の結晶成長方法 | |
| JP5453780B2 (ja) | 窒化物半導体 | |
| US6165812A (en) | Gallium nitride compound semiconductor light emitting device and process for producing gallium nitride compound semiconductor | |
| TWI474512B (zh) | A p-type AlGaN layer and a method for producing the same, and a group III nitride semiconductor light-emitting element | |
| JP2006128653A (ja) | 3−5族化合物半導体、その製造方法及びその用途 | |
| JP5682716B2 (ja) | 窒化物半導体 | |
| JP2011151422A (ja) | p型AlGaN層およびIII族窒化物半導体発光素子 | |
| JP5076236B2 (ja) | 半導体装置及びその製造方法 | |
| Li et al. | III-nitride epilayers on ZnO Substrates by MOCVD using Al2O3 as a transition layer |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 08851532 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20107009101 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12744076 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2008851532 Country of ref document: EP |