WO2008065920A1 - Feuille de type cur - Google Patents
Feuille de type cur Download PDFInfo
- Publication number
- WO2008065920A1 WO2008065920A1 PCT/JP2007/072356 JP2007072356W WO2008065920A1 WO 2008065920 A1 WO2008065920 A1 WO 2008065920A1 JP 2007072356 W JP2007072356 W JP 2007072356W WO 2008065920 A1 WO2008065920 A1 WO 2008065920A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- leather
- mass
- urethane prepolymer
- parts
- sheet
- Prior art date
Links
Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/04—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D06N3/06—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds with polyvinylchloride or its copolymerisation products
- D06N3/08—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds with polyvinylchloride or its copolymerisation products with a finishing layer consisting of polyacrylates, polyamides or polyurethanes or polyester
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/12—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins
- D06N3/14—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins with polyurethanes
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0056—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the compounding ingredients of the macro-molecular coating
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0056—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the compounding ingredients of the macro-molecular coating
- D06N3/0063—Inorganic compounding ingredients, e.g. metals, carbon fibres, Na2CO3, metal layers; Post-treatment with inorganic compounds
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0056—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the compounding ingredients of the macro-molecular coating
- D06N3/0065—Organic pigments, e.g. dyes, brighteners
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/12—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins
- D06N3/14—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins with polyurethanes
- D06N3/145—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins with polyurethanes two or more layers of polyurethanes
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/12—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins
- D06N3/14—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins with polyurethanes
- D06N3/146—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins with polyurethanes characterised by the macromolecular diols used
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2211/00—Specially adapted uses
- D06N2211/12—Decorative or sun protection articles
- D06N2211/28—Artificial leather
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249953—Composite having voids in a component [e.g., porous, cellular, etc.]
- Y10T428/249987—With nonvoid component of specified composition
- Y10T428/249988—Of about the same composition as, and adjacent to, the void-containing component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/269—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension including synthetic resin or polymer layer or component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31551—Of polyamidoester [polyurethane, polyisocyanate, polycarbamate, etc.]
Definitions
- the present invention relates to a leather-like sheet that can be used for footwear such as women's shoes, sports shoes, sandals, furniture, clothing, and the like.
- leather-like sheets such as artificial leather and synthetic leather are used in a wide range of applications such as footwear and clothing.
- the basic structure of the leather-like sheet is, for example, a laminated structure composed of a skin layer, an adhesive layer, and a base material layer.
- a base fabric impregnated with a resin such as a polyurethane resin, or a surface provided with a porous layer made of a resin such as a polyurethane resin is used.
- the leather-like sheet has, for example, (1) an organic solvent solution of polyurethane resin is applied on a base material layer by a gravure method, and the organic solvent is dried and removed, and then an embossing roll or the like is used.
- the skin layer obtained by the removal is manufactured by a method of laminating on the base material layer with an adhesive.
- a leather-like sheet using a solvent-free hot-melt urethane resin for example, a moisture-curing type containing a hot-melt urethane prepolymer having an isocyanate group at a molecular end and a colorant on a fibrous base material. It is known that a leather-like sheet having a skin layer formed using a polyurethane hot-melt resin composition is excellent in design, texture, abrasion resistance, and flexibility (see, for example, Patent Document 1). .
- a solventless hot melt urethane resin is applied onto a release paper, and a fiber is formed on the coated surface.
- the laminate obtained by removing the release paper is wound on a roll and left for a certain period of time to sufficiently advance the curing.
- the moisture-curable polyurethane hot-melt resin composition described in Patent Document 1 is considered to suppress fuzz as described above! / ,!
- fluffing may occur on the surface of the skin layer
- the solventless hot melt urethane resin which is known to be applied to the skin layer of the leather-like sheet, is an environment-friendly high-value-added product that replaces conventional solvent-based resins and water-based resins.
- a wide range of adhesives and coatings for building materials and fibers are known to be applied to the skin layer of the leather-like sheet.
- an isocyanate group-containing hot-melt urethane resin that forms a cross-linked structure by reacting with moisture (water) in the atmosphere as a representative force is known.
- hot melt urethane resins having both isocyanate groups that contribute to the crosslinking reaction due to moisture and polymerizable unsaturated bonds that contribute to the crosslinking reaction due to ultraviolet irradiation are drawing attention.
- oligomer component having crystallinity of 10 ° C to 100 ° C and 1% by mass to 10% by mass of a radical photopolymerization initiator based on the oligomer component, and 20 °
- a reactive hot melt coating composition characterized by being a solid or a solid solution at C to 50 ° C. is known (see, for example, Patent Document 3).
- the resin composition described in Patent Document 2 is mainly used for coating a wood substrate, a plastic substrate, and a paper substrate, and the reactive hot melt described in Patent Document 3.
- the coating composition is mainly used for painting on plywood and solid wood products.
- Patent Document 1 JP-A-2005-273131
- Patent Document 2 JP-A-2005-307133
- Patent Document 3 Japanese Patent Laid-Open No. 2006-152142
- the problem to be solved by the present invention is to reduce the surface tack of the skin layer while ensuring excellent flexibility and bending resistance, in particular, bending resistance under a low temperature environment. It is an object of the present invention to provide a leather-like sheet having excellent surface quality. Means for solving the problem
- the inventors of the present invention have made studies based on the use of a urethane resin that is generally known to be capable of forming a layer having a soft texture as the resin composition constituting the skin layer of the leather-like sheet. It was.
- a polyol containing polytetramethylene glycol and a polyisocyanate such as 4,4-diphenylmethane diisocyanate are used for the skin layer.
- a urethane resin obtained by reacting with was used for the skin layer, it was possible to form a skin layer having a soft texture and good bending resistance.
- the surface of the skin layer formed using the urethane resin is likely to cause surface tackiness due to the influence of the polytetramethylendallic, and as a result, a laminate of the base material and the skin layer. After the roll was wound up and cured, fluffing due to the surface tack was generated when the winding was released!
- the present inventors consider that such fluffing can be suppressed by using a resin that can rapidly harden as a resin constituting the skin layer.
- a resin that can rapidly harden as a resin constituting the skin layer.
- a part of the isocyanate group containing an isocyanate group-containing urethane prepolymer that contributes to the moisture curing reaction is modified by using a hydroxyl group-containing (meth) acrylate, etc.
- a polyurethane prepolymer-containing polyurethane hot-melt resin with a contributing polymerizable unsaturated bond was studied, the above problem was solved.
- the present invention is a leather-like sheet having at least a base material layer and a skin layer, and the skin layer contains 100 parts by mass of the urethane prepolymer (A) and a colorant containing a polyol as a vehicle. 5 parts by weight to 40 parts by weight of agent (B) and 5 parts by weight of polyfunctional (meth) acrylate (C)
- the urethane prepolymer (A) is composed of a crosslinked product of a polyurethane hot melt composition containing ⁇ 50 parts by mass and 0.5 to 5 parts by mass of the photopolymerization initiator (D).
- the present invention relates to a leather-like sheet characterized by being obtained by reacting with (meth) atallylate.
- the leather-like sheet of the present invention has excellent surface quality by suppressing the fluffing of the skin layer, and is excellent in soft texture, durability and bending resistance.
- ladies' shoes, sports shoes It can be used as footwear such as sandals, artificial leather or synthetic leather used in the manufacture of furniture, clothing, etc.
- FIG. 1 is a cross-sectional view showing a basic configuration of a leather-like sheet of the present invention.
- FIG. 2 is a cross-sectional view showing another configuration of the leather-like sheet of the present invention.
- FIG. 3 is a cross-sectional view showing a laminate produced in the manufacturing process of the leather-like sheet of the present invention. Explanation of symbols
- the leather-like sheet of the present invention is a leather-like sheet having at least a base material layer and a skin layer, and the skin layer comprises 100 parts by mass of the urethane prepolymer (A) and polyol as a vehicle. 5 parts by weight to 40 parts by weight of the colorant (B) containing 5 to 50 parts by weight of the polyfunctional (meth) acrylate (C), and 0.5 parts by weight of the photopolymerization initiator (D). It consists of a crosslinked product of a polyurethane hot melt composition containing 5 parts by mass to 5 parts by mass.
- the urethane Prevost Rimmer (A) is, I Soshianeto group of the Isoshianeto group-containing urethane Prevost Rimmer obtained by reacting polyols containing polytetramethylene glycol at 40 wt 0/0 or more and (al) and Poriisoshiane bets (a2) Reacting 5% to 50% of the number with hydroxyl group-containing (meth) acrylate Is obtained.
- FIG. 1 is a cross-sectional view showing a basic configuration of a leather-like sheet of the present invention.
- the leather-like sheet 1 has at least a base material layer 11 and a skin layer 12 laminated on the base material layer 11.
- the leather-like sheet of the present invention may further have an intermediate layer between the base material layer and the skin layer for the purpose of imparting a soft texture.
- the skin layer 22 is formed on the base material layer 21 via the intermediate layer 23.
- the intermediate layer is preferably a porous layer.
- the polyurethane hot melt composition forming the skin layer constituting the leather-like sheet is composed of 100 parts by mass of the urethane prepolymer (A) and 5 parts by mass to 40 parts by mass of the colorant (B) containing a polyol as a vehicle. And 5 to 50 parts by mass of polyfunctional (meth) acrylate (C), 0.5 to 5 parts by mass of photopolymerization initiator (D), and other components as necessary To do.
- the urethane prepolymer (A) is an isocyanate group-containing urethane prepolymer obtained by reacting a polyol (al) containing polytetramethylene glycol at 40% by mass or more with a polyisocyanate (a2). It is obtained by reacting 5% to 50% of the number of isocyanate groups of the polymer with a hydroxyl group-containing (meth) acrylate. By this reaction, a polymerizable unsaturated double bond is introduced into the molecule of the urethane prepolymer (A), particularly into a part of the molecular main chain skeleton.
- the reaction of the isocyanate group-containing urethane prepolymer and the hydroxyl group-containing (meth) acrylate needs to be performed on 5% to 50% of the number of isocyanate groups of the urethane prepolymer, preferably 10% to 30%.
- the curing rate of the polyurethane hot melt composition can be increased to a desired level in a polymerizable unsaturated amount. Double bonds can be introduced into the urethane prepolymer (A).
- the number of isocyanate groups in the urethane prepolymer (A) can be determined, for example, by mixing the urethane prepolymer (A) with an excess of dibutylamine. The amount of dibutylamine remaining after reacting with tyramine can then be determined by a back titration method using hydrochloric acid.
- the urethane prepolymer (A) obtained by the above reaction specifically includes (i) a urethane prepolymer (A1) having an isocyanate group at both ends of the molecule and a polymerizable unsaturated double at both ends of the molecule.
- the urethane prepolymer (A) has "moisture curable" as described above.
- the moisture curable property of the urethane prepolymer (A) is derived from the crosslinking reaction initiated by the reaction between the isocyanate group of the urethane prepolymer (A) and moisture (that is, water), and is attributed to the isocyanate group. It is a property to do.
- the urethane prepolymer (A) has "ultraviolet curable" as described above.
- the ultraviolet curing property is derived from a radical polymerization reaction of a polymerizable unsaturated double bond in the urethane prepolymer (A) caused by a radical generated by the photopolymerization initiator (D) by ultraviolet irradiation.
- the urethane prepolymer (A) has "hot melt W raw".
- Hot melt property is a property resulting from the molecular structure of the selected polymer, and at room temperature, it melts by force heating, which is a viscous state that is difficult to apply to a solid or substrate layer. It can be applied to the base material layer, and when it cools, it solidifies and develops adhesiveness.
- the term “hot melt” is used as a general term for the above properties and substances having such properties.
- the above-mentioned hot melt H is closely related to the softening point. Generally, the lower the softening point of the urethane prepolymer used, the better the workability. Conversely, the higher the softening point, the better the adhesive strength. There is a # 1 direction to become.
- the softening point of the urethane prepolymer (A) used in the present invention is preferably in the range of 40 ° C to 120 ° C. When the softening point of the urethane prepolymer (A) is within the range, it is possible to obtain a moisture-curable polyurethane hot-melt adhesive having good workability and excellent adhesive strength.
- the softening point as used in the present invention means the temperature at which heat flow starts and the cohesive force is lost when the temperature of the urethane prepolymer is raised stepwise.
- the glass transition temperature (Tg) is preferably in the range of ⁇ 50 ° C. to 40 ° C., more preferably in the range of 40 ° C. to 30 ° C. or less.
- the glass transition temperature is the peak temperature of the loss tangent (tan ⁇ ) obtained by measuring with a dynamic viscoelasticity measuring device (manufactured by Rheometric) at a frequency of 1 ⁇ ⁇ ⁇ and a heating rate of 5 ° C / min. Unit: Value measured as ° C).
- urethane prepolymers! / are often low molecular weights! /, But those skilled in the art also have tens of thousands of number average molecular weights as urethane prepolymers.
- the urethane prepolymer (A) in the present invention includes, for example, those having a number average molecular weight of up to tens of thousands.
- the number average molecular weight of the urethane prepolymer (A) is preferably in the range of 500 to 0000, more preferably in the range of 1000 to 8000, and particularly preferably in the range of 2000 to 6000.
- urethane prepolymer (A) having an average molecular weight By using the urethane prepolymer (A) having an average molecular weight, a polyurethane hot melt composition capable of forming a skin layer having good mechanical strength and durability can be obtained. In addition, the mixing property of the urethane prepolymer (A) and other components such as the colorant (B) is improved, and the applicability of the polyurethane hot melt composition is improved.
- the number average molecular weight is a value measured by gel filtration chromatography (GPC) and calculated in terms of polystyrene.
- the melt viscosity at 125 ° C of the urethane prepolymer (A) measured using a cone plate viscometer is preferably in the range of 100 mPa's to 30000 mPa's. 10 OOmPa ⁇ s More preferably within the range of ⁇ 10000mPa ⁇ s! /.
- the urethane prepolymer (A) having a melt viscosity within the above range the production work of the polyurethane hot melt composition and the work stability when the composition is applied onto the base material layer are improved.
- the polyurethane hot melt composition obtained by using the urethane prepolymer (A) having a melt viscosity within the above range forms a skin layer with good adhesive strength that does not penetrate too much into the base material layer. can do.
- the isocyanate group-containing urethane prepolymer used in the production of the urethane prepolymer (A) is, for example, a polyol (al) containing polytetramethylene glycol at 40% by mass or more and a polyisocyanate (a2 ) In a condition where the amount of isocyanate groups of the polyisocyanate (a2) is excessive with respect to the amount of hydroxyl groups of the polyol (al).
- the polyol (al) used for the production of the isocyanate group-containing urethane prepolymer must contain 40% by mass or more of polytetramethylene glycol with respect to the total amount of the polyol (al).
- polytetramethylene glycol in the above range, a leather-like sheet having a skin layer having excellent bending resistance and a soft texture can be obtained even under a low temperature force and normal temperature environment.
- the polytetramethylene glycol is more preferably 60% by mass or more based on the total amount of the polyol (al). Further, the upper limit of the content of the polytetramethylene glycol may be 100% by mass, for example, 90% by mass or less, further 80% by mass or less, and may be used in combination with other polyols described later. Skin layer machine molded It is preferable for improving strength, adhesiveness and the like.
- the number average molecular weight of the polytetramethylene glycol is preferably in the range of 500 to 5000, more preferably in the range of 1000 to 3000.
- the polyol (al) includes, in addition to the polytetramethylene glycol, a polyester polyol (a3) obtained by reacting an alkylene oxide adduct of bisphenol A with a polycarboxylic acid. It is preferable for forming a skin layer having a soft texture.
- the polyester polyol (a3) the compatibility between the polyols can be improved, the physical properties of the skin layer can be made uniform and good, and the adhesion between the skin layer and the base material layer can be improved. Become.
- the content of the polyester polyol (a3) in the polyol (al) is preferably in the range of 10 mass% to 60 mass%. If the content of the polyester polyol (a3) is within this range, the effect of improving the physical properties of the skin layer and the adhesion between the skin layer and the base material layer can be obtained better.
- alkylene oxide that can be used in the production of the polyester polyol (a3), ethylene oxide, propylene oxide, styrene oxide, and the like are preferable because they can impart excellent flexibility to the skin layer of the leather-like sheet.
- Propylene oxide is particularly preferable.
- the polycarboxylic acid that can be used in the production of the polyester polyol (a3) is an aliphatic polyaromatic acid and an aromatic polycarboxylic acid in that compatibility with other polyols can be improved.
- the combined use of sebacic acid and isophthalic acid is preferred.
- polystetramethylene glycol examples include, for example, polyether polyols other than polytetramethylene glycol, polyester polyols other than polyester polyol (a3), polycarbonate polyols, acrylic polyols, and polyolefins. Polyols, castor oil polyols, silicon-modified polyols, or mixtures thereof can be used. Above all, surface tack can be suppressed, From the viewpoint of forming a skin layer in which the occurrence of fuzz is suppressed, it is preferable to use a polyester polyol in combination.
- polyalkylene glycol is preferably used as the polyether polyol.
- the polyalkylene glycol other than polytetramethylene glycol include polypropylene glycol and the like, and one kind selected from ethylene oxide, propylene oxide, butylene oxide, and styrene oxide using various low molecular weight polyols as initiators.
- a polymer obtained by ring-opening polymerization of two or more kinds can be used.
- a polymer obtained by ring-opening addition of ⁇ -butyrolatatone or ⁇ -force prolatatone to polyether polyol can also be used.
- polyester polyol polyester polyols obtained by condensing various known low molecular weight polyols and polycarboxylic acids can be used.
- mechanical properties such as abrasion resistance and blocking resistance of the skin layer can be improved.
- Examples of the low molecular weight polyol include ethylene glycol, 1,2 propylene glycol, 1,3-propylene glycol, 1,3-butanediol, 1,4 butanediol, 2,2-dimethyl-1,3.
- N-1,4-diol and cyclohexane 1,4-dimethanol can be used.
- adducts obtained by adding various alkylene oxides to bisphenol can also be used.
- polycarboxylic acid examples include succinic acid, maleic acid, adipic acid, daltaric acid, pimelic acid, suberic acid, azelaic acid, sebacic acid, dodecanedicarboxylic acid, phthalic acid, isophthalic acid, terephthalic acid, One or more selected from oxahydroisophthalic acid can be used. Further, a polymer obtained by ring-opening polymerization of ⁇ -petit-mouthed ratataton, ⁇ -force prolatatone, etc. using a low molecular weight polyol as an initiator can also be used.
- polyester obtained by reacting adipic acid with 1,6xandiol from the viewpoint of forming a skin layer in which surface tack can be suppressed and generation of fuzz is suppressed. It is preferable to use a polyol in combination with the polytetramethylene glycol or the like.
- polycarbonate polyol examples include poly (alkylene carbonate) diol obtained by a condensation reaction of a low molecular weight polyol and one or more selected from diaryl carbonate, dialkyl carbonate, alkylene carbonate, and the like. Can be used.
- the low molecular weight polyol the low molecular weight polyol as described above can be preferably used.
- Examples of the polyol having a dry-bulb softening point in a range of 20 ° C to 130 ° C include, for example, a low molecular weight polyol having an even number of carbon atoms in the low molecular weight polyol, and the above-mentioned Polyester polyols obtained by polycondensation with polycarboxylic acids having an even number of carbon atoms among polycarboxylic acids, polycarbonate polyols obtained by using the above low molecular weight polyols having an even number of carbon atoms as starting materials, etc. Can be used.
- Examples of the polyisocyanate (a2) include phenylene diisocyanate, toluene, and the like.
- Aromatic diisocyanates such as aromatic diisocyanates, hexamethylene diisocyanates, lysine diisocyanates, cyclohexane diisocyanates, isophorone diisocyanates, dicyclohexylenomethane diisocyanates, tetramethylxylylene diisocyanates, etc.
- polymeric diphenylmethane diisocyanate such as alicyclic diisocyanate, dimer and trimer of 4,4′-diphenylmethane diisocyanate, and the like can be used. It is particularly preferable to use xylylene diisocyanate, considering the light discoloration resistance and moisture-curing properties of the formed skin layer.
- the hydroxyl group-containing (meth) acrylate which is reacted with the isocyanate group-containing urethane prepolymer has one or more hydroxyl groups in the molecule.
- molecular from the viewpoint of avoiding an excessive increase in the molecular weight of the urethane prepolymer (A), for example, molecular It is more preferable to use a hydroxyl group-containing acrylate which preferably uses a (meth) acrylate having only one hydroxyl group therein.
- 2-hydroxyethyl (meth) acrylate and 2-hydroxypropyl (meta) Use of acrylate, 3-hydroxypropyl (meth) acrylate, 2-hydroxy-3-phenoxypropyl (meth) acrylate, pentaerythritol triacrylate, etc. S Preferred, excellent curing by UV irradiation It is particularly preferable to use 2-hydroxyethyl acrylate because it exhibits the properties.
- the urethane prepolymer (A) used in the present invention is a force that can be produced by a known and conventional method, for example, a first step of producing an isocyanate group-containing urethane prepolymer, and the isocyanate group-containing urethane prepolymer. And the second step of reacting the hydroxyl group-containing (meth) acrylate.
- the first step for example, after the polyol (al) from which moisture has been removed is dropped or collectively supplied to the polyisocyanate (a2) in the reaction vessel, they are heated and the polyol is heated.
- This is a step for producing an isocyanate group-containing urethane prepolymer by reacting until the hydroxyl group of al (al) is substantially eliminated.
- the isocyanate group-containing urethane prepolymer is produced by, for example, charging a preheated polyol (al) and polyisocyanate Ha2) into an extruder at a predetermined ratio and performing the so-called continuous extrusion reaction method.
- the equivalent ratio [NCO / OH] is more preferably 1.5 to 4.0, and particularly preferably 2.0 to 4.0.
- the above isocyanate group-containing urethane prepolymer may be produced in an organic solvent with a force S that can be usually obtained without a solvent.
- a force S that can be usually obtained without a solvent.
- organic solvent ethyl acetate, n-acetate that does not inhibit the reaction between the polyol (al) and polyisocyanate (a2).
- Organic solvents such as butyl, methyl ethyl ketone, and toluene can be used.
- a urethane catalyst can be used as necessary.
- the urethanization catalyst can be appropriately used at any stage of the above reaction process.
- Examples of the urethanization catalyst include nitrogen-containing compounds such as triethylamine, triethylenediamine and N-methylmorpholine; potassium acetate, zinc stearate, stannous octylate, di-n-butyltin diacetate, Di-N-butyltin dilaurate, 1,8-Diazabicyclo (5, 4, 0) undecene-7 (DBU), DBU—p-toluenesulfonate, D BU—formate, DBU—octylate, DBU -Use phenol salt, amine catalyst, morpholine catalyst, bismuth nitrate, tin chloride and iron chloride, dibutyltin dilaurate, etc.
- nitrogen-containing compounds such as triethylamine, triethylenediamine and N-methylmorpholine
- the second step is a step of reacting the isocyanate group-containing urethane prepolymer obtained in the first step with a hydroxyl group-containing (meth) acrylate.
- the isocyanate group-containing urethane prepolymer in the reaction vessel and the hydroxyl group-containing (meth) acrylate are mixed under heating, and the number of isocyanate groups contained in the isocyanate group-containing urethane prepolymer is adjusted. 5% to 50% is reacted with a hydroxyl group in the hydroxyl group-containing (meth) acrylate.
- the force S can be used to produce the urethane prepolymer (A) that can be used in the present invention.
- the isocyanate group content in the urethane prepolymer (A) is determined by the urethane prepolymer.
- a polyurethane hot melt composition containing a urethane prepolymer (A) having an isocyanate group within such a range can form a skin layer with a soft hand feeling and excellent mechanical strength.
- the colorant (B) is used for the purpose of imparting a desired color to the skin layer of the leather-like sheet.
- the content of the colorant (B) is 5 masses per 100 mass parts of the urethane prepolymer (A). It is preferably used within the range of from 40 parts by weight to 40 parts by weight and within the range of from 10 parts by weight to 30 parts by weight.
- the colorant (B) includes, for example, a pigment, a vehicle (so-called color developing agent) for imparting fluidity, transferability, drying property, adhesion, and dry film properties to the colorant, and necessary. Depending on the case, those containing known additives can be used.
- the colorant (B) contains at least a polyol as a vehicle.
- the number average molecular weight of the polyol is preferably in the range of 1000-20000.
- the polyol used as the vehicle is not particularly limited.
- polyester polyol, polyether polyol such as polyalkylene glycol, polycarbonate polyol, acrylic polyol, polyolefin polyol, castor polyol Urethane-modified polyol, silicon-modified polyol and the like can be used.
- the urethane-modified polyol is typically a urethane bond-containing polyol in which a part of the hydroxyl group of the polyol is modified with an isocyanate compound.
- polyalkylene glycol and urethane-modified polyol are particularly preferably used.
- polyalkylene glycols having a number average molecular weight in the range of 1000 to 20000 are more preferable because a leather-like sheet having particularly good flexibility and texture at operating temperatures from low temperature to normal temperature can be obtained.
- polyalkylene glycol examples include, for example, polypropylene glycol, polytetramethylene glycol, and the like, as well as a polyol as described above as a low molecular weight polyol, and ethylene oxide, propylene oxide, butylene. Selected from alkylene oxide such as oxide, styrene oxide, etc.
- One or more polyols obtained by ring-opening polymerization or, in the above polyol gamma - Petit port Rataton, can be used polymer or the like with the addition opening, etc. £ per force Purorataton.
- Polypropylene glycol and polytetramethylene glycol are particularly preferred because they have good wettability with the pigment and can impart a good texture and excellent durability to the leather-like sheet.
- the colorant ( ⁇ ) may contain a pigment.
- pigments include titanium oxide, zinc oxide, zinc white, carbon black, ferric oxide, and chromium.
- Inorganic pigments such as lead acid (molybdate orange), yellow lead, yellow iron oxide, ocher, ultramarine, cobalt green, azo, naphthol, pyrazolone, anthraquinone, perelin, quinacridone, Organic pigments such as disazo, isoindolinone, benzimidazole, phthalocyanine, and quinophthalone can be used.
- the pigments can be used alone or in combination of two or more.
- extender pigments such as calcium bicarbonate, clay, silica, kaolin, talc, precipitated barium sulfate, barium carbonate, white carbon, and diatomaceous earth may be used in combination.
- the surface of the pigment may be subjected to a chemical surface treatment with, for example, a silane coupling agent for the purpose of improving wettability and adhesion to the vehicle.
- additives such as known pigment dispersants and color separation inhibitors may be added! /.
- the colorant ( ⁇ ) can be produced by the ability S to be produced by uniformly kneading the above-described vehicle, pigment, and, if necessary, an additive.
- a dispersing machine such as a high-speed impeller-dispersing machine or a high-speed stone mill.
- the polyfunctional (meth) acrylate (C) is an essential component of the polyurethane hot melt composition used in the present invention. Since the polyfunctional (meth) acrylate (C) contributes to the formation of a crosslinked structure by a double bond in the molecule, the curing rate and the crosslinking density after curing of the polyurethane hot melt composition are further increased. As a result, good durability and fluff resistance can be imparted to the skin layer of the leather-like sheet.
- the “polyfunctional” means having two or more polymerizable double bonds, and preferably 2 to 4.
- the content of the polyfunctional (meth) acrylate (C) must be in the range of 5 to 50 parts by mass with respect to 100 parts by mass of the urethane prepolymer (A). Preferably it is in the range of 30 parts by weight to 30 parts by weight.
- Examples of the polyfunctional (meth) acrylate (C) include polyethylene glycol di (meth) acrylate, tripropylene glycol di (meth) acrylate, neopentyl glycol hydroxypivalate di (meth) acrylate.
- alkylene oxide adduct an ethylene oxide adduct, a propylene oxide adduct, and the like can be used.
- polyfunctional (meth) acrylate (C) from the viewpoint of imparting excellent curability by ultraviolet irradiation, trimethylolpropane tritalylate, pentaerythritol tritalylate, and their ethylene oxides are used. It is preferable to use one or more selected from adducts and propylene oxide adducts.
- the photopolymerization initiator (D) used in the present invention functions as an initiator for the crosslinking reaction of the polymerizable unsaturated double bond of the urethane prepolymer (A).
- the content of the photopolymerization initiator (D) must be in the range of 0.5 to 5 parts by mass with respect to 100 parts by mass of the urethane prepolymer (A). The range of from 3 to 3 parts by mass is preferred.
- photopolymerization initiator (D) for example, alkylphenone series such as benzophenone, camphorquinone series, acylphosphine oxide series, titanocene series and other conventionally known photopolymerization initiators are preferably used. it can.
- Examples of commercially available products include, for example, Quantacure (manufactured by International 'Bio-Synthetics'), Kayacure MBP (manufactured by Nippon Kayaku Co., Ltd.), Esacure BO (Fratelli Lamberti), Trigonal 14 (Akuzo), Irgacure (registered trademark), Darocure (registered trademark) ), Speedcure (registered trademark) (manufactured by Ciba Geigy Co., Ltd.), a mixture of Darocure (registered trademark) 1173 and Fi-4 (manufactured by Eastman), etc. And force S. Among them, it is preferable to use Irgacure 819, which can impart excellent curability by ultraviolet irradiation.
- the polyurethane hot melt composition used in the present invention includes, for example, a urethanization catalyst, a silane coupling agent, a filler, a thixotropic agent, and a tackifier.
- thermoplastic resin thermosetting resin, dye, conductivity imparting agent, antistatic agent, moisture permeability improver, water repellent Agent, oil repellent, hollow foam, crystal water-containing compound, flame retardant, water absorbing agent, moisture absorbent, deodorant, foam stabilizer, antifoaming agent, antifungal agent, antiseptic, algaeproofing agent, pigment dispersant, Inert gas, blocking inhibitor, and hydrolysis inhibitor can be used in combination.
- the polyurethane hot melt composition has an organic water-soluble composition for the purpose of improving water absorption and promoting moisture curing. Compounds and / or inorganic water-soluble compounds can be used.
- urethanization catalyst examples include stannous octylate, di-n-butyltin diacetate, di-n-butyltin dilaurate, 1,8 diazabicyclo (5, 4, 0) undecene — 7 (DBU), DBU — P
- DBU 1,8 diazabicyclo (5, 4, 0) undecene — 7
- DBU — P One or two selected from toluene sulfonate, DBU formate, DBU-octylate, DBU phenol salt, amine catalyst, morpholine catalyst, urethanization catalyst such as bismuth nitrate, tin chloride and iron chloride More than seeds can be used
- the silane coupling agent for example, I - glycidoxypropyltrimethoxysilane silane-, I over-glycidoxy propyl Honoré methylol Honoré jet silane, beta i (3, 4 epoxy cyclo-mercaptopropionic building trimethoxysilane Silane, butyltrimethoxysilane, black-and- white probitrimethoxysilane, and the like can be used.
- filler for example, calcium carbonate, aluminum hydroxide, barium sulfate, kaolin, tanorek, carbon black, anolemina, magnesium oxide, inorganic balloon, organic balloon, lithia tourmaline, activated carbon and the like can be used. it can.
- thixotropic agent for example, surface-treated calcium carbonate, fine powder silica, bentonite, zeolite or the like can be used.
- the method for producing the polyurethane hot melt composition is not particularly limited! /, For example, a urethane prepolymer ( ⁇ ⁇ ) previously produced by the method described above, a colorant ( ⁇ ), Examples thereof include a method in which the functional (meth) acrylate (C) and the photopolymerization initiator (D) are mixed at a predetermined ratio.
- the urethane prepolymer ( ⁇ ) and the colorant ( ⁇ ) are mixed in a heated and melted state, and then the mixture, the polyfunctional (meth) acrylate (C), and a photopolymerization initiator are mixed.
- a method of further mixing (D) with is mentioned.
- Examples of the mixing method include a method using a static mixer such as a batch type stirrer or a static mixer, or a mixing device such as a rotor stator type. Above all, The preferred method is to use a two-component continuous mixing device that has a structure that can hold the urethane prepolymer (A) in a heated and melted state.
- the set temperature of the apparatus used for stirring and mixing such as the above-described two-component continuous mixing apparatus is usually set appropriately in consideration of the quality and productivity desired for the polyurethane hot melt composition. Is preferably maintained at a melting temperature of not less than the melting temperature of the urethane prepolymer (A) and not more than 30 ° C.
- the set temperature of the apparatus is within the above range, the above stirring and mixing can be performed uniformly, and the workability is excellent.
- the set temperature is within the above range, it is advantageous in that it is difficult to cause problems such as discoloration of the colorant (B) due to heat history.
- the urethane prepolymer (A) When the urethane prepolymer (A) is melted by heating, it is preferable to melt by heating in the temperature range of 50 ° C to 130 ° C in consideration of the increase in viscosity due to thermal history.
- the colorant (B) is preferably kept or heated in the temperature range of room temperature (especially 23 ° C.) to 100 ° C. to form a liquid (that is, in a flowable state), and subjected to stirring and mixing. . In this case, in order to obtain a uniform polyurethane hot melt composition, high-speed stirring and mixing are more preferable.
- the production of the urethane prepolymer (A) and the mixing of the colorant (B) are carried out at the same time, and then the mixture and , a method forces s mixing the polyfunctional (meth) Atari rate (C) and the photopolymerization initiator (D).
- the colorant (B) is previously added to the polyol (al) or the polyisocyanate.
- a mixture of one or both of the nate (a2) is used as a raw material.
- a fibrous substrate is typically used as the substrate constituting the substrate layer.
- the fibrous base material include base materials made of non-woven fabric, woven fabric, knitted fabric, natural leather, and the like.
- polyurethane resin that is either solvent-based, water-based, emulsion-based, or solvent-free Substrates made by impregnating the above nonwoven fabric, woven fabric, knitted fabric, etc. with one or more resins such as fat, acrylic resin, butadiene resin (SBR, NBR, MBR) can also be used.
- a base material made of an ultra-fine fiber nonwoven fabric impregnated with a polyurethane resin is preferable in that a leather-like sheet having a more soft texture! / And more excellent durability can be obtained.
- the base material layer may be one layer or two or more layers.
- a plurality of base material layers are adhered to the whole surface or in the form of dots using an adhesive selected from, for example, solvent-based, water-based, emulsion-based, solvent-free, and hot-melt systems. It is possible to use an adhesive bonded by applying an adhesive.
- the leather-like sheet of the present invention may have an intermediate layer between the base material layer and the skin layer for the purpose of imparting a soft texture.
- the material of the intermediate layer it is preferable to use, for example, a polyurethane resin, an acrylic resin, a butadiene-based resin (SBR, NBR, MBR) or the like.
- a polyurethane resin an acrylic resin, a butadiene-based resin (SBR, NBR, MBR) or the like.
- the intermediate layer is preferably a porous layer.
- the flexibility and texture of the leather-like sheet can be further improved.
- a preferable material for the porous layer for example, polyurethane resin, acrylic resin, butadiene resin (SBR, NBR, MBR), etc. can be used. It is preferable to use a polyurethane resin from the viewpoints of good adhesion to and a viewpoint of imparting good flexibility to the leather-like sheet.
- a preferred combination of the intermediate layer and the base material layer is a combination of a base material layer made of an ultrafine fiber nonwoven fabric impregnated with a polyurethane resin and an intermediate layer made of a porous layer made of a polyurethane resin. Can be mentioned.
- the leather-like sheet of the present invention is formed by laminating the skin layer directly on the base material layer or via the intermediate layer.
- the skin layer is laminated directly on the base material layer. The method for producing the leather-like sheet will be specifically described.
- a polyurethane hot-melt composition which is heated and melted in a range of preferably 50 ° C. to 130 ° C., more preferably 80 ° C. to 130 ° C., is released using a coating apparatus. sex After uniformly coating the base material on the base material, the base material is placed on the application surface and bonded together, and cooled at normal temperature to solidify the polyurethane hot melt composition. For example, as shown in FIG. A laminate is formed.
- FIG. 3 is a cross-sectional view showing a laminate produced in the production process of the leather-like sheet of the present invention. In the laminate 3 shown in FIG. 3, a polyurethane hot melt composition 34 and a releasable base material 31 are formed on a base material layer 11.
- the releasable substrate is peeled off from the laminate, and the polymerizable unsaturated double bond of the urethane prepolymer (A) is subjected to a radical reaction by ultraviolet irradiation or the like, and further curing proceeds.
- the polyurethane hot melt composition is cured by winding the laminated body, for example, on a roll and aging for a certain period of time.
- the leather-like sheet of the present invention in which the skin layer is laminated on the base material layer can be produced.
- a polyurethane hot melt composition heated and melted in the same manner as described above is applied onto a base material, a release substrate is placed on the application surface, bonded together, and cooled at room temperature, thereby cooling the polyurethane hot melt composition. Allow the composition to solidify.
- the releasable substrate is peeled and removed from the laminate, and the polymerizable unsaturated double bond of the urethane prepolymer (A) is subjected to a radical reaction by ultraviolet irradiation or the like, and further curing proceeds. .
- the polyurethane hot melt composition is cured by winding the laminated body, for example, on a roll, and aging for a certain period of time.
- the leather-like sheet of the present invention in which the skin layer is laminated on the base material layer can also be produced.
- a coating device capable of controlling the temperature in a range of approximately 60 ° C to approximately 170 ° C is used.
- a roll coater, a spray coater, a T-die coater, a knife coater, a comma coater, and the like are suitable.
- a method using a roll coater is preferred because the thickness of the skin layer can be controlled with higher accuracy.
- UV irradiation when producing a leather-like sheet should be performed at an irradiation dose of! ⁇ LOMrad from the viewpoint of sufficiently curing and suppressing damage to the base material layer and the like due to ultraviolet rays. 2-5Mrad is more preferable.
- the conditions for aging in the production of the leather-like sheet are as follows: environmental temperature 20 ° C to 40 ° C, relative humidity 50% to 80%, aging period;! To 5 days, More typically, a three-day condition is common.
- aging is generally performed in a state where the leather-like sheet is wound up with a roll or the like.
- moisture that is, water
- the polyurethane hot melt composition can be cured even after aging as described above, for example.
- Tackiness often remains on the surface of the skin layer.
- the polyurethane hot melt composition is sufficiently cured by a rapid crosslinking reaction due to the contribution of double bonds, so that tackiness is remarkably reduced and fluffing is suppressed.
- An epidermis layer is formed.
- the releasable base material that can be used in producing the leather-like sheet of the present invention is a base material made of a material having releasability with respect to the polyurethane hot melt composition, or at least. Any substrate can be used as long as it is subjected to a release treatment or a water repellent treatment on the contact surface with the polyurethane hot melt composition.
- the material of the base material itself is not particularly limited.
- the mold release treatment there is a method of forming a layer made of a substance having the smallest surface energy on the surface of the substrate.
- the releasable base material include release paper, release treatment cloth (that is, cloth subjected to release treatment), water-repellent treatment cloth, polyolefin sheet made of polyethylene resin or polypropylene resin, or the like.
- release treatment cloth that is, cloth subjected to release treatment
- water-repellent treatment cloth polyolefin sheet made of polyethylene resin or polypropylene resin, or the like.
- An olefin film, a sheet or film made of a fluororesin, a plastic film with a release paper, and the like can be used.
- plastic film with release paper examples include, for example, polyurethane resin with release paper.
- a fat film can be used.
- the polyurethane resin examples include solvent-based, water-based, emulsion-based, and solvent-free polyurethane resins.
- a releasable substrate having a concavo-convex pattern corresponding to the concavo-convex pattern to be formed is used. It is preferable.
- an embossing treatment in particular a heat embossing treatment, is performed on the skin layer of the leather-like sheet directly or through a releasable base material using an engraved IJ (embossing) roll having an uneven pattern.
- An uneven pattern may be formed on the skin layer.
- the skin layer of the leather-like sheet of the present invention preferably has a thickness in the range of 30 111 to 800 111, more preferably 50 111 to 500 111.
- a leather-like sheet having a skin layer with a thickness in the above range is excellent in surface quality because it can prevent the uneven shape on the surface of the base material layer from impairing the soft texture and the like from appearing on the surface of the leather-like sheet.
- the 100% modulus of the epidermis is preferably in the range of 1.0 MPa to 8. OMPa, and more preferably in the range of 2. OMPa to 6. OMPa.
- Such a skin layer has good mechanical strength, and has excellent durability, flexibility and texture.
- the 100% modulus is JIS JIS after the 150 ⁇ m-thick film made of the above polyurethane hot melt composition was allowed to stand for 1 day at a temperature of 23 ° C and a relative humidity of 65%, followed by UV irradiation. It is a value measured by the method of K6772.
- a polyurethane resin or an acrylic resin selected from a solvent system, an aqueous system, an emulsion system, and a solventless system is used as a skin layer. It is possible to perform appropriate post-processing such as coating on the surface or buffing.
- Mn number average molecular weight
- melt viscosity (mPa's) of the urethane prepolymer was measured using a cone plate viscometer (ICI, measurement temperature 125 ° C.).
- the glass transition temperature (Tg) of a urethane prepolymer is a film obtained by applying urethane prepolymer to a thickness of 150 m and aging for 5 days in an environment at an ambient temperature of 23 ° C and a relative humidity of 65%. Based on the peak temperature (unit: ° C) of the loss tangent (tan ⁇ ) obtained using a dynamic viscoelasticity measuring device (Rheometric, frequency 1 ⁇ , heating rate 5 ° C / min)! / I decided.
- a urethane-impregnated nonwoven fabric is bonded to the coated surface. Aging was performed for 1 day, 2 days, and 3 days in an environment of 23 ° C and 65% relative humidity.
- UV irradiation a conveyor type UV irradiation device “CSOT-40” (high pressure water silver, manufactured by Nippon Batteries Co., Ltd.) was set so that each time it passes through the device, UV light of 145 mj / cm 2 was irradiated. Using a lamp, strength 120W / cm, conveyor speed 10m / min) was performed once to make a leather-like sheet.
- CSOT-40 high pressure water silver, manufactured by Nippon Batteries Co., Ltd.
- a urethane-impregnated nonwoven fabric is bonded to the coated surface.
- a layered product aged for 3 days in an environment of 23 ° C and 65% relative humidity, and a leather-like sheet obtained by irradiating the surface with ultraviolet rays in the same manner as the test method for "Surface Tackiness".
- the flexure meter manufactured by Toyo Seiki Co., Ltd.
- the appearance after being bent 100,000 times at a low temperature (10 ° C) was evaluated according to the following criteria.
- the ([HEA / NCO] X 100) of the urethane prepolymer (2) was determined by the following method. Excess dibutylamine was added to the urethane prepolymer (2) to react the isocyanate groups remaining in the urethane prepolymer (2) with dibutylamine. Next, the amount of dibutylamine remaining was determined by the back titration method using hydrochloric acid, and the amount of isocyanate group possessed by the uretan prepolymer (2) was calculated and calculated. The following method was also used for ([HEA / NCO] X 100) of urethane prepolymers (3) to (; 12) shown below.
- Urethane prepolymer (3) was obtained in the same manner as in Synthesis Example 2, except that the amount of hydroxyethyl acrylate was changed to 1.36 parts by mass.
- the urethane prepolymer (3) had ([HEA / NCO] X 100) of 20%.
- Urethane prepolymer (4) was obtained in the same manner as in Synthesis Example 2, except that the amount of hydroxyethyl acrylate was changed to 3.06 parts by mass. Urethane prepolymer (4) had ([HEA / NCO] X 100) of 45%.
- Adipic acid and 1,6-hexanediol were reacted to obtain a polyester polyol ( ⁇ ) having a number average molecular weight of 2000.
- a urethane prepolymer (8) was obtained in the same manner as in Synthesis Example 7, except that the amount of 2-hydroxyethyl acrylate was changed to 1.36 parts by mass.
- the urethane prepolymer (8) had a ([HEA / NCO] X 100) of 20%.
- a urethane prepolymer (10) was obtained in the same manner as in Synthesis Example 7, except that the amount of 2-hydroxyethyl acrylate was changed to 7.13 parts by mass.
- ([HEA / NCO] X 100) was 100%, and a part of unreacted 2-hydroxyethyl acrylate remained.
- the isocyanate group-containing urethane prepolymer was heated to 110 ° C., and 1.36 parts by mass of 2-hydroxyethyl acrylate and 0.01 part by mass of tin octylate were added and reacted to form a urethane prepolymer (11 )
- the ratio of the number of isocyanate groups reacted with the hydroxyl groups of 2-hydroxyethyl atylate ([HEA / NCO] X 100) to the total number of isocyanate groups in the urethane prepolymer (11) is 20% Met.
- a urethane prepolymer (12) was obtained in the same manner as in Synthesis Example 3, except that 15 parts by mass of xylylene diisocyanate was used in place of 4,4′-diphenylmethane diisocyanate.
- the ([HEA / NCO] X 100) of the urethane prepolymer (12) was 20%.
- a urethane prepolymer (14) was obtained by adding 1 to 47 parts by mass of 2-hydroxyl acetylate to 100 parts by mass of the isocyanate group-containing urethane prepolymer.
- the ratio of the number of isocyanate groups reacted with hydroxyl groups of 2-hydroxyethyl acrylate ([HEA / NCO] X 100) was 20% with respect to the total amount of isocyanate groups of the urethane prepolymer (14). It was.
- a polyurethane hot melt composition was produced by mixing a photopolymerization initiator (manufactured by Ciba Specialty Co., Ltd.).
- the polyurethane hot-melt composition is sheeted on a release paper (DE-123 (pore pattern), manufactured by Dai Nippon Printing Co., Ltd.) using a roll coater set at 120 ° C so as to have a thickness of 150 am.
- a release paper DE-123 (pore pattern), manufactured by Dai Nippon Printing Co., Ltd.
- the urethane-impregnated non-woven fabric was bonded with the coated surface tacky, cooled at room temperature, and the release paper was peeled off to obtain a laminate.
- the laminate was aged by further leaving it for 1, 2, and 3 days in an atmosphere of a temperature of 23 ° C and a relative humidity of 65%.
- a skin layer of the laminate after the aging each period, setting the ultraviolet irradiation apparatus conveyor type described as UV 145mj / cm 2 is irradiated on each pass through once the device "CSOT - 40" (Nippon Batteries Co., Ltd., high-pressure mercury lamp use, strength 120W / cm, comparison speed 10m / min) UV-irradiated by passing through once and a leather-like sheet with a white skin layer with pore pattern Got.
- the urethane-impregnated non-woven fabric has a thickness of 1.3 mm, in which polyurethane is impregnated and solidified on an entangled non-woven fabric composed of ultrafine fiber bundles having a single fiber fineness of 0.1 dtex.
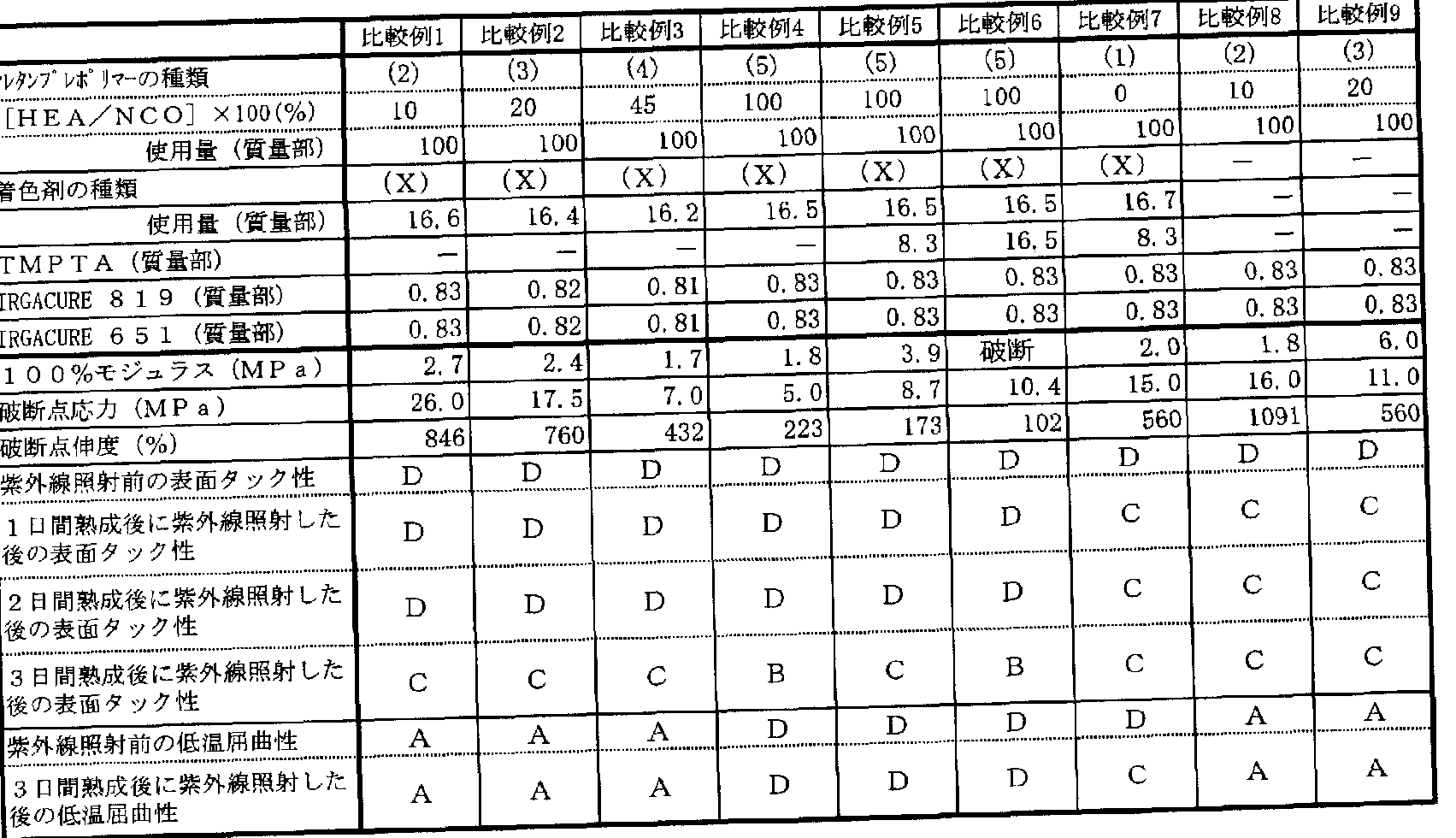
- Polyurethane hot melt compositions were produced in the same manner as in Example 1 except that the composition was changed as described in Tables 1 to 5 below. Next, the obtained polyurethane hot melt group 2356
- a leather-like sheet was produced in the same manner as in Example 1, except that the composition was used to form the skin layer of the leather-like sheet.
- ([HEAZNCO] X 100) is the isocyanate in which the hydroxyl groups of 2-hydroxyethyl acrylate react with the total number of isocyanate groups in the urethane prepolymer. Represents the ratio of the number of groups.
- Colorant (X) represents the colorant obtained in Synthesis Example 15.
- Colorant (Y) represents the colorant obtained in Synthesis Example 16.
- TMPTA is trimethylolpropane tritalate.
- ⁇ IRGACURE 819 ” is a photopolymerization initiator manufactured by Ciba Specialty.
- “riRGACURE 651” is a photopolymerization initiator manufactured by Ciba Specialty.
- the leather-like sheet of the present invention can be applied to a wide range of uses such as shoes, furniture, clothing, vehicles, bags, storage cases, and the like.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Dispersion Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Synthetic Leather, Interior Materials Or Flexible Sheet Materials (AREA)
- Polyurethanes Or Polyureas (AREA)
- Macromonomer-Based Addition Polymer (AREA)
Description



Claims
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/447,704 US7767293B2 (en) | 2006-12-01 | 2007-11-19 | Leather-like sheet |
| EP20070832086 EP2083116B1 (en) | 2006-12-01 | 2007-11-19 | Leather-like sheet |
| CN2007800176083A CN101443513B (zh) | 2006-12-01 | 2007-11-19 | 皮革状片材 |
| JP2008513422A JP4168205B2 (ja) | 2006-12-01 | 2007-11-19 | 皮革様シート |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006325684 | 2006-12-01 | ||
| JP2006-325684 | 2006-12-01 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2008065920A1 true WO2008065920A1 (fr) | 2008-06-05 |
Family
ID=39467712
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2007/072356 WO2008065920A1 (fr) | 2006-12-01 | 2007-11-19 | Feuille de type cur |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7767293B2 (ja) |
| EP (1) | EP2083116B1 (ja) |
| JP (1) | JP4168205B2 (ja) |
| KR (1) | KR101005507B1 (ja) |
| CN (1) | CN101443513B (ja) |
| TW (1) | TWI346733B (ja) |
| WO (1) | WO2008065920A1 (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4329046B1 (ja) * | 2008-02-27 | 2009-09-09 | Dic株式会社 | 透湿フィルム、その製造方法及びそれを用いた積層体 |
| JP2010001409A (ja) * | 2008-06-20 | 2010-01-07 | Inoac Corp | 防水性シール材及びその製造方法 |
| WO2010073949A1 (ja) * | 2008-12-24 | 2010-07-01 | 株式会社クラレ | 皮革様シート及びその製造方法 |
| US20110262753A1 (en) * | 2008-10-06 | 2011-10-27 | Taishi Kawasaki | Laminated polyester film |
| JP2012197547A (ja) * | 2011-03-07 | 2012-10-18 | Achilles Corp | 合成皮革 |
| US8440308B2 (en) * | 2007-01-30 | 2013-05-14 | Asics Corporation | Method of manufacturing shoes and shoes |
| JP2014534352A (ja) * | 2011-09-21 | 2014-12-18 | ビーエーエスエフ ソシエタス・ヨーロピアBasf Se | 改善された屈曲耐久性を有する合成皮革 |
| JP6485726B1 (ja) * | 2017-09-25 | 2019-03-20 | Dic株式会社 | 合成皮革の製造方法 |
| WO2019058804A1 (ja) * | 2017-09-25 | 2019-03-28 | Dic株式会社 | 合成皮革の製造方法 |
| JP2019085656A (ja) * | 2017-11-01 | 2019-06-06 | Dic株式会社 | 合成皮革、及び、その製造方法 |
| WO2023199561A1 (ja) * | 2022-04-12 | 2023-10-19 | Dic株式会社 | ポリウレタン発泡シートの製造方法、及び、合成皮革の製造方法 |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101192746B1 (ko) | 2004-11-12 | 2012-10-18 | 엘지디스플레이 주식회사 | 폴리형 박막 트랜지스터 기판의 제조방법 |
| KR101066489B1 (ko) | 2004-11-12 | 2011-09-21 | 엘지디스플레이 주식회사 | 폴리형 박막 트랜지스터 기판 및 그 제조 방법 |
| EP2479199B1 (en) * | 2009-09-18 | 2017-07-19 | DIC Corporation | Polyether ester composition, polyurethane resin composition, and optical material using same |
| US10538010B2 (en) * | 2010-04-28 | 2020-01-21 | Aaron Duke Kicinski | Cutting die apparatus and method |
| CN102233682A (zh) * | 2010-05-06 | 2011-11-09 | 刘坤钟 | 合成皮及其表层薄膜制造方法 |
| KR101450604B1 (ko) | 2012-04-09 | 2014-10-23 | 한화첨단소재 주식회사 | 자동차 시트커버용 인조가죽 및 그 제조방법 |
| JP5925914B2 (ja) * | 2012-12-18 | 2016-05-25 | 共和レザー株式会社 | 積層シート及びその製造方法 |
| JP2016522838A (ja) | 2013-03-27 | 2016-08-04 | エルジー・ケム・リミテッド | 偏光子保護フィルム用樹脂組成物、偏光子保護フィルム、これを含む偏光板および偏光板の製造方法 |
| KR101274401B1 (ko) * | 2013-05-09 | 2013-06-18 | 이영애 | 자착식 피혁재 및 그 제조방법 |
| US20150028570A1 (en) * | 2013-07-24 | 2015-01-29 | Faurecia Interior System, Inc. | Airbag tear seams formed by irradiation |
| US10344469B2 (en) | 2013-11-08 | 2019-07-09 | Piotr Robert Tauferner | Reinforced water-resistant board with traffic coat |
| US9267285B2 (en) * | 2013-11-08 | 2016-02-23 | Piotr Robert Tauferner | Reinforced water-resistant board with traffic coat |
| JP6677540B2 (ja) * | 2016-03-15 | 2020-04-08 | セーレン株式会社 | 車両用複合表皮材 |
| CN108084697A (zh) * | 2017-12-01 | 2018-05-29 | 中燊璨环保科技有限公司 | 一种产生小粒径负氧离子的pvc面料及其制作方法 |
| DE102017129900A1 (de) * | 2017-12-14 | 2019-06-19 | Ewald Dörken Ag | Bauverbundfolie |
| EP3783063B1 (en) * | 2018-04-20 | 2023-08-09 | DIC Corporation | Resin composition and synthetic leather |
| CN112105775B (zh) * | 2018-05-09 | 2023-04-07 | 株式会社可乐丽 | 粒面皮革状片 |
| KR102614433B1 (ko) * | 2018-12-17 | 2023-12-15 | 디아이씨 가부시끼가이샤 | 합성 피혁 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05262808A (ja) * | 1991-08-05 | 1993-10-12 | Nippon Shokubai Co Ltd | 両末端に水酸基を有する重合体の製造方法、前記重合体を含む組成物とその用途、ならびに、前記組成物から誘導されるポリマーとその用途 |
| JP2005273131A (ja) | 2004-02-26 | 2005-10-06 | Dainippon Ink & Chem Inc | 皮革様シートの製造方法 |
| JP2005307133A (ja) | 2004-04-19 | 2005-11-04 | Hitachi Kasei Polymer Co Ltd | 樹脂組成物及びそれを用いる塗膜形成方法 |
| JP2006152142A (ja) | 2004-11-30 | 2006-06-15 | Dainippon Ink & Chem Inc | 反応性ホットメルト塗料組成物及び塗装木質基材 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0552376B1 (en) * | 1991-08-05 | 1999-01-13 | Nippon Shokubai Co., Ltd. | Production of polymer hydroxylated at both terminals, composition containing said polymer and its use, and polymer derived from said composition and its use |
| CN1242865A (zh) * | 1996-10-31 | 2000-01-26 | Dsm有限公司 | 可辐照固化的绝缘覆层组合物以及用这种覆层包覆的金属导体 |
| DE19937341A1 (de) | 1999-08-11 | 2001-02-22 | Henkel Kgaa | Klebstoff zur Herstellung gerundeter Buchrücken |
| DE19940313A1 (de) * | 1999-08-25 | 2001-03-01 | Basf Ag | Verfahren zur Herstellung kratzfester, witterungsstabiler Beschichtungen |
| DE10038941C2 (de) * | 2000-08-09 | 2002-08-14 | Skw Bauwerkstoffe Deutschland | Polyurethan-(Polymer-Hybrid-)Dispersion mit verringerter Hydrophilie, Verfahren zu ihrer Herstellung sowie deren Verwendung |
| DE10143630A1 (de) * | 2001-09-06 | 2003-03-27 | Bayer Ag | Strahlenhärtende Beschichtungsmittel |
| ITMI20012779A1 (it) * | 2001-12-21 | 2003-06-21 | Alcantara Spa | Procedimento per la preparazione di un materiale tessile composito e il materiale tessile composito cosi' ottenuto di elevata durabilita' e' |
| US20040152799A1 (en) * | 2003-01-31 | 2004-08-05 | Miller Christopher Wayne | Flexible radiation curable compositions |
| DE10315175A1 (de) * | 2003-04-03 | 2004-10-14 | Degussa Construction Chemicals Gmbh | Elektrosterisch stabilisierte wässrige Polyurethan-Harze, Verfahren zu ihrer Herstellung und deren Verwendung |
| KR101053168B1 (ko) | 2004-02-26 | 2011-08-01 | 디아이씨 가부시끼가이샤 | 피혁형 시트의 제조 방법 |
| JP4293441B2 (ja) * | 2004-05-14 | 2009-07-08 | 第一工業製薬株式会社 | 耐熱性人工・合成皮革用水系ポリウレタン樹脂組成物及びその製造方法並びに皮革様シート。 |
-
2007
- 2007-11-19 KR KR1020087020358A patent/KR101005507B1/ko active IP Right Grant
- 2007-11-19 JP JP2008513422A patent/JP4168205B2/ja active Active
- 2007-11-19 EP EP20070832086 patent/EP2083116B1/en active Active
- 2007-11-19 US US12/447,704 patent/US7767293B2/en active Active
- 2007-11-19 CN CN2007800176083A patent/CN101443513B/zh active Active
- 2007-11-19 WO PCT/JP2007/072356 patent/WO2008065920A1/ja active Application Filing
- 2007-11-29 TW TW096145334A patent/TWI346733B/zh active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05262808A (ja) * | 1991-08-05 | 1993-10-12 | Nippon Shokubai Co Ltd | 両末端に水酸基を有する重合体の製造方法、前記重合体を含む組成物とその用途、ならびに、前記組成物から誘導されるポリマーとその用途 |
| JP2005273131A (ja) | 2004-02-26 | 2005-10-06 | Dainippon Ink & Chem Inc | 皮革様シートの製造方法 |
| JP2005307133A (ja) | 2004-04-19 | 2005-11-04 | Hitachi Kasei Polymer Co Ltd | 樹脂組成物及びそれを用いる塗膜形成方法 |
| JP2006152142A (ja) | 2004-11-30 | 2006-06-15 | Dainippon Ink & Chem Inc | 反応性ホットメルト塗料組成物及び塗装木質基材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2083116A4 |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8440308B2 (en) * | 2007-01-30 | 2013-05-14 | Asics Corporation | Method of manufacturing shoes and shoes |
| JP4329046B1 (ja) * | 2008-02-27 | 2009-09-09 | Dic株式会社 | 透湿フィルム、その製造方法及びそれを用いた積層体 |
| US8277930B2 (en) * | 2008-02-27 | 2012-10-02 | Dic Corporation | Moisture-permeable film, production method of same and laminate using same |
| JP2010001409A (ja) * | 2008-06-20 | 2010-01-07 | Inoac Corp | 防水性シール材及びその製造方法 |
| US20110262753A1 (en) * | 2008-10-06 | 2011-10-27 | Taishi Kawasaki | Laminated polyester film |
| WO2010073949A1 (ja) * | 2008-12-24 | 2010-07-01 | 株式会社クラレ | 皮革様シート及びその製造方法 |
| JP2012197547A (ja) * | 2011-03-07 | 2012-10-18 | Achilles Corp | 合成皮革 |
| JP2014534352A (ja) * | 2011-09-21 | 2014-12-18 | ビーエーエスエフ ソシエタス・ヨーロピアBasf Se | 改善された屈曲耐久性を有する合成皮革 |
| JP6485726B1 (ja) * | 2017-09-25 | 2019-03-20 | Dic株式会社 | 合成皮革の製造方法 |
| WO2019058804A1 (ja) * | 2017-09-25 | 2019-03-28 | Dic株式会社 | 合成皮革の製造方法 |
| CN111108245A (zh) * | 2017-09-25 | 2020-05-05 | Dic株式会社 | 合成皮革的制造方法 |
| EP3666971A4 (en) * | 2017-09-25 | 2021-01-20 | DIC Corporation | ARTIFICIAL LEATHER MANUFACTURING PROCESS |
| CN111108245B (zh) * | 2017-09-25 | 2022-12-30 | Dic株式会社 | 合成皮革的制造方法 |
| US11634530B2 (en) | 2017-09-25 | 2023-04-25 | Dic Corporation | Method for manufacturing artificial leather |
| JP2019085656A (ja) * | 2017-11-01 | 2019-06-06 | Dic株式会社 | 合成皮革、及び、その製造方法 |
| JP7027813B2 (ja) | 2017-11-01 | 2022-03-02 | Dic株式会社 | 合成皮革、及び、その製造方法 |
| WO2023199561A1 (ja) * | 2022-04-12 | 2023-10-19 | Dic株式会社 | ポリウレタン発泡シートの製造方法、及び、合成皮革の製造方法 |
| JP7517622B2 (ja) | 2022-04-12 | 2024-07-17 | Dic株式会社 | ポリウレタン発泡シートの製造方法、及び、合成皮革の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101005507B1 (ko) | 2011-01-04 |
| JP4168205B2 (ja) | 2008-10-22 |
| TW200835824A (en) | 2008-09-01 |
| CN101443513A (zh) | 2009-05-27 |
| US7767293B2 (en) | 2010-08-03 |
| JPWO2008065920A1 (ja) | 2010-03-04 |
| EP2083116A1 (en) | 2009-07-29 |
| CN101443513B (zh) | 2011-08-24 |
| TWI346733B (en) | 2011-08-11 |
| EP2083116A4 (en) | 2012-09-05 |
| KR20080102374A (ko) | 2008-11-25 |
| EP2083116B1 (en) | 2013-06-12 |
| US20100068499A1 (en) | 2010-03-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4168205B2 (ja) | 皮革様シート | |
| JP5013233B2 (ja) | ウレタン樹脂組成物、コーティング剤、皮革様シートの表皮層形成用ウレタン樹脂組成物、並びに積層体及び皮革様シート | |
| TWI409283B (zh) | 透濕薄膜、其製造方法及使用其之積層體 | |
| EP1586442B1 (en) | Polyurethane foam sheet and process for producing layered sheet with the same | |
| WO2005083173A1 (ja) | 皮革様シートの製造方法 | |
| WO2008065921A1 (en) | Moisture-curable polyurethane hot melt adhesive and multilayer sheet using the same | |
| KR101529152B1 (ko) | 폴리우레탄 발포 시트의 제조방법 및 그것을 사용한 피혁 유사 시트형상물 | |
| JP5989518B2 (ja) | 2液型塗工剤および合成擬革 | |
| JP6850398B2 (ja) | ポリウレタンプレポリマー、接着剤、及び合成擬革 | |
| KR102077485B1 (ko) | 우레탄 수지 조성물, 코팅제 및 물품 | |
| JP6520301B2 (ja) | 硬化性組成物 | |
| CN111868195B (zh) | 粘接剂和合成皮革 | |
| KR20170115566A (ko) | 도료용 우레탄 수지 조성물 및 그 조성물을 사용한 촉감 도료 | |
| WO2009098841A1 (ja) | 繊維積層体用表層材形成性組成物、並びにそれを用いた合成皮革又は人工皮革及び合成皮革又は人工皮革の製造方法 | |
| JP5303846B2 (ja) | 湿気硬化型ホットメルト接着剤ならびにこれを用いた造作部材およびフラッシュパネル | |
| JP2011514195A (ja) | 吸収性衛生用品 | |
| KR100985513B1 (ko) | 엠보성형이 우수한 용액형 폴리우레탄 수지 조성물 및 그 제조방법 | |
| JP2003246830A (ja) | 耐久性に優れた無溶剤型湿気硬化性ホットメルトウレタン樹脂組成物、発泡体、及びそれを用いたシート構造体 | |
| JP2003306526A (ja) | 無溶剤型湿気硬化性ホットメルトウレタン樹脂組成物、発泡体及びそれを用いたシート構造体 | |
| JP2003064341A (ja) | 水性ハイブリッド結合組成物および方法 | |
| JP2003049147A (ja) | 合成皮革用無溶剤型湿気硬化性ホットメルトウレタン樹脂接着剤及びそれを用いた合成皮革構成体 | |
| WO2022191102A1 (ja) | 硬化性組成物及び合成皮革 | |
| JP4258135B2 (ja) | 発泡体、及びそれを用いた発泡シート構造体 | |
| JP5113782B2 (ja) | 合成擬革、その製造方法、プレポリマーおよび接着剤組成物 | |
| CN109312040B (zh) | 聚氨酯发泡片、其制造方法及层叠体的制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2008513422 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 07832086 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020087020358 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 200780017608.3 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2007832086 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12447704 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |