KR20140145202A - 동적으로 가황된 폴리아릴렌 설파이드 조성물 - Google Patents
동적으로 가황된 폴리아릴렌 설파이드 조성물 Download PDFInfo
- Publication number
- KR20140145202A KR20140145202A KR1020147031780A KR20147031780A KR20140145202A KR 20140145202 A KR20140145202 A KR 20140145202A KR 1020147031780 A KR1020147031780 A KR 1020147031780A KR 20147031780 A KR20147031780 A KR 20147031780A KR 20140145202 A KR20140145202 A KR 20140145202A
- Authority
- KR
- South Korea
- Prior art keywords
- polyarylene sulfide
- composition
- temperature
- sample
- impact modifier
- Prior art date
Links
- 229920000412 polyarylene Polymers 0.000 title claims abstract description 390
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 title claims abstract description 376
- 239000000203 mixture Substances 0.000 title claims abstract description 369
- 239000004609 Impact Modifier Substances 0.000 claims abstract description 113
- 238000000034 method Methods 0.000 claims abstract description 70
- 239000000835 fiber Substances 0.000 claims abstract description 69
- 239000003431 cross linking reagent Substances 0.000 claims abstract description 68
- 239000010410 layer Substances 0.000 claims description 162
- 238000012360 testing method Methods 0.000 claims description 89
- 239000000446 fuel Substances 0.000 claims description 68
- 239000012530 fluid Substances 0.000 claims description 56
- -1 polypropylene Polymers 0.000 claims description 36
- 239000000945 filler Substances 0.000 claims description 30
- 125000000524 functional group Chemical group 0.000 claims description 25
- 238000004519 manufacturing process Methods 0.000 claims description 24
- 238000010128 melt processing Methods 0.000 claims description 22
- 239000002356 single layer Substances 0.000 claims description 19
- 239000000243 solution Substances 0.000 claims description 19
- 239000000314 lubricant Substances 0.000 claims description 18
- 238000002156 mixing Methods 0.000 claims description 17
- 239000002253 acid Substances 0.000 claims description 16
- 239000000654 additive Substances 0.000 claims description 16
- 239000004593 Epoxy Substances 0.000 claims description 11
- 150000002367 halogens Chemical class 0.000 claims description 11
- 229910052736 halogen Inorganic materials 0.000 claims description 10
- 239000007924 injection Substances 0.000 claims description 10
- 238000002347 injection Methods 0.000 claims description 10
- 239000003086 colorant Substances 0.000 claims description 9
- 239000012963 UV stabilizer Substances 0.000 claims description 8
- 238000003860 storage Methods 0.000 claims description 6
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical group O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 claims description 5
- 230000008859 change Effects 0.000 claims description 4
- 230000006835 compression Effects 0.000 claims description 3
- 238000007906 compression Methods 0.000 claims description 3
- 239000004014 plasticizer Substances 0.000 claims description 3
- 238000010998 test method Methods 0.000 claims description 3
- 239000004743 Polypropylene Substances 0.000 claims description 2
- 230000000996 additive effect Effects 0.000 claims description 2
- 239000012760 heat stabilizer Substances 0.000 claims description 2
- 229920001155 polypropylene Polymers 0.000 claims description 2
- 239000007795 chemical reaction product Substances 0.000 claims 2
- 239000003017 thermal stabilizer Substances 0.000 claims 1
- 229920000642 polymer Polymers 0.000 abstract description 43
- 230000000704 physical effect Effects 0.000 abstract description 18
- 238000004073 vulcanization Methods 0.000 abstract description 3
- 230000001747 exhibiting effect Effects 0.000 abstract 1
- 239000000463 material Substances 0.000 description 65
- 239000007789 gas Substances 0.000 description 33
- 239000000178 monomer Substances 0.000 description 33
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 30
- 230000035882 stress Effects 0.000 description 29
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 27
- 230000008569 process Effects 0.000 description 26
- 230000015572 biosynthetic process Effects 0.000 description 24
- 150000001875 compounds Chemical class 0.000 description 24
- 239000000155 melt Substances 0.000 description 24
- 230000004888 barrier function Effects 0.000 description 21
- 239000003570 air Substances 0.000 description 19
- 238000001125 extrusion Methods 0.000 description 19
- 230000035515 penetration Effects 0.000 description 18
- 239000000047 product Substances 0.000 description 18
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 17
- 239000004202 carbamide Substances 0.000 description 17
- 238000006116 polymerization reaction Methods 0.000 description 17
- 238000000071 blow moulding Methods 0.000 description 16
- 238000013461 design Methods 0.000 description 14
- 150000001412 amines Chemical class 0.000 description 13
- 125000004432 carbon atom Chemical group C* 0.000 description 13
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 12
- 229920001577 copolymer Polymers 0.000 description 12
- 229930195733 hydrocarbon Natural products 0.000 description 12
- 238000000465 moulding Methods 0.000 description 12
- 239000000049 pigment Substances 0.000 description 12
- 238000010521 absorption reaction Methods 0.000 description 11
- 150000002430 hydrocarbons Chemical class 0.000 description 11
- 239000007788 liquid Substances 0.000 description 11
- 229910052751 metal Inorganic materials 0.000 description 11
- 239000002184 metal Substances 0.000 description 11
- 150000003839 salts Chemical class 0.000 description 11
- 150000003568 thioethers Chemical class 0.000 description 11
- 239000004734 Polyphenylene sulfide Substances 0.000 description 10
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 10
- 238000005299 abrasion Methods 0.000 description 10
- 238000006243 chemical reaction Methods 0.000 description 10
- 239000003921 oil Substances 0.000 description 10
- 229920000069 polyphenylene sulfide Polymers 0.000 description 10
- 229920005989 resin Polymers 0.000 description 10
- 239000011347 resin Substances 0.000 description 10
- 230000004580 weight loss Effects 0.000 description 10
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 9
- 239000005977 Ethylene Substances 0.000 description 9
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 9
- 229910052977 alkali metal sulfide Inorganic materials 0.000 description 9
- 229920001971 elastomer Polymers 0.000 description 9
- 239000011159 matrix material Substances 0.000 description 9
- 239000000126 substance Substances 0.000 description 9
- 229920001897 terpolymer Polymers 0.000 description 9
- 239000004215 Carbon black (E152) Substances 0.000 description 8
- 239000004952 Polyamide Substances 0.000 description 8
- 229910052782 aluminium Inorganic materials 0.000 description 8
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 8
- VOZRXNHHFUQHIL-UHFFFAOYSA-N glycidyl methacrylate Chemical compound CC(=C)C(=O)OCC1CO1 VOZRXNHHFUQHIL-UHFFFAOYSA-N 0.000 description 8
- 229920002647 polyamide Polymers 0.000 description 8
- BWGNESOTFCXPMA-UHFFFAOYSA-N Dihydrogen disulfide Chemical compound SS BWGNESOTFCXPMA-UHFFFAOYSA-N 0.000 description 7
- 230000000052 comparative effect Effects 0.000 description 7
- 239000012765 fibrous filler Substances 0.000 description 7
- 239000002828 fuel tank Substances 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- 229920005604 random copolymer Polymers 0.000 description 7
- 229920002725 thermoplastic elastomer Polymers 0.000 description 7
- 229910000859 α-Fe Inorganic materials 0.000 description 7
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 6
- 229920013633 Fortron Polymers 0.000 description 6
- 239000004738 Fortron® Substances 0.000 description 6
- 238000003776 cleavage reaction Methods 0.000 description 6
- 239000002131 composite material Substances 0.000 description 6
- 239000000986 disperse dye Substances 0.000 description 6
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 6
- 230000005484 gravity Effects 0.000 description 6
- 238000002844 melting Methods 0.000 description 6
- 230000008018 melting Effects 0.000 description 6
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 6
- JIAARYAFYJHUJI-UHFFFAOYSA-L zinc dichloride Chemical compound [Cl-].[Cl-].[Zn+2] JIAARYAFYJHUJI-UHFFFAOYSA-L 0.000 description 6
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 5
- 229920000459 Nitrile rubber Polymers 0.000 description 5
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 5
- 239000004917 carbon fiber Substances 0.000 description 5
- 238000009826 distribution Methods 0.000 description 5
- 239000000975 dye Substances 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 230000006870 function Effects 0.000 description 5
- 125000005395 methacrylic acid group Chemical group 0.000 description 5
- 230000035699 permeability Effects 0.000 description 5
- 125000001436 propyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])[H] 0.000 description 5
- 239000005060 rubber Substances 0.000 description 5
- 230000007017 scission Effects 0.000 description 5
- 239000002904 solvent Substances 0.000 description 5
- RFFLAFLAYFXFSW-UHFFFAOYSA-N 1,2-dichlorobenzene Chemical compound ClC1=CC=CC=C1Cl RFFLAFLAYFXFSW-UHFFFAOYSA-N 0.000 description 4
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 4
- 229920000049 Carbon (fiber) Polymers 0.000 description 4
- 229910000975 Carbon steel Inorganic materials 0.000 description 4
- 239000004971 Cross linker Substances 0.000 description 4
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 4
- QIGBRXMKCJKVMJ-UHFFFAOYSA-N Hydroquinone Chemical compound OC1=CC=C(O)C=C1 QIGBRXMKCJKVMJ-UHFFFAOYSA-N 0.000 description 4
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 4
- BAPJBEWLBFYGME-UHFFFAOYSA-N Methyl acrylate Chemical compound COC(=O)C=C BAPJBEWLBFYGME-UHFFFAOYSA-N 0.000 description 4
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 4
- 239000004721 Polyphenylene oxide Substances 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- 229910052783 alkali metal Inorganic materials 0.000 description 4
- 238000000137 annealing Methods 0.000 description 4
- 239000007864 aqueous solution Substances 0.000 description 4
- IOJUPLGTWVMSFF-UHFFFAOYSA-N benzothiazole Chemical compound C1=CC=C2SC=NC2=C1 IOJUPLGTWVMSFF-UHFFFAOYSA-N 0.000 description 4
- 239000010962 carbon steel Substances 0.000 description 4
- 150000003857 carboxamides Chemical class 0.000 description 4
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 4
- 230000008878 coupling Effects 0.000 description 4
- 238000010168 coupling process Methods 0.000 description 4
- 238000005859 coupling reaction Methods 0.000 description 4
- 239000000806 elastomer Substances 0.000 description 4
- 239000003063 flame retardant Substances 0.000 description 4
- 238000007667 floating Methods 0.000 description 4
- 238000007306 functionalization reaction Methods 0.000 description 4
- 239000003502 gasoline Substances 0.000 description 4
- 239000003365 glass fiber Substances 0.000 description 4
- 239000011810 insulating material Substances 0.000 description 4
- 238000012417 linear regression Methods 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 4
- 239000003208 petroleum Substances 0.000 description 4
- 229920000570 polyether Polymers 0.000 description 4
- 229920000098 polyolefin Polymers 0.000 description 4
- 239000004800 polyvinyl chloride Substances 0.000 description 4
- 229920000915 polyvinyl chloride Polymers 0.000 description 4
- 230000002035 prolonged effect Effects 0.000 description 4
- 239000010935 stainless steel Substances 0.000 description 4
- 229910001220 stainless steel Inorganic materials 0.000 description 4
- XFNJVJPLKCPIBV-UHFFFAOYSA-N trimethylenediamine Chemical compound NCCCN XFNJVJPLKCPIBV-UHFFFAOYSA-N 0.000 description 4
- 238000011144 upstream manufacturing Methods 0.000 description 4
- PBKONEOXTCPAFI-UHFFFAOYSA-N 1,2,4-trichlorobenzene Chemical compound ClC1=CC=C(Cl)C(Cl)=C1 PBKONEOXTCPAFI-UHFFFAOYSA-N 0.000 description 3
- ZPQOPVIELGIULI-UHFFFAOYSA-N 1,3-dichlorobenzene Chemical compound ClC1=CC=CC(Cl)=C1 ZPQOPVIELGIULI-UHFFFAOYSA-N 0.000 description 3
- OCJBOOLMMGQPQU-UHFFFAOYSA-N 1,4-dichlorobenzene Chemical compound ClC1=CC=C(Cl)C=C1 OCJBOOLMMGQPQU-UHFFFAOYSA-N 0.000 description 3
- HYZJCKYKOHLVJF-UHFFFAOYSA-N 1H-benzimidazole Chemical compound C1=CC=C2NC=NC2=C1 HYZJCKYKOHLVJF-UHFFFAOYSA-N 0.000 description 3
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 3
- UHOVQNZJYSORNB-UHFFFAOYSA-N Benzene Chemical compound C1=CC=CC=C1 UHOVQNZJYSORNB-UHFFFAOYSA-N 0.000 description 3
- JPVYNHNXODAKFH-UHFFFAOYSA-N Cu2+ Chemical compound [Cu+2] JPVYNHNXODAKFH-UHFFFAOYSA-N 0.000 description 3
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 3
- 125000003118 aryl group Chemical group 0.000 description 3
- 125000000732 arylene group Chemical group 0.000 description 3
- 230000000712 assembly Effects 0.000 description 3
- 238000000429 assembly Methods 0.000 description 3
- 238000007664 blowing Methods 0.000 description 3
- 230000015556 catabolic process Effects 0.000 description 3
- 239000000460 chlorine Substances 0.000 description 3
- 229910052801 chlorine Inorganic materials 0.000 description 3
- 239000011231 conductive filler Substances 0.000 description 3
- 229910001431 copper ion Inorganic materials 0.000 description 3
- 238000006731 degradation reaction Methods 0.000 description 3
- 230000006866 deterioration Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000006185 dispersion Substances 0.000 description 3
- 230000007613 environmental effect Effects 0.000 description 3
- 239000004744 fabric Substances 0.000 description 3
- 239000012634 fragment Substances 0.000 description 3
- 229920001903 high density polyethylene Polymers 0.000 description 3
- 239000004700 high-density polyethylene Substances 0.000 description 3
- 238000001746 injection moulding Methods 0.000 description 3
- 125000005647 linker group Chemical group 0.000 description 3
- 230000033001 locomotion Effects 0.000 description 3
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 3
- 238000003801 milling Methods 0.000 description 3
- 239000012764 mineral filler Substances 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 239000008188 pellet Substances 0.000 description 3
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- 238000002407 reforming Methods 0.000 description 3
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical compound OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 description 3
- 238000003756 stirring Methods 0.000 description 3
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 3
- 238000009423 ventilation Methods 0.000 description 3
- 239000011592 zinc chloride Substances 0.000 description 3
- 235000005074 zinc chloride Nutrition 0.000 description 3
- 239000004711 α-olefin Substances 0.000 description 3
- PXGZQGDTEZPERC-UHFFFAOYSA-N 1,4-cyclohexanedicarboxylic acid Chemical compound OC(=O)C1CCC(C(O)=O)CC1 PXGZQGDTEZPERC-UHFFFAOYSA-N 0.000 description 2
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 2
- ZGEGCLOFRBLKSE-UHFFFAOYSA-N 1-Heptene Chemical compound CCCCCC=C ZGEGCLOFRBLKSE-UHFFFAOYSA-N 0.000 description 2
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 2
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- RNLHGQLZWXBQNY-UHFFFAOYSA-N 3-(aminomethyl)-3,5,5-trimethylcyclohexan-1-amine Chemical compound CC1(C)CC(N)CC(C)(CN)C1 RNLHGQLZWXBQNY-UHFFFAOYSA-N 0.000 description 2
- YBRVSVVVWCFQMG-UHFFFAOYSA-N 4,4'-diaminodiphenylmethane Chemical class C1=CC(N)=CC=C1CC1=CC=C(N)C=C1 YBRVSVVVWCFQMG-UHFFFAOYSA-N 0.000 description 2
- GPAPPPVRLPGFEQ-UHFFFAOYSA-N 4,4'-dichlorodiphenyl sulfone Chemical compound C1=CC(Cl)=CC=C1S(=O)(=O)C1=CC=C(Cl)C=C1 GPAPPPVRLPGFEQ-UHFFFAOYSA-N 0.000 description 2
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 239000005711 Benzoic acid Substances 0.000 description 2
- LSNNMFCWUKXFEE-UHFFFAOYSA-M Bisulfite Chemical compound OS([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-M 0.000 description 2
- WKBOTKDWSSQWDR-UHFFFAOYSA-N Bromine atom Chemical compound [Br] WKBOTKDWSSQWDR-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 2
- 229920002943 EPDM rubber Polymers 0.000 description 2
- JIGUQPWFLRLWPJ-UHFFFAOYSA-N Ethyl acrylate Chemical compound CCOC(=O)C=C JIGUQPWFLRLWPJ-UHFFFAOYSA-N 0.000 description 2
- PIICEJLVQHRZGT-UHFFFAOYSA-N Ethylenediamine Chemical compound NCCN PIICEJLVQHRZGT-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 2
- NHTMVDHEPJAVLT-UHFFFAOYSA-N Isooctane Chemical compound CC(C)CC(C)(C)C NHTMVDHEPJAVLT-UHFFFAOYSA-N 0.000 description 2
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 2
- IMNFDUFMRHMDMM-UHFFFAOYSA-N N-Heptane Chemical compound CCCCCCC IMNFDUFMRHMDMM-UHFFFAOYSA-N 0.000 description 2
- 239000005062 Polybutadiene Substances 0.000 description 2
- 229920005830 Polyurethane Foam Polymers 0.000 description 2
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 2
- SMWDFEZZVXVKRB-UHFFFAOYSA-N Quinoline Chemical compound N1=CC=CC2=CC=CC=C21 SMWDFEZZVXVKRB-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- 230000002378 acidificating effect Effects 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 150000001340 alkali metals Chemical class 0.000 description 2
- 150000001336 alkenes Chemical class 0.000 description 2
- 239000012080 ambient air Substances 0.000 description 2
- JFCQEDHGNNZCLN-UHFFFAOYSA-N anhydrous glutaric acid Natural products OC(=O)CCCC(O)=O JFCQEDHGNNZCLN-UHFFFAOYSA-N 0.000 description 2
- MWPLVEDNUUSJAV-UHFFFAOYSA-N anthracene Chemical compound C1=CC=CC2=CC3=CC=CC=C3C=C21 MWPLVEDNUUSJAV-UHFFFAOYSA-N 0.000 description 2
- 150000001491 aromatic compounds Chemical class 0.000 description 2
- 150000004984 aromatic diamines Chemical class 0.000 description 2
- 239000000987 azo dye Substances 0.000 description 2
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 2
- 229920001400 block copolymer Polymers 0.000 description 2
- GDTBXPJZTBHREO-UHFFFAOYSA-N bromine Substances BrBr GDTBXPJZTBHREO-UHFFFAOYSA-N 0.000 description 2
- 229910052794 bromium Inorganic materials 0.000 description 2
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 2
- YCIMNLLNPGFGHC-UHFFFAOYSA-N catechol Chemical compound OC1=CC=CC=C1O YCIMNLLNPGFGHC-UHFFFAOYSA-N 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000004132 cross linking Methods 0.000 description 2
- 150000004985 diamines Chemical class 0.000 description 2
- GVPWHKZIJBODOX-UHFFFAOYSA-N dibenzyl disulfide Chemical group C=1C=CC=CC=1CSSCC1=CC=CC=C1 GVPWHKZIJBODOX-UHFFFAOYSA-N 0.000 description 2
- 239000002283 diesel fuel Substances 0.000 description 2
- JVSWJIKNEAIKJW-UHFFFAOYSA-N dimethyl-hexane Natural products CCCCCC(C)C JVSWJIKNEAIKJW-UHFFFAOYSA-N 0.000 description 2
- DMBHHRLKUKUOEG-UHFFFAOYSA-N diphenylamine Chemical compound C=1C=CC=CC=1NC1=CC=CC=C1 DMBHHRLKUKUOEG-UHFFFAOYSA-N 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 239000012153 distilled water Substances 0.000 description 2
- 125000002228 disulfide group Chemical group 0.000 description 2
- 150000002019 disulfides Chemical class 0.000 description 2
- 229920006240 drawn fiber Polymers 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 229920005558 epichlorohydrin rubber Polymers 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 229920006226 ethylene-acrylic acid Polymers 0.000 description 2
- 229940012017 ethylenediamine Drugs 0.000 description 2
- 239000012467 final product Substances 0.000 description 2
- 239000010419 fine particle Substances 0.000 description 2
- 229920001973 fluoroelastomer Polymers 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 125000005843 halogen group Chemical group 0.000 description 2
- 229920001519 homopolymer Polymers 0.000 description 2
- 229920002681 hypalon Polymers 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- PNDPGZBMCMUPRI-UHFFFAOYSA-N iodine Chemical compound II PNDPGZBMCMUPRI-UHFFFAOYSA-N 0.000 description 2
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 2
- 230000000670 limiting effect Effects 0.000 description 2
- 244000144972 livestock Species 0.000 description 2
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 2
- 239000011976 maleic acid Substances 0.000 description 2
- BDJRBEYXGGNYIS-UHFFFAOYSA-N nonanedioic acid Chemical compound OC(=O)CCCCCCCC(O)=O BDJRBEYXGGNYIS-UHFFFAOYSA-N 0.000 description 2
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 2
- 239000003960 organic solvent Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 description 2
- VLTRZXGMWDSKGL-UHFFFAOYSA-N perchloric acid Chemical compound OCl(=O)(=O)=O VLTRZXGMWDSKGL-UHFFFAOYSA-N 0.000 description 2
- 238000005191 phase separation Methods 0.000 description 2
- YNPNZTXNASCQKK-UHFFFAOYSA-N phenanthrene Chemical compound C1=CC=C2C3=CC=CC=C3C=CC2=C1 YNPNZTXNASCQKK-UHFFFAOYSA-N 0.000 description 2
- KJFMBFZCATUALV-UHFFFAOYSA-N phenolphthalein Chemical compound C1=CC(O)=CC=C1C1(C=2C=CC(O)=CC=2)C2=CC=CC=C2C(=O)O1 KJFMBFZCATUALV-UHFFFAOYSA-N 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920002857 polybutadiene Polymers 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 239000011496 polyurethane foam Substances 0.000 description 2
- YPFDHNVEDLHUCE-UHFFFAOYSA-N propane-1,3-diol Chemical compound OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 description 2
- 150000003254 radicals Chemical class 0.000 description 2
- 230000002829 reductive effect Effects 0.000 description 2
- GHMLBKRAJCXXBS-UHFFFAOYSA-N resorcinol Chemical compound OC1=CC=CC(O)=C1 GHMLBKRAJCXXBS-UHFFFAOYSA-N 0.000 description 2
- 239000012266 salt solution Substances 0.000 description 2
- 238000001878 scanning electron micrograph Methods 0.000 description 2
- 238000004513 sizing Methods 0.000 description 2
- 229910052708 sodium Inorganic materials 0.000 description 2
- 239000011734 sodium Substances 0.000 description 2
- 239000012321 sodium triacetoxyborohydride Substances 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- TYFQFVWCELRYAO-UHFFFAOYSA-N suberic acid Chemical compound OC(=O)CCCCCCC(O)=O TYFQFVWCELRYAO-UHFFFAOYSA-N 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- CNHDIAIOKMXOLK-UHFFFAOYSA-N toluquinol Chemical compound CC1=CC(O)=CC=C1O CNHDIAIOKMXOLK-UHFFFAOYSA-N 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- CRSBERNSMYQZNG-UHFFFAOYSA-N 1 -dodecene Natural products CCCCCCCCCCC=C CRSBERNSMYQZNG-UHFFFAOYSA-N 0.000 description 1
- AVQQQNCBBIEMEU-UHFFFAOYSA-N 1,1,3,3-tetramethylurea Chemical compound CN(C)C(=O)N(C)C AVQQQNCBBIEMEU-UHFFFAOYSA-N 0.000 description 1
- NAQWICRLNQSPPW-UHFFFAOYSA-N 1,2,3,4-tetrachloronaphthalene Chemical compound C1=CC=CC2=C(Cl)C(Cl)=C(Cl)C(Cl)=C21 NAQWICRLNQSPPW-UHFFFAOYSA-N 0.000 description 1
- YPFCYPZKFQPCOC-UHFFFAOYSA-N 1,2,3,5-tetrabromobenzene Chemical compound BrC1=CC(Br)=C(Br)C(Br)=C1 YPFCYPZKFQPCOC-UHFFFAOYSA-N 0.000 description 1
- RELMFMZEBKVZJC-UHFFFAOYSA-N 1,2,3-trichlorobenzene Chemical compound ClC1=CC=CC(Cl)=C1Cl RELMFMZEBKVZJC-UHFFFAOYSA-N 0.000 description 1
- DMFMMVMUXPAZKT-UHFFFAOYSA-N 1,2,4-tribromo-6-methylnaphthalene Chemical compound BrC1=C(Br)C=C(Br)C2=CC(C)=CC=C21 DMFMMVMUXPAZKT-UHFFFAOYSA-N 0.000 description 1
- KSXFNGRHPAHIQJ-UHFFFAOYSA-N 1,2,4-triiodobenzene Chemical compound IC1=CC=C(I)C(I)=C1 KSXFNGRHPAHIQJ-UHFFFAOYSA-N 0.000 description 1
- CYSGHNMQYZDMIA-UHFFFAOYSA-N 1,3-Dimethyl-2-imidazolidinon Chemical compound CN1CCN(C)C1=O CYSGHNMQYZDMIA-UHFFFAOYSA-N 0.000 description 1
- MWQBXOFZQBEAQV-UHFFFAOYSA-N 1,3-diamino-1,3-dinitrourea Chemical compound [N+](=O)([O-])N(N)C(=O)N([N+](=O)[O-])N MWQBXOFZQBEAQV-UHFFFAOYSA-N 0.000 description 1
- SWJPEBQEEAHIGZ-UHFFFAOYSA-N 1,4-dibromobenzene Chemical compound BrC1=CC=C(Br)C=C1 SWJPEBQEEAHIGZ-UHFFFAOYSA-N 0.000 description 1
- QKMNFFSBZRGHDJ-UHFFFAOYSA-N 1,4-dichloro-2-methoxybenzene Chemical compound COC1=CC(Cl)=CC=C1Cl QKMNFFSBZRGHDJ-UHFFFAOYSA-N 0.000 description 1
- KFAKZJUYBOYVKA-UHFFFAOYSA-N 1,4-dichloro-2-methylbenzene Chemical compound CC1=CC(Cl)=CC=C1Cl KFAKZJUYBOYVKA-UHFFFAOYSA-N 0.000 description 1
- JDPKCYMVSKDOGS-UHFFFAOYSA-N 1,4-dichloronaphthalene Chemical compound C1=CC=C2C(Cl)=CC=C(Cl)C2=C1 JDPKCYMVSKDOGS-UHFFFAOYSA-N 0.000 description 1
- 150000000190 1,4-diols Chemical class 0.000 description 1
- ZFPGARUNNKGOBB-UHFFFAOYSA-N 1-Ethyl-2-pyrrolidinone Chemical compound CCN1CCCC1=O ZFPGARUNNKGOBB-UHFFFAOYSA-N 0.000 description 1
- DZHFFMWJXJBBRG-UHFFFAOYSA-N 1-bromo-3,5-dichlorobenzene Chemical compound ClC1=CC(Cl)=CC(Br)=C1 DZHFFMWJXJBBRG-UHFFFAOYSA-N 0.000 description 1
- URUJZHZLCCIILC-UHFFFAOYSA-N 1-chloro-4-(4-chlorophenoxy)benzene Chemical compound C1=CC(Cl)=CC=C1OC1=CC=C(Cl)C=C1 URUJZHZLCCIILC-UHFFFAOYSA-N 0.000 description 1
- KJGYFISADIZFEL-UHFFFAOYSA-N 1-chloro-4-(4-chlorophenyl)sulfinylbenzene Chemical compound C1=CC(Cl)=CC=C1S(=O)C1=CC=C(Cl)C=C1 KJGYFISADIZFEL-UHFFFAOYSA-N 0.000 description 1
- RTBFRGCFXZNCOE-UHFFFAOYSA-N 1-methylsulfonylpiperidin-4-one Chemical compound CS(=O)(=O)N1CCC(=O)CC1 RTBFRGCFXZNCOE-UHFFFAOYSA-N 0.000 description 1
- OHZAHWOAMVVGEL-UHFFFAOYSA-N 2,2'-bithiophene Chemical compound C1=CSC(C=2SC=CC=2)=C1 OHZAHWOAMVVGEL-UHFFFAOYSA-N 0.000 description 1
- QPYKYDBKQYZEKG-UHFFFAOYSA-N 2,2-dimethylpropane-1,1-diol Chemical compound CC(C)(C)C(O)O QPYKYDBKQYZEKG-UHFFFAOYSA-N 0.000 description 1
- BXHXGRWITCQYFW-UHFFFAOYSA-N 2-(1,3-benzoxazol-2-yldisulfanyl)-1,3-benzoxazole Chemical compound C1=CC=C2OC(SSC=3OC4=CC=CC=C4N=3)=NC2=C1 BXHXGRWITCQYFW-UHFFFAOYSA-N 0.000 description 1
- STMDPCBYJCIZOD-UHFFFAOYSA-N 2-(2,4-dinitroanilino)-4-methylpentanoic acid Chemical compound CC(C)CC(C(O)=O)NC1=CC=C([N+]([O-])=O)C=C1[N+]([O-])=O STMDPCBYJCIZOD-UHFFFAOYSA-N 0.000 description 1
- PMOATLADBGHBMF-UHFFFAOYSA-N 2-(2,5-diiodophenyl)-1,4-diiodobenzene Chemical group IC1=CC=C(I)C(C=2C(=CC=C(I)C=2)I)=C1 PMOATLADBGHBMF-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- HIXDQWDOVZUNNA-UHFFFAOYSA-N 2-(3,4-dimethoxyphenyl)-5-hydroxy-7-methoxychromen-4-one Chemical compound C=1C(OC)=CC(O)=C(C(C=2)=O)C=1OC=2C1=CC=C(OC)C(OC)=C1 HIXDQWDOVZUNNA-UHFFFAOYSA-N 0.000 description 1
- DLLMHEDYJQACRM-UHFFFAOYSA-N 2-(carboxymethyldisulfanyl)acetic acid Chemical compound OC(=O)CSSCC(O)=O DLLMHEDYJQACRM-UHFFFAOYSA-N 0.000 description 1
- YYYOQURZQWIILK-UHFFFAOYSA-N 2-[(2-aminophenyl)disulfanyl]aniline Chemical compound NC1=CC=CC=C1SSC1=CC=CC=C1N YYYOQURZQWIILK-UHFFFAOYSA-N 0.000 description 1
- VNAWKNVDKFZFSU-UHFFFAOYSA-N 2-ethyl-2-methylpropane-1,3-diol Chemical compound CCC(C)(CO)CO VNAWKNVDKFZFSU-UHFFFAOYSA-N 0.000 description 1
- AAAWJUMVTPNRDT-UHFFFAOYSA-N 2-methylpentane-1,5-diol Chemical compound OCC(C)CCCO AAAWJUMVTPNRDT-UHFFFAOYSA-N 0.000 description 1
- PKXHXOTZMFCXSH-UHFFFAOYSA-N 3,3-dimethylbut-1-ene Chemical compound CC(C)(C)C=C PKXHXOTZMFCXSH-UHFFFAOYSA-N 0.000 description 1
- CXKCZFDUOYMOOP-UHFFFAOYSA-N 3,5-dichlorobenzoic acid Chemical compound OC(=O)C1=CC(Cl)=CC(Cl)=C1 CXKCZFDUOYMOOP-UHFFFAOYSA-N 0.000 description 1
- NMSZFQAFWHFSPE-UHFFFAOYSA-N 3-(oxiran-2-ylmethoxycarbonyl)but-3-enoic acid Chemical compound OC(=O)CC(=C)C(=O)OCC1CO1 NMSZFQAFWHFSPE-UHFFFAOYSA-N 0.000 description 1
- YHQXBTXEYZIYOV-UHFFFAOYSA-N 3-methylbut-1-ene Chemical compound CC(C)C=C YHQXBTXEYZIYOV-UHFFFAOYSA-N 0.000 description 1
- YTBRNEUEFCNVHC-UHFFFAOYSA-N 4,4'-dichlorobiphenyl Chemical group C1=CC(Cl)=CC=C1C1=CC=C(Cl)C=C1 YTBRNEUEFCNVHC-UHFFFAOYSA-N 0.000 description 1
- WVDRSXGPQWNUBN-UHFFFAOYSA-N 4-(4-carboxyphenoxy)benzoic acid Chemical compound C1=CC(C(=O)O)=CC=C1OC1=CC=C(C(O)=O)C=C1 WVDRSXGPQWNUBN-UHFFFAOYSA-N 0.000 description 1
- HCUNREWMFYCWAQ-UHFFFAOYSA-N 4-[2-(4-carboxyphenyl)ethyl]benzoic acid Chemical compound C1=CC(C(=O)O)=CC=C1CCC1=CC=C(C(O)=O)C=C1 HCUNREWMFYCWAQ-UHFFFAOYSA-N 0.000 description 1
- ODPYDILFQYARBK-UHFFFAOYSA-N 7-thiabicyclo[4.1.0]hepta-1,3,5-triene Chemical group C1=CC=C2SC2=C1 ODPYDILFQYARBK-UHFFFAOYSA-N 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- 101100137463 Bacillus subtilis (strain 168) ppsA gene Proteins 0.000 description 1
- 101100464927 Bacillus subtilis (strain 168) ppsB gene Proteins 0.000 description 1
- 101100464932 Bacillus subtilis (strain 168) ppsC gene Proteins 0.000 description 1
- QHYPBIJEVPHZNP-UHFFFAOYSA-N CO.CO.C1CCC2CCCCC2C1 Chemical group CO.CO.C1CCC2CCCCC2C1 QHYPBIJEVPHZNP-UHFFFAOYSA-N 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- UXVMQQNJUSDDNG-UHFFFAOYSA-L Calcium chloride Chemical compound [Cl-].[Cl-].[Ca+2] UXVMQQNJUSDDNG-UHFFFAOYSA-L 0.000 description 1
- 239000004709 Chlorinated polyethylene Substances 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- XDTMQSROBMDMFD-UHFFFAOYSA-N Cyclohexane Chemical compound C1CCCCC1 XDTMQSROBMDMFD-UHFFFAOYSA-N 0.000 description 1
- SNRUBQQJIBEYMU-UHFFFAOYSA-N Dodecane Natural products CCCCCCCCCCCC SNRUBQQJIBEYMU-UHFFFAOYSA-N 0.000 description 1
- 229920000181 Ethylene propylene rubber Polymers 0.000 description 1
- 229920002449 FKM Polymers 0.000 description 1
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 1
- PXGOKWXKJXAPGV-UHFFFAOYSA-N Fluorine Chemical compound FF PXGOKWXKJXAPGV-UHFFFAOYSA-N 0.000 description 1
- 229920000271 Kevlar® Polymers 0.000 description 1
- 239000005909 Kieselgur Substances 0.000 description 1
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 1
- 241001465754 Metazoa Species 0.000 description 1
- 229920001410 Microfiber Polymers 0.000 description 1
- FXHOOIRPVKKKFG-UHFFFAOYSA-N N,N-Dimethylacetamide Chemical compound CN(C)C(C)=O FXHOOIRPVKKKFG-UHFFFAOYSA-N 0.000 description 1
- ZWXPDGCFMMFNRW-UHFFFAOYSA-N N-methylcaprolactam Chemical compound CN1CCCCCC1=O ZWXPDGCFMMFNRW-UHFFFAOYSA-N 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- ALQSHHUCVQOPAS-UHFFFAOYSA-N Pentane-1,5-diol Chemical compound OCCCCCO ALQSHHUCVQOPAS-UHFFFAOYSA-N 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 101100342406 Saccharomyces cerevisiae (strain ATCC 204508 / S288c) PRS1 gene Proteins 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- KDYFGRWQOYBRFD-UHFFFAOYSA-N Succinic acid Natural products OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 description 1
- KYPYTERUKNKOLP-UHFFFAOYSA-N Tetrachlorobisphenol A Chemical compound C=1C(Cl)=C(O)C(Cl)=CC=1C(C)(C)C1=CC(Cl)=C(O)C(Cl)=C1 KYPYTERUKNKOLP-UHFFFAOYSA-N 0.000 description 1
- 239000011954 Ziegler–Natta catalyst Substances 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- YKTSYUJCYHOUJP-UHFFFAOYSA-N [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] Chemical compound [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] YKTSYUJCYHOUJP-UHFFFAOYSA-N 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 150000008065 acid anhydrides Chemical class 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical class OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 150000001348 alkyl chlorides Chemical group 0.000 description 1
- 125000000217 alkyl group Chemical group 0.000 description 1
- 150000001350 alkyl halides Chemical class 0.000 description 1
- AZDRQVAHHNSJOQ-UHFFFAOYSA-N alumane Chemical class [AlH3] AZDRQVAHHNSJOQ-UHFFFAOYSA-N 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 125000003277 amino group Chemical group 0.000 description 1
- 150000008064 anhydrides Chemical class 0.000 description 1
- 150000004056 anthraquinones Chemical class 0.000 description 1
- 239000004599 antimicrobial Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 1
- 239000002585 base Substances 0.000 description 1
- 150000001558 benzoic acid derivatives Chemical class 0.000 description 1
- RWCCWEUUXYIKHB-UHFFFAOYSA-N benzophenone Chemical compound C=1C=CC=CC=1C(=O)C1=CC=CC=C1 RWCCWEUUXYIKHB-UHFFFAOYSA-N 0.000 description 1
- 239000012965 benzophenone Substances 0.000 description 1
- QRUDEWIWKLJBPS-UHFFFAOYSA-N benzotriazole Chemical compound C1=CC=C2N[N][N]C2=C1 QRUDEWIWKLJBPS-UHFFFAOYSA-N 0.000 description 1
- 239000012964 benzotriazole Substances 0.000 description 1
- IHWUGQBRUYYZNM-UHFFFAOYSA-N bicyclo[2.2.1]hept-2-ene-3,4-dicarboxylic acid Chemical compound C1CC2(C(O)=O)C(C(=O)O)=CC1C2 IHWUGQBRUYYZNM-UHFFFAOYSA-N 0.000 description 1
- 125000002529 biphenylenyl group Chemical group C1(=CC=CC=2C3=CC=CC=C3C12)* 0.000 description 1
- KDYFGRWQOYBRFD-NUQCWPJISA-N butanedioic acid Chemical compound O[14C](=O)CC[14C](O)=O KDYFGRWQOYBRFD-NUQCWPJISA-N 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 239000001110 calcium chloride Substances 0.000 description 1
- 229910001628 calcium chloride Inorganic materials 0.000 description 1
- 239000000378 calcium silicate Substances 0.000 description 1
- 229910052918 calcium silicate Inorganic materials 0.000 description 1
- OYACROKNLOSFPA-UHFFFAOYSA-N calcium;dioxido(oxo)silane Chemical compound [Ca+2].[O-][Si]([O-])=O OYACROKNLOSFPA-UHFFFAOYSA-N 0.000 description 1
- 150000001718 carbodiimides Chemical class 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 229910021393 carbon nanotube Inorganic materials 0.000 description 1
- 239000002041 carbon nanotube Substances 0.000 description 1
- 125000002915 carbonyl group Chemical group [*:2]C([*:1])=O 0.000 description 1
- 150000001244 carboxylic acid anhydrides Chemical class 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 238000002144 chemical decomposition reaction Methods 0.000 description 1
- 229920006235 chlorinated polyethylene elastomer Polymers 0.000 description 1
- 125000001309 chloro group Chemical group Cl* 0.000 description 1
- AJPXTSMULZANCB-UHFFFAOYSA-N chlorohydroquinone Chemical compound OC1=CC=C(O)C(Cl)=C1 AJPXTSMULZANCB-UHFFFAOYSA-N 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 229920006018 co-polyamide Polymers 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 239000000805 composite resin Substances 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 239000010779 crude oil Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 125000000753 cycloalkyl group Chemical group 0.000 description 1
- XMWUUVAOARQJSU-UHFFFAOYSA-N cyclooctylcyclooctane;methanol Chemical group OC.OC.C1CCCCCCC1C1CCCCCCC1 XMWUUVAOARQJSU-UHFFFAOYSA-N 0.000 description 1
- FOTKYAAJKYLFFN-UHFFFAOYSA-N decane-1,10-diol Chemical compound OCCCCCCCCCCO FOTKYAAJKYLFFN-UHFFFAOYSA-N 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 150000001990 dicarboxylic acid derivatives Chemical class 0.000 description 1
- 150000001991 dicarboxylic acids Chemical class 0.000 description 1
- QTNDMWXOEPGHBT-UHFFFAOYSA-N dicesium;sulfide Chemical compound [S-2].[Cs+].[Cs+] QTNDMWXOEPGHBT-UHFFFAOYSA-N 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 125000005442 diisocyanate group Chemical group 0.000 description 1
- 150000002009 diols Chemical class 0.000 description 1
- SZXQTJUDPRGNJN-UHFFFAOYSA-N dipropylene glycol Chemical compound OCCCOCCCO SZXQTJUDPRGNJN-UHFFFAOYSA-N 0.000 description 1
- 238000002845 discoloration Methods 0.000 description 1
- 229940069096 dodecene Drugs 0.000 description 1
- 238000009820 dry lamination Methods 0.000 description 1
- 235000013601 eggs Nutrition 0.000 description 1
- 238000000921 elemental analysis Methods 0.000 description 1
- 238000005538 encapsulation Methods 0.000 description 1
- 239000005447 environmental material Substances 0.000 description 1
- 238000011067 equilibration Methods 0.000 description 1
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 1
- 229920006242 ethylene acrylic acid copolymer Polymers 0.000 description 1
- 238000010101 extrusion blow moulding Methods 0.000 description 1
- 239000003733 fiber-reinforced composite Substances 0.000 description 1
- 239000011151 fibre-reinforced plastic Substances 0.000 description 1
- 239000011152 fibreglass Substances 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- JPZROSNLRWHSQQ-UHFFFAOYSA-N furan-2,5-dione;prop-2-enoic acid Chemical compound OC(=O)C=C.O=C1OC(=O)C=C1 JPZROSNLRWHSQQ-UHFFFAOYSA-N 0.000 description 1
- 229920000578 graft copolymer Polymers 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 229910021389 graphene Inorganic materials 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 238000000892 gravimetry Methods 0.000 description 1
- 150000004820 halides Chemical class 0.000 description 1
- 125000000623 heterocyclic group Chemical group 0.000 description 1
- CKAPSXZOOQJIBF-UHFFFAOYSA-N hexachlorobenzene Chemical compound ClC1=C(Cl)C(Cl)=C(Cl)C(Cl)=C1Cl CKAPSXZOOQJIBF-UHFFFAOYSA-N 0.000 description 1
- GNOIPBMMFNIUFM-UHFFFAOYSA-N hexamethylphosphoric triamide Chemical compound CN(C)P(=O)(N(C)C)N(C)C GNOIPBMMFNIUFM-UHFFFAOYSA-N 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical group OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- 229920006017 homo-polyamide Polymers 0.000 description 1
- NWVVVBRKAWDGAB-UHFFFAOYSA-N hydroquinone methyl ether Natural products COC1=CC=C(O)C=C1 NWVVVBRKAWDGAB-UHFFFAOYSA-N 0.000 description 1
- RWSOTUBLDIXVET-UHFFFAOYSA-M hydrosulfide Chemical compound [SH-] RWSOTUBLDIXVET-UHFFFAOYSA-M 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 239000003978 infusion fluid Substances 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 238000010102 injection blow moulding Methods 0.000 description 1
- 238000010103 injection stretch blow moulding Methods 0.000 description 1
- 239000001023 inorganic pigment Substances 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 230000009545 invasion Effects 0.000 description 1
- 238000004255 ion exchange chromatography Methods 0.000 description 1
- 229920000554 ionomer Polymers 0.000 description 1
- 150000002500 ions Chemical group 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 239000004761 kevlar Substances 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 229910052744 lithium Inorganic materials 0.000 description 1
- GLNWILHOFOBOFD-UHFFFAOYSA-N lithium sulfide Chemical compound [Li+].[Li+].[S-2] GLNWILHOFOBOFD-UHFFFAOYSA-N 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 150000002688 maleic acid derivatives Chemical class 0.000 description 1
- 229940127554 medical product Drugs 0.000 description 1
- 238000002074 melt spinning Methods 0.000 description 1
- 229910021645 metal ion Inorganic materials 0.000 description 1
- 125000001434 methanylylidene group Chemical group [H]C#[*] 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 239000003658 microfiber Substances 0.000 description 1
- 239000008267 milk Substances 0.000 description 1
- 235000013336 milk Nutrition 0.000 description 1
- 210000004080 milk Anatomy 0.000 description 1
- KVKFRMCSXWQSNT-UHFFFAOYSA-N n,n'-dimethylethane-1,2-diamine Chemical compound CNCCNC KVKFRMCSXWQSNT-UHFFFAOYSA-N 0.000 description 1
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 1
- IMFIMLYLVANYAE-UHFFFAOYSA-N n-pyrimidin-4-yl-2-[[2-(pyrimidin-4-ylcarbamoyl)phenyl]disulfanyl]benzamide Chemical compound C=1C=CC=C(SSC=2C(=CC=CC=2)C(=O)NC=2N=CN=CC=2)C=1C(=O)NC1=CC=NC=N1 IMFIMLYLVANYAE-UHFFFAOYSA-N 0.000 description 1
- DFFZOPXDTCDZDP-UHFFFAOYSA-N naphthalene-1,5-dicarboxylic acid Chemical compound C1=CC=C2C(C(=O)O)=CC=CC2=C1C(O)=O DFFZOPXDTCDZDP-UHFFFAOYSA-N 0.000 description 1
- 125000004957 naphthylene group Chemical group 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 229910017604 nitric acid Inorganic materials 0.000 description 1
- 125000000449 nitro group Chemical group [O-][N+](*)=O 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 239000012860 organic pigment Substances 0.000 description 1
- RPQRDASANLAFCM-UHFFFAOYSA-N oxiran-2-ylmethyl prop-2-enoate Chemical group C=CC(=O)OCC1CO1 RPQRDASANLAFCM-UHFFFAOYSA-N 0.000 description 1
- 150000002924 oxiranes Chemical class 0.000 description 1
- 239000011236 particulate material Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- QQBPIHBUCMDKFG-UHFFFAOYSA-N phenazopyridine hydrochloride Chemical group Cl.NC1=NC(N)=CC=C1N=NC1=CC=CC=C1 QQBPIHBUCMDKFG-UHFFFAOYSA-N 0.000 description 1
- 125000000843 phenylene group Chemical group C1(=C(C=CC=C1)*)* 0.000 description 1
- AQSJGOWTSHOLKH-UHFFFAOYSA-N phosphite(3-) Chemical class [O-]P([O-])[O-] AQSJGOWTSHOLKH-UHFFFAOYSA-N 0.000 description 1
- IWELDVXSEVIIGI-UHFFFAOYSA-N piperazin-2-one Chemical class O=C1CNCCN1 IWELDVXSEVIIGI-UHFFFAOYSA-N 0.000 description 1
- 150000003053 piperidines Chemical class 0.000 description 1
- 125000003386 piperidinyl group Chemical class 0.000 description 1
- 125000005936 piperidyl group Chemical class 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 238000013001 point bending Methods 0.000 description 1
- 229920001084 poly(chloroprene) Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920005559 polyacrylic rubber Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920001228 polyisocyanate Polymers 0.000 description 1
- 239000005056 polyisocyanate Substances 0.000 description 1
- 229920002959 polymer blend Polymers 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 229920001021 polysulfide Polymers 0.000 description 1
- 239000005077 polysulfide Substances 0.000 description 1
- 150000008117 polysulfides Polymers 0.000 description 1
- DPLVEEXVKBWGHE-UHFFFAOYSA-N potassium sulfide Chemical compound [S-2].[K+].[K+] DPLVEEXVKBWGHE-UHFFFAOYSA-N 0.000 description 1
- 101150056693 pps1 gene Proteins 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- AOHJOMMDDJHIJH-UHFFFAOYSA-N propylenediamine Chemical compound CC(N)CN AOHJOMMDDJHIJH-UHFFFAOYSA-N 0.000 description 1
- 239000011253 protective coating Substances 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 238000010926 purge Methods 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000010526 radical polymerization reaction Methods 0.000 description 1
- 239000011541 reaction mixture Substances 0.000 description 1
- 239000012066 reaction slurry Substances 0.000 description 1
- 230000008707 rearrangement Effects 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 239000012779 reinforcing material Substances 0.000 description 1
- 238000010058 rubber compounding Methods 0.000 description 1
- AHKSSQDILPRNLA-UHFFFAOYSA-N rubidium(1+);sulfide Chemical compound [S-2].[Rb+].[Rb+] AHKSSQDILPRNLA-UHFFFAOYSA-N 0.000 description 1
- 239000013535 sea water Substances 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 230000015541 sensory perception of touch Effects 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- 150000004760 silicates Chemical class 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 229910052979 sodium sulfide Inorganic materials 0.000 description 1
- GRVFOGOEDUUMBP-UHFFFAOYSA-N sodium sulfide (anhydrous) Chemical compound [Na+].[Na+].[S-2] GRVFOGOEDUUMBP-UHFFFAOYSA-N 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- 238000010257 thawing Methods 0.000 description 1
- 238000003878 thermal aging Methods 0.000 description 1
- 238000003856 thermoforming Methods 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920002397 thermoplastic olefin Polymers 0.000 description 1
- 229920006345 thermoplastic polyamide Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 125000000101 thioether group Chemical group 0.000 description 1
- 125000003396 thiol group Chemical group [H]S* 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- 229910052723 transition metal Inorganic materials 0.000 description 1
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 1
- 125000005591 trimellitate group Chemical group 0.000 description 1
- 230000003442 weekly effect Effects 0.000 description 1
- 239000010456 wollastonite Substances 0.000 description 1
- 229910052882 wollastonite Inorganic materials 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
- 239000001043 yellow dye Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
- 150000007934 α,β-unsaturated carboxylic acids Chemical class 0.000 description 1
Images




































Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L81/00—Compositions of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing sulfur with or without nitrogen, oxygen or carbon only; Compositions of polysulfones; Compositions of derivatives of such polymers
- C08L81/02—Polythioethers; Polythioether-ethers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/06—Rod-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/285—Feeding the extrusion material to the extruder
- B29C48/287—Raw material pre-treatment while feeding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/78—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling
- B29C48/875—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling for achieving a non-uniform temperature distribution, e.g. using barrels having both cooling and heating zones
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/91—Heating, e.g. for cross linking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
- B32B1/08—Tubular products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/286—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polysulphones; polysulfides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60K—ARRANGEMENT OR MOUNTING OF PROPULSION UNITS OR OF TRANSMISSIONS IN VEHICLES; ARRANGEMENT OR MOUNTING OF PLURAL DIVERSE PRIME-MOVERS IN VEHICLES; AUXILIARY DRIVES FOR VEHICLES; INSTRUMENTATION OR DASHBOARDS FOR VEHICLES; ARRANGEMENTS IN CONNECTION WITH COOLING, AIR INTAKE, GAS EXHAUST OR FUEL SUPPLY OF PROPULSION UNITS IN VEHICLES
- B60K15/00—Arrangement in connection with fuel supply of combustion engines or other fuel consuming energy converters, e.g. fuel cells; Mounting or construction of fuel tanks
- B60K15/03—Fuel tanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/02—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents
- B65D1/0207—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents characterised by material, e.g. composition, physical features
- B65D1/0215—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents characterised by material, e.g. composition, physical features multilayered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D25/00—Details of other kinds or types of rigid or semi-rigid containers
- B65D25/14—Linings or internal coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D31/00—Bags or like containers made of paper and having structural provision for thickness of contents
- B65D31/04—Bags or like containers made of paper and having structural provision for thickness of contents with multiple walls
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/20—Compounding polymers with additives, e.g. colouring
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L33/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides or nitriles thereof; Compositions of derivatives of such polymers
- C08L33/04—Homopolymers or copolymers of esters
- C08L33/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, which oxygen atoms are present only as part of the carboxyl radical
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L63/00—Compositions of epoxy resins; Compositions of derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L81/00—Compositions of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing sulfur with or without nitrogen, oxygen or carbon only; Compositions of polysulfones; Compositions of derivatives of such polymers
- C08L81/04—Polysulfides
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L11/00—Hoses, i.e. flexible pipes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L11/00—Hoses, i.e. flexible pipes
- F16L11/04—Hoses, i.e. flexible pipes made of rubber or flexible plastics
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L11/00—Hoses, i.e. flexible pipes
- F16L11/04—Hoses, i.e. flexible pipes made of rubber or flexible plastics
- F16L11/08—Hoses, i.e. flexible pipes made of rubber or flexible plastics with reinforcements embedded in the wall
- F16L11/081—Hoses, i.e. flexible pipes made of rubber or flexible plastics with reinforcements embedded in the wall comprising one or more layers of a helically wound cord or wire
- F16L11/083—Hoses, i.e. flexible pipes made of rubber or flexible plastics with reinforcements embedded in the wall comprising one or more layers of a helically wound cord or wire three or more layers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L57/00—Protection of pipes or objects of similar shape against external or internal damage or wear
- F16L57/04—Protection of pipes or objects of similar shape against external or internal damage or wear against fire or other external sources of extreme heat
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L57/00—Protection of pipes or objects of similar shape against external or internal damage or wear
- F16L57/06—Protection of pipes or objects of similar shape against external or internal damage or wear against wear
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L58/00—Protection of pipes or pipe fittings against corrosion or incrustation
- F16L58/02—Protection of pipes or pipe fittings against corrosion or incrustation by means of internal or external coatings
- F16L58/04—Coatings characterised by the materials used
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L9/00—Rigid pipes
- F16L9/12—Rigid pipes of plastics with or without reinforcement
- F16L9/133—Rigid pipes of plastics with or without reinforcement the walls consisting of two layers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L9/00—Rigid pipes
- F16L9/14—Compound tubes, i.e. made of materials not wholly covered by any one of the preceding groups
- F16L9/147—Compound tubes, i.e. made of materials not wholly covered by any one of the preceding groups comprising only layers of metal and plastics with or without reinforcement
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B14/00—Crucible or pot furnaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B15/00—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00
- B29B15/08—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00 of reinforcements or fillers
- B29B15/10—Coating or impregnating independently of the moulding or shaping step
- B29B15/12—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length
- B29B15/122—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length with a matrix in liquid form, e.g. as melt, solution or latex
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92514—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92704—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92857—Extrusion unit
- B29C2948/92876—Feeding, melting, plasticising or pumping zones, e.g. the melt itself
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2081/00—Use of polymers having sulfur, with or without nitrogen, oxygen or carbon only, in the main chain, as moulding material
- B29K2081/04—Polysulfides, e.g. PPS, i.e. polyphenylene sulfide or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0005—Condition, form or state of moulded material or of the material to be shaped containing compounding ingredients
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
- B32B2307/3065—Flame resistant or retardant, fire resistant or retardant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/558—Impact strength, toughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/726—Permeability to liquids, absorption
- B32B2307/7265—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2597/00—Tubular articles, e.g. hoses, pipes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2201/00—Properties
- C08L2201/02—Flame or fire retardant/resistant
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2201/00—Properties
- C08L2201/08—Stabilised against heat, light or radiation or oxydation
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/10—Applications used for bottles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/12—Applications used for fibers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/18—Applications used for pipes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/20—Applications use in electrical or conductive gadgets
- C08L2203/202—Applications use in electrical or conductive gadgets use in electrical wires or wirecoating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
- Y10T428/139—Open-ended, self-supporting conduit, cylinder, or tube-type article
- Y10T428/1393—Multilayer [continuous layer]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
- Y10T428/1397—Single layer [continuous layer]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/2933—Coated or with bond, impregnation or core
- Y10T428/294—Coated or with bond, impregnation or core including metal or compound thereof [excluding glass, ceramic and asbestos]
- Y10T428/2958—Metal or metal compound in coating
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Sustainable Development (AREA)
- Sustainable Energy (AREA)
- Combustion & Propulsion (AREA)
- Transportation (AREA)
- Ceramic Engineering (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Laminated Bodies (AREA)
- Polymers With Sulfur, Phosphorus Or Metals In The Main Chain (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Processes Of Treating Macromolecular Substances (AREA)
- Earth Drilling (AREA)
- Reinforced Plastic Materials (AREA)
Abstract
높은 강도 및 가요성을 나타내는 폴리아릴렌 설파이드 조성물이 개시되어 있다. 상기 폴리아릴렌 설파이드 조성물의 형성 방법도 개시되어 있다. 형성 방법은, 폴리아릴렌 설파이드 전반에 분산된 충격 개질제를 포함하는 폴리아릴렌 설파이드의 동적 가황을 포함한다. 가교결합제는, 상기 조성물 전반에 충격 개질제를 분산한 이후에, 조성물의 다른 구성요소와 함께 조합된다. 가교결합제는 충격 개질제와 반응하여 충격 개질제의 중합체 쇄 내에 또는 상기 중합체 쇄 중에서 가교결합을 형성한다. 상기 조성물은 극한 온도에서 우수한 물리적 특성을 나타낼 수 있고, 예를 들어, 파이프 및 호스 및 섬유와 같은 관형 부재를 형성하는데 사용될 수 있다.
Description
본 발명은 동적으로 가황된 폴리아릴렌 설파이드 조성물에 관한 것이다.
관련 출원에 대한 상호 참고
본원은, 본원에서 전체를 참고문헌으로 인용하는 것으로서, 출원일이 2012년 4월 13일인, 미국 가특허출원 제 61/623,618 호; 출원일이 2012년 6월 28일인, 미국 가특허출원 제 61/665,423 호; 출원일이 2012년 8월 1일인, 미국 가특허출원 제 61/678,370 호; 출원일이 2012년 9월 20일인, 미국 가특허출원 제 61/703,331 호; 출원일이 2012년 9월 28일인 미국 가특허출원 제 61/707,314 호; 출원일이 2012년 10월 24일인 미국 가특허출원 제 61/717,899 호; 및 출원일이 2012년 12월 20일인 미국 가특허출원 제 61/739,926 호를 우선권으로 주장한다.
고 강도 및 내성 특성 이외에 가요성을 나타내는 중합체 블렌드가 상당히 상업적으로 관심있다. 이러한 블렌드는, 과거에는 탄성 성분과 열가소성 폴리올레핀을 균일하게 혼합하여 엘라스토머가 폴리올레핀의 연속상 내부에 개별적이거나 공동-연속적인 상으로서 직접적이고 균일하게 분산되도록 함으로써 형성되어 왔다. 상기 복합체를 가황하면, 성분들이 가교결합하여 조성물에 개선된 온도 및 화학적 내성을 제공한다. 다양한 중합체 성분들을 조합하는 동안 가황하면, 이것을 동적 가황(dynamic vulcanization)으로 지칭한다.
폴리아릴렌 설파이드는, 높은 열적, 화학적 및 기계적 응력을 견딜 수 있는 고-성능 중합체이고 폭넓게 다양한 적용례에 유리하게 사용된다. 폴리아릴렌 설파이드는 종종 다른 중합체와 혼합되어, 생성물 조성물의 특성들을 개선하여 왔다. 예를 들어, 탄성 충격 개질제는 폴리아릴렌 설파이드 조성물의 물리적 특성의 개선을 위해 유리한 것으로 발견되어 왔다. 충격 개질제 중합체와 폴리아릴렌 설파이드의 블렌드를 포함하는 조성물은 고 성능, 고온 적용례를 위해 고려되어 왔다.
불행하게도, 충격 개질을 위해 유용한 것으로 일반적으로 고려되는 탄성 중합체는 폴리아릴렌 설파이드와 상용성이 아니며, 이들 둘의 조성물을 형성하는 측면에서 상 분리가 문제되어 왔다. 예를 들어 상용화제의 사용을 통한 조성물 형성을 개선시키고자 하는 시도가 있어 왔다. 그러나, 이러한 개질 후에도, 충격 개질화 중합체와 함께 폴리아릴렌 설파이드를 포함하는 조성물은, 특히 높은 내열성 및 높은 내충격성 둘 다를 요구하는 적용례에서, 요구되는 바와 같은 제품 성능을 제공하지 못하였다.
당업계에서 요구되는 것은, 바람직한 가공 특성을 유지하면서, 열화, 심지어 극한 온도 환경에서의 열화에 대한 내성 뿐만 아니라 높은 강도 특성을 나타내는, 폴리아릴렌 설파이드 조성물이다.
하나의 실시양태에서, 폴리아릴렌 설파이드 및 가교결합된 충격 개질제를 포함하는 폴리아릴렌 설파이드 조성물이 개시되어 있다. 폴리아릴렌 설파이드 조성물은 높은 인성 및 우수한 가요성을 나타낸다. 예를 들어, 폴리아릴렌 설파이드 조성물은, 23℃의 온도에서 ISO 테스트 제 179-1에 따라 측정시 약 3 kJ/㎡ 초과의 노치 샤르피 충격 강도, 및 -30℃에서 ISO 테스트 제 179-1 호에 따라 측정시 약 8 kJ/㎡ 초과의 노치 샤르피 충격 강도를 나타낼 수 있다.
폴리아릴렌 설파이드 조성물의 형성 방법도 개시되어 있다. 상기 방법은, 폴리아릴렌 설파이드, 충격 개질제, 및 가교결합제를 용융 가공 유닛에 공급하는 단계를 포함할 수 있다. 보다 구체적으로, 충격 개질제 및 폴리아릴렌 설파이드를 조합한 후, 및 폴리아릴렌 설파이드 전반에 충격 개질제를 분산시킨 후, 가교결합제를 가공 유닛에 공급할 수 있다.
제한하는 것은 아니지만, 섬유 및 섬유상 제품을 포함하는 폴리아릴렌 설파이드 조성물, 및 단일층 및 다층 관형 부재를 포함하는 관형 부재를 유리하게 도입할 수 있는 제품이 개시되어 있다. 관형 부재는, 예를 들어 자동차 시스템에 사용될 수도 있는, 물, 석유, 가스, 연료 등을 수송하기에 적합한, 파이프 및 호스를 포함할 수 있다. 폴리아릴렌 설파이드 조성물을 포함할 수도 있는 다른 제품으로는, 피복된(sheathed) 케이블 및 와이어, 및 다양한 전기 성분들을 포함한다. 제품들은 극한 온도에서의 용도를 위해 및/또는 온도가 넓은 범위에서 변할 수도 있는 적용례에 특히 적합할 수 있다.
본 개시내용은 하기 도면을 참고하여 보다 잘 이해될 수도 있다:
도 1은 본원에서 개시한 바와 같은 폴리아릴렌 설파이드 조성물을 형성하기 위한 방법의 개략도이다.
도 2는 폴리아릴렌 설파이드 조성물로부터 형성될 수도 있는 단일층 관형 부재이다.
도 3는 폴리아릴렌 설파이드 조성물을 포함하는 성분을 형성하는데 사용될 수도 있는 취입 성형 공정을 도시한다.
도 4는, 폴리아릴렌 설파이드 조성물을 포함하는 성분을 형성하는데 사용될 수도 있는 연속 취입 성형 공정을 도시한다.
도 5는 하나 이상의 층이 폴리아릴렌 설파이드 조성물로부터 형성될 수도 있는, 다층 관형 부재이다.
도 6은 해저로부터 표면 유닛까지 연장되는 가요성 라이저(riser) 유동 라인을 포함하는 석유 및 가스 시스템을 도시한다.
도 7은 본원에서 기술한 바와 같은 폴리아릴렌 설파이드 조성물을 포함할 수 있는, 여러 개의 상이한 유형의 유동 라인을 포함하는 석유 및 가스 제조 현장을 도시한다.
도 8은, 본원에서 개시한 바와 같은, 폴리아릴렌 설파이드로 형성된 배리어 층을 포함하는 다층 라이저의 개략도이다.
도 9는, 본원에서 개시한 바와 같은, 여러 개의 유동 라인을 포함하는, 다발화 라이저를 도시한다.
도 10a는, 폴리아릴렌 설파이드 조성물로 형성된 하나 이상의 층들을 포함할 수도 있는, 파이프-인-파이프 유동 라인의 측면도이고, 도 10b는 그의 단면도이다.
도 11은 폴리아릴렌 설파이드 조성물의 섬유를 형성하는데 사용될 수도 있는, 인발 섬유 형성 방법을 도시한다.
도 12는, 폴리아릴렌 설파이드 조성물의 용융-취입 섬유를 형성하기 위한 형성 방법을 도시한다.
도 13은, 본원에서 개시한 바와 같은, 폴리아릴렌 설파이드 섬유를 포함할 수도 있는, 섬유상 매트를 도시한다.
도 14는, 폴리아릴렌 설파이드 조성물을 포함할 수도 있는, 피복된 와이어(도 14a) 및 피복된 케이블(도 14b)을 도시한다.
도 15는 폴리아릴렌 설파이드 조성물을 포함할 수도 있는 케이블 하니스(harness)를 도시한다.
도 16a 및 도 16b는 폴리아릴렌 설파이드 조성물을 포함하는 성분들을 포함할 수도 있는, 대형(heavy duty) 트럭용 우레아 탱크를 도시한다.
도 17은, 폴리아릴렌 설파이드 조성물을 포함하는 성분들을 포함할 수도 있는 대형 트럭용 우레아 탱크의 또다른 실시양태를 도시한다.
도 18은, 본원에서 개시한 바와 같은 폴리아릴렌 설파이드 조성물로부터 형성될 수 있는 하나 이상의 연료 라인을 포함할 수 있는 연료 시스템의 일부를 도시한다.
도 19는, 본원에서 개시한 바와 같은 폴리아릴렌 설파이드 조성물을 포함할 수도 있는, 항공기 동체의 개략도이다.
도 20은, 본원에서 개시한 바와 같은 폴리아릴렌 설파이드 조성물의 용융 강도 및 용융 신도의 측정에 사용되는 샘플을 도시한다.
도 21은, 본원에서 개시한 바와 같은 폴리아릴렌 설파이드 조성물의 노치 샤르피 충격 강도에 대한 온도 변화의 영향, 및 비교 조성물의 상기 영향을 도시한다.
도 22는, 본원에서 개시한 바와 같은 폴리아릴렌 설파이드 조성물의 스캐닝 전자 현미경 사진(도 22b) 및 비교 폴리아릴렌 설파이드의 상기 사진(도 22a)을 도시한다.
도 23은, 본원에서 개시한 바와 같은 폴리아릴렌 설파이드 조성물 및 비교 조성물의 강도 특성에 대한 황산 노출의 영향을 비교한다.
도 24는, 전단 속도의 함수로서 본원에서 기술한 폴리아릴렌 설파이드 조성물을 위해 수득된 복소 점도의 로그를 제공한다.
도 25는, 헨키 변형율의 함수로서, 본원에서 개시한 폴리아릴렌 설파이드 조성물의 용융 강도를 제공한다.
도 26은, 헨키 변형율의 함수로서, 본원에서 개시된 폴리아릴렌 설파이드 조성물의 용융 신도를 제공한다.
도 27은 폴리아릴렌 설파이드 조성물로 형성된 취입 성형 용기를 도시한다.
도 28a 및 도 28b는, 도 27에 도시된 용기의 단면도이다.
도 29는 CE10 연료 블렌드에 비해 폴리아릴렌 설파이드 조성물의 내침투성의 측정에서 테스트 샘플에 대한 매일의 중량 손실을 도시한다.
도 30은, CM15A 연료 블렌드에 비해 폴리아릴렌 설파이드 조성물의 내침투성의 측정에서 테스트 샘플에 대한 매일의 중량 손실을 도시한다.
도 31은, 메탄올에 대한 폴리아릴렌 설파이드 조성물의 내침투성의 측정에서 테스트 샘플에 대한 매일의 중량 손실을 도시한다.
도 1은 본원에서 개시한 바와 같은 폴리아릴렌 설파이드 조성물을 형성하기 위한 방법의 개략도이다.
도 2는 폴리아릴렌 설파이드 조성물로부터 형성될 수도 있는 단일층 관형 부재이다.
도 3는 폴리아릴렌 설파이드 조성물을 포함하는 성분을 형성하는데 사용될 수도 있는 취입 성형 공정을 도시한다.
도 4는, 폴리아릴렌 설파이드 조성물을 포함하는 성분을 형성하는데 사용될 수도 있는 연속 취입 성형 공정을 도시한다.
도 5는 하나 이상의 층이 폴리아릴렌 설파이드 조성물로부터 형성될 수도 있는, 다층 관형 부재이다.
도 6은 해저로부터 표면 유닛까지 연장되는 가요성 라이저(riser) 유동 라인을 포함하는 석유 및 가스 시스템을 도시한다.
도 7은 본원에서 기술한 바와 같은 폴리아릴렌 설파이드 조성물을 포함할 수 있는, 여러 개의 상이한 유형의 유동 라인을 포함하는 석유 및 가스 제조 현장을 도시한다.
도 8은, 본원에서 개시한 바와 같은, 폴리아릴렌 설파이드로 형성된 배리어 층을 포함하는 다층 라이저의 개략도이다.
도 9는, 본원에서 개시한 바와 같은, 여러 개의 유동 라인을 포함하는, 다발화 라이저를 도시한다.
도 10a는, 폴리아릴렌 설파이드 조성물로 형성된 하나 이상의 층들을 포함할 수도 있는, 파이프-인-파이프 유동 라인의 측면도이고, 도 10b는 그의 단면도이다.
도 11은 폴리아릴렌 설파이드 조성물의 섬유를 형성하는데 사용될 수도 있는, 인발 섬유 형성 방법을 도시한다.
도 12는, 폴리아릴렌 설파이드 조성물의 용융-취입 섬유를 형성하기 위한 형성 방법을 도시한다.
도 13은, 본원에서 개시한 바와 같은, 폴리아릴렌 설파이드 섬유를 포함할 수도 있는, 섬유상 매트를 도시한다.
도 14는, 폴리아릴렌 설파이드 조성물을 포함할 수도 있는, 피복된 와이어(도 14a) 및 피복된 케이블(도 14b)을 도시한다.
도 15는 폴리아릴렌 설파이드 조성물을 포함할 수도 있는 케이블 하니스(harness)를 도시한다.
도 16a 및 도 16b는 폴리아릴렌 설파이드 조성물을 포함하는 성분들을 포함할 수도 있는, 대형(heavy duty) 트럭용 우레아 탱크를 도시한다.
도 17은, 폴리아릴렌 설파이드 조성물을 포함하는 성분들을 포함할 수도 있는 대형 트럭용 우레아 탱크의 또다른 실시양태를 도시한다.
도 18은, 본원에서 개시한 바와 같은 폴리아릴렌 설파이드 조성물로부터 형성될 수 있는 하나 이상의 연료 라인을 포함할 수 있는 연료 시스템의 일부를 도시한다.
도 19는, 본원에서 개시한 바와 같은 폴리아릴렌 설파이드 조성물을 포함할 수도 있는, 항공기 동체의 개략도이다.
도 20은, 본원에서 개시한 바와 같은 폴리아릴렌 설파이드 조성물의 용융 강도 및 용융 신도의 측정에 사용되는 샘플을 도시한다.
도 21은, 본원에서 개시한 바와 같은 폴리아릴렌 설파이드 조성물의 노치 샤르피 충격 강도에 대한 온도 변화의 영향, 및 비교 조성물의 상기 영향을 도시한다.
도 22는, 본원에서 개시한 바와 같은 폴리아릴렌 설파이드 조성물의 스캐닝 전자 현미경 사진(도 22b) 및 비교 폴리아릴렌 설파이드의 상기 사진(도 22a)을 도시한다.
도 23은, 본원에서 개시한 바와 같은 폴리아릴렌 설파이드 조성물 및 비교 조성물의 강도 특성에 대한 황산 노출의 영향을 비교한다.
도 24는, 전단 속도의 함수로서 본원에서 기술한 폴리아릴렌 설파이드 조성물을 위해 수득된 복소 점도의 로그를 제공한다.
도 25는, 헨키 변형율의 함수로서, 본원에서 개시한 폴리아릴렌 설파이드 조성물의 용융 강도를 제공한다.
도 26은, 헨키 변형율의 함수로서, 본원에서 개시된 폴리아릴렌 설파이드 조성물의 용융 신도를 제공한다.
도 27은 폴리아릴렌 설파이드 조성물로 형성된 취입 성형 용기를 도시한다.
도 28a 및 도 28b는, 도 27에 도시된 용기의 단면도이다.
도 29는 CE10 연료 블렌드에 비해 폴리아릴렌 설파이드 조성물의 내침투성의 측정에서 테스트 샘플에 대한 매일의 중량 손실을 도시한다.
도 30은, CM15A 연료 블렌드에 비해 폴리아릴렌 설파이드 조성물의 내침투성의 측정에서 테스트 샘플에 대한 매일의 중량 손실을 도시한다.
도 31은, 메탄올에 대한 폴리아릴렌 설파이드 조성물의 내침투성의 측정에서 테스트 샘플에 대한 매일의 중량 손실을 도시한다.
본 논의가 단지 예시적인 실시양태의 설명이며 본 개시내용의 보다 넓은 범위를 제한하고자 하는 것이 아님이 당업계의 숙련자들에게 이해될 것이다.
본 개시내용은, 일반적으로 우수한 강도와 가요성 특성, 뿐만 아니라 예를 들어 물, 석유, 가스, 합성 또는 천연 화학물질 등과의 접촉으로 인한 화학적 열화에 대한 내성을 나타내는 폴리아릴렌 설파이드 조성물에 관한 것이다. 유리하게는, 폴리아릴렌 설파이드 조성물은, 심지어 극한 온도 적용례, 예를 들어 자동차 적용례에서 겪을 수도 있는 고온, 및 관 적용례에서 겪을 수도 있는 저온에 사용되는 경우에 우수한 물리적 특성을 유지할 수 있다. 폴리아릴렌 설파이드는 또한 물질이 극한 온도 요동에 노출되는 조건 하에서 우수한 물리적 특성들을 유지할 수 있다.
폴리아릴렌 설파이드 조성물은, 폴리아릴렌 설파이드를 충격 개질제와 조합하여 혼합물을 형성하고 상기 혼합물을 동적 가황에 적용함을 포함하는 용융 가공 기법에 따라 형성될 수 있다. 보다 구체적으로, 폴리아릴렌 설파이드는 충격 개질제와 조합될 수 있고 이 혼합물은 전단 조건에 적용되어 충격 개질제가 폴리아릴렌 설파이드 전반에 잘 분포되도록 할 수 있다. 상기 혼합물의 형성 이후에, 다작용성 가교결합제가 첨가될 수 있다. 다작용성 가교결합제는 혼합물의 성분들과 반응하여 조성물 내에서, 예를 들어 충격 개질제의 중합체 쇄 내에서 및 상기 중합체 쇄들 간에 가교결합을 형성할 수 있다.
임의의 특정한 이론으로 한정하는 것은 아니지만, 폴리아릴렌 설파이드 조성물 전반에 충격 개질제를 분포시킨 이후에, 다작용성 가교결합제를 상기 폴리아릴렌 설파에이드 조성물을 첨가함으로써, 용융 가공 유닛 내에서 폴리아릴렌 설파이드, 충격 개질제 및 가교결합제 사이의 상호작용이 개선될 수 있어서, 조성물 전반에 가교결합된 충격 개질제의 개선된 분포를 유도할 수 있는 것으로 여겨진다. 조성물 전반에 가교결합된 충격 개질제의 개선된 분포는, 조성물의 강도 및 가요성 특성, 예를 들어 변형 하에서 강도를 유지하는 조성물의 능력을 개선할 수 있을 뿐만 아니라, 다양한 조건 하에서 열화에 대한 우수한 내성을 나타낼 수 있는 제품을 형성하는데 사용될 수 있는 우수한 가공성을 조성물에 제공할 수 있다.
하나의 실시양태에 따르면, 형성 방법이 폴리아릴렌 설파이드의 작용화를 포함할 수 있다. 이 실시양태는, 충격 개질제와 폴리아릴렌 설파이드 간의 결합을 위한 부가적인 부위를 제공할 수 있고, 이것은 추가로 폴리아릴렌 설파이드 전반에 걸쳐서 충격 개질제의 분포를 추가로 개선시킬 수 있고 상 분리를 추가로 방지할 수 있다. 게다가, 폴리아릴렌 설파이드의 작용화는 폴리아릴렌 설파이드 쇄의 절단을 포함하여, 상기 조성물의 용융 점도를 줄이고 가공성을 개선시킬 수 있다. 이것은 또한 낮은 할로겐의 폴리아릴렌 설파이드 조성물, 예를 들어 우수한 물리적 특성 및 열화에 대한 높은 내성을 나타내는 낮은 염소 조성물을 제공할 수도 있다.
폴리아릴렌 설파이드 조성물에 부가적인 개선을 제공하기 위해서, 상기 조성물이, 표준 관행에 따라, 다른 통상적인 첨가제, 예를 들어 충전제, 윤활제, 착색제 등을 포함하도록 형성될 수 있다.
폴리아릴렌 설파이드 조성물의 높은 강도 및 가요성 특성은, 명백하게는, 물질의 인장력, 굴곡 및/또는 충격 특성에 의해 명백해질 수 있다. 예를 들어, 폴리아릴렌 설파이드 조성물의 노치 샤르피 충격 강도는, 23℃에서 ISO 테스트 제 179-1(ASTM D256, 방법 B와 기술적으로 동등함)에 따라 측정시 약 3 kJ/㎡ 초과, 약 3.5 kJ/㎡ 초과, 약 5 kJ/㎡ 초과, 약 10 kJ/㎡ 초과, 약 15 kJ/㎡ 초과, 약 30 kJ/㎡ 초과, 약 33 kJ/㎡ 초과, 약 40 kJ/㎡ 초과, 약 45 kJ/㎡ 초과, 또는 약 50 kJ/㎡ 초과일 수 있다. 비-노치 샤르피 샘플은 23℃에서 ISO 테스트 제 180 호의 테스트 조건하(ASTM D256과 기술적으로 동등함)에서 끊어지지 않는다.
유리하게는, 폴리아릴렌 설파이드 조성물은, 고온 및 저온 둘 다를 포함하는, 극한 온도에서조차 우수한 물리적 특성을 유지할 수 있다. 예를 들어, 폴리아릴렌 설파이드 조성물의 노치 샤르피 충격 강도는, -30℃에서 ISO 테스트 제 179-1 호에 따라, 약 8 kJ/㎡ 초과, 약 9 kJ/㎡ 초과, 약 10 kJ/㎡ 초과, 약 14 kJ/㎡ 초과, 약 15 kJ/㎡ 초과, 약 18 kJ/㎡ 초과, 또는 약 20 kJ/㎡ 초과이고, 노치 샤르피 충격 강도는 -40℃에서 ISO 테스트 제 179-1에 따라 측정시 약 8 kJ/㎡ 초과, 약 9 kJ/㎡ 초과, 약 10 kJ/㎡ 초과, 약 11 kJ/㎡ 초과, 약 12 kJ/㎡ 초과, 또는 약 15 kJ/㎡ 초과일 수 있다.
게다가, 폴리아릴렌 설파이드 조성물에 대한 온도 변화의 영향이 놀랍게도 작을 수 있다. 예를 들어, ISO 테스트 제 179-1 호에 따라 측정된 노치 샤르피 충격 강도의 -30℃에서의 값에 대한 23℃에서의 값의 비는, 약 3.5 초과, 약 3.6 초과, 또는 약 3.7 초과일 수 있다. 따라서, 및 하기 실시예 영역에서 보다 상세하게 기술된 바와 같이, 예상되는 바와 같이, 온도가 증가함에 따라, 폴리아릴렌 설파이드 조성물의 충격 강도도 증가하지만, 특히 동적으로 가교결합된 충격 개질제를 포함하지 않는 조성물에 비해, 충격 강도의 증가 속도는 매우 높다. 따라서, 폴리아릴렌 설파이드 조성물은, 넓은 범위의 온도에서 우수한 강도 특성을 나타낼 수 있다.
폴리아릴렌 설파이드 조성물은 매우 우수한 인장 특성을 나타낼 수 있다. 예를 들어, 폴리아릴렌 설파이드 조성물의, 항복 인장 신도는 약 4.5% 초과, 약 6% 초과, 약 7% 초과, 약 10% 초과, 약 25% 초과, 약 35% 초과, 약 50% 초과, 약 70% 초과, 약 75% 초과, 약 80% 초과, 또는 약 90% 초과일 수 있다. 유사하게, 파단 인장 신도는 매우 높을 수 있고, 예를 들어 약 10% 초과, 약 25% 초과, 약 35% 초과, 약 50% 초과, 약 70% 초과, 약 75% 초과, 약 80% 초과, 또는 약 90% 초과일 수 있다. 파단 변형율은 약 5% 초과, 약 15% 초과, 약 20% 초과, 또는 약 25% 초과일 수 있다. 예를 들어, 파단 변형율은 약 90%일 수 있다. 항복 변형율은 유사하게 높을 수 있다, 예를 들어 약 5% 초과, 약 15% 초과, 약 20% 초과, 또는 약 25% 초과일 수 있다. 항복 응력은, 예를 들어 약 50% 초과 또는 약 53% 초과일 수 있다. 폴리아릴렌 설파이드 조성물의 파단 인장 강도는 약 30 MPa 초과, 약 35 MPa 초과, 약 40 MPa 초과, 약 45 MPa 초과, 또는 약 70 MPa 초과일 수도 있다.
추가로, 폴리아릴렌 설파이드 조성물은 비교적 낮은 인장 모듈러스를 가질 수 있다. 예를 들어, 폴리아릴렌 설파이드 조성물의 인장 모듈러스는 23℃의 온도 및 5mm/분의 테스트 속도에서 ISO 테스트 제 527 호에 따라 측정시 약 3000 MPa 미만, 약 2300 MPa 미만, 약 2000 MPa 미만, 약 1500 MPa 미만, 또는 약 1100 MPa 미만일 수 있다.
폴리아릴렌 설파이드 조성물은 어닐링 이후에 우수한 특성을 나타낼 수 있다. 예를 들어, 약 2시간 동안의 약 230℃의 온도에서의 어닐링 이후에, 조성물의 인장 모듈러스는 약 2500 MPa 미만, 약 2300 MPa 미만, 또는 약 2250 MPa 미만일 수 있다. 어닐링 이후의 파단 인장 강도는 23℃의 온도 및 5mm/분의 테스트 속도에서 ISO 테스트 제 527 호에 따라 측정시 약 50 MPa 초과, 또는 약 55 MPa 초과일 수 있다.
폴리아릴렌 설파이드 조성물은 인장 강도의 손실 없이, 고온, 예를 들어 약 150℃까지, 약 160℃까지, 또는 약 165℃까지의 연속 사용 온도에서 연속적으로 사용될 수도 있다. 예를 들어, 폴리아릴렌 설파이드 조성물은 135℃에서의 1000시간의 열 노화 이후에 원래의 인장 강도의 약 95% 초과, 예를 들어 약 100%를 유지할 수 있고, 135℃에서의 1000시간의 열 노화 이후에 원래의 항복 인장 신도의 95% 초과, 예를 들어 약 100%를 유지할 수 있다.
인장 특성들은, 23℃의 온도 및 5 mm/분 또는 50 mm/분의 테스트 속도에서 ISO 테스트 제 527 호에 따라 측정될 수도 있다(23℃에서의 ASTM D623와 기술적으로 동등함).
상기 조성물의 굴곡 특성은, 23℃의 온도 및 2 mm/분의 테스트 속도에서 ISO 테스트 제 178 호에 따라(ASTM D790와 기술적으로 동등함) 측정될 수 있다. 예를 들어, 상기 조성물의 굴곡 모듈러스는, 약 2500 MPa 미만, 약 2300 MPa 미만, 약 2000 MPa 미만, 약 1800 MPa 미만, 또는 약 1500 MPa 미만일 수 있다. 폴리아릴렌 설파이드 조성물의 파단 굴곡 강도는 약 30 MPa 초과, 약 35 MPa 초과, 약 40 MPa 초과, 약 45 MPa 초과, 또는 약 70 MPa 초과일 수도 있다.
폴리아릴렌 설파이드 조성물의 하중 하 변형 온도는 비교적 높을 수 있다. 예를 들어, 폴리아릴렌 설파이드 조성물의 하중 하 변형 온도는, 1.8 MPa에서 ISO 테스트 제 75-2 호(ASTM D790에 기술적으로 동등함)에 따라 측정시 약 80℃ 초과, 약 90℃ 초과, 약 100℃ 초과, 또는 약 105℃ 초과일 수 있다.
비캇 연화점은, 50 k/시간의 가열 속도에서 10 N의 하중이 사용되는 경우, 비캇 A 테스트에 따라 측정시 약 200℃ 초과 또는 약 250℃ 초과, 예를 들어 약 270℃일 수 있다. 비캇 B 테스트의 경우, 50 k/시간의 가열 속도에서 50 N의 하중이 사용되는 경우, 비캇 연화점은, 약 100℃ 초과, 약 150℃ 초과, 약 175℃ 초과, 또는 약 190℃ 초과, 예를 들어 약 200℃일 수 있다. 비캇 연화점은, ISO 테스트 제 306 호(ASTM D1525에 기술적으로 동등함)에 따라 측정될 수 있다.
폴리아릴렌 설파이드 조성물은 또한 가혹한 환경 조건으로의 장기간 노출 동안 우수한 안정성을 나타낼 수도 있다. 예를 들어 산성 환경으로의 장기간 노출 하에서, 폴리아릴렌 설파이드 조성물은 강도 특성 측면에서 작은 손실을 나타낼 수 있다. 예를 들어, 강산(예를 들어, 약 5% 이상의 강산, 예를 들어 황산, 염화수소산, 질산, 과염소산 등의 용액)으로의 500시간 노출 이후에, 폴리아릴렌 설파이드 조성물은, 약 40℃의 온도에서 강산 용액으로의 약 500시간의 노출 이후에 약 17% 미만 또는 약 16% 미만의 샤르피 노치 충격 강도의 손실을 나타낼 수 있고, 약 80℃의 온도에서 강산 용액으로의 약 500시간의 노출 이후에 약 25% 미만 또는 약 22% 미만의 샤르피 노치 충격 강도의 손실을 나타낼 수 있다. 보다 가혹한 조건 하에서조차도, 예를 들어 1000시간 동안 약 80℃의 온도로 고정된 10% 황산 용액에서, 폴리아릴렌 설파이드 조성물은 초기 샤르피 노치 충격 강도의 약 80% 이상을 유지할 수 있다. 폴리아릴렌 설파이드 조성물은 또한, 자동차 적용례에서 겪을 수도 있는, 다른 잠재적-열화 물질, 예를 들어 염, 예를 들어 제설용 염으로의 노출 이후에, 바람직한 강도 특성을 유지할 수 있다.
내침투성은, 폴리아릴렌 설파이드 조성물에 대한 폭넓게 다양한 적용례의 경우, 예를 들어 연료 라인, 저장 탱크 등의 형성에서의 상기 조성물을 사용하는 경우, 중요할 수 있다. 폴리아릴렌 설파이드 조성물은 폭넓게 다양한 물질에 대한 우수한 내침투성을 나타낼 수 있다. 예를 들어, 폴리아릴렌 설파이드 조성물로 형성된 성형 제품의, 연료 또는 연료 공급원(예를 들어, 가솔린, 디젤 연료, 제트 연료, 미정제 또는 정제 석유 등)에 대한 내침투성이 약 10 g-mm/㎡-일 미만, 약 5 g-mm/㎡-일 미만, 약 3 g-mm/㎡-일, 또는 약 2 g-mm/㎡-일 미만일 수 있다. 예를 들면, 폴리아릴렌 설파이드 조성물(또는 폴리아릴렌 설파이드 조성물로 형성된 제품)의, 40℃에서의 10:45:45의 중량비의 에탄올/아이소-옥탄/톨루엔의 에탄올 블렌드에 대한 내침투성이, 약 10 g-mm/㎡-일 미만, 약 3 g-mm/㎡-일 미만, 약 2.5 g-mm/㎡-일 미만, 약 1 g-mm/㎡-일 미만, 또는 약 0.1 g-mm/㎡-일 미만일 수 있다. 40℃에서의, 15중량% 메탄올 및 85중량% 산소화된 연료의 블렌드(CM15A)에 대한 내침투성이, 약 5 g-mm/㎡-일 미만, 약 3 g-mm/㎡-일 미만, 약 2.5 g-mm/㎡-일 미만, 약 1 g-mm/㎡-일 미만, 약 0.5 g-mm/㎡-일 미만, 약 0.3 g-mm/㎡-일 미만, 또는 약 0.15 g-mm/㎡-일 미만일 수 있다. 40℃에서의 메탄올에 대한 내침투성은, 약 1 g-mm/㎡-일 미만, 약 0.5 g-mm/㎡-일 미만, 약 0.25 g-mm/㎡-일 미만, 약 0.1 g-mm/㎡-일 미만, 또는 약 0.06 g-mm/㎡-일 미만일 수 있다. 내침투성은 SAE 테스트 방법 제 J2665 호에 따라 측정될 수 있다. 추가로, 폴리아릴렌 설파이드 조성물은 탄화수소에 대한 장기간 노출 이후에 원래의 밀도를 유지할 수 있다. 예를 들어, 조성물은 탄화수소, 예를 들어 헵탄, 사이클로헥산, 톨루엔 등, 또는 탄화수소들의 조합에 대한 장기간(예를 들어, 약 14일 초과) 노출 이후의 원래의 밀도의 약 95% 초과, 원래의 밀도의 약 96% 초과, 예를 들어 원래의 밀도의 약 99%를 유지할 수 있다.
폴리아릴렌 설파이드 조성물은 또한 물질, 구체적으로 탄화수소의 흡수에 대해 내성을 가질 수 있다. 예를 들어, 상기 조성물로 형성된 성형 구조물은, 약 2주의 기간 동안의 130℃의 온도에서의 탄화수소의 노출 이후에 약 25% 미만, 약 20% 미만, 또는 약 14% 미만의 체적 변화를 나타낼 수 있다.
폴리아릴렌 설파이드 조성물은 우수한 내열성 및 난연성 특성을 나타낼 수 있다. 예를 들어, 상기 조성물은 0.2 ㎜의 두께에서 V-0 인화성 규격을 충족할 수 있다. 난연성 효율은 문헌[the "Test for Flammability of Plastic Materials for Parts in Devices and Appliances", 5th Edition, Oct. 29, 1996]의 UL 94 수직 연소 테스트 절차에 따라 측정될 수 있다. UL 94 테스트에 따른 등급은 하기 표에 열거한다:

"화염 이후의 시간"은, 화염 이후의 총 시간(테스트된 모든 샘플의 총 값)을 샘플의 갯수로 나누어 결정된 평균 값이다. 화염 이후의 총 시간은, UL-94 VTM 테스트에서 기술한 바와 같이, 화염의 2번의 개별적인 적용 이후에 샘플이 모두 점화된 상태를 유지하는 시간의 합(초)이다. 시간이 짧을 수록, 내연성이 우수함을 나타낸다. 즉, 화염이 보다 빠르게 없어짐을 나타낸다. V-0 등급의 경우, 각각 2회 화염을 적용한, 5개의 샘플에 대한 화염 이후의 총 시간은 50초를 넘지 않아야만 한다. 본 발명의 난연제를 사용함으로써, 0.2 ㎜ 두께를 갖는 시험편의 경우, 제품들은 적어도 V-1 등급, 전형적으로는 V-0 등급을 받을 수 있다.
폴리아릴렌 설파이드 조성물은, 예를 들어 조성물의 용융 점도에 의해 설명되는 바와 같은, 우수한 가공 특성을 나타낼 수도 있다. 예를 들어, 폴리아릴렌 설파이드 조성물의 용융 점도는, 5분의 일정한 전단 이후에 점도를 측정하면, 316℃ 및 400 초-1에서 모세관 유량계로 측정시 약 2800포이즈 미만의 용융 점도를 가질 수 있다. 게다가, 폴리아릴렌 설파이드 조성물은, 가교결합된 충격 개질제를 포함하지 않은 폴리아릴렌 설파이드 조성물에 비해, 시간 경과에 따른 개선된 용융 안정성을 나타낼 수 있다. 가교결합된 충격 개질제를 포함하지 않은 폴리아릴렌 설파이드 조성물은, 시간 경과에 따른 용융 점도의 증가를 나타내는 경향이 있는 반면, 개시된 조성물은 시간 경과에 따라 용융 점도가 유지 또는 심지어 감소될 수 있다.
폴리아릴렌 설파이드 조성물은, 낮은 전단(0.1라디안/초(rad/초)) 및 310℃에서 측정된 복소 점도가 약 10 kPa/초 초과, 약 25 kPa/초 초과, 약 40 kPa/초 초과, 약 50 kPa/초 초과, 약 75 kPa/초 초과, 약 200 kPa/초 초과, 약 250 kPa/초 초과, 약 300 kPa/초 초과, 약 350 kPa/초 초과, 약 400 kPa/초 초과, 또는 약 450 kPa/초 초과일 수 있다. 낮은 전단에서의 복소 점도의 값이 크다는 것은, 폴리아릴렌 설파이드 조성물의 보다 높은 용융 강도 및 상기 조성물의 가교결합된 구조물을 나타낸다. 추가로, 폴리아릴렌 설파이드 조성물은 높은 전단 민감성을 나타낼 수 있고, 이것은 취입 성형 및 압출 공정과 같은 형성 공정에 사용하기 위한 우수한 특성을 나타낸다.
도 1은 폴리아릴렌 설파이드 조성물의 형성에 사용될 수 있는 공정의 개략도를 도시한다. 도시한 바와 같이, 폴리아릴렌 설파이드 조성물의 성분은 압출기(100)와 같은 용융 가공 유닛에서 용융-반죽될 수도 있다. 압출기(100)는, 이로서 한정하는 것은 아니지만, 단일, 트윈 또는 다중 스크류 압출기, 동회전 또는 역회전 압출기, 맞물림식 또는 비-맞물림식 압출기 등을 포함하는, 당업계에 공지된 임의의 압출기일 수 있다. 하나의 실시양태에서, 조성물은 다중 대역 또는 배럴을 포함하는 압출기(100)에서 용융 가공될 수도 있다. 예시된 실시양태에서, 압출기(100)는 도시한 바와 같이, 압출기(100)의 길이에 따라 10개의 배럴(번호 21 내지 30)을 포함한다. 각각의 배럴(21 내지 30)은, 독립적으로 작동할 수 있는, 공급 라인(14, 16), 배기구(12), 온도 제어기 등을 포함할 수 있다. 일반적인 목적의 스크류 디자인이, 폴리아릴렌 조성물을 용융 가공하기 위해서 사용될 수 있다. 예를 들어, 폴리아릴렌 설파이드 조성물은, 코페리온 동회전 완전 맞물림식 트윈 스크류 압출기와 같은 트윈 스크류 압출기를 사용하여 용융 혼합될 수 있다.
폴리아릴렌 설파이드 조성물의 형성에 있어서, 폴리아릴렌 설파이드는 주요 공급 스로트(14)에서 압출기(100)에 공급될 수 있다. 예를 들어, 폴리아릴렌 설파이드는 계량 공급장치에 의해 제 1 배럴(21)에서 주요 공급 스로트(14)에 공급될 수도 있다. 폴리아릴렌 설파이드는, 이것이 압출기(100)를 통해 진행함에 따라, 조성물의 다른 성분들과 용융 및 혼합될 수 있다. 충격 개질제는, 요구되는 경우, 주요 공급 스로트(14)에서 또는 주요 공급 스로트의 하류에서, 폴리아릴렌 설파이드 조성물과 함께 조성물에 첨가될 수 있다.
주요 공급 스로트(14)의 하류의 임의의 지점에서, 상기 조성물에 충격 개질제를 첨가한 이후에, 상기 조성물에 가교 결합제가 첨가될 수 있다. 예를 들어, 예시된 실시양태에서, 배럴(26)에서 제 2 공급 라인(16)이 가교결합제의 첨가를 위해 사용될 수 있다. 가교결합제를 위한 첨가 지점은 구체적으로 제한되지 않는다. 그러나, 가교결합제는, 전단 하에서 폴리아릴렌 설파이드가 충격 개질제와 혼합한 이후에 임의의 지점에서 조성물에 첨가되어서, 충격 개질제가 폴리아릴렌 설파이드 전반에 걸쳐서 분포되도록 할 수 있다.
폴리아릴렌 설파이드는 하기 화학식 I의 반복 단위체를 함유하는 폴리아릴렌 티오에터일 수도 있다:
[화학식 I]
-[(Ar1)n-X]m-[(Ar2)i-Y]j-[(Ar3)k-Z]l-[(Ar4)o-W]p-
상기 식에서,
Ar1, Ar2, Ar3 및 Ar4는 동일하거나 상이하고 탄소수 6 내지 18의 아릴렌 단위체이고;
W, X, Y, 및 Z는 동일하거나 상이하고, -SO2-, -S-, -SO-, -CO-, -O-, -COO- 중에서 선택된 2가 연결 기, 또는 탄소수 1 내지 6의 아킬렌 또는 알킬리덴이고, 연결 기 중 하나 이상은 -S-이고;
n, m, i, j, k, l, o, 및 p는 독립적으로 0이거나 1, 2, 3, 또는 4이되, 단 이들의 총 합은 2 미만이다.
아릴렌 단위체인 Ar1, Ar2, Ar3, 및 Ar4는 선택적으로 치환되거나 비치환될 수도 있다. 유리한 아릴렌 시스템은 페닐렌, 바이페닐렌, 나프틸렌, 안트라센 및 페난트렌이다. 폴리아릴렌 설파이드는 전형적으로 약 30몰% 초과, 약 50몰% 초과, 또는 약 70몰% 초과의 아릴렌 설파이드(-S-) 단위체를 포함한다. 하나의 실시양태에서, 폴리아릴렌 설파이드는 2개의 방향족 고리에 직접 부착된 85몰% 이상의 설파이드 연결부를 포함한다.
하나의 실시양태에서, 폴리아릴렌 설파이드는 그의 성분으로서 페닐렌 설파이드 구조물 -(C6H4-S)n-(여기서, n은 1 이상인 정수이다)를 함유하는 것으로 정의된 폴리페닐렌 설파이드이다.
폴리아릴렌 설파이드는, 폴리아릴렌 설파이드 조성물의 형성 이전에 합성될 수도 있지만, 이것이 공정의 필요조건은 아니다. 폴리아릴렌 설파이드를 제조하는데 사용될 수도 있는 합성 기법이 당분야에 일반적으로 공지되어 있다. 예를 들어, 폴리아릴렌 설파이드의 제조 방법은, 하이드로설파이드 이온, 예를 들어 알칼리 금속 설파이드를 제공하는 물질을, 유기 아마이드 용매 내 다이할로방향족 화합물과 반응함을 포함할 수 있다.
알칼리 금속 설파이드는, 예를 들어 리튬 설파이드, 나트륨 설파이드, 칼륨 설파이드, 루비듐 설파이드, 세슘 설파이드 또는 이들의 혼합물일 수 있다. 알칼리 금속 설파이드가 수화물 또는 수성 혼합물이면, 알칼리 금속 설파이드는 중합 반응보다 앞에서 탈수 작업에 따라 가공될 수 있다. 알칼리 금속 설파이드는 또한 동일반응계에서 발생할 수 있다. 추가로, 소량의 알칼리 금속 하이드록사이드가 반응에 포함되어, 알칼리 금속 설파이드와 함께 매우 소량으로 존재할 수도 있는, 불순물, 예를 들어 알칼리 금속 폴리설파이드 또는 알칼리 금속 티오설페이트를 제거 또는 반응시킬 수 있다(예를 들어, 이러한 불순물을 무해한 물질로 변화시킬 수 있다).
다이할로방향족 화합물은, 이로서 한정하는 것은 아니지만, o-다이할로벤젠, m-다이할로벤젠, p-다이할로벤젠, 다이할로톨루엔, 다이할로나프탈렌, 메톡시-다이할로벤젠, 다이할로바이페닐, 다이할로벤조산, 다이할로다이페닐 에터, 다이할로다이페닐 설폰, 다이할로다이페닐 설폭사이드 또는 다이할로다이페닐 케톤일 수 있다. 다이할로방향족 화합물은 단독으로 또는 그의 임의의 조합으로 사용될 수도 있다. 구체적인 예의 다이할로방향족 화합물은, 이로서 한정하는 것은 아니지만, p-다이클로로벤젠; m-다이클로로벤젠; o-다이클로로벤젠; 2,5-다이클로로톨루엔; 1,4-다이브로모벤젠; 1,4-다이클로로나프탈렌; 1-메톡시-2,5-다이클로로벤젠; 4,4'-다이클로로바이페닐; 3,5-다이클로로벤조산; 4,4'-다이클로로다이페닐 에터; 4,4'-다이클로로다이페닐설폰; 4,4'-다이클로로다이페닐설폭사이드; 및 4,4'-다이클로로다이페닐 케톤을 포함할 수 있다.
할로겐 원자는 불소, 염소, 브롬 또는 요오드일 수 있고, 동일한 다이할로-방향족 화합물에서의 2개의 할로겐 원자들이 서로 동일하거나 상이할 수 있다. 하나의 실시양태에서, o-다이클로로벤젠, m-다이클로로벤젠, p-다이클로로벤젠 또는 그의 2종 이상의 화합물의 혼합물이 다이할로-방향족 화합물로서 사용된다.
당업계에 공지된 바와 같이, 폴리아릴렌 설파이드의 말단 기를 형성하기 위해서 또는 폴리아릴렌 설파이드의 분자량 및/또는 중합 반응을 조절하기 위해서, 다이할로방향족 화합물과 함께 모노할로 화합물(필수적으로 방향족 화합물은 아니다)을 사용하는 것도 가능하다.
폴리아릴렌 설파이드는 단독중합체일 수도 있거나 공중합체일 수도 있다. 다이할로방향족 화합물을 적절하게 선택적으로 조합함으로써, 2개 미만의 상이한 단위체를 함유하는 폴리아릴렌 설파이드 공중합체가 형성될 수 있다. 예를 들어, p-다이클로로벤젠이 m-다이클로로벤젠 또는 4,4'-다이클로로다이페닐설폰과 함께 사용되는 경우, 하기 화학식 II의 구조를 갖는 분절, 하기 화학식 III의 구조를 갖는 분절, 또는 하기 화학식 IV의 구조를 갖는 분절을 함유하는 폴리아릴렌 설파이드 공중합체가 형성될 수 있다:
[화학식 II]

[화학식 III]

[화학식 IV]
일반적으로, 하전된 알칼리 금속 설파이드의 효과량의 1몰 당 다이할로방향족 화합물의 양이, 일반적으로 1.0 내지 2.0몰, 1.05 내지 2.0몰, 또는 1.1 내지 1.7몰일 수 있다. 따라서, 폴리아릴렌 설파이드는 알킬 할라이드(일반적으로 알킬 클로라이드) 말단 기를 포함할 수 있다.
폴리아릴렌 설파이드를 제조하기 위한 방법은, 유기 아마이드 용매에 중합 반응을 수행함을 포함할 수 있다. 중합 반응에 사용되는 예시적인 유기 아마이드 용매는, 이로서 한정하는 것은 아니지만, N-메틸-2-피롤리돈; N-에틸-2-피롤리돈; N,N-다이메틸폼아마이드; N,N-다이메틸아세트아마이드; N-메틸카프로락탐; 테트라메틸우레아; 다이메틸이미다졸리디논; 헥사메틸 인산 트라이아마이드 및 이들의 혼합물을 포함할 수 있다. 반응에 사용되는 유기 아마이드 용매의 양은, 알칼리 금속 설파이드의 효과량의 1몰 당 예를 들어 0.2 내지 5킬로그램(kg/mol)일 수 있다.
중합은 단계식 중합 공정으로 수행될 수 있다. 제 1 중합 단계는, 다이할로방향족 화합물을 반응기에 도입하는 단계, 및 상기 다이할로방향족 화합물을, 물의 존재 하에서 약 180℃ 내지 약 235℃, 또는 약 200℃ 내지 약 230℃의 온도에서 중합 반응에 적용하는 단계, 및 다이할로 방향족 화합물의 전환율이 이론적으로 필요한 양의 적어도 약 50몰%에 이를 때까지 계속 중합하는 단계를 포함할 수 있다.
제 2 중합 단계에서, 반응 슬러리에 물을 첨가하여, 중합 시스템 내 물의 총량이, 하전된 알칼리 금속 설파이드의 효과량의 몰 당, 약 7몰까지, 또는 약 5몰까지 증가되도록 한다. 그다음, 중합 시스템의 반응 혼합물을 약 250℃ 내지 약 290℃, 약 255℃ 내지 약 280℃, 또는 약 260℃ 내지 약 270℃의 온도까지 가열하고, 이렇게 형성된 중합체의 용융 점도가 폴리아릴렌 설파이드의 목적하는 최종 수준까지 올라갈 때까지 계속 중합할 수 있다. 제 2 중합 단계의 지속 시간은, 예를 들어 약 0.5 내지 약 20 시간, 또는 약 1 내지 약 10 시간일 수 있다.
폴리아릴렌 설파이드는 선형, 세미-선형, 분지형 또는 가교결합형일 수도 있다. 선형 폴리아릴렌 설파이드는, 주요 구성 단위로서 반복 단위체 -(Ar-S)-를 포함한다. 일반적으로, 선형 폴리아릴렌 설파이드는 약 80몰% 이상의 이러한 반복 단위를 포함할 수도 있다. 선형 폴리아릴렌 설파이드는 소량의 분지 단위 또는 가교결합 단위를 포함할 수도 있지만, 분지 또는 가교결합 단위의 양은 폴리아릴렌 설파이드의 총 단량체 단위의 약 1몰% 미만일 수 있다. 선형 폴리아릴렌 설파이드 중합체는, 전술한 반복 단위체를 함유하는 랜덤 공중합체 또는 블록 공중합체일 수도 있다.
3개 이상의 반응성 작용기를 갖는 하나 이상의 단량체들의 소량을 중합체에 도입함으로써 제공된 가교결합 구조물 또는 분지된 구조물을 가질 수도 있는 세미-선형 폴리아릴렌 설파이드가 사용될 수도 있다. 예를 들어, 중합체의 약 1몰% 내지 약 10몰%가, 3개 이상의 반응성 작용기를 갖는 단량체로부터 형성될 수도 있다. 세미-선형 폴리아릴렌 설파이드를 제조하기 위해 사용될 수도 있는 방법이, 일반적으로 당업계에 공지되어 있다. 예를 들어, 세미-선형 폴리아릴렌 설파이드를 형성하는데 사용된 단량체 성분들은, 분지된 중합체를 제조하는데 사용될 수 있는, 분자 당 2개 이상의 할로겐 치환체를 갖는 폴리할로방향족 화합물의 양을 포함할 수 있다. 이러한 단량체는, 화학식 R'Xn(여기서, 각각의 X는 염소, 브롬, 및 요오드 중에서 선택되고, n은 3 내지 6의 정수이고, R'은 원자가 n의 다가 방향족 라디칼로서, 약 4개 이하의 메틸 치환체를 가질 수 있고, R'에서의 총 탄소 원자의 갯수는 6 내지 약 16이다)일 수 있다. 세미-선형 폴리아릴렌 설파이드를 형성하는데 사용될 수 있는 분자 당 2개 초과로 치환된 할로겐을 갖는 일부 폴리할로방향족 화합물의 예는, 1,2,3-트라이클로로벤젠, 1,2,4-트라이클로로벤젠, 1,3-다이클로로-5-브로모벤젠, 1,2,4-트라이요오도벤젠, 1,2,3,5-테트라브로모벤젠, 헥사클로로벤젠, 1,3,5-트라이클로로-2,4,6-트라이메틸벤젠, 2,2',4,4'-테트라클로로바이페닐, 2,2',5,5'-테트라-요오도바이페닐, 2,2',6,6'-테트라브로모-3,3',5,5'-테트라메틸바이페닐, 1,2,3,4-테트라클로로나프탈렌, 1,2,4-트라이브로모-6-메틸나프탈렌 등, 및 이들의 혼합물을 포함한다.
중합 이후에, 폴리아릴렌 설파이드는 액체 매질로 세척될 수도 있다. 예를 들어, 폴리아릴렌 설파이드는, 혼합물을 형성하면서, 다른 성분과 조합하기 이전에, 물 및/또는 폴리아릴렌 설파이드를 분해하지 않을 유기 용매로 세척될 수도 있으며, 상기 유기 용매는, 이로서 한정하는 것은 아니지만, 아세톤, N-메틸-2-피롤리돈, 염 용액, 및/또는 산성 매질, 예를 들어 아세트산 또는 염화수소산을 포함한다. 폴리아릴렌 설파이드는 당업계의 숙련자들에게 일반적으로 공지되어 있는 순차적인 방식으로 세척될 수 있다. 산성 용액 또는 염 용액으로 세척하는 것은, 나트륨, 리튬, 또는 칼슘 금속 이온 말단 기의 농도를 약 2000 ppm으로부터 약 100 ppm까지 줄일 수도 있다.
폴리아릴렌 설파이드는 온수 세척 공정에 적용될 수 있다. 온수 세척의 온도는 약 100℃ 이상, 예를 들어 약 120℃ 초과, 약 150℃ 초과, 또는 약 170℃ 초과일 수 있다.
폴리아릴렌 설파이드를 형성하기 위한 중합 반응 장치는 전형적으로 고 점도 유체의 형성에 일반적으로 사용되는 장치를 사용하는 것이 바람직하지만, 구체적으로 제한되지는 않는다. 이러한 반응 장치의 예는, 다양한 형태의 교반날을 갖는 교반 장치를 갖는 교반 탱크형 중합 반응 장치, 예를 들어 앵커형, 다단계형, 나선-리본형, 스크류축형 등 또는 이들의 개질된 형태를 포함할 수도 있다. 추가로, 이러한 반응 장치의 예는, 반죽에 일반적으로 사용되는 혼합 장치, 예를 들어 반죽기, 롤 밀, 밴부리 혼합기 등을 포함한다. 중합 이후에, 용융 폴리아릴렌 설파이드는 전형적으로는 목적하는 형태의 다이와 맞는 압출 오리피스를 통해 반응기로부터 배출되고, 냉각되고, 수집될 수도 있다. 일반적으로, 폴리아릴렌 설파이드는 천공된 다이를 통해 배출되어 스트랜드를 형성하고, 이것을 수욕에서 집어 올리고, 펠렛화하고, 건조될 수도 있다. 폴리아릴렌 설파이드는 또한 스트랜드, 과립 또는 분말의 형태일 수도 있다.
언급한 바와 같이, 폴리아릴렌 설파이드의 형성은 필요조건이 아니며, 폴리아릴렌 설파이드는 또한 공지된 공급처로부터 구입할 수도 있다. 예를 들어, 티코나(미국 켄터키주 플로렌스 소재)로부터 입수가능한 포트론(Fortron, 등록상표) 폴리페닐렌 설파이드를 구입하여 폴리아릴렌 설파이드로서 사용할 수 있다.
폴리아릴렌 설파이드 조성물은 조성물의 중량을 기준으로 약 10중량% 내지 약 99중량%의 양으로, 예를 들어 조성물의 중량을 기준으로 약 20중량% 내지 약 90중량%의 양으로 폴리아릴렌 설파이드 성분(폴리아릴렌 설파이드의 블렌드를 포함함)을 포함할 수도 있다.
폴리아릴렌 설파이드는, 일반적으로 폴리아릴렌 설파이드 조성물에 대해 의도된 최종 적용례에 따라, 임의의 적합한 분자량 및 용융 점도를 가질 수도 있다. 예를 들어, 폴리아릴렌 설파이드의 용융 점도는, 1200 s-1의 전단 속도 및 310℃의 온도에서 ISO 테스트 제 11443 호에 따라 측정시 약 500 포이즈 미만의 용융 점도를 갖는, 낮은 점도의 폴리아릴렌 설파이드, 약 500 포이즈 내지 약 1500 포이즈의 용융 점도를 갖는, 중간 점도의 폴리아릴렌 설파이드, 또는 약 1,500 포이즈 초과의 용융 점도를 갖는 높은 용융 점도 폴리아릴렌 설파이드일 수도 있다.
하나의 실시양태에 따르면, 폴리아릴렌 설파이드는 폴리아릴렌 설파이드와 충격 개질제 사이의 결합 형성을 추가로 독려하도록 작용화될 수 있다. 예를 들어, 폴리아릴렌 설파이드는, 형성 이후에, 카보닐, 산 무수물, 아민, 아이소시아네이트 또는 다른 작용기-함유 개질 화합물로 처리되어, 폴리아릴렌 설파이드 위에 작용성 말단기를 제공할 수 있다. 예를 들어, 폴리아릴렌 설파이드는 머캅토 기 또는 다이설파이드 기를 함유하고 또한 반응성 작용기를 함유하는 개질 화합물과 반응할 수 있다. 하나의 실시양태에서, 폴리아릴렌 설파이드는 유기 용매 중에서 개질화 화합물과 반응할 수 있다. 또다른 실시양태에서, 폴리아릴렌 설파이드는 용융 상태의 개질화 화합물과 반응할 수 있다.
하나의 실시양태에서, 목적하는 작용기를 함유하는 다이설파이드 화합물은 폴리아릴렌 설파이드 조성물 형성 공정에 도입될 수 있고, 상기 폴리아릴렌 설파이드는 상기 조성물의 형성과 함께 작용화될 수 있다. 예를 들어, 목적하는 반응성 작용기를 함유하는 다이설파이드 화합물은, 폴리아릴렌 설파이드와 함께 용융 압출기에 또는 가교결합제의 첨가 이전에 또는 첨가와 동시에 임의의 다른 지점에서 첨가될 수 있다.
폴리아릴렌 설파이드 중합체와 반응적으로 작용화된 다이설파이드 화합물 사이의 반응은, 폴리아릴렌 설파이드 중합체의 쇄 절단을 포함할 수 있으며, 이는 폴리아릴렌 설파이드의 용융 점도를 감소시킬 수 있다. 하나의 실시양태에서, 낮은 할로겐 함량을 갖는 보다 높은 용융 점도 폴리아릴렌 설파이드는 개시 중합체로서 사용될 수 있다. 작용성 다이설파이드 화합물의 사용에 의해 폴리아릴렌 설파이드 중합체의 반응성 작용화 이후에, 비교적 낮은 할로겐 함량의 비교적 낮은 용융 점도 폴리아릴렌 설파이드도 형성될 수 있다. 이러한 쇄 절단 이후에, 폴리아릴렌 설파이드의 용융 점도는 추가 가공을 위해 적합할 수 있고, 낮은 용융 점도 폴리아릴렌 설파이드의 총 할로겐 함량이 매우 낮을 수 있다. 낮은 할로겐 함량 중합체 물질을 환경적인 관심 때문에 점차적으로 요구하기 때문에, 낮은 할로겐 함량 이외에 우수한 강도 및 열화 내성을 나타내는 폴리아릴렌 설파이드 조성물이 유리할 수 있다. 하나의 실시양태에서, 폴리아릴렌 설파이드 조성물의 할로겐 함량은, 파르 밥 연소 및 그 이후의 이온 크로마토그래피를 사용하여 원소 분석에 따라 측정시 약 1000 ppm 미만, 약 900 ppm 미만, 약 600 ppm 미만, 또는 약 400 ppm 미만일 수 있다.
다이설파이드 화합물은 하기 화학식의 구조물을 일반적으로 가질 수 있다:
R1-S-S-R2
상기 식에서, R1 및 R2는 동일하거나 상이하고 탄소수 약 1 내지 약 20을 독립적으로 포함하는 탄화수소 기일 수도 있다. 예를 들어, R1 및 R2는 알킬, 사이클로알킬, 아릴 또는 헤테로사이클릭 기일 수도 있다. R1 및 R1은 다이설파이드 화합물의 말단에 반응성 작용기를 포함할 수도 있다. 예를 들어, R1 및 R2 중 하나 이상은, 말단 카복실 기, 하이드록실 기, 치환되거나 비-치환된 아미노 기, 니트로 기 등을 포함할 수도 있다. 일반적으로, 반응성 작용기는, 반응성-작용화된 폴리아릴렌 설파이드가 충격 개질제와 반응할 수 있도록, 선택될 수 있다. 예를 들어, 에폭시-말단 충격 개질제를 고려함으로써, 다이설파이드 화합물은 카복실 및/또는 아민 작용기를 포함할 수 있다.
본원에서 포함할 수 있는 반응성 말단 기를 포함하는 다이설파이드 화합물의 예는, 이로서 한정하는 것은 아니지만, 2,2'-다이아미노다이페닐 다이설파이드, 3,3'-다이아미노다이페닐 다이설파이드, 4,4'-다이아미노다이페닐 다이설파이드, 다이벤질 다이설파이드, 다이티오살리사이클릭산, 다이티오글리콜산, α,α'-다이티오다이락트산, β,β'-다이티오다이락트산, 3,3'-다이티오다이피리딘, 4,4'-다이티오모폴린, 2,2'-다이티오비스(벤조티아졸), 2,2'-다이티오비스(벤즈이미다졸), 2,2'-다이티오비스(벤즈옥사졸) 및 2-(4'-모폴리노다이티오)벤조티아졸을 포함할 수도 있다.
폴리아릴렌 설파이드의 양 대 다이설파이드 화합물의 양의 비는, 약 1000:1 내지 약 10:1, 약 500:1 내지 약 20:1, 또는 약 400:1 내지 약 30:1일 수 있다.
폴리아릴렌 설파이드 중합체 이외에, 상기 조성물은 또한 충격 개질제를 포함한다. 보다 구체적으로, 충격 개질제는 올레핀계 공중합체 또는 삼원공중합체일 수 있다. 예를 들어, 충격 개질제는 탄소수 약 4 내지 약 10의 에틸렌계 불포화된 단량체 단위체를 포함할 수 있다.
충격 개질제는, 가교결합제와 반응하도록 작용화기를 포함하도록 개질될 수도 있다. 예를 들어, 충격 개질제는 약 0.01 내지 약 0.5의 몰 분획의 하기 물질 중 하나 이상으로 개질될 수도 있다: 탄소수 약 3 내지 약 8의 α,β-불포화된 다이카복실산 또는 그의 염; 탄소수 약 3 내지 약 8의 α,β-불포화된 카복실산 또는 그의 염; 탄소수 약 3 내지 8의 무수물 또는 그의 염; 탄소수 약 3 내지 8의 모노에스터 또는 그의 염; 설폰산 또는 그의 염; 탄소수 약 4 내지 약 11의 불포화된 에폭시 화합물. 이러한 개질화 작용기의 예는, 말레산 무수물, 푸마르산, 말레산, 메타크릴산, 아크릴산, 및 글리디실 메타크릴레이트를 포함한다. 메탈산 염의 예는 알칼리 금속 및 전이 금속 염, 예를 들어 나트륨, 아연, 및 알루미늄 염을 포함한다.
사용될 수도 있는 충격 개질제의 비-제한적인 목록은, 에틸렌-아크릴산 공중합체, 에틸렌-말레산 무수물 공중합체, 에틸렌-알킬 (메트)아크릴레이트-말레산 무수물 삼원중합체, 에틸렌-알킬 (메트)아크릴레이트-글리시딜 (메트)아크릴레이트 삼원중합체, 에틸렌-아크릴산 에스터-메타크릴산 삼원중합체, 에틸렌-아크릴산 에스터-말레산 무수물 삼원중합체, 에틸렌-메타크릴산-메타크릴산 알칼리 금속 염(이오노머) 삼원중합체 등을 포함할 수 있다. 하나의 실시양태에서, 예를 들어, 충격 개질제는, 에틸렌, 메틸아크릴레이트, 및 글리시딜 메타크릴레이트의 랜덤 삼원중합체를 포함할 수 있다. 삼원중합체의 글리시딜 메타크릴레이트 함량은 약 5% 내지 약 20%, 예를 들어 약 6% 내지 약 10%일 수 있다. 삼원중합체의 메틸아크릴레이트 함량은 약 20% 내지 약 30%, 예를 들어 약 24%일 수도 있다.
하나의 실시양태에 따르면, 충격 개질제는 에폭시 작용기, 예를 들어 말단 에폭시 기, 골격 옥시란 단위체, 및/또는 매달린 에폭시 기를 포함하는, 선형 또는 분지형의 단독중합체 또는 공중합체(예를 들어, 랜덤, 그래프트, 블록 등)일 수도 있다. 예를 들어, 충격 개질제는 에폭시 작용기를 포함하는 하나 이상의 단량체 성분을 포함하는 공중합체일 수도 있다. 충격 개질제의 단량체 단위체는 다양할 수도 있다. 하나의 실시양태에서, 예를 들어, 충격 개질제는 에폭시-작용성 메타크릴산 단량체 단위체를 포함할 수 있다. 본원에 사용하는 경우, 메타크릴계란 용어는, 일반적으로 아크릴계 단량체 및 메타크릴계 단량체, 뿐만 아니라 이들의 염 및 에스터, 예를 들어 아크릴레이트 및 메타크릴레이트 단량체를 지칭한다. 충격 개질제에 포함될 수도 있는 에폭시-작용성 메타크릴산 단량체는, 이로서 한정하는 것은 아니지만, 1,2-에폭시 기, 예를 들어 글리시딜 아크릴레이트 및 글리시딜 메타크릴레이트를 포함할 수도 있다. 기타 적합한 에폭시-작용성 단량체는, 알릴 글리시딜 에터, 글리시딜 에타크릴레이트, 및 글리시딜 이토코네이트를 포함한다.
다른 단량체 단위체는 부가적으로 또는 선택적으로 충격 개질제의 성분일 수도 있다. 다른 단량체의 예는, 예를 들어 에스터 단량체, 올레핀 단량체, 아마이드 단량체 등을 포함할 수도 있다. 하나의 실시양태에서, 충격 개질제는 하나 이상의 선형 또는 분지형 α-올레핀 단량체, 예를 들어 탄소수 2 내지 20의 것 또는 탄소수 2 내지 8의 것을 포함할 수 있다. 구체적인 예는, 에틸렌; 프로필렌; 1-부텐; 3-메틸-1-부텐; 3,3-다이메틸-1-부텐; 1-펜텐; 하나 이상의 메틸, 에틸 또는 프로필 치환체를 갖는, 1-펜텐; 하나 이상의 메틸, 에틸 또는 프로필 치환체를 갖는, 1-헥센; 하나 이상의 메틸, 에틸 또는 프로필 치환체를 갖는, 1-헵텐; 하나 이상의 메틸, 에틸 또는 프로필 치환체를 갖는, 1-옥텐; 하나 이상의 메틸, 에틸 또는 프로필 치환체를 갖는, 1-노넨; 에틸, 메틸 또는 다이메틸-치환된 1-데센; 1-도데센; 및 스티렌을 포함한다.
에폭시 작용기를 포함하는, 충격 개질제에 포함되는 단량체는, 중합체의 단량체 단위체의 적어도 일부가 에폭시 작용화되는 한, 에폭시 작용기를 포함하지 않는 단량체를 포함할 수 있다.
하나의 실시양태에서, 충격 개질제는 에폭시 작용기를 포함하는 삼원중합체일 수 있다. 예를 들어, 충격 개질제는 에폭시 작용기를 포함하는 메타크릴계 성분, α-올레핀 성분, 및 에폭시 작용기를 포함하지 않는 메타크릴계 성분을 포함할 수 있다. 예를 들어, 충격 개질제는 하기 구조를 갖는, 폴리(에틸렌-코-메틸아크릴레이트-코-글리시딜 메타크릴레이트)일 수도 있다:
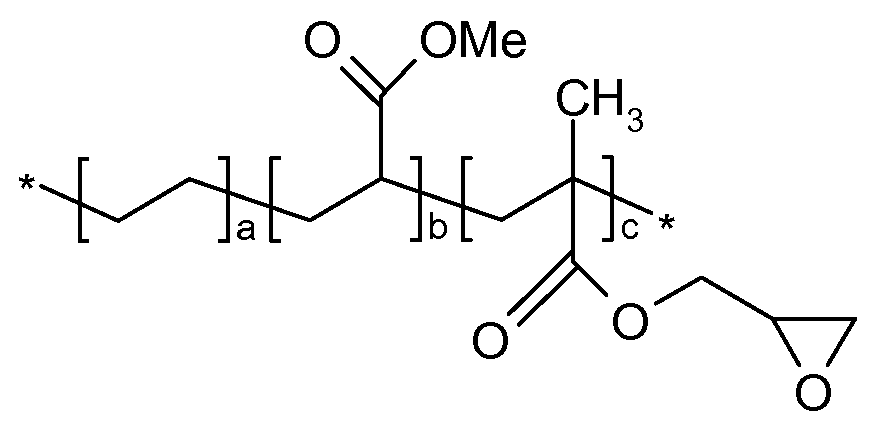
상기 식에서, a, b, 및 c는 1 이상이다.
또다른 실시양태에서, 충격 개질제는, 하기 구조를 갖는, 에틸렌, 에틸 아크릴레이트 및 말레산 무수물의 랜덤 공중합체일 수 있다:

상기 식에서, x, y 및 z는 1 이상이다.
공중합체 충격 개질제의 다양한 단량체 성분들의 상대적인 비율은 구체적으로 제한되지 않는다. 예를 들어, 하나의 실시양태에서, 에폭시-작용성 메타크릴산 단량체 성분은 공중합체 충격 개질제의 약 1중량% 내지 약 25중량%, 또는 약 2중량% 내지 약 20중량%를 형성할 수 있다. α-올레핀 단량체는, 공중합체 충격 개질제의 약 55중량% 내지 약 95중량%, 또는 약 60중량% 내지 약 90중량%를 형성할 수 있다. 사용되는 경우, 다른 단량체 성분들(예를 들어, 비-에폭시 작용성 메타크릴계 단량체)는, 공중합체 충격 개질제의 5중량% 내지 약 35중량%, 또는 약 8중량% 내지 약 30중량%를 구성할 수도 있다.
충격 개질제는, 당업계에 일반적으로 공지된 바와 같은, 표준 중합법에 따라 형성될 수도 있다. 예를 들어, 극성 작용기를 함유하는 단량체는 중합체 주쇄에 그래프팅되어 그래프트 공중합체를 형성할 수도 있다. 다르게는, 작용기를 함유하는 단량체가, 공지된 유리 라디칼 중합 기법, 예를 들어 고압 반응, 지에글러-나타 촉매 반응 시스템, 단일 부위 촉매(예를 들어, 메탈로센) 반응 시스템 등을 사용하여 단량체와 공중합시켜 블록 또는 랜덤 공중합체를 형성할 수도 있다.
다르게는, 충격 개질제가 소매 시장에서 수득될 수도 있다. 예를 들어, 충격 개질제로서 사용하기 위한 적합한 화합물이, 상품명 로타더(Lotader, 등록상표)로서 아르케마(Arkema)에서 수득될 수도 있다.
충격 개질제의 분자량은 폭넓게 변할 수 있다. 예를 들어, 충격 개질제의 수 평균 분자량은 약 7,500 내지 약 250,000 그램/몰, 일부 실시양태에서 약 15,000 내지 약 150,000 그램/몰, 일부 실시양태에서, 약 20,000 내지 100,000 그램/몰이고, 다분산도 지수는 전형적으로 2.5 내지 7이다.
일반적으로, 충격 개질제는 약 0.05중량% 내지 약 40중량%, 약 0.05중량% 내지 약 37중량%, 또는 약 0.1중량% 내지 약 35중량%의 양으로 조성물에 존재할 수도 있다.
도 1을 보면, 충격 개질제는 용융 가공 유닛의 주요 공급 스로트(14)에서 폴리아릴렌 설파이드 조성물과 함께, 상기 조성물에 첨가될 수 있다. 그러나, 이것은 조성물 형성 공정의 필요조건은 아니며, 다른 실시양태에서는 충격 개질제가 주요 공급 스로트의 하류에서 첨가될 수 있다. 예를 들어, 충격 개질제는, 폴리아릴렌 설파이드가 용융 가공 유닛에 공급되는 지점으로부터 하류의 위치에서, 그렇지만 용융 영역 이전에, 즉 폴리아릴렌 설파이드가 용융되는 용융 가공 유닛의 가닥에서 첨가될 수도 있다. 또다른 실시양태에서, 충격 개질제는 폴리아릴렌 설파이드가 용융되는 지점으로부터 하류인 위치에 첨가될 수도 있다.
요구되는 경우, 하나 이상의 분배 및/또는 분산 혼합 구성요소가, 용융 가공 유닛의 혼합 영역 내부에 사용될 수도 있다. 단일 스크류 압출기를 위한 적합한 분배 혼합기에는, 이로서 한정하는 것은 아니지만, 예를 들어, 색슨(Saxon), 덜매지(Dulmage), 공동 이동 혼합기 등을 포함할 수 있다. 유사하게, 적합한 분산 혼합기는, 이로서 한정하는 것은 아니지만, 블리스터 링(Blister ring), 레로이/매독(Leroy/Maddock), CRD 혼합기 등을 포함할 수 있다. 당업계에 공지되어 있는 바와 같이, 혼합은, 버스 반죽기 압출기, 공동 이동 혼합기, 및 보텍스 맞물림식 핀 혼합기에 사용되는 것과 같이, 중합체 용융물의 접힘 및 재배열을 형성하는 배럴에서 핀을 사용함으로써 추가로 개선될 수도 있다.
폴리아릴렌 설파이드 및 충격 개질제 이외에, 폴리아릴렌 조성물이 가교결합제를 포함할 수 있다. 가교결합제는 충격 개질제의 작용기와 반응하여 충격 개질제의 중합체 쇄 내에 및 상기 중합체 쇄 중간에 가교결합을 형성할 수 있는, 다작용성 화합물 또는 그의 조합일 수 있다. 일반적으로, 가교결합제는 비-중합체 화합물, 즉 결합 또는 비-중합체(비-반복) 연결 성분에 의해 연결된 2개 이상의 반응적으로 작용성인 말단 잔기를 포함하는 분자 화합물일 수 있다. 예를 들면, 가교결합제는, 이로서 한정하는 것은 아니지만, 다이에폭사이드, 다작용성 에폭사이드, 다이아이소시아네이트, 폴리아이소시아네이트, 다가 알콜, 수용성 카보다이이미드, 다이아민, 다이아미노알칸, 다작용성 카복실산, 이산 할라이드 등을 포함할 수 있다. 예를 들어, 에폭시-작용성 충격 개질제를 고려할 때, 비-중합체 다작용성 카복실산 또는 아민이 가교결합제로서 사용될 수 있다.
다작용성 카복실산 가교결합제의 구체적인 예는, 이로서 한정하는 것은 아니지만, 아이소프탈산, 테레프탈산, 프탈산, 1,2-다이(p-카복시페닐)에탄, 4,4'-다이카복시다이페닐 에터, 4,4'-비스벤조산, 1,4- 또는 1,5-나프탈렌 다이카복실산, 데카하이드로나프탈렌 다이카복실산, 노보넨 다이카복실산, 바이사이클로옥탄 다이카복실산, 1,4-사이클로헥산다이카복실산(시스형 및 트랜스형 둘 다), 1,4-헥실렌다이카복실산, 아디프산, 아젤라산, 다이카복실 도데칸산, 숙신산, 말레산, 글루타르산, 수베르산, 아젤라산 및 세박산을 포함할 수 있다. 상응하는 다이카복실산 유도체, 예를 들어 알콜 라디칼 중 탄소수 1 내지 4의 카복실산 다이에스터, 카복실산 무수물 또는 카복실산 할라이드도 사용될 수도 있다.
가교결합제로서 유용한 예시적인 다이올은, 이로서 한정하는 것은 아니지만, 지방족 다이올, 예를 들어 에틸렌 글리콜, 1,2-프로필렌 글리콜, 1,3-프로필렌 글리콜, 2,2-다이메틸-1,3-프로판 다이올, 2-에틸-2-메틸-1,3-프로판 다이올, 1,4-부탄 다이올, 1,4-부트-2-엔 다이올, 1,3-1,5-펜탄 다이올, 1,5-펜탄 다이올, 다이프로필렌 글리콜, 2-메틸-1,5-펜탄 다이올 등을 포함할 수 있다. 방향족 다이올, 예를 들어 이로서 한정하는 것은 아니지만, 하이드로퀴논, 카테콜, 레조르시놀, 메틸하이드로퀴논, 클로로하이드로퀴논, 비스페놀 A, 테트라클로로비스페놀 A, 페놀프탈레인 등이 사용될 수도 있다. 사용될 수 있는 예시적인 지환족 다이올은, 지환족 잔기, 예를 들어 1,6-헥산 다이올, 다이메탄올 데칼린, 다이메탄올 바이사이클로옥탄, 1,4-사이클로헥산 다이메탄올(그의 시스형 및 트랜스형 이량체를 포함함), 트라이에틸렌 글리콜, 1,10-데칸다이올 등을 포함한다.
가교결합제로서 사용될 수도 있는 예시적인 다이아민은, 이로서 한정하는 것은 아니지만, 아이소포론-다이아민, 에틸렌다이아민, 1,2-, 1,3-프로필렌-다이아민, N-메틸-1,3-프로필렌-다이아민, N,N'-다이메틸-에틸렌-다이아민, 및 방향족 다이아민, 예를 들어 2,4- 및 2,6-톨루오일렌-다이아민, 3,5-다이에틸-2,4- 및/또는 -2,6-톨루오일렌-다이아민, 및 1급 오르쏘-, 다이-, 트라이- 및/또는 테트라-알킬-치환된 4,4'-다이아미노다이페닐-메탄, (사이클로)지방족 다이아민, 예를 들어, 아이소포론-다이아민, 에틸렌다이아민, 1,2-, 1,3-프로필렌-다이아민, N-메틸-1,3-프로필렌-다이아민, N,N'-다이메틸-에틸렌-다이아민, 및 방향족 다이아민, 예를 들어, 2,4- 및 2,6-톨루오일렌-다이아민, 3,5-다이에틸-2,4- 및/또는 -2,6-톨루오일렌-다이아민, 및 1급 오르쏘-, 다이, 트라이 및/또는 테트라-알킬-치환된 4,4'-다이아미노다이페닐-메탄을 포함할 수 있다.
하나의 실시양태에서, 상기 조성물은 다이설파이드-부재 가교결합제를 포함할 수 있다. 예를 들어, 상기 가교결합제는 폴리아릴렌 설파이드와 반응할 수도 있는 다이설파이드 기를 전혀 포함하지 않으면서, 카복실 및/또는 아민 작용기를 포함할 수 있다. 다이설파이드-부재 가교결합제는, 조성물의 형성 동안 가교결합제에 의한 폴리아릴렌 설파이드의 과도한 쇄 절단을 피하기 위해서 사용될 수 있다. 그러나, 다이설파이드-부재 가교결합제의 사용이 어떠한 방식으로도 폴리아릴렌 설파이드의 작용화를 위한 반응성-작용화된 다이설파이드 화합물의 사용을 제한하지 않음이 이해되어야만 한다. 예를 들어, 하나의 실시양태에서, 상기 조성물은, 폴리아릴렌 설파이드를 반응적으로 작용화할 수 있는 용융 가공 유닛에 반응성-작용화된 다이설파이드 화합물을 첨가함을 포함하는 방법에 따라 형성될 수 있다. 그다음, 이러한 실시양태에 사용되는 가교결합제는 충격 개질제와 반응성일 뿐만 아니라 반응성-작용화된 폴리아릴렌 설파이드와 작용성인 작용기를 포함할 수 있는 다이설파이드-부재 가교결합제일 수 있다. 따라서, 상기 조성물은 폴리아릴렌 설파이드 중합체 쇄의 과도한 절단 없이 고도로 높게 가교결합될 수 있다.
또다른 실시양태에서, 가교결합제 및 폴리아릴렌 설파이드 작용화 화합물(존재하는 경우)은, 폴리아릴렌 설파이드의 쇄 절단을 독려하도록 선택될 수 있다. 이것은, 쇄 절단이 폴리아릴렌 설파이드 중합체의 용융 점도를 줄이기 위해서 바람직한 경우에, 유리할 수도 있다.
폴리아릴렌 설파이드 조성물은, 일반적으로 가교결합제를, 폴리아릴렌 설파이드 조성물의 약 0.05중량% 내지 약 2중량%의 양, 약 0.07중량% 내지 약 1.5중량%의 양, 또는 약 0.1중량% 내지 약 1.3중량%의 양으로 포함할 수도 있다.
가교결합제는, 폴리아릴렌 설파이드 및 충격 개질제의 혼합 후에, 용융 가공 유닛에 첨가될 수 있다. 예를 들어, 도 1에서 도시된 바와 같이, 가교결합제는, 용융 가공 유닛에 폴리아릴렌 설파이드 및 충격 개질제(함께 또는 개별적으로)를 첨가한 후에, 하류 위치(16)에서 조성물에 첨가될 수 있다. 이것은, 가교결합제의 첨가 이전에 폴리아릴렌 설파이드 전반에 걸쳐서 충격 개질제가 분산됨을 보장할 수 있다.
가교결합제의 첨가 이전에 용융물 전반에 걸쳐서 충격 개질제의 분산을 독려하기 위해서, 다양한 상이한 파라미터들이 선택적으로 제어될 수도 있다. 예를 들어, 용융 가공 유닛의 스크류의 길이("L") 대 직경("D")의 비는, 처리량과 충격 개질제 분산의 최적의 균형을 달성하기 위해서 선택될 수도 있다. 예를 들어, 충격 개질제가 공급된 지점 이후의 L/D 값은, 충격 개질제의 분포를 독려하도록 제어될 수도 있다. 보다 구체적으로, 스크류는, 혼합 길이("LB"), 즉 충격 개질제 및 폴리아릴렌 설파이드 둘 다가 유닛에 공급되는 지점(즉, 둘 다가 함께 공급되는 지점 또는 이들 중 후자가 공급되는 지점)으로부터, 가교결합제가 공급되는 지점까지로 정의되는 길이를 갖고, 상기 혼합 길이는 일반적으로 스크류의 총 길이보다 짧다. 예를 들어, 40의 총 L/D를 갖는 용융 가공 유닛을 고려할 때, 스크류의 LB/D 비는 약 1 내지 약 36일 수 있고, 일부 실시양태에서 약 4 내지 약 20일 수 있고, 일부 실시양태에서, 약 5 내지 약 15일 수 있다. 하나의 실시양태에서, L/LB 비는 약 40 내지 약 1.1, 약 20 내지 약 2, 또는 약 10 내지 약 5일 수 있다.
가교결합제를 첨가한 이후에, 상기 조성물은, 조성물 전반에 걸쳐서 가교결합제를 분포시키고 가교결합제, 충격 개질제, 및 하나의 실시양태에서는, 폴리아릴렌 설파이드 간의 반응을 독려하도록 혼합될 수도 있다.
상기 조성물은 또한 당업계에 일반적으로 공지되어 있는, 하나 이상의 첨가제를 포함할 수도 있다. 예를 들어, 하나 이상의 충전제는 폴리아릴렌 설파이드 조성물에 포함될 수 있다. 하나 이상의 충전제는, 일반적으로 폴리아릴렌 설파이드 조성물 내에, 폴리아릴렌 설파이드 조성물의 약 5중량% 내지 약 70중량%, 또는 약 20중량% 내지 약 65중량%의 양으로 포함될 수도 있다.
충전제는 표준 관행에 따라 폴리아릴렌 설파이드 조성물에 첨가될 수 있다. 예를 들어, 충전제는 용융 가공 유닛의 하류 위치에서 조성물에 첨가될 수 있다. 예를 들어, 충전제는 가교결합제의 첨가와 함께 상기 조성물에 첨가될 수도 있다. 그러나, 이것은 형성 공정의 필요조건이 아니고, 충전제는 가교결합제와는 개별적으로 및 가교결합제의 첨가 지점의 상류 또는 하류에 첨가될 수 있다. 추가로, 충전제는 단일 공급 위치에 첨가될 수 있거나, 용융 가공 유닛을 따라 여러 개의 공급 위치에서 나눠 첨가될 수도 있다.
하나의 실시양태에서, 섬유상 충전제는 폴리아릴렌 설파이드 조성물에 포함될 수 있다. 섬유상 충전제는, 이로서 한정하는 것은 아니지만, 중합체 섬유, 유리 섬유, 탄소 섬유, 금속 섬유, 현무함 섬유 등 또는 섬유 유형들의 조합을 포함하는 하나 이상의 섬유 유형들을 포함할 수도 있다. 하나의 실시양태에서, 섬유는 쵸핑 섬유, 연속 섬유 또는 섬유 로빙(토우)일 수도 있다.
섬유 크기는 당업계에 공지된 바와 같이 다양할 수도 있다. 하나의 실시양태에서, 섬유의 초기 길이는 약 3 mm 내지 약 5 mm일 수 있다. 또다른 실시양태에서, 예를 들어 인발성형 공정을 고려할 때, 섬유는 연속 섬유일 수 있다. 섬유 직경은 사용되는 특정 섬유에 따라 변할 수 있다. 섬유의 직경은, 예를 들어 약 100 ㎛ 미만, 예를 들어 약 50 ㎛ 미만일 수 있다. 예를 들어, 섬유는 쵸핑 또는 연속 섬유일 수 있고, 섬유 직경은 약 5 ㎛ 내지 약 50 ㎛, 예를 들어 약 5 ㎛ 내지 약 15 ㎛일 수 있다.
섬유는, 일반적으로 공지된 바와 같이 사이징으로 예비처리될 수도 있다. 하나의 실시양태에서, 상기 섬유는 높은 일드(yield) 또는 작은 K값을 가질 수도 있다. 토우(tow)는 일드 또는 K값으로 표시된다. 예를 들어, 유리 섬유 토우는 50 일드 이상, 예를 들어 약 115 일드 내지 약 1200 일드를 가질 수도 있다.
다른 충전제는 선택적으로 사용될 수 있거나 섬유상 충전제와 함께 사용될 수도 있다. 예를 들어, 입자형 충전제가 폴리아릴렌 설파이드 조성물에 도입될 수 있다. 일반적으로, 입자형 충전제는 메디안 입자 크기가 약 750 ㎛ 미만이고, 예를 들어 약 500 ㎛ 미만, 또는 약 100 ㎛ 미만인 임의의 입자형 물질을 포괄할 수 있다. 하나의 실시양태에서, 입자형 충전제의 메디안 입자 크기는 약 3 ㎛ 내지 약 20 ㎛의 범위일 수 있다. 또한, 입자형 충전제는 공지된 바와 같이 고체 또는 중공형일 수 있다. 입자형 충전제는 또한 당업계에 공지된 바와 같이 표면 처리를 포함할 수 있다.
입자형 충전제는 하나 이상의 미네랄 충전제를 포괄할 수 있다. 예를 들어, 폴리아릴렌 설파이드 조성물은 상기 조성물의 약 1중량% 내지 약 60중량%의 양으로 하나 이상의 미네랄 충전제를 포함할 수 있다. 미네랄 충전제는, 이로서 한정하는 것은 아니지만, 실리카, 석영 분말, 실리케이트, 예를 들어 칼슘 실리케이트, 알루미늄 실리케이트, 카올린, 활성, 운모, 점토, 규조토, 규회석, 칼슘 카보네이트 등을 포함할 수도 있다.
여러 개의 충전제, 예를 들어 입자형 충전제 및 섬유상 충전제를 도입하는 경우, 상기 충전제는 함께 또는 개별적으로 상기 용융 가공 유닛에 첨가될 수도 있다. 예를 들어, 입자형 충전제는 폴리아릴렌 설파이드와 함께 주요 공급물에 첨가될 수 있거나, 또는 섬유상 충전제의 첨가 이전에 하류에서 첨가될 수 있고, 섬유상 충전제는 입자형 충전제의 첨가 지점의 하류에서 추가로 첨가될 수 있다. 일반적으로, 섬유상 충전제는 입자형 충전제와 같은 임의의 다른 충전제의 하류에 첨가될 수 있되, 이것은 필요조건은 아니다.
충전제는 전기전도성 충전제, 예를 들어 이로서 한정하는 것은 아니지만, 카본 블랙, 흑연, 그라펜, 탄소 섬유, 탄소 나노튜브, 금속 분말 등일 수 있다. 폴리아릴렌 설파이드 조성물이 전기 전도성 충전제를 포함하는 실시양태에서, 예를 들어 폴리아릴렌 설파이드 조성물이 연료 라인을 형성하는데 사용되는 경우, 상기 조성물의 체적 비저항이 약 109 옴 cm 이하이도록, 적절한 전기전도성 충전제가 포함될 수 있다.
하나의 실시양태에서, 폴리아릴렌 설파이드 조성물은 첨가제로서 UV 안정화제를 포함할 수 있다. 예를 들어, 폴리아릴렌 설파이드 조성물은 UV 안정화제를, 약 0.5중량% 내지 약 15중량%, 약 1중량% 내지 약 8중량%, 또는 약 1.5중량% 내지 약 7중량%의 양으로 포함할 수 있다. 사용될 수도 있는 하나의 구체적으로 적합한 UV 안정화제는 입체장애된 아민 UV 안정화제이다. 적합한 입체장애된 아민 UV 안정화제 화합물은, 치환된 피페리딘, 예를 들어 알킬-치환된 피페리딜, 피페리딘일, 피페라지논, 알콕시피페리딘일 화합물 등으로부터 유도될 수도 있다. 예를 들어, 입체장애된 아민이 2,2,6,6-테트라알킬피페리딘일로부터 유도될 수도 있다. 입체장애된 아민은, 예를 들어 수 평균 분자량이 약 1,000 이상, 일부 실시양태에서 약 1000 내지 약 20,000, 일부 실시양태에서 약 1500 내지 약 15,000, 일부 실시양태에서, 약 2000 내지 약 5000인 올리고머 또는 중합체 화합물일 수 있다. 이러한 화합물은 전형적으로 중합체 반복 단위체마다 하나 이상의 2,2,6,6-테트라알킬피페리딘일 기(예를 들어, 1 내지 4)를 함유한다. 하나의 구체적으로 적합한 고분자량의 입체장애된 아민은 상품명 호스타빈(Hostavin, 등록상표) N30으로 클라리언트로부터 시판중이다(수 평균 분자량이 1200임). 또다른 적합한 고 분자량 입체장애된 아민은, ADK STAB(등록상표) LA-63 및 ADK STAB(등록상표) LA-68로 아데카 팔마콘에서 시판중이다.
고 분자량 입체장애된 아민 이외에, 낮은 분자량의 입체장애된 아민도 사용될 수도 있다. 이러한 입체장애된 아민은 일반적으로 특성상 단량체이고 분자량이 약 1000 이하, 일부 실시양태에서 약 155 내지 약 800, 일부 실시양태에서, 약 300 내지 약 800이다.
다른 적합한 UV 안정화제는 UV 방사선을 흡수할 수 있는, UV 흡수제, 예를 들어 벤조트라이아졸 또는 벤조페논을 포함할 수도 있다.
폴리아릴렌 설파이드 조성물에 포함될 수도 있는 첨가제는, 당업계에 일반적으로 공지되어 있는 하나 이상의 착색제이다. 예를 들어, 폴리아릴렌 설파이드 조성물은, 약 0.1중량% 내지 약 10중량%, 또는 약 0.2중량% 내지 약 5중량%의 하나 이상의 착색제를 포함할 수 있다. 본원에 사용되는 경우, "착색제"라는 용어는 일반적으로 물질에 색상을 부여할 수 있는 임의의 물질을 지칭한다. 따라서, "착색제"라는 용어는, 수용액에 용해도를 나타내는 염료, 및 수용액에 용해도를 거의 또는 전혀 나타내지 않는 안료 둘 다를 포괄한다.
사용될 수도 있는 염료의 예는, 이로서 한정하는 것은 아니지만, 분산 염료를 포함한다. 적합한 분산 염료는, 문헌["Disperse Dyes" in the Color Index, 3rd edition]에서 기술된 것을 포함할 수도 있다. 이러한 염료는, 예를 들어 카복실기-부재 및/또는 설폰산 기-부재 니트로, 아미노, 아미노케톤, 케톤이님, 메틴, 폴리메틴, 다이페닐아민, 퀴놀린, 벤즈이미다졸, 잔텐, 옥사진 및 큐마린 염료, 안트라퀴논 및 아조 염료, 예를 들어 모노- 또는 다이-아조 염료를 포함한다. 분산 염료는 또한 1차 적색 분산 염료, 1차 청색 분산 염료 및 1차 황색 염료를 포함한다.
폴리아릴렌 설파이드 조성물에 도입될 수 있는 안료는, 이로서 한정하는 것은 아니지만, 유기 안료, 무기 안료, 금속성 안료, 인광성 안료, 형광성 안료, 광색성 안료, 열변색성 안료, 이리데슨트 안료 및 진주광택 안료를 포함할 수 있다. 안료의 구체적인 양은 제품의 목적하는 최종 색상에 좌우될 수 있다. 파스텔 색상은 일반적으로 착색된 안료에 이산화티탄 백색 또는 유사한 백색 안료를 첨가함으로써 달성된다.
폴리아릴렌 설파이드 조성물에 포함될 수 있는 다른 첨가제는, 이로서 한정하는 것은 아니지만, 항균제, 윤활제, 안료나 다른 착색제, 충격 개질제, 산화방지제, 안정화제(예를 들어, 열 안정화제, 예를 들어 도버 케미칼 코포레이션(Dover Chemical Corporation)에서 시판 중인 도버포스(Doverphos, 등록상표) 제품과 같은 유기포스파이트), 계면활성제, 유동 촉진제, 고체 용매, 및 특성 및 가공성을 개선하기 위해서 첨가된 다른 물질을 포괄할 수 있다. 이러한 선택적 물질은 통상적인 양으로 및 통상적인 가공 기법에 따라, 예를 들어 주요 공급 스로트에서 폴리아릴렌 설파이드 조성물에 첨가함으로써, 폴리아릴렌 설파이드 조성물에 사용될 수도 있다. 유리하게는, 폴리아릴렌 설파이드 조성물에는 가소화제의 첨가 없이 바람직한 특성을 나타낼 수 있다. 예를 들어, 조성물은 가소화제, 예를 들어 프탈레이트 에스터, 트라이멜리테이트, 세바케이트, 아디페이트, 글루터레이트, 아젤레이트, 말리에이트, 벤조에이트 등이 없을 수 있다.
폴리아릴렌 설파이드 조성물에 모든 성분들을 첨가한 이후에, 상기 조성물은 압출기의 나머지 영역(들)에서 완전히 혼합되고 다이를 통해 압출된다. 최종 압출물은 펠렛화되거나 다르게는 목적하는 대로 성형화될 수 있다. 예를 들어, 최종 압출물은 인발성형된 테이프 또는 리본의 형태일 수 있다.
폴리아릴렌 설파이드 조성물로 형성된 제품을 형성하기 위한 통상적인 성형 공정, 예를 들어 이로서 한정하는 것은 아니지만, 압출, 사출성형, 취입성형, 열성형, 발포, 압축성형, 고온-스탬핑, 섬유 방적 등이 사용될 수 있다. 형성될 수도 있는 성형된 제품은, 구조적 및 비-구조적 성형 부품, 예를 들어 자동차 공학의 열가소성 조립체 뿐만 아니라 산업용 적용례를 위한 구성요소, 예를 들어 냉각 타워 펌프, 수 가열기 등의 구성요소를 포함할 수도 있다. 예를 들어, 열성형된 시트, 발포 기판, 사출성형 또는 취입성형된 구성요소 등은 폴리아릴렌 설파이드 조성물로부터 형성될 수 있다.
액체 또는 가스, 및 하나의 구체적인 실시양태에서, 가열된 액체 또는 가스를 수송하기 위해서 사용될 수 있는 관형 부재는, 폴리아릴렌 설파이드 조성물로부터 형성될 수도 있다. 예를 들어, 호스, 파이프, 도관 등을 비롯한 관형 부재는, 폴리아릴렌 설파이드 조성물로부터 형성될 수 있다. 관형 부재는 단일층 또는 다층일 수도 있다. 전형적인 통상적인 압출 또는 성형 공정이 관형 부재를 형성하는데 사용될 수도 있다. 예를 들어, 단일-스크류 또는 여러 개의 스크류의 압출기가 배관의 압출을 위해 사용될 수도 있다. 또다른 실시양태에서, 취입 성형 공정이 관형 중공 부재를 형성하는데 사용될 수도 있다.
도 2를 보면, 폴리아릴렌 설파이드 조성물로부터 형성된 관형 부재(110)의 하나의 실시양태가 도시되어 있다. 도시된 바와 같이, 관형 부재(110)는 비교적 복잡한 형태로 유도되는 여러 개의 방향으로 연장된다. 예를 들어, 폴리아릴렌 설파이드 조성물이 고화기 이전에, 도 2에서 도시된 각 변위가 부품에 형성될 수 있다. 관형 부재(110)는 112, 114 및 116에서 각 변위 변화를 포함한다. 관형 부재(110)는, 예를 들어 차량의 배기 시스템에 사용될 수도 있는 부품을 포함할 수도 있다.
구성요소는, 전체 구성요소 또는 단지 구성요소의 일부에 걸쳐서 폴리아릴렌 설파이드 조성물을 포함할 수 있다. 예를 들어, 큰 종횡비(L/D > 1)를 갖는 구성요소를 고려하면(예를 들어, 섬유 또는 관형 부재), 폴리아릴렌 설파이드 조성물이 구성요소의 영역을 따라 연장되고 인접한 영역이 상이한 조성물, 예를 들어 상이한 폴리아릴렌 설파이드 조성물로부터 형성될 수 있도록, 구성요소가 형성될 수 있다. 이러한 구성요소는, 예를 들어 형성 공정 동안 성형 장치에 공급되는 물질을 변형시킴으로써 형성될 수 있다. 상기 구성요소는 2개의 물질들이 혼합되는 영역을 포함할 수 있으며, 이는 상이한 물질들로 형성된 제 1 영역 및 제 2 영역들 사이의 보다 넓은 영역을 나타낸다. 구성요소는, 요구되는 경우, 폴리아릴렌 설파이드 조성물로 형성된 단일 영역 또는 여러 개의 영역을 포함할 수 있다. 게다가, 구성요소의 다른 영역들은 여러 개의 상이한 물질들로 형성될 수 있다. 예를 들어, 관형 구성요소, 예를 들어 유체 도관을 고려하면, 관형 구성요소의 양쪽 말단이, 폴리아릴렌 설파이드 조성물로 형성될 수 있고, 중심 영역은 덜 가요성인 조성물로 형성될 수 있다. 따라서, 보다 가요성인 말단을 사용하여 상기 구성요소를 시스템의 다른 구성요소에 단단하게 고정할 수 있다. 다르게는, 구성요소의 중심 영역이 폴리아릴렌 설파이드 조성물로부터 형성될 수 있는데, 이것은 상기 영역에서 구성요소의 가요성을 개선시킬 수 있으며, 이것은 구성요소를 보다 용이하게 설치할 수 있도록 한다.
하나의 실시양태에 따르면, 관형 부재, 예를 들어 도 2에 도시한 관형 부재(110)는 취입 성형 공정에 따라 형성된 단일층 관형 부재일 수 있다. 도 3은, 폴리아릴렌 설파이드 조성물로부터 구성요소를 형성하기 위해서 사용될 수도 있는 하나의 방법을 도시한다. 그러나, 도 3에 도시된 취입 성형 공정이 관형 부재의 형성을 포함하지만, 취입 성형 방법론은 폭넓게 다양한 성형 장치의 형성에 사용될 수 있고 이것은 폴리아릴렌 설파이드 조성물로 형성된 관형 구성요소로 제한하고자 하지는 않는다는 점이 이해되어야 한다.
취입 성형 동안, 폴리아릴렌 설파이드 조성물은 먼저 가열되고 압출 장치에 부착된 다이를 사용하여 패리슨(1020)으로 압출된다. 패리슨(1020)이 형성되면, 중력이 패리슨(1020)을 원치않게 연신하여 비균일한 벽 두께 및 다른 결함을 형성함을 방지하기 위해서 상기 조성물은 충분한 용융 강도를 가져야만 한다. 패리슨은 3차원 성형 공동(1026)을 함께 형성하는 여러 개의 영역(1028, 1030, 1040, 1042)으로 일반적으로 형성된 성형 장치(1026)에 수용된다. 예를 들어, 로봇 팔(1024)이 사용되어 성형 장치에서 패리슨(1020)을 조종하기 위해서 사용될 수 있다.
인식할 수 있는 바와 같이, 패리슨(1020)의 형성으로부터 성형 장치와 맞물려 패리슨이 이동할 때까지, 특정 기간의 시간이 지난다. 이러한 단계의 공정 동안, 폴리아릴렌 설파이드 조성물의 용융 강도는, 패리슨(1020)이 이동 동안 그의 형태를 유지할 정도로, 높을 수 있다. 폴리아릴렌 설파이드 조성물은 또한 세미-유체 상태를 유지할 수 있고 취입 성형이 시작되기 이전에 너무 빠르게 고화되지 않도록 할 수 있다.
성형 장치가 일단 폐쇄되면, 가스, 예를 들어 불활성 가스가 가스 공급기(1034)로부터 패리슨(1020)에 공급된다. 가스는 패리슨의 내면에 대해 충분한 압력으로 공급되어서, 주형 공동의 형태로 패리슨이 변형된다. 취입 이후에, 방향 화살표에 의해 나타낸 바와 같이 영역이 개방될 수 있고, 그다음 마무리처리된 성형 제품이 제거된다. 하나의 실시양태에서, 성형 장치로부터 제거되기 이전에, 폴리아릴렌 설파이드 조성물을 고화하기 위해서 시원한 공기가 성형된 부품으로 주입될 수 있다.
도 4에서 도시한 또다른 실시양태에 따르면, 관 적용례에서 유용할 수 있도 있는, 긴 관형 구성요소와 같은 구성요소를 형성하기 위해서 연속적인 취입 성형 공정이 사용될 수 있다. 도 4는, 연속적인 취입 성형 공정에 따라 긴 관형 구성요소를 형성하는데 사용될 수 있는 하나의 방법의 개략도를 나타낸다. 연속적인 공정에서, 고정식 압출기(도시하지 않음)은 헤드를 통해 용융된 폴리아릴렌 설파이드 조성물을 가소화하고 가압하여 연속적인 패리슨(1601)을 형성할 수 있다. 어큐물레이터(1605)를 사용하여 성형 이전에 패리슨(1601)을 지지할 수 있고 성형 이전에 축 처지는 것을 방지할 수 있다. 패리슨은, 주형 컨베이어 조립체(1604) 위에 연속적인 패리슨과 함께 이동하는 연결된 영역(1602, 1603)으로 형성된 주형에 공급될 수도 있다. 가압 하에서의 공기는 패리슨에 적용되어 주형 내부에서 상기 조성물을 취입 성형한다. 조성물이 성형되고 주형과 조성물이 함께 이동함에 따라 주형 내부에서 충분히 냉각된 이후에, 주형 부분들이 서로 분리되어 구성요소의 형성 부분(예를 들어, 파이프)(1606)이 컨베이어로부터 제거되고 이를 테이크업-릴(도시되지 않음)로 감아 올린다.
관형 부재, 예를 들어 파이프 또는 튜브는 압출 공정에 따라 형성될 수 있다. 예를 들어, 단순하거나 배리어 유형의 스크류를 사용하는 압출 공정이 사용될 수 있고, 하나의 실시양태에서, 혼합 팁이 공정에 사용될 필요가 없다. 압출 공정을 위한 압출비는 약 2.5:1 내지 약 4:1일 수 있다. 예를 들어, 압축비는 약 25% 공급, 약 25% 전이, 및 약 50% 계측일 수 있다. 배럴 길이 대 배럴 직경의 비(L/D)는 약 16 내지 약 24일 수 있다. 압출 공정은 또한 당업계에 공지된 바와 같은 다른 표준 구성요소, 예를 들어 브레이커 플레이트(breaker plate), 스크린 팩(screen packs), 어댑터(adapters), 다이 및 진공 탱크를 사용할 수 있다. 진공 탱크는 일반적으로 사이징 슬리브/보정 고리, 탱크 밀봉부 등을 포함할 수 있다.
제품, 예를 들어 압출 공정에 따라 관형 부재를 형성하는 경우, 폴리아릴렌 설파이드 조성물은 먼저 예를 들어 약 3시간 동안 약 90℃ 내지 약 100℃의 온도에서 건조될 수 있다. 조성물의 탈색을 피하도록 연장된 길이의 시간 동안 건조하는 것을 피하는 것이 유리할 수도 있다. 압출기는, 공지된 바와 같이, 상이한 대역에서 상이한 온도를 나타낼 수 있다. 예를 들어, 하나의 실시양태에서, 압출기는 4개 이상의 대역을 포함할 수 있고 제 1 대역의 온도는 약 276℃ 내지 약 288℃이고, 제 2 대역의 온도는 약 282℃ 내지 약 299℃이고, 제 3 대역의 온도는 약 282℃ 내지 약 299℃이고, 제 4 대역의 온도는 약 540℃ 내지 약 580℃이다. 게다가, 다이 온도는 약 293℃ 내지 약 310℃일 수 있고, 진공 탱크 물은 약 20℃ 내지 약 50℃일 수 있다.
전형적으로, 헤드 압력은 약 100 파운드/평방인치(psi) (약 690 kPa) 내지 약 1000 psi (약 6900 kPa)일 수 있고, 헤드 압력은 공지된 바와 같이 안정한 용융 유동을 달성하기 위해 조절될 수 있다. 예를 들어, 헤드 압력은, 압출기 대역 온도의 증가, 1분 당 압출기 스크류 회전의 증가, 스크린 팩 메쉬 크기 및/또는 스크린 갯수의 감소 등에 의해 감소될 수 있다. 일반적으로, 라인 속도는 약 4미터/분 내지 약 15미터/분일 수 있다. 물론, 실제 라인 속도는 최종 제품의 최종 치수, 최종 제품의 미적 특징, 및 공정 안정성에 좌우될 수 있다.
압출 공정 동안의 다이 팽윤은 일반적으로 무시가능할 수 있다. 약 1.2 내지 약 1.7의 드로우 다운(draw down)이 일반적으로 사용될 수 있는데, 그 이유는 높은 드로우 다운이 다른 가공 조건에 따라 제품의 최종 특성에 부정적으로 영향을 미칠 수 있기 때문이다. 다이 드룰(die drool)은 일반적으로, 압출 이전에 수지를 적절하게 건조시키고 용융 온도를 약 304℃ 미만으로 유지함으로써 피할 수 있다.
하나의 실시양태에서, 폴리아릴렌 설파이드 조성물로부터 압출된 관형 부재는, 약 0.5 ㎜ 내지 약 5밀리리터의 벽 두께를 가질 수 있지만, 보다 큰 벽 두께를 갖는 관형 부재는 목적하는 조성으로부터 형성될 수도 있다. 보정 고리 내경은 관형 부재의 외경을 결정할 수 있고, 공지된 바와 같이, 일반적으로는 다이의 외경보다는 작을 것이다. 관형 부재의 내경을 사용하여, 공지된 바와 같이, 축의 목적하는 외경 및 라인 속도를 결정할 수 있다.
폴리아릴렌 설파이드 조성물을 포함하는 관형 부재는 다층 관형 부재일 수 있다. 도 5는, 관형 부재의 하나 이상의 층에 폴리아릴렌 설파이드를 포함하는, 다층 관형 부재(210)를 도시한다. 예를 들어, 적어도 내부층(212)은 넓은 온도 범위에서 우수한 충격 강도 특성을 나타내는 것으로서, 관형 부재(210) 내부로 수송될 물질에 대해 실질적으로 불활성인 폴리아릴렌 설파이드 조성물을 포함할 수 있다.
외부층(214) 및 중간층(216)은 본원에서 개시된 폴리아릴렌 설파이드 조성물과 동일하거나 상이한 폴리아릴렌 설파이드 조성물을 포함할 수 있다. 다르게는, 다층 관형 부재의 다른 층들은 상이한 물질로 형성될 수도 있다. 예를 들어, 하나의 실시양태에서, 중간층(216)은 압력 및 물리적 영향에 대해 높은 내성을 나타낼 수 있다. 예를 들어, 층(216)은 호모폴리아마이드, 코-폴리아마이드, 그의 블렌드 또는 서로 또는 다른 중합체와의 혼합물의 군으로부터의 폴리아마이드로부터 형성될 수 있다. 다르게는, 층(216)은 섬유-강화 수지 복합체 등과 같은 섬유 강화된 물질로 형성될 수 있다. 예를 들어, 폴리아마이드(예를 들어, 케브라(Kevlar, 등록상표)) 직조 매트를 사용하여, 물리적 공격에 매우 내성인, 중간층(216)을 형성할 수 있다. 충간층은, 텍스타일 또는 와이어의 나선형, 편직 또는 땋은 층으로서 포함될 수도 있다. 나선형 구조에서, 예를 들어, 나선화된 층은 2개의 층을 포함할 수 있되, 각각은 관형 부재(210)의 길이방향 축에 대해 약 54°의 소위 말하는 락 각도(lock angle) 또는 중성 각도로 또는 거의 이 값으로 도포되되, 단 반대 나선 방향을 갖는다. 그러나, 관형 부재(210)는 나선 구조로 한정되지는 않는다. 중간층(216)은, 평직물, 편복선, 랩핑, 직물 또는 부직물일 수도 있다.
외부층(214)은 관형 부재에 절연 또는 다른 바람직한 특성을 제공할 뿐만 아니라 외부 공격으로부터의 보호를 제공할 수 있다. 예를 들어, 다층 호스는 높은 수준의 칩핑 내성, 내후성, 난연성 및 추위 내성을 갖는 적절한 종류의 고무 물질로부터 형성된 외부층(214)을 포함할 수 있다. 이러한 물질의 예로는, 열가소성 엘라스토머, 예를 들어 폴리아마이드 열가소성 엘라스토머, 폴리에스터 열가소성 엘라스토머, 폴리올레핀 열가소성 엘라스토머, 및 스티렌 열가소성 엘라스토머를 포함한다. 외부층(214)을 위한 적합한 물질은, 이로서 한정하는 것은 아니지만, 에틸렌-프로필렌-다이엔 삼원중합체 고무, 에틸렌-프로필렌 고무, 클로로설폰화 폴리에틸렌 고무, 아크릴로니트릴-부타다이엔 고무와 폴리비닐 클로라이드의 블렌드, 아크릴로니트릴-부타다이엔 고무와 에틸렌-프로필렌-다이엔 삼원중합체 고무의 블렌드, 및 염소화된 폴리에틸렌 고무를 포함한다.
외부층(214)은 다르게는, 보다 경질의 덜 가요성인 물질, 예를 들어 폴리올레핀, 폴리비닐클로라이드, 또는 고 밀도의 폴리에틸렌, 섬유 강화된 복합 물질, 예를 들어 유리 섬유 복합체 또는 탄소 섬유 복합체, 또는 금속 물질, 예를 들어 강 자켓으로 구성될 수 있다.
물론, 다층 관형 부재는 3층으로 제한되지는 않으며, 2개, 4개 또는 그 이상의 개별적인 층들을 포함할 수도 있다. 다층 관형 부재는, 추가로 접착제 물질, 예를 들어 폴리에스터 폴리우레탄, 폴리에터 폴리우레탄, 폴리에스터 엘라스토머, 폴리에터 엘라스토머, 폴리아마이드, 폴리에터 폴리아마이드, 폴리에터 폴리이미드, 작용화된 폴리올레핀 등을 추가로 함유할 수 있다.
다층 관형 부재는, 통상적인 공정, 예를 들어 공-압출, 건조 적층, 샌드위치 적층, 공압출 코팅, 취입, 연속 취입 등에 의해 제조될 수도 있다. 예를 들어, 도 5에서 도시된 바와 같은 3층 관형 부재(210)를 형성하는데 있어서, 폴리아릴렌 설파이드 조성물, 폴리아마이드 조성물, 및 열가소성 엘라스토머 조성물이 개별적으로 3개의 상이한 압출기에 공급될 수 있다. 이러한 3개의 압출기로부터의 개별적인 압출 용융물은, 그다음 가압 하에서 하나의 다이로 도입될 수 있다. 3개의 상이한 관형 용융 유동물을 형성하면서, 이러한 용융 유동물은, 폴리아릴렌 설파이드 조성물의 용융 유동물이 내부층(212)을 형성하고, 폴리아마이드 조성물의 용융 유동물이 중간층(216)을 형성하고 열가소성 엘라스토머 조성물의 용융 유동물이 외부층(214)을 형성하도록 하는 방식으로 다이에서 조합되어, 이렇게 조합된 용융 유동물들이 다이 밖으로 공압출되어 3층 관형 부재를 제조한다.
물론, 전술한 바와 같은 취입 성형 방법을 비롯하여 임의의 공지된 튜브-형성 방법이 사용가능하다. 예를 들어, 하나의 실시양태에서, 다층 관형 부재의 하나 이상의 층들은 연속적인 테이프, 예를 들어 인발성형 형성 방법에 따라 형성된 섬유 강화된 테이프 또는 리본으로부터 형성될 수 있다. 테이프는, 당업계에 일반적으로 공지된 바와 같이, 공지된 실행에 따라, 다층 관형 부재의 층 또는 관형 부재를 형성하도록 테이프로 둘러싸일 수 있다.
폴리아릴렌 설파이드 조성물로부터 형성된 관형 부재는, 예를 들어, 연안 및 육지의 유전 및 가스전에서 및 수송에 사용될 수 있는, 석유 및 가스용 유동 라인(flow line)을 포함할 수 있다. 폴리아릴렌 설파이드 조성물을 포함하는 유동 라인은, 단일층 또는 다층일 수도 있다. 다층 유동 라인을 고려할 때, 폴리아릴렌 설파이드 조성물을 사용하여 유동 라인의 내부 배리어 층을 형성할 수 있지만, 다층 유동 라인의 폴리아릴렌 설파이드 조성물 층은 조금도 배리어 층에 제한하지 않는다는 점 및 다층 유동 라인의 하나 이상의 다른 층들이 폴리아릴렌 설파이드 조성물에 도입될 수도 있다는 점이 이해되어야만 한다.
유동 라인은, 당업계에 일반적으로 공지된 바와 같은 임의의 가스 및 유전 시설에서 공지된 실행에 따라 사용될 수 있다. 예를 들어, 도 6은, 해저 시설로부터의 생산 유체를 부유식 용기(620)로 안내하기 위한, 가요성 라이저(610)를 포함하는 전형적인 연안 시설을 도시한다. 바닥(640)을 갖는 물의 몸체 위에 부유하는 부유식 용기(620)를 도시한다. 가요성 라이저(610)는, 해저 파이프라인 말단 다기관(680)으로부터 쇠사슬형 계류 부표(650)를 통과하여 요크(660)를 통해 부유식 용기(620)까지 생성 유체를 수송하도록 제공된다. 쇠사슬형 계류 부표(650)는 앵커 라인(630)에 의해 바닥(640)에 제공되어 있는 앵커(672)에 고정시킨다. 파이프라인 말단 다기관(680)은 여러 개의 유동 라인(667)에 의해 벽(690)에 연결된다.
도 6에 도시된 가요성 라이저는 임의의 적합한 구조를 가질 수 있다. 예를 들어, 이들은 결합되거나 비-결합된 라이저로 고안될 수 있고 당업계에 공지된 바와 같이 급격한 S 또는 느슨한 S 구조 또는 다르게는 급격한 웨이브 또는 느슨한 웨이브 구조를 가질 수 있다. 도 6에서 도시된 표준 부양성 모듈(670)은 가요성 라이저와 함께 사용되어, 공지된 바와 같은 목적하는 구조를 발달시킬 수도 있다. 라이저(610)는, 예를 들어 클레들(cradle) 및 부표를 포함할 수 있는 부양성 모듈(670)을 통과한다. 부양성 모듈(670)은 또한 앵커 라인(630)에 부착되어, 라이저(610)를 지지하고 라이저(610) 및 앵커 라인(630)의 길이에 의해 결정된 목적하는 위치에 고정될 수 있다.
도 7은 여러 개의 상이한 유형의 유동 라인을 포함할 수 있는 전형적인 현장을 도시한 것으로, 상기 유동 라인 중 하나 이상은 폴리아릴렌 설파이드 조성물로 형성된 배리어 층을 적어도 포함할 수도 있다. 도시할 수 있는 바와 같이, 상기 현장은 해저(92)로부터 플랫폼(95)까지 생산 유체를 수송할 수 있는 고정된 라이저(91)를 포함할 수 있다. 상기 현장은 생산 유체, 지지 유체, 움비리칼 등을 현장 내에서 수송할 수 있는 인필드(infield) 유동 라인(93)을 포함할 수 있다. 추가로, 라이저(91) 및 인필드 유동 라인(93) 둘 다가 앞에서 논의된 바와 같이 다발화 라인일 수 있다. 상기 시스템은 또한, 상이한 유동 라인들이 병합되어, 예를 들어 다발화 라이저를 형성할 수 있고/있거나 개별적인 유동 라인들이 예를 들어 팽창에 의해 개조될 수 있는, 여러 개의 타이-인(tie-in)(94)을 포함한다. 상기 시스템은 또한 탄화수소 생산 유체가 수득되는, 여러 개의 위성 웰(98) 및 다기관을 포함한다. 수출 파이프라인(97)은 플랫폼(95)으로부터 생산 유체를 연안, 저장 시설 또는 수송 용기까지 수송할 수 있다. 수출 파이프라인(97)은 또한 우회 또다른 유동 라인, 예를 들어 또다른 파이프라인(99)으로의 하나 이상의 횡단점을 포함할 수도 있다.
도 8을 보면, 폴리아릴렌 설파이드 조성물을 포함할 수 있는, 가요성 라이저(800)의 하나의 실시양태가 도시되어 있다. 도시된 바와 같이, 라이저(800)는 몇몇의 동심원 층을 갖는다. 최내각층은 일반적으로 카르카스(802)로 지칭되고 외부 압력에 대해 내성을 제공하도록 나선형으로 감긴 스테인레스 강으로 형성될 수 있다. 카르카스(802)는 일반적으로, 인접하는 배리어 층(806)을 지지하고 작업 도중에 적용되는 압력 또는 하중으로 인한 라이저 붕괴를 예방하는 금속(예를 들어, 스테인레스 강) 튜브이다. 가요성 라이저(800)의 구멍은, 라이저에 의해 수송될 유체에 따라 변할 수 있다. 예를 들어, 라이저(800)는 주입 액체(예를 들어, 물 및/또는 메탄올)와 같은 지지 유체를 수송하는 용도인 경우에는 스무스 보어(smooth bore)를 가질 수 있고 생산 유체(예를 들어, 석유 및 가스)를 수송하기 위해 사용되는 경우에는 러프 보어(rough bore)를 가질 수 있다. 카르카스(802)는, 존재하는 경우, 일반적으로 두께가 약 5 내지 약 10 ㎜일 수 있다. 하나의 실시양태에 따르면, 카르카스는, 서로 맞물려서 강하게 상호연결된 카르카스를 형성하는, 나선형으로 감긴 스테인레스 강 스트립으로 형성될 수 있다.
배리어 층(806)은 카르카스(802)에 바로 인접한다. 배리어 층은 폴리아릴렌 설파이드 조성물로 형성되고 라이저에 의해 수송되는 유체가 라이저 벽을 통해 침투하는 것을 방지하면서, 강도 및 가요성을 제공한다. 추가로, 폴리아릴렌 설파이드 조성물로 형성된 배리어 층(806)은 라이저에 의해 수송되는 유체(예를 들어, 생산 유체, 사출 유체 등) 뿐만 아니라 라이저가 사용되는 온도 조건에 의한 열화에 대한 내성을 가질 수 있다. 배리어 층(806)은 일반적으로 그 두께가 약 3 내지 약 10 ㎜일 수 있고 용융물로부터 카르카스(2)를 지나 압출될 수 있다.
라이저(800)는, 외부 슬리브 및 외부 유체 배리어를 제공하는 것 뿐만 아니라, 예를 들어 부식 또는 환경적인 물질과의 접촉으로 인한, 외부 손상으로부터의 라이저에 대한 보호를 제공하는, 외부층(822)을 포함한다. 외부층(822)은 라이저의 내부층으로의 해수의 침범 및 기계적 손상 둘 다에 대해 저항할 수 있는 것으로, 폴리아릴렌 설파이드 조성물 또는 고밀도 폴리에틸렌과 같은 중합체 물질로 형성될 수 있다. 하나의 실시양태에 따르면, 외부층(822)는 강화 물질, 예를 들어 탄소 섬유, 탄소 강 섬유, 또는 유리 섬유와 함께 중합체 물질을 포함하는 복합 물질일 수 있다.
테두리 내구력 층(804)이 배리어 층 외부에 배치되어, 압력차에 의해 라이저 벽에 적용되는 힘에 의해 야기되는 테두리 응력을 라이저가 견딜 수 있는 능력을 증가시킬 수 있다. 테두리 내구력 층은 일반적으로, 두께가 약 3 내지 약 7 ㎜인 층을 형성할 수 있는 탄소 강의 나선형으로 감긴 스트립으로 형성된 금속 층일 수 있다. 테두리 내구력 층은 라이저의 휨 및 내부 압력 둘 다를 견딜 수 있다. 하나의 실시양태에서, 테두리 내구력 층(804)을 형성하는 탄소 강 스트립은 예를 들어 S- 또는 Z- 단면 배열과 같은 상호맞물림 프로파일을 정의하여, 인접한 와이딩끼리 서로 맞물려서 보다 강한 층을 형성할 수 있다. 하나의 실시양태에서, 테두리 내구력 층은 부가된 강도를 위해 여러 개의 물질을 포함할 수 있다. 예를 들어, 디자인 및 압력 필요조건이 보다 큰 파열 강도를 요구하는 실시양태에서, 제 2 편평한 금속 스트립은 테두리 내구력 층의 맞물림 금속 스트립 위에 나선형으로 감겨서 이러한 층에 부가적인 강도를 제공할 수 있다. 사이에 낀 중합체 층, 예를 들어 본원에서 나중에 논의되는 내마모성 층은, 선택적으로 테두리 내구력 층의 2개의 층들 사이에 선택적으로 배치될 수 있다.
부가적인 내구력 층(818 및 820)이 나선형으로 감긴 금속(일반적으로 탄소 강) 스트립으로 형성될 수 있다. 내구력 층(818 및 820)은 테두리 내구력 층(804)으로부터 및 서로서로 중합체 내마모성 층(817 및 819)에 의해 분리될 수 있다. 내구력 층(818 및 820)은 라이저에 부가적인 테두리 강도 뿐만 아니라 축 강도를 제공할 수 있다. 라이저(800)가 2개의 내구력 층(818, 820)을 포함하지만, 라이저는 임의의 적합한 갯수의 내구력 층, 내구력 층을 포함하지 않거나, 하나, 2개, 3개 또는 그 이상의 내구력층을 포함할 수 있다는 점이 이해되어야만 한다. 일반적으로, 내구력 층(818 및 820)의 나선형으로 감긴 금속 스트립이 중첩되지만 맞물릴 필요는 없다. 이와 같이, 내구력 층(818, 820)은 약 1 ㎜ 내지 약 5 ㎜의 폭을 가질 수 있다.
사이에 낀 내마모성 층(817, 819)은 폴리아릴렌 설파이드 조성물로 형성될 수 있거나 다르게는 다른 중합체, 예를 들어 폴리아마이드, 고밀도 폴리에틸렌 등으로 구성될 수 있다. 하나의 실시양태에서, 내마모성 층(817, 819)은 단일방향성 섬유, 예를 들어 탄소 또는 유리 섬유를 포함하는 복합 물질일 수 있다. 예를 들어, 내마모성 층(817, 819)은 중합체 테이프 또는 섬유-강화된 중합체, 예를 들어 각각 내구력 층 위로 나선형으로 감긴 인발성형된 중합체 테이프 또는 리본으로 형성될 수 있다. 내마모성 층(817, 819)은, 층들을 형성하는 스트립의 운동에 의해 유발될 수 있는 인접 내구력 층들의 마모를 방지할 수 있다. 내마모성 층(817, 819)은 인접 층들의 들뜸 현상을 방지할 수 있다. 라이저(800)의 내구력 층(818, 820)과 관련하여, 내마모성 층의 갯수는 구체적으로 제한되지 않고, 라이저는, 라이저가 사용되는 깊이 및 국소 환경, 라이저에 의해 수송되는 액체 등에 따라, 어떠한 내마모성 층도 포함할 수 없거나, 하나의 내마모성 층 또는 여러 개의 내마모성 층들을 포함할 수 있다. 내마모성 층들(817, 819)은, 비교적 얇을 수 있고, 예를 들어 약 0.2 내지 약 1.5 밀리리터일 수 있다.
라이저는 당업계에 일반적으로 공지된 바와 같이 부가적인 층들을 포함할 수도 있다. 예를 들어, 라이저는 절연층, 예를 들어 외부층(822)에 대해 바로 안쪽에 있는 절연층을 포함할 수도 있다. 존재하는 경우, 절연층은, 공지된 바와 같이, 발포체, 섬유상 매트, 또는 임의의 다른 절연 물질로 구성될 수 있다. 예를 들어, 절연 테이프의 단일 층 또는 여러 개의 층들은, 외부 내구력 층 위에 감겨서, 외부 내구력 층(820)과 외부 층(822) 사이에 절연층을 형성할 수 있다.
전술한 설명은 감기지 않은 가요성 라이저에 대한 것인 반면, 폴리아릴렌 설파이드 조성물이 유사하게는 결합된 유동 라인의 형성에 사용될 수도 있음이 이해되어야만 한다. 예를 들어, 폴리아릴렌 설파이드 조성물이 연안 석유 및 가스 시설에서의 용도를 위한, 결합된 유동 라인의 배리어 층 및 선택적으로 하나 이상의 부가적인 층들을 형성하는데 사용될 수도 있다.
석유 및 가스 시설에서의 용도를 위한 다른 유동 라인, 예를 들어 점퍼, 파이프라인, 유체 공급 라인 등은 도 8에서 도시하는 바와 같이 라이저(800)과 동일한 일반적인 구조를 가질 수 있거나, 여러층의 유동 라인에 포함되는 구체적인 층들과 관련하여 다소 변할 수도 있다. 예를 들어, 웰 헤드로의 주입 유체, 예를 들어 메탄올, 글리콜 및/또는 물을 공급하는 주입 유체 공급 라인은 생산 라이저와 동일한 성능 사양을 충족할 필요는 없다. 따라서, 이러한 유동 라인의 적어도 일부는 전술한 라이저와 같이, 다양한 강도-개선 층들을 모두 포함할 필요는 없다. 예를 들어, 본원에서 개시한 바와 같이 유동 라인은 최내각 층으로서 폴리아릴렌 설파이드 조성물로 형성된 배리어 층을 포함할 수 있으며, 이러한 실시양태에서, 유동 라인의 사양은, 전술한 라이저로서 내부 카르카스 층을 요구하지는 않는다.
유동 라인의 직경도 당업계에 공지된 바와 같이 폭넓게 변할 수 있다. 예를 들어, 생산 유체 라이저는 일반적으로 비교적 큰 내경, 약 5센티미터(약 2인치) 내지 약 60센티미터(약 24인치)를 가질 수 있거나, 일부 실시양태에서는 심지어 보다 큰 직경을 가질 수 있지만, 웰 헤드, 다기관, 저장 시설 등으로 또는 이들로부터의 지지 유체를 수송하는 유동 라인은 생산 유체 유동 라인들에 비해 크거나 작을 수 있다. 예를 들어, 주입 유체 유동 라인은, 생산 유체 유동 라인보다 작을 수 있고, 내경이 예를 들어 약 5센티미터(2인치) 내지 약 15센티미터(6인치)일 수 있다.
유동 라인 디자인은 유동 라인의 길이에 따라 변할 수 있다. 예를 들어, 연안 유동 라인이 보다 깊은 깊이에 도달하고, 보다 긴 연안 거리로 연장되고 보다 고압에서 작업함에 따라, 지지 유체를 웰, 다기관 등에 공급하는 것으로서, 탄화수소 생성물 추출을 직접적으로 또는 간접적으로 지지하는 유동 라인이, 복잡성 측면에서 증가할 수 있다. 따라서, 지지 유체는, 예를 들어, 보다 낮은 압력 작업을 위해 고안된 유동 라인으로부터 보다 심한 환경에 사용하기 위한 부가적인 강화 층들을 포함하는 유동 라인까지 그의 길이를 따라 변하는 유동 라인을 사용하는 장치에 공급될 수도 있다. 시스템의 작업 압력이 증가함에 따라, 공급 압력 및 사출 압력도 증가한다. 공급 압력에서의 이러한 증가는, 유동 라인 조립체가 또한 시스템의 이러한 위치에서 보다 높은 압력 주위에서 강화되고 개량됨이 요구될 수도 있다. 따라서, 유동 라인은 라인의 전체 길이를 가로질러 디자인 측면에서 변할 수도 있다. 임의의 경우에, 유동 라인의 적어도 일부는 폴리아릴렌 설파이드 조성물로 형성된 배리어 층을 포함할 수 있다.
유동 라인은 또한 다발화될 수 있다. 예를 들어, 도 9는 다발화 라이저(129)를 도시한다. 외부 케이싱(128)은, 예를 들어 여러 개의 중합체 및/또는 금속 층을 포함하는 강 케이싱 또는 복합 케이싱일 수 있다. 다발화 라이저(129)는 해저로부터 지표 시설로의 탄화수소 생산 유체를 수송할 수 있는 2개의 생산 유체 라이저(130)를 포함한다. 생산 유체 라이저(130)는 전술한 바와 같은 다층 라이저일 수 있고 폴리아릴렌 설파이드 조성물로 형성된 배리어 층을 포함할 수 있다. 다발화 라이저(129)는 또한, 해저 및 주입 유체 유동 라인(133) 위에 위치한, 작업 장치로 유압유를 공급하는 유압 공급 유동 라인(132)을 포함한다. 다발화 라이저(129)는 고리형 라인(131)을 포함하며, 이는 다발화 라이저(129) 내부의 사이 공간과 연통되며 생산 유동 라인과 사이 공간 사이로 순환부(또는 고리형)를 설정하기 위해서 사용될 수도 있다. 예를 들어, 고리형 라인(131)의 하단은 포트, 예를 들어 사이 공간(127)과 연통하기 위한 측면 포트와 연결될 수도 있다. 하나 이상의 밸브들이, 고리형 라인(131)과 사이 공간 사이의 유체 유동을 제어하기 위해서 고리형 라인(131)과 사이 공간(127) 사이에 장착될 수 있다. 다발화 라이저(129)는 당업계에 공지된 바와 같이, 표준 관행에 따라 임의의 웰 헤드 위에 위치한 장치의 작업을 제어하기 위해 사용될 수 있는 제어 케이블(134)을 포함할 수도 있다.
다발화 라이저는 도 9에서 도시한 바와 같이 2개의 생산 유체 라이저(130)를 포함할 수 있거나, 다르게는 단일 생산 유체 라이저 또는 2개 초과의 생산 유체 라이저를 나를 수 있다. 예를 들어, 다발화 라이저는, 모두 외부 케이스로 둘러싸인 것으로서 중심으로 연장된 도관 또는 튜브 주변에 배열된, 여러 개의 생산 유체 라이저를 포함할 수 있다. 예를 들어, 생산 유체 라이저는 서로 가장자리를 이룰 수 있고 고리를 형성하고 또한 외부 케이싱의 내측에 대해 및 내부 도관의 외측에 대해 지탱하여, 이는 가요성에 영향을 미치지 않으면서 다발화 라이저의 안정성을 개선시킬 수 있다. 내부 튜브는 기술된 바와 같은 부가적인 유동 라인, 예를 들어 유압 유동 라인, 주입 유체 유동 라인 등을 포함할 수 있다. 또다른 실시양태에서, 내부 튜브는, 라이저에 추가 부양성을 공급하는 부양성 라인으로서 작용할 수 있다. 심지어 또다른 실시양태에서, 부가적인 유동 라인은, 생산 유체 라이저와 내부 튜브에 대한 외면 사이의 사이 공간에 배치될 수도 있다.
도 10a 및 도 10b는, 측면도(도 10a) 및 단면도(도 10b)로 파이프 내 파이프 배열(140)을 도시하며, 여기서 라인(148, 141 및 142)의 벽들 중 하나 또는 전부는 폴리아릴렌 설파이드 조성물로 형성된 배리어 층을 포함할 수 있다. 이러한 구체적인 실시양태에서, 파이프 내 파이프 유동 라인은 외부 케이싱(148)으로 둘러싸인 내부 생산 유체 유동 라인(142)을 포함하는 절연된 유동 라인이다. 내부 생산 유체 유동 라인(142)은 또한 자켓(141)으로 둘러싸인다. 이러한 구체적인 실시양태에서, 내부 생산 유체 유동 라인(142)과 자켓(141) 사이의 고리(143)은 절연 물질(144), 예를 들어 당업계에 공지된 개방 셀 발포체로 충전된다. 자켓(141)에 대해 바깥쪽이고 외부 케이싱(140)의 내측인 공간(145)은 지지 유체, 예를 들어 물, 메탄올 등을 수송할 수 있거나, 고압 가스로 충전될 수 있는데, 이는, 예를 들어 절연 물질(144)에 고압 가스를 수송하는 공간(145)으로부터 액세스 포인트(146)를 제공함으로써 파이프 내 파이프 유동 라인의 절연 특성을 추가로 개선할 수 있다. 파이프 내 파이프 배열은 또한, 생산 유체 유동 라인(142), 자켓(142) 및 외부 케이싱(148) 사이의 목적하는 거리를 유지하도록 공간(147)을 포함할 수 있다. 다른 조합 유동 라인, 예를 들어 피기백(piggy-back) 유동 라인도 본원에 포괄된다.
폴리아릴렌 설파이드 조성물은, 파이프 및 호스 이외에 유체 조작 시스템에 포함될 수 있는 온갖 종류의 구성요소, 이로서 한정하는 것은 아니지만, 플랜지, 밸브, 밸브 시트, 밀봉부, 센서 하우징, 온도조절장치, 온도조절장치 하우징, 다이버터, 라이닝, 프로펠라 등을 형성하는데 사용될 수도 있다. 하나의 실시양태에서, 폴리아릴렌 설파이드 조성물은 극한 온도 뿐만 아니라 사용 중 큰 온도 변동에 적용될 수 있는, 자동차 적용례, 예를 들어 호스, 벨트 등에 사용될 수도 있다.
폴리아릴렌 설파이드 조성물은, 압출, 압출 취입 성형, 사출 취입 성형, 연신 취입 성형 또는 이러한 제품을 형성하기 위한 다른 통상적인 방법에 의해 생성될 수 있는, 단일층 또는 다층 용기, 예를 들어 백, 병, 저장 탱크 및 다른 용기를 형성하기 위해 사용될 수 있다.
폴리아릴렌 설파이드 조성물은 필름, 섬유 및 섬유상 생성물을 형성하는데 유리하게 사용될 수도 있다. 예를 들어, 당업계에 공지된 압출 공정은 폴리아릴렌 설파이드 조성물의 필름 또는 섬유를 형성하는데 사용될 수 있다.
섬유는, 이로서 한정하는 것은 아니지만, 통상적인 용융 방적 장치를 사용하여 형성될 수 있는, 스테이플, 연속 다중 필라멘트 또는 단일 필라멘트 섬유를 포함할 수 있다. 예를 들어, 도 11은, 인발된 섬유가 폴리아릴렌 설파이드 조성물로 형성될 수 있는 방법 및 시스템(410)을 도시한다. 도시된 실시양태에 따르면, 예를 들어 펠렛 또는 칩 형태의 미리 형성된 폴리아릴렌 설파이드 조성물이 압출기 장치(412)에 제공될 수 있다. 압출기 장치(412)는, 혼합 다기관(411)을 포함할 수 있고, 여기서 폴리아릴렌 조성물은 가열되어 용융 조성물을 형성하고 임의의 부가적인 첨가제로 선택적으로 혼합될 수 있다. 요구되는 경우, 용융 혼합물의 유체 상태를 보장하는 것을 보조하기 위하여, 압출 이전에 용융 혼합물이 여과될 수 있다. 예를 들어, 용융 혼합물이, 약 325메쉬 또는 보다 미세한 필터를 사용하여 혼합물로부터 임의의 미세 입자들을 제거하도록, 여과될 수 있다.
용융 혼합물의 형성 이후에, 혼합물은 가압 하에서 압출기 장치(412)의 방적 돌기(414)로 수송될 수 있되, 여기서 이것은 여러 개의 방적 돌기 오리피스를 통해 압출되어 하나 이상의 섬유 또는 필라멘트(409)를 형성할 수 있다. 약 280℃ 내지 약 340℃의 범위, 예를 들어 약 290℃ 내지 약 320℃의 압출 온도가 사용될 수 있다. 폴리아릴렌 설파이드 조성물을 압출하여 섬유 또는 필라멘트를 형성한 이후에, 미인발된 섬유 또는 필라멘트(409)가 액체 욕(416)에서 급랭되어 테이크-업 롤(418)에 의해 수집되어, 예를 들어 다중 필라멘트 섬유 구조물 또는 섬유 번들(428)을 형성할 수 있다. 테이크-업 롤(418) 및 롤(420)은 욕(416) 내부에 있을 수 있고 개별적인 섬유 또는 필라멘트(409) 및 모인 섬유 다발(428)을 욕(416)을 통해 수송할 수 있다. 욕(416)에서의 물질의 체류 시간은, 라인 속도, 욕 온도, 섬유 크기 등에 따라 변할 수 있다. 급랭 욕으로부터의 배출 이후에, 섬유 다발(428)은 일련의 닙 롤(423, 424, 425, 426)을 통과하여 섬유 다발(428)로부터 과량의 액체를 제거할 수 있다. 선택적으로, 윤활제가 섬유 다발(428)에 도포될 수 있다. 예를 들어, 스핀 피니쉬가 스핀 피니쉬 도포기 체스트(422)에 도포될 수 있다. 그다음, 폴리아릴렌 설파이드 섬유 다발은, 적절한 온도로 섬유를 가열하도록 고안된 인발 대역을 갖는 통상적인 장치를 사용하여, 90℃ 내지 110℃의 범위의 온도에서 인발될 수 있다. 예를 들어, 도 11에서 도시한 실시양태에서, 섬유 다발(428)은 오븐(443)에서 인발될 수 있다. 추가로, 이러한 실시양태에서, 인발 롤(432, 434)은, 당업계에 일반적으로 공지된 바와 같이, 오븐(443)에 내부에 또는 외부에 있을 수 있다. 섬유 다발(428)을 인발한 다음, 100℃ 내지 약 200℃의 온도 범위의 고온 롤(440) 또는 가열된 대역을 사용하여 형성된 폴리아릴렌 설파이드 섬유(430)를 적어도 부분적으로 결정화할 수 있다.
또다른 실시양태에 따르면, 용융-취입 섬유가 폴리아릴렌 설파이드 조성물로 형성될 수 있다. 도 12는 사용될 수 있는 용융-취입 성형 공정의 하나의 실시양태를 도시한다. 용융-취입 성형 공정은, 압출기(527)로부터, 선형 배열의 단일-압출기 오리피스(528)를 통해, 곧바로 일반적으로 530a 및 530b 사이로 정의된 고 점도 가열된 공기 스트림으로, 폴리아릴렌 설파이드 조성물을 압출함을 포함한다. 신속하게 움직이는 고온 공기는, 이들이 오리피스(528)를 떠날 때 상기 섬유(529)를 매우 약화시킨다. 다이의 끝은, 홀들이 각각의 측면(530a, 530b)으로부터 영향을 주는 고속 공기와 함께 직선으로 존재하는 방식으로 고안된다. 전형적인 다이는 1인치 당 20 내지 50으로 이격된 10 내지 20밀(0.25 내지 0.51mm)을 가질 것이다. 충격 고속 고온 공기는 필라멘트들을 약화시키고 목적하는 미세섬유를 형성한다. 전형적인 공기 조건의 범위는 약 200℃ 내지 약 370℃이다. 다이 바로 주변에서, 다량의 주위 공기가 섬유를 함유하는 고온 공기 스트림으로 들어온다. 주위 공기는 고온 가스를 냉각시키고 섬유를 고화시킨다.
불연속 섬유는 롤(525, 526)을 통해 공급되는 컨베이어 또는 테이크업 스크린(521) 위에 침착되어 불규칙한 인탱글화 웹을 형성할 수도 있다. 섬유는, 배관(532)를 경유하여 공기를 끌어당기는, 예를 들어 팬(533)을 사용하는 흡인 장치(531)의 사용으로 컨베이어(521)로 향할 수 있다. 적합한 조건 하에서, 섬유들은 레이다운에서 다소 여전히 연질일 수 있고 섬유-섬유 결합을 형성하는 경향이 있을 것이다--즉, 이들이 서로 부착할 것이다. 섬유 얽힘 및 섬유-대-섬유 응집의 조합은 일반적으로 충분한 얽힘을 만들어서, 웹이 추가 결합 없이 취급될 수 있도록 한다. 상기 웹은 또한 통상적인 스펀에 침착되지만 결합된 웹은 아니어서, 그다음 전자가 열적으로 결합된다.
폴리아릴렌 설파이드 조성물로 형성된 섬유는, 이로서 한정하는 것은 아니지만, 배터리 분리기, 석유 흡수제, 필터 매체, 병원-의료 제품, 절연 배팅 등을 포함하는 다양한 적용례를 위한 다양한 섬유상 기판에 사용될 수 있다. 예를 들어, 도 13은 가스 또는 액체 스트림으로부터 미세 입자들을 포획하기 위해서 사용될 수 있는, 여러 개의 폴리아릴렌 설파이드 용융-취입 섬유(614)를 포함하는 섬유상 매트(612)를 도시한다. 예를 들어, 폴리아릴렌 설파이드 조성물로 형성된 섬유를 포함하는 필터들은, 엔진, 예를 들어 자동차 엔진에서 연료, 석유, 배기가스, 기타 유체를 여과하기 위해서 또는 예를 들어 산업상 굴뚝과 함께 사용될 수 있는, 여과 백을 형성하는데 사용될 수 있다. 폴리아릴렌 설파이드 조성물로 형성된 섬유는 또한 절연 물질, 예를 들어 전기적 구성요소의 절연 종이 또는 패브릭에 사용될 수 있다.
여전히 추가로, 상기 조성물은 완전히 상이한 환경, 예를 들어 전자 구성요소, 예를 들어 와이어, 케이블 또는 움비리칼에 사용될 수도 있다. 예를 들어, 및 도 14a 및 도 14b에서 도시하는 바와 같이, 폴리아릴렌 설파이드 조성물을 사용하여, 보호 및 포위의 목적을 위해서, 와이어(703) 주위의 덮개(701) 또는 케이블(704) 주위의 덮개(702)를 형성하기 위해서 사용될 수 있다. 예를 들어, 폴리아릴렌 설파이드 조성물은, 와이어 또는 케이블 주위로 덮개 기기를 사용하여 압출되어, 와이어/케이블의 외면 위에 보호 코팅을 형성할 수 있다.
또다른 실시양태에서, 폴리아릴렌 설파이드 조성물은 케이블, 예를 들어 케이블 하니스 또는 케이블 랩(또한, 타이 랩으로도 지칭됨)과 함께 사용하기 위한 장치를 형성하는데 사용될 수 있다. 예를 들어, 차량 또는 다른 유형의 기기에 사용될 수 있는 케이블 하니스의 하나 이상의 부분이 폴리아릴렌 설파이드 조성물로부터 형성될 수 있다. 예를 들어, 도 15는 폴리아릴렌 설파이드 조성물을 포함할 수도 있는 케이블 하이스를 도시한다. 도 15를 보면, 케이블 하니스(100)는 여러 개의 전기 와이어로 형성된 와이어 그룹(1102)을 포함한다. 연결기 터미널(1103)은 와이어 그룹(1102)의 양쪽 말단에 있다. 브레이드 슬리브(1104)는 와이어 그룹(1102)의 둘레 및 외부 주변부에 제공된다.
브레이드 슬리브(1104)는, 폴리아릴렌 설파이드 조성물로 형성된 섬유를, 금속, 예를 들어 알루미늄, 구리, 또는 그의 염으로 도금함으로써 형성될 수 있는, 여러 개의 금속화 섬유를 꼬아서 형성할 수 있다. 브레이드 슬리브(1104)는, 말단에서 접착 테이프(1106)에 의해 감싸져서 와이어 그룹(1102)에 고정되어서, 블레이드 슬리브(4)가 풀리는 것을 방지한다. 브레이드 슬리브(1104)의 각각의 말단(1106)에서, 브레이드 슬리브(1104)를 형성하기 위해 사용되는 금속화 섬유의 연장부(1107)가 포함될 수 있다. 연장부(1107)는 케이블 하니스의 접지화(grounding)를 허용할 수 있다. 케이블 하니스는 또한 지면-연결 부품(1105)을 포함하며, 여기서 와이어 그룹(1102)에서의 브레이드 슬리브(1104)의 양쪽 말단 및 외부 전도체의 양쪽 말단이 병렬로 전기적으로 연결된다. 물론, 임의의 케이블 하니스는, 당업계에 일반적으로 공지된 바와 같이, 폴리아릴렌 설파이드 조성물을 포함할 수도 있다.
폴리아릴렌 설파이드 조성물을 사용하여, 성형된 부품을 사용할 수도 있는 다양한 전자 구성요소, 예를 들어 휴대폰, 소형 휴대용 컴퓨터(예를 들어, 초휴대용 컴퓨터, 노트북 컴퓨터, 및 태블릿 컴퓨터), 손목시계 장치, 펜단트 장치, 헤드폰 및 수화기 장치, 무선 통신능을 갖는 미디어 플레이어, 포켓용 컴퓨터(종종 퍼스널 디지탈 보조기구), 원격 제어기, 위성 위치 확인 시스템(GPS) 장치, 포켓용 게임 장치, 배터리 커버, 스피커, 카메라 모듈, 집적 회로(예를 들어, SIM 카드) 등을 형성하는데 사용될 수 있다.
하나의 실시양태에서, 폴리아릴렌 설파이드 조성물은 차량용 구성요소를 형성하기 위해서 사용될 수 있다. 예를 들어, 폴리아릴렌 설파이드 조성물을 사용하여 대형 트럭(즉, 차량 적재량이 약 9000 kg (약 19,800 파운드)가 넘는 차량)용 구성요소를 형성하기 위해서 사용될 수 있다. 대형 트럭은 차량 자체의 특성 뿐만 아니라 차량의 사용의 특성으로 인한 독특한 작업 조건과 직면한다. 예를 들어, 엔진은 특히 적재물을 수송하는 경우, 종종 고온으로 작동해야만 하고, 상기 차량은 사용 도중 큰 기계적인 응력 및 환경적인 공격을 겪을 것이다. 폴리아릴렌 설파이드의 우수한 강도 및 가요성 특성은 이러한 차량의 작업 조건을 잘 견딜 수 있는 대형 트럭 구성요소를 제공할 수 있다. 대형 트럭은 2개, 3개, 4개, 또는 그 이상의 자축을 갖는 트럭을 포함하고 트렉터 및 트렉터에 의해 당겨질 수 있는 트레일러 둘 다를 포함할 수 있다. 예를 들어, 계약자의 트럭, 수송용 트럭, 덤프 트럭, 판넬 트럭, 믹스-인-트랜지트(mix-in-transit) 트럭, 트럭 트렉터, 등이 폴리아릴렌 설파이드 조성물로 형성된 구성요소를 포함할 수 있다.
폴리아릴렌 설파이드 조성물로 형성될 수도 있는 대형 트럭 구성요소는, 이로서 한정하는 것은 아니지만, 호스, 벨트, 연료 라인, 냉각 시스템 구성요소, 브레이트 구성요소, 커플링 등을 포함할 수도 있다. 예를 들어, 폴리아릴렌 설파이드 조성물은 대형 트럭의 우레아 탱크에 유리하게 사용될 수 있다. 도 16a 및 도 16b는 바닥벽(314) 및 상부벽(316)과 함께 용기(312)를 포함하는 우레아 탱크(310)를 도시한다. 상부벽(316)에는, 한 세트의 이음쇠(330)를 수용하기 위한 개구(318)가 있다. 용기(312)는 추가로 충전 개구(317)를 갖는다. 한 세트의 이음쇠(330)는 상부벽(316)에서 개구(318)에 유체-기밀하게 연결되도록 배열된 헤드(332)를 포함한다. 이것은 많은 상이한 방법으로, 예를 들어 개구(318)의 라디칼 플랜지(320)(도 16b)와 헤드(332)의 라디칼 플랜지(334) 사이의 플랜지 연결부에 의해 달성될 수도 있다. 헤드(332)는 또한, 개구(318)의 상보적인 트레드(도시하지 않음)에 의해 맞물리도록 개조된 내부 또는 외부 트레드를 갖는 스크류 캡의 형태를 취할 수도 있다. 다양한 이음쇠(336)는 헤드(332)로부터 용기(312)로 연장된다. 이음쇠(336)는 우레아/물 용액을 위한 흡입 파이프, 소모되지 않은 용액을 위한 리턴 파이프, 낮은 주변 온도에 의해 어는 경우 용액을 해동하기 위한 가열 코일, 및 용기 내 용액을 위한 레벨 센서를 포함할 수도 있다. 유리하게는, 흡입 파이프, 리턴 파이프, 및 가열 코일 중 하나 이상 및/또는 보호 커버(340)는 폴리아릴렌 설파이드 조성물로 형성될 수도 있다.
폴리아릴렌 설파이드 조성물의 우수한 강도 특성은 용기 내의 착빙으로 인한 해로운 기계적 영향으로부터 이음쇠(336)의 구성요소를 보호할 수 있고, 폴리아릴렌 설파이드 조성물의 가요성은 이음쇠(336)가 용기(312) 내에서 얼음의 이동으로부터의 영향을 견디는 것을 허용한다.
또다른 예시적인 우레아 탱크 조립체(1410)가 도 17에 도시되어 있다. 상기 우레아 탱크 조립체는 액체, 예를 들어 우레아 용액(1416)을 수용하고 보유하기 위한 구조를 갖는 공동(1414)을 갖는 저장소(1412)를 포함한다. 상기 조립체는 추가로 폴리아릴렌 설파이드 조성물로 형성될 수 있는 관형 부재(1418)로서, 저장소의 공동과 중공 부재의 중공부(1422) 사이에 유체 연통을 제공하기 위해 이를 통해 형성된 하나 이상 또는 여러 개의 개구(1420)를 갖는 관형 부재(1418)를 포함한다. 상기 조립체는 중공 부재 내에서 및 그 주변에서 우레아 용액을 가열하기 위해서 중공 부분에 의해 형성되거나 또는 여기에 인접하게 위치한 가열기(1424)를 포함한다. 상기 조립체는 또한 공동(1414) 내부로부터, 및 일부 예시적인 실시양태에서는, 중공 부분의 내부로부터의 유체가, 그 내부에서의 분배를 위한 배기 가스 스트림으로 펌핑되도록 하기 위한 펌프(1426)를 포함한다.
작업시, 우레아 용액(1416)은, 펌핑되거나, 주입되거나, 다르게는 적합한 우레아 투입 도관(1428)을 통해 또는 캡핑된 개구(1450)와 같은 다른 수단을 통해 공동(1414)에 배치된다. 우레아 용액은 가열기(1424)를 통해 가열되고 우레아 배출 도관(1430)을 통해 펌프(1426)를 통해 펌핑된다. 선택적으로, 우레아 용액의 펌핑은 유체 레벨 스위치(1432, 1456)을 통해 달성될 수 있고 가열은 온도 센서(1434)로부터 측정된 온도에 기초할 수도 있다. 우레아 용액은 우레아 배출 도관을 따라, 엔진으로부터의 배출 가스 도관과 유체 연통하는 포트까지 이동한다. 상기 포트는, 배기 가스 스트림으로의 수송을 위해, 보다 구체적으로는 배기 가스 처리 장치로부터의 상류에 있는, 수단, 예를 들어 인젝터를 제공한다.
이로서 한정하는 것은 아니지만, 우레아 탱크인, 대형 트럭 구성요소는, 폴리아릴렌 설파이드 조성물로부터 형성될 수도 있다. 예를 들어, 앞에서 기술한 관형 부재는, 호스 조립체 또는 연료 라인 조립체를 비롯한 유체 수송 시스템에서의 대형 트럭 용도를 위해 고안될 수 있다. 예를 들어, 내부층으로서, 부재 내부에서 예상되는 환경 및 유체를 견딜 수 있는 폴리아릴렌 설파이드 조성물을 포함하는, 다층 관형 구성요소가 형성될 수 있다. 배리어 층은 내부층과 인접할 수 있고, 관형 부재에 의해 수송될 물질, 예를 들어 디젤 연료에 낮은 침투성을 나타낼 수 있는 물질로 구성될 수도 있다. 예를 들어, 배리어 층은 폴리아마이드, 예를 들어 PA6, PA11, PA12, PA66, PA 610, PA46 등 뿐만 아니라 중합체의 블렌드로 형성될 수도 있다.
다층 관형 부재는, 인접한 층들 사이에서 결합을 용이하게 할 수 있는 타이 층(타이 층)을 포함할 수 있다. 타이 층은, 예를 들어 에피클로로히드린 고무, 니트릴 고무, 부타다이엔 고무/폴리(비닐 클로라이드) 블렌드, 수소첨가 니트릴 고무, 열가소성 엘라스토머 등에 기초한 고무 조성물을 포함할 수도 있다. 타이 층은 앞에서 논의된 바와 같은 접착제일 수 있다.
대형 트럭 적용례에 사용하기 위한 다층 관형 부재는, 겪는 외부 환경을 견딜 수 있도록 고안된 하나 이상의 적합한 가요성 엘라스토머계 또는 가소성 물질로 제조될 수 있는 커버를 포함할 수도 있다. 예를 들어, 상기 커버는 내부 튜브를 형성하는데 사용된 폴리아릴렌 설파이드 조성물과 동일하거나 상이한 폴리아릴렌 설파이드 조성물로 형성될 수도 있다. 또다른 실시양태에 따르면, 외부 커버는, 이로서 한정하는 것은 아니지만, 수소첨가 니트릴 고무, 클로로설폰화 폴리에틸렌, 폴리클로로프렌, 에피클로로하이드린 고무, 에틸렌/비닐아세테이트 공중합체, 폴리아크릴계 고무, 에틸렌 알켄 공중합체, 부타다이엔 고무/폴리(비닐 클로라이드) 블렌드, 염소화된 폴리에틸렌 등에 기초할 수 있되, 이들이 고무 배합의 공지된 방법에 따라 다른 성분들과 배합될 수도 있다. 앞에서 논의된 바와 같은 강화 층 뿐만 아니라 부가적인 중간 층이 다층 관형 부재 내에 존재할 수도 있다.
폴리아릴렌 설파이드 조성물을 포함하는 관형 부재는, 우수한 가요성 및 내열성을 나타낼 수 있고, 이는 대형 트럭의 과급 공기 시스템(charge air system)을 위한 관형 부재를 형성하는 경우 유리할 수도 있다. 공기 취급 시스템에 사용되기 위한 내열성 관형 부재는, 폴리아릴렌 설파이드 조성물을 포함하는 내부층, 및 난연제를 포함할 수 있는 관형 내부층의 외부 주변 표면 위에 형성된 외부층을 포함할 수 있다. 예를 들어, 외부층은, 비-할로겐 난연제를 함유하는 물질을 사용함으로써 형성될 수 있다.
이로서 한정하는 것은 아니지만, 압축기 투입구 및 배출구에서, 과급 공기 냉각기에서, 및/또는 터빈 투입구 및 배출구에서를 포함하는, 과급 공기 시스템의 다양한 충전 구성요소 사이에 상호연결을 제공할 수 있는 과급 공기 시스템이, 폴리아릴렌 설파이드 조성물로 형성될 수 있다. 폴리아릴렌 설파이드 조성물의 가요성 및 강도는, 상기 커플링의 말단 사이의 진동을 분리할 뿐만 아니라 시스템의 구성요소들 사이의 약간의 어긋남을 다룰 수 있는 과급 공기 시스템 커플링을 제공할 수 있다. 추가로, 폴리아릴렌 설파이드 조성물의 저항 특성은 오존 내성과 관련된 커플링을 개선시킬 수 있고 구성요소의 수명을 증가시킬 수 있다.
폴리아릴렌 설파이드 조성물은 또한 디젤 엔진의 배기가스 다기관으로부터 배기가스를 배출하기 위한 배기가스 시스템의 구성요소를 형성하는데 유리하게 사용될 수도 있다. 전형적인 배기가스 시스템은 배기가스 라인을 포함할 수 있고, 배기가스 라인 중 전부 또는 일부는 폴리아릴렌 설파이드 조성물로 형성될 수 있다.
대형 트럭의 공기 제동 시스템도 폴리아릴렌 설파이드 조성물로 형성된 구성요소를 포함할 수도 있다. 예를 들어, 코일화된 공기 제동 호스 조립체는, 하나 이상의 층이 폴리아릴렌 설파이드 조성물을 포함하는, 전술한 바와 같은, 단일층 호스 또는 다층 호스일 수 있는 코일화된 호스를 포함할 수 있다.
대형 트럭 이외에, 다른 차량의 구성요소들도 폴리아릴렌 설파이드 조성물로 형성될 수 있다. 예를 들어, 임의의 크기의 트럭 또는 차들에 사용하기 위한 자동차용 연료 라인은 폴리아릴렌 설파이드 조성물로 형성될 수 있다. 폴리아릴렌 설파이드 조성물은, 단일층 연료 튜브 또는 다층 연료 튜브일 수 있는 연료 라인을 형성하는 표준 형성 기법에 따라 가공될 수 있다. 본원에서 포괄하는 연료 라인은 연료 라인을 통해 유체, 액체, 가스 또는 이들의 혼합물의 통과를 허용한, 이를 통한 중공 경로를 갖는 관형 부재이다. 예를 들어, 도 18은, 폴리아릴렌 설파이드 조성물을 포함하는 연료 라인을 포함할 수 있는 연료 시스템의 일부분을 도시한다. 도 18은 일반적으로 연료 시스템의 흡입부(1)를 도시하고 연료 필러 넥(42), 필러 튜브(44), 연료 탱크(48), 배기구 튜브(46), 및 가스 캡(44)을 포함하고, 가스 캡(44)를 감추기 위해서 이동형 커버(40)를 포함하는, 자동차 몸체(46)에 의해 지지된다. 필러 넥(42)은 일반적으로 깔대기형 부재(48)를 포함한다. 필러 넥(42)은 노즐 수용기(52)를 수용하고, 상기 노즐 수용기는 연료공급 동안 연료 노즐(56)을 수용하도록 개조된 삽입부이다. 상기 부재(48)는 가스 캡(44)을 수용하도록 개조된 투입 개구(50)로 한쪽 말단에서 정의되며, 상기 가스 캡(44)은 부재(48)에 일체형으로 형성된 쓰레드에 직접 끼워진다.
상기 부재(48)의 반대편 말단은, 연료 라인(44)의 제 1 말단(54)에 커플링된, 배출 개구(53)로 정의된다. 연료 라인(44)는, 폴리아릴렌 설파이드 조성물로 형성된 단일층 튜브 또는 다층 호스일 수 있다. 제 2 말단(55)에서, 연료 라인(44)은 연료 탱크(48)에 커플링된다. 연료 탱크 시스템은 또한 깔때기 배기 개구(57)에서 상기 부재(48)에 연결되고 연료 탱크 개구(58)에서 연료 탱크(48)에 연결되는 배기 라인(46)을 포함할 수도 있다. 배기 라인(46)은 연료 탱크(48) 내 대체된 증기들이 연료공급 동안 배출되는 것을 허용한다. 배기 라인(46)은 또한 폴리아릴렌 설파이드 조성물로부터 형성될 수 있는 단일층 튜브 또는 다층 호스일 수도 있다.
가솔린 및 디젤 엔진 둘 다를 포함하는 차량 엔진 내에 포함될 수 있는, 연료 라인을 통하는(즉, 관형 부재의 축방향에서) 중공 경로를 포함하며 일반적으로 관형 형태를 갖는 임의의 연료 라인이, 폴리아릴렌 설파이드 조성물로 형성된 하나 이상의 층들을 포함할 수도 있고, 연료 라인이, 어떠한 방식으로도 도 18에서 도시한 바와 같은 연료 시스템의 흡입 부분으로 제한되지 않음이 이해되어야만 한다. 예를 들어, 본원에서 포괄되는 연료 라인은 연료 탱크로부터의 연료를 엔진에 수송하는 것으로 연료 필터의 상류 및/또는 하류에 위치할 수 있는 연료 공급 라인을 포함한다. 폴리아릴렌 설파이드 조성물을 포함할 수 있는 다른 연료 라인은, 이로서 한정하는 것은 아니지만, 연료 리턴 라인, 연료 우회 라인, 연료 교차 라인, 브레더 라인, 증기 라인 등을 포함할 수 있다.
단일층 튜브의 형태의 연료 라인은, 예를 들어 도 18에서 도시한 배기 라인(46) 및/또는 연료 라인(44)을 형성하는데 사용될 수 있다. 단일층 튜브 연료 라인의 벽 두께는 일반적으로 3 ㎜ 미만, 예를 들어 약 0.5 내지 약 2.5 ㎜, 또는 약 0.8 내지 약 2 ㎜일 수 있다. 단일층 튜브 연료 라인의 단면 직경은 일반적으로 약 10㎜ 미만, 또는 하나의 실시양태에서 약 5 ㎜ 미만일 수 있다. 단일층 튜브 연료 라인의 길이는, 구체적인 적용례에 따라 변할 수 있고, 비교적 길 수도, 예를 들어 약 1미터 길이 이상일 수 있거나, 짧을 수도, 예를 들어 약 50 cm 미만, 또는 약 10 cm 미만일 수 있다. 선택적으로, 단일층 튜브(50)는 파형 표면 또는 편평한 표면을 가질 수 있다.
폴리아릴렌 설파이드 조성물을 포함하는 연료 라인은, 연료 라인의 하나 이상의 층에 폴리아릴렌 설파이드 조성물을 포함하는 다층 관형 부재일 수 있다. 다층 연료 라인은 공지된 바와 같이 2개, 3개 또는 그 이상의 층들을 포함할 수 있다. 단일층 연료 튜브와 유사한, 다층 연료 라인은, 당업계에 공지된 바와 같이, 폭넓게 다양한 단면 및 길이 치수를 갖도록 형성될 수 있다. 일반적으로, 다층 연료 라인의 각각의 층의 벽 두께는 약 2 mm 미만, 또는 약 1 mm 미만일 수 있고; 다층 연료 라인의 내경은 일반적으로 약 100 ㎜ 미만, 약 50 ㎜ 미만, 또는 약 30 ㎜ 미만일 수 있다.
폴리아릴렌 설파이드 조성물의 화학물질 내성과 함께 폴리아릴렌 설파이드 조성물의 우수한 차단 특성은, 다층 연료 라인의 내부층을 형성하는데 사용되기에 이것을 적합하게 한다. 그러나, 폴리아릴렌 설파이드 조성물은 다층 연료 라인의 내부층으로의 이용에만 제한되는 것은 아니다. 우수한 차단 특성 및 우수한 가요성과 조합된 폴리아릴렌 설파이드 조성물의 고 강도 특성은, 상기 조성물을, 다층 연료 라인의 내부층을 형성하는 것에 대한 대안으로서 또는 이것 이외에 다층 연료 라인의 외부층 및/또는 중간층을 형성하는데 사용하기에 적합하게 한다.
부가적인 층들은 내부층을 형성하는 폴리아릴렌 설파이드 조성물과 동일하거나 상이한 물질로 형성될 수 있다. 예를 들어, 연료 라인의 중간층, 외부층 및 접착제 층들은 폴리아릴렌 설파이드 조성물로 형성될 수 있는 것으로서, 관형 부재에 대해 앞에서 설명한 바와 같은 물질로 형성될 수 있다.
폴리아릴렌 설파이드 조성물로 형성될 수도 있는 차량 구성요소는, 앞에서 기술한 것과 같은, 취입 성형 공정에 따라 형성될 수도 있는 구성요소를 포함할 수 있다. 예를 들어, 도 18에서 도시한 바와 같은 연료 필러 넥(42) 및/또는 가솔린 탱크(48)는 취입 성형 공정에 따라 폴리아릴렌 설파이드 조성물로부터 형성될 수 있다. 취입 성형 구성요소, 예를 들어 가솔린 탱크 또는 다른 저장소(예를 들어, 팽창 탱크, 유체 용기 등)와 같은 취입 성형된 구성요소들은 단일층 또는 다층 구성요소일 수 있다. 환기 시스템의 구성요소, 예를 들어 통풍관은, 이로서 한정하는 것은 아니지만, 지지체 구조물, 발판, 받침대, 그릴가드, 기둥, 바닥 등을 포함하는 많은 기타 구성요소와 같은, 취입 성형 공정에 따라 폴리아릴렌 설파이드 조성물로 형성될 수 있다.
다른 실시양태에서, 폴리아릴렌 설파이드 조성물은 항공 적용례에 사용될 수도 있다. 예를 들어, 도 19는 폴리아릴렌 설파이드 조성물이 항공기 인테리어, 예를 들어 항공기 인테리어 내에서 패널을 형성하는데 사용될 수 있는 하나의 실시양태를 도시한다. 도 19는, 단일 통로 유형의 항공기 동체(850)를 통한 단면을 도시하지만, 상기 폴리아릴렌 설파이드 조성물은 임의의 크기 및 형태의 항공기를 형성하는데 유리하게 사용될 수도 있다. 폴리아릴렌 설파이드 조성물로 형성될 수도 있는 패널은, 예를 들어, 이로서 한정하는 것은 아니지만, 오버헤드 랙 또는 저장 통(852), 확장된 천장 패널 영역까지 상향으로 확장된 통로-위 헤드 패널(854), 천장 패널(856), 측벽 패널(858), 및 하부벽 패널(855)을 포함할 수 있다. 개별적인 패널들의 갯수 및 크기는 일반적으로 하나의 항공기로부터 또다른 것으로 변할 것이다. 예를 들어, 동체(850)를 갖는 항공기의 유형의 전형적인 단면은, 2개의 저장 통, 하나의 천장 패널, 2개의 측벽 패널, 및 2개의 하부벽 패널을 포함한다. 개별적인 구성요소들의 변화는 당업계에 공지되어 있다. 물론, 폴리아릴렌 설파이드 조성물은 전술한 바와 같은 연료라인과 같은 항공기의 다른 구성요소, 기술한 바와 같은 환기 시스템의 구성요소 등을 형성하는데 사용될 수도 있다.
본 개시내용의 실시양태는, 단지 실시양태의 설명을 목적으로 하는 것으로 본 발명의 범주 또는 이것이 실행되는 방식을 한정하는 것으로 고려되지 않는, 하기 실시예에 의해 설명된다. 구체적으로 다르게 언급하지 않는 한, 부 및 백분률은 중량 기준이다.
형성 및 테스트 방법
사출 성형 공정: 표준 ISO 조건에 따라, 인장 바를 ISO 527-1 사양으로 사출 성형한다.
용융 점도: 테스트 하기 이전에 모든 물질들은 진공하에서 150℃에서 1.5시간 동안 건조한다. 용융 점도는 316℃에서 400 초-1에서 모세관 유량계에서 측정하되, 점도는 5분의 일정한 전단 이후에 측정한다.
인장 특성: 인장 모듈러스, 항복 응력, 항복 변형율, 파단 강도, 항복 신도, 파단 신도 등을 포함한 인장 특성은, ISO 테스트 제 527 호(ASTM D638과 기술적으로 동등함)에 따라 테스트한다. 모듈러스, 변형율 및 강도는, 길이가 80 mm이고 두께가 10 mm이고 폭이 4 mm인 동일한 테스트 스트립 샘플에서 측정한다. 테스트 온도는 23℃이고 테스트 속도는 5 또는 50 mm/분이다.
굴곡 특성: 굴곡 강도 및 굴곡 모듈러스를 포함하는 굴곡 특성은 ISO 테스트 제 178 호(ASTM D790과 기술적으로 동등함)에 따라 테스트한다. 이 테스트는 64mm 지지체 스팬 위에서 수행된다. 미절단 ISO 3167 다목적의 바의 중심 부분에서 테스트를 수행한다. 테스트 온도는 23℃이고 테스트 속도는 2 mm/분이다.
하중 하 변형 온도("DTUL"): 하중 하 변형 온도는 ISO 테스트 제 75-2 호(ASTM D648-07과 기술적으로 동등함)에 따라 측정하였다. 보다 구체적으로, 길이가 80 mm이고 두께가 10 mm이고 폭이 4 mm인 테스트 스트립 샘플을 면내 방향 3점 굽힘(edgewise three-point bending) 테스트에 적용하고, 여기서 명시된 하중(최대 외부 섬유 응력)은 1.8 메가파스갈이었다. 시험편을 규소 오일 욕으로 낮추고 여기서 이것이 0.25 mm 변형될 때까지 온도를 1분 당 2℃ 올렸다(ISO 테스트 제 75-2 호의 경우 0.32mm).
노치 샤르피 충격 강도: 노치 샤르피 특성은 ISO 테스트 제 ISO 179-1 호(ASTM D256, 방법 B와 기술적으로 동등함)에 따라 테스트한다. 이러한 테스트는 타입 A 노치(0.25 mm 베이스 직경) 및 타입 1 시험편 크기(길이 80 mm, 폭 10 mm, 및 두께 4 mm)를 사용하여 수행한다. 시험편은 단일 투스 밀링 기기(single tooth milling machine)를 사용하여 다목적의 바의 중심으로부터 절단한다. 테스트 온도는 하기에서 보고한 바와 같이 23℃, -30℉ 또는 -40℉였다.
비노치 샤르피 충격 강도: 비노치 샤르피 특성은 ISO 테스트 제 180 호 (ASTM D256과 기술적으로 동등함)에 따라 측정한다. 테스트는 타입 1 시험편(길이: 80mm, 폭; 10mm, 및 두께: 4mm)을 사용하여 수행한다. 시험편을 단일 투쓰 밀링 기기를 사용하여 다목적 바의 중심으로부터 절단한다. 테스트 온도는 23℃이다.
아이조드 노치 충격 강도: 노치 아이조드 특성은 ISO 테스트 제 180 호(ASTM D256, 방법 A와 기술적으로 동등함)에 따라 측정한다. 이 테스트는 타입 A 노치를 사용하여 수행한다. 시험편을 단일 투쓰 밀링 기기를 사용하여 다목적 바의 중심으로부터 절단한다. 테스트 온도는 23℃이다.
밀도 및 비중: 밀도는 ISO 테스트 제 1183 호(ASTM D792와 기술적으로 동등함)에 따라 측정한다. 상기 시험편을 공기 중에서 중량을 측정하고, 그다음 요구되는 바와 같이 시험편을 완전히 잠기도록 고정하기 위하여 싱커 및 와이어를 사용하여 23℃의 증류수에 완전히 함침시켰을 때, 중량을 측정한다.
비캇 연화점: 비캇 연화점은, 10N의 하중을 사용할 때는, 방법 A에 따라 측정하고 ISO 테스트 제 306 호(ASTM D1525와 기술적으로 동등함)에서 기술한 바와 같이, 50N 하중을 사용할 때는 방법 B에 따라 측정하되, 둘 다는 50 K/시간의 가열 속도를 사용한다.
물 흡수는 ISO 테스트 제 62 호에 따라 측정한다. 테스트 시험편은, 물 흡수가 본질적으로 멈출 때까지 23℃에서 증류수에 함침시킨다(23℃/포화).
복소 점도: 복소 점도는 TRIOS 소프트웨어를 사용하여 25mm SS 평행판이 장착된 ARES-G2(TA 인스트루먼트) 테스트 기기를 사용하여 저 전단 스윕(ARES)에 의해 측정한다. 동적 변형율 스윕은, LVE 영역 및 최적화된 테스트 조건을 발견하기 위해서, 주파수 스윕 이전에 펠렛 샘플에 대해 수행하였다. 변형율 스윕은 6.28 rad/초의 주파수에서, 0.1%로부터 100%까지 수행하였다. 500로부터 0.1 rad/초까지의 각각의 샘플에 대한 동적 주파수 스윕이 수득되었고, 변형율 진폭은 3%였다. 간격 거리는 펠렛 샘플에 대해 1.5 mm로 유지하였다. 온도는 모든 샘플에 대해 310℃로 설정된다.
용융 강도 및 용융 신도는 EVF 픽쳐가 장착된 ARES-G2 상에서 수행된다. 도 20에서 도시한 바와 같이 플레임 바(flame bar) 샘플을 절단하였다. 플레임 바의 동일한 영역을 각각의 수행을 위해 사용하여, 테스트 샘플의 결정도를 동일하게 유지하여 복제품들 사이의 편차를 최소화한다. 전이 변형율은 0.2/초 속도로 각각의 샘플에 적용하였다. 각각의 샘플에 대해 적어도 3쌍씩 수행하여 대표적인 곡선을 수득하였다.
내침투성: 연료 침투 연구는, SAE 테스트 방법 제 J2665 호에 따라 샘플에 대해 수행하였다. 모든 샘플의 경우, 스테인레스 강 컵이 사용되었다. 직경이 3인치(7.6cm)인 사출성형 명판을 테스트 샘플로서 사용하였다. 각각의 샘플의 두께는 6개의 상이한 영역에서 측정하였다. O-링 비톤(Viton, 등록상표) 플루오로엘라스토머를 컵 플랜지와 샘플(맥마스터-카르(McMaster-Carr, cat# 9464K57, A75)에서 구입함) 사이의 하부 가스켓으로서 사용하였다. 편평한 비톤(등록상표) 플루오로엘라스토머(맥마스터-카르(cat# 86075K52)에서 구입함, 1/16" 두께, A 75)를 3 인치(7.6 cm) OD 및 2.5 인치 (6.35 cm) ID로 다이-절단하고 샘플과 금속 스크린 사이의 상부 가스켓으로서 사용하였다. 연료, 약 200 ml를 컵에 붓고, 상기 컵 장치를 조립하고, 뚜껑을 손가락으로 꽉 닫았다. 증기압이 평형화되고 두껑이 토르크 15인치-파운드까지 팽팽해질 때까지, 이것을 1시간 동안 40℃ 오븐에서 항온처리하였다. 처음 2주 동안에는 연료 손실을 매일 중량 측정으로 모니터링하고, 그다음에는 나머지 시험 기간 동안 한 주에 2회씩 하였다. 알루미늄 디스크(7.6 cm 직경, 1.5mm 두께)를 사용하여 동일한 방식으로 블랭크 수행을 수행하고 결과를 샘플로부터 뺐다. 모든 샘플을 2회씩 측정하였다. 평형 시간 이후에 정규화된 침투 속도를 계산하였다. 각각의 샘플에 대한 침투 속도는 매일의 중량 손실을 피팅하는 선형 회귀식의 기울기(그램/일)로부터 수득하였다. 정규화된 침투 속도는, 유효 침투 면적으로 침투 속도를 나누고 시험편의 평균 두께를 곱함으로써 계산되었다. 상기 평균 침투 속도를 보고한다.
내염성(salt resistance): 염화 아연에 대한 내성을 테스트하기 위해서, 인장 바 샘플을 23±2℃에서 200시간 동안 염화 아연의 50% 수용액(중량 기준)에 함침하였다. 그다음, 샘플을 전술한 바와 같이 -30℃에서 샤르피 노치 충격 강도에 대해 테스트하였다.
염화 칼슘에 대한 내성을 테스트하기 위해서, 인장 바 샘플을 60±2℃에서 200시간 동안 염화 아연의 50% 수용액(중량 기준)에 함침하고 60±2℃에서 추가 200시간 동안 용액 밖에서 유지하였다. 그다음, 샘플을 전술한 바와 같이-30℃에서 샤르피 노치 충격 강도에 대해 테스트하였다.
탄화수소 체적 흡수: 공급된 인장 바로부터 절단된 탭 말단을 사용하여 흡수 및 확산 테스트를 수행하였다. 각각의 물질을 브렌트 원유, 탄화수소/물 혼합물에 함침하였다(유일한 견본 테스트에서는, 탄화수소만). 흡수된 액체의 속도 및 양을 측정하였다. 탄화수소 액체 혼합물은 하기 조성을 가졌다:

모든 노출 테스트는, 공기-순환 오븐을 사용하여 2주의 기간 동안 130℃에서 수행하였고, 공기는 질소로 퍼징함으로써 테스트 용기로부터 제거되며, 테스트는 증기압에서 수행하였다.
실시예
1
조성물을 형성하기 위해 사용된 물질은 하기를 포함한다:
폴리아릴렌 설파이드: 미국 켄터키주 플로렌스 소재의 티코나 엔지니어링 폴리머(Ticona Engineering Polymers)에서 시판중인 포트론(Fortron, 등록상표) 0214 선형 폴리페닐렌 설파이드,
충격 개질제: 로타더(LOTADER, 등록상표) AX8840 - 아르케마 인코포레이티드(Arkema, Inc.)에서 시판중인 에틸렌 및 글리시딜 메타크릴레이트의 랜덤 공중합체,
가교결합제: 테레프탈산,
다이설파이드: 2,2-다이티오다이벤조산,
윤활제: 론자 그룹 리미티드(Lonza Group Ltd.)에서 시판중인 글리콜럽(등록상표) P.
물질들을, 총 L/D가 40이고 다이에서의 하나를 포함하는 10개의 온도 제어 대역을 포함하는, 코페리온 동회전, 완전-맞물림식, 트윈-스크류 압출기를 사용하여 용융 혼합하였다. 고 전단 스크류 디자인을 사용하여 수지 매트릭스에 첨가제를 배합하였다. 폴리아릴렌 설파이드, 충격 개질제 및 윤활제를, 중량제어식 공급기에 의해 제 1 배럴에서 주요 공급 스로트에 공급하였다. 전술한 성분들을 용융 및 혼합한 직후에, 배럴 6에서 중량제어식 공급기를 사용하여 다이설파이드를 제공하였다. 물질을 추가로 혼합하고, 그다음 스트랜드 다이를 통해 압출하였다. 스트랜드를 욕에서 수-급랭하여 펠리타이저에서 고화 및 과립화하였다.
샘플의 조성을 하기 표 1에 제공하였다. 양은, 샘플의 중량을 기준으로 한 중량%로서 제공된다.
| 구성요소 | 첨가 지점 | 샘플 1 | 샘플 2 |
| 윤활제 | 주요 공급 | 0.3 | 0.3 |
| 다이설파이드 | 배럴 6 | 1.0 | |
| 충격 개질제 | 주요 공급 | 25.0 | 25.0 |
| 폴리아릴렌 설파이드 | 주요 공급 | 74.7 | 73.7 |
| 총 | 100.0 | 100.0 |
형성 후, 샘플을 다양한 물리적 특성에 대해 테스트하였다. 결과를 하기 표 2에 제공한다.
| 샘플 1 | 샘플 2 | |
| 용융 점도 (포이즈) | 3328 | 4119 |
| 인장 모듈러스 (MPa) | 1826 | 1691 |
| 인장 파단 응력 (MPa) | 43.73 | 44.98 |
| 인장 파단 변형율 (%) | 96.37 | 135.12 |
| 표준 편차 | 39.07 | 34.40 |
| 23℃에서의 노치 샤르피 충격 강도 (kJ/㎡) | 61.03 | 53.00 |
샘플을 2시간 동안 230℃에서 어닐링하고 물리적 특성에 대해 재테스트하였다. 결과를 하기 표 3에 제공한다.
| 샘플 1 | 샘플 2 | |
| 인장 모듈러스 (MPa) | 1994.00 | 1725.00 |
| 인장 파단 응력 (MPa) | 45.04 | 45.20 |
| 인장 파단 변형율 (%) | 58.01 | 73.76 |
| 표준 편차 | 6.60 | 4.78 |
알 수 있는 바와 같이, 샘플 2는 어닐링 전 및 후에 우수한 인장 신도 및 낮은 모듈러스를 나타냈다. 그러나, 충격 강도 측면에서의 어떠한 개선도 관찰되지 않았으며, 이것은 다이설파이드와 폴리프로필렌 설파이드 사이의 쇄 절단 반응으로 인한 것으로 여겨진다.
실시예
2
실시예 1에서 기술된 물질들을, 총 L/D가 40이고 다이에서의 하나를 포함하는 10개의 온도 제어 대역을 포함하는, 코페리온 동회전, 완전-맞물림식, 트윈-스크류 압출기를 사용하여 용융 혼합하였다. 고 전단 스크류 디자인을 사용하여 수지 매트릭스에 첨가제를 배합하였다. 폴리아릴렌 설파이드, 충격 개질제 및 윤활제를, 중량제어식 공급기에 의해 제 1 배럴에서 주요 공급 스로트에 공급하였다. 다이설파이드는 압출기 내 다양한 위치에서; 주요 공급 스로트에서, 배럴 4 및 배럴 6에서 중량제어식 공급기를 사용하여 공급되었다. 가교결합제는 배럴 6에서 공급되었다. 그다음 물질을 추가로 혼합하고, 스트랜드 다이를 통해 추가로 압출하였다. 스트랜드는 욕에서 수-급랭시켜 펠리타이저에서 고화 및 과립화하였다.
비교예인 샘플 3 및 4는 동일한 조성물로 형성되었고 상이한 스크류 디자인을 사용하여 배합되었다.
| 첨가 지점 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
| 윤활제 | 주요 공급 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 |
| 가교결합제 | 배럴 6 | - | - | 0.5 | 1.0 | 1.0 | 0.5 | 0.5 | 0.5 |
| 다이설파이드 | 주요 공급 | - | - | - | - | - | 0.30 | - | - |
| 다이설파이드 | 배럴 4 | - | - | - | - | - | - | 0.3 | - |
| 다이설파이드 | 배럴 6 | - | - | - | - | - | - | - | 0.3 |
| 충격 개질제 | 주요 공급 | 15.0 | 15.0 | 15.0 | 15.0 | 10.0 | 15.0 | 15.0 | 15.0 |
| 폴리아릴렌 설파이드 | 주요 공급 | 84.7 | 84.7 | 84.2 | 83.7 | 88.7 | 83.9 | 83.9 | 83.9 |
| 총 | 100.0 | 100.0 | 100.0 | 100.0 | 100.0 | 100.0 | 100.0 | 100.0 |
형성한 이후에, 인장 바를 형성하고 다양한 물리적 특성에 대해 테스트하였다. 결과를 하기 표 5에 제공하였다.
| 샘플 3 | 샘플 4 | 샘플 5 | 샘플 6 | 샘플 7 | 샘플 8 | 샘플 9 | 샘플 10 | |
| 용융 점도 (포이즈) | 2423 | - | 2659 | 2749 | 2067 | 2349 | 2310 | 2763 |
| 밀도 (g/cm3) | - | 1.28 | - | 1.25 | - | - | - | - |
| 인장 모듈러스 (MPa) | 2076 | 2800 | 2177 | 2207 | 2551 | 1845 | 2185 | 2309 |
| 인장 파단 응력 (MPa) | 46.13 | - | 45.40 | 48.27 | 51.71 | 46.47 | 47.16 | 47.65 |
| 인장 파단 변형율 (%) | 33.68 | 25 | 43.97 | 35.94 | 26.90 | 47.51 | 40.85 | 63.85 |
| 항복 신도 (%) | 5.17 | 5 | 5.59 | 7.49 | 4.5 | 11.78 | 6.94 | 7.00 |
| 항복 응력 (MPa) | 51.07 | 52 | 50.76 | 51.62 | 59.63 | 51.07 | 52.56 | 51.88 |
| 23℃에서의 노치 샤르피 충격 강도 (kJ/㎡) | 22.30 | 30 | 23.90 | 39.40 | 14.80 | 12.50 | 19.70 | 39.90 |
| -30℃에서의 노치 샤르피 충격 강도 (kJ/㎡) | 7.8 | 7 | - | 10 | - | - | - | 10.8 |
| DTUL (℃) | - | 100 | - | 102 | - | - | - | - |
| 융점 (℃) | 280 | 280 | 280 | 280 | 280 | 280 | 280 | 280 |
| 수 흡수(%) | - | 0.05 | - | 0.05 | - | - | - | - |
| 탄화수소 체적 흡수 (%) | 16 |
샘플을 2시간 동안 230℃에서 어닐링하고 물리적 특성에 대해 재테스트하였다. 결과를 하기 표 6에 제공한다.
| 샘플 3 | 샘플 4 | 샘플 5 | 샘플 6 | 샘플 7 | 샘플 8 | 샘플 9 | 샘플 10 | |
| 인장 모듈러스 (MPa) | 2383 | - | 2339 | 2279 | 2708 | 2326 | 2382 | 2491 |
| 인장 파단 응력 (MPa) | 52.70 | - | 53.96 | 53.11 | 61.10 | 56.74 | 54.81 | 55.25 |
| 인장 파단 변형율 (%) | 29.42 | - | 20.97 | 35.76 | 20.34 | 31.37 | 41.23 | 49.03 |
| 표준 편차 | 6.84 | - | 6.95 | 6.66 | 5.40 | 2.83 | 2.65 | 3.74 |
알 수 있는 바와 같이, 최고 인장 신도 및 최고 충격 강도는, 가공 중에 하류의 동일한 위치에서 첨가된 가교결합제 및 다이설파이드 둘 다를 포함하는 샘플 10에 대해 관찰되었다.
도 21은 샘플 3 및 샘플 6에 대해 온도 변화에 대해 노치 샤르피 충격 강도의 관계를 도시한 것이다. 알 수 있는 바와 같이, 샘플 6의 폴리아릴렌 설파이드 조성물은 온도 변화 전체 코스 동안 우수한 특성들을 나타내고, 비교예의 물질에 비해 온도 변화에 따라 충격 강도의 측면에서 높은 증가 속도를 보였다.
도 22는, 샘플 3 조성물(도 22a) 및 샘플 6 조성물(도 22b)을 형성하는데 사용되는 폴리아릴렌 설파이드의 주사 전자 현미경 사진을 포함한다. 도시한 바와 같이, 도 22b의 조성물에서 폴리아릴렌 설파이드 및 충격 개질제 사이의 뚜렷한 경계가 없다.
샘플 3, 6 및 10의 인장 바 테스트 시험편을, 40℃ 또는 80℃에서 500시간 동안 10중량% 황산에 함침하였다. 인장 특성 및 충격 특성들을 산 노출 이전 및 이후에 평가하였다. 결과를 하기 표 7에 요약하였다.
| 샘플 3 | 샘플 6 | 샘플 10 | |
| 초기 특성 | |||
| 인장 모듈러스 (MPa) | 2076 | 2207 | 2309 |
| 인장 파단 응력 (MPa) | 46.13 | 48.27 | 47.65 |
| 인장 파단 변형율 (%) | 33.68 | 35.94 | 63.85 |
| 23℃에서의 샤르피 노치 충격 강도 (kJ/㎡) | 22.30 | 39.40 | 39.90 |
| 40℃에서의 황산으로의 500시간 노출 이후의 특성 | |||
| 인장 모듈러스 (MPa) | 2368 | 2318 | 2327 |
| 인장 파단 응력 (MPa) | 48.83 | 48.48 | 48.53 |
| 인장 파단 변형율 (%) | 10.99 | 28.28 | 30.05 |
| 23℃에서의 샤르피 노치 충격 강도 (kJ/㎡) | 18.4 | 33.6 | 35.9 |
| 샤르피 노치 충격 강도의 손실(%) | 18 | 15 | 15 |
| 80℃에서의 황산으로의 500시간 노출 이후의 특성 | |||
| 인장 모듈러스 (MPa) | 2341 | 2356 | 2354 |
| 인장 파단 응력 (MPa) | 49.61 | 48.04 | 48.86 |
| 인장 파단 변형율 (%) | 10.60 | 19.88 | 26.32 |
| 23℃에서의 샤르피 노치 충격 강도 (kJ/㎡) | 9.2 | 31.0 | 34.0 |
| 샤르피 노치 충격 강도의 손실 (%) | 59 | 21 | 15 |
승온시 산 용액으로의 노출 동안 시간 경과에 따른 샤르피 노치 충격 강도의 변화에 대한 결과를 하기 표 23에 도시하였다. 알 수 있는 바와 같이, 샘플 6 및 10의 강도의 상대적 손실은 비교예 샘플에 비해 많이 적었다.
실시예
3
실시예 1에 기술된 물질은, 총 L/D가 40이고 다이에서의 하나를 포함하는 10개의 온도 제어 대역을 포함하는, 코페리온 동회전, 완전-맞물림식, 트윈-스크류 압출기를 사용하여 용융 혼합하였다. 고 전단 스크류 디자인을 사용하여 수지 매트릭스에 첨가제를 배합하였다. 폴리아릴렌 설파이드, 충격 개질제 및 윤활제를, 중량제어식 공급기에 의해 제 1 배럴에서 공급 스로트에 공급하였다. 가교결합제는 주요 공급 스로트 및 배럴 6에서 중량제어식 공급기를 사용하여 공급하였다. 그다음, 물질을 추가로 혼합하고 스트랜드 다이를 통해 압출하였다. 스트랜드를 욕에서 수-급랭하여 펠리타이저에서 고화 및 과립화하였다.
샘플의 조성을 하기 표 8에 제공하였다. 양은, 샘플의 중량을 기준으로 한 중량%로서 제공된다.
| 구성요소 | 첨가 지점 | 샘플 11 | 샘플 12 | 샘플 13 | 샘플 14 |
| 윤활제 | 주요 공급 | 0.3 | 0.3 | 0.3 | 0.3 |
| 가교결합제 | 주요 공급 | - | 0.5 | 1.0 | - |
| 가교결합제 | 배럴 6 | - | - | - | 1.0 |
| 충격 개질제 | 주요 공급 | 15.0 | 15.0 | 15.0 | 15.0 |
| 폴리아릴렌 설파이드 | 주요 공급 | 84.7 | 84.2 | 83.7 | 83.7 |
| 총 | 100.0 | 100.0 | 100.0 | 100.0 |
하기 형성 후, 샘플들로 형성된 인장 바는, 다양한 물리적 특성에 대해 테스트하였다. 결과를 하기 표 9에 제공하였다.
| 샘플 11 | 샘플 12 | 샘플 13 | 샘플 14 | |
| 용융 점도 (포이즈) | 2649 | 2479 | 2258 | 3778 |
| 인장 모듈러스 (MPa) | 2387 | 2139 | 2150 | 1611 |
| 인장 파단 응력 (MPa) | 46.33 | 49.28 | 51.81 | 42.44 |
| 인장 파단 변형율 (%) | 24.62 | 22.60 | 14.45 | 53.62 |
| 표준 편차 | 9.19 | 1.51 | 2.23 | 1.90 |
| 23℃에서의 노치 샤르피 충격 강도 (kJ/㎡) | 27.50 | 8.50 | 6.00 | 39.30 |
| 표준 편차 | 2.7 | 1.10 | 0.60 | 2.10 |
알 수 있는 바와 같이, 가교결합제의 상류 공급은 조성물의 충격 특성을 줄이는 반면, 하류 공급은 인장 신도를 118% 증가시키고 상온 충격 강도를 43% 증가시켰다.
실시예
4
실시예 1에서 기술된 물질들을, 총 L/D가 40이고 다이에서의 하나를 포함하는 10개의 온도 제어 대역을 포함하는, 코페리온 동회전, 완전-맞물림식, 트윈-스크류 압출기를 사용하여 용융 혼합하였다. 고 전단 스크류 디자인을 사용하여 수지 매트릭스에 첨가제를 배합하였다. 폴리아릴렌 설파이드, 충격 개질제 및 윤활제를, 중량제어식 공급기에 의해 제 1 배럴에서 공급 스로트에 공급하였다. 가교결합제는 배럴 6에서 중량제어식 공급기를 사용하여 공급하였다. 그다음 물질을 혼합하고 스트랜드 다이를 통해 압출하였다. 스트랜드는 욕에서 수-급랭시켜 펠리타이저에서 고화 및 과립화하였다.
샘플의 조성을 하기 표 10에 제공한다. 양은 샘플의 중량을 기준으로 한 중량%로 제공된다.
| 구성요소 | 첨가 지점 | 샘플 15 | 샘플 16 | 샘플 17 | 샘플 18 |
| 윤활제 | 주요 공급 | 0.3 | 0.3 | 0.3 | 0.3 |
| 가교결합제 | 배럴 6 | 1.0 | 1.7 | 1.0 | 1.7 |
| 충격 개질제 | 주요 공급 | 25.0 | 25.0 | 15.0 | 15.0 |
| 폴리아릴렌 설파이드 | 주요 공급 | 73.7 | 73.0 | 83.7 | 83.0 |
| 총 | 100.0 | 100.0 | 100.0 | 100.0 |
형성 후, 샘플들로 형성된 인장 바는 다양한 물리적 특성에 대해 테스트하였다. 결과를 하기 표 11에 제공한다.
| 샘플 15 | 샘플 16 | 샘플 17 | 샘플 18 | |
| 용융 점도 (포이즈) | 4255 | 4198 | 2522 | 2733 |
| 밀도 (g/cm3) | 1.2 | - | - | - |
| 인장 모듈러스 (MPa) | 1582.00 | 1572.00 | 2183.00 | 2189.00 |
| 인장 파단 응력 (MPa) | 45.59 | 46.29 | 48.98 | 49.26 |
| 인장 파단 변형율 (%) | 125.92 | 116.40 | 66.13 | 48.24 |
| 표준 편차 | 19.79 | 9.97 | 15.36 | 7.80 |
| 항복 신도 (%) | 23 | - | - | - |
| 항복 응력 (MPa) | 42 | - | - | - |
| 굴곡 모듈러스(MPa) | 1946.00 | 1935.00 | 2389.00 | 2408.00 |
| 3.5%에서의 굴곡 응력 (MPa) | 48.30 | 48.54 | 68.55 | 68.12 |
| 23℃에서의 노치 샤르피 충격 강도 (kJ/㎡) | 55.60 | 51.80 | 43.60 | 19.10 |
| 표준 편차 | 1.00 | 1.40 | 1.50 | 1.50 |
| -30℃에서의 노치 샤르피 충격 강도 (kJ/㎡) | 13 | - | - | - |
| -40℃에서의 노치 샤르피 충격 강도 (kJ/㎡) | 13.30 | 12.10 | 11.26 | 8.70 |
| 표준 편차 | 1.50 | 0.90 | 0.26 | 0.50 |
| DTUL (1.8 MPa) (℃) | 97.20 | 97.60 | 101.70 | 100.90 |
| 수 흡수(%) | 0.07 | - | - | - |
실시예
5
미국 켄터키주 플로렌스 소재의 티코나 엔지니어링 폴리머로부터 시판중인 포트론(등록상표) 0320 선형 폴리페닐렌 설파이드인, 폴리아릴렌 설파이드를 제외하고는, 실시예 1에서 기술한 바와 같은 물질들을 사용하였다. 물질들을, 총 L/D가 40이고 다이에서의 하나를 포함하는 10개의 온도 제어 대역을 포함하는, 코페리온 동회전, 완전-맞물림식, 트윈-스크류 압출기를 사용하여 용융 혼합하였다. 고 전단 스크류 디자인을 사용하여 수지 매트릭스에 첨가제를 배합하였다. 폴리아릴렌 설파이드 및 충격 개질제를, 중량제어식 공급기에 의해 제 1 배럴에서 공급 스로트에 공급하였다. 가교결합제는 배럴 6에서 중량제어식 공급기를 사용하여 공급하였다. 물질들을 추가로 혼합하고, 그다음 스트랜드 다이를 통해 추가로 압출하였다. 스트랜드를 욕에서 수-급랭하여 펠리타이저에서 고화 및 과립화하였다.
샘플의 조성을 하기 표 12에 제공한다. 양은 샘플의 중량을 기준으로 중량%로 제공한다.
| 구성요소 | 첨가 지점 | 샘플 19 | 샘플 20 | 샘플 21 | 샘플 22 | 샘플 23 |
| 가교결합제 | 배럴 6 | - | - | - | 0.1 | 0.2 |
| 충격 개질제 | 주요 공급 | - | 1.5 | 3.0 | 1.5 | 3.0 |
| 폴리아릴렌 설파이드 | 주요 공급 | 100.0 | 98.5 | 97.0 | 98.4 | 96.8 |
| 총 | 100.0 | 100.0 | 100.0 | 100.0 | 100.0 |
형성 이후에, 샘플로 형성된 인장 바를, 다양한 물리적 특성에 대해 시험하였다. 결과를 하기 표 13에 제공한다.
| 샘플 19 | 샘플 20 | 샘플 21 | 샘플 22 | 샘플 23 | |
| 용융 점도 (포이즈) | 2435 | 2684 | 2942 | 2287 | 1986 |
| 인장 모듈러스 (MPa) | 3208 | 3207 | 3104 | 3245 | 3179 |
| 인장 파단 응력 (MPa) | 67.20 | 72.94 | 59.06 | 63.95 | 60.80 |
| 인장 파단 변형율 (%) | 2.46 | 4.54 | 11.96 | 6.31 | 11.40 |
| 표준 편차 | 0.32 | 1.11 | 1.24 | 2.25 | 3.53 |
| 굴곡 모듈러스 (MPa) | 3103.00 | 3173.00 | 3031.00 | 3284.00 | 3156.00 |
| 3.5%에서의 굴곡 응력 (MPa) | 105.76 | 104.74 | 100.21 | 109.09 | 104.81 |
| 23℃에서의 노치 아이조드 충격 강도 (kJ/㎡) | 2.90 | 5.20 | 5.60 | 4.10 | 4.30 |
| 표준 편차 | 0.40 | 0.40 | 0.40 | 0.20 | 0.20 |
| DTUL (1.8 MPa) (℃) | 105.60 | 104.00 | 103.70 | 104.20 | 104.80 |
실시예
6
조성물을 형성하기 위해 사용된 물질은 하기를 포함한다:
폴리아릴렌 설파이드: 미국 켄터키주 플로렌스 소재의 티코나 엔지니어링 폴리머에서 시판중인 포트론(등록상표) 0214 선형 폴리페닐렌 설파이드,
충격 개질제: 로타더(등록상표) 4720 - 아르케마 인코포레이티드에서 시판중인 에틸렌, 에틸 아크릴레이트 및 말레산 무수물의 랜덤 삼원중합체
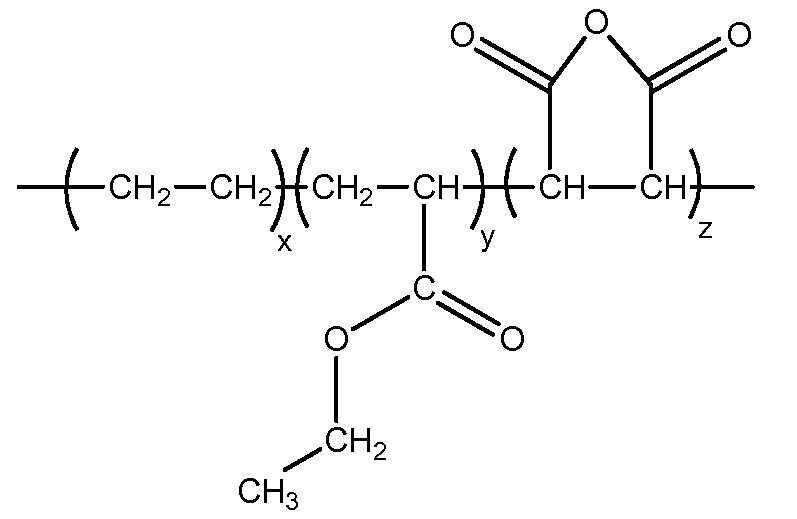
가교결합제: 하이드로퀴논,
윤활제: 론자 그룹 리미티드에서 시판중인 글리콜럽(등록상표) P.
물질들을, 총 L/D가 40이고 다이에서의 하나를 포함하는 10개의 온도 제어 대역을 포함하는, 코페리온 동회전, 완전-맞물림식, 트윈-스크류 압출기를 사용하여 용융 혼합하였다. 고 전단 스크류 디자인을 사용하여 수지 매트릭스에 첨가제를 배합하였다. 폴리아릴렌 설파이드, 충격 개질제 및 윤활제를, 중량제어식 공급기에 의해 제 1 배럴에서 주요 공급 스로트에 공급하였다. 전술한 성분들을 용융 및 혼합한 직후에, 샘플 24 및 25의 경우에는 중요 공급기에서, 샘플 26 및 27의 경우에는 배럴 6에서 중량제어식 공급기를 사용하여 가교결합제를 공급하였다. 물질을 추가로 혼합하고 그다음 스트랜드 다이를 통해서 압출하였다. 스트랜드를 욕에서 수-급랭하여 펠리타이저에서 고화 및 과립화하였다.
샘플의 조성을 하기 표 14에 제공하였다. 양은, 샘플의 중량을 기준으로 한 중량%로서 제공된다.
| 구성요소 | 첨가 지점 | 샘플 24 | 샘플 25 | 샘플 26 | 샘플 27 | 샘플 28 |
| 윤활제 | 주요 공급 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 |
| 가교결합제 | 배럴 6 | - | - | - | 0.1 | 0.2 |
| 가교결합제 | 주요 공급 | - | 0.1 | 0.2 | - | - |
| 충격 개질제 | 주요 공급 | 15.0 | 15.0 | 15.0 | 15.0 | 15.0 |
| 폴리아릴렌 설파이드 | 주요 공급 | 84.7 | 84.6 | 84.5 | 84.6 | 84.5 |
| 총 | 100.0 | 100.0 | 100.0 | 100.0 | 100.0 |
형성 후, 샘플을 다양한 물리적 특성에 대해 테스트하였다. 결과를 하기 표 15에 제공한다.
| 샘플 24 | 샘플 25 | 샘플 26 | 샘플 27 | 샘플 28 | |
| 용융 점도 (포이즈) | 2435 | 2797 | 3251 | 2847 | 2918 |
| 인장 모듈러스 (MPa) | 2222 | 2164 | 2163 | 2184 | 2145 |
| 인장 파단 응력 (MPa) | 52.03 | 45.17 | 46.53 | 45.47 | 46.39 |
| 인장 파단 변형율 (%) | 36.65 | 50.91 | 63.39 | 38.93 | 41.64 |
| 표준 편차 | 9.09 | 14.9 | 11.88 | 7.62 | 10.42 |
| 항복 신도 (%) | 5.75 | 5.49 | 5.76 | 5.53 | 5.70 |
| 항복 응력 (MPa) | 52.03 | 50.21 | 50.77 | 51.39 | 50.85 |
| 굴곡 모듈러스 (MPa) | 2358.00 | 2287.00 | 2286.00 | 2305.00 | 2281.00 |
| 3.5%에서의 굴곡 응력 (MPa) | 70.51 | 68.25 | 68.03 | 69.23 | 68.23 |
| 23℃에서의 노치 샤르피 충격 강도 (kJ/㎡) | 29.80 | 44.60 | 50.60 | 42.30 | 45.90 |
| 표준 편차 | 4.10 | 2.40 | 1.90 | 1.90 | 1.60 |
| -40℃에서의 노치 샤르피 충격 강도 (kJ/㎡) | 5.90 | 9.30 | 11.00 | 9.60 | 9.80 |
| 표준 편차 | 1.00 | 0.90 | 1.20 | 0.80 | 1.30 |
| DTUL (1.8 MPa) (℃) | 99.10 | 93.90 | 98.20 | 100.10 | 99.00 |
실시예
7
조성물을 형성하기 위해 사용된 물질은 하기를 포함한다:
PPS1-미국 켄터키주 플로렌스 소재의 티코나 엔지니어링 폴리머에서 시판중인 포트론(등록상표) 0203 선형 폴리페닐렌 설파이드
PPS2-미국 켄터키주 플로렌스 소재의 티코나 엔지니어링 폴리머에서 시판중인 포트론(등록상표) 0205 선형 폴리페닐렌 설파이드
PPS3-미국 켄터키주 플로렌스 소재의 티코나 엔지니어링 폴리머에서 시판중인 포트론(등록상표) 0320 선형 폴리페닐렌 설파이드
충격 개질제: 로타더(등록상표) AX8840 - 아르케마 인코포레이티드에서 시판중인 에틸렌 및 글리시딜 메타크릴레이트의 랜덤 공중합체,
가교결합제: 테레프탈산,
윤활제: 론자 그룹 리미티드에서 시판중인 글리콜럽(등록상표) P.
물질들을, 총 L/D가 40이고 다이에서의 하나를 포함하는 10개의 온도 제어 대역을 포함하는, 코페리온 동회전, 완전-맞물림식, 트윈-스크류 압출기를 사용하여 용융 혼합하였다. 고 전단 스크류 디자인을 사용하여 수지 매트릭스에 첨가제를 배합하였다. 폴리아릴렌 설파이드, 충격 개질제 및 윤활제를, 중량제어식 공급기에 의해 제 1 배럴에서 주요 공급 스로트에 공급하였다. 전술한 성분들을 용융 및 혼합한 직후에, 배럴 6에서 중량제어식 공급기를 사용하여 가교결합제를 제공하였다. 물질을 추가로 혼합하고, 그다음 스트랜드 다이를 통해 압출하였다. 스트랜드를 욕에서 수-급랭하여 펠리타이저에서 고화 및 과립화하였다.
샘플의 조성을 하기 표 16에 제공하였다. 양은, 샘플의 중량을 기준으로 한 중량%로서 제공된다.

형성 후, 샘플을 다양한 물리적 특성에 대해 테스트하였다. 결과를 하기 표 17에 제공한다.
| 샘플 29 | 샘플 30 | 샘플 31 | 샘플 32 | 샘플 33 | 샘플 34 | |
| 인장 모듈러스 (MPa) | 2292 | 2374 | 2250 | 2427 | 2130 | 2285 |
| 인장 파단 응력 (MPa) | 50.92 | 50.18 | 49.18 | 53.22 | 48.01 | 48.08 |
| 인장 파단 변형율 (%) | 5.79 | 2.84 | 23.79 | 34.73 | 23.55 | 45.42 |
| 표준 편차 | 0.99 | 0.18 | 11.96 | 4.01 | 18.57 | 18.94 |
| 굴곡 모듈러스 (MPa) | 2279.00 | 2382.00 | 2257.00 | 2328.00 | 2292.00 | 2294.00 |
| 3.5%에서의 굴곡 응력 (MPa) | 71.11 | 74.94 | 69.72 | 72.39 | 67.95 | 68.95 |
| 23℃에서의 노치 샤르피 충격 강도 (kJ/㎡) | 5.70 | 3.70 | 9.10 | 12.80 | 19.40 | 45.40 |
| 표준 편차 | 0.90 | 0.70 | 0.80 | 1.00 | 2.70 | 7.70 |
| -40℃에서의 노치 샤르피 충격 강도 (kJ/㎡) | 3.00 | 2.50 | 5.10 | 5.00 | 5.10 | 8.00 |
| 표준 편차 | 0.70 | 0.30 | 0.60 | 0.30 | 0.40 | 1.00 |
| DTUL (1.8 MPa) (℃) | 101.00 | 105.50 | 100.00 | 102.90 | 99.90 | 100.40 |
실시예
8
조성물을 형성하기 위해 사용된 물질은 하기를 포함한다:
폴리아릴렌 설파이드: 미국 켄터키주 플로렌스 소재의 티코나 엔지니어링 폴리머에서 시판중인 포트론(등록상표) 0214 선형 폴리페닐렌 설파이드,
충격 개질제: 로타더(등록상표) AX8840 - 아르케마 인코포레이티드에서 시판중인 에틸렌 및 글리시딜 메타크릴레이트의 랜덤 공중합체,
가교결합제: 테레프탈산,
윤활제: 론자 그룹 리미티드에서 시판중인 글리콜럽(등록상표) P.
물질들을, 총 L/D가 40이고 다이에서의 하나를 포함하는 10개의 온도 제어 대역을 포함하는, 코페리온 동회전, 완전-맞물림식, 트윈-스크류 압출기를 사용하여 용융 혼합하였다. 고 전단 스크류 디자인을 사용하여 수지 매트릭스에 첨가제를 배합하였다. 폴리아릴렌 설파이드, 충격 개질제 및 윤활제를, 중량제어식 공급기에 의해 제 1 배럴에서 주요 공급 스로트에 공급하였다. 전술한 성분들을 용융 및 혼합한 직후에, 배럴 6에서 중량제어식 공급기를 사용하여 가교결합제를 제공하였다. 물질을 추가로 혼합하고, 그다음 스트랜드 다이로 압출하였다. 스트랜드를 욕에서 수-급랭하여 펠리타이저에서 고화 및 과립화하였다.
샘플의 조성을 하기 표 18에 제공하였다. 양은, 샘플의 중량을 기준으로 한 중량%로서 제공된다.
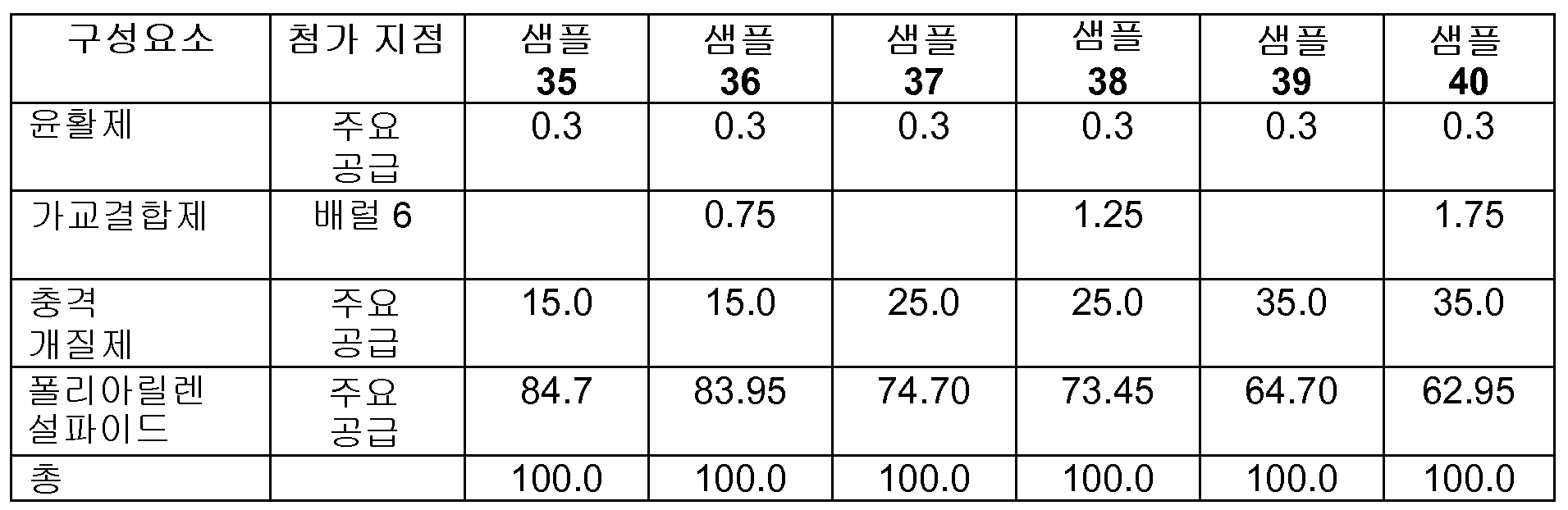
형성 후, 샘플을 다양한 물리적 특성에 대해 테스트하였다. 결과를 하기 표 19에 제공한다. 샘플 39는 사출성형가능하지 않았다.
| 샘플 35 | 샘플 36 | 샘플 37 | 샘플 38 | 샘플 39 | 샘플 40 | |
| 용융 점도 (포이즈) | 2323 | 2452 | 2955 | 3821 | 2025 | 5462 |
| 인장 모듈러스 (MPa) | 2281 | 2298 | 2051 | 1721 | - | 1045 |
| 인장 파단 응력 (MPa) | 47.09 | 49.09 | 47.29 | 46.18 | - | 39.81 |
| 인장 파단 변형율 (%) | 28.92 | 36.42 | 97.33 | 110.36 | - | 96.76 |
| 표준 편차 | 6.35 | 3.13 | 53.94 | 8.40 | - | 1.77 |
| 항복 신도 (%) | 5.28 | 8.58 | 36.00 | 108.19 | - | 95.77 |
| 항복 응력 (MPa) | 52.42 | 53.92 | 46.50 | 46.76 | - | 40.43 |
| 굴곡 모듈러스 (MPa) | 2388.00 | 2349.00 | 2210.00 | 1750.00 | - | 1209.00 |
| 3.5%에서의 굴곡 응력 (MPa) | 71.52 | 71.70 | 63.15 | 50.52 | - | 34.41 |
| 23℃에서의 노치 샤르피 충격 강도 (kJ/㎡) | 35.15 | 38.40 | 57.00 | 52.70 | - | 52.10 |
| 표준 편차 | 6.22 | 1.50 | 1.40 | 3.40 | - | 2.10 |
| -30℃에서의 노치 샤르피 충격 강도 (kJ/㎡) | 8.20 | 10.70 | 8.70 | 18.10 | - | 14.10 |
| 표준 편차 | 1.50 | 1.60 | 0.20 | 0.90 | - | 0.80 |
| -40℃에서의 노치 샤르피 충격 강도 (kJ/㎡) | 7.26 | 9.20 | 8.00 | 16.80 | - | 12.47 |
| 표준 편차 | 1.54 | 2.30 | 0.60 | 0.40 | - | 0.92 |
| DTUL (1.8 MPa) (℃) | 99.90 | 103.60 | 98.10 | 99.30 | - | 92.70 |
| 수 흡수(%) | - | - | - | - | - | 0.1 |
실시예
9
조성물을 형성하기 위해 사용된 물질은 하기를 포함한다:
폴리아릴렌 설파이드: 미국 켄터키주 플로렌스 소재의 티코나 엔지니어링 폴리머에서 시판중인 포트론(등록상표) 0214 선형 폴리페닐렌 설파이드,
충격 개질제: 로타더(등록상표) AX8840 - 아르케마 인코포레이티드에서 시판중인 에틸렌 및 글리시딜 메타크릴레이트의 랜덤 공중합체,
가교결합제: 테레프탈산,
윤활제: 론자 그룹 리미티드에서 시판중인 글리콜럽(등록상표) P.
물질들을, 총 L/D가 40이고 다이에서의 하나를 포함하는 10개의 온도 제어 대역을 포함하는, 코페리온 동회전, 완전-맞물림식, 트윈-스크류 압출기를 사용하여 용융 혼합하였다. 고 전단 스크류 디자인을 사용하여 수지 매트릭스에 첨가제를 배합하였다. 폴리아릴렌 설파이드, 충격 개질제 및 윤활제를, 중량제어식 공급기에 의해 제 1 배럴에서 주요 공급 스로트에 공급하였다. 전술한 성분들을 용융 및 혼합한 직후에, 배럴 6에서 중량제어식 공급기를 사용하여 가교결합제를 제공하였다. 물질을 추가로 혼합하고, 그다음 스트랜드 다이를 통해 압출하였다. 스트랜드를 욕에서 수-급랭하여 펠리타이저에서 고화 및 과립화하였다.
샘플의 조성을 하기 표 20에 제공하였다. 양은, 샘플의 중량을 기준으로 한 중량%로서 제공된다.
| 구성요소 | 첨가 지점 | 샘플 41 | 샘플 42 | 샘플 43 | 샘플 44 |
| 윤활제 | 주요 공급 | 0.3 | 0.3 | 0.3 | 0.3 |
| 가교결합제 | 배럴 6 | 1.0 | 1.1 | 1.25 | 1.25 |
| 충격 개질제 | 주요 공급 | 15 | 20 | 25 | 30 |
| 폴리아릴렌 설파이드 | 주요 공급 | 83.7 | 78.6 | 73.45 | 68.45 |
| 총 | 100.0 | 100.0 | 100.0 | 100.0 |
형성 후, 샘플을 다양한 물리적 특성에 대해 테스트하였다. 결과를 하기 표 21에 제공한다.
| 샘플 41 | 샘플 42 | 샘플 43 | 샘플 44 | |
| 비중(g/cm3) | 1.25 | 1.20 | 1.15 | 1.20 |
| 인장 모듈러스 (MPa) (50 mm/분) | 2200 | 1600 | 1200 | 1700 |
| 인장 파단 강도 (MPa) (50 mm/분) | 50 | 42 | 40 | 46 |
| 파단 신도 (%) (50 mm/분) | 40 | 100 | 90 | 75 |
| 항복 응력 (MPa) (50 mm/분) | 55 | 42 | 40 | 48 |
| 항복 변형율 (%) (50 mm/분) | 9 | 25 | 90 | 15 |
| 굴곡 모듈러스 (MPa) | 2200 | 1700 | 1300 | 1900 |
| 3.5%에서의 굴곡 강도 (MPa) | 68 | 50 | 40 | 56 |
| 23℃에서의 노치 샤르피 충격 강도 (kJ/㎡) | 40 | 55 | 50 | 50 |
| -30℃에서의 노치 샤르피 충격 강도 | 10 | 24 | 20 | 20 |
| 23℃에서의 비노치 샤르피 충격 강도 | 파단되지 않음 | 파단되지 않음 | 파단되지 않음 | 파단되지 않음 |
| DTUL (1.8 MPa) (℃) | 102 | 100 | 95 | 100 |
| 수 흡수(%) | 0.05 | 0.07 | 0.1 | 0.05 |
| 비캇 연화점(A10N, ℃) | 270 | 270 | 270 | 270 |
| 비캇 연화점(B50N, ℃) | 200 | 160 | 110 | 180 |
| 복소 점도 (0.1 rad/초, 310℃) (kPa/초) | 79.994 | 289.27 | 455.19 | - |
| 탄화수소 체적 흡수 (%) | 14 | 23 | 19 |
샘플 41, 42, 및 43은 헨키 변형율의 함수로서 용융 강도 및 용융 신도 뿐만 아니라 복소 점도를 측정하기 위해서 테스트하였다. 비교예 물질로서, 실시예 2에서 기술한 바와 같은 샘플 3을 사용하였다. 샘플 41, 42 및 43은 310℃에서 수행되었고 샘플 3은 290℃에서 수행되었다. 결과를 도 24, 도 25, 및 도 26에 나타냈다.
실시예
10
실시예 9의 샘플 42는 취입성형된 1.6갤론 탱크를 형성하기 위해서 사용되었다. 형성된 탱크는 도 27에 도시되어 있다. 상기 탱크의 단면도는 도 28a 및 도 28b에 나타냈다. 형성된 탱크는 외관 검사 및 촉감 둘 다와 관련하여 양호한 외면을 갖는다. 도 28a에서 도시한 바와 같이, 균일한 벽 두께(약 3 mm)가 수득되었고 최소의 처짐이 관찰되었다. 도 28b에서 도시한 바와 같이, 핀치오프(pinch-off)가 우수한 구조를 형성하였다.
실시예
11
실시예 9에서 기술한 샘플 41, 42, 및 43은 CE10(10중량% 에탄올, 45중량% 톨루엔, 45중량% 아이소옥탄), CM15A (15중량% 메탄올 및 85중량% 산소화된 연료), 및 메탄올을 포함한 다양한 염료의 침투를 측정하기 위해서 테스트하였다. 실시예 2에서 기술된 샘플 No. 4가, 비교용 물질로서 사용되었다. 각각의 샘플 중 2개의 샘플이 테스트되었다.
하기 표 22는, 각각의 연료로 테스트한 샘플에 대해 평균 샘플 두께 및 유효 면적을 제공한다.
| 샘플 | 평균 샘플 두께 (mm) | 유효 면적(㎡) |
| CE10 | ||
| 알루미늄 블랭크-1 | 1.50 | 0.00418 |
| 알루미늄 블랭크-2 | 1.50 | 0.00418 |
| 샘플 No. 4-1 | 1.47 | 0.00418 |
| 샘플 No. 4-2 | 1.45 | 0.00418 |
| 샘플 No. 41-1 | 1.47 | 0.00418 |
| 샘플 No. 41-2 | 1.49 | 0.00418 |
| 샘플 No. 42-1 | 1.47 | 0.00418 |
| 샘플 No. 42-2 | 1.46 | 0.00418 |
| 샘플 No. 43-1 | 1.45 | 0.00418 |
| 샘플 No. 43-2 | 1.47 | 0.00418 |
| CM15A | ||
| 알루미늄 블랭크-1 | 1.50 | 0.00418 |
| 알루미늄 블랭크-2 | 1.50 | 0.00418 |
| 샘플 No. 4-1 | 1.48 | 0.00418 |
| 샘플 No. 4-2 | 1.49 | 0.00418 |
| 샘플 No. 41-1 | 1.49 | 0.00418 |
| 샘플 No. 41-2 | 1.50 | 0.00418 |
| 샘플 No. 42-1 | 1.47 | 0.00418 |
| 샘플 No. 42-2 | 1.48 | 0.00418 |
| 샘플 No. 43-1 | 1.46 | 0.00418 |
| 샘플 No. 43-2 | 1.47 | 0.00418 |
| 메탄올 | ||
| 알루미늄 블랭크-1 | 1.50 | 0.00418 |
| 알루미늄 블랭크-2 | 1.50 | 0.00418 |
| 샘플 No. 4-1 | 1.49 | 0.00418 |
| 샘플 No. 4-2 | 1.49 | 0.00418 |
| 샘플 No. 41-1 | 1.49 | 0.00418 |
| 샘플 No. 41-2 | 1.51 | 0.00418 |
| 샘플 No. 42-1 | 1.48 | 0.00418 |
| 샘플 No. 42-2 | 1.47 | 0.00418 |
| 샘플 No. 43-1 | 1.47 | 0.00418 |
| 샘플 No. 43-2 | 1.48 | 0.00418 |
각각의 물질 및 각각의 연료에 대한 매일의 중량 손실을 도 29 내지 도 31에 나타냈다. 구체적으로, 도 29는 CE10의 침투 테스트 동안 샘플에 대한 매일의 중량 손실을 도시하고, 도 30은, CM15A의 침투 테스트 동안 샘플에 대한 매일의 중량 손실을 도시하고, 도 31은 메탄올의 침투 테스트 동안 샘플에 대한 매일의 중량 손실을 도시한다.
각각의 연료에 의한 각각의 샘플의 평균 침투 속도는 하기 표 23에 제공한다. 샘플 No. 43이 평형에 도달하기까지 보다 긴 시간이 걸려서, 직선 회귀 피팅은 이 물질에 대한 제42일 내지 제65일 사이의 데이타에 기초할 때 발생되는 반면, 다른 물질에 대해서는 회귀 회그 패팅이 제32일 내지 제65일 사이에서 발생되었다. 메탄올의 경우, 직선 회귀 피팅은 제20일 내지 제65일 동안의 데이타에 기초할 때 발생되었지만, 샘플 No. 604를 사용한 경우, 메탄올 직선 회귀 피팅은 제30일 내지 제65일 동안의 데이타에 기초할 때 발생되었다. 일부 샘플은 음의 침투성을 나타냈으며, 이는 알루미늄 블랭크보다 샘플의 중량 손실이 보다 낮았기 때문이다.
| 샘플 | 정규화된 침투 (g-mm/일-㎡) |
평균 정규화된 침투 (g-mm/일-㎡) |
침투-3 mm 두께 | 평균 침투-3 mm 두께 |
| CE10 | ||||
| 샘플 No. 4-1 | 0.06 | 0.05±0.01 | 0.02 | 0.02±0 |
| 샘플 No. 4-2 | 0.05 | 0.02 | ||
| 샘플 No. 41-1 | 0.07 | 0.04±0.04 | 0.02 | 0.01±0.01 |
| 샘플 No. 41-2 | 0.01 | 0.00 | ||
| 샘플 No. 42-1 | 0.06 | 0.06±0 | 0.02 | 0.02±0 |
| 샘플 No. 42-2 | 0.06 | 0.02 | ||
| 샘플 No. 43-1 | 2020 | 2.51±0.43 | 0.73 | 0.84±0.14 |
| 샘플 No. 43-2 | 2.81 | 0.94 | ||
| CM15A | ||||
| 샘플 No. 4-1 | 0.49 | 0.18±0.44 | 0.16 | 0.06±0.15 |
| 샘플 No. 4-2 | -0.13 | -0.04 | ||
| 샘플 No. 41-1 | 0.50 | 0.11±0.55 | 0.17 | 0.04±0.18 |
| 샘플 No. 41-2 | -0.27 | -0.09 | ||
| 샘플 No. 42-1 | -0.13 | 0.27±0.58 | -0.04 | 0.09±0.19 |
| 샘플 No. 42-2 | 0.68 | 0.23 | ||
| 샘플 No. 43-1 | 2.04 | 2.29±0.35 | 0.68 | 0.76±0.12 |
| 샘플 No. 43-2 | 2.53 | 0.84 | ||
| 메탄올 | ||||
| 샘플 No. 4-1 | 0.37 | 0.25±0.18 | 0.12 | 0.08±0.06 |
| 샘플 No. 4-2 | 0.13 | 0.04 | ||
| 샘플 No. 41-1 | 0.02 | 0.05±0.05 | 0.01 | 0.02±0.02 |
| 샘플 No. 41-2 | 0.08 | 0.03 | ||
| 샘플 No. 42-1 | 0.28 | 0.25±0.05 | 0.09 | 0.08±0.02 |
| 샘플 No. 42-2 | 0.21 | 0.07 | ||
| 샘플 No. 43-1 | 0.27 | 0.41±0.2 | 0.09 | 0.14±0.07 |
| 샘플 No. 43-2 | 0.55 | 0.18 | ||
에러는 각각의 샘플에서의 2개씩의 표준 편차로부터 유도되었다.
본 발명의 개시내용에 대한 이와 같거나 다른 개조 및 변형은, 본 개시내용의 진의 및 범주로부터 벗어나지 않는 한, 당분야의 숙련자들에 의해 수행될 수도 있다. 추가로, 다양한 실시양태의 양상이 전체적으로 또는 부분적으로 상호교환될 수 있음이 이해되어야만 한다. 게다가, 당업계의 숙련자들이라면, 전술한 설명은 단지 예이며 개시내용을 한정하고자 하는 것은 아님이 이해될 것이다.
Claims (19)
- 폴리아릴렌 설파이드 및 가교결합된 충격 개질제를 포함하는 폴리아릴렌 설파이드 조성물로서,
상기 폴리아릴렌 설파이드 조성물이, 23℃의 온도에서 ISO 테스트 제 179-1에 따라 측정시 약 3 kJ/㎡ 초과의 노치 샤르피 충격 강도, 및 -30℃에서 ISO 테스트 제 179-1 호에 따라 측정시 약 8 kJ/㎡ 초과의 노치 샤르피 충격 강도를 갖는, 폴리아릴렌 설파이드 조성물. - 제 1 항에 있어서,
상기 조성물이,
23℃의 온도 및 5 mm/분의 테스트 속도에서 ISO 테스트 제527호에 따라 측정시 약 4.5% 초과의 항복 신도;
23℃의 온도에서 ISO 테스트 제179-1호에 따라 측정시 약 30 kJ/㎡ 초과의 노치 샤르피 충격 강도;
-30℃의 온도에서 ISO 테스트 제179-1호에 따라 측정시 약 10 kJ/㎡ 초과의 노치 샤르피 충격 강도;
약 3.5 초과의, ISO 테스트 제179-1호에 따라 측정된 노치 샤르피 충격 강도의 -30℃에서의 값에 대한 23℃에서의 값의 비;
23℃의 온도 및 5 mm/분의 테스트 속도에서 ISO 테스트 제527호에 따라 측정시 약 30 MPa 초과의 인장 파단 응력;
23℃의 온도 및 5 mm/분의 테스트 속도에서 ISO 테스트 제527호에 따라 측정시 약 3000 MPa 미만의 인장 모듈러스;
1.8MPa에서 ISO 테스트 제78호에 따라 측정시 약 80℃ 초과의 하중 하 변형 온도;
약 40℃의 온도에서 강산 용액에 약 500시간 노출시킨 이후에, 23℃에서 ISO 테스트 제179-1호에 따라 측정시 약 17% 미만의 샤르피 노치 충격 강도의 손실;
약 80℃의 온도에서 강산 용액에서 약 500시간 노출시킨 이후에, 23℃에서 ISO 테스트 제179-1호에 따라 측정시 약 25% 미만의 샤르피 노치 충격 강도의 손실;
23℃의 온도 및 5 mm/분의 테스트 속도에서 ISO 테스트 제527호에 따라 측정시 약 25% 초과의 인장 파단 변형율;
약 1000 ppm 미만의 할로겐 함량; 또는
0.2mm 두께에서 V-0 인화성 규격을 충족시킴
중 하나 이상의 특성을 갖는, 폴리아릴렌 설파이드 조성물. - 제 1 항 또는 제 2 항에 있어서,
상기 폴리아릴렌 설파이드가 폴리프로필렌 설파이드이거나, 또는 반응성-작용화된 폴리아릴렌 설파이드인, 폴리아릴렌 설파이드 조성물. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
충전제, UV 안정화제, 열 안정화제, 윤활제 또는 착색제를 포함하는 하나 이상의 첨가제를 추가로 포함하는 폴리아릴렌 설파이드 조성물. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
상기 가교결합된 충격 개질제가, 충격 개질제의 에폭시 작용기 또는 충격 개질제의 말레산 무수물 작용기와 가교결합제의 반응 생성물을 포함하는, 폴리아릴렌 설파이드 조성물. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
상기 폴리아릴렌 설파이드 조성물에 가소화제가 없는, 폴리아릴렌 설파이드 조성물. - 제 1 항 내지 제 6 항 중 어느 한 항에 따른 폴리아릴렌 설파이드 조성물을 포함하는 성형 제품.
- 제 7 항에 있어서,
상기 성형 제품이 압출 제품, 사출성형 제품, 취입성형 제품, 열성형 제품 또는 압축 성형 제품인, 성형 제품. - 제 7 항 또는 제 8 항에 있어서,
상기 성형 제품이, SAE 테스트 방법 제 J2665 호에 따라 측정시 약 3 g-mm/㎡-일 미만의 연료 또는 연료 공급원에 대한 내침투성, 및/또는 약 2주 동안 130℃의 온도에서 탄화수소 액체 혼합물에 노출시킨 후 약 25% 미만의 체적 변화를 나타내는, 성형 제품. - 제 7 항 내지 제 9 항 중 어느 한 항에 있어서,
상기 성형 제품이, 케이블 하니스(harness), 단일층 또는 다층 관형 부재, 유체 취급 시스템의 구성요소(component), 용기, 섬유, 전기적 구성요소 또는 항공기의 구성 요소이고, 예를 들어, 상기 성형 제품이 내부층을 포함하는 다층 관형 부재이고, 상기 내부층이 폴리아릴렌 설파이드 조성물을 포함하거나,
상기 성형 제품이 용기이고, 상기 용기가 백, 병 또는 저장 탱크이거나,
상기 성형 제품이 전기적 구성요소이고, 상기 전기적 구성요소가 피복된 와이어 또는 피복된 케이블인, 성형 제품. - 폴리아릴렌 설파이드 조성물의 제조 방법으로서,
폴리아릴렌 설파이드를 용융 가공 유닛에 공급하는 단계;
상기 용융 가공 유닛에 반응성 작용기를 포함하는 충격 개질제를 공급하고, 상기 폴리아릴렌 설파이드 및 상기 충격 개질제를 용융 가공 유닛에서 혼합하여 상기 충격 개질제가 폴리아릴렌 설파이드 전반에 걸쳐 분포되도록 하는 단계;
상기 용융 가공 유닛에 가교결합제를 공급하는 단계로서, 상기 가교결합제는, 폴리아릴렌 설파이드 전반에 걸쳐서 충격 개질제가 분포된 후 용융 가공 유닛에 공급되고, 상기 가교결합제는 충격 개질제의 반응성 작용기에 대해 반응성인 반응성 작용기를 포함하는, 단계
를 포함하는 방법. - 제 11 항에 있어서,
용융 가공 유닛에 다이설파이드 화합물을 공급하는 단계를 추가로 포함하되, 상기 다이설파이드 화합물이 다이설파이드 화합물의 하나 이상의 말단에 반응성 작용기를 포함하는, 방법. - 제 12 항에 있어서,
상기 다이설파이드 화합물의 반응성 작용기가 가교결합제의 반응성 작용기와 동일한, 방법. - 제 12 항에 있어서,
상기 다이설파이드 화합물 및 가교결합제가 함께 첨가되는 방법. - 제 11 항 내지 제 14 항 중 어느 한 항에 있어서,
폴리아릴렌 설파이드 조성물을 압출하는 단계를 추가로 포함하되, 상기 압출 가공이,
약 2.5:1 내지 약 4:1의 압축비를 사용하는 것;
길이 및 직경을 갖되, 상기 직경에 대한 길이의 비가 약 16 내지 약 24인 배럴을 사용하는 것;
4개 이상의 대역을 갖는 압출기를 사용하되, 제 1 대역의 온도가 약 276℃ 내지 약 288℃이고, 제 2 대역의 온도가 약 282℃ 내지 약 299℃이고, 제 3 대역의 온도가 약 282℃ 내지 약 299℃이고, 제 4 대역의 온도가 약 540℃ 내지 약 580℃인 것;
온도가 약 293℃ 내지 약 310℃인 다이를 사용하는 것;
약 690 kPa 내지 약 6900 kPa인 헤드 압력을 갖는 것
중 하나 이상의 특성을 포함하는, 방법. - 반응성-작용화된 폴리아릴렌 설파이드 및 가교결합된 충격 개질제를 포함하는 폴리아릴렌 설파이드 조성물.
- 제 16 항에 있어서,
상기 폴리아릴렌 설파이드 조성물이,
23℃의 온도에서 ISO 테스트 제179-1호에 따라 측정시 약 3 kJ/㎡ 초과의 노치 샤르피 충격 강도;
-30℃의 온도에서 ISO 테스트 제179-1호에 따라 측정시 약 8 kJ/㎡ 초과의 노치 샤르피 충격 강도;
23℃의 온도 및 5 mm/분의 테스트 속도에서 ISO 테스트 제527호에 따라 측정시 약 4.5% 초과의 항복 신도;
-30℃의 온도에서 ISO 테스트 제179-1호에 따라 측정시 약 10 kJ/㎡ 초과의 노치 샤르피 충격 강도;
23℃의 온도 및 5 mm/분의 테스트 속도에서 ISO 테스트 제527호에 따라 측정시 약 3000 MPa 미만의 인장 모듈러스;
1.8MPa에서 ISO 테스트 제78호에 따라 측정시 약 80℃ 초과의 하중 하 변형 온도;
23℃의 온도 및 5 mm/분의 테스트 속도에서 ISO 테스트 제527호에 따라 측정시 약 25% 초과의 인장 파단 변형율; 및
약 1000 ppm 미만의 할로겐 함량
중 하나 이상의 특성을 갖는, 폴리아릴렌 설파이드 조성물. - 제 16 항 또는 제 17 항에 있어서,
하나 이상의 충전제, UV 안정화제, 열 안정화제, 윤활제 또는 착색제를 추가로 포함하는 폴리아릴렌 설파이드 조성물. - 제 16 항 내지 제 18 항 중 어느 한 항에 있어서,
상기 가교결합된 충격 개질제가, 충격 개질제의 에폭시 작용기 또는 충격 개질제의 말레산 무수물 작용기와 가교결합제의 반응 생성물을 포함하는, 폴리아릴렌 설파이드 조성물.
Applications Claiming Priority (17)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201261623618P | 2012-04-13 | 2012-04-13 | |
| US61/623,618 | 2012-04-13 | ||
| US201261665423P | 2012-06-28 | 2012-06-28 | |
| US61/665,423 | 2012-06-28 | ||
| US201261678370P | 2012-08-01 | 2012-08-01 | |
| US61/678,370 | 2012-08-01 | ||
| US201261703331P | 2012-09-20 | 2012-09-20 | |
| US61/703,331 | 2012-09-20 | ||
| US201261707314P | 2012-09-28 | 2012-09-28 | |
| US61/707,314 | 2012-09-28 | ||
| US201261717899P | 2012-10-24 | 2012-10-24 | |
| US61/717,899 | 2012-10-24 | ||
| US201261739926P | 2012-12-20 | 2012-12-20 | |
| US61/739,926 | 2012-12-20 | ||
| US13/804,675 US9494260B2 (en) | 2012-04-13 | 2013-03-14 | Dynamically vulcanized polyarylene sulfide composition |
| US13/804,675 | 2013-03-14 | ||
| PCT/US2013/036333 WO2013155389A2 (en) | 2012-04-13 | 2013-04-12 | Dynamically vulcanized polyarylene sulfide composition |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20140145202A true KR20140145202A (ko) | 2014-12-22 |
| KR102131465B1 KR102131465B1 (ko) | 2020-07-07 |
Family
ID=48183037
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147031780A KR102131465B1 (ko) | 2012-04-13 | 2013-04-12 | 동적으로 가황된 폴리아릴렌 설파이드 조성물 |
Country Status (7)
| Country | Link |
|---|---|
| US (6) | US9494260B2 (ko) |
| EP (4) | EP2836555A2 (ko) |
| JP (6) | JP6445424B2 (ko) |
| KR (1) | KR102131465B1 (ko) |
| CN (5) | CN104302704A (ko) |
| BR (2) | BR112014024555A2 (ko) |
| WO (4) | WO2013155389A2 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180092824A (ko) * | 2015-12-11 | 2018-08-20 | 티코나 엘엘씨 | 가교결합성 폴리아릴렌 설파이드 조성물 |
| KR102286234B1 (ko) * | 2020-04-03 | 2021-08-06 | 주식회사 고려와이어 | 차량용 케이블의 라이너 제조방법 |
Families Citing this family (68)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0922122D0 (en) | 2009-12-18 | 2010-02-03 | Wellstream Int Ltd | Flexible pipe having a carcass layer |
| FR2958362B1 (fr) * | 2010-03-30 | 2012-07-27 | Dcns | Conduite d'aspiration d'eau froide pour une centrale d'energie thermique des mers |
| US9475709B2 (en) | 2010-08-25 | 2016-10-25 | Lockheed Martin Corporation | Perforated graphene deionization or desalination |
| US9390692B2 (en) * | 2011-10-28 | 2016-07-12 | Drum Workshop, Inc. | Precision true hoop for drum |
| US9972292B2 (en) | 2011-10-28 | 2018-05-15 | Drum Workshop, Inc. | Precision drum hoop devices and methods |
| GB201205059D0 (en) * | 2012-03-22 | 2012-05-09 | Trelleborg Offshore U K Ltd | Cladding |
| US9494260B2 (en) | 2012-04-13 | 2016-11-15 | Ticona Llc | Dynamically vulcanized polyarylene sulfide composition |
| US9494262B2 (en) | 2012-04-13 | 2016-11-15 | Ticona Llc | Automotive fuel lines including a polyarylene sulfide |
| US9493646B2 (en) | 2012-04-13 | 2016-11-15 | Ticona Llc | Blow molded thermoplastic composition |
| US10653824B2 (en) | 2012-05-25 | 2020-05-19 | Lockheed Martin Corporation | Two-dimensional materials and uses thereof |
| US9744617B2 (en) | 2014-01-31 | 2017-08-29 | Lockheed Martin Corporation | Methods for perforating multi-layer graphene through ion bombardment |
| US9834809B2 (en) | 2014-02-28 | 2017-12-05 | Lockheed Martin Corporation | Syringe for obtaining nano-sized materials for selective assays and related methods of use |
| WO2013182196A1 (en) * | 2012-06-06 | 2013-12-12 | National Oilwell Varco Denmark I/S | A riser and an offshore system |
| JP6048019B2 (ja) * | 2012-09-12 | 2016-12-21 | 東レ株式会社 | ポリフェニレンスルフィド樹脂組成物成形品、その製造方法 |
| US9828813B2 (en) * | 2012-10-18 | 2017-11-28 | C6 Technologies As | Fibre composite rod petroleum well intervention cable |
| WO2014164707A2 (en) | 2013-03-11 | 2014-10-09 | Mark Lancaster | Hybrid conductor core |
| WO2014164621A1 (en) | 2013-03-12 | 2014-10-09 | Lockheed Martin Corporation | Method for forming filter with uniform aperture size |
| US20140261847A1 (en) * | 2013-03-14 | 2014-09-18 | Sara Molina | Composite mandrel for an isolation tool |
| US9572918B2 (en) | 2013-06-21 | 2017-02-21 | Lockheed Martin Corporation | Graphene-based filter for isolating a substance from blood |
| JP6626444B2 (ja) * | 2013-08-27 | 2019-12-25 | ティコナ・エルエルシー | 射出成形用の耐熱性強化熱可塑性組成物 |
| JP6714510B2 (ja) | 2013-08-27 | 2020-06-24 | ティコナ・エルエルシー | 炭化水素取り込みの低い熱可塑性組成物 |
| US20150075667A1 (en) * | 2013-09-19 | 2015-03-19 | Lockheed Martin Corporation | Carbon macrotubes and methods for making the same |
| WO2015095267A1 (en) * | 2013-12-18 | 2015-06-25 | Ticona Llc | Conductive thermoplastic compositions for use in tubular applications |
| SG11201606289RA (en) | 2014-01-31 | 2016-08-30 | Lockheed Corp | Perforating two-dimensional materials using broad ion field |
| AU2015210875A1 (en) | 2014-01-31 | 2016-09-15 | Lockheed Martin Corporation | Processes for forming composite structures with a two-dimensional material using a porous, non-sacrificial supporting layer |
| EP3114158A1 (en) | 2014-03-07 | 2017-01-11 | Ticona LLC | Sintered polymeric particles having narrow particle size distribution for porous structures |
| WO2015138771A1 (en) | 2014-03-12 | 2015-09-17 | Lockheed Martin Corporation | Separation membranes formed from perforated graphene |
| CA2846921C (en) | 2014-03-18 | 2017-04-25 | G.B.D. Corp. | Expansion compensator with multiple layers with differing stiffness |
| CA2855326A1 (en) | 2014-06-26 | 2015-12-26 | G.B.D. Corp. | Method of installing an expansion compensator |
| AU2015311978A1 (en) | 2014-09-02 | 2017-05-11 | Lockheed Martin Corporation | Hemodialysis and hemofiltration membranes based upon a two-dimensional membrane material and methods employing same |
| WO2016094381A1 (en) * | 2014-12-11 | 2016-06-16 | Ticona Llc | Stabilized flexible thermoplastic composition and products formed therefrom |
| AU2016303048A1 (en) | 2015-08-05 | 2018-03-01 | Lockheed Martin Corporation | Perforatable sheets of graphene-based material |
| WO2017023377A1 (en) | 2015-08-06 | 2017-02-09 | Lockheed Martin Corporation | Nanoparticle modification and perforation of graphene |
| EP3334969B1 (en) * | 2015-08-10 | 2022-02-09 | National Oilwell Varco Denmark I/S | An unbonded flexible pipe |
| CA2997423A1 (en) | 2015-09-14 | 2017-03-23 | Saudi Arabian Oil Company | Maleic anhydride polymers and methods of treating subterranean formations |
| EP3350282B1 (en) * | 2015-09-14 | 2020-11-04 | Saudi Arabian Oil Company | Pendant epoxide polymers and methods of treating subterranean formations |
| US10018165B1 (en) * | 2015-12-02 | 2018-07-10 | Brunswick Corporation | Fuel lines having multiple layers and assemblies thereof |
| DE102015224174A1 (de) | 2015-12-03 | 2017-06-08 | Contitech Schlauch Gmbh | Umlageschlauch |
| TW201731960A (zh) | 2015-12-11 | 2017-09-16 | 堤康那責任有限公司 | 聚芳硫化物組合物 |
| FR3046826B1 (fr) * | 2016-01-15 | 2018-05-25 | Arkema France | Structure tubulaire multicouche possedant une meilleure resistance a l'extraction dans la bio-essence et son utilisation |
| JP6960229B2 (ja) * | 2016-03-17 | 2021-11-05 | ダイセルポリマー株式会社 | Pas樹脂含浸長繊維ペレットの製造方法 |
| WO2017161534A1 (en) | 2016-03-24 | 2017-09-28 | Ticona Llc | Composite structure |
| WO2017180141A1 (en) | 2016-04-14 | 2017-10-19 | Lockheed Martin Corporation | Selective interfacial mitigation of graphene defects |
| WO2017180135A1 (en) | 2016-04-14 | 2017-10-19 | Lockheed Martin Corporation | Membranes with tunable selectivity |
| SG11201808962RA (en) | 2016-04-14 | 2018-11-29 | Lockheed Corp | Method for treating graphene sheets for large-scale transfer using free-float method |
| JP2019519756A (ja) | 2016-04-14 | 2019-07-11 | ロッキード・マーチン・コーポレーション | 欠陥形成または欠陥修復をその場で監視して制御する方法 |
| WO2017180134A1 (en) | 2016-04-14 | 2017-10-19 | Lockheed Martin Corporation | Methods for in vivo and in vitro use of graphene and other two-dimensional materials |
| SG11201809015WA (en) | 2016-04-14 | 2018-11-29 | Lockheed Corp | Two-dimensional membrane structures having flow passages |
| WO2018085405A1 (en) | 2016-11-04 | 2018-05-11 | Saudi Arabian Oil Company | Compositions and methods for sealing off flow channels in contact with set cement |
| JP6819498B2 (ja) * | 2017-07-25 | 2021-01-27 | トヨタ自動車株式会社 | 二重断熱壁構造加熱炉 |
| CN108527807B (zh) * | 2018-04-04 | 2020-03-27 | 中国石油大学(北京) | 一种非金属柔性管及其制造方法 |
| CA3028889A1 (en) | 2018-11-01 | 2020-05-01 | Pro Pipe Service & Sales Ltd | Tubular for downhole use |
| FR3089199B1 (fr) * | 2018-11-30 | 2022-05-13 | Plastic Omnium Advanced Innovation & Res | Renfort interne pour réservoir de véhicule automobile |
| CN113692346A (zh) * | 2019-04-09 | 2021-11-23 | 蔚蓝3D公司 | 快速固化和涂覆通过增材制造生产的零件的方法 |
| US10948025B2 (en) * | 2019-06-10 | 2021-03-16 | Goodrich Corporation | Overload clutch with second stage setting |
| CN110901005B (zh) * | 2019-11-01 | 2022-05-13 | 日丰企业(佛山)有限公司 | 一种阻氧防垢复合管及其制备方法 |
| US11426973B2 (en) * | 2020-01-21 | 2022-08-30 | Parker-Hannifin Corporation | High temperature hose |
| CN113280193B (zh) * | 2020-02-19 | 2023-04-25 | 中国石油化工股份有限公司 | 耐热保温复合输送管、耐热保温复合输送管的成型方法 |
| US11434368B2 (en) | 2020-03-30 | 2022-09-06 | Ticona Llc | Ammunition cartridge containing a polymer composition |
| CN113530464A (zh) * | 2020-04-17 | 2021-10-22 | 中国石油化工股份有限公司 | 油井管及其制造方法 |
| GB2597596A (en) * | 2020-06-15 | 2022-02-02 | Stephen Boyce Gerard | Thermoplastic composite tape and pipe made therefrom |
| CN112594456B (zh) * | 2021-01-14 | 2021-12-07 | 南通亚龙消防器材有限公司 | 一种具有防爆抗高压型衬里的消防水带 |
| CN113007462B (zh) * | 2021-02-20 | 2023-11-10 | 唐福华 | 一种抗压型路政pvc管材 |
| EP4334154A1 (en) | 2021-05-07 | 2024-03-13 | Hutchinson S.A. | Self-sealing fuel tank and method of forming a self-sealing fuel tank |
| US12085216B2 (en) | 2022-02-17 | 2024-09-10 | Arctic Cat Inc. | Multi-use fuel filler tube |
| WO2023219801A1 (en) * | 2022-05-09 | 2023-11-16 | Ticona Llc | Fluidic member for use in an electrolyzer system |
| US20230383424A1 (en) * | 2022-05-26 | 2023-11-30 | Ticona Llc | Spacer Frame for Use in an Alkaline Electrolyzer System |
| WO2024118406A1 (en) * | 2022-11-28 | 2024-06-06 | Ticona Llc | Hydrolytically stable polyarylene sulfide composition |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006063255A (ja) * | 2004-08-30 | 2006-03-09 | Dainippon Ink & Chem Inc | ポリアリーレンスルフィド樹脂組成物より成る流体配管部材 |
Family Cites Families (186)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2734224A (en) | 1956-02-14 | winstead | ||
| US2418255A (en) | 1940-09-09 | 1947-04-01 | Phillips Petroleum Co | Catalytic dehydrogenation of hydrocarbons |
| US3354129A (en) | 1963-11-27 | 1967-11-21 | Phillips Petroleum Co | Production of polymers from aromatic compounds |
| JPS5029881B1 (ko) | 1970-11-14 | 1975-09-27 | ||
| US3919177A (en) | 1973-11-19 | 1975-11-11 | Phillips Petroleum Co | P-phenylene sulfide polymers |
| DE2539132C2 (de) | 1975-09-03 | 1987-04-09 | Bayer Ag, 5090 Leverkusen | Verwendung hydrierter Dien-Copolymere als temperaturbeständige Materialien auf dem Dichtungssektor |
| US4173670A (en) * | 1977-05-27 | 1979-11-06 | Exxon Research & Engineering Co. | Composite tubular elements |
| JPS5433298A (en) | 1977-08-19 | 1979-03-10 | Matsushita Electric Ind Co Ltd | 2 valent silver oxide, prepration thereof, and battery using it |
| US4337329A (en) | 1979-12-06 | 1982-06-29 | Nippon Zeon Co., Ltd. | Process for hydrogenation of conjugated diene polymers |
| JPS5682803A (en) | 1979-12-08 | 1981-07-06 | Nippon Zeon Co Ltd | Preparation of hydrogenated conjugated polymer |
| JPS5817103A (ja) | 1981-07-24 | 1983-02-01 | Nippon Zeon Co Ltd | 共役ジエン系重合体の水素化方法 |
| US4368321A (en) | 1981-09-01 | 1983-01-11 | Phillips Petroleum Company | Elevated, declining pressure dehydration of poly(arylene sulfide) prepolymerization mixture |
| US4371671A (en) | 1981-09-01 | 1983-02-01 | Phillips Petroleum Company | Controlled, elevated pressure dehydration of poly(arylene sulfide) prepolymerization mixture |
| CA1203047A (en) | 1982-12-08 | 1986-04-08 | Hormoz Azizian | Polymer hydrogenation process |
| CA1220300A (en) | 1982-12-08 | 1987-04-07 | Polysar Limited | Polymer hydrogenation process |
| DE3329974A1 (de) | 1983-08-19 | 1985-02-28 | Bayer Ag, 5090 Leverkusen | Herstellung von hydrierten nitrilkautschuken |
| US4680224A (en) * | 1984-03-06 | 1987-07-14 | Phillips Petroleum Company | Reinforced plastic |
| US4857250A (en) * | 1984-04-13 | 1989-08-15 | Union Carbide Corporation | One-extrusion method of making a shaped crosslinkable extruded polymeric product |
| JPH0321435Y2 (ko) | 1984-11-20 | 1991-05-09 | ||
| JPS61244987A (ja) * | 1985-04-19 | 1986-10-31 | 旭化成株式会社 | フイラメントワインデイングパイプ |
| JPS6294596A (ja) | 1985-10-18 | 1987-05-01 | 株式会社 東京タツノ | 給液装置 |
| EP0228268B1 (en) | 1985-12-27 | 1990-05-23 | Toray Industries, Inc. | A polyphenylene sulfide resin composition and a process for producing it |
| JPH0717750B2 (ja) | 1986-04-28 | 1995-03-01 | 呉羽化学工業株式会社 | ポリアリ−レンスルフイドの製造方法 |
| US4689365A (en) | 1986-05-06 | 1987-08-25 | Celanese Engineering Resins, Inc. | High temperature resistant polyester compositions |
| FR2613661B1 (fr) | 1987-04-09 | 1989-10-06 | Atochem | Procede de fabrication de profiles de resine thermoplastique renforces de fibres continues, appareillage pour leur obtention |
| JPH0822930B2 (ja) | 1987-05-15 | 1996-03-06 | 呉羽化学工業株式会社 | 二軸延伸ポリアリーレンスルフィド系樹脂組成物フィルムおよびその製造法 |
| FR2617176A1 (fr) | 1987-06-25 | 1988-12-30 | Charbonnages Ste Chimique | Compositions de polymeres thermoplastiques |
| US5625002A (en) | 1988-06-02 | 1997-04-29 | Toray Industries, Inc. | Polyphenylene sulfide composition and shaped articles made therefrom |
| DE69032210D1 (de) | 1989-01-25 | 1998-05-07 | Asahi Chemical Ind | Vorimprägnierte kompositgiessformen und herstellung einer kompositgiessform |
| JPH074881B2 (ja) | 1989-06-19 | 1995-01-25 | 積水化学工業株式会社 | 複合パイプの製造方法 |
| US5015704A (en) * | 1989-06-29 | 1991-05-14 | General Electric Company | Reactively capped polyarylene sulfide and method and intermediates for their preparation |
| CA2013347A1 (en) * | 1989-06-29 | 1990-12-29 | Andrew J. Caruso | Reactively capped polyarylene sulfides and method and intermediates for their preparation |
| US5047465A (en) | 1989-07-07 | 1991-09-10 | Hoechst Celanese Corporation | Impact modified polyphenylene sulfide |
| US5270305A (en) | 1989-09-08 | 1993-12-14 | Glaxo Group Limited | Medicaments |
| JP2967356B2 (ja) * | 1989-10-26 | 1999-10-25 | 出光石油化学株式会社 | ポリアリーレンスルフィド樹脂組成物 |
| EP0424939B1 (en) | 1989-10-26 | 1996-04-10 | Idemitsu Petrochemical Company Limited | Polyarylene sulfide resin compositions |
| DE3937754A1 (de) | 1989-11-14 | 1991-05-16 | Bayer Ag | Mischungen aus polyarylensulfiden, nitrogruppenhaltigen vernetzern und glasfasern |
| DE3941564A1 (de) | 1989-12-16 | 1991-06-20 | Bayer Ag | Elastomermodifizierte polyarylensulfid-formmassen |
| JPH0649789B2 (ja) | 1990-01-23 | 1994-06-29 | 工業技術院長 | 熱可塑性樹脂成形体の表面活性化方法 |
| JP2736279B2 (ja) | 1990-04-25 | 1998-04-02 | ポリプラスチックス株式会社 | ポリアリーレンサルファイド樹脂組成物 |
| JPH0639566B2 (ja) | 1990-05-15 | 1994-05-25 | ゼネラル エレクリック カンパニイ | カルボキシ官能化ポリフエニレン樹脂と、エチレン―グリシジルメタクリレート共重体とのブレンド |
| CN1049508A (zh) * | 1990-07-07 | 1991-02-27 | 赫彻斯特人造丝公司 | 改进的耐冲击聚苯硫醚 |
| US5087666A (en) | 1990-07-10 | 1992-02-11 | Phillips Petroleum Company | Modified poly(arylene sulfide) composition with improved impact strength and reduced shrinkage |
| JP2964570B2 (ja) | 1990-07-16 | 1999-10-18 | 大日本インキ化学工業株式会社 | ポリフェニレンスルフィド樹脂ライニング金属管の製造方法 |
| JP2942635B2 (ja) | 1990-12-07 | 1999-08-30 | 出光石油化学株式会社 | ポリアリーレンスルフィド樹脂組成物 |
| JP3117492B2 (ja) | 1991-07-29 | 2000-12-11 | 積水化学工業株式会社 | 繊維強化熱可塑性樹脂管の製造方法 |
| DE4138907A1 (de) | 1991-11-27 | 1993-06-03 | Bayer Ag | Polyarylensulfide mit verringerter viskositaet durch nachbehandlung mit disulfiden |
| BE1006353A3 (fr) * | 1991-12-13 | 1994-08-02 | Solvay | Compositions a base de polysulfure de phenylene de resistance au choc amelioree et procede pour les preparer. |
| US6699946B1 (en) | 1991-12-13 | 2004-03-02 | Solvay (Societe Anonyme) | Polyphenylene sulphide-based compositions with improved impact strength and process for preparing them |
| US5652287A (en) | 1992-06-15 | 1997-07-29 | Hoechst Celanese Corporation | Ductile poly(arylene sulfide) resin compositions |
| JPH0665376A (ja) | 1992-08-19 | 1994-03-08 | Dainippon Ink & Chem Inc | ポリアリーレンスルフィド樹脂の架橋方法 |
| US5601893A (en) | 1992-09-10 | 1997-02-11 | Elf Atochem S.A. | Flexible metal pipes with a shrinkable polymer sheath, a process for their fabrication, and their utilization as flexible tubular conduits |
| JP3245253B2 (ja) | 1992-09-17 | 2002-01-07 | 呉羽化学工業株式会社 | ポリアリーレンスルフィド樹脂組成物 |
| JPH08506128A (ja) | 1993-01-08 | 1996-07-02 | カワサキ ケミカル ホールディング シーオー.アイエヌシー. | 強靭化ポリフェニレンスルフィド組成物およびそれを製造する方法 |
| JPH06234887A (ja) | 1993-02-09 | 1994-08-23 | Mitsubishi Petrochem Co Ltd | 熱可塑性樹脂組成物 |
| JPH0733974A (ja) * | 1993-07-16 | 1995-02-03 | Mitsubishi Chem Corp | 熱可塑性樹脂組成物 |
| JP3358850B2 (ja) | 1993-08-17 | 2002-12-24 | 住友化学工業株式会社 | 長繊維強化熱可塑性樹脂組成物の製造装置、その製造方法及びその製造用被覆ダイ |
| BE1007649A3 (fr) | 1993-10-21 | 1995-09-05 | Solvay | Compositions a base de polysulfure de phenylene de resistance au choc amelioree et procede pour les preparer. |
| US5397839A (en) | 1993-12-13 | 1995-03-14 | Advanced Elastomer Systems, L.P. | Polyester-hydrogenated diene rubber compositions |
| US5578679A (en) | 1993-12-28 | 1996-11-26 | Kureha Kagaku Kogyo Kabushiki Kaisha | Flame-resisting resin composition |
| CA2178609C (en) | 1994-02-01 | 2000-08-08 | Kimio Imaizumi | Novel polymer containing a modified cyclic monomer unit |
| US5589544A (en) | 1994-07-06 | 1996-12-31 | Advanced Elastomer Systems, L.P. | Soft thermoplastic elastomers having improved resistance to oil swell and compression set |
| JP3560048B2 (ja) * | 1994-11-04 | 2004-09-02 | 出光石油化学株式会社 | ポリアリーレンスルフィド樹脂組成物 |
| DE4439766C1 (de) | 1994-11-07 | 1996-04-04 | Hoechst Ag | Formteile aus Polyacetal mit direkt angeformten Funktionselementen |
| AT403448B (de) | 1994-11-15 | 1998-02-25 | Danubia Petrochem Polymere | Extrusionsimprägniervorrichtung |
| JPH08151518A (ja) * | 1994-11-28 | 1996-06-11 | Idemitsu Petrochem Co Ltd | ポリアリーレンスルフィド樹脂組成物 |
| EP0732370A3 (en) * | 1995-03-17 | 1997-06-18 | Gen Electric | Polyphenylene ether compositions |
| JPH0940865A (ja) | 1995-05-23 | 1997-02-10 | Kureha Chem Ind Co Ltd | ポリアリ−レンスルフィド樹脂組成物 |
| JPH09124931A (ja) | 1995-06-07 | 1997-05-13 | General Electric Co <Ge> | ポリ(フェニレンエーテル)、ポリ(アリーレンスルフィド)及びオルトエステル化合物からなる組成物 |
| JPH0959514A (ja) | 1995-08-28 | 1997-03-04 | Dainippon Ink & Chem Inc | 非強化ポリフェニレンスルフィド樹脂組成物およびその製造方法 |
| US5817723A (en) | 1995-09-07 | 1998-10-06 | E. I. Du Pont De Nemours And Company | Toughened thermoplastic polymer compositions |
| JP3618018B2 (ja) | 1995-09-22 | 2005-02-09 | 呉羽化学工業株式会社 | ポリフェニレンスルフィド樹脂組成物 |
| US5840830A (en) | 1996-02-21 | 1998-11-24 | Kureha Kagaku Kogyo K.K. | Process for producing poly(arylene sulfide) |
| US6020431A (en) | 1996-07-26 | 2000-02-01 | Advanced Elastomer Systems, L.P. | Dynamic vulcanizates of engineering thermoplastic and acrylate rubber blends with dissimilar cure sites using a common curative |
| DE19632976A1 (de) | 1996-08-16 | 1998-02-19 | Deutz Ag | Zweiwalzenmaschine und Verfahren zur Druckbehandlung körnigen Gutes |
| CN1074984C (zh) | 1996-11-08 | 2001-11-21 | 东丽株式会社 | 多层模制品及聚苯硫醚树脂组合物 |
| US5911932A (en) * | 1997-07-09 | 1999-06-15 | R. Charles Balmer | Method of prepregging with resin |
| JP3889122B2 (ja) | 1997-08-06 | 2007-03-07 | ポリプラスチックス株式会社 | ポリアリーレンサルファイド樹脂組成物 |
| US6001934A (en) * | 1997-09-03 | 1999-12-14 | Tonen Chemical Co. | Process for the preparation of a functional group-containing polyarylene sulfide resin |
| JPH11124476A (ja) | 1997-10-24 | 1999-05-11 | Dainippon Ink & Chem Inc | 熱可塑性樹脂組成物 |
| JP3968840B2 (ja) * | 1997-12-22 | 2007-08-29 | 東ソー株式会社 | ポリフェニレンスルフィド樹脂組成物 |
| JP4061705B2 (ja) | 1998-04-21 | 2008-03-19 | 豊田合成株式会社 | 樹脂パイプの製造方法 |
| JP4032563B2 (ja) | 1998-06-12 | 2008-01-16 | 東レ株式会社 | ポリフェニレンスルフィド樹脂組成物、その製造方法およびそれからなる成形品 |
| JP4269198B2 (ja) * | 1998-07-30 | 2009-05-27 | Dic株式会社 | ポリアリーレンサルファイド樹脂組成物 |
| US6015858A (en) | 1998-09-08 | 2000-01-18 | Dow Corning Corporation | Thermoplastic silicone elastomers based on fluorocarbon resin |
| US6039083A (en) | 1998-10-13 | 2000-03-21 | Wellstream, Inc. | Vented, layered-wall deepwater conduit and method |
| US6608136B1 (en) | 1999-07-26 | 2003-08-19 | E. I. Du Pont De Nemours And Company | Polyphenylene sulfide alloy composition |
| JP4062828B2 (ja) | 1999-08-20 | 2008-03-19 | 日本ゼオン株式会社 | 架橋性ゴム組成物および架橋物 |
| DE19942743A1 (de) | 1999-09-07 | 2001-03-08 | Bayer Ag | Kautschukmischungen für Walzenbeläge |
| US6281286B1 (en) | 1999-09-09 | 2001-08-28 | Dow Corning Corporation | Toughened thermoplastic resins |
| DE19946544B4 (de) * | 1999-09-28 | 2005-02-17 | ITT Mfg. Enterprises, Inc., Wilmington | Rohrleitung für ein Brems-, Kraftstoff- oder Hydrauliksystem in Kraftfahrzeugen |
| JP2001115020A (ja) | 1999-10-22 | 2001-04-24 | Dainippon Ink & Chem Inc | 水廻り部品用樹脂組成物 |
| US6362287B1 (en) | 2000-03-27 | 2002-03-26 | Dow Corning Corportion | Thermoplastic silicone elastomers formed from nylon resins |
| JP2001279097A (ja) | 2000-03-31 | 2001-10-10 | Dainippon Ink & Chem Inc | ポリアリーレンスルフィド組成物 |
| DE10025257A1 (de) | 2000-05-22 | 2001-12-06 | Ticona Gmbh | Verbund-Formteile enthaltend Polyarylensulfid und Siliconkautschuk |
| US6362288B1 (en) | 2000-07-26 | 2002-03-26 | Dow Corning Corporation | Thermoplastic silicone elastomers from compatibilized polyamide resins |
| US6417293B1 (en) | 2000-12-04 | 2002-07-09 | Dow Corning Corporation | Thermoplastic silicone elastomers formed from polyester resins |
| JP3606204B2 (ja) | 2001-01-19 | 2005-01-05 | 日産自動車株式会社 | 樹脂製チューブ |
| JP4049580B2 (ja) | 2001-01-31 | 2008-02-20 | 豊田合成株式会社 | 高圧ガス容器用ライナー及び高圧ガス容器 |
| JP2002226604A (ja) | 2001-01-31 | 2002-08-14 | Toyoda Gosei Co Ltd | 樹脂成形体 |
| JP3811012B2 (ja) | 2001-01-31 | 2006-08-16 | 豊田合成株式会社 | 燃料系部品 |
| KR100788855B1 (ko) | 2001-03-27 | 2007-12-27 | 다이니혼 잉키 가가쿠 고교 가부시키가이샤 | 산화 가교된 폴리아릴렌설파이드의 제조 방법 |
| FR2824124B1 (fr) * | 2001-04-27 | 2003-09-19 | Inst Francais Du Petrole | Tube en materiau composite comportant une carcasse interne |
| FR2828722B1 (fr) * | 2001-08-14 | 2003-10-31 | Coflexip | Ruban textile plat de renfort pour conduite et conduite ainsi renforcee |
| JP2003097770A (ja) * | 2001-09-25 | 2003-04-03 | Hitachi Cable Ltd | 炭酸ガス冷却用ホース |
| US6569955B1 (en) | 2001-10-19 | 2003-05-27 | Dow Corning Corporation | Thermoplastic silicone elastomers from compatibilized polyamide resins |
| US6569958B1 (en) | 2001-10-19 | 2003-05-27 | Dow Corning Corporation | Thermoplastic silicone elastomers from compatibilized polyester resins |
| CN1656170A (zh) * | 2002-05-27 | 2005-08-17 | Dsmip财产有限公司 | 包括动态交联的制造热塑性组合物的方法 |
| US6743868B2 (en) | 2002-07-18 | 2004-06-01 | Dow Corning Corporation | Polyamide based thermoplastic silicone elastomers |
| US6889715B2 (en) | 2002-11-27 | 2005-05-10 | Wellstream International Limited | Flexible tubular member with sealed tape layer |
| US6889716B2 (en) | 2003-01-27 | 2005-05-10 | Flexpipe Systems Inc. | Fiber reinforced pipe |
| US7192063B2 (en) | 2003-02-12 | 2007-03-20 | Tokai Rubber Industries, Ltd. | Metallic tubular hose having a rubber or resin hard material layer |
| JP2004300270A (ja) | 2003-03-31 | 2004-10-28 | Dainippon Ink & Chem Inc | 流体配管用部材 |
| JP4235893B2 (ja) | 2003-03-31 | 2009-03-11 | Dic株式会社 | 燃料系部品 |
| JP4307908B2 (ja) | 2003-06-05 | 2009-08-05 | ポリプラスチックス株式会社 | ポリアリーレンサルファイド樹脂組成物および塗装成形品 |
| EP1660583A1 (en) | 2003-08-18 | 2006-05-31 | Chevron Phillips Chemical Company LP | Polyphenylene sulfide composition and application |
| WO2005028198A1 (en) | 2003-09-19 | 2005-03-31 | Nkt Flexibles I/S | A flexible unbonded pipe and a method for producing such pipe |
| JP3938169B2 (ja) | 2003-09-30 | 2007-06-27 | 東海ゴム工業株式会社 | 自動車用燃料系ホース |
| US6888719B1 (en) | 2003-10-16 | 2005-05-03 | Micron Technology, Inc. | Methods and apparatuses for transferring heat from microelectronic device modules |
| JP4600015B2 (ja) | 2003-12-02 | 2010-12-15 | 東レ株式会社 | 樹脂組成物およびその製造方法 |
| JP4552434B2 (ja) | 2003-12-19 | 2010-09-29 | Dic株式会社 | 多層成形体 |
| US7041741B2 (en) | 2004-01-08 | 2006-05-09 | Teknor Apex Company | Toughened polymer compositions |
| JP2005299629A (ja) | 2004-03-18 | 2005-10-27 | Tokai Rubber Ind Ltd | 自動車用燃料系ホースおよびその製法 |
| DE102004014997A1 (de) | 2004-03-26 | 2006-03-16 | Veritas Ag | Mehrschichtiger Elastomerschlauch mit Verstärkungsschicht aus schwefelhaltigem, polymeren Material |
| JP4600016B2 (ja) | 2004-08-27 | 2010-12-15 | 東レ株式会社 | 熱可塑性樹脂組成物およびその製造方法 |
| EP1805001A1 (en) | 2004-10-22 | 2007-07-11 | Dow Gloval Technologies Inc. | Apparatus and process for manufacturing shaped plastic reinforced composite articles |
| JP4489558B2 (ja) | 2004-10-25 | 2010-06-23 | 三桜工業株式会社 | 多層樹脂チューブ |
| US20060229417A1 (en) | 2005-04-07 | 2006-10-12 | Frederic Ferrate | Polyphenylene sulfide- silicone vulcanizates |
| JP2007169550A (ja) | 2005-12-26 | 2007-07-05 | Dainippon Ink & Chem Inc | 樹脂成型体用組成物及び燃料電池用セパレータ |
| GB0603743D0 (en) | 2006-02-24 | 2006-04-05 | Wellstream Int Ltd | Pipe fitting |
| US8877306B2 (en) * | 2006-03-09 | 2014-11-04 | Manoj Ajbani | Compatibalized blends of polyphenylene sulfide and thermoplastic vulcanizate |
| US7981981B2 (en) * | 2006-03-09 | 2011-07-19 | Ticona Llc | Flexible, hydrocarbon-resistant polyarylenesulfide compounds and articles |
| WO2007108501A1 (ja) | 2006-03-23 | 2007-09-27 | Toray Industries, Inc. | 熱可塑性樹脂組成物、その製造方法および成形品 |
| DE102007013951A1 (de) | 2006-03-25 | 2008-02-14 | Tokai Rubber Industries, Ltd., Komaki | Verbundschlauch mit Wellblechrohr |
| JP5013912B2 (ja) | 2006-03-28 | 2012-08-29 | 東海ゴム工業株式会社 | 樹脂複合ホース及びその製造方法 |
| DE202006012608U1 (de) | 2006-08-16 | 2007-12-27 | Rehau Ag + Co. | Mehrschichtiges Rohr |
| NO328172B1 (no) | 2006-09-05 | 2009-12-21 | Wellstream Int Ltd | Komposittror som har en ikke-bundet innvendig foring, fremgangsmate og sammenstilling for tilvirkning av dette |
| JP5051428B2 (ja) | 2006-10-31 | 2012-10-17 | Dic株式会社 | 多層成形体 |
| JP2008112669A (ja) * | 2006-10-31 | 2008-05-15 | Toray Ind Inc | 被覆ワイヤーおよびその製造方法 |
| JP5023682B2 (ja) | 2006-12-08 | 2012-09-12 | 東ソー株式会社 | ポリアリーレンスルフィド組成物 |
| JP4873149B2 (ja) * | 2006-12-08 | 2012-02-08 | 東ソー株式会社 | ポリアリーレンスルフィド組成物 |
| KR100851965B1 (ko) | 2007-01-03 | 2008-08-12 | 신승호 | 점착성 에폭시수지를 코팅한 강재 강화관 및 그 제조방법 |
| BRPI0808956B1 (pt) | 2007-03-16 | 2019-11-05 | National Oilwell Varco Denmark I/S | tubulação flexível. |
| CA2680411C (fr) | 2007-03-21 | 2014-05-13 | Technip France | Conduite flexible pour le transport des hydrocarbures a couche de maintien renforcee |
| WO2008123183A1 (ja) | 2007-03-23 | 2008-10-16 | Toray Industries, Inc. | ポリフェニレンスルフィド樹脂組成物 |
| JP5029881B2 (ja) | 2007-03-29 | 2012-09-19 | Dic株式会社 | ポリアリーレンスルフィド樹脂組成物 |
| JP2009030030A (ja) * | 2007-06-27 | 2009-02-12 | Toray Ind Inc | ポリフェニレンスルフィド樹脂組成物およびそれからなる成形品 |
| GB0720713D0 (en) | 2007-10-23 | 2007-12-05 | Wellstream Int Ltd | Thermal insulation of flexible pipes |
| JP5029311B2 (ja) * | 2007-11-20 | 2012-09-19 | 東ソー株式会社 | ポリアリーレンスルフィド組成物 |
| JP2011057719A (ja) * | 2008-01-08 | 2011-03-24 | Rikkyo Gakuin | 高性能ポリフェニレンスルフィド系樹脂組成物およびその製造方法 |
| FR2926347B1 (fr) | 2008-01-11 | 2009-12-18 | Technip France | Conduite flexible pour le transport des hydrocarbures en eau profonde |
| JP5465385B2 (ja) | 2008-01-31 | 2014-04-09 | ポリプラスチックス株式会社 | 多層筒状成形体 |
| US8967207B2 (en) | 2008-01-31 | 2015-03-03 | Polyplastics Co., Ltd. | Multi-layer cylindrical molded article |
| US8276620B2 (en) | 2008-03-05 | 2012-10-02 | Vo Dang The | Flexible pipe for offshore and other applications |
| US7946313B2 (en) | 2008-03-05 | 2011-05-24 | Vo Dang The | Flexible pipe |
| JP5206492B2 (ja) * | 2008-03-28 | 2013-06-12 | 東レ株式会社 | ポリフェニレンスルフィド樹脂組成物の製造方法およびポリフェニレンスルフィド樹脂組成物 |
| US20100004375A1 (en) | 2008-07-02 | 2010-01-07 | Arkema Inc. | Impact modified polyphenylene sulfide |
| JP5177089B2 (ja) * | 2008-07-30 | 2013-04-03 | 東レ株式会社 | ポリアリーレンスルフィド樹脂組成物、ポリアリーレンスルフィド樹脂組成物錠剤およびそれらから得られる成形品 |
| JP5376903B2 (ja) | 2008-10-31 | 2013-12-25 | 東海ゴム工業株式会社 | 自動車用燃料系ホース |
| CN102224202A (zh) | 2008-11-21 | 2011-10-19 | Dic株式会社 | 聚芳硫醚树脂组合物和流体管道构件 |
| JP2010150338A (ja) * | 2008-12-24 | 2010-07-08 | Nippon Shokubai Co Ltd | 樹脂フィルム及び遮光性フィルムの製造方法 |
| WO2010096671A1 (en) | 2009-02-19 | 2010-08-26 | Terry Shafer | Composite pipe and method of manufacture |
| JP2010195962A (ja) * | 2009-02-26 | 2010-09-09 | Toray Ind Inc | ポリフェニレンスルフィド樹脂組成物からなる流体配管用部材 |
| AU2010217166B2 (en) * | 2009-02-27 | 2015-01-29 | Flexpipe Systems Inc. | High temperature fiber reinforced pipe |
| WO2010121143A2 (en) | 2009-04-16 | 2010-10-21 | Chevron U.S.A. Inc. | Structural components for oil, gas, exploration, refining and petrochemical applications |
| US20100266790A1 (en) | 2009-04-16 | 2010-10-21 | Grzegorz Jan Kusinski | Structural Components for Oil, Gas, Exploration, Refining and Petrochemical Applications |
| JP5809783B2 (ja) * | 2009-06-23 | 2015-11-11 | Dic株式会社 | ガスケット用樹脂組成物、その製造方法及び二次電池用ガスケット |
| JP2011016942A (ja) * | 2009-07-09 | 2011-01-27 | Tosoh Corp | ポリアリーレンスルフィド樹脂組成物 |
| JP5454877B2 (ja) | 2009-07-17 | 2014-03-26 | Dic株式会社 | 多層成形体及びそれを用いた燃料用部品 |
| WO2011070353A2 (en) * | 2009-12-07 | 2011-06-16 | Smart Pipe Company, Lp | Systems and methods for making pipe, and method of installing the pipe in a pipeline |
| JP2011173946A (ja) * | 2010-02-23 | 2011-09-08 | Toray Ind Inc | ポリフェニレンサルファイド樹脂組成物および成形体 |
| JP5671822B2 (ja) * | 2010-03-23 | 2015-02-18 | 株式会社豊田中央研究所 | 樹脂組成物およびその製造方法 |
| JP4936034B2 (ja) | 2010-05-26 | 2012-05-23 | Dic株式会社 | ブロー中空成形品用樹脂組成物、ブロー中空成形品および製造方法 |
| JP5788978B2 (ja) * | 2010-06-22 | 2015-10-07 | ティコナ・エルエルシー | 連続繊維と長い繊維を含む熱可塑性プリプレグ |
| US9332758B2 (en) * | 2010-08-09 | 2016-05-10 | Rohm And Haas Company | Compositions containing 1,2-benzisothiazolin-3-one |
| US20120037397A1 (en) | 2010-08-10 | 2012-02-16 | General Cable Technologies Corporation | Polymer compositions and their use as cable coverings |
| JP6276686B2 (ja) | 2011-04-12 | 2018-02-07 | ティコナ・エルエルシー | 繊維ロービングを含浸するためのダイ及び方法 |
| CA2775445C (en) * | 2011-04-29 | 2019-04-09 | Ticona Llc | Die and method for impregnating fiber rovings |
| US9493646B2 (en) | 2012-04-13 | 2016-11-15 | Ticona Llc | Blow molded thermoplastic composition |
| US9494262B2 (en) | 2012-04-13 | 2016-11-15 | Ticona Llc | Automotive fuel lines including a polyarylene sulfide |
| US9765219B2 (en) | 2012-04-13 | 2017-09-19 | Ticona Llc | Polyarylene sulfide components for heavy duty trucks |
| US9758674B2 (en) | 2012-04-13 | 2017-09-12 | Ticona Llc | Polyarylene sulfide for oil and gas flowlines |
| US9494260B2 (en) | 2012-04-13 | 2016-11-15 | Ticona Llc | Dynamically vulcanized polyarylene sulfide composition |
| WO2013188644A1 (en) * | 2012-06-15 | 2013-12-19 | Ticona Llc | Subsea pipe section with reinforcement layer |
| JP6626444B2 (ja) | 2013-08-27 | 2019-12-25 | ティコナ・エルエルシー | 射出成形用の耐熱性強化熱可塑性組成物 |
| JP6714510B2 (ja) | 2013-08-27 | 2020-06-24 | ティコナ・エルエルシー | 炭化水素取り込みの低い熱可塑性組成物 |
-
2013
- 2013-03-14 US US13/804,675 patent/US9494260B2/en active Active
- 2013-04-12 JP JP2015505935A patent/JP6445424B2/ja active Active
- 2013-04-12 CN CN201380025627.6A patent/CN104302704A/zh active Pending
- 2013-04-12 KR KR1020147031780A patent/KR102131465B1/ko active IP Right Grant
- 2013-04-12 EP EP13719659.8A patent/EP2836555A2/en active Pending
- 2013-04-12 WO PCT/US2013/036333 patent/WO2013155389A2/en active Application Filing
- 2013-04-12 CN CN201811437735.5A patent/CN109504088A/zh active Pending
- 2013-04-15 US US13/862,886 patent/US9353893B2/en not_active Expired - Fee Related
- 2013-04-15 WO PCT/US2013/036577 patent/WO2013155516A2/en active Application Filing
- 2013-04-15 WO PCT/US2013/036573 patent/WO2013155514A2/en active Application Filing
- 2013-04-15 US US13/862,931 patent/US9182056B2/en active Active
- 2013-04-15 EP EP13718981.7A patent/EP2836554A2/en not_active Withdrawn
- 2013-04-15 BR BR112014024555A patent/BR112014024555A2/pt not_active IP Right Cessation
- 2013-04-15 EP EP13719336.3A patent/EP2836752B1/en not_active Not-in-force
- 2013-04-15 BR BR112014024687A patent/BR112014024687A8/pt not_active IP Right Cessation
- 2013-04-15 US US13/862,907 patent/US20130291993A1/en not_active Abandoned
- 2013-04-15 CN CN201380019624.1A patent/CN104220529A/zh active Pending
- 2013-04-15 CN CN201380019840.6A patent/CN104254573A/zh active Pending
- 2013-04-15 WO PCT/US2013/036579 patent/WO2013155517A2/en active Application Filing
- 2013-04-15 JP JP2015505976A patent/JP2015515594A/ja active Pending
- 2013-04-15 JP JP2015505974A patent/JP2015515593A/ja active Pending
- 2013-04-15 JP JP2015505975A patent/JP2015520826A/ja active Pending
- 2013-04-15 CN CN201380019618.6A patent/CN104220528A/zh active Pending
- 2013-04-15 EP EP13718472.7A patent/EP2836553A2/en not_active Withdrawn
-
2015
- 2015-11-09 US US14/935,817 patent/US20160109040A1/en not_active Abandoned
-
2016
- 2016-11-14 US US15/350,164 patent/US10501626B2/en active Active
-
2017
- 2017-09-27 JP JP2017186426A patent/JP7250420B2/ja active Active
-
2023
- 2023-02-08 JP JP2023017314A patent/JP2023058593A/ja active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006063255A (ja) * | 2004-08-30 | 2006-03-09 | Dainippon Ink & Chem Inc | ポリアリーレンスルフィド樹脂組成物より成る流体配管部材 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180092824A (ko) * | 2015-12-11 | 2018-08-20 | 티코나 엘엘씨 | 가교결합성 폴리아릴렌 설파이드 조성물 |
| KR102286234B1 (ko) * | 2020-04-03 | 2021-08-06 | 주식회사 고려와이어 | 차량용 케이블의 라이너 제조방법 |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7250420B2 (ja) | 動的に加硫されたポリアリーレンスルフィド組成物 | |
| US10358556B2 (en) | Blow molded thermoplastic composition | |
| JP6568524B2 (ja) | 管状用途において用いるための伝導性熱可塑性組成物 | |
| JP6672218B2 (ja) | 自動車用途用のポリアリーレンスルフィド部品 | |
| US20170369705A1 (en) | Polyarylene Sulfide for Oil and Gas Flowlines | |
| US9765219B2 (en) | Polyarylene sulfide components for heavy duty trucks | |
| JP6797758B2 (ja) | 官能化シロキサンポリマー及び非芳香族耐衝撃性改良剤を含むポリアリーレンスルフィド組成物 | |
| JP6714510B2 (ja) | 炭化水素取り込みの低い熱可塑性組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |