KR20100082733A - 광학 소자 및 그 제조 방법, 원반 및 그 제조 방법, 및 표시 장치 - Google Patents
광학 소자 및 그 제조 방법, 원반 및 그 제조 방법, 및 표시 장치 Download PDFInfo
- Publication number
- KR20100082733A KR20100082733A KR1020100001943A KR20100001943A KR20100082733A KR 20100082733 A KR20100082733 A KR 20100082733A KR 1020100001943 A KR1020100001943 A KR 1020100001943A KR 20100001943 A KR20100001943 A KR 20100001943A KR 20100082733 A KR20100082733 A KR 20100082733A
- Authority
- KR
- South Korea
- Prior art keywords
- distance
- shape
- etching
- transfer
- base material
- Prior art date
Links
Images










































































Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/10—Optical coatings produced by application to, or surface treatment of, optical elements
- G02B1/14—Protective coatings, e.g. hard coatings
-
- A—HUMAN NECESSITIES
- A21—BAKING; EDIBLE DOUGHS
- A21C—MACHINES OR EQUIPMENT FOR MAKING OR PROCESSING DOUGHS; HANDLING BAKED ARTICLES MADE FROM DOUGH
- A21C1/00—Mixing or kneading machines for the preparation of dough
- A21C1/14—Structural elements of mixing or kneading machines; Parts; Accessories
- A21C1/1485—Doors; Closures; Operating, e.g. safety, mechanisms therefor
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/10—Optical coatings produced by application to, or surface treatment of, optical elements
- G02B1/11—Anti-reflection coatings
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/10—Optical coatings produced by application to, or surface treatment of, optical elements
- G02B1/11—Anti-reflection coatings
- G02B1/118—Anti-reflection coatings having sub-optical wavelength surface structures designed to provide an enhanced transmittance, e.g. moth-eye structures
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/10—Optical coatings produced by application to, or surface treatment of, optical elements
- G02B1/16—Optical coatings produced by application to, or surface treatment of, optical elements having an anti-static effect, e.g. electrically conducting coatings
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/02—Diffusing elements; Afocal elements
- G02B5/0205—Diffusing elements; Afocal elements characterised by the diffusing properties
- G02B5/021—Diffusing elements; Afocal elements characterised by the diffusing properties the diffusion taking place at the element's surface, e.g. by means of surface roughening or microprismatic structures
- G02B5/0221—Diffusing elements; Afocal elements characterised by the diffusing properties the diffusion taking place at the element's surface, e.g. by means of surface roughening or microprismatic structures the surface having an irregular structure
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/02—Diffusing elements; Afocal elements
- G02B5/0273—Diffusing elements; Afocal elements characterized by the use
- G02B5/0278—Diffusing elements; Afocal elements characterized by the use used in transmission
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/02—Diffusing elements; Afocal elements
- G02B5/0273—Diffusing elements; Afocal elements characterized by the use
- G02B5/0294—Diffusing elements; Afocal elements characterized by the use adapted to provide an additional optical effect, e.g. anti-reflection or filter
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/133—Constructional arrangements; Operation of liquid crystal cells; Circuit arrangements
- G02F1/1333—Constructional arrangements; Manufacturing methods
- G02F1/1335—Structural association of cells with optical devices, e.g. polarisers or reflectors
- G02F1/133502—Antiglare, refractive index matching layers
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- General Physics & Mathematics (AREA)
- Nonlinear Science (AREA)
- Crystallography & Structural Chemistry (AREA)
- Chemical & Material Sciences (AREA)
- Mathematical Physics (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Optical Elements Other Than Lenses (AREA)
- Laminated Bodies (AREA)
- Liquid Crystal (AREA)
- Surface Treatment Of Optical Elements (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
본 발명의 광학 소자에 관한 것으로, 광학 소자는 표면에 볼록한 구조체를 구비한 기재와, 기재 위로 형성된 하드 코트층을 포함한다. 구조체에 의해 요철 형상이 형성된다. 하드 코트층의 표면에는 기재의 요철 형상을 모방한 요철 형상이 형성되고 하드 코트층의 표면의 요철 형상은 기재의 요철 형상보다도 완만하다. 구조체의 저면의 크기는 최소 거리 Rm 이상, 최대 거리 RM 이하(단, 최소 거리 Rm은 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최단 거리의 최소치이고, 최대 거리 RM은 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최장 거리의 최대치)의 범위 내에서 랜덤하게 변화한다. 복수의 전사용 구조체 중, 인접하는 구조체는 서로 접하거나 또는 거의 접하는 저면을 구비한다. Rm과 RM은 Rm/RM≤0.9의 관계를 만족한다.
Description
본 발명은 광학 소자 및 그 제조 방법, 원반 및 그 제조 방법, 및 표시 장치에 관한 것이다. 상세하게는, 본 발명은 하드 코트층을 구비하는 광학 소자에 관한 것이다.
최근, 액정 디스플레이(Liquid Crystal Display:LCD) 및 플라즈마 디스플레이 패널(Plasma Display Panel:PDP) 등의 각종 표시 장치가 널리 보급되고 있다. 이들 표시 장치의 화면은, 태양광이나 실내 조명 등의 외광이 비추어짐에 의해, 밝은 곳에서의 시인성이 현저하게 저해되므로, 화면 표면에서 외광을 확산 반사시키는 방현성 필름 등의 광학 필름이 널리 이용되고 있다.
종래, 이 광학 필름에서는, 화면 표면에서 외광을 확산 반사시키기 위해서, 이들 광학 필름의 표면에 미세한 요철을 형성하는 기술을 사용한다. 보다 구체적으로는, 투명 플라스틱 기재 위에 찰상성을 고려해서 하드 코트 도료와 이 도료에 분산된 투명 미립자로 이루어진 확산층을 도포에 의해 형성하는 방법이, 현재의 액정 표시 장치의 주류가 된다.
그러나, 최근의 박형 텔레비전으로 대표되는 전술한 각종 표시 장치에서는, 화질 및 해상도의 향상이 급속하게 진행됨에 따라 화소가 소형화한다. 이로 인해, 광학 필름을 투과하는 광이 방현층 중의 미립자나 표면 요철 구조에 의한 굴절이나 확산에 의해 왜곡을 받아, 화상이 불선명해지거나 휘도의 편차로 인해 번쩍임이 발생하거나, 표면이 바래거나 하여 화질이 현저하게 열화된다고 하는 문제가 있다. 그러므로, 미립자를 사용해서 표면 요철 구조를 형성하는 현행의 광학 필름은, 상술한 바와 같은 화질 및 해상도의 향상에 추종할 수 없다. 따라서, 미립자를 사용하지 않고 표면 요철 구조를 갖는 광학 필름이 요구되고 있다.
종래, 화면 표면에서 외광을 확산 반사시키기 위해서, 표면에 미세한 요철 구조를 형성하는 방법으로서, 일본 특허 공고 평4-59605호 공보, 일본 특허 제3374299호 공보, 일본 특허 공개 제2004-29240호 공보, 일본 특허 공개 제2005-156615호 공보에 나타낸 바와 같이, 미세한 요철 구조를 엠보싱(형상 전사)에 의해 형성하는 방법이 검토되어 왔다.
일본 특허 공고 평4-59605호 공보에서는, 셀룰로오스계 플라스틱의 편광판 보호 필름 표면에 엠보싱 가공에 의한 미세 요철 조면을 형성한 후, 미세 요철 조면의 표층을 유기 용제로 일부 용해함으로써 고선명도 무반사 편광판을 형성하는 방법이 제안된다.
일본 특허 제3374299호 공보에서는, 전리 방사선 경화형 수지로 이루어진 거친 요철층을 형성하고, 이 거친 요철층의 표면을 따라 미세한 요철을 형성하는 방현성 필름의 제조 방법이 제안된다. 이 제조 방법에 따르면, 거친 요철을, 엠보싱법, 샌드 블라스트법 및 건조시의 수지 대류법 중의 어느 하나에 의해 형성하고, 미세한 요철을, 박막 코트층을 사용하거나 또는 리프팅(lifting) 효과에 의해 형성한다.
일본 특허 공개 제2004-29240호 공보에서는, 엠보싱 가공에 의해 필름 표면에 요철을 부여하는 반사 방지 필름의 제조 방법이 제안된다. 이 제조 방법에 따르면, 엠보싱 가공에 사용하는 템플릿의 요철의 산술 평균 조도를 0.05 ㎛ 이상 2.00 ㎛ 이하로 설정하고 요철의 평균 주기를 50 ㎛ 이하로 설정한다.
일본 특허 공개 제2005-156615호 공보에서는, 열가소성 수지 필름의 제막 공정 중에, 필름 표면에 템플릿을 가압하여 필름 표면에 요철을 형성하기 전 또는 후에 텐터(tenter)에 의해 필름을 연신하고, 얻어진 요철면 위에 하드 코트층을 형성하는 방현 필름의 제조 방법이 제안된다.
상술한 바와 같이, 일본 특허 공고 평4-59605호 공보에서는, 편광판 보호 필름으로서, 셀룰로오스 플라스틱의 표면에 엠보싱 가공에 의해 미세 요철 조면을 형성하고, 이 미세 요철 조면을 유기 용제로 부분적으로 녹여서 매끄러운 요철면을 만듦으로써, 고선명도 무반사 편광판을 제조한다. 그러나, 하드 코트층이 표면에 형성되어 있지 않기 때문에 내찰상성이 떨어지고, 액정 텔레비전 등 내구성을 필요로 하는 액정 표시 제품에 이 기술을 사용하는 것은 곤란하다. 또한, 일본 특허 공고 평4-59605호에는, 방현성을 발현시키는 표면 형상에 대해서는 기재되어 있지 않다.
일본 특허 제3374299호 공보 및 일본 특허 공개 제2004-29240호 공보에서는, 표면 조도에 의해 표면 형상을 규정하고 있지만, 산술 평균 조도에는 여러 크기의 복잡한 요철이 통계적으로 포함된다. 따라서, 확산 반사 특성은 전혀 제어되지 않고, 방현성 필름이 희끄무레하게 보이게 되어, 화질이 현저하게 악화된다.
일본 특허 공개 제2005-156615호 공보에서는, 열가소성 수지 필름의 제막 공정 중에 템플릿을 가압하여 요철 형상을 필름 표면에 전사한 후, 하드 코트층을 필름 표면에 도포함으로써 형성되는 방현 필름이 제안된다. 그러나, 표면 형상에 관해서는, 열가소성 수지의 요철면의 중심선 평균 조도 Ra가 0.05 ㎛ 내지 10 ㎛의 범위에 한정되어 있는 것뿐이며(예를 들어, 청구항 11 참조), 방현성을 발현하는 표면 형상에 대해서는 전혀 기재되어 있지 않다. 따라서, 확산 반사 특성이 전혀 제어되지 않고, 방현성 필름이 희끄무레하게 보이게 되어, 화질이 현저하게 악화된다.
상술한 바와 같이, 미립자를 사용하지 않고, 표면 형상에 의해 방현성을 발현시키는 종래의 광학 필름에서는, 표면 형상에 대해서는 명확히 규정되어 있지 않다. 즉, 표면 특성을 요철 형상을 갖는 것으로 기술하고 있고, 면 조도(산술 평균 조도)에 의해 표면 형상을 규정하고 있거나, 또는 확산 반사 특성(광학 특성)의 면에서 표면 형상을 규정하고 있는 것에 지나지 않는다.
따라서, 미립자를 사용하지 않고, 고 방현성 및 고콘트라스트가 얻어지는 광학 소자 및 그 제조 방법, 원반 및 그 제조 방법, 및 표시 장치를 제공하는 것이 요구된다.
본 발명은, 종래 기술이 갖는 상술한 문제를 해결하기 위해, 예의 검토한 결과를 기초로 하여 안출된 것이다. 이하, 그 개요를 설명한다.
본 발명자들은, 3차원적으로 불규칙한 요철 형상을 표면에 갖는 기재와, 이 기재 위에 형성된 하드 코트층을 포함하는 광학 소자에 대해서 예의 검토를 행했다. 이러한 광학 소자는, 샌드 블라스트법이나 비즈 블라스트법으로 제작한 블라스트 원반을 사용하여, 기재 표면에 요철 형상을 전사하고, 이 요철 표면상에 하드 코트층을 형성하는 방법에 의해 얻을 수 있다. 이 광학 소자에서는, 하드 코트층은 미립자를 포함하고 있지 않으므로, 미립자를 표면으로부터 돌출시킴으로써 방현성을 발현시키는 종래의 광학 소자에 비해서 광의 투과성을 향상시키고, 높은 콘트라스트를 얻을 수 있다.
그러나, 본 발명자들이 상술한 광학 소자에 대해 검토를 거듭한 바, 당해 광학 소자에서는 이하의 문제가 있는 것을 발견하기에 이르렀다. 즉, 상술한 방법에 따르면, 균일한 입경을 갖는 둥근 유리 비즈를 사용해서 블라스트 가공을 했다고 해도, 기재 표면에 전사된 볼록부의 높이와 직경 면에서 분포가 형성되고, 하드 코트 도포 후의 광학 특성의 제어가 곤란해진다. 예를 들어, 비교적 거친 비즈를 사용해서 블라스트 처리를 행함으로써 원반을 형성하고, 이 원반을 사용하여 기재 표면에 요철 형상을 전사했을 경우, 전사한 표면에 하드 코트를 도포하면, 방현성은 있지만, 큰 볼록부에 의해 번쩍이는 표면이 된다. 한편, 미세한 비즈를 사용하여 블라스트 처리를 행함으로써 원반을 제작하고, 이 원반을 사용해서 기재 표면에 요철 형상을 전사했을 경우, 얕고 작은 구조체는 하드 코트층에 파묻혀버려 평탄부가 생기고, 방현성이 없어지는 경향이 있다.
본 발명자들은, 상술한 문제를 해결하기 위해, 예의 검토를 행했다. 그 결과, 기재 표면의 구조체와 모방한 연속적인 파면을 갖는 하드 코트층을 형성하고, 연속적인 파면의 최대 진폭 A 및 최소 파장 λ을 선택하는 것에 이르렀다. 즉, 연속적인 파면의 최대 진폭 A 및 최소 파장 λ을 거의 일정하게 하고, 최대 진폭 A와 파장 λ와의 비율(A/λ)이 0.002를 초과하고 0.011 이하의 범위 내로 해야함을 발견하였다. 그러나, 당해 광학 소자에 대해서 본 발명자들이 실험에 의해 예의 검토를 거듭한 바, 이 광학 소자에서는, 이하의 문제점이 있는 것을 발견하기에 이르렀다. 즉, 이 광학 소자에서는, 구조체가 규칙적으로 배치되어 있기 때문에, 디스플레이의 화소와 광학 소자의 표면 요철 사이에 간섭이 발생하고, 모아레 패턴이 발생하기 쉽다. 따라서, 편광판 제작 중에, 광학 소자를 접합하는 각도를 조정할 필요 등이 발생한다.
본 발명자 등은 상술한 문제를 해결하기 위해 예의 검토를 행했다. 그 결과, 이하의 (1) 내지(3)의 관계를 만족하는 구조체를 표면에 형성함으로써, 모아레의 발생을 억제할 수 있고, 또한, 양호한 방현성 및 양호한 콘트라스트를 갖는 광학 소자를 얻을 수 있는 것을 발견하기에 이르렀다.
(1) 구조체의 저면의 크기가 최소 거리 Rm 이상 그리고 최대 거리 RM 이하의 범위 내에서 랜덤하게 변화한다(단, 최소 거리 Rm은 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최단 거리의 최소치이고, 최대 거리 RM은 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최장 거리의 최대치이다).
(2) 구조체의 저면끼리가 접하거나 또는 거의 접하는 관계에 있다.
(3) 구조체의 저면의 최소 거리 Rm과 최대 거리 RM은, Rm/RM≤0.9의 관계를 만족한다. 본 발명은 이상의 검토에 기초하여 안출된 것이다.
본 발명의 일 실시 형태는, 볼록부인 복수의 구조체가 표면에 형성된 기재와, 상기 기재 상에 형성된 하드 코트층을 포함하는 광학 소자를 제공한다. 상기 기재의 표면에는 상기 구조체에 의해 요철 형상이 형성된다. 상기 하드 코트층의 표면에는 상기 기재의 요철 형상을 모방한 요철 형상이 형성된다. 상기 하드 코트층의 표면의 요철 형상은 상기 기재 표면의 요철 형상보다 완만하다. 상기 구조체의 저면의 크기는 최소 거리 Rm 이상, 최대 거리 RM 이하(단, 최소 거리 Rm은 상기 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최단 거리의 최소치이고, 최대 거리 RM은 상기 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최장 거리의 최대치임)의 범위 내에서 랜덤하게 변화한다. 상기 복수의 구조체 중, 인접하는 상기 구조체는 서로 접하거나 거의 접하는 저면을 구비한다. 상기 최소 거리 Rm과 상기 최대 거리 RM은 Rm/RM≤0.9의 관계를 만족한다.
본 발명의 다른 실시 형태는 광학 소자의 제조 방법을 제공한다. 상기 방법은 오목부인 복수의 전사용 구조체를 표면에 형성함으로써, 요철 형상을 표면에 갖는 원반(master)을 형성하는 공정과, 상기 원반의 요철 형상을 기재 표면에 전사함으로써, 요철 형상을 표면에 갖는 기재를 형성하는 공정과, 상기 기재의 요철 형상 위에 하드 코트층을 형성하는 공정을 포함한다. 상기 전사용 구조체의 저면의 크기는 최소 거리 Rm 이상, 최대 거리 RM 이하(단, 최소 거리 Rm은 상기 전사용 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최단 거리의 최소치이고, 최대 거리 RM은 상기 전사용 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최장 거리의 최대치임)의 범위 내에서 랜덤하게 변화한다. 상기 복수의 전사용 구조체 중, 인접하는 상기 전사용 구조체는 서로 접하거나 또는 거의 접하는 저면을 구비한다. 상기 최소 거리 Rm과 상기 최대 거리 RM은 Rm/RM≤ 0.9의 관계를 만족한다. 상기 하드 코트층의 표면에는, 상기 기재의 요철 형상을 모방한 요철 형상이 형성된다. 상기 하드 코트층의 표면의 요철 형상은 상기 기재 표면의 요철 형상보다도 완만하다.
본 발명의 또 다른 실시 형태는 오목부인 복수의 전사용 구조체를 포함하는 원반을 제공한다. 상기 표면에는, 상기 전사용 구조체에 의해 요철 형상이 형성된다. 상기 전사용 구조체의 저면의 크기는 최소 거리 Rm 이상, 최대 거리 RM 이하(단, 최소 거리 Rm은 상기 전사용 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최단 거리의 최소치이고, 최대 거리 RM은 상기 전사용 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최장 거리의 최대치)의 범위 내에서 랜덤하게 변화한다. 상기 복수의 전사용 구조체 중, 인접하는 상기 전사용 구조체는 서로 접하거나 또는 거의 접하는 저면을 구비한다. 상기 최소 거리 Rm과 상기 최대 거리 RM은 Rm/RM≤0.9의 관계를 만족한다.
본 발명의 또 다른 실시 형태는 원반의 제조 방법을 제공한다. 상기 방법은, 레이저 가공 또는 에칭 처리에 의해, 복수의 오목부를 원반의 표면에 형성하는 공정과, 상기 복수의 오목부가 형성된 상기 원반의 전체 표면을 에칭 처리하여, 전사용 구조체를 형성하는 공정을 포함한다. 상기 전사용 구조체의 저면의 크기는 최소 거리 Rm 이상, 최대 거리 RM 이하(단, 최소 거리 Rm은 상기 전사용 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최단 거리의 최소치이고, 최대 거리 RM은 상기 전사용 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최장 거리의 최대치임)의 범위 내에서 랜덤하게 변화한다. 상기 복수의 전사용 구조체 중, 인접하는 상기 전사용 구조체는 서로 접하거나 또는 거의 접하는 저면을 구비한다. 상기 최소 거리 Rm과 상기 최대 거리 RM은 Rm/RM≤0.9의 관계를 만족한다.
특허청구범위와 명세서 중에서, 타원에는, 수학적으로 정의되는 완전한 타원뿐만 아니라, 다소의 왜곡이 부여된 타원(예를 들어 타원 및 계란형 등)도 포함된다. 원형에는, 수학적으로 정의되는 완전한 원뿐만 아니라, 다소의 왜곡이 부여된 원형도 포함된다. 다각형에는, 수학적으로 정의되는 완전한 다각형뿐만 아니라, 변에 왜곡이 부여된 다각형, 코너에 라운딩이 부여된 다각형, 및 변에 왜곡이 부여되고 또한 코너에 라운딩이 부여된 다각형 등도 포함된다. 여기서, "왜곡"에는 "라운딩"도 포함되는 것으로 한다.
본 발명에서는, 하드 코트층은 미립자를 포함하고 있지 않으며, 미립자를 표면으로부터 돌출시킴으로써 방현성을 발현시키는 종래의 광학 소자에 비해서 광의 투과성을 향상시키고, 높은 콘트라스트를 얻을 수 있다. 또한, 최소 거리 Rm 이상 그리고 최대 거리 RM 이하의 범위 내에서 랜덤하게 구조체의 저면의 크기를 변화시키고 있으므로, 모아레의 발생을 억제할 수 있다. 또한, 구조체의 저면끼리가 접하거나 또는 거의 접하도록 구조체를 충전 배치하고 있으므로, 바람직한 방현성을 얻을 수 있다. 또한, 구조체의 저면의 최소 거리 Rm과 최대 거리 RM이 Rm/RM≤0.9의 관계를 만족하므로, 구조체의 배치를 랜덤하게 할 수 있고, 모아레의 발생을 억제할 수 있다.
본 발명의 몇몇 실시형태에 따르면, 미립자를 사용하지 않고, 고 방현성 및 고콘트라스트가 얻어진다. 또한, 모아레의 발생도 억제할 수 있다.
도 1은, 제1 실시 형태에 따른 액정 표시 장치의 구성의 일례를 나타내는 단면도.
도 2는, 제1 실시 형태에 따른 광학 필름의 구성의 일례를 나타내는 단면도.
도 3은, 기재의 요철면의 일례를 나타내는 평면도.
도 4a 및 도 4b는, 구조체의 저면의 정의를 설명하기 위한 도면.
도 5는, 구조체의 최소 거리 Rm 및 최대 거리 RM의 바람직한 범위를 나타내는 그래프.
도 6은, 기재를 성형하는 엠보싱 전사 장치의 구성을 도시하는 단면도.
도 7은, 엠보싱 롤 표면의 요철 형상의 일례를 나타내는 도면.
도 8은, 엠보싱 롤 표면의 요철 형상의 일례를 나타내는 도면.
도 9는, 엠보싱 롤 표면의 요철 형상의 일례를 나타내는 도면.
도 10a 내지 도 10c는, 난수 r 및 원의 반경의 예를 나타내는 그래프.
도 11a 내지 도 11c는, 난수 r 및 원의 반경의 예를 나타내는 그래프.
도 12a 내지 도 12c는, 랜덤 도트 생성 알고리즘에 대해서 설명하기 위한 도면.
도 13은, X축상 데이터의 생성 방법 1에 대해서 설명하기 위한 흐름도.
도 14는, X축상 데이터의 생성 방법 2에 대해서 설명하기 위한 흐름도.
도 15는, 원의 충전 방법 1에 대해서 설명하기 위한 흐름도.
도 16은, 원의 충전 방법 2에 대해서 설명하기 위한 흐름도.
도 17은, X축상의 개시 점의 패턴을 종료 점의 패턴과 동일하게 하는 방법을 설명하기 위한 흐름도.
도 18은, 랜덤 패턴 생성 프로세스를 실현하기 위한 패턴 생성 장치의 구성의 일례를 나타내는 블록도.
도 19는, 제1 실시 형태에 따른 광학 필름을 제조하기 위한 공정에 대해서 설명하기 위한 도면.
도 20a 내지 도 20c는, 제1 실시 형태에 따른 광학 필름의 제조 방법을 설명하기 위한 공정도.
도 21a 내지 도 21c는, 제1 실시 형태에 따른 광학 필름의 제조 방법을 설명하기 위한 공정도.
도 22a 내지 도 22c는, 제2 실시 형태에 따른 엠보싱 롤의 제조 방법을 설명하기 위한 공정도.
도 23a 내지 도 23d는, 제2 실시 형태에 따른 엠보싱 롤의 제조 방법을 설명하기 위한 공정도.
도 24는, 제3 실시 형태에 따른 광학 필름의 구성의 일례를 나타내는 단면도.
도 25는, 제4 실시 형태에 따른 광학 필름의 구성의 일례를 나타내는 단면도.
도 26은, 제5 실시 형태에 따른 표시 장치의 구성의 일례를 도시하는 단면도.
도 27은, 제5 실시 형태에 따른 광학 필름의 구성의 일례를 나타내는 단면도.
도 28은, 제6 실시 형태에 따른 표시 장치의 구성예를 도시하는 단면도.
도 29는, 제7 실시 형태에 따른 방현성 필름의 제조 방법의 일례에 대해서 설명하기 위한 흐름도.
도 30a 내지 도 30c는, 제7 실시 형태에 따른 방현성 필름의 제조 방법의 일례에 대해서 설명하기 위한 공정도.
도 31a 내지 도 31d는, 제7 실시 형태에 따른 방현성 필름의 제조 방법의 일례에 대해서 설명하기 위한 공정도.
도 32a 내지 도 32c는, 제7 실시 형태에 따른 방현성 필름의 제조 방법의 일례에 대해서 설명하기 위한 공정도.
도 33은, 제8 실시 형태에 따른 광학 필름에 포함되는 기재의 요철면의 형상의 일례를 나타내는 평면도.
도 34a는 제9 실시 형태에 따른 광학 필름에 포함되는 기재의 구성의 제1 구성예를 도시하는 단면도이고, 도 34b는 제9 실시 형태에 따른 광학 필름에 포함되는 기재의 구성의 제2 구성예를 도시하는 단면도.
도 35a는 미세 구조체의 형상의 제1 예를 나타내는 개략선도이고, 도 35b는 미세 구조체의 형상의 제2 예를 나타내는 개략선도이고, 도 35c는 미세 구조체의 형상의 제3 예를 나타내는 개략선도.
도 36은, 제10 실시 형태에 따른 광학 필름의 구성의 일례를 나타내는 단면도.
도 37a는 실시예 1의 TAC 필름 표면을 나타내는 사진이고, 도 37b는 참고예의 TAC 필름 표면을 나타내는 사진.
도 38a는 비교예 8의 배치 패턴을 도시하는 도면이고, 도 38b는 비교예 9의 배치 패턴을 도시하는 도면.
도 39a는 실시예 1의 원반의 단면 프로파일을 도시하는 도면이고, 도 39b는 실시예 2의 원반의 단면 프로파일을 도시하는 도면이고, 도 39c는 비교예 1의 원반의 단면 프로파일을 도시하는 도면.
도 40a는 원기둥 형상을 갖는 복수의 오목부가 형성된 원반 표면을 나타내는 사진이고, 도 40b는 원기둥 형상을 갖는 복수의 오목부가 형성된 원반 표면의 단면 프로파일을 도시하는 도면.
도 41a는 오목부가 메쉬 형상으로 연결된 원반 표면을 나타내는 사진이고, 도 41b는 도 41a에 나타내는 XLIB-XLIB선을 따른 단면 프로파일을 도시하는 도면.
도 42a는 돔 형상을 갖는 복수의 오목부가 형성된 원반 표면을 나타내는 사진이고, 도 42b는 제1 에칭 처리에 의해 형성된 요철 형상을 나타내는 단면 프로파일이고, 도 42의 (c)는 제2 에칭 처리에 의해 매끄러워진 요철 형상을 나타내는 단면 프로파일.
도 43은, 구조 점성을 나타내는 항복값을 구하기 위한 그래프.
도 44a는 실시예 19의 방현성 필름의 기재의 표면 형상을 도시하는 도면이고, 도 44b는 실시예 20의 방현성 필름의 기재의 표면 형상을 도시하는 도면.
도 2는, 제1 실시 형태에 따른 광학 필름의 구성의 일례를 나타내는 단면도.
도 3은, 기재의 요철면의 일례를 나타내는 평면도.
도 4a 및 도 4b는, 구조체의 저면의 정의를 설명하기 위한 도면.
도 5는, 구조체의 최소 거리 Rm 및 최대 거리 RM의 바람직한 범위를 나타내는 그래프.
도 6은, 기재를 성형하는 엠보싱 전사 장치의 구성을 도시하는 단면도.
도 7은, 엠보싱 롤 표면의 요철 형상의 일례를 나타내는 도면.
도 8은, 엠보싱 롤 표면의 요철 형상의 일례를 나타내는 도면.
도 9는, 엠보싱 롤 표면의 요철 형상의 일례를 나타내는 도면.
도 10a 내지 도 10c는, 난수 r 및 원의 반경의 예를 나타내는 그래프.
도 11a 내지 도 11c는, 난수 r 및 원의 반경의 예를 나타내는 그래프.
도 12a 내지 도 12c는, 랜덤 도트 생성 알고리즘에 대해서 설명하기 위한 도면.
도 13은, X축상 데이터의 생성 방법 1에 대해서 설명하기 위한 흐름도.
도 14는, X축상 데이터의 생성 방법 2에 대해서 설명하기 위한 흐름도.
도 15는, 원의 충전 방법 1에 대해서 설명하기 위한 흐름도.
도 16은, 원의 충전 방법 2에 대해서 설명하기 위한 흐름도.
도 17은, X축상의 개시 점의 패턴을 종료 점의 패턴과 동일하게 하는 방법을 설명하기 위한 흐름도.
도 18은, 랜덤 패턴 생성 프로세스를 실현하기 위한 패턴 생성 장치의 구성의 일례를 나타내는 블록도.
도 19는, 제1 실시 형태에 따른 광학 필름을 제조하기 위한 공정에 대해서 설명하기 위한 도면.
도 20a 내지 도 20c는, 제1 실시 형태에 따른 광학 필름의 제조 방법을 설명하기 위한 공정도.
도 21a 내지 도 21c는, 제1 실시 형태에 따른 광학 필름의 제조 방법을 설명하기 위한 공정도.
도 22a 내지 도 22c는, 제2 실시 형태에 따른 엠보싱 롤의 제조 방법을 설명하기 위한 공정도.
도 23a 내지 도 23d는, 제2 실시 형태에 따른 엠보싱 롤의 제조 방법을 설명하기 위한 공정도.
도 24는, 제3 실시 형태에 따른 광학 필름의 구성의 일례를 나타내는 단면도.
도 25는, 제4 실시 형태에 따른 광학 필름의 구성의 일례를 나타내는 단면도.
도 26은, 제5 실시 형태에 따른 표시 장치의 구성의 일례를 도시하는 단면도.
도 27은, 제5 실시 형태에 따른 광학 필름의 구성의 일례를 나타내는 단면도.
도 28은, 제6 실시 형태에 따른 표시 장치의 구성예를 도시하는 단면도.
도 29는, 제7 실시 형태에 따른 방현성 필름의 제조 방법의 일례에 대해서 설명하기 위한 흐름도.
도 30a 내지 도 30c는, 제7 실시 형태에 따른 방현성 필름의 제조 방법의 일례에 대해서 설명하기 위한 공정도.
도 31a 내지 도 31d는, 제7 실시 형태에 따른 방현성 필름의 제조 방법의 일례에 대해서 설명하기 위한 공정도.
도 32a 내지 도 32c는, 제7 실시 형태에 따른 방현성 필름의 제조 방법의 일례에 대해서 설명하기 위한 공정도.
도 33은, 제8 실시 형태에 따른 광학 필름에 포함되는 기재의 요철면의 형상의 일례를 나타내는 평면도.
도 34a는 제9 실시 형태에 따른 광학 필름에 포함되는 기재의 구성의 제1 구성예를 도시하는 단면도이고, 도 34b는 제9 실시 형태에 따른 광학 필름에 포함되는 기재의 구성의 제2 구성예를 도시하는 단면도.
도 35a는 미세 구조체의 형상의 제1 예를 나타내는 개략선도이고, 도 35b는 미세 구조체의 형상의 제2 예를 나타내는 개략선도이고, 도 35c는 미세 구조체의 형상의 제3 예를 나타내는 개략선도.
도 36은, 제10 실시 형태에 따른 광학 필름의 구성의 일례를 나타내는 단면도.
도 37a는 실시예 1의 TAC 필름 표면을 나타내는 사진이고, 도 37b는 참고예의 TAC 필름 표면을 나타내는 사진.
도 38a는 비교예 8의 배치 패턴을 도시하는 도면이고, 도 38b는 비교예 9의 배치 패턴을 도시하는 도면.
도 39a는 실시예 1의 원반의 단면 프로파일을 도시하는 도면이고, 도 39b는 실시예 2의 원반의 단면 프로파일을 도시하는 도면이고, 도 39c는 비교예 1의 원반의 단면 프로파일을 도시하는 도면.
도 40a는 원기둥 형상을 갖는 복수의 오목부가 형성된 원반 표면을 나타내는 사진이고, 도 40b는 원기둥 형상을 갖는 복수의 오목부가 형성된 원반 표면의 단면 프로파일을 도시하는 도면.
도 41a는 오목부가 메쉬 형상으로 연결된 원반 표면을 나타내는 사진이고, 도 41b는 도 41a에 나타내는 XLIB-XLIB선을 따른 단면 프로파일을 도시하는 도면.
도 42a는 돔 형상을 갖는 복수의 오목부가 형성된 원반 표면을 나타내는 사진이고, 도 42b는 제1 에칭 처리에 의해 형성된 요철 형상을 나타내는 단면 프로파일이고, 도 42의 (c)는 제2 에칭 처리에 의해 매끄러워진 요철 형상을 나타내는 단면 프로파일.
도 43은, 구조 점성을 나타내는 항복값을 구하기 위한 그래프.
도 44a는 실시예 19의 방현성 필름의 기재의 표면 형상을 도시하는 도면이고, 도 44b는 실시예 20의 방현성 필름의 기재의 표면 형상을 도시하는 도면.
본 발명의 실시 형태에 대해서 도면을 참조하면서 이하의 순서로 설명한다.
1. 제1 실시 형태(레이저 가공에 의해 엠보싱 롤을 제작한 예)
1.1. 액정 표시 장치의 구성
1.2. 광학 필름의 구성
1.3. 엠보싱 전사 장치
1.4. 전사 롤에 대해 구조체의 저면을 배치하는 방법
1.5. 랜덤 도트 생성 알고리즘에 대해서
1.5.1. X축상 데이터의 생성 방법 1
1.5.2. X축상 데이터의 생성 방법 2
1.5.3. 원의 충전 방법 1
1.5.4. 원의 충전 방법 2
1.5.5. 틸링(Tiling) 방법
1.6. 패턴 생성 장치
1.7. 광학 필름의 제조 방법
2. 제2 실시 형태(에칭에 의해 엠보싱 롤을 제작한 예)
3. 제3 실시 형태(대전 방지층을 추가로 형성한 예)
4. 제4 실시 형태(표면에 반사 방지층을 추가로 형성한 예)
5. 제5 실시 형태(ANR 필름의 제1 예)
6. 제6 실시 형태(ANR 필름의 제2 예)
7. 제7 실시 형태(2회의 에칭에 의해 엠보싱 롤을 제작한 예)
8. 제8 실시 형태(2종의 구조체에 의해 기재의 요철면이 형성된 광학 필름의 예)
9. 제9 실시 형태(기재의 요철면에 미세 구조체가 형성된 광학 필름의 예)
10. 제10 실시 형태(구조체의 측면에 스텝을 형성한 광학 필름의 예)
1. 제1 실시 형태
1.1. 액정 표시 장치의 구성
도 1은 제1 실시 형태에 따른 액정 표시 장치의 구성의 일례를 나타내는 단면도이다. 이 액정 표시 장치는, 도 1에 나타낸 바와 같이, 광을 출사하는 백라이트(3)와, 백라이트(3)로부터 출사된 광을 시간적 공간적으로 변조해서 화상을 표시하는 액정 패널(2)을 포함한다. 액정 패널(2)의 양면에는 각각, 편광자(2a, 2b)가 설치된다. 액정 패널(2)의 표시면측에 설치된 편광자(2b)에는, 광학 필름(광학 소자)(1)이 설치된다. 여기에서는, 필름에는, 종래, "필름"으로 칭해지는 것뿐만 아니라, "시트"로 칭해지는 것도 포함하는 것으로 정의한다. 하나의 주면이 광학 필름(1) 또는 하드 코트층(12)으로 덮인 편광자(2b)를 "방현성 편광자(4)"라고 칭한다.
백라이트(3)로서는, 예를 들어, 직하형 백라이트, 에지형 백라이트 또는 평면 광원형 백라이트를 사용할 수 있다. 백라이트(3)는, 예를 들어, 광원, 반사판, 광학 필름 등을 포함한다. 광원으로서는, 예를 들어, 냉음극 형광관(Cold Cathode Fluorescent Lamp:CCFL), 열음극 형광관(Hot Cathode Fluorescent Lamp:HCFL), 유기 일렉트로 루미네센스(Organic Electro Luminescence:OEL), 무기 일렉트로 루미네센스(Inorganic Electro Luminescence:IEL) 및 발광 다이오드(LED)등이 사용된다.
액정 패널(2)로서는, 예를 들어, 트위스티드 네마틱(Twisted Nematic:TN) 모드, 슈퍼 트위스티드 네마틱(Super Twisted Nematic:STN) 모드, 수직 배향(Vertically Aligned:VA) 모드, 수평 배열(In-Plane Switching:IPS) 모드, 광학 보상 벤드 배향(Optically Compensated Birefringence:OCB) 모드, 강유전성 액정(Ferroelectric Liquid Crystal:FLC) 모드, 고분자 분산형 액정(Polymer Dispersed Liquid Crystal:PDLC) 모드, 상 전이형 게스트 호스트(Phase Change Guest Host:PCGH) 모드 등과 같은 표시 모드의 것을 사용할 수 있다.
액정 패널(2)의 양면에 설치된 편광자(2a, 2b)는 예를 들어 그들의 투과축이 서로 직교하도록 배치된다. 편광자(2a, 2b)는, 입사하는 광 중 직교하는 편광 성분의 한쪽만을 통과시키고, 다른 쪽을 흡수에 의해 차폐하는 것이다. 편광자(2a, 2b) 각각으로서는, 예를 들어, 고분자 필름에 요오드 또는 2색성 염료 등의 2색성 물질을 흡착시킨 후 일축으로 연신시킨 것이 될 수 있다.
1.2. 광학 필름의 구성
도 2는 제1 실시 형태에 따른 광학 필름의 구성의 일례를 나타내는 단면도이다. 이 광학 필름(1)은, 도 2에 나타낸 바와 같이, 오목부 또는 볼록부인 구조체(11a)가 표면에 형성된 기재(11)와, 이 기재(11) 위에 형성된 하드 코트층(12)을 포함한다. 도 2는, 구조체(11a)가 볼록부인 예를 나타낸다. 이 광학 필름은, 그 표면에 요철 형상을 갖고, 이 요철 형상으로 반사광을 산란시키는 방현성 필름이다. 하드 코트층(12)의 표면에는, 기재(11)의 요철 형상을 모방한 요철 형상이 형성된다. 하드 코트층(12)의 표면의 요철 형상은, 기재(11)의 요철 형상보다도 완만하다.
기재(11)의 표면의 요철 형상은 구조체(11a)에 의해 형성된다. 이 요철 형상은 연속적인 요철 형상인 것이 바람직하다. 하드 코트층(12)의 표면에는, 기재(11)의 요철 형상을 모방한 연속 파형이 형성된다. 기재(11)의 표면 및 하드 코트층(12)의 표면에 형성된 요철 형상은, 2차원 및/또는 3차원적으로 불규칙(랜덤)이기 때문에 모아레의 발생을 억제할 수 있다. 여기서, "2차원적으로 불규칙"이란, 광학 필름(1)의 면내 방향으로 요철 형상이 불규칙하게 형성되어 있는 것을 의미한다. 또한, "3차원적으로 불규칙"이란, 광학 필름(1)의 면내 방향으로 요철 형상이 불규칙하게 형성되어 있는 동시에, 광학 필름(1)의 두께 방향(요철의 높이 방향)으로도 요철이 불규칙하게 형성되어 있는 것을 의미한다.
도 3은 기재의 요철 형상의 일례를 나타내는 평면도이다. 구조체(11a)가 이하의 (1) 내지(3)의 관계를 만족한다면, 모아레의 발생을 억제할 수 있고 또한 우수한 방현성 및 콘트라스트를 갖는 광학 필름(1)을 얻을 수 있다.
(1) 구조체(11a)의 저면의 크기가 최소 거리 Rm 이상 그리고 최대 거리 RM 이하의 범위 내에서 랜덤하게 변화한다(단, 최소 거리 Rm은 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최단 거리의 최소치이고, 최대 거리 RM은 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최장 거리의 최대치이다).
(2) 구조체(11a)의 저면끼리가 접하거나 또는 거의 접하는 관계에 있다.
(3) 구조체(11a)의 저면의 최소 거리 Rm과 최대 거리 RM은, Rm/RM≤0.9의 관계를 만족한다.
(1)의 관계를 만족하지 않고, 구조체(11a)의 저면의 크기가 랜덤하게 변화하지 않을 경우에는, 모아레가 발생해 버린다. (2)의 관계를 만족하지 않고, 구조체(11a)의 저면끼리가 접하거나 또는 거의 접하는 관계에 있지 않을 경우에는, 충전율이 저하하고 방현성이 저하한다. (3)의 관계를 만족하지 않고, 0.9를 초과하면 배치가 규칙적으로 되어 모아레가 발생하기 쉬워진다. 여기서, "구조체(11a)의 저면끼리가 거의 접한다고 하는 것"은, 구조체(11a)의 저면끼리가 그들사이에 5 ㎛ 이상 그리고 40 ㎛ 이하의 범위 내의 간격으로 인접하고 있는 것을 의미한다.
도 4a 및 도 4b는, 구조체의 저면의 정의를 설명하기 위한 도면이다. 구조체(11a)의 저면은, 도 4a에 나타낸 바와 같이, 이하와 같이 하여 구한 값이다. 임의로 고른 구조체(11a)에 대해서, z축을 포함하는 면에 있어서의 단면 형상을 분석한다. 구조체(11a)의 정점으로부터 그 구조체의 좌우 방향으로 그 구조체(11a)를 따라 내려감으로써 최초에 만나는 극소치 α의 위치끼리를 임의의 단면에서 서로 연결하여 도형 3v를 형성하고 이 도형 3v를 xy 평면에 투영한다. 투영에 의해 형성되는 도형 3w를 구조체의 저면으로 정의한다.
도 4b에 나타낸 바와 같이, 인접하는 구조체(11a)의 사이에 간극이 있을 경우, 이 간극이 평면이 된다. 이 경우에는, 상기 극소치 α의 위치는 이하와 같이 정의된다. 즉, 구조체(11a)의 정점으로부터 그 좌우 방향으로 그 구조체(11a)의 측면을 따라 내려감으로써 검출되는, 구조체(11a)의 측면과 평평한 간극 사이에 놓여 있는 경계점을 극소치 α의 위치로 정의한다.
구조체(11a)의 높이는, z축 방향으로의 극소치와 정점 사이의 거리(z축 방향의 위치 사이의 차)의 최대치이다. 여기서, z축 방향은 기재(11)의 두께 방향이다. X축 방향 및 y축 방향은, 기재(11)의 면내에 있어서 서로 직교하는 동시에, z 축과 직교하는 방향이다.
구조체(11a)의 저면의 최소 거리 Rm 및 최대 거리 RM은, 이하와 같이 하여 측정된 것이다. 우선, VertScan 2.0(대물 렌즈 배율 50배)으로 209.8 ㎛×157.5 ㎛의 직사각형 범위를 측정하고, 이 측정 범위에 있어서의 기재(11)의 표면 요철에 관한 3차원 데이터를 취득한다. 다음으로, 그 측정 범위 안에서 확인할 수 있는 모든 구조체(11a) 각각에 대하여, 상술한 구조체(11a)의 저면의 정의에 기초하여 저면을 확정하고, 각 구조체(11a)의 반경을 구한다. 측정 범위 안에서 확인할 수 있는 모든 구조체(11a)의 반경 중에서, 최소의 것을 Rm으로 그리고 최대의 것을 RM이라고 한다. 이 측정을 기재 표면의 임의로 선택된 10군데(ten-point)에서 행하고, 이들 개소에서 구한 Rm 및 RM을 단순 평균하여 평균치 Rm 및 RM을 구한다. 그리고, 이들의 평균치 Rm 및 RM을, 기재 표면의 구조체(11a)의 최소 거리 Rm 및 최대 거리 RM이라고 한다.
도 5는, 구조체의 최소 거리 Rm 및 최대 거리 RM의 바람직한 범위를 나타낸다. 도 5의 (a) 및 도 5의 (b)에 나타낸 바와 같이, 구조체(11a)의 최소 거리 Rm 및 최대 거리 RM은, 바람직하게는 Rm<RM≤75 ㎛, 보다 바람직하게는 10 ㎛≤Rm<RM≤75 ㎛의 범위 내이다. 최소 거리 Rm이 10 ㎛ 미만이면, 방현성을 얻으려고 하면 백탁감이 상승하고, 백탁감을 억제하려고 하면 방현성이 없어진다. 즉, 방현성과 백탁감의 억제를 양립시키는 것이 곤란해진다. 최대 거리 RM이 75 ㎛를 초과하면, 표면이 거칠어지고 화면이 번쩍번쩍 빛나는 것처럼 보여진다.
최소 거리 Rm과 최대 거리 RM이 Rm/RM≤0.9 그리고 10 ㎛≤Rm<RM≤75 ㎛의 관계를 만족할 경우, 하드 코트층(12)의 표면의 평균 요철 높이 PV가 0.2 ㎛≤PV≤1.6 ㎛의 범위 내인 것이 바람직하다. PV가 0.20 ㎛ 미만이면, 방현성을 잃게 되는 경향이 있다. PV가 1.6 ㎛을 초과하면, 백탁감이 상승하고 백탁도가 0.7%를 초과하는 경향이 있다. 백탁도는 0.7% 이하인 것이 바람직하다. 백탁도가 0.7% 이하이면, 백라이트 광의 산란 및 표면 반사광의 산란을 억제할 수 있고, 흑을 흑으로서 시인할 수 있기 때문이다. PV는 볼록부(구조체(11a))의 최고점과(인접하는 볼록부들 사이에 형성되는) 골부의 최저점 사이의 거리를 나타낸다.
최소 거리 Rm과 최대 거리 RM이 Rm/RM≤0.9 그리고 10 ㎛≤Rm<RM≤75 ㎛의 관계를 만족할 경우, 하드 코트층(12)의 표면의 10군데 평균 거칠기 Rz가, 0.1 ㎛≤Rz≤1.6 ㎛의 범위 내인 것이 바람직하다. Rz가 0.1 ㎛ 미만이면, 방현성을 잃게 되는 경향이 있다. Rz가 1.6 ㎛를 초과하면, 백탁감이 상승하고 백탁도가 0.7%를 초과하는 경향이 있다. 백탁도가 0.7% 이하이면, 백라이트 광의 산란 및 표면 반사광의 산란을 억제할 수 있고, 흑을 흑으로서 시인할 수 있기 때문이다.
구조체(11a)의 저면이 원형 형상일 경우에는, 상술한 각 관계에 있어서, 최소 거리 Rm은 최소 반경 Rm이며, 최대 거리 RM은 최대 반경 RM이다. 구조체(11a)의 저면이, 타원 형상일 경우에는, 최소 거리 Rm은 단축 길이(단경)의 최소치 Rm이며, 최대 거리 RM은 장축 길이(장경)의 최대치 RM이다.
전체 광선 투과율은 92% 이상인 것이 바람직하다. 92% 이상이면, 기재(11)의 투과성을 열화시키는 일이 없이, 백라이트로부터의 광량을 유지할 수 있기 때문이다. 헤이즈는 1.5% 이하인 것이 바람직하다. 1.5% 이하이면, 백라이트 광의 산란 및 표면 반사광의 산란을 억제할 수 있고, 흑을 흑으로서 시인할 수 있기 때문이다. 내부 헤이즈는 0.5% 이하인 것이 바람직하다. 0.5% 이하이면, 백라이트 광의 산란을 억제할 수 있고, 보다 자연색에 가까운 색으로서 색을 시인할 수 있기 때문이다. 또한, "헤이즈"는 표면 헤이즈와 내부 헤이즈의 총합이다.
하드 코트층 표면의 볼록부의 정점간의 평균 거리 RSm은, 55 ㎛ 이상 그리고 500 ㎛ 이하인 것이 바람직하다. RSm이 이 범위 밖이면, 방현성과, 백탁 및 번쩍임의 억제를 양립시키는 것이 곤란해진다.
기재
기재(11)의 요철면은 연속적인 파면인 것이 바람직하다. 하드 코트층(12)을 기재(11)의 요철면과 닮도록 형성하면, 하드 코트층(12)의 표면에 연속적인 파면을 형성할 수 있기 때문이다. 여기서, "연속적인 파면"이란, 기재 표면에 불연속점이나 단차가 없게 표면이 원활하게 연결되는 것을, 구체적으로는, 기재 표면의 임의의 점에 있어서 미분가능한 것을 나타낸다.
기재(11)는, 예를 들어, 투명성을 갖는 플라스틱 기재이다. 기재(11)의 형태로서는, 예를 들어, 투명성을 갖는 필름, 시트 또는 기판 등을 사용할 수 있다. 기재(11)의 재료로서는, 예를 들어, 공지의 고분자 재료를 사용할 수 있다. 공지의 고분자 재료의 특정예로서는, 예를 들어, 트리아세틸셀룰로오스(TAC), 폴리에스테르(TPEE), 폴리에틸렌테레프탈레이트(PET), 폴리이미드(PI), 폴리아미드(PA), 아라미드, 폴리에틸렌(PE), 폴리아크릴레이트, 폴리에테르 술폰, 폴리술폰, 폴리프로필렌(PP), 디아세틸 셀룰로스, 폴리염화비닐, 아크릴 수지(PMMA), 폴리카르보네이트(PC), 에폭시 수지, 요소 수지, 우레탄 수지 및 멜라민 수지 등을 들 수 있다. 기재(11)의 두께는, 생산성의 관점에서 38 내지 100 ㎛인 것이 바람직하지만, 이 범위에 특별히 한정되는 것이 아니다.
기재(11)는 편광자(2b)의 보호 필름으로서의 기능을 갖는 것이 바람직하다. 편광자(2b)에 보호 필름을 별도 설치할 필요가 없어지므로, 광학 필름(1)을 포함하는 편광자(2b)의 두께를 얇게 할 수 있기 때문이다.
기재(11)는 하드 코트층(12)이 형성되는 하나의 주면에 요철 형상을 갖는다. 구체적으로는, 예를 들어, 오목부 또는 볼록부인 구조체(11a)가, 2차원적으로 및/또는 3차원적으로 불규칙(랜덤)하게 기재 표면에 형성된다. 도 2에서는, 볼록부인 구조체(11a)가 기재 표면에 형성된 예를 나타내고 있다. 구조체(11a)는, 그 구조체(11a)의 상부로부터 저부를 향해서 넓혀지는 측면을 갖고 있는 것이 바람직하다. 구조체가 이러한 형상을 갖을 경우, 인접하는 구조체(11a)의 저면끼리가 접하거나 또는 거의 접하는 것이 바람직하다.
오목부 또는 볼록부일 수 있는 구조체(11a)의 형상으로서는, 예를 들어, 돔 형상, 추체 형상 및 기둥 형상을 들 수 있지만, 이들 형상으로 한정되는 것이 아니고, 원하는 광학 특성에 따라서 임의로 선택할 수 있다. 돔 형상으로서는, 정상부가 평탄하지 않게, 곡면 형상의 볼록부를 갖는 것이 바람직하다. 이러한 돔 형상으로서는, 예를 들어, 반구 형상 및 반타원구 형상을 들 수 있다. 추체 형상으로서는, 예를 들어, 선단이 뾰족한 추체 형상, 선단에 곡률을 갖는 추체 형상 및 선단이 잘라나간 추체 형상을 들 수 있다. 구체적으로는, 예를 들어, 원추 형상, 원추대 형상, 타원추 형상, 타원추대 형상, 다각추 형상 및 다각추대 형상 등을 들 수 있다. 다각추 형상으로서는, 예를 들어, 4각추, 6각추 및 8각추 형상을 들 수 있다. 기둥 형상으로서는, 예를 들어, 원기둥 형상 및 다각 기둥 형상을 들 수 있다. 다각 기둥 형상으로서는, 예를 들어, 4각 기둥, 6각 기둥 및 8각 기둥 형상을 들 수 있다. 구조체(11a)에 형상 이방성을 부여해도 된다. 표시 장치의 수평 방향 및 수직 방향의 광학 특성을 조정하는 관점에서, 예를 들어 기재(11)의 면내 방향 중, 직교하는 2 방향에 형상 이방성을 부여하는 것이 바람직하다. 구체적으로는, 형상 이방성을 갖는 구조체(11a)의 형상으로서는, 예를 들어, 타원 기둥 형상, 반타원구 형상, 타원추대 형상, 일 방향으로 잡아늘려진 다각 기둥 형상 또는 다각추 형상 등을 들 수 있다.
구조체(11a)의 저면의 형상으로서는, 예를 들어, 원형 형상, 타원 형상 및 다각 형상 등을 들 수 있다. 이들 형상은 단독으로 또는 2종 이상의 조합으로서 사용될 수 있다. 저면의 다각형 형상으로서는, 예를 들어, 사각 형상, 육각 형상 및 8각 형상 등을 들 수 있다. 구조체(11a)의 저면을 타원 형상이나 다각 형상으로 할 경우에는, 구조체(11a)의 저면이, 예를 들어 동일 방향으로 정렬되도록 구조체(11a)가 기재 표면에 배치된다. 구체적으로는, 구조체(11a)의 저면을 타원 형상으로 할 경우에는, 그 장축 또는 단축이 동일 방향으로 정렬되도록 구조체(11a)가 배치된다. 구조체(11a)의 저면을 다각 형상으로 할 경우에는, 동일한 각도를 갖는 코너가 동일 방향으로 정렬되도록 구조체(11a)가 배치된다. 구조체(11a)의 저면의 형상은, 원하는 특성에 따라서 선택하는 것이 바람직하다. 예를 들어, 구조체(11a)의 저면의 형상을 타원형 형상으로 했을 경우에는, 이에 의해 형성되는 요철 형상은 단축 방향에 비해 장축 방향으로 보다 매끈하기 때문에, 장축 방향의 외광의 영향이 덜하고, 표시 화면이 흰 빛을 띠는 것을 억제할 수 있다. 또한, 단축 방향은 장축 방향에 비해서 요철 형상이 거칠어지기 때문에, 양호한 방현성을 확보할 수 있다. 즉, 구조체(11a)의 저면을 타원형 형상으로 했을 경우에는, 전체로서 고 방현성을 가지며 또한 고콘트라스트를 실현하는 광학 필름(1)을 얻을 수 있다.
하드 코트층
하드 코트층(12)은, 기재(11)의 표면, 즉 광학 필름 및 표시 장치 등의 표면에 내찰상성과 방현성을 부여하며, 예를 들어, 기재(11)보다 단단한 고분자 수지층이다. 하드 코트층은 기재(11)의 구조체(11a)를 모방한 연속적인 파면을 갖는다. 하드 코트층(12)의 오목부 및 볼록부의 위치는, 기재(11)의 오목부 및 볼록부의 위치와 대응한다. 하드 코트층 표면의 요철량은 기재 표면의 요철량보다 적고, 하드 코트층의 두께가 증가함에 따라 감소된다. 임의의 방향으로 절단했을 때의 하드 코트층의 단면은 연속파 형상인 것이 바람직하다. 이에 의해, 하드 코트층 표면에 매끄러운 굴곡을 형성할 수 있고, 이 굴곡에 의해 광을 확산시킬 수 있다. 여기서, "연속적인 파면"은, 하드 코트층 표면에 불연속점이나 단차가 없이 그 표면이 원활하게 연결되고 있고, 구체적으로는, 하드 코트층 표면의 임의의 점에 있어서 미분가능한 것을 나타낸다.
1.3. 엠보싱 전사 장치
다음으로, 도 6을 참조하여, 상술한 구성을 갖는 기재(11)를 성형하는 엠보싱 전사 장치에 대해서 설명한다. 도 6에 나타낸 바와 같이, 이 엠보싱 전사 장치는, 원기둥 형상을 갖는 엠보싱 롤(21) 및 백 롤(22)을 포함한다.
엠보싱 롤(롤 원반)(21)로서는, 예를 들어, 유도 발열 재킷 롤, 열매 순환 롤, 히터 내장 롤 등의 가열 롤을 사용할 수 있다. 롤 표면의 엠보싱 가공의 방법으로서는, 레이저 조각이 바람직하다. 또한, 500 lines/inch를 초과하는 초고밀도 조각에는 CO2 레이저 또는 YAG 레이저로 조각하는 것이 바람직하다. 표면 처리로서는, 장기간 사용의 마모 내구성이 우수한 점에서, 경질 크롬 도금 또는 세라믹 용사(spray)가 바람직하다. 예를 들어, 엠보싱 롤의 금속 표면에 산화크롬의 세라믹 용사를 100 ㎛ 까지 행한 후, 이 세라믹층을 YAG 레이저로 조각함으로써 엠보싱 롤을 제작할 수 있다. 용사 조건(세라믹스의 종류 및 두께)은 이에 한정되는 것이 아니고, 레이저로서 탄산 가스 레이저를 사용해도 된다.
엠보싱 롤(21)의 원기둥 면은 기재(11)에 요철 형상을 전사에 의해 형성하기 위한 요철 형상(엠보싱 형상)을 갖는다. 구체적으로는, 엠보싱 롤(21)의 표면에는, 구조체(11a)를 전사에 의해 형성하기 위한 오목부 및 볼록부와 같은 구조체가 형성된다. 구조체의 형상으로서는, 상술한 기재(11)에 있어서의 구조체(11a)의 요철 형상을 반전한 형상을 사용할 수 있다.
엠보싱 롤(21)로 기재 표면을 프레스 가공함으로써, 기재 표면에 요철 형상을 형성할 수 있다. 기재(11)의 요철 표면상에 도포되는 하드 코트액의 고형분과 도포되는 도료의 두께를 제어하여 요철 높이 PV를 변화시킬 수 있고, 따라서 확산 반사 특성을 제어하고, 원하는 콘트라스트를 갖는 방현성 필름을 얻을 수 있다.
백 롤(22)은, 기재 표면에 미세한 엠보스를 전사하기 위해서 높은 압력을 필요로 하기 때문에, JIS-D80 이상의 고무 경도를 갖는 고무층, 또는 그에 상당하는 경도를 갖는 수지층을 철 롤 표면에 포함하는 것이 바람직하고, 그 표면을 연마 마무리 하는 것이 바람직하다.
또한, 백 롤(22)의 철 롤 내부에 냉매를 순환시키거나, 또는 냉각 롤 또는 냉각 노즐을 사용함으로써 고무 또는 수지층의 표면을 냉각시키는 것이 바람직하다. 왜냐하면, 백 롤(22)의 고무 또는 수지층이, 엠보싱 처리 중에 엠보싱 롤(21)로부터의 연속적인 열전도에 의해 가열되는 것을 방지할 수 있고, 이에 의해 기재(11)가 연화되거나, 또는 녹아버리는 것을 방지할 수 있어, 연속적인 엠보싱 전사가 가능하게 되기 때문이다.
도 7 내지 도 9는, 엠보싱 롤 표면의 요철 형상의 일례를 나타낸다. 도 7은, 원형 형상의 저면을 갖는 구조체(21a)를, 그 저면의 크기를 랜덤하게 변화시키면서 배치한 예이다. 도 8은, 육각 형상의 저면을 갖는 구조체(21a)를, 그 저면의 크기를 랜덤하게 변화시키면서 배치한 예이다. 도 9는, 타원 형상의 저면을 갖는 구조체(21a)를, 그 저면의 크기를 랜덤하게 변화시키면서 배치한 예이다.
1.4. 전사 롤에의 구조체의 저면의 배치 방법
이하, 전사 롤에의 구조체(21a)의 배치 방법을 구체적으로 설명한다. 여기에서는, 원형 형상의 저면을 갖는 구조체(21a)를 배치할 경우를 예로서 설명하지만, 구조체(21a)의 형상은 이에 한정되는 것이 아니다. 또한, "전사 롤에의 원의 배치 방법" 및 "랜덤 도트 생성 알고리즘"은, 이하에 설명하는 예에 한정되는 것이 아니고, 이외의 것을 사용하는 것도 가능하다. 특히, X축상(최하단)의 데이터 생성 방법, 원의 충전 방법 및 (2. 틸링 방법)은 다른 방법을 사용하는 것도 가능하다. 또한, 이하에 나타내는 방법은, CPU 등의 제어부를 갖는 전자 계산기에 의해 실행되는 것이다.
우선, X축상의 근방에, Rm≤Ri≤RM을 만족하고 서로 접하는 원 Ci(i=0,1,2,...)을 그린다. 그 묘화 방법의 일례는 다음과 같다.
。원점(0, 0)에 반경 R0(Rm≤R0≤RM의 범위에서 랜덤하게 결정)의 원 C0을 그린다.
。원 C1의 반경 R1을 Rm≤R1≤RM의 범위에서 랜덤하게 결정한다.
。-45°≤θr≤45°의 범위 내의 θr을 랜덤하게 결정한다.
。원 C0과 원 C1이 접하고, 원 C0과 원 C1의 중심을 연결하는 직선과 X축에 의해 한정되는 각도가 θr이 되도록 원 C1의 중심 좌표를 구한다.
。다음으로, 원 C1에 대한 원 C2를 구하고, 이것을 필요한 범위까지 반복한다.
다음으로, 이와 같이 하여 생성된 일렬을 구성하는 랜덤 패턴을 최하단으로서 설정하고, Rm≤R≤RM의 범위를 만족하는 랜덤한 원 C를, Y축 방향의 정방향으로 이들 최하단의 원들과 접하도록 하여 쌓아 겹친다. 이러한 축적 방법의 일례는 다음과 같다.
。y 좌표가 가장 작은 원을 추출하고 이 원 Ci의 중심 좌표를(xi, yi) 그리고 그 반경을 Ri라고 설정한다.
。원 Ci 근방의 원으로부터 원 Ci를 제외하고 y 좌표가 가장 작은 원을 추출하고 이 원 Cj의 중심 좌표를(xj, yj) 그리고 그 반경을 Rj라고 설정한다.
다음으로, 이렇게 선택한 2개의 원 Ci(중심 좌표(xi, yi), 반경 Ri)와, 원 Cj(중심 좌표(xj, yj), 반경 Rj)에 접하는 반경 Rk의 원 Ck의 중심 좌표(xk, yk)를 하기와 같이 구한다.
Rk=Rm+(RM-Rm)×r에 의해서 Rk를 계산한다.
그리고나서, 다음이 되는 각도 θ를 계산한다.
cosθ={Ri 2-Rj 2+2(Ri-Rj)Rk+Lij 2}/{2(Ri+Rk)Lij}
∴θ=cos-1[{Ri 2-Rj 2+2(Ri-Rj)Rk+Lij 2}/{2(Ri+Rk)Lij}]
다음으로, 이 각도 θ를 사용하여, 중심 좌표(xk, yk)를 하기 수학식 1 및 수학식 2에 의해 계산한다.
[수학식 1]
xk=xi-(Ri+Rk){(xi-xy)cosθ-(yi-yj)sinθ}/Lij
[수학식 2]
yk=yi-(Ri+Rk){(yi-yy)cosθ-(xi-xj)sinθ}/Lij
이하, 이 방법을 반복하고, 임의적인 반경의 원을 쌓아 겹치는 것에 의해, 랜덤 패턴을 생성한다.
상술한 식에서 사용되는 기호의 설명은 다음과 같다.
。R:원의 반경, Rm:최소 원의 반경, RM:최대 원의 반경
。ρ:0≤ρ≤1을 항상 만족하는 난수
。r:0≤r≤1을 항상 만족하는 난수, r는 ρ의 함수 r=f(ρ)이며, f(ρ)은 도 10a에 나타낸 바와 같이, 사선의 범위 내의 값을 취하는 임의의 함수일 수 있다. 도 10b 내지 도 10c, 및 도 11a 내지 도 11c에, 난수 r 및 원의 반경의 예를 나타낸다.
。원 Ci:좌표(xi, yi)를 중심으로 하고, 하기식에 의해 계산되는 반경 Ri의 원
。Ri:원 Ci의 반경, Ri=Rm+(RM-Rm)×r
。Lij=√(xi-xj)2+(yi-yj)2
여기서,"√"은,"(xi-xj)2+(yi-yj)2"의 평방근을 의미하고, Lij는 원 Ci의 중심 좌표(xi, yi)와, 원 Cj의 중심 좌표(xj, yj) 사이의 거리를 의미한다.
1.5. 랜덤 도트 생성 알고리즘에 대해서
1.5.1. X축상 데이터의 생성 방법 1
이하에 계산 조건 설정치를 나타낸다.
Rm:원의 최소 반경(㎛)
RM:원의 최대 반경(㎛)
Xm:X 좌표의 최소치(mm)
XM:X 좌표의 최대치(mm)
θr:인접하는 원의 중심간을 연결하는 직선과 X축에 의해 한정되는 각도(-45°≤θr≤45°)
r:0.0 내지 1.0의 범위에서 얻어지는 난수 값
산출된 원 중심 좌표치:P0(x0, y0 ;R0), P1(x1, y1 ;R1),..., Pn(xn, yn; Rn)
도 12a에서 사선을 붙인 원을 다음 알고리즘에 의해 구한다. 이웃하는 원의 반경 및 중심점간을 연결하는 직선과 X축에 의해 한정되는 각도를 랜덤하게 결정하고, 원끼리가 서로 접하도록 배열한다.
도 13은, X축상 데이터의 생성 방법 1에 대해서 설명하기 위한 흐름도이다. 우선, 스텝 S1에 있어서, 계산 조건 Rm, RM, Xm 및 XM을 설정한다. 다음으로, 스텝 S2에 있어서, P0을 좌표 원점(x0, y0)=(0.0, 0.0)으로 설정하고 반경 R0=Rm+(RM-Rm)×r를 랜덤하게 결정한다.
다음으로, 스텝 S3에 있어서, 좌표 Pn(xn, yn;Rn)을 이하의 식에 의해 결정한다.
Rn=Rm+(RM-Rm)×r
xn=xn-1-(Rn+Rn-1)×cos(θr)
yn=yn-1-(Rn+Rn-1)×sin(θr)
다음으로, 스텝 S4에 있어서, Xn>XM인지의 여부를 판별한다. 스텝 S4에서 예라고 판별되었을 경우에는, 처리는 종료한다. 스텝 S4에서 아니오라고 판별되었을 경우에는, 처리는 스텝 S5로 진행한다. 스텝 S5에 있어서, 좌표 Pn(xn, yn;Rn)을 기억한다. 다음으로, 스텝 S6에 있어서, n의 값을 증가시키고, 스텝 S3로 처리를 이행한다.
1.5.2. X축상 데이터의 생성 방법 2
이하에 계산 조건 설정치를 나타낸다.
Rm:원의 최소 반경(㎛)
RM:원의 최대 반경(㎛)
Xm:X 좌표의 최소치(mm)
XM:X 좌표의 최대치(mm)
Yr:Y 좌표의 진폭(%), 단 Yr<100
r:0.0 내지 1.0의 범위에서 얻어지는 난수 값
산출된 원 중심 좌표치:P0(x0, y0;R0), P1(x1, y1; R1),..., Pn(xn, yn;Rn)
도 12b에서 사선을 붙인 원을 다음 알고리즘에 의해 구한다. 원의 반경 및 Y 좌표치를 일정 범위 내에서 랜덤하게 결정하고, 인접하는 원이 서로 접하도록 배열한다.
도 14는, X축상 데이터의 생성 방법 2에 대해서 설명하기 위한 흐름도이다. 우선, 스텝 S11에 있어서, 계산 조건 Rm, RM, Xm, XM 및 Yr을 설정한다. 다음으로, 좌표 P0(x0, y0;R0)을 이하의 식에 의해 구한다.
R0=Rm+(RM-Rm)×r
Y0=Ym+(RM+Rm)×r×Yr
X0=Xm+R0×cos(asin(Y0/R0))
다음으로, 스텝 S13에 있어서, 좌표 Pn(xn, yn; Rn)을 이하의 식에 의해 구한다.
Rn=Rm+(RM-Rm)×r
Yn=Ym+(RM+Rm)×r×Yr
Xn=Xn-1+(Rn-Rn-1)×cos(asin(Yn-Yn-1)/(Rn-Rn-1))
다음으로, 스텝 S14에 있어서, Xn>XM인지의 여부를 판별한다. 스텝 S14에서 Xn>XM이라고 판별되었을 경우에는, 처리는 종료한다. 스텝 S14에서 Xn>XM이 아니다라고 판별되었을 경우에는, 처리는 스텝 S15로 진행한다. 스텝 S15에 있어서, 좌표 Pn(xn, yn;Rn)을 기억한다. 다음으로, 스텝 S16에 있어서, n의 값을 증가시키고, 스텝 S13으로 처리를 이행한다.
1.5.3. 원의 충전 방법 1
이하에 계산 조건 설정치를 나타낸다.
Rm:원의 최소 반경(㎛)
RM:원의 최대 반경(㎛)
Xm:X 좌표의 최소치(mm)
XM:X 좌표의 최대치(mm)
Ym:Y 좌표의 최소치(mm)
YM:Y 좌표의 최대치(mm)
r:0.0 내지 1.0의 범위에서 얻어지는 난수 값
산출된 원 중심 좌표치:P0(x0, y0 ;R0),(x1, y1 ;R1),...,(xn, yn ;Rn)
도 12c에서 사선을 붙이지 않고 있는 원을 다음 알고리즘에 의해 구한다. 도 15는, 원의 충전 방법 1에 대해서 설명하기 위한 흐름도이다. 우선, 스텝 S21에 있어서, 계산 조건 Rm, RM, Xm, XM, Ym 및 YM을 설정한다. 다음으로, 스텝 S22에 있어서, 중심원 좌표 P0로부터 Pn 중 Y 좌표치가 최소인 원 Pi를 구한다. 다음으로, 스텝 S23에 있어서, Yi>YM인지의 여부를 판별한다. 스텝 S23에서 예라고 판별되었을 경우에는, 처리는 종료가 된다. 스텝 S24에 있어서, 아니오라고 판별되었을 경우에는, Pi 근방에서 Pi를 제외하고 Y 좌표치가 최소인 원 Pj를 구한다. 다음으로, 스텝 S25에 있어서, Pi와 Pj에 접하는 원 Pk의 반경 Rk을 Rk=Rm+(RM-Rm)×r이라고 하여 Pk의 좌표를 구한다.
다음으로, 스텝 S26에 있어서, Pk가 존재하는지의 여부를 판별한다. 스텝 S26에서 Pk가 존재하지 않는다고 판별했을 경우에는, 스텝 S27에 있어서, Pi와 Pj의 조합은 이후 제외한다. 스텝 S26에서 Pk가 존재한다고 판별했을 경우에는, 스텝 S28에 있어서, P0로부터 Pn까지 중에서 Pk와 겹치는 원이 존재하는지의 여부를 판별한다. 스텝 S28에서 겹치는 원이 존재한다고 판별했을 경우에는, 스텝 S27에 있어서, Pi와 Pj의 조합은 이후 제외한다. 다음으로, 스텝 S28에서 겹치는 원이 존재하지 않는다고 판별했을 경우에는, 스텝 S29에 있어서, 좌표 Pk(xk, yk ;Rk)를 기억한다. 다음으로, 스텝 S30에 있어서, n의 값을 증가시키고, 스텝 S22로 처리를 이행한다.
도 15에서,(*1) 및 (*2)는 이하의 의미를 갖는다.
(*1) Y 좌표의 최소치 대신에, Pi에 있어서의 yi+Ri의 값이 최소인 원을 구하는 방법도 유효하다.
(*2) Pk의 계산에는, 상술한 수학식 1 및 수학식 2를 사용한다.
1.5.4. 원의 충전 방법 2
도 16은 원의 충전 방법 2에 대해서 설명하기 위한 흐름도이다.
원의 충전 방법 2는, 스텝 S31 및 스텝 S32의 추가 처리를 또한 행하는 점에 있어서, 원의 충전 방법 1과 상이하다. 이 방법은, 랜덤성을 다소 희생시킴으로써 충전율을 향상시키는 방법이다.
스텝 S21 내지 S28까지는 원의 충전 방법 1과 같다. 다음으로, 스텝 S28에서 겹치는 원이 존재하지 않는다고 판별했을 경우에는, 스텝 S29에 있어서, 좌표 Pk(xk, yk ;Rk)를 기억한다. 다음으로, 스텝 S30에 있어서, n의 값을 증가시키고, 스텝 S22로 처리를 이행한다. 스텝 S28에서 겹치는 원이 존재한다고 판별했을 경우에는, 스텝 S31에 있어서, 좌표 Pk(xk, yk ;Rk)의 반경을 설정 범위 내에서 작게함으로써 겹치기를 회피할 수 있는지의 여부를 판별한다. 스텝 S31에서 겹치기를 회피하기가 어렵다고 판별했을 경우에는, 스텝 S27에 있어서, Pi와 Pj의 조합은 이후 제외한다. 스텝 S31에서 겹치기를 회피할 수 있다고 판별했을 경우에는, 스텝 S32에 있어서, Rk를 겹치기를 회피할 수 있는 최대의 값으로 설정한다. 다음으로, 스텝 S29에 있어서, 좌표 Pk(xk, yk ;Rk)를 기억한다. 다음으로, 스텝 S30에 있어서, n의 값을 증가시키고, 스텝 S22로 처리를 이행한다.
1.5.5. 타일링(tiling) 방법
대면적의 랜덤 패턴을 생성할 경우, 광학 특성에 영향을 미치지 않게 되는 정도로 충분한 크기의 패턴을 반복하여 연결시킴으로써, 제작을 효율적으로 행할 수 있다. 패턴을 반복하여 연결시킬 경우, 패턴의 개시부의 직선의 배치와, 패턴의 종료부의 직선의 배치가 동일할 필요가 있다(도 12의 (d)에서 상단과 하단의 사선을 붙인 원).
도 17은, X축상의 개시점의 패턴과 종료점의 패턴을 동일하게 하는 방법을 설명하기 위한 흐름도이다.
우선, 스텝 S41에 있어서, X축상의 데이터를 상술한 방법으로 생성한다. 다음으로, 스텝 S42에 있어서, 좌표열 P0 내지 Pm에 대해서, 각각의 y 좌표치에 YM을 가산하여 얻은 좌표치를 새로운 원으로서 Pm 이후에 추가한다. 이어서, 스텝 S43에 있어서, 원의 충전을 상술한 방법으로 행하고, 좌표 P0 내지 Pn을 얻는다.
상술한 바와 같이 하여 랜덤 패턴을 형성함으로써, 모아레의 발생을 억제할 수 있는 광학 필름(1)을 얻을 수 있다. 이 패턴은, 레이저 가공 및 에칭 처리 등에 의해 엠보싱 롤 표면에 조각할 수 있다.
또한, 상술한 설명에서는, 원을 사용하여 랜덤 패턴을 형성하고 있지만, 랜덤 패턴은 원에 한정되는 것은 아니다. 예를 들어, 다각형, 타원 등을 사용하여 랜덤 패턴을 형성할 수 있다(도 7 내지 도 9 참조). 특히, 도 9에 나타낸 바와 같이, 타원을 사용하여 랜덤 패턴을 형성하면, 광학 필름(1)에 광학적인 이방성을 발현시킬 수 있다. 도 9에 나타내는 랜덤 패턴에서는, 충전율도 원의 경우와 같은 높은 충전율이 된다. 도 9에 나타내는 랜덤 패턴에서는, 장축 방향이 단축 방향에 비해서 매끄러운 요철이 되기 때문에, 장축 방향의 외광의 영향이 덜하고, 표시 화면이 흰 빛을 띠는 것을 억제할 수 있다. 한편, 단축 방향은, 장축 방향에 비해서 요철이 거칠어지고 있기 때문에, 방현성이 확보된다. 따라서, 도 9에 나타내는 랜덤 패턴으로부터는, 전체로서 고 방현성 및 고콘트라스트를 갖는 광학 필름(1)을 얻을 수 있다.
1.6. 패턴 생성 장치
도 18은 상술한 랜덤 패턴 생성 방법을 실현하기 위한 패턴 생성 장치의 구성의 일례를 나타내는 블록도이다. 패턴 생성 장치는, 예를 들어, 일반적인 퍼스널 컴퓨터 및 컴퓨터 장치에 준한 구성을 갖는 장치이다.
패턴 생성 장치(50)에 있어서, 버스(40)에 대하여 CPU(41), ROM(42) 및 RAM(43)이 접속된다. ROM(42)에는, 예를 들어 패턴 생성 장치(50)를 기동시키기 위한 초기 프로그램이 미리 기억된다. RAM(43)은 CPU(41)의 작업 메모리로서 사용된다.
또한, 버스(40)에 대하여, 표시부(44), 입출력 인터페이스(입출력I/F)(45), 하드 디스크 드라이브(48) 및 통신 인터페이스(통신I/F)(49)가 접속된다. 표시부(44)는, 패턴 생성 장치(50)에 내장되거나 또는 패턴 생성 장치(50)에 접속되어 사용되고, CPU(41)에서 생성된 표시 제어 신호에 따른 표시를 행한다. 입출력 I/F(45)에는, 키보드 또는 소정의 조작자를 갖는 조작 패널과 같은, 유저로부터의 입력을 접수하기 위한 입력부(46)가 접속된다. 입출력 I/F(45)에는, CD(Compact Disc) 및 DVD(Digital Versatile Disc) 등의 기록 매체를 재생가능한 드라이브 장치(47)도 접속될 수 있다.
하드 디스크 드라이브(48)에는, 이 패턴 생성 장치(50)의 동작을 제어하고, 상술한 방법들을 실현하기 위한 프로그램이 저장된다. CPU(41)는, 패턴 생성 장치(50)의 기동 중에, ROM(42)으로부터 판독된 초기 프로그램에 따라 하드 디스크 드라이브(48)의 프로그램을 판독하고, 이 프로그램을 RAM(43) 위에 전개하여 패턴 생성 장치(50)의 동작을 제어한다.
통신 I/F(49)는, 예를 들어, LAN 등의 네트워크를 통해 레이저 가공 장치에 접속된다. CPU(41)가 통신 I/F(49)를 통해 레이저 가공 장치를 제어한다. 레이저 가공 장치는 패턴 생성 장치(50)에서 생성된 랜덤 패턴 또는 이 랜덤 패턴을 적절히 틸링하여 형성된 패턴에 기초하여 제어된다.
1.7. 광학 필름의 제조 방법
다음으로, 도 19 내지 도 21을 참조하여, 상술한 구성을 갖는 광학 필름의 제조 방법의 일례에 대해 설명한다. 도 19는 광학 필름의 제작 공정을 도시하는 도면이다. 도 19에 나타내는 공정은 인라인으로 행하는 것이 가능하다. 여기에서는, 랜덤 패턴이 원으로 구성되는 광학 필름의 제조 방법에 대해서 설명하지만, 랜덤 패턴을 구성하는 형상은 원형 형상으로 한정되는 것이 아니다.
기재(11)의 요철면에 도포하는 도료로서는, 이하의 조건(1) 내지 조건(3)을 만족하는 것이 바람직하다. 왜냐하면, 기재(11)의 요철면 위에 도료를 도포했을 경우에, 액의 표면 장력과 중력에 의한 레벨링에 의해 도막 표면이 평탄해져 방현성이 소실되는데, 즉 백탁이 감소하고 콘트라스트가 증가하지만, 이들 조건이 만족될 경우에는 방현성의 감소 및 외광에 의한 번쩍임을 억제할 수 있기 때문이다.
(1) 도료가, 건조에 의해 휘발하는 용제 및 투명 수지를 함유한다. 투명 수지는 자외선 경화 수지, 열경화 수지 및 건조 경화 수지 등으로 이루어진다. 도포하는 도료는, 도포 직후에는 구조 점성을 갖지 않고, 레벨링에 의해 평탄한 표면을 형성한다.
(2) 도료가, 용제의 휘발과 함께 구조 점성을 발현시키고 항복값을 가져 겔화되는 특성을 갖는다.
(3) 도료가, 건조되면 유동성을 소실(즉, 건조 경화)하는 특성을 갖는다. 조건(2)을 만족하는 도료가, 건조 경화 수지를 함유하고 있어도 된다.
조건(2)을 만족하는 특성을 발현시키기 위해서, 구조 점성제를 도료에 첨가한다. 구조 점성제로서는, 도막의 투명성을 유지하기 위해 가시광을 흡수하지 않는 크기가 수십 ㎚의 미립자를 사용하는 것이 바람직하다. 미립자의 첨가량은 도료의 고형분, 입자의 입경 및 표면성에 따라 적절히 설정하는 것이 바람직하다. 건조 온도에 따라서 유동성이 변화하므로, 건조 온도에서 겔화를 가져올 수 있는 수준으로 첨가량을 설정한다. 미립자로서는, 실리카, 알루미나, 산화티타늄, 지르코니아, 산화주석, 및 PTO, ATO, ITO, 5산화안티몬 등의 도전성 입자를 사용할 수 있다. 그 외, 미립자간의 상호 작용에 의해 구조 점성이 발현되는 임의의 미립자를 사용할 수 있고, 따라서 이들 미립자에 한정되지 않고, 예를 들어 미립자간을 결합하는 관능기를 갖는 중합체 등을 함유해도 된다.
조건(3)을 만족하는 건조 경화 수지로서는, 건조에 의해 고체가 되는 우레탄 수지, 아크릴 수지, 메타크릴 수지, 스티렌 수지, 멜라민 수지 및 셀룰로오스계 수지 등을 들 수 있다. 이들에 전리 방사선 경화형 올리고머 및 열경화형 올리고머를 적절히 혼합해서 사용하는 것이 바람직하다. 건조 경화 수지를 첨가하면, 건조가 진행함에 따라 도막이 유동하지 않게 된다. 수지는 상술한 예에 한정되는 것이 아니고, 예를 들어 아크릴 이중 결합과 같은 전리 방사선 경화 관능기 또는 -OH기와 같은 열경화성기를 갖는 수지를 중합체로서 사용하는 것도 가능하다.
이러한 도료를 기재(11)의 요철면에 도포하면, 건조 초기의 단계에서 먼저 도막 표면 근방의 영역이 유동하지 않게 된다. 그 후, 휘발되는 용제의 량에 따라서 두께 방향으로 도막이 수축한다. 동시에, 도막 전체도 유동하지 않게 되어 평면 방향의 레벨링이 억제된다. 따라서, 도료 표면으로부터 베이스의 요철까지의 깊이에 따른 요철이 도료 표면에 형성된다. 도료 표면의 요철 높이는, 건조 전의 고형분에 따라서 베이스의 요철 높이보다 작고, 따라서 기재(11)의 요철보다 매끄러워진다. 도 21a 내지 도 21c에 도막 형성 과정을 나타낸다.
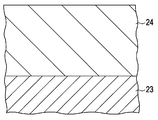
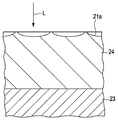
원반(master) 제작 공정
도 19에 나타내는 공정에 앞서, 원반의 역할을 하는 엠보싱 롤(21)을 이하와 같이 하여 제작한다. 우선, 도 20a에 나타낸 바와 같이, 피가공체의 역할을 하는 롤(23)을 준비한다. 이 롤의 표면은, 예를 들어, 금속에 의해 형성된다. 다음으로, 도 20b에 나타낸 바와 같이, 예를 들어 세라믹 용사에 의해 세라믹층(24)을 형성한다. 다음에, 도 20c에 나타낸 바와 같이, 상술한 바와 같이 제조된 패턴을 레이저 가공에 의해 롤(23)의 표면에 형성한다. 구체적으로는, 최소 반경 Rm 이상 그리고 최대 반경 RM 이하의 범위 내에서 구조체(전사용 구조체)(21a)의 저면의 크기를 변화시키는 동시에, 구조체(21a)의 저면끼리를 접하거나 또는 거의 접하도록 배치하면서, 오목부 또는 볼록부인 구조체(21a)를 형성한다. 구조체(21a)의 저면의 최소 반경 Rm과 최대 반경 RM은, Rm/RM≤0.9의 관계를 만족하도록 조정된다. 그 결과, 기재 표면의 요철 형상을 반전한 요철 형상을 갖는 엠보싱 롤(롤 원반)(21)이 얻어진다.
권출 및 전사 공정
다음으로, 예를 들어 롤 형상으로 권취된 기재(11)를 권출한다. 다음으로, 도 6에 나타낸 엠보싱 전사 장치를 사용하여, 엠보싱 롤(21)과 백 롤(22)을 그 사이에 기재(11)를 개재시킨 상태에서 연속적으로 회전시켜, 기재(11)에 엠보싱 형상을 전사한다. 그 결과, 도 21a에 나타낸 바와 같이, 기재(11)의 표면에 요철 형상이 형성된다. 이 엠보싱은, 기재(11)를 가열 및 가압하면서 행하는 것이 바람직하다. 저온 및 저압의 조건에서 엠보싱을 행하면, 레이저 조각에 의해 형성된 오목부의 바닥에 필름이 도달하지 않고, 볼록부는 정상이 평탄한 낮은 높이를 갖는다. 한편, 고온 및 고압에서는, 전사량은 증가하지만 기재가 열변형되어 양호한 기재(11)가 얻어지지 않는다. 선압이 높을수록 전사량이 증가하지만, 롤의 휨이 증대함으로써 폭 방향으로 균일한 선압이 얻어지지 않고, 이에 의해 경제적인 판단을 요구한다. 따라서, 기재(11)의 물성 및 치수에 대해 최적의 엠보싱 조건을 발견하는 것이 중요하다.
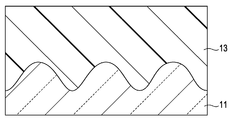
도포 공정
다음으로, 도 21b에 나타낸 바와 같이, 하드 코트액(13)을 기재(11) 위에 도포한다. 도포된 하드 코트액(13)의 액면은 레벨링되어 있지만, 기재 표면과 요철 형상과의 사이에 두께 분포가 존재하고, 따라서 건조에 의해 일어나는 체적 변화에 의해 매끄러운 요철 형상을 갖는 기액 계면(gas-liquid interface)이 형성된다. 그 결과, 하드 코트층(12)의 표면 요철량이 기재(11)의 표면 요철량보다 작은 광학 필름(1)을 얻을 수 있다. 기재(11)의 표면 요철량은, 도포하는 하드 코트액(13)의 두께에 의해 제어할 수 있다. 또한, 도포로부터 경화에 걸치는 모든 프로세스에 있어서, 비접촉으로 표면을 형성할 수 있기 때문에, 결함이 없는 고품질의 광학 필름(1)을 제공할 수 있다.
도포 방법은, 특별히 한정되는 것이 아니며 공지의 도공 방법을 사용할 수 있다. 공지의 도공 방법으로서는, 예를 들어, 마이크로 그라비아 도포법, 와이어 바 도포법, 다이렉트 그라비아 도포법, 다이 코트법, 침지법, 스프레이 도포법, 리버스 롤 도포법, 커튼 도포법, 콤마(comma) 도포법, 나이프 도포법 및 스핀 도포법 등을 들 수 있다.
하드 코트액(13)은, 예를 들어, 2관능 이상의 단량체 및/또는 올리고머 등의 수지 원료, 광중합 개시제 및 용제를 혼합하여 제조된 하드 코트액(도료)을 포함한다. 사용되는 하드 코트액(13)은, 용제의 휘발에 의해 유동성을 상실하는 것이 바람직하다. 용액이 건조만으로 고체가 되거나 또는 구조 점성 및 항복값을 가지면 유동성이 소실된다. 이를 위해서, 예를 들어 건조 경화 중합체, 미립자 졸 등을 첨가한다. 그 결과, 전사에 의해 형성한 요철과 모방한 보다 매끄러운 요철을 형성할 수 있고, 방현성을 유지한 채 백탁을 저하시킬 수 있다. 보통 사용되는, 건조 후에도 레벨링하는 UV 수지를 사용하면, 표면이 평탄해지고 방현성이 소실되어 버린다. 또한, 필요에 따라 광중합 개시제, 광안정제, 자외선 흡수제, 대전 방지제, 난연제, 산화 방지제, 점도 조정제 등을 혼합하여 사용해도 된다. 기재(11)의 표면 요철량은, 도포하는 하드 코트액(13)의 고형분 및 도포하는 하드 코트액(13)의 두께에 의해 제어할 수 있다.
하드 코트액으로서는, 제조의 용이성의 관점에서 볼 때, 광 또는 전자선 등에 의해 경화하는 전리 방사선 경화형 수지 또는 열에 의해 경화하는 열경화형 수지를 사용하는 것이 바람직하고, 자외선에 의해 경화하는 감광성 수지가 가장 바람직하다. 이러한 감광성 수지로서는, 예를 들어, 우레탄 아크릴레이트, 에폭시 아크릴레이트, 폴리에스테르 아크릴레이트, 폴리올 아크릴레이트, 폴리에테르 아크릴레이트, 멜라민 아크릴레이트 등의 아크릴레이트계 수지를 사용할 수 있다. 예를 들어, 우레탄 아크릴레이트 수지는, 폴리에스테르 폴리올에 이소시아네이트 단량체 또는 예비 중합체를 반응시켜 얻어진 생성물에, 수산기를 갖는 아크릴레이트 또는 메타크릴레이트계의 단량체를 반응시킴으로써 얻을 수 있다. 경화 후의 특성은 적절히 선택하는 것이 가능하다. 예를 들어, 화상 투과성의 관점으로부터는 투광성이 우수한 것이 바람직하고, 내찰상성의 관점으로부터는 고경도를 갖는 것이 바람직하다. 감광성 수지는, 상술한 예에 특별히 한정되는 것이 아니며, 투광성을 갖는 임의의 감광성 수지를 사용할 수 있지만, 착색 및 헤이즈에 의해 투과광의 색상이나 투과광량이 현저히 변화하지 않는 감광성 수지가 바람직하다. 특히, 사용되는 투명 플라스틱 기재의 굴절률과 크게 다르지 않은 굴절률을 갖는 수지를 사용하는 것이 바람직하다. 왜냐하면, 굴절률차가 큰 수지를 사용하면, 기재 계면에서 반사가 발생하여 백탁이 발생되기 때문이다.
감광성 수지에 포함되는 광중합 개시제로서는, 예를 들어, 벤조페논 유도체, 아세토페논 유도체, 안트라퀴논 유도체 등을 단독으로, 또는 병용해서 사용할 수 있다. 이 감광성 수지에는, 피막 형성을 보다 향상시키는 성분, 예를 들어, 아크릴 수지를 적절히 선택하여 첨가시켜도 된다.
용제는, 수지 원료를 용해시키고, 투명 플라스틱 기재에 대해 양호한 습윤성을 나타내며 표백시키지 않는 것이 바람직하다. 용제의 예는 아세톤, 디에틸 케톤, 디프로필 케톤, 메틸 에틸 케톤, 메틸 부틸 케톤, 메틸 이소부틸 케톤, 시클로헥사논, 포름산 메틸, 포름산 에틸, 포름산 프로필, 포름산 이소프로필, 포름산 부틸, 아세트산 메틸, 아세트산 에틸, 아세트산 프로필, 아세트산 이소프로필, 아세트산 부틸, 아세트산 이소부틸, 아세트산 제2 부틸, 아세트산 아밀, 아세트산 이소아밀, 아세트산 제2 아밀, 프로피온산 메틸, 프로피온산 에틸, 부티르산 메틸, 부티르산 에틸 및 락트산 메틸 등의 케톤류 또는 카르복실산 에스테르류로 이루어진 용제와, 메탄올, 에탄올, 이소프로판올, n-부탄올, sec-부탄올 및 tert-부탄올 등의 알코올류를 포함한다. 이들 용제는 단일로 사용될 수도 있고, 또는 2 성분 이상을 함유하는 혼합물로서 사용될 수도 있으며, 또한, 상기 예시한 것 이외의 용제를 수지 조성물의 성능이 손상되지 않는 범위로 보탤 수도 있다.
건조 공정
다음으로, 기재 위에 도포된 하드 코트액(13)을 건조시켜 용제를 휘발시킨다. 건조 조건은 특별히 한정되는 것이 아니다. 건조는 자연적 건조이어도 되고, 또는 건조 온도와 건조 시간 등을 조정함에 의한 인공적 건조이어도 된다. 그러나, 건조 중에 도료 표면에 바람을 맞출 경우, 도료 표면에 잔물결(wind ripples)이 발생하지 않도록 하는 것이 바람직하다. 잔물결이 발생하면, 방현층 표면에 원하는 완만한 굴곡의 미세 요철 형상이 쉽게 형성되지 않고, 방현성과 콘트라스트를 동시에 구현하는 것이 곤란해진다. 또한, 건조 온도 및 건조 시간은 하드 코트액 중에 포함되는 용제의 비점에 기초하여 적절히 결정할 수 있다. 이 경우, 건조 온도 및 건조 시간은, 기재(11)의 내열성을 고려하고, 열수축에 의해 기재(11)의 변형이 일어나지 않는 범위에서 선정하는 것이 바람직하다.
경화 및 권취 공정
다음으로, 도 21c에 나타낸 바와 같이, 전리 방사선 조사 또는 가열에 의해, 투명 플라스틱 기재상에서 건조된 하드 코트액(13)을 경화시킨다. 그 결과, 엠보싱 형상을 하나의 산으로 하여, 매끄러운 미세 요철 형상을 형성할 수 있다. 사용가능한 전리 방사선으로서는, 예를 들어, 전자선, 자외선, 가시광선 및 감마선 등을 들 수 있다. 생산 설비의 관점에서는 자외선이 바람직하다. 적산 조사량은, 수지의 경화 특성에 기초하여, 수지 및 기재(11)의 황변 억제를 고려해서 적절히 선택하는 것이 바람직하다. 또한, 조사의 분위기로서는, 수지 경화의 상태에 따라서 적절히 선택할 수 있고, 예를 들어, 공기, 질소, 아르곤 등의 불활성 가스의 분위기를 들 수 있다. 최후로, 필요에 따라, 광학 필름(1)을 롤 형상으로 권취한다.
그 결과, 목적으로 하는 광학 필름(1)이 얻어진다.
제1 실시 형태에 따르면, 광학 필름(1)이, 구조체(11a)가 표면에 형성된 기재(11)와, 기재(11) 위에 형성된 하드 코트층(12)을 포함한다. 기재(11)의 표면에는, 구조체(11a)에 의해 요철 형상이 형성된다. 하드 코트층(12)의 표면에는, 기재(11)의 요철 형상을 모방한 연속 파형이 형성된다. 구조체(11a)의 저면의 크기가, 최소 거리 Rm 이상 그리고 최대 거리 RM 이하의 범위 내에서 랜덤하게 변화한다. 구조체(11a)의 저면끼리가 접하거나 또는 거의 접하도록 구조체(11a)가 충전 배치된다. 구조체(11a)의 저면의 최소 거리 Rm과 최대 거리 RM이, Rm/RM≤0.9의 관계를 만족한다. 이상의 구성에 의해, 모아레가 방지되고 표면 요철 형상도 제어할 수 있다. 또한, 하드 코트 도포 후에 매끄러운 굴곡을 형성할 수 있고, 따라서 윤곽이 흐릿해진 상태에서 모아레가 발생하지 않는 높은 콘트라스트의 방현성 필름을 얻을 수 있다.
2. 제2 실시 형태
제2 실시 형태는, 레이저 가공 대신에, 에칭 처리에 의해 엠보싱 롤을 제작하는 점에 있어서, 제1 실시 형태와 상이하다. 이외는, 제1 실시 형태와 마찬가지이므로, 이하에서는 엠보싱 롤의 제작 공정에 대해서 설명한다.
도 22 및 도 23은, 제2 실시 형태에 따른 엠보싱 롤의 제작 방법을 설명하기 위한 공정도이다.
레지스트층 형성 공정
우선, 도 22a에 나타낸 바와 같이, 피가공체로서의 역할을 하는 롤(23)을 준비한다. 그리고나서, 예를 들어, 도 22b에 나타낸 바와 같이, 롤(23)의 표면에 레지스트층(25)을 형성한다. 레지스트층(25)의 재료로서는, 예를 들어, 무기 레지스트 및 유기 레지스트 어느 것이나 사용할 수 있다.
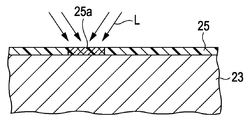
노광 공정
다음으로, 도 22c에 나타낸 바와 같이, 레지스트층(25)에 레이저광(L)을 조사하여 노광 패턴(25a)을 레지스트층(25)에 형성한다. 이 노광 패턴(25a)은, 제1 실시 형태와 마찬가지로 생성된 패턴에 따라서 형성된다. 노광 패턴(25a)의 형상으로서는, 예를 들어, 원형 형상, 타원 형상 및 다각 형상 등을 들 수 있다. 구체적으로는, 최소 거리 Rm 이상 그리고 최대 거리 RM 이하의 범위 내에서 노광 패턴(25a)의 크기를 랜덤하게 변화시키면서, 그리고 노광 패턴(25a)끼리를 접하거나 또는 거의 접하도록 배치하면서, 레이저광(L)을 레지스트층(25)에 조사한다. 또한, 노광 패턴(25a)의 최소 거리 Rm과 최대 거리 RM이, Rm/RM≤0.9의 관계를 만족하도록 조정된다. 각각의 노광 패턴(25a)의 저면이 원형 형상일 경우에는, 상술한 관계에 있어서, 최소 거리 Rm은 최소 반경 Rm이며, 최대 거리 RM은 최대 반경 RM이다. 각각의 노광 패턴(25a)의 저면이 타원 형상일 경우에는, 최소 거리 Rm은 단축 길이(단경)의 최소치 Rm이며, 최대 거리 RM은 장축 길이(장경)의 최대치 RM이다.
현상 공정
다음으로, 예를 들어 노광 패턴(25a)이 형성된 레지스트층(25)을 현상한다. 그 결과, 도 23a에 나타낸 바와 같이, 노광 패턴(25a)에 대응하는 개구부(25b)가 레지스트층(25)에 형성된다. 도 23a에서는, 레지스트로서 포지티브형 레지스트를 사용하고, 노광부에 개구부(25b)를 형성하는 예가 나타내어지고 있지만, 레지스트는 이 예에 한정되는 것이 아니다. 즉, 레지스트로서 네거티브형 레지스트를 사용하고, 노광부를 그대로 남도록 해도 된다.
에칭 공정
다음으로, 예를 들어, 개구부(25b)가 형성된 레지스트층(25)을 마스크로 사용하여 롤(23)의 표면을 에칭한다. 그 결과, 도 23b에 나타낸 바와 같이, 구조체(21a)가 형성된다. 에칭으로서는, 드라이 에칭 및 웨트 에칭의 어느 것이라도 사용할 수 있지만, 설비가 간이한 점 때문에 웨트 에칭을 사용하는 것이 바람직하다. 또한, 에칭으로서는, 예를 들어, 등방성 에칭 및 이방성 에칭의 어느 것이라도 사용할 수 있다.
레지스트 박리 공정
다음으로, 도 23c에 나타낸 바와 같이, 예를 들어, 애싱 등에 의해 기재 표면에 형성된 레지스트층(25)을 박리한다. 그 결과, 기재(11)의 표면의 요철 형상을 반전한 요철 형상을 갖는 엠보싱 롤(롤 원반)(21)이 얻어진다.
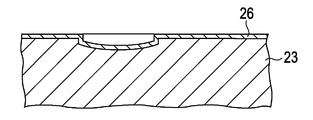
도금 공정
다음으로, 도 23d에 나타낸 바와 같이, 필요에 따라, 엠보싱 롤(21)의 표면에 도금 처리를 실시하여 니켈 도금 등의 도금층(26)을 형성한다. 그 결과, 엠보싱 롤(21)이 얻어진다.
제2 실시 형태에서는, 제1 실시 형태와 마찬가지의 효과를 얻을 수 있다.
3. 제3 실시 형태
도 24는 제3 실시 형태에 따른 광학 필름의 구성의 일례를 나타내는 단면도이다. 이 광학 필름은, 도 24에 나타낸 바와 같이, 기재(11)와 하드 코트층(12)과의 사이에 대전 방지층(14)이 설치되고 있는 점에 있어서, 제1 실시 형태에서의 광학 필름과 상이하다. 기재(11) 및 하드 코트층(12)은, 상술한 제1 실시 형태에서와 마찬가지이므로, 동일한 부호를 부여하고 그 설명을 생략한다.
대전 방지층(14)은 수지 및 대전 방지제를 포함한다. 필요에 따라, 광안정제, 자외선 흡수제, 난연제, 산화 방지제 및 점도 조정제 등의 첨가제를 대전 방지층에 포함시켜도 된다. 수지 및 대전 방지제로서는, 제1 실시 형태에 있어서의 하드 코트층(12)에서 사용된 것과 마찬가지의 것을 사용할 수 있다.
제3 실시 형태에서는, 기재(11)와 하드 코트층(12)과의 사이에 대전 방지층(14)을 설치하고 있으므로, 모아레의 발생이 억제됨과 더불어, 고 방현성, 고콘트라스트, 내찰상성 및 대전 방지 기능을 갖는 광학 필름을 얻을 수 있다.
4. 제4 실시 형태
도 25는 제4 실시 형태에 따른 광학 필름의 구성의 일례를 나타내는 단면도이다. 도 25에 나타낸 바와 같이, 이 광학 필름(1)은, 하드 코트층(12) 위에 반사 방지층(15)을 구비하고 있는 점에 있어서, 제1 실시 형태의 광학 필름과 상이하다. 기재(11) 및 하드 코트층(12)은, 상술한 제1 실시 형태에서와 마찬가지이므로, 동일한 부호를 부여하고 그 설명을 생략한다.
반사 방지층(15)으로서는, 예를 들어, 중공 미립자를 포함하는 저굴절률층 또는 불소계 수지를 포함하는 저굴절률층을 사용할 수 있다. 중공 미립자로서는, 실리카 및 알루미나 등의 무기 미립자와, 스티렌 및 아크릴 등의 유기 미립자를 들 수 있지만, 실리카 미립자가 특히 바람직하다. 이 중공 미립자는 내부에 공기를 함유하고 있기 때문에, 그 자신의 굴절률은 통상의 입자보다 낮아진다. 예를 들어, 실리카 미립자의 굴절률이 1.46인 것에 대해서, 중공 실리카 미립자의 굴절률은 1.45 이하이다.
제4 실시 형태에서는, 하드 코트층(12) 위에 반사 방지층(15)을 설치하고 있으므로, 제1 실시 형태에 비해서 방현성을 향상시킬 수 있다.
5. 제5 실시 형태
제5 실시 형태는, 제1 실시 형태에 있어서 방현성 필름으로서 사용한 광학 필름을, 안티 뉴튼 링(Anti Newton-Ring:ANR) 필름으로서 사용하는 것이다.
도 26은 제5 실시 형태에 따른 표시 장치의 구성예를 도시하는 단면도이다. 이 표시 장치는 표시부(31)와 이 표시부(31)의 전방면측에 배치된 전방면 부재(32)를 포함한다. 표시부(31)와 전방면 부재(32)와의 사이에는 예를 들어 공기층이 형성된다. 표시부(31)의 전방면측 및 전방면 부재(32)의 이면측의 적어도 한쪽에는 광학 필름(33)이 구비된다. 도 26에서는, 표시부(31)의 전방면측 및 전방면 부재(32)의 이면측에 각각 배치된 두 개의 광학 필름(33)을 포함하는 표시 장치의 예가 나타내어지고 있다. 뉴튼 링 발생의 억제의 관점에서 보면, 표시부(31)의 표시면측 및 전방면 부재(32)의 이면측에 각각 두 개의 광학 필름(33)을 제공하는 것이 바람직하다. 광학 필름(33)은 접착제 등을 통해 전방면 부재(32)와 표시부(31)에 접합된다. 본 발명에 있어서, 전방면은 표시면이 되는 쪽의 면, 즉, 관찰자측이 되는 면을 말하고, 이면은 표시면과는 반대가 되는 쪽의 면을 말한다.
사용할 수 있는 표시부(31)로서는, 예를 들어, 액정 디스플레이, CRT 디스플레이, 플라즈마 디스플레이 패널, 유기 EL(Electro Luminescence) 디스플레이, 무기 EL 디스플레이, 표면 전도형 전자 방출 소자 디스플레이(Surface-conduction Electron-emitter Display:SED) 및 전계 방출형 디스플레이(Field Emission Display:FED) 등을 들 수 있다.
전방면 부재(32)는, 표시부(31)의 전방면(관찰자측)에 기계적 충격으로부터의 보호, 열로부터의 보호 및 내후적 보호를 제공하기 위해, 그리고 또한 의장성을 목적으로 하여 사용하는 것이다. 전방면 부재(32)는, 예를 들어, 시트, 필름 또는 판이 될 수 있다. 전방면 부재(32)의 재료로서는, 예를 들어, 유리, 트리아세틸셀룰로오스(TAC), 폴리에스테르(TPEE), 폴리에틸렌 테레프탈레이트(PET), 폴리이미드(PI), 폴리아미드(PA), 아라미드, 폴리에틸렌(PE), 폴리아크릴레이트, 폴리에테르 술폰, 폴리술폰, 폴리프로필렌(PP), 디아세틸 셀룰로스, 폴리염화비닐, 아크릴 수지(PMMA), 폴리카르보네이트(PC) 등을 사용할 수 있지만, 특히 이들 재료에 한정되는 것이 아니다. 투명성을 갖는 재료이면 사용할 수 있다.
도 27은 광학 필름의 구성의 일례를 나타내는 단면도이다. 광학 필름(33)은, 표시 장치에 있어서의 뉴튼 링의 발생을 억제하기 제공된다. 도 27에 나타낸 바와 같이, 광학 필름(33)은 기재(34)와, 이 기재(34) 위에 배치된 하드 코트층(35)을 포함한다. 광학 필름(33)은, 접착층(36)을 통해서 전방면 부재(32) 등의 피착체에 대하여 부착된다. 접착층(36)은 주로 접착제로 이루어져 있다. 이 접착제로서는, 예를 들어, 광학 필름의 기술 분야에 있어서 공지의 것을 사용하는 것이 가능하다. 또한, 본 명세서에서는, 감압성 점착제(PSA:Pressure Sensitive Adhesive) 등의 점착제도 접착제의 일종으로 간주한다.
광학 필름(33)으로서는, 제1 실시 형태에 있어서의 광학 필름(1)과 마찬가지의 것을 사용할 수 있다. 구체적으로는, 기재(34)는 제1 실시 형태에 있어서의 기재(11)와 같은 것일 수 있고, 하드 코트층(35)은 제1 실시 형태에 있어서의 하드 코트층(12)과 같은 것일 수 있다.
도 27에 나타낸 바와 같이, 반사광의 저감의 관점에서, AR(Anti-Reflection)층(37)을 하드 코트층(35) 위에 형성하는 것이 바람직하다. AR층(37)으로서는, 드라이 방식 및 웨트 방식의 어느쪽의 것도 사용할 수 있지만, 웨트 방식의 것이 바람직하다. 웨트 방식의 AR층(37)으로서는, 예를 들어, 불소계 수지를 포함하는 것과, 실리카 등의 중공 미립자를 포함하는 것을 사용할 수 있다.
제5 실시 형태에 따르면, 표시부(31)의 전방면측 및 전방면 부재(32)의 이면측의 적어도 한쪽에, 광학 필름(33)을 배치한다. 그 결과, 뉴튼 링의 발생을 억제하거나, 또는 신경 안쓰이는 정도까지 뉴튼 링의 발생을 저감시킬 수 있다.
6. 제6 실시 형태
도 28은 제6 실시 형태에 따른 표시 장치의 구성예를 도시하는 단면도이다. 제6 실시 형태는, 표시부(31)와, 이 표시부(31) 뒤의 이면 부재(38)를 구비하고, 표시부(31)의 이면측 및 이면 부재(38)의 전방면측의 적어도 한쪽에, 광학 필름(33)을 구비하는 점에 있어서, 제5 실시 형태와 상이하다.
도 28에서는, 표시부(31)의 이면측 및 이면 부재(38)의 전방면측에 각각 배치된 두 개의 광학 필름(33)을 포함하는 표시 장치의 예가 나타내어지고 있다. 또한, 제5 실시 형태와 마찬가지의 부분에는 동일한 부호를 부여하고 그 설명을 생략한다.
이면 부재(38)는, 예를 들어, 시트, 필름 또는 판이 될 수 있다. 표시부가 액정 디스플레이일 경우, 이면 부재(38)는, 예를 들어, 광원 조도를 면내에서 균일화하기 위한 확산판 또는 확산 시트, 시야각을 제어하기 위한 렌즈 필름, 광원으로부터의 광을 편광 분리하여 재이용하기 위한 편광 분리 반사 필름 등이다.
제6 실시 형태에 따르면, 표시부(31)의 이면측 및 이면 부재(38)의 전방면측의 적어도 한쪽이 광학 필름(33)을 갖기 때문에, 뉴튼 링의 발생을 억제하거나, 또는 신경 안쓰이는 정도까지 뉴튼 링의 발생을 저감시킬 수 있다.
7. 제7 실시 형태
도 29는 제7 실시 형태에 따른 방현성 필름의 제조 방법의 일례에 대해서 설명하기 위한 흐름도이다. 도 30 내지 도 32는, 제7 실시 형태에 따른 광학 필름의 제조 방법의 일례를 설명하기 위한 공정도이다. 이 제7 실시 형태는, 복수의 개구부를 갖는 에칭 마스크를 사용하여, 원반의 표면에 대하여 제1 에칭 처리를 실시한 후, 에칭 마스크를 원반의 표면으로부터 제거하고, 원반의 표면 전체에 대하여, 제2 에칭 처리를 실시하는 점에 있어서, 제2 실시 형태와 상이하다. 여기서, 제1 에칭의 깊이 D1은, 제1 에칭 처리에 의해 원반 표면에 형성되는 오목 형상의 구조체 중에서 가장 깊은 값을 가리킨다. 보통, D1은 에칭액의 에칭 레이트와 에칭 처리 시간에 의해 결정된다. 동일한 에칭액을 사용하고, 에칭량이 그다지 많지 않을 경우, D1은 에칭 처리 시간 Te1에 대략 비례하여 증대된다. 처리 시간 Te1의 에칭에 의해, 제1 에칭 처리 깊이 D1이 얻어졌을 경우, 이 에칭액의 에칭 레이트를 D1/Te1로서 정의할 수 있다.
제2 에칭 처리는, 상기와 같이 하여 구한 에칭 레이트 D1/Te1의 에칭액을 이용하여, 소정의 시간 Te2 동안, 롤의 전 표면을 에칭함으로써 행하여진다. 이때 상기 에칭 레이트 D1/Te1에 Te2를 곱하여 얻은 값을 제2 에칭 처리 깊이 D2로서 정의한다(D2=(D1/Te1)ㆍTe2).
이하, 도 29에 나타내는 흐름도, 및 도 30 내지 도 32에 나타내는 공정도를 참조하면서, 본 발명의 제7의 실시 형태에 따른 방현성 필름의 제조 방법에 대해서 설명할 것이다.
도금 처리 공정
스텝 S101에서, 피가공체인 기재(21)의 표면에 도금 처리를 실시하고, 구리 도금 등의 도금층을 형성한다. 피가공체인 기재(21)의 형상은 판 형상, 시트 형상, 필름 형상, 블록 형상, 원기둥 형상, 원통 형상 등일 수 있다.
레지스트층 형성 공정
다음으로, 스텝 S102에서, 기재(21)의 표면 상에 레지스트층(22)을 형성한다 (도 30a 참조). 레지스트층(22)의 재료로서는, 예를 들어, 무기 레지스트 또는 유기 레지스트 중 어느 하나를 사용할 수 있다. 또한, 기재(21)가 원기둥 형상 또는 원통 형상인 경우에는, 그것들의 외주면에 레지스트층(22)을 형성하는 것이 바람직하다.
노광 공정
다음으로, 스텝 S103에서, 예를 들어, 레지스트층(22)에 레이저광 L1을 조사하여, 특정 노광 패턴을 갖는 복수의 노광부(22a)를 레지스트층(22)에 형성한다 (도 30b 참조). 예를 들어, 최소 거리 Rm 이상, 최대 거리 RM 이하의 범위 내에서 노광부(22a)의 크기를 랜덤하게 변화시키는 동시에, 노광부(22a)끼리 접하거나 실질적으로 접하도록 하면서, 레이저광 L1을 레지스트층(22)에 조사한다. 또한, 노광부(22a)의 최소 거리 RM과 최대 거리 RM은 Rm/RM≤0.9의 관계를 만족하도록 조정된다. 여기서, 최소 거리 Rm은 노광부(22a)의 무게 중심으로부터 외주까지의 최단 거리이고, 최대 거리 RM은 노광부(22a)의 무게 중심으로부터 외주까지의 최대 거리이다. 노광부(22a)가 형상으로는, 예를 들어, 원형 형상, 타원 형상, 다각 형상 등을 들 수 있다. 또한, 노광부(22a)가 원형 형상일 경우에는, 최소 거리 Rm은 최소 반경 Rm이며, 최대 거리 RM은 최대 반경 RM이다. 노광부(22a)가 타원 형상일 경우에는, 최소 거리 Rm은 단축 길이(짧은 직경)의 최소치 Rm이고, 최대 거리 RM은 장축 길이(긴 직경)의 최대치 RM이다.
현상 공정
다음으로, 스텝 S104에서, 노광부(22a)들이 형성된 레지스트층(22)을 현상한다. 그 결과, 노광부(22a)에 대응하는 개구부(22b)가 레지스트층(22)내에 형성된다(도 30c 참조). 또한, 도 30c에서는, 레지스트로서 포지티브형 레지스트를 사용하고, 노광부(22a)가 개구부(22b)를 형성하는 예가 나타내어지고 있지만, 레지스트는 이 예에 한정되는 것이 아니라는 것에 유의하라. 즉, 레지스트로서 네거티브형 레지스트를 사용할 수도 있고, 노광부(22a)를 그대로 남길 수도 있다.
인접하는 개구부(22b)의 사이의 최소 간격 d는 1μm 이상, (D2×4)μm 이하인 것이 바람직하다. 여기서, D2는 재에칭(제2 에칭 처리)에 의한 에칭 깊이(량)이다. 최소 간격이 1μm미만인 경우, 재 에칭시에, 원기둥 형상 등을 갖는 오목부간의 벽이 무너져서 오목부들이 서로 연결되어, 평탄부가 많아지고, 방현성이 저하하는 경향이 있다. 최소 간격이 (D2×4)μm을 초과하면, 기재(21)의 전면을 재에칭해도, 평탄부의 면적이 증가하여, 방현성이 저하하는 경향이 있다.
에칭 공정
다음으로, 스텝 S105에서, 개구부(22b)들이 형성된 레지스트층(22)을 에칭 마스크로 이용하여 기재(21)의 표면을 에칭 처리(제1 에칭 처리)한다. 그 결과, 오목부(21a)가 형성된다(도 31a 참조). 에칭으로서는, 드라이 에칭 또는 웨트 에칭 중 어느 하나를 사용할 수 있지만, 설비가 간이한 웨트 웨칭을 사용하는 것이 바람직하다. 에칭으로서는, 등방성 에칭 또는 이방성 에칭 중 어느 하나를 사용할 수 있으며, 원하는 형상의 구조체(11a)에 기초하여 적절히 선택하는 것이 바람직하다. 에칭 깊이 D1은 0.5μm 이상, 10μm 이하인 것이 바람직하다. 에칭 깊이가 0.5μm미만인 경우에는, 방현성을 유지하기 위해 하드 코트(hard coat)의 두께를 얇게 할 필요가 있기 때문에, 연필 경도가 열화하는 경향이 있다. 또한, 재에칭 처리에 의해, 오목부의 깊이가 얕아지거나 평탄부의 면적이 증가하여, 방현성이 저하하는 경향이 있다. 만일 깊이가 10μm를 초과하면, 하드 코트의 도포후에 거친 느낌이 발생하거나, 백탁(clouding)을 줄이기 위해서 하드 코트 두께를 두껍게 할 필요가 있어서, 컬(curling)이 커진다. 또한, 전사 속도가 낮아지고, 생산성이 나빠지는 경향이 있다. 에칭액으로서는, 염화 제2구리 에칭액(염화 제2구리, 염산, 물)일 수도 있지만 이에 국한되지 않는다.
레지스트 박리 공정
다음으로, 스텝 S106에서, 애싱 등에 의해, 기재의 표면에 형성된 레지스트층(22)을 박리한다(도 31b 참조). 그 결과, 동일 깊이를 갖는 오목부(21a)는 기재 표면에 형성된다. 즉, 기재 표면에는 요철면이 형성된다.
재에칭 공정
다음으로, 스텝 S107에서, 기재(21)의 요철면 전체에 재에칭 처리(제2 에칭 처리)를 실시한다. 그 결과, 기재(21)의 표면에 형성된 복수의 오목부(21a)를, 예를 들어 원기둥 형상에서 돔 형상으로 바꿈으로써, 매끄러운 요철면을 갖는 원반(23)이 얻어진다(도 31c 참조). 이 원반(23)의 요철면은 기재(11)의 요철면을 반전한 것이며, 연속적인 파면(wavy surface)인 것이 바람직하다. 이는 기재(11)상에 연속적인 파면을 전사하는 것이 가능하기 때문이다. 여기서, "연속적인 파면"은 원반 표면에 불연속점이나 단차가 없어서 표면이 매끄럽고, 특히, 원반 표면의 임의인 점에서 미분가능하다는 것을 의미한다. 이 재에칭의 에칭 깊이 D2는 (D1×0.6)μm이상, (D1×2)μm 이하인 것이 바람직하다. 깊이가 (D1×0.6)μm미만이라면, 돔 형상 등의 형성이 불충분해지고, 평탄부가 남겨지며, 직선 경사가 형성되어, 방현성의 개선이 불충분해지는 경향이 있다. 이와는 대조적으로, 깊이가 (D1×2)μm을 초과하면, 오목부가 지나치게 얕아지거나 평탄부의 면적이 증가하여, 방현성이 저하하는 경향이 있다.
원반(예를 들면, 롤 원반)(23)상에 형성되는 구조체(전사용 구조체)(21a)는 특정 형성 및 크기로 정의되는 개구부와 원반 표면에 형성된 특정 깊이를 갖는 오목 구조로서 식별될 수 있다. 즉, 이들은 필름상에 형성되는 구조체를 반전한 구조로서 식별될 수 있다.
오목 구조의 형상을 확인 또는 측정하기 위해서는, UV 경화 수지 등을 사용해서 원반(23)으로부터 추출한 복제품 형상(볼록 형상의 구조체)을 취득할 수도 있다. 예를 들면, 다음과 같이, UV 경화 수지를 사용해서 원반(23)으로부터 복제품을 추출할 수 있다. 우선, 표층이 평탄한 투명한 필름 기재(예를 들면, PET 필름)와 원반 표면 사이의 간극에 UV 경화 수지를 적당량 채우고, UV 경화 수지가 필름과 원반(23)에 의해 개재된 영역에서 평탄 상태가 확산될 때까지 충분히 고르게 한다. 다음으로, UV 경화 수지는 필름측에서 UV 광을 적당한 시간동안 조사하여 경화시킨다. 이후, 필름을 원반 표면보다 박리함으로써, 필름 기재상에서 UV 경화 수지로 이루어지는 볼록 형상의 구조체가 형성된 복제품을 얻을 수 있다.
전사용의 구조체(오목 형상 구조체)(21a)의 무게 중심, 반경, 및 깊이의 정의에 대해서는, 상기 복제품의 볼록 형상의 구조체에 대하여, 상술한 광학 소자상의 구조체(11a)의 정의를 사용할 수 있다. 여기서, 전사용의 구조체(21a)의 깊이는 복제품의 볼록 형상 구조체의 높이를 의미하고, Z축은 복제품 추출시에 사용한 필름 기재 표면에 수직한 방향이다. 게다가, 저면 및 반경을 정의하기 위한 투영면(projection plane)은 Z축과 수직으로 교차하는 임의의 평면이다. 측정 방법도 광학 소자상의 구조체(11a)를 평가할 때에 사용한 방법과 마찬가지의 방법을 적용할 수도 있다.
도금 처리 공정
다음으로, 스텝 S108에서, 필요에 따라 원반(23)의 요철면에 도금 처리를 실시하여, Cr 도금 등의 도금층을 형성한다.
형상 전사 공정
다음으로, 스텝 S109에서, 기재(11)의 평탄한 표면에 대하여 원반(23)을 누룸과 함께, 기재(11)를 가열함으로써, 원반(23)의 요철 형상을 기재(11)에 전사한다(도 31d 참조). 그 결과, 요철면을 갖는 기재(11)가 얻어진다.
도포(coating) 공정
다음으로, 스텝 S110에서, 수지 조성물(이하, "도료"라고도 칭한다)(13)을 기재(11)의 요철면상에 도포한다(도 32a 참조). 이 도포 방법은 특별히 한정되는 것이 아니고, 공지의 도포 방법을 사용할 수도 있다. 코팅 방법으로서는, 예를 들어, 마이크로 그라비어 도포법, 와이어 바 도포법, 다이렉트 그라비아 도포법, 다이 도포법, 침지(dipping)법, 스프레이 도포법, 리버스 롤 도포법, 커튼 도포법, 콤마 도포법, 나이프 도포법, 스핀 도포법을 들 수 있다.
수지 조성물
수지 조성물로서는 후속 공정인 건조 공정(스텝 S111)에서, 점도가 상승하고, 유동성이 상실되는 특성을 갖는 것이 바람직하다. 이는 후속 공정인 건조 공정에서, 기재(11)의 요철면에 수지 조성물이 뒤따르게 할 수 있기 때문이다. 수지 조성물로서는, 제조 용이성의 관점에서, 광 또는 전자선 등에 의해 경화될 수 있는 전리(ionization) 방사선 경화형 수지 또는 열에 의해 경화될 수 있는 열경화형 수지를 사용하는 것이 바람직하다. 전리 방사선 경화형 수지로서는 광에 의해 경화하는 감광성 수지 조성물이 바람직하고, 자외선에 의해 경화하는 자외선 경화형 수지 조성물이 보다 바람직하다. 전리 방사선 경화형 수지 또는 열경화형 수지는 점도 조정제 및 용제(solvent)를 포함하고 있는 것이 바람직하다. 이는 이들 재료가 결합되는 경우, 후속 공정인 건조 공정에서, 기재(11)의 요철면에 수지 조성물이 뒤따를 수 있기 때문이다.
자외선 경화형 수지 조성물
자외선 경화형 수지 조성물은 예를 들어, 아크릴레이트, 광중합 개시제, 점도 조정제 및 용제를 함유하고 있다. 또한, 자외선 경화형 수지 조성물이, 오염 방지 특성 부여의 관점에서, 오염 방지제를 더 함유하는 것이 바람직하다. 자외선 경화형 수지 조성물은 기재(11)에 대한 습윤성 향상의 관점에서, 레벨링제(leveling agent)를 더 함유하는 것이 바람직하다. 자외선 경화형 수지 조성물은 대전 방지(antistatic) 기능을 방현성 필름(1)에 부여하는 관점에서, 대전 방지제를 더 함유하는 것이 바람직하다. 또한, 자외선 경화형 수지 조성물은 필요에 따라, 하드 코트에 내부 헤이즈(haze)를 부여하는 유기 또는 무기 필러를 더 함유할 수도 있다. 이렇게 필러를 함유시킬 경우, 필러와 매트릭스간의 굴절률 차는 0.01 이상인 것이 바람직하다. 필러의 평균 입경은, 0.1 내지 1μm인 것이 바람직하다. 자외선 경화형 수지 조성물은 필요에 따라, 광안정제, 난연제(flame retardant) 및 산화 방지제 등을 더 함유할 수도 있다.
이하, 아크릴레이트, 광중합 개시제, 점도 조정제, 용제, 대전 방지제, 오염 방지제 및 레벨링제에 대해서 순차 설명한다.
아크릴레이트
아크릴레이트로서는, 2개 이상의 (메쓰(math))아크릴로일 기(acryloyl group)를 갖는 단량체(monomer) 및/또는 올리고머를 사용하는 것이 바람직하다. 이 단량체 및/또는 올리고머로서는, 예를 들어, 우레탄 (math)아크릴레이트, 에폭시 (math)아크릴레이트, 폴리에스테르 (math)아크릴레이트, 폴리올 (math)아크릴레이트, 폴리에테르 (math)아크릴레이트, 멜라민 (math)아크릴레이트를 사용할 수 있다. 여기서, "(math)아크릴로일 기"는 아크릴로일 기 또는 메타크릴로일(methacryloyl) 기 중 어느 하나를 의미한다. 게다가, "올리고머"는 분자량이 500 이상, 60000 이하인 분자를 말한다.
광중합 개시제
광중합 개시제로서는 공지의 재료로부터 적절히 선택한 것을 사용할 수 있다. 공지의 재료로서는 예를 들어, 벤조페논 유도체, 아세토페논 유도체, 안트라퀴논 유도체 등을 포함한다. 이들은 단독으로 또는 조합하여 사용될 수 있다. 중합 개시제의 배합량은 고형분 중 0.1 질량% 이상 10 질량% 이하인 것이 바람직하다. 배합량이 0.1 질량% 미만인 경우, 광 경화성이 저하하고, 그러한 광중합 개시제는 실질적으로 공업 생산에 적합하지 않다. 배합량이 10 질량%를 초과할 때, 조사광량이 작을 경우, 도료에 악취가 남는 경향이 있다. 여기서, "고형분(solid)은 경화후의 하드 코트층(12)을 구성하는 모든 성분, 예를 들어 용제 및 점도 조정제이외의 모든 성분을 말한다. 구체적으로는, 아크릴레이트, 광중합 개시제, 무기 산화물 필러, 대전 방지제, 레벨링제, 및 오염 방지제 등을 고형분이라고 한다.
점도 조정제
점도 조정제(구조 점성제)로서는, 무기계 및/또는 유기계의 점도 조정제를 사용할 수도 있으며, 양자 모두를 사용하는 것이 바람직하다. 이는 양자 모두를 사용하면 형상 추종 특성(shape-following property)이 높아지기 때문이다. 예를 들면, 무기계의 점도 조정제로서는, 무기 산화물 필러를 사용할 수도 있다. 무기 산화물 필러로서는, 예를 들어, 실리카, 알루미나, 지르코니아, 5산화 안티몬, 산화아연, 산화 주석, 산화 인듐 주석(Indium Tin Oxide:ITO), 산화 인듐, 안티몬- 도프 산화 주석(Antimony-doped tin oxide:ATO) 및 산화 알루미늄 아연(Alminum Zinc Oxide:AZO)을 사용할 수 있다. 무기 산화물 필러는 (math)아크릴 기, 비닐 기, 에폭시 기 등의 관능기(functional group)를 갖는 유기계 분산제로 표면 처리하는 것이 바람직하다. 유기계 분산제로서는, 예를 들어, 상기 관능기를 말단에 갖는 실란 커플링제가 적합하다. 말단에 아크릴 기를 갖는 실란 커플링제로서는, 예를 들어, Shin-Etsu Chemical사의 KBM-5103을 들 수 있다. 말단에 메타크릴 기를 갖는 실란 커플링제로서는, 예를 들어, Shin-Etsu Chemical사의 KBM-502, KBM-503, KBE-502, KBE-503을 들 수 있다. 말단에 비닐 기를 갖는 실란 커플링제로서는, 예를 들어, Shin-Etsu Chemical사의 KA-1003, KBM-1003 및 KBE-1003을 들 수 있다. 말단에 에폭시 기를 갖는 실란 커플링제로서는, 예를 들어, Shin-Etsu Chemical사의 KBM-303, KBM-403, KBE-402 및 KBE-403을 들 수 있다. 실란 커플링제 이외에, 유기 카르복실산을 사용할 수도 있다. 이렇게 표면 처리된 무기 산화물 필러를 사용함으로써, 후술하는 도료의 경화 공정에서, 무기 산화물 필러가 그 주위에 있는 (math)아크릴 단량체 및/또는 올리고머 등의 아크릴레이트와 일체화되기 때문에, 도료의 경도 및 가요성이 향상된다.
무기 산화물 필러는 그 표면에 OH 기 등을 갖는 것이 바람직하다. 이러한 방식으로, 후술하는 도료의 건조 공정에서, 용제가 증발하는 과정에서, 무기 산화물 필러 표면 상의 OH 기 등과, 점도 조정제가 갖는 관능기 사이에, 수소 결합 또는 배위결합이 형성되어, 도료의 점도가 상승하고, 바람직하게는 도료가 겔화(gelation)한다. 이렇게 점도가 상승함으로써, 도료는 기재(11)상의 요철 형상에 추종하고, 도료 표면에 기재(21)의 요철 형상을 모방한 요철 형상이 형성된다.
무기 산화물 필러의 평균 입경은, 예를 들어, 1nm 이상, 100nm 이하이다. 무기 산화물 필러 배합량은 고형분 중 10 질량% 이상, 70 질량% 이하인 것이 바람직하다. 여기서, 전체 고형분을 100 질량%로 설정한다. 고형분이 10 질량% 미만인 경우, 시스템은 용매 증발 과정에서 점도화하지 않게 되는 경향이 있거나, 고점도화에 필요한 점도 조정제량이 지나치게 많아져, 도료에 탁도(turbid)가 발생하거나 도료 경도가 열화하는 경향이 있다. 이와는 대조적으로, 배향량이 70 질량%를 초과하면, 경화막의 가요성이 저하하는 경향이 있다.
유기계의 점도 조정제로서는, 예를 들어, 히드록시 기(OH 기), 카르복실 기(COOH 기), 우레아 기(-NH-CO-NH-), 아미드 기(-NH-CO-), 아미노 기(NH2)를 갖는 분자를 사용할 수 있고, 이것들의 관능기로부터 선택되는 적어도 1종의 관능기를 2개 이상 갖는 분자를 사용하는 것이 바람직하다. 점도 조정제로서는, 무기 산화물 필러의 응집을 억제하는 관점에서, 카르복실 기를 갖는 분자를 사용하는 것이 바람직하다. 공지의 흐름 멈춤제(anti-sagging agent) 또는 침강 방지제(anti-sedimentation)를 적용하는 것도 가능하다. 점도 조정제로서는 예를 들어, BYK Japan KK의 BYK-405, BYK-410, BYK-411, BYK-430 및 BYK-431 그리고 kyoeisha Chemical사의 Talen 1450, Talen 2200A, Talen 2450, Flowlen G-700, Flowlen G-900이 적합하다. 점도 조정제의 배합량은 전체 도료의 100 질량부에 대하여 0.001 내지 5 질량부인 것이 바람직하다. 최적인 배합량은 무기 산화물 필러의 재료 종류 및 배합량, 점도 조정제의 재료 종류 및 원하는 하드 코트 막 두께에 따라서 적절하게 선택하는 것이 바람직하다.
용제
용제로서는, 아크릴레이트 등의 수지 원료를 용해함과 함께, 기재(11)와의 습윤성이 양호하며, 기재(11)를 표백시키지 않는 것이 바람직하다. 이러한 용제로서는, 예를 들어, 아세톤, 디에틸케톤, 디프로필 케톤, 메틸 에틸 케톤, 메틸 부틸 케톤, 메틸 이소부틸 케톤, 시클로헥사논, 포름산 메틸, 포름산 에틸, 포름산 프로필, 포름산 이소프로필, 포름산 부틸, 아세트산 메틸, 아세트산 에틸, 아세트산 프로필, 아세트산 이소프로필, 아세트산 부틸, 아세트산 이소부틸, 아세트산 제2부틸, 아세트산 아밀, 아세트산 이소아밀, 아세트산 제2 아밀, 프로피온산 메틸, 프로피온산 에틸, 부티르산 메틸, 부티르산 에틸, 락트산 메틸 등의 케톤류 또는 카르복실산 에스테르류; 메탄올, 에탄올, 이소프로판올, n-부탄올, 제2부탄올, 터트 부탄올(tert-butanol) 등의 알코올류; 및 테트라히드로푸란, 1,4-디옥산, 1,3-디옥솔란등의 에테르류를 들 수 있다. 이것들의 용제는 단일이거나 2 성분 이상의 혼합물로서 사용될 수도 있고, 또한, 상술한 것 이외의 용제를 수지 재료의 성능이 손상되지 않는 범위에서 부가할 수도 있다.
대전 방지제
수지 조성물은, 상술한 바와 같이, 대전 방지제를 더 함유하는 것이 바람직하다. 4급 암모늄염, 도전성 중합체, 이온성 액체, 및 도전성 미립자로부터 선택된 적어도 하나를 대전 방지제로서 포함하는 것이 바람직하다.
4급 암모늄염으로서는 4급 암모늄염 기를 분자중에 갖는 화합물을 사용하는 것이 바람직하다. 4급 암모늄염 기를 분자중에 갖는 화합물로서는, 1개 또는 2개 이상의 4급 암모늄염 기와, 1개 또는 2개 이상의 (math)아크릴로일 기를 갖는 단량체 및/또는 올리고머를 사용하는 것이 바람직하다. 그 분자 내의 4급 암모늄염 기로 인해, 대전 방지 기능을 하드 코트층(12)에 부여할 수 있다. 단량체 및/또는 올리고머가 (math)아크릴로일 기를 가짐으로써, 자외선 조사에 의해 매트릭스 수지 등과 일체화된다. 그 결과, 4급 암모늄염의 블리드 아웃(bleeding out)이 억제된다.
4급 암모늄염 기를 분자중에 갖는 화합물로서는, 예를 들어, 메타크릴로일옥시에틸트리메틸암모늄 클로라이드, 아크릴로일옥시에틸트리메틸암모늄 클로라이드, 아크릴로일아미노프로필트리메틸암모늄 클로라이드, 메타크릴로일아미노프로필트리메틸암모늄 클로라이드, 아크릴로일옥시에틸디메틸벤질암모늄 클로라이드, 메타크릴로일옥시에틸디메틸벤질암모늄 클로라이드, 메타크릴로일아미노프로필디메틸벤질암모늄 클로라이드, 메타크릴로일옥시에틸트리메틸암모늄메틸 설페이트, 메타크릴로일아미노프로필트리메틸암모늄메틸 설페이트, 메타크릴로일옥시에틸디메틸에틸암모늄에틸 설페이트, 메타크릴로일아미노프로필디메틸에틸암모늄에틸 설페이트, 메타크릴로일옥시에틸트리메틸암모늄 p-톨루엔설포네이트, 메타크릴로일아미노프로필 트리메틸암모늄 p-톨루엔설포네이트를 들 수 있다.
도전성 중합체로서는, 예를 들어, 치환 또는 비치환의 폴리아닐린, 폴리피롤, 폴리티오펜, 및 이것들로부터 선택되는 적어도 하나로 이루어진 (공)중합체를 들 수 있다. 특히, 폴리피롤, 폴리티오펜, 폴리(N-메틸 피롤), 폴리(3-메톡시티오펜), 폴리(3,4-에틸렌디옥시티오펜) 및 이것들로부터 선택된 적어도 하나로 구성된 (공)중합체가 적합하다.
도전성 중합체로서는, 자외선 경화형 수지 조성물과의 상용성이 좋은 것을 선택하는 것이 바람직하다. 상용성이 나쁠 경우, 원하는 대전 방지 성능을 얻기 위해서 필요한 도전성 중합체의 배합량이 많아지고, 기계 특성 열화나 착색(투명성 열화) 등을 초래할 수도 있다.
도전성 중합체는, 도전성 향상의 관점에서, 도펀트를 함유하는 것이 바람직하다. 도펀트로서는, 예를 들어, 할로겐 화합물, 루이스 산, 프로톤 산 등을 들 수 있다. 구체적으로는, 유기 카르복실산, 유기 술폰산등의 유기산, 유기 시아노 화합물, 풀러렌, 수소화 풀러렌, 카르복실산화 풀러렌, 술폰산화 풀러렌 등과 같은 유기산을 들 수 있다. 폴리스티렌 설폰산을 도프한 폴리 에틸렌디옥시티오펜 용액은, 비교적 열안정성이 높고, 중합도가 낮기 때문에, 도료 형성 후의 투명성을 달성하는 데 유리하다는 점에서 바람직하다.
오염 방지제
수지 조성물은, 상술한 바와 같이, 오염 방지제를 더 함유하는 것이 바람직하다. 오염 방지제로서는, 1개 이상의 (math)아크릴 기, 비닐 기 또는 에폭시 기를 갖는 실리콘 올리고머 및/또는 불소 함유 올리고머를 사용하는 것이 바람직하다. 광학 필름(1)에 내알칼리성을 부여할 필요가 있을 경우, 불소 함유 올리고머를 사용하는 것이 바람직하다. 실리콘 올리고머 및/또는 불소 함유 올리고머의 배합량은 고형분의 0.01 질량% 이상, 5 질량% 이하인 것이 바람직하다. 배합량이 0.01 질량% 미만인 경우, 오염 방지 기능이 불충분해지는 경향이 있다. 이와는 대조적으로, 배합량이 5 질량%를 초과하면, 도료의 경도가 저하하는 경향이 있다. 오염 방지제로서는, 예를 들어, DIC사의 RS-602 및 RS-751-K, Sartomer사의 CN4000, Daikin 공업사의 OPTOOL DAC-HP, Shin-Etsu 화학공업샤의 X-22-164E, Chisso사의 FM-7725, Daicel-Cytec사의 EBECRYL350, 및 Degussa사의 TEGORad2700을 사용하는 것이 바람직하다.
레벨링제
자외선 경화형 수지 조성물은, 상술한 바와 같이, 기재(11)에 대한 습윤성 향상의 관점에서, 공지의 레벨링제를 더 함유하는 것이 바람직하다. 레벨링제의 배합량은, 고형분의 0.01 질량% 이상, 5 질량% 이하인 것이 바람직하다. 배합량이 0.01 질량% 미만인 경우, 습윤성의 향상이 불충분해지는 경향이 있다. 배합량이 5 질량%를 초과하면, 도료의 경도가 저하하는 경향이 있다.
건조 공정
다음으로, 스텝 S111에서, 기재(11)의 요철면상에 도포된 수지 조성물(13)을 건조시킴으로써, 용제를 증발시킨다. 건조 조건은 특별히 한정되는 것이 아니다. 건조는 자연 건조이거나, 건조 시간이나 온도 등을 조정하는 인공적 건조이어도 된다. 그러나, 건조시에 도료 표면에 바람을 맞출 경우, 도료 표면에 잔물결(wind ripple)이 발생하지 않는 것이 바람직하다. 건조 온도 및 건조 시간은 도료내에 포함되는 용제의 비등점(boiling point)에 기초하여 적절히 결정될 수 있다. 그러한 경우, 건조 온도 및 건조 시간은 기재(11)의 내열성을 고려하고, 열수축에 의해 기재(11)의 변형이 일어나지 않는 범위 내에서 선정하는 것이 바람직하다.
용제가 증발하는 과정에서, 도료의 고형분 농도가 상승하고, 시스템에서 무기 산화물 필러와 점도 조정제간에 형성된 수소 결합 또는 배위 결합 등의 결합에 의해 네트워크가 형성된다. 그 결과, 점도가 상승하고, 도료는 점도화된다. 이렇게 점도가 증가함으로써, 기재(11)의 요철 형상이 건조한 수지 조성물의 표면(13s)에 남겨진다(도 32b 참조). 즉, 건조한 수지 조성물의 표면(13s)에 적당한 매끄러움이 형성되고, 방현성이 나타난다. 상술한 바와 같이, 수지 조성물이 용매 증발 과정에서 고점도화하면, 건조후의 수지 조성물이 기재(11)의 요철 형상을 닮게 되어, 방현성이 나타난다. 이와는 대조적으로, 자외선 경화형 수지 조성물이 고점도화하지 않을 경우, 건조된 수지 조성물에 의해, 기재(11)의 요철 형상이 평탄하게 되어, 방현성이 얻어지지 않게 된다.
경화 공정
다음으로, 스텝 S112에서, 예를 들어 전리 방사선 L2의 조사 또는 가열에 의해, 기재(11)의 요철면상에 건조된 수지 조성물(13)을 경화시킨다. 이에 의해, 매끄러운 요철 형상을 갖는 하드 코트층(12)이 형성된다(도 32c 참조). 전리 방사선으로서는, 예를 들어, 자외선, 가시광선, 감마선, 전자선 등을 사용할 수 있다. 생산 설비의 관점에서, 자외선이 바람직하다. 적산 조사량(integrated irradiation intensity)은 수지의 경화 특성, 수지 및 기재(11)의 황변 억제를 고려해서 적절하게 선택하는 것이 바람직하다. 조사의 분위기로서는, 수지 조성물의 종류에 따라 적절히 선택하는 것이 바람직하고, 예를 들어, 공기, 질소, 아르곤 등의 불활성 가스 분위기를 들 수 있다.
그 결과, 원하는 방현성 필름(1)이 얻어진다.
기초 패턴(기재(11)의 요철 패턴)의 형성 방법은 볼록부 직경 분포 선택성, 랜덤 배치성, 높이 제어성 및 볼록부 형상(경사) 제어성 등을 갖는 방법이면 되고, 상술한 형성 방법에 한정되는 것이 아니다. 예를 들면, 금속 다이상에 레지스트를 도포하고, 컴퓨터로 생성한 랜덤 패턴을 레이저에 의해 제거하고, 금속을 에천트로 용해함으로써, 금속 다이 롤에 볼록부를 형성하는 방법을 사용할 수도 있다. 대안적으로, 상술한 기초 패턴의 직경의 확대/축소를 행한 패턴을 사용하여, 다시 레이저 에칭 방법을 다수의 단계로 반복하는 방법도 사용할 수도 있다. 이러한 방법에 의해 패턴을 형성한 후, 레지스트를 박리해서 전체적으로 에칭함으로써, 경사를 완만하게 할 수 있다.
컴퓨터에 의해 랜덤 패턴을 생성할 때에, 원형 패턴의 직경 분포를 좁게하거나, 패턴 밀도를 올리기 위해서 패턴의 배치를 제한하면, 랜덤성이 떨어진다. 이는 그러한 패턴을 사용하는 표시 장치에 모아레(moire)는 생성되지 않지만, 반사광이 분광하는 경향이 있다. 따라서, 원형 패턴의 직경 분포를 넓게 취하고, 배치상의 제약은 취하지 않는 것이 바람직하다. 예를 들어, 원형 패턴의 직경 분포는 바람직하게는 150μm이하, 보다 바람직하게는 20μm이상, 150μm이하로 넓게 취하는 것이 바람직하다. 이러한 원형 패턴의 직경 분포 범위를 선택함으로써, 자기상관함수의 최대치를 0.1 이하로 억제할 수 있고, 분광 현상을 완화할 수 있다. 기재(11)의 구조체 저면의 직경 분포는 상술한 컴퓨터에 의해 생성한 원형 패턴의 것과 실질적으로 동일하다는 것에 유의하라.
원하는 확산 반사 각도 특성을 실현하기 위해서, 다이의 에칭 깊이 및 레지스트 박리 후의 전체 에칭 시간 등을 조정하는 것이 바람직하다. 또한, 무기 필러 및 점도 조정제 등을 첨가해서 레벨링성을 조정한 수지를, 기재(11)의 요철면 상에 막 두께를 조정하면서 도포하는 것이 바람직하다.
상술한 바와 같이, 제1 실시 형태에 따르면, 우선, 복수의 개구부(22b)를 갖는 에칭 마스크를 사용하여, 기재 표면에 대하여 제1 에칭 처리를 실시하고, 에칭 마스크를 기재 표면으로부터 제거한다. 다음으로, 에칭 마스크가 제거된 기재 표면의 전체에 대하여, 제2 에칭 처리(재에칭 처리)행함으로써, 매끄러운 요철을 갖는 원반(23)을 형성한다. 이러한 원반(23)에 의해 성형된 기재 상에 건조에 의해 유동성이 상실된 하드 코트 도료를 도포, 건조 및 경화시킴으로써, 기재 표면의 요철에 모방한 하드 코트층(12)이 형성된다. 따라서, 고방현 및 저백탁의 양쪽 특성을 만족하는 방현성 필름이 얻어진다.
8. 제8 실시 형태
8.1. 광학 필름의 구성
도 33은 제8 실시 형태에 따른 광학 필름에 구비되는 기재의 요철면의 형상의 일례를 나타내는 평면도이다. 도 33에 나타낸 바와 같이, 제8 실시 형태에 따른 광학 필름은 구조체(11)가 제1 구조체(11a1)와 제2 구조체(11a2)를 포함한다는 점에서 제1 실시 형태의 것과는 상이하다.
제1 구조체(11a1)의 저면의 크기는 0μm≤R1m <R1M≤75μm의 범위 내에서 랜덤하게 변화하고, 제2 구조체(11a2)의 저면의 크기는 R2m <R2M≤R1m의 범위 내에서 랜덤하게 변화하는 것이 바람직하다. 여기서, 최소 거리 R1m은 제1 구조체(11a1)의 저면의 무게 중심으로부터, 저면의 주연까지의 최단 거리이고, 최대 거리 R1m은 제1 구조체(11a1)의 저면의 무게 중심으로부터, 저면의 주연까지의 최장 거리이다. 또한, 최소 거리 R2m은 제2 구조체(11a2)의 저면의 무게 중심으로부터, 저면의 주연까지의 최단 거리이고, 최대 거리 R2m은 제2 구조체(11a2)의 저면의 무게 중심으로부터, 저면의 주연까지의 최장 거리이다. 10μm>R1m인 경우, 해당하는 구조체가 실질적으로 평탄하게 되고, 표면이 불균일하게 되는 경향이 있다. R1M> 75μm인 경우, 표면이 거칠게 되거나, 화면이 눈부시게 나타날 수도 있다.
제2 구조체(11a2)가 제1 구조체(11a1) 사이의 간극에 배치되고, 제1 구조체(11a1)의 높이의 최소치 h1 및 제2 구조체(11a2)의 높이의 최대치 h2가, h1≥h2의 관계를 만족할 경우에는, 제1 구조체(11a1) 및 제2 구조체(11a2)의 저면의 크기가 이하와 같이 변화하는 것이 바람직하다. 즉, 제1 구조체(11a1)의 저면의 크기는 R1m <R1M≤75μm의 범위 내에서 랜덤하게 변화하는 것이 바람직하고, 제2 구조체(1la2)의 저면의 크기는 R2m <R2M≤R1m의 범위 내에서 랜덤하게 변화하는 것이 바람직하다. R1M> 75μm인 경우, 표면은 거칠게 되거나, 화면이 눈부시게 나타날 수도 있다.
제1 구조체(11a1)의 높이의 최소치 h1 및 제2 구조체(11a2)의 높이의 최대치 h2는 h1≥h2의 관계를 만족하는 동시에, 제1 구조체(11a1) 및 제2 구조체(11a2)의 높이가 변동되는 것이 바람직하다. 이렇게 함으로써, 구조체(11)의 직경의 크기에 따라서 구조체(11)의 높이가 변동되고, 광학 소자 표면에 3차원적으로 임의적인 면 형상을 부여할 수 있다. 그 결과, 구조체(11)의 높이가 균일하게 될 때 생성되는 반사광의 무지개 패턴, 즉 분광 현상이 억제될 수 있다.
8.2. 광학 필름의 제조 방법
제8 실시 형태에 따른 광학 필름의 제조 방법은 후술하는 노광 공정이 제공되는 점 이외의 모든 점에서, 제1 실시 형태의 것과 동일하다. 우선, 상술한 제1 실시 형태에서와 같이, 제1 구조체(11a1)에 대응하는 노광부를 형성한다. 다음으로, 이 노광부의 사이의 간극에, 제2 구조체(11a2)에 대응하는 노광부를 배치한다.
이하에서는, 이들의 제1 구조체(11a1) 및 제2 구조체(11a2)를 형성하기 위한 오목부를 각각, 제1 오목부(제1 전사용 구조체), 제2 오목부(제2 전사용 구조체)라고 칭한다.
에칭 프로세스에 의해 원반을 형성할 경우, 제1 오목부 및 제2 오목부의 깊이는, (1) 오목부의 저면의 크기, (2) 인접하는 오목부의 저면끼리의 간격, (3) 인접하는 오목부의 저면의 크기, (4) 기타 원반 가공 조건에 따라 변동된다. 따라서, 에칭 프로세스에 의해 원반을 형성할 때에, 상기 (1) 내지 (4)의 조건을 적절히 조정함으로써, 제1 오목부 및 제2 오목부의 깊이를 의도적으로 변동되게 할 수 있다. 특히, 제2 오목부의 저면 반경의 최대치 RM를 제1 오목부의 저면 반경의 최소치 Rm 이하로 설정함으로써, 제2 오목부의 깊이를 제1 오목부의 깊이보다도 얕게 설정할 수 있다. 이러한 제1 오목부 및 제2 오목부를 필름에 전사함으로써, 제1 구조체(11a1) 및 제2 구조체(11a2)를 형성할 수 있다.
상술한 원반측에서의 제1 오목부 및 제2 오목부의 깊이 편차에 따라, 광학 필름측에서의 제1 구조체(11a1) 및 제2 구조체(11a2)의 높이에 대해서도 의도적으로 편차를 발생시킬 수 있다. 그 결과, 광학 필름(1)에서, 반사광이 무지개와 같이 나타나는 분광 현상이 억제될 수 있다.
또한, 원반에 제1 오목부에 덧붙여서 제2 오목부를 추가하기 때문에, 원반상의 오목부의 밀도를 높일 수 있다. 그 결과, 광학 필름상의 구조체(11a)의 밀도가 높아질 수 있다. 구조체(11a)의 밀도가 높아질 경우, 광학 필름(1)의 요철면에서의 평탄 부분의 면적이 감소하고, 결과적으로 방현성을 높일 수 있다.
9. 제9 실시 형태
도 34a는 제9 실시 형태에 따른 광학 필름에 구비되는 기재의 구성의 제1 예를 나타내는 단면도이다. 도 34a에 나타낸 바와 같이, 기재(11)는 하드 코트층(12)이 형성되는 요철면에 복수의 미세 구조체(11c)가 형성된다는 점에서, 제1 실시 형태와는 상이하다. 미세 구조체(11c)는 예를 들어, 구조체(11a)의 표면 중 적어도 일부에 형성된다. 번쩍임 저감의 관점에서, 구조체(11a)의 표면 전체에 미세 구조체(11c)를 형성하는 것이 바람직하다. 미세 구조체(11c)는 구조체(11a)보다도 작은 볼록부 또는 오목부이다. 미세 구조체(11c)는 기재(11)의 요철면상에 형성되어 있는지의 여부는 다음과 같이 확인될 수 있다. 즉, TAC 필름 등의 기재(11)를 용제에 의해 용해하여, 하드 코트층(12)과 기재(11)간의 계면을 노출시키고, 이 계면을 현미경을 사용해서 관찰함으로써, 미세 구조체(11c)의 형성의 유무를 확인할 수 있다.
미세 구조체(11c)의 형상으로는, 도트 형상, 선 형상 등을 들 수 있고, 이것들의 형상을 조합시켜서 사용해도 된다. 선 형상으로서는, 직선 형상, 곡선 형상, 원환 형상 및 그것들의 조합을 들 수 있고, 원하는 특성에 따라, 이들의 형상 중에서 적절하게 선택하는 것이 바람직하다. 미세 구조체(11c)의 높이 및 폭은 예를 들어, 구조체(11a)의 것보다 작다. 미세 구조체(11c)는 구조체(11a)보다도 짧은 주기로 기재(11)의 요철면에 배열된다. 미세 구조체(11c)는 예를 들어, 에칭 공정에서 사용되는 에칭액에 계면 활성제를 첨가함으로써 형성할 수 있다.
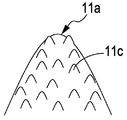
도 35a는 미세 구조체의 형상의 제1 예를 나타내는 개략선도이다. 도 35a에 나타낸 바와 같이, 도트 형상으로 돌출한 복수의 미세 구조체(11c)는 구조체(11a)의 표면에 형성된다. 미세 구조체(11c)의 배치는 특별히 한정되지 않으며, 원하는 특성에 따라서 규칙적으로 배치되거나 랜덤하게 배치될 수도 있다.
도 35b는 미세 구조체의 형상의 제2 예를 나타내는 개략선도이다. 도 35b에 나타낸 바와 같이, 직선 형상으로 돌출한 복수의 미세 구조체(11c)는 구조체(11a)의 정상부로부터 저부를 향해서 연장되어 있다.
도 35c는 미세 구조체의 형상의 제3 예를 나타내는 개략선도이다. 도 35c에 나타낸 바와 같이, 원환 형상으로 돌출한 복수의 미세 구조체(11c)는 구조체(11a)의 정상부로부터 저부에 걸쳐서 형성되어 있다. 즉, 구조체(11a)의 표면에는 중심 집중형으로 배열된 봉우리(ridge)가 형성되어 있다.
제9 실시 형태에 따르면, 하드 코트층(12)이 형성되는 요철면에 미세한 구조체(11c)가 형성되고, 내부 헤이즈(예를 들어 1% 내지 5%)가 부여될 수 있다. 이러한 기재(11)를 구비하는 광학 필름(1)을 표시 장치의 표면으로서 사용하는 경우에는, 번쩍임을 저감할 수 있다. 미세 구조체(11c)의 크기나 형상 등을 적절하게 조정함으로써, 미세 구조체(11c)가 형성되어 있지 않은 경우와 거의 동일한 요철 형상(즉, 확산 반사 특성)이 취득될 수 있다는 것에 유의하라.
도 34b는 제9 실시 형태에 따른 광학 필름에 구비되는 기재의 구성의 제2 예를 나타내는 단면도이다. 도 34b에 나타낸 바와 같이, 제2 예는 인접하는 구조체(11a)의 사이에 간극(11d)이 형성되어 있다는 점에서, 제1 예와 상이하다. 이렇게 간극(11d)이 형성되어 있을 경우에는, 구조체(11a)의 표면 및/또는 구조체(11a)간의 간극(11d)에, 미세 구조체(11c)를 형성할 수도 있다. 번쩍임의 저감의 관점에서, 구조체(11a)의 표면 및 구조체(11a)간의 간극(11d)의 양쪽에 미세 구조체(11c)를 형성하는 것이 바람직하다.
10. 제10 실시 형태
도 36은 제10 실시 형태에 따른 광학 필름의 구성의 일례를 나타내는 단면도이다. 제10 실시 형태는, 구조체(11a)가 측면에 1개 이상의 스텝 St를 구비하여 구조체(11a)가 2개 이상의 스텝 구조체로 구성된 스텝 구조를 갖는다는 점에서, 제1 실시 형태와 상이하다. 2개 이상의 스텝 구조체는 기재 측에서 하드 코트층의 표면쪽으로 크기면에서 감소되도록 설계된다. 도 36은 구조체(11a)가 측면에 1개의 스텝을 구비하고, 스텝 구조가 제1 스텝 구조체(16b) 및 제2 스텝 구조체(16a)로 구성되는 예를 나타낸다. 각각의 구조체(11a)는 전체로서 돔 형상을 갖는 것이 바람직하다. 각 스텝을 형성하는 스텝 구조체의 저면의 형상은 동일 형상에 한정되는 것이 아니고, 다른 형상일 수도 있다.
실시예
이하, 본 발명은 실시예에 의해 구체적으로 설명하겠지만; 본 발명은 이들 실시예에 한정되는 것이 아니다.
실시예 1
우선, 엠보싱 롤(embossing roll)을 이하와 같이 준비하였다. 계산 조건 설정치(Rm:17.5μm, RM:25μm, Xm:0.0mm, XM:40.0mm, Ym:0.0mm, YM:40.0mm)의 조건에서 패턴을 생성했다. 도 7은 이 패턴을 2mm×2mm 영역의 범위에서 잘라낸 도면이다.
다음으로, 생성한 패턴을 에칭에 의해 타일화하고 조각하여, 엠보싱 롤을 준비하였다. 에칭의 깊이는 약 5μm로 하였다. 백 롤(backing roll)에는, 철 롤 표면에 JIS-D90 경도의 고무를 감아서 연마하여 마무리한 철 롤을 사용했다. 엠보싱 롤에는 히터를 내장하여 200℃ 이상까지 온도를 조절할 수 있도록 했다. 백 롤은 철 롤 표면에 JIS-D90 경도의 고무를 감아서 연마함으로써 준비된 수냉(water-cooling) 롤이다. 이 수냉 롤은 공냉(air-cooling) 노즐과 함께 사용되었다.
다음으로, 엠보싱 롤과 백 롤 사이에 80μm 두께의 트리아세틸 셀룰로오스(TAC) 필름을 끼운 상태에서 연속적으로 회전하면서 가열 및 가압하여, TAC 필름 표면에 이하와 같이 요철을 형성했다. 구체적으로는, 180도로 가열한 엠보싱 롤과 50도에 냉각한 백 롤 사이에 80μm 두께의 TAC 필름을 끼운 상태에서 연속적으로 회전하면서, 선압(linear load) 2000N/cm에서 닙핑(nipping)을 행하였다. 엠보싱 롤의 요철 형상은 TAC 표면에 연속적으로 전사되었다. 다음으로, 이 전사 후의 TAC 필름의 표면을 레이저 현미경으로 관찰했다. 도 37a는 TAC 필름 표면의 사진(레이저 현미경에서의 공초점 화상)을 나타낸다. 참고를 위해, Rm:25μm, RM:30μm으로 패턴 배치하고, 동일 반경 25μm으로 레이저 조각한 엠보싱 롤을 사용해서 전사한 TAC 필름 표면의 사진을 도 37b에 나타낸다.
다음으로, 이하의 재료를 광선분색기(disperser)에서 2시간동안 혼합하여 하드 코트액을 준비하였다.
UV 경화 우레탄 아크릴 올리고머:100 중량부
반응 개시제 IRG-184:5중량부
실리카 졸(입경 30nm이며 고형분 30%인 실리카를 분산한 MIBK 분산액):500중량부 MIBK:85중량부
다음으로, 이렇게 제조한 하드 코트 액을 와이어 바에 의해 요철 표면에 도포했다. 이때, 경화 후에 원하는 PV값으로 되도록, 와이어 바의 게이지(guage)를 통해 도포 두께를 제어하는 조정을 행하였다. 다음으로, 80도의 오븐에 2분간 방치해서 용제를 휘발시킴으로써, 하드 코트 액을 건조시켰다. 다음으로, TAC 필름을 자외선 경화 로에 반송하고, 출력 160W, 적산 광량 300mJ/cm2에서 UV 조사하여 하드 코트층을 형성했다. 그 결과, PV가 0.26μm인 방현성 필름이 제작되었다.
실시예 2
계산 조건 설정치(Rm:12μm, RM:17μm, Xm:0.0mm, XM:40.0mm, Ym:0.0mm, YM:40.0mm)의 조건에서 패턴을 생성하고, 이 생성된 패턴을 에칭에 의해 조각하여 엠보싱 롤을 제작하였다. 이것 이외에는, 실시예 1에서와 같이, PV가 0.27인 방현성 필름을 제작했다.
실시예 3
계산 조건 설정치(Rm:49μm, RM:70μm, Xm:0.0mm, XM:40.0mm, Ym:0.0mm, YM:40.0mm)의 조건에서 패턴을 생성하고, 이 생성된 패턴을 에칭에 의해 조각하고, 엠보싱 롤을 제작했다. 이것 이외에는, 실시예 1에서와 같이, PV가 0.67인 방현성 필름을 제작했다.
실시예 4
계산 조건 설정치(Rm:11μm, RM:25μm, Xm:0.0mm, XM:40.0mm, Ym:0.0mm, YM:40.0mm)의 조건에서 패턴을 생성하고, 이 생성된 패턴을 에칭에 의해 조각하고, 엠보싱 롤을 제작했다. 이것 이외에는, 실시예 1에서와 같이, PV가 0.30인 방현성 필름을 제작했다.
실시예 5
계산 조건 설정치(Rm:21μm, RM:25μm, Xm:0.0mm, XM:40.0mm, Ym:0.0mm, YM:40.0mm)의 조건에서 패턴을 생성하고, 이 생성된 패턴을 에칭에 의해 조각하고, 엠보싱 롤을 제작했다. 이것 이외에는, 실시예 1에서와 같이, PV가 0.26인 방현성 필름을 제작했다.
실시예 6
계산 조건 설정치(Rm:10μm, RM:11.1μm, Xm:0.0mm, XM:40.0mm, Ym:0.0mm, YM:40.0mm)의 조건에서 패턴을 생성하고, 이 생성된 패턴을 에칭에 의해 조각하고, 엠보싱 롤을 제작했다. 이것 이외에는, 실시예 1에서와 같이, PV가 0.23인 방현성 필름을 제작했다.
실시예 7
계산 조건 설정치(Rm:67.5μm, RM:75μm, Xm:0.0mm, XM:40.0mm, Ym:0.0mm, YM:40.0mm)의 조건에서 패턴을 생성하고, 이 생성된 패턴을 에칭에 의해 조각하고, 엠보싱 롤을 제작했다. 이것 이외에는, 실시예 1에서와 같이, PV가 1.54인 방현성 필름을 제작했다.
실시예 8
엠보싱 롤의 표면 형상을 레이저 가공으로 제작한 것 이외에는 실시예 1에서와 같이, PV가 0.27인 방현성 필름을 제작했다.
비교예 1
계산 조건 설정치(Rm:8μm, RM:11μm, Xm:0.0mm, XM:40.0mm, Ym:0.0mm, YM:40.0mm)의 조건에서 패턴을 생성하고, 이 생성된 패턴을 에칭에 의해 조각하고, 엠보싱 롤을 제작했다. 이것 이외에는, 실시예 1에서와 같이, PV가 0.23인 방현성 필름을 제작했다.
비교예 2
계산 조건 설정치(Rm:56μm, RM:80μm, Xm:0.0mm, XM:40.0mm, Ym:0.0mm, YM:40.0mm)의 조건에서 패턴을 생성하고, 이 생성된 패턴을 에칭에 의해 조각하고, 엠보싱 롤을 제작했다. 이것 이외에는, 실시예 1에서와 같이, PV가 1.03인 방현성 필름을 제작했다.
비교예 3
계산 조건 설정치(Rm:24μm, RM:25μm, Xm:0.0mm, XM:40.0mm, Ym:0.0mm, YM:40.0mm)의 조건에서 패턴을 생성하고, 이 생성된 패턴을 에칭에 의해 조각하고, 엠보싱 롤을 제작했다. 이것 이외에는, 실시예 1에서와 같이, PV가 0.39인 방현성 필름을 제작했다.
비교예 4
실시예 6의 계산 조건 설정치에 따라 패턴을 생성하고, 이 생성된 패턴을 에칭에 의해 조각하여, 엠보싱 롤을 제작했다. 이 엠보싱 롤을 사용하여 TAC 표면에 요철을 형성했다. 이것 이외에는, 실시예 1에서와 같이, PV가 0.19인 방현성 필름을 제작했다.
비교예 5
실시예 7의 계산 조건 설정치에 따라 패턴을 생성하고, 이 생성된 패턴을 에칭에 의해 조각하고, 엠보싱 롤을 제작했다. 이것 이외에는, 실시예 1에서와 같이, PV가 1.68인 방현성 필름을 제작했다.
비교예 6
#300의 유리 비즈를 사용해서 블라스트(blast) 처리한 롤을 엠보싱 롤로서 사용했다. 백탁이 0.3인 도포 두께로 하드 코트 액을 TAC 필름의 요철 표면에 도포했다. 이것 이외에는, 실시예 1에서와 같이, 방현성 필름을 제작했다.
비교예 7
#400의 유리 비즈를 사용해서 블라스트 처리한 롤을 엠보싱 롤로서 사용했다. 백탁이 0.3인 도포 두께로 하드 코트 액을 TAC 필름의 요철 표면에 도포했다. 이것 이외에는, 실시예 1에서와 같이, 방현성 필름을 제작했다.
비교예 8
동일 반경, 즉 25μm의 원을 격자 형상으로 배열시킨 패턴을 에칭에 의해 조각하여, 엠보싱 롤을 제작했다. 이 엠보싱 롤을 사용하여 TAC 표면에 요철을 형성했다. 이것 이외에는 실시예 1에서와 같이, 방현성 필름을 제작했다.
비교예 9
동일 반경, 즉 25μm의 원을 지그재그 형상으로 배열시킨 패턴을 에칭에 의해 조각하여, 엠보싱 롤을 제작했다. 이 엠보싱 롤을 사용하여 TAC 표면에 요철을 형성했다. 이것 이외에는, 실시예 1에서와 같이, 방현성 필름을 제작했다.
충전율의 평가
충전율은 구획 면적에 대한 생성된 원의 면적의 비율이다. 원들간의 간극은 평탄하고, 충전율(1-충전율)은 원이 차지하는 면적률을 나타낸다. 구획 면적은 패턴의 전체 면적(원들의 면적과 이 원들 사이의 간극의 면적을 합한 전체 면적)이다. 평탄부의 면적이 큰 경우, 즉 충전율이 낮은 경우에는, 방현성이 저하한다. 따라서, 높은 충전율이 요구된다. 여기서는, 충전율의 기준으로서, 비교예 8(도 38a) 및 비교예 9(도 38b)의 충전율을 나타내고 있다. 동일 반경의 원을 격자 형상으로 배열시켰을 경우의 충전율(도 38a 참조)은 78.5%이고, 동일 반경의 원을 지그재그 형상으로 배열시켰을 경우의 충전율(도 38b 참조)은 90.7%이다.
백탁도의 평가
이면 반사의 영향을 억제하기 위해서, 방현성 필름은 점착제를 통해서 흑색 아크릴판에 접합해서 평가 샘플로 제조했다. 다음으로, X-Rite사의 적분-구형 분광측색계(spectrophotometer) SP64를 사용하여, 확산 광을 샘플 표면에 조사해서 샘플 법선 방향으로부터 8°기울어진 위치에 존재하는 검출기에서 반사광을 측정하는 d/8°광학계로 측정을 행하였다. 측정치는 정반사 성분을 제외하고 확산 반사 성분만을 검출하는 SPEX 모드를 채용하였으며, 검출 시야각은 2°이었다. 본 측정의 백탁도는, 시각적으로 느끼는 백탁감과 상관이 있다는 것을 실험에 의해 확인되었다. 그 결과는 표 1에 나타나 있다.
블랙 칠판 아크릴판:Mitsubishi Rayon사의 아크릴라이트 블랙 502(3mm 두께).
접합할 때에 사용하는 접착제:Tomoegawa사의 논서포트 접착 필름 TU41A.
방현성의 평가
광학 필름 상에 베어 형광등(bare fluorescent lamps)을 비추고, 반사 상의 희미함을 하기의 기준에 의해서 평가했다. 그 결과를 표1에 나타낸다.
◎:형광등의 윤곽을 인식불가능하다(2개의 형광등이 1개로 보인다).
○:형광등을 어느 정도 인식할 수 있지만, 윤곽이 흐리다.
×:형광등이 직접 비추어진다.
요철 형상의 평가
Lasertec사에 의해 제조된 파이브 라인 컨포컬 현미경 OPTELIC S130을 사용했다.
시료:백탁(cloudiness) 측정과 마찬가지로 하여 흑색 아크릴판에 필름을 붙여서 측정 시료를 준비했다.
대물:50배, 접안:10배
Z축 방향으로 스캔하고, Z상을 도입한다.
200μm×200μm 범위에서 관찰되는 볼록부 정상을 통과하도록 계측 단면 위치를 설정했다. 그 단면의 단차에 의해 볼록부(구조체)의 높이를 측정했다. 이 높이의 측정을 10군데에서 행하고, 평균하여, 볼록부(구조체)의 평균 높이 PV를 결정했다. 그 결과를 표1에 나타낸다.
가장 인접한 원과 원들 사이의 평균 중심간 거리(PP)를 이하와 같이 결정했다. 상술한 계산 조건 설정치에 기초해서 생성한 패턴으로부터 중심간 거리(PP)를 10군데에서 구한 후, 그 결과를 평균하여, 평균 중심간 거리(PP)를 얻었다. 그 결과를 표1에 나타낸다.
모아레(moire) 및 번쩍임(glares)의 평가
17인치의 모니터(SXGA 1280x1024)에 녹색의 화상을 출력되고, 그 위에 필름을 위치시키고, 모아레가 발생하고 있을지, 화상이 번쩍임을 보일지 육안으로 판단했다. 그 결과를 표1에 나타낸다.
표1에 상술한 모든 평가 결과를 나타낸다.
[표1]

표1은 이하를 나타낸다.
실시예 1 내지 8의 방현성 필름에 따르면, 모아레 또는 번쩍임의 발생이 없는 고 콘트라스트한 방현성 필름이 얻어진다. 또한, 실시예 1 내지 8의 방현성 필름은, (1) 구조체의 저면의 크기가 랜덤하게 변화하고, (2) 구조체의 저면끼리가 접하거나 또는 서로 거의 접하고, (3) 구조체의 저면의 최소 반경 Rm과 최대 반경 RM이 Rm/RM≤0.9의 관계를 만족시킨다. 이 결과는, 상기(1) 내지(3)의 조건을 만족시킬 때, 모아레 또는 번쩍임의 발생이 없는 고 콘트라스트한 방현성 필름이 얻어질 수 있다는 것을 나타낸다.
비교예 10
전사 롤을 이하와 같이 해서 제작했다. 우선, 전사 롤의 철심(직경 100mm, 면 길이 300mm)의 표면에 구리 도금을 실시했다. 구리 도금이 실시된 롤 표면에 포토레지스트를 도포하고, 포토레지스트층을 형성했다. 다음에, 이 포토레지스트층을 레이저 비임으로 노광하고, 격자 패턴의 노광부를 형성한 후, 현상했다. 결과적으로, 격자 패턴의 개구부가 포토레지스트층으로 형성되고, 에칭 마스크가 얻어졌다. 다음에, 그 위에 에칭 마스크가 형성된 전사 롤을 회전시키면서, 그 전사 롤 표면에 에칭액을 분사하여, 전사 롤 표면에 제1 에칭 처리를 행했다. 결과적으로, 격자 패턴으로 배치된 다수의 개구부가 롤 표면에 형성되었다. 다음에, 포토레지스트층을 롤 표면으로부터 제거한 후, 롤면 전체를 균일하게 재에칭하여 롤 표면에 제2 에칭 처리를 행했다. 에칭액으로는, 염화 제2 구리 에칭액(염화 제2 구리, 염산, 물)을 사용했다. 다음에, 롤 표면에 5μm의 경질 Cr 도금을 행함으로써, 원하는 전사 롤을 얻었다.
이하에, 전사 롤의 노광 조건 및 에칭 조건을 나타낸다.
노광 조건
노광부의 형상:원형
원 형상의 노광부의 직경:40μm
노광 패턴:격자 패턴
인접하는 노광부의 원주들 사이의 최소 간격(이하, "최소 노광부 간격"이라고 칭한다.):20μm(=D2×2.9)
에칭 조건
제1 에칭의 깊이 D1:7.5μm
제2 에칭의 깊이 D2:7μm(D2=D1×0.93)
다음에, 에칭 시간과 에칭 깊이는 비례하므로, 에칭 시간을 동일하게 맞춤으로써 소정 깊이에 대해 전 표면의 에칭을 행했다.
비교예 11
원 직경 35μm, 최소 구멍 간격 25μm(=D2×3.6)의 격자 패턴으로 배치된 노광부를 포토레지스트층에 형성하는 것을 제외하고 실시예 1과 마찬가지로 하여 롤 표면에 에칭 마스크를 형성했다. 다음에, 이 에칭 마스크를 사용해서 이하의 조건에서 에칭하는 것을 제외하고 비교예 10과 마찬가지로 하여 전사 롤을 얻었다.
에칭 조건
제1 에칭의 깊이 D1:7.5μm
제2 에칭의 깊이 D2:7μm(D2=D1×0.93)
실시예 9
랜덤 패턴(Rm:23.5μm, RM:38.5μm, 최소 구멍 간격:2μm(=D2×0.29))으로 배치된 노광부를 포토레지스트층에 형성하는 것을 제외하고 실시예 1과 마찬가지로 하여, 롤 표면에 에칭 마스크를 형성했다. 다음에, 이 에칭 마스크를 사용해서 이하의 조건에서 에칭하는 것을 제외하고 비교예 10과 마찬가지로 하여 전사 롤을 얻었다.
에칭 조건
제1 에칭의 깊이 D1:7.5μm
제2 에칭의 깊이 D2:7μm(D2=D1×0.93)
다음에, 전사 롤 온도 170℃ 및 선압 200kg/cm에서 전사 롤의 요철을 TAC(트리아세틸 셀룰로오스) 필름 표면 위에 전사했다. 다음에, 이하의 재료를 광선분색기에서 2시간 교반하고, 하드 코트 도료를 제조했다. 다음에, 제조한 하드 코트 도료를 백탁 0.3 내지 0.4가 되는 두께로 TAC 필름의 형상 전사면 위로 도포하고, 건조시킨 후, 자외선을 조사해서 경화시킴으로써, TAC 필름의 형상 전사면 위로 하드 코트층을 형성했다. 결과적으로, 원하는 방현성 필름을 얻었다.
하드 코트 도료
UV 경화 우레탄 아크릴 올리고머:100중량부
반응 개시제(상품명:Ciba Specialty Chemicals사에 의해 제조된 Irgacure 184): 5중량부
실리카졸(직경 30nm의 분산된 실리카를 함유하고 고형분 30%의 메틸 이소부틸 케톤(MIBK) 분산액):500중량부
메틸 이소부틸 케톤(MIBK):85중량부
실시예 10
랜덤 패턴(Rm:23.5μm, RM:38.5μm, 최소 구멍 간격:8μm(=D2×1.6))으로 배치된 노광부를 포토레지스트층에 형성하는 것을 제외하고 실시예 9와 마찬가지로 하여, 롤 표면에 에칭 마스크를 형성했다. 다음에, 이 에칭 마스크를 사용해서 이하의 조건에서 에칭하는 것을 제외하고 실시예 9와 마찬가지로 하여 방현성 필름을 얻었다.
에칭 조건
제1 에칭의 깊이 D1:5.5μm
제2 에칭의 깊이 D2:5μm(D2=D1×0.91)
실시예 11
랜덤 패턴(Rm:12.5μm, RM:20μm, 최소 구멍 간격:5μm(=D2×1))으로 배치된 노광부를 포토레지스트층에 형성하는 것을 제외하고 실시예 9와 마찬가지로 하여, 롤 표면에 에칭 마스크를 형성했다. 다음에, 이 에칭 마스크를 사용해서 이하의 조건에서 에칭하는 것을 제외하고 실시예 9와 마찬가지로 하여 방현성 필름을 얻었다.
에칭 조건
제1 에칭의 깊이 D1:4.1μm
제2 에칭의 깊이 D2:5μm(D2=D1×1.2)
실시예 11에서는, 실시예 9 및 10과 비교해서 원반의 구멍 직경이 작고, 따라서 전사 속도를 더 증가시켜 생산성을 향상할 수 있다. 원반의 구멍 직경이 작을수록, 전사 공정 중에 TAC에 열이 보다 효율적으로 전해진다.
비교예 12
원 직경 30μm, 최소 구멍 간격 30μm(=D2×4.3)의 격자 패턴으로 배치된 노광부를 포토레지스트층에 형성하는 것을 제외하고 실시예 1과 마찬가지로 하여, 롤 표면에 에칭 마스크를 형성했다. 다음에, 이 에칭 마스크를 사용해서 이하의 조건에서 에칭하는 것을 제외하고 실시예 10과 마찬가지로 하여 전사 롤을 얻었다.
에칭 조건
제1 에칭의 깊이 D1:7.5μm
제2 에칭의 깊이 D2:7μm(D2=D1×0.93)
실시예 12
랜덤 패턴(Rm:23.5μm, RM:38.5μm, 최소 구멍 간격:5μm(=D2×1.7))으로 배치된 노광부를 포토레지스트층에 형성하는 것을 제외하고 실시예 9와 마찬가지로 하여, 롤 표면에 에칭 마스크를 형성했다. 다음에, 이 에칭 마스크를 사용해서 이하의 조건에서 에칭하는 것을 제외하고 실시예 9와 마찬가지로 하여 방현성 필름을 얻었다.
에칭 조건
제1 에칭의 깊이 D1:5.25μm
제2 에칭의 깊이 D2:3μm(D2=D1×0.57)
실시예 13
랜덤 패턴(Rm:23.5μm, RM:38.5μm, 최소 구멍 간격:2μm(=D2×0.13))으로 배치된 노광부를 포토레지스트층에 형성하는 것을 제외하고 실시예 9와 마찬가지로 하여, 롤 표면에 에칭 마스크를 형성했다. 다음에, 이 에칭 마스크를 사용해서 이하의 조건에서 에칭하는 것을 제외하고 실시예 9와 마찬가지로 하여 방현성 필름을 얻었다.
에칭 조건
제1 에칭의 깊이 D1:7.5μm
제2 에칭의 깊이 D2:16μm(D2=D1×2.1)
실시예 14
랜덤 패턴(Rm:23.5μm, RM:38.5μm, 최소 구멍 간격:1μm(=D2×2.5))으로 배치된 노광부를 포토레지스트층에 형성하는 것을 제외하고 실시예 9와 마찬가지로 하여, 롤 표면에 에칭 마스크를 형성했다. 다음에, 이 에칭 마스크를 사용해서 이하의 조건에서 에칭하는 것을 제외하고 실시예 9와 마찬가지로 하여 방현성 필름을 얻었다.
에칭 조건
제1 에칭의 깊이 D1:0.4μm
제2 에칭의 깊이 D2:0.4μm(D2=D1×1)
상술한 바와 같이 해서 얻어진 실시예 9 내지 14 및 비교예 10 내지 12의 롤 원반 및 방현성 필름에 대해서 이하와 같이 평가했다.
방현성의 평가
방현성 필름에 베어 형광등을 비추고, 반사 상의 희미함을 하기의 기준에 의해서 평가했다.
○:형광등의 윤곽이 완전하게 보이지 않는다.
△:형광등이 안개처럼 흐리게 보이고, 윤곽이 희미하게 인식가능하다.
×:형광등이 희미하지 않고, 분명히 인식할 수 있고, 윤곽도 보인다.
백탁도의 평가
이면 반사의 영향을 억제하기 위해서, 방현성 필름을 점착제를 통해서 흑색 아크릴판에 접합해서 평가 샘플로 했다. 다음에, X-Rite사에 의해 제조된 적분 구형 분광 광도계 SP64를 사용하고, 확산 광을 시료 표면에 조사해서 시료 법선 방향에 대해 8°만큼 기운 위치에 설치한 검출기로 반사광을 검출하는 d/8°광학계로 측정했다. 측정치는 정반사 성분(specular reflection components)을 제거하고 확산 반사 성분만 검출하는 SPEX 모드를 채용하고, 검출 시야각 2°에서 측정했다. 본 측정에 의해 결정된 백탁도는 육안으로 관찰되는 백탁감과 상관이 있는 것을 실험에 의해 확인된다. 그 결과를 표2에 나타낸다.
흑색 아크릴판:Mitsubishi Rayon사에 의해 제조된 아크릴라이트 흑색 502(3mm 두께)
접합할 때에 사용하는 점착제:Tomoegawa사에 의해 제조된 논서포트 점착 필름 TU41A
단면 형상의 평가
Lasertec사에 의해 제조된 파이브 라인 컨포컬 현미경 OPTELIC S130을 사용해서 이하와 같이 측정했다. Z축 방향으로 스캔하고, Z상을 도입하고, 구멍 중심부를 관통한 직선을 그어 단면 형상을 측정했다. 이하에 측정 조건을 나타낸다.
시료:백탁 측정과 마찬가지로, 흑색 아크릴판에 필름을 붙여서 측정 시료를 준비했다.
대물:50배
접안:10배
다음에, 측정한 단면 형상에 기초하여, 오목부의 연결 및 평탄부의 유무를 평가했다. 그 결과를 표2에 나타낸다. 비교예 10 내지 12의 롤 원반의 단면 프로파일의 대표 예가 도 39a 내지 도 39c에 도시된다.
[표2]

표2는, 2회째의 에칭의 깊이 D2가 D1×0.6이상인 실시예 9 및 10에 따르면, 2회째의 에칭의 깊이 D2는 D1×0.6미만인 비교예 12와 비교하여, 전사 속도를 증가시킬 수 있고, 생산성을 향상할 수 있다는 것을 보여준다.
도 39a 및 도 39b로부터, 비교예 10, 11의 원반에서는 평탄부가 없는 연속한 파상의 요철 형상이 얻어지고 있는 것을 안다. 반대로, 도 39c로부터, 비교예 12의 원반에 따르면 오목부들 사이에 평탄부가 존재한다는 것을 안다.
화학(습식) 에칭(제1 에칭 처리)에 의해, 레지스트층의 각 개구부 반경보다도 작은 깊이로 원반 표면을 얕게 새기면, 원기둥 형상을 갖는 복수의 오목부가 원반에 형성된다(도 40a, 도 40b 참조). 이러한 원반의 오목부를 기재에 전사하면, 원기둥 형상을 갖는 복수의 볼록부가 기재 위에 형성된다. 또한, 인접하는 오목부 사이의 거리에 의존해서, 에칭 중에 오목부가 서로 연결되고, 이러한 오목부에 의해 메쉬 형상의 어레이가 형성된다(도 41a, 도 41b 참조). 이러한 어레이가 형성된 원반을 사용해서 기재를 형성하면, 광학 특성이 열화된다. 따라서, 오목부 사이에 연결되는 것을 방지하는 원기둥 형상의 오목부를 형성하기 위해서는, 오목부 사이에 간극을 설치하는 것이 바람직하다. 오목부 사이의 연결을 방지하기 위해서, 현상후에 원형 형상의 개구부 사이의 최소 간격을 1μm 이상으로 설정하는 것이 바람직하다.
또한, 기재의 요철 상에 한번 건조된 유동성을 상실한 하드 코트 도료를 도포하면, 파면 형상의 표면이 얻어지지만, 원기둥 형상의 볼록부 사이의 영역(파면의 최저부(thoughs))과, 원기둥 형상의 볼록부의 상면이 평탄하게 되는 경향이 있다. 또한, 정상부와 최저부 사이의 경사는 직선 형상이 되는 경향이 있다. 그로 인해, 백탁감을 억제하는 매끄러운 연속한 파형 표면을 얻으려고 하면, 평탄부의 면적이 증가해서 방현성이 저하하는 경향이 있다.
방현성의 저하를 억제하기 위해서는, 원반의 각 오목부의 형상을 바람직하게는 직선 부분이 없는 돔 형상으로 바꾸고 독립적으로 존재하는 원기둥 형상의 구멍부를 연속한 요철 형상으로 바꾸는 것이 바람직하다. 이러한 연속한 요철 형상을 원반 표면에 형성하기 위해서는, 다단계의 에칭 처리를 원반 제작 공정에서 채용해야 한다. 즉, 얇은 원기둥 형상의 오목부를 에칭에 의해 형성하고, 레지스트층을 제거해서 원반의 금속 표면을 노출시킨 후에, 롤 표면의 전면을 재에칭할 수 있다(도 42a 내지 도 42c 참조). 에칭 조건에 따라서 돔 형상의 정도가 변화하고, 이 정도의 변화가 확산 반사 특성에 영향을 미치므로, 에칭의 깊이 및 오목부 사이의 간격을 적절하게 조정하는 것이 바람직하다.
실시예 15
전사 롤을 이하와 같이 준비했다. 우선, 전사 롤로서의 철심(직경 100mm, 면 길이 300mm)의 표면에 구리 도금을 실시했다. 구리 도금이 실시된 롤 표면에 포토레지스트를 도포하고, 포토레지스트층을 형성했다.
(Rm:23.5μm, RM:38.5μm, Xm:0.0mm, XM:40.0mm, Ym:0.0mm, YM:40.0mm)의 계산 조건 설정치로 원형 패턴을 생성하고, 원 사이의 간극에 반경 15μm 내지 23.5μm의 원을 배치했다. 다음에, 이 생성 패턴에 기초하고, 롤 표면에 형성된 포토레지스트층을 레이저 비임으로 노광하고, 노광부를 랜덤 패턴으로 형성한 후, 현상했다. 결과적으로, 랜덤 패턴의 개구부가 포토레지스트층에 형성되고, 에칭 마스크가 얻어졌다.
다음에, 에칭 마스크가 형성된 롤을 회전시키면서, 그 롤 표면 상에 에칭액을 분사하여, 롤 표면을 에칭 처리함으로써, 깊이 5μm의 원기둥 형상의 구멍부를 형성했다. 결과적으로, 랜덤 패턴으로 배치된 다수의 구멍부가 롤 표면에 형성되었다. 에칭액으로는 염화 제2 구리 에칭액(염화 제2 구리, 염산, 물)을 사용했다.
다음에, 얻어진 전사 롤을 사용하여, 전사 롤 온도 170℃, 선압 200kg/cm의 조건에서, 전사 롤의 요철을 TAC(트리아세틸 셀룰로오스) 필름 표면에 전사했다. 이하의 재료를 광선분색기에서 2시간 교반하고, 하드 코트 도료를 제조했다. 다음에, 제조한 하드 코트 도료를 TAC 필름의 형상 전사면 위로 도포하고, 건조시킨 후, 자외선으로 조사해서 경화시킴으로써, TAC 필름의 형상 전사면 위로 하드 코트층을 형성했다. 건조후의 하드 코트층 표면의 평균 요철 높이 PV가 0.25μm가 되도록 하드 코트 도료의 도포 두께를 조정했다.
결과적으로, 원하는 방현성 필름을 얻었다.
하드 코트 도료
UV 경화 우레탄 아크릴 올리고머:100 중량부
반응 개시제(Ciba Specialty Chemicals사에 의해 제조된 상품명:Irgacure 184):5 중량부
실리카졸(직경 30nm의 분산된 실리카를 함유하고 고형분 30%인 메틸 이소부틸 케톤(MIBK) 분산액):500 중량부
메틸 이소부틸 케톤(MIBK):85 중량부
실시예 16
하기와 같이 패턴 생성 조건 및 하드 코트 도료의 도포 두께를 조정하는 것을 제외하고는 실시예 15와 마찬가지로 하여 방현성 필름을 얻었다.
패턴 생성 조건
(Rm:23.5μm, RM:38.5μm, Xm:0.0mm, XM:40.0mm, Ym:0.0mm, YM:40.0mm)의 계산 조건 설정치로, 원형 패턴을 생성했다. 실시예 15에서 행한 원들 사이에 원을 배치하는 공정은 생략했다.
하드 코트 도료의 도포 두께
건조후의 하드 코트층 표면 상에 평균 요철 높이 PV가 0.50μm가 되도록 하드 코트 도료의 도포 두께를 조정했다.
실시예 17
하기와 같이 패턴 생성 조건 및 하드 코트 도료의 도포 두께를 조정하는 이것을 제외하고는 실시예 15와 마찬가지로 하여 방현성 필름을 얻었다.
패턴 생성 조건
(Rm:23.5μm, RM:38.5μm, Xm:0.0mm, XM:40.0mm, Ym:0.0mm, YM:40.0mm)의 계산 조건 설정치로, 원형 패턴을 생성한 후에, 원들 사이의 간극에 반경 7.5μm 내지 23.5μm의 원을 배치했다.
하드 코트 도료의 도포 두께
건조후의 하드 코트층 표면 상에 평균 요철 높이 PV가 0.25μm가 되도록 하드 코트 도료의 도포 두께를 조정했다.
실시예 18
우선, 형상 전사 공정까지의 일련의 공정을 실시예 16과 마찬가지로 행하여 요철 표면이 형성된 TAC 필름을 얻었다. 다음에, 고형분 25%의 도포액을 제조하고, 이 도료를 TAC 필름 요철 표면에 PV가 0.25μm가 되도록 도포했다.
UV 경화형 아크릴 올리고머(점도:5,000cps/25℃):100 중량부
반응 개시제 Irgacure 184:5 중량부
MIBK:315 중량부
다음에, 80℃에서 2분간 건조한 후, 도포된 도료를 가진 TAC 필름을 UV 경화로에 반송하고, 출력 160W, 적분된 광량 300mJ/cm2에서 자외선으로 조사하여, 목적하는 방현성 필름을 제작했다.
상술한 실시예에서 사용한 도료의 점도 특성의 비교를 표3에 나타낸다.
[표3]

점도 특성의 평가
HAAKE RheoStress RS75를 사용해서 측정했다. 구조 점성을 나타내는 항복 값은 Casson의 식에 기초하여 전단 속도의 평방근과 전단 응력의 평방근을 플롯팅함으로써 절편(intercepts)으로부터 구했다. 플롯의 예를 도 43에 나타낸다.
방현성의 평가(다른 평가 기준이 사용됨)
광학 필름 상에 베어 형광등을 비추고, 반사 상의 희미함을 하기의 기준에의해 평가했다.
◎:형광등의 윤곽이 완전하게 보이지 않는다.
○:형광등이 안개처럼 흐리게 보이고, 윤곽이 희미하게 인식가능하다.
×:형광등이 희미하지 않고, 분명히 인식할 수 있고, 윤곽도 보인다.
무지개 패턴의 평가
흑색 아크릴판에 붙인 필름 상에 형광등을 비추고, 상 주위의 무지개 패턴을 관찰하고, 하기의 기준에 따라서 평가했다.
○:매우 얕은 각도(기울기)로부터 보더라도 무지개 패턴이 보이지 않는다.
△:매우 얕은 각도로부터 보면 무지개 패턴이 보인다.
×:정면으로부터 보더라도 무지개 패턴이 보인다.
[표4]

표4는 다음을 나타낸다.
실시예 15, 16 및 17을 서로 비교하면, 원들 사이의 간극에 작은 원을 더 배치한 실시예 16은, 원들 사이에 작은 원을 배치하지 않은 실시예 15 및 17과 비교해서 원반의 요철면의 오목부의 충전율, 즉 방현성 필름의 요철면 상의 구조체의 밀도가 높고, 높은 방현성이 얻어지는 것을 안다.
실시예 16과 비교하여, 보다 작은 저면의 구조체가 제공되는 실시예 15 및 17에서, 방현성 필름 상에 형성된 구조체의 높이 편차가 크고, 따라서 반사광의 무지개 패턴, 즉 분광이 억제된다.
이하의 실시예 19 및 20의 설명에서, 물성치의 측정 및 특성 평가는 하기와 같이 행해진다.
하드 코트층 두께
하드 코트층의 두께(평균 두께)는 두께 측정기(TESA K.K사에 의해 제조된 전기 마이크로미터)를 사용해서 이하와 같이 해서 결정되었다. 우선, 접촉 단자(probe)로서 6mm의 직경을 가진 원통 형상의 단자를 사용하였다. 하드 코트층이 압착되지 않을 정도의 충분한 저하중으로, 원통 단자를 하드 코트층에 접촉시켜, 방현성 필름의 두께를 임의로 선택된 5군데에서 측정했다. 다음에, 측정한 방현성 필름의 두께를 단순하게 평균하고, 방현성 필름 총 두께의 평균치 DA를 구했다. 다음에, 동일한 방현성 필름의 미 도포부의 두께를 임의로 선택된 5군데에서 측정했다. 다음에, 측정한 기재(전사 기재)의 두께를 단순하게 평균하고, 기재의 평균 두께 DB를 구했다. 다음에, 방현성 필름 총 두께의 평균치 DA로부터 평균 두께 DB를 빼고, 그 얻어진 값을 하드 코트층의 두께라고 했다.
표면 형상
전사 기재 및 하드 코트층의 표면을 이하와 같이 해서 평가 및 관찰했다. 표면 거칠기는, 바늘식 표면 거칠기 측정기(Kosaka 연구소에 의해 제조된 Surfcorder ET4000A)로 평가했다. 주사 속도는 0.1mm/sec이고 평가 길이는 4mm이었다.
표면 형상 관찰은 Ryoka Systems에 의해 제조된 비접촉 표면/층 단면 형상 계측 시스템 VertScan 2.0에 의해 평가했다. 측정은 VS-Measure(Version 1.0.2)로 행했다. 520nm의 파장 필터 및 50배의 대물 렌즈(또는, 20배의 대물 렌즈)를 사용하고, 관찰 영역은 190μm X 140μm(또는, 520μm X 390μm)이었다. 3D 화상은 VS-Viewer(Version 4.2.2)에 표시했다.
전체 광선 투과율 Tt
방현성 필름의 전체 광선 투과율 Tt는 방현성 필름을 그대로 두면서 JIS K7361에 준거한 Murakami Color Reserch Laoratory에 의해 제조된 HM-150으로 평가했다.
전체 헤이즈(haze)
방현성 필름의 전체 헤이즈는, 방현성 필름을 그대로 두면서 JIS K7136에 준거한 가부시끼가이샤 Murakami Color Reserch Laoratory에 의해 제조된 HM-150으로 평가했다.
내부 헤이즈
방현성 필름의 내부 헤이즈는, 하드 코트면에 TAC 필름(후지필름 가부시끼가이샤에 의해 제조됨. 필름 두께:80μm)을 광학적으로 투명한 점착제를 사용해서 접합한 시험편을 사용하여, JIS K7136에 준거한 Murakami Color Reserch Laoratory에 의해 제조된 HM-150으로 평가했다.
백탁(Clouding)
백탁도의 구체적인 측정법을 이하에 나타낸다. 우선, 방현성 필름의 이면에 도포된 점착제를 통해서 방현성 필름을 흑색 아크릴판에 접합했다. 다음에, 적분구형 분광 광도계(X-Rite사에 의해 제조된, 상품명:SP64)를 사용하고, 확산 광을 시료 표면에 조사해서 시료 법선 방향에 대해 8°만큼 기운 위치에 존재하는 검출기로 반사광을 측정하는 d/8°광학계로 측정을 행했다. 측정치는 정반사 성분을 제외하고 확산 반사 성분만을 검출하는 SPEX 모드를 채용하고, 검출 시야각 2°에서 행했다.
광택(Gloss)
방현성 필름의 광택도를 이하와 같이 해서 측정했다. 방현성 필름을 점착제에 의해 흑색 아크릴판(Mitsubishi Rayon사에 의해 제조된 아크릴라이트 L502)에 접합하고, Gardner사에 의해 제조된 micro-TRI-gloss로 광택도의 측정을 행했다. 표5는 20°광택도를 도시한다.
방현성의 평가
방현성의 평가는, 방현성 필름을 흑색 아크릴판에 점착 시트를 통해서 부착하고, 자신의 얼굴을 필름으로부터 약 30cm의 위치에서 비추고, 눈동자의 희미해짐을 하기의 기준에서 평가했다.
◎:눈동자가 희미해지고, 윤곽이 보이지 않는다.
○:눈동자의 윤곽이 희미하게 보인다.
×:눈동자가 선명하게 보인다.
흑도(blackness)의 평가
흑도의 평가는, 방현성 필름을 흑색 아크릴판에 점착 시트를 통해서 부착하고, 그 방현성 필름 상에 베어 형광등을 비추고 확산 광의 확대를 하기의 기준에 따라 평가함으로써 행해진다.
◎:확산 광의 확대 범위가 좁고, 확대 범위를 초과하면 검은 영역이 즉시 나타난다.
○: 확산 광의 확대 범위는 좁지만, 확대 범위를 초과한 위치에 확산 광을 희미하게 인식할 수 있다.
×: 확산 광의 확대 범위가 넓고, 필름이 희끄무레하게 보인다.
번쩍임(Glares)
Sony사에 의해 제조된 액정 텔레비전 BRAVIA KDL-40F1의 패널 표면으로부터 번쩍임 방지(antiglare)를 갖춘 편광판을 박리하고, 번쩍임 방지 처리가 없는 TAC 표면을 갖는 편광판을 접합했다. 그 위에 실시예 19 및 20의 방현성 필름을 광학적으로 투명한 점착제를 사용해서 접합했다. 다음에, 얻어진 액정 텔레비전을 기동하고, 녹색 표시 상태로 해서 하기의 기준으로 번쩍임을 평가했다.
◎: 모든 각도에서 번쩍임이 관찰되지 않는다.
○: 정면으로부터 번쩍임이 관찰되지 않지만, 비스듬하게 관찰하면 번쩍임이 조금 관찰된다.
×: 정면으로부터 번쩍임이 관찰된다.
실시예 19
포토리소그래피 기술에 의해, 표면에 요철 형상을 갖는 전사 롤 원반을 이하와 같이 제작했다. 우선, 전사 롤 원반으로서의 철심(직경 100mm, 면 길이 300mm)의 표면에 구리 도금을 실시했다. 구리 도금이 실시된 롤 표면에 포토레지스트를 도포하고, 포토레지스트층을 형성했다.
직경 랜덤 패턴(Rm:23.5μm, RM:38.5μm, Xm:0.0mm, XM:40.0mm, Ym:0.0mm, YM:40.0mm)을 생성한 후, 생성한 원들 사이의 간극에 반경 15μm 내지 23.5μm의 원을 배치하였다. 다음에, 이 노광 패턴을 기초로 하여 포토레지스트층을 레이저 비임으로 노광한 후, 현상했다. 결과적으로, 복수의 개구부가 랜덤 패턴으로 배치된 에칭 마스크가 얻어졌다.
에칭 마스크가 형성된 전사 롤 원반을 회전시키면서, 그 롤 표면에 대하여 에칭액을 분사하여, 롤 표면 상에 에칭 처리(제1 에칭 처리)를 행했다. 결과적으로, 5.5μm의 깊이 D1의 원기둥 형상의 구멍(오목부)이 형성되었다.
다음에, 포토레지스트층을 전사 롤 원반의 표면으로부터 제거한 후, 롤면 전체를 5μm(D2=D1×0.91)의 에칭 깊이 D2로 다시 균일하게 에칭 처리(제2 에칭 처리)를 행했다. 결과적으로, 원기둥 형상의 구멍이 매끄러운 곡면 형상의 구멍으로 변했다. 다음에, 롤 표면에 경질 Cr 도금을 5μm 행함으로써, 원하는 전사 롤 원반을 제작했다.
다음에, 제작한 전사 롤 원반을 사용하여 형상을 전사(전사 롤 온도:170℃, 선압:200kg/cm, 전사 속도:8m/min)하여, TAC 필름(후지 필름 가부시끼가이샤에 의해 제조됨, 필름 두께:80μm) 표면에 요철을 전사했다. 다음에, TAC 필름 표면의 요철 형상을 관찰했다. 그 결과를 도 44a에 나타낸다. 다음에, 기재 표면의 요철 형상의 표면 거칠기를 평가했다. 그 결과, Ra(산술 평균 거칠기)=0.623μm, Rz(10군데 평균 거칠기)=2.163μm, RSm(거칠기 곡선 요소의 평균 길이)=78μm이었다.
다음에, 하기 배합의 자외선 경화형 수지 조성물을 TAC 필름의 요철의 표면 상에 코일 바를 사용하여 도포한 후, 자외선 경화형 수지 조성물을 80℃로 1.5분 건조시켰다. 이 건조에 의해, 점도 조정제가 구조 점성을 발현하고, 유동성이 저하하고, 자외선 경화형 수지 조성물의 표면이 TAC 필름 표면의 요철 형상을 닮았다. 다음에, 질소 분위기 하에서 350mJ/cm2의 자외선을 조사해서, TAC 필름 표면 상에 하드 코트층을 형성했다. 이에 의해, 방현성 필름이 얻어졌다.
。6관능(hexafunctional) 우레탄아크릴레이트 14.39 질량부(Sartomer사에 의해 제조됨. 상품명:CN9006)
。4관능 아크릴 단량체: 펜타에리트리톨 테트라아크릴레이트 7.19 질량부(Shin-Nakamura Chemical사에 의해 제조됨, 상품명:A-TMMT)
。무기계의 점도 조정제: 실리카 필러 16 질량부(JGC C&C에 의해 제조된 직경 25nm의 OSCAL 시리즈의 실리카 필러는 말단 아크릴기를 함유하는 실란 커플링제(예를 들어, Shin-Etsu Chemical사에 의해 제조된 KBM-5103)로 처리했다.)
。중합 개시제 2 질량부(Ciba Specialty Chemicals사에 의해 제조됨. 상품명:Irgacure184)
。레벨링제: 유효 성분(불화 아크릴 중합체) 30 질량%의 3-메톡시-3-메틸-1-부탄올 용액 0.07 질량부(Kyoeisha Chemical사에 의해 제조됨, 상품명:KL-600)
。오염 방지제: 불화 아크릴레이트 1중량부(DIC사에 의해 제조됨, 상품명:RS-751-K)
。유기계의 점도 조정제: 카르복실기 함유 중합체 변성물 0.03 질량부(Kyoeisha Chemical사에 의해 제조됨, 상품명:G-700)
。용제: 이소프로필 알코올(IPA) 37.33 질량부
。용제: 1,3-디옥솔란 21.99 중량부
실시예 20
에칭액에 계면 활성제가 첨가되는 것을 제외하고 실시예 19와 마찬가지로 하여, 방현성 필름을 얻었다. 실시예 19와 마찬가지로, 방현성 필름의 제작 공정에 있어서, 실시예 20의 TAC 필름 표면의 요철 형상을 관찰했다. 그 결과를 도 44b에 나타낸다. 기재 표면의 요철 형상의 표면 거칠기를 평가했다. 그 결과, Ra(산술 평균 거칠기)=0.503μm, Rz(10군데 평균 거칠기)=1.973μm, RSm(거칠기 곡선 요소의 평균 길이)=74μm이었다.
표5는, 실시예 19 및 실시예 20의 방현성 필름의 평가 결과를 나타낸다.
[표5]

평가 결과에 의해 이하를 알았다.
。에칭액에 계면 활성제를 첨가하지 않은 실시예 19의 방현성 필름에서는, 기재 표면에 미세 구조체가 형성되지 않고, 매끄러운 표면을 갖는다. 이에 대해, 에칭액에 계면 활성제를 첨가한 실시예 20의 방현성 필름에서는, 기재 표면에 미세 구조체가 형성되고, 거칠어진 표면을 갖는다.
。실시예 20의 방현성 필름에서는, 실시예 19의 방현성 필름에 비해서 전체 헤이즈 및 내부 헤이즈가 각각 약 1%정도 상승한다. 이것은, 기재 표면에 미세 구조체가 형성되어 있기 때문이다.
。실시예 20의 방현성 필름에서는, 실시예 19의 방현성 필름에 비해서 번쩍임이 저감된다. 이것은, 미세 구조체가 내부 헤이즈를 부여했기 때문이다. 즉, 미세 구조체에 의해 기재 표면에 광산란 효과가 부여되었기 때문이다.
。실시예 19와 실시예 20에서는, 상술한 바와 같이 TAC 필름의 표면 형상 면에서 서로 차이가 있지만, 하드 코트층의 표면 형상은 거의 동일하다. 이로 인해, 백탁, 광택, 방현성, 및 흑도의 평가 결과는, 실시예 19와 실시예 20이 거의 동등하다.
이상, 본 명세서에서는 본 발명의 실시 형태 및 실시예에 대해서 구체적으로 설명했지만, 본 발명은 상술한 실시 형태 및 실시예에 한정되지 않고, 본 발명의 기술적 사상에 기초하는 다양한 변형 및 대체가 가능하다.
예를 들어, 상술한 실시 형태 및 실시예에서 설명된 수치, 형상, 재료 및 구성 등은 단지 예시적인 것이고, 필요에 따라서 다른 수치, 형상, 재료 및 구성 등을 사용해도 된다.
상술한 제1 내지 제10의 실시 형태는, 본 발명의 요지 내에 있는 한 서로 조합하는 것이 가능하다.
상술한 실시 형태에서는 액정 디스플레이의 표시면에 설치된 광학 필름 및 그 제조 방법에 본 발명을 적용할 경우를 예로서 설명했지만, 본 발명은 이것에 한정되지 않는다. 예를 들어, CRT(Cathode Ray Tube) 디스플레이, 플라즈마 디스플레이 패널(Plasma Display Panels:PDPs), 일렉트로 루미네센스(Electro Luminescence:EL) 디스플레이, 표면 전도형 전자 방출 소자 디스플레이(Surface-conduction Electron-emitter Display:SED) 등의 각종 표시 장치의 표시면에 사용되는 광학 필름에 적용 가능하다. 본 발명은 표시 장치의 크기에 한정되지 않는다. 본 발명은 소형으로부터 대형까지의 모든 표시 장치에 적용 가능하다.
상술한 실시 형태에서는, 기재 상에 하드 코트층(12)을 형성하는 예를 설명했다. 이와 달리, 하드 코트층(12)을 형성하지 않는 상태에서 기재(11)를 확산 시트나 확산판으로서 활용하는 것도 가능하다. 이와 같이 기판을 사용하는 경우, 기재(11)의 양면에 상술한 실시 형태의 요철 형상을 형성할 수도 있다. 이에 의해, 기재(11)의 양면에 확산 작용을 부여할 수 있다.
이와 달리, 상술한 실시 형태에 있어서, 기재(11)에 미립자를 함유시켜도 좋다. 또한, 기재(11)의 이면에 요철 형상을 형성하도록 해도 좋다. 이 요철 형상의 형성 방법의 예는 엠보스 가공 및 텍스쳐 가공을 포함할 수 있다. 이와 달리, 기재 이면에, 미립자를 함유하는 수지층을 설치하고, 이 수지층의 표면으로부터 미립자를 돌출시킬 수 있다. 이와 달리, 기재(11)에 미립자를 함유시키고, 미립자의 일부를 기재 이면으로부터 돌출시키도록 해도 좋다. 이와 달리, 기재(11)의 내부에 미립자를 함유시키고, 기재(11)의 이면에 요철 형상을 형성하도록 해도 좋다. 이와 같은 구성을 채용함으로써, 기재(11)의 내부 및/또는 이면에 확산 작용을 부여할 수 있다. 이와 같은 구성을 채용할 경우, 하드 코트층(12)의 형성을 생략하여, 기재(11)의 표면의 요철 형상이 노출될 수 있다. 이러한 방식으로, 기재(11)를 확산 시트나 확산판등으로 사용할 수 있다.
상술한 제7 실시 형태에서는, 에칭 처리(제1 에칭 처리)에 의해 형성한 오목부를 재에칭 처리(제2 에칭 처리)를 실시할 경우의 예를 설명했다. 그러나, 본 발명은 이 예에 특별히 한정되지 않는다. 예를 들어, 레이저 가공에 의해 형성된 오목부에 대하여, 재에칭 처리(제2 에칭 처리)를 실시하도록 해도 좋다. 즉, 제1 실시 형태의 광학 필름의 제조 방법에 있어서, 레이저 가공에 의한 오목부 형성 공정 후에, 에칭 처리를 실시하는 공정을 포함하도록 해도 좋다.
상술한 실시 형태에 있어서, 화학 에칭에 의해 엠보스 롤을 형성할 경우, 랜덤 패턴을 에칭해서 기둥 형상의 구멍을 형성한 후, 레지스트를 전체 제거하고, 롤 표면 전체를 에칭해서 매끄러운 표면 형상의 구멍을 형성할 수도 있다.
본 출원은 2009년 1월 9일 일본 특허청에 출원된 일본 우선권인 특허 출원 JP2009-004110호 및 2009년 11월 10일 일본 특허청에 출원된 일본 우선권인 특허 출원 JP2009-257546에 개시된 것과 관련된 주제를 포함하고, 그 전체 내용은 본 명세서에 참조로 병합되어 있다.
본 기술분야의 당업자는 첨부된 청구범위 및 그 등가물의 범위 내에서 설계 요구조건과 다른 인자에 따라 다양한 변경, 조합, 일부 조합 및 대체가 생길 수 있다는 것을 이해한다.
1: 광학 필름 2: 액정 패널
2a, 2b: 편광자 3: 백라이트
4: 방현성 편광자 11: 기재
11a: 구조체 12: 하드 코트층
13: 하드 코트액 14: 대전 방지층
15: 반사 방지층 21: 엠보싱 롤
21a: 구조체 22: 백 롤
23: 롤 24: 세라믹층
25: 레지스트층 25a: 노광 패턴
25b: 개구부 26: 도금층
2a, 2b: 편광자 3: 백라이트
4: 방현성 편광자 11: 기재
11a: 구조체 12: 하드 코트층
13: 하드 코트액 14: 대전 방지층
15: 반사 방지층 21: 엠보싱 롤
21a: 구조체 22: 백 롤
23: 롤 24: 세라믹층
25: 레지스트층 25a: 노광 패턴
25b: 개구부 26: 도금층
Claims (20)
- 광학 소자로서,
볼록부인 복수의 구조체가 표면에 형성된 기재와,
상기 기재 상에 형성된 하드 코트층을 포함하고,
상기 기재의 표면에는 상기 구조체에 의해 요철 형상이 형성되고,
상기 하드 코트층의 표면에는 상기 기재의 요철 형상을 모방한 요철 형상이 형성되고,
상기 하드 코트층의 표면의 요철 형상은 상기 기재 표면의 요철 형상보다 완만하고,
상기 구조체의 저면의 크기는 최소 거리 Rm 이상, 최대 거리 RM 이하(단, 최소 거리 Rm은 상기 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최단 거리의 최소치이고, 최대 거리 RM은 상기 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최장 거리의 최대치임)의 범위 내에서 랜덤하게 변화하고,
상기 복수의 구조체 중, 인접하는 상기 구조체는 서로 접하거나 거의 접하는 저면을 구비하고,
상기 최소 거리 Rm 및 상기 최대 거리 RM은 Rm/RM≤0.9의 관계를 만족하는, 광학 소자. - 제1항에 있어서, 상기 최대 거리 RM은 Rm <RM≤75μm의 범위 내에 있는, 광학 소자.
- 제1항에 있어서, 상기 최대 거리 RM 및 최소 거리 Rm은 10μm≤Rm <RM≤75μm의 관계를 만족하는, 광학 소자.
- 제1항에 있어서, 상기 구조체는 제1 구조체와 제2 구조체를 포함하고,
상기 제1 구조체의 저면의 크기는 10μm≤R1m <R1M≤75μm(단, 최소 거리 R1m은 상기 제1 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최단 거리의 최소치이고, 최대 거리 R1M은 상기 제1 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최장 거리의 최대치임)의 범위 내에서 랜덤하게 변화하고,
상기 제2 구조체의 저면의 크기는 R2m <R2M≤R1m(단, 최소 거리 R2m은 상기 제2 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최단 거리의 최소치이고, 최대 거리 R2M은 상기 제2 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최장 거리의 최대치임)의 범위 내에서 랜덤하게 변화하는, 광학 소자. - 제1항에 있어서, 상기 구조체는,
제1 구조체와,
상기 제1 구조체들 사이의 간극에 배치된 제2 구조체를 포함하고,
상기 제1 구조체의 높이의 최소치 h1 및 상기 제2 구조체의 높이의 최대치 h2는 h1≥h2의 관계를 만족하고,
상기 제1 구조체의 저면의 크기는 R1m <R1M≤75μm(단, 최소 거리 R1m은 상기 제1 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최단 거리의 최소치이고, 최대 거리 R1M은 상기 제1 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최장 거리의 최대치)의 범위 내에서 랜덤하게 변화하고,
상기 제2 구조체의 저면의 크기는 R2m<R2M≤R1m(단, 최소 거리 R2m은 상기 제2 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최단 거리의 최소치이고, 최대 거리 R2M은 상기 제2 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최장 거리의 최대치)의 범위 내에서 랜덤하게 변화하는, 광학 소자. - 제5항에 있어서, 상기 제1 구조체의 높이의 최소치 h1 및 상기 제2 구조체의 높이의 최대치 h2는 h1≥h2의 관계를 만족하고, 상기 제1 구조체 및 상기 제2 구조체의 높이가 변화되는, 광학 소자.
- 제1항에 있어서, 상기 하드 코트층은 무기계 및/또는 유기계의 점도 조정제를 함유하는, 광학 소자.
- 제1항에 있어서, 상기 하드 코트층의 표면의 평균 요철 높이 PV는 0.2μm≤PV≤1.6μm의 범위 내인, 광학 소자.
- 제1항에 있어서, 상기 하드 코트층의 표면의 10군데 평균 거칠기 Rz는 0.1μm≤Rz≤1.6μm의 범위 내인, 광학 소자.
- 제1항에 있어서, 상기 광학 소자는 0.7%이하의 백탁도를 갖는, 광학 소자.
- 제1항에 있어서, 상기 구조체의 저면의 형상은 원형 형상, 타원 형상 및 다각 형상으로부터 선택된 하나 이상인, 광학 소자.
- 제1항에 있어서, 상기 구조체는 상부로부터 저부를 향해서 넓혀지는 측면을 갖고,
상기 복수의 구조체 중, 인접하는 상기 구조체는 서로 접하거나 또는 거의 접하는 저면을 갖는, 광학 소자. - 제1항 내지 제12항 중 어느 한 항에 따른 광학 소자를 포함하는, 표시 장치.
- 광학 소자의 제조 방법으로서,
오목부인 복수의 전사용 구조체를 표면에 형성함으로써, 요철 형상을 표면에 갖는 원반(master)을 형성하는 공정과,
상기 원반의 요철 형상을 기재 표면에 전사함으로써, 요철 형상을 표면에 갖는 기재를 형성하는 공정과,
상기 기재의 요철 형상 위에 하드 코트층을 형성하는 공정을 포함하고,
상기 전사용 구조체의 저면의 크기는 최소 거리 Rm 이상, 최대 거리 RM 이하(단, 최소 거리 Rm은 상기 전사용 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최단 거리의 최소치이고, 최대 거리 RM은 상기 전사용 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최장 거리의 최대치임)의 범위 내에서 랜덤하게 변화하고,
상기 복수의 전사용 구조체 중, 인접하는 상기 전사용 구조체는 서로 접하거나 또는 거의 접하는 저면을 구비하고,
상기 최소 거리 Rm과 상기 최대 거리 RM은 Rm/RM≤0.9의 관계를 만족하고,
상기 하드 코트층의 표면에는, 상기 기재의 요철 형상을 모방한 요철 형상이 형성되고,
상기 하드 코트층의 표면의 요철 형상은 상기 기재 표면의 요철 형상보다도 완만한, 광학 소자의 제조 방법. - 제14항에 있어서, 상기 원반의 형성 공정에서는,
레이저 가공 또는 에칭 처리에 의해, 상기 전사용 구조체가 형성되는, 광학 소자의 제조 방법. - 제14항에 있어서, 상기 전사용 구조체가 형성된 원반은 롤 형상을 한, 광학 소자의 제조 방법.
- 원반으로서,
오목부인 복수의 전사용 구조체를 포함하고,
상기 원반의 표면에는, 상기 전사용 구조체에 의해 요철 형상이 형성되고,
상기 전사용 구조체의 저면의 크기는 최소 거리 Rm 이상, 최대 거리 RM 이하(단, 최소 거리 Rm은 상기 전사용 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최단 거리의 최소치이고, 최대 거리 RM은 상기 전사용 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최장 거리의 최대치)의 범위 내에서 랜덤하게 변화하고,
상기 복수의 전사용 구조체 중, 인접하는 상기 전사용 구조체는 서로 접하거나 또는 거의 접하는 저면을 구비하고,
상기 최소 거리 Rm과 상기 최대 거리 RM은 Rm/RM≤0.9의 관계를 만족하는, 원반. - 원반의 제조 방법으로서,
레이저 가공 또는 에칭 처리에 의해, 복수의 오목부를 원반의 표면에 형성하는 공정과,
상기 복수의 오목부가 형성된 상기 원반의 전체 표면을 에칭 처리하여, 전사용 구조체를 형성하는 공정을 포함하고,
상기 전사용 구조체의 저면의 크기는 최소 거리 Rm 이상, 최대 거리 RM 이하(단, 최소 거리 Rm은 상기 전사용 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최단 거리의 최소치이고, 최대 거리 RM은 상기 전사용 구조체의 저면의 무게 중심으로부터 저면의 주연까지의 최장 거리의 최대치임)의 범위 내에서 랜덤하게 변화하고,
상기 복수의 전사용 구조체 중, 인접하는 상기 전사용 구조체는 서로 접하거나 또는 거의 접하는 저면을 구비하고,
상기 최소 거리 Rm과 상기 최대 거리 RM은 Rm/RM≤0.9의 관계를 만족하는, 원반의 제조 방법. - 제18항에 있어서, 상기 복수의 오목부가 형성된 상기 원반의 전체 표면을 에칭 처리함으로써, 상기 원반의 표면에 연속적인 파면(wave surface)을 형성하는, 원반의 제조 방법.
- 제18항에 있어서, 상기 복수의 오목부를 구비한 상기 원반의 전체 표면을 에칭 처리함으로써, 상기 원반의 표면에 형성된 전사용 구조체가 돔 형상인, 원반의 제조 방법.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009004110 | 2009-01-09 | ||
| JPJP-P-2009-004110 | 2009-01-09 | ||
| JP2009257546A JP5724171B2 (ja) | 2009-01-09 | 2009-11-10 | 光学素子およびその製造方法、原盤およびその製造方法、ならびに表示装置 |
| JPJP-P-2009-257546 | 2009-11-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20100082733A true KR20100082733A (ko) | 2010-07-19 |
Family
ID=41682250
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020100001943A KR20100082733A (ko) | 2009-01-09 | 2010-01-08 | 광학 소자 및 그 제조 방법, 원반 및 그 제조 방법, 및 표시 장치 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8547639B2 (ko) |
| EP (1) | EP2207050A3 (ko) |
| JP (1) | JP5724171B2 (ko) |
| KR (1) | KR20100082733A (ko) |
| CN (1) | CN101819288A (ko) |
| RU (1) | RU2009148575A (ko) |
| TW (1) | TWI483006B (ko) |
Families Citing this family (54)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20090001339A1 (en) * | 2007-06-29 | 2009-01-01 | Tae Young Lee | Chemical Mechanical Polishing Slurry Composition for Polishing Phase-Change Memory Device and Method for Polishing Phase-Change Memory Device Using the Same |
| WO2012071740A1 (zh) * | 2010-12-03 | 2012-06-07 | Lee Chun-Yuan | 雾面基板与其制造方法 |
| KR101718864B1 (ko) * | 2010-12-14 | 2017-03-23 | 엘지디스플레이 주식회사 | 눈부심방지필름, 편광판 및 디스플레이장치 |
| CN103443661B (zh) * | 2011-03-23 | 2016-02-10 | 大日本印刷株式会社 | 光学层叠体、偏振片和图像显示装置 |
| KR101458733B1 (ko) * | 2011-04-28 | 2014-11-05 | 아사히 가라스 가부시키가이샤 | 반사 방지 적층체 |
| JP2014198376A (ja) * | 2011-08-02 | 2014-10-23 | コニカミノルタ株式会社 | 機能性フィルム |
| SG11201401965SA (en) * | 2011-11-04 | 2014-09-26 | Cambrios Technologies Corp | Methods for reducing diffuse reflection of nanostructure-based transparent conductive films and touch panels made of the same |
| JP2013111874A (ja) * | 2011-11-29 | 2013-06-10 | Sony Corp | ガスバリア基材およびガスバリア積層体 |
| JP2013119041A (ja) * | 2011-12-06 | 2013-06-17 | Fujifilm Corp | 微細凹凸構造の形成方法、該形成方法を用いた構造体の製造方法および構造体 |
| DE102012200084B4 (de) * | 2012-01-04 | 2021-05-12 | Pictiva Displays International Limited | Strahlungsemittierendes organisches bauteil |
| JP6266858B2 (ja) * | 2012-01-11 | 2018-01-24 | 大日本印刷株式会社 | 光反射防止物品 |
| JP5900112B2 (ja) * | 2012-03-30 | 2016-04-06 | 大日本印刷株式会社 | 防眩シート、防眩シートの製造方法、防眩シートを成型するための金型、及び金型の製造方法 |
| EP2888625A2 (en) * | 2012-08-22 | 2015-07-01 | 3M Innovative Properties Company | Polarizing beam splitter and methods of making same |
| US9952388B2 (en) | 2012-09-16 | 2018-04-24 | Shalom Wertsberger | Nano-scale continuous resonance trap refractor based splitter, combiner, and reflector |
| US9112087B2 (en) * | 2012-09-16 | 2015-08-18 | Shalom Wretsberger | Waveguide-based energy converters, and energy conversion cells using same |
| US9581762B2 (en) | 2012-09-16 | 2017-02-28 | Shalom Wertsberger | Pixel structure using a tapered core waveguide, image sensors and camera using same |
| CN104995535B (zh) * | 2012-10-08 | 2019-03-08 | 康宁股份有限公司 | 用于提供改善的显示器部件的方法和设备 |
| US10295710B2 (en) | 2012-11-21 | 2019-05-21 | 3M Innovative Properties Company | Optical diffusing films and methods of making same |
| KR20150086500A (ko) * | 2012-12-14 | 2015-07-28 | 나카이고교 가부시키가이샤 | 하드 코트 필름 |
| KR102098213B1 (ko) * | 2012-12-18 | 2020-04-08 | 엘지이노텍 주식회사 | 광학시트 |
| US10241235B2 (en) | 2012-12-25 | 2019-03-26 | Dai Nippon Printing Co., Ltd. | Optical layered object, polarizer obtained using same, and image display device |
| WO2014104106A1 (ja) | 2012-12-28 | 2014-07-03 | 旭硝子株式会社 | 光学素子、投影装置及び光学素子の製造方法 |
| US9568648B2 (en) * | 2013-01-11 | 2017-02-14 | Dai Nippon Printing Co., Ltd. | Optical laminated body, method for manufacturing same, and polarization plate and liquid-crystal display device using optical laminated body |
| DE102013003441A1 (de) * | 2013-02-25 | 2014-09-11 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Elektromagnetische Strahlung streuendes Element |
| JP6680455B2 (ja) * | 2013-07-09 | 2020-04-15 | Agc株式会社 | 光学素子及び投影装置 |
| JP6342895B2 (ja) * | 2013-07-26 | 2018-06-13 | Jxtgエネルギー株式会社 | 凹凸構造を有する基板の製造方法 |
| KR102056314B1 (ko) * | 2013-09-27 | 2019-12-17 | 삼성디스플레이 주식회사 | 보호용 윈도우 및 이를 포함하는 가요성 표시 장치 |
| KR102267204B1 (ko) * | 2013-10-02 | 2021-06-22 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 제1 미세구조화 층 및 코팅을 포함하는 미세구조화 확산기, 광학 적층체, 및 방법 |
| TWI611218B (zh) * | 2013-11-08 | 2018-01-11 | 逢甲大學 | 一種光學擴散膜片製作方法 |
| JP6059695B2 (ja) * | 2014-09-01 | 2017-01-11 | デクセリアルズ株式会社 | 光学体の製造方法 |
| JP7009992B2 (ja) * | 2014-10-20 | 2022-01-26 | スリーエム イノベイティブ プロパティズ カンパニー | 断熱グレージングユニット及び微細構造化拡散部を含む微小光学層並びに方法 |
| CN104950375A (zh) * | 2015-06-19 | 2015-09-30 | 南京中电熊猫液晶显示科技有限公司 | 一种液晶显示器用的上偏光板、液晶显示器 |
| CN107923996B (zh) * | 2015-07-31 | 2019-12-06 | 富士胶片株式会社 | 防反射膜的制造方法及防反射膜 |
| USD765884S1 (en) * | 2015-09-01 | 2016-09-06 | Lumicor Inc. | Architectural panel with repurposed metal shapes |
| KR20170049383A (ko) * | 2015-10-27 | 2017-05-10 | 삼성전자주식회사 | 폴리머막, 이를 채용한 광학 부재, 편광 부재 및 표시 장치 |
| JP6784487B2 (ja) * | 2015-10-30 | 2020-11-11 | デクセリアルズ株式会社 | 光学体、および表示装置 |
| JP6903418B2 (ja) * | 2015-11-16 | 2021-07-14 | デクセリアルズ株式会社 | 光学体、原盤、及び光学体の製造方法 |
| JP6730803B2 (ja) * | 2015-12-18 | 2020-07-29 | デクセリアルズ株式会社 | 反射防止光学体の形成方法、ディスプレイパネルおよび光学フィルム |
| CN107924003B (zh) * | 2016-02-01 | 2020-08-25 | Agc株式会社 | 透光性结构体 |
| KR102033697B1 (ko) * | 2016-04-01 | 2019-10-17 | 주식회사 엘지화학 | 광학 필름 마킹 시스템 및 광학 필름 마킹 방법 |
| US10908431B2 (en) | 2016-06-06 | 2021-02-02 | Shalom Wertsberger | Nano-scale conical traps based splitter, combiner, and reflector, and applications utilizing same |
| EP3548960B1 (en) * | 2016-11-30 | 2023-11-29 | Molecular Imprints, Inc. | Generating a virtual content display |
| CN108693573A (zh) * | 2017-03-31 | 2018-10-23 | 恒颢科技股份有限公司 | 防眩耐磨盖板及其制造方法 |
| WO2018235808A1 (ja) * | 2017-06-20 | 2018-12-27 | Agc株式会社 | ガラス板 |
| US10527910B2 (en) * | 2017-08-29 | 2020-01-07 | Trw Automotive U.S. Llc | Vehicle driver assist system |
| US10539864B2 (en) | 2018-02-08 | 2020-01-21 | Guardian Glass, LLC | Capacitive touch panel having diffuser and patterned electrode |
| KR102626391B1 (ko) * | 2018-02-27 | 2024-01-17 | 삼성디스플레이 주식회사 | 표시 장치 |
| US11209577B2 (en) * | 2018-05-30 | 2021-12-28 | Ocean Optics, Inc. | Macro-scale features for optically black surfaces and straylight suppression |
| JP7387315B2 (ja) * | 2018-07-27 | 2023-11-28 | 日東電工株式会社 | 熱伝導性シート |
| CN109445624B (zh) * | 2018-09-29 | 2021-11-26 | 广州国显科技有限公司 | 触控显示组件、触控显示组件的贴合方法及触控显示装置 |
| JP6977814B2 (ja) * | 2020-05-15 | 2021-12-08 | Jfeスチール株式会社 | 線状溝形成方法および方向性電磁鋼板の製造方法 |
| US20220011478A1 (en) * | 2020-07-09 | 2022-01-13 | Corning Incorporated | Textured region of a substrate to reduce specular reflectance incorporating surface features with an elliptical perimeter or segments thereof, and method of making the same |
| CN112958313B (zh) * | 2021-02-04 | 2022-03-04 | 深圳市邦建科技有限公司 | 使用距离矩阵加权特征的智能区域补偿喷漆参数控制方法 |
| TWI816459B (zh) * | 2022-07-06 | 2023-09-21 | 住華科技股份有限公司 | 光學膜 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59109004A (ja) | 1982-12-14 | 1984-06-23 | Sanritsu Denki Kk | 高鮮明度無反射偏光板及びその製造法 |
| US5204160A (en) * | 1988-08-08 | 1993-04-20 | Minnesota Mining And Manufacturing Company | Light-collimating film |
| JP3374299B2 (ja) | 1994-04-20 | 2003-02-04 | 大日本印刷株式会社 | 防眩フィルム |
| JPH07294708A (ja) * | 1994-04-27 | 1995-11-10 | Fujitsu Ltd | 防眩フィルム及びその製造方法並びに防眩フィルム適用装置 |
| JP2003004916A (ja) * | 2001-06-20 | 2003-01-08 | Dainippon Printing Co Ltd | 表示装置の窓材、その製造方法、及び表示装置 |
| TW557368B (en) * | 2001-06-29 | 2003-10-11 | Jsr Corp | Anti-reflection film laminated body and method of manufacturing the laminated body |
| US6636363B2 (en) * | 2002-03-11 | 2003-10-21 | Eastman Kodak Company | Bulk complex polymer lens light diffuser |
| JP2004029240A (ja) * | 2002-06-24 | 2004-01-29 | Fuji Photo Film Co Ltd | 防眩性反射防止フィルムの製造方法 |
| WO2004021052A1 (ja) * | 2002-08-30 | 2004-03-11 | Kimoto Co., Ltd. | 光制御フィルム |
| JP2005070435A (ja) * | 2003-08-25 | 2005-03-17 | Fuji Photo Film Co Ltd | 防眩性反射防止膜の製造方法 |
| JP2005084113A (ja) * | 2003-09-04 | 2005-03-31 | Fuji Photo Film Co Ltd | 防眩性フィルム及びその製造方法、偏光板、画像表示装置 |
| JP2005156615A (ja) | 2003-11-20 | 2005-06-16 | Konica Minolta Opto Inc | 防眩フイルム、防眩性反射防止フィルム及びそれらの製造方法、並びに偏光板及び表示装置 |
| JP4606758B2 (ja) * | 2004-03-18 | 2011-01-05 | 藤森工業株式会社 | 光機能性フィルム |
| US20070141964A1 (en) * | 2005-12-19 | 2007-06-21 | Dan Zimmerman | Work rolls surface textured by media blasting and controlled surface modification |
| US7842376B2 (en) * | 2006-05-24 | 2010-11-30 | Zhijian Lu | Diffusers and methods of manufacture |
| JP2008090212A (ja) * | 2006-10-05 | 2008-04-17 | Nissan Motor Co Ltd | 反射防止性光学構造、反射防止性光学構造体及びその製造方法 |
| WO2008069223A1 (en) * | 2006-12-05 | 2008-06-12 | Semiconductor Energy Laboratory Co., Ltd. | Anti-reflection film and display device |
| JP5380832B2 (ja) * | 2006-12-27 | 2014-01-08 | 大日本印刷株式会社 | 光学積層体の製造方法 |
| JP4155338B1 (ja) * | 2007-03-14 | 2008-09-24 | ソニー株式会社 | 防眩性フィルムの製造方法 |
| JP4941744B2 (ja) | 2007-06-19 | 2012-05-30 | 住友電装株式会社 | 防水コネクタ |
| JP2009257546A (ja) | 2008-04-21 | 2009-11-05 | Toyota Motor Corp | 動力伝達装置 |
| JP2010015109A (ja) * | 2008-07-07 | 2010-01-21 | Sony Corp | 光学フィルムおよびその製造方法、防眩性偏光子、ならびに表示装置 |
| JP4678437B2 (ja) * | 2008-12-29 | 2011-04-27 | ソニー株式会社 | 光学素子およびその製造方法、ならびに表示装置 |
-
2009
- 2009-11-10 JP JP2009257546A patent/JP5724171B2/ja active Active
- 2009-12-21 TW TW098143985A patent/TWI483006B/zh not_active IP Right Cessation
- 2009-12-25 RU RU2009148575/28A patent/RU2009148575A/ru not_active Application Discontinuation
-
2010
- 2010-01-04 EP EP10000004A patent/EP2207050A3/en not_active Withdrawn
- 2010-01-06 US US12/652,878 patent/US8547639B2/en not_active Expired - Fee Related
- 2010-01-08 KR KR1020100001943A patent/KR20100082733A/ko not_active Application Discontinuation
- 2010-01-11 CN CN201010003218A patent/CN101819288A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010181862A (ja) | 2010-08-19 |
| EP2207050A3 (en) | 2010-08-25 |
| TWI483006B (zh) | 2015-05-01 |
| RU2009148575A (ru) | 2011-06-27 |
| JP5724171B2 (ja) | 2015-05-27 |
| US20100177398A1 (en) | 2010-07-15 |
| EP2207050A2 (en) | 2010-07-14 |
| US8547639B2 (en) | 2013-10-01 |
| TW201037367A (en) | 2010-10-16 |
| CN101819288A (zh) | 2010-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5724171B2 (ja) | 光学素子およびその製造方法、原盤およびその製造方法、ならびに表示装置 | |
| TWI583987B (zh) | An optical film and a method of manufacturing the same, an anti-glare polarizing element, and a display device | |
| JP4155337B1 (ja) | 防眩性フィルムおよびその製造方法、ならびに表示装置 | |
| JP4678437B2 (ja) | 光学素子およびその製造方法、ならびに表示装置 | |
| KR102365537B1 (ko) | 적층체의 제조 방법, 적층체, 편광판, 화상 표시 장치 및 화상 표시 장치의 시인성 개선 방법 | |
| JP5407545B2 (ja) | 防眩性フィルムおよびその製造方法、ならびに表示装置 | |
| TWI491929B (zh) | 防眩膜、偏光板、透過型液晶顯示器 | |
| JP4130928B2 (ja) | 防眩性光学フィルム | |
| JP2011107297A (ja) | 防眩性フィルムおよび表示装置 | |
| KR20180063259A (ko) | 광학 시트, 편광판, 광학 시트의 선별 방법 및 광학 시트의 제조 방법, 그리고 표시 장치 | |
| KR20130127984A (ko) | 방현성 필름, 편광판 및 화상 표시 장치 | |
| JP2011100027A (ja) | 防眩性フィルム、およびその製造方法 | |
| US8220940B2 (en) | Antiglare film, antireflection film, polarizing plate and image display device | |
| KR20130105510A (ko) | 광학 필름, 편광판, 액정 패널 및 화상 표시 장치 | |
| TW200916836A (en) | Optical film and its production method, and glare-proof polarizer using same and display apparatus | |
| KR20150106345A (ko) | 터치 패널, 표시 장치 및 광학 시트, 광학 시트의 선별 방법 및 광학 시트의 제조 방법 | |
| JP2011102881A (ja) | 防眩性フィルムおよびその製造方法、ならびに表示装置 | |
| JP2011169987A (ja) | 防眩性フィルムおよびその製造方法、紫外線硬化型樹脂組成物、ならびに表示装置 | |
| JP2011123380A (ja) | 防眩性フィルム、およびその製造方法 | |
| JP6565094B2 (ja) | タッチパネル、表示装置及び光学シート、並びに光学シートの選別方法及び光学シートの製造方法 | |
| JP6515377B2 (ja) | タッチパネル、表示装置及び光学シート、並びに光学シートの選別方法及び光学シートの製造方法 | |
| JP2013238867A (ja) | 光学フィルムおよびその製造方法、防眩性フィルム、光学層付偏光子、ならびに表示装置 | |
| JP6565096B2 (ja) | タッチパネル、表示装置及び光学シート、並びに光学シートの選別方法及び光学シートの製造方法 | |
| JP6484846B2 (ja) | タッチパネル、表示装置及び光学シート、並びに光学シートの選別方法及び光学シートの製造方法 | |
| JP6565095B2 (ja) | タッチパネル、表示装置及び光学シート、並びに光学シートの選別方法及び光学シートの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |