JP5138892B2 - 硬質皮膜 - Google Patents
硬質皮膜 Download PDFInfo
- Publication number
- JP5138892B2 JP5138892B2 JP2006012092A JP2006012092A JP5138892B2 JP 5138892 B2 JP5138892 B2 JP 5138892B2 JP 2006012092 A JP2006012092 A JP 2006012092A JP 2006012092 A JP2006012092 A JP 2006012092A JP 5138892 B2 JP5138892 B2 JP 5138892B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- ratio
- formula
- subscripts
- hard coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/0664—Carbonitrides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
- C23C14/3464—Sputtering using more than one target
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
- C23C28/044—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material coatings specially adapted for cutting tools or wear applications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/40—Coatings including alternating layers following a pattern, a periodic or defined repetition
- C23C28/42—Coatings including alternating layers following a pattern, a periodic or defined repetition characterized by the composition of the alternating layers
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
- C23C30/005—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process on hard metal substrates
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12535—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.] with additional, spatially distinct nonmetal component
- Y10T428/12576—Boride, carbide or nitride component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12736—Al-base component
- Y10T428/12743—Next to refractory [Group IVB, VB, or VIB] metal-base component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
- Y10T428/2495—Thickness [relative or absolute]
- Y10T428/24967—Absolute thicknesses specified
- Y10T428/24975—No layer or component greater than 5 mils thick
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/263—Coating layer not in excess of 5 mils thick or equivalent
- Y10T428/264—Up to 3 mils
- Y10T428/265—1 mil or less
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Physical Vapour Deposition (AREA)
- Drilling Tools (AREA)
Description
(Cr(1-a)Ala)(C(1-x)Nx) …(1a)
(Zr(1-k)Hfk)(C(1-y)Ny) …(2a)
[式中の添字は、原子比を示す。これら添字は、以下の関係を満足する。
0.2≦a≦0.8
0.7≦x≦1
0≦k≦1
0.5≦y≦1 ]
(Cr(1-a-b-c)AlaSibBc)(C(1-x)Nx) …(1b)
[式中の添字は、原子比を示す。b及びcは、片方が0であってもよい。これら添字は、以下の関係を満足する。
0.2≦a≦0.8
0<(b+c)≦0.2
0.7≦x≦1 ]
(Zr(1-k-m-n)HfkSimBn)(C(1-y)Ny) …(2b)
[式中の添字は、原子比を示す。m及びnは、片方が0であってもよい。これら添字は、以下の関係を満足する。
0≦k≦1−m−n
0<(m+n)≦0.2
0.5≦y≦1 ]
下記式(2c)又は(2d)で示されるターゲットを用い、イオンプレーティング法又はスパッタリング法によって、厚さが1〜80nmであってC/N比(原子比)が0.5/0.5〜0/1の(炭)窒化物層を第2の層として形成する工程とを交互に複数回繰り返すことによって得ることができる。
Cr(1-a)Ala …(1c)
Cr(1-a-b-c)AlaSibBc …(1d)
Zr(1-k)Hfk …(2c)
Zr(1-k-m-n)HfkSimBn …(2d)
[式中の添字は、原子比を示す。b及びcは、片方が0であってもよい。またm及びnも、片方が0であってもよい。これら添字は、以下の関係を満足する。
0.2≦a≦0.8
0<(b+c)≦0.2
0≦k≦1(式2cの場合)又は0≦k≦1−m−n(式2dの場合)
0<(m+n)≦0.2 ]
第1の層及び第2の層の少なくとも一方(特に両方)は、立方晶型結晶構造を示すことが望ましい。
(Cr(1-p-q-r)AlpZrqHfr)(C(1-z)Nz) …(3a)
[式中の添字は、原子比を示す。ただしq及びrは、片方が0であってもよい。これら添字は、pが0.5未満の場合とpが0.5以上の場合とに応じて、以下の関係を満足する;
pが0.5未満の場合: 0.2≦p<0.5
0.2≦(q+r)≦0.5
0.05≦(1−p−q−r)
0.5≦z≦1
pが0.5以上の場合: 0.5≦p≦0.7
0.05≦(q+r)≦0.25
0.15≦(1−p−q−r)
0.5≦z≦1 ]
(Cr(1-p-q-r-s-t)AlpZrqHfrSisBt)(C(1-z)Nz) …(3b)
[式中の添字は、原子比を示す。ただしq及びrは、片方が0であってもよい。またs及びtも、片方が0であってもよい。これら添字は、pが0.5未満の場合とpが0.5以上の場合とに応じて、以下の関係を満足する。
pが0.5未満の場合: 0.2≦p<0.5
0.2≦(q+r)≦0.5
0<(s+t)≦0.2
0.05≦(1−p−q−r−s−t)
0.5≦z≦1
pが0.5以上の場合: 0.5≦p≦0.7
0.05≦(q+r)≦0.25
0<(s+t)≦0.2
0.15≦(1−p−q−r−s−t)
0.5≦z≦1 ]
Cr(1-p-q-r)AlpZrqHfr …(3c)
[式中の添字は、原子比を示す。ただしq及びrは、片方が0であってもよい。これら添字は、pが0.5未満の場合とpが0.5以上の場合とに応じて、以下の関係を満足する。
pが0.5未満の場合: 0.2≦p<0.5、
0.2≦(q+r)≦0.5、
0.05≦(1−p−q−r)
pが0.5以上の場合: 0.5≦p≦0.7
0.05≦(q+r)≦0.25
0.15≦(1−p−q−r) ]
Cr(1-p-q-r-s-t)AlpZrqHfrSisBt …(3d)
[式中の添字は、原子比を示す。ただしq及びrは、片方が0であってもよい。またs及びtも、片方が0であってもよい。これら添字は、pが0.5未満の場合とpが0.5以上の場合とに応じて、以下の関係を満足する。
pが0.5未満の場合: 0.2≦p<0.5、
0.2≦(q+r)≦0.5、
0<(s+t)≦0.2
0.05≦(1−p−q−r−s−t)
pが0.5以上の場合: 0.5≦p≦0.7
0.05≦(q+r)≦0.25
0<(s+t)≦0.2
0.15≦(1−p−q−r−s−t) ]
本発明に係る積層型硬質皮膜は、より具体的には、下記式(1a)で示される第1の層[CrAlの(炭)窒化物]と、下記式(2a)で示される第2の層[Zr及び/又はHfの(炭)窒化物]とが、交互に複数回積層されたものである。第1の層[CrAlの(炭)窒化物]は主として皮膜の高硬度化に貢献し、第2の層[Zr及び/又はHfの(炭)窒化物]は主として皮膜の高温安定化に貢献する。
(Cr(1-a)Ala)(C(1-x)Nx) …(1a)
(Zr(1-k)Hfk)(C(1-y)Ny) …(2a)
[式中の添字は、原子比を示す。これら添字は、以下の関係を満足する。
0.2≦a≦0.8
0.7≦x≦1
0≦k≦1
0.5≦y≦1 ]
(Cr(1-a-b-c)AlaSibBc)(C(1-x)Nx) …(1b)
[式中、添字は原子比を示す。これら添字は、b及びcを除き、前記式(1a)の場合と同様の関係を満足する。b及びcは、片方が0であってもよい。またb及びcは、下記の関係を満足する。
0<(b+c)≦0.2 ]
(Zr(1-k-m-n)HfkSimBn)(C(1-y)Ny) …(2b)
[式中の添字は、原子比を示す。m及びnは、片方が0であってもよい。これら添字は、以下の関係を満足する。
0≦k≦1−m−n
0<(m+n)≦0.2 ]
“m+n”の限定理由及び好ましい範囲は、前記“b+c”の場合と同様である。またm及びnの片方が0になってよい理由等についても、前記b、cの場合と同様である。kの好ましい範囲は、前記式2aの場合と同様である。
Cr(1-a)Ala …(1c)
Cr(1-a-b-c)AlaSibBc …(1d)
Zr(1-k)Hfk …(2c)
Zr(1-k-m-n)HfkSimBn …(2d)
[式中の添字は、原子比を示す。またその値は、前記式(1a)、(1b)、(2a)、(2b)と同じである]
本発明の硬質皮膜は、上記積層型皮膜に限定されない。CrAlの(炭)窒化物中にZr及び/又はHfを添加し、CrAlZrHf(炭)窒化物の均一膜を形成しても、積層型皮膜と同様の効果が得られる。この単層型硬質皮膜は、より具体的には、下記式(3a)で示される物質からなる皮膜である。
(Cr(1-p-q-r)AlpZrqHfr)(C(1-z)Nz) …(3a)
[式中の添字は、原子比を示す。ただしq及びrは、片方が0であってもよい。またpは0.2以上、0.7以下である。p以外の添字は、pが0.5未満の場合とpが0.5以上の場合とに応じて、以下の関係を満足する。
pが0.5未満の場合(すなわち0.2≦p<0.5の場合):
0.2≦(q+r)≦0.5
0.05≦(1−p−q−r)
0.5≦z≦1
pが0.5以上の場合(すなわち0.5≦p≦0.7の場合):
0.05≦(q+r)≦0.25
0.15≦(1−p−q−r)
0.5≦z≦1 ]
ZrとHfの合計比(q+r)は、0.2以上(好ましくは0.23以上、さらに好ましくは0.25以上)、0.5以下(好ましくは0.47以下、さらに好ましくは0.45以下)である。
Cr比(1−p−q−r)は、0.05以上、好ましくは0.1以上、さらに好ましくは0.15以上である。
ZrとHfの合計比(q+r)は、0.05以上(好ましくは0.08以上、さらに好ましくは0.1以上)、0.25以下(好ましくは0.22以下、さらに好ましくは0.2以下)である。
Cr比(1−p−q−r)は、0.15以上、好ましくは0.15以上、さらに好ましくは0.2以上である。
(Cr(1-p-q-r-s-t)AlpZrqHfrSisBt)(C(1-z)Nz) …(3b)
[式中の添字は、原子比を示す。ただしq及びrは、片方が0であってもよい。またs及びtも、片方が0であってもよい。pは0.2以上、0.7以下である。p以外の添字は、pが0.5未満の場合とpが0.5以上の場合とに応じて、以下の関係を満足する;
pが0.5未満の場合(すなわち0.2≦p<0.5の場合):
0.2≦(q+r)≦0.5
0<(s+t)≦0.2
0.05≦(1−p−q−r−s−t)
0.5≦z≦1
pが0.5以上の場合(すなわち0.5≦p≦0.7の場合):
0.05≦(q+r)≦0.25
0<(s+t)≦0.2
0.15≦(1−p−q−r−s−t)
0.5≦z≦1 ]
Cr(1-p-q-r)AlpZrqHfr …(3c)
Cr(1-p-q-r-s-t)AlpZrqHfrSisBt …(3d)
[式中の添字は、原子比を示す。またその値は、前記式(3a)、(3b)と同じである]
皮膜中の金属元素の成分組成は、EDX(Energy Dispersive X-ray Fluorescence Spectroscopy )法で定量分析[加速電圧:20kV、WD(Work Distance):15mm、測定時間(Live):60秒、ZAF補正]することによって決定した。
リガク電機社製のX線回折装置を用い、X線回折法[θ−2θ法、CuKα線(40kV−40mA)]によって、硬質皮膜のX線回折ピークを調べた。2θ=37.78°付近のピークが立方晶の(111)面に相当し、2θ=43.9°付近のピークが立方晶の(200)面に相当し、2θ=63.8°付近のピークが立方晶の(220)面に相当する。また2θ=32°〜33°付近のピークが六方晶の(100)面に相当し、2θ=48°〜50°付近のピークが六方晶の(102)面に相当し、2θ=57°〜58°付近のピークが六方晶の(110)面に相当する。各ピークの強度を測定し、下記式(4)に従って結晶構造指数Xを算出し、下記基準に従って皮膜の結晶構造を決定した。

指数Xが0.9以上の場合:立方晶型結晶構造(下記表中、B1と表記する)
指数Xが0.1以上、0.9未満の場合:混合型(下記表中、B1+B4と表記する)
指数Xが0.1未満の場合:六方晶結晶構造(下記表中、B4と表記する)
硬度は、マイクロビッカース硬度計を用い、荷重0.25N、保持時間15秒の条件で測定した。
下記実験例で得られた白金サンプル(白金箔に硬質皮膜を形成したもの)を人工乾燥空気中で室温から5℃/minの昇温速度で加熱し、その重量変化を熱天秤で調べた。得られた重量増加曲線から酸化開始温度を決定した。
下記実験例で得られた試験用エンドミル[超硬合金製エンドミル(直径10mm、2枚刃)の表面に硬質皮膜を形成したもの]を用い、SKD61焼き入れ鋼(HRC50)を、下記の切削条件で切削した後、刃先を光学顕微鏡で観察し、すくい面と逃げ面の境界部分の摩耗幅を測定した。
切削速度:220m/分
刃送り :0.05mm/刃
深さ切り込み:4.5mm
軸切り込み :1mm
その他:ドライカット、エアーブロー
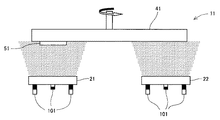
図3に示した成膜装置13を用い、CrとAlからなるターゲット(組成は表1の第1の層とほぼ同じ)をアーク式蒸発源25、26に装着し、ZrとHfからなるターゲット(組成は表1の第2の層とほぼ同じ)をスパッタリング式蒸発源27、28に装着した。また被処理部材(チップ、ボールエンドミル、又は白金箔)51をエタノールで脱脂洗浄した後、回転テーブル71上に取り付け、チャンバー8内を真空にした。ヒーター(図示せず)によって温度約500℃まで加熱し、回転盤72及び回転テーブル71によって被処理部材51を回転させつつ、Arイオンを導入してクリーニングを実施した。次いで成膜用ガスを導入しながら、各蒸発源25、26、27、28を放電させて、厚さが3μmになるまで積層型硬質皮膜を形成した。前記成膜用ガスはAr−N2混合ガス又はAr−N2−CH4の混合ガスであり、全圧力は2.6Paであり、反応ガスの分圧(N2の分圧とCH4の分圧の合計)は1.3Paに固定した。また第1の層と第2の層の厚さは、蒸発源へ投入する電力及び被処理部材51の回転周期により調節した。
Cr・Al・Si・Bからなるターゲット(組成は表2の第1の層とほぼ同じ)をアーク式蒸発源25、26に装着し、Zr・Hf・Si・Bからなるターゲット(組成は表1の第2の層とほぼ同じ)をスパッタリング式蒸発源27、28に装着する以外は、前記実験例1と同様にした。
蒸発源25、26、27、28の方式をアークイオンプレーティング式に統一し、これら蒸発源25、26、27、28にCr・Al・Zr・Hfからなるターゲット(組成は表3とほぼ同じ)を装着すると共に、成膜用ガスをN2ガス(全圧力:4Pa)又はN2−CH4混合ガス(N2分圧:2.7Pa、CH4分圧:1.3Pa、全圧力:4Pa)にする以外は、前記実験例1と同様にした。
Cr・Al・Zr・Hf・Si・Bから成るターゲット(組成は表4とほぼ同じ)を装着する以外は、実験例3と同様にした。
51:被処理部材
Claims (5)
- 下記式(1a)で示されかつ厚さが1〜80nmである第1の層と、下記式(2a)で示されかつ厚さが1〜80nmである第2の層とが、交互に複数積層されている積層型硬質皮膜。
(Cr(1-a)Ala)(C(1-x)Nx) …(1a)
(Zr(1-k)Hfk)(C(1-y)Ny) …(2a)
[式中の添字は、原子比を示す;これら添字は、以下の関係を満足する;
0.2≦a≦0.67
0.7≦x≦1
0≦k≦1
0.5≦y≦1 ] - 前記複数の第1の層のうち少なくとも一部の層が、下記式(1b)で示されかつ厚さ1〜80nmである層に置き換えられている請求項1に記載の積層型硬質皮膜。
(Cr(1-a’-b-c)Ala’SibBc)(C(1-x)Nx) …(1b)
[式中の添字は、原子比を示す;b及びcは、片方が0であってもよい;これら添字は、以下の関係を満足する;
0.2≦a’≦0.57
0<(b+c)≦0.1
0.7≦x≦1 ] - 前記複数の第2の層のうち少なくとも一部の層が、下記式(2b)で示されかつ厚さ1〜80nmである層に置き換えられている請求項1又は2に記載の積層型硬質皮膜。
(Zr(1-k-m-n)HfkSimBn)(C(1-y)Ny) …(2b)
[式中の添字は、原子比を示す;m及びnは、片方が0であってもよい;これら添字は、以下の関係を満足する;
0≦k≦1−m−n
0<(m+n)≦0.2
0.5≦y≦1 ] - 下記式(1c)又は(1d)で示されるターゲットを用い、イオンプレーティング法又はスパッタリング法によって、厚さが1〜80nmであってC/N比(原子比)が0.3/0.7〜0/1の窒化物層又は炭窒化物層を第1の層として形成する工程と、
下記式(2c)又は(2d)で示されるターゲットを用い、イオンプレーティング法又はスパッタリング法によって、厚さが1〜80nmであってC/N比(原子比)が0.5/0.5〜0/1の窒化物層又は炭窒化物層を第2の層として形成する工程とを交互に複数回繰り返すことによって得られる積層型硬質皮膜。
Cr(1-a)Ala …(1c)
Cr(1-a’-b-c)Ala’SibBc …(1d)
Zr(1-k)Hfk …(2c)
Zr(1-k-m-n)HfkSimBn …(2d)
[式中の添字は、原子比を示す;b及びcは、片方が0であってもよい;またm及びnも、片方が0であってもよい;これら添字は、以下の関係を満足する;
0.2≦a≦0.67
0.2≦a’≦0.57
0<(b+c)≦0.1
0≦k≦1(式2cの場合)又は0≦k≦1−m−n(式2dの場合)
0<(m+n)≦0.2 ] - 第1の層及び第2の層の少なくとも一方が、立方晶型結晶構造を示すものである請求項1〜4のいずれかに記載の積層型硬質皮膜。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006012092A JP5138892B2 (ja) | 2006-01-20 | 2006-01-20 | 硬質皮膜 |
| US11/466,671 US7510608B2 (en) | 2006-01-20 | 2006-08-23 | Hard coating film |
| DE102006062798.9A DE102006062798B4 (de) | 2006-01-20 | 2006-10-06 | Laminatartige harte Beschichtung und Verfahren zu deren Herstellung |
| DE102006047414A DE102006047414B4 (de) | 2006-01-20 | 2006-10-06 | Harte Beschichtung und Verfahren zu deren Herstellung |
| CNB2006101321109A CN100553968C (zh) | 2006-01-20 | 2006-10-10 | 硬质保护膜 |
| KR1020070005180A KR100837018B1 (ko) | 2006-01-20 | 2007-01-17 | 경질피막 |
| US12/354,355 US7592061B1 (en) | 2006-01-20 | 2009-01-15 | Hard coating film |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006012092A JP5138892B2 (ja) | 2006-01-20 | 2006-01-20 | 硬質皮膜 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012149494A Division JP5416813B2 (ja) | 2012-07-03 | 2012-07-03 | 硬質皮膜 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007191765A JP2007191765A (ja) | 2007-08-02 |
| JP2007191765A5 JP2007191765A5 (ja) | 2008-12-18 |
| JP5138892B2 true JP5138892B2 (ja) | 2013-02-06 |
Family
ID=38268331
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006012092A Expired - Fee Related JP5138892B2 (ja) | 2006-01-20 | 2006-01-20 | 硬質皮膜 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US7510608B2 (ja) |
| JP (1) | JP5138892B2 (ja) |
| KR (1) | KR100837018B1 (ja) |
| CN (1) | CN100553968C (ja) |
| DE (2) | DE102006047414B4 (ja) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5096715B2 (ja) | 2006-09-21 | 2012-12-12 | 株式会社神戸製鋼所 | 硬質皮膜および硬質皮膜被覆工具 |
| JP5003947B2 (ja) * | 2007-06-07 | 2012-08-22 | 住友電工ハードメタル株式会社 | 表面被覆切削工具 |
| US8080324B2 (en) * | 2007-12-03 | 2011-12-20 | Kobe Steel, Ltd. | Hard coating excellent in sliding property and method for forming same |
| US20110177460A1 (en) * | 2008-06-09 | 2011-07-21 | Nanofilm Technologies International Pte Ltd | process for producing an image on a substrate |
| JP5234931B2 (ja) * | 2008-06-23 | 2013-07-10 | 株式会社神戸製鋼所 | 硬質皮膜被覆部材および成形用冶工具 |
| JP5692636B2 (ja) * | 2010-11-16 | 2015-04-01 | 三菱マテリアル株式会社 | 表面被覆切削工具 |
| JP5035479B2 (ja) * | 2011-01-27 | 2012-09-26 | 三菱マテリアル株式会社 | 耐欠損性、耐摩耗性にすぐれた表面被覆切削工具 |
| JP6028374B2 (ja) * | 2011-06-29 | 2016-11-16 | 大同特殊鋼株式会社 | ターゲット及び硬質被膜被覆切削工具 |
| JP5764002B2 (ja) * | 2011-07-22 | 2015-08-12 | 株式会社神戸製鋼所 | 真空成膜装置 |
| JP2014122400A (ja) * | 2012-12-21 | 2014-07-03 | Kobe Steel Ltd | 軟質金属に対する耐凝着性に優れた硬質皮膜 |
| US9896767B2 (en) * | 2013-08-16 | 2018-02-20 | Kennametal Inc | Low stress hard coatings and applications thereof |
| CN105584148B (zh) * | 2014-10-22 | 2017-09-12 | 上海航天设备制造总厂 | 硬质耐高温自润滑涂层制品及其制备方法 |
| CN104532185B (zh) * | 2014-12-22 | 2017-02-22 | 四川大学 | 一种非晶结构的CrAl(C,N)硬质涂层及其制备方法 |
| JP2016199793A (ja) * | 2015-04-13 | 2016-12-01 | 株式会社神戸製鋼所 | 硬質皮膜 |
| JP2016211052A (ja) * | 2015-05-12 | 2016-12-15 | 株式会社神戸製鋼所 | 硬質皮膜および硬質皮膜被覆部材 |
| JP6507399B2 (ja) * | 2017-03-28 | 2019-05-08 | 株式会社タンガロイ | 被覆切削工具 |
| EP3763465A4 (en) * | 2018-03-07 | 2021-08-04 | Sumitomo Electric Hardmetal Corp. | SURFACE-COATED CUTTING TOOL AND METHOD OF MANUFACTURING THEREOF |
| EP3763466A4 (en) * | 2018-03-07 | 2021-11-24 | Sumitomo Electric Hardmetal Corp. | SURFACE-COATED CUTTING TOOL AND METHOD OF MANUFACTURING THEREOF |
| KR102074469B1 (ko) * | 2019-05-13 | 2020-02-07 | 주식회사 다올플라즈마 | 포밍 치형공구용 다층나노 경질 코팅막 |
| JP7239724B2 (ja) * | 2020-11-06 | 2023-03-14 | 貴嗣 飯塚 | 成膜装置、成膜ユニット及び成膜方法 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2977066B2 (ja) | 1993-05-21 | 1999-11-10 | 株式会社リケン | 摺動部材 |
| JPH0873289A (ja) * | 1994-08-31 | 1996-03-19 | Sumitomo Electric Ind Ltd | 工具用複合高硬度材料 |
| JPH08134629A (ja) * | 1994-09-16 | 1996-05-28 | Sumitomo Electric Ind Ltd | 超微粒積層膜と、それを有する工具用複合高硬度材料 |
| JPH0941127A (ja) * | 1995-08-03 | 1997-02-10 | Kobe Steel Ltd | 硬質皮膜 |
| DE59607891D1 (de) * | 1995-08-19 | 2001-11-15 | Widia Gmbh | Verbundkörper und verfahren zu dessen herstellung |
| JPH1018024A (ja) | 1996-07-05 | 1998-01-20 | Hitachi Metals Ltd | 被覆硬質部材 |
| JP3039381B2 (ja) | 1996-07-12 | 2000-05-08 | 山口県 | 耐高温酸化特性に優れた複合硬質皮膜の形成法 |
| JPH10176289A (ja) * | 1996-12-10 | 1998-06-30 | Balzers Ag | 被覆硬質合金 |
| JP3250967B2 (ja) * | 1996-12-25 | 2002-01-28 | マルマス機械株式会社 | コイン式精米装置 |
| ATE291648T1 (de) * | 1998-10-27 | 2005-04-15 | Mitsubishi Mat Kobe Tools Corp | Verschleissfestes beschichtetes teil |
| JP4375691B2 (ja) * | 1999-12-17 | 2009-12-02 | 住友電工ハードメタル株式会社 | 複合高硬度材料 |
| KR20020019888A (ko) * | 2000-09-07 | 2002-03-13 | 오카무라 가네오 | 절삭공구 |
| JP4112834B2 (ja) | 2000-12-28 | 2008-07-02 | 株式会社神戸製鋼所 | 切削工具用硬質皮膜を形成するためのターゲット |
| DE60124061T2 (de) | 2000-12-28 | 2007-04-12 | Kabushiki Kaisha Kobe Seiko Sho, Kobe | Hartstoffschicht für Schneidwerkzeuge |
| JP4216518B2 (ja) * | 2002-03-29 | 2009-01-28 | 株式会社神戸製鋼所 | カソード放電型アークイオンプレーティング用ターゲットおよびその製造方法 |
| JP2004082230A (ja) * | 2002-08-23 | 2004-03-18 | Hitachi Tool Engineering Ltd | 精密旋盤加工用硬質皮膜被覆インサート |
| SE526339C2 (sv) | 2002-09-04 | 2005-08-23 | Seco Tools Ab | Skär med slitstark refraktär beläggning med kompositstruktur |
| DE10362382B3 (de) * | 2002-12-27 | 2017-08-17 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel Co., Ltd.) | Harter Überzug mit hervorragender Haftung |
| JP2004238736A (ja) * | 2003-01-17 | 2004-08-26 | Hitachi Tool Engineering Ltd | 硬質皮膜及び硬質皮膜被覆工具 |
| JP2004306228A (ja) * | 2003-04-10 | 2004-11-04 | Hitachi Tool Engineering Ltd | 硬質皮膜 |
| EP1627094B1 (de) | 2003-04-28 | 2018-10-24 | Oerlikon Surface Solutions AG, Pfäffikon | Werkstück mit alcr-haltiger hartstoffschicht |
| US7226670B2 (en) * | 2003-04-28 | 2007-06-05 | Oc Oerlikon Balzers Ag | Work piece with a hard film of AlCr-containing material, and process for its production |
| JP4097074B2 (ja) | 2003-06-17 | 2008-06-04 | ユケン工業株式会社 | クロム系窒化膜の成膜方法 |
| ATE498711T1 (de) | 2004-07-15 | 2011-03-15 | Oerlikon Trading Ag | Hoch oxidationsbeständige harte beschichtungsmaterialien für schneidwerkzeuge |
| JP2006082208A (ja) * | 2004-09-17 | 2006-03-30 | Sumitomo Electric Hardmetal Corp | 表面被覆切削工具 |
| JP2006082209A (ja) * | 2004-09-17 | 2006-03-30 | Sumitomo Electric Hardmetal Corp | 表面被覆切削工具 |
-
2006
- 2006-01-20 JP JP2006012092A patent/JP5138892B2/ja not_active Expired - Fee Related
- 2006-08-23 US US11/466,671 patent/US7510608B2/en not_active Expired - Fee Related
- 2006-10-06 DE DE102006047414A patent/DE102006047414B4/de not_active Expired - Fee Related
- 2006-10-06 DE DE102006062798.9A patent/DE102006062798B4/de not_active Expired - Fee Related
- 2006-10-10 CN CNB2006101321109A patent/CN100553968C/zh not_active Expired - Fee Related
-
2007
- 2007-01-17 KR KR1020070005180A patent/KR100837018B1/ko active IP Right Grant
-
2009
- 2009-01-15 US US12/354,355 patent/US7592061B1/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE102006047414A1 (de) | 2007-08-02 |
| US20090246497A1 (en) | 2009-10-01 |
| CN101003196A (zh) | 2007-07-25 |
| CN100553968C (zh) | 2009-10-28 |
| US7592061B1 (en) | 2009-09-22 |
| DE102006062798B4 (de) | 2014-08-07 |
| JP2007191765A (ja) | 2007-08-02 |
| US20070172694A1 (en) | 2007-07-26 |
| KR100837018B1 (ko) | 2008-06-10 |
| DE102006047414B4 (de) | 2012-11-29 |
| KR20070077083A (ko) | 2007-07-25 |
| US7510608B2 (en) | 2009-03-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5138892B2 (ja) | 硬質皮膜 | |
| JP4713413B2 (ja) | 硬質皮膜およびその製造方法 | |
| JP4950499B2 (ja) | 硬質皮膜およびその成膜方法 | |
| KR100674773B1 (ko) | 경질 필름, 다층 경질 필름 및 그 제조 방법 | |
| JP4939032B2 (ja) | 硬質皮膜、および硬質皮膜の製造方法 | |
| JP5909273B2 (ja) | 硬質皮膜および硬質皮膜の製造方法 | |
| JP4388582B2 (ja) | 硬質皮膜層及びその形成方法 | |
| JP5043908B2 (ja) | 微細結晶硬質皮膜の形成方法 | |
| JP4448342B2 (ja) | 微細結晶硬質皮膜 | |
| JP4408231B2 (ja) | 硬質積層皮膜および硬質積層皮膜の形成方法 | |
| CN102037151A (zh) | 具有金属氧化物涂层的刀具 | |
| JP2010188461A (ja) | 表面被覆切削工具 | |
| JP5416429B2 (ja) | 表面被覆切削工具 | |
| IL226024A (en) | Part coated in hard film and method of production | |
| JP2010111952A (ja) | 硬質皮膜およびその形成方法 | |
| JP5416813B2 (ja) | 硬質皮膜 | |
| JP2009148856A (ja) | 表面被覆切削工具 | |
| JP7055961B2 (ja) | 表面被覆切削工具及びその製造方法 | |
| WO2014156739A1 (ja) | 耐摩耗性に優れた積層皮膜 | |
| JP4408230B2 (ja) | 硬質積層皮膜および硬質積層皮膜の形成方法 | |
| JP2010150666A (ja) | 硬質皮膜、積層型硬質皮膜およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080926 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081029 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101012 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101109 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110111 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110517 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110719 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120403 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120703 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20120823 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121106 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121115 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5138892 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151122 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |