-
Hintergrund der Erfindung
-
1. Gebiet der Erfindung:
-
Die Erfindung betrifft eine harte Beschichtung und ein Verfahren zu deren Herstellung, die vorteilhafterweise auf Schneidwerkzeugen (wie Meißel, Bohrer und Stirnfräse) und Vorrichtungen (wie Schmiedegesenk und Stanzstempel) gebildet werden kann.
-
2. Beschreibung des Standes der Technik:
-
Übliche Schneidwerkzeuge, die zur verbesserten Verschleißbeständigkeit vorgesehen sind, bestehen aus einem Substrat von Hochgeschwindigkeitsstahl bzw. Schnellstahl, Zementcarbid bzw. Hartmetall, Cermet oder dergleichen und einer darauf gebildeten harten Beschichtung von TiN, TiCN, TiAlN und dergleichen. Von diesen harten Beschichtungen wird jene von TiAlN in günstiger Weise auf Schneidwerkzeuge zum Hochgeschwindigkeitsschneiden oder Hartwerkstoffe, wie gehärteter Stahl, aufgrund ihrer hohen Verschleißbeständigkeit aufgetragen. Der jüngste Trend zu härteren Werkstücken und höheren Schneidgeschwindigkeiten erfordert die Entwicklung von einer neuen harten Beschichtung mit besserer Verschleißbeständigkeit.
-
Ein Beispiel für jüngste Entwicklungen ist die Modifizierung von TiAlN zu TiCrAlN (durch teilweisen Ersatz von Ti gegen Cr), wie in Patentdokument 1 offenbart. Gemäß der Offenbarung erhöht zugegebenes Cr das Zusammensetzungsverhältnis von AlN von Steinsalzstruktur, wodurch es zur Härte und Oxidationsbeständigkeit der Beschichtung beiträgt. Ein weiteres Beispiel für jüngste Entwicklungen ist eine harte Beschichtung von CrAlN, die sich aus TiAlN durch den vollständigen Ersatz von Ti gegen Cr ergibt, wie in dem Patentdokument 2 offenbart.
-
- Patentdokument 1:
Japanische Patent-Offenlegungsschrift Nr. 2003-71610 A (Anspruch, Paragraphen 0022 und 0023)
- Patentdokument 2:
Japanische Patent-Offenlegungsschrift Nr. Hei-9-41127 A (Ansprüche)
-
EP 0 999 290 B1 offenbart eine verschleißfeste Hartbeschichtung, die eine Nitrid- oder Carbonitridschicht aus AITiV umfasst.
EP 1 348 776 A1 offenbart ein Target für die Bogenionenplattierung.
US 2004/0115484 A1 offenbart eine kompositstrukturierte, verschleißfeste Beschichtung umfassend eine TiAlN Schicht, welche optional ein weiters Element der Gruppe, bestehend aus Zr, Hf, V, Nb, Ta, Cr, Mo, W oder Si, enthält.
JP 06-330348 A offenbart einen Gleitkörper mit einer Beschichtung aus CrMN, wobei M aus der Gruppe, bestehend aus Ti, V, Zr, Nb, Mo, Hf, Ta, W oder Al, ausgewählt ist.
JP 10-018024 A offenbart einen verschleißfesten, beschichteten Körper.
-
Aufgabe und Kurzdarstellung der Erfindung
-
Obwohl die vorstehend erwähnten harten Beschichtungen von TiAlN, TiCrAlN und AlCrN gute Oxidationsbeständigkeit bei hohen Temperaturen zeigen, neigen sie zur Abnahme in der Harte unter scharfen Bedingungen, die sehr hohe Temperaturen und intensive Gleitreibung einbeziehen (was von Hochgeschwindigkeitsschneiden im trockenen Zustand oder plastischem Arbeiten bei einem hohen Flächendruck stammt). In einigen Fällen unterliegen sie der Änderung der Kristallstruktur für einen Übergang in die weiche Phase. Deshalb weisen sie Raum zur Verbesserung in den Hochtemperatureigenschaften auf.
-
Die vorliegende Erfindung wurde im Hinblick auf das Vorangehende abgeschlossen. Es ist eine Aufgabe der vorliegenden Erfindung, eine harte Beschichtung mit verbesserten Hochtemperatureigenschaften bereitzustellen.
-
Um die vorstehend erwähnten Probleme anzugehen, führten die Erfinder eine Reihe von Untersuchungen aus, die zu der Erkenntnis führten, dass die vorstehend erwähnte Aufgabe gelöst wird, wenn ein Nitrid (CrAlN) oder Carbonitrid (CrAlCN) von CrAl in geeigneter Weise mit Zr oder Hf kombiniert wird. Die vorliegende Erfindung basiert auf dieser Erkenntnis.
-
Die vorliegende Erfindung ist auf eine harte Beschichtung mit einer durch die nachstehenden Formeln (3a) oder (3b) wiedergegebenen Zusammensetzung gerichtet (Cr(1-p-q-r)AlpZrqHfr)(C(1-z)Nz) (3a) oder (Cr(1-p-q-r-s-t)AlpZrqHfrSisBt)(C(1-z)Nz) (3b) worin in Formel (3a) q und r gleich 0 sein können und folgende Beziehungen erfüllt sind:
- – für p < 0,5 gilt: 0,2 ≤ p < 0,5; 0,2 ≤ (q + r) ≤ 0,5; 0,05 ≤ (1 – p – q – r); 0,5 ≤ z ≤ 1
- – für p ≥ 0,5 gilt: 0,5 ≤ p ≤ 0,7; 0,05 ≤ (q + r) ≤ 0,25; 0,15 ≤ (1 – p – q – r); 0,5 ≤ z ≤ 1
und in Formel (3b) q, r, s und t gleich 0 sein können und folgende Beziehungen erfüllt sind: - – für p < 0,5 gilt: 0,2 ≤ p < 0,5; 0,2 ≤ (q + r) ≤ 0,5; 0 < (s + t) ≤ 0,2; 0,05 ≤ (1 – p – q – r – s – t);
0,5 ≤ z ≤ 1
- – für p ≥ 0,5 gilt: 0,5 ≤ p ≤ 0,7; 0,05 ≤ (q + r) ≤ 0,25; 0 < (s + t) ≤ 0,2; 0,15 ≤ (1 – p – q – r – s – t);
0,5 ≤ z ≤ 1.
-
Die vorstehend erwähnte harte Beschichtung wird durch Bilden einer Schicht von Nitrid oder Carbonitrid mit einem Kohlenstoff-Stickstoff-Atomverhältnis von 0,5 zu 0,5 bis 0 zu 1 durch Ionenplattieren oder Sputtern
- – für Formel (3a) mit einem Target der Formel (Cr(1-p-q-r)AlpZrqHfr) (3c)
worin q und r gleich 0 sein können und folgende Beziehungen erfüllt sind:
für p < 0,5 gilt: 0,2 ≤ p < 0,5; 0,2 ≤ (q + r) ≤ 0,5; 0,05 ≤ (1-p-q-r);
für p ≥ 0,5 gilt: 0,5 ≤ p ≤ 0,7; 0,05 ≤ (q + r) ≤ 0,25; 0,15 ≤ (1-p-q-r); und - – für Formel (3b) mit einem Target der Formel (Cr(1-p-q-r-s-t)AlpZrqHfrSisBt) (3d)
worin q, r, s und t gleich 0 sein können und folgende Beziehungen erfüllt sind:
für p < 0,5 gilt: 0,2 ≤ p < 0,5; 0,2 ≤ (q + r) ≤ 0,5; 0 < (s + t) ≤ 0,2; 0,05 ≤ (1-p-q-r-s-t);
für p ≥ 0,5 gilt: 0,5 ≤ p ≤ 0,7; 0,05 ≤ (q + r) ≤ 0,25; 0 < (s + t) ≤ 0,2; 0,15 ≤ (1-p-q-r-s-t),
erhalten.
-
Die vorstehend erwähnte harte Beschichtung sollte vorzugsweise eine kubische Kristallstruktur besitzen.
-
Die erfindungsgemäße harte Beschichtung hat vorzugsweise eine Dicke von nicht kleiner als 1000 nm.
-
<Wirkung der Erfindung>
-
Die erfindungsgemäße harte Beschichtung hat verbesserte Hochtemperatureigenschaften, weil sie aus CrAl in ihrer Nitrid (CrAlN)- oder Carbonitrid (CrAlCN)-Form, in geeigneter Weise mit Zr und/oder Hf kombiniert, hergestellt wird. Das Nitrid oder Carbonitrid wird nachstehend insgesamt als (Carbo)nitrid bezeichnet.
-
Kurzbeschreibung der Zeichnungen
-
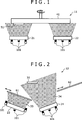
1 ist eine schematische Darstellung, die ein Beispiel einer Vorrichtung zur Herstellung einer harten Beschichtung zeigt.
-
2 ist eine schematische Darstellung, die ein weiteres Beispiel einer Vorrichtung zum Herstellen einer harten Beschichtung zeigt.
-
3 ist eine schematische Darstellung, die ein weiteres Beispiel einer Vorrichtung zur Herstellung einer harten Beschichtung zeigt.
-
Die erfindungsgemäße harte Beschichtung wird aus einem (Carbo)nitrid von CrAl, das in geeigneter Weise mit Zr und/oder Hf kombiniert wurde, gebildet. Diese Ausführungsform ist für eine harte Beschichtung vom Einzelschichttyp entwickelt worden, die aus einem (Carbo)nitrid von CrAl, kombiniert mit Zr und/oder Hf, gebildet wird. Diese harte Beschichtung wird nachstehend hierin als ein einschichtiger harter Beschichtungsfilm bezeichnet. Das (Carbo)nitrid, aus dem der einschichtige harte Beschichtungsfilm gebildet wird, wird hierin nachstehend als CrAlZrHf (Carbo)nitrid bezeichnet. (Carbo)nitride von Zr und Hf haben eine größere negative freie Bildungsenergie als (Carbo)nitride von Ti und Cr. Deshalb wird ein (Carbo)nitrid von CrAl in der Hochtemperaturstabilität, Hochtemperaturhärte und Verschleißbeständigkeit verbessert, wenn es mit einem (Carbo)nitrid von Zr oder Hf laminiert wird oder dieses darin eingearbeitet wird.
-
Außerdem können das (Carbo)nitrid von CrAl, das (Carbo)nitrid von Zr und/oder Hf und das (Carbo)nitrid von CrAlZrHf auch mit Si und/oder B eingearbeitet werden. Die so zugesetzten Si und B verbessern weiterhin die Oxidationsbeständigkeit des harten Beschichtungsfilms und tragen zu der Bildung von feinen Kristallkörnern in dem harten Beschichtungsfilm bei.
-
Nachstehend erfolgt eine genauere Beschreibung des erfindungsgemäßen harten Beschichtungsfilms.
-
<Harter Beschichtungsfilm vom Einzelschichttyp>
-
Der erfindungsgemäße harte Beschichtungsfilm vom Einzelschichttyp wird aus einem (Carbo)nitrid von CrAlZrHf (der durch Zusatz von Zr und/oder Hf zu (Carbo)nitrid von CrAl erhalten wird) gebildet. Insbesondere hat der harte Beschichtungsfilm vom Einzelschichttyp eine durch die nachstehende Formel (3a) wiedergegebene Zusammensetzung. (Cr(1-p-q-r)AlpZrqHfr)(C(1-z)Nz) (3a) worin jeder tiefgestellte Index das nachstehend ausgewiesene Atomverhältnis bedeutet, wobei jeder von q und r möglicherweise 0 ist.
wenn p < 0,5: 0,2 ≤ p < 0,5 0,2 ≤ (q + r) ≤ 0,5 0,05 ≤ (1 – p – q – r) 0,5 ≤ z ≤ 1 wenn p ≥ 0,5: 0,5 ≤ p ≤ 0,7 0,05 ≤ (q + r) ≤ 0,25 0,15 ≤ (1 – p – q – r) 0,5 ≤ z ≤ 1
-
In der vorstehend genannten Formel (3a) bedeutet der tiefgestellte Index p das Atomverhältnis von Al. Der Wert von p sollte größer als der Minimumwert sein, weil Al für die Härte und Oxidationsbeständigkeit wesentlich ist. Jedoch wird mit einem zu großem Wert von p der erhaltene harte Beschichtungsfilm in der Regel die hexagonale Struktur annehmen (die weich ist). Deshalb sollte das Atomverhältnis von Al nicht kleiner als 0,2, vorzugsweise nicht kleiner als 0,25, bevorzugter nicht kleiner als 0,3 und nicht größer als 0,7, vorzugsweise nicht größer als 0,65, bevorzugter nicht größer als 0,6, sein.
-
In der vorstehend genannten Formel haben das Gesamtatomverhältnis (q + r) für Zr und Hf und das Atomverhältnis (1 – p – q – r) für Cr unterschiedliche Bereiche in Abhängigkeit von dem Atomverhältnis (p) für Al. Wenn das Atomverhältnis (p) für Al kleiner als 0,5 ist, ist es notwendig, ausreichend Zr und/oder Hf zuzusetzen, um die Rolle von Al zu kompensieren (für Härte und Oxidationsbeständigkeit). Wenn andererseits das Atomverhältnis (p) für Al nicht kleiner als 0,5 ist, sollte die Menge an Zr und/oder Hf vermindert werden, weil zu viel Zr und/oder Hf die Kristallstruktur zur hexagonalen ändert. Das Atomverhältnis (1 – q – p – r) für Cr wird gemäß dem Gesamtatomverhältnis (q + r) für Zr und Hf und den erforderlichen Filmeigenschaften bestimmt. Die nachstehenden Regeln sind auf das Gesamtatomverhältnis (q + r) für Zr und Hf und das Atomverhältnis (1 – q – p – r) für Cr anwendbar.
- (1) Wenn das Atomverhältnis (p) für Al kleiner als 0,5 ist.
-
Das Gesamtatomverhältnis (q + r) für Zr und Hf sollte nicht kleiner als 0,2, vorzugsweise nicht kleiner als 0,23, bevorzugter nicht kleiner als 0,25 und nicht größer als 0,5, vorzugsweise nicht größer als 0,47, bevorzugter nicht größer als 0,45, sein.
-
Das Atomverhältnis (1 – q – p – r) für Cr sollte nicht kleiner als 0,05, vorzugsweise nicht kleiner als 0,1, bevorzugter nicht kleiner als 0,15, sein.
- (2) Wenn das Atomverhältnis (p) für Al nicht kleiner als 0,5 ist.
-
Das Gesamtatomverhältnis (q + r) für Zr und Hf sollte nicht kleiner als 0,05, vorzugsweise nicht kleiner als 0,08, bevorzugter nicht kleiner als 0,1 und nicht größer als 0,25, vorzugsweise nicht größer als 0,22, bevorzugter nicht größer als 0,2, sein.
-
Das Atomverhältnis (1 – q – p – r) für Cr sollte nicht kleiner als 0,15, bevorzugter nicht kleiner als 0,2, sein.
-
Es ist möglich, ungeachtet des Bereichs von dem Atomverhältnis (p) für Al, einen oder beide von Zr und Hf zuzugeben. Deshalb kann jeder von q und r 0 sein.
-
Das Atomverhältnis (z) für N sollte, ungeachtet des Bereichs des Atomverhältnis (p) für Al, 0,5 zu 1, vorzugsweise 0,8 zu 1, sein, da eine Abnahme im Atomverhältnis (z) von N zu einer Erhöhung im Atomverhältnis von C führt, was eine instabile Verbindung von AlC3 ergibt.
-
Der harte Beschichtungsfilm vom Einzelschichttyp kann zusätzlich Si und/oder B enthalten. Der harte Beschichtungsfilm vom Einzelschichttyp, der Si und/oder B enthält, hat eine durch die nachstehende Formel (3b) wiedergegebene Zusammensetzung, in der B ein Carbonitrid bilden kann oder B auch ein Borid mit Cr, Al, Zr, Hf und Si bilden kann. (Cr(1-p-q-s-t)AlpZrqHfrSisBt)(C(1-z)Nz) (3b) worin jeder tiefgestellte Index das nachstehend ausgewiesene Atomverhältnis bedeutet, wobei jeder von q und r möglicherweise 0 ist und jeder von s und t möglicherweise 0 ist.
wenn p < 0,5: 0,2 ≤ p < 0,5 0,2 ≤ (q + r) ≤ 0,5 0 < (s + t) ≤ 0,2 0,05 ≤ (1 – p – q – r – s – t) 0,5 ≤ z ≤ 1 wenn p ≥ 0,5: 0,5 ≤ p ≤ 0,7 0,05 ≤ (q + r) ≤ 0,25 0 < (s + t) ≤ 0,2 0,15 ≤ (1 – p – q – r – s – t) 0,5 ≤ z ≤ 1
-
Das Atomverhältnis (p) für Al, das Gesamtatomverhältnis (q + r) für Zr und Hf und das Atomverhältnis (z) für N sind aus dem gleichen Grund wie die vorstehende Formel (3a) ausgewiesen. Das Atomverhältnis (1 – q – p – r – s – t) für Cr ist aus dem gleichen Grund wie das Atomverhältnis (1 – q – p – r) für Cr in der vorstehenden Formel (3a) ausgewiesen.
-
Das zusätzliche Si und/oder B bilden die Si-N-Bindung oder B-N-Bindung an der Korngrenze, wodurch das Kristallwachstum abnimmt und ergeben feine Kristalle, die zu einer verbesserten Härte führen. Sie können auch zur Oxidationsbeständigkeit beitragen (obwohl dies noch nicht aufgeklärt ist).
-
Eines oder beide von Si oder B können zugesetzt werden. Deshalb kann jede der Variablen s und t gleich Null sein. Da Silizium dem Bor in der Oxidationsbeständigkeit überlegen ist, ist es erwünscht, mehr Si als B zuzusetzen, wenn Oxidationsbeständigkeit wichtig ist (oder es erwünschter ist, nur Si zuzusetzen). Da B andererseits die B-N-Bindung zum Gleiten bildet, ist es erwünscht, mehr B als Si zuzusetzen, wenn Gleitfähigkeit wichtig ist (oder es ist erwünschter, nur B zuzusetzen).
-
Der harte Beschichtungsfilm vom Einzelschichttyp kann beispielsweise durch chemische Dampfabscheidung (CVD) oder physikalische Dampfabscheidung (PVD), insbesondere Sputtern und Ionenplattieren (Bogenionenplattieren), gebildet werden.
-
Der harte Beschichtungsfilm vom Einzelschichttyp kann durch PVD von dem nachstehend durch die Formel (3c) oder (3d) wiedergegebenen Target gebildet werden, welches eine (Carbo)nitridschicht mit einem C/N-Atomverhältnis von 0,5/0,5 bis 0/1 ergibt. (Cr(1-p-q-r)AlpZrqHfr) (3c) (Cr(1-p-q-r-s-t)AlpZrqHfrSisBt) (3d) worin jeder tiefgestellte Index die gleichen Werte, wie vorstehend für die Formel (3a) und (3b) definiert, bedeutet.
-
Bevorzugte filmbildende Verfahren sind Sputtern und Ionenplattierung, worin die Verdampfungsgeschwindigkeit von Elementen in dem Target nicht stark von ihrem Schmelzpunkt abhängt. Die Filmbildung durch Ionenstrahlabscheidung und Hohlkathodenabscheidung wirft Schwierigkeiten beim Steuern der Verdampfungsmenge von jedem Element in dem Target auf.
-
Ionenplattierung (insbesondere Bogenionenplattierung) übertrifft das Sputtern (insbesondere nicht ausgeglichenes Magnetronensputtern (UBMS)) in der Filmbildungsgeschwindigkeit. Jedoch ist Sputtern dem Ionenplattieren beim leichten Entladen, leichter Dickekontrolle und seltenem Targetbruch überlegen. Diese Eigenschaften können verwendet werden, um ein hinreichendes Filmbildungsverfahren auszuwählen. Beispielsweise ist Sputtern zur Abscheidung geeignet, die ein Target anwendet, das Zr und/oder Hf enthält, weil Ionenplattierung Schwierigkeiten beim Entladen aufwirft. Ausgenommen für das vorangehend Genannte wird für bessere Herstellungswirksamkeit Ionenplattierung empfohlen.
-
Das Verfahren zum Bilden des harten Beschichtungsfilms durch Sputtern (insbesondere UBMS) oder Ionenplattierung (insbesondere Bogenionenplattierung) wird genauer mit Bezug auf die beigefügten Zeichnungen beschrieben.
-
1 ist eine schematische Darstellung, die ein Beispiel einer Vorrichtung zur Herstellung eines harten Beschichtungsfilms zeigt. Die in 1 gezeigte Vorrichtung 11 hat zwei sich einander unterscheidende Verdampfungsquellen 21 und 22 (zum Sputtern), die in der gleichen Richtung positioniert sind. Die Verdampfungsquellen 21 und 22 haben jeweils den Magnetfelderzeugungsmechanismus 101 hinter sich, sodass sie den Film auf ihrer Vorderseite bilden. Es gibt einen Drehteller 41 vor den Verdampfungsquellen 21 und 22. Auf dem Drehteller 41 ist ein Substrat 51 angebracht. Die erste Verdampfungsquelle 21 und die zweite Verdampfungsquelle 22 kann ein vorstehend erwähntes Target sein. Diese Targets werden in ein filmbildendes Gas verdampft, das ein N-enthaltendes Gas (wie Stickstoff), ein Gemisch von N-enthaltendem Gas und ein C-enthaltendes Gas (wie Methan) und das vorangehende Gas, verdünnt mit einem Inertgas (wie Argon), einschließt. Wenn sich der Drehteller 41 dreht, wird das Substrat 51 abwechselnd von der ersten Verdampfungsquelle 21 und der zweiten Verdampfungsquelle 22 plattiert. Auf diese Weise werden eine Schicht von einer ersten Art und eine Schicht von einer zweiten Art abwechselnd übereinander auf dem Substrat 51 gebildet. Es wird somit ein harter Beschichtungsfilm erhalten.
-
2 ist eine schematische Darstellung, die ein weiteres Beispiel einer Vorrichtung zur Herstellung eines harten Beschichtungsfilms zeigt. Die in 2 gezeigte Vorrichtung 12 hat zwei sich einander unterscheidende Verdampfungsquellen 23 (Bogentyp) und 24 (Sputtertyp), die das Substrat 51 plattieren. Die Verdampfungsquellen 23 und 24 werden von dem Substrat 51 durch die Schieber 61 und 62, die zwischen ihnen angeordnet sind, getrennt. Die Schieber 61 und 62 sperren die Dämpfe 33 und 34 von den Verdampfungsquellen 23 und 24 aus. Die Verdampfungsquellen können das vorstehend erwähnte sein. Diese Targets werden in ein filmbildendes Gas verdampft, welches ein N-enthaltendes Gas, ein Gemisch von N-enthaltendem Gas und C-enthaltendem Gas einschließt und das vorangehende Gas mit einem Inertgas verdünnt. Während der Verdampfung werden die Schieber 61 und 62 geöffnet und abwechselnd verschlossen. Auf diese Weise werden Schichten von einer ersten Art und einer zweiten Art abwechselnd übereinander auf dem Substrat 51 gebildet. Somit wird ein harter Beschichtungsfilm erhalten.
-
Die gleiche Funktion wie Schieberöffnen und -schließen, kann durch An- und Ausstellen der Entladung der Verdampfungsquellen ausgeführt werden, um den harten Beschichtungsfilm herzustellen.
-
Die in 1 und 2 gezeigten Vorrichtungen 11 und 12 können zwei oder mehrere Verdampfungsquellen aufweisen. In einem solchen Fall können beide Targets als Verdampfungsquellen für die Schichten von einer ersten Art und einer zweiten Art verwendet werden.
-
Auch können die in 1 und 2 gezeigten Vorrichtungen 11 und 12 entweder Sputterquellen oder Bogenquellen als die Verdampfungsquelle aufweisen.
-
Außerdem erlauben die in 1 und 2 gezeigten Vorrichtungen das Filmbilden auf einem flachen Substrat, jedoch beinhaltet dies Schwierigkeiten beim Filmbilden auf einem Stab-ähnlichen Substrat. Ihre Fähigkeit hängt von der Form des Substrats ab. Die in 2 gezeigte Vorrichtung leidet unter geringer Filmbildungseffizienz, weil eine Verdampfungsquelle ungenutzt bleibt, während die andere Verdampfungsquelle in Betrieb ist. Deshalb wird es empfohlen, die in 3 gezeigte Vorrichtung zu verwenden, um solche Nachteile zu überwinden.
-
Die in 3 gezeigte Vorrichtung 13 besteht aus einer Vakuumkammer 8 und einer darin angeordneten Drehplatte 72. Die Drehplatte 72 hat vier Drehteller 71, die symmetrisch angeordnet sind. Auf jedem Drehteller 71 werden Substrate 51 befestigt. Um die Drehteller 72 werden die ersten Verdampfungsquellen 25 und 26 (vom Bogentyp) und die zweiten Verdampfungsquellen 27 und 28 (vom Sputtertyp) angeordnet. Diese Verdampfungsquellen werden derart angeordnet, dass das erste Paar und das zweite Paar abwechselnd nebeneinander liegen.
-
Eine Reihe von Verdampfungsquellen besteht aus Targets und die andere Reihe der Verdampfungsquellen besteht aus Targets. Diese Targets werden in ein filmbildendes Gas verdampft, das ein N-enthaltendes Gas, ein Gemisch von N-enthaltendem Gas und C-enthaltendem Gas und das vorangehende Gas, verdünnt mit einem Inertgas, einschließt. Wenn sich die Drehplatte 72 und die Drehteller 71 drehen, wird das Substrat 51 abwechselnd von der ersten Reihe der Verdampfungsquellen 25 und 26 und von der zweiten Reihe der Verdampfungsquellen 27 und 28 plattiert. Auf diese Weise werden die Schicht von der ersten Art und die Schicht von der zweiten Art abwechselnd voneinander auf den Substraten 51 gebildet. Es wird somit der harte Beschichtungsfilm erhalten. Die in 3 gezeigte Vorrichtung ist sehr wirksam, weil alle Verdampfungsquellen zu allen Zeiten arbeiten. Die Dicke der einzelnen Schichten kann durch Einstellen der Rotationsgeschwindigkeit des Substrats und des zu den Verdampfungsquellen zugeführten Stroms gesteuert werden.
-
Die in 3 gezeigte Vorrichtung hat den Magnetfeldgenerator 101, der das Magnetfeld von den Bogenverdampfungsquellen 25 und 26 und das Magnetfeld 112 von den Sputterverdampfungsquellen 27 und 28 voneinander trennt. Es kann eine Situation geben, in der die Magnetfelder 111 und 112 miteinander verbunden sind. In dem Fall, wo die Magnetfelder 111 und 112 nicht miteinander verbunden sind, werden jene Elektronen, die aus den Verdampfungsquellen 25, 26, 27 und 28 freigesetzt werden, nicht nur zu dem Substrat 51 eingeführt, sondern auch zu der Kammer 8, die als die Anode wirkt. Im Gegensatz dazu wird in dem Fall, wenn die Magnetfelder 111 und 112 miteinander verbunden sind, das Magnetfeld (oder Magnetfluss) in der Kammer 8 geschlossen und jene Elektronen, die aus den Verdampfungsquellen 25, 26, 27 und 28 freigesetzt werden, werden in dem geschlossenen Magnetfeld eingefangen. Dies führt zu effizienter Filmbildung und verbesserten Filmeigenschaften auf Grund von erhöhter Richtwirkung.
-
Die in 3 (oder 1) gezeigte Vorrichtung ist vom rotierenden Typ, jedoch kann sie von beliebigem Typ sein, solange sie dem Substrat 51 erlaubt, die Vorderseite der Verdampfungsquelle zu passieren. Ein mögliches Beispiel kann derart sein, dass die Verdampfungsquellen linear angeordnet sind und dass Substrat vor ihnen hin und her bewegt wird.
-
Der harte Beschichtungsfilm vom Einzelschichttyp sollte vorzugsweise eine kubische Kristallstruktur aufweisen.
-
Gemäß der vorliegenden Erfindung sollte der harte Beschichtungsfilm eine Dicke nicht kleiner als 1000 nm, vorzugsweise nicht kleiner 2000 nm und nicht größer als 10000 nm, vorzugsweise nicht größer als 5000 nm, aufweisen.
-
Der erfindungsgemäße harte Beschichtungsfilm hat aufgrund der Kombination von (Carbo)nitrid von CrAl (wiedergegeben durch CrAlCN und CrAlN) und Zr und/oder Hf stark verbesserte Hochtemperatureigenschaften.
-
Beispiele
-
Die Erfindung wird genauer mit Bezug auf die nachstehenden Beispiele beschrieben, die nicht vorgesehen sind, deren Umfang darauf zu begrenzen. Verschiedene Veränderungen und Modifizierungen können in der vorliegenden Erfindung erfolgen, ohne vom Geist und Umfang davon abzuweichen.
-
In den nachstehenden Versuchsbeispielen wurde der harte Beschichtungsfilm auf drei Arten aus nachstehend ausgewiesenen Substraten gebildet.
- (1) Spiegelpolierter Meißel aus Zementcarbid (zur Prüfung der Filmzusammensetzung, Kristallstruktur und Filmhärte)
- (2) Kugelnasenstirnfräse aus Zementcarbid, 10 mm im Durchmesser, Doppelschneide (zur Prüfung der Verschleißbreite)
- (3) Platinfolie, 30 × 5 × 0,1 mm (zur Prüfung der Oxidationsstarttemperatur)
-
Die Proben vom harten Beschichtungsfilm wurden in der nachstehenden Weise auf charakteristische Eigenschaften getestet.
-
<Zusammensetzung vom harten Beschichtungsfilm>
-
Die Zusammensetzung (metallische Elemente) des harten Beschichtungsfilms wurde qualitativ durch EDX (Energie dispersive Röntgenstrahlfluoreszenzspektroskopie) unter den nachstehenden Bedingungen analysiert.
Beschleunigungsspannung: 20 kV
WD (Werkstücksabstand): 15 mm
Messzeit (unter Spannung): 60 Sekunden mit ZAF Korrektur
-
<Kristallstruktur>
-
Die Proben vom harten Beschichtungsfilm wurden auf Röntgenbeugungspeaks durch Röntgenbeugung (θ-2θ) Verfahren, CuK α Linie bei 40 kV und 40 mA unter Anwendung einer von Rigaku Denki hergestellten Röntgenbeugungsapparatur geprüft. Der Peak bei 2θ = 37,78° entspricht der (111) Ebene von dem kubischen Kristall, der Peak bei 2θ = 43,9° entspricht der (200) Ebene von dem kubischen Kristall und der Peak bei 2θ = 63,8° entspricht der (220) Ebene von dem kubischen Kristall. Der Peak bei 2θ = 32°–33° entspricht der (100) Ebene von dem hexagonalen Kristall, der Peak bei 2θ = 48°–50° entspricht der (102) Ebene von dem hexagonalen Kristall und der Peak bei 2θ = 57°–58° entspricht der (110) Ebene von dem hexagonalen Kristall. Die Intensität von jedem Peak wurde gemessen und der Kristallstrukturindex (X) wurde gemäß der nachstehenden Formel (4) berechnet, um die Kristallstruktur des harten Beschichtungsfilms gemäß den nachstehenden Kriterien zu bestimmen. X = IB(111)+IB(200)+IB(220) / IB(111)+IB(200)+IB(220)+IH(100)+IH(102)+IH(110) (4)
-
In der Formel (4) bedeuten IB(111), IB(200) und IB(220) die Intensität des Peaks von jeder Ebene der kubischen Kristalle und IH(100), IH(102) und IH(110) bedeuten die Intensität des Peaks von jeder Ebene von den hexagonalen Kristallen. Ein index (X) größer als 0,9 gibt die kubische Kristallstruktur wieder (ausgewiesen durch B1 in den nachstehenden Tabellen). Ein index (X) nicht kleiner als 0,1 und kleiner als 0,9 gibt die gemischte Kristallstruktur wieder (ausgewiesen durch B1 + B4 in den nachstehenden Tabellen). Ein index (X) kleiner als 0,1 gibt die hexagonale Kristallstruktur wieder (ausgewiesen durch B4 in den nachstehenden Tabellen).
-
<Härte>
-
Die Proben wurden auf Härte durch Anwendung eines Mikro-Vickers-Härtemeters mit einer Last von 0,25 N, angewendet für 15 Sekunden, getestet.
-
<Oxidationsausgangstemperatur>
-
Die beschichtete Platinfolie (erhalten in dem nachstehenden Versuchsbeispiel) wurde in trockener Luft mit einer Geschwindigkeit von 5°C/min erhitzt und durch Anwendung einer Thermowaage auf Gewichtsveränderung geprüft. Die Oxidationsausgangstemperatur wurde aus der Gewichtserhöhungskurve bestimmt.
-
<Verschleißbreite>
-
Die mit einem harten Film beschichtete Stirnfräse aus Zementcarbid bzw. Hartmetall (10 mm im Durchmesser, zwei Auskehlungen), die in dem nachstehenden Versuchsbeispiel erhalten wurden, wurden verwendet, um gehärteten SKD61-Stahl (HRC50) unter den nachstehenden Bedingungen zu schneiden. Nach Schneiden wurde die Schneide unter einem optischen Mikroskop beobachtet, um die Verschleißbreite an der Grenze zwischen Schneidbrustseite und Flankenseite bzw. Freiflächenseite zu messen.
Schneidgeschwindigkeit: 220 m/min
Zuführung: 0,05 mm/Blatt
Schneidtiefe: 4,5 mm
Axialer Schnitt: 1 mm
Anderes: Trockenschneiden, Luftblasen
-
Versuchsbeispiel 1 als Referenz-Beispiel (nicht erfindungsgemäß)
-
Die in 3 gezeigte Vorrichtung wurde verwendet, in der die Bogenverdampfungsquellen 25 und 26 mit den Targets von Cr und Al (deren Zusammensetzung ist fast identisch mit jener der in Tabelle 1 gezeigten ersten Schicht) ausgestattet sind und die Sputterverdampfungsquellen 27 und 28 mit Targets von Zr und Hf (deren Zusammensetzung fast identisch ist mit jener der in Tabelle 1 gezeigten zweiten Schicht) ausgestattet sind, verwendet. Ein Substrat 51 (Meißel, Kugelnasenstirnfräse oder Platinfolie), das mit Ethanol entfettet und gereinigt wurde, wurde auf dem Drehteller 71 befestigt und die Kammer 8 wurde evakuiert. Das System wurde mit einem Heizer (nicht gezeigt) auf etwa 500°C erhitzt und das Substrat 51 wurde mit Argon, das in das System eingeführt wurde, gereinigt, wobei sich die Drehplatte 72 und der Drehteller 71 drehten. Das filmbildende Gas (nachstehend ausgewiesen) wurde eingeführt und die Verdampfungsquellen 25, 26, 27 und 28 wurden aktiviert, um einen harten Beschichtungsfilm vom Laminattyp zu bilden. Dieses Verfahren wurde fortgesetzt, bis der harte Beschichtungsfilm auf eine Dicke von 3 μm anwuchs.
-
Filmbildendes Gas:
-
Ein Gemisch von Ar und N2 oder ein Gemisch von Ar, N2 und CH4
Gesamtdruck: 2,6 Pa
Partialdruck von Reduktionsgas (N2 + CH4):1,3 Pa
-
Die Dicke der Schichten einer ersten Art und einer zweiten Art wurden durch Einstellen der elektrischen Leistung, die an die Verdampfungsquelle angelegt wurde, und den Drehzeitraum von dem Substrat 51 gesteuert.
-
Der so erhaltene harte Beschichtungsfilm zeigte die in Tabelle 1 gezeigten physikalischen Eigenschaften. Tabelle 1
* Lebensdauer bzw. Haltbarkeit nach 50 m vorbei ** Lebensdauer bzw. Haltbarkeit nach 20 m vorbei
-
Die Proben Nummern 11 bis 23 in Tabelle 1 entsprechen einem harten Beschichtungsfilm vom Laminattyp. Sie sind den Proben Nummern i bis iii vom üblichen harten Beschichtungsfilm (gezeigt in Tabelle 1) in der Härte, Oxidationsausgangstemperatur und Verschleißbreite überlegen.
-
Versuchsbeispiel 2 als Referenz-Beispiel (nicht erfindungsgemäß)
-
Das gleiche Verfahren wie Versuchsbeispiel 1 wurde wiederholt mit der Ausnahme, dass die Bogenverdampfungsquellen 25 und 26 mit Targets von Cr·Al·Si·B (mit fast der gleichen Zusammensetzung wie der Schicht von einer ersten in Tabelle 2 gezeigten Art) ausgestattet waren und die Sputterverdampfungsquellen 27 und 28 mit Targets von Zr·Hf·Si·B (mit fast der gleichen Zusammensetzung wie der Schicht von einer zweiten in Tabelle 1 gezeigten Zusammensetzung) ausgestattet waren.
-
Der so erhaltene harte Beschichtungsfilm zeigte die in Tabelle 2 gezeigten physikalischen Eigenschaften. Tabelle 2
* Lebensdauer bzw. Haltbarkeit nach 50 m vorbei ** Lebensdauer bzw. Haltbarkeit nach 20 m vorbei
-
Die Proben Nummern 3 bis 9 in Tabelle 2 entsprechen einem harten Beschichtungsfilm vom Laminattyp. Sie sind den Proben Nummern i bis iii vom üblichen harten Beschichtungsfilm (gezeigt in Tabelle 1) in der Härte, Oxidationsausgangstemperatur und Verschleißbreite überlegen.
-
Versuchsbeispiel 3
-
Das gleiche Verfahren wie in Versuchsbeispiel 1 wurde wiederholt, mit der Ausnahme, dass die Bogenverdampfungsquellen 25, 26, 27 und 28 mit Targets von Cr·Al·Zr·Hf (mit fast der gleichen Zusammensetzung wie in Tabelle 3 gezeigt) ausgestattet waren. (Sputterverdampfungsquellen wurden nicht verwendet). Die Abscheidung wurde unter Verwendung von N2 Gas (mit einem Gesamtdruck von 4 Pa) oder einem Gemischgas von N2 und CH4 (mit Partialdrücken von 2,7 Pa, bzw. 1,3 Pa für N2 und CH4 und einem Gesamtdruck von 4 Pa) ausgeführt.
-
Der so erhaltene harte Beschichtungsfilm zeigte die in Tabelle 3 gezeigten physikalischen Eigenschaften. Tabelle 3
* Lebensdauer bzw. Haltbarkeit nach 50 m vorbei ** Lebensdauer bzw. Haltbarkeit nach 20 m vorbei
-
Die Proben Nummern 3 bis 5 und Nummern 10 und 11 in Tabelle 3 entsprechen dem harten Beschichtungsfilm gemäß der vorliegenden Erfindung. Sie sind den Proben Nummern i bis iii vom üblichen harten Beschichtungsfilm (gezeigt in Tabelle 3) in der Härte, Oxidationsausgangstemperatur und Verschleißbreite überlegen.
-
Versuchsbeispiel 4
-
Das gleiche Verfahren wie Versuchsbeispiel 3 wurde wiederholt, mit der Ausnahme, dass die Verdampfungsquelle mit einem Target von Cr·Al·Zr·Hf·Si·B (mit fast der gleichen Zusammensetzung wie in Tabelle 4 gezeigt) ausgestattet war.
-
Der so erhaltene harte Beschichtungsfilm zeigte die in Tabelle 4 gezeigten physikalischen Eigenschaften. Tabelle 4
* Lebensdauer bzw. Haltbarkeit nach 50 m vorbei ** Lebensdauer bzw. Haltbarkeit nach 20 m vorbei
-
Die Proben Nummern 2 bis 5 und Nummern 7 und 8 in Tabelle 4 entsprechen dem harten Beschichtungsfilm gemäß der vorliegenden Erfindung. Sie sind gegenüber den Proben Nummern i bis iii vom üblichen harten Beschichtungsfilm (gezeigt in Tabelle 4) in der Härte, Oxidationsausgangstemperatur und Verschleißbreite überlegen.
-
Der erfindungsgemäße harte Beschichtungsfilm ist in der Härte, Oxidationsausgangstemperatur, Verschleißbreite (für Hochgeschwindigkeitsschneiden in einem trockenen Zustand) und Hochtemperatureigenschaften hervorragend. Er ist zum Beschichten von Schneidwerkzeugen und Patrizen bzw. Stanzstempeln (wie aus Hochgeschwindigkeitswerkstoffstahl (SKH51, SKD11, SKD61, Zementcarbid und anderen Eisensubstraten) geeignet. Beschichtete Substrate sind als Schneidwerkzeuge und Stanzstempel mit außergewöhnlicher Härte und Oxidationsbeständigkeit verwendbar.