JP7239724B2 - 成膜装置、成膜ユニット及び成膜方法 - Google Patents
成膜装置、成膜ユニット及び成膜方法 Download PDFInfo
- Publication number
- JP7239724B2 JP7239724B2 JP2021549716A JP2021549716A JP7239724B2 JP 7239724 B2 JP7239724 B2 JP 7239724B2 JP 2021549716 A JP2021549716 A JP 2021549716A JP 2021549716 A JP2021549716 A JP 2021549716A JP 7239724 B2 JP7239724 B2 JP 7239724B2
- Authority
- JP
- Japan
- Prior art keywords
- film forming
- inner peripheral
- peripheral surface
- evaporation
- metal ions
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 91
- 238000001704 evaporation Methods 0.000 claims description 168
- 230000008020 evaporation Effects 0.000 claims description 167
- 230000002093 peripheral effect Effects 0.000 claims description 118
- 229910021645 metal ion Inorganic materials 0.000 claims description 85
- 150000002500 ions Chemical class 0.000 claims description 16
- 238000010891 electric arc Methods 0.000 claims description 7
- 230000008859 change Effects 0.000 claims description 5
- 238000004140 cleaning Methods 0.000 claims description 5
- 238000010008 shearing Methods 0.000 claims description 4
- 239000010408 film Substances 0.000 description 216
- 239000000758 substrate Substances 0.000 description 92
- 230000008569 process Effects 0.000 description 41
- 239000000463 material Substances 0.000 description 36
- 230000015572 biosynthetic process Effects 0.000 description 27
- 239000012535 impurity Substances 0.000 description 17
- 230000004048 modification Effects 0.000 description 14
- 238000012986 modification Methods 0.000 description 14
- 239000007789 gas Substances 0.000 description 8
- 239000011261 inert gas Substances 0.000 description 7
- 230000006837 decompression Effects 0.000 description 6
- 238000000151 deposition Methods 0.000 description 6
- 230000008021 deposition Effects 0.000 description 6
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 4
- 238000005240 physical vapour deposition Methods 0.000 description 4
- 230000007246 mechanism Effects 0.000 description 3
- 229910052786 argon Inorganic materials 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000007733 ion plating Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000007888 film coating Substances 0.000 description 1
- 238000009501 film coating Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000010849 ion bombardment Methods 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
- C23C14/32—Vacuum evaporation by explosion; by evaporation and subsequent ionisation of the vapours, e.g. ion-plating
- C23C14/325—Electric arc evaporation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/02—Pretreatment of the material to be coated
- C23C14/021—Cleaning or etching treatments
- C23C14/022—Cleaning or etching treatments by means of bombardment with energetic particles or radiation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/04—Coating on selected surface areas, e.g. using masks
- C23C14/046—Coating cavities or hollow spaces, e.g. interior of tubes; Infiltration of porous substrates
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/14—Metallic material, boron or silicon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/225—Oblique incidence of vaporised material on substrate
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/50—Substrate holders
- C23C14/505—Substrate holders for rotation of the substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
- B21D28/14—Dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
- B21D28/34—Perforating tools; Die holders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/01—Selection of materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/20—Making tools by operations not covered by a single other subclass
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physical Vapour Deposition (AREA)
Description
1.概要
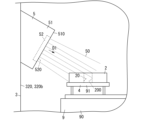
図1及び図2に示す一実施形態の成膜装置1は、孔20を有する基材2を成膜する成膜装置である。成膜装置1は、基材2が収容されるチャンバー3と、チャンバー3内に設けられ、基材2を孔20が上下方向に開口する状態で支える支持部4と、チャンバー3内に設けられ、金属イオン50が発生する蒸発面520を有する蒸発源5とを備える。蒸発源5は、蒸発面520が向く所定方向D1に、基材2の孔20の内周面200の一部が位置するように、所定方向D1が水平方向に対して傾く状態で設置されている。
2-1.成膜装置
続いて、一実施形態の成膜装置1について更に詳しく説明する。成膜装置1は、物理的蒸着法(PVD(physical vapor deposition)法)を利用して、基材表面に薄膜を形成する装置である。本実施形態では、成膜装置1は、真空アーク放電により蒸発材料を蒸発させて基材表面を成膜するアークイオンプレーティング法を行う装置である。
続いて、一実施形態の成膜ユニット10について更に詳しく説明する。成膜ユニット10は、上述した成膜装置1の一部を構成する。
続いて、上述した成膜装置1を用いて基材2の孔20の内周面200を成膜する成膜方法について詳しく説明する。
以上説明した本実施形態の成膜装置1、成膜ユニット10及び成膜方法では、孔20が上下方向に開口する状態の基材2に対して、孔20の内周面200に金属イオン50を当てることができる。そのため、成膜の一工程(詳しくはボンバード工程)において、イオン(金属イオン50)との衝突によって内周面200から剥がれ落ちた不純物が、内周面200の一部に堆積することを抑制できる。そのうえ、本実施形態の成膜装置1では、不純物が取り除かれた状態の内周面200に対して、所定方向D1が水平方向に対して傾く状態で設置された蒸発源5から金属イオン50を当てることができる。そのため、本実施形態の成膜装置1では、内周面200に対して金属イオン50を厚く当てやすくて、金属イオン50で形成される膜を内周面200に密着させやすい。したがって、本実施形態の成膜装置1では、基材2が有する孔20の内周面200をコーティングする膜の密着性を向上させることができる。
続いて、上述した成膜装置1及び成膜方法の変形例について説明する。以下に説明する各変形例は適宜組み合わせ可能である。
以上説明した実施形態及びその変形例のように、第一態様の成膜装置(1)は、下記の構成を備える。
2 基材
20 孔
200 内周面
3 チャンバー
30 チャンバー本体
31 扉
32 扉
4 支持部
5 蒸発源
50 金属イオン
52 蒸発材料
520 蒸発面
6 バイアス電源
7 放電電源
10 成膜ユニット
D1 所定方向
Claims (10)
- せん断加工を行うための孔を有する金型を成膜する成膜装置であって、
前記金型が収容されるチャンバーと、
前記チャンバー内に設けられ、前記金型を前記孔が上下方向に開口する状態で支える支持部と、
前記チャンバー内に設けられ、金属イオンが発生する蒸発面を有する蒸発源とを備え、
前記蒸発源は、前記蒸発面が向く所定方向に、前記金型の前記孔の内周面の一部が位置するように、前記所定方向が水平方向に対して傾く状態で設置されている、
ことを特徴とする成膜装置。 - 前記支持部に負の電圧を印加することで、前記金型に負の電圧を印加するバイアス電源と、
前記蒸発源に正の電圧を印加することで、前記蒸発面にアーク放電を生じさせて前記金属イオンを発生させる放電電源と、を更に備える、
ことを特徴とする請求項1に記載の成膜装置。 - 前記蒸発源は、
前記金型の前記孔の前記内周面の前記一部に前記金属イオンを衝突させて、前記内周面の前記一部の洗浄を行うボンバード工程と、洗浄後の前記内周面の前記一部に前記金属イオンを衝突させて、前記金属イオンで前記内周面を成膜する成膜工程とを行う、
ことを特徴とする請求項2に記載の成膜装置。 - 前記支持部は、鉛直方向に対して平行な軸周りに回転可能である、
ことを特徴とする請求項1から3のいずれか一項に記載の成膜装置。 - 前記支持部は、上下方向の位置を変更可能である、
ことを特徴とする請求項1から4のいずれか一項に記載の成膜装置。 - 前記蒸発源は、前記蒸発面が向く前記所定方向が変更可能である、
ことを特徴とする請求項1から5のいずれか一項に記載の成膜装置。 - 前記チャンバーは、チャンバー本体と、前記チャンバー本体に着脱可能に取り付けられた扉と、を有し、
前記蒸発源は、前記扉に取り付けられている、
ことを特徴とする請求項1から6のいずれか一項に記載の成膜装置。 - せん断加工を行うための孔を有する金型が前記孔が上下方向に開口する状態で収容されるチャンバー本体に着脱可能に取り付けられる扉と、
前記扉に設けられ、金属イオンが発生する蒸発面を有する蒸発源とを備え、
前記蒸発源は、水平方向に対して前記蒸発面が向く所定方向が傾く状態で設置されている、
ことを特徴とする成膜ユニット。 - せん断加工を行うための孔を有する金型を成膜する成膜方法であって、
前記孔が上下方向に開口するように、前記金型をチャンバー内に配置する配置工程と、
前記金型の前記孔の内周面にイオンを衝突させて、前記内周面を洗浄するボンバード工程と、
前記チャンバー内に設置された蒸発源から生じた金属イオンで前記内周面を成膜する成膜工程と、を備え、
前記蒸発源は、前記金属イオンが生じる蒸発面を有し、
前記蒸発面が向く所定方向に、前記金型の前記孔の前記内周面の一部が位置するように、前記所定方向が水平方向に対して傾く状態で設置されている、
ことを特徴とする成膜方法。 - 前記ボンバード工程は、前記蒸発源から生じる前記金属イオンを前記金型の前記孔の前記内周面に衝突させることで、前記内周面を洗浄する工程である、
ことを特徴とする請求項9に記載の成膜方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2020/041602 WO2022097286A1 (ja) | 2020-11-06 | 2020-11-06 | 成膜装置、成膜ユニット及び成膜方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2022097286A1 JPWO2022097286A1 (ja) | 2022-05-12 |
| JP7239724B2 true JP7239724B2 (ja) | 2023-03-14 |
Family
ID=81457650
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021549716A Active JP7239724B2 (ja) | 2020-11-06 | 2020-11-06 | 成膜装置、成膜ユニット及び成膜方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20230304140A1 (ja) |
| EP (1) | EP4230762A4 (ja) |
| JP (1) | JP7239724B2 (ja) |
| CN (1) | CN116438326B (ja) |
| WO (1) | WO2022097286A1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008519163A (ja) | 2004-11-08 | 2008-06-05 | アプライド マテリアルズ インコーポレイテッド | 調整可能なターゲットを有する物理気相堆積チャンバ |
| JP2009182140A (ja) | 2008-01-30 | 2009-08-13 | Tokyo Electron Ltd | 薄膜の形成方法、プラズマ成膜装置及び記憶媒体 |
| JP2012011393A (ja) | 2010-06-29 | 2012-01-19 | Kobe Steel Ltd | せん断用金型及びその製造方法 |
| JP2013147743A (ja) | 2011-12-22 | 2013-08-01 | Semiconductor Energy Lab Co Ltd | 成膜装置および成膜方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0735570B2 (ja) * | 1986-06-06 | 1995-04-19 | 日新電機株式会社 | 薄膜形成装置 |
| AT388394B (de) * | 1987-01-09 | 1989-06-12 | Vni Instrument Inst | Verfahren zur herstellung von schneidwerkzeug |
| JPH0794412A (ja) * | 1993-09-20 | 1995-04-07 | Mitsubishi Electric Corp | 薄膜形成装置 |
| JP4326895B2 (ja) * | 2003-09-25 | 2009-09-09 | キヤノンアネルバ株式会社 | スパッタリング装置 |
| EP1524329A1 (de) * | 2003-10-17 | 2005-04-20 | Platit AG | Modulare Vorrichtung zur Beschichtung von Oberflächen |
| JP4693002B2 (ja) * | 2005-10-17 | 2011-06-01 | 株式会社神戸製鋼所 | アークイオンプレーティング装置 |
| US20070240982A1 (en) * | 2005-10-17 | 2007-10-18 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Arc ion plating apparatus |
| JP5138892B2 (ja) * | 2006-01-20 | 2013-02-06 | 株式会社神戸製鋼所 | 硬質皮膜 |
| KR101076227B1 (ko) * | 2008-12-23 | 2011-10-26 | 주식회사 테스 | 진공증착장치 |
| JP6174028B2 (ja) * | 2011-09-19 | 2017-08-02 | ラミナ テクノロジーズ ソシエテ アノニムLamina Technologies S.A. | 被膜付き切削工具 |
| KR20150065883A (ko) | 2012-11-14 | 2015-06-15 | 가부시키가이샤 고베 세이코쇼 | 성막 장치 |
| CN105671496B (zh) * | 2016-01-28 | 2019-02-12 | 武汉江海行纳米科技有限公司 | 一种氮化钼/氮硼钛纳米复合多层涂层刀具及其制备方法 |
-
2020
- 2020-11-06 CN CN202080106929.6A patent/CN116438326B/zh active Active
- 2020-11-06 WO PCT/JP2020/041602 patent/WO2022097286A1/ja unknown
- 2020-11-06 JP JP2021549716A patent/JP7239724B2/ja active Active
- 2020-11-06 EP EP20960838.9A patent/EP4230762A4/en active Pending
- 2020-11-06 US US18/251,400 patent/US20230304140A1/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008519163A (ja) | 2004-11-08 | 2008-06-05 | アプライド マテリアルズ インコーポレイテッド | 調整可能なターゲットを有する物理気相堆積チャンバ |
| JP2009182140A (ja) | 2008-01-30 | 2009-08-13 | Tokyo Electron Ltd | 薄膜の形成方法、プラズマ成膜装置及び記憶媒体 |
| JP2012011393A (ja) | 2010-06-29 | 2012-01-19 | Kobe Steel Ltd | せん断用金型及びその製造方法 |
| JP2013147743A (ja) | 2011-12-22 | 2013-08-01 | Semiconductor Energy Lab Co Ltd | 成膜装置および成膜方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4230762A1 (en) | 2023-08-23 |
| WO2022097286A1 (ja) | 2022-05-12 |
| US20230304140A1 (en) | 2023-09-28 |
| EP4230762A4 (en) | 2023-12-06 |
| JPWO2022097286A1 (ja) | 2022-05-12 |
| CN116438326B (zh) | 2024-04-12 |
| CN116438326A (zh) | 2023-07-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100800223B1 (ko) | 아크 이온 도금장치 | |
| RU2625698C1 (ru) | Способ нанесения защитных покрытий и устройство для его осуществления | |
| JP4693002B2 (ja) | アークイオンプレーティング装置 | |
| JP2000073168A (ja) | 基板の多層pvd成膜装置および方法 | |
| JP2008174777A (ja) | 薄膜形成装置 | |
| CN106011745B (zh) | 一种在硅表面制备非晶碳氮薄膜的装置及方法 | |
| JP7239724B2 (ja) | 成膜装置、成膜ユニット及び成膜方法 | |
| KR20190056558A (ko) | 금색 박막을 형성하기 위한 Ti-Zr 합금타겟의 제조방법과 이를 이용한 금색 박막의 코팅방법 | |
| KR20150076467A (ko) | 조직제어가 가능한 알루미늄 코팅층 및 그 제조방법 | |
| JP4142765B2 (ja) | 昇華性金属化合物薄膜形成用イオンプレーティング装置 | |
| JP6008320B2 (ja) | コンビナトリアル成膜装置 | |
| KR101020773B1 (ko) | 아크 이온 플레이팅 장치 | |
| JP2022514383A (ja) | プラズマ処理を実行するためのプラズマ源のための電極構成 | |
| JP3874607B2 (ja) | 薄膜形成方法 | |
| EP2182087B1 (en) | A vacuum vapor coating device for coating a substrate | |
| JP5490098B2 (ja) | イオンエッチングされた面を有する加工物の製造方法 | |
| JPS63195264A (ja) | イオンビ−ムスパツタ装置 | |
| JP4767509B2 (ja) | 成膜装置および成膜方法 | |
| JP2011052251A (ja) | スパッタリング装置およびスパッタリング方法 | |
| JP3513730B2 (ja) | レーザーアニール処理装置 | |
| KR101193072B1 (ko) | 아크 이온 도금장비용 에어나이프 홀더 | |
| JPH10245671A (ja) | 成膜装置及び成膜方法 | |
| JPH05311432A (ja) | マグネトロンスパッタ方法 | |
| JPH04350156A (ja) | 薄膜形成装置 | |
| JP2002167659A (ja) | 炭化クロム薄膜の成膜方法および成膜装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210824 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210824 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220830 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221031 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230131 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230302 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7239724 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |