JP2009523965A - 鋲接続を形成するための方法及びそのための鋲 - Google Patents
鋲接続を形成するための方法及びそのための鋲 Download PDFInfo
- Publication number
- JP2009523965A JP2009523965A JP2008549851A JP2008549851A JP2009523965A JP 2009523965 A JP2009523965 A JP 2009523965A JP 2008549851 A JP2008549851 A JP 2008549851A JP 2008549851 A JP2008549851 A JP 2008549851A JP 2009523965 A JP2009523965 A JP 2009523965A
- Authority
- JP
- Japan
- Prior art keywords
- head
- heel
- scissors
- members
- shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 93
- 238000005304 joining Methods 0.000 claims abstract description 42
- 239000000463 material Substances 0.000 claims abstract description 38
- 230000008569 process Effects 0.000 claims description 23
- 229910052751 metal Inorganic materials 0.000 claims description 15
- 239000002184 metal Substances 0.000 claims description 15
- 229910000831 Steel Inorganic materials 0.000 claims description 11
- 239000010959 steel Substances 0.000 claims description 11
- 229910052782 aluminium Inorganic materials 0.000 claims description 8
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 8
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 claims description 6
- 230000033001 locomotion Effects 0.000 claims description 6
- 229910052749 magnesium Inorganic materials 0.000 claims description 6
- 239000011777 magnesium Substances 0.000 claims description 6
- 239000000853 adhesive Substances 0.000 claims description 4
- 230000001070 adhesive effect Effects 0.000 claims description 4
- 229920002430 Fibre-reinforced plastic Polymers 0.000 claims description 3
- 230000015572 biosynthetic process Effects 0.000 claims description 3
- 239000011151 fibre-reinforced plastic Substances 0.000 claims description 3
- 239000004033 plastic Substances 0.000 claims description 3
- 229920003023 plastic Polymers 0.000 claims description 3
- 229910001369 Brass Inorganic materials 0.000 claims description 2
- 239000010951 brass Substances 0.000 claims description 2
- 239000000919 ceramic Substances 0.000 claims description 2
- 230000007246 mechanism Effects 0.000 claims description 2
- 230000037303 wrinkles Effects 0.000 claims description 2
- 230000013011 mating Effects 0.000 claims 1
- 238000000465 moulding Methods 0.000 claims 1
- 230000000149 penetrating effect Effects 0.000 claims 1
- 239000012790 adhesive layer Substances 0.000 description 5
- 230000008901 benefit Effects 0.000 description 5
- 238000005553 drilling Methods 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 5
- 238000010276 construction Methods 0.000 description 4
- 238000002474 experimental method Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 238000012840 feeding operation Methods 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 241001449342 Chlorocrambe hastata Species 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000007688 edging Methods 0.000 description 1
- 239000002360 explosive Substances 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000004922 lacquer Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images








Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B2/00—Friction-grip releasable fastenings
- F16B2/02—Clamps, i.e. with gripping action effected by positive means other than the inherent resistance to deformation of the material of the fastening
- F16B2/14—Clamps, i.e. with gripping action effected by positive means other than the inherent resistance to deformation of the material of the fastening using wedges
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B19/00—Bolts without screw-thread; Pins, including deformable elements; Rivets
- F16B19/14—Bolts or the like for shooting into concrete constructions, metal walls or the like by means of detonation-operated nailing tools
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B2/00—Friction-grip releasable fastenings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B15/00—Nails; Staples
- F16B15/06—Nails; Staples with barbs, e.g. for metal parts; Drive screws
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49833—Punching, piercing or reaming part by surface of second part
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49833—Punching, piercing or reaming part by surface of second part
- Y10T29/49835—Punching, piercing or reaming part by surface of second part with shaping
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49833—Punching, piercing or reaming part by surface of second part
- Y10T29/49835—Punching, piercing or reaming part by surface of second part with shaping
- Y10T29/49837—Punching, piercing or reaming part by surface of second part with shaping of first part
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49947—Assembling or joining by applying separate fastener
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5343—Means to drive self-piercing work part
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53478—Means to assemble or disassemble with magazine supply
- Y10T29/53522—Means to fasten by deforming
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Portable Nailing Machines And Staplers (AREA)
- Connection Of Plates (AREA)
- Joining Of Building Structures In Genera (AREA)
- Cosmetics (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
【選択図】図1
Description
Claims (33)
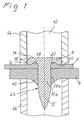
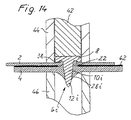
- 鋲(6a〜f)により接合領域において二部材(2、4)間の接続を形成するための方法であって、鋲(6a〜f)は、鋲頭部(8;8f)と鋲軸(10a〜f)と鋲端部(12)とを有し、鋲頭部(8;8f)の底面には円形溝(22)が設けられており、
鋲(6a〜f)は、前記接合領域において取付装置によって高速で、事前孔開けされていない部材(2、4)に実質的に回転することなく軸方向に打ち込まれ、鋲端部(12)は、両部材(2、4)を完全に貫通し鋲頭部から遠い側の部材(4)を越えて延び、鋲頭部側の部材(2)には、鋲頭部(8;8f)の円形溝(22)内に突出する円環状の材料隆起部(38)が形成され、鋲頭部から遠い側の部材(4)には、鋲頭部から離れる方向に突出する噴火口状の材料隆起部(40)が形成される方法。 - 円形溝(22)の容積は、鋲頭部側の部材(2)の材料隆起部(38)の体積と略一致することを特徴とする、請求項1に記載の方法。
- 円形溝(22)は、鋲軸(10a〜f)に隣接した丸みを帯びた表面(24)を有し、この表面は、円錐状表面(26)につながっていることを特徴とする、請求項1又は2に記載の方法。
- 鋲軸(10a、b、e、f)は略円筒形に設計されていることを特徴とする、請求項1〜3の一項に記載の方法。
- 鋲軸(10c)は、鋲頭部(8)に向かって細くなるように設計されていることを特徴とする、請求項1〜3の一項に記載の方法。
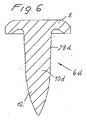
- 鋲軸(10d)は、鋲頭部(8)に向かって太くなるように設計されていることを特徴とする、請求項1〜3の一項に記載の方法。
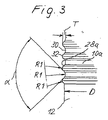
- 鋲軸(10a〜f)は、接続形成中に変位した材料によって満たされる表面プロファイル(28a〜f)を備えることを特徴とする、請求項1〜6の一項に記載の方法。
- 表面プロファイル(28a〜f)は、接続完了状態において鋲頭部から遠い側の部材(4)の内部に位置する鋲軸(10a〜f)の一領域にのみ配置されていることを特徴とする、請求項7に記載の方法。
- 鋲軸(10a〜f)の平均直径(D)に対する表面プロファイル(28a〜f)の最大深さ(T)の比は0.1未満であり、好ましくは0.05未満、特に好ましくは0.03未満であることを特徴とする、請求項7又は8に記載の方法。
- 表面プロファイル(28a〜d)は、軸方向断面が丸みを帯びた波形形状であることを特徴とする、請求項7〜9の一項に記載の方法。
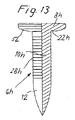
- 表面プロファイル(28e)は、軸方向断面が鋸歯形状であることを特徴とする、請求項7〜9の一項に記載の方法。
- 表面プロファイル(28a〜e)は、複数の円形凹部(30)及び畝部(32)から形成されることを特徴とする、請求項7〜11の一項に記載の方法。
- 表面プロファイル(28)はネジ山により形成され、このネジ山は、鋲を両部材(2、4)内に軸方向に打ち込む間に、対応する相手側ネジ山を形成することを特徴とする、請求項7〜11の一項に記載の方法。
- 表面プロファイル(28f)により形成されるネジの勾配は0.35未満であり、好ましくは0.25程度であることを特徴とする、請求項13に記載の方法。
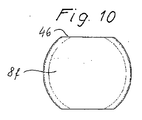
- 鋲頭部(8f)は、鋲(6f)を再び両部材(2、4)から取り外すために、工具係合用の駆動部(46)を有することを特徴とする、請求項13又は14に記載の方法。
- 鋲軸(10d;10g)の表面プロファイル(28d;28g)形成部と鋲端部(12)の間にプロファイル非成形部(48;50)が設けられていることを特徴とする、請求項1〜15の一項に記載の方法。
- 鋲軸(10g)の表面プロファイル(28g)形成部と鋲端部(12)の間に減径部(50)が設けられていることを特徴とする、請求項16に記載の方法。
- 鋲の最終位置においては、鋲頭部(8)に加えられた取付力を主に鋲頭部側部材(2)に伝達して鋲が両部材を貫通してしまうことを防止するために、鋲頭部(8)の上面(14)はその外縁まで略平坦であることを特徴とする、請求項1〜17の一項に記載の方法。
- 鋲端部(12)は、オジーブ率3〜5、特に4のオジーブ形状を有することを特徴とする、請求項1〜18の一項に記載の方法。
- 鋲(6a〜f)は、鋼、アルミニウム、マグネシウム、真鍮、セラミック又は繊維強化プラスチックで製造された一体品であることを特徴とする、請求項1〜19の一項に記載の方法。
- 鋲の軸と頭部とは、硬さの異なる材料で製造され、その後互いに接続されることを特徴とする、請求項1〜19の一項に記載の方法。
- 鋲頭部側部材(2)は比較的薄いシートメタルプレートであり、鋲頭部から遠い側の部材(4)は、より肉厚の形状部材であることを特徴とする、請求項1〜21の一項に記載の方法。
- 部材(2、4)は、鋼及び/又はアルミニウム及び/又はマグネシウム及び/又はプラスチックで製造されていることを特徴とする、請求項1〜22の一項に記載の方法。
- 両部材(2、4)は、接着剤によっても互いに接続されていることを特徴とする、請求項1〜23の一項に記載の方法。
- 離間した接合位置において二部材間に複数の接続を形成するための方法であって、ロボットにより鋲を取り付けるための取付装置が前記接合位置に連続的に移動される方法において、
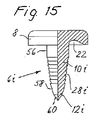
ロボットが行う取付装置の前記接合位置への移動は連続的に行われ、この連続移動においては、鋲は、請求項1〜24の一項に記載の方法によって二部材に打ち込まれることを特徴とする方法。 - 鋲頭部(8h)は皿頭部として設計されており、頭部の底面は、傾斜延在部(52)と、該延在部から横断方向に延びる小さな円形溝(22h)とを有し、皿頭部は、鋲頭部側部材(2)の材料に少なくとも部分的に入ることを特徴とする、請求項1〜25の一項に記載の方法。
- 部材(2、4)は、取付装置に設けられた保持装置(44)又は取付装置とは別体の把持機構により、取付プロセスの間、互いに押圧されていることを特徴とする、請求項1〜26の一項に記載の方法。
- 鋲(6、6a〜i)は、取付装置の一回の打撃によって二部材(2、4)に打ち込まれることを特徴とする、請求項1〜27の一項に記載の方法。
- 鋲(6、6a〜i)は、主に、取付装置の打撃によって二部材(2、4)に打ち込まれ、人の手により或いは機械的に行われる一以上の追加的な打撃によって、二部材に完全に打ち込まれることを特徴とする、請求項1〜27の一項に記載の方法。
- 請求項1〜29の一項に従って二部材(2、4)間の接続を形成するための鋲であって、鋲頭部(8;8f)と、鋲軸(10a〜f)と鋲端部(12)とを有し、鋲頭部(8;8f)の底面には、鋲頭部側部材(2)の円環状の材料隆起部(38)を受け入れるための円形溝(22)が形成されており、鋲軸(10a〜f)は、鋲頭部から遠い側の部材(4)からの材料を受け入れるための表面プロファイル(28a〜f)を備え、鋲端部(12)は、オジーブ率3〜5のオジーブ形状を有する鋲。
- 鋲(6i)により接合領域において二部材(2、4)間の接続を形成するための方法であって、鋲(6i)は、鋲頭部(8i)と、鋸歯状プロファイル(28i)を備えた鋲軸(10i)と、鋲端部(12)とを有し、鋲頭部(8i)の底面には円形溝(22)が設けられており、
鋲(6i)は、前記接合領域において取付装置によって高速で、事前孔開けされていない部材(2、4)に実質的に回転することなく軸方向に打ち込まれ、鋲端部(12i)は、鋲頭部側部材(2)を貫通し鋲頭部から遠い側の部材(4)に入り、鋲頭部側の部材(2)には、鋲頭部(8)の円形溝(22)内に突出する円環状の材料隆起部(38)が形成され、鋲頭部から遠い側の部材(4)には、鋲頭部から離れる方向に突出する噴火口状の材料隆起部(40)が形成される方法。 - 鋸歯プロファイル(28i)は、各鋸歯が鋲端部(12i)に向うテーパを持つように調整されていることを特徴とする、請求項31に記載の方法。
- 鋸歯プロファイル(28i)の外形と鋲端部(12i)の外形とは、軸方向端面において略放物線状の曲線を形成することを特徴とする、請求項31又は32に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006002238.6A DE102006002238C5 (de) | 2006-01-17 | 2006-01-17 | Verfahren zum Herstellen einer Nagelverbindung sowie Nagel hierfür |
| DE102006002238.6 | 2006-01-17 | ||
| PCT/EP2007/000339 WO2007082714A1 (de) | 2006-01-17 | 2007-01-16 | Verfahren zum herstellen einer nagelverbindung sowie nagel hierfür |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009523965A true JP2009523965A (ja) | 2009-06-25 |
| JP5280209B2 JP5280209B2 (ja) | 2013-09-04 |
Family
ID=37898795
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008549851A Active JP5280209B2 (ja) | 2006-01-17 | 2007-01-16 | 鋲接続を形成するための方法及びそのための鋲 |
Country Status (11)
| Country | Link |
|---|---|
| US (2) | US8375549B2 (ja) |
| EP (1) | EP1926918B2 (ja) |
| JP (1) | JP5280209B2 (ja) |
| KR (1) | KR101368835B1 (ja) |
| CN (1) | CN101375066B (ja) |
| AT (1) | ATE438040T1 (ja) |
| BR (1) | BRPI0707881B1 (ja) |
| DE (2) | DE102006002238C5 (ja) |
| ES (1) | ES2329631T5 (ja) |
| RU (1) | RU2433317C2 (ja) |
| WO (1) | WO2007082714A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012520207A (ja) * | 2009-09-18 | 2012-09-06 | アウディ アクチェンゲゼルシャフト | Aピラーおよびフロントガラスクロスメンバの部位の車体構造およびその製造方法 |
| JP2017517700A (ja) * | 2014-06-10 | 2017-06-29 | エスアール システムズ リミテッド ライアビリティ カンパニー | 圧縮圧入留め具装置 |
| CN107542741A (zh) * | 2016-06-27 | 2018-01-05 | 阿诺德成形技术有限责任两合公司 | 连接元件及用于连接至少两个工件的方法 |
Families Citing this family (82)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006058583A1 (de) * | 2006-12-12 | 2008-06-19 | Böllhoff Verbindungstechnik GmbH | Verfahren zum Fügen zweier beabstandeter Bauteile |
| DE102008018429A1 (de) | 2007-04-13 | 2008-10-23 | Böllhoff Verbindungstechnik GmbH | Verfahren zum Setzen eines Nagels sowie Nagel hierfür |
| DE102007033126B4 (de) * | 2007-07-16 | 2011-06-09 | Böllhoff Verbindungstechnik GmbH | Verfahren zum Herstellen einer Nagelverbindung sowie Nagel hierfür |
| DE102008014840A1 (de) * | 2008-03-07 | 2009-09-10 | Adolf Würth GmbH & Co. KG | Befestigungselement |
| US20090243177A1 (en) * | 2008-03-26 | 2009-10-01 | Ginburg David M | Locating pin and extraction tool |
| DE102008033509A1 (de) * | 2008-07-07 | 2010-01-14 | Arnold Umformtechnik Gmbh & Co. Kg | Schraube |
| DE102008058917A1 (de) | 2008-11-25 | 2010-05-27 | Volkswagen Ag | Verfahren und Vorrichtung zum Fügen von Werkstücken |
| DE102009005606B9 (de) | 2009-01-21 | 2013-01-24 | Benteler Automobiltechnik Gmbh | Stoßfänger für ein Kraftfahrzeug |
| DE102009036558B4 (de) * | 2009-08-10 | 2014-12-18 | Benteler Automobiltechnik Gmbh | Fahrwerksbaugruppe |
| DE102009048398A1 (de) | 2009-10-06 | 2011-04-07 | Böllhoff Verbindungstechnik GmbH | Verbindung zwischen zwei Bauteilen aus verstärktem Kunststoff und Verfahren zu ihrer Herstellung |
| DE102009050200B3 (de) | 2009-10-21 | 2011-03-31 | Böllhoff Verbindungstechnik GmbH | Prozessüberwachung zum Hochgeschwindigkeitsfügen |
| DE102009050773B4 (de) | 2009-10-27 | 2016-12-08 | Audi Ag | Verfahren zur Herstellung einer Nagelverbindung zwischen Karosserieteilen |
| DE102009053854A1 (de) | 2009-11-19 | 2011-06-22 | Audi Ag, 85057 | Verfahren zur Herstellung einer Nagelverbindung |
| DE102009053853A1 (de) | 2009-11-19 | 2011-05-26 | Audi Ag | Verfahren zum Lösen einer zwischen wenigstens zwei Bauteilen mittels eines Nagels hergestellten Nagelverbindung |
| DE102009053855A1 (de) | 2009-11-19 | 2011-05-26 | Audi Ag | Nagel zum Eintreiben in mindestens ein Bauteil |
| DE102009053852A1 (de) | 2009-11-19 | 2011-05-26 | Audi Ag | Verfahren zur Herstellung einer Nagelverbindung zwischen vorgelochten Bauteilen |
| DE102009053848A1 (de) | 2009-11-19 | 2011-05-26 | Audi Ag | Nagel zum Eintreiben in mindestens ein nicht vorgelochtes Bauteil |
| DE102010000702A1 (de) * | 2010-01-06 | 2011-07-07 | Arnold Umformtechnik GmbH & Co. KG, 74670 | Gewindeformende Schraube und ihre Verwendung |
| DE102010006400A1 (de) | 2010-02-01 | 2011-08-04 | Audi Ag, 85057 | Verfahren zur Herstellung einer thermisch unterstützten Nagelverbindung |
| DE102010006403A1 (de) | 2010-02-01 | 2011-08-04 | Audi Ag, 85057 | Verfahren zum Überwachen eines Hochgeschwindigkeits-Fügeprozesses |
| DE102010006404A1 (de) | 2010-02-01 | 2011-08-04 | Audi Ag, 85057 | Verfahren zur Herstellung einer Nagelverbindung |
| DE102010006402A1 (de) | 2010-02-01 | 2011-08-04 | Audi Ag, 85057 | Verfahren zum Überwachen eines Hochgeschwindigkeits-Fügeprozesses zum Verbinden mindestens zweier Bauteile mittels eines Nagels |
| DE102010006406B4 (de) | 2010-02-01 | 2014-07-17 | Audi Ag | Verfahren und Vorrichtung zur Bestimmung der Fügequalität einer Fügeverbindung |
| DE102010019507A1 (de) | 2010-05-06 | 2011-11-10 | Audi Ag | Verfahren zur Herstellung einer Nagelverbindung |
| DE102010023471A1 (de) | 2010-06-11 | 2011-12-15 | Audi Ag | Verfahren zur Herstellung einer Nagelverbindung |
| DE102010025358A1 (de) | 2010-06-28 | 2011-12-29 | Audi Ag | Nagel zur Herstellung einer Nagelverbindung |
| DE102010025359A1 (de) | 2010-06-28 | 2011-12-29 | Audi Ag | Nagel zum Eintreiben in mindestens ein nicht vorgelochtes Bauteil |
| DE102010025387A1 (de) | 2010-06-28 | 2011-12-29 | Audi Ag | Verfahren zur Herstellung einer Nagelverbindung |
| DE102010025347A1 (de) | 2010-06-28 | 2011-12-29 | Audi Ag | Vorrichtung zur Herstellung einer Nagelverbindung |
| DE102010025389A1 (de) | 2010-06-28 | 2011-12-29 | Audi Ag | Nagel zur Herstellung einer Nagelverbindung |
| JP5616707B2 (ja) * | 2010-07-12 | 2014-10-29 | ケイミュー株式会社 | 部材固定用釘 |
| DE102010039669A1 (de) * | 2010-08-24 | 2012-03-01 | Adolf Würth GmbH & Co. KG | Befestigungselement |
| DE102010035950A1 (de) | 2010-08-31 | 2012-03-01 | Audi Ag | Verfahren zur Herstellung einer Nagelverbindung zwischen wenigstens zwei Fügeteilen |
| DE102010035951A1 (de) | 2010-08-31 | 2012-03-01 | Audi Ag | Verfahren zur Herstellung einer Nagelverbindung |
| DE102011014870A1 (de) | 2011-03-23 | 2012-09-27 | Ejot Gmbh & Co. Kg | Verfahren zum Anbringen eines Verbindungselementes zur Verbindung mindestens zweier flacher aufeinander liegender Bauteile |
| DE102012001068A1 (de) * | 2012-01-20 | 2013-07-25 | Profil Verbindungstechnik Gmbh & Co. Kg | Verfahren zur Anbringung eines hohlen Elements wie ein Hohlniet oder ein Mutterelement an einem aus einem Verbundwerkstoff bestehenden Bauteil |
| DE102012001086A1 (de) * | 2012-01-20 | 2013-07-25 | Profil Verbindungstechnik Gmbh & Co. Kg | Bolzenelement und Verfahren zur Anbringung eines Bolzenelements an einem Bauteil aus einem Verbundwerkstoff |
| US8857040B2 (en) | 2012-02-01 | 2014-10-14 | Ford Global Technologies, Llc | Method of flow drill screwing parts |
| DE102012003736A1 (de) * | 2012-02-28 | 2013-09-12 | Tox Pressotechnik Gmbh & Co. Kg | Verbindungssystem und Verfahren zum Verbinden von wenigstens zwei Bauteillagen |
| DE102012010870A1 (de) | 2012-05-31 | 2013-12-05 | Böllhoff Verbindungstechnik GmbH | Schweißhilfsfügeteil und Verfahren zum Verbinden von Bauteilen mit diesem Schweißhilfsfügeteil |
| JP6008614B2 (ja) | 2012-06-29 | 2016-10-19 | キヤノン株式会社 | 薄板金属の締結部構造 |
| US9126289B2 (en) * | 2012-07-06 | 2015-09-08 | Joel Duane Herman | Railing support post with threaded receivers |
| US9145705B2 (en) | 2012-07-06 | 2015-09-29 | Joel Duane Herman | Railing system and tensioned posts used therein |
| DE102012107460A1 (de) * | 2012-08-14 | 2014-02-20 | Wolfgang Henrichs | Befestigungsvorrichtung und Verfahren zur Herstellung einer Befestigungsvorrichtung |
| DE102012016492A1 (de) | 2012-08-21 | 2013-03-14 | Daimler Ag | Nagel zur Herstellung einer Verbindung zwischen zwei Bauteilen und ein Verfahren zur Verbindung der Bauteile |
| DE102012018866A1 (de) * | 2012-09-25 | 2014-03-27 | Böllhoff Verbindungstechnik GmbH | Schweißhilfsfügeteil und Verfahren zum Verbinden von Bauteilen mit diesem Schweißhilfsfügeteil |
| DE102013207284A1 (de) * | 2013-04-22 | 2014-10-23 | Böllhoff Verbindungstechnik GmbH | Setz-Schweiß-Gerät, modulare Komponenten davon sowie ein mit ihm durchführbares kontinuierliches Verbindungsverfahren |
| EP3013512B1 (en) | 2013-06-26 | 2020-07-29 | Howmet Aerospace Inc. | Resistance welding fastener, apparatus and methods |
| US20150001885A1 (en) * | 2013-06-28 | 2015-01-01 | GM Global Technology Operations LLC | Mixed material underbody for noise controlled occupant compartment |
| DE102013221291A1 (de) * | 2013-10-21 | 2015-04-23 | BSH Bosch und Siemens Hausgeräte GmbH | Verfahren zum Befestigen einer Unwuchtausgleichsvorrichtung an einer Wäschetrommel eines Haushaltsgeräts, Anordnung für ein Haushaltsgerät und Haushaltsgerät |
| DE102013020082A1 (de) | 2013-11-29 | 2015-06-03 | Böllhoff Verbindungstechnik GmbH | Schweißhilfsfügeteil, Matrize zum Setzen des Schweißhilfsfügeteils, ein Verbindungsverfahren für das Schweißhilfsfügeteil sowie Herstellungsverfahren für das Schweißhilfsfügeteil und die Matrize |
| MX2016010014A (es) | 2014-02-03 | 2017-04-27 | Alcoa Inc | Sujetador de soldadura por resistencia, aparato y metodo. |
| DE102014206375B4 (de) * | 2014-04-03 | 2024-01-18 | Bayerische Motoren Werke Aktiengesellschaft | Reibschweiß-Vorrichtung zum Fügen von Bauteilen, von denen wenigstens eines aus einem faserverstärkten Kunststoff gebildet ist |
| RU2579714C1 (ru) * | 2014-10-02 | 2016-04-10 | Открытое акционерное общество "Национальный институт авиационных технологий" (ОАО НИАТ) | Соединение слоистых металлокомпозитных листов (деталей) и способ его выполнения |
| DE102014223687A1 (de) * | 2014-11-20 | 2016-06-09 | Bayerische Motoren Werke Aktiengesellschaft | Setzbolzen sowie Verfahren zum Herstellen einer Verbindung zwischen zumindest zwei Bauteilen mittels eines Setzbolzens |
| US10384296B2 (en) * | 2014-12-15 | 2019-08-20 | Arconic Inc. | Resistance welding fastener, apparatus and methods for joining similar and dissimilar materials |
| DE102014019296A1 (de) | 2014-12-20 | 2015-06-18 | Daimler Ag | Verfahren zum Herstellen einer Fügeverbindung |
| DE102014019322A1 (de) * | 2014-12-20 | 2015-06-18 | Daimler Ag | Verbindungselement und Verfahren zum Herstellen eines Verbindungselements |
| DE102014019297A1 (de) | 2014-12-20 | 2015-06-18 | Daimler Ag | Fügeverbindung von wenigstens zwei Bauteilen |
| DE102015000196A1 (de) | 2015-01-15 | 2016-07-21 | Böllhoff Verbindungstechnik GmbH | Schallreduktionsvorrichtung sowie ein Fügeverfahren und ein Bauteilbearbeitungsverfahren mit Schalldämmung |
| DE102015005759A1 (de) * | 2015-05-05 | 2015-12-03 | Daimler Ag | Verfahren und Vorrichtung zum Fügen von wenigstens zwei Bauteilen |
| DE102015215827A1 (de) | 2015-08-19 | 2017-02-23 | Volkswagen Aktiengesellschaft | Zweiteiliges Fügeelement und Verfahren zum vorlochfreien Herstellen einer form- und kraftschlüssigen Fügeverbindung, sowie hiermit hergestellter Bauteilverbund |
| KR102345273B1 (ko) | 2015-09-16 | 2021-12-29 | 하우매트 에어로스페이스 인코포레이티드 | 리벳 공급 장치 |
| US10239112B2 (en) * | 2015-10-15 | 2019-03-26 | Ford Global Technologies, Llc | Method of reducing cycle time for flow drill screw operations |
| US10593034B2 (en) | 2016-03-25 | 2020-03-17 | Arconic Inc. | Resistance welding fasteners, apparatus and methods for joining dissimilar materials and assessing joints made thereby |
| US9765907B1 (en) | 2016-06-10 | 2017-09-19 | Joel Duane Herman | Anchor |
| DE102016010295A1 (de) | 2016-08-24 | 2018-03-01 | Daimler Ag | Verbindungselement, Verfahren und Vorrichtung zum Verbinden von zumindest zwei Bauteilen |
| JP6829799B2 (ja) * | 2017-04-26 | 2021-02-17 | 株式会社小野工業所 | 鉄筋 |
| JP6853463B2 (ja) * | 2017-04-26 | 2021-03-31 | 株式会社小野工業所 | 鉄筋 |
| RU182601U1 (ru) * | 2017-05-11 | 2018-08-23 | Михаил Владимирович Астахов | Крепежный элемент для соединения деталей из слоистых полимерных композиционных материалов на основе стеклотканей и матриц из синтетических смол с металлическими частями конструкции |
| US11149477B2 (en) * | 2017-06-28 | 2021-10-19 | Snap-On Incorporated | Latch and method of installing a latch |
| JP6924991B2 (ja) * | 2017-08-28 | 2021-08-25 | 日本軽金属株式会社 | 鋲打ち方法および鋲 |
| JP6958365B2 (ja) * | 2018-01-09 | 2021-11-02 | トヨタ自動車株式会社 | 締結構造及び締結構造体 |
| DE102018103205A1 (de) | 2018-02-13 | 2019-08-14 | Ejot Gmbh & Co. Kg | Fügeelement |
| DE102018103326A1 (de) * | 2018-02-14 | 2019-08-14 | Ejot Gmbh & Co. Kg | Verbindungselement |
| JP7020321B2 (ja) * | 2018-07-05 | 2022-02-16 | トヨタ自動車株式会社 | 板材同士の接合構造 |
| DE102019218335A1 (de) * | 2019-11-27 | 2021-07-01 | Robert Bosch Gmbh | Verfahren zum Einbringen eines Nagels in wenigstens ein Bauteil |
| CN111185692A (zh) * | 2020-01-08 | 2020-05-22 | 昆山天马精密机械有限公司 | 一种提高汽车安全带加强板焊接熔深的焊机装置及方法 |
| DE102020102982A1 (de) | 2020-02-05 | 2021-08-05 | Böllhoff Verbindungstechnik GmbH | Fügeelement, Verbindungsstruktur mit dem Fügeelement, Herstellungsverfahren des Fügeelements und entsprechendes Verbindungsverfahren |
| DE102020103488A1 (de) | 2020-02-11 | 2021-08-12 | Böllhoff Verbindungstechnik GmbH | Fügeelement, Verbindungsstruktur mit dem Fügeelement sowie ein entsprechendes Verbindungsverfahren |
| CH717894A2 (de) * | 2020-09-22 | 2022-03-31 | Peikko Group Oy | Wandbauelement, insbesondere Fassadenwand-Bauelement. |
| US20240271653A1 (en) * | 2023-02-13 | 2024-08-15 | Ford Global Technologies, Llc | Flow drill screw and tip configuration |
Citations (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4729168U (ja) * | 1971-04-28 | 1972-12-02 | ||
| JPS482920Y1 (ja) * | 1969-03-07 | 1973-01-25 | ||
| JPS5482859U (ja) * | 1977-11-25 | 1979-06-12 | ||
| JPS5870506U (ja) * | 1982-08-30 | 1983-05-13 | 尾松 恒男 | くぎ |
| JPS61104814U (ja) * | 1984-12-17 | 1986-07-03 | ||
| JPH02128811U (ja) * | 1988-10-20 | 1990-10-24 | ||
| JPH0320710U (ja) * | 1989-07-10 | 1991-02-28 | ||
| JPH03102607U (ja) * | 1990-02-05 | 1991-10-25 | ||
| JPH05240227A (ja) * | 1991-12-02 | 1993-09-17 | Hilti Ag | 硬質物質用の釘 |
| JPH06213220A (ja) * | 1992-06-26 | 1994-08-02 | W A Deutschr Pty Ltd | 釘 |
| JPH078614U (ja) * | 1993-07-01 | 1995-02-07 | 日本パワーファスニング株式会社 | スクリュー釘 |
| JP3028030U (ja) * | 1996-02-16 | 1996-08-30 | 俊一 笹野 | 仮止め釘 |
| JPH09250526A (ja) * | 1996-03-13 | 1997-09-22 | Daido Seibiyoushiyo:Kk | 釘 |
| JPH10339312A (ja) * | 1997-06-05 | 1998-12-22 | Nippon Steel Corp | 鋼材接合用ねじ釘 |
| JP2001003910A (ja) * | 1999-06-22 | 2001-01-09 | Misawa Homes Co Ltd | 釘、およびこの釘を用いた接合構造と接合方法 |
| JP2001124030A (ja) * | 1999-10-26 | 2001-05-08 | Sekisui House Ltd | コンクリート釘 |
| JP2002122111A (ja) * | 2000-10-11 | 2002-04-26 | Sakai Fastening:Kk | クッションコンクリートピン |
| JP2002327720A (ja) * | 2001-04-23 | 2002-11-15 | Hilti Ag | 固定素子 |
| JP2002339926A (ja) * | 2001-04-23 | 2002-11-27 | Hilti Ag | 釘状固定素子 |
| JP2003097523A (ja) * | 2001-09-25 | 2003-04-03 | Japan Power Fastening Co Ltd | ファスナー |
| JP2003322122A (ja) * | 2002-02-26 | 2003-11-14 | Max Co Ltd | 打ち込み用釘 |
| JP2006329309A (ja) * | 2005-05-25 | 2006-12-07 | Jpf Works Kk | コンクリート類用の打ち込み式ファスナー |
Family Cites Families (52)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE7226710U (de) | 1973-08-16 | Voith Getriebe Kg | Bolzen mit Kopf und Schaft zum Be festigen von Blechen | |
| US2172553A (en) * | 1939-09-12 | tripp | ||
| US199957A (en) * | 1878-02-05 | Improvement in methods of | ||
| US1072107A (en) * | 1912-07-15 | 1913-09-02 | Alexander Filshie | Nail. |
| US1506576A (en) * | 1922-11-06 | 1924-08-26 | Clarence G Garrigus | Electrical indicating marker |
| US1699421A (en) * | 1927-06-15 | 1929-01-15 | Milton B Bean | Nail |
| US2099990A (en) * | 1934-10-23 | 1937-11-23 | Rosenberg Heyman | Weatherproofing fastener |
| US2058273A (en) * | 1934-11-10 | 1936-10-20 | Filshie Lead Head Nail Co Inc | Nail |
| US2226006A (en) * | 1936-11-23 | 1940-12-24 | W H Maze Company | Corrugated metal fastener |
| US2207897A (en) * | 1939-03-23 | 1940-07-16 | Certain Teed Prod Corp | Roofing fastener |
| US2650032A (en) * | 1949-12-08 | 1953-08-25 | American Brake Shoe Co | Track spike with circumferentially extending deformable projection |
| CH324404A (de) * | 1952-08-25 | 1957-09-30 | Anstalt Fuer Montage Technik | Zur Aufnahme in einem im Verhältnis zur Länge des eingeschossenen Verankerungsteiles dünnwandigen Körper bestimmtes Verankerungsgeschoss, das diese Wandung nicht ganz durchdringen soll |
| DE1707412U (de) * | 1953-03-28 | 1955-09-22 | Moll Geb | Stahlbolzen fuer bolzenschiessgeraete zum eintreiben in aus eisen oder stahl bestehende bauteile. |
| US2751808A (en) * | 1953-05-04 | 1956-06-26 | Remington Arms Co Inc | Explosively driven stud having polished point |
| DE1019889B (de) | 1953-07-28 | 1957-11-21 | Ncr Co | Werkzeug zum Pressen von Gegenstaenden aus Metallpulver |
| US2768552A (en) * | 1954-03-18 | 1956-10-30 | Remington Arms Co Inc | Explosive stud having ogival point and reduced dimension tip projecting therefrom |
| DE1773599U (de) * | 1958-05-24 | 1958-09-04 | Impex G M B H | Bolzen zum einschiessen oder eintreiben in feste, insbesondere metallische bauteile. |
| DE1500770B1 (de) | 1966-06-21 | 1969-09-04 | Hilti Ag | Verankerungselement |
| DE1575152B1 (de) | 1967-04-14 | 1971-07-29 | Hilti Ag | Bolzen und naegel mit konischer randrierung |
| DE1773599C3 (de) | 1968-06-10 | 1974-01-03 | Siemens Ag, 1000 Berlin U. 8000 Muenchen | Schaltungsanordnung zum Messen von pH-Werten |
| DE2004010A1 (de) * | 1969-02-03 | 1970-08-27 | Samuli Aittomaeki | Verfahren zur Anwendung beim Eintreiben von Befestigungselementen mit Schiesspulverkraft |
| DE1940447A1 (de) * | 1969-08-08 | 1971-02-18 | Holz Elektro Feinmechanik | Setzbolzen |
| US3630253A (en) * | 1969-10-22 | 1971-12-28 | Lamson & Sessions Co | Interference fastener |
| JPS482920U (ja) | 1971-05-25 | 1973-01-13 | ||
| US3835991A (en) * | 1972-09-15 | 1974-09-17 | Senco Products | Nail and method and apparatus for making same |
| DE7415876U (de) * | 1973-11-13 | 1975-07-24 | The British Screw Co Ltd | Schraubenartiges Befestigungselement |
| GB1479600A (en) | 1973-11-13 | 1977-07-13 | British Screw Co Ltd | Threaded fastener and method and tool for inserting same |
| US4002098A (en) * | 1975-05-07 | 1977-01-11 | Textron, Inc. | Notched head nail having a pair of depending annularly spaced radial abutment ribs and package thereof |
| JPS5482859A (en) | 1977-12-13 | 1979-07-02 | Kawasaki Heavy Ind Ltd | Train washer |
| JPS61104814A (ja) | 1984-10-29 | 1986-05-23 | Idemitsu Petrochem Co Ltd | プレス成形方法 |
| DE3813245A1 (de) | 1988-04-20 | 1989-11-02 | Hilti Ag | Befestigungselement mit fuehrungsrondelle |
| DE3909725C1 (en) * | 1989-03-23 | 1990-09-06 | Jaeger Eberhard Gmbh | Hole- and thread-forming screw |
| DE3922684A1 (de) * | 1989-03-23 | 1991-01-24 | Jaeger Eberhard Gmbh | Loch- und gewindeformende schraube |
| DE4135500A1 (de) * | 1991-10-28 | 1993-04-29 | Hilti Ag | Nagel mit huelse und rondelle |
| JP2573759Y2 (ja) | 1993-06-21 | 1998-06-04 | 積水化学工業株式会社 | 軒樋吊り具 |
| JPH078614A (ja) | 1993-06-28 | 1995-01-13 | Sankyo Kk | 弾球遊技機 |
| US5851153A (en) * | 1994-06-20 | 1998-12-22 | Illinois Tool Works Inc. | Method for steel pin manufacture |
| US5443345A (en) * | 1994-06-20 | 1995-08-22 | Illinois Tool Works Inc. | Fastener-sleeve assembly and strip of collated fasteners |
| AU683745B2 (en) * | 1994-06-20 | 1997-11-20 | Illinois Tool Works Inc. | Steel pin and method for its manufacturing |
| EP0697531B1 (en) * | 1994-08-19 | 1998-10-07 | Illinois Tool Works Inc. | Fastener with polymer-coated shank |
| US5741104A (en) * | 1994-08-19 | 1998-04-21 | Illinois Tool Works Inc. | Steel fastener having grooved shank |
| US5489179A (en) * | 1994-08-19 | 1996-02-06 | Illinois Tool Works Inc. | Fastener and building assembly comprising workpiece, substrate, and fastener |
| DE19637969C2 (de) * | 1996-09-18 | 2000-04-27 | Schrauben Betzer Gmbh & Co Kg | Spanlos loch- und gewindeformende Dünnblechschraube |
| US6171042B1 (en) * | 1997-12-19 | 2001-01-09 | Illinois Tool Works Inc. | Hardened steel pin, pin and washer fastener, washer for fastener, and pin-making method |
| DE19826157A1 (de) * | 1998-06-12 | 1999-12-23 | Wirth Maschinenbau Gmbh | Vorrichtung zur Herstellung einer Nietverbindung und zugehöriger Niet |
| US6805525B2 (en) * | 2000-12-12 | 2004-10-19 | Hkn Associates, Llc | Drive pin for fastening to a sheet-metal framing member |
| DE10248427A1 (de) * | 2002-10-17 | 2004-05-06 | Framatome Anp Gmbh | Verfahren zur Reparatur oder zum Vermeiden eines Schadens an einer Durchführung |
| US6872042B2 (en) * | 2003-05-08 | 2005-03-29 | Illinois Tool Works Inc. | Knurled fastener with cutting edges and removable head |
| DE102004021484B4 (de) * | 2004-04-30 | 2018-11-29 | Böllhoff Verbindungstechnik GmbH | Verfahren zum Herstellen einer Verbindungsanordnung |
| US7207761B2 (en) * | 2004-07-26 | 2007-04-24 | Illinois Tool Works Inc. | Pin fastener for achieving metal-to-metal connections |
| DE102004040701B3 (de) * | 2004-08-23 | 2005-07-14 | Hilti Ag | Befestigungselement |
| DE202006000666U1 (de) * | 2006-01-17 | 2006-03-09 | Böllhoff Verbindungstechnik GmbH | Verbindungsanordnung zum Verbinden zweier Bauteile mittels eines Nagels |
-
2006
- 2006-01-17 DE DE102006002238.6A patent/DE102006002238C5/de active Active
-
2007
- 2007-01-16 CN CN2007800032513A patent/CN101375066B/zh active Active
- 2007-01-16 RU RU2008127227/11A patent/RU2433317C2/ru active
- 2007-01-16 JP JP2008549851A patent/JP5280209B2/ja active Active
- 2007-01-16 AT AT07702796T patent/ATE438040T1/de active
- 2007-01-16 WO PCT/EP2007/000339 patent/WO2007082714A1/de active Application Filing
- 2007-01-16 KR KR1020087017162A patent/KR101368835B1/ko active IP Right Grant
- 2007-01-16 EP EP07702796.9A patent/EP1926918B2/de active Active
- 2007-01-16 ES ES07702796.9T patent/ES2329631T5/es active Active
- 2007-01-16 US US11/994,295 patent/US8375549B2/en active Active
- 2007-01-16 DE DE502007001179T patent/DE502007001179D1/de active Active
- 2007-01-16 BR BRPI0707881-1A patent/BRPI0707881B1/pt active IP Right Grant
-
2012
- 2012-09-14 US US13/618,229 patent/US9435366B2/en active Active
Patent Citations (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS482920Y1 (ja) * | 1969-03-07 | 1973-01-25 | ||
| JPS4729168U (ja) * | 1971-04-28 | 1972-12-02 | ||
| JPS5482859U (ja) * | 1977-11-25 | 1979-06-12 | ||
| JPS5870506U (ja) * | 1982-08-30 | 1983-05-13 | 尾松 恒男 | くぎ |
| JPS61104814U (ja) * | 1984-12-17 | 1986-07-03 | ||
| JPH02128811U (ja) * | 1988-10-20 | 1990-10-24 | ||
| JPH0320710U (ja) * | 1989-07-10 | 1991-02-28 | ||
| JPH03102607U (ja) * | 1990-02-05 | 1991-10-25 | ||
| JPH05240227A (ja) * | 1991-12-02 | 1993-09-17 | Hilti Ag | 硬質物質用の釘 |
| JPH06213220A (ja) * | 1992-06-26 | 1994-08-02 | W A Deutschr Pty Ltd | 釘 |
| JPH078614U (ja) * | 1993-07-01 | 1995-02-07 | 日本パワーファスニング株式会社 | スクリュー釘 |
| JP3028030U (ja) * | 1996-02-16 | 1996-08-30 | 俊一 笹野 | 仮止め釘 |
| JPH09250526A (ja) * | 1996-03-13 | 1997-09-22 | Daido Seibiyoushiyo:Kk | 釘 |
| JPH10339312A (ja) * | 1997-06-05 | 1998-12-22 | Nippon Steel Corp | 鋼材接合用ねじ釘 |
| JP2001003910A (ja) * | 1999-06-22 | 2001-01-09 | Misawa Homes Co Ltd | 釘、およびこの釘を用いた接合構造と接合方法 |
| JP2001124030A (ja) * | 1999-10-26 | 2001-05-08 | Sekisui House Ltd | コンクリート釘 |
| JP2002122111A (ja) * | 2000-10-11 | 2002-04-26 | Sakai Fastening:Kk | クッションコンクリートピン |
| JP2002327720A (ja) * | 2001-04-23 | 2002-11-15 | Hilti Ag | 固定素子 |
| JP2002339926A (ja) * | 2001-04-23 | 2002-11-27 | Hilti Ag | 釘状固定素子 |
| JP2003097523A (ja) * | 2001-09-25 | 2003-04-03 | Japan Power Fastening Co Ltd | ファスナー |
| JP2003322122A (ja) * | 2002-02-26 | 2003-11-14 | Max Co Ltd | 打ち込み用釘 |
| JP2006329309A (ja) * | 2005-05-25 | 2006-12-07 | Jpf Works Kk | コンクリート類用の打ち込み式ファスナー |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012520207A (ja) * | 2009-09-18 | 2012-09-06 | アウディ アクチェンゲゼルシャフト | Aピラーおよびフロントガラスクロスメンバの部位の車体構造およびその製造方法 |
| JP2017517700A (ja) * | 2014-06-10 | 2017-06-29 | エスアール システムズ リミテッド ライアビリティ カンパニー | 圧縮圧入留め具装置 |
| CN107542741A (zh) * | 2016-06-27 | 2018-01-05 | 阿诺德成形技术有限责任两合公司 | 连接元件及用于连接至少两个工件的方法 |
| JP2018004074A (ja) * | 2016-06-27 | 2018-01-11 | アルノルト ウムフォルムテヒニク ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディトゲゼルシャフト | 少なくとも2つの被加工物を連結するための連結要素及び方法 |
| US10508676B2 (en) | 2016-06-27 | 2019-12-17 | Arnold Umformtechnik Gmbh & Co. Kg | Connection element, and method for connecting at least two workplaces |
Also Published As
| Publication number | Publication date |
|---|---|
| US9435366B2 (en) | 2016-09-06 |
| ES2329631T5 (es) | 2015-02-25 |
| CN101375066B (zh) | 2012-08-01 |
| JP5280209B2 (ja) | 2013-09-04 |
| BRPI0707881B1 (pt) | 2020-03-31 |
| RU2008127227A (ru) | 2010-02-27 |
| RU2433317C2 (ru) | 2011-11-10 |
| US8375549B2 (en) | 2013-02-19 |
| BRPI0707881A2 (pt) | 2011-05-10 |
| EP1926918A1 (de) | 2008-06-04 |
| WO2007082714A1 (de) | 2007-07-26 |
| KR20080084831A (ko) | 2008-09-19 |
| EP1926918B1 (de) | 2009-07-29 |
| DE502007001179D1 (de) | 2009-09-10 |
| DE102006002238C5 (de) | 2019-02-28 |
| EP1926918B2 (de) | 2014-11-12 |
| ES2329631T3 (es) | 2009-11-27 |
| DE102006002238B4 (de) | 2009-06-25 |
| US20130008009A1 (en) | 2013-01-10 |
| CN101375066A (zh) | 2009-02-25 |
| DE102006002238A1 (de) | 2007-07-19 |
| US20080222873A1 (en) | 2008-09-18 |
| KR101368835B1 (ko) | 2014-02-28 |
| ATE438040T1 (de) | 2009-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5280209B2 (ja) | 鋲接続を形成するための方法及びそのための鋲 | |
| US8782899B2 (en) | Method for establishing a nail connection and a nail for this purpose | |
| US10047778B2 (en) | Connection between two components made of reinforced plastic and method for the production thereof | |
| JP6159753B2 (ja) | 自己挿通リベットを用いた締結部形成方法 | |
| US10751787B2 (en) | Method for forming a joint using a self-piercing rivet | |
| US6663329B2 (en) | Self-penetrating fastening rivet | |
| KR20090023718A (ko) | 펀치리벳 및 다이 | |
| US10683884B2 (en) | Semi-tubular self-piercing rivet for thin sheet metal joints, method for producing said semi-tubular self-piercing rivet, and method for producing a joint | |
| JP7451852B2 (ja) | リベット締めの方法 | |
| JP7498704B2 (ja) | 接続要素、部品およびその接続方法 | |
| CN106660179B (zh) | 焊接辅助接合件及其连接、制造方法,模具及其制造方法 | |
| CN201246383Y (zh) | 分瓣式自冲铆钉 | |
| EP3633215B1 (en) | Self-piercing rivet | |
| EP3748171B1 (en) | Self-piercing rivet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091224 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120531 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120703 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20121001 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20121009 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20121102 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20121109 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20121203 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20121210 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121228 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130430 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130522 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5280209 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |