JP2006240743A - フォイル・バッグに食品を充填するデバイスおよび方法 - Google Patents
フォイル・バッグに食品を充填するデバイスおよび方法 Download PDFInfo
- Publication number
- JP2006240743A JP2006240743A JP2006055372A JP2006055372A JP2006240743A JP 2006240743 A JP2006240743 A JP 2006240743A JP 2006055372 A JP2006055372 A JP 2006055372A JP 2006055372 A JP2006055372 A JP 2006055372A JP 2006240743 A JP2006240743 A JP 2006240743A
- Authority
- JP
- Japan
- Prior art keywords
- foil bag
- filling
- dispensing chamber
- bag
- product line
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/30—Devices or methods for controlling or determining the quantity or quality or the material fed or filled
- B65B1/36—Devices or methods for controlling or determining the quantity or quality or the material fed or filled by volumetric devices or methods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62M—RIDER PROPULSION OF WHEELED VEHICLES OR SLEDGES; POWERED PROPULSION OF SLEDGES OR SINGLE-TRACK CYCLES; TRANSMISSIONS SPECIALLY ADAPTED FOR SUCH VEHICLES
- B62M9/00—Transmissions characterised by use of an endless chain, belt, or the like
- B62M9/02—Transmissions characterised by use of an endless chain, belt, or the like of unchangeable ratio
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62K—CYCLES; CYCLE FRAMES; CYCLE STEERING DEVICES; RIDER-OPERATED TERMINAL CONTROLS SPECIALLY ADAPTED FOR CYCLES; CYCLE AXLE SUSPENSIONS; CYCLE SIDE-CARS, FORECARS, OR THE LIKE
- B62K19/00—Cycle frames
- B62K19/30—Frame parts shaped to receive other cycle parts or accessories
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B59/00—Arrangements to enable machines to handle articles of different sizes, to produce packages of different sizes, to vary the contents of packages, to handle different types of packaging material, or to give access for cleaning or maintenance purposes
- B65B59/001—Arrangements to enable adjustments related to the product to be packaged
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B59/00—Arrangements to enable machines to handle articles of different sizes, to produce packages of different sizes, to vary the contents of packages, to handle different types of packaging material, or to give access for cleaning or maintenance purposes
- B65B59/02—Arrangements to enable adjustments to be made while the machine is running
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Quality & Reliability (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Transportation (AREA)
- Basic Packing Technique (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Supply Of Fluid Materials To The Packaging Location (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
Abstract
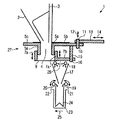
【解決手段】本発明は、フォイル・バッグ(24)に食品(42)を充填するデバイス(1)と、フォイル・バッグ(24)を移送する移送デバイス(23)と、フォイル・バッグ(24)に固形食品(42)を分注充填する充填デバイス(27)と、フォイル・バッグ(24)を閉鎖する閉鎖デバイス(43)とに関する。さらに、本発明は、フォイル・バッグ(24)に食品(42)を充填する方法であって、以下の、フォイル・バッグ(24)を移送するステップと、フォイル・バッグ(24)に固形食品(42)を分注充填するステップと、フォイル・バッグ(24)を閉鎖するステップとを含む方法に関する。
【選択図】図1
Description
2 貯蔵ホッパ
3 線形攪拌ユニット
4、4’、4” 分注チャンバ
5a、7a 円筒状壁
5b、5c、7b 滑り部
9 プレート
10 開口部
11 歯止
13 駆動部
15 ペグ
16 開口部
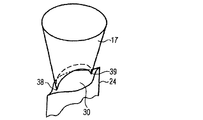
17 充填ホッパ
18 輪状ライン
19、20 旋回棒
21、22 アーム
23 容器
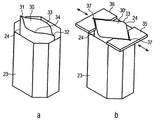
24 フォイル・バッグ
26 開口部
27 単一滑り部
28 カバー・プレート
30、30’ 充填開口部
31、32 側部
33、34 側部フォイル
35、36 要素
37 スロット
38、39 楔形状の端部
40 充填管
41 液体
42 固形食品
43 ヒート・シール・ブロック
44 継目
45 把持器
46 コンベア・ベルト
47 気体出口開口部
Claims (36)
- フォイル・バッグ(24)に食品(42)を充填するデバイス(1)であって;
フォイル・バッグ(24)を移送する移送デバイス(23)と、
所定量の固形食品(42)を測り分ける分注デバイス(27)と、
前記フォイル・バッグ(24)に測定量の固形食品(42)を充填する充填デバイス(17、18)と、
前記フォイル・バッグ(24)を閉鎖する閉鎖デバイス(43)とを備えるデバイス。 - 前記分注デバイス(27)が、様々な異なった分量を分注することができることを特徴とする、請求項1に記載のデバイス。
- 前記分注デバイス(27)が、寸法を調節できる分注チャンバ(4)を有することを特徴とする、請求項1または2に記載のデバイス。
- 前記分注チャンバ(4)を装入位置と除装位置の間で移動することができることを特徴とする、請求項3に記載のデバイス。
- 前記装入位置が貯蔵ホッパ(2)の下であることを特徴とする、請求項4に記載のデバイス。
- 前記除装位置が前記フォイル・バッグ(24)の充填位置の上であることを特徴とする、請求項4または5に記載のデバイス。
- 前記分注チャンバ(4)が前記装入位置の頂部で開き、前記除装位置の底部で開くことを特徴とする、請求項3から6のうちいずれか一項に記載のデバイス。
- 前記分注チャンバ(4)の高さを、好ましくは伸縮自在に変更することができることを特徴とする、請求項3から7のうちいずれか一項に記載のデバイス。
- 前記分注チャンバ(4)が、駆動部によって移動することができる滑り部(5、7、27)内、その上、頂部、下、または付近に形成されることを特徴とする、請求項3から8のうちいずれか一項に記載のデバイス。
- 前記滑り部(5、7、27)を、制御コマンドに応じて前記駆動部(13)から分離することができることを特徴とする、請求項9に記載のデバイス。
- 前記駆動部が、任意選択で前記滑り部(5、7、27)内に突出して、前記滑り部が前記駆動部(13)によって移動することができるようになり、またはできないようになる調節可能な歯止(11)を有し、それによって、好ましくは、前記共通駆動部(13)と歯止(11)で個々に連結することができるいくつかの滑り部(5、7、27)に対して前記駆動部(13)が設けられることを特徴とする、請求項10に記載のデバイス。
- 前記充填デバイス(1)が、分配ユニット(3)が設けられる貯蔵ホッパ(2)を備えることを特徴とする、請求項1から11のうちいずれか一項に記載のデバイス。
- 前記分配ユニット(3)が線形攪拌ユニットであり、好ましくは、横に往復させることができる下向きに方向付けられた棒を備えることを特徴とする、請求項12に記載のデバイス。
- 前記充填デバイス(17、18)が、前記フォイル・バッグ(24)の前記充填位置で終端する製品ライン(17)を含むことを特徴とする、請求項1から13のうちいずれか一項に記載のデバイス。
- 前記製品ライン(17)がホッパの形態であることを特徴とする、請求項14に記載のデバイス。
- 前記製品ライン(17)が移動可能であって、前記製品ライン(17)の端部を前記フォイル・バッグ(24)に入れ、そこから出すことができることを特徴とする、請求項14または15に記載のデバイス。
- 前記製品ライン(17)が前記フォイル・バッグ(24)に面するその端部で楔形であることを特徴とする、請求項14から16のうちいずれか一項に記載のデバイス。
- 前記製品ライン(17)の上方端部またはその上に、流体を前記製品ライン(17)内に通すことができる流体出口(18)が設けられることを特徴とする、請求項14から17のうちいずれか一項に記載のデバイス。
- 前記流体出口(18)が輪の形状であり、かつ/または前記流体を輪形状に分配することができることを特徴とする、請求項17に記載のデバイス。
- いくつかのフォイル・バッグ(24)を相互に隣接して充填することができることを特徴とする、請求項1から19のうちいずれか一項に記載のデバイス。
- 前記移送デバイスが、フォイル・バッグ(24)に対して少なくとも1つの固定容器(23)を有することを特徴とする、請求項1から20のうちいずれか一項に記載のデバイス。
- フォイル・バッグ(24)に圧力をかけて、前記容器(23)が常に僅かに開くように、適切な寸法の前記フォイル・バッグ(24)を前記容器(23)内に配置することができることを特徴とする、請求項21に記載のデバイス。
- 前記フォイル・バッグ(24)を側部から押して、さらに離して開ける圧力アーム(35、36)が設けられ、前記圧力アーム(35、36)がフォイル・バッグ(24)の形状に合うように好ましくは形作られて、前記フォイル・バッグ(24)が形作られるままにそれを支持することができることを特徴とする、請求項21または22に記載のデバイス。
- 引っ張りアーム(21、22)が設けられ、前記フォイル・バッグ(24)の充填開口部(30)を引き開けることができることを特徴とする、請求項21から23のうちいずれか一項に記載のデバイス。
- フォイル・バッグ(24)に食品(42)を充填する方法であって、以下の:
前記フォイル・バッグ(24)を移送するステップと、
所定量の固形食品(42)を測り分けるステップと、
前記フォイル・バッグ(42)に測定量の固形食品(42)を充填するステップと、
前記フォイル・バッグ(24)を閉鎖するステップとを含む方法。 - 分注チャンバ(4)が装入位置で装入され、除装位置に移動され、その内容物がフォイル・バッグ(24)内へと除装されることを特徴とする、請求項25に記載の方法。
- フォイル・バッグ(24)に最初の量が充填され、次いで前記分注チャンバ(4)の寸法が変更され、第2フォイル・バッグ(24)に第2の異なった量が充填されることを特徴とする、請求項26に記載の方法。
- フォイル・バッグ(24)がフォイル・バッグ(24)用の充填位置で利用可能であるか否かを決定するために点検が実施されること、否の場合、前記分注チャンバ(4)が前記除装位置内にもたらされないことを特徴とする、請求項26または27に記載の方法。
- 製品ライン(17)、好ましくは充填ホッパを使用して、前記固形食品(42)を前記フォイル・バッグ(24)内に通すことができることを特徴とする、請求項25から28のうちいずれか一項に記載の方法。
- 前記製品ライン(17)が前記フォイル・バッグ(24)に移動され、次いで好ましくは離れ、戻ることを特徴とする、請求項29に記載の方法。
- 前記フォイル・バッグ(24)が充填される時、空気などの気体が前記製品ライン(17)内に吹き込まれることを特徴とする、請求項29または30に記載の方法。
- 前記製品ライン(17)が、食品と接触する側で、例えば蒸気で湿潤されることを特徴とする、請求項29から31のうちいずれか一項に記載の方法。
- 前記フォイル・バッグ(24)が容器に移送され、それが前記フォイル・バッグ(24)の両側を共に僅かに押すことを特徴とする、請求項25から32のうちいずれか一項に記載の方法。
- 前記フォイル・バッグ(24)が充填のために、それがより開くように両側(31、32)で共に押されることを特徴とする、請求項25から33のうちいずれか一項に記載の方法。
- 前記フォイル・バッグ(24)の前記充填開口部(30)が、充填のために引き開けられることを特徴とする、請求項25から34のうちいずれか一項に記載の方法。
- 液体(41)も前記フォイル・バッグ(24)内に充填されることを特徴とする、請求項25から35のうちいずれか一項に記載の方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP05004822A EP1698553B1 (de) | 2005-03-04 | 2005-03-04 | Vorrichtung und Verfahren zum Befüllen von Folienbeuteln mit Nahrungsmitteln |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009095045A Division JP5244017B2 (ja) | 2005-03-04 | 2009-04-09 | フォイル・バッグに食品を充填するデバイスおよび方法 |
| JP2009095044A Division JP4959748B2 (ja) | 2005-03-04 | 2009-04-09 | フォイル・バッグに食品を充填するデバイスおよび方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006240743A true JP2006240743A (ja) | 2006-09-14 |
Family
ID=34934068
Family Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006055372A Pending JP2006240743A (ja) | 2005-03-04 | 2006-03-01 | フォイル・バッグに食品を充填するデバイスおよび方法 |
| JP2009095045A Expired - Fee Related JP5244017B2 (ja) | 2005-03-04 | 2009-04-09 | フォイル・バッグに食品を充填するデバイスおよび方法 |
| JP2009095044A Expired - Fee Related JP4959748B2 (ja) | 2005-03-04 | 2009-04-09 | フォイル・バッグに食品を充填するデバイスおよび方法 |
| JP2009270230A Expired - Fee Related JP4906907B2 (ja) | 2005-03-04 | 2009-11-27 | フォイル・バッグに食品を充填するデバイスおよび方法 |
Family Applications After (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009095045A Expired - Fee Related JP5244017B2 (ja) | 2005-03-04 | 2009-04-09 | フォイル・バッグに食品を充填するデバイスおよび方法 |
| JP2009095044A Expired - Fee Related JP4959748B2 (ja) | 2005-03-04 | 2009-04-09 | フォイル・バッグに食品を充填するデバイスおよび方法 |
| JP2009270230A Expired - Fee Related JP4906907B2 (ja) | 2005-03-04 | 2009-11-27 | フォイル・バッグに食品を充填するデバイスおよび方法 |
Country Status (23)
| Country | Link |
|---|---|
| US (1) | US7430843B2 (ja) |
| EP (3) | EP2055635B1 (ja) |
| JP (4) | JP2006240743A (ja) |
| KR (1) | KR100851886B1 (ja) |
| CN (1) | CN100439205C (ja) |
| AT (3) | ATE508946T1 (ja) |
| BR (1) | BRPI0601637A (ja) |
| CA (2) | CA2614871C (ja) |
| CL (2) | CL2011000189A1 (ja) |
| CY (1) | CY1109159T1 (ja) |
| DE (1) | DE502005007400D1 (ja) |
| DK (3) | DK2055636T3 (ja) |
| ES (3) | ES2366324T3 (ja) |
| HK (2) | HK1093476A1 (ja) |
| HR (3) | HRP20090379T1 (ja) |
| PL (3) | PL1698553T3 (ja) |
| PT (3) | PT1698553E (ja) |
| RS (3) | RS51842B (ja) |
| RU (1) | RU2328419C2 (ja) |
| SI (3) | SI2055636T1 (ja) |
| TW (1) | TWI302896B (ja) |
| UA (1) | UA89477C2 (ja) |
| ZA (1) | ZA200601710B (ja) |
Families Citing this family (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008057937A2 (en) * | 2006-11-01 | 2008-05-15 | Pouch Pac Innovations, Llc | Method and apparatus for opening a flexible pouch using opening fingers |
| GB2469814B (en) * | 2009-04-28 | 2013-07-17 | Cash Dynamics Ltd | A bag and sealing method and apparatus |
| WO2011057320A1 (en) * | 2009-11-13 | 2011-05-19 | Johnson Hi-Tech (Australia) Pty Ltd | A method and apparatus for charging fluent material into tubes |
| WO2011121987A1 (ja) | 2010-03-31 | 2011-10-06 | 日本電気株式会社 | 通信装置、通信システム、設定方法、設定プログラム、および設定用回路 |
| DE102010040499A1 (de) * | 2010-09-09 | 2012-03-15 | Merz Verpackungsmaschinen Gmbh | Dosierverfahren und Dosiervorrichtung |
| CN102079390B (zh) * | 2010-11-26 | 2011-12-14 | 荆州市新力大风车食品有限公司 | 一种冬瓜蓉馅料自动计量传送设备 |
| US8850779B2 (en) * | 2011-01-25 | 2014-10-07 | International Ice Bagging Systems, Llc | Ice bagging system |
| DE102011051603A1 (de) * | 2011-07-06 | 2013-01-10 | Maschinenfabrik Leonhardt Gmbh | Variables Dosiersystem für heterogene, empfindliche und nicht pumpfähige Lebensmittel mit geringem Flüssigkeitsanteil |
| US9505512B2 (en) * | 2011-12-14 | 2016-11-29 | The Procter & Gamble Company | Sheet good loading device and method of loading sheet goods |
| TWI504542B (zh) * | 2012-12-14 | 2015-10-21 | Air Bag Packing Co Ltd | The pallet packing device with antifreeze packaging function and its antifreeze packaging method |
| CN103224044A (zh) * | 2013-04-17 | 2013-07-31 | 李秀波 | 折袋机 |
| US10161664B2 (en) * | 2014-09-05 | 2018-12-25 | Ice House America, Llc | Ice vending machine |
| CN106314907B (zh) * | 2016-08-30 | 2018-09-11 | 嘉善金亿精密铸件有限公司 | 一种螺母的自动包装装置 |
| CN106742134A (zh) * | 2017-03-30 | 2017-05-31 | 广东奇乐趣食品科技有限公司 | 乳化剂灌装出料装置 |
| US20180327161A1 (en) * | 2017-05-11 | 2018-11-15 | Relish Labs, LLC | Meal-kit preparation and shipping system |
| CN107487463A (zh) * | 2017-07-31 | 2017-12-19 | 贵州省漆彩金州涂料有限公司 | 一种制作二氧化硅气凝胶涂料的设备 |
| CN107738765A (zh) * | 2017-11-10 | 2018-02-27 | 长沙翼希网络科技有限公司 | 一种工业化肥的小型定量包装装置 |
| CN108482720B (zh) * | 2018-03-28 | 2021-04-23 | 江西东坚农业发展有限公司 | 一种设有包装装置的量米机 |
| CN109178371A (zh) * | 2018-07-20 | 2019-01-11 | 芜湖佩林郁松计量科技有限公司 | 一种计量式面粉包装机 |
| EP3643623B1 (en) * | 2018-10-26 | 2022-07-20 | Chandra Parmar | Improvements to apparatus and method for filling containers |
| CN109399140B (zh) * | 2018-10-31 | 2024-09-03 | 株洲鼎端装备股份有限公司 | 一种废旧锂离子动力电池单体输送装置 |
| EP3650359B1 (en) * | 2018-11-12 | 2022-01-05 | Tetra Laval Holdings & Finance S.A. | Device, system and method for filling packages with solid food product |
| CN110228618B (zh) * | 2019-07-10 | 2021-09-24 | 李壮 | 一种香菇酱自动装袋设备 |
| CN110834745A (zh) * | 2019-11-21 | 2020-02-25 | 衡阳县海华水泥有限责任公司 | 一种水泥包装装置 |
| CN111645889B (zh) * | 2020-05-26 | 2021-08-10 | 重庆医药高等专科学校 | 袋式颗粒药品密封包装机 |
| DK180737B1 (en) * | 2020-07-06 | 2022-02-10 | Marel Iceland Ehf | A system and a method for automatically placing ice into boxes having two or more different widths |
| KR102275184B1 (ko) | 2020-11-30 | 2021-07-09 | 씨제이제일제당 (주) | 식품 투입 장치 및 식품 투입 방법 |
| CN112678221B (zh) * | 2020-12-05 | 2022-06-28 | 咸丰县御硒源茶业有限责任公司 | 一种用于茶叶装袋设备 |
| CN112722341A (zh) * | 2020-12-08 | 2021-04-30 | 潘建微 | 一种防汛用布袋装料装置 |
| NL2028767B1 (en) * | 2021-07-16 | 2023-01-23 | Dd Innovations B V | Device for packaging of medicine-units |
| CN114180117A (zh) * | 2021-10-29 | 2022-03-15 | 安徽丰瑞食品有限公司 | 一种碧根果装袋系统及其装袋方法 |
| CN114030662A (zh) * | 2021-12-03 | 2022-02-11 | 广东众大智能科技有限公司 | 新能源材料密封夹袋打包装置 |
| CN114194467B (zh) * | 2021-12-29 | 2023-07-28 | 东莞市欣荣天丽科技实业有限公司 | 一种脱氧剂自动包装机 |
| CN116198764B (zh) * | 2023-02-01 | 2024-09-03 | 蚌埠壹石通电子通信材料有限公司 | 一种导热凝胶生产用批量灌装装置 |
| CN116495241A (zh) * | 2023-04-04 | 2023-07-28 | 宁波市东嘉新材料科技有限公司 | 一种自动定量称料、装料装置 |
Family Cites Families (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3340679A (en) * | 1965-02-01 | 1967-09-12 | Bartelt Engineering Co Inc | Apparatus for opening pouches |
| US3482373A (en) * | 1967-11-06 | 1969-12-09 | Packaging Frontiers Inc | Packaging |
| DE2147660A1 (de) * | 1971-09-24 | 1973-03-29 | Hesser Ag Maschf | Beutelherstell- und fuellmaschine |
| JPS5232442Y2 (ja) * | 1973-10-08 | 1977-07-23 | ||
| US4074507A (en) * | 1976-12-27 | 1978-02-21 | St. Regis Paper Company | Bag filling machine for powdery material |
| FR2417445A2 (fr) * | 1978-02-15 | 1979-09-14 | Vittel Eaux Min | Recipient en matiere synthetique, mince et souple |
| DE2819689A1 (de) * | 1978-05-05 | 1979-11-08 | Bosch Gmbh Robert | Maschine zum herstellen von stehfaehigen beutelpackungen |
| US4300602A (en) * | 1980-01-24 | 1981-11-17 | Fmc Corporation | No pouch - no fill apparatus with memory system |
| EP0043875A1 (en) * | 1980-07-10 | 1982-01-20 | Niven Process Engineering (N.Z.)Ltd | Packaging machine |
| JPS5873501A (ja) * | 1981-10-20 | 1983-05-02 | 三菱重工業株式会社 | 自立不可能な袋の充填・シ−ル・熱処理装置 |
| JPS5962414A (ja) * | 1982-10-01 | 1984-04-09 | 東洋製罐株式会社 | パウチ口部の拡開方法と装置 |
| JPS5962421A (ja) * | 1982-10-01 | 1984-04-09 | 東洋製罐株式会社 | 充填密封パウチの製造方法 |
| GB2128576B (en) * | 1982-10-16 | 1987-04-08 | Johnsen Jorgensen Jaypak | Making compartmented bags |
| SU1221062A1 (ru) * | 1984-06-11 | 1986-03-30 | Череповецкий Ордена Ленина И Ордена Трудового Красного Знамени Металлургический Комбинат Им.50-Летия Ссср | Устройство дл расфасовки сыпучих материалов в тару |
| SU1381030A1 (ru) * | 1986-08-18 | 1988-03-15 | Кемеровский технологический институт пищевой промышленности | Весовыбойный аппарат дл упаковки муки в тканевые мешки |
| JPH02128905A (ja) * | 1988-11-09 | 1990-05-17 | Sumitomo Rubber Ind Ltd | Atv用タイヤ |
| US5058634A (en) | 1989-05-09 | 1991-10-22 | Tisma Machine Corporation | Automatic packaging machine for particulate matter |
| DE4213772A1 (de) * | 1992-04-27 | 1993-10-28 | Icoma Packtechnik Gmbh | Verfahren und Vorrichtung zum Befüllen von Verpackungen, insbesondere Papiersäcken oder Papierbeuteln |
| US5337539A (en) * | 1992-08-25 | 1994-08-16 | Drake & Dipello, Inc. | Method of producing flexible suspendible pouches and pouch produced therefrom |
| DE4304337A1 (de) * | 1993-02-13 | 1994-08-25 | Gea Finnah Gmbh | Verfahren und Vorrichtung zum Füllen und Verschließen eines Doppelkammerbechers aus Kunststoff |
| US5309825A (en) * | 1993-03-04 | 1994-05-10 | Show-Pop International, Inc. | Popcorn vending machine |
| US5419238A (en) * | 1993-03-04 | 1995-05-30 | Show-Pop International, Inc. | Popcorn dispensing machine |
| DE4336233A1 (de) * | 1993-10-23 | 1995-04-27 | Bosch Gmbh Robert | Verfahren und Vorrichtung zum Abmessen und Abfüllen von Schüttgutmengen in Verpackungsbehältern |
| US5709063A (en) * | 1994-09-01 | 1998-01-20 | Kabushiki Kaisha Yuyama Seisakusho | Tablet packing machine |
| JPH09104413A (ja) * | 1995-10-09 | 1997-04-22 | Totani Giken Kogyo Kk | 充填包装機およびこれに用いる袋体 |
| US5771665A (en) * | 1995-12-12 | 1998-06-30 | Nelson; W. Titus | Sand bagging system |
| IT1285617B1 (it) * | 1996-03-15 | 1998-06-18 | Gd Spa | Metodo di incarto di prodotti |
| FR2748989B1 (fr) * | 1996-05-22 | 1998-08-21 | Henaux Claude | Procede et dispositif d'ensachage multipoches et sachets ainsi obtenus |
| US6247293B1 (en) * | 1998-11-03 | 2001-06-19 | Klockner Bartelt, Inc. | Modular packaging machine with web tension control |
| US6121556A (en) * | 1999-01-26 | 2000-09-19 | Cole; Brand D. | Granular material weighing system |
| JP3647717B2 (ja) * | 2000-05-02 | 2005-05-18 | 株式会社古川製作所 | 被包装物筒の計量充填装置 |
| US6311745B1 (en) * | 2000-06-05 | 2001-11-06 | Xerox Corporation | Systems and methods for dispensing powders |
| WO2003000553A1 (en) * | 2001-05-04 | 2003-01-03 | Mcgregor, James | Densifying bag filling machine |
| KR20010085029A (ko) | 2001-07-21 | 2001-09-07 | 주탁 | 티백포장장치 |
| JP2006021774A (ja) * | 2002-04-16 | 2006-01-26 | Kenji Nomi | 小袋包装における秤量機構と包装機構の一体化の方法 |
| DE20220644U1 (de) * | 2002-09-20 | 2003-12-04 | Graul, Niklas-Simon | Vorrichtung zum Abfüllen von Sandsäcken |
| KR20050015940A (ko) | 2003-08-05 | 2005-02-21 | 구레하 가가쿠 고교 가부시키가이샤 | 입자형상물의 계량장치, 포장장치 및 포장물의 제조방법 |
| JP2005289379A (ja) * | 2004-03-31 | 2005-10-20 | Tokyo Autom Mach Works Ltd | 粉体充填装置とその運転方法 |
-
2005
- 2005-03-04 PL PL05004822T patent/PL1698553T3/pl unknown
- 2005-03-04 ES ES09002463T patent/ES2366324T3/es active Active
- 2005-03-04 PL PL09002463T patent/PL2055636T3/pl unknown
- 2005-03-04 ES ES09002462T patent/ES2362992T3/es active Active
- 2005-03-04 PT PT05004822T patent/PT1698553E/pt unknown
- 2005-03-04 AT AT09002462T patent/ATE508946T1/de active
- 2005-03-04 PT PT09002462T patent/PT2055635E/pt unknown
- 2005-03-04 DK DK09002463.9T patent/DK2055636T3/da active
- 2005-03-04 RS RS20110348A patent/RS51842B/en unknown
- 2005-03-04 RS RS20110220A patent/RS51715B/en unknown
- 2005-03-04 SI SI200531365T patent/SI2055636T1/sl unknown
- 2005-03-04 PL PL09002462T patent/PL2055635T3/pl unknown
- 2005-03-04 EP EP09002462A patent/EP2055635B1/de active Active
- 2005-03-04 SI SI200531334T patent/SI2055635T1/sl unknown
- 2005-03-04 SI SI200530723T patent/SI1698553T1/sl unknown
- 2005-03-04 AT AT05004822T patent/ATE432875T1/de active
- 2005-03-04 EP EP05004822A patent/EP1698553B1/de active Active
- 2005-03-04 EP EP09002463A patent/EP2055636B1/de active Active
- 2005-03-04 PT PT09002463T patent/PT2055636E/pt unknown
- 2005-03-04 DK DK09002462.1T patent/DK2055635T3/da active
- 2005-03-04 AT AT09002463T patent/ATE513741T1/de active
- 2005-03-04 DK DK05004822T patent/DK1698553T3/da active
- 2005-03-04 ES ES05004822T patent/ES2325083T3/es active Active
- 2005-03-04 DE DE502005007400T patent/DE502005007400D1/de active Active
- 2005-03-04 RS RSP-2009/0313A patent/RS50973B/sr unknown
-
2006
- 2006-02-06 TW TW095103960A patent/TWI302896B/zh not_active IP Right Cessation
- 2006-02-08 CA CA2614871A patent/CA2614871C/en not_active Expired - Fee Related
- 2006-02-08 CA CA002535673A patent/CA2535673C/en not_active Expired - Fee Related
- 2006-02-24 BR BRPI0601637-5A patent/BRPI0601637A/pt not_active Application Discontinuation
- 2006-02-27 ZA ZA2006/01710A patent/ZA200601710B/en unknown
- 2006-03-01 JP JP2006055372A patent/JP2006240743A/ja active Pending
- 2006-03-02 CN CNB2006100586121A patent/CN100439205C/zh not_active Expired - Fee Related
- 2006-03-03 UA UAA200602367A patent/UA89477C2/uk unknown
- 2006-03-03 RU RU2006107763/12A patent/RU2328419C2/ru not_active IP Right Cessation
- 2006-03-03 US US11/367,858 patent/US7430843B2/en not_active Expired - Fee Related
- 2006-03-04 KR KR1020060020706A patent/KR100851886B1/ko not_active IP Right Cessation
- 2006-12-28 HK HK06114217.2A patent/HK1093476A1/xx not_active IP Right Cessation
-
2009
- 2009-04-09 JP JP2009095045A patent/JP5244017B2/ja not_active Expired - Fee Related
- 2009-04-09 JP JP2009095044A patent/JP4959748B2/ja not_active Expired - Fee Related
- 2009-06-18 CY CY20091100641T patent/CY1109159T1/el unknown
- 2009-07-03 HR HR20090379T patent/HRP20090379T1/xx unknown
- 2009-10-15 HK HK09109554.0A patent/HK1131375A1/xx not_active IP Right Cessation
- 2009-11-27 JP JP2009270230A patent/JP4906907B2/ja not_active Expired - Fee Related
-
2011
- 2011-01-28 CL CL2011000189A patent/CL2011000189A1/es unknown
- 2011-01-28 CL CL2011000190A patent/CL2011000190A1/es unknown
- 2011-06-03 HR HR20110419T patent/HRP20110419T1/hr unknown
- 2011-07-25 HR HR20110549T patent/HRP20110549T1/hr unknown
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4959748B2 (ja) | フォイル・バッグに食品を充填するデバイスおよび方法 | |
| US9540123B2 (en) | Packaging machine and method for filling bags | |
| CA1046471A (en) | Bag filling machine for powdery material | |
| CN101815455A (zh) | 用于储存、计量粉末和将粉末与稀释剂混合的单件式装置 | |
| CN203996944U (zh) | 用于灌装敞口袋的包装机 | |
| KR101274587B1 (ko) | 튜브 사출성형기용 튜브용기 정렬 공급장치 | |
| JP2005008282A (ja) | 粉粒体の供給装置 | |
| KR101242484B1 (ko) | 이송구조를 갖는 분리식 계량 포장장치 | |
| KR20220031230A (ko) | 식품재료의 정량 공급 장치 | |
| KR101086279B1 (ko) | 떡 정량 포장장치 | |
| US20140110437A1 (en) | Bulk Feeding System and Method | |
| EP4155218A1 (en) | Device for removing air from bag containing a granular product, machine, and corresponding method | |
| US20070029004A1 (en) | Apparatus and method for handling particulate material | |
| KR200398281Y1 (ko) | 분말 자동이송장치 | |
| KR20110137383A (ko) | 입자 자동분배장치 및 그 작동방법 | |
| JP2019077490A (ja) | 脱気システムおよび搬送システム | |
| RU38726U1 (ru) | Роторный дозатор | |
| KR101335986B1 (ko) | 파우치 포장 장치 | |
| JP4618979B2 (ja) | 容器充填用弁組立体 | |
| WO2010020711A1 (en) | A filling control device | |
| HUE029015T2 (en) | Equipment for packaging pasty product | |
| JPH1059547A (ja) | 物品供給装置 | |
| JPH02286210A (ja) | プラスチック原料の供給方法 | |
| GB2128571A (en) | Apparatus for transferring particulate material from one position to another |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081210 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090309 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090312 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090409 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090730 |